

Page 1

Drehmaschine FD 150/E
D
GB
F
I
E
NL
DK
MANUAL
S
CZ
TR
PL
RUSS
Page 2
Deutsch
Beim Lesen der Gebrauchsanleitung
Bildseiten herausklappen.
D
8
English
Fold out the picture pages
when reading the user instructions.
Français
Lorsque vous lisez le manuel d’utilisation,
veuillez déplier les pages d’illustration.
Italiano
Per leggere le istruzioni per l’uso
aprire le pagine ripiegate contenenti le figure.
Español
Al consultar el manual de instrucciones
abrir la hoja plegable.
Nederlands
Bij het lezen van de gebruiksaanwijzing
pagina’s met afbeeldingen uitklappen.
Dansk
Når brugsanvisningen læses,
skal billedsiderne klappes ud.
Svenska
Vid läsning av bruksanvisningen,
fall ut bildsidoma.
GB
F
E
NL
DK
S
17
25
I
34
43
52
61
69
Česky
Pří čtení návodu k obsluze rozložit
stránky s obrázky.
Türkçe
Kullanma Ta limat›n›n okunmas› esnas›nda
resim sayfalar›n› d›flar› ç›kart›n.
Polski
Przy czytaniu instrukcji obsługi otworzyć
strony ze zdjęciami.
Русский
При чтении руководства по эксплуатации
просьба открывать страницы с рисунками.
- 2 -
CZ
TR
PL
RUSS
77
85
93
102
Page 3

NOTIZEN
- 3 -
Page 4

NOTIZEN
- 4 -
Page 5
14
15
17
Fig. 2
16
Fig. 1
2
3
3
4
5
1
6
7
1
13
12
11
19
10
9
18
8
2
3
Fig. 2a
3
2
6
1
4
3
1
Fig. 3
5
2
Fig. 4
4
6
7
3
4
12
5
Fig. 5
3
Fig. 6
2
1
8mm
Ø
- 5-
Page 6
1
3
3
2
Fig. 7Fig. 7a
abcde
5
3
4
2
Fig. 8
1
2
2
f
1
4
1
Fig. 9
6
ab
Fig. 10
- 6 -
1
Fig. 11
cd
Page 7
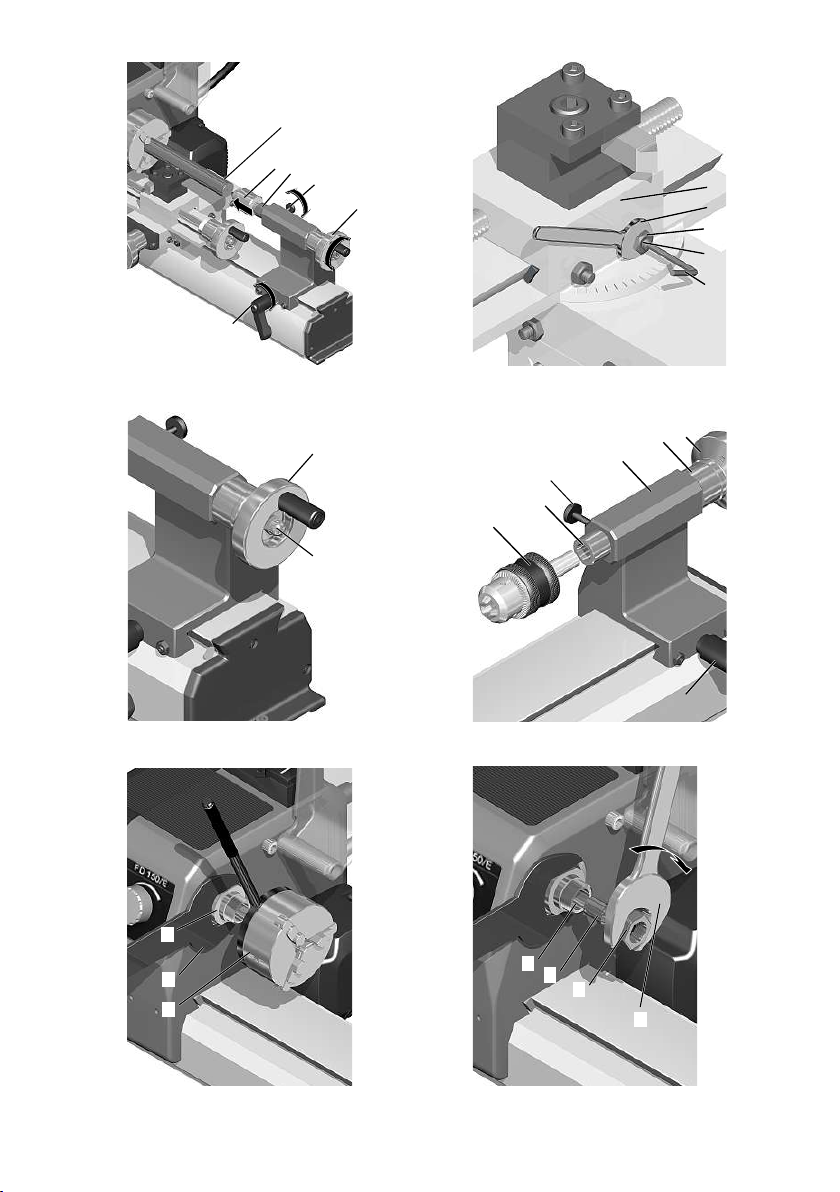
Fig. 12
6
1
5
4
3
3
5
1
2
4
2
Fig. 13
5
1
6
3
4
2
1
2
Fig. 14
2
1
3
Fig. 16 Fig. 16a
Fig. 15
4
4
5
6
7
- 7-
Page 8

Originalbetriebsanleitung Drehmaschine FD 150/E
D
Inhalt:
Vorwort ……………………………………………………8
Sicherheitshinweise: ………………………………………8
Übersicht über die Maschine ………………………………9
Legende (Fig. 1): …………………………………………9
Beschreibung der Maschine ………………………………9
Lieferumfang ……………………………………………10
Technische Daten Drehmaschine FD 150/E: ……………10
Aufstellen und Inbetriebnahme …………………………10
Aufstellen des Gerätes (Fig 2a und Fig. 2b): ……………10
Elemente der Drehmaschine und deren Bedienung………10
Reitstock (Fig. 3): ………………………………………10
Arbeiten mit dem Reitstock ……………………………11
Planschlitten (Fig. 4) ……………………………………11
Arbeiten mit dem Planschlitten ………………………11
Oberschlitten (Fig. 5) ……………………………………11
Arbeiten mit dem Oberschlitten ………………………11
Das Dreibacken-Futter (Fig. 6) …………………………11
Spannen des Werkstücks: ……………………………12
Wenden der Backen (Fig. 7): …………………………12
Der drehbare Mehrfach-Stahlhalter………………………12
Drehstahl auswählen (Fig. 8) …………………………12
Drehstahl einspannen (Fig. 9) …………………………12
Wiederanlaufschutz ……………………………………13
Bedarfsgerechte Drehzahl ………………………………13
Vorwort
Die Benutzung dieser Anleitung:
• erleichtert es, das Gerät kennen zu lernen.
• vermeidet Störungen durch unsachgemäße Bedienung und
• erhöht die Lebensdauer Ihres Gerätes.
Halten Sie diese Anleitung immer griffbereit.
Bedienen Sie dieses Gerät nur mit genauer Kenntnis und unter
Beachtung der Anleitung.
PROXXON haftet nicht für die sichere Funktion des Gerätes bei:
•Handhabung, die nicht der üblichen Benutzung entspricht,
•anderen Einsatzzwecken, die nicht in der Anleitung genannt
sind,
•Missachtung der Sicherheitsvorschriften.
•Bedienungsfehlern
•mangelnder Wartung
•Verwendung von Nicht-PROXXON-Ersatzteilen
Spindeldrehzahlen einstellen (Fig. 10) …………………13
Umlegen des Antriebsriemens…………………………13
Elektronische Drehzahlregelung ………………………13
Arbeiten mit der Maschine (Fig. 11) ……………………13
Beispiel Längsdrehen (a) ………………………………13
Beispiel Plandrehen (b) …………………………………14
Beispiel Kegeldrehen (c) …………………………………14
Abstechen eines Werkstückes (d) ………………………14
Bearbeiten längerer Werkstücke mit Reitstock
und Körnerspitze (Fig. 12) ………………………………14
Reparatur und Wartung……………………………………14
Reinigung ………………………………………………14
Spiel der Führungen einstellen (Fig. 13) …………………14
Spiel der Handräder einstellen (Fig. 14):…………………15
Zubehör für die FD 150/E …………………………………15
Drehstahlsatz (Artikel 24524) ……………………………15
Zahnkranzbohrfutter (Artikel 24152) ……………………15
Bohrfutter einsetzen (Fig. 15) ……………………………15
Mehrbereichs-Spannzangen ER 11 (Artikel 24154) ……15
Einsetzen der Spannzangen (Fig. 16) …………………15
Entsorgung: ………………………………………………15
EG-Konformitätserklärung ………………………………16
Explosionszeichnungen …………………………………112
Sicherheitshinweise:
Unordnung im Arbeitsbereich vermeiden.
Unordnung im Arbeitsbereich bedeutet immer auch ein größeres Unfallrisiko.
Gerät eben undsicher auf einemfesten Untergrund befestigen.
Stellen Sie in jedem Fall sicher,dass das Gerät auch während des
Betriebs nicht herunterfallen oder kippen kann.
Gerät vor jeder Benutzung auf Beschädigung prüfen.
Bitte beachten Sie: Defekte Teile, insbesondere beschädigte
Schutzvorrichtungen dürfen nur von einem Fachmann oder dem
PROXXON-Kundendienst ausgewechselt
werden Verwenden Sie nur Original-Proxxon Ersatzteile.
Manipulieren Sie Ihre Maschine nicht!
Ändern Sie an der Maschine nichts, führen Sie keine Manipulationen durch! Die mechanische und die elektrische Sicherheit
könnte beeinträchtigt werden, insbesondere
besteht die Gefahr eines elektrischen Schlages und die weitere
Beeinträchtigung Ihrer Sicherheit. Verletzungen und Sachschaden können die Folgen sein.
Beachten Sie zu Ihrer Sicherheit bitte unbedingt die Sicherheitshinweise.
Nur Original PROXXON - Ersatzteile verwenden. Weiterentwicklungen im Sinne des technischen Fortschrittes behalten wir uns
vor. Wir wünschen Ihnen viel Erfolg mit dem Gerät.
- 8 -
Page 9
Niemals ohne die vorgesehenen Schutzeinrichtungen arbeiten.
Achten Sie auf die Umgebungseinflüsse!
Die Maschine nur in trockener Umgebung und nie in der Nähe
von brennbaren Flüssigkeiten oder Gasen benutzen. Sorgen Sie
für gute Beleuchtung!
Benutzen Sie eine Schutzbrille!
Netzstecker ziehen!
Bei Nichtgebrauch, vor Wartung, Werkzeugwechsel, Reinigung
oder Reparatur immer den Netzstecker ziehen! Zur Reinigung
gehört auch das Entfernen von Spänen!
Bedienungsanleitung vor dem Gebrauch gut durchlesen und
sorgfältig aufbewahren!
Tragen Sie einen Gehörschutz!
Der Schalldruckpegel beim Arbeiten mit der Maschine kann 85
dB (A) übersteigen, deswegen nur mit Gehörschutz arbeiten!
Tragen Sie geeignete Arbeitskleidung!
Tragen Sie während des Arbeitens keine weite Kleidung wie z. B.
Krawatten oder Halstücher, sie könnte sich während des Betriebs in einem der bewegten Teile oder dem automatisch bewegten Werkstück verfangen und eine Verletzung verursachen.
Tragen Sie bei langen Haaren ein Haarnetz und nehmen Sie
Schmuck ab.
Keine beschädigten oder verformten Drehstähle verwenden.
Bitte achten Sie unbedingt auf einen einwandfreien Zustand der
Drehstähle. Kontrollieren Sie diese vor jeder Inbetriebnahme
durch Sichtkontrolle auf ihre Unversehrtheit!
Kinder und unbeteiligte Personen vom Arbeitsbereich fernhalten.
Sorgen Sie dafür, dass Kinder sowie Unbeteiligte einen ausreichend großen Sicherheitsabstand einhalten! Jugendliche unter
16 Jahren dürfen die Maschine nur unterfachlicher Anleitung
und zum Zwecke der Ausbildung benutzen. Die unbenutzte Maschine ist für Kinder unzugänglich aufzubewahren!
Überlasten Sie Ihr Werkzeug nicht.
Optimale Arbeitsergebnisse erreichen Sie natürlich nur in einem
Leistungsbereich, für den die Maschine ausgelegt ist! Vermeiden Sie deswegen zu große Zustellungen! Zweckentfremden Sie
die Maschine nicht und benutzen Sie sie nicht für Arbeiten, für
die sie nicht bestimmt ist.
Seien Sie stets bedacht und aufmerksam!
Beobachten Sie die Maschine während der Arbeit und gehen Sie
vernünftig vor. Verwenden Sie die Maschine nicht, wenn Sie unkonzentriert oder müde sind oder Alkohol getrunken haben.
Behandeln Sie das Anschlusskabel sorgfältig!
Anschlusskabel vor Hitze und scharfen Kanten schützen und so
verlegen, dass es nicht beschädigt werden kann. Kabel nicht benutzen, um den Stecker aus der Steckdose zu ziehen und Gerät
nicht am Kabel hochheben. Achten Sie auf Sauberkeit: Schützen
Sie das Kabel vor Fett und Öl!
Nach der Arbeit Gerät gründlich reinigen!
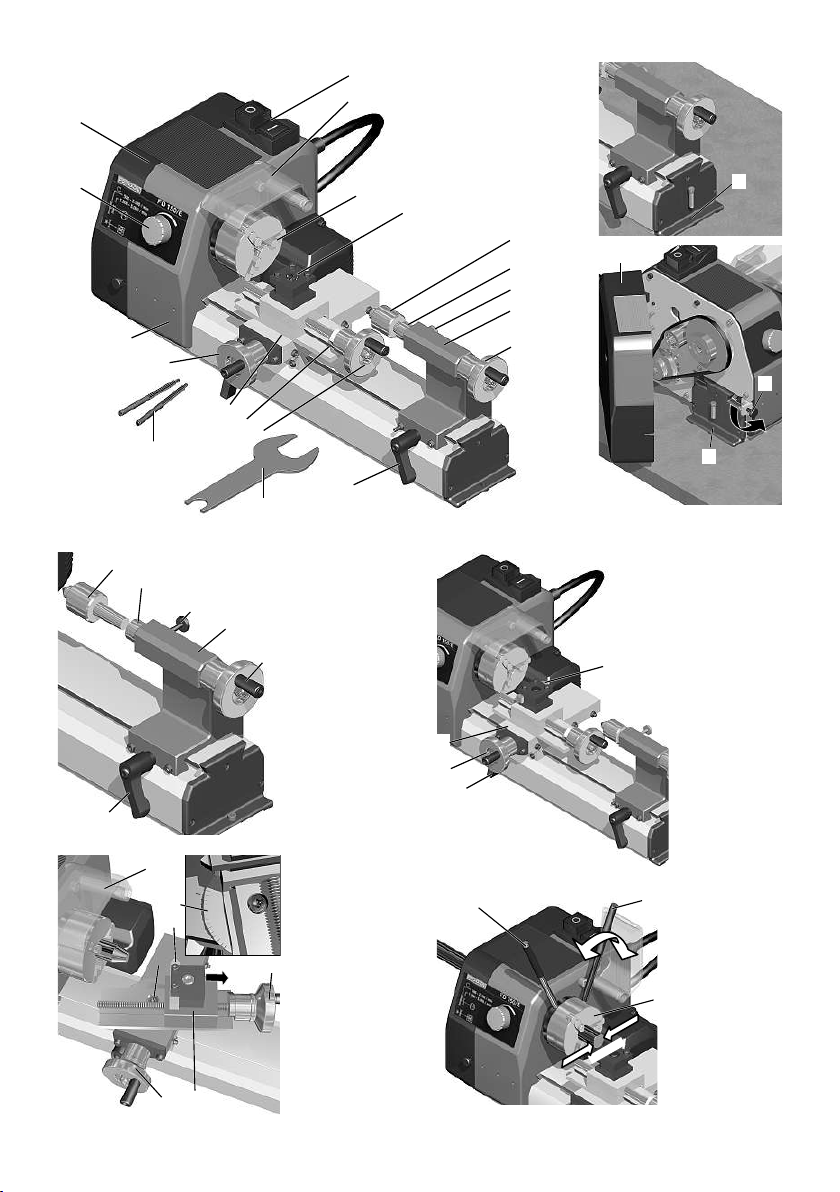
Übersicht über die Maschine
Legende (Fig. 1):
1. Spindelstock
2. Drehfutter
3. Drehstahlhalter
4. Mitlaufende Körnerspitze
5. Pinole
6. Klemmschraube für Pinole
7. Reitstock
8. Handrad für Pinole
9. Klemmhebel für Reitstock
10. Handrad für Oberschlitten
11. Oberschlitten
12. Planschlitten
13. Handrad für Planschlitten
14. Getriebekastenabdeckung
15. Ein-Aus-Schalter
16. Drehzahlregelknopf
17. Futterschutz
18. Schlüssel
19. Spannstifte
Beschreibung der Maschine
Die FD 150/E ist eine kompakte Präzisionsdrehmaschine mit praxisgerechter Ausstattung: Sie bietet einen Plan- und einem Oberschlitten, einen soliden Spindelstock mit einer hochwertigen
Wälzlagerung für die Arbeitsspindel, einen kräftigen Antrieb, sowie einem Reitstock mit mitlaufender Körnerspitze.
Diese Merkmale iin Verbindung mit dem hochfesten und präzisen Aluminiumstranggußbett macht die FD 150/E zu einer Spezialistin für alle filigranen Werkstücke.
Auch die hohe Drehzahl kommt dem typischen Anwendungsgebiet entgegen:
Sie ermöglicht auch bei kleinsten Werkstückdurchmessern immer die passende Schnittgeschwindigkeit, einstellbar über ein
zweistufiges Riemengetriebe in Kombination mit einer feinfühligen elektronischen Regelung.
Neben den klassischen Möglichkeiten der Drehbearbeitung sind
mit dem schwenkbaren Oberschlitten auch Kegel, bzw. kegelige
Elemente herstellbar.Mit dem als Zubehör erhältlichen Bohrfutter ist auch das stirnseitige Bohren von Löchern kein Problem.
Und für alle, die ganz besonders hohe Anforderungen an den
Rundlauf stellen, haben wir einen Spannzangensatz für diese
Maschine in unserem Sortiment: Die notwendige ER11-Aufnahme ist in der Hauptspindel vorgesehen. Auf den folgenden Sei-
- 9-
Page 10
ten stellen wir Ihnen die Maschine und ihre Möglichkeiten sowie
das erhältliche Zubehör ausführlich vor. Das Team von Proxxon
wünscht Ihnen viel Freude und viel Erfolg bei der Arbeit mit ihrer Maschine!
Lieferumfang
1 Stck. Drehmaschine FD 150/E
1 Stck. Bedienungsanleitung
1 Stck. Broschüre Sicherheitshinweise
1 Stck. Maulschlüssel
2 Stck. Spannstifte
Technische Daten Drehmaschine FD 150/E:
Spannung: 230 Volt
Frequenz: 50/60 Hz
Leistung: 100 Watt
Spitzenweite: 150 mm
Spitzenhöhe: 55 mm
Höhe über Support: 33 mm
Spannbereich Innenbacken: 1,5 – 32 mm
Spannbereich Außenbacken: 12 – 65 mm
Planschlittenverstellung: 40 mm
Oberschlittenverstellung: 60 mm
Spindeldurchlaß: 8,5 mm
Kegelaufnahme, futterseitig: für ER 11-Spannzangen
Stahlhalter für Stähle: 6 x 6
Geräteabmessungen: 360 x 150 x 150
Gewicht: ca. 4,5 kg
Spindeldrehzahlen:
- in Getriebestufe 1: 800 – 2500 U/min
- in Getriebestufe 2: 1000 – 5000 U/min
Nur zum Betrieb in geschlossenen Räumen!
Gerät bitte nicht über den Hausmüll entsorgen!
Bitte stets mit Gehörschutz arbeiten!
Aufstellen des Gerätes (Fig 2a und Fig. 2b):
Achtung!
Bitte überprüfen Sie das Gerät sofort nach dem Auspacken auf
eventuelle Transportschäden! Eine Beschädigung der Verpackung weist eventuell schon auf eine unsachgemäße Behandlung
während des Transports hin! Transportschäden sollten unbedingt sofort beim Händler oder beim entsprechenden Tr ansportunternehmen reklamiert werden!
Zur Standardausstattung der PROXXON- Drehmaschine FD
150/E gehören folgende Elemente:
•Dreibackenfutter
•Futterschutz
•mitlaufende Körnerspitze
•Werkzeugsatz
•Stahlhalter
Achtung!
Beim Anheben der Maschine darauf achten, dass die Kunststoffhaube 1 (Fig. 2 a) des Räderkastens verschlossen ist. Andernfalls die Haube zuklappen und Rändelschraube 2 anziehen.
Andernfalls könnte die Kappe brechen.
1. Zum Aufstellen die Drehmaschine aus der Verpackung nehmen und auf einen geraden und ebenen Untergrund aufstellen. Die Aufstellfläche muß erschütterungsfrei und stabil sein.
Darauf achten, dass ein sicherer Stand gewährleistet ist!
2. Bitte beachten Sie: Zum Betrieb muß die Maschine fest mit
dem Untergrund verschraubt werden! In den Winkelflanschen
der Endkappen des Bettes sind hierfür Bohrungen (Pos. 3)
vorgesehen. Bitte verwenden Sie Schrauben mit 4 mm Durchmesser.
3. Spindelstockseitig ist es für die Zugänglichkeit zum Schraubenloch wichtig, die Kunststoffhaube 1 des Räderkastens
aufzuklappen. Dafür einfach Rändelschraube 2 (Fig. 2a) lösen
und Kunststoffhaube aufschwenken.
Elemente der Drehmaschine und deren
Bedienung
Reitstock (Fig. 3):
Aufstellen und Inbetriebnahme
Gefahr!
Es besteht die Möglichkeit des unerwarteten Anlaufs! Verletzungen können die Folge sein.
Daher unbedingt beiallen Einstell-und Wartungsarbeitenstets
Netzstecker ziehen!
- 10 -
Der Reitstock 1 auf der rechten Seite des Maschinenbettes enthält die Pinole 2. In dem in ihr enthaltenen Innenkonus wird die
mitlaufende Körnerspitze 3 eingesetzt. Hiermit können lange
Werkstücke abgestützt und stabilisiert werden.
Achtung!
Wenn der Futterüberstand größer als der ca. 3-fache Werkstückdurchmesser ist, sollte prinzipiell das Werkstück am
rechten Ende durch den Reitstock mit Körnerspitze gehalten
werden.
Die Spitze soll dabei idealerweise in eine sogenannte Zentrierbohrung eingreifen. Diese kann mit dem als Zubehör erhältlichen
Page 11

Bohrfutter hergestellt werden. Der Vorgang wird später ausführlich beschrieben.
2. Vor oder während des Arbeitens bei Bedarf Position des
Drehstahls 3 durch Drehen am Handrad 2 regulieren.
Achtung!
Die Aufnahmekegel müssen immer absolut sauber sein.
Schmutz und vor allem Metallspäne beeinträchtigen die Genauigkeit und können Pinole und Konus unbrauchbar machen.
Arbeiten mit dem Reitstock
1. Zum Einsetzen z. B. der Körnerspitze 3 die Pinole 2 durch Drehen des Handrades 4 ca. 10 mm ausfahren.
2. Die Körnerspitze mit Konus kräftig mit der Hand in die Pinole einstecken. Der Konus sitzt fest und kann von vorne nicht
herausgezogen werden.
3. Um den Reitstock 1 grob an das Werkstück heranzuschieben,
die Klemmhebel 5 (Fig. 3) lösen, den Reitstock auf der Bettführung in die gewünschte Position schieben und die Klemmhebel 5 wieder festziehen. Durch Drehen des Handrads 4
kann die Körnerspitze dosiert mit leichtem Druck auf die
Werkstückstirnseite aufgesetzt werden. Die Pinole sollte
durch Festziehen der Rändelschraube 6 in dieser Position geklemmt werden.
4. Zum Lösen des Konus der mitlaufenden Spitze (oder eines
anderen eingesetzten Werkzeugs) nach der Arbeit die Pinole
2 durch Drehen des Handrads 4 so weit wie möglich in den
Reitstock hineindrehen. Der Konus löst sich und kann entnommen werden.
Planschlitten (Fig. 4)
Der Planschlitten 1 ermöglicht durch Drehen des Handrads 2 die
Bewegung des Drehstahls 3 senkrecht zur Drehachse des Werkstücks.
Das erlaubt während des Arbeitens die Zustellung, d. h. das Regulieren der Spantiefe.
Achtung: Die Handräder der Maschine sind mit drehbaren Skalenringen ausgerüstet: Zum Verfahren des Schlittens um einen
definierten Betrag kann der Skalenring auf 0 gestellt werden. Die
exakte Zustellung kann während der Betätigung des Handrades
an der Skala abgelesen werden.
Darüber hinaus wird die Bearbeitung einer stirnseitigen Planfläche des Werkstücks (plandrehen) oder das sogenannte "Abstechen" eines Werkstücks ermöglicht. Darunter versteht man das
Stechdrehen über die Drehachse hinaus, so dass das Werkstück
sich ablöst.
Oberschlitten (Fig. 5)
Der Oberschlitten 1 ermöglicht die unmittelbare Führung und
das Verfahren des Stahlhalters inkl. des Drehstahls vorzugsweise in Längsrichtung.
Zusätzlich ist bei unserer Maschine der Oberschlitten schwenkbar: Dies ermöglicht es, nicht nur zylindrische Werkstücke herstellen zu können, indem der Drehstahl parallel zur Längsachse
der Maschine verfahren wird (Längsdrehen): Auch konische
Werkstücke oder kegelige Abschnitte können gedreht werden,
wenn der Oberschlitten etwas geschwenkt wird.
Wir haben dazu eine Winkelskala angebaut, mit Hilfe derer der
Winkel des herzustellenden Konus eingestellt werden kann.
Der Verfahrweg des Schlittens auf der präzisen Schwalbenschwanzführung beträgt 60 mm.
Arbeiten mit dem Oberschlitten
Im Auslieferungszustand ist der Oberschlitten 1 genau auf =0°,
d. h. zum (zylindrischen) Längsdrehen eingestellt.
1. Den Drehstahl 3 durch Drehen des Handrads 2 radial auf die
gewünschte Position fahren
2. Maschine einschalten. Achtung: Darauf achten, dass sich der
Futterschutz 6 in der unteren Position befindet!
3. Durch Drehen des Handrads 5 den Oberschlitten 1 mit dem
Drehstahl mit der gewünschten Zustellung an dem rotierenden Werkstück langfahren
Soll ein Konus oder Kegel gedreht werden, muß der Oberschlitten 1 um den gewünschten Betrag geschwenkt werden:
1. Oberschlitten 1 durch Drehen des Handrads 5 so weit nach
rechts fahren, dass die Schraube 4 zugänglich wird
2. Schraube 4 lösen und anhand der Markierungen auf der Winkelskala 7 die gewünschte Konizität einstellen.
3. Schraube 4 wieder festziehen. Durch Drehen des Handrads 5
kann der Oberschlitten und damit der Drehstahl beim Drehen
verfahren werden.
Bitte beachten, dass hier, wie bei den anderen Handrädern der
Maschine auch, die Skalenringe beweglich sind und genullt werden können. Der zurückgelegte Weg des Stahls kann dann an der
Skala abgelesen werden. Eine Umdrehung des Handrades entspricht einem Millimeter Strecke.
Arbeiten mit dem Planschlitten
1. Der Planschlitten (mitsamt dem Oberschlitten) kann auf der
Führung des Maschinenbettes auf die Bearbeitungsposition
an das Werkstück herangeschoben werden. Dazu Klemmhebel 4 lösen, die Schlitten auf die gewünschte Position verschieben und Klemmhebel 4 wieder spannen.
Das Dreibacken-Futter (Fig. 6)
Das Spannfutter 1 dient zur Aufnahme und zum Spannen der zu
bearbeitenden Werkstücke. Es hat einen Durchlass von 8,5 mm,
genau wie die Arbeitsspindel der Maschine. So können Rundmaterialien mit einem Durchmesser von gut 8 mm auch durch
die Spindel geführt werden!
- 11 -
Page 12

Achtung!
Wird ein längeres Werkstück eingespannt, das durch die Spindel geführt wird und nach links übersteht, besteht erhöhtes Verletzungsrisiko. Seien Sie in diesem Fall besonders vorsichtig,
damit keine Gegenstände von der rotierenden Welle erfaßt werden. Sichern Sie diesen Bereich gesondert ab.
Spannen des Werkstücks:
Die beiden im Lieferumfang enthaltenen Stifte 2 und 3 in die dafür vorgesehenen Löcher am Umfang der beiden Futterkörper
einstecken und die beiden Futterteile gegeneinander verdrehen,
um die Spannbacken zu öffnen. Die entgegengesetzte Drehrichtung bewirkt nach dem Einsetzen des Werkstücks ein Schließen
der Backen und damit ein Spannen des Werkstücks.
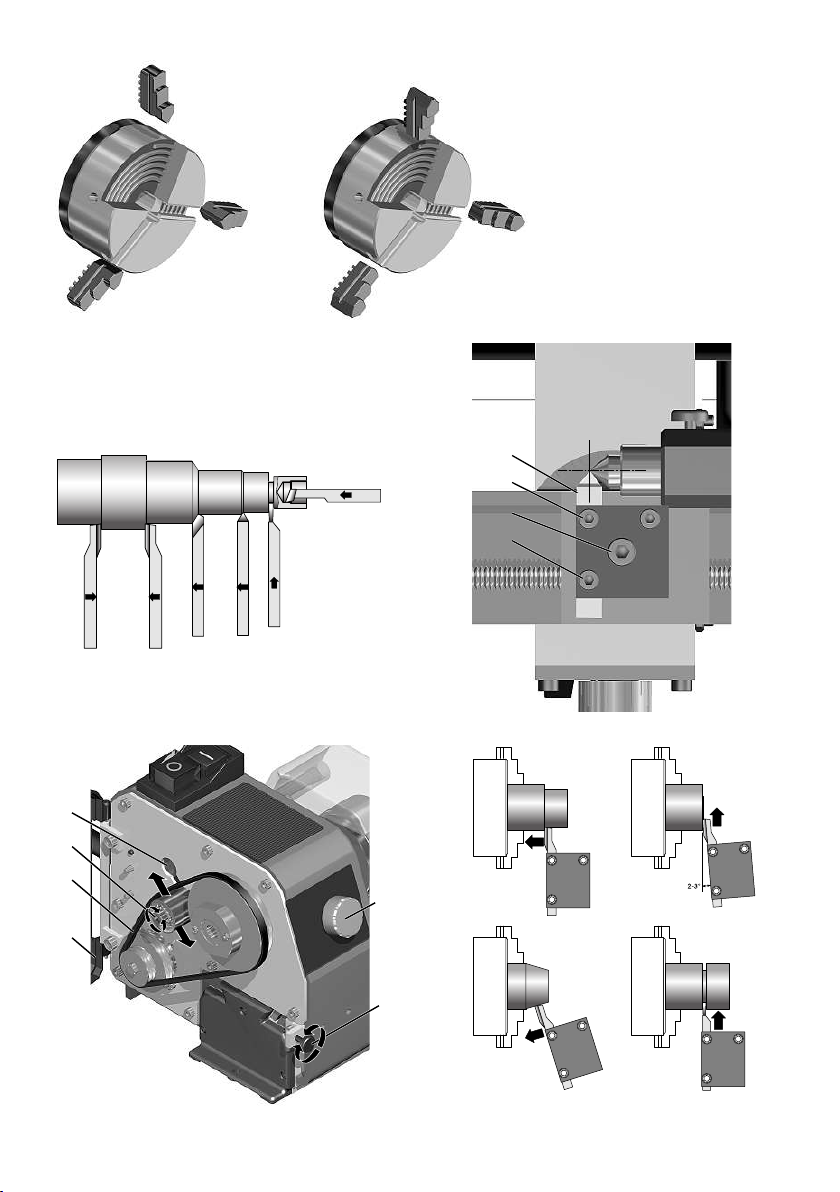
Wenden der Backen (Fig. 7):
Werden die Backen, so wie oben beschrieben, ganz nach außen
gedreht, können sie entnommen, gewendet und wieder eingesetzt werden.
Die Abbildung 7 zeigt einmal die Normalstellung: Sie dient zur
konventionellen Einspannung wie in Fig. 6 gezeigt und zum
Spannen von z. B. Rohrmaterialien von innen. Rechts sind die
gewendeten Backen dargestellt: In dieser Position können auch
Werkstücke mit großem Außenumfang gespannt werden.
1. Achtung: Die Backen sind numeriert! Das Drehfutter so weit
öffnen bis sich die Backen aus dem Futter lösen. Dies geschieht in der Reihenfolge 3, 2 und 1.
2. Die Backen umdrehen und Nr. 3 zuerst in eine der drei Führungen einführen.
3. Backe Nr. 3 in Richtung Drehfutterzentrum drücken und
gleichzeitig das Futter in Richtung ”Spannen” drehen.
4. Wenn die Gewindeschnecke den Backen Nr. 3 erfaßt hat, muß
der Backen Nr. 2 in die nächste Führung (im Uhrzeigersinn)
eingesetzt werden.
5. Vorgang wie vorher beschrieben mit Nr. 2 und Nr. 1 durchführen.
6. Anschließend prüfen, ob sich alle Backen in zentrierter Position befinden.
7. Wenn Sie wieder mit Innenbackenfutter arbeiten wollen,
wiederholen Sie die vorher beschriebenen Schritte, jedoch in
umgekehrter Reihenfolge, d.h. zuerst die Backen Nr. 1 und 2
und dann Nr. 3 einsetzen.
Der drehbare Mehrfach-Stahlhalter
Drehstahl auswählen (Fig. 8)
Achtung!
Für ordentliches Drehen ist es unerläßlich, dass:
•der richtige Drehstahl für den jeweiligen Zweck ausgewählt
wurde,
•die Schneide des Drehstahls scharf ist,
•die Schneide des Drehstahls genau auf ”Mitte” steht
•und mit der richtigen Drehzahl gearbeitet wird.
Hier werden die Drehzahltypen vorgestellt, die wir in unserem
Drehstahlsatz 24524 (Zubehör) zusammengestellt haben:
Linke Seitenstähle (a)
•verwendet man, um in kurzer Zeit möglichst viel Span in linker Bearbeitungsrichtung abzutragen, ohne besondere Rücksicht auf die Qualität der Werkstückoberfäche.
Rechte Seitenstähle (b)
•verwendet man, um in kurzer Zeit möglichst viel Span in rechter Bearbeitungsrichtung abzutragen, ohne besondere Rücksicht auf die Qualität der Werkstückoberfäche.
Schruppstähle (c)
•zur groben Vorarbeit an Werkstücken. Durch den besonderen
Schliff eignet sich dieser Stahl für einen hohen Materialabtrag
ohne große Anforderungen an die Oberflächengüte.
Spitzstähle (d)
•werden eingesetzt, um bei geringer Spanabnahme eine saubere Oberfläche zu erhalten.
Abstechstähle(e)
•zum Einstechdrehen und zum Abtrennen des Werkstücks
beim Abstechdrehen.
Ausdrehstähle (f)
•werden zum lnnenausdrehen benutzt.
Drehstahl einspannen (Fig. 9)
Achtung!
Drehstahl möglichst kurz einspannen. Ein großer Überstand
führt zu Schwingungen, Ungenauigkeiten und unsauberer Oberfläche.
Im Mehrfach-Stahlhalter können Drehstähle mit einem Querschnitt von bis zu 6 x 6 mm eingespannt werden
1. Beide Befestigungsschrauben 1 (Fig. 9) so weit herausdrehen, bis der ausgewählte Drehstahl 2 in die Aufnahme paßt
2. Stahl in den Stahlhalternut einlegen und mit den Schrauben
1 festklemmen. Achtung: Den Stahl so kurz wie möglich einspannen!
3. Spitze des Stahls an die Körnerspitze des Reistocks fahren
und die Höhe überprüfen.
Es kann notwendig sein, zum Höhenausgleich bei unterschiedlichen Größen die Stähle mit z. B. dünnen Blechen vollflächig zu
unterlegen.
Der Stahlhalter bietet die Möglichkeit, gleichzeitig zwei Drehstähle einzuspannen. Dies erleichtert das Arbeiten, weil nach der
Justage der Drehstähle zwischen den einzelnen Bearbeitungs-
- 12 -
Page 13

gängen bei einem Werkstück bloß der Stahlhalter geschwenkt
werden muss, um mit dem jeweils geeigneten Stahl zu arbeiten.
Hierzu einfach die Innensechskantschraube 4 lösen, den Stahlhalter schwenken und die Schraube 4 wieder festziehen. Natürlich kann so auch generell der Winkel des Stahls zum Werkstück
reguliert werden, falls erforderlich.
Wiederanlaufschutz
Elektronische Drehzahlregelung
Zusätzlich zur Wahl der Getriebestufen mittels des Umlegens
des Antriebsriemens bietet Ihnen Ihre Maschine zusätzlich die
Möglichkeit, die Drehzahl elektronisch an die jeweiligen Bedingungen anzupassen.
1. Drehzahlregelknopf Pos. 6 (Fig. 10) zum Einstellen der Drehzahl während des Betriebs nach links oder rechts drehen.
Achtung!
Die Maschine ist aus Sicherheitsgründen mit einem sogenannten Wiederanlaufschutz ausgestattet: Bei einer kurzen Spannungsunterbrechung während des Betriebs läuft die Maschine
aus Sicherheitsgründen nicht selbsttätig wieder an.
Die Maschine kann aber in diesem Fall mit dem Einschaltknopf
normal gestartet werden.
Bedarfsgerechte Drehzahl
Je nach Werkstückmaterial und Durchmesser muß die Spindeldrehzahl angepaßt werden: Einerseits nimmt die Schnittgeschwindigkeit mit kleinerem Drehradien ab, was durch eine höhere Drehzahl kompensiert werden muß, andererseits ist die
Wahl der richtigen Drehzahl zusätzlich auch noch in hohem Maße vom zu bearbeitenden Material abhängig. Hier gilt es also, den
richtigen Kompromiß zu finden.
Dafür haben wir unsere Drehmaschine mit einer elektronischen
Drehzahlregelung sowie einem zweistufigen Riemengetriebe
ausgerüstet.
So kann der Drehzahlbereich von 800 bis hin zu 5000 Umdrehungen abgedeckt werden.
Spindeldrehzahlen einstellen (Fig. 10)
Umlegen des Antriebsriemens
Achtung!
Vor Arbeiten im Räderkasten unbedingt Netzstecker ziehen. Verletzungsgefahr!
1. Die Rändelschraube 1 am Spindelstock lösen und Deckel 2
auf schwenken.
2. Innensechskantschraube vom Riemenspanner 3 lösen.
3. Die entsprechende Drehzahlstufe durch Umlegen des Antriebsriemens 4 vorwählen. Bitte achten Sie auf den richtigen
Sitz des Antriebsriemens auf den Riemenscheiben!
4. Spanner 3 im Langloch 5 leicht gegen den Antriebsriemen
drücken und die Innensechskantschraube wieder anziehen.
Auf angemessene Spannung des Riemens achten. Eine zu
starke Spannung erhöht den Verschleiß von Riemen und Lager und bremst den Motor stark ab.
5. Vor Beginn der Arbeiten Räderkasten wieder verschließen
und Rändelschraube 1 wieder anziehen.
Arbeiten mit der Maschine (Fig. 11)
Achtung!
Vor dem Einstecken des Netzsteckers prüfen Sie bitte, ob die Angaben auf dem Typenschild mit den örtlichen Gegebenheiten Ihres Stromnetzes übereinstimmen. Beschädigungen oder Gefährdungen beim Arbeiten könnten bei Nichtübereinstimmungen die Folgen sein!
Achtung!
Bitte beim Arbeiten stets Gehörschutz und eine Schutzbrille tragen!
Achtung!
Vermeiden Sie abnormale Körperhaltung! Sorgen Sie für sicheren Stand und halten Sie das Gleichgewicht.
Achtung!
Arbeiten Sie nur mit heruntergeklapptem Futterschutz! Ist dieser defekt, darf die Maschine nicht mehr betrieben werden!
Beispiel Längsdrehen (a)
Hinweis:
Drehen parallel zur Drehachse und Bearbeiten zylindrischer
Gegenstände sind die Hauptanwendungen einer Drehmaschine.
1. Werkstück spannen wie im Kapitel „Spannen des Werkstücks“ beschrieben.
2. Vergewissern Sie sich, dass das Werkstück frei drehen kann.
3. Die erforderliche Drehzahl durch Umlegen der Riemen im
Räderkasten (siehe vorhergehenden Abschnitt) einstellen.
Achtung: Vor dem Einschalten den Drehzahlregelknopf nach
links drehen.
4. Einen geeigneten Stahl in den Stahlhalter einspannen (siehe „Drehstahl einspannen“).
5. Den Support von rechts nach links an das Werkstück heranfahren.
6. Mit dem Planschlitten 1 die Schnitttiefe einstellen.
7. Quer-und Oberschlitten an das Werkstück heranfahren
8. Maschine am Hauptschalter einschalten. Achtung: Darauf
achten, dass der Futterschutz nach unten geklappt ist.
9. Quer- und Oberschlitten mittels Drehen der Handräder verfahren. Achtung: Schlitten oder Drehstahl nicht gegen das
Drehfutter laufenlassen!
10. Nach Beendigung der Arbeiten Maschine am Hauptschalter
ausschalten
- 13 -
Page 14
Beispiel Plandrehen (b)
Hinweis:
Diese Arbeitsweise wird angewendet, um die Stirnseile eines
Werkstückes plan abzudrehen. Gehen Sie hierzu vor wie beim
vorher beschriebenen Plandrehen mit folgenden Besonderheiten:
1. Den rechten Seitenstahl um ca. 2° bis 3° verstellt einspannen.
Die Winkelstellung ist durch das Schwenken des Stahlhalters einzustellen.
2. Den Planschlitten mit Drehstahl von außen nach innen (zum
Zentrum) bewegen und dabei die rechte Stirnfläche oder Wellenabsätze bearbeiten.
Achtung!
Bei größeren Werkstückdurchmessern differiert die Schnittgeschwindigkeit von außen nach innen ganz erheblich. Deshalb
den Drehstahl mit dem Planschlitten gefühlvoll und langsam zustellen!
Beispiel Kegeldrehen (c)
Der Oberschlitten ist mit einer Skala ausgerüstet und kann nach
zwei Seiten zum Kegeldrehen um 45° geschwenkt werden. Dazu vorgehen wie unter „Arbeiten mit dem Oberschlitten“ beschrieben. Die Bearbeitungsweise ist die gleiche wie beim Längsdrehen.
Abstechen eines Werkstückes (d)
Achtung!
Abstechstahl möglichst kurz einspannen. Auf exakte Höhe der
Schneide des Abstechstahls achten! Diese sollte sich in der Ebene der Drehachse oder ganz leicht darunter befinden!
1. Den Abstechstahl rechtwinklig in den Stahlhalter einspannen.
2. Den Planschlitten mit Drehstahl gefühlvoll von außen nach innen (zum Zentrum) bewegen. Beim Passieren der Drehachse des Werkstücks wird dieses abgetrennt.
4. Klemmhebel 2 lösen und den Reitstock 6 mit Bohrfutter und
Zentrierbohrer nah bis an die Stirnseite des Werkstückes fahren. Klemmhebel 2 wieder spannen.
5. Die Maschine einschalten und Zentrierbohrung mit Hilfe des
Pinolenvorschubs bohren. Dazu Handrad 3 rechts am Reitstock drehen und mit der Pinole den Zentrierbohrer leicht in
das Werkstück schieben. Maschine ausschalten.
6. Die Pinole 5 mit dem Handrad 3 soweit zurückfahren, dass
sich der Konus des Bohrfutters löst. Das Bohrfutter wieder
gegen die mitlaufende Körnerspitze 1 austauschen
7. Die mitlaufende Spitze 1, bzw. den Reitstock 6 an das Werkstück heranfahren. Bitte beachten, dass der Klemmhebel 2
nach dem Heranschieben an das Werkstück gespannt ist.
8. Die Pinole mit dem Handrad 3 soweit zustellen, bis jegliches
Spiel eliminiert ist.
9. Die Pinole mit Hilfe der Rändelschraube 4 blockieren.
Reparatur und Wartung
Reinigung
Achtung!
Bei allen Einstellungs- und Wartungsarbeiten stets Netzstecker
ziehen! Es besteht die Gefahr von schweren Verletzungen oder
Beschädigungen durch ein versehentliches Anlaufen des Gerätes oder die Gefahr eines elektrischen Schlages!
1. Nach der Benutzung, Maschine von allen Spänen mit einem
Pinsel oder Handfeger gründlich reinigen. Keine Preßluft zur
Reinigung benutzen.
2. Alle beweglichen Teile, Spindeln und Führungen regelmäßig
schmieren, bzw. ölen!
Die äußere Reinigung des Gehäuses kann dann mit einem weichen, eventuell feuchtem Tuch erfolgen. Dabei darf milde Seife
oder eine anderes geeignetes Reinigungsmittel benutzt werden.
Lösungsmittel- oder alkoholhaltige Reinigungsmittel (z. B. Benzin, Reinigungsalkohole etc.) sind zu vermeiden, da diese die
Kunststoffgehäuseschalen angreifen könnten sowie die Schmiermittel auswaschen.
Achtung!
Gehen Sie hier mit größter Vorsicht vor, um ein Umherfliegen des
abgtrennten Werkstücks zu vermeiden. Verletzungsgefahr!
Bearbeiten längerer Werkstücke mit Reitstock
und Körnerspitze (Fig. 12)
1. Zu diesem Zweck muß auf der rechten Seite des Werkstückes
eine Zentrierbohrung gebohrt werden.
2. Bei Bedarf die rechte Stirnseite plandrehen.
3. Das Bohrfutter (Zubehör) in die Pinole 5 einsetzen wie im Kapitel "Bohrfutter einsetzen" beschrieben und einen Zentrierbohrer einspannen.
- 14 -
Spiel der Führungen einstellen (Fig. 13)
Hinweis:
Auch wenn die Führungen regelmäßig geschmiert, bzw. geölt
werden, läßt es sich nicht vermeiden, dass sie verschleißbedingt
nach einiger Zeit Spiel aufweisen.
Die hier am Beispiel des Oberschlittens beschriebene Vorgehensweise ist gleich für alle Führungen, daher gilt sie auch analog für die weiteren Führungen an Ihrer Drehmaschine. Deswegen werden diese hier nicht separat behandelt. Stellen Sie die
Führungen nach dem Motto ein: Gerade so "stramm" wie nötig,
aber so leichtgängig wie möglich!
Bedenken Sie: Werden Führungen zu eng eingestellt, bedingt
dies höhere Bedienkräfte sowie einen erhöhten Verschleiß!
Page 15

1. Kontermuttern 1 (Fig. 13) der Einstellschrauben 2 für den
Oberschlitten 3 mit einem Maulschlüssel 5 lösen und etwas
aufdrehen.
2. Die Einstellschrauben 2 mit einem Innensechskantschlüssel
4 gleichmäßig hineindrehen, bis das Spiel beseitigt ist.
3. Kontermuttern 1 wieder anziehen. Dabei die Einstellschrauben 2 mit dem Sechskantschlüssel 5 in ihrer Position festhalten, damit sie sich nicht wieder verstellen.
4. Anschließend prüfen, ob sich der Support noch leichtgängig
verschieben läßt und ob er vollkommen spielfrei läuft.
6. Durch Drehen des Handrads 5 den Bohrer an das Werkstück
heranfahren
7. Maschine einschalten und durch Drehen des Handrads 5 den
Bohrer bis zur gewünschten Tiefe in das Werkstück eintauchen lassen.
Ein Tipp: Wird der Bohrer ganz leicht aufgesetzt, kann der Skalenring 6 "genullt" werden. So kann man Bohrungen mit definierter Tiefe herstellen, indem man die Kalenmarkierungen beachtet und die Handradumdrehungen beim zustellen zählt: Eine
Umdrehung verfährt den Bohrer um 1 mm.
Spiel der Handräder einstellen (Fig. 14):
Genau wie bei den Führungen auch, ist natürlich auch bei den
Handrädern Verschleiß während des Betriebs nicht zu vermeiden, der dafür sorgt, dass das Umkehrspiel langsam, aber stetig größer wird. Um dieses wieder zu minimieren, bitte vorgehen
wie folgt:
1. Handrad 1 festhalten und Hutmutter 2 lösen.
2. Handrad etwas nach rechts drehen
3. Hutmutter wieder anziehen und Handrad dabei festhalten.
Bedenken Sie auch hier:
Eine gänzliche Eliminierung des Umkehrspiels und eine zu
„stramme“ Einstellung ist bei den Handrädern nicht sinnvoll:
Werden die Handräder allzu eng eingestellt, bedingt dies auch
hier höhere Bedienkräfte sowie einen erhöhten Verschleiß!
Zubehör für die FD 150/E
Drehstahlsatz (Artikel 24524)
Der Inhalt des Drehstahlsatz wurde unter dem Kapitel "Drehstahl
auswählen" bereits vorgestellt.
Zahnkranzbohrfutter (Artikel 24152)
In das Bohrfutter können zum Herstellen von planseitigen Löchern Bohrer von 0,5 bis 6,5 mm eingespannt werden.
Bohrfutter einsetzen (Fig. 15)
1. Die mitlaufende Körnerspitze aus der Pinole entfernen wie
unter "Arbeiten mit dem Reitstock" erklärt
2. Konus vom Futter 1 und Pinole 2 von gut von Fett und
Schmutz reinigen.
3. Den Zapfen in die Pinole einsetzen und Bohrfutter kräftig aufschieben.
4. Bohrer einspannen
5. Nun kann der komplette Reitstock 3 nach dem Lösen der
Klemmschraube 4 an das zu bearbeitende Werkstück herangefahren werden. Danach Klemmschraube 4 festziehen.
Mehrbereichs-Spannzangen ER11 (Artikel 24154)
Die Spannzangen eignen sich besonders zum Bearbeiten von
Rundteilen mit hoher Präzision. Die Rundlaufgenauigkeit ist hierbei wesentlich höher als beim Arbeiten mit einem Backenfutter.
Achtung!
Es können Werkstücke mit einem Durchmesser bis zu 0,5 mm
unter dem Nenndurchmesser der Spannzange verwendet
werden.
Achtung:
Die Überwurfmutter niemals festziehen, wenn kein Werkstück
eingesetzt wurde.
Einsetzen der Spannzangen (Fig. 16)
1. Mit dem mit der Maschine mitgelieferten Schlüssel 1 die
Hauptspindel 2 an den dafür vorgesehenen Abflachungen
festhalten und das Futter 3 von der Hauptspindel herunterschrauben.
2. Die Passung für die Spannzangenaufnahme 4 in der Hauptspindel gründlich reinigen.
3. Die Spannzange 5 einsetzen und Überwurfmutter 6 leicht aufschrauben.
4. Das passende Werkstück in die Spannzange einführen und
Überwurfmutter 6 mit dem dem Spannzangensatz beiliegenden Schlüssel 7 festziehen.
Entsorgung:
Bitte entsorgen Sie das Gerät nicht über den Hausmüll! Das Gerät enthält Wertstoffe, die recycelt werden können. Bei Fragen
dazu wenden Sie sich bitte an Ihre lokalen Entsorgungsunternehmen oder andere entsprechenden kommunalen Einrichtungen.
- 15 -
Page 16

