

Promac FX-820VA, FX-820VA-DRO User Manual

Bohr-Fräsmaschine
erceuse fraiseuse
P
FX
07-2016
-820VA
Drilling-milling machine
FX-820VA-DRO
Schweiz / Suisse
JPW (TOOL) AG
Tämperlistrasse 5
CH-8117 Fällanden Switzerland
www.promac.ch
France
TOOL France / PROMAC
57, rue du Bois Chaland, Z.I. du Bois Chaland
case postale 2935 FR-91029 Evry Cedex
www.promac.fr
CE‐ConformityDeclaration
CE‐Konformitätserklärung
DéclarationdeConformitéCE
Product/Produkt/Produit:
Drilling‐millingmachine
Bohr‐Fräsmaschine
Perceusefraiseuse
FX‐820VA,FX‐820VADRO
Brand/Marke/Marque:
Manufacturer/Hersteller/Fabricant:
JPW(Tool)AG,Tämperlistrasse5,CH‐8117Fällanden
Schweiz/Suisse/Switzerland
Weherebydeclarethatthisproductcomplieswiththeregulations
Wirerklärenhiermit,dassdiesesProduktderfolgendenRichtlinieentspricht
Parlaprésente,nousdéclaronsqueceproduitcorrespondauxdirectivessuivantes
MachineryDirective
Maschinenrichtlinie
DirectiveMachines
ElectromagneticCompatibility
ElektromagnetischeVerträglichkeit
compatibilitéélectromagnétique
designedinconsiderationofthestandards
undentspechendfolgenderzusätzlicherNormenentwickeltwurde
etétédéveloppédanslerespectdesnormescomplémentairessuivantes
ENISO12100:2010
EN13828:2001+A2:2009
EN60204‐1:2006
EN55014‐1:2006/A1:2009/A2:2011
EN61000‐3‐2:2014
EN61000‐3‐3:2013
ResponsiblefortheDocumentation/Dokumentations‐Verantwortung/RésponsabilitédeDocumentation:
HansjörgMeier
HeadProduct‐Mgmt./LeiterProdukt‐Mgmt./Resp.GestiondesProduits
2016‐08‐17AlainSchmid,GeneralManager
JPW(Tool)AG,Tämperlistrasse5,CH‐8117Fällanden
Schweiz/Suisse/Switzerland
PROMAC
2006/42/EC
2014/30/EU
JPW(Tool)AG

Allgemeine Sicherheitsvorschriften
Hinweis: Die Nicht-Beachtung dieser Anweisungen kann schwere Verletzungen zur
Folge haben.
Wie bei allen Maschinen sind auch bei dieser Maschine beim Betrieb und der Handhabung maschinentypische
Gefahren gegeben. Die aufmerksame Bedienung und der richtige Umgang mit der Maschine verringern wesentlich
mögliche Unfallgefahren. Werden die normalen Vorsichtsmassnahmen missachtet, sind Unfallgefahren für den
Bedienenden unausweichlich.
Die Maschine wurde nur für die gegebenen Verwendungsarten angelegt. Wir legen Ihnen dringend nahe, die
Maschine weder abgeändert noch in einer Art und Weise zu betreiben, für die sie nicht ausgelegt wurde.
Sollten Sie Fragen zum Betrieb der Maschine haben, wenden Sie sich bitte zuvor an den Händler, der Ihnen
weiterhelfen kann, wenn Ihnen die Bedienungsanleitung keinen Aufschluss gibt.
ALLGEMEINE REGELN ZUM SICHEREN UMGANG MIT MASCHINEN
1. Zur eigenen Sicherheit immer erst die Bedienungsanleitung lesen, bevor die Maschine in Betrieb gesetzt
wird. Die Maschine, deren Bedienung und Betriebsgrenzen kennenlernen, sowie deren spezifische Gefahren erkennen.
2. Schutzabdeckungen in betriebsfähigem Zustand halten und nicht abbauen.
3. Elektrisch betriebene Maschinen mit einem Netzanschlussstecker mit Schutzkontakt immer an eine Steckdose mit Schutzkontakt (Erdung) anschliessen. Werden Zwischenstecker ohne Schutzkontakt verwendet,
muss der Schutzkontaktanschluss zur Maschine unbedingt hergestellt werden. Die Maschine niemals
ohne Schutzkontaktanschluss (Erdung) betreiben.
4. Lose Spannhebel oder Schlüssel immer von der Maschine entfernen. Ein Verhalten entwickeln, dass immer vor dem Einschalten der Maschine geprüft wird, ob alle losen Bedienelemente entfernt wurden.
5. Arbeitsbereich hindernisfrei halten. Verstellte Arbeitsbereiche und Arbeitsflächen fordern Unfälle gerade
zu heraus.
6. Maschine nicht in gefahrvoller Umgebung betreiben. Angetriebene Maschine nicht in feuchten oder nassen Räumen betreiben oder diese dem Regen aussetzen. Arbeitsfläche und Bereich immer gut beleuchten.
7. Kinder und Besucher von der Maschine fernhalten. Kinder und Besucher immer in sicherem Abstand zum
Arbeitsbereich halten.
8. Die Werkstatt oder den Arbeitsraum vor unbefugtem Betreten absichern. Kindersicherungen in Form von
verschliessbaren Riegeln, absperrbaren Hauptschaltern etc. anbringen.
9. Maschine nicht überlasten. Die Arbeitsleistung der Maschine wird besser und der Betrieb sicherer, wenn
diese in den Leistungsbereichen betrieben wird, für welche sie ausgelegt ist.
10. Anbaugeräte nicht für Arbeiten einsetzen, für welche sie nicht ausgelegt sind.
11. Richtige Arbeitskleidung tragen; lose Kleidung, Handschuhe, Halstücher, Ringe, Hals- oder Handketten
oder anderen Schmuck vermeiden. Diese könnten sich in bewegenden Maschinenteilen verfangen. Schuhe mit rutschfesten Sohlen tragen. Eine Kopfbedeckung tragen, die lange Haare vollständig abdeckt.
12. Immer eine Schutzbrille tragen. Hier gemäss den Unfallverhütungsvorschriften verfahren. Ebenso eine
Staubmaske bei Arbeiten mit Staubanfall tragen.
13. Werkstücke festklemmen. Zum Halten des Werkstücks immer einen Schraubstock oder eine Spannvorrichtung verwenden. Dies ist sicherer als mit der Hand, und es stehen beide Hände zum Bedienen der
Maschine frei.
