

Promac 930ELB Operating Instructions Manual

Drill press
07-2016
Bohrmaschinen
Perceuses
930ELB
Schweiz / Suisse
JPW (TOOL) AG
Tämperlistrasse 5
CH-8117 Fällanden Switzerland
www.promac.ch
France
TOOL France / PROMAC
57, rue du Bois Chaland, Z.I. du Bois Chaland
case postale 2935 FR-91029 Evry Cedex
www.promac.fr
CE-Conformity Declaration
CE-Konformitätserklärung
Déclaration de Conformité CE
Product / Produkt / Produit:
Drill Press
Säulenbohrmaschine
Perceuse à colonne
930ELB
Brand / Marke / Marque:
PROMAC
Manufacturer / Hersteller / Fabricant:
JPW (Tool) AG, Tämperlistrasse 5, CH-8117 Fällanden
Schweiz / Suisse / Switzerland
We hereby declare that this product complies with the regulations
Wir erklären hiermit, dass dieses Produkt der folgenden Richtlinie entspricht
Par la présente, nous déclarons que ce produit correspond aux directives suivantes
2006/42/EC
Machinery Directive
Maschinenrichtlinie
Directive Machines
2014/30/EU
electromagnetic compatibility
elektromagnetische Verträglichkeit
compatibilité électromagnétique
designed in consideration of the standards
und entspechend folgender zusätzlicher Normen entwickelt wurde
et été développé dans le respect des normes complémentaires suivantes
EN ISO 12100:2010
EN 12717:2001+A1:2009
EN 60204-1:2006+A1:2009
EN 61000-6-2:2005
EN 61000-6-4:2007+A1:2011
Responsible for the Documentation / Dokumentations-Verantwortung / Résponsabilité de Documentation:
Hansjörg Meier
Head Product-Mgmt. / Leiter Produkt-Mgmt. / Resp. Gestion des Produits
JPW (Tool) AG
2016-07-12 Alain Schmid, General Manager
JPW (Tool) AG, Tämperlistrasse 5, CH-8117 Fällanden
Schweiz / Suisse / Switzerland
GB - ENGLISH
3
Operating Instructions
CAUTION: BEFORE USING THR MACHINE BE SURE TO READ THIS MANUAL
1-1. Unpacking :
Before unpacking, make sure the carton configuration not damaged, broken or parts extruded, if
any above defect case is found, contact your retailer to change a new one as soon as possible.
Unpacking procedure:
1. Carefully open the carton. (Pull it from the bottom to the top)
2. Take out and read the manual, check parts list and relative
attachments.
3. Inspect the machine outline if it is in normal condition or not.
Crack, rust, collapse and separate are strictly prohibited.
4. Cleaning the surface of the machine.
5. Assemble the drill machine based on manual, instruction guide.
1-2. Transportation instruction:
1. Please refer to instruction manual in specification and machine weight to arrange handling
manner. Be sure to use capable fork – lifter
2. The handling and transportation shall be carried out by qualified persons.
3. Fork – lift or hoist can be used in handling and shall be operated by qualified driver.
4. While transportation, keep attention to the balance of machine.
5. During handling, the machine shall be lifted only in vertical direction.
6. Before handling, make sure all movable parts are secured in their position and all movable
accessories should be removed from machine.
7. The steel rope should average pull the machine head, table and column tightly.
8. Keep all the processes in a carefully and slightly condition.
9. Bump or crash are strictly prohibited. It will cause precision shift and electronic controller
damaged.
or hoist to lift of machine.
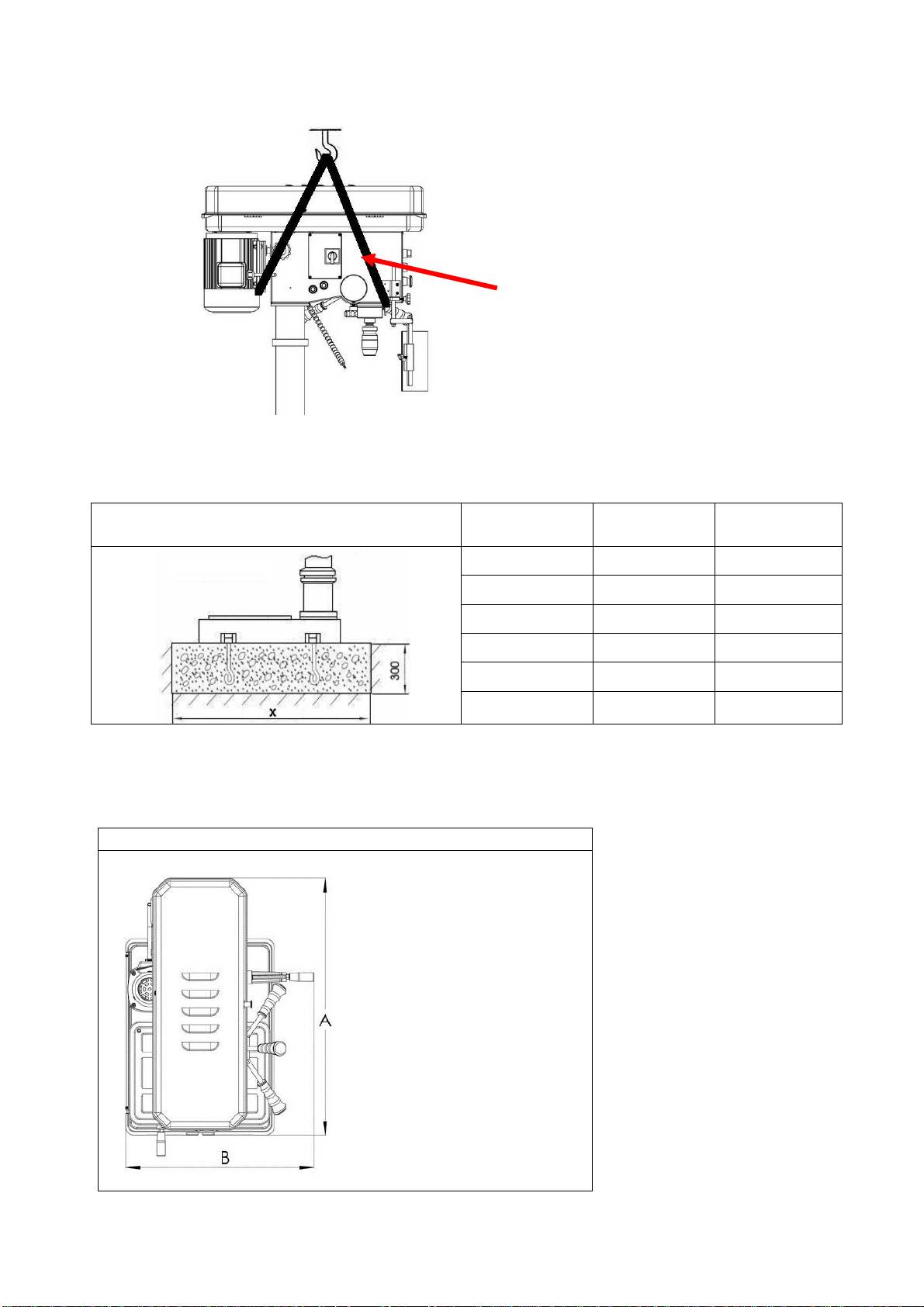
Lifting Straps
4
Typical lifting strap position.
