

Page 1

SPINDLE SHAPER
This Manual is Bookmarked
Model TS29
Instruction Manual & Parts List
M-0460270
(800) 274-6848
www.wmhtoolgroup.com
Page 2

This manual has been prepared for the owner and operators of a Powermatic Model TS29 S pindle
Shaper. Its purpose, aside from machine operation, is to promote safety through the use of
accepted correct operating and maintenance procedures. Completely read the safety and maintenance instructions before operating or servicing the machine. To obtain maximum life and
efficiency from your shaper and to aid in using the machine safely, read this manual thoroughly
and follow all instructions carefully .
Warranty & Service
WMH T ool Group warrant s every product it sells. If one of our tools needs service or repair, one of our Authorized Repair S tations located throughout the United States can give you quick service.
In most cases, any one of these WMH Tool Group Repair St ations can authorize warranty repair , assist you in
obtaining parts, or perform routine maintenance and major rep air on your JET , Powermatic, Performax, or
Wilton tools.
For the name of an Authorized Repair S tation in your area, call 1-800-274-6848.
More Information
WMH Tool Group is consistently adding new products to the line. For complete, up-to-date product information,
check with your local WMH T ool Group distributor or visit wmhtoolgroup.com.
WMH T ool Group W arranty
WMH Tool Group makes every effort to assure that its products meet high quality and durability standards and
warrants to the original retail consumer/purchaser of our products that each product be free from defects in
materials and workmanship as follows: 1 YEAR LIMITED WARRANTY ON ALL PRODUCTS UNLESS
SPECIFIED OTHERWISE. This warranty does not apply to defects due directly or indirectly to misuse, abuse,
negligence or accidents, normal wear-and-tear, rep air or alterations outside our facilities, or to a lack of maintenance.
WMH TOOL GROUP LIMITS ALL IMPLIED WARRANTIES TO THE PERIOD SPECIFIED ABOVE, FROM THE
DA TE THE PRODUCT W AS PURCHASED AT RET AIL. EXCEPT AS ST A TED HEREIN, ANY IMPLIED W ARRANTIES OR MERCHANTIBILITY AND FITNESS ARE EXCLUDED. SOME ST A TES DO NOT
ALLOW LIMITATIONS ON HOW LONG THE IMPLIED WARRANTY LASTS, SO THE ABOVE LIMIT A TION MA Y
NOT APPL Y TO YOU. WMH TOOL GROUP SHALL IN NO EVENT BE LIABLE FOR DEA TH, INJURIES TO
PERSONS OR PROPERTY, OR FOR INCIDENT AL, CONTINGENT , SPECIAL, OR CONSEQUENTIAL DAMAGES ARISING FROM THE USE OF OUR PRODUCTS. SOME ST A TES DO NOT ALLOW THE EXCLUSION
OR LIMIT A TION OF INCIDENT AL OR CONSEQUENTIAL DAMAGES, SO THE ABOVE LIMIT A TION OR EXCLUSION MA Y NOT APPL Y T O YOU.
T o take advant age of this warranty , the product or part must be returned for examination, postage prep aid, to an
Authorized Repair S tation designated by our office. Proof of purchase date and an explanation of the complaint
must accompany the merchandise. If our inspection discloses a defect, WMH Tool Group will either repair or
replace the product, or refund the purchase price if we cannot readily and quickly provide a repair or replacement, if you are willing to accept a refund. WMH Tool Group will return repaired product or replacement at our
expense, but if it is determined there is no defect, or that the defect resulted from causes not within the scope
of our warranty , then the user must bear the cost of storing and returning the product. This warranty gives you
specific legal rights, you may also have other rights which vary from state to state.
WMH Tool Group sells through distributors only . WMH Tool Group reserves the right to effect at any time,
without prior notice, those alterations to parts, fittings, and accessory equipment which they may deem necessary for any reason whatsoever .
Page 3

TABLE OF CONTENTS
Safety Rules ...................................................................................................................................... 4-6
Safety Decals ....................................................................................................................................... 7
Specifications........................................................................................................................................8
S tandard Accessories ........................................................................................................................... 9
Unpacking............................................................................................................................................. 9
Installation & Assembly......................................................................................................................... 9
Electrical Connections .................................................................................................................. 10
Interchangeable Spindle Installation .............................................................................................. 11
Installing Cutters........................................................................................................................... 12
Fence Assembly........................................................................................................................... 13
Guard Assembly ........................................................................................................................... 13
Dust Chute ................................................................................................................................... 13
Mitre Gauge & Clamp ................................................................................................................... 13
Mitre Fence .................................................................................................................................. 14
Adjustments
Control Panel Instructions............................................................................................................. 14
Speed Change .............................................................................................................................. 15
S pindle Lock ................................................................................................................................. 15
Spindle V ertical T ravel ................................................................................................................... 16
Spindle T ilting ............................................................................................................................... 16
Fence Adjustment......................................................................................................................... 16
Sliding T able Adjustment............................................................................................................... 17
Operation ............................................................................................................................................ 18
Position of Collars......................................................................................................................... 18
Copying (Machining with a Jig)...................................................................................................... 19
Feeding S tock .............................................................................................................................. 19
Maintenance ....................................................................................................................................... 20
Trouble-Shooting ............................................................................................................................ 21-22
Parts Lists & Exploded Views:
Fence Assembly...................................................................................................................... 23-25
Spindle Assembly .................................................................................................................... 26-27
Cabinet Assembly.................................................................................................................... 28-29
Sliding T able Assembly............................................................................................................ 30-31
Speed Indicator........................................................................................................................ 32-33
Electrical Components............................................................................................................. 34-35
Quill Assembly ........................................................................................................................ 36-38
Electrical Schematic ........................................................................................................................... 39
Page 4