3
Allgemeine Sicherheitsvorschriften
14. Auf Standsicherheit achten. Fussstellung und körperliche Balance immer so halten, dass der sichere Stand
gewährleistet ist.
15. Maschine immer in einwandfreiem Zustand halten. Hierzu die Schneidflächen scharf und sauber für die
optimale Leistung halten. Die Betriebsanweisung für die Reinigung, das Schmieren und den Wechsel von
Anbaugeräten beachten.
16. Maschine immer vom Netz trennen, bevor Wartungsarbeiten oder der Wechsel von Maschinenteilen, wie
Sägeblatt, Schneidwerkzeuge etc. erfolgen.
17. Nur das empfohlene Zubehör verwenden. Dazu die Anweisungen in der Bedienungsanleitung beachten.
Die Verwendung von ungeeignetem Zubehör birgt Unfallgefahren in sich.
18. Vemeiden Sie ein unbeabsichtigtes Inbetriebsetzen. Immer vor dem Herstellen des Netzanschlusses prüfen, ob der Betriebsschalter in der Stellung "0" (Aus) steht.
19. Niemals auf der Maschine stehen. Schwere Verletzungen sind möglich, falls die Maschine kippt oder in
Berührung mit dem Schneidwerkzeug kommt.
20. Schadhafte Maschinenteile prüfen. Beschädigte Schutzvorrichtungen oder andere Teile sollten vor dem
weiteren Betrieb einwandfrei repariert oder ausgetauscht werden.
21. Maschine nie während des Betriebs verlassen. Immer die Netzversorgung abschalten. Maschine erst verlassen, wenn diese vollständig zum Stillstand gekommen ist.
22. Alkohol, Medikamente, Drogen: Maschine nie unter Einfluss von Alkohol, Medikamenten oder Drogen
bedienen.
23. Sicher stellen, dass die Maschine von der Netzversorgung getrennt ist, bevor Arbeiten an der elektrischen
Anlage, am Antriebsmotor etc. erfolgen.
Hinweise zur Arbeitssicherheit
Transport der Maschine
1. Die Maschine wiegt 103kg.
2. Für den Transport geeignete Transportmittel verwenden.
3. Die Maschinen sind stark kopflastig, beim Transport besteht Kippgefahr!
Immer Schutzbrille tragen!
Arbeitsplatz
1. Die Beleuchtung und Belüftung des Arbeitsraumes muss ausreichend sein.
2. Die Beleuchtung für ein sicheres Arbeiten muss 300 LUX betragen.
Lärmpegel
1. Der Lärmpegel der Maschine während des Betriebes liegt bei 70dB.
2. Je nach Material kann sich beim Bohren der Lärm erhöhen. Es ist daher nötig, sich gegen den Lärm zu schützen
und geeignete Schutzmaßnahmen vorzunehmen (z.B. Ohrschutz).
Elektrischer Netzanschluss
1. Das Modell FX 820VA wird mit einem Netzkabel 230V, 50Hz geliefert. Die Anschlüsse sowie Änderungen des
Netzanschlusses sind von einem Fachmann gemäss Norm EN60204-1, Punkt 5.3 vorzunehmen.
2. Die Absicherung muss min. 6 A sein.
3. Die genauen elektrischen Daten finden Sie auf dem Typenschild der Maschine und dem elektrischen Plan, der
dieser Anleitung beiliegt.
4.
ACHTUNG:
trennen (Stecker ausziehen).
5. Das gelb/grüne Erdungskabel ist wichtig für die elektrische Sicherheit. Es ist daher auf die richtige Montage zu
achten.
4
Für alle Service- oder Umrüstarbeiten sowie Reparaturen ist die Maschine vom elektrischen Netz zu
Technische Daten
Modell.............................................. FX 820VA
Bohrleistung Stahl mm .............................................. 20
Fräsleistung Stahl mm .............................................. 16
Motor Volt ............................................................... 230
Motor Kw ............................................................... 0.75
Drehzahlen min-1 ............................ stufenlos 300-2300
Bohrhub mm ............................................................. 50
Spindelkonus MK ........................................................2
Spindeldurchmesser mm........................................... 60
Kopfdrehung L / R ....................................................45°
Tischgrösse mm ............................................700 x 180
X - Y Achse mm.............................................480 x 175
Z Achse mm............................................................ 280
T-Nutenbreite mm (3 Stück)....................................... 10
Masse (max) h/l/b mm.......................... 860 x550 x 860
Gewicht netto kg ..................................................... 103
Gewicht brutto kg.................................................... 128
Lärmtest im Zusammenhang mit dem Punkt 1.7.4 der Maschinenrichtlinien 89/392.
Bei normaler, gleichmässiger Belastung der Bohrmaschine ist der Lärmpegel (IEC 651 - IEC 804) unter 70 dB. Der
Pegel kann jedoch bei verschieden problematisch spanbaren Materialien ansteigen, so dass sich das Bedienungspersonal mit einem Lärmschutz ausrüsten muss.
Maschinenbeschrieb
Mit der Bohr-/Fräsmaschine FX 820VA steht ein universelles Bearbeitungszentrum zur Verfügung mit dem die
vielfältigsten Zerspanungsarbeiten durchgeführt werden können, wofür sonst mehrere Maschinen erforderlich sind.
Bei richtiger Bedienung und Wartung ist die sichere Funktion und die hohe Arbeitsgenauigkeit über Jahre hinaus
gewährleistet.
Die Maschine sollte nur nach eingehendem Studium der Bedienungsanleitung und nur, wenn alle Handgriffe, die
zur Bedienung gehören, sicher verstanden und beherrscht werden, in Betrieb gesetzt werden.
Dazu sollte die Maschine in ihren einzelnen Funktionen durchgefahren werden, ohne dass dabei die Maschine in
Betrieb gesetzt wird.
MERKMALE
1. Die Bauart dieser Maschine erlaubt das Bohren mit verschiedensten Werkzeugen. Die Maschine ist mit
einer elektronischen Steuerung der Tourenzahlen und einer digitalen Anzeige der Bohrtiefe ausgerüstet.
2. Die Maschine ist präzise verarbeitet und setzt erfahrenem Bedienungspersonal durch die einfache Hand-
habung keine Grenzen in der Anwendung.
3. Der Bohrvorgang kann durch folgende Methode erfolgen: Direkte manuelle Spindelhubbewegung für den
Bohrvorgang.
4. Die stabile Säule verleiht der Maschine eine hohe Steifigkeit gegen Verzug und gewährleistet die hohe
Genauigkeit.