1-3. Setting the machine instruction:
1. The machine base with setting hole will be set on concrete floor.
The outlined procedures of setting the machine MODEL AREA
930ELB X=900×700 M12
2. The dimension of setting hole and Working Clearances.
Consider existing and anticipated needs, size of material to be processed through each machine,
and space for auxiliary stands, work tables or other machinery when establishing a location for your
machine. See Figure 01.
930ELB
SETTED
SCREW
A=800mm
B=600mm

1-4. Major Parts:
5
O
N
E1
M
L
K2
K1
J
A
B
C
D
E
G
F
I
H
A= Pulley Cover I= Pump Motor
B= Motor Handle J= Vice 3”
C= Motor K1= Table Lock K2= Table
D= Feed Handle L= Chuck Guard
E= Depth Stop E1= Pump Valve Lock M= Spindle
F= Locks table height N= Control panel
G= Raises/lowers table O= High / Low Switch
H= Base
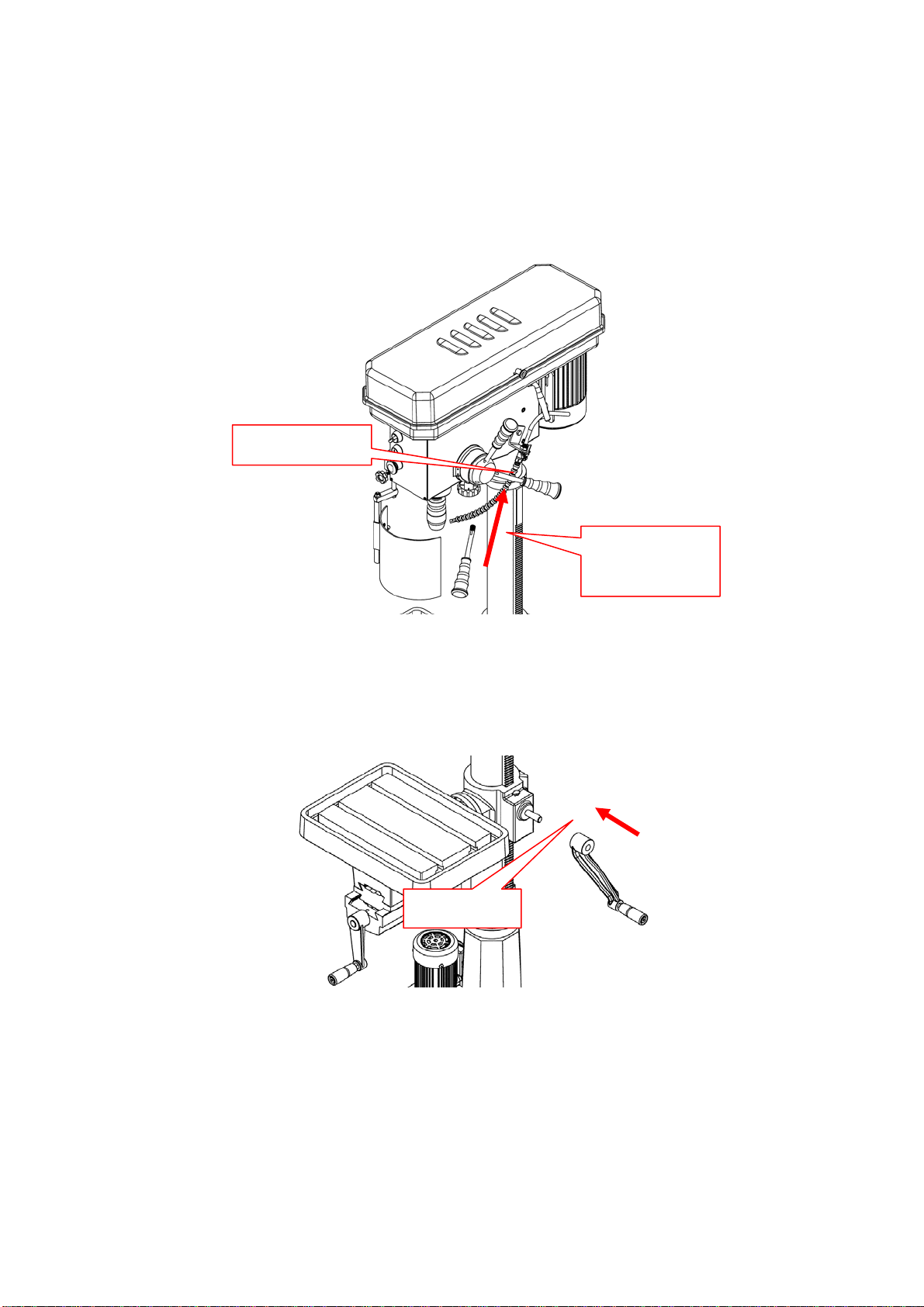
1-5. Items Needed for Set Up
6
1.The downfeed handles must be installed to operate the drill press.
T o inst all the downfeed handles:
Thread the handles into the spindle hub, as shown in Figure 02, and tighten.
Spindle Hub
Wrench
handle
Figure 02
2.Install the crank lever over the pinion shaft, and tighten the setscrew in the crank handle against the
flat part of the pinion shaft. Figure 03,
Flat part
3. The drill chuck attaches to the spindle by means of the arbor, shown in Figure 04. Matched tapers
onThe arbor and the inside of the chuck create a semi-permanent assembly when properly joined.
Figure 03

7
Arbor
Drill shifter
Drill Chuck
Figure 04
1-6. To assemble the drill chuck and mount it to the spindle:
1. Use mineral spirits to thoroughly clean the drill chuck, arbor, and spindle sockets and dry all
surfaces before assembly. Follow all safety warnings on the container of the mineral spirits. Failure to
clean the mating surfaces may cause the tapered fit to loosen during operation, resulting in
separation and an unsafe condition. Figure 05.06.07
Figure 05 Figure 06 Figur e 07
2. Use the chuck key to adjust the jaws of the drill chuck until they are inside the drill chuck body.
Figure 08.09
Figure 08 Figure 09
3. Place the drill chuck face down on a workbench. The arbor has a short taper and a long taper.
Place the short taper into the socket in the back of the drill chuck and tap it with a rubber or wooden
mallet, as shown in Figure 10. If the chuck fails to remain secure on the arbor, repeat Steps 1 & 2.
