

Page 1

Инструкция по эксплуатации и запасные части
Фрезерный станок
Модель TS29
JPW Tools AG, Tämperlistrasse 5, CH-8117 Fällanden,
Switzerland
Phone +41 44 806 47 48
Fax +41 44 806 47 58
www.jettools.com
Page 2

2
Содержание
Предупреждение! ......................................................................................................................................... 3
Описание ...................................................................................................................................................... 6
Технические характеристики ....................................................................................................................... 6
Распаковка ................................................................................................................................................... 7
Содержимое контейнера .......................................................................................................................... 7
Сборка .......................................................................................................................................................... 8
Установка сменного шпинделя ................................................................................................................ 8
Сменный шпиндель с приводным стержнем ........................................................................................... 8
Установка фрез ........................................................................................................................................ 9
Установка упора ..................................................................................................................................... 10
Установка защиты .................................................................................................................................. 10
Вытяжной штуцер ................................................................................................................................... 11
Устройство для фрезерования под углом с прижимом ......................................................................... 11
Угловой упор .......................................................................................................................................... 11
Инструкции по заземлению ....................................................................................................................... 12
Настройка станка ....................................................................................................................................... 13
Изменение скорости ............................................................................................................................... 13
Фиксатор шпинделя ............................................................................................................................... 14
Вертикальный ход шпинделя ................................................................................................................. 14
Наклон шпинделя ................................................................................................................................... 15
Регулировка упора ................................................................................................................................. 15
Регулировка каретки .............................................................................................................................. 16
Управление станком .................................................................................................................................. 16
Работа ........................................................................................................................................................ 17
Положение колец ................................................................................................................................... 18
Копирование (Обработка с приспособлением) ..................................................................................... 19
Подача заготовки ................................................................................................................................... 19
Техническое обслуживание ....................................................................................................................... 20
Смазка .................................................................................................................................................... 20
Устранение неисправностей ..................................................................................................................... 21
Запасные части .......................................................................................................................................... 24
Fence Assembly – Parts List .................................................................................................................... 24
Fence Assembly – Exploded View............................................................................................................ 26
Spindle Assembly – Parts List .................................................................................................................. 27
Spindle Assembly – Exploded View .......................................................................................................... 28
Cabinet Assembly – Parts List .................................................................................................................. 29
Cabinet Assembly – Exploded View ......................................................................................................... 30
Sliding Table Assembly – Parts List .......................................................................................................... 31
Sliding Table Assembly – Exploded View ................................................................................................. 32
Speed Indicator – Parts List ..................................................................................................................... 33
Speed Indicator – Exploded View ............................................................................................................. 34
Electrical Components – Parts List ........................................................................................................... 35
Electrical Components – Exploded View .................................................................................................. 36
Quill Assembly – Parts List ....................................................................................................................... 37
Quill Assembly – Exploded View .............................................................................................................. 39
Схема электроподключения фрезерного станка TS29 ............................................................................. 40
Page 3

3
Предупреждение!
1. Перед началом сборочных операций или эксплуатации станка полностью прочтите и уясните
руководство пользователя.
2. Прочтите и уясните предупреждения об опасности, размещенные на станке и в данном
руководстве. Несоблюдение данных предупреждений может стать причиной серьезных травм.
3. Замените предупредительные надписи, если они были удалены или стали неразборчивыми.
4. Данный фрезерный станок предназначен для эксплуатации только должным образом обученным и
опытным персоналом. Если Вы не знакомы с надлежащей и безопасной эксплуатацией станка, не
работайте на нем до приобретения соответствующих знаний и подготовки.
5. Используйте фрезерный станок только в целях, для которых он предназначен. В случае
использования станка в иных целях, компания Powermatic отказывается от действительной и
подразумеваемой гарантии и снимает с себя ответственность за любые травмы, которые могут
быть получены в результате подобной эксплуатации.
6. Всегда используйте соответствующие средства защиты глаз/лица во время работы на станке.
Повседневные очки имеют только ударопрочные линзы; они не являются защитными очками.
7. Перед эксплуатацией станка снимите галстук, кольца, наручные часы и другие украшения, а также
закатайте рукава выше локтей. Снимите свободную одежду и спрячьте длинные волосы.
Рекомендуется использовать обувь с нескользящей подошвой или противоскользящий коврик. Не
работайте в перчатках.
8. Используйте защиту слуха (беруши или наушники) в период длинных операций.
9. Некоторая пыль, образующаяся в процессе шлифования, пиления, сверления и прочих
механических действий, содержит химические вещества, которые могут стать причиной
возникновения рака, врожденных пороков и нанести вред репродуктивной системе. Некоторые
примеры таких веществ:
• Свинец, содержащийся в краске на свинцовой основе.
• Кристаллический кварц, содержащийся в кирпичах, цементе и других материалах строительной
промышленности.
• Мышьяк и хром, содержащийся в химически обработанной древесине.
Риск, которому Вы подвергаетесь, зависит от частоты производства данного вида работ. Для
уменьшения влияния указанных химических веществ работайте в хорошо проветриваемом
помещении, используя соответствующие средства защиты, такие как маски или респираторы,
разработанные специально для микроскопических частиц.
10.
Не работайте на станке, если устали или находитесь под влиянием наркотиков, алкоголя или
медикаментов.
11. Перед подключением станка к источнику питания убедитесь, что переключатель находится в
положении OFF (ВЫКЛ.).
12. Удостоверьтесь, что станок правильно заземлен.
13. Производите настройку и техническое обслуживание только на станке, отключенном от сети.
14. Уберите регулировочный инструмент и гаечные ключи. Перед включением станка возьмите за
правило проверять, убран ли со станка регулировочный инструмент и ключи.
15. Во время эксплуатации станка защитные заграждения должны всегда находиться на своих местах.
Если они были сняты для проведения технического обслуживания, будьте особенно осторожны.
После завершения технического обслуживания немедленно установите заграждения.
16. Проверяйте детали станка на предмет повреждения. Перед дальнейшей эксплуатацией станка
защитное заграждение или другую поврежденную деталь следует тщательно проверить на
предмет нормальной работы и выполнения предусмотренных функций. Проверьте расположение
Page 4