5. Der Maschinenkopf aus dichtem, gealtertem Grauguss gewährleistet die Beibehaltung der Genauigkeit,
die durch die Bearbeitung, wie Schleifen und Präzisionsbohren gegeben ist.
6. Die Spindelgeschwindigkeit kann durch Drehen des Drehzahlwahlschalter stufenlos reguliert werden.
5
Elektrischer Anlageplan
Das Elektroschema, 230Volt, das auch im Schaltschrank zu finden ist, enthält die notwendigen Angaben für den
korrekten Anschluss Ihrer Maschine ans Netz. Der Netzanschluss muss von einem Fachmann erstellt werden.
Stückliste der elektrischen Anlage
Kurzzeichen
M Motor FX-820VA DC230V/1PH/750W 1
KM Magnetic Switch ZH-B 1
S Emergency Stop Switch 1
FU Fuse 10A 2
IC Controller DC 230V 1
DC 230V 1
IC2 Controller
F/R
S1
S2 1
6
Forward/Reverse Switch
Stop Switch
1
Stop Switch
StkTech. DatenModelFunktion
1

Auspacken
Lieferumfang:
1 Bohrfräsmaschine Modell PROMAC FX 820VA, mit digitaler Bohrtiefen- Anzeige
1 Werkzeugkasten, enthält:
1 Spannschraube M10 .................................. 1 Inbusschlüsselsatz 2.5, 3, 4, 5, 6mm
2 T-Nutenschrauben 10mm ........................... 1 Adapter MK II / B 18
1 Gabelsch
1 Austreiber .................................................. 1 Ölkännchen
1 Bedienungsanleitung
1. Die Verpackung entfernen.
2. Befestigungschrauben der Maschine entfernen und Maschine von Palette nehmen.
3. Weiter vorgehen wie auf Seite 8 beschrieben.
HINWEIS
Auf keinen Fall Farbverdünner, Benzin oder ähnliches verwenden!
lüssel 17/19mm........................... 2 Schraubendreher (flach + PH)
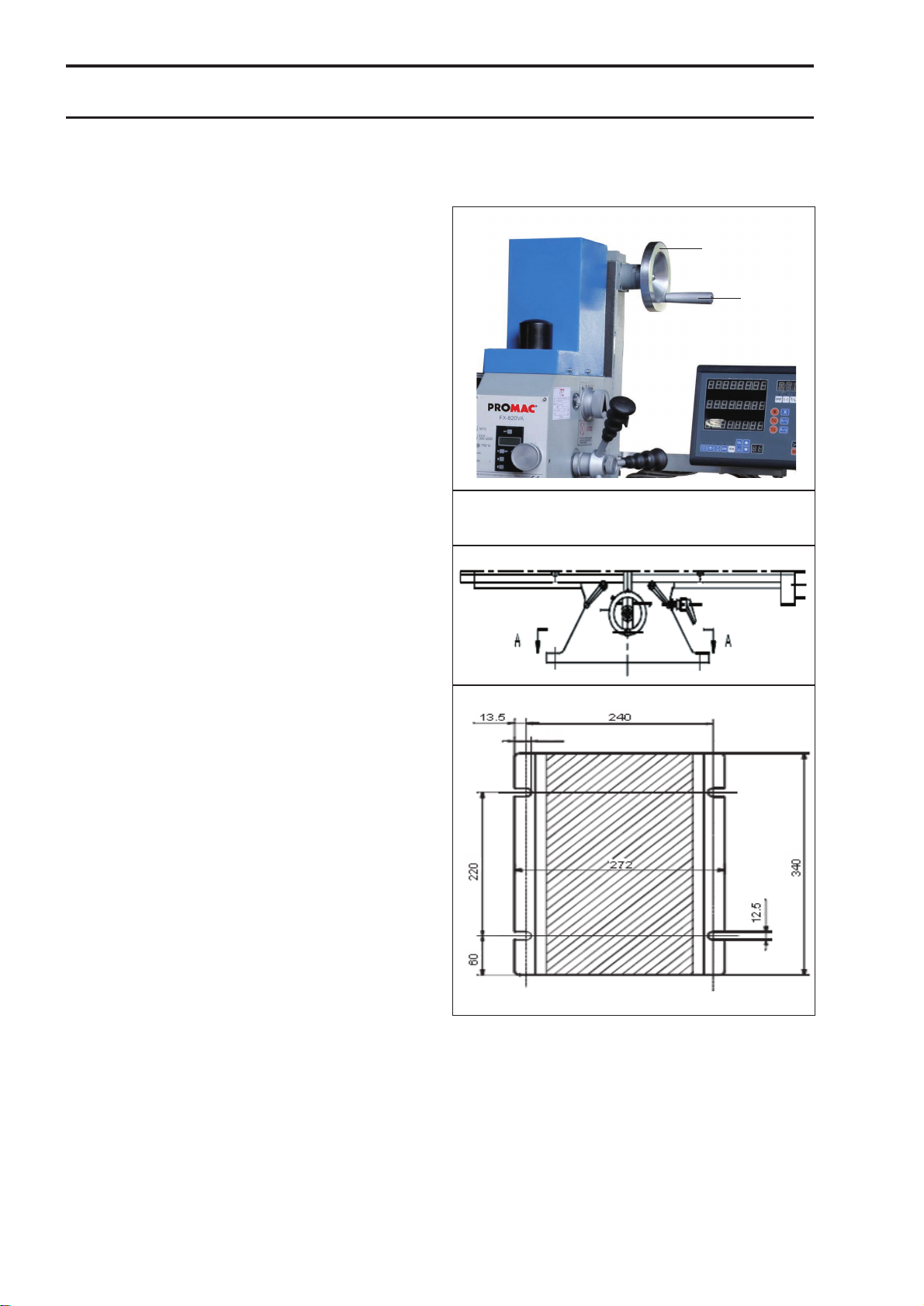
Hauptbedienungselemente
Drehzahlan-
zeige
Drehzahlwahl-
schalter
Start-/Stop-
schalter
Not-/Ausschalter
Bohrtiefenan-zeige
Bohrsp indel
Späneschutz
Tischklemmgriff
Abdeckkappe
Bohrspindel
Kopfdre hrad
Kopfklemmgriff
U m s c h a l t u n g
"Schnell - Langsam"
Vorschubh ebel
Feinvorschub
Tischverstellrad
Bohrtischmassstab
Tischverstellrad
Tischk lemmgriffe
7
Aufstellung der Maschine
DieMindestvoraussetzungendesLokalszurAufstellungderMaschinesind:
- Netzspannung und Frequenz entsprechen den Merkmalen desMotors der Maschine.