EG-Konformitätserklärung
Name und Anschrift:
PROXXON S.A.
6-10, Härebierg
L-6868 Wecker
Produktbezeichnung: FD 150/E
Artikel Nr.: 24150
Wir erklären in alleiniger Verantwortung, dass dieses Produkt mit
den folgenden Richtlinien und normativen Dokumenten übereinstimmt:
EU-EMV-Richtlinie2004/108/EG
EU-Maschinenrichtlinie 2006/42/EG
Datum: 26.09.2012
Dipl.-Ing. Jörg Wagner
PROXXON S.A.
Geschäftsbereich Gerätesicherheit
Der CE-Dokumentationsbevollmächtigte ist identisch mit dem
Unterzeichner.
DIN EN 55014-1 / 05.2012
DIN EN 55014-2 / 06.2009
DIN EN 61000-3-2 / 03.2010
DIN EN 61000-3-3 / 06.2009
DIN EN 61029-1 / 01.2010
- 16 -
Page 17
Original operating instructions FD 150/E Lathe
GB
Contents:
Preface ……………………………………………………17
Safety guidelines:…………………………………………17
Overview of machine ……………………………………18
Legend (Fig. 1) …………………………………………18
Description of the machine ………………………………18
Scope of delivery………………………………………19
Technical data to FD 150/E Lathe: ………………………19
Set-up and commissioning ………………………………19
Lathe elements and their operation ………………………19
Tailstock (Fig. 3): ………………………………………19
Working with the tailstock ……………………………19
Cross slide (Fig. 4) ……………………………………20
Working with the cross slide …………………………20
Upper carriage (Fig. 5) …………………………………20
Working with the upper carriage ………………………20
The three-jaw chuck (Fig. 6) ……………………………20
Clamping the workpiece: ………………………………20
Reversing the jaws (Fig. 7): ……………………………20
The rotating multiple tool holder…………………………21
Select cutting tool (Fig. 8) ……………………………21
Clamping the cutting tool (Fig. 9) ……………………21
Restart protection ………………………………………21
Demand-actuated rotational speed ………………………21
Preface
The use of these instructions:
• makes it easier to become acquainted with the device,
• prevents malfunctions due to improper handling, and
• increases the service life of your device.
Always keep these instructions close to hand.
Only operate this device with exact knowledge of it and comply
with the instructions.
PROXXON will not be liable for the safe function of the device for:
Setting the spindle speeds (Fig. 10) ……………………22
Shifting the drive belt …………………………………22
Electronic speed control ………………………………22
Working with the machine (Fig. 11): ……………………22
Example of straight turning (a) …………………………22
Example of face turning (b) ……………………………22
Example of taper turning (c) ……………………………22
Parting a workpiece (d) …………………………………23
Machining longer workpieces with tailstock
and lathe centre (Fig. 12) ………………………………23
Repair and Maintenance …………………………………23
Cleaning …………………………………………………23
Adjusting the play of the guides (Fig. 13) ………………23
Adjusting the play of the handwheels (Fig. 14): …………23
Accessories for the FD 150/E ……………………………23
Cutting tool set (Article 24524) …………………………23
Ring gear drill chuck (Article 24152) ……………………24
Inserting the drill chuck (Fig. 15) ……………………24
Multiple range ER 11 collets (Article 24154) ……………24
Inserting the collets (Fig. 16) …………………………24
Disposal: …………………………………………………24
EC Declaration of Conformity ……………………………24
Exploded Views …………………………………………112
Safety guidelines:
Avoid untidiness in your working area.
An untidy working area always means an increased accident
risk.
Fasten the device to a solid surface and make sure itis even.
Also, always make sure that the device cannot fall down or topple during operation.
Check the device for signs of damage before each use.
Please note: Defective parts, particularly damaged safety mechanisms, may only be replaced by a specialist or the PROXXON
customer service. Only use original Proxxon spare parts.
•handling that does not comply with the usual intended use
•other application uses that are not stated in the instructions
•disregard of the safety regulations
•operating errors
•lack of maintenance
•use of non-PROXXON spare parts
For your safety, please comply with the safety guidelines without fail.
Only use original PROXXON spare parts. All rights reserved for
further developments in the course of technical progress. We
wish you much success with the device.
Do not manipulate your machine!
Do not make any changes to the machine and do not manipulate anything! Changes or manipulations could impair the mechanical and electrical safety, but your safety in particular would
also be at risk due to electric shock and further adverse effects.
Injuries and material damage could be the result.
Never work without the designated safety mechanisms.
- 17 -
Page 18

Pay attention to environmental effects!
Use the machine only in dry environments and never in the vicinity of combustible liquids or gases. Make sure you have good
lighting!
Wear protective goggles!
Wear hearing protection!
The sound pressure level when working with the machine can exceed 85 dB (A), therefore always work with hearing protection!
Wear suitable working clothes!
When working, never wear loose clothing, such as neckties or
scarves, as this could get caught in one of the moving parts or
the automatically moving workpiece during operation and cause
injuries. If you have long hair, wear a hairnet and remove your
jewellery.
Do not use any damaged or deformed cutting tools.
Please make absolutely sure the cutting tools are in perfect condition. Visually check for this intact condition before each use!
Keep children and non-participants away from the working
area.
Make sure that children and non-participants maintain an appropriate safety distance! Youths below the age of 16 may only
use the machine under professional instruction and for purposes of schooling. When not in use, keep the machine out of the
reach of children!
Do not overstress your tool.
Of course, you will only achieve optimal work results within the
performance range for which the machine is designed! Therefore, avoid making the infeed too large! Do not misuse the machine, and do not use it for work for which it is not intended.
Always be prudent and attentive!
Observe the machine during work and proceed sensibly.Do not
use the machine if you are distracted, tired, or if you have consumed alcohol.
Handle the connecting cable with care!
Protect the connecting cable from heat and sharp edges, and lay
the cable so that it cannot be damaged. Do not pull on the cable
to disconnect the plug from the socket outlet, and do not lift the
device by the cable. Ensure cleanliness: Protect the cable from
grease and oil!
Clean thoroughly after work!
Disconnect the mains plug!
Always unplug the mains plug when not in use, before maintenance, when changing tools, cleaning or repairing! Removing
the chips is also a part of cleaning!
Carefully read the operatinginstructions before use and keep
them in a safe place!
Overview of machine
Legend (Fig. 1)
1. Headstock
2. Lathe chuck
3. Cutting tool holder
4. Travelling lathe centre
5. Quill
6. Clamping screw for quill
7. Tailstock
8. Handwheel for quill
9. Clamping lever for tailstock
10. Handwheel for upper carriage
11. Upper carriage
12. Cross slide
13. Handwheel for cross slide
14. Gearbox cover
15. On-off switch
16. Rotational speed regulating knob
17. Chuck guard
18. Spanners
19. Dowel pins
Description of the machine
The FD 150/E is a compact precision lathe with suitably practical equipment: It offers a cross slide and an upper carriage, a
sturdy headstock with a high-quality rolling bearing for the work
spindle, a strong drive, and a tailstock with travelling lathe centre.
These features in conjunction with the high-strength and precise
aluminium continuous casting base make the FD 150/E the specialist for all filigree workpieces.
The high rotational speed also accommodates the typical field of
application:
The adjustable two-stage belt drive in combination with a sensitive control unit always ensures the suitable cutting speed even
for the most minute workpiece diameters.
Apart from the classical possibilities of turning, the swivelling
upper carriage also enables the manufacture of tapers or tapered elements. The drill chuck, available as accessory, makes
frontal drilling of holes easy.
And for everyone with especially high requirements concerning
concentricity, we have a collet set for this machine in our programme: The necessary ER11 holding fixture is provided in the
main spindle. On the following pages we will introduce the machine and its possibilities in all details as well as the available accessories. The Proxxon team wishes you much happiness and
success when working with your machine!
- 18 -
Page 19
Scope of delivery
1 pc. FD 150/E Lathe
1 pc. Operating instructions
1 pc. Brochure with safety guidelines
1 pc. Open-end spanner
2 pc. Dowel pins
The following elements are included with the standard equipment of the PROXXON FD 150/E lathe:
•Three-jaw chuck
•Chuck guard
•Travelling lathe centre
•Set of tools
•Tool holder
Technical data to FD 150/E Lathe:
Voltage: 230 Volt
Frequency: 50/60 Hz
Capacity: 100 watt
Length between centres: 150 mm
Height of centres: 55 mm
Height via support: 33 mm
Capacity of inside jaw: 1.5 – 32 mm
Capacity of outside jaw: 12 – 65 mm
Cross slide adjustment: 40 mm
Upper carriage adjustment: 60 mm
Spindle bore: 8.5 mm
Cone holding fixture, chuck side: for ER 11 collets
Tool holder for tools: 6 x 6
Device dimensions: 360 x 150 x 150
Weight: approx. 4.5 kg
Spindle speeds:
- in gearbox stage 1: 800 – 2500 rpm
- in gearbox stage 2: 1000 – 5000 rpm
Only to be operated in closed rooms!
Do not dispose of the electrical device in the
household waste!
Always work with hearing protection!
Set-up and commissioning
Danger!
Possibility of unexpectedstart-up! Injuries couldbe the result.
Therefore, always disconnect the mains plug for all adjustment and maintenance work!
Setting up the device (Fig. 2a and Fig. 2b):
Caution!
Please check the device for any signs of damage in transit immediately upon unpacking! Damaged packaging may already indicate improper handling during transportation.Damage in transit must be claimed immediately with your dealer or the corresponding transport company!
Caution!
When lifting the machine, make sure that the plastic hood 1 (Fig.
2 a) of the gear case is closed. Otherwise, close the hood and
tighten the knurled screw 2, or else the cap could break as a result.
1. To set up the lathe, remove it from the packaging and set it
up on a straight and level surface. The setup site must be stable and free from vibrations. Secure stability must be guaranteed!
2. Please note: The machine may only be operated if screwed
securely to the surface! Drill holes (Item 3) in the angle
flanges of the base end caps have been provided for this purpose. Please use screws with a 4 mm diameter.
3. In order to access the screw hole, it is important to fold up
the plastic hood 1 of the gear case on the headstock side. To
do so, simply release the knurled screw 2 (Fig. 2a) and swing
open the plastic hood.
Lathe elements and their operation
Tailstock (Fig. 3):
The tailstock 1 on the right side of the machine base contains
quill 2. The travelling lathe centre 3 is inserted into the inside
cone contained within. This helps support and stabilise longer
workpieces.
Caution!
When the chuck projection is greater than the 3-fold workpiece
diameter, the workpiece should be generally held at the right
end by the tailstock with the lathe centre.
Ideally, the centre should engage with a so-called centring hole.
This can be established using the drill chuck available as accessory. The procedure is described in detail later on.
Caution!
The location tapers must always be absolutely clean.
Dirt and particularly metal chips impair accuracy and can render
the quill and cone useless.
Working with the tailstock
1. To insert, e.g., the lathe centre 3, extend the quill 2 by turning the handwheel 4 approx. 10 mm.
- 19 -
Page 20

2. Firmly insert the lathe centre with cone by hand into the quill.
The cone is seated tightly and cannot be pulled out from the
front.
3. To pushthe tailstock 1 approximately up to the workpiece, release the clamping lever 5 (Fig. 3), push the tailstock on the
base guide to the required position and retighten the clamping lever 5. The lathe centre can be positioned on the workpiece face side with regulated light pressure by turning the
handwheel 4. The quill should be clamped to this position by
tightening the knurled screw 6 .
4. To releasethe cone of the travelling centre (or another utilised
tool), turn the handwheel 4 to turn the quill 2 as far as possible into the tailstock after the work. The cone will release
and can be removed.
Working with the upper carriage
When delivered, the upper carriage 1 is set exactly to =0°, i.e. for
(cylindrical) straight turning.
1. Move the cutting tool 3 radially to the required position by
turning the handwheel 2.
2. Switch on the machine. Caution: make sure that the chuck
guard 6 is in the bottom position!
3. By turning the handwheel 5, move the upper carriage 1 with
the cutting tool with the required infeed along the rotating
workpiece.
If a cone or taper will be turned, the upper carriage 1 must be
pivoted by the required amount:
Cross slide (Fig. 4)
The cross slide 1 enables the cutting tool 3 to move vertically to
the rotary axis of the workpiece by turning the handwheel 2.
This permits the infeed during work, i.e. to regulate the rate of
cut.
Caution: The handwheels of the machine are equipped with rotating scale rings: To traversethe carriage by a defined amount,
the scale ring can be set to 0. The exact infeed can be read on
the scale while operating the handwheel.
Also, this enables the machining a frontal plane face of a workpiece (face turning) or the so-called "parting" of a workpiece.
This is understood as parting beyond the rotary axis so that the
workpiece is detached.
Working with the cross slide
1. The cross slide (together with the upper carriage) can be
pushed along the guide of the machine bed into the processing position at the workpiece. To do so, release clamping lever 4, move the carriage to the required position and
retighten the clamping lever 4.
2. Regulate the position of the cutting tool 3 by turning the
handwheel 2 before and during work.
Upper carriage (Fig. 5)
The upper carriage 1 enables the direct guiding and traversing
of the tool holder including the cutting tool preferably in the longitudinal direction.
In addition, the upper carriage in our machine can be swivelled:
This makes it possible to manufacture not just cylindrical workpieces by traversing the cutting tool parallel to the longitudinal
axis of the machine (longitudinal turning): Cone-shaped workpieces or tapered sections can also be turned if the upper carriage is swivelled somewhat.
We have attached an angle scale to help set the angle of the
cones to be manufactured.
The traverse path of the carriage on the precision dovetail guide
is 60 mm.
1. By turning the handwheel 5, move the upper carriage 1 so far
to the right until screw 4 can be accessed.
2. Loosen screw 4 and set the required conicity using the marking on the angle scale 7.
3. Retighten screw 4. Turning the handwheel 5 will traverse the
upper carriage and thus the cutting tool during turning.
Please note that here, just as for the other handwheels of the machine, the scale rings are moveable and can be set to zero. The
traveled path of the tool can then be read on the scale. One revolution of the handwheel corresponds to one millimetre route.
The three-jaw chuck (Fig. 6)
The chuck 1 serves as a holding fixture and for clamping the
workpieces to be machined. It has a 8.5 mm opening, just like the
work spindle of the machine. Thus, round materials with a rough
diameter of 8 mm can also be guided through the spindle!
Caution!
When clamping a longer workpiece that is guided through the
spindle and which projects out to the left, there is an increased
risk of injuries. Be particularly careful in this case to prevent objects from being caught by the rotating shaft. Secure this area
separately.
Clamping the workpiece:
Insert both pins 2 and 3 included in the delivery into the provided
holes at the circumference of both chuck bodies and turn both
chuck parts against each other to open the clamping jaws. The
opposite turning direction causes the jaws to close after the
workpiece has been inserted, thus clamping the workpiece.
Reversing the jaws (Fig. 7):
If the jaws are turned completely to the outside, as described
above, they can be removed, reversed, and then reinserted.
- 20 -
Page 21

Figure 7 shows the normal position: It is used for the conventional clamping method as shown in Fig. 6 and for clamping e.g.
pipe materials from the inside. The reversed jaws are shown on
the right: This position enables the clamping of workpieces with
a greater outside circumference.
1. Caution: The jaws are numbered! Open the lathe chuck far
enough until the jaws can be removed from the chuck. This
occurs in the sequence 3, 2, and 1.
2. Reverse the jaws and insert No. 3 first into one of the three
guides.
3. Press Jaw No. 3 in the direction of the lathe chuck centre
while turning the chuck in the "Clamping" direction at the
same time.
4. When the threaded screw has grasped Jaw No. 3, Jaw No. 2
must be inserted into the next guide (clockwise).
5. Carry out the procedure with No. 2 and No. 1 as described
previously.
6. Then check if all jaws are in a centred position.
7. If you wish to work with inside jaw chucks again, repeat the
previously described steps, but in reverse order, i.e., insert
Jaws Nos. 1 and 2 first and then No. 3.
The rotating multiple tool holder
Select cutting tool (Fig. 8)
Parting tools (e)
•for grooving and for separating the workpiece during parting.
Boring cutters (f)
•are used for interior diameter turning.
Clamping the cutting tool (Fig. 9)
Caution!
Insert the cutting tool as far as possible when clamping. A long
projection causes vibrations, inaccuracies and a poor surface.
Cutting tools with a cross section of up to 6 x 6 mm can be
clamped in the multiple tool holder.
1. Turn out both fastening screws 1 (Fig. 9) until the selected
cutting tool 2 fits into the holding fixture
2. Insert the tool in the tool holder groove and clamp tight with
the screws 1. Caution: Insert the tool as far as possible when
clamping!
3. Move the tip of the tool to the lathe centre of the tailstock and
check the height.
It may be necessary to put, e.g., thin sheets covering the area
underneath the tools in order to compensate the height for different sizes.
Caution!
For proper turning, it is imperative that:
•the correct cutting tool was selected for the corresponding
purpose,
•the cutting edge of the cutting tool is sharp,
•the cutting edge of the cutting tool is positioned exactly in the
"Centre"
•the correct rotational speed is used.
Here are the rotational speed types we have put together in our
cutting tool set 24524 (accessories):
Left cutters (a)
•are used to wear off as much swarf in the left machining direction as possible in a short time, without special regard to
the quality of the workpiece surface.
Right cutters (b)
•are used to wear off as much swarf in the right machining direction as possible in a short time, without special regard to
the quality of the workpiece surface.
Roughing tools (c)
•for rough preparatory machining on workpieces. The special
cut of this tool makes it suitable for large material removal
without great requirements regarding surface quality.
Pointed tools (d)
•are used to achieve a clean surface with less chip removal.
The tool holder provides the possibility of clamping two cutting
tools at the same time. This simplifies work, because after adjusting the cutting tools between the individual machining stages
for a workpiece, it is only necessary to swivel the tool holder in
order to work with the respectively suitable tool.
To do so, simply loosen the Allen screw 4, swivel the tool holder and then retighten the screw 4. Of course it is possible to generally regulate the angle of the tool to the workpiece in this manner, if required.
Restart protection
Caution!
For safety reasons, the machine is equipped with a so-called
restart protection: In case of brief voltage interruptions during
operation, the machine will not restart for safety reasons.
But in this case, the machine can be started normally with the
On button.
Demand-actuated rotational speed
The spindle speed needs to be adjusted according to workpiece
material and diameter: On the one hand, the cutting speed decreases with smaller turning radii, which needs to be compensated by a higher rotational speed; on the other hand, the choice
of the correct rotational speed is also dependent to a high degree on the material to be machined. The task here is to find the
right compromise.
- 21 -
Page 22
For that reason, we have equipped our lathes with an electronic
speed control as well as a two-stage belt drive.
This covers the rotational speed range from 800 up to 5000 revolutions.
Setting the spindle speeds (Fig. 10)
Shifting the drive belt
Caution!
You absolutely must disconnect the mains plug before working
in the gear case. Risk of injury!
1. Loosen the knurled screw 1 at the headstock and swing open
the cover 2.
2. Loosen the Allen screw from the belt tightener 3.
3. Preselect the corresponding speed by shifting the drive belt
4. Please make sure the drive belt is seated correctly on the
belt pulley!
4. Lightly press the tension jack 3 in the long slot 5 against the
belt drive and then retighten the Allen screw. Ensure suitable
belt tension. Too much tension increases wear to the belt and
bearings and greatly slows down the motor.
5. Before starting work, close the gear case and retighten the
knurled screw 1.
Example of straight turning (a)
Note:
Turning parallel to the rotary axis and machining cylindrical objects are the main applications of a lathe.
1. Clamp the workpiece as described in the chapter "Clamping
the workpiece".
2. Make sure that the workpiece can be turned freely.
3. Set the necessary rotational speed by shifting the belts in the
gear case (see previous section). Caution: Turn the rotational speed regulating knob to the left before switching on.
4. Clamp the appropriate tool in the tool holder (see "Clamping the cutting tool").
5. Move the support to the workpiece from right to left.
6. Set the cutting depth with the cross slide 1.
7. Move the cross slide and upper carriage up to the workpiece.
8. Switch on the machine using the master switch. Caution:
Make sure that the chuck guard is folded down.
9. Traverse the cross slide and upper carriage by turning the
handwheels. Caution: Do not let the carriage or cutting tool
run against the lathe chuck!
10. Whenyou have completed your work, use the master switch
to shut off the machine.
Electronic speed control
In addition to the selection of gearbox stages by means of shifting the drive belt, your machine also offers you the possibility
to electronically adapt the rotational speed to the respective conditions.
1. Turn the rotational speed regulating knob Item 6 (Fig. 10) to
the left or right to set the rotational speed during operation.
Working with the machine (Fig. 11):
Caution!
Before inserting the mains plug, please check if the information
on the rating plate matches the local conditions of your mains
supply. If they do not match, then damage or hazards during
work could be result!
Caution!
Always wear hearing protection and protective goggles while
working!
Caution!
Avoid abnormal body posture! Make sure you stand securely and
can keep your balance.
Caution!
Only work with a folded down chuck guard! If the guard is defective, the machine may no longer be operated!
- 22 -
Example of face turning (b)
Note:
This operating method is used to face turn the face side of a
workpiece. To do so, proceed in the manner of the previously described straight turning with the following particularities:
1. Clamp the right cutter adjusted by approx. 2° to 3°. The angle adjustment must be set by swivelling the tool holder.
2. Move the cross slide with cutting tool from the outside to the
inside (towards the centre) while machining the right face or
shaft shoulders.
Caution!
For larger workpiece diameters, the cutting speed from the outside to the inside differs rather considerably. Therefore, infeed
the cutting tool with the cross slide slowly and with sensitivity!
Example of taper turning (c)
The upper carriage is equipped with a scale and can be swivelled
to two sides by 45° for taper turning. To do so, proceed as described at "Working with the upper carriage". The method of machining is the same as for straight turning.
Page 23
Parting a workpiece (d)
Caution!
Insert the parting tool as far as possible when clamping. Pay attention to the exact height of the parting tool cutting edge! This
should be at the level of the rotary axis or just slightly below it!
1. Clamp the parting tool at right angles into the tool holder.
2. Move the cross slide with the cutting tool with sensitivity
from the outside to the inside (towards the centre). When it
passes the rotary axis of the workpiece, it is separated.
Caution:
Proceed with great caution here to prevent the separated workpiece from flying around. Risk of injuries!
Machining longer workpieces with tailstock
and lathe centre (Fig. 12)
1. For this purpose, a centring hole must be drilled on the right
side of the workpiece.
2. Face turn the right face side as necessary.
3. Insert the drill chuck (accessory) in the quill 5 as described
in the chapter "Inserting the drill chuck" and clamp a centring
drill.
4. Release the clamping lever 2 and move the tailstock 6 with
drill chuck and centring drill close to the front face of the
workpiece. Retighten clamping lever 2.
5. Switch on the machine and drill the centring hole with the
help of the quill feed. To do so, turn the handwheel 3 to the
right on the tailstock and lightly push the centring drill in the
workpiece with the quill. Switch off the machine.
6. Move the quill 5 back with the handwheel 3 until the cone of
the drill chuck releases. Exchange the drill chuck for the travelling lathe centre 1.
7. Move the travelling centre 1, or the tailstock 6 up to the workpiece. Please note that the clamping lever 2 is clamped after
having been pushed up to the workpiece.
8. Infeed the quill with the handwheel 3 until all play is eliminated.
9. Block the quill with the help of the knurled screw 4.
Repair and Maintenance
Cleaning
Caution!
Always disconnect the mains plug for all adjustment and maintenance work! Risk of serious injuries or damage due to inadvertent starting up of the device, or hazard due to electric shock!
1. After use, thoroughly clean all chips from the machine using
a brush or handbrush. Do not use compressed air for cleaning.
2. Regularly lubricate or oil all moving parts, spindles and
guides!
The outside of the housing can be cleaned with a soft, dry or
damp cloth. It is possible to use mild soap or other suitable
cleaning agent here. Solvents or cleaning agents containing alcohol (e.g. petrol, cleaning alcohol etc.) should be avoided, since
these can attack the plastic housing casings as well as wash off
the lubricants.
Adjusting the play of the guides (Fig. 13)
Note:
Even if the guides are regularly lubricated or oiled, it is unavoidable that the guides will exhibit play after some time due to
wear.
The procedure described here using the example of the upper
carriage is the same for all guides, therefore it applies analogously to the other guides on your lathe. For that reason they will
not be treated separately here. Adjust the guides according to the
motto: As "tightly" as necessary, as easy running as possible!
Please consider: If guides are set too closely, this causes higher operating forces as well as increased wear!
1. Release and slightly unscrew the counter nuts 1 (Fig. 13) of
the adjusting screws 2 for the upper carriage 3 using an openend spanner 5.
2. Evenly turn in the adjusting screws 2 with an Allen key 4 until the play is eliminated.
3. Retighten the counter nuts 1. In the process, hold the adjusting screws 2 in position with the fixed spanner 5 so that
they do not misadjust again.
4. Then check if the support can still be moved easily and if it
runs completely without play.
Adjusting the play of the handwheels (Fig. 14):
Just as for the guides, handwheel wear during operation cannot
be avoided which ensures that the backlash increases slowly
but consistently. To minimise this again, please proceed as follows:
1. Hold on to the handwheel 1 and release the cap nut 2.
2. Turn the handwheel slightly to the right.
3. Retighten the cap nut while still holding the handwheel.
Please consider here as well:
The complete elimination of the backlash and a too "tight" adjustment for the handwheels is unreasonable: If the handwheels
are set too closely, this causes higher operating forces as well
as increased wear here as well!
Accessories for the FD 150/E
Cutting tool set (Article 24524)
The contents of the cutting tool set were already introduced in
the chapter "Select cutting tool"
- 23 -
Page 24

Ring gear drill chuck (Article 24152)
Disposal:
Drills with sizes 0.5 to 6.5 mm can be clamped in the drill chuck
to manufacture holes on the plane side.
Inserting the drill chuck (Fig. 15)
1. Remove the travelling lathe centre from the quill as explained
at "Working with the tailstock".
2. Appropriately clean off the grease and dirt from the cone of
the chuck 1 and quill 2.
3. Insert the collar into the quill and firmly push on the drill
chuck.
4. Clamp the drill.
5. The complete tailstock 3 can now be moved up to the workpiece to be machined after the clamping lever 4 has been released. Then tighten clamping screw 4.
6. Turn the handwheel 5 to move the drill up to the workpiece.
7. Switch on the machine and turn the handwheel 5 to lower the
drill to the required depth in the workpiece.
A tip: If the drill is set down very lightly, the scale ring 6 can be
"zeroised". This enables the manufacture of drill holes with a defined depth by observing the scale markings and counting the
handwheel revolutions during infeed: One revolution will traverse the drill by 1 mm.
Multiple range ER 11 collets (Article 24154)
The collets are particularly suitable for machining round parts
with great precision. The true running accuracy is considerably
higher here than when working with a jaw chuck.
Caution!
It is possible to use workpieces with diameters of up to 0.5 mm
below the nominal diameter of the collet.
Caution:
Never tighten the swivel nut if no workpiece was inserted.
Do not dispose of the device in the household waste! The device
contains materials that can be recycled. If you have questions
concerning this topic, please contact your municipal disposal
company or other appropriate municipal institutions.
EC Declaration of Conformity
Name and address:
PROXXON S.A.
6-10, Härebierg
L-6868 Wecker
Product designation: FD 150/E
Article No.: 24150
In sole responsibility, we declare that this product conforms to
the following directives and normative documents:
EU EMC Directive 2004/108/EC
DIN EN 55014-1 / 02.2010
DIN EN 55014-2 / 06.2009
DIN EN 61000-3-2 / 06.2011
DIN EN 61000-3-3 / 06.2009
EU Machinery Directive 2006/42/EC
DIN EN 61029-1 / 01.2010
Date: 26.09.2012
Dipl.-Ing. Jörg Wagner
PROXXON S.A.
Machine Safety Department
Inserting the collets (Fig. 16)
1. Use the wrench 1 supplied with the machine to hold the main
spindle 2 at the provided flat surfaces and screw off the chuck
3 from the main spindle.
2. Thoroughly clean the fit for the collet holding fixture 4 in the
main spindle.
3. Utilise the collet 5 and slightly unscrew the swivel nut 6.
4. Insert the appropriate workpiece in the collet and tighten the
swivel nuts 6 with the wrench 7 provided with the collet set.
- 24 -
The CE document authorized agent is identical with the signatory.
Page 25
Manuel d’utilisation original Tour FD 150/E
F
Contenu
Avant-propos………………………………………………25
Prescriptions de sécurité …………………………………25
Aperçu de la machine ……………………………………26
Légende (ill. 1) …………………………………………26
Description de la machine ………………………………26
Fourniture ………………………………………………27
Caractéristiques techniques tour FD 150/E ………………27
Installation et mise en service ……………………………27
Installation de l’appareil (ill. 2a et ill. 2b) ………………27
Eléments du tour et leur utilisation ………………………28
Poupée mobile (ill. 3) ……………………………………28
Travailler avec la poupée mobile …………………………28
Chariot transversal (ill. 4) ………………………………28
Travailler avec le chariot transversal …………………28
Chariot supérieur (ill. 5) …………………………………28
Travailler avec le chariot supérieur ……………………28
Le mandrin à trois mors (ill. 6) …………………………29
Fixation de la pièce à usiner……………………………29
Retournement des mors (ill. 7) ………………………29
Le porte-outils multiple rotatif …………………………29
Choix de l’outil (ill. 8) …………………………………29
Serrage de l’outil (ill. 9) ………………………………30
Protection contre le redémarrage ………………………30
Vitesse en fonction de la pièce …………………………30
Avant-propos
L’utilisation de ce manuel
• facilite la connaissance de l’appareil,
• évite les anomalies de fonctionnement engendrées par une
utilisation non conforme, et
• accroît la longévité de votre appareil.
Ce manuel doit être en permanence à portée de main.
L’utilisation de cet appareil implique la connaissance parfaite et
le respect de ce manuel.
PROXXON décline toute responsabilité en cas :
•d’utilisation non conforme à l’utilisation conventionnelle,
•d’utilisation autre que celles nommées dans ce guide,
•de non-respect des prescriptions de sécurité,
•d’erreurs de commande,
•de défaut d’entretien,
•d’utilisation de pièces détachées qui ne proviennent pas de
PROXXON.
Pour votre sécurité, veuillez impérativement respecter les prescriptions de sécurité.
Réglage de la vitesse de rotation de l’arbre (ill. 10) ……30
Déplacement de la courroie trapézoïdale ………………30
Réglage électronique du régime ………………………30
Travailler avec la machine (ill. 11) ………………………30
Exemple : tournage longitudinal (a) ……………………31
Exemple : tournage transversal (b) ………………………31
Exemple : tournage conique (c) …………………………31
Saignée d’une pièce (d) …………………………………31
Usinage de pièces plus longues à l’aide
de la poupée mobile et de la contre-pointe (ill. 12)………31
Réparation et entretien……………………………………31
Nettoyage ………………………………………………31
Réglage du jeu des guides (ill. 13) ………………………32
Réglage du jeu des molettes (ill. 14) ……………………32
Accessoires du tour FD 150/E ……………………………32
Jeu d’outils (article 24524) ………………………………32
Mandrin à couronne dentée (article 24152) ……………32
Insérer le mandrin (ill. 15) ……………………………32
Pinces de serrage à usage multiple ER 11 (article 24154) 32
Introduire les pinces de serrage (ill. 16) ………………33
Elimination ………………………………………………33
Déclaration de conformité CE ……………………………33
Vues éclatées ……………………………………………112
Utiliser uniquement des pièces détachées originales PROXXON.
Tous droits de modification survenant dans le cadre du progrès
technique réservés. Nous vous souhaitons le plus grand succès
avec votre appareil.
Prescriptions de sécurité
Éviter tout désordre dans la zone de travail.
Le désordre dans la zone de travail signifie toujours un risque
d’accident accru.
Fixer l’appareil de manière plane et sûre sur un support
solide.
S’assurer dans tous les cas que l’appareil ne peut pas basculer
ni tomber, même pendant l’utilisation.
Contrôler avant chaque utilisation que l’appareil neprésente
pas de dommages.
Attention, SVP : les pièces défectueuses, en particulier les dispositifs de protection endommagés, doivent être réparés uniquement par un professionnel ou par le service après-vente de
PROXXON.
- 25 -
Page 26

Utiliser uniquement les pièces détachées originales Proxxon.
Ne jamais manipuler la machine !
Ne procéder à aucune modification sur la machine, ne procéder
à aucune manipulation. Cela pourrait porter préjudice à la sécurité mécanique et électrique de l’appareil et, en particulier, un
risque d’électrocution, ainsi que d’autres risques pour votre santé. Les conséquences pourraient en être des blessures et des
dommages matériels.
Ne jamaistravailler sans lesdispositifs de protectionprévus.
Tenir compte des influences environnementales !
Utiliser la machine uniquement dans un environnement sec et jamais à proximité de liquides inflammables ou de gaz. Veiller à
un éclairage suffisant !
Porter des lunettes de protection !
Toujours manipuler le câble d’alimentation avec soin !
Protéger le câble d’alimentation de la chaleur et des arêtes vives ;
le poser de manière à ce qu’il ne soit pas endommagé. Ne pas
utiliser le câble pour retirer le connecteur de la prise et ne pas
soulever l’appareil par le câble. Veiller à la propreté : protéger le
câble des graisses et de l’huile.
Nettoyer à fond l’appareil après utilisation !
Retirer le connecteur d’alimentation réseau !
Toujours retirer le connecteur d’alimentation réseau en cas de
non-utilisation, avant les opérations d’entretien, de changement
d’outil, de nettoyage ou de réparation. Le nettoyage comprend
également l’élimination des copeaux.
Lire en totalité le manuel d’utilisationavant l’utilisation dela
machine et conserver soigneusement ce manuel !
Porter un casque de protection auditive !
Le niveau sonore lors du travail avec la machine peut dépasser
85 dB (A) ; travailler alors uniquement avec un casque de protection auditive.
Porter des vêtements de travail adaptés !
Ne pas porter de vêtements amples comme des cravates ou des
foulards pendant l’utilisation. Pendant l’utilisation, ces objets
pourraient être happés par une pièce en mouvement ou par l’entraînement automatique de la pièce à usiner et provoquer des
blessures. Réunir les cheveux longs dans un filet et retirer les bijoux.
Ne pas utiliser d’outils de tour endommagés ou déformés.
Veiller impérativement à l’état parfait des outils de tour. Contrôler visuellement l’intégrité des outils de tour avant toute mise en
service !
Maintenir éloignés les enfants et les personnes non autorisées de la zone de travail.
Faire en sorte que les enfants et les personnes non autorisées
observent une distance de sécurité suffisante ! Les jeunes de
moins de 16 ans peuvent utiliser la machine uniquement sous
surveillance professionnelle et à des fins de formation. Lorsqu’elle n’est pas utilisée, placer la machine hors de portée des
enfants.
Ne pas surcharger votre outil.
Il n’est pas possible d’obtenir un résultat optimal qu’en utilisant
la machine dans la plage de puissance pour laquelle elle a été
conçue. C’est pourquoi il est impératif d’éviter des profondeurs
de passe trop importantes ! Ne pas utiliser la machine à des fins
non conformes et ne pas l’utiliser pour des travaux pour lesquels
elle n’est pas destinée.
Toujours faire preuve de prudence et d’attention !
Pendant l’utilisation, observer la machine et procéder de manière
raisonnable. Ne pas utiliser la machine lorsqu’on est déconcentré, fatigué ou si l’on a bu de l’alcool.
Aperçu de la machine
Légende (ill. 1)
1. nez de broche
2. mandrin
3. porte-outils
4. contre-pointe tournante
5. fourreau de la broche
6. vis de serrage du fourreau de la broche
7. poupée mobile
8. molette du fourreau de la broche
9. levier de serrage de la poupée mobile
10. molette du chariot supérieur
11. chariot supérieur
12. chariot transversal
13. molette du chariot transversal
14. cache du carter de la boîte d’engrenages
15. interrupteur Marche/Arrêt
16. bouton de réglage du nombre de tours
17. protection du mandrin
18. clé
19. goupilles
Description de la machine
FD 150/E est un tour de précision compact avec équipement
adapté aux besoins de l’utilisateur : il comprend un chariot transversal et un chariot supérieur, un nez de broche robuste avec un
palier de roulement haut de gamme pour la broche d’usinage, un
moteur puissant, ainsi qu’une poupée mobile avec contre-pointe tournante.
Ces caractéristiques, doublées d’un bâti en fonte d’aluminium
très robuste et précis, font de FD 150/E un spécialiste de l’usinage de toutes les pièces filigranes.
Le nombre de tours élevé est lui aussi adapté au champ typique
d’application : même avec des pièces à usiner de diamètre minime, il assure toujours la vitesse de coupe qui convient le
- 26 -
Page 27
mieux. Il est réglable via une courroie à deux étages en liaison
avec une régulation électronique de précision.
Conçu pour l’usinage classique au tour, il permet également,
grâce au chariot supérieur pivotant, de fabriquer des cônes ou
des éléments coniques. Avec le mandrin proposé en accessoire, il est aussi possible de percer sans difficulté des trous frontalement.
Et pour tous ceux qui ont de très hautes exigences quant à la rotondité, nous avons dans notre assortiment un jeu de pinces de
serrage pour cette machine : le logement requis ER11 est prévu dans la broche principale. Nous vous présentons en détail
dans les pages suivantes la machine et ses possibilités ainsi que
les accessoires disponibles. Toute l’équipe de Proxxon vous souhaite beaucoup de plaisir et de succès lors du travail avec votre
machine !
Fourniture
1 ex. tour FD 150/E
1 ex. manuel d’utilisation
1 ex. brochure Prescriptions de sécurité
1 ex. clé plate
2 ex. goupilles
Caractéristiques techniques tour FD 150/E
Tension : 230 volts
Fréquence :50/60 Hz
Puissance :100 Watts
Entre-pointes :150 mm
Hauteur des pointes :55 mm
Hauteur au-dessus du banc :33 mm
Capacité de serrage mors intérieurs :1,5 – 32 mm
Capacité de serrage mors extérieurs : 12 – 65 mm
Déplacement du chariot transversal :40 mm
Déplacement du chariot supérieur :60 mm
Diamètre admissible de la broche :8,5 mm
Logement du cône, du côté mandrin :pour pinces de serrage
ER 11
Porte-outils pour les outils :6x 6
Dimensions de l’appareil :360 x 150 x 150
Poids :env. 4,5 kg
vitesses de rotation de l’arbre :
- plage de vitesses 1 :800 – 2500 tr/min
- plage de vitesses 2 :1000 – 5000 tr/min
A utiliser uniquement dans des locaux fermés !
Ne pas éliminer cet appareil avec les déchets
domestiques !
Travailler toujours avec un casque de protection
auditive !
Installation et mise en service
Danger !
Le risque de démarrage inattendu ne peut pas être écarté. Sinon,
l’utilisation du tour pourrait entraîner des blessures.
C’est pourquoi le connecteur d’alimentation réseau doit être impérativement débranché lors de toute opération de réglage ou
d’entretien !
Installation de l’appareil (ill. 2a et ill. 2b)
Attention !
Dès le désemballage, toujours contrôler l’appareil pour vérifier
l’absence de dommages dus au transport. Un emballage endommagé est un indice d’une éventuelle manipulation non conforme
du paquet pendant le transport. Les dommages dus au transport
doivent être immédiatement signalés au revendeur ou réclamés
auprès de l’entreprise de transport responsable.
Les éléments suivants font partie de l’équipement standard du
tour PROXXON FD 150/E :
•mandrin à trois mors
•protection du mandrin
•contre-pointe tournante
•jeu d’outils
•porte-outils
Attention !
En soulevant la machine, veiller à ce que le cache 1 en matière
plastique (ill. 2 a) du carter de la boîte d’engrenages soit bien fermé. Autrement, fermer le cache et serrer la vis moletée 2. Sinon,
le cache risquerait de casser.
1. Pour l’installation, retirer le tour de l’emballage et le poser sur
un support plan et droit. La surface d’appui doit être plane,
exempte de vibrations et robuste. Veiller ici à ce que la machine soit posée de manière stable !
2. Attention, SVP : pour utiliser la machine, celle-ci doit être
fermement vissée sur le support ! Des orifices prévus à cet
effet (pos. 3) se trouvent dans les brides angulaires des capuchons d’extrémité du bâti. Utiliser des vis de 4 mm de diamètre.
3. Du côté du nez de la broche, il est important pour l’accès à
l’orifice des vis, d’ouvrir le cache 1 en matière plastique du
carter de la boîte d’engrenages. Pour cela, il suffit de desserrer la vis moletée 2 (ill. 2a) et de basculer le cache en matière plastique.
- 27 -
Page 28

Eléments du tour et leur utilisation
Poupée mobile (ill. 3)
La poupée mobile 1 du côté droit du bâti de la machine contient
le fourreau de la broche 2. La contre-pointe tournante 3 est placée dans le cône intérieur situé dans le fourreau. Ainsi, il est possible d’étayer et de stabiliser les pièces à usiner longues.
Attention !
Si la saillie du mandrin est env. trois fois plus grande que le diamètre de la pièce, maintenir en principe la pièce à son extrémité droite avec la poupée mobile et la contre-pointe.
L’idéal serait d’introduire la pointe dans un alésage de centrage.
Celui-ci peut être percé avec le mandrin proposé en accessoire.
L’opération sera décrite plus bas avec plus de détails.
Attention !
Les cônes de logement doivent toujours être d’une propreté
absolue.
La saleté et surtout les copeaux métalliques nuisent à la précision de l’appareil et peuvent entraîner une destruction du fourreau de broche et du cône.
Travailler avec la poupée mobile
1. Pour mettre en place p. ex. la contre-pointe 3, faire sortir
d’env. 10 mm le fourreau de broche en tournant la molette 4.
2. A la main, insérer fortement la contre-pointe avec le cône
dans le fourreau. Le cône est maintenant fixe et ne peut pas
être extrait à l’avant.
3. Pour rapprocher grossièrement la poupée mobile 1 de la pièce à usiner, desserrer le levier de serrage 5 (ill. 3), déplacer
la poupée mobile sur le guide du bâti pour lui faire atteindre
la position voulue, puis resserrer le levier de serrage 5. En
tournant la molette 4, il est possible de placer la contre-pointe sur l’extrémité de la pièce par une pression dosée. Serrer
la vis moletée 6 pour fixer le fourreau de la broche dans cette position.
4. Une fois le travail accompli, pour desserrer le cône de la pointe tournante (ou d’un autre outil en place), insérer le plus
possible le fourreau de la broche 2 dans la poupée mobile en
tournant la molette 4. Le cône se desserre et peut être retiré.
Chariot transversal (ill. 4)
Le chariot transversal 1 permet, en tournant la molette 2, de
bouger l’outil de tour 3 verticalement par rapport à l’axe de tournage de la pièce.
Cela détermine, pendant le travail, la profondeur de passe, c.-àd. que cela permet de régler la profondeur de coupe.
Attention ! Les molettes de la machine sont équipées de bagues
graduées rotatives : pour déplacer le chariot de l’angle voulu, il
est possible de régler la bague graduée sur 0. En tournant la mo-
lette, il est possible de lire sur l’échelle la profondeur de passe
exacte.
En outre, cela rend possible l’usinage d’une surface plane sur le
devant de la pièce (tournage transversal), ou la « saignée » d’une pièce à usiner. On entend par-là le tronçonnage jusqu’au-delà de l’axe de tournage entraînant le dégagement de la pièce.
Travailler avec le chariot transversal
1. Le chariot transversal (avec le chariot supérieur) peut être
amené en position de travail, donc rapproché de la pièce à
usiner, en le déplaçant sur le guide du bâti de la machine.
Pour cela, desserrer le levier de serrage 4, déplacer les chariots pour les positionner comme voulu, puis resserrer le levier de serrage 4.
2. Avant ou pendant le travail, régler en cas de besoin la position de l’outil de tour 3 en tournant la molette 2.
Chariot supérieur (ill. 5)
Le chariot supérieur 1 assure directement le guidage et le déplacement de préférence longitudinal du porte-outils et de l’outil de tour.
Le chariot supérieur de notre machine est par ailleurs pivotant,
ce qui permet non seulement de fabriquer des pièces cylindriques en déplaçant l’outil de tour parallèlement à l’axe longitudinal de la machine (tournage longitudinal), mais autorise aussi le tournage de pièces coniques ou des coupes coniques en
basculant un peu le chariot supérieur.
Nous avons intégré pour cela une échelle angulaire à l’aide de
laquelle il est possible de fixer les paramètres de fabrication des
pièces coniques.
La course du chariot sur le guide de précision en queue d’aronde est de 60 mm.
Travailler avec le chariot supérieur
A la livraison, le chariot supérieur 1 est réglé exactement sur =0°,
c.-à-d. sur tournage longitudinal (cylindrique).
1. Déplacer l’outil de tour 3 dans la position voulue en tournant
la molette 2.
2. Mettre la machine en marche. Attention ! Veiller à ce que la
protection du mandrin 6 se trouve dans la position la plus
basse.
3. En tournant la molette 5, rapprocher doucement le chariot supérieur 1 de la pièce en rotation tout en réglant la profondeur
de passe de l’outil de tour.
Pour tourner un cône ou un cylindre, il faut basculer le chariot
supérieur 1 de l’angle voulu :
1. En tournant la molette 5, déplacer le chariot supérieur 1 au
maximum vers la droite jusqu’à ce que la vis 4 soit accessible.
- 28 -
Page 29

2. Desserrer la vis 4 et régler la conicité voulue à l’aide des
marques sur l’échelle angulaire 7.
3. Resserrer à fond la vis 4. En tournant la molette 5, il est possible de déplacer le chariot supérieur et, par là, l’outil en rotation.
Il est à noter qu’ici, ce qui vaut aussi bien pour les autres molettes de la machine, les bagues graduées sont mobiles et peuvent être remises à zéro. La course parcourue par l’outil peut être lue sur l’échelle. Un tour de molette correspond à un déplacement d’un millimètre.
3. Faire glisser le mors n° 3 vers le centre du mandrin et tourner simultanément le mandrin en direction « Serrage ».
4. Lorsque la vis sans fin a saisi le mors n° 3, placer le mors n°
2 dans le guide suivant (dans le sens des aiguilles d’une montre).
5. Pour les mors n° 2 et 1, procéder de la même manière.
6. Vérifier ensuite si tous les mors sont bien centrés.
7. Si l’on souhaite de nouveau travailler avec le mandrin intérieur, répéter les étapes décrites ci-dessus, dans l’ordre inverse, c’est-à-dire positionner tout d’abord le mors n° 1, puis
le n° 2 et enfin le n° 3.
Le mandrin à trois mors (ill. 6)
Le mandrin de serrage 1 est destiné à loger et à fixer les pièces
à usiner. Il a un alésage de 8,5 mm, exactement comme la broche d’usinage de la machine. Il est possible, par conséquent, de
faire passer à travers la broche également des matériaux ronds
avec un diamètre de bien 8 mm.
Attention !
Si l’on serre une pièce plus longue qui traverse la broche et dépasse à gauche : risque important de blessure. Dans ce cas, il
est impératif d’être particulièrement vigilant pour éviter que des
objets ne soient happés par l’arbre en rotation. Veiller à bien
protéger cette zone de travail.
Fixation de la pièce à usiner
Insérer les deux goupilles (2 et 3) fournies avec le tour, dans les
orifices prévus à cet effet sur la périphérie des deux corps du
mandrin, puis tourner les deux pièces de mandrin chacune dans
le sens opposé de l’autre pour ouvrir les mors. Une fois la pièce à usiner insérée, le sens de rotation opposé provoque la fermeture des mors et, par là, la fixation de la pièce à usiner.
Retournement des mors (ill. 7)
Si, comme décrit plus haut, les mors sont entièrement tournés
vers l’extérieur,il sera alors possible de les retirer, les retourner
et enfin les remettre à leur place.
L’illustration 7 montre la position normale : elle sert à serrer
conventionnellement, comme le montre l’ill. 6, ainsi qu’à fixer de
l’intérieur,par ex., des matériaux tubulaires. L’illustration à droite représente les mors retournés : cette position permet de fixer
également les pièces avec une circonférence extérieure importante.
1. Attention ! Les mors sont numérotés. Ouvrir le mandrin jusqu’à ce que les mors s’en détachent. Et ce dans l’ordre 3, 2
et 1.
2. Retourner les mors et replacer tout d’abord le n° 3 dans l’un
des trois guides.
Le porte-outils multiple rotatif
Choix de l’outil (ill. 8)
Attention !
Pour assurer un bon fonctionnement du tour, il est indispensable :
•de sélectionner l’outil approprié au travail envisagé,
•de disposer d’un taillant de l’outil bien aiguisé,
•de placer le taillant de l’outil bien au « centre »,
•et de travailler à la bonne vitesse.
Ici sont présentés les types de vitesse que nous avons réunis
dans notre jeu d’outils 24524 (accessoires) :
Les outils de chariotage à gauche (a)
•sont utilisés pour enlever le plus de copeaux le plus rapidement possible, dans le sens gauche d’usinage sans prendre
en considération la qualité de la surface de la pièce.
Les outils de chariotage à droite (b)
•sont utilisés pour enlever le plus de copeaux le plus rapidement possible, dans le sens droit d’usinage sans prendre en
considération la qualité de la surface de la pièce.
Les outils de dégrossissage (c)
•pour le travail préliminaire grossier sur les pièces. Du fait de
leur tranchant particulier, ces outils conviennent pour ôter
autant de matériaux que possible sans prendre en considération la qualité de la surface de la pièce.
Les outils de finition (d)
•sont utilisés pour obtenir une surface de qualité par faible enlèvement de copeaux.
Les outils de saignée (e)
•sont utilisés pour la saignée de rainures et le tronçonnage de
la pièce lors du tournage.
Les outils de filetage intérieur (f)
•sont utilisés pour le filetage intérieur.
- 29 -
Page 30