!
SAFETY RULES
As with all machines, there is a certain amount of hazard involved with the use of this shaper. Use the
machine with the respect and caution demanded where safety precautions are concerned. When normal
safety precautions are overlooked or ignored, personal injury to the operator can result.
Read, understand and follow the safety and operating instructions found in this manual. Know the limitations and hazards associated with this machine.
Electrical grounding. Make certain that the machine frame is electrically grounded and that a ground lead is
included in the incoming electrical service. In cases where a cord and plug are used, make certain that the
grounding plug connects to a suitable ground. Follow the grounding procedure indicated in the National Electrical Code.
Eye safety . Wear an approved safety shield, goggles, or glasses to protect eyes. (NOTE: Common eyeglasses are only impact-resistant, they are not safety glasses.)
Personal protection. Before operating the machine, remove tie, rings, watch and other jewelry and roll up
sleeves above the elbows. Remove all loose outer clothing and confine long hair . Protective type footwear
should be used. Where the noise exceeds the level of exposure allowed in Section 1910.95 of the OSHA
Regulations, use hearing protective devices. Do not wear gloves.
Guards. Keep the machine guards in place for every operation for which they can be used. If any guards are
removed for maintenance, DO NOT OPERA TE the machine until the guards are reinstalled.
Work area. Keep the floor around the machine clean and free of scrap material, saw dust, oil and other liquids
to minimize the danger of tripping or slipping. Be sure the table is free of all scrap, foreign material and tools
before starting to cut. Make certain the work area is well lighted and that a proper exhaust system is used to
minimize dust. Powermatic recommends the use of anti-skid floor strips on the floor area where the operator
normally stands and that each machine’s work area be marked off. Provide adequate work space around the
machine.
Operator position. Maintain a balanced stance and keep your body under control at all times. Do not
overreach. Do not stand in line with the work piece and do not allow anyone else to do so. Never climb on or
near the machine.
Housekeeping. Before turning on machine, remove all extra equipment such as keys, wrenches, scrap, and
cleaning rags away from the saw .
T ool maintenance. Clean and sharp tools give better and safer performance. Dull tools can cause kickback
and excessive chatter. Before making a cut, always check the condition and adjustment of the tools. Never
use a tool that is not balanced and rated for the selected RPM.
Careless acts. Give the work you are doing your undivided attention. Looking around, carrying on a conversation, and “horseplay” are careless acts that can result in serious injury .
Disconnect machine before performing any service or maintenance or when changing cutters. A machine
under repair should be RED T AGGED to show it should not be used until the maintenance is complete.
Hand safety . Keep hands clear of the cutter area. Do not reach past the blade to clear p arts or scrap with the
saw blade running. Never saw free hand. A void awkward operations and hand positions where a sudden slip
could cause your hand to contact the blade.
Job completion. If the operator leaves the machine area for any reason, he should turn “off” the power to the
machine and wait until the cutter comes to a complete stop before his departure. In addition, if the operation is
complete, he should clean the table and cutter area. Never clean off the machine with power “on” and never use
the hands to clear sawdust and debris; use a brush.
4
Page 5
Short stock. Never shape stock less than 12 inches in length without special fixtures. Where practical, shape
longer stock and cut to size.
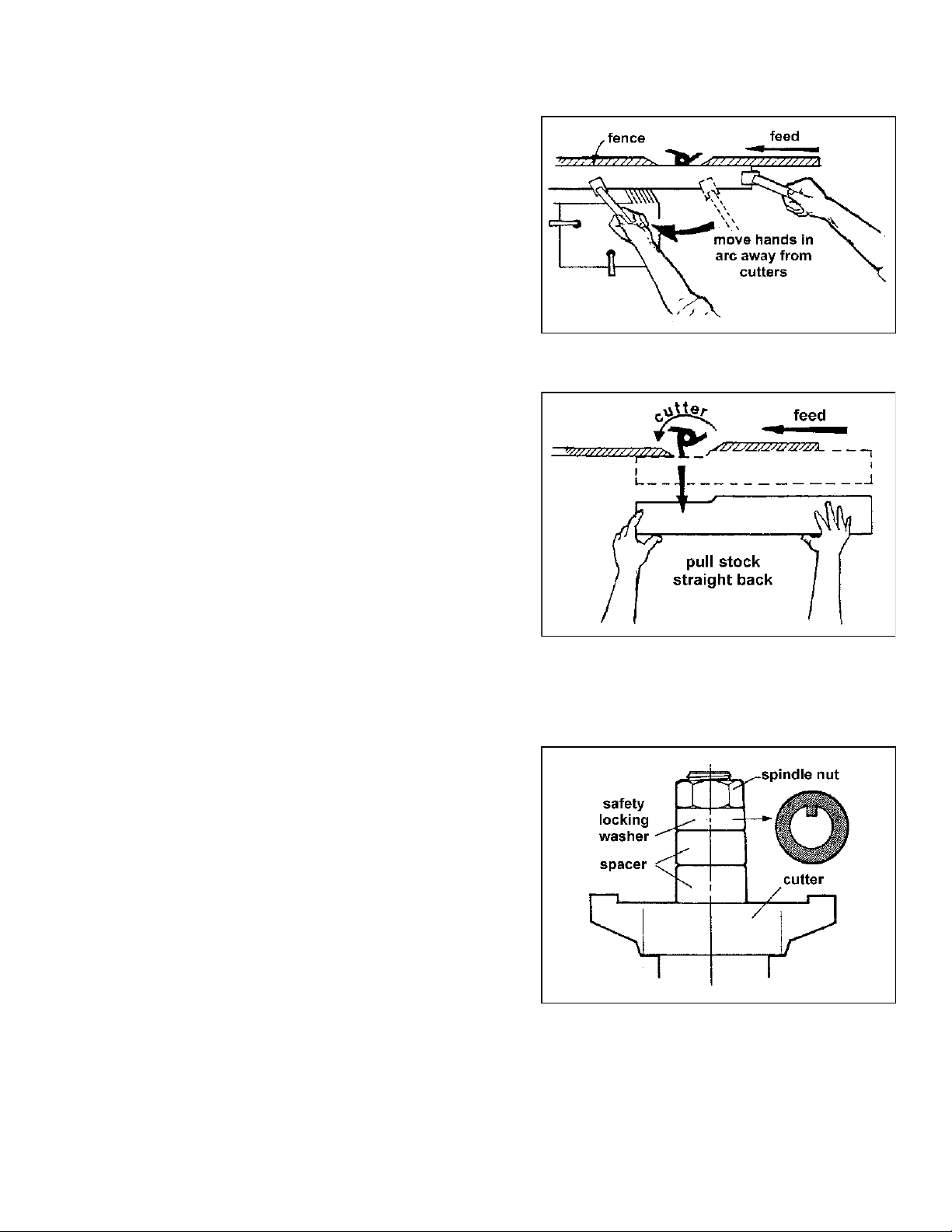
12 inch rule. When shaping, never allow your hands to
come closer than 12 inches to the cutters.
Hand safety . Never pass the hands directly over or in
front of the cutters. As one hand approaches the 12
inch radius point, remove it (or the push stick) in an arc
motion and reposition hands 12 inches beyond the
cutters. See Figure 1.
Collars. When shaping with collars, the collar must
have sufficient bearing surface (see page 18). The work
must also be fairly heavy in proportion to the cut being
made. Do not use short, lightweight stock when
shaping against collars.
FIGURE 1
The opening between the fence plates should be only
just enough to clear the cutter .
Edge shaping. Always use the mitre gauge and clamp
attachment when edge shaping stock less than 6" wide.
The fence should be removed during this operation.
Feed stock opposite to the direction of the cutter
rotation. Never back stock out of the cutter once the
cut has been started. Instead, pull the stock straight
back away from cutter and begin the cut again. See
Figure 2.
Make sure the spindle and the draw bar are tightened
on the arbor.
FIGURE 2
Safety lock washer. Never operate the shaper without the safety locking keyed washer located immediately
under the spindle nut. See Figure 3. This prevents the nut from coming loose when the spindle is run in a
counterclockwise direction. Do not substitute any other
type washer in place of the safety lock washer.
Replacement parts. Use only Powermatic or factory
authorized replacement parts and accessories; otherwise the shaper warranty and guarantee is null and void.
Misuse. Do not use this Powermatic shaper for other
than its intended use. If used for other purposes,
Powermatic disclaims any real or implied warranty and
holds itself harmless for any injury or damage which
may result from that use.
If you are not thoroughly familiar with the operation of
spindle shapers, obtain advice from your supervisor ,
instructor or other qualified person.
FIGURE 3
Drugs, alcohol, medication. Do not operate this machine while under the influence of drugs, alcohol, or any
medication.
5
Page 6

Health hazards. Some dust created by power sanding, sawing, grinding, drilling and other construction
activities contains chemicals known to cause cancer , birth defects or other reproductive harm. Some examples of these chemicals are:
* Lead from lead-based paint.
* Crystalline silica from bricks and cement and other masonry products.
* Arsenic and chromium from chemically-treated lumber .
Y our risk from these exposures varies, depending on how often you do this type of work. To reduce your
exposure to these chemicals, work in a well-ventilated area, and work with approved safety equipment, such
as those dust masks that are specifically designed to filter out microscopic particles.
Familiarize yourself with the following safety notices used in this manual:
!
CAUTION: (This means that if precautions are not heeded, it may result in minor or moderate injury
and/or possible machine damage)
WARNING: (This means that if precautions are not heeded, it could result in serious injury or
!
possibly even death).
6
Page 7
!
SAFETY
Familiarize yourself with the location and content of these safety decals on your shaper.
FIGURE 4
WARNING
DO NOT ENGAGE
SPINDLE LOCK WHILE
MACHINE IS RUNNING
6293077
7
Page 8