- Umgebungstemperaturvon - 10°Cbis + 50°C.
- Relative Luftfeuchtigkeit nicht mehr als 90%.
Verankerung der Maschine
Die Maschine ist auf eine solide Unterlage in
Abstandvonmindestens800mmzurrückseitigenWand
aufzustellenund mittelsSchraubenundAusdehnungsstopfenodereingemauertenZugstangenimUntergrund
zuverankern.DabeiistaufdieNivellierungzuachten.
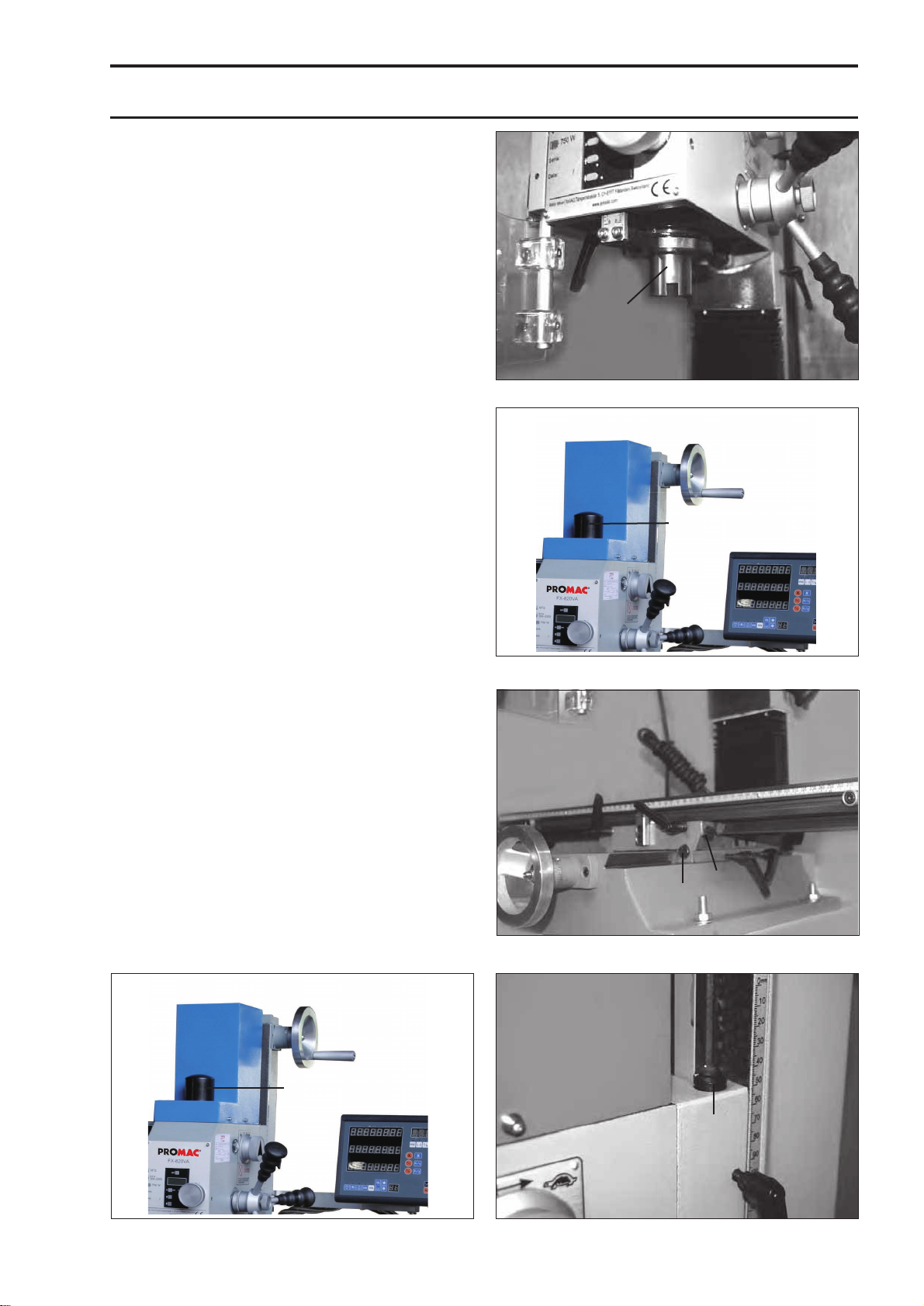
1. Kopfdrehradund dessenGriff wie in (A + B, Fig.
02) gezeigt montieren.
2. Die 3 Tischverstellrädermontieren.
Montage der Maschine Fig.03
1. Maschine auf den Standfuss (Option) oder Arbeitstischmontieren.
2. DieMaschineaneinemgleichmässigtemperierten
Platz montieren. Darauf achten, dass am Aufstellungsort die Maschine nicht der Sonneneinstrahlungausgesetztist.Andernfalls besteht die Gefahr des Verzugs und die Einbusse der Genauigkeit.
3. Prüfen,ob der Motor im Uhrzeigersinndreht,bevor
derendgültigeAnschlussübereine Steckvorrichtung
andas Stromnetz erfolgt.
einem
B
A
Fig. 02
4. DieMaschinesockelaufeinenebenen Betonsockel
stellen.
5. DerMaschinenfusshatLochschlitze fürdieBefestig-
chrauben. Vordem FestziehenderSchrau -
ungss
benist zuprüfen,obderAufspanntischinderLängsundQuerrichtunginBezugaufdieumlaufende Ar-
beitsspindel fluchtet. Dazu eine Fein-Messuhr mit
1/1000Ablesungmit der entsprechendenAufname
in die Arbeitsspindel einsetzen und den Tisch danachausrichten.ZumAusrichtensindentsprechendeFolienbleche passender Stärke (Spionblech)zwischenderMontageebeneund dem Maschinenfuss
beizulegen.
Reinigung und Schmierung der neuen Maschine
Für den Transport sind die blanken Flächen der Maschine mit einem zähen Fett gegen Korrosion geschützt.
Dieses muss, bevordie Maschine in Betrieb gesetzt wird, vollständig entfernt werden. Dazuist entweder Petrol
umoderWaschbenzinzuverwenden.
Hinweis:
KeineLackverdünneroder Ähnlichesverwenden,da sonst die LackierungderMaschinezerstört wird.
Daraufachten,dass keine Lösungsmittel oder Fette an Gummi-und Kunststoffteile gelangen.
Fig. 03
e-
8
NachderReinigungsind alleblanken Teilemit einem Oelfilm des GleitbahnölsPROMAC 100385 zu überziehen.