Serrage de l’outil (ill. 9)
Attention !
Serrer l’outil au plus près possible. Si l’outil dépasse, cela entraîne des vibrations, des inexactitudes et une surface mal usinée.
Dans un porte-outils multiple, il est possible de serrer des outils avec une section maxi de 6x6.
1. Dévisser les deux vis de fixation 1 (ill. 9) jusqu’à ce que l’outil choisi 2 rentre dans son logement.
2. Mettre l’outil dans la rainure du porte-outils et resserrer avec
les vis 1. Attention ! Serrer l’outil aussi près que possible.
3. Faire avancer l’outil vers la contre-pointe de la poupée mobile et vérifier si la hauteur est bien réglée.
Pour compenser l’écart de hauteur en présence de tailles différentes, il peut s’avérer nécessaire de placer par ex. des tôles fines sur toute la surface en dessous des outils.
Le porte-outils permet de serrer à la fois deux outils de tour.Cela facilite le travail, car après l’ajustage des outils, il suffit de
basculer le porte-outils entre les différentes opérations sur la pièce, pour travailler toujours avec l’outil le plus approprié.
Pour cela, desserrer la vis Allen 4, basculer le porte-outils et enfin resserrer la vis 4. Bien entendu, il est ainsi aussi possible, le
cas échéant, de régler l’angle de l’outil par rapport à la pièce.
Protection contre le redémarrage
Attention !
Pour des raisons de sécurité, la machine est équipée d’un dispositif de protection contre le redémarrage : en cas de brève interruption de la tension d’alimentation pendant la marche, la machine s’arrête et ne peut pas redémarrer d’elle-même pour des
raisons de sécurité.
Dans un tel cas, la machine peut toutefois être redémarrée normalement avec l’interrupteur Marche/Arrêt.
Vitesse en fonction de la pièce
Ajuster la vitesse de rotation de l’arbre au matériau de la pièce
et à son diamètre : d’un côté, la vitesse de coupe diminue à mesure que les rayons de la rotation sont plus petits, ce qui doit être compensé par une augmentation du nombre de tours ; de
l’autre côté, le choix de la bonne vitesse est essentiellement aussi fonction du matériau à usiner. Il s’agit par conséquent de trouver le compromis juste.
C’est pourquoi nous avons équipé notre tour d’un réglage
électronique du régime ainsi que d’une courroie à deux étages.
Il est ainsi possible de couvrir une plage de régimes de 800 à
5 000 tours.
Réglage de la vitesse de rotation de l’arbre
(ill. 10)
Déplacement de la courroie trapézoïdale
Attention !
Retirer le cordon d’alimentation avant d’effectuer tous travaux
dans le carter de la boîte d’engrenages. Risque de blessure !
1. Desserrer la vis moletée 1 du nez de broche puis basculer le
couvercle 2.
2. Desserrer la vis Allen du tendeur de la courroie 3.
3. Présélectionner la vitesse correspondante en déplaçant la
courroie trapézoïdale 4. Veiller à ce que la courroie trapézoïdale soit bien en place sur la poulie !
4. Presser légèrement le tendeur 3 dans l’orifice oblong 5 contre la courroie trapézoïdale, puis resserrer la vis Allen. Veiller
à la tension correcte de la courroie. Une tension trop forte
augmente l’usure de la courroie et du palier et diminue fortement la puissance du moteur.
5. Avant de procéder aux travaux de tournage, refermer le carter de la boîte d’engrenages et resserrer la vis moletée 1.
Réglage électronique du régime
Outre le choix des plages de vitesses par déplacement de la
courroie trapézoïdale, votre machine vous offre aussi la possibilité d’adapter électroniquement la vitesse aux conditions réelles.
1. Tourner le bouton de réglage du nombre de tours (pos. 6, ill.
10) vers la gauche ou la droite pour régler la vitesse pendant
la marche.
Travailler avec la machine (ill. 11)
Attention !
Avant de brancher le connecteur d’alimentation, contrôler si les
indications portées sur la plaque signalétique de l’appareil correspondent avec les caractéristiques du réseau électrique local.
La non-correspondance de ces caractéristiques peut entraîner
des dommages ou des risques lors du travail avec la machine !
Attention !
Toujours porter un casque de protection auditive et des lunettes
de sécurité lors du travail avec la machine.
Attention !
Eviter une mauvaise posture. Veiller à avoir une posture sûre et
stable.
Attention !
Travailler uniquement avec la protection du mandrin rabattue. Si
celle-ci est défectueuse, arrêter l’utilisation de la machine.
- 30 -
Page 31

Exemple : tournage longitudinal (a)
Saignée d’une pièce (d)
Remarque :
Un tour sert principalement à usiner des pièces parallèlement à
l’axe de tournage ainsi que des pièces cylindriques.
1. Fixer la pièce à usiner comme décrit au chapitre « Fixation
de la pièce à usiner ».
2. S’assurer que la pièce à usiner peut tourner librement.
3. Régler la vitesse de rotation nécessaire en déplaçant la courroie du carter de la boîte d’engrenages (voir la section précédente). Attention ! Avant la mise en marche, tourner le
bouton de réglage du nombre de tours vers la gauche.
4. Serrer un outil approprié dans le porte-outils (voir « Serrage de l’outil »).
5. Rapprocher le banc de la pièce, de la droite vers la gauche.
6. Régler la profondeur de coupe avec le chariot transversal 1.
7. Rapprocher le chariot transversal et le chariot supérieur de
la pièce à usiner.
8. Mettre la machine en marche avec l’interrupteur principal.
Attention ! Veiller à ce que la protection du mandrin soit rabattue.
9. Déplacer le chariot transversal et le chariot supérieur en
tournant les molettes. Attention ! Eviter que les chariots et
l’outil touchent le mandrin.
10. Une fois le tournage terminé, arrêter la machine avec l’interrupteur principal.
Exemple : tournage transversal (b)
Remarque :
Ce procédé est utilisé pour décolleter en plongée l’extrémité libre d’une pièce. Procéder comme décrit plus haut pour le tournage transversal, à ceci près :
1. Serrer l’outil de chariotage à droite en le décalant d’env. 2° à
3°. Positionner comme voulu en basculant le porte-outils.
2. Déplacer le chariot transversal, muni d’outil, de l’extérieur
vers l’intérieur (vers le centre) en usinant en même temps
l’extrémité droite de la pièce ou les collets de l’arbre.
Attention !
La vitesse de coupe de l’extérieur vers l’intérieur diffère considérablement lorsqu’il s’agit de pièces de plus grand diamètre.
C’est pourquoi, il faut avancer le chariot transversal lentement
et en douceur !
Attention !
Serrer l’outil de saignée au plus près. Veiller à la hauteur exacte du taillant ! Celui-ci doit se trouver au même niveau que l’axe
de tournage ou légèrement en dessous !
1. Serrer l’outil de saignée à la perpendiculaire dans le porte-outil.
2. Déplacer avec précaution le chariot transversal, muni d’outil,
de l’extérieur vers l’intérieur (vers le centre). Une fois l’axe de
tournage de la pièce dépassé, celle-ci se dégage.
Attention !
Faire preuve d’une extrême prudence pour éviter qu’en se dégageant, la pièce ne soit projetée aux alentours. Risque de blessure !
Usinage de pièces plus longues à l’aide de la
poupée mobile et de la contre-pointe (ill. 12)
1. Dans ce but, forer un alésage de centrage sur le côté droit de
la pièce.
2. En cas de besoin, travailler en plongée l’extrémité droite de
la pièce.
3. Insérer le mandrin (accessoire) dans le fourreau de la broche
5 comme décrit au chapitre « Insérer le mandrin », puis serrer un foret à centrer.
4. Desserrer le levier de serrage 2 et faire avancer la poupée mobile 6, le mandrin et le foret à centrer jusqu’à l’extrémité libre de la pièce. Resserrer le levier de serrage 2.
5. Mettre la machine sous tension et percer un alésage de centrage à l’aide de l’avance du fourreau de broche. Pour cela,
tourner la molette 3 à droite sur la poupée mobile. Puis, avec
le fourreau de la broche, introduire légèrement le foret à centrer dans la pièce. Arrêter la machine.
6. Avec la molette 3, reculer le fourreau de la broche 5 jusqu’à
ce que le cône du mandrin se desserre. Remplacer à nouveau
le mandrin par la contre-pointe tournante 1.
7. Rapprocher la pointe tournante 1 ou la poupée mobile 6 de
la pièce à usiner. Une fois le rapprochement vers la pièce réalisé, veiller à ce que le levier de serrage 2 soit tendu.
8. Avec la molette 3, avancer le fourreau de broche jusqu’à ce
qu’il n’y ait plus de jeu.
9. Bloquer le fourreau de broche à l’aide de la vis moletée 4.
Réparation et entretien
Exemple : tournage conique (c)
Le chariot supérieur est gradué d’une échelle. Il peut être pivoté de 45°, des deux côtés, pour le tournage conique. Pour cela,
procéder comme décrit sous « Travailler avec le chariot supérieur ». La procédure est la même que celle pour le tournage longitudinal.
Nettoyage
Attention !
Toujours débrancher le connecteur d’alimentation lors de toute
opération de réglage ou d’entretien. Sinon, il existe un risque de
graves blessures ou de dommages à la suite du démarrage involontaire de l’appareil, ou bien un risque d’électrocution.
- 31 -
Page 32

1. Après avoir utilisé la machine, éliminer soigneusement tous
les copeaux à l’aide d’un pinceau ou d’une balayette. Ne pas
utiliser d’air comprimé pour nettoyer le tour.
2. Graisser ou lubrifier régulièrement toutes les parties mobiles,
les broches et les guides.
Le nettoyage extérieur du carter de la machine peut être effectué avec un chiffon doux, éventuellement humide. Pour cela, utiliser un savon doux ou tout autre produit nettoyant adapté. Eviter les solvants et autres produits de nettoyage contenant de
l’alcool (p. ex. essence, alcools de nettoyage, etc.), car ils pourraient attaquer les parties en plastique de la machine. Enlever les
lubrifiants.
mandent elles aussi plus de force pour être utilisées. De plus, elles sont soumises à une usure plus importante !
Accessoires du tour FD 150/E
Jeu d’outils (article 24524)
Le contenu du jeu d’outils a déjà été présenté au chapitre « Choix
de l’outil ».
Mandrin à couronne dentée (article 24152)
Réglage du jeu des guides (ill. 13)
Remarque :
Même lorsque les guides sont lubrifiés à intervalles réguliers, il
est impossible d’empêcher qu’ils prennent du jeu au bout d’un
certain temps.
La procédure décrite ici sur l’exemple du chariot supérieur est
la même pour tous les guides. Par conséquent, elle s’applique
de façon analogue également aux autres guides de votre tour,qui
ne seront donc pas traités à part. Régler les guides d’après la devise : Serrer « au juste nécessaire », mais avec le plus de souplesse possible !
Attention : des guides trop serrés demandent plus de force pour
être utilisés. De plus, ils sont soumis à une usure plus importante.
1. Avec une clé plate 5, desserrer les contre-écrous 1 (ill. 13)
des vis d’ajustage du chariot supérieur 3, et ouvrir un peu.
2. Avec une clé Allen 4, serrer de manière homogène les vis
d’ajustage 2 jusqu’à élimination du jeu.
3. Resserrer les contre-écrous 1 en maintenant, avec la clé Allen 5, les vis d’ajustage 2 dans leur position pour éviter qu’elles ne bougent de nouveau.
4. Vérifier ensuite s’il est toujours possible de déplacer le banc
facilement, et s’il est complètement sans jeu.
Réglage du jeu des molettes (ill. 14)
Exactement à l’instar des guides, les molettes sont bien entendu elles aussi soumises à une usure inévitable pendant le fonctionnement, prenant ainsi, à chaque inversion, de plus en plus
de jeu, même si lentement. Procéder comme suit pour minimiser l’usure :
1. Maintenir la molette 1 et desserrer l’écrou borgne 2.
2. Tourner un peu la molette vers la droite.
3. Resserrer l’écrou borgne tout en maintenant la molette.
Attention !
Il n’est pas utile d’éliminer entièrement le jeu à l’inversion et de
trop « serrer » les molettes, car des molettes trop serrées de-
Pour forer des orifices du côté plan, il est possible de serrer
dans le mandrin des forets de 0,5 à 6,5 mm.
Insérer le mandrin (ill. 15)
1. Retirer la contre-pointe tournante du fourreau de broche
comme expliqué sous « Tr availler avec la poupée mobile ».
2. Eliminer la graisse et la saleté du cône du mandrin 1 et du
fourreau de la broche 2.
3. Introduire le tourillon dans le fourreau de broche et mettre
bien en place le mandrin.
4. Serrer le foret
5. Il est possible maintenant, une fois la vis de serrage 4 desserrée, de rapprocher la poupée mobile 3, complète, de la pièce à usiner. Puis serrer la vis de fixation 4.
6. En tournant la molette 5, il est possible de rapprocher le foret de la pièce.
7. Mettre la machine sous tension et, en tournant la molette 5,
plonger le foret dans la pièce jusqu’à la profondeur voulue.
Un conseil : si le foret est posé très en douceur, il est possible
de « mettre à zéro » la bague graduée 6. Pour forer alors des orifices d’une profondeur définie, prêter attention aux marques de
graduation et compter les rotations de la molette pendant le travail : à chaque rotation, le foret se déplace d’un millimètre.
Pinces de serrage à usage multiple ER 11
(article 24154)
Le dispositif à pinces de serrage convient particulièrement à l’usinage très précis de pièces rondes. Il garantit une concentricité largement meilleure qu’avec un mandrin à mors.
Attention !
Il est possible d’utiliser des pièces d’un diamètre pouvant aller
jusqu’à 0,5 mm en dessous du diamètre de consigne de la pince de serrage.
Attention !
Ne jamais serrer à bloc l’écrou raccord lorsqu’aucune pièce n’est
en place.
- 32 -
Page 33

Introduire les pinces de serrage (ill. 16)
1. Avec la clé 1 fournie avec la machine, maintenir la broche
principale 2 par les aplatissements prévus à cet effet, et dévisser le mandrin 3 de la broche principale.
2. Nettoyer à fond l’ajustement du logement de la pince de serrage 4 dans la broche principale.
3. Introduire la pince de serrage 5 et serrer légèrement l’écrou
raccord 6.
4. Introduire la pièce correspondante dans la pince de serrage
et visser à bloc l’écrou raccord 6 avec la clé 7 fournie avec le
jeu de pinces de serrage.
Déclaration de conformité CE
Nom et adresse :
PROXXON S.A.
6-10, Härebierg
L-6868 Wecker
Désignation du produit : FD 150/E
Article n° :24150
Nous déclarons de notre seule responsabilité que ce produit
répond aux directives et normes suivantes :
Elimination
Ne pas éliminer l’appareil avec les déchets domestiques ! L’appareil contient des matériaux qui peuvent être recyclés. Pour
toute question à ce sujet, prière de s’adresser aux entreprises locales de gestion des déchets ou toute autre régie communale
correspondante.
Directive UE CEM 2004/108/CE
DIN EN 55014-1 / 02.2010
DIN EN 55014-2 / 06.2009
DIN EN 61000-3-2 / 06.2011
DIN EN 61000-3-3 / 06.2009
Directive européenne relative aux machines
2006/42/CE
DIN EN 61029-1 / 01.2010
Date : 26.09.2012
Dipl.-Ing. Jörg Wagner
PROXXON S.A.
Division sécurité des appareils
Le responsable de la documentation CE est identique au signataire.
- 33 -
Page 34

Istruzioni per l’uso originali Tornio FD 150/E
I
Indice:
Premessa …………………………………………………34
Avvertenze di sicurezza: …………………………………34
Panoramica sulla macchina ………………………………35
Legenda (Fig. 1):…………………………………………35
Descrizione della macchina………………………………35
Fornitura…………………………………………………36
Dati tecnici del tornio FD 150/E: …………………………36
Installazione e messa in funzione ………………………36
Installazione dell’apparecchio ……………………………36
(Fig. 2a e Fig. 2b): ………………………………………36
Elementi del tornio e loro funzionamento ………………36
Contropunta (Fig. 3): ……………………………………36
Lavorare con la contropunta …………………………37
Carrello piano (Fig. 4) …………………………………37
Lavorare con il carrello piano …………………………37
Carrello superiore (Fig. 5) ………………………………37
Lavorare con il carrello superiore ……………………37
Il mandrino a tre ganasce (Fig. 6) ………………………38
Serraggio del pezzo da lavorare: ………………………38
Rotazione delle ganasce (Fig. 7): ………………………38
Il supporto ruotabile multiplo per utensili ………………38
Elezionare l’utensile del tornio (Fig. 8)…………………38
Serraggio dell’utensile del tornio (Fig. 9)………………38
Protezione da riavvio ……………………………………39
Numero di giri a regola d’arte……………………………39
Regolare il numero di giri dell’alberino (Fig. 10)…………39
Avvolgere la cinghia motrice …………………………39
Regolazione elettronica del numero di giri ……………39
Lavorare con la macchina (Fig. 11) ………………………39
Esempio tornitura longitudinale (a) ……………………40
Esempio tornitura in piano (b) …………………………40
Esempio tornitura a sfera (c) ……………………………40
Incisione di un pezzo da lavorare (d) ……………………40
Lavorazione di pezzi da lavorare più lunghi
con contropunta e punta conica (Fig. 12) ………………40
Riparazione e manutenzione ……………………………41
Pulizia……………………………………………………41
Regolare il gioco delle guide (Fig. 13) …………………41
Regolare il gioco dei volantini (Fig. 14) …………………41
Accessori per il FD 150/E …………………………………41
Set utensili per tornio (Articolo 24524) …………………41
Mandrino a ruota dentata (Articolo 24152)………………41
Inserimento del mandrino (Fig. 15) ……………………41
Pinze di serraggio multigrado ER 11 (Articolo 24154) …41
Inserimento delle pinze di serraggio (Fig. 16) …………42
Smaltimento: ……………………………………………42
Dichiarazione di conformità CE …………………………42
Disegni esplosi …………………………………………112
Premessa
L’utilizzo delle presenti istruzioni:
• faciliterà la conoscenza dell’apparecchio.
• previene guasti a causa di un uso improprio ed
• aumenta la durata dell’apparecchio.
Tenere le presenti istruzioni sempre a portata di mano.
Usare questo apparecchio solo se si è in possesso di conoscenze precise e nel rispetto di quanto riportato nelle presenti
istruzioni.
La ditta PROXXON non garantisce un funzionamento in sicurezza dell’apparecchio in caso di:
•utilizzo non corrispondente all’uso previsto,
•altri impieghi non riportati nelle presenti istruzioni,
•inosservanza delle norme di sicurezza.
•comandi errati
•una scarsa manutenzione
•utilizzo di pezzi di ricambio non omologati da PROXXON
È assolutamente necessario rispettare per la propria sicurezza le
avvertenze di sicurezza.
Usare solo ricambi originali PROXXON. A fronte di progressi
tecnologici, ci riserviamo il diritto di apportare modifiche. Vi auguriamo sin d’ora buon lavoro con questo apparecchio.
- 34 -
Avvertenze di sicurezza:
Evitare disordine nell’area di lavoro.
Il disordine nell’area di lavoro significa sempre anche un rischio
di infortunio maggiore.
Fissare l’apparecchio su unabase piana, sicura e resistente.
Accertarsi in questo caso che l’apparecchio anche durante il funzionamento non possa cadere o ribaltarsi.
Accertarsi prima di ogni utilizzo che l’apparecchio non sia
danneggiato.
Nota: Gli elementi difettosi, in particolare i dispositivi di protezione difettosi possono essere sostituiti solo da un addetto specializzato o dal servizio clienti PROXXON.
Utilizzare solo pezzi di ricambio originali Proxxon.
Non modificare la macchina!
Non apportare alcuna modifica sulla macchina ed alcuna manipolazione! Si potrebbe pregiudicare la sicurezza meccanica ed
elettrica, in particolare sussiste il pericolo di scariche elettriche
e la messa in pericolo della propria sicurezza. Le conseguenze
possono essere delle lesioni e danni materiali.
Page 35

Non lavorare mai senza i dispositivi di protezione previsti.
Prestare attenzione agli influssi ambientali !
Utilizzare la macchina solo in un ambiente asciutto e mai nelle
vicinanze di liquidi infiammabili o gas. Accertarsi che vi sia una
buona illuminazione!
Dopo il lavoro, l’apparecchio deve essere pulito accuratamente!
Tirare la spina di rete!
In caso di inutilizzo, prima della manutenzione, il cambio di utensile, la pulizia o la riparazione, tirare sempre la spina di rete! La
pulizia prevede anche la rimozione di trucioli!
Usare degli occhiali di protezione!
Indossare una protezione per l’udito!
Il livello di pressione acustica durante l'utilizzo della macchina
può superare gli 85 dB (A). Pertanto si consiglia di lavorare solo con una protezione per l'udito!
Indossare un abbigliamento di lavoro adatto!
Durante il lavoro non indossare abbigliamento largo come ad es.
cravatte o foulard, questi infatti potrebbero agganciarsi negli elementi in movimento o nel pezzo da lavorare e causare delle lesioni. In caso di capelli lunghi indossare una cuffia di rete e non
indossare alcun gioiello.
Non usare utensili da tornio danneggiati o deformati.
Accertarsi sempre che gli utensili da tornio siano sempre in condizioni perfette. Prima di ogni messa in funzione accertarsi con
un controllo visivo che siano intatti!
Tenere i bambini e le persone non addette ai lavori lontano
dall’area di lavoro.
Accertarsi che bambini e persone non addette ai lavori rispettino una distanza di sicurezza sufficientemente ampia! Personale
inferiore ai 16 anni può utilizzare la macchina solo sotto una supervisione esperta ed ai fini della propria formazione. La macchina non utilizzata deve essere conservata lontano dalla portata dei bambini!
Non sollecitare troppo l’utensile.
Risultati ottimali del trattamento possono essere raggiunti ovviamente solo rispettando i valori di funzionamento previsti per
la macchina! Evitare pertanto delle impostazioni eccessive! Non
usare la macchina in modo improprio e non utilizzarla per lavori per i quali non è prevista.
Siate sempre vigili ed attenti!
Durante il lavoro osservare sempre la macchina ed usarla con
cura. Non utilizzare la macchina quando non si è concentrati o
stanchi, oppure quando si ha bevuto dell'alcool.
Trattare il cavo di collegamento con cura!
Proteggere il cavo di collegamento dal calore e da bordi taglienti
e posarlo in modo tale che non possa essere danneggiato. Non
utilizzare il cavo per estrarre la spina dalla presa e non sollevare l’apparecchio usando il cavo. Tenere pulito l’ambiente: proteggere il cavo da grasso ed olio!
Prima dell’uso leggere attentamente le istruzioni per l’uso e
conservarle accuratamente!
Panoramica sulla macchina
Legenda (Fig. 1):
1. Testa motrice
2. Mandrino rotativo
3. Supporto per utensile da tornio
4. Punta conica scorrevole
5. Bussola
6. Vite di serraggio per bussola
7. Contropunta
8. Volantino per bussola
9. Leva di serraggio per contropunta
10. Volantino per carrello superiore
11. Carrello superiore
12. Carrello piano
13. Volantino per carrello piano
14. Copertura scatola ingranaggi
15. Interruttore On-Off
16. Pulsante di regolazione numero di giri
17. Protezione mandrino
18. Chiave
19. Spine di serraggio
Descrizione della macchina
FD 150/E è un tornio compatto di precisione con una dotazione
a regola d’arte: è dotata di un carrello piano ed uno superiore,
una testa motrice resistente con un cuscinetto antiattrito di elevata qualità per il mandrino di lavoro, un motore potente ed una
contropunta con una punta conica scorrevole.
Queste caratteristiche insieme ad un corpo in alluminio pressofuso rendono il FD 150/E uno specialista per tutti i pezzi di lavoro
in filigrana.
Anche il numero di giri elevato viene incontro al settore tipico di
utilizzo:
anche nel caso di diametri molto piccoli di pezzi da lavorare raggiunge sempre la velocità di taglio più adatta, regolabile con una
trasmissione a cinghia a due livelli in combinazione con un dispositivo di regolazione elettronico di precisione.
Oltre alle possibilità classiche di tornitura, con il carrello superiore orientabile è possibile realizzare anche sfere o elementi conici. Con il mandrino disponibile come accessorio è possibile
praticare anche dei fori frontali.
- 35 -
Page 36

E per tutti coloro che tengono molto alla concentricità, nel nostro assortimento abbiamo un set di pinze di serraggio per questa macchina: L’alloggiamento ER11 necessario è previsto nel
mandrino principale. Nelle pagine seguenti descriveremo la macchina e le sue possibilità d’uso, nonché gli accessori disponibili. Il Team Proxxon vi augura buon lavoro e tanto successo con
la vostra nuova macchina!
Fornitura
1 pz. Tornio FD 150/E
1 pz. Istruzioni per l’uso
1 pz. Opuscolo su avvertenze di sicurezza
1 pz. Chiave fissa
2 pz. Spine di serraggio
Dati tecnici del tornio FD 150/E:
Tensione: 230 Volt
Frequenza: 50/60 Hz
Potenza: 100 Watt
Distanza tra le punte: 150 mm
Altezza punte: 55 mm
Altezza dal supporto: 33 mm
Campo di serraggio ganasce interne: 1,5 – 32 mm
Campo di serraggio ganasce esterne: 12 – 65 mm
Regolazione carrello piano: 40 mm
Regolazione carrello superiore: 60 mm
Passaggio mandrino: 8.5 mm
Alloggiamento di centratura,
lato mandrino: per pinze di serraggio
ER 11
Supporto per utensili: 6 x 6
Dimensioni apparecchio: 360 x 150 x 150
Peso: ca. 4.5 kg
Numero di giri mandrino:
- nel livello 1: 800 – 2500 giri/min
- nel livello 2: 1000 – 5000 giri/min
Solo per l’utilizzo in ambienti chiusi!
Per tutti gli interventi di regolazione e di manutenzione togliere la spina dalla presa di corrente!
Installazione dell’apparecchio
(Fig. 2a e Fig. 2b):
Attenzione!
Al momento del ricevimento controllare subito l’apparecchio per
rilevare eventuali danni dovuti al trasporto! Un danneggiamento dell’imballaggio è già indice di un maneggiamento improprio
durante il trasporto! I danni dovuti al trasporto devono essere segnalati immediatamente al rivenditore o la ditta di trasporto responsabile!
La dotazione standard del tornio PROXXON FD 150/E comprende i seguenti elementi:
•Mandrino a tre ganasce
•Protezione mandrino
•Punta conica scorrevole
•Set utensili
•Supporto utensili
Attenzione!
Durante il sollevamento della macchina, accertarsi che la copertura di plastica 1 (Fig. 2 a) della scatola degli ingranaggi sia
chiusa. Altrimenti chiudere la copertura e stringere la vite a testa zigrinata 2. In caso contrario il coperchio potrebbe rompersi.
1. Per l’installazione estrarre il tornio dalla confezione e posizionarlo su un fondo piano e diritto. La superficie di appoggio deve essere priva di vibrazioni e resistente. Accertarsi
che sia garantita una posizione sicura!
2. Nota: Per l’utilizzo della macchina, questa deve essere avvitata in modo saldo nel fondo! Nelle flangie angolari dei coperchi terminali del banco sono presenti dei fori (Pos. 3). Si
prega di utilizzare delle viti con un diametro di 4 mm.
3. Dal lato della testa motrice, per l’accesso al foro delle viti è
importante sollevare la copertura di plastica 1 della scatola
degli ingranaggi. A tal fine sbloccare semplicemente la vite a
testa zigrinata 2 (Fig. 2a) e sollevare la copertura di plastica.
Non smaltire l’apparecchio insieme ai rifiuti domestici!
Lavorare sempre con una protezione per l’udito!
Installazione e messa in funzione
Pericolo!
Sussiste il pericolo di un avvio imprevisto! Le conseguenze
possono essere delle lesioni.
- 36 -
Elementi del tornio e loro funzionamento
Contropunta (Fig. 3):
La contropunta 1 sul lato destro del banco della macchina comprende la bussola 2. Nel suo cono interno viene inserita la punta conica 3 scorrevole. In questo modo è possibile sostenere e
stabilizzare dei pezzi da lavorare lunghi.
Attenzione!
Quando la sporgenza del mandrino è superiore a ca. 3 volte il triplo del pezzo da lavorare, il pezzo da lavorare deve essere tenu-
Page 37

to all’estremità destra tramite la contropunta con la punta conica.
La punta in questo caso deve intervenire in un cosiddetto foro
di centraggio. Questa può essere realizzata con il mandrino disponibile come accessorio. La procedura sarà descritta di seguito in dettaglio.
Attenzione!
Le sfere di alloggiamento devono essere sempre assolutamente pulite.
Lo sporco e soprattutto i trucioli di metallo pregiudicano la precisione e possono rendere inutilizzabile la bussola ed il cono.
Lavorare con la contropunta
1. Per inserire ad es. la punta conica 3, estrarre la bussola 2 ruotando il volantino 4 per ca. 10 mm.
2. Introdurre la punta conica con il cono con forza con la mano
nella bussola. Il cono è fissato e non può essere estratto dalla parte anteriore.
3. Per avvicinare approssimativamente la contropunta 1 al pezzo da lavorare, sbloccare la leva di serraggio 5 (Fig. 3), spingere la contropunta sulla guida del banco nella posizione desiderata e stringere nuovamente la leva di serraggio 5. Ruotando il volantino 4 è possibile posizionare in modo dosato
la punta conica con una leggera pressione sul lato frontale del
pezzo da lavorare. La bussola deve essere serrata stringendo la vite a testa zigrinata 6 in questa posizione.
4. Per sbloccare il cono della punta scorrevole (o di un altro
utensile inserito) dopo il lavoro, avvitare la bussola 2 ruotando il volantino 4 il più possibile nella contropunta. Il cono
si sblocca e può essere quindi rimosso.
Carrello piano (Fig. 4)
Il carrello piano 1 consente ruotando il volantino 2 il movimento dell’utensile del tornio 3 in verticale rispetto all’asse rotante
del pezzo da lavorare.
Ciò consente durante il lavoro la regolazione della capacità di
asportazione del truciolo.
Attenzione: I volantini della macchina sono dotati di anelli girevoli: Per spostare il carrello per il valore definito, l’anello della
scala può essere posizionato su 0. La posizione esatta può essere consultata durante l’azionamento del volantino sulla scala.
Inoltre è consentita una lavorazione di una superficie piana frontale del pezzo da lavorare (tornitura in piano) oppure la cosiddetta "incisione" di un pezzo da lavorare. Con questo si intende
la tornitura ad incisione oltre l’asse girevole in modo tale che il
pezzo da lavorare si stacchi.
Lavorare con il carrello piano
zione di lavorazione sul pezzo da lavorare. A tal fine sbloccare la leva di serraggio 4, spostare il carrello nella posizione
desiderata e serrare nuovamente la leva di serraggio 4.
2. Prima o durante l’intervento, regolare all’occorrenza la posizione dell’utensile del tornio 3 ruotando il volantino 2.
Carrello superiore (Fig. 5)
Il carrello superiore 1 consente la guida immediata e lo spostamento del supporto dell’utensile incl. l’utensile del tornio preferibilmente in direzione longitudinale.
Nella nostra macchina è possibile orientare anche il carrello superiore: Ciò consente di realizzare non solo dei pezzi cilindrici
spostando l’utensile del tornio parallelamente all’asse longitudinale della macchina (tornitura longitudinale): Possono essere
ruotati anche pezzi da lavorare conici oppure a sfera quando il
carrello superiore viene leggermente orientato.
A tal fine abbiamo previsto una scala angolare con la quale è possibile regolare l’angolo del cono da realizzare.
La corsa di spostamento del carrello sulla guida a coda di rondine precisa è di 60 mm.
Lavorare con il carrello superiore
Allo stato della fornitura, il carrello superiore 1 è regolato esattamente a =0°, ossia per la tornitura (cilindrica) longitudinale.
1. Spostare l’utensile del tornio 3 ruotando il volantino 2 radialmente alla posizione desiderata
2. Azionare la macchina. Attenzione: Accertarsi che la protezione del mandrino 6 si trovi nella posizione inferiore!
3. Ruotando il volantino 5, spostare in senso longitudinale il
carrello superiore 1 con l’utensile del tornio con la posizione
desiderata sul pezzo da lavorare rotante
Nel caso in cui debba essere trattato un cono o una sfera è necessario che il carrello superiore 1 venga ruotato per il valore desiderato:
1. Spostare il carrello superiore 1 ruotando il volantino 5 verso
destra in modo tale che la vite 4 diventi accessibile
2. Svitare la vite 4 e sulla base dei contrassegni impostare sulla scala angolare 7 la conicità desiderata.
3. Stringere nuovamente la vite 4. Ruotando il volantino 5 è
possibile spostare il carrello superiore e l’utensile del tornio
durante la tornitura.
Si prega di considerare che in questo caso, come per tutti gli altri volantini della macchina, anche gli anelli della scala sono mobili e possono essere azzerati. Il tratto percorso dell’utensile può
essere consultato dalla scala. Un giro del volantino corrisponde
ad un millimetro di tratto.
1. Il carrello piano (compreso il carrello superiore) può essere
avvicinato sulla guida del banco della macchina sulla posi-
- 37 -
Page 38

Il mandrino a tre ganasce (Fig. 6)
Il supporto ruotabile multiplo per utensili
Il mandrino di serraggio 1 serve per alloggiare e per serrare i pezzi da lavorare da trattare. Presenta un passaggio di 8,5 mm,
esattamente come il mandrino di lavoro della macchina. In questo modo è possibile condurre attraverso il mandrino anche materiali circolari con un diametro di ben 8 mm attraverso il mandrino!
Attenzione!
Quando viene serrato un pezzo da lavorare più lungo che viene
condotto attraverso il mandrino ed è sporgente verso sinistra,
sussiste un maggior rischio di infortuni. Prestare in questo caso particolare attenzione affinché non venga afferrato alcun oggetto dall’albero in rotazione. Proteggere questa zona in modo
particolare.
Serraggio del pezzo da lavorare:
Inserire i due perni compresi nella fornitura, 2 e 3 negli appositi fori sul diametro dei due corpi del mandrino e ruotare le due
parti tra loro per aprire le ganasce di serraggio. Il senso di rotazione contrapposto determina dopo l’inserimento del pezzo da
lavorare una chiusura delle ganasce e quindi un serraggio del
pezzo da lavorare.
Rotazione delle ganasce (Fig. 7):
Nel caso in cui le ganasce, come descritto precedentemente,
vengano ruotate del tutto verso l’esterno, possono essere rimosse, girate e reinserite.
La Figura 7 mostra una volta la posizione normale: Serve per il
serraggio convenzionale come illustrato nella Fig. 6 e per il serraggio ad es. di materiali a tubo dall’interno. A destra sono illustrate le ganasce ruotate: In questa posizione è possibile serrare anche pezzi da lavorare con un diametro esterno ampio.
1. Attenzione: Le ganasce sono numerate! Aprire il mandrino rotativo fino a quando le ganasce si staccano dal mandrino. Ta le operazione avviene nella successione 3, 2 ed 1.
2. Girare le ganasce ed introdurre prima il N. 3 in una delle tre
guide.
3. Premere la ganascia N. 3 in direzione del centro del mandrino rotativo e ruotare contemporaneamente il mandrino in direzione ”Serrare”.
4. Quando la vite filettata ha rilevato la ganascia N. 3, la ganascia N. 2 deve essere introdotta nella guida susseguente (in
senso orario).
5. Eseguire la procedura come descritto precedentemente con
il N. 2 e N. 1.
6. Verificare successivamente se tutte le ganasce si trovano nella posizione centrata.
7. Quando si desidera lavorare nuovamente con il mandrino a
ganascia interna, ripetere prima le operazioni descritte, ma
nella sequenza inversa, ossia introdurre prima le ganasce N.
1 e 2 e quindi il N. 3.
Elezionare l’utensile del tornio (Fig. 8)
Attenzione!
Per una tornitura a regola d’arte è assolutamente necessario rispettare quanto segue:
•selezionare l’utensile del tornio corretto per la relativa destinazione d’uso,
•il tagliente dell’utensile del tornio deve essere affilato,
•il tagliente dell’utensile del tornio deve trovarsi esattamente
al “centro”
•elavorare con il numero di giri corretto.
Di seguito vengono presentati i tipi di numeri di giri che abbiamo accorpato nel nostro set di utensili per tornio 24524 (Accessori):
Supporti laterali sinistri (a)
•sono utilizzati per asportare in poco tempo una gran quantità
di trucioli nella direzione di lavorazione sinistra senza particolare considerazione della qualità della superficie dell'utensile.
Supporti laterali destri (b)
•sono utilizzati per asportare in poco tempo una gran quantità
di trucioli nella direzione di lavorazione destra senza particolare considerazione della qualità della superficie dell'utensile.
Utensili di sgrossatura (c)
•per un trattamento iniziale approssimativo dei pezzi da lavorare. Grazie al particolare intaglio, questo utensile è adatto per
un’asportazione elevata di materiale senza grandi requisiti
posti alla qualità della superficie.
Utensili a punta (d)
•sono impiegati per ottenere con un’asportazione ridotta di
trucioli una superficie pulita.
Utensili ad incisione (e)
•per la tornitura ad incisione e per il distacco del pezzo da lavorare durante la tornitura ad incisione.
Supporti di arrotondatura (f)
•sono utilizzati per l’asportazione interna.
Serraggio dell’utensile del tornio (Fig. 9)
Attenzione!
Serrare l’utensile del tornio in modo possibilmente corto. Una
sporgenza maggiore determina delle oscillazioni, imprecisioni ed
una superficie sporca.
Nel supporto multiplo per utensili è possibile serrare degli utensili con un diametro fino a 6 x 6 mm
- 38 -
Page 39

1. Le due viti di fissaggio 1 (Fig. 9) devono essere svitate fino a
quando l’utensile del tornio 2 possa entrare nell’alloggiamento
2. Introdurre l’utensile nella scanalatura di sostegno dell’utensile e serrare con le viti 1. Attenzione: Serrare l’utensile il più
corto possibile!
3. Spostare la punta dell’utensile verso la punta conica della
contropunta e verificare l’altezza.
Potrebbe essere necessario, per compensare l’altezza in caso di
dimensioni diverse, sostenere gli utensili ad es. con delle lamiere sottili.
Il supporto dell’utensile consente di serrare contemporaneamente due utensili. Ciò facilita la lavorazione poiché dopo la regolazione degli utensili tra i singoli processi di lavorazione con
un pezzo da lavorare deve essere orientato un solo supporto per
poter lavorare con il relativo utensile adatto.
A tal fine è necessario svitare semplicemente la vite a testa esagonale 4, orientare il supporto dell’utensile e stringere nuovamente la vite 4. Ovviamente se necessario in questo modo è
possibile regolare generalmente l’angolo del supporto rispetto al
pezzo da lavorare.
Regolare il numero digiri dell’alberino (Fig. 10)
Avvolgere la cinghia motrice
Attenzione!
Prima di intervenire nella scatola di trasmissione, tirare sempre
la spina di rete. Pericolo di lesioni!
1. Svitare la vite a testa zigrinata 1 sulla testa motrice e sollevare il coperchio 2.
2. Svitare la vite esagonale dal tendicinghia 3.
3. Preselezionare il relativo livello del numero di giri avvolgendo la cinghia motrice 4. Accertarsi della corretta posizione
della cinghia motrice sulle pulegge!
4. Premere il tenditore 3 nel foro lungo 5 leggermente contro la
cinghia motrice e stringere nuovamente la vite esagonale.
Accertarsi che la cinghia sia serrata adeguatamente. Una tensione troppo forte aumenta l’usura della cinghia e del cuscinetto e frena fortemente il motore.
5. Prima di procedere con i lavori, chiudere nuovamente la scatola di trasmissione e stringere nuovamente la vite a testa zigrinata 1.
Protezione da riavvio
Attenzione!
Per motivi di sicurezza la macchina è dotata di una protezione
da riavvio: Nel caso di una breve interruzione della tensione durante il funzionamento, la macchina per motivi di sicurezza non
si riavvia automaticamente.
La macchina in questo caso deve essere riavviata come di consueto tramite il pulsante di accensione.
Numero di giri a regola d’arte
In base al materiale del pezzo da lavorare ed il diametro è necessario adattare il numero di giri del mandrino: da un lato si riduce la velocità di taglio con piccoli raggi di rotazione, cosa che
deve essere compensata con un numero di giri più elevato, dall’altro la scelta del numero di giri corretto dipende in parte dal
materiale da elaborare. In questo caso è necessario trovare il giusto compromesso.
A tal fine abbiamo dotato il nostro tornio con un dispositivo elettronico di regolazione del numero di giri ed una trasmissione a
cinghia a due livelli.
In questo modo è possibile coprire il campo del numero di giri
da 800 fino a 5000 giri.
Regolazione elettronica del numero di giri
Oltre alla scelta dei livelli di trasmissione tramite un avvolgimento della cinghia motrice, la macchina vi offre inoltre la possibilità di adattare il numero di giri alle relative condizioni.
1. Ruotare il tasto di regolazione del numero di giri Pos. 6 (Fig.
10) per la regolazione del numero di giri durante il funzionamento verso sinistra o destra.
Lavorare con la macchina (Fig. 11)
Attenzione!
Prima di inserire la spina di rete è necessario verificare se le indicazioni riportate sulla targhetta di identificazione coincidono
con i valori locali della propria rete elettrica. In caso contrario le
conseguenze possono essere danneggiamenti o pericoli durante il lavoro!
Attenzione!
Durante i lavori indossare sempre una protezione per l’udito ed
occhiali di protezione!
Attenzione!
Evitare una postura anormale! Assumere una posizione sicura e
tenere l’equilibrio.
Attenzione!
Lavorare solo con la protezione del mandrino abbassata! Nel
caso in cui questa sia difettosa, la macchina non può essere utilizzata!
- 39 -
Page 40

Esempio tornitura longitudinale (a)
Avvertenza:
Una tornitura parallela all’asse di rotazione e l’elaborazione di oggetti cilindrici, sono l’applicazione principale di un tornio.
1. Serrare il pezzo da lavorare come descritto al capitolo „Serraggio del pezzo da lavorare“.
2. Accertarsi che il pezzo da lavorare possa girarsi liberamente.
3. Regolare il numero di giri necessario avvolgendo la cinghia
nella scatola di trasmissione (vedi paragrafo precedente). Attenzione: Prima dell’attivazione ruotare il pulsante di regolazione del numero di giri verso sinistra.
4. Serrare un utensile adatto nel supporto (vedi „Serraggio dell’utensile del tornio“).
5. Avvicinare il supporto da destra verso sinistra al pezzo da lavorare.
6. Regolare con il carrello piano 1 la profondità di taglio.
7. Avvicinare il carrello trasversale e superiore al pezzo da lavorare
8. Attivare la macchina tramite l’interruttore principale. Attenzione: Accertarsi che la protezione del mandrino sia piegata verso il basso.
9. Spostare il carrello trasversale e superiore girando i volantini. Attenzione: Non far scorrere il carrello o l’utensile del
tornio contro il mandrino rotativo!
10. Al termine dei lavori, spegnere la macchina tramite l’interruttore principale
Esempio tornitura in piano (b)
Avvertenza:
Questa modalità di lavoro è impiegata per tornire in modo piano il lato frontale di un pezzo da lavorare. A tal fine procedere come nella tornitura in piano precedentemente descritta con le seguenti particolarità:
1. Serrare il supporto laterale destro di ca. 2° - 3° in modo
sfalsato. La posizione angolare deve essere regolata orientando il supporto dell’utensile.
2. Spostare il carrello piano con il supporto dall’esterno verso
l’interno (verso il centro) ed elaborare la superficie frontale
destra oppure i fondi dell’albero.
Attenzione!
Nel caso di diametri maggiori del pezzo da lavorare, la velocità
di taglio si differenzia notevolmente nel tratto dall'esterno verso
l'interno. Per questo motivo regolare il supporto con il carrello
piano delicatamente e lentamente!
riore“. La modalità di lavorazione è la stessa come per la tornitura longitudinale.
Incisione di un pezzo da lavorare (d)
Attenzione!
Serrare l’utensile di incisione in modo possibilmente corto. Prestare attenzione ad un’altezza esatta del tagliente dell’utensile di
incisione! Questo deve trovarsi al livello dell’asse girevole e leggermente in basso ad esso!
1. Serrare l’utensile di incisione ad angolo retto nel supporto
dell’utensile.
2. Spostare il carrello piano con il supporto dall’esterno verso
l’interno (verso il centro) con cautela. Quando si passa l’asse girevole del pezzo da lavorare questo viene separato.
Attenzione:
Prestare in questo caso la massima cautela per evitare che il pezzo da lavorare staccato possa essere lanciato in aria. Pericolo di
lesioni!
Lavorazione di pezzi da lavorare più lunghi con
contropunta e punta conica (Fig. 12)
1. A tal fine sul lato destro del pezzo da lavorare deve essere applicato un foro di centraggio.
2. All’occorrenza tornire in modo piano il lato frontale destro.
3. Introdurre il mandrino (accessorio) nella bussola 5 come descritto al capitolo "Introdurre il mandrino" e serrare la punta
di centraggio.
4. Sbloccare la leva di serraggio 2 e spostare la contropunta 6
con il mandrino e la punta di centraggio vicino al lato frontale del pezzo da lavorare. Serrare nuovamente la leva di serraggio 2.
5. Attivare la macchina ed applicare il foro di centraggio con
l'avanzamento della bussola. A tal fine ruotare il volantino 3
a destra sulla contropunta e spingere con la bussola la punta di centraggio leggermente nel pezzo da lavorare. Spegnere la macchina.
6. Arretrare la bussola 5 con il volantino 3 in modo tale che il
cono del mandrino si sblocchi. Sostituire il mandrino nuovamente con la punta conica scorrevole 1
7. Avvicinare la punta scorrevole 1 o la contropunta 6 al pezzo
da lavorare. Si prega di considerare che la leva di serraggio
2 dopo l’avvicinamento è fissata al pezzo da lavorare.
8. Stringere la bussola con il volantino 3 fino all’eliminazione di
qualsiasi tipo di gioco.
9. Bloccare la bussola con la vite a testa zigrinata 4.
Esempio tornitura a sfera (c)
Il carrello superiore è dotato di una scala e può essere orientato verso due lati per la tornitura a sfera di 45°. A tal fine procedere come descritto al paragrafo „Lavorare con il carrello supe-
- 40 -
Page 41

Riparazione e manutenzione
Pulizia
Attenzione!
Per tutti gli interventi di regolazione e di manutenzione togliere
sempre la spina di rete! Sussiste il rischio di lesioni gravi o danni a causa di un avvio imprevisto dell’apparecchio o il rischio di
scosse elettriche!
1. Dopo l’utilizzo, ripulire la macchina da tutti i trucioli con un
pennello o una scopetta. Non usare per la pulizia aria compressa.
2. Tutti i componenti mobili, mandrini e guide devono essere lubrificati regolarmente o oleati!
La pulizia esterna dell’alloggiamento potrà quindi essere effettuata eventualmente con uno straccio umido. Per tale operazione è possibile usare del sapone delicato o un altro detergente
adatto. Evitare solventi o detergenti contenenti alcool (ad es.
benzina, alcool detergenti ecc.) poiché potrebbero attaccare il rivestimento in plastica dell’alloggiamento e rimuovere i lubrificanti.
Regolare il gioco delle guide (Fig. 13)
Avvertenza:
Anche se le guide vengono lubrificate o oleate regolarmente,
non è possibile evitare che dopo un po’ di tempo, a causa dell’usura, presentano un gioco.
La procedura qui descritta nell’esempio del carrello superiore è
identica per tutte le guide. Pertanto vale anche analogicamente
per le altre guide del vostro tornio. Per questo motivo queste non
vengono qui descritte separatamente. Regolare le guide secondo il seguente modo: Una "tensione" quanto basta, ma il più
scorrevole possibile!
Nota: Nel caso in cui le guide vengano regolate troppo strette,
ciò determina maggiori forze di comando ed un maggior tasso
di usura!
1. Sbloccare e svitare leggermente i controdadi 1 (Fig. 13) delle viti di regolazione 2 per il carrello superiore 3 con una chiave fissa 5.
2. Avvitare le viti di regolazione 2 con una chiave esagonale 4 in
modo uniforme fino all’eliminazione del gioco.
3. Stringere nuovamente i controdadi 1. Reggere in tale circostanza le viti di regolazione 2 con la chiave esagonale 5 nella loro posizione affinché non si possano nuovamente spostare.
4. Verificare successivamente se il supporto può essere spostato ancora facilmente e se scorre senza alcun gioco.
co di inversione sia lento, ma continuo. Per ridurre tale circostanza, procedere nel modo seguente:
1. Reggere il volantino 1 e svitare il dado a cappello 2.
2. Ruotare il volantino leggermente verso destra
3. Stringere nuovamente il dado a cappello e reggere il volantino.
Notare anche in questo caso:
Una eliminazione completa del gioco di inversione ed una regolazione troppo „tesa“ non è consigliata nei volantini: Nel caso in
cui i volantini vengano regolati troppo stretti, ciò determina maggiori forze di comando ed una maggiore usura!
Accessori per il FD 150/E
Set utensili per tornio (Articolo 24524)
Il contenuto del set degli utensili per il tornio è stato già descritto al capitolo "Selezionare l’utensile del tornio".
Mandrino a ruota dentata (Articolo 24152)
Nel mandrino possono essere serrati per la realizzazione di fori
sul lato piano delle punte da 0,5 fino a 6,5 mm.
Inserimento del mandrino (Fig. 15)
1. Rimuovere la punta conica scorrevole dalla bussola come
descritto al paragrafo "Lavorare con la contropunta"
2. Pulire il cono del mandrino 1 e la bussola 2 da grasso e sporco.
3. Introdurre il perno nella bussola e spingere con forza il mandrino.
4. Serrare la punta
5. A questo punto la contropunta 3, dopo aver sbloccato la vite di serraggio 4, può essere avvicinata al pezzo da lavorare.
Quindi stringere la vite di serraggio 4.
6. Ruotando il volantino 5, avvicinare la punta al pezzo da lavorare
7. Attivare la macchina e ruotando il volantino 5 immergere la
punta nel pezzo da lavorare fino alla profondità desiderata.
Un suggerimento: Nel caso in cui la punta venga posizionata in
modo molto leggero, la scala 6 può essere "annullata". In questo modo è possibile realizzare dei fori con una profondità definita osservando i contrassegni e contando i giri manuali: Un giro sposta la punta di 1 mm.
Regolare il gioco dei volantini (Fig. 14)
Come per le guide, ovviamente anche per i volantini non è possibile evitare l’usura durante il funzionamento che fa si che il gio-
Pinze di serraggio multigrado ER 11 (Articolo
24154)
Le pinze di serraggio sono particolarmente indicate per la lavorazione di pezzi tondi con una precisione elevata. La precisione
- 41 -
Page 42

concentrica in questo caso è maggiore rispetto ai lavori con un
mandrino a ganasce.
Attenzione!
Possono essere usati pezzi da lavorare con un diametro fino a
0,5 mm sotto il diametro nominale della pinza di serraggio.
Attenzione:
Non stringere mai il dado a risvolto quando non è inserito alcun
pezzo da lavorare.
Inserimento delle pinze di serraggio (Fig. 16)
1. Con la chiave 1 compresa nella fornitura della macchina, reggere il mandrino principale 2 agli appositi agganci e svitare il
mandrino 3 dal mandrino principale.
2. Pulire accuratamente l’alloggiamento delle pinze di serraggio
4 nel mandrino principale.
3. Introdurre la pinza di serraggio 5 ed avvitare leggermente il
dado a risvolto 6.
4. Introdurre il pezzo da lavorare adatto nella pinza di serraggio
e stringere il dado a risvolto 6 con la chiave 7 compresa nel
set delle pinze di serraggio.
Smaltimento:
Si prega di non smaltire l’apparecchio insieme ai rifiuti domestici! L’apparecchio contiene materiali che possano essere riciclati. Per ulteriori informazioni si prega di contattare l’azienda locale addetta allo smaltimento o altre strutture comunali adibite
a tale scopo.
Dichiarazione di conformità CE
Nome ed indirizzo:
PROXXON S.A.
6-10, Härebierg
L-6868 Wecker
Denominazione prodotto: FD 150/E
N. articolo: 24150
Dichiariamo sotto la propria esclusiva responsabilità, che il prodotto è conforme alle seguenti direttive e documenti normativi:
Direttiva CEE-CEM 2004/108/CEE
DIN EN 55014-1 / 02.2010
DIN EN 55014-2 / 06.2009
DIN EN 61000-3-2 / 06.2011
DIN EN 61000-3-3 / 06.2009
Direttiva sui macchinari UE 2006/42/UE
DIN EN 61029-1 / 01.2010
Data: 26.09.2012
Ing. Jörg Wagner
PROXXON S.A.
Reparto sicurezza macchine
- 42 -
Il rappresentante della documentazione CE è identico al sottoscritto.
Page 43