SPECIFICATIONS: Model TS29 Spindle Shaper
Motor ......................................................................TEFC 7.5HP , 3Ph, 230/460V , 60Hz
Starter ...................................... 230/460V Magnetic w/ 24V low voltage control circuit
Overall dimensions .............................................................. 51-1/4" L x 44" W x 53" H
T able size.................................................................................... 51-1/4" L x 33-1/2" W
Sliding table size ........................................................................ 51-1/4" L x 11-1/4" W
Sliding table travel .............................................................................................. 49-1/4"
Tilting spindle........................................................... 5 degree back, 45 degree forward
Spindle travel............................................................................................................... 7"
Spindle speed ...................................................................3000-4000-6000-8000-10000
Spindles .....................................interchangeable: 1-1/4" x 6"; 1" x 6"; 3/4" x 3-1/4";
and 1/2" collet chuck with 1/4" bushing
T able insert s (three)...............................................2-1/2" I.D.; 5-1/2" I.D.; Oval slotted
Dust outlet ......................................................................................................... (two) 5"
Net weight ........................................................................................................ 1183 lbs.
NOTE: The above specifications were current at the time this manual was published, but because of our policy
of continuous improvement, Powermatic reserves the right to change specifications without notice and without
incurring obligations.
8
Page 9

Standard Accessories
(Figure 5)
A. Spindle Nut W rench
B. Spindle W renches
C. Open-end Wrenches
D. Hex Wrenches
E. Spindle Collet
F. Spindle Nut
G . Lock Nut
H. Draw Bar
J. Grease Gun
K. T able Inserts
L. Interchangeable
Spindles
UNPACKING
Open shipping container and all separate cartons containing accessories. Report any damage immediately
to your distributor . Read the instruction manual thoroughly for assembly, alignment, maintenance and
safety instructions.
FIGURE 5
Crate contents:
1 shaper
1 fence assembly
1 dust chute
1 mitre gauge and clamp assembly
1 aluminum fence
1 box of standard accessories (see above)
INSTALLATION AND ASSEMBLY
Tools required
crane with hoist; or forklift
9/16", 7/16" and 1/2" wrenches
1. Remove all wood crating from around the shaper.
2. Remove the bolts securing the machine to the
skid.
3. The shaper can be lifted by a crane with hoist
(Figure 6), or by a forklift (Figure 7), either of which
should be capable of lifting one ton. Remove the skid
from under the shaper.
FIGURE 6
FIGURE 7
4. The shaper should be mounted to a solid, level
foundation, preferably a concrete floor. With machine
in position, check table surface left to right and front
to back with a machinist's level. If necessary, place
metal shims under the corners of the machine to ensure it is level.
9
Page 10

5. Secure the machine to the floor with good quality lag screws through the holes in the bottom of the
cabinet.
6. Exposed metal parts such as the table top have
been given a protective coating at the factory. This
should be removed with a soft cloth and solvent (such
as mineral spirits). Do not use an abrasive pad.
ELECTRICAL CONNECTIONS
WARNING: Electrical connections must
!
be made by a qualified electrician. The
machine must be properly grounded to
help prevent electrical shock and possible
death.
Before connecting power, make sure the electrical
current of your power source matches the electrical
system on the shaper.
T o connect power , proceed as follows:
FIGURE 8
1. Remove two screws (A) and remove terminal strip
cover (B). See Figure 8.
2. Remove clear plastic insulator (C) that covers the
terminals. See Figure 9.
3. Insert power line through opening (D) of terminal
strip box, shown in Figure 8.
4. Connect the three power lines to terminals L1,
L2 and L3, as shown at (E) Figure 10. Also connect
the green ground wire to terminal (F).
5. Reassemble the clear plastic insulator (C) and
the terminal strip cover (B).
CAUTION: Make sure the incoming power
!
matches the voltage on the motor plate.
6. When wiring is completed, tape all power box
joints to keep out dust.
7. Turn the machine on and make sure the direction of the shaft rotation is correct. Looking down on
the top of the spindle, the spindle should be turning
counterclockwise as shown in Figure 11. If it is not,
reverse any two incoming power leads.
FIGURE 9
FIGURE 10
WARNING: After connecting this machine
!
to the power source, the terminal box is
still electrified even while the power switch
is shut off.
10
FIGURE 11
Page 11

INTERCHANGEABLE SPINDLE INSTALLATION
One of the features of this machine is that it will accept interchangeable spindles with a drawbar or without a draw bar . Router bit s can also be used on this
shaper.
INTERCHANGEABLE SPINDLE WITH DRAWBAR
1. Disconnect the machine from the power source
and remove the table inserts (NOTE: Removing the
tilting insert is not neccessary).
2. Raise the spindle shaft all the way up.
3. Thoroughly clean the taper of the interchangeable spindle and the internal taper of the shaft with a
soft cloth moistened with kerosene or mineral spirits
(do not use gasoline or lacquer thinner).
4. Thread the short threaded end of the draw bar
(B) into the threaded hole in the bottom of the interchangeable spindle (A). See Figure 12. Remove the
two lock nuts and the special bevel washer from the
other end of the draw bar (B).
5. Carefully insert the draw bar (B) and spindle (A)
down through the shaft as shown in Figure 12. Make
sure the tang (C) on the spindle is engaged with the
notch (D), and thread spindle nut (E) onto threads (F).
FIGURE 12
FIGURE 13
6. Engage spindle lock [refer to "Spindle Lock" on
page 16].
7. Use the supplied spanner wrench (G), to tighten
the spindle nut (E), shown in Figure 13.
8. Open the cabinet door and assemble the special
bevel washer (H) to the bottom of the draw bar (B) as
shown in Figure 14.
9. Assemble and securely tighten the two lock nuts
(I) with a 19mm wrench. See Figure 14.
10. Disengage the spindle lock.
INSTALLING CUTTERS
1. Disconnect machine from power source and engage spindle lock.
2. Place cutter (A) and desired spindle collars (B)
on the spindle as shown in Figure 15.
3. Install keyed washer (C) and tighten nut (D) using the supplied wrench.
FIGURE 14
FIGURE 15
11
Page 12

4. Disengage spindle lock before operating.
NOTE: Whenever possible, the cutter should be posi-
tioned on the spindle in such a way that the cut is
being performed under the surface of the workpiece.
WARNING: Always place the "keyed"
washer (C) on the spindle before threading
!
the nut.
FENCE ASSEMBLY
1. Place fence body (A), shown in Figure 16, on the
table. Mount the two fence locking handles (E) with
washers, and secure fence to table using one of the
two sets of holes on the table.
2. Fasten bar (B) to the front of the fence half using
the locking lever (C) and washer, shown in Figure 17.
Slide an aluminum fence (D) onto the bar . (NOTE: Right
hand and left hand fences are slightly different.) Repeat for other side.
NOTE: Locking levers (C) are spring loaded and can
be repositioned by pulling out the handle and rotating
it on the nut.
3. Mount the cover plate (K) using the two locking
knobs and flat washers, shown in Figure 16.
GUARD ASSEMBLY
The guard assembly can be mounted in various configurations, depending upon the type of work being
done. Figure 16 shows one such configuration.
FIGURE 16
FIGURE 17
1. Mount the spring guard (F), hold-down (G) and
clear plastic guard (H) to mounting rod (J) located on
top of fence cover (K), using rod and clamps. The latch
on the mounting rod (L) can be pushed down to help
secure the guards in place.
2. The spring guard (F), hold-down (G) and clear
plastic guard (H) can be flipped up out of the way when
not in use or when making adjustments. Simply pull
up the latch (L) and flip the entire assembly to the
back.
DUST CHUTE
Mount the dust chute to rear edge of table using the
two M5 x 10 screws and M5 flat washers. See Figure
18.
12
FIGURE 18
Page 13