Inbetriebnahme
Alle Teile der Maschine vor der Inbetriebsetzung auf einwandfreien Zustand und Funktion prüfen. Wenn die der
Maschine entsprechenden Sicherheitsvorkehrungenund die maschinengerechte Bedienung eingehalten werden,
ist die Präzision der Maschine über lange Zeit gewährleistet.
a) Spindel undSäule mit dem Gleitbahnöl PROMAC 100385 oder ähnlichem schmieren.
b) Prüfen, ob die Fläche desAufspanntisches frei von Staub, Spänen oder Oelresten ist.
c) Prüfen, ob das Bearbeitungswerkzeug scharf und einwandfrei eingespannt ist und das Werkstück si-
cher aufgespannt ist.
d) Sicherstellen,dass die Arbeitsspindeldrehzahl nicht zu hoch eingestellt ist und die Schnittgeschwindigkeit
der durchzuführendenArbeit entspricht.
e) Sicherstellen, dass alle nötigen Vorbereitungen vor Aufnahme der Arbeit gemacht sind.
NACH DEM BETRIEB
a) Maschineabschalten und vom Netz trennen.
b) Werkzeug ausspannen.
c) Maschine reinigen, blanke Teile, Führungen und Spindeln mit dem GleitbahnölPROMAC100385 einölen.
d) Maschine mit Tuch abdecken, um sie vor Staub und Schmutz zu schützen.
Immer Schutzbrille tragen!
EIN-/ UND VERSTELLUNG DES MASCHINENKOPFES
a) Um den Maschinenkopf zu heben oder zu senken, die Klemmgriffe lösen (siehe auch Seite 10). Mit der
Drehkurbel kann der Kopf über den Zahnstangen- und Ritzelmechanismusauf der Säule gehoben und
gesenktwerden.
Nach Erreichen der gewünschten Höhe sind die Klemmbolzen wieder festzuziehen, um Vibrationen zu
vermeiden.
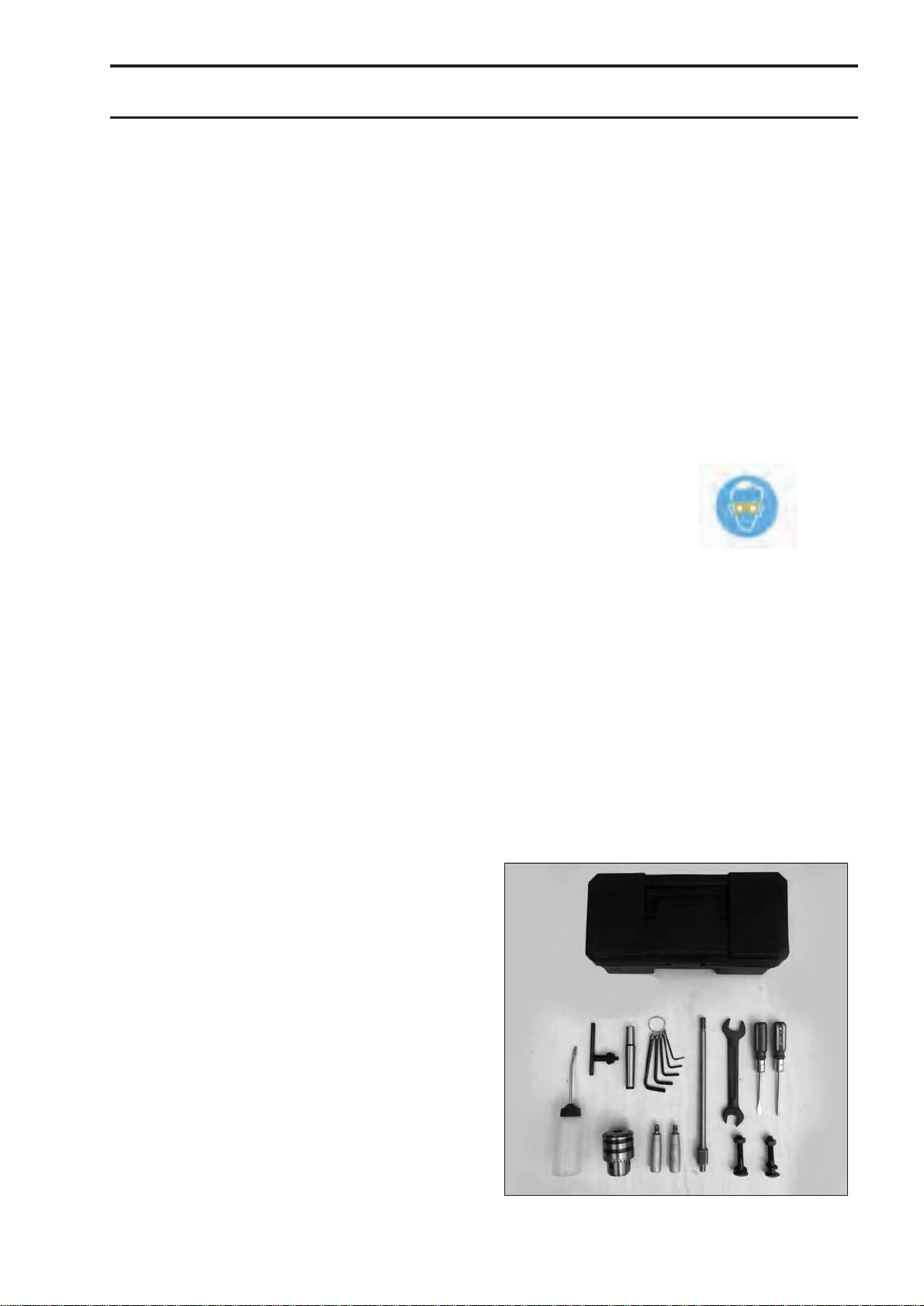
INHALT WERKZEUGKASTEN
1 Ölkanne
1 Gabelschlüssel17/19
5 Inbusschlüssel 2.5, 3, 4, 5, 6mm
2 Schraubenzieher
4 Drehgriffe
1 Sp
1 Manuelles Futter 3-16mm, B16
annschraube
Sonderzubehör
9473 Schnellspannbohrfutter 0.5 - 13mm, B16
9457 Schnellspannbohrfutter 3-16mm, B18
100188 Kegeldorn MK2 / B16
9164 Kegeldorn MK2 / B18
2166 Spannzangensatz
2046 Standfuss
9938 T-Nutenstein12mm
Fig 01
9

Bedienelemente
Tischverstellrad längs (A, Fig. 04)
Befindensichlinksund rechts desArbeitstisches.Durch
drehenverstellt sich der Tisch längsseitig.