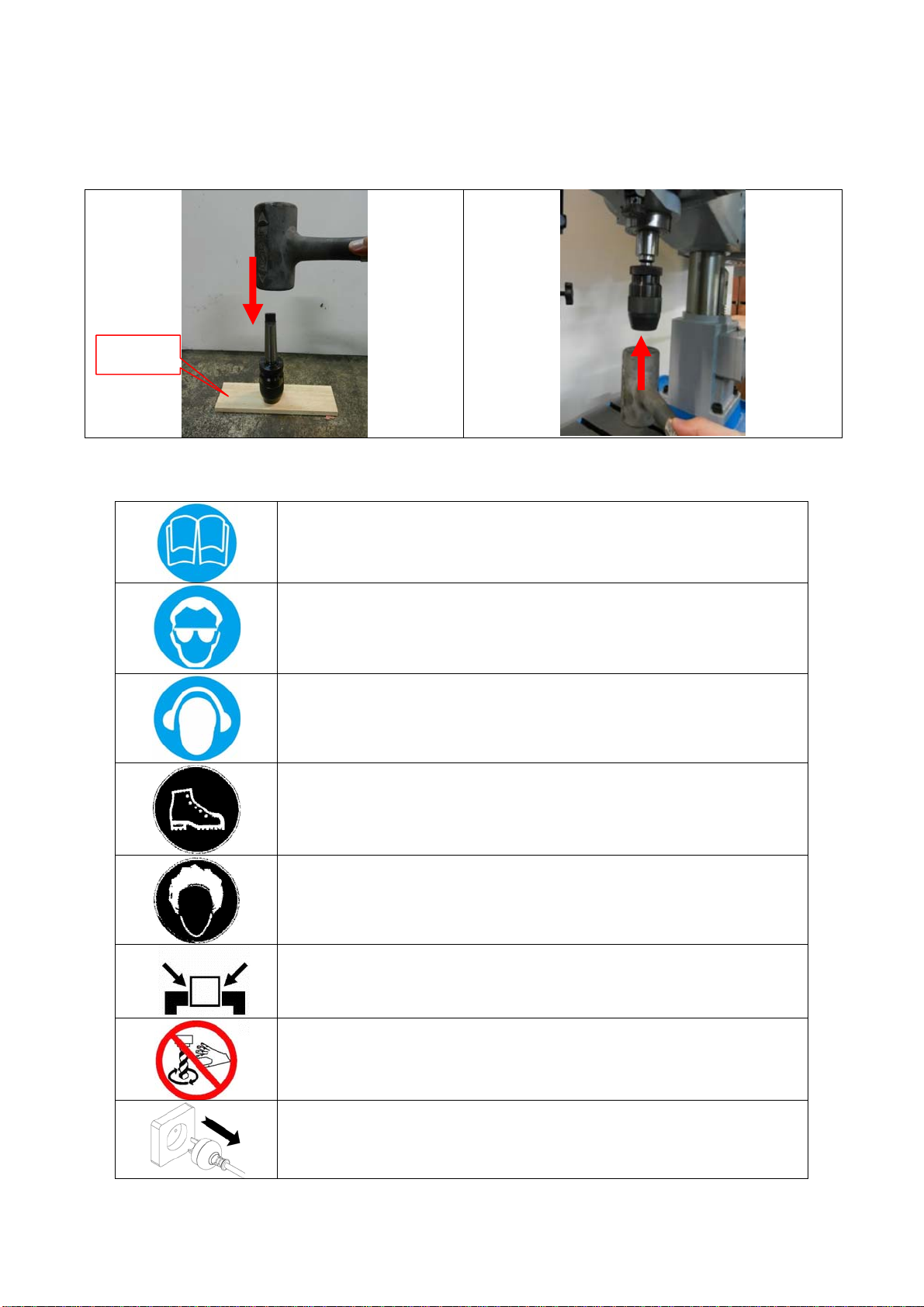
4. Slide the arbor into the spindle socket while slowly rotating the drill chuck. The socket has a
8
rectangular pocket where the tang (or flat portion of the arbor shown in Figure 10) fits into.
5. Seat the chuck with a rubber mallet, as shown in Figure 11.
Figure 10
Wood
2. Safety Instruction:
Please read the safety instruction and operation
instruction carefully.
Please do wear a safety glass to avoid any material from
coming into the eyes whilst operation.
Tang-Side Up
Figure 1 1
Please do wear ear mufflers or earplugs to avoid any
noise from hurting the listening whilst operation.
Please do wear proper work clothing whilst operation.
Loose clothing or tie are prohibited to avoid any
unnecessary incident.
If a operator has long hair, please do fix the hair or use
cap to avoid the hair from being drawn into it.
A processing workpiece shall be fixed firmly to avoid it
from being thrown out whilst operation.
Please keep both hands far from the rotating tool whilst
operation. Cotton gloves are prohibited to avoid from
being drawn into cutter.
Please pull out the power plug to avoid any electric shock
incident whilst product maintenance or repair.

1. Make sure the power voltage is for the machine. Before connecting the
9
plug to socket, it is necessary to check the power spec. to avoid any
damage occurring.
2. If the machine is not used for a long time, the plug s hould be
disconnected.
3. Never put the power cable near the fire or water environment, to break or
press the power cable is not allowed.
4. It shall be stable and securely fixed in machine installation procedure for the machine to be used
safely.
5. The working piece must be tightly fixed on table by vise or clamp.
6. Use recommended cutting liquid; consult the owner’s manual for recommendation.
7. Feed speed should be executed under safety scope, please refer to manual 3-3.
8. Wear proper apparel, no loose clothing, gloves, neckties, ring, and
bracelet during operation.
Always wear safety glasses, cap and specific clothes.
9. Check all parts are in place and securely locked before transportation. Bump and crash are
prohibited.
10. Regular maintenance and repaired should be executed in accordance with the rules of manual.
11. Use the industrial suction to clean the chip is recommended.
12. Use carrier to move the working piece which the weight is more than 10 kg is recommended.
13. Wear safety gloves when install the drilling bit or tooling to avoid hurting your hand is
recommended.
14. This machine only be used following material brass, cast iron, steel, iron, aluminum .
15. It is prohibited to open the pulley cover during operation.
16. It is prohibited to use damaged or cracked parts
17. It is prohibited to remove the guard cover away during operatio
n.
18. It is prohibited to move the table when machine is during operation.

19. It is prohibited to operate this machine beyond the limit of its capacity.
10
20. Refer to this instruction for details.
21. It is prohibited to insert one's hand or finger into the hole of working piece during operation.
22. It is prohibited all visitors and children should stand near work area while the machine during
operation.
23. It is prohibited to wear gloves, neckties, ring, bracelet and loose clothing during operation.
24. It is prohibited to use plastic and wooden working.
25. Check again before switch on power,
A- Make sure the power voltage is for the machine.
B- Make sure the machine is completely assembled and installed
C- Make sure chuck, working table, working piece are completely secured or tightly fixed.
D- Make sure the chuck key is removed from chuck.
E- Make sure drill bit or tooling need to be fixed in the chuck.
26. Switch off power at once;
A- When fix or remove working piece.
B- When the normal maintenance, service, adjustment or repairing.
C- When the operator leaves the machine.
D- When correct work table adjustment and depth position.
E- When change or remove the drilling bit or tooling.