MITRE GAUGE & CLAMP
Mount mitre gauge and clamp to the sliding table as
follows (Figure 19):
1. Insert post (A) of the clamp assembly down
through hole (B) of the mitre gauge body (C), and thread
post (A) into hole (D) of sliding table.
2. Insert shaft of locking handle (E) down through
opening (F) of mitre gauge and thread shaft into hole
(G) of sliding table.
3. The clamp (H), shown in Figure 20, is supplied
with the mitre gauge to securely hold the workpiece
when shaping small pieces across the grain. The
clamp should be mounted as shown, and can be adjusted by loosening the screws (J).
MITRE FENCE
1. Slide the mitre fence (A) on to the two square
nuts (B) that are attached to the threaded part of the
locking levers (C). See Figure 21.
2. To slide mitre fence (A) to the left or right, loosen
locking levers (C), slide fence (A) to the desired position and tighten locking levers (C). T o change the angle
of the fence loosen locking handle (D). A scale (E) is
provided to indicate the mitre angle of the fence.
3. Loosen locking screw (I) and insert nut (J) of stock
stop assembly into channel on end of fence as shown.
See Figure 22.
FIGURE 19
FIGURE 20
4. Slide workstop (K) to desired position on fence
and tighten locking screw (I), as shown in Figure 23.
FIGURE 22
FIGURE 21
FIGURE 23
13
Page 14

ADJUSTMENTS
Control Panel Instructions
The elements of the control panel are as follows:
(See Figure 24).
A. power indicator
B. on-off switch
C. forward/reverse switch
D. start indicator
E. emergency stop
1. Make certain the spindle lock is disengaged as
explained in the section "Spindle Lock" and that the
cabinet door is closed. Be sure there is no conflict
with the cutterhead, and that any bystanders are clear
of moving parts.
2. Rotate the forward/reverse switch (C) to the desired setting. Rotate the start switch (B) to the right to
start the machine. The start switch is magnetic; as
soon as the machine is started, the switch will return
to the center position as shown.
WARNING: Never attempt to reverse the
!
rotation of the spindle while the motor/
spindle is running.
3. T o stop the machine, push the mushroom shaped
stop button (E) or turn the start/stop switch (B) to the
left.
CAUTION: Do not use the forward/reverse
!
switch to stop the machine or damage to
the electrical controls will occur.
WARNING: Open the electrical cabinet door
!
only while the power is disconnected, or it
may result in electrical shock.
FIGURE 24
FIGURE 25
SPEED CHANGE
Your machine is supplied with a 5-step motor pulley
and a 5-step spindle pulley that provide spindle speeds
of 3000, 4000, 6000, 8000 and 10000 RPM.
A speed chart, shown in Figure 25, is located on the
inside of the front cabinet door for easy reference of
the belt position on the pulleys for the five speeds available.
Check machine speed setting before operating. Make
sure cutter meets or exceeds speed rating of tool.
Figure 26 shows a chart for finding optimum speed
range in relation to the cutter size. A similar chart can
be seen on the front of the shaper, with indicator lights
showing the current speed of rotation.
14
FIGURE 26
Page 15

The cutting speed should always exceed 40 m/s to
lessen risk of kickback but should not exceed 70 m/s
to lessen the risk of tool damage.
To change the speed and adjust the proper belt tension, proceed as follows:
1. Disconnect machine from power source.
2. Open front cabinet door and move belt tension
lever (A) to the right to loosen belt tension. See Figure 27.
3. Move the belt (B) to the desired position on the
pulleys, while at the same time rotate the knob (C) on
the speed indicator so that the belt will remain positioned in the cut-out in the speed bar.
4. When the belt is positioned properly, move the
tension lever (A) to the left.
NOTE: During the first use after speed adjustment,
the belt will settle and produce a slight decrease in
tension. To obtain best tension, turn the two nuts (E
& F - Figure 27).
FIGURE 27
Proper belt tension is achieved when the belt midway
between the pulleys can be deflected using moderate
finger pressure.
SPINDLE LOCK
The spindle lock will assist you in replacing the spindle
or installing and removing cutters.
NOTE: The spindle lock can be engaged only when
the machine has stopped completely .
Open rear cabinet door and rotate lock knob (A), shown
in Figure 28, until the hole on the knob engages the
pin. Turn pulley until the lock pin engages the spindle.
CAUTION: Make sure the spindle is
!
unlocked before turning on the machine.
SPINDLE VERTICAL TRAVEL
1. Loosen handwheel lock (A), shown in Figure 29,
and turn handwheel (B) counterclockwise to raise the
spindle; clockwise to lower the spindle.
FIGURE 28
NOTE: One complete revolution of the handwheel
moves the spindle up or down by .1" (2.5mm), as shown
in the label beside the handwheel.
2. Re-tighten lock (A).
FIGURE 29
15
Page 16

SPINDLE TILTING
The machine should come to a complete stop before
the spindle is tilted, and the insert with the oval slot
should be placed into the table. Make sure the cutter
does not touch the table or the fence when in tilted
position.
1. Loosen the knob (C) on the front handwheel (D).
See Figure 29.
2. Loosen the two locking handles (E) on both sides
of the machine.
3. Turn the handwheel (D) to the required tilting angle
shown on the indicator (F).
4. Tighten the knob (C) and locking handles (E).
FENCE ADJUSTMENT
1. To adjust the aluminum fence halves endwise,
loosen the two fence locking levers (C-Figure 17), slide
the fence halves to the required positions and tighten
locking levers.
CAUTION: The aluminum fence halves
!
should be adjusted inward so that the
opening at the spindle is just enough to
clear the cutter.
2. The right fence half (infeed) can be moved independently, in or out, depending on the type of shaping
operation that is being performed. See Figure 30. To
move the right fence half in or out, loosen the locking
knob (A) and turn the adjusting knob (B). Precise
movements are possible by using the dial indicator
beneath the knob. When finished, re-tighten locking
knob (A).
3. The complete fence assembly can be rapidly
positioned on the table by loosening two locking
handles (C) and moving the fence assembly to desired position by rotating the handwheel (D). Use the
dial indicator for more precise measurement. Retighten the handles (C) when finished.
FIGURE 30
16
Page 17