Tischverstellrad quer (B, Fig. 04)
BefindetsichanderFrontseitedesArbeitstisches.Durch
drehenverstellt sich der Tisch vonder Säuleweg oder
zu ihr hin.
Kopfverstellrad (C, Fig. 05)
Befindet sich an der rechtenSeite derMaschinensäule.
DurchdrehenkannderKopf aufdiegewünschteArbeitshöheverstellt werden. Durch drehen imUhrzeigersinn
hebt - durch drehenim Gegenuhrzeigersinnsenktsich
derKopf.IstderKopf in dergewünschtenArbeitshöhe,
diesenmitdenKopfklemmgriffensichern.
Fig. 04
C
Tischanschläge (D, Fig. 06)
Die einstellbaren Längs-Endanschläge (D) befinden sich
anderArbeitstischfront.
Tischfeststellgriffe (E + D, Fig. 06)
Die Feststellgriff (E) für die Längsverstellung des Arbeitstisches befinden sich an der Front des Tisches.
DieFeststellgriffe(F)fürdieQuerverstellungdesArbeitstisches befinden sich unter der rechten Seite des Tisches.
Kopffeststellgriff (G, Fig. 07)
Dieser befindet sich an der rechten Seite des Bohrkopfes.
Spindelklemmgriff(H, Fig.07)
Der Spindelklemmgriff befindetsich an der linken Seite
desBohrkopfes.NachdemEinstellenderBohrspindeltiefekanndiesemitdem Klemmgriff gesichert werden.
Fig. 05
Fig. 06
HINWEIS
Für beste Resultate müssen bei Bohr- oder
Fräsarbeiten alle nötigen Festklemmgriffe festge-
10
zogen sein um Vibrationen zu vemeiden.
H
G
Fig. 07
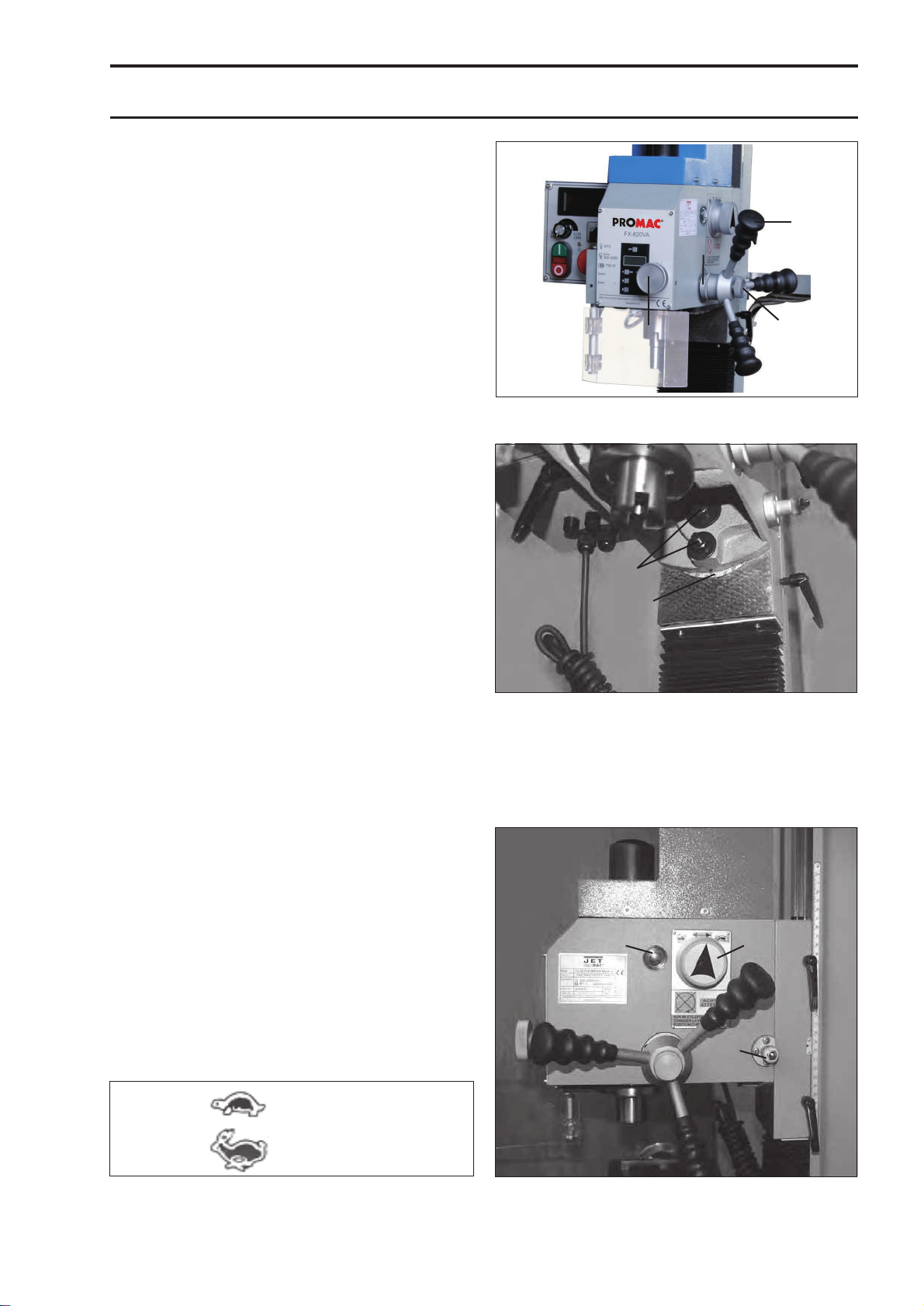
Bedienelemente
Spindelvorschub (J, Fig. 08)
Auf der linken Seite des Maschinenkopfes sind die 3
Griffe für den Bohrspindelvorschub. Durch drehen im
Gegenuhrzeigersinn wird die Spindel abgesenkt. Eine
Rückzugfederbringt die Spindel wiederautomatisch in
dieAusgangsstellung.
Der Feststellgriff (K, Fig. 08) muss vor der Bedienung
gelöst werden.Mit der Skala (L, Fig. 08) kann die gewünschteBohrtiefeeingestelltundabgelesenwerden.
Feinvor schub
DenFeststellgriff(K, Fig.08)festziehen. Mit dem Drehrad(M, Fig.08) kann nun derBohrspindelvorschub untersetztbewegtwerden.