4
подвижных частей станка, отсутствие заедания подвижных частей, повреждений деталей,
крепления и другие условия, которые могут повлиять на эксплуатацию станка. Защитное
заграждение или поврежденная деталь должна быть отремонтирована надлежащим образом или
заменена.
17. Обеспечьте надлежащую рабочую зону вокруг станка, а также безбликовое верхнее освещение.
18. Посетителям следует находиться на безопасном расстоянии от рабочей зоны. Не допускайте в
рабочую зону детей.
19. Сделайте рабочую зону недоступной для детей с помощью навесных замков, центральных
выключателей или путем съема пусковой кнопки.
20. Сосредоточьте все внимание на работе. Отвлечение от работы, разговоры и баловство на
рабочем месте расцениваются как небрежное отношение к работе и могут стать причиной
получения серьезных травм.
21. Запрещается направлять руки непосредственно над
или напротив фрезы. Как только одна рука
приближается на расстояние 12 дюймов (300 мм),
уберите ее (или толкатель) по дуге и расположите
руку в 300 мм за фрезой. См. рис. А.
22. Всегда сохраняйте уравновешенную позу, чтобы не
попасть под фрезу или другие подвижные части
станка. Не перенапрягайтесь и не прилагайте
чрезмерных усилий для выполнения операций.
23. Используйте подходящий инструмент при соответствующей скорости и подаче. Не применяйте
инструмент или другие приспособления для выполнения непредназначенных для них работ.
Правильно выбранный инструмент более эффективен и безопасен.
24. Используйте рекомендуемую оснастку; неподходящая оснастка может быть опасной.
25. Внимательно относитесь к проведению технического обслуживания инструмента. Для
обеспечения наилучшей эффективности и безопасной работы следите, чтобы инструмент был
острым и чистым. Соблюдайте инструкции по смазке
и замене комплектующих.
26. Подавайте заготовку в противоположном вращению
фрезы направлении. Запрещается отводить
заготовку обратно, если резание уже началось.
Вместо этого подвиньте заготовку к себе и начните
рез заново. См. рис. B.
27. При фрезеровании учитывайте правило 300 мм: Не
приближайте руки ближе 300 мм к фрезе.
28. Запрещается обрабатывать заготовки длинной
менее 300 мм без специальных фиксаторов. На
практике рекомендуется сначала отфрезеровать
более длинную заготовку, а потом отрезать до
нужного размера.
29. При фрезеровании с кольцами у кольца должно быть соответствующая опорная поверхность (см.
стр. 18). Работа должна происходить с нажимом в меру, пропорционально необходимому
фрезерованию. Не обрабатывайте короткие и легковесные заготовки на кольцах.
Page 5
5
30. Расстояние между планками упора должно быть
минимальным, достаточным только для очистки
фрезы.
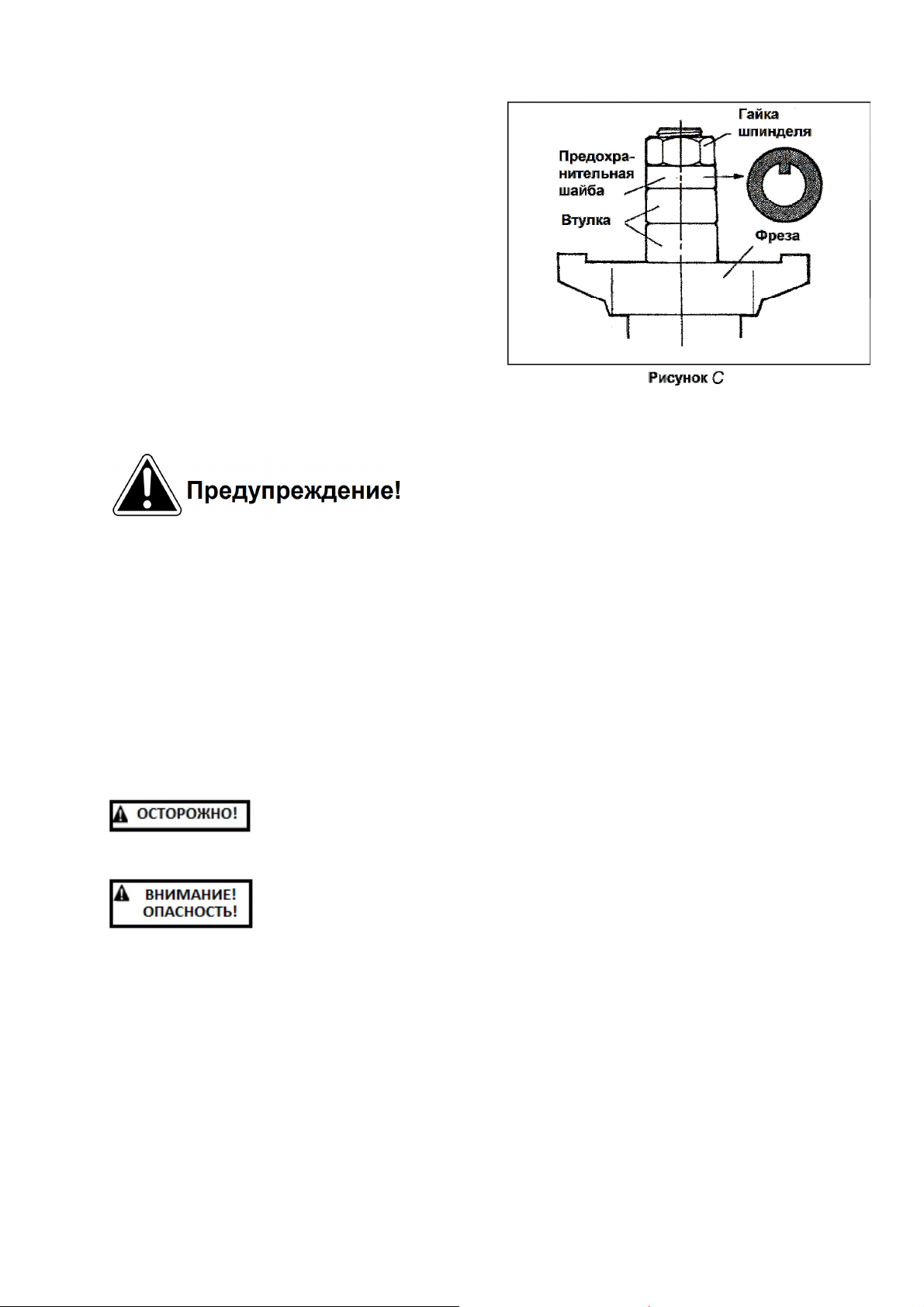
31. Никогда не закручивайте гайку на шпинделе без
установки под неё шайбы с выступом против
прокручивания. См. рис. С. Это препятствует
прокручиванию гайки в момент запуска шпинделя
против часовой стрелки. Не устанавливайте на ее
место шайбу другого типа.
32. Всегда используйте приспособление для
фрезерования под углом или прижимы при
фрезеровании кромки заготовки шириной менее
150 мм. Во время этой операции упор следует
снять.
33. Убедитесь, что шпиндель и шомпол затянуты на
оправке.
34. Выключайте станок перед очисткой. Используйте щетки или сжатый воздух для удаления стружки
и обрезков, не убирайте их руками.
35. Не вставайте на станок. При опрокидывании станка можно получить серьезную травму.
36. Запрещается оставлять включенный станок без присмотра. Отключите питание и не оставляйте
станок, пока фреза полностью не остановится.
37. Убирайте ненужные предметы и заготовки из рабочей зоны перед запуском станка.
Ознакомьтесь со следующими предупреждающими знаками, используемыми в инструкции:
Несоблюдение предупреждений может привести к небольшим травмам и/или
повреждению станка.
Несоблюдение предупреждений может привести к тяжелым травмам и,
возможно, к смерти.
- -
СОХРАНИТЕ ДАННЫЕ ИНСТРУКЦИИ
- -
Page 6

6
Описание
Инструкция предоставлена компанией Powermatic и включает в себя описание процедур безопасной
работы и технического обслуживания для фрезерного станка TS29. Руководство содержит инструкции
по установке, меры безопасности, общие указания по работе на станке, инструкции по техническому
обслуживанию и список запасных частей. При использовании в соответствии с инструкциями,
приведенными в данном руководстве, станок рассчитан на годы безотказной работы. Если вы хотите
задать вопрос или оставить комментарий, пожалуйста, свяжитесь с поставщиком либо с компанией
Powermatic. Также вы можете посетить сайт компании Powermatic: www.powermatic.com.
Технические характеристики
Модель ................................................................................................................................................................... TS29
Артикул .................................................................................................................................................. 1791284-PMRU
Двигатель ................................................................................................................... 7.5 л.с. (5.6 кВт), 3 фазы, 400 В
Электроуправление ............................................................................................................................. 24 В, магнитное
Размеры сменных шпинделей (с местом под гайкой), мм ............................................................................. 30 (120)
и 12.75 мм, 12 мм и 8 мм цанговым патроном
Вертикальный ход шпинделя (мм) ......................................................................................................................... 178
Число оборотов шпинделя (об/мин) ......................................................................... 3000, 4000, 6000, 8000 и 10,000
Наклон шпинделя (градусы)........................................................................................................... 5 назад, 45 вперед
Габаритные размеры стола (Д x Ш) (мм) .................................................................................................... 1308 x 850
Размер каретки (Д x Ш) (мм) ........................................................................................................................ 1302 x 286
Ход каретки (мм) .................................................................................................................................................... 1250
Макс. диаметр фрезы ниже стола (мм) .................................................................................................................. 228
Макс. диаметр фрезы над столом (мм) .................................................................................................................. 305
Вкладыш стола (мм) ................................................. три: 63.5 внутр. диам.; 140 внутр. диам; и с овальным пазом
Размер упора (с механическим устройством цифр. индикации) (мм) ....................................................... 1168 x 127
Ход упора (макс. и миним.) (мм) ..................................................................................................................... 136 и 92
Диаметр вытяжного штуцера (два) (мм) ................................................................................................................ 127
Миним. производительность системы отвода пыли, м
Вес с упаковкой (кг) .................................................................................................................................................. 620
Вес нетто (кг) ............................................................................................................................................................ 530
Габаритные размеры (Д x Ш x В) (мм) .......................................................................................... 1295 x 1118 x 1346
3
/мин .................................................................................. 22
Данные технические характеристики были актуальны на момент публикации инструкции по
эксплуатации. В связи с нашей политикой постоянного улучшения продукции, компания Powermatic
оставляет за собой право в любое время вносить изменения в технические характеристики без
предварительного уведомления потребителя и без каких-либо обязательств.
Page 7

7
Распаковка
Откройте транспортировочный контейнер и
все отдельные коробки, содержащие
комплектующие, проверьте все на наличие
повреждений при транспортировке. При
обнаружении повреждений сообщите
немедленно поставщику или транспортной
компании. Сравните содержимое контейнера
со следующим списком деталей и убедитесь
в их невредимости. Тщательно изучите
инструкцию по сборке, техническому
обслуживанию и изучите меры безопасности.
Содержимое контейнера
1 Фрезерный станок
1 Узел упора
1 Вытяжной желоб
1 Устройство для фрезерования под углом
и прижим
2 Алюминиевые планки упора
1 Ящик со стандартными комплектующими
(показан ниже)
1 Инструкция
Стандартные комплектующие:
A. Ключ для гайки шпинделя
B. Ключи для шпинделя (1)
C. Набор рожковых гаечных ключей
D. Набор торцевых шестигран. ключей
E. Цанги шпинделя (12.7 мм,12 мм и 8 мм)
Примечание: позиции A-L включены в упаковку инструмента № TS29-TP.
Перед сборкой станка полностью прочтите и уясните инструкции по
сборке! Несоблюдение предписаний может стать причиной серьезных травм.
F. Гайка шпинделя
G. Контргайка
H. Приводной стержень
J. Смазочный пистолет
K. Вкладыш стола (2)
L. Сменный шпиндель 30 мм (1)
Page 8