Instrucciones de servicio originales Torno FD 150/E
E
Contenido:
Prefacio……………………………………………………43
Indicaciones de seguridad: ………………………………43
Sinopsis sobre la máquina ………………………………44
Leyenda (Fig. 1):…………………………………………44
Descripción de la máquina ………………………………44
Volumen de suministro …………………………………45
Datos técnicos Torno FD 150/E: …………………………45
Instalación y puesta en servicio …………………………45
Elementos del torno y su manejo…………………………45
Cabezal móvil (Fig. 3): …………………………………45
Trabajar con el cabezal móvil …………………………46
Carro transversal (Fig 4) ………………………………46
Trabajar con el carro transversal ………………………46
Carro superior (Fig 5) …………………………………46
Trabajar con el carro superior …………………………46
El mandril de tres mordazas (Fig. 6) ……………………47
Sujeción de la pieza: …………………………………47
Virar las mordazas (Fig. 7): ……………………………47
El portaherramienta múltiple giratorio …………………47
Seleccionar la cuchilla (Fig. 8) …………………………47
Sujetar la cuchilla (Fig. 9) ……………………………47
Protección contra arranque ……………………………48
Revoluciones adecuadas a las necesidades ……………48
Ajustar las revoluciones del husillo (Fig. 10): ……………48
Prefacio
El uso de estas instrucciones:
• facilita conocer el aparato
• evita anomalías por un manejo inapropiado e
• incrementa la vida útil de su aparato
Cambiar de posición la correa de accionamiento ……48
Regulación electrónica de revoluciones ………………48
Trabajar con la máquina (Fig. 11): ………………………48
Ejemplo de cilindrado (a) ………………………………48
Ejemplo de refrentado (b) ………………………………49
Ejemplo de torneado cónico (c) …………………………49
Tronzado de una pieza (d) ………………………………49
Mecanizar piezas más largas con cabezal
móvil y contrapunta (Fig. 12) ……………………………49
Reparación y mantenimiento ……………………………49
Limpieza …………………………………………………49
Ajustar el juego de las guías (Fig. 13)……………………50
Ajustar el juego de los volantes (Fig. 14): ………………50
Accesorios para la FD 150/E………………………………50
Juego de cuchillas (Artículo 24524) ……………………50
Mandril portabrocas de corona dentada …………………50
(Artículo 24152) …………………………………………50
Colocar mandril portabrocas (Fig. 15) …………………50
Pinzas portapiezas multirrango ER 11 …………………50
(Artículo 24154) …………………………………………50
Empleo de las pinzas portapiezas (Fig. 16) ……………51
Eliminación ………………………………………………51
Declaración de conformidad CE …………………………51
Vista desarrollada ………………………………………112
Emplear únicamente piezas de recambio originales PROXXON.
Nos reservamos el derecho de realizar perfeccionamientos en el
sentido de los progresos técnicos. Le deseamos mucho éxito
con su aparato.
Indicaciones de seguridad:
Mantenga estas instrucciones siempre al alcance de la mano.
Opere este aparato sólo con conocimientos exactos y bajo observación de las instrucciones.
PROXXON no se responsabiliza por un funcionamiento seguro
del aparato en caso de:
•que la manipulación no corresponda al empleo habitual,
•otras finalidades de aplicación que no están mencionadas en
las instrucciones,
•inobservancia de las normas de seguridad,
•errores de operación,
•mantenimiento deficiente,
•empleo de recambios que no tengan procedencia de
PROXXON.
Para su seguridad observe imprescindiblemente las normas de
seguridad.
Evitar desorden en el lugar de trabajo
El desorden en el lugar de trabajo significa siempre también un
elevado riesgo de accidentes.
Fijar el aparato nivelado y seguro sobre una base firme
Asegure en todos los casos que el aparato, aún durante el servicio, no pueda caerse o volcarse.
Comprobar la presencia de dañosantes de cada uso del aparato
Por favor observe: las piezas defectuosas, en especial dispositivos de protección dañados, solo pueden ser sustituidos por un
profesional o por el servicio postventa PROXXON.
Utilice sólo piezas de repuesto originales Proxxon.
No manipule su máquina
No modifique nada en la máquina, no realice ninguna manipulación. La seguridad mecánica y eléctrica podría verse afectada,
especialmente
- 43 -
Page 44

existe el peligro de una descarga eléctrica y otros perjuicios para su seguridad. La consecuencia podrían ser lesiones o daños
materiales.
Jamás trabajar sin las instalaciones de protección previstas
Observe las influencias del entorno
Utilizar la máquina sólo en entornos secos y jamás en las cercanías de líquidos o gases inflamables. Cuide de una buena ventilación.
Utilice gafas de protección
Lleve una protección auditiva
El nivel de presión acústica al trabajar con la máquina puede superar 85 dB (A), por esta razón trabajar únicamente con protección auditiva.
Trate cuidadosamente el cable de conexión
Proteja el cable de conexión de calor y cantos filosos y tiéndalo
de tal manera que no pueda ser dañado. No emplear el cable para extraer la clavija de la caja de enchufe y no levantar el aparato por el cable. Observe la limpieza: proteja el cable de grasa y
aceite
Tras el trabajo limpiar profundamente el aparato
Extraer la clavija de red
En caso de no ser utilizado, antes del mantenimiento, cambio de
herramientas o reparaciones, extraer siempre la clavija de la red.
A la limpieza pertenece también la eliminación de virutas.
¡Leer detenidamente las instrucciones de manejo antes del
uso y guardarlas cuidadosamente!
Lleve la indumentaria de trabajo adecuada
No lleve durante el trabajo ninguna ropa holgada como p.ej. corbatas o pañuelos de cuello, durante el servicio pueden atraparse en las piezas móviles o la pieza movida automáticamente y
causar una lesión. Ante cabellos largos lleve una redecilla y quítese las joyas.
No emplear cuchillas de corte dañadas o deformadas
Por favor, observe siempre un estado impecable de la cuchilla
de corte: antes de cada puesta en marcha controle su estado impecable a través de una inspección visual.
Mantener alejados a niños y a personas ajenas del área de
trabajo
Cuide que los niños y las personas ajenas mantenga una distancia de seguridad suficientemente grande. Menores de 16 años
solo pueden utilizar la máquina para fines de formación bajo
instrucciones de un profesional. ¡La máquina fuera de uso debe ser guardada fuera del alcance de los niños!
No sobrecargue su herramienta
Los resultados de trabajo óptimos los alcanza naturalmente solo en una gama de prestaciones para el que la máquina haya sido dimensionada. Por esta razón evite aproximaciones demasiado grandes No emplee su máquina apartada de su finalidad
y no lo haga para trabajos para los cuales no ha sido determinada.
Manténgase siempre cuidadoso y atento
Observe la máquina durante el trabajo y proceda de manera prudente. No emplee la máquina si está desconcentrado o cansado
o ha tomado bebidas alcohólicas.
Sinopsis sobre la máquina
Leyenda (Fig. 1):
1. Cabezal fijo
2. Plato de torno
3. Soporte de cuchilla
4. Contrapunta rotativa
5. Pinola
6. Tornillo de fijación para pinola
7. Cabezal móvil
8. Volante para pinola
9. Palanca de fijación para cabezal móvil
10. Volante para carro superior
11. Carro superior
12. Carro transversal
13. Volante para carro transversal
14. Cubierta de caja de transmisión
15. Interruptor On - Off
16. Botón regulador de revoluciones
17. Protección de plato
18. Llave
19. Pasadores de sujeción
Descripción de la máquina
El FD 150/E es un torno compacto de precisión con equipamiento apropiado a la práctica: este ofrece un carro transversal
y un carro superior, un cabezal fijo sólido con soporte de rodamientos de alta calidad para el husillo de trabajo, un potente accionamiento así como un cabezal móvil con contrapunta rotativa.
Estas características en combinación con una bancada de colada continua de aluminio de precisión hace del FD 150/E un especialista para todas las piezas afiligranadas.
También las elevadas revoluciones favorecen la típica área de
aplicación:
Este posibilita aún con los mínimos diámetros de pieza, siempre una velocidad de corte adecuada, regulable a través de una
- 44 -
Page 45

transmisión de correas de dos etapas en combinación con una
regulación electrónica sensitiva.
Junto a las clásicas posibilidades del mecanizado por torneado
con el carro superior basculante se pueden producir también conos o bien elementos cónicos. Con el mandril portabrocas disponible como accesorio tampoco el taladrado frontal de orificios
representa un problema.
Además para todos los que son muy exigentes con la concentricidad, tenemos en nuestro surtido un juego de pinzas portapiezas para esta máquina. El alojamiento ER11 necesario está
previsto en el husillo principal. En las siguientes páginas les presentamos de forma extensa la máquina y sus posibilidades así
como los accesorios disponibles. ¡El equipo de Proxxon le desea muchas satisfacciones y mucho éxito con el trabajo de su
máquina!
Volumen de suministro
1 unid. torno FD 150/E
1 unid. instrucciones de manejo
1 unid. folleto de indicaciones de seguridad
1 unid. llave de boca
2 unid. pasadores de sujeción
Datos técnicos Torno FD 150/E:
Tensión: 230 Volt
Frecuencia: 50/60 Hz
Potencia: 100 Watt
Distancia entre puntas: 150 mm
Altura de puntas: 55 mm
Altura sobre soporte: 33 mm
Capacidad de sujeción de
mordazas interiores: 1,5 – 32 mm
Capacidad de sujeción de
mordazas exteriores: 12 – 65 mm
Regulación de carro transversal: 40 mm
Regulación de carro superior: 60 mm
Paso del husillo: 8,5 mm
Alojamiento cónico, lado del plato: para pinzas portapiezas
ER11
Portaherramientas para cuchillas: 6 x 6
Dimensiones del aparato: 360 x 150 x 150
Peso: aprox. 4,5 kg
Revoluciones del husillo:
- en nivel de transmisión 1: 800 – 2500 r.p.m.
- en nivel de transmisión 2: 1000 – 5000 r.p.m.
¡Sólo para servicio en ambientes cerrados!
Por favor, no eliminar este aparato a través de
los residuos domésticos.
Por favor, trabajar siempre con protección auditiva.
Instalación y puesta en servicio
¡Peligro!
Existe la posibilidad de un arranque inesperado. Las consecuencias podrían ser lesiones.
Por esta razón al realizartrabajos de ajuste y mantenimiento
siempre extraer la clavija de la red.
Instalación del aparato (Fig 2a y Fig. 2b):
¡Atención!
Por favor, compruebe la presencia de daños de transporte en el
aparato inmediatamente tras desembalarlo. Un daño del embalaje indica ya eventualmente a un tratamiento inadecuado durante el transporte. Los daños de transporte deben ser reclamados inmediatamente en el revendedor o en la empresa transportadora correspondiente.
Al equipamiento estándar del torno PROXXON FD 150/E pertenecen los siguientes elementos:
•Mandril de tres mordazas
•Protección de plato
•Contrapunta rotativa
•Juego de herramientas
•Portaherramientas
¡Atención!
Al levantar la máquina observar que la cubierta de plástico 1
(Fig. 2 a) de la caja de poleas esté cerrada. En caso contrario cerrar la cubierta y apretar los 2 tornillos moleteados. En caso
contrario la cubierta podría romperse.
1. Para instalar el torno extraerlo del embalaje y colocarlo sobre un sustrato recto y nivelado. La superficie de instalación
debe ser estable y estar libre de vibraciones. ¡Observar que
esté garantizada una ubicación segura!
2. Por favor observe: para el servicio de la máquina esta debe
ser atornillada firmemente al sustrato. En las bridas angulares y capuchones terminales de la bancada se han previsto
perforaciones (Pos. 3) para ello. Por favor emplee tornillos
con 4 mm de diámetro.
3. Del lado del cabezal fijo es importante para la accesibilidad
al orificio de tornillos, volcar hacia fuera la cubierta de material plástico 1 de la caja de poleas. Para ello simplemente
soltar el tornillo moleteado 2 (Fig. 2a) y abrir la cubierta de
material plástico.
Elementos del torno y su manejo
Cabezal móvil (Fig. 3):
El cabezal móvil 1 sobre el lado derecho de la bancada de la máquina contiene la pinola 2. En el cono interior contenido en ella
se coloca la contrapunta rotativa 3. Con esta se pueden soportar y estabilizar piezas largas.
- 45 -
Page 46

¡Atención!
Cuando la saliente del plato es mayor que aprox. 3 veces el diámetro de la pieza, como principio esta última tiene que ser sujetada en el extremo derecho por el cabezal móvil con la contrapunta.
En este caso la punta idealmente debe encajar en una así llamada perforación de centrado. Esta puede ser realizada con el mandril de taladrado disponible como accesorio. El procedimiento se
describe más tarde extensamente.
Trabajar con el carro transversal
1. El carro transversal (junto con el carro superior) puede ser
aproximado a la posición de mecanización contra la pieza sobre las guías de la bancada. Para ello soltar la palanca de fijación 4, desplazar el carro a la posición deseada y volver a
sujetar la palanca de fijación 4.
2. Antes o durante el trabajo regular según necesidad la posición de la cuchilla 3 girando el volante 2.
¡Atención!
Los conos dealojamiento siempre tienen queestar absolutamente limpios.
Suciedad y ante todo virutas de metal afectan la exactitud y pueden tornar inservible la pinola y el cono.
Trabajar con el cabezal móvil
1. Para colocar por ejemplo la contrapunta 3 extraer la pinola 2
girando el volante 4 aprox. 10 mm.
2. Insertar firmemente a mano la contrapunta con el cono en la
pinola. El cono asienta firmemente y no puede ser extraído
desde adelante.
3. Para desplazar hacia fuera bastamente el cabezal móvil 1 a la
pieza soltar la palanca de fijación 5 (Fig. 3), desplazar el cabezal móvil sobre las guías de la bancada a la posición deseada y volver a apretar la palanca de fijación 5. Girando el
volante 4 se puede aplicar la contrapunta de forma dosificada con ligera presión sobre el lado frontal de la pieza. La pinola debe ser fijada en esta posición apretando el tornillo
moleteado 6.
4. Para soltar el cono de la punta rotativa (u otra herramienta allí
colocada) tras el trabajo desplazar la pinola 2 lo más adentro
posible del cabezal móvil girando el volante. El cono se suelta y puede ser extraído.
Carro transversal (Fig 4)
El carro transversal 1 posibilita girando el volante 2 el movimiento vertical de la cuchilla 3 hacia el eje de torneado de la
pieza.
Esto permite la aproximación durante el trabajo, esto es la regulación del espesor de la viruta.
Atención: Los volantes de la máquina están equipados con anillos de escala giratorios: Para desplazar el carro un valor definido se puede colocar el anillo de escala a 0. La aproximación
exacta puede ser leída sobre la escala durante el accionamiento
del volante.
Mas allá de ello se posibilita la mecanización de la superficie plana frontal de la pieza (refrentar) o el así llamado "tronzado" de
una pieza. Bajo esto se entiende el tronzado más allá del eje de
torneado de manera que la pieza se suelta.
Carro superior (Fig 5)
El carro superior 1 posibilita el guiado inmediato y el desplazamiento del portaherramientas incluyendo la cuchilla preferentemente en dirección longitudinal.
Adicionalmente en nuestra máquina el carro superior es basculante: Esto posibilita no solo producir piezas cilíndricas, desplazando la cuchilla paralela al eje longitudinal de la máquina (cilindrar): también se pueden tornear piezas cónicas o tramos cónicos, cuando se bascula el carro superior un poco.
Para ello hemos adosado una escala de ángulos que, con la ayuda de esta, se puede ajustar el ángulo del cono a ser producido.
El recorrido de desplazamiento del carro sobre las guías precisas en cola de milano es de 60 mm.
Trabajar con el carro superior
En estado de suministro el carro superior 1 está ajustado exactamente a =0º, esto es para cilindrado.
1. Desplazar radialmente la cuchilla 3 girando el volante 2 a la
posición deseada
2. Conectar la máquina. ¡Atención! Observar que la protección
del plato 6 se encuentre en la posición inferior.
3. Girando el volante 5 desplazar longitudinalmente el carro superior 1 con la cuchilla con la aproximación deseada a la pieza en rotación
Si se debe tornear un cono, el carro superior 1 debe ser basculado por el total deseado:
1. Desplazar el carro superior 1 girando el volante 5 hacia la derecha hasta que el tornillo 4 sea accesible
2. Soltar el tornillo 4 y ajustar la conicidad deseada en función
de las marcaciones sobre la escala angular 7.
3. Apretar nuevamente el tornillo 4. Girando el volante 5 se puede desplazar el carro superior y con ello la cuchilla durante
el torneado.
Por favor observe que aquí, como en otros volantes de la
máquina, los anillos de escala son móviles y pueden llevarse a
cero. El recorrido realizado de la cuchilla puede ser leído de la
escala. Una vuelta de volante corresponde a un milímetro de
tramo.
- 46 -
Page 47

El mandril de tres mordazas (Fig. 6)
El portaherramienta múltiple giratorio
El plato de sujeción 1 sirve para el alojamiento y la sujeción de
las piezas a ser mecanizadas. Este tiene un pasaje de 8,5 mm,
exactamente como el husillo de trabajo de la máquina. De este
modo se pueden conducir materiales redondos con un diámetro de unos 8 mm también a través del husillo.
¡Atención!
Cuando se sujeta una pieza más larga que se conduce a través
del husillo y sobresale hacia la izquierda, existe un elevado riesgo de lesiones. En este caso sea especialmente cuidadoso para
que ningún objeto pueda ser atrapado por el árbol en rotación.
Asegure especialmente esta zona.
Sujeción de la pieza:
Insertar los dos pasadores 2 y 3 incluidos en el volumen de suministro en los orificios previstos para ellos en el perímetro de
ambos cuerpos del plato y girar ambas partes del mismo en
contrasentido para abrir las mordazas de sujeción. El sentido de
giro contrario provoca, tras la colocación de la pieza, un cierre
de las mordazas y con ello la sujeción de la pieza.
Virar las mordazas (Fig. 7):
Si las mordazas se giran completamente hacia fuera tal como se
describe arriba, pueden ser extraídas, viradas y vueltas a colocar.
La figura 7 muestra una vez la posición normal: Esta sirve para
la sujeción convencional como se muestra en la Fig. 6 y para sujetar p.ej. material en tubos por el interior. A la derecha están representadas las mordazas viradas: En esta posición también
pueden ser sujetadas piezas con un perímetro exterior grande.
1. ¡Atención! Las mordazas están numeradas. Abrir el plato del
torno hasta que las mordazas se suelten de él. Esto se produce en el orden 3, 2 y 1.
2. Virar las mordazas e introducir primero la nº 3 en una de las
guías.
3. Presionar la mordaza nº 3 en dirección del centro del plato del
torno y simultáneamente girar el plato a la posición "Sujetar".
4. Cuando la rosca helicoidal haya tomado la mordaza nº 3 se
debe introducir la mordaza nº 2 en la siguiente guía (en el sentido de las agujas del reloj).
5. Ejecutar el procedimiento como antes descrito con la nº 2 y
la nº 1.
6. A continuación comprobar si todas las mordazas se encuentran en posición centrada.
7. Si desea trabajar nuevamente con el mandril de mordazas interiores, repita los pasos antes descritos sin embargo en la
secuencia inversa, esto es primero colocar las mordazas nº
1 y nº 2 y a continuación la nº 3.
Seleccionar la cuchilla (Fig. 8)
¡Atención!
Para un correcto torneado es indispensable que:
•se haya seleccionado la cuchilla correcta para la finalidad correspondiente,
•el filo de la cuchilla esté filoso,
•el filo de la cuchilla se encuentre exactamente en el "centro"
•yse trabaje con las revoluciones correctas.
Aquí se presentan los tipos de revoluciones que hemos reunido
en nuestro juego de cuchillas 24524 (accesorio):
Cuchilla lateral izquierda (a)
•Se emplea para que en poco tiempo se pueda desbastar en
lo posible mucha viruta el dirección de mecanizado izquierda, sin tener especialmente en cuenta la calidad de la superficie de la pieza.
Cuchilla lateral derecha (b)
•Se emplea para que en poco tiempo se pueda desbastar en
lo posible mucha viruta el dirección de mecanizado derecha,
sin tener especialmente en cuenta la calidad de la superficie
de la pieza.
Cuchillas para desbastar (c)
•Para un trabajo previo basto en las piezas. Debido a un filo
especial, esta cuchilla se adapta para un elevado desbaste del
material sin grandes requerimientos a la calidad de la superficie.
Cuchillas de punta (d)
•Se emplean para obtener una superficie limpia con reducido
desprendimiento de viruta.
Cuchilla para tronzar (e)
•Para torneado de tronzado y para cortar la pieza durante el
mismo.
Cuchillas de mandrilado (f)
•Se emplean para el torneado interior.
Sujetar la cuchilla (Fig. 9)
¡Atención!
Sujetar la cuchilla en lo posible corta. Una saliente muy grande
conduce a vibraciones, inexactitudes y una superficie irregular.
En el portaherramientas múltiple se pueden sujetar cuchillas con
una sección de hasta 6 x 6 mm
1. Desenroscar ambos tornillos de fijación 1 (Fig. 9) hasta que
la cuchilla 2 seleccionada se adapte al alojamiento
- 47 -
Page 48

2. Colocar la cuchilla en la ranura del portaherramientas y afirmarla con los tornillos 1. Atención: ¡Sujetar la cuchilla lo más
corta posible!
3. Desplazar la punta de la cuchilla a la punta de la contrapunta del cabezal móvil y verificar la altura.
Para una compensación de altura ante diferentes tamaños de cuchillas, puede ser necesario suplementar estas últimas p.ej. con
finas chapas.
El portaherramientas brinda la posibilidad de sujetar simultáneamente dos cuchillas. Esto facilita el trabajo debido a que tras el
ajuste de las cuchillas entre cada uno de los pasos de mecanización en una pieza, el portaherramientas sólo tiene que ser basculado para trabajar en cada caso con la cuchilla adecuada.
Para ello simplemente soltar el tornillo de hexágono interior 4,
bascular el portaherramientas y volver a apretar el tornillo 4.
Naturalmente también de este modo en caso necesario se puede regular el ángulo de la cuchilla con respecto a la pieza.
Protección contra arranque
¡Atención!
Por razones de seguridad la máquina está equipada con una así
llamada protección contra arranque: en caso de una breve interrupción de tensión durante el servicio, por razones de seguridad la máquina no se vuelve a poner en marcha de forma autónoma.
Sin embargo en este caso la máquina puede ser arrancada normalmente con el botón de conexión.
Revoluciones adecuadas a las necesidades
Según el material de la pieza y el diámetro se deben ajustar las
revoluciones del husillo: por una parte la velocidad de corte desciende con menores radios de torneado lo que debe ser compensado con revoluciones más elevadas y por el otro la elección
de las revoluciones correctas aún depende en gran medida del
material a ser mecanizado. Aquí vale entonces encontrar el compromiso exacto.
Para ello hemos equipado nuestro torno con una regulación
electrónica de revoluciones así como una transmisión de correa
de dos etapas.
De este modo se puede cubrir el rango de revoluciones de 800
hasta 5000 r.p.m.
Ajustar las revoluciones del husillo (Fig. 10):
1. Soltar el tornillo moleteado 1 en el cabezal fijo y volcar la
tapa 2.
2. Soltar el tornillo de hexágono interior del tensor de correa 3.
3. Preseleccionar el nivel de revoluciones correspondiente cambiando de posición la correa de accionamiento 4. Por favor
observe el asiento correcto de la correa de accionamiento
sobre las poleas de la correa.
4. Presionar el tensor 3 en el agujero oblongo 5 ligeramente
contra la correa de accionamiento y volver a apretar el tornillo de hexágono interior. Observar una tensión adecuada de
la correa. Una tensión excesiva incrementa el desgaste de
correa y cojinetes y frena intensamente el motor.
5. Antes de iniciar los trabajos volver a cerrar la caja de poleas
y volver a apretar el tornillo moleteado 1.
Regulación electrónica de revoluciones
Adicionalmente a la elección de las etapas de transmisión mediante el cambio de posición de la correa de accionamiento, su
máquina le ofrece adicionalmente la posibilidad de adaptar electrónicamente las revoluciones a las condiciones correspondientes.
1. Girar el botón de regulación de revoluciones Pos. 6 (Fig. 10)
hacia la izquierda o hacia la derecha para ajustar las revoluciones durante el servicio.
Trabajar con la máquina (Fig. 11):
¡Atención!
Antes de enchufar la clavija a la red compruebe por favor, si las
indicaciones sobre la placa de características coinciden con las
condiciones locales de su red de corriente. En caso de no ser
coincidentes, la consecuencia pueden ser daños y peligros durante el trabajo!.
¡Atención!
Por favor, al trabajar llevar siempre protección auditiva y gafas
de protección.
¡Atención!
Evite posturas corporales anormales. Cuide de una posición segura y mantenga el equilibrio.
¡Atención!
Trabaje únicamente con la protección del plato volcada hacia
abajo. ¡Si esta está defectuosa la máquina ya no puede ser operada!
Cambiar de posición la correa de accionamiento
¡Atención!
Antes de trabajar en las cajas de poleas desenchufar imprescindiblemente la clavija eléctrica. ¡Peligro de lesiones!
- 48 -
Ejemplo de cilindrado (a)
Nota:
Torneados paralelos al eje de rotación y mecanizado de objetos
cilíndricos son las aplicaciones principales de un torno.
Page 49

1. Sujetar la pieza como se describe en el capítulo "Sujetar la
pieza".
2. Asegúrese que la pieza pueda girar libremente.
3. Ajustar las revoluciones necesarias cambiando de posición
de las correas en la caja de poleas (véase capítulo anterior).
Atención: antes de conectar girar el botón regulador de revoluciones hacia la izquierda
4. Sujetar una cuchilla adecuada en el portaherramientas (véase "Sujetar cuchilla").
5. Aproximar el soporte a la pieza de derecha a izquierda.
6. Con el carro transversal 1 ajustar la profundidad de corte.
7. Aproximar el carro transversal y el superior a la pieza
8. Conectar la máquina por el interruptor principal. Atención:
observar que la protección del plato esté volcada hacia abajo.
9. Desplazar el carro transversal y superior girando los volantes. Atención: ¡No dejar que el carro o la cuchilla marchen
contra el plato de torno!
10. Tras la finalización de los trabajos desconectar la máquina
por el interruptor principal
Ejemplo de refrentado (b)
Nota:
Este modo de trabajo se emplea para tornear plano el lado frontal de una pieza. Proceda para ello como antes se ha descrito para refrentar con las siguientes particularidades:
1. Sujetar la cuchilla lateral derecha desviada en aprox. 2º a 3º.
La posición angular se debe ajustar mediante basculación
del portaherramientas.
2. Mover el carro transversal con la cuchilla desde el exterior ha-
cia el interior (al centro) y a la vez mecanizar la superficie
frontal derecha o los rebajos del árbol.
¡Atención!
En diámetros de pieza mayores la velocidad de corte difiere considerablemente desde el exterior al interior.¡Por esta razón aproximar la cuchilla con el carro transversal de forma cuidadosa y
lenta!
Ejemplo de torneado cónico (c)
El carro superior está equipado con una escala y puede ser basculado hacia dos lados para torneados cónicos en 45º. Para ello
proceder como se describe bajo "Trabajar con el carro superior".
El modo de mecanizado es el mismo que en el cilindrado.
Tronzado de una pieza (d)
¡Atención!
Sujetar la cuchilla de tronzado en lo posible corta. ¡Observar la
altura exacta del filo de la cuchilla de tronzado! Este debe encontrarse en el nivel del eje de rotación o muy ligeramente por
debajo.
1. Sujetar la cuchilla de tronzado en ángulo recto en el portaherramientas.
2. Mover el carro transversal con la cuchilla cuidadosamente
desde el exterior hacia el interior (al centro). Al pasar el eje
de rotación de la pieza esta se corta.
¡Atención!
Proceda con suma precaución para evitar que la pieza cortada
sea arrojada. ¡Peligro de lesiones!
Mecanizar piezas más largas con cabezal
móvil y contrapunta (Fig. 12)
1. Para este fin se debe taladrar una perforación de centrado sobre el lado derecho de la pieza.
2. En caso necesario refrentar el lado frontal derecho.
3. Colocar el mandril portabrocas (accesorio) en la pinola 5 como se describe en el capítulo "Colocar mandril portabrocas"
y sujetar una broca de centrar.
4. Soltar la palanca de fijación 2 y desplazar el cabezal móvil 6
con el mandril portabrocas y la broca de centrar hasta cerca
del lado frontal de la pieza. Volver a sujetar la palanca de fijación 2.
5. Conectar la máquina y taladrar la perforación de centrado
con ayuda del avance de la pinola. Para ello girar el volante
3 en el cabezal móvil y con la pinola empujar ligeramente la
broca en el centro en la pieza. Desconectar la máquina.
6. Retroceder la pinola 5 con el volante 3 hasta que se suelte el
cono del mandril portabrocas. Sustituir el mandril portabrocas nuevamente por la contrapunta rotativa 1
7. Aproximar la contrapunta rotativa 1 o bien el cabezal móvil 6
a la pieza. Por favor observe que la palanca de fijación 2 esté sujeta tras la aproximación a la pieza.
8. Aproximar la pinola con el volante 3 hasta que se haya eliminado cualquier juego.
9. Bloquear la pinola con ayuda del tornillo moleteado 4.
Reparación y mantenimiento
Limpieza
¡Atención!
Para todos los trabajos de ajuste y mantenimiento extraer la clavija de la red. ¡Existe el peligro de graves lesiones o daños debido por un arranque accidental del aparato o el peligro de una
descarga eléctrica!
1. Tras el empleo limpiar profundamente la máquina de todas
las virutas con un pincel o una escobilla de mano. No emplear
aire comprimido para la limpieza.
2. ¡Lubricar o bien aceitar regularmente todas las piezas móviles, husillos y guías!
La limpieza exterior de la carcasa puede entonces ser realizada
con un paño suave, eventualmente humedecido. En este caso se
puede emplear jabón u otro producto de limpieza apropiado. Se
- 49 -
Page 50

deben evitar los productos de limpieza con contenido de alcohol o disolventes (p.ej. bencina, alcoholes de limpieza, etc.), debido a que estos pueden agredir las envolturas plásticas de la
carcasa.
Ajustar el juego de las guías (Fig. 13)
Nota:
Aún cuando las guías se engrasan o bien aceitan regularmente,
no se puede evitar que después de un tiempo presenten juego
debido al desgaste.
Del procedimiento descrito aquí sobre la base del carro superior
es similar para todas las guías, por esta razón también es válido para otras guías de su torno. Debido a ello estas no son tratadas por separado. Ajuste las guías de acuerdo al lema: ¡Apenas tan "firmes" como sea necesario, pero con la mayor suavidad de marcha posible!
Tenga en cuenta: ¡Si las guías se ajustan muy estrechamente
esto requiere elevadas fuerzas de manejo así como un desgaste incrementado!
1. Soltar las contratuercas 1 (Fig. 13) de los tornillos de regulación 2 para el carro superior 3 con una llave de boca 5 y
desenroscarlas un poco.
2. Enroscar uniformemente los tornillos de regulación 2 con
una llave de hexágono interior hasta que el juego se haya eliminado.
3. Volver a apretar las contratuercas 1. En este caso sujetar en
su posición los tornillos de regulación 2 con la llave hexagonal 5 para que no se vuelvan a desregular.
4. A continuación comprobar si el soporte aún permite ser desplazado longitudinalmente y si marcha completamente libre
de juego.
Ajustar el juego de los volantes (Fig. 14):
Exactamente como en las guías, naturalmente también en los volantes no se puede evitar el desgaste durante el servicio, que
ocasiona que el juego de inversión se agrande lentamente pero
de forma constante. Para minimizar esto proceda por favor de
la siguiente manera:
1. Sujetar el volante 1 y soltar la tuerca de sombrerete 2.
2. Girar el volante un poco hacia la derecha
3. Volver a apretar la tuerca de sombrerete y a la vez sujetar el
volante.
Observa también aquí:
Una eliminación completa del juego de inversión y una regulación "firme" no es conveniente en los volantes. ¡Si los volantes
se ajustan muy estrechamente esto condiciona también aquí a
elevadas fuerzas de manejo así como un desgaste incrementado!
Accesorios para la FD 150/E
Juego de cuchillas (Artículo 24524)
El contenido del juego de cuchillas ya ha sido presentado bajo
el capítulo "Seleccionar cuchillas".
Mandril portabrocas de corona dentada
(Artículo 24152)
En el mandril portabrocas se pueden sujetar brocas de 0,5 a 6,5
mm para la confección de perforaciones del lado frontal.
Colocar mandril portabrocas (Fig. 15)
1. Retirar la contrapunta rotativa de la pinola como se explica
bajo "Trabajar con el cabezal móvil".
2. Limpiar bien el cono del mandril 1 y la pinola 2 de grasa y suciedad.
3. Colocar el pivote en la pinola y empujar con fuerza el mandril portabrocas.
4. Sujetar la broca
5. Ahora se puede aproximar el cabezal móvil 3 completo a la
pieza a ser mecanizada tras soltar el tornillo de fijación 4. A
continuación apretar el tornillo de fijación 4.
6. Girando el volante 5 aproximar la broca a la pieza
7. Conectar la máquina y girando el volante 5 dejar penetrar la
broca hasta la profundidad deseada en la pieza.
Una sugerencia: si la broca se aplica muy ligeramente, el anillo
de escala 6 puede "ponerse a cero". De esta manera se pueden
mecanizar perforaciones con profundidad definida observando
la marcaciónde la escala y contando las vueltas del volante hasta aproximar. En una vuelta la broca avanza 1 mm.
Pinzas portapiezas multirrango ER 11
(Artículo 24154)
Las pinzas portapiezas se adaptan especialmente para la mecanización de piezas redondas con elevada precisión. La exactitud
de la concentricidad es en este caso considerablemente más
elevada que al trabajar con un plato de mordazas.
¡Atención!
Se pueden emplear piezas con un diámetro de hasta 0,5 mm debajo del diámetro nominal de la pinza portapiezas.
¡Atención!
No apretar jamás la tuerca de racor cuando se ha colocado una
pieza.
- 50 -
Page 51

Empleo de las pinzas portapiezas (Fig. 16)
1. Con la llave 1 suministrada con la máquina sujetar el husillo
principal 2 en los aplanamientos previstos para ello y desenroscar el plato 3 del husillo principal.
2. Limpiar profundamente los asientos para alojamiento de las
pinzas portapiezas 4 en el husillo principal.
3. Colocar la pinza portapiezas 5 y enroscar ligeramente la tuerca de racor 6.
4. Introducir la pieza adecuada en la pinza portapiezas y apretar la tuerca de racor 6 con la llave 7 adjunta al juego de
pinzas portapiezas.
Declaración de conformidad CE
Nombre y dirección:
PROXXON S.A.
6-10, Härebierg
L-6868 Wecker
Denominación de producto: FD 150/E
Artículo Nº: 24150
Declaramos bajo exclusiva responsabilidad, que este producto
cumple las siguientes normas y documentos normativos:
Eliminación
Por favor,no desguace el aparato con los residuos domésticos.
El aparato contiene materiales que pueden ser reciclados. Para
consultas al respecto diríjase por favor a su empresa local de eliminación de residuos u otras instalaciones comunales apropiadas.
Directiva de compatibilidad electromagnética
UE 2004/108/CE
DIN EN 55014-1 / 02.2010
DIN EN 55014-2 / 06.2009
DIN EN 61000-3-2 / 06.2011
DIN EN 61000-3-3 / 06.2009
Directiva de máquinas UE 2006/42/CE
DIN EN 61029-1 / 01.2010
Fecha: 26.09.2012
Ing.Dipl. Jörg Wagner
PROXXON S.A.
Campo de actividades: Seguridad de aparatos
El delegado para la documentación CE es idéntico con el
firmante.
- 51 -
Page 52

Originele gebruikshandleiding Draaimachine FD 150/E
NL
Inhoud:
Voorwoord…………………………………………………52
Veiligheidsaanwijzingen: …………………………………52
Overzicht van de machine…………………………………53
Legenda (fig. 1): ………………………………………53
Beschrijving van de machine ……………………………53
Leveringspakket …………………………………………54
Technische gegevens draaimachine FD 150/E: …………54
Opstellen en ingebruikname ……………………………54
Opstellen van de machine (fig 2a en fig. 2b): ……………54
Elementen van de draaimachine en de bediening ervan…54
Losse kop (fig. 3): ………………………………………54
Werken met de losse kop ……………………………55
Dwarsslede (fig. 4): ……………………………………55
Werken met de dwarsslede ……………………………55
Bovenslede (fig. 5) ………………………………………55
Werken met de bovenslede ……………………………55
De 3-klauwplaat (fig. 6) …………………………………56
Spannen van het werkstuk: ……………………………56
Draaien van de bekken (fig. 7): ………………………56
De draaibare meervoudige beitelhouder …………………56
Draaibeitel selecteren (fig. 8) …………………………56
Draaibeitel inspannen (fig. 9) …………………………56
Herstartbeveiliging ………………………………………57
Noodzakelijk toerental……………………………………57
Voorwoord
Het gebruik van deze handleiding:
Spiltoerentallen instellen (fig. 10) ………………………57
Omleggen van de aandrijfriem…………………………57
Elektronische toerentalregeling ………………………57
Werken met de machine (fig. 11)…………………………57
Voorbeeld lengtedraaien (a) ……………………………57
Voorbeeld vlakdraaien (b) ………………………………58
Voorbeeld kegeldraaien (c) ………………………………58
Afsteken van een werkstuk (d) …………………………58
Bewerken van langere werkstukken met losse
kop en center (fig. 12) …………………………………58
Reparatie en onderhoud …………………………………58
Reiniging ………………………………………………58
Speling van de geleidingen instellen (fig. 13) ……………58
Speling van de handwielen instellen (fig. 14):……………59
Toebehoren voor de FD 150/E ……………………………59
Draaibeitelset (artikel 24524) ……………………………59
Tandkransboorhouder (artikel 24152) …………………59
Boorhouder inzetten (fig. 15) …………………………59
Multifunctionele spantangen ER 11 ……………………59
(artikel 24154) …………………………………………59
Plaatsen van de spantangen (fig. 16) …………………59
Afdanking: …………………………………………………59
EG-conformiteitsverklaring ………………………………60
Explosietekeningen………………………………………112
Alleen originele PROXXON – reserveonderdelen gebruiken. Nieuwe ontwikkelingen in de zin van technische vooruitgang zijn
voorbehouden. Wij wensen u veel succes met de machine.
• vereenvoudigt het gebruik van de machine.
• voorkomt storingen door ondeskundige bediening
• verhoogd de levensduur van de machine.
Zorg ervoor dat u de handleiding altijd binnen handbereik hebt.
Gebruik de machine alleen als u precies weet hoe hij werkt en
volg de handleiding nauwkeurig op.
PROXXON is niet verantwoordelijk voor de veilige werking van
de machine bij:
•gebruik dat niet strookt met de aangegeven toepassingen;
•andere toepassingen die niet in de handleiding staan vermeld;
•niet in acht nemen van de veiligheidsvoorschriften.
•bedieningsfouten
•slecht onderhoud
•gebruik van vervangende onderdelen die niet van PROXXON
zijn
Raadpleeg altijd de veiligheidsvoorschriften met het oog op uw
veiligheid.
- 52 -
Veiligheidsaanwijzingen:
Rommelig werkterrein vermijden.
Een rommelig werkterrein betekent altijd ook een groter ongevalsrisico.
Apparaat vlak en veilig op een vaste ondergrond bevestigen.
Verzeker u er in ieder geval van dat het apparaat ook tijdens de
werking niet kan vallen of kantelen.
Apparaat vóór ieder gebruik op schade controleren.
Let op het volgende: defecte onderdelen, vooral beschadigde
beschermkappen mogen alleen worden vervangen door een
vakman of de PROXXON-klantenservice
Gebruik alleen originele Proxxon-reserveonderdelen.
Breng geen manipulaties aan op de machine!
Page 53

Verander niets aan de machine, breng geen manipulaties aan! De
mechanische en elektrische veiligheid kan daardoor in gevaar komen, er bestaat vooral
gevaar voor elektrische schokken en vermindering van uw veiligheid. Lichamelijk letsel en materiële schade kunnen het gevolg
zijn.
Behandel de aansluitkabel zorgvuldig!
Aansluitkabel beschermen tegen hitte en scherpe randen en zo
aanleggen dat hij niet kan beschadigen. Kabel niet gebruiken om
de stekker uit het stopcontact te trekken en de machine niet aan
de kabel optillen. Let op de hygiëne: bescherm de kabel tegen vet
en olie!
Nooit zonder de aanwezige beschermkappen werken.
Let op omgevingsinvloeden!
De machine alleen in droge omgeving en nooit in de buurt van
brandbare vloeistoffen of gassen gebruiken. Zorg voor goede
verlichting!
Gebruik een veiligheidsbril!
Draag gehoorbescherming!
Het geluidsdrukniveau bij het werken met de machine kan hoger
zijn dan 85 dB (A), daarom moet u altijd gehoorbescherming gebruiken!
Draag geschikte werkkleding!
Draag tijdens het werken geen loshangende kleding, zoals stropdas of sjaal, want deze kunnen verstrikt raken in een van de bewegende delen of het automatisch bewegende werkstuk en letsel veroorzaken. Draag als u lang haar hebt, een haarnetje en doe
uw sieraden af.
Geen beschadigde of vervormde draaibeitels gebruiken.
Zorg er altijd voor dat de draaibeitels in goede staat zijn. Controleer dit voor ieder gebruik door zichtcontrole op deugdelijkheid!
Kinderen en mensendie niet bijde werkzaamheden betrokken
zijn uit de buurt van de werkplek houden.
Zorg ervoor dat kinderen en mensen die niet bij de werkzaamheden zijn betrokken op veilige afstand blijven! Jongeren onder
de 16 mogen de machine alleen onder deskundige begeleiding
en voor opleidingsdoeleinden gebruiken. Als de machine niet
wordt gebruikt, moet hij op een voor kinderen ontoegankelijke
plek worden bewaard!
De machine niet overbelasten.
Optimale werkresultaten bereikt u natuurlijk alleen in een vermogensgebied dat voor de machine geschikt is! Voorkom daarom te grote snijdieptes! Gebruik uw machine niet voor andere
toepassingen en werkzaamheden dan waar hij voor bestemd is.
Houd altijd al uw aandacht bij de werkzaamheden!
Let tijdens het werken op de machine en ga verstandig te werk.
Gebruik de machine niet als u niet geconcentreerd of moe bent
of alcohol gedronken hebt.
Reinig de machine grondig na gebruik!
Netstekker uittrekken!
Als de machine niet wordt gebruikt, voor onderhoud, vervanging
van onderdelen, reiniging of reparatie, altijd de stekker uittrekken! Bij reinigen hoort ook het verwijderen van houtspanen!
Gebruikshandleiding voor gebruik goed doorlezen en zorgvuldig bewaren!
Overzicht van de machine
Legenda (fig. 1):
1. Spilkop
2. Draaiklauwplaat
3. Draaibeitelhouder
4. Meelopende center
5. Pinole
6. Klembout voor pinole
7. Losse kop
8. Handwiel voor pinole
9. Klemhendel voor losse kop
10. Handwiel voor bovenslede
11. Bovenslede
12. Dwarsslede
13. Handwiel voor dwarsslede
14. Afdekking tandwielkast
15. AAN/UIT-schakelaar
16. Toerentalregelknop
17. klauwplaatbescherming
18. Sleutels
19. Spanstiften
Beschrijving van de machine
De FD 150/E is een compacte precisiedraaimachine met praktijkgerichte uitrusting: de machine heeft een dwars- en bovenslede, een solide spilkop met een hoogwaardige walslager voor
de werkspil, een krachtige aandrijving en een losse kop met meelopende center.
Deze kenmerken in combinatie met de het zeer vaste en nauwkeurige machinebed van aluminium strenggietwerk maakt de FD
150/E tot een specialist voor alle filigraan werkstukken.
Ook het hoge toerental is een voordeel voor het typische toepassingsgebied:
dit maakt dat ook bij de kleinste werkstukdiameters altijd de passende snijsnelheid mogelijk is, instelbaar via een tweetraps rie-
- 53 -
Page 54

maandrijving in combinatie met een fijngevoelige elektronische
regeling.
Naast de klassieke mogelijkheden van de draaibewerking, kunnen met de draaibare bovenslede ook kegels, resp. kegelvormige elementen worden gemaakt. Met de als toebehoren verkrijgbare boorhouder is ook het frontaal boren van gaten geen probleem.
En voor iedereen die bijzonder hoge eisen aan de rondloop stelt,
hebben wij een spanklemmenset voor deze machine in ons assortiment: de noodzakelijke ER11-opname is in de hoofdspil
aanwezig. Op de volgende pagina's stellen wij u de machine en
mogelijkheden en verkrijgbare toebehoren uitvoerig voor. Het
team van Proxxon wenst u veel plezier en veel succes bij het werken met uw machine!
Leveringspakket
1 draaimachine FD 150/E
1 bedieningshandleiding
1 brochure veiligheidsvoorschriften
1 gaffelsleutel
2 spanstiften
Technische gegevens draaimachine FD 150/E:
spanning: 230 Volt
frequentie: 50/60 Hz
vermogen: 100 Watt
centerlijn: 150 mm
centerhoogte: 55 mm
hoogte boven support: 33 mm
spangebied binnenklauw: 1,5 – 32 mm
spangebied buitenklauw: 12 – 65 mm
dwarsslede-instelling: 40 mm
bovenslede-instelling: 60 mm
spildoorlaat: 8,5 mm
kegelopname, klauwplaatzijdig: voor ER 11-spanklemmen
beitelhouder voor beitels: 6 x 6
machineafmetingen: 360 x 150 x 150
gewicht: ca. 4,5 kg
spiltoerentallen:
- in overbrengingsstand 1: 800 – 2500 o/min
- in overbrengingsstand 2: 1000 – 5000 o/min
Opstellen en ingebruikname
Gevaar!
Er bestaat gevaarvoor onopzettelijk starten! Ditkan lichamelijk letsel tot gevolg hebben.
Daarom altijd bij alle instel- en onderhoudswerkzaamheden
de stekker uit het stopcontact trekken!
Opstellen van de machine (fig 2a en fig. 2b):
Let op!
Controleer de machine meteen na het uitpakken op eventuele
transportschade! Een beschadiging van de verpakking kan al op
een verkeerde behandeling tijdens het transport wijzen. Transportschade moet altijd meteen aan de leverancier of de transportonderneming worden doorgegeven!
Tot de standaarduitrusting van de PROXXON-draaimachine FD
150/E behoren de volgende elementen:
•drie-klauwplaat
•klauwplaatbescherming
•meelopende center
•gereedschapsset
•beitelhouder
Let op!
Bij het optillen van de machine erop letten dat de kunststof kap
1 (fig. 2 a) van de tandwielkast gesloten is. Anders de kap dichtklappen en kartelbout 2 vastdraaien. Anders kan de kap breken.
1. Voor het opstellen moet u de draaimachine uit de verpakking
halen en op een vlakke gladde ondergrond plaatsen. Het opstelvlak moet schokvast en stabiel zijn. Let erop dat een veilige stand gewaarborgd is!
2. Let op het volgende: voordat u de machine gebruikt, moet deze stevig op de ondergrond worden vastschroeven! In de
hoekflenzen van de eindkappen van het bed zijn hiervoor
boorgaten (pos. 3) aangebracht. Gebruik bouten met 4 mm
diameter.
3. Het is belangrijk voor de toegankelijkheid van het schroefgat
aan de kant van de spilkop de kunststof kap 1 van de tandwielkast op te klappen. Daarvoor gewoon kartelschroef 2 (fig.
2a) losdraaien en kunststof kap opzij draaien.
Alleen bestemd voor gebruik in gesloten ruimte
Deze machine niet met het huishoudelijk afval
verwijderen!
Altijd gehoorbescherming gebruiken!
- 54 -
Elementen van de draaimachine en de
bediening ervan
Losse kop (fig. 3):
De losse kop 1 aan de rechterzijde van het machinebed bevat de
pinole 2. In de zich hierin bevindende binnenconus wordt de
meelopende center 3 aangebracht. Hiermee kunnen lange werkstukken worden ondersteund en gestabiliseerd.
Page 55

Let op!
Als het werkstuk meer dan drie keer de diameter uit de klauwplaat steekt, moet het uiteinde van het werkstuk aan het rechterkant door de losse kop met center worden vastgehouden.
De center moet daarbij idealiter in een zogenaamde centreerboorgat grijpen. Dit kan met de als toebehoren verkrijgbare boorhouder worden gedaan. De procedure wordt later uitvoerig beschreven.
Let op!
De opnamekegels moeten altijd volkomen schoon zijn.
Vuil en vooral metalen spanen beïnvloeden de nauwkeurigheid
en kunnen pinole en conus onbruikbaar maken.
Werken met de losse kop
1. Voor het inzetten bijv. van center 3 de pinole 2 door draaien
van het handwiel 4 ca. 10 mm naar buiten bewegen.
2. De center met conus krachtig met de hand in de pinole steken. De conus zit vast en kan van voren niet worden uitgetrokken.
3. Om de losse kop 1 grof naar het werkstuk te schuiven, de
klemhendel 5 (fig. 3) losdraaien, de losse kop op de bedgeleiding in de gewenste positie schuiven en de klemhendel 5
weer vastdraaien. Door draaien van het handwiel 4 kan de
center gedoseerd met lichte druk op de voorkant van het
werkstuk worden geplaatst. De pinole moet door vastdraaien van de kartelschroef 6 in deze positie worden vastgeklemd.
4. Voor het losdraaien van de conus de meelopende center (of
een ander ingezet werktuig) na het werken de pinole 2 door
draaien van het handwiel 4 zo ver mogelijk in de losse kop
draaien. De conus komt dan los en kan worden weggehaald.
Dwarsslede (fig. 4):
Met de dwarsslede 1 kan door draaien van het handwiel 2 de beweging van de draaibeitel 3 loodrecht op de draaias van het
werkstuk worden geplaatst.
Dat maakt tijdens het werken de schaatdiepte, d.w.z. de regeling
van de spandiepte mogelijk.
Let op: de handwielen van de machine zijn uitgerust met draaibare schaalringen: voor het verplaatsen van de slede met een
vast getal kan de schaalring op 0 worden gezet: De exacte instelling kan door verplaatsen van het handwiel aan de schaal
worden afgelezen.
Daarnaast wordt de bewerking van de voorzijde van een vlak
van het werkstuk (vlakdraaien) of het zogenaamde "afsteken" van
een werkstuk mogelijk. Daaronder verstaan wij het draaien voorbij de draaias zodat het werkstuk loskomt.
Werken met de dwarsslede
1. De dwarsslede (samen met de bovenslede) kan op de geleiding van het machinebed naar de bewerkingspositie tegen het
werkstuk geschoven worden. Daarvoor klemhendel 4 losdraaien, de slede naar de gewenste positie verschuiven en
klemhendel 4 weer spannen.
2. Voor of tijdens het werken zo nodig de positie van het de
draaibeitel 3 door draaien van het handwiel 2 afstellen.
Bovenslede (fig. 5)
De bovenslede 1 maakt de onmiddelijke geleiding en de verplaatsing van de beitelhouder incl. draaibeitel bij voorkeur in de
lengterichting mogelijk.
Daarnaast is bij onze machine de bovenslede draaibaar: Hierdoor
kunnen niet alleen cilindrische werkstukken worden gemaakt
door de draaibeitel parallel aan de lengterichting van de machine te bewegen (lengtedraaien): Ook conische werkstukken of
kegelvormige segmenten kunnen worden gedraaid, als de bovenslede iets wordt gedraaid.
Wij hebben daartoe een hoekschaal gemonteerd met behulp
waarvan de hoek van de te vormen conus kan worden ingesteld.
De route van de slede op de precieze zwaluwstaartgeleiding is
60 mm.
Werken met de bovenslede
In de uitvoertoestand is de bovenslede 1 precies ingesteld op
=0°, d.w.z.. voor het (cilindrisch) lengtedraaien.
1. De draaibeitel 3 door draaien van het handwiel 2 radiaal naar
de gewenste positie brengen
2. Machine inschakelen. Let op: de klauwplaatbescherming 6
moet zich in de laagste positie bevinden!
3. Door draaien van het handwiel 5 de bovenslede 1 met de
draaibeitel met de gewenste instelling langs het roterende
werkstuk schuiven
Als een conus of kegel wordt gedraaid, moet de bovenslede 1
met het gewenste getal worden gedraaid:
1. Bovenslede 1 door draaien van het handwiel 5 zo ver naar
rechts bewegen, dat de bout 4 toegankelijk wordt
2. Bout 4 losdraaien en aan de hand van de markeringen op de
hoekschaal 7 de gewenste kegelvorm instellen.
3. Bout 4 weer vastzetten. Door draaien van het handwiel 5 kan
de bovenslede en daarmee de draaibeitel bij het draaien worden bewogen.
Let op dat hier, zoals bij de andere handwielen van de machine
ook de schaalringen beweegbaar zijn en op nul kunnen worden
gezet. De afgelegde weg van de beitel kan dan op de schaal worden afgelezen. Een omwenteling van het handwiel komt overeen
met een afstand van 1 millimeter.
- 55 -
Page 56

