

Page 1

PWBS-14CS
Оригинал:
GB
Operating Instructions
Перевод:
D
Gebrauchsanleitung
F
Mode d´emploi
RUS √
Инструкция по
эксплуатации
Артикул: 1791216K-RU
www.jettools.com
Ленточнопильный станок
JPW Tools AG, Tämperlistrasse 5, CH-8117 Fällanden,
Switzerland
Phone +41 44 806 47 48
Fax +41 44 806 47 58
Page 2

2
Содержание
Техника безопасности ........................................................................................................................... 3
Введение ................................................................................................................................................ 5
Технические характеристики и особенности станка ............................................................................. 6
Инструкции по заземлению ................................................................................................................... 9
Распаковка ........................................................................................................................................... 10
Содержимое транспортировочного контейнера .............................................................................. 10
Установка и сборка .............................................................................................................................. 11
Установка станка на тумбу ............................................................................................................... 12
Установка приводного ремня ........................................................................................................... 13
Установка поворотной опоры .......................................................................................................... 14
Установка удлинения стола ............................................................................................................. 14
Установка рабочего стола ................................................................................................................ 14
Выравнивание удлинения стола ...................................................................................................... 15
Установка задней направляющей ................................................................................................... 16
Установка передней направляющей и параллельного упора ......................................................... 16
Регулировка зазора между упором и столом ............................................................................... 17
Выравнивание упора с пильным полотном .................................................................................. 17
Проверка нулевой отметки ........................................................................................................... 18
Штифт для продольной распиловки ................................................................................................ 18
Воздушная форсунка ....................................................................................................................... 19
Светильник ....................................................................................................................................... 19
Установка рычага быстрого натяжения пильного полотна ............................................................. 19
Крепление на тумбе ......................................................................................................................... 19
Отвод пыли ....................................................................................................................................... 20
Подъемный блок .............................................................................................................................. 20
Регулировка станка .............................................................................................................................. 22
Наклон стола .................................................................................................................................... 22
Регулировка упора-ограничителя для установки стола под углом 90°........................................... 23
Выравнивание стола с пильным полотном ..................................................................................... 23
Установка пильных полотен ............................................................................................................ 24
Натяжение полотна .......................................................................................................................... 25
Ход полотна ...................................................................................................................................... 26
Направляющая стойка и верхнее защитное заграждение пильного полотна ................................ 27
Верхние подшипниковые направляющие ........................................................................................ 27
Нижние подшипниковые направляющие ......................................................................................... 28
Угловой упор .................................................................................................................................... 29
Техническое обслуживание ................................................................................................................. 30
Работа на станке ................................................................................................................................. 30
Общий порядок действий ................................................................................................................. 30
Продольный распил ......................................................................................................................... 31
Поперечный распил ......................................................................................................................... 31
Продольная распиловка по толщине ............................................................................................... 31
Смещение полотна .......................................................................................................................... 32
Устранение неисправностей – Механические и электрические неполадки ....................................... 33
Устранение неисправностей – Технологические проблемы .............................................................. 35
Дополнительные принадлежности ...................................................................................................... 38
Руководство по выбору пильной ленты .............................................................................................. 39
Для распила по радиусу ................................................................................................................... 39
Подключение к электросети для станка PWBS-14CS ........................................................................ 40
Page 3

3
ВНИМАНИЕ
Техника безопасности
1. Перед началом сборочных операций или эксплуатации станка полностью прочтите и уясните
руководство пользователя.
2. Прочтите и уясните предупреждения об опасности, размещенные на станке и в данном
руководстве. Несоблюдение данных предупреждений может стать причиной серьезных травм.
3. Замените предупреждающие надписи, если они были удалены или стали неразборчивыми.
4. Данный ленточнопильный станок предназначен для эксплуатации только должным образом
обученным и опытным персоналом. Если Вы не знакомы с надлежащей и безопасной
эксплуатацией станка, не работайте на нем до приобретения соответствующих знаний и
подготовки.
5. Используйте ленточнопильный станок только в целях, для которых он предназначен. В случае
использования станка в иных целях, компания Powermatic отказывается от действительной и
подразумеваемой гарантии и снимает с себя ответственность за любые травмы, которые могут
быть получены в результате подобной эксплуатации.
6. Всегда используйте соответствующие средства защиты глаз/лица во время работы на станке.
(Повседневные очки имеют только ударопрочные линзы; они не являются защитными очками.)
7. Перед эксплуатацией станка снимите галстук, кольца, наручные часы и другие украшения, а
также закатайте рукава выше локтей. Снимите свободную одежду и спрячьте длинные волосы.
Рекомендуется использовать обувь с нескользящей подошвой или противоскользящий коврик.
Не работайте в перчатках.
8. В течение длительных периодов работы используйте средства защиты органов слуха (беруши
или защитные наушники).
9. Сверление, распил, шлифование и прочие виды обработки древесины сопровождаются
образованием древесной пыли и других веществ, способных вызывать рак. Старайтесь не
вдыхать пыль, образующуюся при обработке древесины, либо используйте респиратор или
другие средства защиты органов дыхания.
10. При обработке древесины образуются химические вещества, способные вызывать
врожденные пороки развития и влиять на репродуктивное здоровье.
11. Не производите работы на станке, если устали или находитесь под действием наркотических
препаратов, алкоголя или медикаментов.
12. Перед подключением станка к источнику питания убедитесь, что переключатель находится в
положении OFF (ВЫКЛ.).
13. Удостоверьтесь, что станок правильно заземлен.
14. Регулировку и техническое обслуживание следует проводить только при отключенном от
источника питания станке.
15. Уберите регулировочный инструмент и гаечные ключи. Перед включением станка возьмите за
правило проверять, убран ли со станка регулировочный инструмент и ключи.
16. Во время эксплуатации станка защитные заграждения должны всегда находиться на своих
местах. Если они были сняты для проведения технического обслуживания, будьте особенно
осторожны. После завершения технического обслуживания немедленно установите
заграждения на место.
17. Перед использованием станка убедитесь, что он прочно закреплен на тумбе или верстаке.
18. Проверяйте детали станка на предмет повреждения. Перед дальнейшей эксплуатацией станка
защитное заграждение или другую поврежденную деталь следует тщательно проверить на
предмет нормальной работы и выполнения предусмотренных функций. Проверьте
расположение подвижных частей станка, отсутствие заедания подвижных частей, повреждений
деталей, крепления и другие условия, которые могут повлиять на эксплуатацию станка.
Page 4
4
Защитное заграждение или другая поврежденная деталь должна быть отремонтирована
надлежащим образом или заменена.
19. Обеспечьте достаточное количество места вокруг рабочей зоны и безбликовое верхнее
освещение.
20. Поддерживайте пол вокруг станка чистым. Не допускайте скопления на нем отходов
производства, масла и смазочных материалов.
21. Посетителям следует находиться на безопасном расстоянии от рабочей зоны. Не допускайте
в рабочую зону детей.
22. Сделайте рабочую зону недоступной для детей с помощью навесных замков, центральных
выключателей или путем съема пусковой кнопки.
23. Сосредоточьте все внимание на работе. Отвлечение от работы, разговоры и баловство на
рабочем месте расцениваются как небрежное отношение к работе и могут стать причиной
серьезных травм.
24. Всегда сохраняйте уравновешенную позу, чтобы не попасть под ленточную пилу или другие
подвижные части станка. Не перенапрягайтесь и не прилагайте чрезмерных усилий для
выполнения каких-либо операций.
25. Используйте подходящий инструмент при соответствующей скорости и подаче. Не применяйте
инструмент или другие приспособления для выполнения не предназначенных для них работ.
Правильно выбранный инструмент более эффективен и безопасен.
26. При распиле изогнутых досок по возможности производите вспомогательные резы.
27. При подаче маленьких заготовок всегда используйте толкатель, фиксаторы или подобные
приспособления для того, чтобы руки находились на безопасном расстоянии.
28. Используйте рекомендуемое дополнительное оборудование; неподходящее оборудование
может быть опасным.
29. Не подвергайте станок воздействию дождя, не работайте в сырых и влажных помещениях.
30. Внимательно относитесь к проведению технического обслуживания инструмента. Для
обеспечения наилучшей эффективности и безопасной работы следите, чтобы пильные
полотна были острыми и чистыми. Соблюдайте инструкции по смазке и замене
комплектующих.
31. Перед очисткой выключите станок и отсоедините его от источника питания. Для удаления
опилок, обломков древесины используйте щетку или сжатый воздух; не удаляйте мусор
руками.
32. Не вставайте на станок. В случае опрокидывания станка могут быть нанесены серьезные
травмы.
33. Никогда не оставляйте работающий станок без присмотра. Отключите питание и не оставляйте
станок до полной остановки ленточного полотна.
34. Перед запуском станка уберите из рабочей зоны незакрепленные предметы и ненужные в
работе заготовки.
Ознакомьтесь со следующими предупреждениями об опасности, используемыми в данном
руководстве:
Если предупреждения об опасности не были приняты во внимание, это
может стать причиной незначительных травм и/или возможного
повреждения станка.
Если предупреждения об опасности не были приняты во внимание, это
может стать причиной серьезных травм или смерти.
Page 5