8
Сборка
Требуемый инструмент:
Кран с лебедкой или вилочный погрузчик.
Ключи 9/16", 7/16" и 1/2".
1. Снимите все части деревянного ящика
вокруг станка.
2. Снимите болты, которые крепят станок к
платформе.
3. Станок можно поднять краном с
лебедками (Рис. 1) либо вилочным
погрузчиком (Рис. 2), грузоподъемность
каждого оборудования должна
составлять не менее 1 тонны. Уберите
платформу из-под станка.
4. Станок следует установить на твердый,
выровненный фундамент,
предпочтительно на цементный пол.
Когда станок будет поставлен на место,
проверьте его уровень слева направо и
спереди назад. При необходимости
установите металлические подкладки под
углами станка для выставления уровня.
5. Прикрутите станок к полу
высококачественными винтами через
отверстия на дне тумбы.
6. Открытые металлические детали, такие
как поверхность стола, были покрыты
защитной смазкой на заводеизготовителе. Ее следует удалить при
помощи мягкой ткани и растворителя
(например, уайт-спирита). Не
используйте абразивную ткань.
Установка сменного шпинделя
Одной из особенностей станка является
возможность установки сменных шпинделей
с приводным стержнем или без. На станке
можно использовать фасонную фрезу.
Рисунок 1
Рисунок 2
Сменный шпиндель с приводным
стержнем
1. Отключите станок от источника питания и
снимите вкладыш стола (ПРИМЕЧАНИЕ:
удаление наклонной вставки не
обязательно)
2. Полностью поднимите вал шпинделя.
Page 9

9
3. Тщательно очистите конус сменного
шпинделя и внутренний конус вала при
помощи мягкой ткани, смоченной в
керосине или уайт-спирите (не
используйте бензин или растворитель
лаков).
4. Закрутите короткий резьбовой конец
приводного стержня (B, рис. 3) в
резьбовое отверстие нижнего конца
сменного шпинделя (А, рис. 3). Снимите
две контргайки и клиновидную шайбу с
другого конца приводного стрежня (В,
рис. 3).
5. Аккуратно вставьте приводной стержень
(В, рис. 3) и шпиндель (А, рис. 3) вниз в
вал, как показано на рисунке. Убедитесь,
что шпонка (С, рис. 3) на шпинделе
вошла в канавку (D, рис. 3), закрутите
гайку шпинделя (Е, рис. 3) на резьбу (F,
рис. 3).
6. Зацепите фиксатор шпинделя (см.
«Фиксатор шпинделя» на стр. 14)
7. Используйте поставляемый ключ (G, рис.
4), чтобы затянуть гайку шпинделя (E,
рис. 4).
8. Откройте дверцу тумбы и установите
клиновидную шайбу (H, рис. 5) на нижний
конец приводного стержня (B, рис. 5).
Рисунок 3
Рисунок 4
9. Установите и крепко затяните две
контргайки (I, рис. 5) ключом 19 мм.
10. Расцепите фиксатор шпинделя.
Установка фрез
1. Отключите станок от источника питания и
зацепите фиксатор шпинделя.
2. Установите фрезу (A, рис. 6) или
требуемую цангу (В, рис. 6) на шпинделе,
как показано на рисунке.
3. Установите шайбу с выступом (C, рис. 6)
и затяните гайку (D, рис. 6) при помощи
поставляемого ключа.
4. Перед началом работ расцепите
фиксатор шпинделя.
ПРИМЕЧАНИЕ: Всегда, когда возможно,
фреза должна быть расположена на
шпинделе таким образом, чтобы рез
производился под поверхностью заготовки.
Рисунок 5
Рисунок 6
Page 10

10
Всегда сначала
устанавливайте на шпинделе шайбу с
выступом (С, рис. 6) перед накручиванием
гайки. Несоблюдение этого правила может
привести к тяжелым травмам.
Установка упора
1. Разместите корпус упора (А, рис. 7) на
столе. Установите две фиксирующие
рукоятки (Е, рис. 7) с шайбами, и
прикрепите упор к столу при помощи
одного из двух комплектов отверстий на
столе.
2. Прикрепите брусок (В, рис. 8) к передней
половине упора при помощи
фиксирующей ручки (С, рис. 8) и шайбы.
Продвиньте алюминиевый упор (D, рис.
8) к бруску. (ПРИМЕЧАНИЕ: правый и
левый упор немного различаются. Под
ручку (С, рис. 8) требуется только одна
шайба, показанная на рис. 8. На другой
стороне требуется две шайбы под
ручкой.)
Рисунок 7
3. Повторите шаги для другой стороны.
ПРИМЕЧАНИЕ: фиксирующие ручки (С, рис.
8) подпружинены, можно менять их
положение, потянув ручку и повернув ее на
гайке.
4. Установите крышку (К, рис. 7) при
помощи двух фиксирующих ручек и
плоских шайб.
Установка защиты
Защитный блок можно установить
различными способами, в зависимости от
типа работ, которые требуется произвести.
Рис. 7 показывает один из способов.
1. Установите пружинную защиту (F, рис. 7),
держатель (G, рис. 7) и прозрачную
пластиковую защиту (H, рис. 7) на
установочный стержень (J, рис. 7),
расположенный наверху крышки упора (К,
рис. 7), используя стержень и фиксаторы.
На защелку установочного стержня (L,
рис. 7) можно надавить, чтобы лучше
закрепить защиту на месте.
2. Пружинную защиту (F, рис. 7), держатель
(G, рис. 7) и прозрачную пластиковую
защиту (Н, рис. 7) можно отводить в
сторону, когда они не используются или
когда проводится настройка. Просто
потяните защелку (L, рис. 7) и отодвиньте
весь узел назад.
Рисунок 8
Page 11

11
Вытяжной штуцер
Установите вытяжной штуцер у задней
кромки стола при помощи двух винтов с
полукруглой головкой M5 x 10 и двух шайб
M5. См. рис. 9.
Рисунок 9
Устройство для фрезерования под
углом с прижимом
Установите устройство для фрезерования
под углом и прижим на каретке следующим
образом:
1. Вставьте шток (A, рис. 10) узла прижима
в отверстие (B, рис. 10) корпуса углового
упора (C, рис. 10), затем закрутите шток
(A, рис.10) в отверстие (D, рис. 10)
каретки.
2. Вставьте ось фиксирующей ручки (E,
Рис.10) в паз (F, Рис. 10) углового упора и
завинтите ось в отверстие (G, Рис. 10)
каретки.
3. Прижим (H, Рис. 11) поставляется с
угловым упором, чтобы надежно
удерживать заготовку при фрезеровании
небольших заготовок перпендикулярно
волокнам древесины. Прижим следует
установить, как показано на рисунке, его
можно регулировать, ослабив винты (J,
Рис. 11).
Рисунок 10
Рисунок 11
Угловой упор
1. Продвиньте угловой упор (A, рис. 12)
через две квадратные гайки (B, рис. 12),
которые прикреплены к резьбовой части
фиксирующих ручек (C, рис. 12).
2. Чтобы передвигать угловой упор влево-
вправо, ослабьте фиксирующие ручки (C,
рис. 12), продвиньте упор (A, рис. 12) в
требуемое положение и затяните
фиксирующие ручки (C, рис. 12). Чтобы
изменить угол упора, ослабьте
фиксирующую рукоятку (D, рис. 12) и
поверните узел. Шкала (E, рис. 12)
Рисунок 12
Page 12