De 3-klauwplaat (fig. 6)
De draaibare meervoudige beitelhouder
De spanklauwplaat 1 dient voor de opname en het spannen van
de te bewerken werkstukken. Deze heeft een doorlaat van 8,5
mm, net als de werkspil van de machine. Zo kunnen ronde materialen met een diameter van ruim 8 mm ook door de spil worden geleid!
Let op!
Als een langer werkstuk wordt ingespannen, dat door de spil
wordt geleid en naar links uitsteekt, bestaat een groter risico op
letsel. Wees in dit geval bijzonder voorzichtig, zodat geen voorwerpen door de roterende as worden gegrepen. Zorg er voor dat
dit gebied speciaal wordt afgezet.
Spannen van het werkstuk:
de beide meegeleverde stiften 2 en 3 in de daarvoor bestemde
gaten aan de omtrek van de beide klauwlichamen steken en de
beide klauwdelen tegen elkaar verdraaien om de spanklauwen te
openen. De tegengestelde draairichting zorgt er na het inzetten
van het werkstuk voor dat de bekken sluiten en daarmee het
werkstuk vastklemt.
Draaien van de bekken (fig. 7):
Als de bekken, zoals hierboven beschreven, helemaal naar buiten worden gedraaid, kunnen zij eraf worden gehaald en weer
worden ingezet.
De afbeelding 7 laat een keer de normale stand zien: deze dient
voor de conventionele spanning zoals in fig. 6 wordt getoond en
voor het spannen van bijv.buismateriaal van binnen. Rechts zijn
de gedraaide bekken weergegeven: In deze positie kunnen ook
werkstukken met grote buitenomtrek worden gespannen.
1. Let op: de bekken zijn genummerd! De draaiklauwplaat zo
ver openen dat de bekken uit de klauwplaat loskomen. Dit gebeurt in de volgorde 3, 2 en 1.
2. De bekken omdraaien en nr. 3 eerst in een van de drie geleidingen brengen.
3. Bek nr.3 in de richting van het midden van de draaiklauwplaat
duwen en gelijktijdig de klauwplaat in de richting ”spannen”
draaien.
4. Als de schroefdraad de bek nr. 3 heeft gespannen, moet de
bek nr. 2 in de volgende geleiding (naar rechts) worden ingezet.
5. Proces zoals hierboven beschreven met nr.2 en nr. 1 uitvoeren.
6. Aansluitend controleren of alle bekken in een gecentreerde
positie staan.
7. Als u weer met de binnenbekklauwplaten wilt werken, herhaalt u de hiervoor beschreven stappen, echter in omgekeerde volgorde, d.w.z. eerst de bekken nr. 1 en 2 en daarna
nr. 3 inzetten.
Draaibeitel selecteren (fig. 8)
Let op!
Voor de juiste manier van draaien is het noodzakelijk dat:
•de goede draaibeitel voor het doel waarvoor hij bestemd is
wordt gekozen,
•de snijkant van de draaibeitel scherp is,
•de snijkant van de draaibeitel precies op "midden" staat
•en met het juiste toerental wordt gewerkt.
Hier vindt u de toerentaltypes die wij in onze toerentalset 24524
(toebehoren) hebben samengesteld:
Linker zijbeitels (a)
•worden gebruikt om in korte tijd zo veel mogelijk spanen in
de linker bewerkingsrichting af te steken, zonder rekening te
houden met de kwaliteit van het werkstukoppervlak.
Rechter zijbeitels (b)
•worden gebruikt om in korte tijd zo veel mogelijk spanen in
de rechter bewerkingsrichting af te steken, zonder rekening
te houden met de kwaliteit van het werkstukoppervlak.
Afruwbeitels (c)
•voor het grove voorwerk van werkstukken. Door de bijzondere afslijping is deze beitel geschikt voor een hoge materiaalafname zonder grote eisen aan de oppervlaktekwaliteit.
Spitse beitels (d)
•worden gebruikt om bij geringe spaanafname een schoon
oppervlak te verkrijgen.
Afsteekbeitels (e)
•voor het insteken van groeven en voor het afkorten van werkstukken
Uitdraaibeitels (f)
•worden gebruikt voor het van binnenuit draaien.
Draaibeitel inspannen (fig. 9)
Let op!
Draaibeitels zo kort mogelijk inspannen. Als een groot stuk uitsteekt leidt dat tot trillingen, onnauwkeurigheden en niet schone oppervlakken.
In de meervoudige beitelhouder kunnen draaibeitels met een
doorsnede van tot 6 x 6 mm worden ingespannen.
1. Beide bevestigingsbouten 1 (fig. 9) zo ver uitdraaien tot de geselecteerde draaibeitel 2 in de opname past
2. Beitel in de beitelhoudergroef plaatsen en met de bouten 1
vastklemmen. Let op: de beitel zo kort mogelijk inspannen!
3. Punt van de beitel naar de center van de losse kop schuiven
en de hoogte controleren.
- 56 -
Page 57

Het is misschien nodig voor de hoogtecompensatie bij verschillende grootten bijv. dunne staalplaten onder de beitels te leggen.
De beitelhouder biedt de mogelijkheid tegelijkertijd twee draaibeitels in te spannen. Dit vergemakkelijkt het werken, omdat na
de afstelling van de draaibeitels tussen de verschillende bewerkingsgangen bij hetzelfde werkstuk alleen de beitelhouder hoeft
worden gedraaid om steeds met de geschikte beitel te werken.
Hiervoor moet u gewoon de inbusbout 4 losdraaien, de beitelhouder draaien en de bout 4 weer vastdraaien. Natuurlijk kan zo
ook meestal de hoek van de beitel tot het werkstuk worden ingesteld, indien dit nodig is.
5. Voor het begin van de werkzaamheden de wielkast weer sluiten en kartelbout 1 aandraaien.
Elektronische toerentalregeling
Verder kunt u via de keuze van de aandrijfniveaus door het omleggen van de aandrijfriem het toerental van uw machine elektronisch aan de betreffende voorwaarden aanpassen.
1. Toerentalregelknop pos. 6 (fig. 10) voor het instellen van het
toerental tijdens de werking naar links of rechts draaien.
Herstartbeveiliging
Let op!
De machine is uit veiligheidsredenen met een zogenaamde herstartbeveiliging uitgerust: bij een korte spanningsonderbreking tijdens het gebruik slaat de machine uit veiligheidsredenen niet
zelfstandig opnieuw aan.
De machine kan echter in dit geval met de inschakelknop normaal worden gestart.
Noodzakelijk toerental
Afhankelijk van het materiaal van het werkstuk en de diameter
moet het spiltoerental worden aangepast: Enerzijds neemt de
snijsnelheid met een kleinere draairadius af, wat door een hoger
toerental moet worden gecompenseerd, anderzijds is de keuze
van het juiste toerental bovendien in hoge mate afhankelijk van
het te bewerken materiaal. Hier gaat het er dus om het juiste
compromis te vinden.
Daarvoor hebben wij onze draaimachine met een elektronische
toerentalregeling en een tweetraps riemaandrijving uitgerust.
Zo kan het toerentalbereik van 800 tot 5000 omwentelingen worden afgedekt.
Spiltoerentallen instellen (fig. 10)
Omleggen van de aandrijfriem
Let op!
Voor het werken in de wielkast altijd de stekker uittrekken. Gevaar voor lichamelijk letsel!
1. De kartelbout 1 aan de spilkop losdraaien en deksel 2 opendraaien.
2. Inbusbout van de riemspanner 3 losdraaien.
3. Het betreffende toerentalniveau door omleggen van de aandrijfriem 4 voorselecteren. Let erop dat de aandrijfriem op de
riemschijf goed vast zit!
4. Spanner 3 in lengtegat 5 licht tegen de aandrijfriem duwen en
de inbusbout weer aandraaien. Op juiste spanning van de
riem letten. Een te sterke spanning verhoogt de slijtage van
riem en lager en remt de motor sterk af.
Werken met de machine (fig. 11)
Let op!
Voordat de netstekker in het stopcontact wordt gestoken, moet
u controleren of de informatie op het typeplaatje overeenstemt
met de gegevens van uw lokale elektriciteitsnet. Indien zij niet
overeenstemmen, kunnen beschadigingen of risico’s bij het werken het gevolg zijn!
Let op!
Bij het werken altijd gehoorbescherming en een veiligheidsbril
dragen!
Let op!
Voorkom een abnormale lichaamshouding! Zorg ervoor dat u
stevig staat en uw evenwicht houdt.
Let op!
Werk alleen met een naar beneden geklapte klauwplaatbescherming! Als deze defect is, mag u niet met de machine werken!
Voorbeeld lengtedraaien (a)
Opmerking:
parallel draaien aan de draaias en bewerken van cilindrische
voorwerpen zijn de belangrijkste toepassingen van een draaimachine.
1. Werkstuk spannen zoals beschreven in hoofdstuk "Spannen
van het werkstuk".
2. Verzeker u ervan dat het werkstuk vrij kan draaien.
3. Het vereiste toerental door omleggen van de riem in de wielkast (zie voorafgaande hoofdstuk) instellen. Let op: voor het
inschakelen de toerentalregelknop naar links draaien.
4. Een geschikte beitel in de beitelhouder inspannen (zie "Draaibeitel inspannen").
5. De support van rechts naar links tegen het werkstuk plaatsen.
6. Met de dwarsslede 1 de snijdiepte instellen.
7. Dwars- en bovenslede tegen het werkstuk plaatsen
8. Machine met de hoofdschakelaar inschakelen. Let op: de
klauwplaatbescherming moet naar onderen zijn geklapt.
- 57 -
Page 58

9. Dwars- en bovenslede door middel van de handwielen verschuiven. Let op: slede of draaibeitel niet tegen de draaiklauwplaat laten lopen!
10. Na beëindiging van de werkzaamheden machine met de
hoofdschakelaar uitschakelen.
Voorbeeld vlakdraaien (b)
Opmerking:
deze werkwijze wordt gebruikt om de voorkant van een werkstuk
vlak af te draaien. Ga hierbij te werk zoals bij het hiervoor beschreven vlakdraaien met de volgende bijzonderheden:
1. De rechter zijbeitel ca. 2° tot 3° versteld inspannen. De hoek-
stand moet door het draaien van de beitelhouder worden ingesteld.
2. De dwarsslede met draaibeitel van buiten naar binnen (naar
het centrum) bewegen en daarbij de rechter voorvlakken of
asinspringingen bewerken.
Let op!
Bij grotere werkstukdiameters verschilt de snijsnelheid van buiten naar binnen aanzienlijk. Daarom de draaibeitel met de dwarsslede voorzichtig en langzaam afsluiten!
Voorbeeld kegeldraaien (c)
De bovenslede is met een schaal uitgerust en kan voor het kegeldraaien naar twee kanten 45° worden gedraaid. Daarvoor te
werk gaan zoals beschreven onder "Werken met de bovenslede".
De bewerkingswijze is hetzelfde als bij het lengtedraaien.
Afsteken van een werkstuk (d)
Let op!
Afsteekbeitel zo kort mogelijk inspannen. U moet op de juiste
hoogte van de snede van de afsteekbeitel letten! Deze moet zich
ter hoogte van de draaias of vlak daaronder bevinden!
1. De afsteekbeitel rechthoekig in de beitelhouder inspannen.
2. De dwarsslede met draaibeitel voorzichtig van buiten naar
binnen (naar het centrum) bewegen. Bij het passeren van de
draaias van het werkstuk wordt dit afgekort.
Let op:
Ga heel voorzichtig te werk om rondvliegen van het afgekorte
werkstuk te vermijden. Gevaar voor lichamelijk letsel!
Bewerken van langere werkstukken met losse
kop en center (fig. 12)
1. Voor dit doel moet op de rechterzijde van het werkstuk een
centreerboorgat worden geboord.
2. Zo nodig de rechter voorkant vlakdraaien.
3. De boorhouder (toebehoren) in de pinole 5 plaatsen, zoals
beschreven in hoofdstuk "Boorhouder plaatsen" en een centreerboor inspannen.
4. Klemhendel 2 losdraaien en de losse kop 6 met boorhouder
en centreerboor tot aan de voorkant van het werkstuk schuiven. Klemhendel 2 weer spannen.
5. De machine inschakelen en centreerboor met behulp van de
pinoleaanzet boren. Daartoe handwiel 3 rechts van de losse
kop draaien en met de pinole de centreerboor licht in het
werkstuk schuiven. Machine uitschakelen.
6. De pinole 5 met het handwiel 3 zo ver terugschuiven, dat de
conus van de boorhouder loskomt. De boorhouder weer door
de meelopende center 1 vervangen
7. De meelopende center 1, resp. de losse kop 6 tegen het werkstuk plaatsen. Let erop dat de klemhendel 2 na het aanschuiven van het werkstuk gespannen is.
8. De pinole met het handwiel 3 zo ver dichtdraaien tot er geen
speling meer is.
9. De pinole met behulp van de kartelbout 4 blokkeren.
Reparatie en onderhoud
Reiniging
Let op!
Bij alle instel- en onderhoudswerkzaamheden de stekker uittrekken! Als u dit niet doet, bestaat er gevaar van ernstig letsel
of beschadigingen door onopzettelijk starten van de machine of
gevaar van elektrische schokken!
1. Na het gebruik alle spanen grondig verwijderen met een penseel of handveger. Geen perslucht gebruiken voor de reiniging.
2. Alle bewegende delen, spindels en geleidingen regelmatig
smeren, resp. oliën!
De buitenkant van de behuizing kan met een zachte, eventueel
vochtige doek worden gereinigd. Daarbij mag milde zeep of een
ander geschikt reinigingsmiddel worden gebruikt. Oplosmiddelof alcoholhoudend reinigingsmiddelen (bijv. benzine, reinigingsalcohol etc.) moeten worden vermeden, omdat deze de
kunststof behuizing kunnen aantasten en de smeermiddelen uitspoelen.
Speling van de geleidingen instellen (fig. 13)
Opmerking:
ook als de geleidingen regelmatig gesmeerd, resp. geolied worden, kan niet worden voorkomen dat er door slijtage na enige tijd
speling optreedt.
De hier in het voorbeeld van de bovenslede beschreven werkwijze is gelijk voor alle geleidingen, daarom is deze ook analoog
van toepassing voor de ander geleidingen van uw draaimachine. Daarom worden deze hier niet separaat behandeld. Stel de
geleidingen in volgens het motto: net zo "strak" als nodig, maar
zo lichtlopend als mogelijk!
- 58 -
Page 59

Denk eraan: als de geleidingen te strak worden ingesteld, vereist
dit meer kracht bij de bediening en veroorzaakt een grotere slijtage!
1. Contramoeren 1 (fig. 13) van de instelbouten 2 voor de bovenslede 3 met een gaffelsleutel 5 losmaken en iets opendraaien.
2. De instelbouten 2 met een inbussleutel 4 gelijkmatig vastdraaien tot de speling is opgeheven.
3. Contramoeren 1 weer vastdraaien. Daarbij de instelbouten 2
met de inbussleutel 5 tegenhouden, zodat zij zich niet meer
verplaatsen.
4. Daarna controleren of de support nog gemakkelijk kan worden verschoven en volkomen zonder speling loopt.
5. Nu kan de complete losse kop 3 na het losdraaien van de
klembout 4 tegen het te bewerken werkstuk worden aangeschoven. Daarna klembout 4 vastdraaien.
6. Door draaien van het handwiel 5 de boor tegen het werkstuk
schuiven
7. Machine inschakelen en door draaien van het handwiel 5 de
boor tot de gewenste diepte in het werkstuk laten zakken.
Een tip: als de boor heel gemakkelijk kan worden opgezet, kan
de schaalring 6 op "nul" worden gezet. Zo kunnen de boorgaten
met vastgestelde diepte worden gemaakt door op de schaalmarkeringen te letten en de handwieldraaiingen bij het dichtdraaien te tellen: bij een omdraaiing verplaatst de boor 1 mm.
Speling van de handwielen instellen (fig. 14):
Net als bij de geleidingen ook, is natuurlijk ook bij de handwielen slijtage bij tijdens het werken niet te vermijden, waardoor de
omkeerspeling langzaam, maar zeker groter wordt. Om dit tot
een minimum te beperken, gaat u als volgt te werk:
1. Handwiel 1 vasthouden en dopmoer 2 losdraaien.
2. Handwiel iets naar rechts draaien
3. Dopmoer weer aandraaien en handwiel daarbij vasthouden.
Denk er ook aan:
het volledig elimineren van de omkeerspeling en een te "strakke" instelling is bij de handwielen niet zinvol: als de handwielen
te strak worden ingesteld, vereist dit ook hier meer kracht bij de
bediening en veroorzaakt een grotere slijtage!
Toebehoren voor de FD 150/E
Draaibeitelset (artikel 24524)
De inhoud van de draaibeitelset kunt u vinden onder hoofdstuk
"Draaibeitel selecteren".
Tandkransboorhouder (artikel 24152)
In de boorhouder kunnen voor het maken van gaten aan de vlakke zijde boortjes van 0,5 tot 6,5 mm worden ingespannen.
Boorhouder inzetten (fig. 15)
1. De meelopende center uit de pinole verwijderen zoals beschreven onder "Werken met de losse kop"
2. Conus van de klauwplaat 1 en pinole 2 grondig van vet en vuil ontdoen.
3. De stop in de pinole plaatsen en boorhouder krachtig opschuiven.
4. Boor inspannen
Multifunctionele spantangen ER 11
(artikel 24154)
De spantangen zijn bijzonder geschikt voor het met grote precisie bewerken van ronde delen. De nauwkeurige rondloop is hierbij aanzienlijk hoger dan bij werken met een klauwplaat.
Let op!
Er kunnen werkstukken met een diameter tot 0,5 mm onder de
nominale diameter van de spantangen worden gebruikt.
Let op:
de wartelmoer nooit vastdraaien als er geen werkstuk is geplaatst.
Plaatsen van de spantangen (fig. 16)
1. Met de met de machine meegeleverde sleutel 1 de hoofdspil
2 aan de daarvoor bestemde afplattingen vasthouden en de
klauwplaat 3 van de hoofdspil terugdraaien.
2. De passing voor de spantangenopname 4 in de hoofdspil
grondig reinigen.
3. De spantang 5 plaatsen en wartelmoer 6 licht vastschroeven.
4. Het passende werkstuk in de spantang brengen en wartelmoer 6 met de bij de spantangenset meegeleverde sleutel 7
vastdraaien.
Afdanking:
De machine niet met het huishoudelijk afval verwijderen! De machine bevat waardevolle stoffen die kunnen worden gerecycled.
Bij vragen hierover richt u zich tot uw lokale afvalverwijderingsbedrijf of andere gemeentelijke instellingen.
- 59 -
Page 60

EG-conformiteitsverklaring
Naam en adres:
PROXXON S.A.
6-10, Härebierg
L-6868 Wecker
Productaanduiding: FD 150/E
Artikelnr.: 24150
Wij verklaren alleen verantwoordelijk te zijn dat dit product met
de volgende richtlijnen en normatieve documenten overeenstemt:
EU-EMC-richtlijn2004/108/EG
EU-machinerichtlijn 2006/42/EG
Datum: 26.09.2012
Dipl.-Ing. Jörg Wagner
PROXXON S.A.
Ressort toestelveiligheid
De gevolmachtigde van de CE-documentatie is dezelfde persoon
als de ondergetekende.
DIN EN 55014-1 / 02.2010
DIN EN 55014-2 / 06.2009
DIN EN 61000-3-2 / 06.2011
DIN EN 61000-3-3 / 06.2009
DIN EN 61029-1 / 01.2010
- 60 -
Page 61

Oversættelse af den originale brugsanvisning Drejemaskine FD 150/E
DK
Indhold:
Forord ……………………………………………………61
Sikkerhedsoplysninger: …………………………………61
Oversigt over maskinen …………………………………62
Komponenter (fig. 1): ……………………………………62
Beskrivelse af maskinen …………………………………62
Leveringsomfang ………………………………………63
Tekniske data for drejemaskine FD 150/E: ………………63
Opstilling og opstart ………………………………………63
Opstilling af maskinen (fig. 2a og fig. 2b): ………………63
Drejemaskinens elementer og deres betjening …………63
Pinoldok (fig. 3):…………………………………………63
Arbejde med pinoldokken ……………………………63
Tværslæde (fig. 4) ………………………………………64
Arbejde med tværslæden ………………………………64
Overslæde (fig. 5) ………………………………………64
Arbejde med overslæden ………………………………64
Tre-bakke patronen (fig. 6) ………………………………64
Opspænding af emnet:…………………………………64
Vende bakkerne (fig. 7): ………………………………64
Den drejbare multi-stålholder ……………………………65
Vælge drejestål (fig. 8) ………………………………65
Opspænding af drejestål (fig. 9) ………………………65
Genstartsbeskyttelse ……………………………………65
Passende omdrejningstal ………………………………65
Indstilling af spindelhastighed (fig. 10) …………………66
Påsætning af drivremmen ……………………………66
Elektronisk hastighedsregulering ……………………66
Arbejde med maskinen (fig. 11) …………………………66
Eksempel på længdedrejning (a)…………………………66
Eksempel på plandrejning (b) ……………………………66
Eksempel på konusdrejning (c) …………………………66
Afstikning af et emne (d) ………………………………66
Bearbejdning af længere emner med pinoldok
og pinolspids (fig. 12) …………………………………67
Reparation og service ……………………………………67
Rengøring ………………………………………………67
Indstille føringernes slør (fig. 13) ………………………67
Indstil håndhjulenes slør (fig. 14): ………………………67
Tilbehør til FD 150/E ………………………………………67
Drejestålsæt (artikel 24524) ……………………………67
Tandkranspatron (artikel 24152)…………………………67
Isætning af borepatron (fig. 15) ………………………67
Multi-spændetænger ER 11 (artikel 24154) ……………68
Indstilling af spændetængerne (fig. 16) ………………68
Bortskaffelse: ……………………………………………68
EU-overensstemmelseserklæring ………………………68
Eksplosionstegninger ……………………………………112
Forord
Hvis du læser denne brugsanvisning:
• er det nemmere for dig, at lære maskinen at kende.
• undgår du fejl på grund af en ikke korrekt betjening og
• øger du maskinens levetid.
Opbevar altid denne brugsanvisning i nærheden af, hvor du arbejder.
Du må kun bruge denne maskine, hvis du nøjagtigt ved, hvordan du skal bruge den og følger brugsanvisningen nøje.
PROXXON er ikke ansvarlig for,at maskinen fungerer sikkert, såfremt:
•den håndteres på en måde, som ikke er i overensstemmelse
med normal brug,
•den anvendes til andre formål end dem, der er nævnt i
brugsanvisningen,
•sikkerhedsinstruktionerne tilsidesættes.
•betjeningsfejl
•manglende vedligeholdelse
•brug af ikke-PROXXON-reservedele
For din egen sikkerheds skyld er det vigtigt, at du læser sikkerhedsoplysningerne.
Der må kun benyttes originale reservedele fra PROXXON. Vi forbeholder os retten til videreudviklinger, som medfører tekniske
forbedringer. Vi håber, at du får meget glæde af maskinen.
Sikkerhedsoplysninger:
Undgå rod i arbejdsområdet.
Rod i arbejdsområdet giver også altid en øget risiko for ulykker.
Placer og fikser maskinen på et fast underlag.
Det skal altid sikres, at maskinen ikke kan falde ned eller tippe
under brugen.
Kontroller altid, at maskinen er intakt, før du bruger den.
Bemærk: Defekte dele, især beskadigede sikkerhedsanordninger, må kun skiftes af en fagmand eller via PROXXON-kundeservicen, og der må kun anvendes originale reservedele fra
Proxxon.
Du må ikke foretage manipuleringer på din maskine!
Du må ikke ændre noget på maskinen. og du må ikke foretage
manipuleringer på maskinen! Det kan påvirke den mekaniske og
elektriske sikkerhed, især
- 61 -
Page 62

er der fare for at få elektrisk stød, og desuden kan det påvirke
din sikkerhed yderligere. Det kan føre til person- og tingskader.
Du må aldrig arbejdeuden de dertil indrettede sikkerhedsanordninger.
Vær opmærksom på påvirkninger fra omgivelserne!
Maskinen må kun benyttes i tørre omgivelser og aldrig i nærheden af brændbare væsker eller gasser.Sørg for en god belysning!
Tag beskyttelsesbriller på!
Bær høreværn!
Lydtrykniveauet under arbejdet med maskinen kan komme over
85 dB (A), så arbejd derfor med høreværn!
Bær egnet arbejdstøj!
Du må ikke bære løst tøj såsom slips eller tørklæder,da det under
arbejdet kan sidde fast i en de bevægelige dele eller i emnet,
som automatisk føres frem i maskinen, og forårsage en skade.
Tag hårnet på, hvis du har langt hår, og tag eventuelle smykker
af.
Der må ikke anvendes defekte eller deformerede drejestål.
Sørg altid for, at drejestålene er i en upåklagelig tilstand. Foretag en visuel kontrol før du starter maskinen, for at se om alt er,
som det skal være!
Sørg for, at børn og uvedkommende holdes væk fra
arbejdsområdet.
Sørg for,at børn og uvedkommende holder en tilstrækkelig stor
sikkerhedsafstand! Unge under 16 år må kun benytte maskinen
under opsyn af en fagmand og i forbindelse med uddannelse.
Når maskinen ikke benyttes, skal den opbevares utilgængeligt for
børn!
Dit værktøj må ikke overbelastes.
Du opnår naturligvis kun optimale arbejdsresultater inden for
det ydelsesområde, som din maskine er dimensioneret til! Undgå derfor at tilspænde maskinen for meget! Undlad at benytte
maskinen til andre formål end det arbejde, som den er beregnet
til.
Du bør altid handle med omtanke og være opmærksom!
Hold øje med maskinen, mens du arbejder, og udvis fornuft
under arbejdet. Maskinen må ikke anvendes, når du er ukoncentreret eller træt eller har drukket spiritus.
Tilslutningskablet skal behandles omhyggeligt!
Beskyt tilslutningskablet mod varme og skarpe kanter, og læg
det, så det ikke kan beskadiges. Benyt ikke kablet til at trække
stikket ud af stikkontakten med og løft ikke maskinen i kablet.
Kablet skal være rent: Beskyt kablet mod fedt og olie!
Læs brugsanvisningen godt igennem før du bruger maskinen
og gem den omhyggeligt!
Oversigt over maskinen
Komponenter (fig. 1):
1. Spindeldok
2. Patron
3. Drejestålholder
4. Medløbende pinolspids
5. Pinolrør
6. Spændeskrue til pinolrør
7. Pinoldok
8. Håndhjul til pinolrør
9. Spændearm til pinoldok
10. Håndhjul til overslæde
11. Overslæde
12. Tværslæde
13. Håndhjul til tværslæde
14. Gearkasseafdækning
15. Tænd/sluk-kontakt
16. Knap til regulering af omdrejningstal
17. Patronbeskyttelse
18. Nøgle
19. Spændstifter
Beskrivelse af maskinen
FD 150/E er en kompakt præcisionsdrejemaskine med funktionelt udstyr: Den har en tvær- og en overslæde, en solid spindeldok med kvalitetsrullelejer til arbejdsspindlen, et kraftigt drev,
plus en pinoldok med medløbende pinolspids.
Disse features plus et præcist fundament af strengstøbt aluminium gør FD 150/E til en specialist til meget fine emner.
Også det høje omdrejningstal passer til det typiske anvendelsesområde:
Selv ved emner med meget små diametre kan man arbejde med
en passende skærehastighed, som kan indstilles via et to-trins
remtræk kombineret med en fintfølende elektronisk regulering.
Ud over de klassiske muligheder for drejearbejde kan der også
fremstilles kegler og kegleformede elementer. Med patronen,
som fås som ekstraudstyr, er det heller ikke et problem at bore
huller i endestykker.
Og for alle, som stiller særligt høje krav til koncentriciteten, indeholder vort sortiment et spændetangsæt til denne maskine: Den
nødvendige ER11-opspænding sidder i hovedspindlen. På de
følgende sider vil vi præsentere maskinen og dens muligheder
samt ekstraudstyret for dig. Teamet hos Proxxon ønsker dig held
og lykke med din maskine!
Rengør maskinen grundigt efter arbejdet!
Træk netstikket ud!
Træk altid stikket ud af stikkontakten, når maskinen ikke benyttes, før vedligeholdelse, værktøjsskift, rengøring eller reparation! Rengøring betyder også, at du skal fjerne alle spåner!
- 62 -
Page 63

Leveringsomfang
1 stk. drejemaskine FD 150/E
1 stk. brugsanvisning
1 stk. brochure med sikkerhedsoplysninger
1 stk. gaffelnøgle
2 stk. spændstifter
Tekniske data for drejemaskine FD 150/E:
Spænding: 230 volt
Frekvens: 50/60 Hz
Effekt: 100 Watt
Spidsbredde: 150 mm
Spidshøjde: 55 mm
Højde over slæde: 33 mm
Spændvidde indvendige bakker: 1,5 – 32 mm
Spændvidde udvendige bakker: 12 – 65 mm
Justering af tværslæde: 40 mm
Justering af overslæde: 60 mm
Spindelhul: 8,5 mm
Konusholder, patron: til ER 11-spændetænger
Stålholder til stål: 6 x 6
Maskinmål: 360 x 150 x 150
Vægt: ca. 4,5 kg
Spindelomdrejningstal:
- i gear 1: 800 – 2500 o/min
- i gear 2: 1000 – 5000 o/min
Må kun benyttes indendørs!
Denne maskine må ikke smides i affaldsspanden
sammen med husholdningsaffaldet!
Benyt altid høreværn under arbejdet!
Opstilling og opstart
Fare!
Der er risiko for, at maskinen pludseligt starter! Det kan føre
til personskader.
Træk derfor altid el-stikket ud før alt indstillings- og vedligeholdelsesarbejde!
Opstilling af maskinen (fig. 2a og fig. 2b):
OBS!
Kontroller straks maskinen efter udpakningen for evt. transportskader! Hvis emballagen er beskadiget, kan det allerede være et tegn på, at behandlingen under transporten ikke har været
udført korrekt! Man bør derfor altid i tilfælde af transportskader
straks sende en reklamation til forhandleren eller det respektive
transportfirma!
Følgende elementer hører til PROXXON-drejemaskine FD 150/E:
•tre-bakket patron
•Patronbeskyttelse
•medløbende pinolspids
•værktøjssæt
•stålholder
OBS!
Når du løfter maskinen, skal du kontrollere, at gearkassens plastlåg 1 (fig. 2 a) er lukket 1. Ellers luk låget og stram fingerskruen 2. Ellers kan låget knække.
1. Når drejemaskinen skal opstilles, tages den ud af emballagen
og placeres på et lige og plant underlag. Underlaget skal være vibrationsfrit og stabilt. Sørg for, at maskinen står stabilt!
2. Bemærk: Maskinen skal være skruet fast til underlaget, før
den benyttes! I vinkelflangerne på fundamentets endestykker
er der huller til dette formål (pos. 3). Benyt skruer med 4 mm
i diameter.
3. Det er vigtigt at klappe plastlåget 1 på gearkassen op, så der
er adgang til skruehullet på spindeldoksiden. Hertil løsnes
fingerskruen 2 (fig. 2a) og plastlåget vippes op.
Drejemaskinens elementer og deres
betjening
Pinoldok (fig. 3):
I pinoldokken 1 i højre side af maskinfundamentet sidder pinolrøret 2. Den medløbende pinolspids 3 sættes ind i dens indvendige konus. Hermed kan lange emner støttes og stabiliseres.
OBS!
Hvis patronen rager mere ud end ca. det 3-dobbelte af emnets
diameter, skal højre ende af emnet altid holdes af pinoldokken
med pinolspids.
Det er bedst, hvis spidsen griber ind i et såkaldt centerhul. Det
kan laves med den borepatron, som fås som ekstraudstyr.Fremgangsmåden vil blive beskrevet udførligt senere.
OBS!
Opspændingskonussen skal altid være absolut ren.
Snavs og især metalspåner påvirker præcisionen og kan gøre pinolrør og konus ubrugelig.
Arbejde med pinoldokken
1. Isætning af f.eks. pinolspidsen 3 gøres ved at køre pinolrøret 2 ca. 10 mm ud med håndhjulet 10.
2. Pinolspidsen inkl. konus sættes i pinolrøret med håndkraft.
Konussen sidder fast og kan ikke trækkes ud fremefter.
- 63 -
Page 64

3. For at skubbe pinoldokken 1 groft hen mod emnet, løsnes
spændearmen 5 (fig. 3), pinoldokken skubbes på fundamentets føring til den ønskede stilling og spændearmene 5 strammes igen. Ved at dreje håndhjulet 4, kan pinolspidsen lidt efter lidt sættes på emnets endestykke med et let tryk. Pinolrøret bør spændes fast i denne stilling ved at stramme
fingerskruen 6 .
4. For at løsne konus på den medløbende spids (eller andet isat
værktøj) efter arbejdet, drejes pinolrøret 2 så langt som muligt ind i pinoldokken ved at dreje håndhjulet 4. Konus løsner
sig og kan tages ud.
Tværslæde (fig. 4)
Med tværslæden 1 kan man bevæge drejestålet 3 lodret i forhold
til emnets drejeaksel ved at dreje håndhjulet 2.
Dvs. at spåndybden kan reguleres/tilspændes under arbejdet.
OBS: Maskinens håndhjul er udstyret med drejbare skalaringe:
Slæden kan bevæges et defineret stykke ved at sætte skalaringen på 0. Den præcise indstilling kan aflæses på skalaen, mens
man drejer håndhjulet.
1. Kør drejestålet 3 radialt hen til den ønskede position ved at
dreje på håndhjulet 2
2. Tænd for maskinen. OBS: Sørg for, at patronbeskyttelsen 6
er i nederste stilling!
3. Kør med håndhjulet 5 og den ønskede tilspænding overslæden 1 inkl. drejestål langs med det roterende emne
Hvis der skal drejes en konus eller en kegle, skal overslæden 1
drejes det ønskede mål:
1. Ved at dreje håndhjulet 5, køres overslæden 1 så langt til højre, at man kan komme til skruen.
2. Løsn skruen 4 og indstil den ønskede konicitet ved hjælp af
markeringerne på vinkelskalaen 7.
3. Stram skruen 4 igen. Ved at dreje håndhjulet 5 kan overslæden og dermed drejestålet bevæges under drejningen.
Vær opmærksom på, at skalaringene kan bevæges og sættes på
nul her, lige som på maskinens andre håndhjul. Den afstand,
stålet er blevet bevæget, kan aflæses på skalaen. En omgang på
håndhjulet svarer til en vandring på 1 millimeter.
Tre-bakke patronen (fig. 6)
Desuden kan man bearbejde en plan endeflade på emnet (plandrejning) eller lave en såkaldt "afstikning" af et emne. Her stikdrejer man ud over drejeaksen, så emnet skæres af.
Arbejde med tværslæden
1. Tværslæden (inkl. overslæden) kan på maskinfundamentets
føring skubbes hen mod emnet til bearbejdningspositionen.
Spændearmen 4 løsnes, slæderne skubbes hen til den ønskede position, og spændearmen 4 strammes igen.
2. Før eller i løbet af arbejdet reguleres drejestålets 3 position
evt. ved at dreje håndhjulet 2.
Overslæde (fig. 5)
Med overslæden 1 kan man fortrinsvist styre og bevæge stålholderen inkl. drejestålet på langs.
Desuden kan man dreje overslæden på vores maskine: Dette gør
det muligt ikke kun at kunne producere cylindriske emner, idet
drejestålet bevæges parallelt med maskinens længdeakse (længdedrejning): Der kan også drejes koniske emner eller kegleformede afsnit, hvis overslæden drejes en smule.
Hertil har vi påbygget en vinkelskala, med hvis hjælp man kan
indstille vinklen på den konus, der skal fremstilles.
Slædens vandring på den præcise svalehaleføring er 60 mm.
Arbejde med overslæden
Ved leveringen er overslæden 1 indstillet præcist på =0°, dvs. til
(cylindrisk) lændedrejning.
Patronen 1 er til isætning og opspænding af det emne, der skal
bearbejdes. Den har et hul på 8,5 mm, nøjagtigt som maskinens
arbejdsspindel. Dvs. at runde materialer med en diameter på
godt 8 mm også kan føres gennem spindlen!
OBS!
Hvis der opspændes et længere emne, som føres gennem spindlen og rager ud mod venstre, er der øget risiko for at komme til
skade. Vær derfor særligt forsigtig, så den roterende aksel ikke
får fat i nogen genstande. Dette område skal derfor afsikres særskilt.
Opspænding af emnet:
De to stifter 2 og 3, som medfølger, sættes i hullerne i periferien af de to patroner, og de to patrondele drejes i hver deres retning for at åbne spændebakkerne. Den modsatte drejeretning
gør, at bakkerne lukker og spænder emnet fast, når det er sat i.
Vende bakkerne (fig. 7):
Hvis bakkerne, som beskrevet ovenfor, drejes helt udad, kan de
tages ud, vendes og sættes i igen.
Fig. 7 viser den normale stilling: Den er til en konventionel opspænding, som vist i fig. 6 og til indvendig opspænding af f.eks.
rørmaterialer.Til højre ses de vendte bakker: I denne stilling kan
der også opspændes emner med store udvendige diametre.
- 64 -
Page 65

1. OBS: Bakkerne er nummererede! Åbn patronen, indtil bakkerne løsnes fra patronen. Det foregår i rækkefølgen 3, 2 og
1.
2. Vend bakkerne og sæt først nr. 3 i en af de tre føringer.
3. Tryk bakke nr. 3 mod patronens centrum og drej samtidigt patronen i opspændingsretningen.
4. Når gevindsneglen har fået fat i bakke nr. 3, skal bakke nr. 2
sættes i den næste føring (med uret).
5. Gentag den før beskrevne proces med nr. 2 og nr. 1.
6. Kontroller derefter, om alle bakkerne er centreret.
7. Hvis du igen vil arbejde med indvendige bakker, så gentag den
før beskrevne proces, men i omvendt rækkefølge, dvs. først
isættes bakke nr. 1 og 2 og så nr. 3.
Den drejbare multi-stålholder
Vælge drejestål (fig. 8)
OBS!
En korrekt drejning kræver, at:
•man har valgt det rigtige drejestål til det pågældende formål,
•drejestålets æg er skarp,
•drejestålets æg er justeret præcist ”midt på”
•og at der arbejdes med det rigtige omdrejningstal.
Her vil vi præsentere de typer drejestål, som vi har samlet i vores sæt 24524 (ekstraudstyr):
Opspænding af drejestål (fig. 9)
OBS!
Drejestål skal opspændes så kort som muligt. Hvis de rager for
langt ud kan de føre til svingninger, unøjagtigheder og ru overflader.
I en multi-stålholder kan der opspændes drejestål med et tværsnit på op til 6 x 6 mm
1. Begge skruer 1 (fig. 9) skrues så langt ud, at det valgte drejestål 2 passer i holderen
2. Læg stålet i stålholdernoten og klem det fast med skruerne
1. OBS: Stålet skal opspændes så kort som muligt!
3. Før stålets spids hen mod pinoldokkens pinolspids og kontroller højden.
Det kan være nødvendigt at lægge f.eks. tynde plader under hele stålfladen ved stål af forskellige størrelser, for at udligne højdeforskellen.
Der kan opspændes to drejestål på en gang i stålholderen. Det
gør arbejdet nemmere, fordi man efter at have justeret drejestålene mellem de enkelte bearbejdningstrin på et emne kun behøver at dreje stålholderen for at arbejde med det respektive stål.
Man skal bare løsne unbrakoskruen 4, dreje stålholderen og
stramme skruen 4 igen. Og man kan generelt selvfølgelig også
regulere stålets vinkel i forhold til emnet, hvis det er nødvendigt.
Venstre sidestål (a)
•bruger man, for på kort tid at spåntage så meget materiale
som muligt i venstre bearbejdningsretning uden at tage særligt hensyn til emnets overfladekvalitet.
Højre sidestål (b)
•bruger man, for på kort tid at spåntage så meget materiale
som muligt i højre bearbejdningsretning uden at tage særligt
hensyn til emnets overfladekvalitet.
Skrubstål (c)
•til groft forarbejde på emner.På grund af den særlige slibning
egner dette stål sig til at fjerne en større mængde spåner
uden større krav til overfladekvaliteten.
Spidsstål (d)
•anvendes, for at få en pæn overflade ved lille spåntagning.
Stikstål (e)
•til stikdrejning og afskæring af emner ved stikning.
Udboringsstål (f)
•anvendes til indvendig drejning.
Genstartsbeskyttelse
OBS!
Af sikkerhedsmæssige årsager er maskinen udstyret med en såkaldt genstartsbeskyttelse: Hvis strømmen afbrydes kort under
driften, starter maskinen af sikkerhedstekniske årsager ikke automatisk igen.
Men maskinen kan i så fald startes normalt med tænd-knappen.
Passende omdrejningstal
Alt efter materiale og diameter skal spindlens omdrejningstal tilpasses emnet: På den ene side aftager skærehastigheden ved
mindre drejeradier, hvilket der skal kompenseres for med et højere omdrejningstal, og på den anden side er valget af det rigtige omdrejningstal også i høj grad afhængig af det materiale, der
skal bearbejdes. Det gælder altså her om at finde det rigtige
kompromis.
Hertil har vi udstyret vores drejemaskine med en elektronisk hastighedsregulering plus et to-trins remtræk.
Således kan omdrejningstallet indstilles fra 800 til 5000 omdrejninger.
- 65 -
Page 66

Indstilling af spindelhastighed (fig. 10)
Påsætning af drivremmen
OBS!
Træk altid stikket ud, før du arbejder i gearkassen. Der er risiko
for at komme til skade!
1. Løsn fingerskruen 1 på spindeldokken og vip låget op.
2. Løsn unbrakoskruen fra remstrammeren 3.
3. Vælg omdrejningstaltrin ved at lægge drivremmen 4 på. Kontroller, at drivremmen sidder korrekt på remskiven!
4. Pres remstrammeren 3 i det lange hul 5 let mod drivremmen
og stram unbrakoskruen igen. Sørg for,at remmen er strammet korrekt og ikke for meget. Hvis den er strammet for meget, øger det sliddet på rem og lejer og bremser motoren en
del.
5. Før arbejdet påbegyndes, skal gearkassen lukkes og fingerskruen 1 strammes igen.
1. Stram emnet som beskrevet i kapitlet "Opspænding af emnet".
2. Kontroller, at emnet kan drejes frit.
3. Det nødvendige omdrejningstal indstilles ved at sætte remmene på i gearkassen (se forrige afsnit). OBS: Før du tænder, drej hastighedsknappen til venstre.
4. Spænd et egnet stål i stålholderen (se "Opspænding af drejestål").
5. Slæden køres fra højre mod venstre hen mod emnet.
6. Juster skæredybden med tværslæden 1.
7. Kør tvær- og overslæde hen mod emnet.
8. Tænd for maskinen på hovedafbryderen. OBS: Kontroller,at
patronbeskyttelsen er vippet ned.
9. Bevæg tvær- og overslæden ved at dreje håndhjulene. OBS:
Slæder eller drejestål må ikke bevæges modsat patronen!
10. Når du er færdig med at arbejde ved maskinen, så sluk for
hovedafbryderen
Eksempel på plandrejning (b)
Elektronisk hastighedsregulering
Ud over at vælge gear ved at sætte drivremmen på, kan man
desuden regulere omdrejningstallet elektronisk efter betingelserne.
1. Knappen pos. 6 (fig. 10) til indstilling af omdrejningstallet
under arbejdet drejes til venstre eller til højre.
Arbejde med maskinen (fig. 11)
OBS!
Før el-stikket sættes i skal det kontrolleres, om angivelserne på
typeskiltet stemmer overens med det lokale el-nets specifikationer.Ellers kan det føre til skader eller farlige situationer under arbejdet, hvis specifikationerne ikke stemmer overens!
OBS!
Bær altid høreværn og sikkerhedsbriller under arbejdet!
OBS!
Undgå en unormal kropsholdning! Stå stabilt og hold ligevægten.
OBS!
Patronbeskyttelsen skal altid være vippet ned under arbejdet!
Hvis den er defekt, må maskinen ikke tændes!
Eksempel på længdedrejning (a)
Bemærk:
En drejemaskines anvendes hovedsageligt til drejning parallelt
med drejeakslen og bearbejdning af cylindriske genstande.
Bemærk:
Denne arbejdsmåde anvendes til at dreje det forreste endestykke af et emne plant. Gå frem som ved den før beskrevne plandrejning med følgende særegenheder:
1. Opspænd højre sidestål ca. 2° til 3° forskudt. Vinklen skal justeres ved at dreje stålholderen.
2. Tværslæden inkl. drejestål bevæges udefra og ind (til centrum), mens højre endestykke eller akselskafter bearbejdes.
OBS!
Ved emner med større diametre er skærehastigheden udefra og
indad meget forskellig. Derfor skal drejestålet indstilles forsigtigt og langsomt med tvær the softicated lady slæden!
Eksempel på konusdrejning (c)
Overslæden er udstyret med en skala og kan drejes 45° til to sider ifm. konusdrejning. Gå frem som beskrevet under "Arbejde
med overslæden". Fremgangsmåden er den samme som ved
længdedrejning.
Afstikning af et emne (d)
OBS!
Stikstål skal opspændes så kort som muligt. Sørg for, at stikstålets æg er positioneret præcist! Den bør være i samme højde
som drejeaksen eller en smule under!
1. Stikstålet opspændes retvinklet i stålholderen.
2. Bevæg forsigtigt tværslæden inkl. drejestål udefra og indad (til
centrum). Når emnets drejeakse passeres, skæres det af.
- 66 -
Page 67

OBS:
Gå yderst forsigtigt frem, så det stykke, der skæres af, ikke flyver omkring. Der er risiko for at komme til skade!
Bearbejdning af længere emner med pinoldok
og pinolspids (fig. 12)
1. Hertil skal der bores et centreringshul i højre side af emnet.
2. Ved behov plandrejes højre endestykke.
3. Borepatronen (ekstraudstyr) sættes i pinolrøret 5 som beskrevet i kapitlet "Isætning af patron", og der opspændes et
centerbor.
4. Løsn spændearmen 2 og kør pinoldokken 6 inkl. borepatron
og centerbor tæt hen til emnets endestykke. Stram spændearmen 2 igen.
5. Tænd for maskinen og bor centreringshullet med pinolfremføringen. Det gøres ved at dreje håndhjulet 3 i højre side af
pinoldokken, og skubbe centerboret let ind i emnet med pinolrøret. Sluk for maskinen.
6. Kør pinolrøret 5 så langt tilbage med håndhjulet 3, at borepatronens konus løsner sig. Skift borepatronen ud med den
medløbende pinolspids 1.
7. Kør den medløbende spids 1 eller pinoldokken 6 hen mod
emnet. Kontroller derefter, at spændearmen 2 er strammet.
8. Juster pinolrøret med håndhjulet 3, indtil der ikke er noget
som helst slør.
9. Bloker pinolrøret med fingerskruen 4.
Den her beskrevne fremgangsmåde for overslæden er den samme for alle føringer, og gælder derfor også for resten af føringerne på din drejemaskine. Derfor vil disse ikke blive behandlet
separat her. Indstil føringerne efter mottoet: Kun så "stramt" som
nødvendigt, men så letløbende som muligt!
Tænk på: Hvis føringer indstilles for tæt, kræver det flere kræfter at betjene maskinen og det giver et større slid!
1. Løsn justeringsskruernes 2 kontramøtrikker 1 (fig. 13) til
overslæden 3 med en gaffelnøgle 5 og skru dem en smule ud.
2. Justeringsskruerne 2 skrues lige meget i med en unbrakonøgle 4, indtil sløret er fjernet.
3. Stram kontramøtrikkerne 1 igen. Hold samtidigt justeringsskruerne 2 fast med en unbrakonøgle i samme position, så
de ikke drejer sig igen.
4. Kontroller til sidst, om slæden stadigvæk er nem at skubbe,
og om den kører fuldstændigt uden slør.
Indstil håndhjulenes slør (fig. 14):
Ligesom på føringerne kan slitage på håndhjulene heller ikke
undgås under arbejdet, hvilket gør, at sløret langsomt men stadigt bliver større. For at minimere dette igen, gå frem på følgende
måde:
1. Hold fast i håndhjulet 1 og løsn hættemøtrikken 2.
2. Drej håndhjulet en smule til højre
3. Stram hættemøtrikken igen og hold fast i håndhjulet imens.
Reparation og service
Rengøring
OBS!
Træk netstikket ud ifm. med alt justerings- og servicearbejde! Der
er risiko for alvorlige person- og tingskader på grund af en utilsigtet start af maskinen eller et elektrisk stød!
1. Når du er færdig med at bruge maskinen, fjernes alle spåner
grundigt med en pensel eller en håndkost. Der må ikke benyttes trykluft til rengøringen.
2. Alle bevægelige dele, spindler og føringer skal regelmæssigt
smøres med olie!
Huset kan så rengøres udvendigt med en blød, evt. fugtig klud.
Hertil kan der benyttes mild sæbe eller et andet egnet rengøringsmiddel. Undgå at bruge opløsningsmidler eller alkoholholdige rengøringsmidler (f.eks. benzin, rengøringssprit osv.), da disse kan ødelægge maskinens plasthus og fjerne al smøremiddel.
Indstille føringernes slør (fig. 13)
Bemærk:
Også selvom føringerne smøres regelmæssigt med olie, kan det
ikke undgås, at der i løbet af et stykke tid dannes et slør på grund
af slid.
Tænk også her på:
Det er ikke hensigtsmæssig helt at eliminere sløret og få en for
"stram" indstilling af håndhjulene: Hvis håndhjulene indstilles for
tæt, kræver det også her flere kræfter at betjene maskinen og det
giver et større slid!
Tilbehør til FD 150/E
Drejestålsæt (artikel 24524)
Sættets indhold er allerede blevet præsenteret i kapitlet "Vælge
drejestål".
Tandkranspatron (artikel 24152)
Der kan opspændes bor fra 0,5 til 6,5 mm i patronen til fremstilling af huller i de plane sider.
Isætning af borepatron (fig. 15)
1. Den medløbende pinolspids fjernes fra pinolrøret som beskrevet i "Arbejde med pinoldokken"
2. Konus fra patronen 1 og pinolrøret 2 renses godt for fedt og
snavs.
3. Sæt tappen i pinolrøret og tryk borepatronen godt på.
- 67 -
Page 68