Drehen des Bohrkopfes
Der Bohrkopf kann 90° links oder rechts geschwenkt
werden. Die Muttern (N, Fig.09) lösen, den
Positionierstift (R, Fig.10) lösen und den Kopf in die
gewünschte Stellung schwenken - Gradeinteilung siehe Skala (O, Fig.09) - und die Muttern wieder festziehen.MitdemPositionierstiftkann derBohrkopf auf 45°
L,90° und 45° R positioniert werden.
HINWEIS
- Den Kopf nur in der höchsten gehobenen Stellung
schwenken.
- Darauf achten, dass sich der Kopf im gelösten Zustand nicht von selbst dreht.
- Bei Rückstellung auf 0°, darauf achten, dass der Kopf
genaustenspositioniertwird.
- VorBeginnderBohr-oderFräsarbeitensichvergewissern,dassallenötigenFeststellschraubenundMuttern
festgezogensind.
M
Fig. 08
N
O
Fig. 09
J
L
K
UmschaltungSchnell / Langsam (P, Fig.10)
Aufder rechtenKopfseiteistderUmstelldrehgriffangebracht. Nach Stillstand der Maschine den Drehgriff in
diegewünschte Stellungbringen.
DurchdasSchauglas(Q,Fig.10)kannder SchmierzustanddesGetriebeskontrolliertwerden.
Schauglas demontieren, bei Bedarf Fett mit Pinsel auf
die Zahnräder auftragen. Verwenden Sie nur EP-Fett
(z.B. Blaser, Hasle-Rüegsau Art. Nr. 492)
Spindeldrehzahlen
Die Spindeldrehzalenkönnenstufenloseingestelltwerden.
Langsa
Schnell
m 300
600 - 2300Upm
- 1150Upm
Q P
R
Fig. 10
11
Bedienelemente
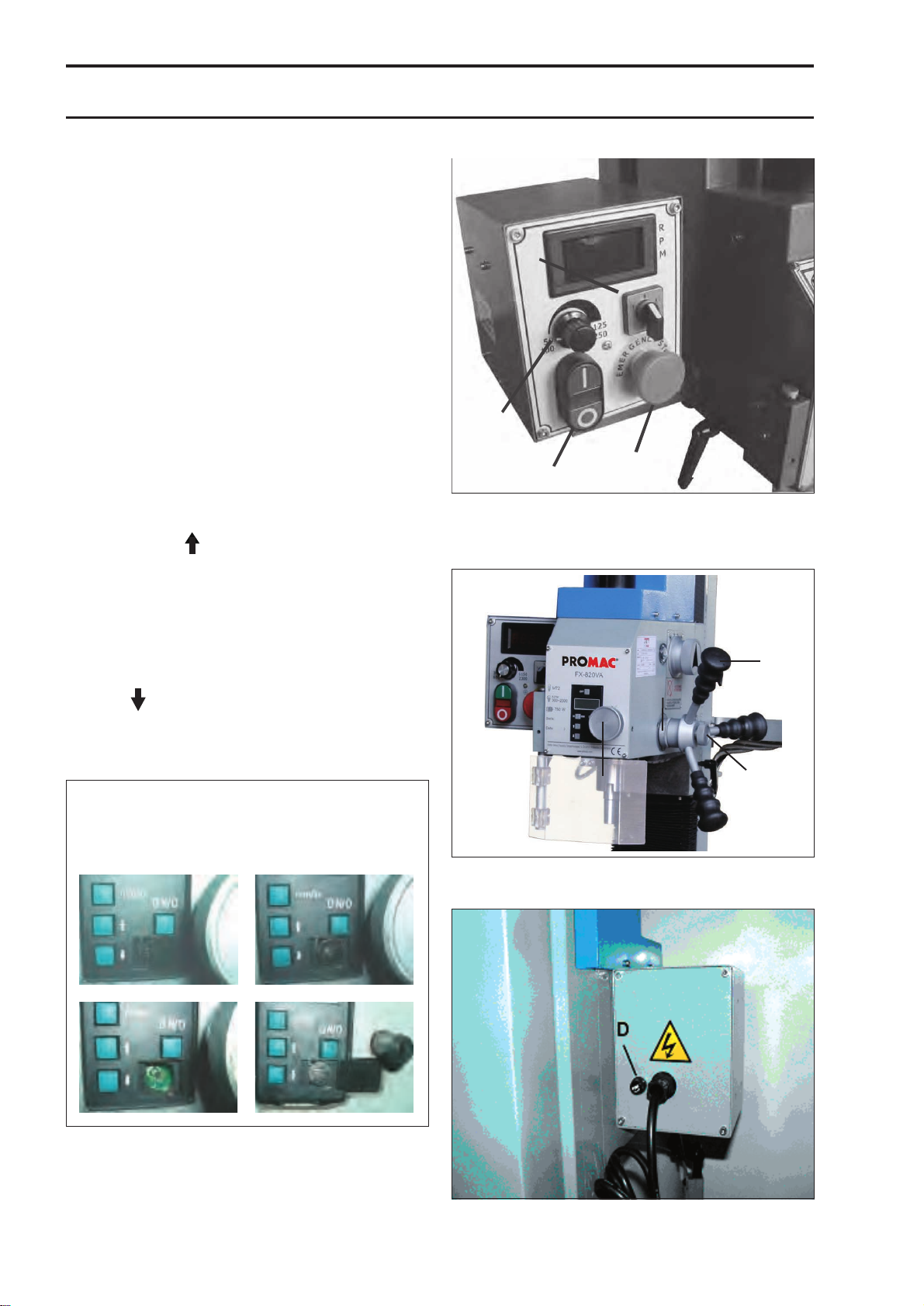
Elektrische Bedienelemente
Start-/Stopschalter (A, Fig.11)
Der Schalter ist ein Ein-/Ausschalter mit Notstopfunktion.
Die grüne Taste startet die Maschine, mit der roten Taste wird die Maschine abgestellt.
Der rote Deckeldrücker ist die Nottaste, welche bei Problemen gedrückt werden muss.
Drehzahlwahlschalter (B; Fig.11)
Mit dem Drehzahlwahlschalter wird die Motordrehzahl
stufenlos verstellt. Der Schalter muss vor dem Abstellen der Maschine auf "0" gestellt werden.
Drehzahlanzeige (C, Fig.11)
Auf der Anzeige kann die eingestellte Drehzahl abgelesen werden.
D
C
Bohrtiefen-Anzeige (D, Fig.11)
1. Zum Einschalten der digitalen Bohrtiefenanzeige, die
Taste "ON" drücken um die Anzeige auf "0" zu stellen.