12
отображает угол поворота упора.
такие же характеристики, как и
3. Ослабьте фиксатор (I, рис. 13) и вставьте
гайку (J, рис. 13) узла стопора заготовки в
канал на конце упора, как показано на
рисунке.
4. Продвиньте стопор заготовки на
требуемое место и затяните фиксатор (I,
рис. 13).
Инструкции по заземлению
Подключение к сети
должно осуществляться
квалифицированным электриком
согласно существующим правилам.
Станок следует тщательно заземлить,
чтобы во время эксплуатации защитить
оператора от удара электрическим током
и возможной смертельной травмы.
Перед подключением станка к источнику
питания убедитесь, что электрические
характеристики источника питания имеют
электрическая система станка.
Для подключения питания сделайте
следующее:
1. Отвинтите два винта (A, рис. 14) и
отсоедините крышку клеммной коробки
(В, рис. 14).
Рисунок 13
Рисунок 14
2. Снимите прозрачный пластмассовый
изолятор (C, Рис. 15), который закрывает
клеммную коробку.
3. Электропровод вставьте через муфту
(D, рис. 14) клеммной коробки.
4. Соедините три провода L1, L2 и L3 с
клеммами, как показано на рисунке (E,
Рис. 16). Также соедините зеленый
заземляющий провод с клеммой (F, рис.
16).
5. Установите прозрачный пластмассовый
изолятор (C, рис. 15) и крышку (B, рис.
14).
Убедитесь, что питание
сети соответствует напряжению на
табличке двигателя.
6. Включите станок и убедитесь, что
Рисунок 15
Рисунок 16
Page 13
13
направление вращения вала правильное.
обеспечивают следующую частоту вращения:
Если смотреть вниз на верхний конец
шпинделя, он должен вращаться против
часовой стрелки, как показано на рис. 17.
Если это не так, поменяйте местами
любые две фазы.
7. Когда подключение к сети завершено,
заклейте лентой соединения клеммной
коробки, чтобы предотвратить попадание
пыли.
После подключения
станка к источнику питания, клеммная
коробка все еще наэлектризована, даже в
то время, когда выключатель питания
отключен. Раскрывайте клеммную
коробку, только когда станок был
отключен от сети (выньте вилку из
розетки).
Настройка станка
Изменение скорости
Станок оснащен 5-ступенчатым шкивом с
приводом от двигателя и 5-ступенчатым
шкивом со шпинделем, которые
3000, 4000, 6000, 8000 и 10,000 об/мин.
Таблица частот, как на рис. 18, находится
внутри передней дверцы тумбы для простоты
сопоставления положения ремня на шкивах
при выборе одной из пяти частот.
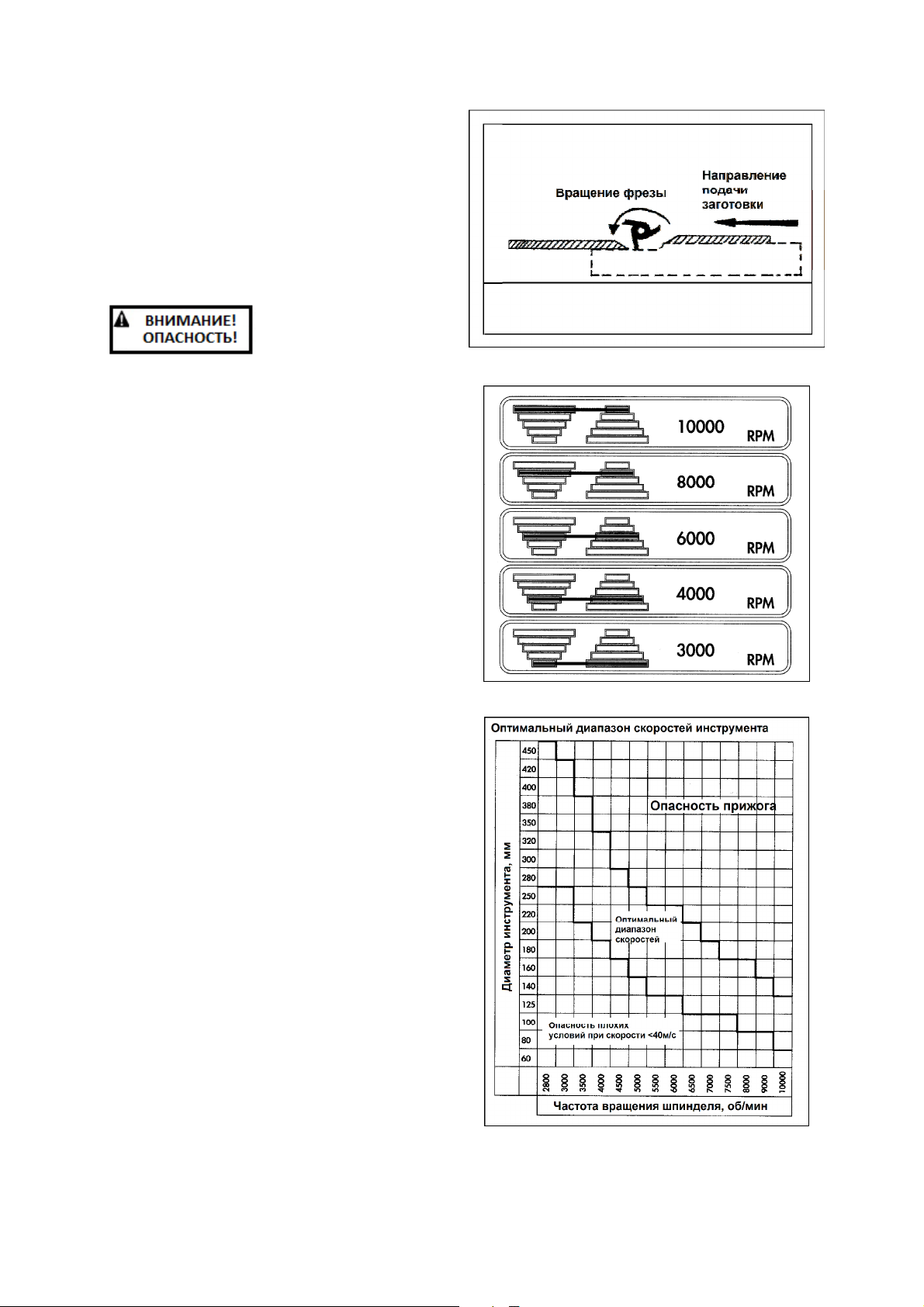
Перед работой на станке проверьте
настройку частоты вращения шпинделя.
Убедитесь, что фреза пригодна для работы
на таких скоростях. На рис. 19 приведен
график для нахождения оптимальной
частоты вращения в зависимости от
диаметра фрезы. Подобная таблица есть на
передней части станка с индикаторной
подсветкой, отображающей текущую частоту
вращения.
Рисунок 17
Рисунок 18
Скорость резания всегда должна превышать
40 м/с для снижения риска отбрасывания
заготовки, но не должна превышать 70 м/с,
чтобы снизить риск повреждения
инструмента.
Для изменения скорости и настройки
надлежащего натяжения ремня, сделайте
следующее:
1. Отключите станок от источника питания.
2. Откройте переднюю дверцу тумбы и
Рисунок 19
Page 14

14
переместите рычаг натяжения ремня (A,
рис. 20) вправо, чтобы ослабить
натяжение.
3. Переместите ремень (B, рис. 20) в нужное
положение на шкивах, и в то же время
поверните ручку (C, рис. 20) на
индикаторе скорости так, чтобы ремень
остался на месте в вырезе механизма
смены скорости.
4. Когда ремень установлен нужным
образом, передвиньте рычаг натяжения
(A, рис. 20) влево.
ПРИМЕЧАНИЕ: Во время первого после
настройки скорости использования, ремень
будет просаживаться и произойдет
небольшое снижение натяжения. Для
улучшения натяжения поверните две гайки (E
и F – рис. 20).
Наилучшее натяжение ремня достигнуто,
если ремень между шкивами можно
отклонить умеренным нажатием пальца.
Фиксатор шпинделя
Рисунок 20
Фиксатор шпинделя поможет при замене
шпинделя или установке и снятии фрез.
ПРИМЕЧАНИЕ: Фиксатор шпинделя можно
зацепить, только когда станок полностью
остановлен.
1. Откройте заднюю дверцу тумбы.
2. Вытяните часть ручки фиксатора с
насечками (A, рис. 21) и поверните ее на
180 градусов, пока противоположное
отверстие в ручке с насечками не войдет
в зацепление со штифтом. Теперь
шпиндель заблокирован.
3. Чтобы разблокировать шпиндель,
вытяните ручку с насечками и поверните
на 180 градусов, пока она не войдет в
зацепление со штифтом.
Перед включением
станка убедитесь, что шпиндель
разблокирован.
Вертикальный ход шпинделя
1. Ослабьте фиксатор маховика (A, рис. 22)
и вращайте маховик (B, рис. 22) против
часовой стрелки, чтобы поднять
шпиндель, и по часовой стрелке, чтобы
его опустить.
ПРИМЕЧАНИЕ: один полный оборот
Рисунок 21
Page 15

15
маховика переместит шпиндель вверх
или вниз на 2,5 мм, как показано на
табличке за маховиком.
2. Затяните фиксатор (A, рис. 22).
Наклон шпинделя
Перед наклоном шпинделя станок следует
полностью остановить, затем нужно
установить в столе овальный вкладыш.
Убедитесь, что фреза в наклонном
положении не задевает стол или упор.
1. Ослабьте ручку (C, рис. 22) на переднем
маховике (D, рис. 22).
2. Ослабьте два фиксатора (E, рис. 22) с
обеих сторон станка.
3. Поверните маховик (D, рис. 22) на
требуемый угол наклона, который
отображается на шкале (F, рис. 22).
4. Затяните ручку (C, рис. 22) и фиксаторы
(E, рис. 22).
Регулировка упора
1. Для боковой регулировки алюминиевых
планок упора ослабьте две ручки (см. C,
рис. 8), продвиньте планки упора на
требуемую позицию и затяните
фиксирующие ручки.
Рисунок 22
Алюминиевые планки
следует отрегулировать таким образом,
чтобы расстояние между ними у
шпинделя было достаточным только для
очистки фрезы.
2. Правая планка упора (с подающей
стороны) может двигаться независимо
внутрь или наружу, в зависимости от типа
производимых работ. Чтобы переместить
правую планку упора внутрь или наружу,
ослабьте две ручки (A, рис. 23) и
поверните регулировочную ручку (B, рис.
23). Точная регулировка возможна
благодаря цифровому индикатору ниже
ручки. После завершения настройки
затяните фиксирующую ручку (A, рис. 23).
3. Узел упора целиком можно быстро
спозиционировать на столе, если слегка
ослабить оба фиксатора (C, рис. 23) и
переместить узел упора на требуемую
позицию, вращая маховик (D, рис. 23).
Используйте цифровой индикатор для
более точной регулировки. Затяните
фиксаторы (C, рис. 23) после завершения
регулировки.
Рисунок 23
Page 16

16
Регулировка каретки
На каретке имеется шесть эксцентриковых
роликов (A, рис. 24). Если каретка движется
не стабильно или не по прямой,
отрегулируйте ее следующим образом:
1. Ослабьте ролик (A, рис. 24) при помощи
торцевого шестигранного ключа (C, рис.
24).
2. При помощи рожкового ключа (B, рис. 24)
поверните ролики, как требуется.
3. При помощи торцевого ключа (C, рис. 24)
закрепите настройку ролика.
Чтобы работать с кареткой (F, рис. 24)
потяните вниз ручку с насечками (D, рис. 24)
и поверните ее на 180 градусов, пока в
отверстие на противоположной стороне не
войдет штифт. Теперь каретку можно
перемещать вперед-назад.
Чтобы закрепить каретку в центральном
положении, переместите ее заподлицо с
основным столом. Потяните вниз ручку с
насечками (D, рис. 24) и поверните ее на 180
градусов, пока она не войдет в зацепление со
штифтом.
Управление станком
Элементы панели управления показаны на
рисунке 25:
A. Индикатор питания
B. Переключатель Вкл.-Выкл. (On-Off)
C. Переключатель вперед-реверс
(Forward/reverse)
D. Индикатор запуска
E. Кнопка аварийного отключения
1. Убедитесь, что фиксатор шпинделя не
зацеплен, как указано в разделе
«Фиксатор шпинделя», и что дверца
тумбы закрыта. Убедитесь, что нет
конфликта позиционирования фрез(ы),
упора и вкладыша, и что по траектории
перемещения подвижных деталей станка
нет персонала.
2. Поверните переключатель вперед/реверс
(C, рис. 25) на нужную позицию.
Поверните переключатель запуска (B,
рис. 25) вправо, чтобы запустить станок.
Переключатель запуска – магнитный, как
только станок запустится, переключатель
вернется в центральное положение, как
Рисунок 24
Рисунок 25
Page 17