27. Working temp.5 --- 40℃,Humidity 40--- 50,Elevation 0 ---1000 M
Storage temp -25--- 55℃
28. Operate location diagram for reference.
Diagram 1
MODEL Ultimate loading
Diagram 2
930ELB 60 kg
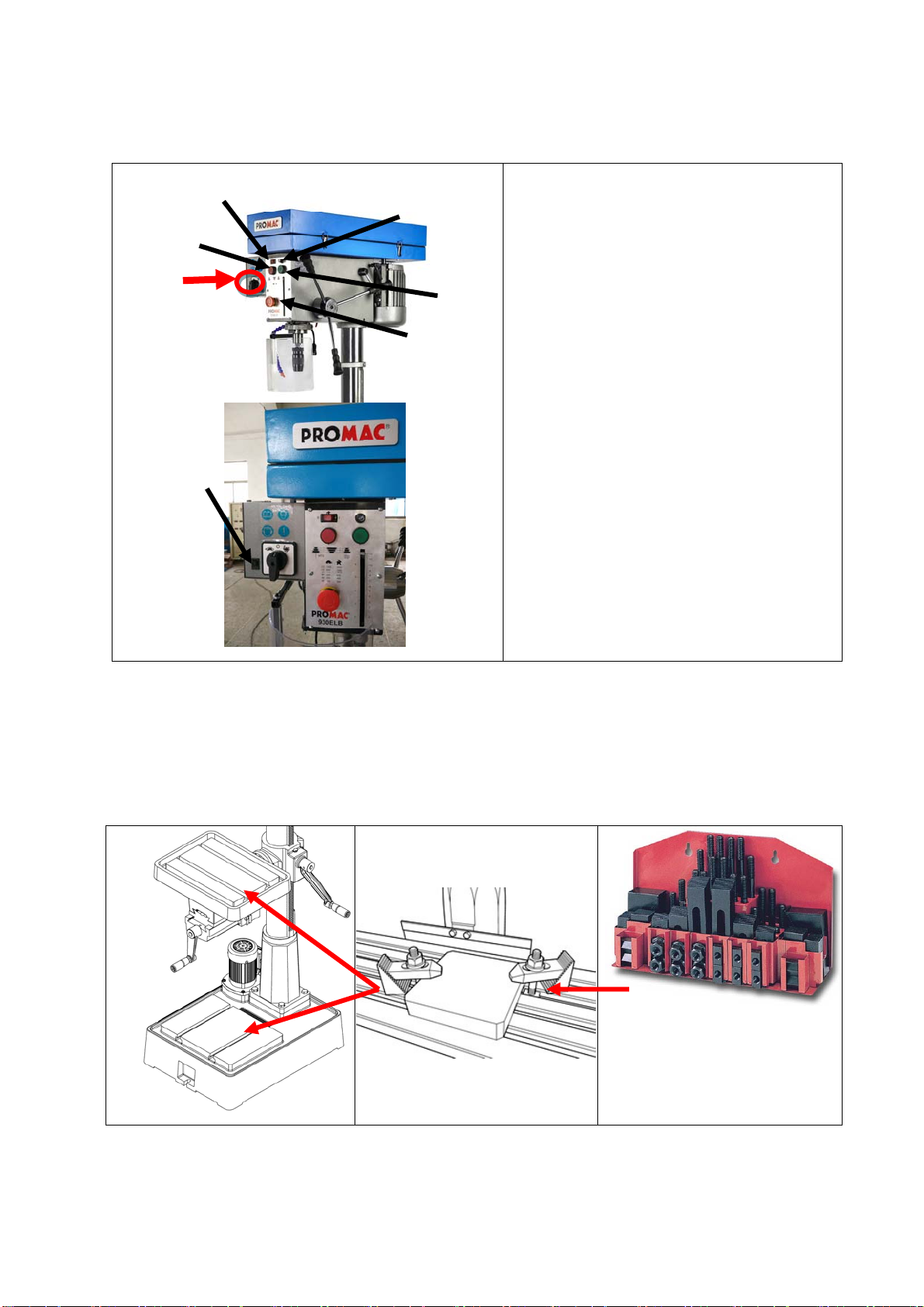
3-1. Control panel instruction:
11
C
A
F
G
E
D
B
A. Stop Button
B. Start Button
C. Coolant switch
D. Emergency Stop Button
E. Fuse
F. Cam Switch (high/low)
G. LED light Switch
1. Check the power source
Push the start button to judge the motor
and spindle shaft is in normal condition
or not.
2. The speed control switch controls
spindle speed adjustment.
3. If it needs to stop urgently, just push the
emergency stop switch.
3-2. Operation illustration and procedure:
1. There are three T grooves in the worktable. It is for fix the work piece.
1-1.There is two T grooves in the base, too. It is convenient for fixing the longer, heavier, and larger
working piece.