4. Spænd boret op
5. Nu kan hele pinoldokken 3, efter at spændeskruen 4 er løsnet, skubbes hen til det emne, der skal bearbejdes. Stram
spændeskruen 4 igen.
6. Kør boret hen mod emnet ved at dreje håndhjulet 5.
7. Tænd for maskinen og kør boret så langt ned i emnet, som
du ønsker, ved at dreje håndhjulet 5.
Et tip: Hvis boret kun sættes på med et let tryk, kan skalaringen
6 "nulstilles". På den måde kan man bore huller med defineret
dybde, idet man holder øje med markeringerne på skalaen og
tæller,hvor mange omgange man drejer, mens man indstiller: En
omgang med hjulet bevæger boret 1 mm.
Multi-spændetænger ER 11 (artikel 24154)
Spændetængerne er særdeles velegnede til bearbejdning af runde dele med høj præcision. Koncentriciteten er her væsentligt
større, end hvis der arbejdes med patroner med bakker.
OBS!
Der kan anvendes emner med en diameter på op til 0,5 mm
under spændetangens nominelle diameter.
OBS:
Omløbermøtrikken må aldrig strammes, når der ikke er sat et
emne i.
EU-overensstemmelseserklæring
Producentens navn og adresse:
PROXXON S.A.
6-10, Härebierg
L-6868 Wecker
Produktnavn: FD 150/E
Artikel nr.: 24150
Vi erklærer på eget ansvar, at dette produkt er i overensstemmelse med følgende direktiver og normative dokumenter:
EMC-direktiv 2004/108/EF
DIN EN 55014-1 / 02.2010
DIN EN 55014-2 / 06.2009
DIN EN 61000-3-2 / 06.2011
DIN EN 61000-3-3 / 06.2009
EU-maskindirektiv 2006/42/EF
DIN EN 61029-1 / 01.2010
Dato: 26.09.2012
Indstilling af spændetængerne (fig. 16)
1. Hold hovedspindlen 2 fast ved de flade stykker med den nøgle 1, der følger med maskinen, og skru patronen 3 af hovedspindlen.
2. Pasningen til isætning af spændetængerne 4 i hovedspindlen
rengøres grundigt.
3. Sæt spændetængerne 5 i og skru omløbermøtrikken løst på.
4. Sæt et passende emne i spændetangen og stram omløbermøtrikken 6 med nøglen 7, som er vedlagt spændetangsættet.
Bortskaffelse:
Maskinen må ikke smides i skraldespanden sammen med husholdningsaffaldet! Maskinen indeholder materialer, som kan genbruges. Skulle der være spørgsmål, så kontakt venligst din lokale genbrugsstation eller andre tilsvarende kommunale ordninger.
- 68 -
Dipl.-ing. Jörg Wagner
PROXXON S.A.
Afdeling Apparatsikkerhed
Den ansvarlige for CE-dokumentationen er identisk med undertegnede
Page 69

Originalbruksanvisning Svarv FD 150/E
S
Innehåll:
Förord ……………………………………………………69
Säkerhetsanvisningar ……………………………………69
Översikt över maskinen …………………………………70
Förklaring (bild 1) ………………………………………70
Beskrivning av maskinen ………………………………70
Leveransens omfattning …………………………………70
Tekniska data svarv FD 150/E: …………………………71
Uppställning och idrifttagning ……………………………71
Installera maskinen (fig. 2a och fig. 2b): ………………71
Svarvens delar och handhavande…………………………71
Dubbdocka (fig. 3):………………………………………71
Arbeta med dubbdockan ………………………………71
Planslid (Fig. 4) …………………………………………72
Arbeta med plansliden…………………………………72
Toppslid (Fig. 5) …………………………………………72
Arbeta med toppsliden ………………………………72
Trebackschucken (fig. 6)…………………………………72
Spänna fast arbetsstycket: ……………………………72
Vända backarna (Fig. 7): ………………………………72
Den vridbara flerstålshållaren ……………………………73
Välja svarvstål (Fig. 8) …………………………………73
Spänna fast svarvstål (Fig. 9) …………………………73
Återstartskydd …………………………………………73
Behovsanpassat varvtal …………………………………73
Ställa in spindelvarvtal (fig. 10):…………………………73
Flytta drivremmen ……………………………………73
Elektronisk varvtalsreglering …………………………74
Arbeta med maskinen (fig 11):……………………………74
Exempel längdsvarva (a)…………………………………74
Exempel plansvarva (b) …………………………………74
Exempel konsvarva (c) …………………………………74
Avsticka ett arbetsstycke (d) ……………………………74
Bearbeta längre arbetsstycken med dubbdocka
och dubb (fig. 12) ………………………………………74
Reparation och underhåll …………………………………75
Rengöring ………………………………………………75
Ställa in styrningarnas spel (fig. 13) ……………………75
Ställa in rattarnas spel (fig. 14) …………………………75
Tillbehör för FD 150/E ……………………………………75
Svarvstålssats (artikel 24524) …………………………75
Kuggkransborrchuck (artikel 24152) ……………………75
Sätta in borrchuck (fig. 15) ……………………………75
Flerområdes-spänntänger ER 11 ………………………75
(artikel 24154) …………………………………………75
Sätta in spänntängerna (fig. 16) ………………………76
Avfallshantering: …………………………………………76
EU-konformitetsförklaring ………………………………76
Sprängskisser ……………………………………………112
Förord
Användning av denna bruksanvisning:
gör det lättare att lära känna maskinen
förhindrar störningar genom felaktig manövrering
ökar maskinens livslängd.
Ha alltid denna bruksanvisning tillhands.
Använd endast denna maskin med god kunskap om och under
beaktande av denna bruksanvisning.
I följande fall ansvarar PROXXON inte för att maskinen fungerar
på ett säkert sätt:
•handhavande som inte motsvarar normal användning
•om maskinen används för annat arbete än det som nämns i
bruksanvisningen
•om säkerhetsföreskrifterna inte följs
•användningsfel
•bristande underhåll
•användning av reservdelar som inte har tillverkats av
PROXXON.
Följ säkerhetsföreskrifterna för din egen säkerhet.
Använd endast PROXXON-reservdelar. Vi förbehåller oss rätten
att utföra ändringar på maskinen i enlighet med den tekniska utvecklingen: Vi önskar dig lycka till med maskinen.
Säkerhetsanvisningar
Undvik oordning i arbetsområdet.
En rörig arbetsplats innebär alltid ökad risk för olycksfall.
Fäst maskinen plant och säkert på ett fast underlag.
Se alltid till att maskinen inte kan falla ner eller välta, även när
den används.
Kontrollera maskinen med avseende på ev.skador före varje
användning.
Observera: Defekta delar, särskilt skadade skyddsanordningar
får endast bytas av en fackman eller PROXXON-kundservice.
Använd endast Proxxon originalreservdelar.
Manipulera inte din maskin!
Gör inga ändringar på maskinen! Den mekaniska och elektriska
säkerheten kan påverkas, särskilt föreligger risk för elektriska
stötar och minskad säkerhet
Detta kan leda till personskador och materiella skador.
Arbeta aldrig utan de avsedda skyddsanordningarna.
- 69 -
Page 70

Var uppmärksam på omgivningens påverkan!
Använd endast maskinen i torr miljö och aldrig i närheten av
brännbara vätskor eller gaser. Ombesörj god belysning!
Använd skyddsglasögon!
Använd hörselskydd!
Ljudtrycksnivån under arbete med maskinen kan överskrida
85 dB (A). Använd hörselskydd!
Bär lämpliga arbetskläder!
Använd inte löst sittande kläder, t.ex. slips eller halsduk, under
arbetet. De kan fastna i rörliga delar eller i arbetsstycket och orsaka personskador. Använd hårnät vid långt hår och ta av smycken.
Skadade eller deformerade svarvstål får inte användas.
Se ovillkorligen till att svarvstålen är felfria. Kontrollera före varje användning genom okulär besiktning att de är i fullgott skick!
Håll barn och åskådare på avstånd från arbetsområdet.
Se till att barn samt åskådare håller sig på tillräckligt stort säkerhetsavstånd! Ungdomar under 16 år får endast använda maskinen under fackmässig handledning och i utbildningssyfte.
Maskinen ska förvaras utom barns räckvidd när den inte används!
Översikt över maskinen
Förklaring (bild 1)
1. Spindeldocka
2. Svarvchuck
3. Svarvstålshållare
4. Medlöpande dubb
5. Pinol
6. Klämskruv för pinol
7. Dubbdocka
8. Ratt för pinol
9. Klämspak för dubbdocka
10. Ratt för toppslid
11. Toppslid
12. Planslid
13. Ratt för planslid
14. Växellådshölje
15. Strömbrytare
16. Varvtalsvred
17. Chuckskydd
18. Nyckel
19. Spännstift
Beskrivning av maskinen
Överbelasta inte verktyget.
Optimalt resultat erhålls naturligtvis inom det effektområde som
maskinen är konstruerad för! Undvik därför för stora arbetssstycken! Använd inte maskinen för annat ändamål än den är avsedd för.
Var alltid försiktig och uppmärksam!
Var uppmärksam på maskinen under arbetet och arbeta på ett
förnuftigt sätt. Använd inte maskinen om du är okoncentrerad
eller trött eller om du har druckit alkohol.
Hantera anslutningskabeln på ett omsorgsfullt sätt!
Skydda anslutningskabeln mot värme och vassa kanter och dra
den så att den inte kan skadas. Använd inte kabeln för att dra ut
kontakten från uttaget och lyft inte maskinen i kabeln. Håll rent:
Skydda kabeln mot fett och olja!
Rengör noga maskinen efter arbetet!
Ta ut nätstickproppen!
När maskinen inte används vid underhåll, verktygsbyte, rengöring eller reparation ska nätstickproppen tas ur eluttaget! Vid
rengöring ska även spån tas bort!
Läs noga bruksanvisningen före användning och förvara den
omsorgsfullt!
- 70 -
FD 150/E är en kompakt precisionssvarv med praktisk utrustning. Den har en plan- och överslid, en stabil spindeldocka med
en högklassig lagring med rullager, en kraftig motor samt en
dubbdocka med medlöpande dubb.
Dessa egenskaper tillsammans med den kraftiga och exakta
bädden av stränggjuten aluminium gör FD 150/E till en specialist för alla små och komplicerade arbetsstycken.
Även det höga varvtalet är bra för det typiska användningsområdet:
Det möjliggör även vid arbetsstycken med mycket liten diameter alltid den passande skärhastigheten. Inställning sker via en
tvåstegs remdrivning i kombination med en känslig elektronisk
reglering.
Förutom den klassiska svarvningen kan även koner resp. konformade element tillverkas med den vridbara toppsliden. Med
borrchucken, som finns som tillbehör,går det lätt att borra hål i
kortsidan.
För alla som har särskilt höga krav på jämn gång har vi i vårt sortiment en spänntångssats för denna maskin: Det nödvändiga
ER11-fästet finns i huvudspindeln. På de följande sidorna presenterar vi maskinen och dess möjligheter samt de tillbehör som
finns. Proxxons team hoppas att du har stor glädje av din maskin när du arbetar med den!
Leveransens omfattning
1 st. Svarv FD 150/E
1 st. Bruksanvisning
1 st. Broschyr säkerhetsanvisningar
1 st. Skruvnyckel
2 st. Spännstift
Page 71

Tekniska data svarv FD 150/E:
Spänning: 230 volt
Frekvens: 50/60 Hz
Effekt: 100 watt
Dubbavstånd: 150 mm
Dubbhöjd: 55 mm
Höjd över support: 33 mm
Spännområde innerback: 1,5 - 32 mm
Spännområde ytterback: 12 - 65 mm
Justering planslid: 40 mm
Justering överslid: 60 mm
Spindelöppning: 8,5 mm
Konfäste, konsida: för ER 11-spänntänger
Hållare för stål: 6 x 6
Maskinens mått: 360 x 150 x 150
Vikt: ca 4,5 kg
Spindelvarvtal:
- i växelläge 1: 800 - 2500 v/min
- i växelläge 2: 1000 - 5000 v/min
Endast avsedd att användas i slutna utrymmen!
Maskinen får inte kastas bland hushållsavfall!
Arbeta alltid med hörselskydd!
Observera!
Kontrollera att plasthuven 1 (fig. 2 a) är stängd när maskinen
lyfts. Stäng i annat fall huven och dra åt letterskruven 2. I annat
fall finns risk att locket går sönder.
1. Ta uppsvarven ur förpackningen och ställ upp den på ett rakt
och jämnt underlag. Uppställningsytan ska vara stabil och
inte utsatt för vibrationer. Se till att svarven säkert står stabilt!
2. Observera: Under arbetet måste maskinen vara fastskruvad i
underlaget! I vinkelflänsarna på bäddens ändlock finns hål
(pos. 3) för detta. Använd skruvar med diameter 4 mm.
3. För åtkomst av skruvhålet på spindeldockans sida är det viktigt att fälla upp plasthuven 1. Lossa letterskruven 2 (fig. 2a)
och fäll upp plasthuven.
Svarvens delar och handhavande
Dubbdocka (fig. 3):
Dubbdockan 1 på maskinbäddens högra sida innehåller pinolen
2. I dennas innerkon sätts den medlöpande dubben in. Härmed
kan långa arbetsstycken stödjas och stabiliseras.
Observera!
När chuckens överhäng är större än ca tre gånger arbetsstyckets diameter bör arbetsstycket principiellt hållas i högra änden
genom dubbdockan med dubben.
Uppställning och idrifttagning
Fara!
Det föreligger risk för oväntad start! Risk för personskador.
Ta därför absolut ut stickproppen från eluttaget vid alla inställnings- och underhållsarbeten!
Installera maskinen (fig. 2a och fig. 2b):
Observera!
Kontrollera omgående maskinen beträffande eventuella transportskador efter uppackning! Skador på förpackningen är ett
tecken på felaktig hantering under transporten! Tr ansportskador
ska omgående reklameras till återförsäljaren eller respektive
transportföretag!
Följande delar ingår som standardutrustning för PROXXONsvarv FD 150/E:
•trebackschuck
•chuckskydd
•medlöpande dubb
•verktygssats
•stålhållare
Spetsen bör därvid sticka in i ett så kallat centreringshål. Detta
kan utföras med borrchucken som finns som tillbehör. Förloppet
beskrivs utförligt längre fram i texten.
Observera!
Fästkonen ska vara helt ren.
Smuts och framför allt metallspån påverkar noggrannheten negativt och kan förstöra pinol och kon.
Arbeta med dubbdockan
1. För att sätta in t.ex. dubben 3 kör ut pinolen 2 genom att vrida ratten 4 ca 10 mm.
2. Sätt in dubben med kon med kraft för hand i pinolen. Konen
sitter fast och kan inte dras ut framifrån.
3. För att grovt skjuta dubbdockan 1 till arbetsstycket, lossa
klämspaken 5 (Fig. 3), skjut dubbdockan på bäddstyrningen
till det önskade läget och dra åter åt klämspaken 5. Genom
att vrida ratten 4 kan dubben sättas mot arbetsstyckets kortsida doserat med ett lätt tryck. Pinolen ska klämmas fast i
detta läge genom att dra åt letterskruven.
4. För att lossa den medlöpande dubbens kon (eller ett annat
isatt verktyg) efter arbetet, skruva in pinolen 2 så långt som
möjligt i dubbdockan genom att vrida ratten 4. Konen lossnar och kan tas bort.
- 71 -
Page 72

Planslid (Fig. 4)
Genom vridning av ratten 2 möjliggör plansliden 1 svarvstålets
rörelse 3 lodrätt mot arbetsstyckets rotationsaxel.
Det möjliggör matningen under arbetet, dvs. regleringen av skärdjupet.
Observera: Maskinens rattar är försedda med vridbara skalringar.För att flytta släden en bestämd sträcka kan skalringen ställas
på 0. Den exakta matningen kan avläsas på skalan medan ratten
manövreras.
Därutöver är bearbetning av en plan yta på ändytan av arbetssstycket (plansvarvning) eller så kallad "avsticka" av ett arbetssstycke möjlig. Med detta förstås sticksvarvning förbi rotationsaxeln så att arbetsstycket skalas av.
Arbeta med plansliden
1. Plansliden (tillsammans med toppsliden) kan på maskinbäddens styrning skjutas till bearbetningspositionen på arbetsstycket. Lossa klämspaken 4, flytta sliderna till önskad
position och spänn åter klämspaken 4.
2. Reglera före och under arbetet vid behov positionen för
svarvstålet 3 genom att vrida ratten 2.
1. Flytta toppsliden 1 med ratten 5 så långt åt höger att skruven
4 blir åtkomlig.
2. Lossa skruven 4 och ställ in önskad konicitet med hjälp av
markeringarna på vinkelskalan 7.
3. Dra åter åt skruven 4. Genom att vrida ratten 5 kan toppsliden och därmed svarvstålet flyttas vid svarvningen.
Observera att här liksom vid maskinens andra rattar även skalringarna är rörliga och kan nollställas. Sträckan som stålet har
förflyttats kan avläsas på skalan. Ett rattvarv motsvarar sträckan 1 mm.
Trebackschucken (fig. 6)
Spännchucken fungerar som fäste och för fastspänning av arbetstyckena som ska bearbetas. Den har en öppning på 8,5 mm
precis som maskinens arbetsspindel. På så sätt kan även runt
material med en diameter på något mer än 8 mm föras genom
spindeln!
Observera!
Om ett längre arbetstycke spänns fast, som förs genom spindeln och stickerut åt vänster finns ökadrisk för personskada.
Var speciellt försiktig i detta fall så att inga föremål fastnar i
den roterande axeln. Skydda detta område extra.
Toppslid (Fig. 5)
Toppsliden 1 möjliggör den direkta styrningen och förflyttningen av stålhållaren inkl. svarvstålet, företrädesvis i längdriktning.
Dessutom kan toppsliden på vår maskin vridas. Detta gör att inte enbart cylindriska arbetsstycken kan tillverkas, genom att
svarvstålet kan förflyttas parallellt till maskinens längdaxel
(svarvning i längdled): Även konformade arbetsstycken eller koniska avsnitt kan svarvas när toppsliden vrids något.
För detta finns det en vinkelskala med vars hjälp det går att ställa
in vinkeln hos konen som ska tillverkas.
Slidens förflyttningssträcka på den exakta laxstjärtsstyrningen är
60 mm.
Arbeta med toppsliden
Vid leverans är toppsliden 1 inställd på exakt =0°, dvs. för (cylindrisk) längssvarvning.
1. Flytta svarvstålet 3 radiellt till önskat läge genom att vrida
ratten 2.
2. Starta maskinen. Observera: Se till att chuckskyddet befinner
sig i det nedre läget!
3. Genom att vrida ratten 5, flytta toppsliden med svarvstålet
med önskad matning längs det roterande arbetsstycket.
Ska en kon eller kägla svarvas måste toppsliden 1 vridas med önskat mått:
- 72 -
Spänna fast arbetsstycket:
Stick in de båda stiften 2 och 3, som ingår i leveransen, i de avsedda hålen på chuckkroppens periferi och vrid de båda chuckdelarna mot varandra för att öppna spännbackarna. Den motriktade rotationsriktningen medför efter isättningen av arbetssstycket att backarna låses och att arbetsstycket är fastspänt.
Vända backarna (Fig. 7):
Om backarna vrids helt utåt enligt beskrivningen ovan kan de tas
bort, vändas och sättas på igen.
Figur 7 visar normalläget: detta används för konventionell fastspänning enligt fig. 6 och för fastspänning av t.ex. rörmaterial
inifrån. Till höger visas de vända backarna. I detta läge kan även
arbetsstycken med stor utvändig omkrets spännas fast.
1. Observera: Backarna är numrerade! Öppna svarvchucken så
mycket att backarna lossnar från chucken. Detta sker i ordningsföljden 3, 2 och 1.
2. Vrid runt backarna och för in nr 3 i en av de tre styrningarna.
3. Tryck back nr 3 i riktning svarvchuckscentrum och vrid samtidigt chucken i riktning ”spänna”.
4. När gängskruven har tagit tag i back nr 3 måste back nr 2 sätttas in i nästa styrning (medurs).
5. Utför på samma sätt med nr 2 och nr 1.
6. Kontrollera därefter huruvida alla backar befinner sig i centrerat läge.
Page 73

7. Om du åter vill arbeta med invändig backchuck upprepar du
de tidigare beskrivna stegen, dock i omvänd ordningsföljd,
dvs. sätt först in back nr 1 och 2 därefter nr 3.
Den vridbara flerstålshållaren
Välja svarvstål (Fig. 8)
Observera!
För korrekt svarvning är det mycket viktigt att:
•rätt svarvstål har valts för aktuellt arbete
•svarvstålets egg är skarp
•svarvstålets egg står exakt på ”mitten”
•samt att arbetet utförs med korrekt svarvstål.
Här presenteras svarvstålstyperna som vi har sammanställt i vår
svarvstålssats 24524 (tillbehör):
Svarvstål vänster (a)
•används för att på kort tid avverka så mycket spån som möjligt i vänster bearbetningsriktning utan särskild hänsyn till
kvaliteten på arbetsstyckets yta.
Svarvstål höger (b)
•används för att på kort tid avverka så mycket spån som möjligt i höger bearbetningsriktning utan särskild hänsyn till kvaliteten på arbetsstyckets yta.
Skrubbstål (c)
•för grovt förarbete på arbetsstycken. Genom den speciella
slipningen lämpar sig dessa stål för stor materialavverkning
utan stora krav på ytkvaliteten.
Spetsstål (d)
•används för att få en snygg yta vid liten spånavverkning.
Stickstål (e)
•för sticksvarvning och för att kapa arbetsstycket vid sticksvarvning.
Ursvarvningsstål (f)
•används för invändig svarvning.
2. Lägg in stålet i stålhållarspåret och kläm fast med skruvarna
1. Observera: Spänn in stålet med så kort utstick som möjligt.
3. Kör stålets spets till dubbdockans dubb och kontrollera höjden.
Det kan vara nödvändigt att för höjdanpassning vid olika storlek
på stålen lägga under t.ex. tunna plåtar på hela ytan.
Stålhållaren gör det möjligt att samtidigt spänna in två svarvstål.
Det underlättar arbetet eftersom efter justeringen av svarvstålen
mellan de enskilda bearbetningsstegen på ett arbetsstycke endast stålhållaren måste vridas för att kunna arbeta med det stål
som passar.
För att göra detta lossa bara insexskruven 4, vrid stålhållaren och
dra åt skruven 4 igen. Naturligtvis kan stålets vinkel mot arbetsstycket på samma sätt även regleras vid behov.
Återstartskydd
Observera!
Maskinen är av säkerhetsskäl utrustad med ett så kallat återstartskydd. Av säkerhetsskäl förhindras maskinen att sätta igång
oavsiktligt vid ett kort spänningsavbrott.
Maskinen kan i detta fall startas på normalt sätt med startknappen.
Behovsanpassat varvtal
Spindelvarvtalet måste anpassas efter arbetsstyckets material
och diameter.Å ena sidan minskar skärhastigheten med mindre
svarvradier vilket måste kompenseras med ett högre varvtal, å
andra sidan beror korrekt varvtal även i hög grad av materialet
som ska bearbetas. Här gäller det alltså att finna den rätta kompromissen.
Därför har vi försett vår svarv med en elektronisk varvtalreglering samt en tvåstegs remdrivning.
På så sätts kan ett varvtalsområde från 800 till 5000 varv erhållas.
Ställa in spindelvarvtal (fig. 10):
Spänna fast svarvstål (Fig. 9)
Observera!
Spänn in svarvstål med så kort utstick som möjligt. Ett stort utstick medför vibrationer, onoggrannheter och ej felfria ytor.
I flerstålshållaren kan svarvstål med en sektion på upp till 6 x 6
mm spännas in
1. Vrid ut båda fästskruvarna 1 (fig. 9) så mycket att det valda
svarvstålet 2 passar in i fästet.
Flytta drivremmen
Observera!
Innan arbetet utförs måste nätstickproppen dras ut. Risk för personskador!
1. Lossa den lettrade skruven 1 på spindeldockan och fäll upp
locket 2.
2. Lossa insexskruven från remspännaren 3.
3. Välj aktuellt varvtalssteg genom att flytta drivremmen 4. Se
till att drivremmen sitter korrekt på remskivorna!
4. Tryck spännaren 3 i det avlånga hålet 5 lätt mot drivremmen
och dra åt insexskruven. Se till att remmen har lämplig spänn-
- 73 -
Page 74

ning. Om spänningen är för hög ökar slitaget på rem och lager och motorn bromsas kraftigt.
5. Innan arbete påbörjas ska locket stängas och letterskruven
dras åt.
Elektronisk varvtalsreglering
Förutom valet av växellägena genom att flytta drivremmen erbjuder maskinen dessutom möjligheten att anpassa varvtalet
elektroniskt till de aktuella förhållandena.
1. Vrid varvtalsvredet pos. 6 (fig. 10) åt vänster eller höger för
att ställa in varvtalet under driften.
Arbeta med maskinen (fig 11):
Exempel plansvarva (b)
Information:
Detta arbetssätt används för att svarva ett arbetsstyckes kortsida plan. Utför de steg som beskrivs ovan under plansvarvningen med följande tillägg:
1. Spänn in det högra sidstålet justerat med 2° till 3°. Vinkelläget ställs in genom att stålhållaren vrids.
2. Flytta plansliden med svarvstål utifrån och inåt (mot centrum) och bearbeta därvid den högra kortsidan eller axelklackar.
Observera!
Vid arbetsstycken med större diametrar varierar skärhastigheten
ganska avsevärt utifrån och inåt. Flytta därför svarvstålet med
plansliden långsamt och med känsla!
Observera!
Kontrollera att uppgifterna på typskylten överensstämmer med
de lokala förutsättningarna för ert elnät innan du sätter i stickproppen i eluttaget. Om uppgifterna inte stämmer överens kan
det leda till skador eller risker under arbetet!
Observera!
Använd alltid hörselskydd och skyddsglasögon under arbetet!
Observera!
Undvik onormala kroppsställningar! Se till att du står säkert och
behåll jämvikten.
Observera!
Arbeta endast med nedfällt chuckskydd! Är detta defekt får maskinen inte användas!
Exempel längdsvarva (a)
Information:
En svarv används huvudsakligen för att svarva parallellt med rotationsaxeln och bearbeta cylindriska föremål.
1. Spänn fast arbetsstycket enligt beskrivningen i kapitlet
”Spänna fast arbetsstycket”.
2. Kontrollera att arbetssycket kan rotera fritt.
3. Ställ in erforderligt varvtal genom att flytta drivremmarna (se
föregående kapitel). Observera: Vrid varvtalsvredet åt vänster innan maskinen startas.
4. Spänn in ett lämpligt svarvstål i stålhållaren (se ”Spänna in
svarvstål”).
5. Flytta supporten från höger till vänster till arbetsstycket.
6. Ställ in skärdjupet med plansliden 1.
7. Flytta tvär- och toppsliden till arbetsstycket
8. Starta maskinen med huvudbrytaren. Observera: Se till att
chuckskyddet är nedfällt.
9. Flytta tvär- och toppslid genom att vrida rattarna. Observera: Låt inte slid eller svarvstål löpa mot svarvchucken!
10. Stäng av maskinen efter arbetet med huvudbrytaren.
Exempel konsvarva (c)
Toppsliden är försedd med en skala och kan vridas 45° åt två håll
för konsvarvning. Se beskrivning under ”Arbeta med toppslid”.
Bearbetningssättet är det samma som vid längdsvarvning.
Avsticka ett arbetsstycke (d)
Observera!
Spänn in stickstål med så kort utstick som möjligt. Se till att
stickstålets egg har exakt höjd! Denna bör befinna sig i rotationsaxelns plan eller något under!
1. Spänn in stickstålet med rät vinkel i stålhållaren.
2. Flytta plansliden med stickstål försiktigt utifrån och inåt (mot
centrum). När arbetsstyckets rotationsaxel passeras kapas
det.
Observera:
Var mycket försiktig för att förhindra att det kapade arbetsstycket
kastas iväg. Risk för personskador!
Bearbeta längre arbetsstycken med dubbdocka
och dubb (fig. 12)
1. För detta ändamål måste ett centreringshål borras i arbetssstyckets högra sida.
2. Plansvarva vid behov den högra kortsidan.
3. Sätt in borrchucken (tillbehör) i pinolen 5 enligt beskrivningen i kapitlet ”Sätta i borrchuck” och spänn in ett centreringsborr.
4. Lossa klämspaken 2 och flytta dubbdockan 6 med borrchuck
och centreringsborr nära intill arbetsstyckets kortsida. Spänn
åter klämspaken 2.
5. Starta maskinen och borra centreringshålet med hjälp av pinolmatningen. För detta, vrid ratten 3 till höger på dubbdockan och skjut med pinolen centreringsborret lätt in i arbetsstycket. Stäng av maskinen.
- 74 -
Page 75

6. Kör tillbaka pinolen 5 med ratten 3 så mycket att borrchuckens kon lossnar. Byt ut borrchucken mot den medlöpande
dubben 1
7. Flytta den medlöpande dubben 1 resp. dubbdockan till arbetsstycket. Tänk på att klämspaken 2 är spänd mot arbetsstycket efter att dubb och dubbdocka har skjutits mot
arbetsstycket.
8. Flytta pinolen med ratten så mycket att allt spel är eliminerat.
9. Lås pinolen med hjälp av letterskruven.
Ställa in rattarnas spel (fig. 14)
Precis som för styrningarna går det naturligtvis inte att undvika
att rattarna slits vid driften. Det betyder att dödgången långsamt
men konstant blir större. Minimera detta genom att:
1. hålla fast ratten 1 och lossa hatmuttern
2. vrida ratten något åt höger
3. dra åt hattmuttern igen och håll därvid fast ratten.
Reparation och underhåll
Rengöring
Observera!
Vid allt inställnings- och underhållsarbete ska nätstickproppen
dras ur! Det föreligger risk för allvarliga personskador eller materiella skador på grund av en oavsiktlig start av maskinen eller
risk för elstöt!
1. Ta efter användning av maskinen noga bort alla spån med en
pensel eller en borste. Använd inte tryckluft för rengöring.
2. Smörj alla rörliga delar, spindlar och styrningar regelbundet!
Höljet kan rengöras utvändigt med en mjuk, ev. fuktad trasa. För
detta får mild tvål eller ett annat lämpligt rengöringsmedel användas. Rengöringsmedel som innehåller lösningsmedel eller
sprit (t ex bensin, tvättsprit osv.)ska undvikas, eftersom de kan
angripa höljets delar av plast samt tvätta bort smörjmedlen.
Ställa in styrningarnas spel (fig. 13)
Information:
Även om styrningar regelbundet smörjs resp oljas in går det inte att undvika att de pga. slitage har glapp.
Det här för toppsliden beskrivna tillvägagångssättet är det
samma för alla styrningar, därför är det analogt för de övriga
styrningarna på din svarv. De behandlas därför inte separat här.
Ställ in styrningarna enligt denna princip: Precis så ”hårt” som
nödvändigt men så lättrörliga som möjligt!
Tänk på att om styrningar ställs in för snävt så ger det större manöverkrafter samt ett ökat slitage!
1. Lossa låsmuttrarna 1 (fig. 13) hos justerskruvarna 2 för topppsliden 3 med en U-nyckel 5 och skruva ut den något.
2. Skruva in justerskruvarna 2 jämnt med en insexnyckel 4 tills
glappet har åtgärdats.
3. Dra åt låsmuttrarna 1 igen. Håll därvid fast justeringsskruvarna 2 med sexkantnyckeln 5 i sina lägen så att de inte rör
sig.
4. Kontrollera därefter huruvida supporten fortfarande är lättrörlig när den flyttas och att den löper helt utan glapp.
Tänk här även på att:
En total eliminering av dödgången och en för ”hård” inställning
inte är lämplig för rattarna. Om rattarna ställs in alltför snävt så
ger det större manöverkrafter samt ett ökat slitage!
Tillbehör för FD 150/E
Svarvstålssats (artikel 24524)
Innehållet i svarvstålssatsen har redan presenterats i kapitlet
"Välja svarvstål”.
Kuggkransborrchuck (artikel 24152)
För att utföra hål från kortsidan kan borr från 0,5 till 6,5 mm
spännas in i borrchucken.
Sätta in borrchuck (fig. 15)
1. Ta bort den medlöpande dubben från pinolen enligt beskrivningen under ”Arbeta med dubbdockan”.
2. Rengör chuckens 1 kon och pinolen 2 väl från fett och smuts.
3. Sätt in tappen i pinolen och skjut på borrchucken kraftigt.
4. Spänn fast borr.
5. Nu kan den kompletta dubbdockan 3 efter att klämspaken 4
lossats flyttas till arbetsstycket som ska bearbetas. Dra därefter åt klämspaken 4.
6. För borret mot arbetsstycket genom att vrida ratten 5.
7. Starta maskinen och låt borren tränga in i arbetsstycket till
önskat djup genom att vrida på ratten 5.
Tips: Om borret sätts mot helt lätt kan skalringen nollställas. På
så sätt kan man utföra hål med ett bestämt djup genom att man
beaktar skalmarkeringarna och räknar antalet rattvarv vid matningen. Ett varv flyttar borret 1 mm.
Flerområdes-spänntänger ER 11
(artikel 24154)
Spänntängerna lämpar sig speciellt för att bearbeta runda delar
med hög precision. Rotationsprecisionen är härvid avsevärt
större ån vid arbete med en backchuck.
- 75 -
Page 76

Observera!
Arbetsstycken med en diameter upp till 0,5 mm under spänntångens märkdiameter kan användas.
Observera:
Dra aldrig åt överfallsmuttern när arbetsstycke inte har satts in.
Sätta in spänntängerna (fig. 16)
1. Håll fast huvudspindeln 2 med den medföljande nyckeln i de
plana delarna och skruva av chucken från huvudspindeln.
2. Rengör noga passningen för spänntångsfästet 4 i huvudspindeln.
3. Sätt in spänntången 5 och skruva lätt på överfallsmuttern 6.
4. För in det passande arbetsstycket i spänntången och dra åt
överfallsmuttern 6 med nyckeln 7 från spänntångssatsen.
EU-konformitetsförklaring
Tillverkarens namn och adress:
PROXXON S.A.
6-10, Härebierg
L-6868 Wecker
Produktbeteckning: FD 150/E
Artikelnr: 24150
Vi förklarar på eget ansvar att denna produkt överensstämmer med
följande riktlinjer och normgivande dokument:
EU:s EMK-direktiv 2004/108/EG
DIN EN 55014-1 / 02.2010
DIN EN 55014-2 / 06.2009
DIN EN 61000-3-2 / 06.2011
DIN EN 61000-3-3 / 06.2009
Avfallshantering:
Maskinen får inte avfallshanteras som hushållsavfall! Maskinen
innehåller värdefulla ämnen som kan återvinnas. Vid frågor angående avfallshanteringen, kontakta de lokala återvinningsföretagen eller andra relevanta kommunala organ.
EG maskindirektiv 2006/42/EG
DIN EN 61029-1 / 01.2010
Datum: 26.09.2012
Dipl-ing Jörg Wa gner
PROXXON S.A.
Verksamhetsområdet maskinsäkerhet.
Befullmäktigat ombud för CE-dokumentation är identisk med
undertecknaren
- 76 -
Page 77

Originální provozní návod Soustruh FD 150/E
CZ
Obsah:
Předmluva…………………………………………………………77
Bezpečnostní pokyny: ……………………………………………77
Přehled stroje………………………………………………………78
Legenda (obr. 1): …………………………………………………78
Popis stroje ………………………………………………………78
Rozsah dodávky …………………………………………………78
Te chnické údaje o soustruhu FD 15 0/E: ………………………79
Instalace a uvedení do provozu ………………………………79
Instalace přístroje (obr. 2a a obr. 2b): …………………………79
Prvky soustruhu a jejich obsluha ………………………………79
Koník (obr. 3): ……………………………………………………79
Práce s koníkem ………………………………………………79
Práce s příčnými saněmi ……………………………………80
Horní saně (obr. 5) ………………………………………………80
Práce s horními saněmi ………………………………………80
Tříčelisťové sklíčidlo (obr. 6) ……………………………………80
Upnutí obrobku: ………………………………………………80
Obrácení čelistí (obr. 7): ………………………………………80
Otočný vícenásobný nožový držák ……………………………81
Výběr soustružnického nože (obr. 8) ………………………81
Upnutí soustružnického nože (obr. 9) ………………………81
Ochrana proti opakovanému spuštění…………………………81
Potřebné otáčky …………………………………………………81
Předmluva
Používání tohoto provozního návodu:
• usnadní seznámení se s přístrojem.
• zabrání vzniku poruch nesprávnou obsluhou a
• zvýší životnost přístroje.
Mějte tento návod vždy při ruce.
Obsluhujte přístroj pouze s přesnými znalostmi a za dodržování
návodu.
PROXXON neručí za bezpečnou funkci přístroje při:
•zacházení, které neodpovídá obvyklému používání,
•jiných účelech použití, které nejsou uvedeny v návodu,
•nedodržení bezpečnostních předpisů.
•chybách obsluhy
•nedostatečné údržbě
•použití náhradních dílů jiné značky než PROXXON
Pro svoji bezpečnost bezpodmínečně dodržujte bezpečnostní
předpisy.
Nastavení otáček vřetena (obr. 10)……………………………81
Přeložení hnacího řemenu ……………………………………81
Elektronická regulace otáček ………………………………81
Práce se strojem (obr. 11)………………………………………82
Příklad podélného soustružení (a) ……………………………82
Příklad čelního soustružení (b) …………………………………82
Příklad soustružení kuželových ploch (c)………………………82
Upichování obrobku (d) …………………………………………82
Obrábění delších obrobků s koníkem a upínacím
hrotem (obr. 12 )…………………………………………………82
Oprava a údržba …………………………………………………83
Čištění ……………………………………………………………83
Nastavení vůle vedení (obr. 13 )…………………………………83
Nastavení vůle ručních koleček (obr. 14): ……………………83
Příslušenství pro FD 150/E ………………………………………83
Sada soustružnických nožů (výrobek 24524) …………………83
Věncové sklíčidlo pro vrták (výrobek 24152) …………………83
Vsazení sklíčidla pro vrták (obr. 15)…………………………83
Vícerozsahové kleštiny ER 11 (výrobek 24154) ………………83
Použití kleštin (obr. 16)………………………………………83
Likvidace: …………………………………………………………84
Prohlášení o shodě pro ES ………………………………………84
Rozpadové výkresy………………………………………………112
Bezpečnostní pokyny:
Zamezte nepořádku na pracovišti.
Nepořádek na pracovišti znamená vždy i větší riziko úrazu.
Připevněte přístroj rovně a bezpečně na pevný podklad.
V každém případě zajistěte, aby přístroj nemohl spadnout nebo se
převrátit ani během provozu.
Před každým použitím přístroj zkontrolujte, zda není poškozený.
Prosím dodržujte: Va dné díly, zvláště poškozená ochranná zařízení, smí měnit pouze odborník nebo zákaznický servis firmy
PROXXON
Používejte pouze originální náhradní díly PROXXON.
Nemanipulujte se strojem!
Neměňte nic na stroji, neprovádějte žádné manipulace! Může se
narušit mechanická a elektrická bezpečnost, zvláště
hrozí nebezpečí zasažení elektrickým proudem a další ohrožení vaší bezpečnosti. Následkem mohou být zranění a věcné škody.
Používejte pouze originální náhradní díly PROXXON. Vyhrazujeme
si další vývoj ve smyslu technického pokroku. Přejeme vám mnoho úspěchů s přístrojem.
- 77 -
Page 78

Nikdy nepracujte bez určených ochranných zařízení.
Dávejte pozor na okolní vlivy!
Používejte stroj pouze v suchém prostředí a nikdy v blízkosti hořlavých kapalin nebo plynů. Zajistěte dobré osvětlení!
Používejte ochranné brýle!
Noste chrániče sluchu!
Hladina akustického tlaku při práci se strojem může přesáhnout 85
dB (A), proto pracujte pouze s chrániči sluchu!
Noste vhodný pracovní oděv!
Nenoste během práce volný oděv jako např. kravaty nebo šátky,
mohly by se během provozu namotat na některou z pohybujících
se součástí nebo na automaticky se pohybující obrobek a způsobit zranění. Noste při dlouhých vlasech vlasovou síťku a sejměte
šperky.
Nepoužívejte poškozené nebo zdeformované soustružnické nože.
Dbejte bezpodmínečně na bezvadný stav soustružnických nožů.
Před každým uvedením do provozu vizuálně zkontrolujte jejich neporušenost!
Děti a nezúčastněné osoby držte mimo
pracoviště.
Zajistěte, aby se děti a nezúčastněné osoby zdržovaly v dostatečně velké bezpečné vzdálenosti! Mladiství mladší 16 let smějí stroj
používat pouze pod odborným vedením a k účelům vzdělávání.
Nepoužívaný stroj je třeba uchovávat tak, aby byl nepřístupný dětem!
Nepřetěžujte nástroj.
Optimálních pracovních výsledků dosáhnete přirozeně pouze v
rozsahu výkonu, pro který je stroj dimenzován! Vyvarujte se proto
příliš velkých přísuvů! Nepoužívejte stroj k jiným účelům a nepoužívejte jej pro práce, pro které není určen.
Buďte vždy obezřetní a pozorní!
Sledujte stroj během práce a postupujte uvážlivě. Nepoužívejte
stroj, jste-li nesoustředění nebo unavení nebo jste požili alkohol.
Zacházejte opatrně s připojovacím kabelem!
Chraňte připojovací kabel před horkem a ostrými hranami a položte
jej tak, aby se nemohl poškodit. Nepoužívejte kabel k vytahování
zástrčky ze zásuvky a nezvedejte za něj přístroj. Dbejte na čistotu:
Chraňte kabel před tukem a olejem!
Po práci přístroj důkladně vyčistěte!
Vytáhněte síťovou zástrčku!
Při nepoužívání, před údržbou, výměnou nástrojů, čištěním nebo
opravou vždy vytáhněte zástrčku! K čištění patří i odstranění třísek!
Přehled stroje
Legenda (obr. 1):
1. Vřeteník
2. Sklíčidlo
3. Držák na soustružnický nůž
4. Pohyblivý upínací hrot
5. Pinola
6. Upínací šroub pro pinolu
7. Koník
8. Ruční kolečko pro pinolu
9. Upínací páka pro koník
10.Ruční kolečko pro horní saně
11.Horní saně
12.Příčné saně
13.Ruční kolečko pro příčné saně
14.Kryt převodové skříně
15.Vypínač
16.Otočný regulátor otáček
17.Ochrana sklíčidla
18.Klíč
19.Upínací kolíky
Popis stroje
FD 150/E je kompaktní přesný soustruh s praktickým vybavením:
Nabízí příčné a horní saně, pevný vřeteník s vysoce kvalitním valivým uložením pro pracovní vřeteno, silný pohon a rovněž koník s
pohyblivým upínacím hrotem.
Tyto vlastnosti ve spojení s vysoce odolným a přesným hliníkovým
litým ložem činí FD 150/E specialistou pro všechny filigránské obrobky.
Rovněž vysoké otáčky vycházejí vstříc typické oblasti použití:
Umožňují i při nejmenších průměrech obrobku vždy vhodnou řeznou rychlost, nastavitelnou prostřednictvím dvoustupňové řemenové převodovky v kombinaci s citlivou elektronickou regulací.
Kromě klasických možností obrábění soustružením lze otočnými
horními saněmi vyrábět i kužely, resp. kuželové prvky. Se sklíčidlem pro vrták dostupným jako příslušenství není žádným problémem ani čelní vrtání otvorů.
A pro všechny, kteří kladou zvláště vysoké požadavky na vystředěný chod, máme ve svém sortimentu pro tento stroj sadu kleštin:
Potřebné upnutí ER11je v hlavním vřetenu. Na následujících stránkách vám podrobně představíme stroj a jeho možnosti a rovněž dostupné příslušenství. Tý m firmy Proxxon vám přeje mnoho radosti
a úspěchu při práci se strojem!
Rozsah dodávky
Před použitím si důkladně přečtěte návod k obsluze a pečlivě
si jej uschovejte!
- 78 -
1 ks Soustruh FD 150/E
1 ks Návod k obsluze
1 ks Brožura Bezpečnostní pokyny
1 ks Plochý klíč
2 ks Upínací kolíky
Page 79

Technické údaje o soustruhu FD 150/E:
Napětí: 230 V
Kmitočet: 50/60 Hz
Výkon: 100 W
Vzdálenost hrotů: 150 mm
Výška hrotů: 55 mm
Výška nad suportem: 33 mm
Rozsah upínání vnitřních čelistí: 1,5 – 32 mm
Rozsah upínání vnějších čelistí: 12 – 65 mm
Přestavení příčných saní: 40 mm
Přestavení horních saní: 60 mm
Průchod vřetenem: 8,5 mm
Kuželové upnutí, na straně sklíčidla: pro kleštiny ER 11
Nožový držák pro soustružnické nože: 6 x 6
Rozměry přístroje: 360 x 150 x 150
Hmotnost: cca 4,5 kg
Otáčky vřetena:
- v převodovém stupni 1: 800 – 2500 ot./min
- v převodovém stupni 2: 10 00 – 5000 ot./min
Pouze pro provoz v uzavřených prostorách!
Přístroj nikdy neodhazujte do domovního odpadu!
Vždy pracujte s chrániči sluchu!
Instalace a uvedení do provozu
Nebezpečí!
Existuje možnost neočekávaného náběhu! Následkem mohou
být zranění.
Proto bezpodmínečně při provádění nastavování a údržby vždy
vytáhněte síťovou zástrčku!
Instalace přístroje (obr. 2a a obr. 2b):
Pozor!
Při zvedání stroje dbejte, aby byl plastový kryt 1 (obr. 2 a) převodové skříně zavřený. Jinak kryt přiklopte a utáhněte šroub s rýhovanou hlavou 2. Jinak by mohl kryt prasknout.
1. Pro instalaci vyjměte soustruh z obalu a postavte jej na rovný a
plochý podklad. Instalační plocha musí být bez otřesů a stabilní. Dbejte na to, aby bylo zaručeno bezpečné stání!
2. Prosím dodržujte: Pro provoz musí být stroj pevně přišroubovaný k podkladu!V úhelníkových ramenech koncových krytů lože jsou k tomu připravené otvory (poz. 3). Použijte šrouby s průměrem 4 mm.
3. Na straně vřeteníku je pro přístupnost ke šroubovému otvoru
důležité odklopit plastový kryt 1 převodové skříně. K tomu jednoduše uvolněte šroub s rýhovanou hlavou 2 (obr. 2a) a odklopte plastový kryt.
Prvky soustruhu a jejich obsluha
Koník (obr. 3):
Koník 1 na pravé straně lože stroje obsahuje pinolu 2. V ní je v jejím vnitřním kuželu vsazen pohyblivý upínací hrot 3. Jím lze podepřít a stabilizovat dlouhé obrobky.
Pozor!
Je-li přesah sklíčidla větší než cca 3násobný průměr obrobku, měl
by se v principu obrobek držet na pravém konci koníkem s upínacím hrotem.
Hrot má přitom v ideálním případě zasahovat do takzvaného středicího důlku. Te n lze vytvořit pomocí sklíčidla pro vrták, dostupného jako příslušenství. Postup bude podrobně popsán později.
Pozor!
Upínací kužely musí být absolutně čisté.
Nečistota a především kovové třísky narušují přesnost a mohou pinolu a kužel učinit neupotřebitelnými.
Pozor!
Zkontrolujte ihned po vybalení přístroj, zda se případně nepoškodil při přepravě! Poškození obalu již případně poukazuje na nesprávnou manipulaci během přepravy! Škody způsobené při přepravě by se měly bezpodmínečně ihned reklamovat u prodejce nebo příslušného dopravního podniku!
Ke standardnímu vybavení soustruhu PROXXON FD 150/E patří
následující prvky:
•Tříčelisťové sklíčidlo
•Ochrana sklíčidla
•Pohyblivý upínací hrot
•Sada nástrojů
•Nožový držák
Práce s koníkem
1. Pro použití např. upínacího hrotu 3 vysuňte pinolu 2 otáčením
ručního kolečka 4 cca 10 mm.
2. Ručně silou vsaďte upínací hrot s kuželem do pinoly. Kužel sedí pevně a nelze jej zpředu vytáhnout.
3. Pro hrubé nasunutí koníku 1 na obrobek uvolněte upínací páku
5 (obr. 3), posuňte koník na vedení lože do požadované polohy
a znovu upínací páku 5 utáhněte. Otáčením ručního kolečka 4
lze upínací hrot odměřovaně lehkým tlakem na čelní stranu obrobku nasadit. Pinola by se měla v této poloze upnout utažením
šroubu s rýhovanou hlavou 6.
4. K uvolnění kuželu pohyblivého hrotu (nebo jiného použitého nástroje) po práci pinolu 2 otáčením ručního kolečka 4 zašroubujte
co nejdále do koníku. Kužel se uvolní a lze jej vyjmout.
- 79 -
Page 80