17
показано на рисунке.
Запрещается
переключать вращение шпинделя в
противоположную сторону при вращении
двигателя и шпинделя.
3. Чтобы остановить станок, нажмите на
кнопку аварийного отключения (E, рис.
25) или поверните переключатель
Вкл./Выкл. (B, рис. 25) влево.
4. Если кнопка аварийного отключения
использовалась для отключения станка,
поверните кнопку по часовой стрелке,
пока она не выскочит назад. Теперь
станок можно вновь запускать.
Не используйте
переключатель вперед/реверс, чтобы
остановить станок, в противном случае
это приведет к повреждению
электрической части системы управления.
Работа
Использование упора – самый безопасный и
рекомендуемый метод фрезерования, и его
следует использовать во всех операциях,
которые это позволяют. В общем случае,
прямое фрезерование всегда можно
выполнить с упором.
1. Для нормальной работы, когда вся часть
исходной кромки заготовки не касается
фрезы, правильно, когда две части
алюминиевого упора (входной и
выходной) находятся на прямой линии,
как показано на Рис. 26.
2. При фрезеровании, когда
обрабатывается вся кромка, например,
при фуговании или производстве полного
пропила, обработанная кромка не будет
опираться на упор выхода, если обе
части упора находятся на одной линии,
как показано на рис. 27. В этом случае
заготовку следует выдвинуть, как
показано на рис. 27 и упереть. Затем
выходной упор следует подвинуть
вперед, чтобы он касался заготовки, как
на рис. 28. В этом случае выходной упор
будет на одной линии с окружностью
инструмента, и работу можно
продолжать.
Рисунок 26
Рисунок 27
Page 18

18
Защитные ограждения
должны быть на своих местах во время
рабочего процесса. Если операции
позволяют, всегда используйте упор.
Положение копировальных колец
При обработке с помощью копировальных
колец, кольца должны иметь достаточную
опорную поверхность, как показано на рис.
29. Также заготовка должна быть достаточно
тяжелой относительно проводимой
обработки. Ни при каких обстоятельствах
узкая, легкая заготовка не должна
обрабатываться на кольцах, как показано на
Рис. 30.
Кольца могут использоваться в любом из
следующих положений: выше, ниже, или
между фрезами.
1. При использовании копировального
кольца под фрезой, как показано на Рис.
31, процесс фрезерования можно
контролировать в течение всей операции.
Однако, любой случайный подъем
заготовки приведет к вырезанию канавки
на древесине и разрушению заготовки.
Рисунок 28
Рисунок 29
Рисунок 31
2. При использовании копировального
кольца над фрезой, как показано на Рис.
32, процесс фрезерования не виден, но
этот метод имеет преимущество в том,
что на обработку не влияют
незначительные отклонения толщины
заготовки. Кроме того, случайный подъем
заготовки не разрушит её; просто
повторите операцию, чтобы исправить
Рисунок 30
Рисунок 32
Page 19

19
ошибку.
3. Использование копировального кольца
между двумя фрезами имеет
преимущества и недостатки первых двух
методов, и часто используется, когда
нужно обработать оба края заготовки, см.
Рис. 33.
ПРИМЕЧАНИЕ: Рекомендуется размещать
режущий инструмент как можно ниже к
шпинделю, чтобы уменьшить отклонение
шпинделя и гарантировать наилучшее
качество поверхности. Также убедитесь, что
поверхности контакта фрезы гладкие,
острые, чистые и без сколов.
Копирование (Обработка с
приспособлением)
При производстве одинаковых операций на
множестве заготовок, можно использовать
прижим или шаблон для облегчения
обработки.
.
1. Подготовьте шаблон (A, рис. 34), чтобы
разместить оригинал-деталь.
2. Установите шаблон (A, рис. 34) напротив
направляющего буртика кольца стола (B,
рис. 34).
3. Закрепите новую заготовку (C, рис. 34) на
шаблон (A, рис. 34) при помощи прижима
(D, рис. 34) и прижмите узел позади
фрезы.
Подача заготовки
В программе поставок имеются приводные
подающие механизмы, которые можно
заказать по запросу. Эти приспособления
можно установить на фрезерный станок, они
помогают сделать обработку более плавной,
подачу равномерной, а также безопасной, так
как руки в этом случае не приближаются к
фрезе.
Ассортимент в прайс листе, каталоге и на
сайте:
www.jettools.ru
Рисунок 33
Рисунок 34
Page 20

20
Техническое обслуживание
Перед проведением
работ по техническому обслуживанию
отключайте станок от источника питания.
Периодически чистите внутреннюю часть
станка от стружки и пыли. Очистка станка
увеличивает его срок службы и
производительность.
Для замены шарикоподшипников следует
обратиться к квалифицированному
наладчику, для этого необходимо связаться с
поставщиком.
Никогда чрезмерно не натягивайте
клиновидный ремень, так как это может
привести к перегрузке двигателя и повредить
подшипники, шпиндель или ремень.
Продувайте шпиндель сжатым воздухом.
Не лейте масло на шкивы и ремни. Если они
грязные, используйте бумагу или мягкую
ветошь, чтобы очистить и высушить их.
Если питающий провод изношен, поврежден
или порван, немедленно его замените.
Поверхность стола следует содержать в
чистоте, без ржавчины. Некоторые
пользователи предпочитают покрывать его
восковой пастой. Либо можно покрывать
тальком, нанесенным губкой энергичными
движениями. Он заполнит поры поверхности
и создаст водоотталкивающий барьер.
Данный метод делает гладкой поверхность
стола, а также удаляет пятна ржавчины.
Важен тот фактор, что тальк не «засалит» и
не испортит поверхность древесины, в
отличие от воска.
Смазка
Нанесите немного легкого машинного масла
на бурт и стенки отверстия стола, чтобы
облегчить смену вкладышей стола.
Подшипники в двигателе загерметизированы
на весь срок службы и не требуют смазки.
Подшипники шпинделя нужно смазывать
каждые 200 часов работы, используя
поставляемый шприц (A Рис. 35). Для этого
на основании шпинделя имеется два
отверстия для смазки, одно из которых
изображено на рисунке (B, рис. 35). Другое
отверстие для смазки находится на
противоположной стороне. Перед смазкой
тщательно очистите отверстия (B) и смажьте
подшипники шпинделя путем двукратного
закачивания высококачественной
консистентной смазки.
Рисунок 35
Page 21

21
Устранение неисправностей
Неисправность Возможная причина Решение [номер страницы]
Станок не запускается. Нет подключения к сети. Проверьте подключение.
Замените провод, это должен
Провод поврежден.
Ненадлежащее напряжение сети. Проверьте напряжение.
Неисправен переключатель. Замените переключатель.
Перегорели плавкие
предохранители или отключился
автоматический предохранитель
под действием входящей силы
тока.
сделать квалифицированный
персонал.
Замените плавкий предохранитель,
сбросьте автоматический
предохранитель.
Частое отключение изза перегрузки.
Фреза не разгоняется
до нужной скорости.
Станок производит
неудовлетворительное
фрезерование.
Удлиняющий провод слишком
длинный или малого сечения.
Слишком быстрая подача
заготовки.
Фреза износилась или на нее
налипла смола.
Удлиняющий провод слишком
длинный или малого сечения.
Низкий ток.
Двигатель не подключен к
надлежащему напряжению.
Шпиндель заблокирован.
Изношенная фреза. Замените фрезу. [9]
Смола или наросты на фрезе.
Замените на провод надлежащей
длины и сечения.
Подавайте заготовку медленнее.
Почистите или замените фрезу. [9]
Замените на провод надлежащей
длины и сечения.
Свяжитесь с местной
энергосбытовой компанией.
Сверьтесь с табличкой на
двигателе для надлежащего
подключения.
Расцепите ручку фиксации
шпинделя. [14]
Снимите фрезу и почистите
скипидаром или металлической
щеткой.
Смола или наросты на столе,
приводящие к неравномерной
подаче.
Подача в неправильном
направлении.
Прижог заготовки. Изношенная фреза. Заточите с плоской стороны.
Рез слишком глубокий.
Почистите стол скипидаром или
металлической щеткой.
Подавайте заготовку против
вращения фрезы. [4]
На твердом дереве делайте
неглубокие резы, полную глубину
реза осуществляйте за несколько
проходов.
Page 22