SLIDING TABLE ADJUSTMENT
There are six adjustable eccentric rollers (A) on the
sliding table, shown in Figure 31. Wherever the table
is unstable or not traveling in line, adjust the sliding
table as follows:
1. Use open end wrench (B) to adjust the rollers.
2. Lock the rollers by using the hex wrench (C).
T o operate the sliding table (F) pull out and rot ate knob
(D) until it stays in the out position as shown. The
sliding table can then be moved back and forth.
To lock the sliding table, preventing it from moving,
simply rotate knob (D) until the pin on the knob engages the hole underneath the table.
OPERATION
FIGURE 31
Using the fence is the safest and most satisfactory
method of shaping, and it should always be used when
the work permits. Almost all straight work can be
done with the fence.
1. For normal work, where a portion of the original
edge of the stock is not touched by the cutter, both
the infeed and outfeed fences are in a straight line, as
shown in Figure 32.
2. When the shaping operation removes the entire
edge of the stock, e.g. in jointing or making a full bead,
the shaped edge will not be supported by the outfeed
fence when both fences are in line, as shown in Figure
33. In this case, the stock should be advanced to the
position shown in Figure 33 and stopped. The outfeed
fence should then be moved forward to contact the
work, as shown in Figure 34. The outfeed fence will
then be in line with the cutting circle, and the operation can continue.
WARNING: Keep guards in place and in
!
working order . Always use fence assembly
when the work permits.
FIGURE 32
FIGURE 33
FIGURE 34
17
Page 18

POSITION OF COLLARS
When shaping with collars, the collar must have sufficient bearing surface, as shown in Figure 35. Also
the work must be fairly heavy relative to the cut being
made. Under no circumstances should a short, light
workpiece be shaped against the collars, as shown in
Figure 36.
The collars may be used in any of the following positions: above, below, or between the cutters.
1. When the collar is used below the cutter, as shown
in Figure 37, the progress of the cut can be seen
throughout the operation. However, any accidental lif ting of the work will gouge the wood and ruin the
workpiece.
2. When the collar is used above the cutter, as shown
in Figure 38, the cut can not be seen, but this method
offers an advantage in that the cut is not affected by
slight variations in the thickness of the stock. Also,
accidental lifting of the workpiece will not gouge the
workpiece; simply repeat the operation to correct the
mistake.
3. Using the collar between two cutters has the
advantages and disadvantages of the first two procedures, and is frequently used where both edges of the
work are to be molded. See Figure 39.
NOTE: It is advisable to place the cutter as low as
possible on the spindle to reduce spindle deflection
and ensure the best possible finish. Also make sure
that the contacting surfaces of the cutter are smooth,
sharp, clean and without dents.
FIGURE 35
FIGURE 36
18
FIGURE 37
FIGURE 38
FIGURE 39
Page 19

COPYING (MACHINING WITH A JIG)
When using the same procedure on multiple
workpieces, a jig or template can be made to facilitate
the operation:
1. Prepare the jig (A) to accomodate your original
workpiece. See Figure 40.
2. Place the jig (A) against the table ring guide shoulder (B).
3. Fasten the new workpiece (C) on the jig (A) with
the clamp (D) and push the assembly past the cutter .
FEEDING STOCK
Stock feeders are available from Powermatic. These
units mount to the shaper table, and will help ensure
smooth, consistent feed of material, as well as keep
hands safely away from the cutterhead.
1790800 3-Wheel Powerfeeder, 1HP, 3Ph, 230V
1790810 3-Wheel Powerfeeder, 1HP, 3Ph, 460V
1790811 4-Wheel Powerfeeder, 1HP, 3Ph, 230V
MAINTENANCE
Periodically clean the inside of the machine of shavings and dust. This will increase machine performance
and extend its life.
FIGURE 40
Clean the spindle with compressed air.
Do not get oil on the pulleys and belts. If they are
dirty , use paper or a sof t rag to clean and dry them.
Never place the v-belt under excessive strain, as this
can overload the motor and damage the bearings,
spindle or belt.
The table surface must be kept clean and free of rust
for best results. Some users prefer a paste wax coating. Another option is talcum powder applied with a
blackboard eraser rubbed in vigorously once a week;
this will fill casting pores and form a moisture barrier.
This method provides a table top that is slick and allows rust rings to be easily wiped from the surface.
Important also is the fact that talcum powder will not
stain wood or mar finishes as wax pickup does.
Lubrication
Apply a drop of light machine oil occasionally on the
ledge and wall of the table opening to facilitate the
changing of table inserts.
19
Page 20

The bearings in the motor are sealed for life and do not
require lubrication.
The spindle bearing should be lubricated every 200
hours of use by using the grease gun (A) supplied.
See Figure 41. T wo grease fittings, one of which (B) is
shown, are supplied on the spindle housing for this
purpose. The other grease fitting is directly opposite
fitting (B). Before lubricating, clean grease fittings (B)
thoroughly and then lubricate the spindle bearings with
two pumps of a good quality, non-hardening grease.
FIGURE 41
20
Page 21

Trouble-Shooting for Model TS29 Shaper
PROBLEM POSSIBLE CAUSE SOLUTION [with page #]
Machine will not start. 1. Faulty switch. 1. Replace switch.
2. Cord damaged. 2. Have cord replaced by authorized
service person.
3. Not connected to power source. 3. Check connection.
4. Connected to wrong voltage. 4. Check voltage.
5. Fuse blown or circuit breaker tripped 5. Replace fuse, reset breaker.
at incoming power source.
Overload kicks out 1. Extension cord too light or too long. 1. Replace with adequate size cord.
frequently. 2. Feeding stock too fast. 2. Feed stock more slowly.
3. Cutter is dull or has gum on it. 3. Clean or replace cutter.
Tool does not come up 1. Extension cord too light or too long. 1. Replace with adequate size cord.
to speed. 2. Low current. 2. Contact local electric company.
3. Motor not wired for correct voltage. 3. Refer to motor nameplate for correct
wiring.
4. Spindle is locked. 4. Release spindle lock knob.
Machine makes 1. Dull cutter. 1. Replace cutter. [11]
unsatisfactory cuts. 2. Gum or pitch on cutter . 2 . Remove cutter and clean with
turpentine and steel wool.
3. Gum or pitch on table causing erratic 3. Clean table with turpentine and
feed. steel wool.
4. Feeding work in wrong direction. 4. Feed work against cutter rotation. [5]
Stock burns. 1. Dull cutter . 1. Sharpen by honing on flat side.
2. Cutter too deep. 2. On hardwoods take light cuts; attain
full depth of cut with several passes.
3. Forcing work. 3. Feed slowly and steadily.
Machine vibrates 1. Damaged tool. 1. Replace tool.
excessively. 2. St and or bench on uneven floor . 2. Reposition on flat, level surface.
3. Bad v-belt. 3. Replace belt.
4. V -belt not tensioned correctly . 4. Adjust belt tension. [15]
5. Bent pulley. 5. Replace pulley.
6. Improper motor mounting. 6. Check and adjust motor mounting.
Edge splits off on Characteristic of cut. 1. Make cross-grain cuts first then finish
cross-grain cut. with grain.
2. Use scrap block to support at end of
cut.
Raised areas on shaped V ariation in pressure which holds work 1. Keep work firmly against fence or
edge. against cutter . collars throughout pass.
2. Use hold-downs or stock feeder. [13]
Work pulled from hand No support. 1. Use mitre gauge with clamp or holdof cut down to start cut when shaping free-
hand; hold work firmly against fence.
2. Adjust the tension of spring plate.
21
Page 22