OPTION
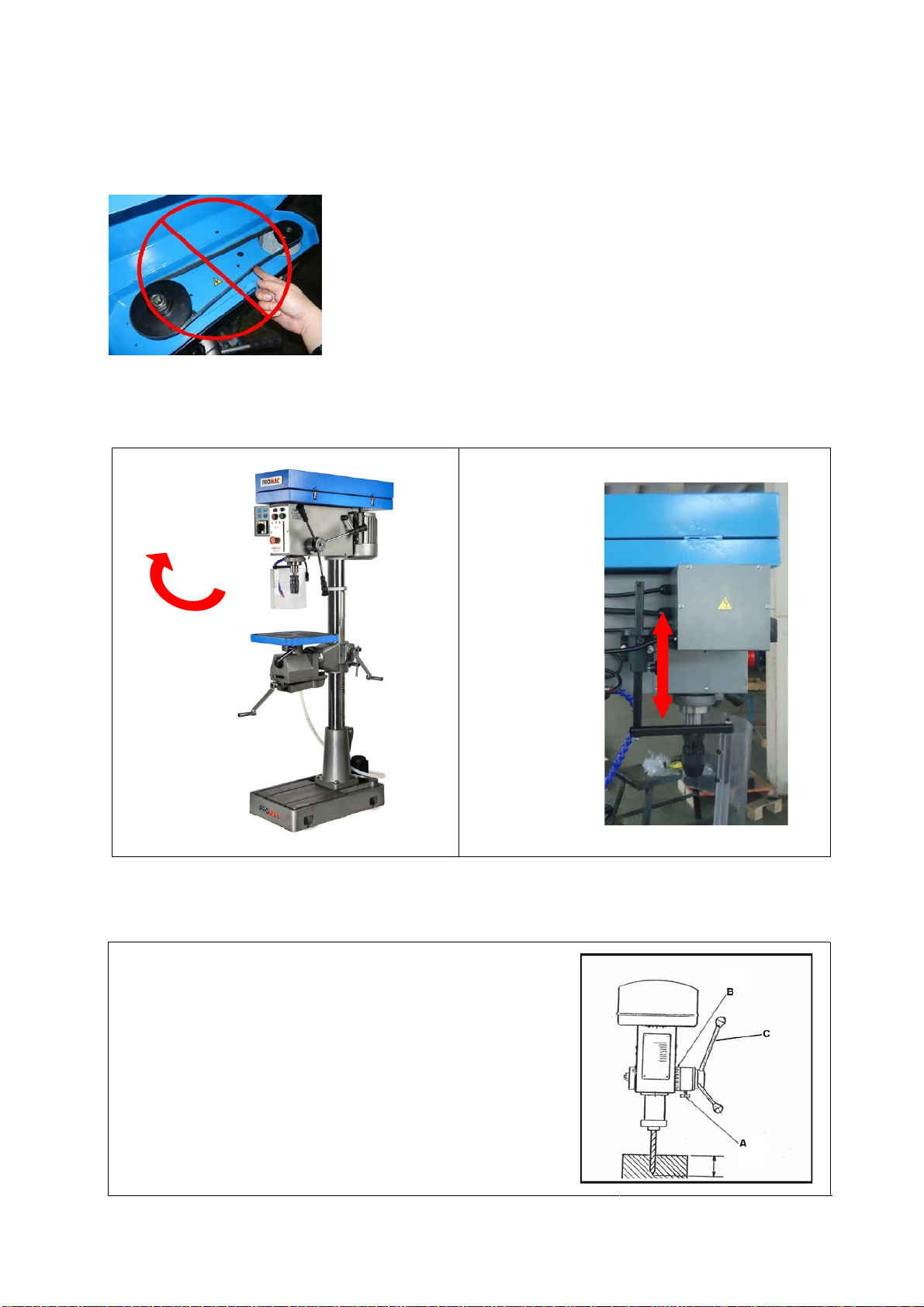
2. The pulley cover is strictly prohibited to open in normal operation condition.
n
12
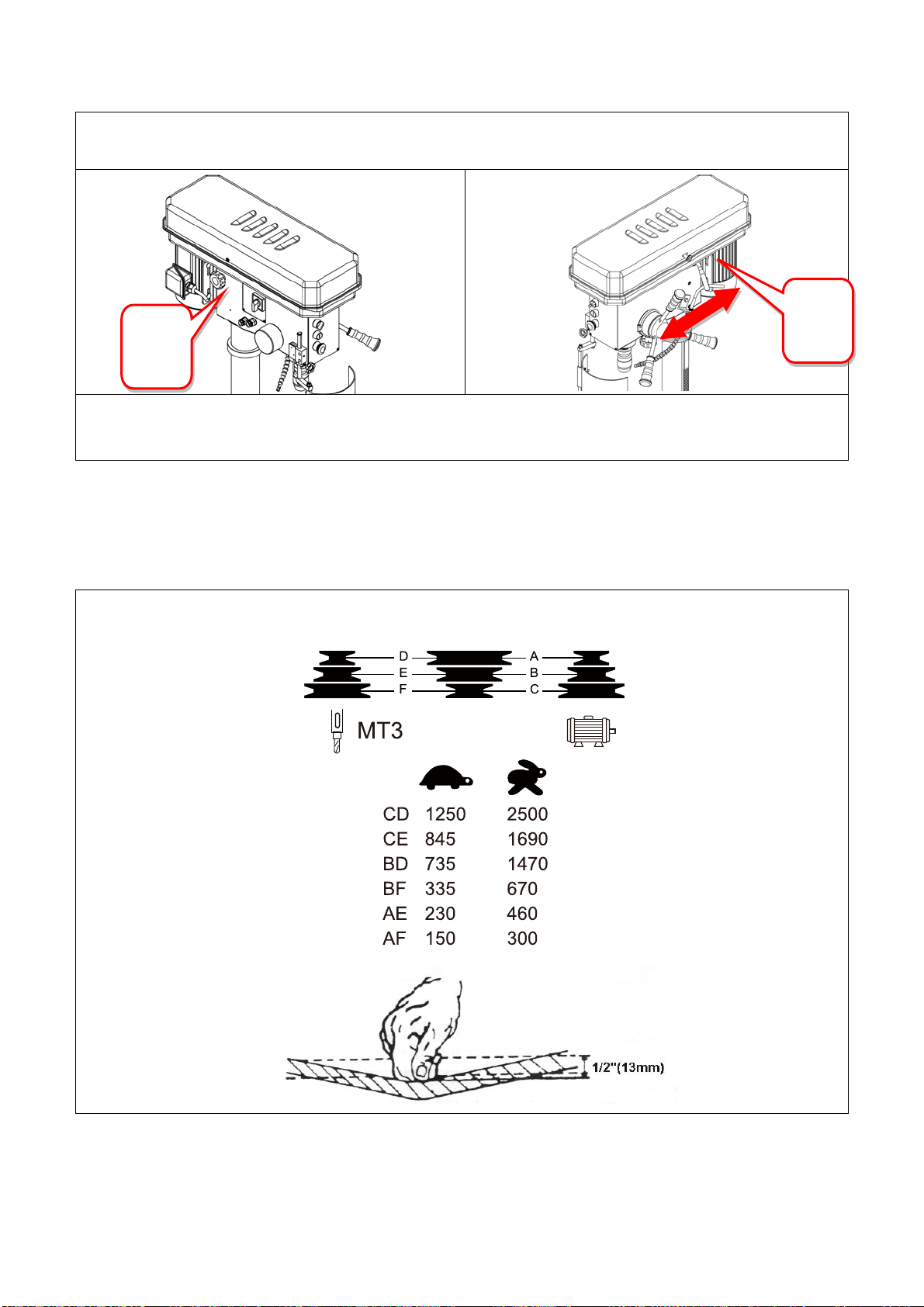
3. Protect safety guard shall be allocated in a proper position in operation. A micro switch controls it.
Refer to F igure 12
Ope
Adjustment
up/ lower
Figure 12
4. Adjustment of feeding limit
To prevent unwanted penetration to work piece, the
feeding limit shall be set by adjusting the appropriate
position of feeding depth fixing button as long as the
distance between the end of tool and top surface if
work piece is measured.