22
Неисправность Возможная причина Решение [номер страницы]
Слишком сильные
вибрации станка.
Кромка расщепляется
при резе против
волокон.
Выступы на
отфрезерованной
поверхности.
Работа производится с большим
усилием.
Поврежденная фреза. Замените фрезу. [9]
Станок стоит на неровном полу.
Клиновидный ремень неисправен. Замените ремень.
Клиновидный ремень натянут
ненадлежащим образом.
Шкив погнут. Замените шкив.
Ненадлежащая установка
двигателя.
Особенность реза.
Разное давление, при котором
удерживалась заготовка у фрезы.
Подавайте заготовку медленно и
прямо.
Переставьте на плоский
выровненный пол.
Отрегулируйте натяжение ремня.
[13]
Проверьте и отрегулируйте
установку двигателя.
Сначала произведите рез против
волокон, затем произведите
финишный рез по направлению
волокон. Используйте ненужный
обрезок дерева для опоры в конце
реза.
Держите заготовку крепко
прижимая к упору или кольцам на
протяжении всего прохода.
Используйте держатели или
подающий механизм. [18]
Заготовку вытягивает
из рук.
Глубина реза
неодинаковая
Разная высота реза.
Слишком большая подача. Снизьте подачу.
Используйте устройство для
распила под углом с прижимом или
держатель, чтобы начинать рез при
Нет опоры заготовки.
Выходной упор не выровнен. Отрегулируйте выходной упор.
Боковое давление неравномерное.
Разное давление, прижимающее
заготовку к столу.
фрезеровании с подачей руками,
крепко прижимайте заготовку к
упору.
Отрегулируйте натяжение
пружинной защиты.
Используйте держатель или
подающий механизм, сохраняйте
одинаковое давление при
прохождении упора или колец.
Сохраняйте одно и то же давление
в течение всего прохода,
используйте держатели, делайте
проход медленно и прямо. Везде,
где это возможно, устанавливайте
фрезу под заготовку. [18]
Фиксатор высоты шпинделя не
зацеплен.
Зацепите фиксатор высоты
шпинделя. [14]
Page 23

23
Неисправность Возможная причина Решение [номер страницы]
Рез неровный.
Что-то мешает при
поднятии шпинделя
Неправильная скорость резания.
Используйте более высокую
частоту вращения.
Слишком быстрая подача. Подавайте заготовку медленнее.
Обработка против волокон.
Слишком глубокое фрезерование.
Всегда, когда возможно, работайте
по направлению волокон.
Очень глубокие резы производите
за несколько проходов.
Опилки и/или грязь в подъемных
механизмах.
Почистите щеткой или сжатым
воздухом пыль и грязь.
Page 24

24
Запасные части
Ниже указаны списки запасных частей. Чтобы их заказать, обратитесь к поставщику с указанием
модели станка и серийного номера.
Fence Assembly – Parts List
Index No. Part No. Description Size Qty
1 ............... TS29-001 .................Spring Guard ............................................... ......................................... 1
2 ............... TS-1503021 .............Socket Head Cap Screw .............................. M6 x 10 ............................ 1
3 ............... TS-236106 ...............Lock Washer ............................................... M6 .................................... 9
4 ............... TS29-002 .................Hold-down ................................................... ......................................... 1
5 ............... TS29-003 .................Fence R.H. ................................................. ......................................... 1
6 ............... TS29-004 .................Fence L.H.. ................................................. ......................................... 1
7 ............... TS29-005 .................Slide Bar ..................................................... ......................................... 2
8 ............... TS29-006 .................Fence End Cap R.H. ................................... ......................................... 1
9 ............... TS29-007 .................Clip.............................................................. ......................................... 8
10 ............. TS29-008 .................Post Clamp Block ........................................ ......................................... 4
11 ............. TS29-009 .................Vertical Hex Post ......................................... ......................................... 1
12 ............. TS29-010 .................Vertical Hex Post ......................................... ......................................... 1
13 ............. TS29-011 .................Horizontal Hex Post - Short ......................... ......................................... 1
14 ............. TS29-012 .................Fence Cap L.H. .......................................... ......................................... 1
15 ............. TS29-013 .................Warning Label, for TS29 shield .................... ......................................... 1
16 ............. TS29-014 .................Clear Shield ................................................. ......................................... 1
17 ............. TS-1550061 .............Flat Washer ................................................. M8 .................................... 5
18 ............. TS-1534052 .............Pan Head Phillips Machine Screw ............... M6 x 20 ............................ 1
19 ............. TS-1540061 .............Hex Nut ....................................................... M8 .................................... 1
20 ............. TS29-195 .................Hex Socket Set Screw ................................. M8 x 35 ............................ 1
21 ............. TS-236105 ...............Lock Washer ............................................... M5 .................................... 2
22 ............. TS-1541011 .............Lock Nut ...................................................... M5 .................................... 2
23 ............. TS29-015 .................Latch Handle ............................................... ......................................... 1
24 ............. TS29-016 .................Horizontal Hex Post - Long .......................... ......................................... 1
25 ............. TS-1502021 .............Socket Head Cap Screw .............................. M5 x 10 ............................ 2
26 ............. TS29-017 .................Cam Washer ............................................... ......................................... 2
27 ............. TS-1502061 .............Socket Head Cap Screw .............................. M5 x 25 ............................ 2
28 ............. TS29-018 .................Guard Support Bracket ................................ ......................................... 1
29 ............. TS-1503051 .............Socket Head Cap Screw .............................. M6 x 20 ............................ 6
30 ............. TS29-019 .................Fence Cover Plate ....................................... ......................................... 1
31 ............. TS-1540041 .............Hex Nut ....................................................... M6 .................................... 2
32 ............. TS29-020 .................Fence Body Casting .................................... ......................................... 1
33 ............. TS29-021 .................Beveled Flat Washer ................................... M14 .................................. 2
34 ............. TS29-022 .................Lock Handle ................................................ ......................................... 2
35 ............. TS29-023 .................Lock Lever................................................... M10 x 35 .......................... 2
37 ............. TS29-024 .................Cover Plate ................................................. ......................................... 1
38 ............. TS-1503071 .............Socket Head Cap Screw .............................. M6 x 30 ............................ 2
39 ............. TS29-025 .................Fence Back Plate ........................................ ......................................... 1
40 ............. TS29-026 .................Fence Ram .................................................. ......................................... 1
41 ............. TS29-027 .................Fence Adjustment Screw ............................. ......................................... 1
42 ............. TS29-028 .................Housing ....................................................... ......................................... 1
43 ............. TS-1524011 .............Socket Set Screw ........................................ M8 x 8 .............................. 7
44 ............. TS29-029 .................Bushing ....................................................... ......................................... 1
45 ............. TS29-030 .................Lower Dial Indicator ..................................... ......................................... 1
46 ............. TS29-031 .................Adjustment Knob ......................................... ......................................... 1
49 ............. TS29-032 .................Fence Guide ................................................ ......................................... 1
50 ............. TS-1503061 .............Socket Head Cap Screw .............................. M6 x 25 ............................ 2
51 ............. TS29-033 .................Worm Cover ................................................ ......................................... 1
52 ............. TS29-034 .................Worm Guide ................................................ ......................................... 1
53 ............. TS-1512011 .............Socket Head Flat Screw .............................. M4 x 10 ............................ 4
54 ............. TS29-035 .................Worm Base Cover ....................................... ......................................... 1
Page 25

25
55 ............. TS29-036 .................Worm Shaft ................................................. ......................................... 1
56 ............. TS29-199 .................Fence Locating Pin ...................................... ......................................... 2
57 ............. TS29-037 .................Retaining Ring ............................................. ......................................... 1
58 ............. BB-6204...................Ball Bearing ................................................. 6204 ................................. 1
60 ............. TS29-038 .................Bevel Gear .................................................. ......................................... 1
62 ............. TS29-039 .................Retainer ...................................................... ......................................... 1
Index No. Part No. Description Size Qty
63 ............. TS-1524041 .............Socket Set Screw ........................................ M8 x 16 ............................ 2
64 ............. TS29-040 .................Retainer ...................................................... R42 .................................. 1
65 ............. TS29-041 .................Lock Knob ................................................... M12 .................................. 1
67 ............. TS-1505041 .............Socket Head Cap Screw .............................. M10 x 30 .......................... 3
68 ............. TS29-042 .................Worm Base ................................................. ......................................... 1
69 ............. TS29-043 .................Bevel Gear .................................................. ......................................... 1
71 ............. TS29-044 .................Collar .......................................................... ......................................... 1
73 ............. TS29-045 .................Knob w/Stud ................................................ M8 .................................... 2
74 ............. TS29-196 .................Socket Set Screw ........................................ M5 x 4 .............................. 1
75 ............. TS29-046 .................Bushing ....................................................... ......................................... 1
76 ............. TS29-047 .................Vertical Hex Post ......................................... ......................................... 1
77 ............. TS29-048 .................Thumb Screw .............................................. M8 x 17 ............................ 8
78 ............. TS-1533042 .............Pan Head Phillips Machine Screw ............... M5 x 12 ............................ 4
79 ............. TS-1550031 .............Flat Washer ................................................. M5 .................................... 4
80 ............. TS29-049 .................Bolt.............................................................. ......................................... 1
81 ............. TS29-050 .................Swivel Handle.............................................. ......................................... 1
82 ............. TS29-051 .................Handwheel .................................................. ......................................... 1
83 ............. TS29-052 .................Dust Port ..................................................... ......................................... 1
84 ............. TS-1523011 .............Socket Set Screw ........................................ M6 x 6 .............................. 2
86 ............. TS29-053 .................Upper Dial Indicator ..................................... ......................................... 1
87 ............. TS-1502031 .............Socket Head Cap Screw .............................. M5 x 12 ............................ 2
Page 26