5
Введение
Данная инструкция предоставлена компанией Powermatic и включает в себя описание процедур
безопасной работы и технического обслуживания для ленточнопильных станков модели PWBS14CS производства компании Powermatic. Руководство содержит инструкции по установке, меры
предосторожности, общие указания по работе на станке, инструкции по техническому
обслуживанию и схемы расположения узлов станка. При использовании в соответствии с
инструкциями, приведенными в данном руководстве, станок рассчитан на годы безотказной
работы. Если вы хотите задать вопрос или оставить комментарий, пожалуйста, свяжитесь с
поставщиком в вашем регионе либо с компанией Powermatic. Также вы можете посетить сайт
компании Powermatic: www.powermatic.ru.
Данные технические характеристики были актуальны на момент публикации инструкции по
эксплуатации. В связи с нашей политикой постоянного улучшения продукции, компания Powermatic
оставляет за собой право в любое время вносить изменения в технические характеристики без
предварительного уведомления потребителя и без каких-либо обязательств.
Page 6
6
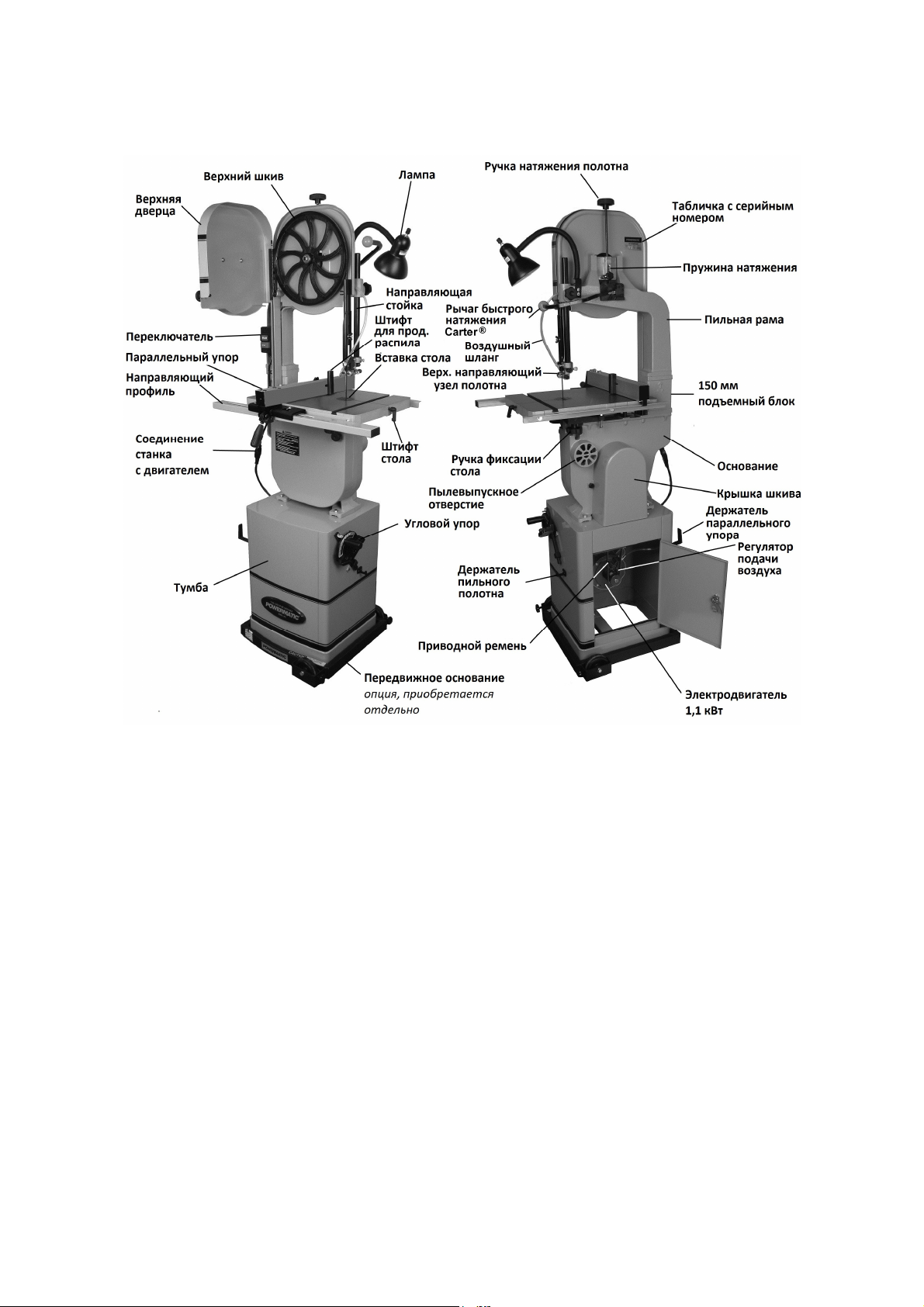
Технические характеристики и особенности станка
Рис. 1.
Модель ................................................................................................................................. PWBS-14CS
Артикул .............................................................................................................................. 1791216K-RU
Максимальная высота заготовки, (мм) .............................................................................................. 305
Максимальная ширина заготовки (просвет до рамы), (мм) .............................................................. 330
Минимальная ширина пильного полотна, (мм) ..................................................................................... 3
Максимальная ширина пильного полотна, (мм) ................................................................................. 20
Длина пильного полотна, (мм) ........................................................................................................ 2667
Размеры рабочего стола (ДхШ), (мм) ........................................................................................ 385х510
Скорость движения пильного полотна, (м/мин) ............................................................................... 765
Угол наклона рабочего стола, (град.) .................................................................... 45 вправо, 15 влево
Высота стола от пола, (мм) ............................................................................................................ 1118
Наружный диаметр вытяжного штуцера, (мм) ................................................................................. 100
Минимальная требуемая производительность вытяжной установки, (м3/ч) ................................... 595
Потребляемая (выходная) мощность .................................................................................. 1,8 (1,1) кВт
Габаритные размеры - станок и тумба в сборе (ДхШхВ), (мм) ....................................... 600х850х1950
Площадь основания тумбы (ДхШ), (мм) .................................................................................... 406х445
Вес, (кг)............................................................................................................................................... 120
Page 7
9
Инструкции по заземлению
В целях защиты оператора от поражения электрическим током во
время работы, станок должен быть заземлен.
В случае неисправной работы или поломки станка заземление создает
линию наименьшего сопротивления для тока, что уменьшает риск поражения электрическим
током. Станок оснащен электрическим шнуром с заземляющим проводом и заземляющей
штепсельной вилкой. Вилка должна быть включена в подходящую розетку, установленную и
заземленную в соответствии со всеми местными нормами и правилами.
Запрещается вносить изменения в конструкцию штепсельной вилки. Если вилка не подходит к
имеющейся розетке, обратитесь к квалифицированному электрику и установите розетку
надлежащего типа.
Неправильное подсоединение провода, заземляющего оборудование, создает риск поражения
электрическим током. Провод с изоляцией, имеющей зеленую наружную поверхность с желтыми
полосами или без них, является заземляющим. Если необходимо произвести ремонт или замену
электрического провода или штепселя, не подсоединяйте заземляющий провод к контакту под
напряжением.
Проконсультируйтесь с квалифицированным электриком или ремонтным персоналом, если
инструкции по заземлению не совсем понятны или если имеются сомнения касательно
надлежащего заземления станка. Используйте только трехжильный удлинительный провод,
имеющий заземляющую вилку.
Поврежденный или изношенный провод необходимо немедленно заменить или отремонтировать.
Важно: убедитесь, что розетка, к которой подключается станок, надлежащим образом
заземлена. Если вы не уверены, обратитесь к квалифицированному электрику и проверьте
розетку.
Page 8

10
Распаковка
Ленточнопильный станок поставляется в двух
картонных коробках. Распакуйте обе коробки и
осмотрите содержимое на предмет
повреждений при транспортировке. О любом
повреждении незамедлительно сообщите
вашему поставщику и транспортной компании.
Не выбрасывайте упаковочные материалы до
тех пор, пока станок не будет собран и проверен
на предмет надлежащей работоспособности.
Сравните содержимое обеих коробок и всех
находящихся внутри них упаковок с перечнем
деталей, чтобы убедиться в комплектности
поставки (*). О недостающих деталях, если
таковые имеются, следует сообщить вашему
поставщику. Внимательно прочтите инструкции
по сборке, техническому обслуживанию и
технике безопасности.
Содержимое транспортировочного
контейнера
Коробка № 1 – Ленточнопильный станок:
См. Рис. 9.
1 Ленточнопильный
станок – (А)
1 Направляющий
профиль – (В)
1 Параллельный упор –
(С)
1 Задняя направляющая
– (D)
1 Передняя
направляющая – (E)
1 Поворотная опора – (F)
1 Выравнивающая
планка – (G)
1 Угловой упор – (Н)
1 Рабочий стол – (J)
1 Удлинение стола – (K)
1 Приводной ремень – (L)
1 Рычаг быстрого натяжения полотна – (M)
1 Инструкция по эксплуатации (не показана)
1 Гарантийный талон (не показан)
2 Комплекта крепежа
В комплект крепежа № 1 входят:
См. Рис. 10.
-A)
-B)
кабеля (НР1-С)
-D)
-E)
, M8 (HP1-F)
плоских шайб, M8 (HP1-G)
шестигранных гаек, M8 (HP1-H)
-J)
-K)
Рис. 9. Содержимое коробки с ленточнопильным
станком
Рис. 10.
Комплект крепежа № 1
(Артикул PWBS14-HP1)
Рис. 11.
Комплект крепежа № 2
(Артикул PWBS14-HP2)
Page 9