Trouble-Shooting for Model TS29 Shaper
PROBLEM POSSIBLE CAUSE SOLUTION [with page #]
Depth of cut not uniform. 1. Misalignment. 1. Adjust outfeed fence.
2. Side pressure not uniform. 2. Use hold-downs or stock feeder;
keep pressure against fence or
collars consistent.
Variation in height of cut. 1. V ariation in pressure which holds work 1. Keep pressure firm throughout pass,
down on table. use hold-downs; make pass slowly
and steadily .
Whenever possible, keep cutter
under stock. [19]
2. Vertical lock not engaged. 2. Engage spindle lock. [18]
Cuts not smooth. 1. Wrong R.P.M. 1. Use faster speed.
2. Feeding too fast. 2. Pass stock more slowly.
3. Working against grain. 3. Work with grain whenever
possible.
4. Cutting too deep. 4. On very deep cuts make several
passes.
Spindle does not raise Sawdust and dirt in raising mechanisms. Brush or blow out loose dust and dirt.
freely.
22
Page 23

Parts List: Fence Assembly (TS29 Shaper)
No. Part No. Description Quantity
1 TS29-001 Spring Guard.......................................................................................................1
2 TS-1503021 Socket Head Cap Screw, M6 x 10......................................................................1
3 TS-236106 Lock Washer , M6 ...............................................................................................9
4 TS29-002 Hold-down ...........................................................................................................1
5 TS29-003 Fence R.H. .........................................................................................................1
6 TS29-004 Fence L.H...........................................................................................................1
7 TS29-005 Slide Bar.............................................................................................................2
8 TS29-006 Fence End Cap R.H............................................................................................1
9 TS29-007 Clip .....................................................................................................................8
10 TS29-008 Post Clamp Block...............................................................................................4
11 TS29-009 Vertical Hex Post................................................................................................1
12 TS29-010 Vertical Hex Post................................................................................................1
13 TS29-011 Horizontal Hex Post - Short ................................................................................1
14 TS29-012 Fence Cap L.H. ..................................................................................................1
15 TS29-013 Warning Label, for TS29 shield ...........................................................................1
16 TS29-014 Clear Shield ........................................................................................................1
17 TS-1550061 Flat Washer, M8.................................................................................................5
18 TS-1534052 Pan Head Phillips Machine Screw, M6 x 20 .......................................................1
19 TS-1540061 Hex Nut, M8 .......................................................................................................1
20 TS29-195 Hex Socket Set Screw, M8 x 35.........................................................................1
21 TS-236105 Lock Washer, M5 ...............................................................................................2
22 TS-1541011 Lock Nut, M5 ......................................................................................................2
23 TS29-015 Latch Handle ......................................................................................................1
24 TS29-016 Horizontal Hex Post - Long.................................................................................1
25 TS-1502021 Socket Head Cap Screw, M5 x 10......................................................................2
26 TS29-017 Cam Washer ......................................................................................................2
27 TS-1502061 Socket Head Cap Screw, M5 x 25......................................................................2
28 TS29-018 Guard Support Bracket .......................................................................................1
29 TS-1503051 Socket Head Cap Screw, M6 x 20......................................................................6
30 TS29-019 Fence Cover Plate ..............................................................................................1
31 TS-1540041 Hex Nut, M6 .......................................................................................................2
32 TS29-020 Fence Body Casting ...........................................................................................1
33 TS29-021 Beveled Flat Washer , M14 ..................................................................................2
34 TS29-022 Lock Handle .......................................................................................................2
35 TS29-023 Lock Lever, M10 x 35..........................................................................................2
37 TS29-024 Cover Plate .........................................................................................................1
38 TS-1503071 Socket Head Cap Screw, M6 x 30......................................................................2
39 TS29-025 Fence Back Plate ...............................................................................................1
40 TS29-026 Fence Ram .........................................................................................................1
41 TS29-027 Fence Adjustment Screw....................................................................................1
42 TS29-028 Housing ..............................................................................................................1
43 TS-1524011 Socket Set Screw, M8 x 8 ..................................................................................7
44 TS29-029 Bushing ..............................................................................................................1
45 TS29-030 Lower Dial Indicator ............................................................................................1
46 TS29-031 Adjustment Knob ................................................................................................1
49 TS29-032 Fence Guide .......................................................................................................1
50 TS-1503061 Socket Head Cap Screw, M6 x 25......................................................................2
51 TS29-033 Worm Cover........................................................................................................1
52 TS29-034 Worm Guide .......................................................................................................1
53 TS-1512011 Socket Head Flat Screw, M4 x 10 ......................................................................4
54 TS29-035 Worm Base Cover...............................................................................................1
55 TS29-036 Worm Shaft ........................................................................................................1
56 TS29-199 Fence Locating Pin.............................................................................................2
23
Page 24

Parts List: Fence Assembly (TS29 Shaper) continued
No. Part No. Description Quantity
57 TS29-037 Retaining Ring ....................................................................................................1
58 BB-6204 Ball Bearing 6204 ...............................................................................................1
60 TS29-038 Bevel Gear ..........................................................................................................1
62 TS29-039 Retainer ..............................................................................................................1
63 TS-1524041 Socket Set Screw, M8 x 16................................................................................2
64 TS29-040 Retainer, R42 ......................................................................................................1
65 TS29-041 Lock Knob, M12 .................................................................................................1
67 TS-1505041 Socket Head Cap Screw, M10 x 30 ....................................................................3
68 TS29-042 Worm Base ........................................................................................................1
69 TS29-043 Bevel Gear ..........................................................................................................1
71 TS29-044 Collar ..................................................................................................................1
73 TS29-045 M8 Knob w/S tud .................................................................................................2
74 TS29-196 Socket Set Screw, M5 x 4 ..................................................................................1
75 TS29-046 Bushing ..............................................................................................................1
76 TS29-047 Vertical Hex Post................................................................................................1
77 TS29-048 Thumb Screw, M8 x 17 .......................................................................................8
78 TS-1533042 Pan Head Phillips Machine Screw, M5 x 12 .......................................................4
79 TS-1550031 Flat Washer, M5.................................................................................................4
80 TS29-049 Bolt .....................................................................................................................1
81 TS29-050 Swivel Handle .....................................................................................................1
82 TS29-051 Handwheel..........................................................................................................1
83 TS29-052 Dust Port ............................................................................................................1
84 TS-1523011 Socket Set Screw, M6 x 6 ..................................................................................2
86 TS29-053 Upper Dial Indicator ............................................................................................1
87 TS-1502031 Socket Head Cap Screw, M5 x 12......................................................................2
24
Page 25

Fence Assembly (TS29 Shaper)
25
Page 26

Parts List: Spindle Assembly (TS29 Shaper)
No. Part No. Description Quantity
1 6293033 Spindle Nut, 3/4 ..................................................................................................1
6293034 Spindle Nut, 1 .....................................................................................................1
6293035 Spindle Nut, 1-1/4 ...............................................................................................1
2 TS29-054 Keyed Washer, 3/4 .............................................................................................1
TS29-055 Keyed Washer , 1................................................................................................1
TS29-056 Keyed Washer , 1-1/4 ..........................................................................................1
3 TS29-057 Spacer, 3/4 (Set of 8 pcs.) ..................................................................................1
TS29-058 Spacer, 1 (Set of 8 pcs.).....................................................................................1
TS29-059 Spacer, 1-1/4 (Set of 8 pcs.) ...............................................................................1
4 6293040 Retainer Nut, 1-1/4..............................................................................................1
5 6293041 Collet Nut, 1-1/4..................................................................................................1
6 6293042 Bushing, 1/4 .......................................................................................................1
7 6293043 Collet Chuck, 1/2................................................................................................1
8 TS29-060 Interchangeable Spindle, 3/4...............................................................................1
TS29-061 Interchangeable Spindle, 1..................................................................................1
TS29-062 Interchangeable Spindle , 1-1/4............................................................................1
9 TS-1502041 Socket Head Cap Screw, M5 x 16 ......................................................................4
10 TS29-063 Plate ...................................................................................................................1
1 1 BB-6008Z Bearing 6008Z ....................................................................................................2
12 TS29-064 K ey, M6 x 54 ......................................................................................................1
13 TS29-065 Retaining Ring, S40 ............................................................................................1
14 TS29-066 Spindle................................................................................................................1
15 TS29-067 Spring Disk, 61.5 x 40.5 x 0.7 ............................................................................2
16 BB-6206Z Bearing 6206Z ....................................................................................................1
17 TS29-068 Spacer ................................................................................................................1
18 TS29-069 Spindle Pulley.....................................................................................................1
19 TS29-070 Pulley Nut...........................................................................................................1
20 TS-1523011 Socket Set Screw, M6 x 6 ..................................................................................1
21 TS29-200 Belt, 3V x 375 ....................................................................................................1
TS29-071 3/4" Interchangeable Spindle Assembly (Items 1, 2, 3, 8)
TS29-072 1" Interchangeable S pindle Assembly (Items 1, 2, 3, 8)
TS29-073 1-1/4" Interchangeable Spindle Assembly (Items 1, 2, 3, 8)
TS29-074 Collet Chuck w/Bushing Assembly (Items 5 thru 7)
26
Page 27