A. Setting of feeding depth
1. Loosen knob A.
2. Turn scaled ring B to desired feeding depth.
3. Lock knob A.
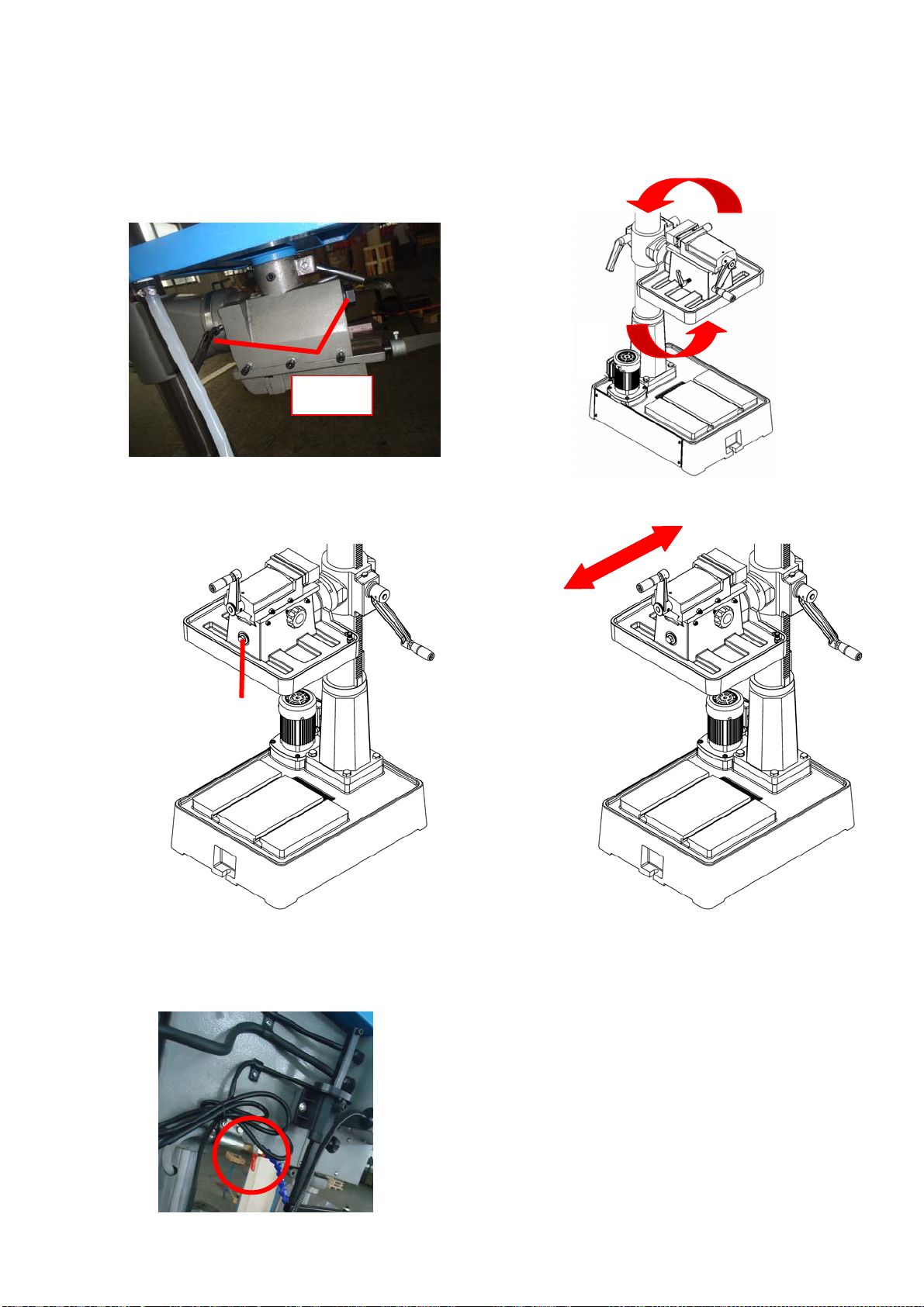
5. Work table and vise adjustment
5
13
Loose the work table and vise set screw then turn the work table 180 degree, let the vise be upside.
Then completely tight the set bolt. Figure 13.14.15.16
Loose
Figure 13
Figure 14
Lock
Figure 16 Figure 1
6. Please open water outlet valve and adjust a proper water outlet volume after power supplying.
Fig 17
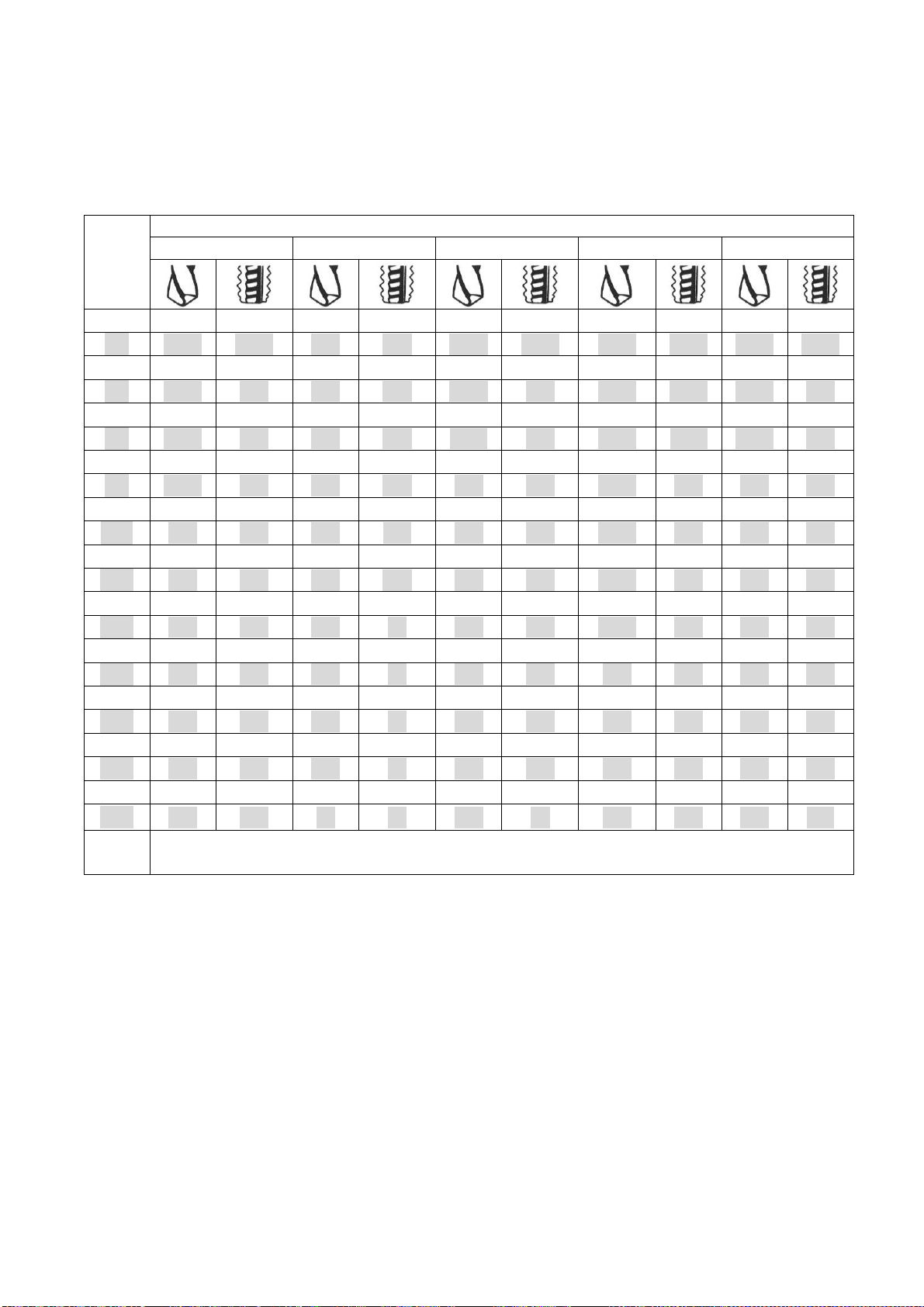
3-3. Operation tips and sound pressure: Speed Selection
14
Open pulley case and check if spindle speed min-1or/min (R.P.M.) is correct for your job.