11
В комплект крепежа № 2 входят:
См. Рис. 11.
3 шестигранных ключа, 3,4 и 5 мм (HP2-A)
4 проставки (HP2-B)
4 гайки, M8 (HP2-C)
4 установочных винта с внутренним
шестигранником, M8x20 (HP2-D)
4 винта с внутренним шестигранником, M6x25
(HP2-E)
4 контршайбы, M6 (HP2-F)
4 плоские шайбы, M6 (HP2-G)
4 винта с внутренним шестигранником, M8x65
(HP2-H)
2 L-образные проставки (HP2-J)
Коробка № 2 – Тумба:
См. Рис. 12.
1 тумба с электродвигателем (N)
1 крышка шкива (O)
2 комплекта крепежа
В комплект крепежа № 3 входят:
См. Рис. 13.
2 крюкообразных держателя упора (HP3-A)
2 крюкообразных держателя углового упора
(HP3-B)
1 крюкообразный держатель пильного полотна
(HP3-C)
2 ручки крышки шкива (HP3-D)
4 болта с полукруглой головкой, M8x16 (HP3-E)
4 шестигранные гайки с фланцем, M8 (HP3-F)
2 винта с круглой головкой, M5x12 (HP3-G)
2 винта с круглой головкой, M4x10 (HP3-H)
В комплект крепежа № 4 входят:
См. Рис. 14.
1 штифт для продольной распиловки (HP4-A)
1 ручка штифта для продольной распиловки
(HP4-B)
1 скользящая прокладка (HP4-G)
7 винтов с шестигранной головкой, M6x20
(HP4-L)
7 гроверов, 1/4’’ (HP4-M)
7 плоских шайб, 1/4’’ (HP4-N)
(*) буквенно-цифровые обозначения в круглых
скобках используются в тексте всего документа для
пояснения порядка проведения сборочных операций.
Для заказа деталей смотрите схемы расположения
узлов станка и артикулы в деталировке.
Установка и сборка
Необходимые для сборки инструменты:
Гаечные ключи (с открытым зевом или
накидные) – 10 мм, 12 мм, 1/2”
(В некоторых случаях для ускорения сборки
целесообразно использовать комплект
торцевых ключей)
Рис. 12.
Содержимое коробки с тумбой
Рис. 13.
Комплект крепежа № 3
(Артикул PWBS14-HP3)
Рис. 14.
Комплект крепежа № 4
(Артикул PWBS14-HP4)
Page 10
12
Шестигранные ключи – 3, 5, 6 мм
Крестовая отвертка
Угольник
Поверочная линейка
ПРИМЕЧАНИЕ: при необходимости
дополнительного разъяснения касательно
сборочных операций смотрите взрыв-схемы
узлов станка в конце данного руководства.
Открытые металлические поверхности
ленточнопильного станка, такие как стол, имеют
заводское защитное покрытие. Данное
покрытие следует удалить с помощью мягкой
ветоши, смоченной в растворителе. Для
удаления покрытия запрещается использовать
бензин, растворитель лака, ацетон и другие
легко испаряющиеся растворители. Не
используйте для удаления покрытия
абразивные материалы, так как они могут
поцарапать полированные металлические
поверхности.
ВАЖНО: перед сборкой ленточнопильный
станок необходимо отключить от источника
питания!
Установка станка на тумбу
См. Рис. 15 и 16.
1. Извлеките из тумбы незакрепленные
предметы.
2. Установите тумбу вертикально на ровную
поверхность. При необходимости для
большей устойчивости тумбу можно
прикрутить к полу через внутренние
отверстия в углах фиксирующими винтами.
При использовании передвижного
основания, заблокируйте его колеса перед
сборкой станка или работой на нем.
Станина
ленточнопильного
станка тяжелая!
Поднимайте станок с
осторожностью и придерживайте его до тех
пор, пока он не будет прочно установлен на
тумбу. Несоблюдение данного предписания
может стать причиной серьезных травм.
3. Воспользовавшись помощью еще одного
человека, извлеките ленточнопильный
станок из транспортировочного контейнера и
установите на тумбу. Убедитесь, что
передняя часть станка (с табличкой
Powermatic) обращена с ту же сторону, что и
передняя изогнутая сторона тумбы.
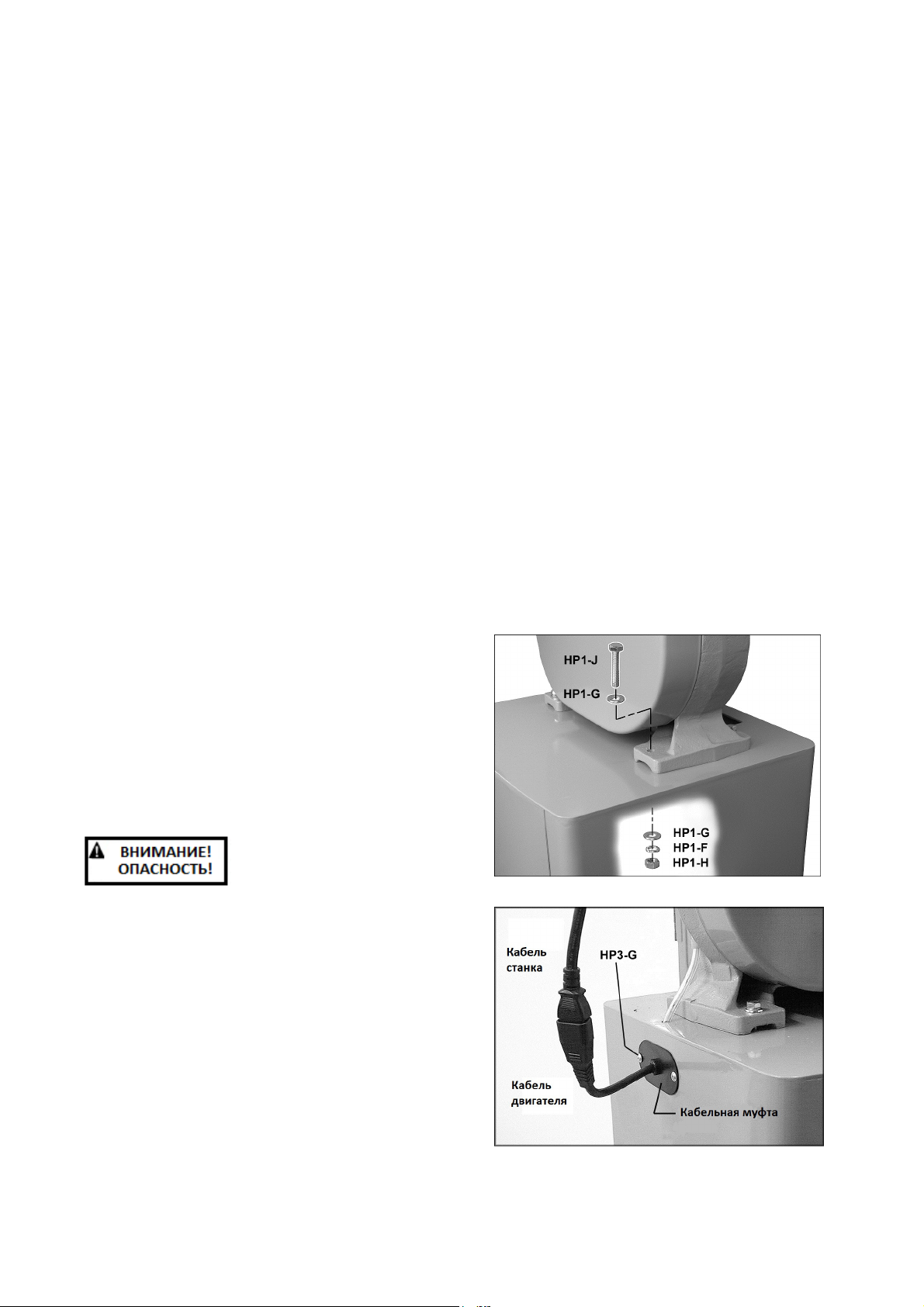
4. Выровняйте отверстия в основании станка с
отверстиями в верхней части тумбы.
Прикрутите основание станка к тумбе с
помощью четырех винтов с шестигранной
Рис. 15.
Рис. 16.
Page 11
13
головкой M8x40 (HP1-J), восьми плоских
шайб M8 (HP1-G), четырех контршайб M8
(HP1-F) и четырех шестигранных гаек M8
(HP1-H). Для затяжки воспользуйтесь 1/2”
гаечным ключом.
5. Проведите кабель двигателя и кабельную
муфту наружу через отверстие в тумбе, как
показано на Рис. 16. Прикрутите кабельную
муфту к тумбе двумя винтами с круглой
головкой M5x12 (HP3-G).
6. Подсоедините кабель станка к кабелю
двигателя (Рис. 16). В процессе сборки
запрещается подключать станок к
источнику питания.
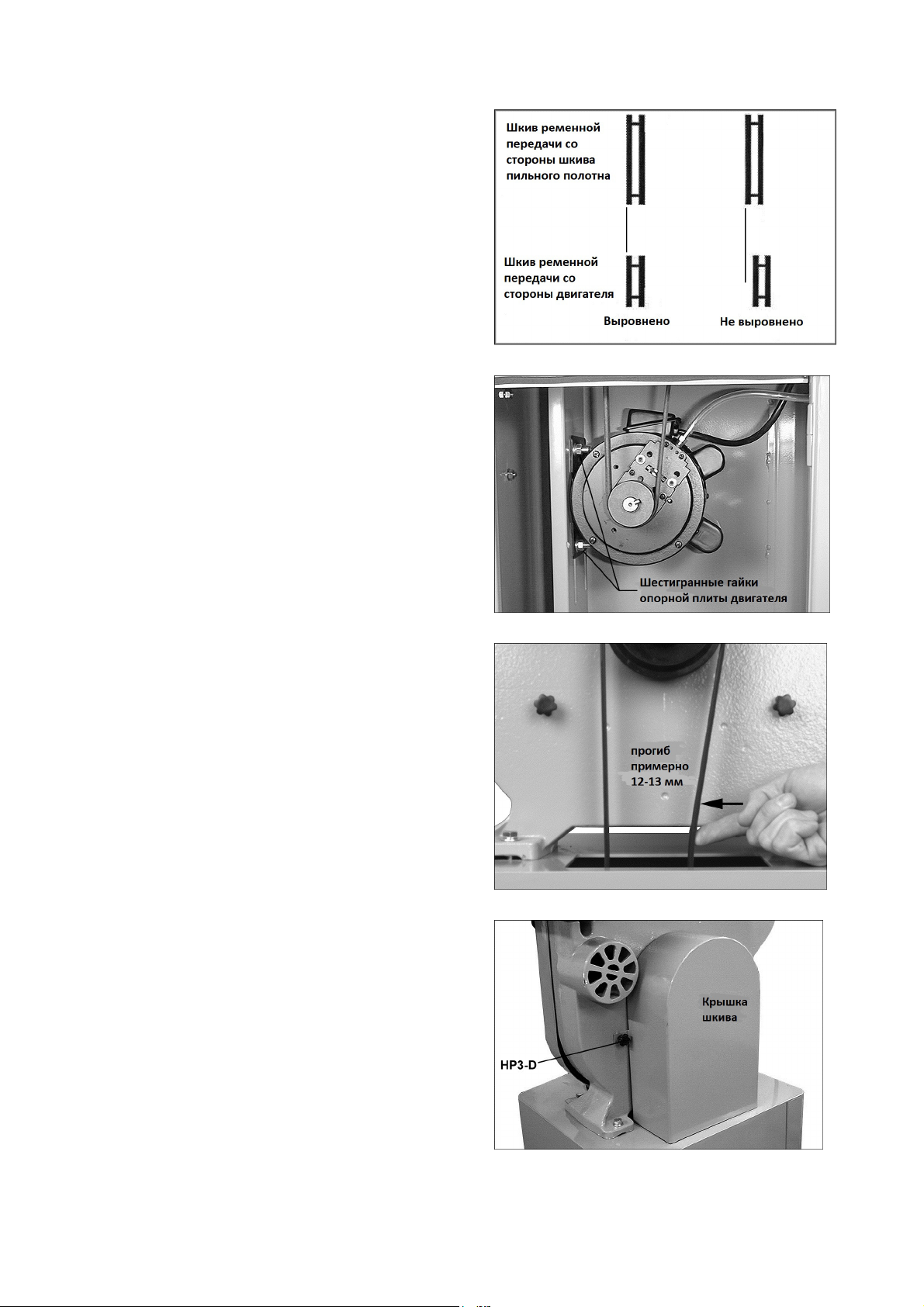
Установка приводного ремня
См. Рис. 17-20.
1. Шкивы ременной передачи были точно
выровнены между собой на заводеизготовителе. Однако, если в процессе
транспортировки станка эта регулировка
могла нарушиться, пользователю следует
проверить взаимное расположение шкивов.
Неправильно выровненные шкивы могут
стать причиной чрезмерного износа
приводных ремней.
2. Если шкивы не лежат в одной плоскости
(Рис. 17), ослабьте установочный винт на
одном из них и сместите шкив внутрь или
наружу до их полного выравнивания. Снова
затяните установочный винт.
Рис. 17.
Рис. 18.
3. Откройте нижнюю дверцу и с помощью 1/2”
гаечного ключа в равной степени ослабьте
четыре шестигранные гайки на плите
двигателя (см. Рис. 18). Поднимите
двигатель, чтобы обеспечить провисание
ремня для его установки.
4. Заведите ремень на оба шкива.
5. Натяните приводной ремень, опуская
двигатель. Для преодоления давления
приводного ремня и сохранения взаимного
выравнивания обоих шкивов на шкив со
стороны двигателя, возможно, придется
надавить сильнее.
6. Затяните четыре гайки на опорной плите
двигателя.
ПРИМЕЧАНИЕ: ремень натянут правильно,
если при надавливании на него пальцем
между шкивами он провисает
приблизительно на 12-13 мм (Рис. 19).
7. Закрутите две ручки крышки шкива (HP3-D) в
резьбовые отверстия с задней стороны
станка, как показано на Рис. 20. Опустите
крышку на ручки и затяните их.
Рис. 19.
Рис. 20.
Page 12
14
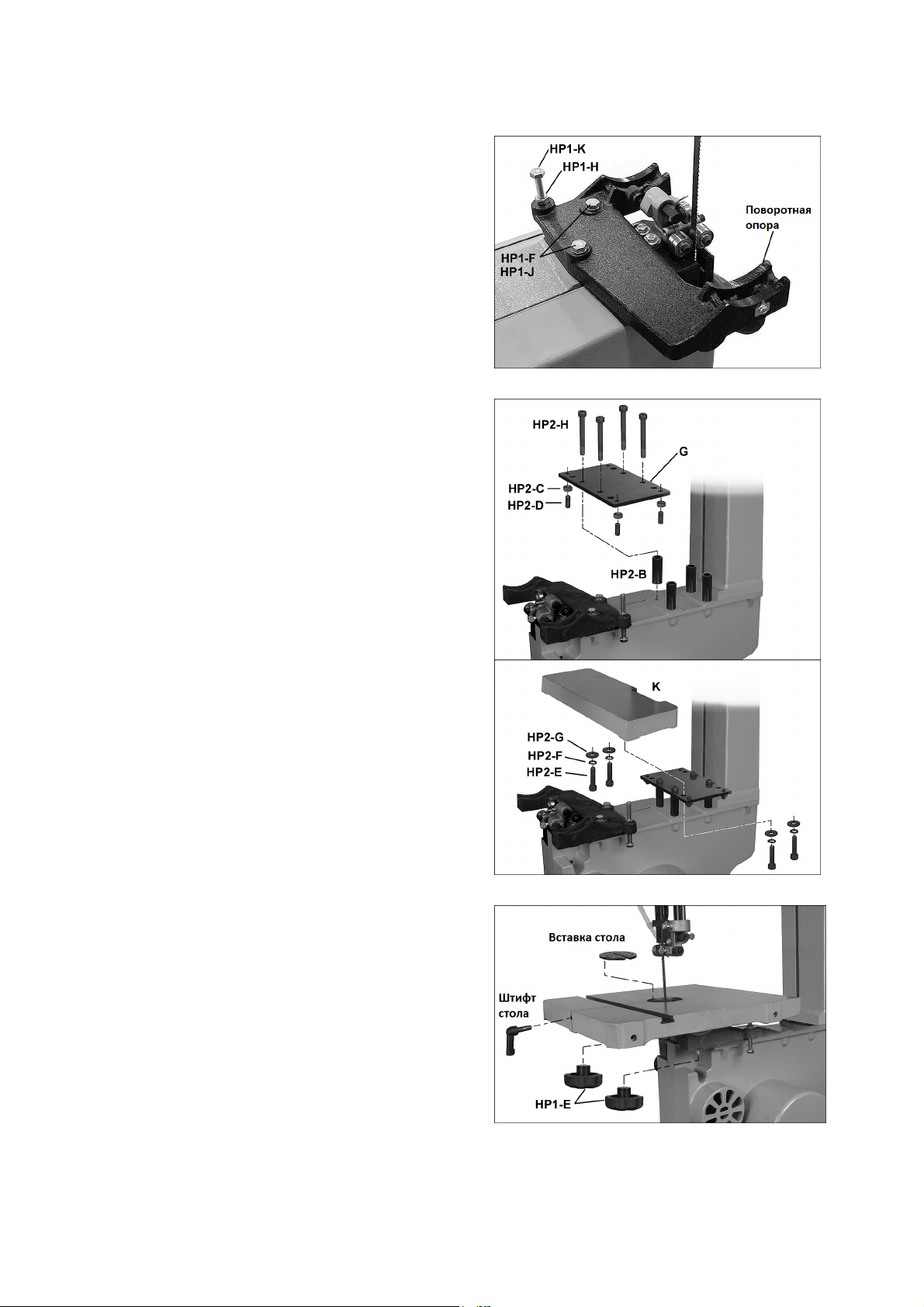
Установка поворотной опоры
См. Рис. 21.
1. Для правильного размещения поворотной
опоры используйте два установочных
штифта на станине станка. Прикрутите
поворотную опору к станку двумя винтами с
шестигранной головкой M8x30 (HP1-J) и
двумя контршайбами M8 (HP1-F). Затяните
винты с помощью 1/2” гаечного ключа.
2. Закрутите гайку M8 (HP1-H) на винт с
шестигранной головкой M8x80 (HP1-K) и
вкрутите его в поворотную опору, как
показано на Рис. 21. Шестигранную гайку
затяните вручную; полностью она будет
затянута позднее при установке упораограничителя для установки стола под углом
90°.
Установка удлинения стола
См. Рис. 22.
1. Закрутите шестигранные гайки M8 (HP2-C)
на каждый из четырех установочных винтов
M8x20 (HP2-D), затем закрутите эти винты в
четыре крайних отверстия на
выравнивающей планке (G), как показано на
рисунке.
Рис. 21.
2. Пока закрутите установочные винты вровень
с поверхностью планки. Позднее винты
будут регулироваться в ходе выравнивания.
3. Установите четыре проставки (HP2-B) над
отверстиями в станине станка и положите на
них выравнивающую планку, как показано на
рисунке. Выровняйте четыре центральных
отверстия планки с проставками и вставьте
четыре винта с внутренним шестигранником
M8x65 (HP2-H). Плотно притяните винты к
основанию через проставки с помощью 6 мм
шестигранного ключа.
4. Установите удлинение стола (K) над
выравнивающей планкой. В оставшиеся
отверстия планки и отверстия с нижней
стороны удлинения стола вставьте четыре
винта с внутренним шестигранником M6x25
(HP2-E), четыре контршайбы M6 (HP2-F) и
четыре плоские шайбы M6 (HP2-G). На
данном этапе затяните винты вручную.
Установка рабочего стола
См. Рис. 23.
1. Чтобы смонтировать рабочий стол,
извлеките штифт стола, вытягивая его
прямолинейно и, при необходимости,
прокручивая. Выньте вставку стола, надавив
на нее снизу.
Рис. 22.
Рис. 23.
Page 13