Spindle Assembly (TS29 Shaper)
27
Page 28

Parts List: Cabinet Assembly (TS29 Shaper)
No. Part No. Description Quantity
1 TS-1502041 Socket Head Cap Screw, M5 x 16 ......................................................................9
2 TS29-075 Table Insert, 2-1/2" I.D. .......................................................................................1
4 TS29-076 Table Insert, 5-1/2" I.D. .......................................................................................1
6 TS29-077 Table Insert (Tilting).............................................................................................1
7 TS29-078 Dust Chute .........................................................................................................1
8 TS-1533032 Pan Head Phillips Machine Screw, M5 x 10 .......................................................4
9 TS-1550031 Flat Washer , M5.................................................................................................4
11 TS-2360121 Flat Washer, M12 ...............................................................................................4
12 TS29-079 Cabinet ...............................................................................................................1
13 TS-236112 Lock Washer, M12..............................................................................................5
14 TS-2211451 Hex Cap Screw, M12 x 45 ..................................................................................4
15 TS29-080 Control Panel ......................................................................................................1
16 TS-2244102 Pan Head Phillips Machine Screw, M4 x 10 .......................................................3
17 TS-154007 Hex Nut, M10 .....................................................................................................2
18 TS29-081 Fixed Screw .......................................................................................................1
19 TS29-082 Spring .................................................................................................................1
20 TS29-083 Knob ...................................................................................................................1
21 TS29-084 Front Cabinet Door..............................................................................................1
22 TS29-085 Front Door Handle...............................................................................................1
23 TS29-086 Latch Assembly ..................................................................................................1
24 TS29-087 Hinge Bracket .....................................................................................................1
25 TS-1502021 Socket Head Cap Screw, M5 x 10......................................................................2
26 TS29-088 Handwheel..........................................................................................................1
28 TS-231121 Cap Nut, M12 .....................................................................................................1
29 TS29-089 Knob w/Stud .......................................................................................................1
30 TS29-090 Tilting Scale Base...............................................................................................1
31 TS29-091 Rear Cabinet Door ..............................................................................................1
32 TS29-092 Plastic Switch Cover ...........................................................................................1
33 TS29-093 Speed Indicator Cover .........................................................................................1
34 TS29-094 Rear Door Latch Assembly .................................................................................1
28
Page 29

Cabinet Assembly (TS29 Shaper)
29
Page 30

Parts List: Sliding Table Assembly (TS29 Shaper)
No. Part No. Description Quantity
1 TS29-095 Main Table..........................................................................................................1
2 TS-1504101 Socket Head Cap Screw, M8 x 50 ......................................................................6
3 TS29-096 Ring Nut..............................................................................................................6
4 TS29-097 Bearing Race ......................................................................................................6
5 BB-6004ZZ Ball Bearing 6004ZZ............................................................................................6
6 TS29-098 Retaining Ring, R42 ............................................................................................6
7 TS29-099 Bushing ..............................................................................................................6
8 TS29-100 Nut ......................................................................................................................1
9 TS29-197 Socket Set Screw, M5 x 30 ................................................................................1
10 TS29-101 Lock Ring ...........................................................................................................1
11 TS-236110 Lock Washer, M10..............................................................................................3
12 TS-1540072 Hex Nut, M10 .....................................................................................................1
13 TS29-102 Table Lock Pin....................................................................................................1
14 TS29-103 Spring .................................................................................................................1
15 TS29-104 Housing ..............................................................................................................1
16 TS29-105 Roll Pin ...............................................................................................................1
17 TS29-106 Clamp Casting ....................................................................................................1
18 TS-1523041 Socket Set Screw, M6 x 12................................................................................1
19 TS29-107 Plunger Pad........................................................................................................1
20 TS29-108 Locking Arm .......................................................................................................1
21 TS29-109 Plunger ...............................................................................................................1
22 TS29-110 Spring .................................................................................................................1
23 TS-1524031 Socket Set Screw, M8 x 12................................................................................1
24 TS29-1 11 Horizontal Post...................................................................................................1
25 TS-149105 Hex Cap Screw, M10 x 35 ..................................................................................2
27 TS29-1 12 Post Clamp.........................................................................................................1
28 TS29-1 13 Vertical Post .......................................................................................................1
29 TS29-1 14 Retaining Ring, S25 ............................................................................................1
30 TS29-1 15 Lock Lever, M6 ...................................................................................................2
31 TS29-1 16 Knob, M10 ..........................................................................................................1
33 TS-1550071 Flat Washer, M10 ...............................................................................................1
34 TS29-1 17 Mitre Gauge Body...............................................................................................1
35 TS29-1 18 Sliding Table .......................................................................................................1
39 TS29-1 19 Aluminum Fence ................................................................................................1
40 TS29-120 Knob w/ Stud ......................................................................................................1
41 TS-1482071 Hex Cap Screw, M6 x 35 ....................................................................................1
42 TS29-121 Scale ..................................................................................................................1
43 TS-1481061 Hex Cap Screw, M5 x 25 ....................................................................................1
44 TS29-122 Lock Lever ..........................................................................................................1
45 TS29-123 Sliding Block ......................................................................................................1
46 TS29-124 Stop Plate...........................................................................................................1
47 TS-1540031 Hex Nut, M5 .......................................................................................................1
48 TS29-125 Extension Bar .....................................................................................................1
49 TS29-126 Knob w/ Stud ......................................................................................................1
50 TS29-127 Support Fence ....................................................................................................1
51 TS29-128 Scale ..................................................................................................................1
30
Page 31

Sliding Table Assembly (TS29 Shaper)
31
Page 32

Parts List: Speed Indicator (TS29 Shaper)
No. Part No. Description Quantity
1 TS29-129 Belt Fork ............................................................................................................1
2 TS29-130 Fork Slide ..........................................................................................................2
3 TS29-131 Rack ..................................................................................................................1
4 TS29-132 Gear ...................................................................................................................1
5 TS29-133 Block .................................................................................................................1
6 TS29-134 Mount Bracket ...................................................................................................1
7 TS29-135 Sensor ...............................................................................................................1
8 TS29-201 Pan Head Machine Screw, 5/32 x 1-1/4 Lg ........................................................5
9 TS29-202 Pan Head Machine Screw, 5/32 x 1-1/2 Lg ........................................................1
10 TS29-136 Terminal .............................................................................................................1
1 1 TS29-203 Hex Nut, 5/32 ..................................................................................................13
12 TS29-137 Spring.................................................................................................................1
13 TS29-138 Steel Ball, 1/4 ....................................................................................................1
32
Page 33