26
Fence Assembly – Exploded View
Page 27

27
Spindle Assembly – Parts List
Index No. Part No. Description Size Qty
1 ............... 6293035E ................Safety Nut for Ø30mm w/std. nut ........................................................... 1
2 ............... TS29-056 .................keyed washer for Ø30mm ...................................................................... 1
3 ............... TS29-059E ..............Spacer Set for Ø30mm X 120 mm L..……………………………………......8
(Thickness for 32mm x 1; 25mm x 1; 16mm x 2; 12mm x 1; 10mm x 2; 6mm x 1)…….…………
4 ............... 6293040E ................Retainer Nut for 30mm ................................ ......................................... 1
5 ............... 6293041...................Collet Nut .................................................... ......................................... 1
6 ............... JWS2800-443 ..........Bushing ....................................................... 8mm ................................. 1
7 ............... JWS2800-444-1 .......Collet Chuck ................................................ 12.75mm .......................... 1
................. JWS2800-444-2 .......Collet Chuck ................................................ 12mm ............................... 1
................. JWS2800-444-3 .......Collet Chuck w/8mm bushing....................... 8mm ................................. 1
8 ............... TS29-062E ..............Interchangeable Spindle…………………O.D 30mm;under nut 120mm ... 1
9 ............... TS-1502041 .............Socket Head Cap Screw .............................. M5 x 16 ............................ 4
10 ............. TS29-063E ..............Plate ............................................................ ......................................... 1
11 ............. BB-6008Z ................Bearing ........................................................ 6008Z ............................... 2
12 ............. TS29-064 .................Key.............................................................. M6 x 54 ............................ 1
13 ............. TS29-065 .................Retaining Ring ............................................. S40 ................................... 1
14 ............. TS29-066E ..............Spindle ........................................................ ......................................... 1
15 ............. TS29-067 .................Spring Disk .................................................. 61.5 x 40.5 x 0.7 .............. 2
16 ............. BB-6206Z ................Bearing ........................................................ 6206Z ............................... 1
17 ............. TS29-068E ..............Spacer......................................................... ......................................... 1
18 ............. TS29-069 .................Spindle Pulley.............................................. ......................................... 1
19 ............. TS29-070E ..............Pulley Nut .................................................... ......................................... 1
20 ............. TS-1523011 .............Socket Set Screw ........................................ M6 x 6 .............................. 1
21 ............. TS29-200E ..............Belt.............................................................. 3V x 400 ........................... 1
Page 28

28
Spindle Assembly – Exploded View
Page 29

29
Cabinet Assembly – Parts List
Index No. Part No. Description Size Qty
1 ............... TS-1502041 .............Socket Head Cap Screw .............................. M5 x 16 ............................ 9
2 ............... TS29-075 .................Table Insert ................................................. 63.5mm I.D. ...................... 1
4 ............... TS29-076 .................Table Insert ................................................. 140mm I.D. ....................... 1
6 ............... TS29-077 .................Table Insert (Tilting) ..................................... Oval .................................. 1
7 ............... TS29-078 .................Dust Chute .................................................. ......................................... 1
8 ............... TS-1533032 .............Pan Head Phillips Machine Screw ............... M5 x 10 ............................ 4
9 ............... TS-1550031 .............Flat Washer ................................................. M5 .................................... 4
11 ............. TS-2360121 .............Flat Washer ................................................. M12 .................................. 4
12 ............. TS29-079 .................Cabinet ........................................................ ......................................... 1
13 ............. TS-236112 ...............Lock Washer ............................................... M12 .................................. 5
14 ............. TS-2211451 .............Hex Cap Screw ........................................... M12 x 45 .......................... 4
15 ............. TS29-080 .................Control Panel .............................................. ......................................... 1
16 ............. TS-2244102 .............Pan Head Phillips Machine Screw ............... M4 x 10 ............................ 3
17 ............. TS-154007 ...............Hex Nut ....................................................... M10 .................................. 2
18 ............. TS29-081 .................Fixed Screw ................................................ ......................................... 1
19 ............. TS29-082 .................Spring ......................................................... ......................................... 1
20 ............. TS29-083 .................Knob ........................................................... ......................................... 1
21 ............. TS29-084 .................Front Cabinet Door ...................................... ......................................... 1
22 ............. TS29-085 .................Front Door Handle ....................................... ......................................... 1
23 ............. TS29-086 .................Latch Assembly ........................................... ......................................... 1
24 ............. TS29-087 .................Hinge Bracket .............................................. ......................................... 1
25 ............. TS-1502021 .............Socket Head Cap Screw .............................. M5 x 10 ............................ 2
26 ............. TS29-088 .................Handwheel .................................................. ......................................... 1
28 ............. TS-231121 ...............Cap Nut ....................................................... M12 .................................. 1
29 ............. TS29-089 .................Knob w/Stud ................................................ ......................................... 1
30 ............. TS29-090 .................Tilting Scale Base ........................................ ......................................... 1
31 ............. TS29-091 .................Rear Cabinet Door ....................................... ......................................... 1
32 ............. TS29-092 .................Plastic Switch Cover .................................... ......................................... 1
33 ............. TS29-093 .................Speed Indicator Cover ................................. ......................................... 1
34 ............. TS29-094 .................Rear Door Latch Assembly .......................... ......................................... 1
Page 30

30
Cabinet Assembly – Exploded View
Page 31

31
Sliding Table Assembly – Parts List
Index No. Part No. Description Size Qty
1 ............... TS29-095 .................Main Table .................................................. ......................................... 1
2 ............... TS-1504101 .............Socket Head Cap Screw .............................. M8 x 50 ............................ 6
3 ............... TS29-096 .................Ring Nut ...................................................... ......................................... 6
4 ............... TS29-097 .................Bearing Race .............................................. ......................................... 6
5 ............... BB-6004ZZ ..............Ball Bearing ................................................. 6004ZZ ............................. 6
6 ............... TS29-098 .................Retaining Ring ............................................. R42 .................................. 6
7 ............... TS29-099 .................Bushing ....................................................... ......................................... 6
8 ............... TS29-100 .................Nut .............................................................. ......................................... 1
9 ............... TS29-197 .................Socket Set Screw ........................................ M5 x 30 ............................ 1
10 ............. TS29-101 .................Lock Ring .................................................... ......................................... 1
11 ............. TS-236110 ...............Lock Washer ............................................... M10 .................................. 3
12 ............. TS-1540072 .............Hex Nut ....................................................... M10 .................................. 1
13 ............. TS29-102 .................Table Lock Pin ............................................. ......................................... 1
14 ............. TS29-103 .................Spring ......................................................... ......................................... 1
15 ............. TS29-104 .................Housing ....................................................... ......................................... 1
16 ............. TS29-105 .................Roll Pin ........................................................ ......................................... 1
17 ............. TS29-106 .................Clamp Casting ............................................. ......................................... 1
18 ............. TS-1523041 .............Socket Set Screw ........................................ M6 x 12 ............................ 1
19 ............. TS29-107 .................Plunger Pad ................................................ ......................................... 1
20 ............. TS29-108 .................Locking Arm ................................................ ......................................... 1
21 ............. TS29-109 .................Plunger ........................................................ ......................................... 1
22 ............. TS29-110 .................Spring ......................................................... ......................................... 1
23 ............. TS-1524031 .............Socket Set Screw ........................................ M8 x 12 ............................ 1
24 ............. TS29-111 .................Horizontal Post ............................................ ......................................... 1
25 ............. TS-149105 ...............Hex Cap Screw ........................................... M10 x 35 .......................... 2
27 ............. TS29-112 .................Post Clamp .................................................. ......................................... 1
28 ............. TS29-113 .................Vertical Post ................................................ ......................................... 1
29 ............. TS29-114 .................Retaining Ring ............................................. S25 ................................... 1
30 ............. TS29-115 .................Lock Lever................................................... M6 .................................... 2
31 ............. TS29-116 .................Knob ........................................................... M10 .................................. 1
33 ............. TS-1550071 .............Flat Washer ................................................. M10 .................................. 1
34 ............. TS29-117 .................Mitre Gauge Body........................................ ......................................... 1
35 ............. TS29-118 .................Sliding Table ............................................... ......................................... 1
39 ............. TS29-119 .................Aluminum Fence ......................................... ......................................... 1
40 ............. TS29-120 .................Knob w/ Stud ............................................... ......................................... 1
41 ............. TS-1482071 .............Hex Cap Screw ........................................... M6 x 35 ............................ 1
42 ............. TS29-121 .................Scale ........................................................... ......................................... 1
43 ............. TS-1481061 .............Hex Cap Screw ........................................... M5 x 25 ............................ 1
44 ............. TS29-122 .................Lock Lever................................................... ......................................... 1
45 ............. TS29-123 .................Sliding Block ................................................ ......................................... 1
46 ............. TS29-124 .................Stop Plate ................................................... ......................................... 1
47 ............. TS-1540031 .............Hex Nut ....................................................... M5 .................................... 1
48 ............. TS29-125 .................Extension Bar .............................................. ......................................... 1
49 ............. TS29-126 .................Knob w/ Stud ............................................... ......................................... 1
50 ............. TS29-127 .................Support Fence ............................................. ......................................... 1
51 ............. TS29-128 .................Scale ........................................................... ......................................... 1
Page 32