15
2. Поверните стол так, чтобы пильное полотно
прошло через его паз. Затем расположите
стол таким образом, чтобы винты вошли в
отверстия на поворотной опоре, как
показано на Рис. 23. Прикрутите к этим
винтам две ручки фиксации стола (HP1-E) и
затяните их.
3. Снова установите штифт и вставку стола.
Выравнивание удлинения стола
ПРИМЕЧАНИЕ: перед выравниванием
удлинения стола следует проверить
расположение упора-ограничителя для
установки рабочего стола под углом 90°.
Прочтите раздел «Регулировка упораограничителя для установки стола под углом
90°» на стр. 21, затем вернитесь к текущей
странице.
См. Рис. 22 и 24.
1. Установите рабочий стол под углом 90° и
затяните ручки фиксации стола.
2. Положите поверочную линейку (Рис. 24) на
оба стола в продольном направлении. Если
удлинение не находится на одном уровне с
рабочим столом, используйте
выравнивающую планку, расположенную
под удлинением, чтобы отрегулировать его
положение, как описано ниже.
3. Четыре винта с внутренним шестигранником
M6x25 (HP2-E, Рис. 22) должны быть
незначительно ослаблены. Ослабьте
шестигранные гайки (HP2-C) и
закручивайте/откручивайте любой из
четырех установочных винтов (HP2-D) с
помощью 4 мм шестигранного ключа, чтобы
поднять или опустить соответствующую
часть удлинения стола.
Рис. 24.
Рис. 25.
4. Когда удлинение будет выровнено с
рабочим столом, притяните шестигранные
гайки (HP2-C) к уровню с помощью 1/2”
гаечного ключа, чтобы зафиксировать
регулировку установочных винтов.
5. Отрегулируйте зазор между удлинением
стола и рабочим столом. Зазор легко
регулируется с помощью поставляемых в
комплекте L-образных проставок (HP2-J)
(Рис. 24). Установите L-образные проставки
между столами, как показано на рисунке, и
подведите удлинение к рабочему столу
максимально близко, насколько позволят
проставки.
6. Затяните винты с внутренним
шестигранником (HP2-E) с помощью 5 мм
шестигранного ключа и извлеките Lобразные проставки.
7. Наклоните рабочий стол, чтобы убедиться,
Рис. 26.
Page 14

16
что он не соприкасается с торцом
удлинения.
8. Плотно затяните четыре винта с внутренним
шестигранником (HP2-E), при этом
проследите, чтобы во время затяжки
удлинение стола не сместилось.
Установка задней направляющей
См. Рис. 25.
1. Отключите станок от источника питания.
2. Прикрутите заднюю направляющую (D) к
рабочему столу с помощью двух винтов с
шестигранной головкой M6x20 (HP4-L), двух
контршайб 1/4’’ (HP4-M) и двух плоских шайб
1/4’’ (HP4-N). Затяжку винтов следует
производить только вручную.
3. Задняя направляющая должна
располагаться параллельно поверхности
стола. С помощью комбинированного
угольника измерьте расстояние от стола до
направляющей, установив его с одного края
направляющей, как показано на рисунке.
Измерьте расстояние с другого края
направляющей; значения должны
совпадать.
4. При необходимости сместите один из концов
направляющей, чтобы выставить
одинаковое расстояние от поверхности
стола.
5. Затяните оба винта на задней
направляющей с помощью 10 мм гаечного
ключа.
Рис. 27.
Рис. 28.
Установка передней направляющей и
параллельного упора
См. Рис. 26-29.
1. Прикрутите заднюю направляющую (D) к
рабочему столу с помощью двух винтов с
шестигранной головкой M6x20 (HP4-L), двух
контршайб 6 мм (HP4-M) и двух плоских
шайб 6 мм (HP4-N). На данном этапе
затяните винты вручную.
2. Прикрутите направляющий профиль (В, Рис.
27) через пазы в передней направляющей с
помощью трех винтов с шестигранной
головкой M6x20 (HP4-L), трех контршайб 6
мм (HP4-M) и трех плоских шайб 6 мм (HP4N). Затяните винты с помощью 10 мм
гаечного ключа.
3. Поднимите ручку упора и наденьте узел
упора на направляющий профиль,
прикрученный к передней направляющей,
как показано на Рис. 28. Скользящая
прокладка (Рис. 29) должна проходить по
поверхности задней направляющей. При
Рис. 29.
Рис. 30.
Page 15

17
необходимости регулировки положения
образом, чтобы он располагался вровень с
прокладки, ослабьте шестигранную гайку и
проверните прокладку. Снова затяните
шестигранную гайку.
4. Опустите ручку упора до конца вниз, чтобы
зафиксировать его на направляющем
профиле. Поднимите ручку, чтобы
переместить упор вдоль стола.
Регулировка зазора между упором и
столом
Зазор между нижней поверхностью
параллельного упора и поверхностью стола
должен быть достаточно большим, чтобы упор
не задевал стол, но при этом достаточно
малым, чтобы тонкие заготовки не попадали под
упор. Зазор должен быть одинаковым по всей
длине упора. Выполните следующие шаги:
См. Рис. 29 и 30.
1. Зафиксируйте упор на передней
направляющей, до конца опустив его ручку.
Винты, крепящие переднюю направляющую,
пока не должны быть плотно затянуты.
2. Поднимите направляющий профиль вместе
с упором так, чтобы выставить нужную
величину зазора между столом и упором в
передней части стола.
3. Затяните оба винта на передней
направляющей (HP4-L, Рис. 26) с помощью
10 мм гаечного ключа.
4. Если требуется выравнивание зазора по
всей длине упора, отрегулируйте высоту
скользящей прокладки с его задней стороны
(Рис. 29).
Выравнивание упора с пильным
полотном
См. Рис. 31.
1. Установите стол под углом 90°. (Убедитесь,
что упор был отрегулирован в соответствии
с инструкциями на стр. 21.)
2. С помощью ручки зафиксируйте упор на
направляющем профиле.
3. Положите на стол угольник вплотную к
упору, как показано на Рис. 31.
4. Если упор не перпендикулярен столу, слегка
ослабьте два винта на передней
направляющей (см. Рис. 26) и поднимайте
или опускайте один ее конец до тех пор,
пока упор не будет перпендикулярен столу.
5. Снова затяните винты. Теперь поверхность
упора перпендикулярна столу, и значит,
параллельна пильному полотну.
Упор также необходимо отрегулировать таким
Page 16