Příčné saně (obr. 4)
Příčné saně 1 umožňují otáčením ručního kolečka 2 pohyb soustružnického nože 3 kolmo k ose otáčení obrobku.
To umožňuje během práce přísuv, tzn. regulaci hloubky záběru.
Pozor: Ruční kolečka stroje jsou opatřená otočnými kroužky se
stupnicí: K pojíždění saní o definovanou hodnotu lze kroužek se
stupnicí nastavit na 0. Přesný přísuv lze odečíst na stupnici během
ovládání ručního kolečka.
Kromě toho je umožněno obrábění čelní rovinné plochy obrobku
(čelní soustružení) nebo takzvané „upichování“ obrobku. Pod tím
se rozumí upichování nad osou otáčení tak, aby se obrobek sloupával.
Práce s příčnými saněmi
1. Příčné saně (spolu s horními saněmi) lze na vedení lože stroje
nasunout na polohu obrábění na obrobek. K tomu uvolněte upínací páku 4, přesuňte saně na požadovanou polohu a znovu
upínací páku 4 upněte.
2. Před nebo během práce v případě potřeby regulujte polohu
soustružnického nože 3 otáčením ručního kolečka 2.
Horní saně (obr. 5)
Horní saně 1 umožňují bezprostřední vedení a pojíždění nožového
držáku vč. soustružnického nože přednostně v podélném směru.
Navíc jsou u našich strojů horní saně otočné: To umožňuje vytvářet nejen válcové obrobky pojížděním soustružnického nože souběžně s podélnou osou stroje (podélné soustružení): Lze soustružit i kónické obrobky nebo kuželovité útvary, pokud se horní saně
trochu otočí.
Namontovali jsme k tomu úhlovou stupnici, s jejíž pomocí lze nastavit úhel vytvářeného kónusu.
Dráha pojíždění saní na přesném rybinovitém vedení činí 60 mm.
Práce s horními saněmi
Ve stavu při dodání jsou horní saně 1 nastavené přesně na =0°, tzn.
k (válcovému) podélnému soustružení.
1. Najeďte soustružnickým nožem 3 pomocí otáčení ručního kolečka 2 radiálně do požadované polohy
2. Zapněte stroj. Pozor: Dejte pozor, aby se ochrana sklíčidla 6
nacházela v dolní poloze!
3. Otáčením ručního kolečka 5 pojíždějte podélně horními saněmi 1 se soustružnickým nožem s požadovaným přísuvem na rotujícím obrobku
Má-li se soustruhovat kónus nebo kužel, musí se horní saně 1 otočit o požadovanou hodnotu:
1. Jeďte horními saněmi 1 otáčením ručního kolečka 5 natolik doprava, aby byl přístupný šroub 4
2. Uvolněte šroub 4 a podle značek na úhlové stupnici 7 nastavte požadovanou konicitu.
3. Znovu utáhněte šroub 4. Otáčením ručního kolečka 5 lze
horními saněmi a tím soustružnickým nožem při soustružení
pojíždět.
Mějte na paměti, že zde i u ostatních ručních koleček stroje jsou
kroužky se stupnicí pohyblivé a mohou se vynulovat. Absolvovanou dráhu nože lze pak odečíst na stupnici. Jedno otočení ručního kolečka odpovídá jednomu milimetru dráhy.
Tříčelisťové sklíčidlo (obr. 6)
Upínací sklíčidlo 1 slouží k uchycení a upnutí obráběných obrobků. Má otvor 8,5 mm, stejně jako pracovní vřeteno stroje. Ta k lze
vést vřetenem i kruhové materiály s průměrem dobrých 8 mm!
Pozor!
Upne-li se delší obrobek, který má být veden vřetenem a přečnívá
doleva, hrozí zvýšené riziko zranění. Buďte v tomto případě zvláště opatrní, aby rotující hřídel nezachytil žádné předměty. Zajistěte
tuto oblast samostatně.
Upnutí obrobku:
Oba v dodávce obsažené kolíky 2 a 3 vsaďte do k tomu určených
otvorů na obvodu těles sklíčidla a obě části sklíčidla přetočte proti sobě pro rozevření upínacích čelistí. Protichůdný směr otáčení
způsobí po vsazení obrobku sevření čelistí a tím upnutí obrobku.
Obrácení čelistí (obr. 7):
Vyšroubují-li se čelisti podle výše uvedeného popisu zcela ven, lze
je vyjmout, obrátit a znovu vsadit.
Obrázek 7 ukazuje normální polohu: Slouží ke konvenčnímu upnutí podle zobrazení na obr. 6 a k upnutí např. trubkových materiálů
zevnitř. Vpravo jsou zobrazeny obrácené čelisti: V této poloze lze
upnout i obrobky s velkým vnějším obvodem.
1. Pozor: Čelisti jsou číslované! Rozevřete sklíčidlo natolik, dokud
se z něj neuvolní čelisti. To se provede v pořadí 3, 2 a 1.
2. Čelisti přetočte a č. 3 jako první zaveďte do jednoho ze tří vedení.
3. Tlačte čelist č. 3 směrem ke středu sklíčidla a současně sklíčidlem otáčejte ve směru „upnutí“.
4. Jakmile závitový šnek zachytí čelist č. 3, musí se do dalšího vedení zavést čelist č. 2 (ve směru pohybu hodinových ručiček).
5. Dříve popsaný postup opakujte s č. 2 a č. 1.
6. Následně zkontrolujte, zda se všechny čelisti nacházejí ve vystředěné poloze.
7. Chcete-li znovu pracovat s vnitřním čelisťovým sklíčidlem, zopakujte dříve popsané kroky, avšak v opačném pořadí, tzn. nejprve zaveďte čelist č. 1 a 2 a poté 3.
- 80 -
Page 81

Otočný vícenásobný nožový držák
Výběr soustružnického nože (obr. 8)
Pozor!
Pro správné soustružení je nezbytné, aby:
•byl vybrán správný soustružnický nůž pro daný účel,
•ostří soustružnického nože bylo ostré,
•ostří soustružnického nože stálo přesně na „středu“
•se pracovalo se správnými otáčkami.
Zde jsou představeny typy soustružnických nožů, které jsme zahrnuli do naší sady soustružnických nožů 24524 (příslušenství):
Levé boční nože (a)
•používají se k ubrání co nejvíce třísek v co nejkratší době v levém směru obrábění bez zvláštního ohledu na kvalitu povrchu
obrobku.
Pravé boční nože (b)
•používají se k ubrání co nejvíce třísek v co nejkratší době v pravém směru obrábění bez zvláštního ohledu na kvalitu povrchu
obrobku.
Ubírací nože (c)
•khrubé úpravě obrobků. Díky zvláštnímu broušení se tento nůž
hodí pro vysoký úběr materiálu bez velkých požadavků na kvalitu povrchu.
Špičaté nože (d)
•používají se k zachování čistého povrchu při malém úběru třísky.
Nožový držák nabízí možnost upnutí dvou soustružnických nožů
současně. To usnadňuje práci, neboť po seřízení soustružnických
nožů mezi jednotlivými pracovními chody u jednoho obrobku se
musí otáčet toliko nožovým držákem pro práci s právě vhodným
nožem.
K tomu jednoduše uvolněte šroub s vnitřním šestihranem 4, otočte nožový držák a znovu šroub 4 utáhněte. Přirozeně tak lze rovněž obecně regulovat úhel nože vůči obrobku, je-li potřeba.
Ochrana proti opakovanému spuštění
Pozor!
Stroj je z bezpečnostních důvodů opatřen takzvanou ochranou
proti opětovnému spuštění: Při krátkém přerušení napětí během
provozu se stroj z bezpečnostních důvodů samočinně nerozběhne.
Stroj lze však v tomto případě normálně spustit spínačem.
Potřebné otáčky
Podle materiálu obrobku a průměru se musí upravit otáčky vřetena: Na jedné straně řezná rychlost s menšími poloměry ubývá, což
musí být kompenzováno vyššími otáčkami, na druhé straně je výběr správných otáček ještě také závislý ve vysoké míře na obráběném materiálu. Zde tedy platí nalezení správného kompromisu.
Proto jsme vystrojili náš soustruh elektronickou regulací otáček a
dvoustupňovou řemenovou převodovkou.
Ta k lze pokrýt rozsah otáček od 800 až do 5000 otáček.
Upichovací nože (e)
•kzapichování a odkrajování obrobku při upichování.
Vyvrtávací nože (f)
•používají se k vnitřnímu soustružení.
Upnutí soustružnického nože (obr. 9)
Pozor!
Soustružnický nůž upínejte co nejkratší. Velký přesah vede k chvěním, nepřesnostem a nečistému povrchu.
Ve vícenásobném nožovém držáku lze upnout soustružnické nože
s průřezem až 6 x 6 mm
1. Vyšroubujte oba připevňovací šrouby 1 (obr. 9) natolik, aby vybraný soustružnický nůž 2 padl do uchycení
2. Vložte nůž do drážky nožového držáku a upněte šrouby 1. Pozor: Upněte nůž co nejkratší!
3. Jeďte hrotem nože k upínacímu hrotu koníku a zkontrolujte výšku.
Může být potřebné pro výškové vyrovnání při různých velikostech
soustružnické nože po celé ploše podložit např. tenkým plechem.
Nastavení otáček vřetena (obr. 10)
Přeložení hnacího řemenu
Pozor!
Před prováděním práce v převodové skříni bezpodmínečně vytáhněte síťovou zástrčku. Nebezpečí zranění!
1. Uvolněte šroub s rýhovanou hlavou 1 na koníku a odklopte kryt
2 nahoru.
2. Uvolněte šroub s vnitřním šestihranem z napínáku řemenu 3.
3. Předvolte příslušný stupeň otáček přeložením hnacího řemenu
4. Dbejte na správné usazení hnacího řemenu na řemenicích!
4. Napínák 3 v podélném otvoru 5 lehce tlačte proti hnacímu řemenu a znovu utáhněte šroub s vnitřním šestihranem. Dbejte na
přiměřené napnutí řemenu. Příliš silné napnutí zvyšuje opotřebení řemenu a ložisek a silně brzdí motor.
5. Před zahájením práce znovu zavřete převodovou skříň a znovu
utáhněte šroub s rýhovanou hlavou 1.
Elektronická regulace otáček
Navíc k výběru převodových stupňů přeložením hnacího řemenu
nabízí stroj možnost elektronického přizpůsobení otáček příslušným podmínkám.
- 81 -
Page 82

1. Otočný regulátor otáček poz. 6 (obr. 10) pro nastavení otáček
během provozu otáčejte doleva nebo doprava.
2. Pohybujte příčnými saněmi se soustružnickým nožem z vnějšku
dovnitř (ke středu) a přitom obrábějte pravou čelní plochu nebo osazení hřídele.
Práce se strojem (obr. 11)
Pozor!
Před zasunutím síťové zástrčky zkontrolujte, zda údaje na typovém štítku souhlasí s místními danými skutečnostmi elektrické sítě. Při nesouladu mohou být následkem poškození nebo ohrožení
při práci!
Pozor!
Při práci vždy noste chrániče sluchu a ochranné brýle!
Pozor!
Vyhněte se abnormálnímu držení těla! Udržujte bezpečný postoj a
zachovávejte rovnováhu.
Pozor!
Pracujte pouze se sklopenou ochranou sklíčidla! Je-li tato vadná,
nesmí se stroj provozovat!
Příklad podélného soustružení (a)
Upozornění:
Soustružení rovnoběžně s osou otáčení a obrábění válcových předmětů jsou hlavní aplikace soustruhu.
1. Obrobek upněte podle popisu v kapitole „Upnutí obrobku“.
2. Přesvědčte se, že lze obrobkem volně otáčet.
3. Nastavte potřebné otáčky přeložením řemenu v převodové
skříni (viz předešlý odstavec). Pozor: Před zapnutím otočte
otočný regulátor otáček doleva.
4. Upněte do nožového držáku vhodný nůž (viz „Upnutí soustružnického nože“).
5. Najeďte suportem zprava doleva na obrobek.
6. Příčnými saněmi 1 nastavte hloubku řezu.
7. Najeďte příčnými a horními saněmi na obrobek
8. Zapněte hlavním vypínačem stroj. Pozor: Dbejte, aby byla
ochrana sklíčidla sklopená dolů.
9. Pojíždějte příčnými a horními saněmi otáčením ručních koleček. Pozor: Nenechte běžet saně nebo soustružnický nůž proti sklíčidlu!
10.Po dokončení práce vypněte hlavním vypínačem stroj
Příklad čelního soustružení (b)
Upozornění:
Te nto pracovní postup se používá k rovnému odsoustružení čelní
plochy obrobku. Postupujte k tomu podle dříve popsaného čelního soustružení s následujícími zvláštnostmi:
1. Pravý boční nůž upněte přestavený o cca 2° až 3°. Úhlovou po-
lohu je třeba nastavit otočením nožového držáku.
- 82 -
Pozor!
Při větších průměrech obrobku se řezná rychlost z vnějšku dovnitř
vcelku výrazně liší. Proto soustružnický nůž příčnými saněmi přisunujte citlivě a pomalu!
Příklad soustružení kuželových ploch (c)
Horní saně jsou opatřeny stupnicí a lze jimi otáčet do dvou stran
pro soustružení kuželových ploch o 45°. K tomu postupujte podle
popisu „Práce s horními saněmi“. Postup obrábění je stejný jako
při podélném soustružení.
Upichování obrobku (d)
Pozor!
Upichovací nůž upněte co nejkratší. Dbejte na přesnou výšku řezů
upichovacího nože!Ta by se měla nacházet v rovině osy otáčení nebo zcela lehce pod ní!
1. Upněte upichovací nůž pravoúhle do nožového držáku.
2. Pohybujte příčnými saněmi se soustružnickým nožem citlivě z
vnějšku dovnitř (ke středu). Při průchodu osou otáčení obrobku se obrobek odkrajuje.
Pozor:
Postupujte zde s nejvyšší opatrností, abyste zabránili odlétnutí odkrajovaného obrobku. Nebezpečí zranění!
Obrábění delších obrobků s koníkem a upínacím hrotem (obr. 12)
1. K tomuto účelu se musí na pravé straně obrobku vyvrtat středicí důlek.
2. V případě potřeby pravou čelní stranu čelně osoustružte.
3. Vsaďte sklíčidlo pro vrták (příslušenství) do pinoly 5 podle popisu v kapitole „V sazení sklíčidla pro vrták“ a upněte středicí vrták.
4. Uvolněte upínací páku 2 jeďte koníkem 6 se sklíčidlem pro vrták a středicím vrtákem až blízko k čelní straně obrobku. Znovu upněte upínací páku 2.
5. Zapněte stroj a vyvrtejte pomocí posuvu pinoly středicí důlek.
K tomu otáčejte ručním kolečkem 3 vpravo na koníku a pinolou
lehce posuňte středicí vrták do obrobku.Vypněte stroj.
6. Zasuňte pinolu 5 ručním kolečkem 3 natolik, aby se kužel se sklíčidlem pro vrták uvolnil. Sklíčidlo pro vrták znovu nahraďte
pohyblivým upínacím hrotem 1
7. Najeďte pohyblivým hrotem 1, resp. koníkem 6 na obrobek. Povšimněte si, zda je upínací páka 2 po nasunutí na obrobek
upnutá.
8. Přisuňte pinolu ručním kolečkem 3 natolik, aby byla eliminována jakákoliv vůle.
9. Zablokujte pinolu pomocí šroubu s rýhovanou hlavou 4.
Page 83

Oprava a údržba
Čištění
Pozor!
Při každém nastavování a údržbě vždy vytáhněte síťovou zástrčku!
Hrozí nebezpečí těžkých zranění nebo poškození neúmyslným
spuštěním přístroje nebo nebezpečí zasažení elektrickým proudem!
1. Po použití stroj důkladně očistěte od všech třísek štětcem nebo smetáčkem. Nepoužívejte k čištění stlačený vzduch.
2. Všechny pohyblivé součásti, vřetena a vedení pravidelně mažte, resp. olejujte!
Neopomeňte ani zde:
Úplná eliminace vůle otáčení a příliš „tuhé“ nastavení není u ručních koleček účelné: Budou-li ruční kolečka nastavena příliš těsně,
podmiňuje toto i zde vyšší ovládací síly a rovněž zvýšené opotřebení!
Příslušenství pro FD 150/E
Sada soustružnických nožů (výrobek 24524)
Obsah sady soustružnických nožů byl již představen v kapitole
„Výběr soustružnického nože“.
Vnější očištění opláštění lze provést měkkou, případně navlhčenou
tkaninou. Přitom se smí použít jemné mýdlo nebo jiný vhodný čisticí prostředek. Je třeba se vyvarovat rozpouštědel nebo čisticích
prostředků obsahujících alkohol (např. benzín, čisticí alkoholy atd.),
neboť tyto mohou narušit plastová pouzdra a vymýt maziva.
Nastavení vůle vedení (obr. 13)
Upozornění:
I když budou vedení pravidelně mazána, resp. olejována, nelze zabránit tomu, aby z důvodu opotřebení po nějaké době nevykazovala vůli.
Postup popsaný v příkladu horních saní je stejný pro všechna vedení, proto platí analogicky pro další vedení na soustruhu. Proto již
o těchto nebude samostatně pojednáváno. Nastavujte vedení podle motta: Právě tak „tuhá“, jak potřeba, avšak tak lehce jdoucí, jak
je možné!
Neopomeňte: Budou-li vedení nastavena příliš těsně, podmiňuje toto vyšší ovládací síly a rovněž zvýšené opotřebení!
1. Povolte pojistné matice 1 (obr. 13) stavěcích šroubů 2 pro horní saně 3 plochým klíčem 5 a trochu je vyšroubujte.
2. Zašroubovávejte stavěcí šrouby 2 imbusovým klíčem 4 rovnoměrně dovnitř, až bude vůle odstraněna.
3. Znovu pojistné matice 1 utáhněte. Přitom přidržujte stavěcí
šrouby 2 šestihranným klíčem 5 v jejich poloze, aby se znovu nepřestavily.
4. Následně zkontrolujte, zda lze suportem ještě lehce pohybovat
a zda běhá zcela bez vůle.
Nastavení vůle ručních koleček (obr. 14):
Přesně jako u vedení nelze přirozeně během provozu ani u ručních
koleček zabránit opotřebení, které je příčinou toho, že se vůle otáčení pomalu, avšak neustále zvětšuje. Pro její minimalizaci postupujte následovně:
Věncové sklíčidlo pro vrták (výrobek 24152)
Do sklíčidla pro vrták lze pro vytvoření čelních otvorů upnout vrták
od 0,5 do 6,5 mm.
Vsazení sklíčidla pro vrták (obr. 15)
1. Odstraňte pohyblivý upínací hrot na pinole podle vysvětlení v
odstavci „Práce s koníkem“
2. Kužel sklíčidla 1 a pinolu 2 dobře očistěte od tuku a nečistot.
3. Vsaďte do pinoly čep a sklíčidlo pro vrták silou nasuňte.
4. Upněte vrták
5. Nyní lze kompletním koníkem 3 po uvolnění upínacího šroubu
4 najet na obráběný obrobek. Poté upínací šroub 4 utáhněte.
6. Otáčením ručního kolečka 5 najeďte vrtákem na obrobek
7. Zapněte stroj a otáčením ručního kolečka 5 nechte zanořit až
do požadované hloubky do obrobku.
Tip: Je-li vrták nasazen zcela lehce, lze stupnici 6 „vynulovat“.Ta k
lze vytvářet otvory s definovanou hloubkou tím, že se sledují značky stupnice a počítají se otočení ručního kolečka při přísuvu: Jedna otočka posune vrták o 1 mm.
Vícerozsahové kleštiny ER 11 (výrobek 24154)
Kleštiny se hodí zvláště k obrábění kruhových dílů s vysokou přesností. Přesnost vystředěného chodu je přitom výrazně vyšší než při
práci s čelisťovým sklíčidlem.
Pozor!
Lze používat obrobky s průměrem až 0,5 mm pod jmenovitý průměr kleštin.
Pozor:
Nikdy neutahujte převlečnou matici, není-li vsazen žádný obrobek.
1. Podržte ruční kolečko 1 a uvolněte kloboučkovou matici 2.
2. Otočte ručním kolečkem trochu doprava
3. Znovu utáhněte kloboučkovou matici a držte přitom ruční kolečko.
Použití kleštin (obr. 16)
1. Klíčem dodaným se strojem 1 přidržte hlavní vřeteno 2 za k tomu určená zploštění a odšroubujte sklíčidlo 3 od hlavního vřetena.
- 83 -
Page 84

2. Uložení pro upnutí kleštin 4 v hlavním vřetenu důkladně očistěte.
3. Vsaďte kleštiny 5 a lehce našroubujte převlečnou matici 6.
4. Zaveďte do kleštin vhodný obrobek a utáhněte převlečnou matici 6 klíčem 7 přiloženým k sadě kleštin.
Likvidace:
Nevyhazujte přístroj do domovního odpadu! Přístroj obsahuje hodnotné materiály, které lze recyklovat.V případě otázek k tomuto se
prosím obraťte na místní sběrnu odpadu nebo jiná příslušná komunální zařízení.
Prohlášení o shodě pro ES
Název a adresa výrobce:
PROXXON S.A.
6-10, Härebierg
L-6868 Wecker
Označení výrobku: FD 15 0/E
Č. položky: 24150
Na vlastní odpovědnost prohlašujeme, že tento výrobek vyhovuje
následujícím směrnicím a normativním předpisům:
směrnice EU Elektromagnetická kompatibilita -
2004/108/ES
DIN EN 55014-1 / 02.2010
DIN EN 55014-2 / 06.2009
DIN EN 61000-3-2 / 06.2011
DIN EN 61000-3-3 / 06.2009
Směrnice EU Strojní zařízení 2006/42/ES
Datum: 26.09.2012
Dipl.-Ing. Jörg Wagner
PROXXON S.A.
Obchodní oblast bezpeènost strojù
Osoba zmocněná pro dokumentaci CE se shoduje s osobou podepsanou
DIN EN 61029-1 / 01.2010
- 84 -
Page 85

Orijinal işletim kılavuzu Torna makinesi FD 150/E
TR
İçindekiler:
Önsöz ………………………………………………………………85
Emniyet bilgileri: …………………………………………………85
Makine ile ilgili genel bakış ……………………………………86
Lejant (Şek.1): ……………………………………………………86
Makinenin açıklaması ……………………………………………86
Te slimat içeriği ……………………………………………………87
To rna makinesi FD 150/E Te knik Özellikleri: …………………87
Kurulması ve devreye alınması …………………………………87
Cihazın kurulması (Şekil 2a ve Şekil 2b): ………………………87
Torna makinesinin parçaları ve bunların kullanımı …………87
To rna kızağı (Şekil 3): ……………………………………………87
To rna kızağı ile çalışmak………………………………………87
Dikey kızak (Şekil 4) ……………………………………………88
Dikey kızak ile çalışmak ………………………………………88
Üst kızak (Şekil 5) ………………………………………………88
Üst kızakla çalışmak …………………………………………88
Üç yanaklı torna aynası (Şekil 6) ………………………………88
Çalışma parçasının gerdirilmesi: ……………………………88
Çenelerin çevrilmesi (Şekil 7): ………………………………88
Döner, çoklu çelik kalem sapı …………………………………89
To rna kalemi seçimi (Şekil 8) …………………………………89
To rna kaleminin yerleştirilmesi (Şekil 9) ……………………89
Te krar çalışma koruması…………………………………………89
İhtiyaca uygun devir ……………………………………………89
Önsöz
Bu kılavuzun kullanılması:
• cihazı öğrenmenizi kolaylaştırır.
• yanlış kullanımdan kaynaklanan arızaları önler ve
• cihazınızın kullanım ömrünü artırır.
Bu kılavuzu her zamana elinizin altında bulundurunuz.
Makineyi yalnızca tam hakim olduğunuzda ve kılavuzda yazılı
hususlara riayet ederek kullanınız.
PROXXON aşağıdaki olaylarda makinenin emniyetli çalışmasıyla
ilgili mesuliyet kabul etmez:
•Normal kullanıma uygun olmayan her türlü kullanım,
•Bu kullanma kılavuzunda belirtilmeyen farklı amaçlar için kullanıldığında,
•Emniyet talimatlarına uyulmadığında.
•Kullanım hataları
•Eksik bakım
•PROXXON'a ait olmayan yedek parçaların kullanılması
Kendi emniyetiniz için mutlaka emniyet bilgilerine riayet ediniz.
Mil devir sayısının ayarlanması (Şekil 10)………………………90
Ta hrik kayışının takılması ……………………………………90
Elektronik devir sayısı düzenlemesi …………………………90
Makine ile çalışma (Şekil 11)……………………………………90
Uzunlamasına tornalama örneği (a) ……………………………90
Diklemesine tornalama örneği (b) ………………………………90
Konik tornalama örneği (c)………………………………………90
Çalışma malzemesinin delinmesi (d) …………………………90
To rna kızağı ve zımba ucu ile uzun parçaların
işlenmesi (Şekil 12)………………………………………………91
Onarım ve bakım …………………………………………………91
Te mizlik ……………………………………………………………91
Kılavuzların oynama payının ayarı (Şekil 13)…………………91
El tekerlerinin oynama payının ayarı (Şekil 14 ): ………………91
FD 150/E aksamları ………………………………………………91
To rna kalemi seti (Ürün 24524) …………………………………91
Dişli torna aynası (Ürün 24152)…………………………………91
To rna aynasının yerleştirilmesi (Şekil 15)……………………92
Farklı alanlarda kullanılan sıkma pensleri ER 11 (Ürün 24154)92
Sıkma penslerinin yerleştirilmesi (Şekil 16)…………………92
Atığa ayırma: ………………………………………………………92
AT Uygunluk Belgesi ……………………………………………92
Patlatma ile ilgili çizimler ………………………………………112
Emniyet bilgileri:
Çalışma alanında dağınıklık oluşmasını önleyiniz.
Çalışma alanında dağınıklık olması her zaman daha büyük bir kaza riski anlamına gelir.
Cihazı düzgün ve güvenli bir şekilde sağlam bir zemine yerleştiriniz.
Cihazın çalışma sırasında da kesinlikle aşağıya düşmemesini veya
devrilmemesini sağlayınız.
Kullanmadan önce cihazda herhangi bir arıza bulunup bulunmadığını kontrol ediniz.
Lütfen göz önünde bulundurunuz: Arızalı parçaları, özellikle de arızalı koruyucu tertibatları yalnızca bir uzman veya PROXXON müşteri hizmetleri tarafından değiştirilmelidir.Ya lnızca Proxxon orijinal
yedek parçaları kullanınız.
Makinenizi manipüle etmeyiniz!
Makinenizde hiçbir şeyi değiştirmeyiniz veya üzerinde hiçbir manipülasyon yapmayınız! Mekanik güvenlik ve elektrik güvenliği etkilenebilir, özellikle de elektrik çarpma tehlikesi bulunur ve güvenliğinizin daha da sınırlanması söz konusudur.Ya ralanmalara ve eşyalarda zarar meydana gelmesine neden olabilir.
Yalnızca orijinal PROXXON yedek parçaları kullanınız. Te knolojideki ilerlemeler çerçevesinde değişiklik yapma hakkımız saklıdır. Cihazla başarılı çalışmalar dileriz.
- 85 -
Page 86

Asla öngörülen güvenlik tertibatları olmaksızın çalışmayınız.
Çevre koşullarına dikkat ediniz!
Makineyi sadece kuru bir ortamda kullanıp asla yanıcı sıvı veya
gazların yakınında kullanmayınız. Aydınlatmanın iyi olmasını sağlayınız!
Koruyucu bir gözlük kullanınız!
Koruyucu kulaklık takınız!
Makine ile yapılan çalışmalarda ses düzeyi 85 dB (A) üstüne çıkabilir, bu nedenle kulak koruyucu ile çalışılmalıdır!
Uygun çalışma kıyafeti giyiniz!
Çalışma sırasında örneğin kravat veya boyunbağı gibi bol giysiler
giymeyiniz, çünkü çalışma sırasında bunlar hareketli parçalardan birine veya otomatik olarak hareket eden alete takılıp yaralanmalara
neden olabilir. Saçlarınız uzunsa bir bunları bir koruyucu ağ kullanınız ve takılarınızı çıkartınız.
Hasarlı veya deforme olmuş torna kalemlerini kullanmayınız.
To rna kalemlerinin kusursuz durumda bulunmalarına özen gösteriniz. Her çalışma öncesinde mutlaka görsel kontrol yaparak hasarsız olduklarından emin olunuz!
Çocukları ve ilgili olmayan kimseleri çalışma alanından uzak
tutunuz.
Çocuk ve ilgili olmayan kimselerin yeterli güvenlik mesafesinde kalmasını sağlayınız! 16 yaşından küçük gençler makineyi yalnızca uzman talimatlarına göre ve eğitim amacıyla kullanabilir. Kullanılmadığında makine çocukların ulaşamayacakları bir yerde muhafaza
edilmelidir!
Cihazı fazla zorlamayınız.
En iyi sonuçları elbette yalnızca makinenin tasarlanmış olduğu bir
hizmet alanında elde edebilirsiniz! Bu nedenle çok büyük radyal
kesme derinliklerinden uzak durunuz! Makineyi, kullanım amacının
dışında ve tasarlanmadığı işler için kullanmayınız.
Lütfen daima özenli ve dikkatli davranınız!
Çalışma sırasında makineyi izleyiniz ve mantıklı davranınız. Konsantre olamadığınızda veya yorgun olduğunuz ya da alkol aldığınızda makineyi kullanmayınız.
Bağlantı kablosunu dikkatli kullanınız!
Bağlantı kablosunu sıcaklık ve keskin kenarlardan koruyunuz ve
arızalanmayacak şekilde döşeyiniz. Kabloyu fişi prizden çekmek
için kullanmayınız ve cihazı kablosundan tutarak kaldırmayınız. Lütfen temizliğe dikkat ediniz: Kabloyu yağlardan koruyunuz!
Çalışmadan sonra cihazı iyice temizleyiniz!
Elektrik fişini çekiniz!
Kullanılmadığında, bakımdan önce, alet değişikliğinde, temizlik veya onarım sırasında her zaman fişini çıkartınız! Ta laşların toplanması da temizlik kapsamında ele alınmalıdır!
Kullanım kılavuzunu kullanımdan önce dikkatli bir şekilde okuyunuz ve özenle saklayınız!
Makine ile ilgili genel bakış
Lejant (Şek.1):
1. Mil yatağı
2. To rna aynası
3. Çelik kalem sapı
4. Birlikte hareket eden zımba ucu
5. Manşon
6. Manşon için sıkıştırma cıvatası
7. To rna kızağı
8. Manşon el çarkı
9. To rna kızağı için sıkıştırma manivelası
10.Üst kızak için el çarkı
11.Üst kızak
12.Dikey kızak
13.Dikey kızak için el çarkı
14.Şanzıman kutusu kapağı
15.Açma-Kapama şalteri
16.Devir sayısı ayar düğmesi
17.Matkap koruması
18.Anahtar
19.Germe pimleri
Makinenin açıklaması
FD 150/E gündelik uygulamaya uygun kompakt bir hassas torna
makinesidir: Bu makine, düz ve üst kızak, çalışma milinin yerleştirileceği üstün nitelikli bir mil yatağına sahip sabit bir torna kızağı ile
güçlü bir tahrik ve birlikte hareket eden zımba ucu ile torna kızağını içermektedir.
Bu özellikleri dayanıklı ve hassas alüminyum dökme yatağı ile birlikte FD 150/E'yi tüm hassas malzemelerde uzman hale getirmektedir.
Aynı şekilde yüksek tur sayısı da tipik uygulamalara çok uygundur:
Yüksek devir sayısı, en küçük malzeme çaplarında dahi en uygun
kesim hızını sağlar, bunu duyarlı bir elektronik uyarlama ile iki kademeli kalış tahriki ile ayarlayabilirsiniz.
Her tür klasik torna işlemlerinin yanı sıra dışarı doğru açılan üst kızakla konik veya konik unsurları üretebilirsiniz. Ayrıca aksesuar olarak edinebileceğiniz torna aynası ile ön tarafta delik açmak artık sorun değildir.
Öte yanda dönüş ile ilgili önemli talepleri bulunanlara yönelik olarak bu makine için özel bir sıkma pensi setini programımıza aldık.
Gerekli olan ER11 yuvası ana mile yerleştirilmiştir. Aşağıdaki sayfalarda size makineyi ve makinenin sunduğu imkanlar ile sunulan
aksesuarları tanıtıyoruz. Proxxon Ekibi size bu makineyi kullanırken
başarılar ve kolaylıklar diler!
- 86 -
Page 87

Teslimat içeriği
1 adet To rna makinesi FD 150/E
1 adet Kullanma kılavuzu
1 adet Emniyet bilgileri broşürü
1 adet Açık ağızlı anahtar
2 adet Germe pimleri
PROXXON FD 150/E torna makinesinin standart donanımı arasında şu unsurlar bulunmaktadır:
•Üç yanaklı torna aynası
•Matkap koruması
•birlikte hareket eden zımba ucu
•Takım seti
•Çelik kalem sapı
Torna makinesi FD 150/ETe knik Özellikleri:
Voltaj: 230 Volt
Frekans: 50/60 Hz
Güç: 100 Wa tt
Uç genişliği: 15 0 mm
Uç yüksekliği: 55 mm
Destek üzerindeki yükseklik: 33 mm
İç yanak germe alanı: 1,5 – 32 mm
Dış yanak germe alanı: 12 – 65 mm
Dikey kızak ayarı: 40 mm
Üst kızak ayarı: 60 mm
Mil girişi: 8,5 mm
Konik geçme, torna tarafı: ER 11-Sıkma pensleri için
Çelik için çelik kalem sapı: 6 x 6
Cihaz boyutları: 360 x 150 x 150
Ağırlık: yakl. 4,5 kg
Mil devir sayısı:
-Tahrik kademesi 1: 800 – 2500 dev/dak
-Tahrik kademesi 2: 1000 – 5000 dev/dak
Yalnızca kapalı mekanlarda çalıştırmak içindir!
Lütfen cihazı ev çöpüne atmayınız!
Lütfen daima kulaklık ile çalışınız!
Kurulması ve devreye alınması
Te hlike!
Beklenmedik çalışmaya başlama hareketi söz konusu olabilir!
Bunun sonucunda yaralanmalar görülebilir.
O nedenle mutlaka ayar ve bakım çalışmalarında daima elektrik fişini çekiniz!
Cihazın kurulması (Şekil 2a ve Şekil 2b):
Dikkat!
Makineyi kaldırırken çark kutusunun plastik kapağın 1 (Şekil 2 a) olmasına özen gösterilmelidir. Aksi takdirde kapak kapanmalı ve tırtıllı vida 2 sıkılmalıdır. Aksi takdirde kapağı kapatınız.
1. Torna makinesi kurmak için ambalajından çıkartıp düz ve çıkıntısız bir zemine yerleştirin.Ye rleştirme yüzeyi sarsıntısız ve sabit
olmalıdır. Makinenin güvenli biçimde duruşuna özen gösterilmelidir!
2. Lütfen göz önünde bulundurunuz: Makinenin çalıştırılması için
tabana vidalarla sabitlenmesi gerekmektedir!Yatağın uç kısımlarındaki açılı flanşlar için burada delikler (Poz.3) öngörülmüştür.
Lütfen 4 mm çapında vidalar kullanınız.
3. Mil yatağı tarafında vida deliğine ulaşmak için çark kutusunun
plastik kapağını 1 açmak çök önemlidir. Bunun için tırtılı vida 2
(Şekil 2a) sökülmeli ve plastik kapak dışarı doğur açılmalıdır.
Torna makinesinin parçaları ve bunların
kullanımı
Torna kızağı (Şekil 3):
Makine yatağının sağ tarafındaki torna kızağı 1 manşonu 2 içermektedir. Burada bulunan iç mahrut ile birlikte hareket eden zımba ucu 3 kullanılır. Bu sayede uzun malzemeleri desteklemek ve sabitlemek mümkündür.
Dikkat!
Aynanın dışarı taşan kısmı malzeme çapının üç katından fazla ise,
esas itibarı ile malzeme sağ ucunda torna kızağı zımba ucu ile birlikte tutulmalıdır.
Bunun için ideal durumlarda ucun merkezi deliğe oturması uygundur. Bunu aksesuar olarak elde edebileceğiniz torna aynası ile yapabilirsiniz. İşlem daha sonra detaylı olarak açıklanacaktır.
Dikkat!
Geçme konisinin her zaman temiz olması gerekir.
Kir ve özellikle metal talaşları hassasiyeti engelleyerek manşon ve
mahrutu kullanılmaz hale getirebilir.
Dikkat!
Lütfen cihazı ambalajından çıkarır çıkarmaz olası taşıma hasarları
açısından kontrol ediniz! Ambalajın bozulmuş olması taşıma sırasında uygun olmayan bir şekilde davranışmış olduğunu gösterir! Ta şıma arızalarının kesinlikle derhal satıcıya veya ilgili nakliyat şirketine bildirilmesi gerekir!
Torna kızağı ile çalışmak
1. Örneğin zımba ucunu 3 kullanmak için manşon 2 el çarkı 4 çevrilerek 10 mm dışarı çekilmelidir.
2. Mahrut ile birlikte zımba ucu elle sıkıca iterek manşona yerleştirilmelidir. Mahrut yerine tam oturur ve öne doğru çekilmesi
mümkün değildir.
- 87 -
Page 88

3. Torna kızağını 1 kabaca malzemeye doğru itmek için sıkıştırma
manivelasını 5 (Şekil 3) gevşetip torna kızağını yatak kılavuzunda istenen konuma getirip sıkıştırma manivelasını 5 yeniden sıkıştırın. El çarkını 4 çevirerek zımba ucunu hafif bir bakı ile malzemenin ön tarafına oturtmak mümkündür.Tırtıllı vidayı 6 sıkıca
çekerek manşonu bu konuda sıkıştırmak mümkündür.
4. Birlikte hareket eden ucu ile birlikte mahrutu (veya kullanılan bir
aleti) gevşetmek için iş bittikten sonra manşon 2 el çarkı çevrilerek 4 mümkün olduğunca torna kızağına doğru çevrilmelidir.
Mahrut gevşer ve dışarı doğru çekilebilir.
Dikey kızak (Şekil 4)
Dikey kızak 1, el tekerini çevirerek 2 torna kaleminin 3 malzemenin
dönüş eksenine göre hareketini sağlar.
Bu durum, çalışma sırasında ayarı yani torna derinliğinin düzenlenmesine izin verir.
Dikkat: Makinenin el çarklarına ele ayarlanabilen ölçekli halkalar
takılmıştır: Kızağı önceden belirlenen bir tutar oranında hareket ettirmek için ölçek halkası 0'a ayarlanır.Yapılan çekmeyi el çarkını
çevirerek ölçekten okumak mümkündür.
Bunun haricinde malzemenin ön tarafındaki dikey bir yüzeyin ilenmesi (dikey tornalama) ve malzemenin "delinmesi" mümkündür.
Bundan dönüş ekseni dışında delerek tornalama ve dolayısı ile malzemenin ayrışması anlaşılır.
Dikey kızak ile çalışmak
1. Dikey kızak (üst kızak ile birlikte) makine yatağının kılavuzundan
malzemenin işleneceği konuma doğru çekilebilir. Bunun için sıkıştırma manivelası 4 sökülür, kızak istenen konuma getirilir ve
sıkıştırma manivelası 4 yeniden sıkıştırılır.
2. Çalışma öncesinde ve sonrasında ihtiyaç halinde torna kalemi
3 el çarkı 2 çevrilerek ayarlanır.
Size teslim edilen hali ile 1 üst kızak tam olarak =0°, yeni (silindirik)
uzunlamasına tornalamaya göre ayarlanmıştır.
1. Torna kalemini 3 el çarkını 2 çevirerek radyal biçimde istenen konuma getirin.
2. Makineyi çalıştırınız. Dikkat: Ayna korumasının 6 en alt konumda bulunmasına özen gösteriniz!
3. El çarkını 5 çevirerek üst kızağı 1 torna kalemi ile birlikte dönen
parça üzerinde istenen konumda uzunlamasına hareket ettirebilirsiniz.
Koni veya kesik koninin tornalanması gerektiğinde, üst kızak 1 istenen açı ile dışarı açılabilir:
1. Üst kızak 1 el çarkı döndürülerek 5 sağa doğru hareket ettirilerek vidaya 4 ulaşılmasını sağlar.
2. Vida 4 sökülür ve açılı ölçekteki işaretlemeler ile 7 istenen konik yapıya göre ayarlanır.
3. Cıvatayı 4 tekrar sıkınız. El çarkı çevrilerek 5 üst kızak ve bu sayede torna kalemi tornalama sırasında hareket ettirilir.
Lütfen, makinenin diğer al çarklarında olduğu gibi ölçek halkalarının hareketli olduklarını ve sıfırlanabileceklerini göz önünde bulundurunuz. Çeliğin hareket miktarını ölçekten okuyabilirsiniz. El çarkının bir turu bir milimetre mesafeye denk gelir.
Üç yanaklı torna aynası (Şekil 6)
Germe aynası 1 işlenecek parçaların geçirilmesine ve gerilmesine
yarar.8,5 mm çapında ve aynen makinenin çalışma mili gibi bir geçişi vardır. Bu şekilde yaklaşık 8 mm çapa sahip yuvarlak malzemeler de mile geçirilebilir!
Dikkat!
Daha uzun bir malzeme milden geçirilerek takıldığı zaman, sola
doğru taştığı takdirde, yaralanma riski yüksektir. Bu durumda dönen mile hiçbir şeyin takılmaması için özen göstermelisiniz. Alanı
özel olarak korumaya alınız.
Üst kızak (Şekil 5)
Üst kızak 1 tercihen uzunlamasına yönde torna kalemi ile birlikte çelik kalem sapının doğrudan yönlendirilmesine ve hareket ettirilmesine izin verir.
Ayrıca bu makinemizde üst kızağı dışarı doğru açmak mümkündür:
Bu durum, torna kaleminin makinenin uzunlamasına aksına paralel hareket ettirilmesi yolu ile silindirik malzeme üretimine izin verir
(uzunlamasına torna): Ayrıca üst kızağı hafifçe açarak konik veya
kesik konu biçiminde bölümleri de tornalamak mümkündür.
Bunun için açılı bir ölçek monte edilmiştir, bu ölçek yardımı ile üretilen koninin açısını belirlemek mümkündür.
Kızağın hassas kırlangıç kuyruğu kumandası üzerindeki hareket
yolu 60 mm'dir.
Üst kızakla çalışmak
- 88 -
Çalışma parçasının gerdirilmesi:
Paketle birlikte gelen pimleri 2 ve 3 her iki ayna gövdesindeki bunun için öngörülen deliklere geçirip her iki ayna parçasını birbirine
doğru döndürerek germe çenelerini açınız. Karşı yöndeki dönüş
yönü işlenecek malzeme takıldıktan sonra çenelerin kapanmasını
ve bu sayede parçaların gerilmesini sağlar.
Çenelerin çevrilmesi (Şekil 7):
Çeneler aynen yukarıda açıklandığı biçimde dışarı doğru çevrildiğinde, bunları çıkarmak, çevirmek ve yeniden kullanmak mümkündür.
Resim 7 normal konumu göstermektedir: Bu şapı Şekil 6'de olduğu gibi standart germe işlemini ve ham maddenin iç taraftan geril-
Page 89

mesini göstermektedir. Sağda ise çevrilmiş çeneler gösterilmektedir: Bu konumda malzemeleri büyük bir dış çapla germek mümkündür.
Düz çene tornalaması (f)
•İçe doğur tornalamada kullanılır.
1. Dikkat: Çeneler numaralıdır! To rna aynası yataklar aynadan ayrılana kadar açın. Bu işlem 3, 2 ve 1 sıralaması ile gerçekleşir.
2. Yanakları ters çevirip 3 numarayı üç kılavuzdan birisine geçirin.
3. 3 numaralı yanak torna aynasının merkezine doğru itilir ve aynı
zamanda ayna "Germe" yönünde çevrilir.
4. Helezon 3 numaralı yanağa eriştiği zaman, 2 numaralı yanağın
bir sonraki kılavuza (saatin tersi yönde) takılır.
5. Aynı işlem açıklandığı biçimde 2 ve 1 numarayı çeneler için de
yapılır.
6. Daha sonra tüm çenelerin merkezi konumda olup olmadıkları
kontrol edilir.
7. İç çene aynası ile yeniden çalışmak isterseniz, daha önce açıklanmış adımları tekrarlayabilirsiniz, ancak tam tersi sıralamayı izlemeniz gerekir, yani önce 1 ve daha sonra 2, en son da 3 numaralı çeneyi takmanız gerekir.
Döner, çoklu çelik kalem sapı
Torna kalemi seçimi (Şekil 8)
Dikkat!
Düzenli bir torna işlemi için şunlar gereklidir;
•Belirlenen amaca uygun doğru devir sayısı tercih edilmelidir,
•Torna kaleminin bıçağı yeterince keskin olmalıdır,
•Torna kaleminin bıçağı tam "ortada" olmalıdır,
•Doğru devir sayısı ile çalışılmalıdır.
Burada torna kalem setimizde 24524 (aksesuar) bir araya getirdiğimiz devir sayısı türleri gösterilmiştir:
Sol yan çelikler (a)
•kısa sürede sol işlem yönünde çok sayıda taş almak amacı ile
kullanılır, bu noktada malzeme yüzeyinin kalitesine özel bir önem
verilmez.
Sağ yan çelikler (b)
•kısa sürede sağ işlem yönünde çok sayıda taş almak amacı ile
kullanılır, bu noktada malzeme yüzeyinin kalitesine özel bir önem
verilmez.
Torna kaleminin yerleştirilmesi (Şekil 9)
Dikkat!
To rna kalemi mümkün olduğu kadar kısa süre gerilmelidir. Çok fazla dışarı taşması sarsıntı, hassasiyette azalma ve temiz olmayan yüzeylere yol açar.
Çoklu çelik kalem saplarında 6 x 6 m çapa sahip torna kalemleri
kullanılabilir.
1. Her bir sabitleme vidasını (Şekil 9) mümkün olduğu kadar dışarı çevirip torna kaleminin 2 geçme yerine uymasını sağlayınız.
2. Çeliği çelik kalem yuvasına yerleştirip vidalarla 1 sıkıştırın. Dikkat: Çeliği mümkün olan kısa süre gerin!
3. Çeliğin ucunu torna kızağının zımba ucuna doğru hareket ettirip yüksekliğini denetleyin.
Farklı büyüklüklerdeki yükseklik farkını dengelemek için çeliklerin altına tamamını kaplayacak biçimde ince sac yerleştirmek gerekebilir.
Çelik kalem sapı aynı zamanda torna edilecek iki çeliği germe imkanı verir. Bu durum yapılan işi kolaylaştırır, çünkü torna edilecek
çeliklerin iki ayrı işlem aşaması arasında ayarlanmasını takiben uygun çelik ile çalışmak için çelik kalem sapının açılması gerekir.
Bunun için iç alyan anahtarı 4 ile sökerek çelik kalem sapını dışarı
açıp cıvatayı 4 yeniden sıkmak gerekir. Elbette bu şekilde genel
olarak gerekmesi durumunda çelik ile çalışma malzemesi arasındaki açıyı düzenlemek mümkündür.
Tekrar çalışma koruması
Dikkat!
Güvenlik nedeni ile makineden yeniden çalışmayı önleyen bir koruma bulunmaktadır: Kullanım sırasında voltajda kısa bir kesinti ortaya çıkması durumunda, güvenlik nedeni ile makine kendiliğinden
çalışmaz.
Bu durumda makineyi açma kapama düğmesi ile yeniden çalıştırmak gerekir.
Kaba yontma çelik (c)
•Çalışma malzemelerindeki kaba ön çalışma içindir. Özel kesimi
sayesinde su çelik üst yüzey kalitesi ile ilgili önemli taleplere yanıt vermeden kısa sürede malzeme almaya yarar.
Sivri çelik kalem (d)
•Az miktarda taş alarak temiz bir yüzey sağlamaya yarar.
Delme çelik kalem(e)
•Delik amaçlı tornalama ve delme amaçlı tornalamada malzemenin ayrıştırılmasına yöneliktir.
İhtiyaca uygun devir
Kullanılan malzemenin niteliği ve çapına göre mil devir sayısının
uyarlanması gerekir: Bir tarafta daha düşük devir çapı ile kesim hızı azalır, bunun da devir sayısı ile telafi edilmesi gerekir, öte yanda
doğru devir sayısının seçime ayrıca büyük ölçüde işlenen malzemeye bağlıdır. Burada önemli olan aradaki uyumu sağlamaktır.
Bunun için torna makinemizi elektronik devir ayarı ve iki kademeli
kayış tahriki ile donattık.
Bu sayede dakikada 800 ila 5000 devir sayısı arasındaki devir sayısı aralığına hitap etmek mümkündür.
- 89 -
Page 90

Mil devir sayısının ayarlanması (Şekil 10)
Tahrik kayışının takılması
Dikkat!
Çark kutusunda yapılacak işlemler öncesinde mutlaka priz çekilmelidir.Ya ralanma tehlikesi!
1. Mil yatağındaki tırtıllı vidayı 1 söküp kapağı 2 açın.
2. İç alyan cıvatasını kayış gericiden 3 sökün.
3. Uygun devir sayısı kademesini tahrik kayışını takarak 4 seçin.
Lütfen tahrik kayışının kayış puluna tam oturmasına özen gösteriniz!
4. Uzunlamasına delikteki 5 gergiyi tahrik kayışına doğru bastırıp
iç alyan anahtarını 3 yeniden sıkın. Kayışın uygun biçimde gerilmesine özen gösteriniz. Çok fazla gerilim kayış ve yatağın
aşınmasına neden olur ve motoru çok fazla frenler.
5. İşlere başlamadan önce çark kutusu yeniden kapatılır ve tırtıllı
vida 1 yeniden sıkılır.
Elektronik devir sayısı düzenlemesi
Ayrıca tahrik kayışının takılması aracılığı ile tahrik kademesinin seçimine ilaveten bu makine size devir sayısını elektronik olarak mevcut koşullara uyarlama imkanını tanır.
1. Devir sayısı ayar düğmesini Poz.6 (Şekil 10) sağa ve sola çevirerek devir sayısını ayarlayabilirsiniz.
Makine ile çalışma (Şekil 11)
Dikkat!
Fişi takmadan önce lütfen tip levhasındaki verilerin yerel elektrik şebekenizin özelliklerine uyup uymadığını kontrol ediniz. Uygunsuzluk hallerinde çalışmalar hasarlar veya tehlikelerle sonuçlanabilir!
Dikkat!
Çalışırken mutlaka koruyucu kulaklık ve koruyucu gözlük takınız!
Dikkat!
Anormal duruşlardan kaçınınız! Güvenli biçimde durarak dengeyi
koruyunuz.
Dikkat!
Ayna korumasının aşağı doğru indirilmesine özen gösteriniz! Ayna
koruması arızalı olduğu zaman makine kesinlikle çalıştırılamaz!
Uzunlamasına tornalama örneği (a)
Bilgi:
To rna eksenine paralel tornalama ve silindirik nesnelerin işlenmesi
torna makinesinin ana uygulamalarıdır.
1. Malzemelerin gerilmesi "Malzemenin Gerilmesi" bölümünde
açıklanmıştır.
2. Malzemenin serbestçe dönüş yapabileceğinden emin olunuz.
3. Gerekli devir sayısını çark kutusuna kayış takarak (bununla ilgili bölüme bakınız) ayarlayınız. Dikkat: Devir sayısı ayar düğmesini açmadan önce sola doğru çevirin.
4. Çelik kalem sapına uygun bir çelik takın (bakınız "Torna kalemini germe").
5. Desteğini soldan sağa doğru malzemeye yaklaştırın.
6. Dikey kızak 1 kesim derinliğini ayarlayabilirsiniz.
7. Çapraz ve üst kızağa doğru yaklaştırın.
8. Makineyi ana şalterden çalıştırın. Dikkat: Ayna korumasının
aşağı indirildiğinden emin olun.
9. El çarklarını çevirerek çapraz ve üst kızağı hareket ettirin. Dikkat: Kızak veya torna kaleminin tornalama kızağına doğru çalıştırmayınız!
10.Yapılan çalışma bittikten sonra makineyi ana şalterden kapatın.
Diklemesine tornalama örneği (b)
Bilgi:
Bu çalışma tarzı bir malzemenin ön tarafını tornalamak için uygulanır. Burada da daha önce açıklandığı plan tornalama gibi aşağıdaki özel durumları dikkate alarak hareket ediniz.
1. Sağdaki yan çelik kalemi yakl. 2° ila 3° kaydırarak gerin. Açı
ayarını çelik kalem sapını dışarı doğru çekerek ayarlayın.
2. Dikey kızağı torna kalemi ile birlikte dıştan içe (merkeze doğru)
hareket ettirip bunu yaparken sağ ön yüzeyi veya şaft omzunu
işleyebilirsiniz.
Dikkat!
Daha büyük çalışma malzemesi çaplarında kesim hızı dıştan içeriye doğru önemli ölçüde farklılık gösterir. Bu nedenle torna kalemini dikey kızak ile dikkatlice ve yavaşça yerleştirin!
Konik tornalama örneği (c)
Üst kızakta bir ölçek bulunmaktadır ve her iki tarafta doğru konik
tornalama amacı ile 45° kadar çevrilebilir. Bunun için "Üst kızakla
Çalışma" bölümündeki işlemleri gerçekleştirebilirsiniz. İşlem tarzı
aynen uzunlamasına tornalamada olduğu gibidir.
Çalışma malzemesinin delinmesi (d)
Dikkat!
Kesme bıçağını mümkün olduğu kadar kısa takın. Kesme bıçağının
kesici ucunun yüksekliğine dikkat edin! Bunun dönüş ekseni düzleminde veya hafifçe altında bulunması gerekir!
1. Kesme bıçağını dik açı ile çelik kalem sapına takın.
2. Dikey kızağı torna kalemi ile birlikte dıştan içe (merkeze) doğru
hareket ettirin. Malzemenin dönüş ekseninden geçerken koparma işlemi yapılır.
- 90 -
Page 91