Recommended
Material
Drill
m/m
Cast Iron Steel Iron Aluminium Alloy Copper
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
25
30
40
note
4780 2390 1275 635 3980 1910 7960 3980 4460 2230
3185 1590 850 425 2650 1275 5310 2655 2970 1485
2390 1195 640 320 1990 955 3980 1990 2230 1115
1910 955 510 255 1590 765 3185 1590 1785 890
1590 795 425 210 1330 640 2655 1330 1485 745
1365 680 365 180 1140 545 2275 1140 1275 635
1195 600 320 160 995 480 1990 995 1115 555
1060 530 285 140 885 425 1770 885 990 495
955 480 255 125 800 380 1590 800 890 445
870 435 230 115 725 350 1450 725 910 405
795 400 210 105 665 320 1330 665 745 370
735 365 195 100 610 295 1225 610 685 340
680 340 180 90 570 270 1135 570 635 320
640 320 170 85 530 255 1060 530 600 300
600 300 160 80 500 240 995 500 560 280
560 280 150 75 470 225 935 470 525 260
530 265 140 70 440 210 885 440 495 250
500 250 135 67 420 200 835 420 470 235
480 240 130 65 400 190 795 400 445 225
380 190 100 50 320 155 640 320 355 180
320 160 85 45 265 130 530 265 300 150
240 120 65 30 200 95 400 200 225 110
Processing is adjustable on the cutting materials as well as the material of the cutting to real
cutting conditions.
A- weighted sound pressure level measuring under no load
Drilling-series
A- weighted sound pressure level measuring under load
Drilling- series
Operator position
Operator position
Lpa= 62 dB(A)
Lpa= 64 dB(A)
930ELB
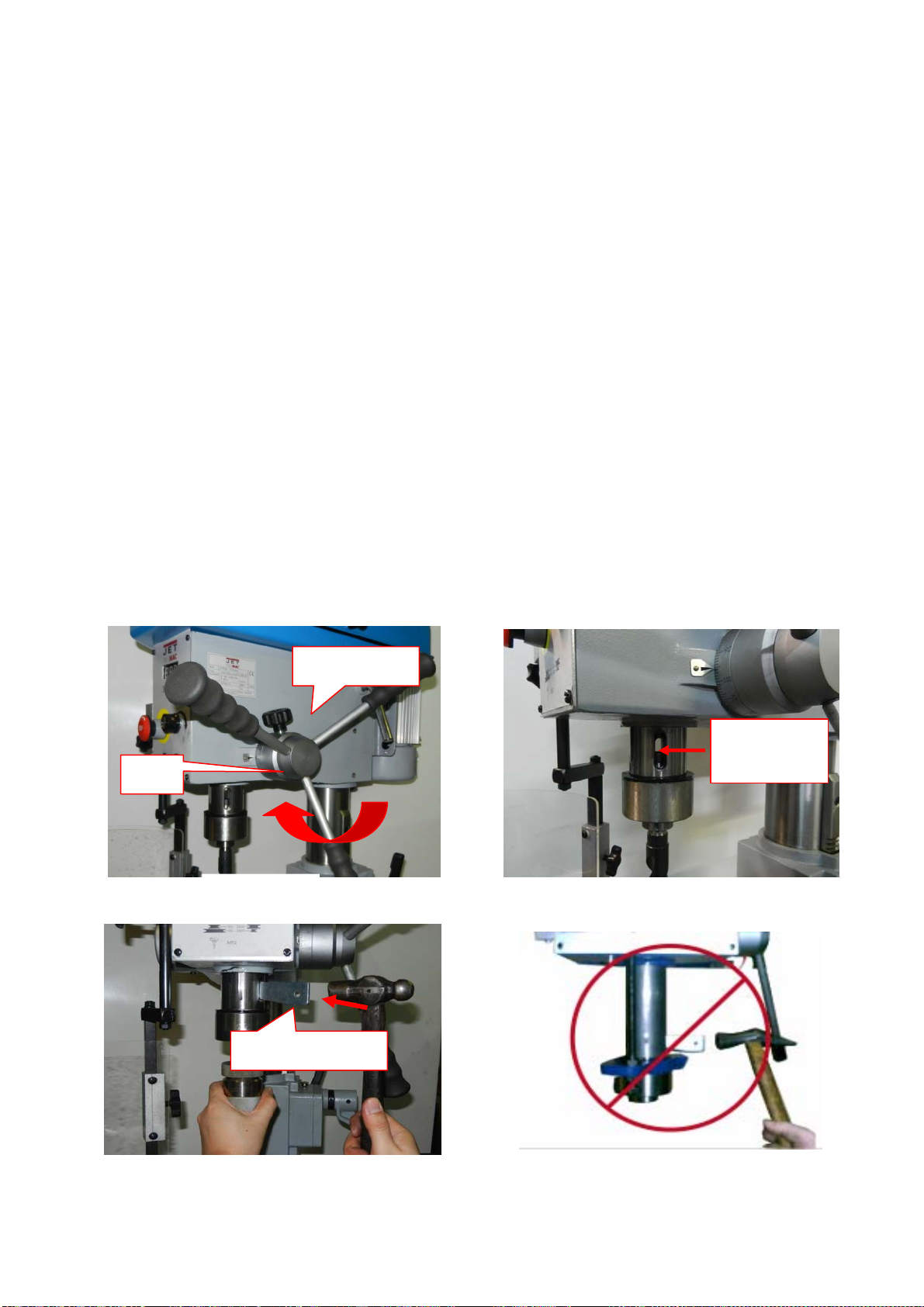
15
B
1. Loosen knob B on both sides of headstock.
2. Push handle A forward as arrow sign to get belt tension.
3. Lock knob B firmly to fix belt tension.
When speed change is required. Loosen lead bolt on both side of headstock. Pull belt handle to
allow belts repositioning and then move belts to correct groove to acquire desired speed. See
following speed chart for reference.
A
930ELB
3-4. Withdraw drill bit :
16
The arbor can be removed to install another drill chuck in the spindle. A drift key is included to help
remove the arbor from the spindle. Usually, once the chuck and arbor have been properly mounted
together, they are considered semi-permanent connections.
(If you would like to install a different chuck, we recommend getting a new arbor for that chuck.)
To remove the drill chuck and arbor:
1. Unplug the drill press!
2. Rotate the spindle handles until the drift-key slot is exposed in the side of the quill.
3. Loosen the lock knob and rotate the hub (Figure 18) clockwise until it stops.
4. Tighten the lock knob. The quill should not return up into the head casting.
5. Rotate the spindle until the inner drift-key slot is aligned with the outer slot, as shown in (Figure
19). You will see through the spindle when the slot is properly aligned.
6. Insert the drift key into the drift-key slot.
7. Tap the drift key with a rubber or wooden mallet, as shown in (Figure 20), until the chuck
releases.