18
обеими кромками пильного полотна. Выполните
следующие шаги:
6. Установите упор так, чтобы он касался
пильного полотна, не прогибая его. Затем
зафиксируйте положение упора.
7. Проверьте, чтобы упор был выровнен с
пильным полотном, а именно одинаково
касался передней и задней кромки полотна.
Если упор не выровнен с полотном,
ослабьте четыре винта с внутренним
шестигранником (D, Рис. 31).
8. Отрегулируйте положение упора по
отношению к пильному полотну, затем
затяните четыре винта с внутренним
шестигранником.
Проверка нулевой отметки
См. Рис. 31.
1. Когда упор будет выровнен с пильным
полотном, но все еще будет располагаться,
касаясь полотна, как показано на Рис. 31,
проверьте, чтобы указатель на шкале
направляющего профиля совпадал с
нулевой отметкой.
2. Если требуется незначительная
регулировка, ослабьте винт крепления
указателя и отрегулируйте его положение.
Снова затяните винт.
3. Если описанной регулировки недостаточно,
ослабьте винты направляющего профиля
(HP4-L, Рис. 27) и переместите упор вместе
с направляющим профилем так, чтобы упор
едва касался пильного полотна. Снова
затяните винты направляющего профиля и
дальнейшую регулировку производите с
помощью винта крепления указателя.
ПРИМЕЧАНИЕ: нулевое положение указателя
следует проверить, распилив прямую заготовку.
При этом нужно точно измерить ее ширину и
сравнить это значение с показаниями шкалы.
Рис. 31.
Штифт для продольной распиловки
См. Рис. 32.
Для выполнения операций продольной
распиловки, прикрепите штифт для продольной
распиловки (HP4-A) через паз к упору с
помощью ручки (HP4-B). Установите штифт для
продольной распиловки таким образом, чтобы
его ось примерно совпадала с передней кромкой
пильного полотна.
Штифт для продольной распиловки
обеспечивает одноточечную поверхность
контакта для более высоких заготовок, что
позволяет поворачивать их с целью
прохождения пильного полотна по линии
распила.
Page 17

19
Воздушная форсунка
См. Рис. 33 и 34.
1. Воздушный шланг, который уже
подсоединен к корпусу станка, нужно
провести через отверстие в тумбе (показано
на Рис. 16) и подключить к форсунке
регулятора подачи воздуха на
электродвигателе (Рис. 33). С помощью
зажигалки или спичек кратковременно
погрейте конец шланга, чтобы насадить его
на форсунку. При остывании шланг плотно
обожмет форсунку, обеспечив герметичное
соединение.
2. Прикрутите пластину (HP1-A) к узлу
направляющей пильного полотна.
3. Закрепите верхний конец воздушного
шланга на пластине (HP1-A) через зажим
для провода (HP1-C) с помощью винта с
круглой головкой M5x12 (HP1-D). Нагрейте
конец шланга с помощью зажигалки или
спичек, затем вставьте форсунку (HP1-B) в
шланг широким концом; конический
наконечник должен быть обращен вниз к
столу, как показано на рисунке.
Рис. 32.
Светильник
См. Рис. 35.
В светильнике на гибкой ножке используются
лампочки средней мощности (не поставляются
со станком): 60 Вт или менее. Светильник
работает независимо от главного
переключателя станка.
Установка рычага быстрого
натяжения пильного полотна
См. Рис. 36.
Установите рычаг быстрого натяжения (М) на
вал, как показано на рисунке, и затяните два
установочных винта с помощью 3 мм
шестигранного ключа. Действие рычага
быстрого натяжения описано в разделе
«Установка пильных полотен».
Крепление на тумбе
См. Рис. 37.
1. Прикрутите два крюкообразных держателя
углового упора (HP3-B) к боковой стороне
тумбы с помощью двух болтов с полукруглой
головкой M8x16 (HP3-E) и двух
шестигранных гаек с фланцем M8 (HP3-F).
Установите держатели под углом, как
показано на Рис. 38. Угловой упор можно
хранить, разместив его на этих держателях.
2. Прикрутите крюкообразный держатель
Рис. 33.
Рис. 34.
Рис. 35.
Page 18

20
пильного полотна (HP3-C) двумя винтами с
круглой головкой M4x10 (HP3-H), как
показано на рисунке. Держатель
предназначен для хранения свернутого
запасного пильного полотна.
3. Прикрутите два крюкообразных держателя
упора (HP3-A) к противоположной стороне
тумбы с помощью двух болтов с полукруглой
головкой M8x16 (HP3-E) и двух
шестигранных гаек с фланцем M8 (HP3-F).
Держатели предназначены для хранения
параллельного упора, когда он не
используется.
Отвод пыли
См. Рис. 38.
При эксплуатации ленточнопильного станка
настоятельно рекомендуется использование
системы отвода пыли (не поставляется). Это
поможет содержать мастерскую в чистоте и
снизить риск возникновения проблем со
здоровьем вследствие вдыхания древесной
пыли. Производительность системы отвода
пыли должна быть достаточной для станка
данного типоразмера (минимальная
производительность 595 м3/ч).
Рис. 36.
Подсоедините шланг для отвода пыли
диаметром 100 мм (не поставляется) к штуцеру
с задней стороны станка и зафиксируйте его
хомутом, как показано на рисунке.
Примечание: продувочный шланг сушильной
машины не подходит для отвода пыли.
Подъемный блок
Подъемный блок (артикул 1791217) входит в
стандартную комплектацию станка. При
установке блока на станке можно производить
продольную распиловку заготовок высотой до
305 мм.
Комплект поставки
1 Подъемный блок
1 Защита полотна
1 Болт (5/8"-11 x 8-1/2")
2 Плоская шайба (5/8")
1 Гайка (5/8"-11)
1 Направляющая стойка (диаметром 22 мм)
1 Узел защиты полотна
1 Пильное полотно (2667х10х0,5мм)
1 Инструкция по установке
Инструменты, необходимые для установки
Комбинированный гаечный ключ, 26 мм
Торцовый гаечный ключ с трещоткой, 15/16"
Крестовая отвертка №1
Разводной гаечный ключ, 6"
Набор шестигранных ключей
Рис. 37.
Page 19

21
Инструкция по установке
1. Отключите ленточнопильный станок от
источника питания.
2. Ослабьте натяжение полотна ленточной
пилы, откройте дверцы обоих приводных
шкивов, снимите фиксирующий штифт и
вставку стола, извлеките пильное полотно.
При необходимости, обратитесь к инструкции
по эксплуатации станка.
3. Снимите пластиковую защиту пильного
полотна рядом с коробкой переключателя.
4. Снимите блок коробки переключателя с
кабельным зажимом с пильной рамы.
Создайте опору для пильной рамы, перед
тем, как перейти к следующей операции!
Пильная рама обладает значительным
весом! Ее падение может послужить
причиной травмы или причинить
материальный ущерб!
5. Осторожно ослабьте болт и гайку, крепящие
пильную раму к корпусу станка, и снимите
пильную раму.
6. Поместите подъемный блок на корпус станка.
Убедитесь, что штифты на корпусе
совпадают с отверстиями на блоке.
7. Примечание: указательная стрелка на
корпусе станка должна быть направлена к
задней части станка.
Рис. 38.
8. Установите пильную раму поверх подъемного
блока, убедившись в том, что фиксирующие
штифты и отверстия совпадают. Закрепите
пильную раму на блоке при помощи болта
(5/8"-11 x 8-1/2") с шайбой (5/8"),
вставленного сквозь пильную раму, блок и
корпус, и закрепите при помощи
шестигранной гайки (5/8") с шайбой (5/8").
Крепко затяните гайку.
9. Установите новый узел защиты полотна (№2,
Рис. 1) на пильную раму и корпус станка.
10. Закрепите блок переключателя на
подъемном блоке при помощи резьбовых
отверстий и винтов, которые крепили блок
переключателя к пильной раме. Не пытайтесь
установить блок переключателя на том же
месте, где он был ранее.
11. Ослабьте два болта, крепящие
металлическую защиту пильного полотна к
верхнему кронштейну (В, Рис. 2) и снимите
защиту.
12. Снимите верхний кронштейн защиты
пильного полотна (В, Рис. 2) с направляющей
стойки (D, Рис. 2).
13. Ослабьте фиксирующую рукоятку
направляющей стойки (А, Рис. 2). Ослабьте, но
не выкручивайте до конца винт фиксатора (С,
Page 20

22
Рис. 2), чтобы ослабить давление фиксатора на
направляющую стойку.
Примечание: под винтом фиксатора находится
пружина и стальной шарик. Полное
вывинчивание винта фиксатора может повлечь
за собой их потерю. Поместите новую
направляющую стойку поверх старой,
подлежащей замене. Убедитесь в том, их vобразные канавки расположены соосно.
Замените старую стойку, выталкивая ее вниз
новой стойкой и обращая внимание на ровность
перемещения новой стойки.
Примечание: извлечение старой направляющей
стойки без прямого выталкивания ее новой
стойкой приведет к выпадению
фиксирующего шарика и пружины из гнезда,
что значительно усложнит процедуру
замены.
14. Затяните винт фиксатора (С, Рис.2).
15. Закрепите верхний кронштейн защиты
пильного полотна на новой, более длиной
направляющей стойке.
16. Закрепите узел защиты пильного полотна
(№№ 7-11, Рис. 1) на верхнем кронштейне
защиты пильного полотна. Примечание: при
изменении высоты направляющей стойки всегда
подстраивайте положение защиты пильного
полотна так, чтобы она закрывало полотно
полностью.
Установите новое пильное полотно,
произведите его натяжение и регулировку,
установите обе пластиковых защиты пильного
полотна и обе дверцы приводных шкивов на
место. Установите на место вставку стола и
фиксирующий штифт. Подключите
ленточнопильный станок к источнику питания.
Для уточнения деталей выполнения данных
операций, обратитесь к инструкции по
эксплуатации станка.
Регулировка станка
Наклон стола
Перед регулировкой
или ремонтом станка
отключите его от
источника питания.
См. Рис. 39.
1. Ослабьте ручки фиксации стола.
2. Наклоните стол вправо на угол до 45°. Угол
наклона отображается на шкале поворотной
опоры.
3. Ослабьте ручки фиксации стола.
4. Для проверки точности угла наклона стола,
Page 21