Speed Indicator (TS29 Shaper)
33
Page 34

Parts List: Electrical Components (TS29 Shaper)
No. Part No. Description Quantity
1 TS29-139 Speed Indicator Light..........................................................................................5
2 TS29-140 Stop Button ........................................................................................................1
3 TS29-141 Start Switch .......................................................................................................1
4 TS29-142 Forward/Reverse Switch .....................................................................................1
5 TS29-143 Transformer ........................................................................................................1
6 TS29-144 Control Box ........................................................................................................1
7 TS29-145 Magnetic Starter w/Overload Relay ....................................................................1
34
Page 35

Electrical Components (TS29 Shaper)
35
Page 36

Parts List: Quill Assembly (TS29 Shaper)
No. Part No. Description Quantity
1 TS-149105 Hex Cap Screw, M10 x 35 ..................................................................................4
2 TS-2361 10 Lock Washer, M10..............................................................................................4
3 TS29-146 Motor Pulley .......................................................................................................2
4 TS29-147 Motor Shaft Sleeve..............................................................................................1
5 TS29-148 Retainer ..............................................................................................................1
6 TS-2279351 Socket Set Screw, M10 x 35..............................................................................1
7 TS-1540071 Hex Nut, M10 .....................................................................................................1
8 TS29-149 Motor Mount .......................................................................................................1
9 TS29-150 Belt Release Handle ...........................................................................................1
10 TS-1491041 Hex Cap Screw, M10 x 30 ..................................................................................1
11 TS-1550071 Flat Washer, M10 ...............................................................................................3
12 TS29-151 Spacer ................................................................................................................1
13 TS29-152 Stud ....................................................................................................................1
14* TS-2288202 Pan Head Phillips Machine Screw , M8 x 20 .......................................................1
15 TS-1540061 Hex Nut, M8 .......................................................................................................1
16 TS29-153 Linkage ...............................................................................................................1
17 TS-1550061 Flat Washer, M8.................................................................................................2
18 TS-1491031 Hex Cap Screw, M8 x 25 ....................................................................................1
19 TS-1502051 Socket Head Cap Screw, M5 x 20......................................................................4
20 TS29-154 Handle L.H..........................................................................................................1
21 TS29-155 Bushing L.H........................................................................................................1
22 TS29-156 Top Trunnion L.H.................................................................................................1
23 TS-1491081 Hex Cap Screw, M10 x 50 ..................................................................................1
24 TS29-157 Spacer ................................................................................................................1
25 TS29-158 Bottom Trunnion L.H. ..........................................................................................1
26 TS29-159 Trunnion Main Frame ..........................................................................................1
27 TS-1491031 Hex Cap Screw, M10 x 25 ..................................................................................6
28 TS29-160 Spring Hook ........................................................................................................1
29 TS-154010 Hex Nut, M16 .....................................................................................................1
30 TS29-161 Quill Housing ......................................................................................................1
31 TS-2360121 Flat Washer, M12 ...............................................................................................5
32 TS-2211451 Hex Head Bolt, M12 x 45....................................................................................4
33 TS29-162 Raising Gear.......................................................................................................1
34 TS29-163 Base Plate..........................................................................................................1
35 TS29-164 End Cap..............................................................................................................1
36 TS-2310162 Hex Nut, M16 .....................................................................................................1
37 TS29-165 Hex Head Bolt, M8 x 10 .....................................................................................1
38 TS29-166 Stud ....................................................................................................................1
39 TS29-167 Spring .................................................................................................................1
40 TS-1540061 Hex Nut, M8 .......................................................................................................3
41 TS29-198 Socket Set Screw, M8 x 50................................................................................1
43 TS-1490021 Hex Cap Screw, M8 x 16 ....................................................................................1
44 TS-1502071 Socket Head Cap Screw, M5 x 30......................................................................4
45 TS29-168 Draw Bar .............................................................................................................1
46 TS29-169 Bevel Washer .....................................................................................................1
47 TS-0561051 Hex Nut, 1/2-13 ..................................................................................................2
48 TS29-170 Locking Post ......................................................................................................1
49 TS29-171 K ey, 4 x 12mm ...................................................................................................1
50 TS29-172 Raising Shaft ......................................................................................................1
51 TS29-173 K ey, 4 x 24mm ...................................................................................................1
52 TS29-174 Swivel Handle .....................................................................................................1
53 TS29-175 Outer Casing ......................................................................................................1
54 TS29-176 Retaining Ring ....................................................................................................1
36
Page 37

Parts List: Quill Assembly (TS29 Shaper) continued
No. Part No. Description Quantity
55 TS29-177 Handwheel ..........................................................................................................1
56 TS-1503071 Socket Head Cap Screw, M6 x 30......................................................................4
57 TS-1540081 Hex Nut, M12 .....................................................................................................1
58 TS29-178 Handwheel ..........................................................................................................1
60 TS-2331121 Cap Nut, M12 .....................................................................................................1
61 TS29-179 Quill ....................................................................................................................1
62 TS-1503041 Socket Head Cap Screw, M6 x 16......................................................................1
63 TS29-180 Key.....................................................................................................................1
64 TS29-181 Fixed Nut............................................................................................................1
65 TS-1502041 Socket Head Cap Screw, M5 x 16......................................................................3
66 TS29-182 Segment Gear ....................................................................................................1
67 TS-1550061 Flat Washer, M8.................................................................................................3
68 TS29-183 Inner Trunnion R.H. .............................................................................................1
69 TS29-184 Locking Post ......................................................................................................1
70 TS29-185 Locking Pin.........................................................................................................1
71 TS29-186 Spring .................................................................................................................1
72 TS29-187 Spring Retainer ...................................................................................................1
73 TS-1523071 Socket Set Screw, M6 x 25................................................................................1
74 TS29-188 Lock Knob ..........................................................................................................1
75 TS-1490071 Hex Cap Screw, M8 x 40 ....................................................................................3
76 TS29-189 Sleeve .................................................................................................................1
77 TS29-190 Handle R.H. ........................................................................................................1
78 TS-1502051 Socket Head Cap Screw, M5 x 20......................................................................8
79 TS29-191 Tilt Shaft End Plate.............................................................................................1
80 TS29-204 Bearing ...............................................................................................................2
81 TS29-192 Tilt Shaft .............................................................................................................1
82 TS29-193 Bearing Block .....................................................................................................1
83 TS29-194 Motor, 7.5HP, 3Ph, 230/460V, 60Hz, TEFC.........................................................1
37
Page 38

Quill Assembly (TS29 Shaper)
38
Page 39

Electrical Schematic (TS29 Shaper)
To order parts or reach our service department, please call our toll-free number between 7:30 a.m. and 6:00 p.m.
(CST), Monday through Friday . Having the Model Number and Serial Number of your machine available when you
call will allow us to serve you quickly and accurately . Locating the stock number of the part(s) required from your
parts manual will also expedite your order.
Phone No.: (800) 274-6848
Website: www.powermatic.com
39
Page 40

08/02
WMH TOOLGROUP
2 4 2 0 V a n t a g e D r i v e
Elgin, IL 60123
Phone: (800) 274-6848
Website: www.wmhtoolgroup.com
C
POWERMA TIC ALL RIGHTS RESERVED
 Loading...
Loading...