32
Sliding Table Assembly – Exploded View
Page 33

33
Speed Indicator – Parts List
Index No. Part No. Description Size Qty
1 ............... TS29-129 .................Belt Fork ...................................................... ......................................... 1
2 ............... TS29-130 .................Fork Slide .................................................... ......................................... 2
3 ............... TS29-131 .................Rack ............................................................ ......................................... 1
4 ............... TS29-132 .................Gear ............................................................ ......................................... 1
5 ............... TS29-133 .................Block ........................................................... ......................................... 1
6 ............... TS29-134 .................Mount Bracket ............................................. ......................................... 1
7 ............... TS29-135 .................Sensor......................................................... ......................................... 1
8 ............... TS29-201 .................Pan Head Machine Screw ........................... 5/32 x 1-1/4 Lg .................. 5
9 ............... TS29-202 .................Pan Head Machine Screw ........................... 5/32 x 1-1/2 Lg .................. 1
10 ............. TS29-136 .................Terminal ...................................................... ......................................... 1
11 ............. TS29-203 .................Hex Nut ....................................................... 5/32 ................................ 13
12 ............. TS29-137 .................Spring ......................................................... ......................................... 1
13 ............. TS29-138 .................Steel Ball ..................................................... 1/4 .................................... 1
Page 34

34
Speed Indicator – Exploded View
Page 35

35
Electrical Components – Parts List
Index No. Part No. Description Size Qty
1 ............... TS29-139 .................Speed Indicator Light ................................... ......................................... 5
2 ............... TS29-140 .................Stop Button ................................................. ......................................... 1
3 ............... TS29-141 .................Start Switch ................................................. ......................................... 1
4 ............... TS29-142 .................Forward/Reverse Switch .............................. ......................................... 1
5 ............... TS29-143E ..............Transformer ................................................. 200V/400V/24V ................ 1
6 ............... TS29-144 .................Control Box ................................................. ......................................... 1
7 ............... TS29-145E ..............Magnetic Starter w/Overload Relay .............. 8~12A ............................... 1
Page 36

36
Electrical Components – Exploded View
Page 37

37
Quill Assembly – Parts List
Index No. Part No. Description Size Qty
1 ............... TS-149105 ...............Hex Cap Screw ........................................... M10 x 35 .......................... 4
2 ............... TS-236110 ...............Lock Washer ............................................... M10 .................................. 4
3 ............... TS29-146E ..............Motor Pulley ................................................ 50Hz ................................. 1
4 ............... TS29-147 .................Motor Shaft Sleeve ...................................... ......................................... 1
5 ............... TS29-148 .................Retainer ...................................................... ......................................... 1
6 ............... TS-2279351 .............Socket Set Screw ........................................ M10 x 35 .......................... 1
7 ............... TS-1540071 .............Hex Nut ....................................................... M10 .................................. 1
8 ............... TS29-149 .................Motor Mount ................................................ ......................................... 1
9 ............... TS29-150 .................Belt Release Handle .................................... ......................................... 1
10 ............. TS-1491041 .............Hex Cap Screw ........................................... M10 x 30 .......................... 1
11 ............. TS-1550071 .............Flat Washer ................................................. M10 .................................. 3
12 ............. TS29-151 .................Spacer......................................................... ......................................... 1
13 ............. TS29-152 .................Stud ............................................................ ......................................... 1
14* ........... TS-2288202 .............Pan Head Phillips Machine Screw ............... M8 x 20 ............................ 1
15 ............. TS-1540061 .............Hex Nut ....................................................... M8 .................................... 1
16 ............. TS29-153 .................Linkage ....................................................... ......................................... 1
17 ............. TS-1550061 .............Flat Washer ................................................. M8 .................................... 2
18 ............. TS-1491031 .............Hex Cap Screw ........................................... M8 x 25 ............................ 1
19 ............. TS-1502051 .............Socket Head Cap Screw .............................. M5 x 20 ............................ 4
20 ............. TS29-154 .................Handle L.H. ................................................. ......................................... 1
21 ............. TS29-155 .................Bushing L.H. ................................................ ......................................... 1
22 ............. TS29-156 .................Top Trunnion L.H......................................... ......................................... 1
23 ............. TS-1491081 .............Hex Cap Screw ........................................... M10 x 50 .......................... 1
24 ............. TS29-157 .................Spacer......................................................... ......................................... 1
25 ............. TS29-158 .................Bottom Trunnion L.H.................................... ......................................... 1
26 ............. TS29-159 .................Trunnion Main Frame .................................. ......................................... 1
27 ............. TS-1491031 .............Hex Cap Screw ........................................... M10 x 25 .......................... 6
28 ............. TS29-160 .................Spring Hook ................................................ ......................................... 1
29 ............. TS-154010 ...............Hex Nut ....................................................... M16 .................................. 1
30 ............. TS29-161 .................Quill Housing ............................................... ......................................... 1
31 ............. TS-2360121 .............Flat Washer ................................................. M12 .................................. 5
32 ............. TS-2211451 .............Hex Head Bolt ............................................. M12 x 45 .......................... 4
33 ............. TS29-162 .................Raising Gear ............................................... ......................................... 1
34 ............. TS29-163 .................Base Plate ................................................... ......................................... 1
35 ............. TS29-164 .................End Cap ...................................................... ......................................... 1
36 ............. TS-2310162 .............Hex Nut ....................................................... M16 .................................. 1
37 ............. TS29-165 .................Hex Head Bolt ............................................. M8 x 10 ............................ 1
38 ............. TS29-166 .................Stud ............................................................ ......................................... 1
39 ............. TS29-167 .................Spring ......................................................... ......................................... 1
40 ............. TS-1540061 .............Hex Nut ....................................................... M8 .................................... 3
41 ............. TS29-198 .................Socket Set Screw ........................................ M8 x 50 ............................ 1
43 ............. TS-1490021 .............Hex Cap Screw ........................................... M8 x 16 ............................ 1
44 ............. TS-1502071 .............Socket Head Cap Screw .............................. M5 x 30 ............................ 4
45 ............. TS29-168 .................Draw Bar ..................................................... ......................................... 1
46 ............. TS29-169 .................Bevel Washer .............................................. ......................................... 1
47 ............. TS-0561051 .............Hex Nut ....................................................... 1/2-13 ............................... 2
48 ............. TS29-170 .................Locking Post ................................................ ......................................... 1
49 ............. TS29-171 .................Key.............................................................. 4 x 12mm.......................... 1
50 ............. TS29-172 .................Raising Shaft ............................................... ......................................... 1
51 ............. TS29-173 .................Key.............................................................. 4 x 24mm.......................... 1
52 ............. TS29-174 .................Swivel Handle.............................................. ......................................... 1
53 ............. TS29-175 .................Outer Casing ............................................... ......................................... 1
54 ............. TS29-176 .................Retaining Ring ............................................. ......................................... 1
55 ............. TS29-177 .................Handwheel .................................................. ......................................... 1
56 ............. TS-1503071 .............Socket Head Cap Screw .............................. M6 x 30 ............................ 4
57 ............. TS-1540081 .............Hex Nut ....................................................... M12 .................................. 1
Page 38

38
58 ............. TS29-178 .................Handwheel .................................................. ......................................... 1
Index No. Part No. Description Size Qty
60 ............. TS-2331121 .............Cap Nut ....................................................... M12 .................................. 1
61 ............. TS29-179 .................Quill ............................................................. ......................................... 1
62 ............. TS-1503041 .............Socket Head Cap Screw .............................. M6 x 16 ............................ 1
63 ............. TS29-180 .................Key.............................................................. ......................................... 1
64 ............. TS29-181 .................Fixed Nut ..................................................... ......................................... 1
65 ............. TS-1502041 .............Socket Head Cap Screw .............................. M5 x 16 ............................ 3
66 ............. TS29-182 .................Segment Gear ............................................. ......................................... 1
67 ............. TS-1550061 .............Flat Washer ................................................. M8 .................................... 3
68 ............. TS29-183 .................Inner Trunnion R.H. .................................... ......................................... 1
69 ............. TS29-184 .................Locking Post ................................................ ......................................... 1
70 ............. TS29-185 .................Locking Pin .................................................. ......................................... 1
71 ............. TS29-186 .................Spring ......................................................... ......................................... 1
72 ............. TS29-187 .................Spring Retainer ........................................... ......................................... 1
73 ............. TS-1523071 .............Socket Set Screw ........................................ M6 x 25 ............................ 1
74 ............. TS29-188 .................Lock Knob ................................................... ......................................... 1
75 ............. TS-1490071 .............Hex Cap Screw ........................................... M8 x 40 ............................ 3
76 ............. TS29-189 .................Sleeve ......................................................... ......................................... 1
77 ............. TS29-190 .................Handle R.H. ................................................. ......................................... 1
78 ............. TS-1502051 .............Socket Head Cap Screw .............................. M5 x 20 ............................ 8
79 ............. TS29-191 .................Tilt Shaft End Plate ...................................... ......................................... 1
80 ............. TS29-204 .................Bearing ....................................................... ......................................... 2
81 ............. TS29-192 .................Tilt Shaft ...................................................... ......................................... 1
82 ............. TS29-193 .................Bearing Block .............................................. ......................................... 1
83 ............. TS29-194E ..............Motor 7.5HP (5.6kW), 3Ph, 400V, 50Hz, TEFC ......................................
1
Page 39

39
Quill Assembly – Exploded View
Page 40

40
Схема электроподключения фрезерного станка TS29
Page 41

41
427 New Sanford Road
LaVergne, Tennessee 37086
Phone: 800-274-6848
www.powermatic.com
 Loading...
Loading...