23
положите на него измерительное устройство
вплотную к пильному полотну.
Регулировка упора-ограничителя для
установки стола под углом 90°
См. Рис. 39 и 40.
1. Отключите станок от источника питания.
2. Ослабьте ручки фиксации стола и наклоните
стол влево до упора в стопорный винт.
3. Для проверки точности угла наклона стола
по отношению к пильному полотну,
положите на стол угольник вплотную к
полотну, как показано на Рис. 40. Для
обеспечения точности измерения убедитесь,
что вставка стола выровнена с его
поверхностью.
4. Если требуется регулировка, отклоните стол
и затяните ручки фиксации стола.
5. Ослабьте контргайку (Рис. 39) и
поворачивайте стопорный винт стола влево
или вправо, чтобы поднять или опустить
упор. Притяните контргайку вплотную к
поворотной опоре, чтобы зафиксировать
положение стопорного винта стола.
6. Разблокируйте стол и снова наклоните его
до упора в стопорный винт, чтобы
убедиться, что угол наклона стола по
отношению к пильному полотну составляет
90°. При необходимости повторите
приведенные шаги, чтобы точно
отрегулировать угол наклона стола.
7. Убедитесь, что указатель (Рис. 39)
находится на нулевой отметке. Если нет,
ослабьте винт и переместите указатель на
ноль. Снова затяните винт.
ПРИМЕЧАНИЕ: после регулировки упораограничителя для установки стола под углом
90°, возможно, потребуется снова выставить
удлинение стола на одном уровне с рабочим
столом. См. раздел «Выравнивание удлинения
стола».
Выравнивание стола с пильным
полотном
Для точного поперечного распила с
использованием углового упора стол (т.е. паз в
нем) должен быть выровнен с пильным
полотном. Эта регулировка была произведена
на заводе-изготовителе, но оператор может
проверить ее, выполнив следующие шаги:
ПРИМЕЧАНИЕ: данную регулировку лучше
производить с широким пильным полотном.
См. Рис. 41.
1. Положите вдоль боковой стороны полотна
Рис. 39.
Рис. 40.
Page 22

24
поверочную линейку так, чтобы она не
слишком сильно давила на полотно (не
допускайте прогиба пильного полотна).
Поверочная линейка должна касаться обеих
кромок полотна.
2. C помощью точной линейки измерьте
расстояние от поверочной линейки до края
паза стола. Проведите измерения в
передней и задней части стола; расстояние
должно быть одинаковым.
3. Если паз не выровнен с пильным полотном,
слегка ослабьте шесть винтов, крепящих
поворотную опору к столу.
4. Слегка сдвиньте стол, чтобы выровнять паз
с пильным полотном (расстояние от паза до
пильного полотна спереди и сзади стола
должно быть одинаковым).
5. Затяните винты поворотной опоры.
(ПРИМЕЧАНИЕ: после завершения этой
регулировки, возможно, понадобится
проверить выравнивание упора по
отношению к пильному полотну. См. раздел
«Выравнивание упора с пильным полотном»
на стр. 18.)
Установка пильных полотен
Перед снятием или
установкой пильных
полотен отключите
станок от источника
питания.
Ленточнопильный станок PWBS-14CS
поставляется с пильным полотном со
следующими параметрами: 6 зуб/дюйм, ширина
9,5 мм, толщина 0,5 мм, длина 2375 мм.
См. Рис. 42.
Рычаг натяжения полотна является
запатентованным изобретением Carter® QuickRelease™. Рычаг устанавливается в трех
положениях: высокое натяжение (полное
натяжение), среднее (частичное натяжение) и
низкое (ослабление полотна). Слегка поднимите
рычаг, затем вытолкните и установите в нужное
положение, дав ему встать на соответствующий
уступ блока.
1. Отключите станок от источника питания.
2. Установите рычаг натяжения в положение
«Ослабление полотна», как показано на Рис.
42.
(Примечание: при использовании более
широких полотен может понадобиться
ослабить ручку натяжения, чтобы полностью
ослабить полотно.)
Рис. 41.
3. Снимите вставку стола и штифт.
Page 23

25
4. Откройте защитные ограждения обоих
шкивов пильного полотна.
5. Отведите верхний и нижний направляющие
подшипники, чтобы они не соприкасались с
полотном.
6. Снимите пильное полотно с верхнего шкива,
затем с нижнего. Поверните полотно, чтобы
направить его через паз в столе.
Новые полотна обычно
поставляются
свернутыми. Во время
работы с пильным полотном используйте
перчатки. Удерживая полотно одной рукой,
другой медленно размотайте его.
7. Заведите новую пильную ленту через паз в
столе. Установите полотно в верхнюю и
нижнюю направляющие и заведите на
верхний и нижний шкивы.
Примечание: убедитесь, что зубья полотна
обращены к столу (т.е. направлены вперед и
вниз). Если зубья не будут обращены вниз,
независимо от того, как Вы расположили
полотно, перекрутите его лицевой стороной
внутрь. Работая в перчатках, снимите
пильное полотно, перекрутите его, чтобы
оно было правильное ориентировано, затем
снова установите.
8. Разместите полотно по центру верхнего и
нижнего шкивов.
9. Переместите рычаг натяжения полотна в
положение «Частичное натяжение».
10. Вставьте обратно вставку стола и штифт.
11. Перед работой на станке натяните пильное
полотно и проверьте его ход. См. разделы
«Натяжение полотна» и «Ход полотна».
Натяжение полотна
См. Рис. 43.
1. Отключите станок от источника питания.
2. Установите рычаг натяжения полотна в
положение полного натяжения (см. Рис. 42).
3. Поверните ручку натяжения (Рис. 43) по
часовой стрелке, чтобы натянуть полотно.
Индикатор на ползуне верхнего шкива
показывает приблизительное натяжение
полотна в соответствии с его шириной. На
начальном этапе натяните полотно,
ориентируясь на его ширину.
При установке натяжения
полотна рычаг натяжения
должен находиться в
крайнем верхнем положении. Несоблюдение
данного предписания может стать причиной
Рис. 42.
Page 24

26
повреждения установочного блока в
основании рычага.
По мере освоения станка и приобретения
знаний о различных свойствах ленточных
полотен, возможно, Вы сочтете нужным
установить натяжение, отличное от начальных
значений. Учтите, что на степень натяжения
полотна влияет не только его ширина, но и тип
обрабатываемого материала. Не забывайте, что
слишком малое или слишком большое
натяжение может привести к поломке полотна.
СОВЕТ: если станок с установленным пильным
полотном на протяжении некоторого времени не
используется, установите рычаг натяжения в
положение «Частичное натяжение»; это
позволит предотвратить усталостный износ
полотна и деформацию ободов шкивов, а также
продлит срок службы подшипников и шкивов
пильного полотна.
Ход полотна
Отключите станок от
источника питания.
Запрещается
регулировать ход полотна при работающем
станке.
«Ход полотна» определяет положение пильного
полотна на шкивах во время его движения.
Полотно должно располагаться примерно по
центру обоих шкивов, как показано на Рис. 44.
Ход полотна на ленточнопильном станке PWBS14CS был отрегулирован на заводеизготовителе. Однако, периодически его следует
проверять. После замены полотна проверка его
хода обязательна.
Рис. 43.
См. Рис. 45.
1. Перед регулировкой хода полотна его
необходимо надлежащим образом натянуть.
Убедитесь, что направляющие и подшипники
не препятствуют движению пильного
полотна.
2. Установите рычаг быстрого натяжения в
положение «Полное натяжение».
3. Откройте верхнюю дверцу и вручную
проверните верхний шкив вперед.
Понаблюдайте за положением полотна на
шкиве – оно должно располагаться по
центру.
4. Если пильное полотно смещается в какую-
либо из сторон шкива, ослабьте барашковую
гайку (Рис. 45).
5. Если полотно смещается к переднему краю
шкива, поворачивайте ручку регулировки
хода по часовой стрелке. Верхний шкив
наклонится назад, и полотно переместится к
его центру.
Рис. 44.
Рис. 45.
Page 25

27
Если полотно смещается к заднему краю
5. Ослабьте винт с внутренним
шкива, поворачивайте ручку регулировки
хода против часовой стрелки. Верхний шкив
наклонится вперед, и полотно переместится
к его центру.
ВАЖНО: данная регулировка является
очень точной; крутите ручку постепенно,
давая полотну возможность среагировать на
изменения.
6. Когда ход полотна будет отрегулирован,
снова затяните барашковую гайку.
7. Включите пилу и проверьте ход полотна при
работающем станке.
8. Если требуется дальнейшая регулировка
хода, отключите станок от источника
питания и повторите вышеприведенные
шаги.
Направляющая стойка и верхнее
защитное заграждение пильного
полотна
См. Рис. 46.
1. Отключите станок от источника питания.
Рис. 46.
2. Ослабьте ручку фиксации и поднимите или
опустите узел верхней направляющей
пильной ленты так, чтобы она
располагалась примерно на 5 мм выше
обрабатываемой заготовки.
3. Затяните ручку фиксации.
4. Направляющая стойка станка (Рис. 46)
подпружинена. Для регулировки натяжения
пружины полностью выкрутите ручку, затем
затяните или ослабьте установочный винт.
Снова закрутите ручку.
Верхние подшипниковые
направляющие
См. Рис. 47-49.
1. Отключите станок от источника питания.
2. Пильное полотно должно быть
соответствующим образом натянуто и
отрегулировано.
3. Ослабьте барашковый винт (А, Рис. 47) и,
поворачивая ручку (В), переместите
направляющий блок так, чтобы передний
край подшипников (С) располагался сразу за
впадиной зуба полотна (изогнутая область в
основании зуба), как показано на Рис. 48.
Расстояние обычно составляет примерно
0,4 мм.
Рис. 47.
Рис. 48.
4. Затяните барашковый винт (А, Рис. 47).
Page 26

28
шестигранником (D) и поворачивайте винт
(Е) на каждом направляющем подшипнике,
чтобы отодвинуть его от полотна на 0,1 мм.
(Быстрый способ выставить расстояние –
это положить между подшипником и
полотном новую банкноту, толщина которой
составляет примерно 0,1 мм, и сдвигать
подшипник до тех пор, пока он слегка не
коснется ее.)
6. Затяните винт (D), когда регулировка будет
завершена.
Упорный подшипник
Упорный подшипник (F, Рис. 49) является
опорой для задней кромки пильного полотна во
время работы станка. Он отрегулирован таким
образом, что полотно касается его, только когда
оно находится под нагрузкой в процессе
распила.
7. Ослабьте барашковый винт (G, Рис. 49) и
поворачивайте ручку (Н) для смещения
упорного подшипника (F) внутрь или наружу,
чтобы расстояние между ним и полотном
составляло примерно 0,4 мм. Для
выставления данного расстояния можно
использовать щуп, либо просто поместить
между упорным подшипником и полотном
дважды сложенную (четыре толщины) новую
банкноту. (Толщина банкноты составляет
приблизительно 0,1 мм, поэтому, сложенная
вчетверо, она сможет служить для выверки
расстояния.)
8. Затяните барашковый винт (G, Рис. 50).
Нижние подшипниковые
направляющие
См. Рис. 50.
1. Отключите станок от источника питания.
Рис. 49.
Рис. 50.
2. Пильное полотно должно быть
соответствующим образом натянуто и
отрегулировано.
3. Ослабьте барашковый винт (J) и,
поворачивая ручку (K), переместите
направляющий блок так, чтобы передний
край подшипников (L) располагался сразу за
впадиной зуба полотна (изогнутая область в
основании зуба).
4. Затяните барашковый винт (J).
Упорный подшипник
5. Ослабьте барашковый винт (М) и
поворачивайте ручку (N) для смещения
упорного подшипника (О) внутрь или наружу,
чтобы расстояние между ним и полотном
составляло примерно 0,4 мм. Для
выставления данного расстояния можно
Рис. 51.
Page 27