Dikkat:
Koparılan parçanın etrafa uçmaması için son derece dikkatli çalışınız.Yaralanma tehlikesi!
Torna kızağı ve zımba ucu ile uzun parçaların
işlenmesi (Şekil 12)
1. Bu amaçla malzemenin sağ tarafına merkezi bir delik delinmelidir.
2. İhtiyaç halinde sağ ön tarafı dikey tornalayabilirsiniz.
3. Torna aynasını (aksamlar) manşona 5 "Torna aynası" bölümünde açıklandığı gibi takıp merkezi bir delik gerin.
4. Sıkıştırma manivelasını 2 gevşetip torna kızağı 6 ile birlikte torna aynasını ve merkezi deliği malzemenin ön tarafına doğru yaklaştırın. Sıkıştırma manivelasını 2 yeniden gerin.
5. Makineye çalıştırıp manşon avansı yardımı ile merkezi deliği açabilirsiniz. Bunun için el çarkını 3 torna kızağından sağa doğru çevirip merkezi matkabı manşonu ile birlikte malzemeye doğru
itin. Makineyi kapatın.
6. Manşon 5 el çarkı 3 ile geriye doğru çekilerek mahrutinin torna
aynasından çıkması sağlanır. To rna aynasının birlikte hareket
eden zımba ucu 1 ile değiştirilmesi
7. Birlikte hareket eden uç 1 veya torna kızağını 6 malzemeye yaklaştırın. Malzemeyi yakınlaştırdıktan sonra sıkıştırma manivelasının 2 gerili olmasına özen gösteriniz.
8. Manşonu el çarkını 3 ayarlayarak hiç oynama payı kalmamasını sağlayınız.
9. Manşonu, tırtıllı vida 4 yardımı ile bloke edin.
Onarım ve bakım
Temizlik
Dikkat!
Tüm ayar ve bakım çalışmalarında mutlaka prizi çekin! Cihazın istenmedik biçimde çalışması sonucu ağır yaralanma ve hasar veya
elektrik çarpması tehlikesi bulunmaktadır!
1. Kullanım sonrasında makinede kalan tüm talaşlar bir fırça ve-
ya el süpürgesi ile titizlikle temizlenmelidir.Te mizlik amacı ile basınçlı hava kullanılmamalıdır.
2. Tüm hareketli parçalar, miller ve kılavuzlara düzenli olarak katı
veya sıvı yağ sürülmelidir!
Kılavuzların oynama payının ayarı (Şekil 13)
Bilgi:
Her ne kadar kılavuzlar düzenli olarak katı veya gres yağı ile yağlansalar da, aşınmaya bağlı olarak belirli bir süre sonra oynama
göstermeleri kaçınılmazdır.
Burada üst kızak örneğinde gösterilen davranış biçimi tüm kılavuzlar için geçerlidir, bu nedenle benzer biçimde torna makinesindeki tüm kılavuzlara da aynısı uygulanır. Bu yüzden ayrıca ele alınmasına gerek görülmemiştir. Kılavuzları aynen şu prensibe uygun
olarak ayarlayınız: Mümkün olduğu kadar "gergin", ancak olabildiğince kolay ulaşılabilecek biçimde!
Lütfen şunu göz önünde bulundurunuz: Kılavuzlar çok sıkı ayarlandığı takdirde, bu durum kullanımda zorluklar çıkartı ve daha aşırı aşınmaya neden olur!
1. Üst kızakla ilgili 3 ayar vidalarının 2 kontra cıvataları 1 (Şekil 13)
bir vida anahtarı 5 ile sökülerek hafifçe sıkılmalıdır.
2. Ayar vidaları 2 iç alyan anahtarı 4 ile eşit biçimde içe doğru döndürülerek oynama payı giderilmelidir.
3. Kontra somunları 1 yeniden sıkınız. Bunun için ayar vidalarını
2 alyan anahtarı 5 ile konumlarında sabit tutarak yeniden gevşemelerine izin vermeyiniz.
4. Daha sonra desteğin kolay itilip itilmediğine bakarak oynama
payı olmadan hareket edip etmediğini kontrol edin.
El tekerlerinin oynama payının ayarı (Şekil 14):
Aynen kılavuzlarda olduğu gibi doğal olarak el çarklarında da kullanım sırasında aşınma kaçınılmazdır ve bu sayede karşı oynama
payı zaman içerisinde yavaşça, ama giderek artan miktarda büyüme gösterir. Bunu minimuma indirmek için aşağıdaki yöntemi izleyiniz:
1. El çarkını 1 sabit tutup gömme başlık somununu 2 sökün.
2. El çarkını hafif sağa doğru çevirin
3. Gömme başlık somununu yeniden sıkıp el çarkını sabit tutun.
Burada şunu da göz önünde bulundurunuz:
Te rs oynama payının tamamen ortadan kaldırılması ve gereğinden
fazla "gergin" ayar el çarklarında akıllıca bir iş değildir: El çarkları
çok gergin biçimde ayarlandıkları takdirde, bu durum işletim gücünde artışı ve dolayısı ile daha fazla aşınmaya neden olur!
Gövdenin dış temizliği ise yumuşak ve gerektiğinde nemli bir bezle yapılabilir. Bunun için yumuşak bir sabun veya uygun başka bir
temizlik maddesi kullanılabilir. Plastik gövdeye zarar verebileceğinden dolayı solvent veya alkol içeren temizlik maddeleri (örneğin
benzin, temizlik alkolleri vb.) kullanmamanızı yağlayıcı madde ile temizlememenizi tavsiye ederiz.
FD 150/E aksamları
Torna kalemi seti (Ürün 24524)
To rna kalemi setinin içeriği "Torna kalemi seçimi" bölümünde açıklanmıştır.
Dişli torna aynası (Ürün 24152)
To rna aynasına dikey tarafında delik açmak amacı ile 0,5 ila 6,5
mm arası matkap uçları takılabilir.
- 91 -
Page 92

Torna aynasının yerleştirilmesi (Şekil 15)
1. Birlikte hareket eden zımba ucunun manşondan çıkartılması
"torna kızağı ile çalışma" bölümünde açıklanmıştır.
2. Ayna 1 ve manşonun 2 mahruti titizlikle katı ve sıvı yağlardan
arındırılmalıdır.
3. Muyluyu manşona yerleştirip torna aynasını kuvvetlice itiniz.
4. Matkabı gerilmesi
5. Şimdi artık sıkıştırma manivelası 4 gevşetildikten sonra torna
kızağının tamamını 3 işlenecek malzemeye doğru yaklaştırmak
mümkündür. Sıkıştırma manivelasını 4 iyice sıkın.
6. El çarkını 5 çevirerek matkabı malzemeye doğru yaklaştırın.
7. Makineyi çalıştırıp el çarkını 5 çevirerek matkabı istenen derinlikte malzemeye daldırın.
Bir ipucu: Matkap hafifçe oturtulduğu takdirde, ölçek halkası 6 "sıfırlanabilir". Bu sayede ölçeklerdeki işaretlere dikkat edip ele çevirmede eklemeleri sayarak istenen derinlikte delikler açmak mümkündür: Bir tur matkabı 1 mm hareket ettirir.
Farklı alanlarda kullanılan sıkma pensleri ER 11
(Ürün 24154)
Sıkma pensleri özellikle yüksek hassasiyete sahip yuvarlak parçaların işlenmesinde işe yararlar. Burada yuvarlık hassasiyeti çeneli
torna ile yapılan çalışmaya oranla çok daha yüksektir.
AT Uygunluk Belgesi
Üreticinin adı ve adresi:
PROXXON S.A.
6-10, Härebierg
L-6868 Wecker
Ürün adı: FD 150/E
Ürün No.: 24150
İşbu belgeyle, münferiden sorumlu olarak, bu ürünün aşağıdaki direktiflere ve normlara uygun olduğunu beyan ederiz:
AB EMU Direktifi2004/108/AT
DIN EN 55014-1 / 02.2010
DIN EN 55014-2 / 06.2009
DIN EN 61000-3-2 / 06.2011
DIN EN 61000-3-3 / 06.2009
AB Makine Direktifi2006/42/AT
DIN EN 61029-1 / 01.2010
Ta rih : 26.09.2012
Dikkat!
Burada sıkma pensinin nominal çapının 0,5 mm altında çapa kadar olan malzemelerle çalışmak mümkündür.
Dikkat:
Parça takılmadığı zaman başlık somunu aslı çok fazla sıkılmamalıdır.
Sıkma penslerinin yerleştirilmesi (Şekil 16)
1. Makine ile birlikte teslim edilen anahtar 1 ile ana mil 2 bunun için
öngörülen yassı mahallerde sabit tutulmalı ve ayna 3 ana milden
aşağı doğru sökülerek çıkartılmalıdır.
2. Ana milde sıkma pensinin 4 geçme yerinin takıldığı yer iyice te-
mizlenmelidir.
3. Sıkma pensi 5 kullanılarak başlık somunu 6 hafifçe sıkılır.
4. Uygun malzeme sıkma pensine geçirilir ve başlık somunu 6 sık-
ma pensi setinde bulunan anahtar 7 ile sıkılır.
Atığa ayırma:
Lütfen cihazı normal ev çöpü ile birlikte atmayınız! Cihaz içerisinde geri dönüşümü mümkün parçalar vardır. Bu konuyla ilgili sorularınızı çöp toplama kuruluşuna veya diğer belediye kurumlarına
yöneltebilirsiniz.
- 92 -
Müh. Jörg Wa gner
PROXXON S.A.
Cihaz güvenliği bölümü
CE dokümantasyon yetkilisi ile imza eden kişi aynı kişidir
Page 93

Oryginalna instrukcja eksploatacji Tokarka FD 150/E
PL
Spis treści:
Wstęp ………………………………………………………………93
Zasady bezpieczeństwa:…………………………………………93
Ogólne informacje o maszynie …………………………………94
Legenda (rys. 1): …………………………………………………94
Opis maszyny……………………………………………………94
Zakres dostawy …………………………………………………95
Dane techniczne tokarki FD 150/E: ……………………………95
Montaż i uruchomienie …………………………………………95
Montaż urządzenia (rys. 2a i 2b): ………………………………95
Elementy tokarki i ich obsługa …………………………………95
Konik (rys. 3): ……………………………………………………95
Praca z wykorzystaniem konika ……………………………96
Suport poprzeczny (rys. 4) ……………………………………96
Praca z suportem poprzecznym ……………………………96
Sanie narzędziowe (rys. 5) ……………………………………96
Praca z saniami narzędziowymi ……………………………96
Uchwyt trójszczękowy (rys. 6) …………………………………97
Mocowanie przedmiotu obrabianego: ………………………97
Odwracanie szczęk (Rysunek 7): ……………………………97
Obracany wielokrotny imak nożowy…………………………97
Wybór noża tokarskiego (rys. 8) ……………………………97
Mocowanie noża tokarskiego (rys. 9) ………………………97
Zabezpieczeniem przed samoczynnym rozruchem …………98
Prędkość obrotowa dostosowana do potrzeb………………98
Wstęp
Korzystanie z niniejszej instrukcji:
•ułatwia zapoznanie się z urządzeniem,
•zapobiega powstawaniu zakłóceń na skutek niewłaściwej ob-
sługi oraz
•wydłuża żywotność posiadanego urządzenia.
Prosimy o przechowywanie niniejszej obsługi zawsze w zasięgu
ręki.
Z urządzenia można korzystać tylko po dokładnym zapoznaniu się
z instrukcją i pod warunkiem jej przestrzegania.
PROXXON nie odpowiada za bezpieczne działanie urządzenia
w przypadku:
•obchodzenia się z urządzeniem, które nie odpowiada normal-
nemu użytkowaniu,
•innych zastosowań, nie wymienionych w instrukcji,
•nieprzestrzegania przepisów bezpieczeństwa,
•błędów obsługi
•niedostatecznej konserwacji
•zastosowania części zamiennych nie pochodzących od firmy
PROXXON
Ustawianie prędkości obrotowych wrzeciona (rys. 10 )………98
Przekładanie pasa napędowego ……………………………98
Elektroniczny układ regulacji prędkości obrotowej ………98
Praca z maszyną (rys. 11)………………………………………98
Przykład toczenia wzdłużnego (a) ……………………………98
Przykład toczenia poprzecznego (b) …………………………99
Przykład toczenia stożkowego (c) ……………………………99
Przecinanie obrabianego przedmiotu (d) ……………………99
Obróbka długich przedmiotów obrabianych przy
użyciu konika i kła centrującego (rys. 12)……………………99
Naprawa i konserwacja …………………………………………99
Czyszczenie ………………………………………………………99
Ustawienie luzu prowadnic (rys. 13)…………………………100
Ustawienie luzu kół ręcznych (rys. 14): ………………………100
Wyposażenie dodatkowe maszynyFD 150/E ………………100
Zestaw noży tokarskich (artykuł 24524) ……………………100
Uchwyt wiertarski z wieńcem zębatym(artykuł 24152) ……100
Mocowanie uchwytu wiertarskiego (rys. 15)………………100
Wielozakresowe tuleje zaciskowe ER 11 ……………………100
(artykuł 24154) …………………………………………………100
Zakładanie tulei zaciskowych (rys. 16)……………………100
Utylizacja: …………………………………………………………101
Deklaracja zgodności WE………………………………………101
Rysunki zestawieniowe …………………………………………112
Dla własnego bezpieczeństwa należy bezwarunkowo przestrzegać
przepisów bezpieczeństwa.
Stosować tylko oryginalne części zamienne firmy PROXXON. Zastrzegamy sobie prawo wprowadzania zmian modernizacyjnych
wynikających z postępu technicznego. Życzymy przyjemnej pracy
z urządzeniem.
Zasady bezpieczeństwa:
Unikać nieporządku na stanowisku pracy.
Nieporządek na stanowisku pracy oznacza zawsze duże ryzyko
zaistnienia wypadku.
Pewnie zamocować urządzenie pewnie na płaskim i mocnym
podłożu.
W każdym wypadku należy zapewnić, aby urządzenie w czasie
pracy nie mogło spaść lub się przewrócić.
Przed każdym użyciem należy sprawdzić, czy urządzenie nie
jest uszkodzone.
Należy pamiętać: Uszkodzone elementy, w szczególności uszkodzone urządzenia zabezpieczające mogą być wymieniane tylko
przez specjalistę lub serwis firmy PROXXON Używać tylko oryginalnych części zamiennych firmy PROXXON.
- 93 -
Page 94

Nie należy manipulować przy posiadanej maszynie!
Nie zmieniać nic w maszynie, nie dokonywać żadnych manipulacji! Na skutek tego mogłoby zostać naruszone bezpieczeństwo
mechaniczne i elektryczne, w szczególności istnieje niebezpieczeństwo porażenia prądowego i pogorszenie bezpieczeństwa
użytkownika. W konsekwencji może dojść do obrażeń osób i wystąpienia szkód rzeczowych.
Należy obchodzić się starannie z przewodem przyłączeniowym!
Chronić przewód przyłączeniowy przed gorącem i ostrymi krawędziami i należy układać go tak, aby nie można go było uszkodzić.
Do wyciągania wtyku z gniazda ani do podnoszenia urządzenia
nie używać przewodu. Zwracać uwagę na czystość: Chronić przewód przed smarami i olejem!
Nie należy nigdy pracować bez przewidzianych zabezpieczeń.
Zwracać uwagę na wpływy otoczenia!
Maszynę można używać tylko w suchym otoczeniu, nie wolno jej
używać w pobliżu palnych cieczy lub gazów. Zapewnić dobre
oświetlenie!
Należy używać okularów ochronnych!
Należy nosić ochronę słuchu!
Poziom ciśnienia akustycznego podczas pracy maszyny może
przekroczyć wartość 85 dB (A), dlatego też należy pracować tylko
z założoną ochroną słuchu!
Zakładać odpowiednie ubranie robocze!
Podczas pracy nie należy posiadać odstających części ubrań takich jak np. krawaty lub chustki na szyje, mogą one zaplątać się
podczas pracy w obracających się elementach lub w automatycznie przesuwającym się obrabianym przedmiocie i spowodować
obrażenia. Należy używać siatki na włosy w przypadku długich
włosów, zdjąć biżuterię.
Nie używać uszkodzonych lub zdeformowanych noży tokarskich.
Należy bezwzględnie zwracać uwagę na nienaganny stan noży tokarskich. Przed każdym uruchomieniem należy je sprawdzić poprzez kontrolę wizualną, czy nie są uszkodzone!
Dzieci i niepowołane osoby nie mogą przebywać w pobliżu
obszaru roboczego.
Należy zadbać o to, aby dzieci jak również osoby niepowołane zachowały wystarczająco duży odstęp bezpieczeństwa! Młodociani
do lat 16 mogą używać maszyny tylko pod fachowym nadzorem do
celów przysposobienia zawodowego. Nieużywaną maszynę należy przechowywać w miejscach niedostępnych dla dzieci!
Nie należy przeciążać narzędzia.
Optymalne efekty pracy uzyskuje się oczywiście tylko w zakresie
parametrów, na jakie została zaprojektowana maszyna! Dlatego
należy unikać zbyt mocnego dosuwu! Nie należy wykorzystywać
maszyny niezgodnie z przeznaczeniem oraz do prac, do których nie
jest ona przeznaczona.
Należy działać zawsze z rozmysłem i być uważnym!
Należy obserwować maszynę w czasie pracy i postępować rozsądnie. Nie należy używać maszyny, gdy się jest zdekoncentrowanym lub zmęczonym lub po spożyciu alkoholu.
Po zakończeniu pracy starannie oczyścić maszynę!
Odłączyć wtyk od sieci!
Po zakończeniu pracy, przed konserwacją, wymianą narzędzi roboczych, czyszczeniem lub naprawą zawsze należy wyciągnąć
wtyk przewodu przyłączeniowego z gniazda sieciowego! W zakres
czyszczenia wchodzi również usuwanie wiórów!
Przed przystąpieniem do obsługi należy uważnie przeczytać
instrukcję obsługi i ją starannie zachować!
Ogólne informacje o maszynie
Legenda (rys. 1):
1. Wrzeciennik
2. Uchwyt tokarski
3. Imak nożowy
4. Kieł obrotowy
5. Tu leja wrzecionowa
6. Śruba zaciskowa tulei wrzecionowej
7. Konik
8. Koło ręczne tulei wrzecionowej
9. Dźwignia zaciskowa konika
10.Koło ręczne sań narzędziowych
11.Sanie narzędziowe
12.Suport poprzeczny
13.Koło ręczne suportu poprzecznego
14.Pokrywa skrzynki przekładniowej
15.Włącznik/wyłącznik
16.Pokrętło regulacji prędkości obrotowej
17.Osłona uchwytu
18.Klucz
19.Kołki rozprężne
Opis maszyny
Maszyna FD 150/E to zwarta tokarka precyzyjna z praktycznym
wyposażeniem: Posiada ona sanie narzędziowe i suport poprzeczny, solidny wrzeciennik z wysokiej jakości łożyskami tocznymi wrzeciona roboczego, mocny napęd oraz konik ze współbieżnym kłem centrującym.
W połączeniu z wysokowytrzymałym i precyzyjnym łożem wytłaczanym z aluminium, maszyna FD 15 0/E staje się specjalistą do
wszystkich filigranowych obrabianych przedmiotów.
Również wysoka prędkość obrotowa jest przydatna do typowych
zakresów zastosowania:
- 94 -
Page 95

Zapewnia ona zawsze odpowiednią prędkość skrawania nawet
przy najmniejszych przedmiotach. Można ją regulować za pomocą dwustopniowej przekładni pasowej w połączeniu z czułym regulatorem elektronicznym.
Oprócz typowych możliwości obróbki tocznej, wychylne sanie narzędziowe pozwalają na wykonywanie stożków lub stożkowych elementów. Dostępny w ramach akcesoriów uchwyt wiertarski pozwala na wykonywanie otworów czołowych.
Do spełnienia szczególnie wysokich wymagań w zakresie precyzji
ruchu obrotowego mamy w ofercie zestaw tulei zaciskowych do tej
maszyny: Wrzeciono główne jest wyposażone w niezbędny do tego uchwyt ER11. Następne strony zawierają szczegółowy opis maszyny wraz z jej możliwościami oraz dostępnymi akcesoriami. Zespół firmy Proxxon życzy przyjemnej pracy i wielu sukcesów podczas korzystania z maszyny!
Zakres dostawy
1 szt. Tokarka FD 150/E
1 szt. Instrukcja obsługi
1 szt. Broszura z zasadami bezpieczeństwa
1 szt. Klucz szczękowy
2 szt. Kołki rozprężne
Dane techniczne tokarki FD 150/E:
Napięcie: 230 V
Częstotliwość: 50/60 Hz
Moc: 100 W
Rozstaw kłów: 150 mm
Wysokość kłów: 55 mm
Wysokość nad suportem: 33 mm
Zakres mocowania wewnątrz: 1,5 – 32 mm
Zakres mocowania na zewnątrz: 12 – 65 mm
Zakres przesuwu sań poprzecznych: 40 mm
Zakres przesuwu sań narzędziowych:60 mm
Średnica przelotowa wrzeciona: 8,5 mm
Zamocowanie stożkowe, od strony uchwytu: do tulei zacisko-
wych ER 11
Imak nożowy do noży tokarskich: 6 x 6
Wymiary urządzenia: 360 x 150 x 150
Masa: ok. 4,5 kg
Prędkości obrotowe wrzeciona:
– na biegu przekładni 1: 800 – 2500 1/min
– na biegu przekładni 2: 1000 – 5000 1/min
Tylko do użytku w zamkniętych pomieszczeniach!
Nie wyrzucać zużytego urządzenia do odpadów
komunalnych!
Należy zawsze pracować z założoną ochroną słuchu!
Montaż i uruchomienie
Zagrożenie!
Istnieje możliwość nieoczekiwanego ruszenia! Skutkować
mogłoby to obrażeniami ciała.
Dlatego przed wszystkimi pracami regulacyjnymi i konserwacyjnymi zawsze odłączać wtyk sieciowy!
Montaż urządzenia (rys. 2a i 2b):
Uwaga!
Po rozpakowaniu natychmiast sprawdzić urządzenie, czy nie wykazuje ewentualnych uszkodzeń transportowych! Uszkodzenie
opakowania wskazuje na nieprawidłowe obchodzenie się w czasie
transportu! Szkody transportowe należy bezwarunkowo zgłosić
natychmiast do przedstawiciela handlowego lub do przedsiębiorstwa transportowego!
Do wyposażenia standardowego tokarki PROXXON FD 150/E należą następujące elementy:
•uchwyty trójszczękowe
•osłona uchwytu
•kieł obrotowy
•zestaw narzędzi
•imak nożowy
Uwaga!
Podczas podnoszenia maszyny należy zwracać uwagę, aby pokrywa z tworzywa sztucznego 1 (rys. 2a) skrzyni przekładniowej była zamknięta. W przeciwnym razie zamknąć pokrywę i dokręcić
śrubę radełkowaną 2. Inaczej może dojść do pęknięcia pokrywy.
1. Wyjąć tokarkę z opakowania i ustawić na równym i poziomym
podłożu. Powierzchnia ustawienia winna być równa, wolna od
wstrząsów i stabilna. Pamiętać o zapewnieniu stabilnej pozycji!
2. Należy pamiętać: Do pracy maszyna musi być przykręcona do
podłoża! W tym celu w powierzchniach kątowych łap łoża przewidziane są odpowiednie otwory (poz. 3). Do mocowania używać śrub o średnicy 4 mm.
3. Aby uzyskać dostęp do otworu na śrubę po stronie wrzeciennika, należy otworzyć plastikową pokrywę 1 skrzynki przekładniowej. W tym celu odkręcić śrubę radełkowaną 2 (rys. 2a)
i podnieść pokrywę.
Elementy tokarki i ich obsługa
Konik (rys. 3):
Konik 1 po prawej stronie łoża maszyny zawiera tuleję wrzecionową 2. W poruszającym się w niej stożku wewnętrznym mocowany
jest współbieżny kieł centrujący 3. Pozwala to na podparcie i stabilizację także długich obrabianych przedmiotów.
- 95 -
Page 96

Uwaga!
Jeśli wystawanie przedmiotu obrabianego z uchwytu tokarskiego
jest większe aniżeli 3-krotna wielkość jego średnicy, przedmiot obrabiany należy zawsze podeprzeć na prawym końcu za pomocą konika z kłem centrującym.
Kieł powinien być przy tym najlepiej osadzony w tzw. otworze centrującym. Można go wykonać za pomocą uchwytu wiertarskiego,
dostępnego opcjonalnie. Szczegółowy opis tego procesu znajduje się w dalszej części tej instrukcji.
Praca z suportem poprzecznym
1. Suport poprzeczny (wraz z saniami narzędziowymi) może być
dosuwany na prowadnicy łoża maszyny do pozycji obróbki obrabianego przedmiotu. W tym celu zwolnić dźwignię zaciskową
4, przesunąć sanie na wymaganą pozycję i ponownie zamknąć
dźwignię zaciskową 4.
2. Przed i w trakcie pracy można w miarę potrzeby regulować pozycję noża tokarskiego 3 przez obracanie koła ręcznego 2.
Uwaga!
Stożki mocujące muszą być zawsze absolutnie czyste.
Zabrudzenia, a przede wszystkim opiłki metalowe obniżają dokładność i mogą doprowadzić do tego, iż tuleja wrzecionowa i stożek mogą stać się bezużyteczne.
Praca z wykorzystaniem konika
1. Celem założenia np. kła centrującego 3, wysunąć tuleję wrzecionową 2 o około 10 mm poprzez obrócenie koła ręcznego 4.
2. Wsunąć mocno ręcznie kieł centrujący stożkiem do tulei wrzecionowej. Stożek zostanie mocno osadzony i nie można go wysunąć do przodu.
3. Aby zgrubnie dosunąć konik 1 do obrabianego przedmiotu,
zwolnić dźwignię zaciskową 5 (rys. 3), przesunąć konik na prowadnicy w łożu do wymaganej pozycji i ponownie zamknąć
dźwignię zaciskową 5. Przez obracanie koła ręcznego 4 można stopniowo z niewielkim naciskiem dosunąć kieł centrujący
do strony czołowej obrabianego przedmiotu. Zablokować tuleję wrzecionową w tej pozycji przez dokręcenie śruby radełkowanej 6.
4. W celu zwolnienia stożka współbieżnego kła (lub innego użytego narzędzia) po zakończeniu pracy, wsunąć jak najdalej do konika tuleję wrzecionową 2 poprzez obracanie koła ręcznego 4.
Stożek zostanie uwolniony i może zostać wyjęty.
Suport poprzeczny (rys. 4)
Przez obracania koła ręcznego 2 suport poprzeczny 1 umożliwia
przesuwanie noża tokarskiego 3 poprzecznie do osi obrotu obrabianego przedmiotu.
Podczas pracy pozwala to na dosuw, czyli regulację głębokości
skrawania.
Uwaga: Koła ręczne maszyny są wyposażone w obracane pierścienie skali: Do przesuwania sań o określony skok, można ustawić pierścień skali na 0. Dokładny dosuw można odczytać na skali podczas poruszania koła ręcznego.
Ponadto możliwa jest obróbka płaskiej powierzchni czołowej obrabianego przedmiotu (toczenie poprzeczne) lub odcinanie obrabianego przedmiotu. Jest to toczenie poprzecznie do osi obrotu
z przekroczeniem tej osi, przez co następuje odcięcie obrabianego przedmiotu.
Sanie narzędziowe (rys. 5)
Sanie narzędziowe 1 pozwalają na dokładne prowadzenie i przesuwanie imaka nożowego z nożem tokarskim przede wszystkim
w kierunku wzdłużnym.
Dodatkowo sanie narzędziowe tej maszyny są wychylne: Pozwala
to na wykonywanie nie tylko walcowych przedmiotów przez prowadzenie noża tokarskiego równolegle do osi maszyny (toczenie
wzdłużne), lecz także przedmiotów stożkowych lub stożkowych
fragmentów danego przedmiotu przez nieznaczne odchylenie sań
narzędziowych.
W tym celu przewidzieliśmy skalę kątową, pozwalającą na ustawienie kąta wykonywanego stożka.
Droga ruchu sań na precyzyjnej prowadnicy o kształcie jaskółczego ogona wynosi 60 mm.
Praca z saniami narzędziowymi
Ustawienie fabryczne sań narzędziowych 1 to dokładnie 0°, czyli
ustawienie do toczenia wzdłużnego (walcowego).
1. Przez obracanie koła ręcznego 2 ustawić nóż tokarski 3 promieniowo na wymaganej pozycji
2. Włączyć maszynę. Uwaga: Uważać, aby osłona uchwytu 6 znajdowała się w dolnej pozycji!
3. Przez obracanie koła ręcznego 5 powoli dosunąć sanie narzędziowe 1 z nożem tokarskim do wirującego obrabianego przedmiotu, zachowując wymagany posuw
Aby wytoczyć stożek, należy odchylić sanie narzędziowe 1 na wymagany kąt:
1. Przez obracanie koła ręcznego 5 na tyle przesunąć sanie narzędziowe 1 w prawo, aby uzyskać dostęp do śruby 4
2. Odkręcić śrubę 4 i ustawić wymaganą stożkowość w oparciu
o znaczniki na skali kątowej 7.
3. Dokręcić z powrotem śrubę 4. Przez obracanie koła ręcznego
5 można teraz podczas toczenia poruszać sanie narzędziowe
wraz z nożem tokarskim.
Należy pamiętać, że jak w przypadku wszystkich innych kół ręcznych maszyny pierścienie skali są ruchome i mogą zostać wyzerowane. Drogę noża tokarskiego można odczytać na skali. Jeden
obrót koła ręcznego odpowiada jednemu milimetrowi drogi.
- 96 -
Page 97

Uchwyt trójszczękowy (rys. 6)
Obracany wielokrotny imak nożowy
Uchwyt zaciskowy 1 służy do mocowania i zaciskania obrabianych
przedmiotów. Posiada on przepust wynoszący 8,5 mm, dokładnie
taki sam jak wrzeciono robocze maszyny. Pozwala to na przeprowadzenie przez wrzeciono prętów o średnicy około 8 mm!
Uwaga!
Jeśli mocowany jest dłuższy przedmiot obrabiany, który przechodzi przez wrzeciono i wystaje z lewej strony, to wtedy istnieje zwiększone ryzyko powstania obrażeń. Należy w tym przypadku postępować ostrożnie, aby żadne przedmioty nie zostały zaczepione
przez wirujący wałek. Należy szczególnie zabezpieczyć ten obszar.
Mocowanie przedmiotu obrabianego:
Wetknąć oba kołki 2 i 3, dostarczone razem z maszyną, do przewidzianych otworów na obwodzie obu elementów uchwytu i obracać je w przeciwnych kierunkach, aby otworzyć szczęki mocujące. Obracanie przeciwbieżne w drugą stronę po włożeniu obrabianego przedmiotu powoduje zamknięcie szczęk i zamocowanie
tego przedmiotu.
Odwracanie szczęk (Rysunek 7):
Po całkowitym wykręceniu szczęk zgodnie z powyższym opisem
można je wyjąć, obrócić i ponownie założyć.
Ilustracja 7 pokazuje ustawienie normalne: Służy ono do konwencjonalnego mocowania, jak pokazano na ilustracji 6, oraz do mocowania rur od wewnątrz. Po prawej stronie przedstawione są obrócone szczęki: W tej pozycji mogą zostać zamocowane również
przedmioty obrabiane o dużym obwodzie.
1. Uwaga: Szczęki są numerowane! Otworzyć uchwyt tokarski na
tyle, aby szczęki można było wyjąć z uchwytu. Odbywa się to
w kolejności 3, 2 i 1.
2. Obrócić szczęki i wprowadzić najpierw nr 3 do jednej z trzech
prowadnic.
3. Wcisnąć szczękę nr 3 w kierunku środka uchwytu tokarskiego
i równocześnie obracać uchwytem w kierunku „mocowanie”.
4. Po uchwyceniu szczęki nr 3 przez ślimak gwintowy należy włożyć szczękę nr 2 do następnej prowadnicy (w kierunku zgodnym
z ruchem wskazówek zegara).
5. Powtórzyć czynność jak opisano uprzednio z nr 2 i nr 1.
6. Następnie sprawdzić, czy wszystkie szczęki znajdują się w położeniu wycentrowanym.
7. Chcąc ponownie pracować z uchwytem tokarskim wewnętrznym, należy powtórzyć uprzednio opisane czynności, jednakże w odwrotnej kolejności, tzn. wkładać najpierw szczękę nr 1
i 2, a następnie nr 3.
Wybór noża tokarskiego (rys. 8)
Uwaga!
Dla prawidłowego toczenia nieodzownym jest, aby:
•dobrać odpowiedni nóż tokarski do danego zastosowania,
•krawędź tnąca noża tokarskiego była ostra,
•krawędź tnąca noża tokarskiego znajdowała się dokładnie
w „środku”,
•iaby pracować z prawidłową prędkością obrotową.
Ustawiane są tu zakresy prędkości obrotowej, podane w naszym
zestawie noży tokarskich 24524 (wyposażenie dodatkowe):
Noże tokarskie czołowe lewe (a)
•są używane, aby w krótkim czasie zdjąć możliwie dużą warstwę materiału podczas toczenia w lewo, bez zwracania szczególnej uwagi na jakość powierzchni obrabianego przedmiotu.
Noże tokarskie czołowe prawe (b)
•są używane, aby w krótkim czasie zdjąć możliwie dużą warstwę materiału podczas toczenia w prawo, bez zwracania
szczególnej uwagi na jakość powierzchni obrabianego przedmiotu.
Noże tokarskie do obróbki zgrubnej (c)
•są używane do zgrubnego przetaczania wstępnego obrabianych przedmiotów. Dzięki specjalnemu kształtowi te noże pozwalają na usuwanie szczególnie grubej warstwy materiału bez
wysokich wymagań wobec jakości powierzchni.
Noże szpiczaste (d)
•stosowane są, aby przy minimalnej głębokości skrawania otrzymać gładką powierzchnię.
Noże tokarskie do przecinania (e)
•są używane do toczenia poprzecznego i do odcinania obrabianego przedmiotu.
Wytaczaki (f)
•używane są do toczenia wewnętrznego.
Mocowanie noża tokarskiego (rys. 9)
Uwaga!
Noże tokarskie mocować możliwie krótko. Nadmierne wystawianie
powoduje powstawanie drgań, niedokładności i prowadzi do chropowatej powierzchni.
W wielokrotnym imaku nożowym można mocować noże tokarskie
o przekroju do maks. 6 x 6 mm
1. Wykręcić obydwie śruby mocujące 1 (rys. 9) na tyle, aby wybrany nóż tokarski 2 mógł wejść do zamocowania
2. Wsunąć nóż do rowka na nóż tokarski i zamocować śrubami 1.
Uwaga: Nóż mocować możliwie jak najkrócej!
- 97 -
Page 98

3. Dosunąć szpic noża do kła centrującego konika i sprawdzić
wysokość.
W celu kompensacji wysokości przy nożach tokarskich o różnej
wielkości, konieczne może być przykładowo podłożenie pod nie
cienkiej blachy na całej powierzchni przylegania.
Imak nożowy pozwala na jednoczesne zamocowanie dwóch noży
tokarskich. Ułatwia to pracę, gdyż po wyregulowaniu noży tokarskich, podczas obróbki danego przedmiotu pomiędzy poszczególnymi operacjami roboczymi wystarczy obrócić imak nożowy,
aby wykorzystywać zawsze odpowiedni nóż.
W tym celu odkręcić śrubę imbusową 4, obrócić imak nożowy i ponownie dokręcić śrubę 4. W razie potrzeby pozwala to oczywiście
na regulację kąta ustawienia noża względem obrabianego przedmiotu.
Zabezpieczeniem przed samoczynnym
rozruchem
Uwaga!
Ze względów bezpieczeństwa maszyna wyposażona jest w tak
zwane zabezpieczenie ponownego uruchomienia: W razie krótkiego zaniku napięcia w czasie pracy maszyna ze względów bezpieczeństwa nie uruchomi się ponownie samoczynnie.
Maszynę można jednakże włączyć w tym wypadku normalnie za
pomocą przycisku włącznika.
Prędkość obrotowa dostosowana do potrzeb
W zależności od materiału i średnicy obrabianego przedmiotu należy dobrać prędkość obrotową wrzeciona: Z jednej strony prędkość skrawania spada przy malejącym promieniu toczenia, co musi być kompensowane przez zwiększenie prędkości obrotowej,
a z drugiej strony dobranie prawidłowej prędkości obrotowej jest
w dużym stopniu zależne od obrabianego materiału. Dlatego konieczne jest tu wybranie odpowiedniego kompromisu.
W tym celu tokarka została wyposażona w elektroniczny układ regulacji prędkości obrotowej oraz w dwustopniową przekładnię pasową.
Pozwala to na uzyskanie zakresu prędkości obrotowych od 800 do
5000 obrotów na minutę.
Ustawianie prędkości obrotowych wrzeciona
(rys. 10)
Przekładanie pasa napędowego
Uwaga!
Przed przystąpieniem do pracy w skrzyni przekładniowej bezwarunkowo należy wyciągnąć wtyczkę z gniazdka sieciowego. Niebezpieczeństwo obrażeń!
1. Odkręcić śrubę radełkowaną 1 wrzeciennika i otworzyć pokrywę 2.
2. Odkręcić śrubę imbusową napinacza pasa 3.
3. Ustawić odpowiedni zakres prędkości obrotowej poprzez przełożenie pasa napędowego 4. Zwrócić uwagę na prawidłowe
osadzenie pasa napędowego!
4. Lekko dosunąć napinacz 3 w otworze podłużnym 5 do pasa napędowego i ponownie dokręcić śrubę imbusową. Zwracać uwagę na prawidłowy naciąg pasa. Zbyt duży naciąg zwiększa zużycie pasów i łożysk oraz znacznie hamuje silnik.
5. Przed rozpoczęciem pracy ponownie zamknąć skrzynkę przekładniową i dokręcić śrubę radełkowaną 1.
Elektroniczny układ regulacji prędkości obrotowej
Dodatkowo do wyboru przełożenia skrzynki przekładniowej przez
przełożenie pasa napędowego, maszyna jest wyposażona w elektroniczny układ dostosowywania prędkości obrotowej do danych
warunków.
1. W celu regulacji prędkości obrotowej podczas pracy obracać
pokrętło regulacji obrotów, poz. 6 (rys. 10), w lewo lub w prawo.
Praca z maszyną (rys. 11)
Uwaga!
Przed włożeniem wtyku do gniazda sieciowego należy sprawdzić,
czy dane na tabliczce znamionowej są zgodne z miejscowymi parametrami posiadanej sieci prądowej. W razie niezgodności może
dojść do uszkodzenia urządzenia lub wystąpienia zagrożenia podczas pracy!
Uwaga!
Podczas pracy należy zawsze używać ochrony słuchu i okularów
ochronnych!
Uwaga!
Unikać nienormalnej postawy podczas pracy! Dbać o pewną postawę i w każdej chwili utrzymywać równowagę.
Uwaga!
Należy pracować tylko z opuszczoną osłoną uchwytu! W razie jej
uszkodzenia dalsza praca z maszyną jest niemożliwa!
Przykład toczenia wzdłużnego (a)
Wskazówka:
To czenie równoległe do osi obrotu i obróbka przedmiotów cylindrycznych są głównymi zastosowaniami tokarki.
1. Zamocować obrabiany przedmiot zgodnie z opisem w roz-
dziale „Mocowanie obrabianego przedmiotu”.
2. Upewnić się, że obrabiany przedmiot może się swobodnie ob-
racać.
3. Ustawić wymaganą ilość obrotów poprzez przełożenie pasków
w skrzyni kół przekładniowych (patrz poprzedni rozdział). Uwaga: Przed włączeniem obrócić pokrętło regulacji obrotów w lewo.
- 98 -
Page 99

4. Zamocować odpowiedni nóż tokarski w imaku nożowym (patrz
„Mocowanie noża tokarskiego”).
5. Przesunąć suport z prawa na lewo do obrabianego przedmiotu.
6. Ustawić głębokość skrawania na suporcie poprzecznym 1.
7. Dosunąć sanie narzędziowe i suport poprzeczny do obrabianego przedmiotu
8. Włączyć maszynę wyłącznikiem głównym. Uwaga: Pa miętać
o opuszczeniu osłony uchwytu.
9. Przez obracanie kół ręcznych przesunąć sanie narzędziowe
i suport poprzeczny. Uwaga: Nie dosuwać sani ani noża tokarskiego do uchwytu!
10.Po zakończeniu pracy wyłączyć maszynę wyłącznikiem głównym
Przykład toczenia poprzecznego (b)
Wskazówka:
Te n sposób pracy jest używany, aby toczyć stronę czołową obrabianego przedmiotu. Postępować zgodnie z wcześniejszym opisem toczenia poprzecznego, pamiętając o następujących cechach
szczególnych:
1. Zamocować nóż tokarski czołowy prawy pod kątem ok. 2° do
3°. Ustawienie kątowe można uzyskać przez obrócenie imaka
nożowego.
2. Poruszać suport poprzeczny z nożem tokarskim od zewnątrz do
wewnątrz (do środka), obrabiając przy tym prawą powierzchnię
czołową lub czop wału.
Uwaga!
W przypadku dużych średnic obrabianych przedmiotów szybkość
skrawania od zewnątrz do wewnątrz zmienia się dość znacznie.
Dlatego dosuwać suport poprzeczny z wyczuciem i powoli!
Uwaga:
Zachować szczególną ostrożność, aby zapobiec niekontrolowanemu wyrzuceniu odciętej części. Niebezpieczeństwo obrażeń!
Obróbka długich przedmiotów obrabianych
przy użyciu konika i kła centrującego (rys. 12)
1. W tym celu na prawej stronie obrabianego przedmiotu należy
nawiercić nakiełek.
2. W razie potrzeby stoczyć prawą powierzchnię czołową.
3. Założyć uchwyt wiertarski (wyposażenie dodatkowe) w tuleję
wrzecionową 5, jak opisano to w rozdziale „Zakładanie uchwytu wiertarskiego”, i zamocować wiertło do nawiercenia nakiełka.
4. Zwolnić dźwignię zaciskową 2 i dosunąć konik 6 z uchwytem
wiertarskim i wiertłem do nawiercenia nakiełka do strony czołowej obrabianego przedmiotu. Ponownie zamknąć dźwignię
zaciskową 2.
5. Włączyć maszynę i nawiercić nakiełek za pomocą przesuwu tulei wrzecionowej. Obracać koło ręczne 3 po prawej stronie konika i za pomocą tulei wrzecionowej delikatnie wprowadzić
wiertło do nawiercenia nakiełka do obrabianego przedmiotu.
Wyłączyć maszynę.
6. Kołem ręcznym 3 na tyle cofnąć tuleję wrzecionową 5, aby nastąpiło zwolnienie stożka uchwytu wiertarskiego.Wymienić
uchwyt wiertarski z powrotem na współbieżny kieł centrujący 1
7. Dosunąć współbieżny kieł 1 i konik 6 do obrabianego przedmiotu. Pamiętać, aby po dosunięciu do obrabianego przedmiotu zamknąć dźwignię zaciskową 2.
8. Dosunąć tuleję wrzecionową kołem ręcznym 3 na tyle, aby wyeliminować wszelki luz.
9. Zablokować tuleję wrzecionową za pomocą śruby radełkowanej 4.
Naprawa i konserwacja
Przykład toczenia stożkowego (c)
Sanie narzędziowe są wyposażone w podziałkę i mogą być obracane w obydwie strony o 45° do toczenia powierzchni stożkowych.
W tym celu postępować zgodnie z opisem w rozdziale „Praca z saniami narzędziowymi”. Sposób obróbki jest taki sam, jak przy toczeniu wzdłużnym.
Przecinanie obrabianego przedmiotu (d)
Uwaga!
Nóż tokarski do przecinania mocować możliwie krótko. Zwracać
uwagę na dokładną wysokość krawędzi tnącej noża tokarskiego do
przecinania! Powinna się ona znajdować na poziomie osi obrotu lub
tuż poniżej tej osi!
1. Nóż tokarski do przecinania zamocować prostopadle w imaku
nożowym.
2. Przesuwać sanie poprzeczne z nożem tokarskim od zewnątrz
do wewnątrz (do środka). Przy przechodzeniu przez oś obrotu
obrabianego przedmiotu następuje jego odcięcie.
Czyszczenie
Uwaga!
Przed wszystkimi pracami regulacyjnymi i konserwacyjnymi zawsze odłączać wtyk sieciowy! Zachodzi niebezpieczeństwo poważnych obrażeń lub uszkodzenia urządzenia na skutek jego przypadkowego ruszenia bądź porażenia prądem elektrycznym!
1. Po pracy gruntownie oczyścić maszynę ze wszystkich wiórów
za pomocą szczotki ręcznej lub pędzla. Nie używać sprężonego powietrza do czyszczenia.
2. Regularnie smarować wszystkie ruchome części, wrzeciona
i prowadnice!
Obudowę z zewnątrz można czyścić miękką, ewentualnie wilgotną ściereczką. Można przy tym używać łagodnego mydła lub innych odpowiednich środków czyszczących. Należy unikać środków
czyszczących, zawierających rozpuszczalniki lub alkohol (np. benzyny albo alkoholu do czyszczenia itp.), gdyż mogą one niszczyć
obudowę z tworzywa sztucznego oraz wypłukiwać smary.
- 99 -
Page 100

Ustawienie luzu prowadnic (rys. 13)
Mocowanie uchwytu wiertarskiego (rys. 15)
Wskazówka:
Nawet przy regularnym smarowaniu prowadnic, z upływem czasu
nie można uniknąć wystąpienia luzu na skutek ich zużycia.
Opisany tu na przykładzie sań narzędziowych sposób postępowania jest identyczny dla wszystkich prowadnic, dlatego obowiązuje on analogicznie dla pozostałych operacji smarowania tokarki
i nie został tutaj bliżej opisany. Prowadnice należy ustawiać zgodnie z poniższą zasadą: na tyle ciasno, na ile to konieczne, lecz zawsze z zachowaniem maksymalnej lekkobieżności!
Uwaga: Zbyt ciasne ustawienie prowadnic wymusza większe siły
obsługi oraz powoduje wyższe zużycie!
1. Za pomocą klucza szczękowego 5 nieznacznie odkręcić nakrętki zabezpieczające 1 (rys. 13) śrub regulacyjnych 2 sań narzędziowych 3.
2. Za pomocą klucza imbusowego 4 równomiernie wkręcić śruby
regulacyjne 2 aż do usunięcia luzu.
3. Ponownie dokręcić nakrętki zabezpieczające 1. Przytrzymać
przy tym śruby regulacyjne 2 kluczem sześciokątnym 5 w aktualnej pozycji, aby nie zostały rozregulowane.
4. Następnie sprawdzić, czy suport daje się jeszcze lekko przesuwać i porusza się bez luzów.
Ustawienie luzu kół ręcznych (rys. 14):
Ta k samo jak w przypadku prowadnic, podczas pracy nie można
również uniknąć zużycia kół ręcznych, pociągającego za sobą ciągłe, aczkolwiek powolne zwiększanie luzu zwrotnego. Aby go zminimalizować, postępować w następujący sposób:
1. Przytrzymać koło ręczne 1 i odkręcić nakrętkę kołpakową 2.
2. Nieznacznie obrócić koło ręczne w prawo
3. Ponownie dokręcić nakrętkę kołpakową, przytrzymując przy
tym koło ręczne.
Również w tym przypadku należy pamiętać:
Całkowita eliminacja luzu i zbyt ciasne ustawienie kół ręcznych mija się z celem: Zbyt ciasne ustawienie kół ręcznych wymusza większe siły obsługi oraz powoduje wyższe zużycie!
1. Wyjąć współbieżny kieł centrujący z tulei wrzecionowej, zgodnie z opisem w rozdziale „Praca z wykorzystaniem konika”
2. Dokładnie oczyścić stożek uchwytu 1 i tulei wrzecionowej 2
z brudu i smaru.
3. Włożyć czop do tulei wrzecionowej i mocno nasunąć uchwyt
wiertarski.
4. Mocowanie wiertła
5. Po odkręceniu śruby zaciskowej 4 można dosunąć kompletny
konik 3 do obrabianego przedmiotu. Następnie dokręcić śrubę
zaciskową 4.
6. Przez obracanie koła ręcznego 5 dosunąć wiertło do obrabianego przedmiotu
7. Włączyć maszynę i przez obracanie koła ręcznego 5 wywiercić
wiertłem otwór o wymaganej głębokości w obrabianym przedmiocie.
Rada: Po dotknięciu wiertłem można wyzerować pierścień skali 6.
Pozwala to na wykonywanie otworów o zdefiniowanej głębokości
przez obserwację znaczników na skali oraz liczenie obrotów koła
ręcznego podczas dosuwania: jeden obrót przesuwa wiertło
o 1 mm.
Wielozakresowe tuleje zaciskowe ER 11
(artykuł 24154)
Tuleje zaciskowe nadają się szczególnie do obróbki elementów
okrągłych o dużej precyzji. Dokładność obrotu jest tutaj znacznie
wyższa aniżeli przy zamocowaniu w uchwycie szczękowym.
Uwaga!
Możliwa jest obróbka przedmiotów o średnicy do 0,5 mm mniejszej od średnicy nominalnej tulei zaciskowej.
Uwaga:
Nigdy nie należy dokręcać nakrętki kołpakowej, jeśli nie został włożony obrabiany przedmiot.
Zakładanie tulei zaciskowych (rys. 16)
Wyposażenie dodatkowe maszyny
FD 150/E
Zestaw noży tokarskich (artykuł 24524)
Zawartość zestawu noży tokarskich została już przedstawiona
w rozdziale „Wybór noża tokarskiego”.
Uchwyt wiertarski z wieńcem zębatym
(artykuł 24152)
W uchwycie wiertarskim można mocować wiertła o średnicy od 0,5
do 6,5 mm, do wykonywania otworów od strony czołowej.
- 100 -
1. Za pomocą klucza 1, dołączonego do maszyny, przytrzymać
wrzeciono główne 2 za przewidziane do tego spłaszczone powierzchnie i odkręcić uchwyt 3 z wrzeciona głównego.
2. Dokładnie oczyścić elementy pasowania uchwytu tulei zaciskowej 4 we wrzecionie głównym.
3. Włożyć tuleję zaciskową 5 i lekko dokręcić nakrętkę kołpakową
6.
4. Wprowadzić odpowiedni przedmiot obrabiany do tulei zaciskowej i dokręcić nakrętkę kołpakową 6 za pomocą klucza 7, dołączonego do zestawu tulei zaciskowych.
 Loading...
Loading...