2. Mit der Taste kann die gewünschte Bohrtiefe
eingestellt wer
3. Nach der Einstellung der Bohrtiefe, auf der rechten
Kopfseite den Feinvorschub zuschalten (K, Fig.12).
4. Mit dem Drehgriff (M, Fig.12) den Vorschub betätigen, bis die gewünschte Bohrtiefe erreicht ist.
5. Ist die Bohrtiefeneinstellung zu tief, diese mit der
Taste korrigieren.
HINWEIS. Mit Taste mm/in kann die Anzeige mit metrischer oder zölliger (Inch) Ausführung eingestellt werden.
Die Digitalanzeige wird mit einer Batterie Typ
SR44W, 1.55 V. betrieben.
Zum ersetzen folgen Sie den Anweisungen auf den
folgenden Bildern:
den.
B
A
Fig. 11
J
L
K
M
Fig. 12
Sicherung (D, Fig.13)
Die elektrische Anlage ist maschinenseitig mit einer 10A
Absicherung versehen.
12
Fig. 13
Bedienelemente
Wechseln des Bohr- und Fräswerkzeuges
1. Die Maschine ausschalten und das Netzkabel ausstecken.
2. DieSchutzkappe (A, Fig, 14)auf dem Kopfoberteil
entfernen.
3. Die Spindel(B,Fig,15)festhalten,die Spannschraube
(C, Fig,16) mit einem Gabelschlüssel lösen.
4. Die Spannschraube 3 Umdrehungenweit lösen.
5. Mit einem Kunststoffhammer auf den Spannschraubenkopfschlagen.
6. VonHand das Spannwerkzeug halten unddie Spannschraubeganzlösen.
7. DenMorseinnnenkonusreinigenund dasneue
Spannwerkzeugeinspannen.
HINWEIS
Die SpannschraubevordemAustreibenniemalsmehr
als 3 Umdrehungen weit lösen, sonst besteht die GefahreinerBeschädigungdes Gewindes.
B
Fig. 15
C
EinstellungderTisch-und Bohrkopfspiele
Die Tischspiele sind vor Inbetriebsnahme und nach 2
Betriebsstunden zu kontrollieren und bei Bedarf nachzustellen.
1. Der Quertischkann mit denEinstellschrauben
(A,Fig, 17) eingestellt werden. Die Einstellung des
Längstischeswird mit den Einstellschrauben
(B,Fig,17)vorgenommen.
DieEinstellungdesBohrkopfeserfolgtüber die Einstellschrauben (C, Fig, 18).
2. Zum Einstellen beide Einstellschrauben lösen und
durchAnziehender Spannschraubeden Einstellkeil
so einstellen, bis der Tisch oder Kopf spielfrei ist
aberdennochleichtläuft.
A
Fig. 16
A
B
Fig. 17
C
Fig. 18Fig. 14
13

Wartung
Nachstehend sind die wichtigsten Wartungseingriffe angeführt, die in tägliche, wöchentliche, monatliche und
halbjährliche Eingriffe unterteilt werden können. Die Nichteinhaltung der vorgesehenen Arbeiten bedingt einen
vorzeitigen Verschleiss und geringere Leistung der Maschine.
Tägliche Wartung
- Allgemeine Reinigung der Maschine von angefallenen Spänen.
- Wiederherstellen des Kühl- und Schmiermittelstandes (Falls Kühlmittelsystem montiert ist).
- Reinigung des Spindelkonus.
- Kontrolle des Werkzeugverschleisses.
- Funktionieren der Schutzabdeckungen und Notfalltasten kontrollieren.
Wöchentliche Wartung
- Allgemeine, sorgfältige Reinigung der Maschine von angefallenen Spänen und insbesondere des Schmier und Kühlmittelbehälters.
- Reinigung und Schmierung der Spindel und der Führungen des Arbeitstisches.
- Schärfung der Werkzeuge.
- Schutzabdeckungen und Notfalltasten auf Funktion und allfällige Defekte kontrollieren.
- Getriebeöl kontrollieren.
Monatliche Reinigung
- Alle Schrauben nachziehen.
- Schutzabdeckungen und Vorrichtungen auf ihre Integrität kontrollieren.
AUSSERORDENTLICHE WARTUNG
Die ausserordentliche Wartung ist vom Fachpersonal durchführen zu lassen. Es empfiehlt sich auf jeden Fall, sich
an Ihren Maschinenhändler zu wenden.
Als ausserordentliche Wartung ist auch die Wiederherstellung der Schutzabdeckungen und Sicherheitsvorrichtungen anzusehen.
AUSSERBETRIEBSETZUNG
Wenn die Bohrmaschine längere Zeit nicht verwendet wird, empfiehlt es sich:
- den elektrischen Netzstecker zu ziehen.
- den Kühlmittelbehälter zu leeren (wenn vorhanden).
- die Maschine sorgfältig zu reinigen und ausreichend zu konservieren.
- falls erforderlich, die Maschine mit einer Plane zudecken.
ENTSORGUNG
Allgemeine Vorschriften
Bei der endgültigen Abrüstung und Verschrottung der Maschine muss der Art und der Zusammensetzung der zu
entsorgenden Materialien Rechnung getragen werden. Dies bedeutet im Einzelnen:
- Eisenhaltige Materialien und Gusseisen, die allerdings immer nur aus Metall bestehen, bei welchem es sich
um einen sekundären Rohstoff handelt, müssen, vorbehaltlich der Vergütung der enthaltenen Bestandteile,
den zur Einschmelzung ermächtigten Eisenwerken übergeben werden.
- Die elektrischen Bestandteile, einschliesslich Netzkabel und elektronisches Material, welches als dem städtischen Müll assimilierbar eingestuft wird,kann direkt der Verwaltung der Müllabfuhr übergeben werden.
- für die gebrauchte Mineral-, synthetischen oder gemischten Oele, wasserlöslichen Oele und Fette, bei welchen es sich um Spezialmüll handelt, muss man sich zwecks Lagerung, Transport und anschliessender
Entsorgung an das Konsortium für Gebrauchtöle wenden.
Anmerkung: Da die Vorschriften und Gesetze für die Entsorgung in dauerndem Wandel begriffen sind und daher
Aenderungen und Neubestimmungen unterliegen, ist der Verwender angehalten, sich über die jeweiligen Vorschriften zur Abrüstung der Werkzeugmaschinen zu unterrichten, die von den oben genannten Normen abweichen
können. Die angeführten Hinweise sind in jedem Fall als allgemein und rein richtungsweisend anzusehen.
14
 Loading...
Loading...