29
использовать щуп, либо просто поместить
между упорным подшипником и полотном
дважды сложенную (четыре толщины) новую
банкноту. (Толщина банкноты составляет
приблизительно 0,1 мм, поэтому, сложенная
вчетверо, она сможет служить для выверки
расстояния.)
6. Затяните барашковый винт (М).
7. Ослабьте винт с внутренним
шестигранником (Р) и поворачивайте винт
(R) на каждом направляющем подшипнике,
чтобы отодвинуть его от полотна на 0,1 мм.
По завершении регулировки затяните винт
(Р).
Угловой упор
См. Рис. 51 и 52.
Угловой упор предназначен для поперечного
распила. Заведите угловой упор в Т-образный
паз с торца стола.
Для использования упора ослабьте рукоятку и
поверните его корпус так, чтобы нужный угол на
шкале совпал с указателем. Затяните рукоятку.
Для точного поперечного распила необходимо
выверить перпендикулярное расположение
углового упора относительно пильного полотна.
Выполните следующие шаги (см. Рис. 52). Для
данной процедуры предпочтительно
использовать широкое пильное полотно.
1. Установите угол равный 90°.
2. Положите угольник к угловому упору и к
пильному полотну, как показано на рисунке.
Рис. 52.
Рис. 53.
3. Отрегулируйте упор так, чтобы угольник
располагался вплотную к нему и к пильному
полотну.
4. Ослабьте винт и сместите указатель, если
это необходимо. Снова затяните винт.
Если угловой упор не используется, его можно
хранить на крюкообразных держателях на тумбе
станка. См. Рис. 53. Ослабьте рукоятку упора и
заведите его за верхний держатель. Заведите
штангу упора за нижний держатель, затем
затяните рукоятку, чтобы зафиксировать упор на
тумбе.
Page 28

30
Техническое
обслуживание
Перед проведением
технического
обслуживания станка
отключите его от
источника питания, выдернув штепсель из
розетки или отключив главный выключатель!
Несоблюдение данного предписания
может стать причиной серьезных травм.
Регулярно производите очистку
ленточнопильного станка для удаления
смолистых отложений и древесных опилок.
Для удаления пыли используйте щетку,
пылесос или сжатый воздух. (Во время
очистки станка от пыли надевайте защитные
очки.)
Следите, чтобы паз стола не забивался
пылью и опилками. Следите, чтобы
направляющие подшипники не засорялись,
не допускайте попадания на них древесной
смолы. При необходимости используйте
имеющиеся в продаже средства для
удаления древесной смолы.
Содержите в чистоте направляющую стойку;
время от времени наносите на нее тонкий
слой масла.
Нанесите смазку на оси, валы и соединения.
Не допускайте попадания смазочного
материала на шкивы или ремни.
Подшипники станка герметизированы на весь
срок службы и не требуют смазки. Проверьте,
чтобы щетка для очистки над нижним шкивом
работала надлежащим образом; при
необходимости отрегулируйте ее.
Удаляйте любые отложения, налет, со
шкивов и ободов во избежание вибраций и
возможной поломки пильной ленты.
ПРИМЕЧАНИЕ: не наносите растворитель
вблизи ободов шкивов. Если на ободах
появляются признаки износа или
деформации, замените их.
Поверхность стола должна содержаться в
чистоте. Для достижения максимальной
эффективности не допускайте образования
ржавчины на поверхности стола. При
появлении ржавчины, используйте смесь
нашатырного спирта и хорошего моющего
средства, а также стальную мочалку №000.
Также можно использовать промышленное
средство для удаления ржавчины, которое
продается во многих магазинах хозтоваров.
Нанесите на поверхность стола тонкий слой
защитного покрытия, например, воска. В
магазинах хозтоваров и в каталогах также
можно найти покрытие в виде аэрозоля.
Независимо от выбранного способа
нанесения, покрытие должно защищать
металл и обеспечивать гладкость
поверхности, не оставляя пятен на
заготовках.
Работа на станке
В данном разделе содержится базовая
информация, без описания всех возможных
режимов использования и техник работы на
ленточнопильном станке. Чтобы приобрести
профессиональные навыки и знания по
эксплуатации ленточнопильного станка
воспользуйтесь общедоступными
источниками информации, пройдите
обучение и/или обратитесь к опытным
пользователям станка. (На приведенных в
разделе рисунках может быть изображен
станок, отличающийся
от Вашей конкретной
модели, но
производимые операции те же самые.)
Общий порядок действий
1. Убедитесь, что пильное полотно
надлежащим образом натянуто и
отрегулировано, а также выставлено
правильное положение верхних и нижних
направляющих и упорных подшипников
относительно пильного полотна.
2. Отрегулируйте направляющую стойку так,
чтобы направляющие подшипники
располагались выше заготовки (примерно
на 5 мм), обеспечивая минимальный
выход пильного полотна.
3. При использовании параллельного упора,
установите его и зафиксируйте на
направляющем профиле. При
использовании углового упора для
поперечного распила, параллельный
упор следует убрать.
4. Включите ленточнопильный станок и
подождите несколько секунд до полного
разгона станка.
При подаче заготовки
во избежание
приближения рук к
пильному полотну
используйте толкатель, прижим,
приводной подающий механизм, тиски
или подобные приспособления всякий
раз, когда это возможно.
Page 29

31
5. Установите заготовку наиболее прямой
стороной к параллельному упору для
продольного распила или к угловому
упору для поперечного. Медленно
вдавливайте заготовку в пильное
полотно, при этом прижимая ее к
параллельному упору или удерживая на
угловом упоре. Не прилагайте излишних
усилий, подавая заготовку к пильному
полотну.
Дополнительные советы по эксплуатации:
Делайте вспомогательные распилы везде,
где это возможно. Вспомогательным
распилом называется дополнительный
распил заготовки до линии разметки,
произведенный в той ее части, которая
впоследствии перейдет в отходы. Когда
пильное полотно достигнет линии разметки и
пойдет по ней, лишняя часть заготовки
отпадет. Вспомогательные распилы
помогают предотвратить защемление
заднего края пильного полотна при распиле
заготовки.
Не применяйте излишнюю подачу
заготовки к пильному полотну; усиленная
подача уменьшает срок службы полотна и
может вызвать его поломку.
При распиле длинных
досок оператору
следует использовать
роликовую опору,
опорные столы или прибегнуть к помощи
ассистента, чтобы придать заготовке
устойчивость.
Продольный распил
Продольный распил – это распил заготовки
по длине вдоль волокна древесины. См. Рис.
58. При продольном распиле заготовки на
узкие доски всегда используйте толкатель
или подобное приспособление.
Поперечный распил
Поперечный распил – это распил заготовки
поперек волокон древесины. Для подачи
заготовки к пильному полотну используется
угловой упор.
Правой рукой следует прочно удерживать
заготовку вплотную к угловому упору, а левой
вести упор к полотну, как показано на Рис. 59.
Рис. 59.
Не используйте параллельный и угловой
упоры одновременно. Отпиленные части
заготовки не должны защемляться во время
или после распила.
Совместное использование
параллельного и углового упоров может
стать причиной заклинивания и
повреждения пильного полотна.
Продольная распиловка по
толщине
Продольная распиловка по толщине – это
процесс разрезания заготовки в целях
уменьшения ее толщины, или получения
более тонких досок по сравнению с
первоначальной заготовкой, например,
шпона.
Наиболее подходящим пильным полотном
для продольной распиловки является самое
широкое, которое можно установить на
станок, так как чем шире полотно, тем лучше
оно сохраняет прямолинейность при работе.
Рис. 58.
Продольную распиловку по толщине можно
производить с помощью параллельного
упора или штифта для продольной
распиловки. При работе с упором
используйте толкатель, направляющую
линейку или подобное приспособление,
чтобы не подводить руки к пильному полотну.
Штифт для продольной распиловки имеет
шарнирный узел, с помощью которого можно
аккуратно вести пильное полотно по линии
разметки; это особенно удобно при распиле
Page 30

32
по кривой линии, когда использование упора
невозможно, а ручной контроль за ходом
распила является затруднительным.
На Рис. 60 изображен процесс продольной
распиловки с использованием параллельного
упора; на Рис. 61 – с использованием штифта
для продольной распиловки.
Рис. 60.
• Слишком быстрая подача заготовки.
Рис. 62.
Если смещение происходит из-за пильного
полотна, а его замена на данный момент
невозможна, то смещение распила можно
временно компенсировать путем перекоса
упора:
1. Из отходов производства отпилите доску
примерно такой же длины, как стол
ленточнопильного станка, и
присоедините ее к столу по длине. Либо
отпилите доску на циркулярной пиле,
чтобы образовать ровную грань.
Рис. 61.
Смещение полотна
Смещение полотна, или занос, возникает,
когда полотно начинает уходить от линии
распила даже при использовании упора. На
Рис. 62 изображен пример смещения
полотна.
Чаще всего это случается с малыми, узкими
полотнами и почти всегда смещение присуще
полотнам низкого качества или случается при
неправильной регулировке. Проверьте
ленточнопильный станок по следующим
пунктам:
• Упор не параллелен пазу стола и
пильному полотну.
• Неправильно натянуто пильное полотно.
• Зубья пилы затупились.
• Слишком много зубьев разведены на
одну из сторон пильного полотна.
2. Нарисуйте на доске линию,
параллельную креплению или кромке
доски.
3. Уберите упор и аккуратно сделайте
пропил вдоль нарисованной на доске
линии, направляя доску вручную.
Дойдите примерно до середины доски и
остановите станок (дайте полотну
полностью остановиться), но при этом не
смещайте доску.
4. Прикрепите доску к столу.
5. Ослабьте четыре винта с шестигранной
головкой на упоре и сместите упор,
выравнивая его по доске. Зафиксируйте
упор.
6. Снова затяните четыре винта с
шестигранной головкой.
ПРИМЕЧАНИЕ: применение перекоса упора
для исправления смещения распила
эффективно только для установленного на
данный момент пильного полотна; при
установке нового полотна, упор необходимо
будет повторно отрегулировать и установить
перпендикулярно пазу стола. Смотрите
соответствующие разделы в данном
руководстве.
Page 31

33
Устранение неисправностей – Механические и
электрические неполадки
Неисправность Возможная причина Метод устранения
Станок не
запускается/перезапускается
или систематически
срабатывает
автоматический
выключатель цепи или
плавятся предохранители.
Нет питания.
Повреждение электрического
провода.
Срабатывает автоматический
выключатель цепи в здании или
плавится предохранитель.
Неисправность в работе
переключателя или двигателя
(как распознать).
Перегрев двигателя.
Проверьте, подключен ли станок
к источнику питания.
Замените провод.
Убедитесь, что при подключении
станка использованы провода
подходящего сечения. Если
сечение проводов подобрано
правильно, тогда, вероятно,
проблема в ослабленном
электрическом проводе.
Если у вас есть доступ к
вольтметру, то вы можете
отличить неисправность в
работе пускового устройства от
неисправности в работе
электродвигателя, во-первых,
путем проверки входного
напряжения 220 В +/- 20%; вовторых, проверив напряжение
между пусковым устройством и
двигателем. Несоответствующее
входное напряжение – проблема
в питании. Несоответствующее
напряжение между пусковым
устройством и двигателем –
проблема в работе пускового
устройства. Соответствующее
напряжение между пусковым
устройством и двигателем –
проблема в работе
электродвигателя.
Очистите двигатель от пыли и
обломков древесины, чтобы
воздух мог свободно
циркулировать. Дайте двигателю
остыть перед повторным
запуском.
Не запускается двигатель.
Неправильное подключение
станка к сети.
Если проблема именно в
двигателе, есть два варианта
решения: Воспользоваться
помощью квалифицированного
электрика для проверки
работоспособности двигателя,
либо снять двигатель и отдать
на проверку в мастерскую
ремонта электродвигателей.
Проверьте все электрические
соединения станка.
Page 32