8. Hold a downfeed handle with one hand, and loosen the lock knob with the other hand.
9. Carefully retract the quill into the headstock.
10. Don't push spindle stroke too long to avoid spindle stick. (Figure 21)
Lock Knob
Both Slots
Hub
Figure 18
Figure 19
Aligned
DRILL SHIFTER
Figure 20
Figure 21
4. T rouble – Shooting;
17
Warning: Switch off power and remove plug from power source outlet before trouble shooting.
NO. SYMPTOM DISPOSITION
1. Push emergency button
2. Turn off the power
3. Use hand to turn the spindle shaft countermarch. Let the
Drill insert in working piece and
1
spindle shaft stop
tool withdraw from the working piece.
4. Suction the chip on the hole.
5. Turn on power again.
6. Adopt slowly feed make sure in normal condition then
recovery the normal feed.
Cutting liquid in abnormal
2
condition and cannot supply the
adequate quantity.
Spindle shaft cannot running
3
completely
4 Motor do not work
5 Spindle shaft has noise
6 Drill oscillation
1. Check the pump is running or not
2. Check if the hose is leaking or not.
1. Check the belt tension condition
2. If belt tension is too loose, adjust the belt shifter,
otherwise change the aging belt.
1. Check the power and switch
2. Check the power cable is damaged or not if cable is
broken, change it directly.
1. Check bearing
2. Check V – belt, if tightly degree over specific tension will
cause noise.
1. Check chuck condition
2. Make sure the drill is properly fixed in the chuck.

5. Maintenance:
18
Warning: Switch off power and remove plug from power source outlet before maintenance.
oil
ISO 68 LUBRICANT
NLGI #2 grease
3 M onth
Coolant : ISO-32、SAE10# is recommended.
Coolant oil : Ti-co oil is r ecommended.
1 Month
1 week1 M onth
Everyday
18
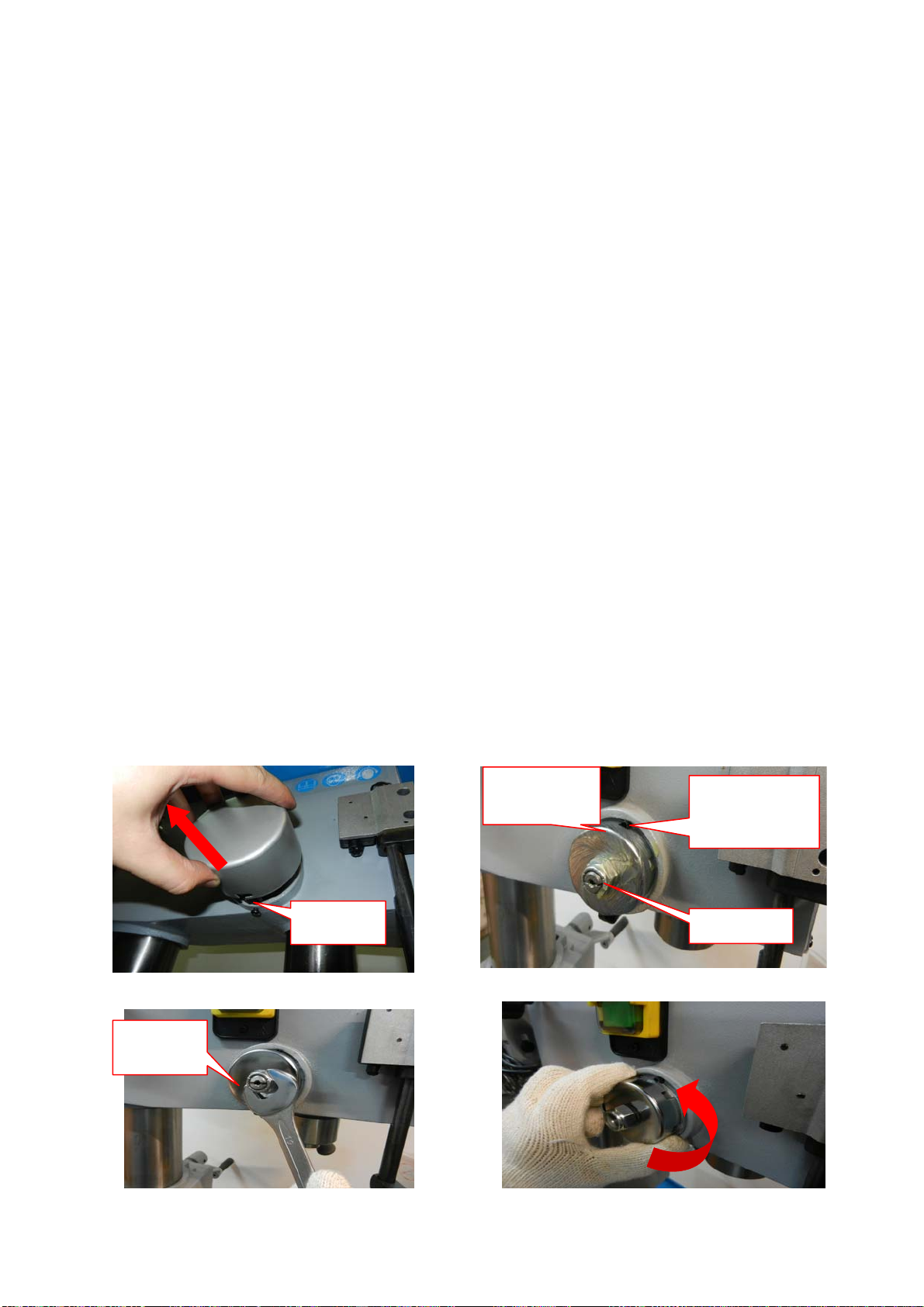
5-1. Feed Shaft S pring Tension:
Cover
19
The feed shaft return spring is adjusted at the factory; however, during the life of the drill press you
may want to adjust the feed shaft return spring so the feed shaft return pressure suits your operating
needs.
To adjust the feed shaft spring tension:
1. UNPLUG THE DRIL PRESS !
2. Wipe off any oil on the spring lock cover so it does not slip in your fingers when you hold the
cover from spinning (see Figure 23).
3. While holding the spring lock cover against the side of the head stock so the cover stays splined
with the locking lug; loosen the jam nut and loosen the cover nut approximately 1⁄4" (see Figure
25).
4. Put on heavy leather gloves to protect your hands from possible lacerations if the spring uncoils
during the next step.
5. Pull the cover outward just enough to disengage the spring-cover lock slot from the locking lug.
Note: It is important to keep a good grip during this step. Letting go of the cover will cause the
spring to rapidly uncoil.
6. Rotate the cover counterclockwise to increase spring tension, or let the cover slowly unwind in the
clockwise direction to reduce spring tension.
7. Engage the next available spring-cover lock slot with the locking lug and hold the spring lock cover
tightly against the side of the headstock.
8. Snug the cover nut against the spring cover just until the nut stops, and then back off the nut
approximately 1⁄3 turn, or just enough so there is no binding at complete spindle travel.
9. Hold the cover nut and tighten the jam nut against the cover nut.
Spring Lock
Spring Cover
Lock Slot
Wrench
Figure 22
Figure 24
Screw
Lock Nut
Figure 23
Figure 25
 Loading...
Loading...