34
Неисправность Возможная причина Метод устранения
Если проблема именно в
переключателе, есть два
варианта решения:
Воспользоваться помощью
Не срабатывает
переключатель.
квалифицированного электрика
для проверки
работоспособности
переключателя, либо купить
новый переключатель
запуска/остановки и установить
его, если это необходимо.
Ленточнопильный станок не
разгоняется.
Удлиняющий провод имеет
слишком малый размер сечения
либо он слишком длинный.
Низкий ток.
Замените на провод
подходящего сечения и длины.
Свяжитесь с
квалифицированным
электриком.
Page 33

35
Устранение неисправностей – Технологические проблемы
Неисправность Возможная причина Метод устранения
Стол не удерживает
положение наклона
под нагрузкой.
Ручки фиксации стола не затянуты. Затяните ручки фиксации.
Стол не
наклоняется.
Чрезмерные
вибрации станка.
Поворотная опора не смазана. Смажьте поворотную опору.
Поворотную опору заклинило.
Тумба стоит на неровном полу.
Приводной ремень провис или
изношен.
Винты монтажной плиты двигателя
или другие крепежные изделия
ослаблены.
Неподходящий шаг пильной ленты.
Скопление древесной пыли и
обломков на шкиве.
Износ/повреждение обода шкива.
Низкое напряжение сети.
Разберите поворотную опору и
замените заклинивающие детали.
Установите станок на гладкую
ровную поверхность.
Увеличьте натяжение приводного
ремня. Замените ремень, если он
изношен.
Затяните весь крепеж.
Выберите пильную ленту с
подходящим шагом,
воспользовавшись таблицей по
выбору ленточных пил.
Поддерживайте чистоту шкивов.
Замените обод при необходимости.
Свяжитесь с квалифицированным
электриком.
Грубая поверхность
заготовки после
распила.
Неточный распил.
Распил не по
прямой линии.
Слишком низкая скорость полотна. Увеличьте скорость.
Слишком крупный шаг полотна.
Неправильно установлено пильное
полотно.
Неправильно отрегулирован
угловой указатель.
Неправильно отрегулирован упор
стола.
Смоляные отложения на полотне. Очистите полотно.
Износ зубьев или повреждение
пильного полотна.
Упор не параллелен пильному
полотну.
Неправильная регулировка
углового упора.
Примените полотно с меньшим
шагом.
Зубья полотна должны быть
обращены вниз.
Проверьте положение полотна с
помощью угольника и
отрегулируйте указатель.
Проверьте положение полотна с
помощью угольника и
отрегулируйте упор.
Замените полотно.
Выровняйте упор надлежащим
образом (см. стр. 18).
Отрегулируйте угловой упор (см.
стр. 28).
Page 34

36
Неисправность Возможная причина Метод устранения
Происходит
смещение полотна
(полотно уходит в
процессе распила).
Неправильная регулировка
направляющих пильного полотна.
Слишком интенсивная подача
заготовки.
Верхние направляющие пильного
полотна расположены
недостаточно близко к заготовке.
Выбрана неподходящая пильная
лента для данной операции.
Слишком слабое натяжение
пильного полотна.
Упор не выровнен с пильным
полотном.
Искривленная древесина. Выберите другую заготовку.
Чрезмерное усилие подачи. Уменьшите усилие подачи.
Неподходящее для выполняемой
операции пильное полотно.
Неправильно отрегулировано
натяжение полотна.
Отрегулируйте направляющие
надлежащим образом (см. стр. 26-
27).
Уменьшите усилие подачи.
Направляющие должны
располагаться над заготовкой на
расстоянии около 5 мм
Используйте соответствующую
пильную ленту.
Увеличьте натяжение (см. стр. 24).
Проверьте и отрегулируйте
положение упора (см. стр. 18).
Выберите полотно нужного типа.
Отрегулируйте натяжение полотна
в соответствии с его размером.
Невозможно
надлежащим
образом натянуть
пильное полотно.
Полотно
заклинивает в
заготовке.
Образование
трещин в основании
зубьев полотна.
Неправильно отрегулированы
подшипниковые направляющие.
Выработан усталостный ресурс
пружины натяжения.
Неправильное натяжение или
повреждение пильного полотна
Слишком большая ширина полотна
для получения желаемого радиуса
пропила.
Зубья полотна не подходят для
данной работы или неправильно
разведены.
Толщина полотна не соответствует
диаметру шкива.
Полотно неправильно заточено,
происходит перегрев.
Смещение осей шкивов.
Отрегулируйте направляющие
надлежащим образом (см. стр. 26-
27).
Замените пружину натяжения
(свяжитесь с представителем
технической поддержки).
Отрегулировать или заменить
соответственно.
Выберите более узкое полотно. См.
схему на стр. 40.
Замените на подходящее полотно.
Замените на полотно подходящей
толщины.
Заточите полотно надлежащим
образом или замените его.
Свяжитесь с представителем
технической поддержки.
Page 35

37
Неисправность Возможная причина Метод устранения
Образование
трещин на задней
кромке полотна.
Преждевременная
поломка пильной
ленты.
Слишком быстрая подача
заготовки.
Неровный сварной шов на пильном
полотне.
Износ упорного подшипника,
вызванный постоянным контактом с
задней кромкой пильного полотна.
Слишком быстрая подача
заготовки.
Не выровнены направляющие
пильного полотна.
Для распила используется полотно
со слишком крупным шагом или
неподходящего размера (т.е.
слишком широкое для пропила
определенного радиуса).
Уменьшите скорость подачи, чтобы
снизить нагрузку на пильное
полотно.
Отделите приваренную часть и
приварите повторно надлежащим
образом; либо используйте новую
пильную ленту. Скруглите заднюю
кромку новой пильной ленты.
Замените упорный подшипник.
Отрегулируйте новый подшипник в
соответствии с инструкциями.
Уменьшите усилие подачи.
Установите соответствующие
расстояние между направляющими
подшипниками и полотном.
Воспользуйтесь таблицей по
выбору ленточных пил; выберите
пилу с подходящим шагом.
Поломка пилы
вблизи сварного
шва.
Перегрев полотна в процессе
сварки.
Слишком быстрое охлаждение
полотна после сварки.
Упорный подшипник не
поддерживает полотно
надлежащим образом, либо
направляющий подшипник
установлен слишком высоко и
прогибает полотно.
Слишком сильно натянуто пильное
полотно.
Перегрев полотна в процессе
сварки.
Необходимо заменить полотно,
подвергнуть его отжигу или
отделить хрупкую часть и
произвести сварку надлежащим
образом.
Необходимо заменить полотно,
подвергнуть его отжигу или
отделить хрупкую часть и
произвести сварку надлежащим
образом.
Проверьте все направляющие
подшипники на предмет
правильного расположения и
признаков износа. При
необходимости отрегулируйте их
или замените.
Уменьшите натяжение (см. стр. 24).
Необходимо подвергнуть полотно
отжигу или отделить хрупкую часть
и произвести сварку надлежащим
образом.
Слишком быстрое охлаждение
полотна после сварки.
Необходимо подвергнуть полотно
отжигу или отделить хрупкую часть
и произвести сварку надлежащим
образом.
Page 36

38
Неисправность Возможная причина Метод устранения
Преждевременный
износ зубьев пилы. Слишком мелкий шаг.
Недостаточное давление подачи. Увеличьте давление подачи.
Слишком низкая скорость резания.
Неправильный выбор пильной
ленты.
Отколотый зуб или инородный
предмет, застрявший в пропиле.
Дополнительные принадлежности
Смотрите на сайте www.jettools.ru
См. схему по выбору пильного
полотна. Используйте полотно с
более крупным шагом.
Увеличьте давление подачи и
скорость распила.
Повторно проверьте
обрабатываемый материал.
Выберите из таблицы подходящую
пильную ленту.
Остановите станок и удалите
застрявший предмет. При
повреждении полотна замените
его.
Page 37

39
Руководство по выбору пильной ленты
Определитесь с материалом и толщиной заготовки. В таблице приведены рекомендуемый ШАГ,
ТИП полотна и ПОДАЧА.
Расшифровка:
H – Крюк (Hook) L – низкий
S – Скип (SKIP) M – средний
R – Стандарт (Regular) H – высокий
Пример: 10/H/M означает 10 зубьев на дюйм / Тип профиля «крюк» / средний темп подачи
ТОЛЩИНА ЗАГОТОВКИ
МАТЕРИАЛЫ
12,7 мм 25,4 мм 76,2 мм
152,4 мм и
более
ДРЕВЕСИНА
НЕМЕТАЛЛЫ
ПЛАСТМАССЫ
ТВЕРДЫЕ ПОРОДЫ 10/R/L 8/R/L 3/H/M
МЯГКИЕ ПОРОДЫ 10/R/L 8/R/L 3/H/M
УГЛЕВОЛОКНО 10/R/L 6/R/L 3/S/M 3/S/M
СЛЮДА 32/R/L - - -
АСБЕСТ 8/R/L 6/R/L 3/S/M 3/S/M
ТВЕРДАЯ РЕЗИНА 10/R/L 8/R/L 6/R/M 2/S/H
ФОРМИКА 14/R/M 10/R/M 4/H/H 4/H/H
МЕЗОНИТ 10/R/L 4/S/L 3/S/M 3/H/M
БАКЕЛИТОВАЯ
БУМАГА
ОРГСТЕКЛО 10/R/L 6/R/L 3/S/M
БУМАГА 14/R/L 10/R/L 4/S/L
14/R/M 10/R/M 4/H/H 3/H/H
Для распила по радиусу
Изучите чертеж или опытный экземпляр детали или просто
измерьте наименьший радиус, который требуется выпилить,
и найдите его (в мм) на схеме ниже. Соответствующая
кривая укажет на приблизительную ширину пильного
полотна. Если искомый радиус находится между двумя
кривыми, выбирайте более широкое полотно.
3/H/M
3/H/M
3/S/M
3/S/M
Это метод следует использовать для начального выбора
пильной ленты. Данные рекомендации могут
корректироваться для удовлетворения требований
выполняемых работ. Если не удается подобрать полотно со
всеми необходимыми характеристиками, возможно, придется
пойти на компромисс.
Page 38

40
Подключение к электросети для станка PWBS-14CS
Page 39

41
427 New Sanford Road
LaVergne, Tennessee 37086
Phone: 800--274--6848
www.powermatic.com
 Loading...
Loading...