

Page 1
Page 2

Dear Sir or Madam,
Thank you for choosing Pinnacle ZX Series. You can be assured that this machine meets all of the
highest safety standards while using technological innovations shared by no other laser engraver. The
ZX Series is backed by GCC, a truly international company that is dedicated to helping your business
grow.
We at Pinnacle are proud to introduce the ZX Series, our most technologically advanced laser engraver
to date. This easy to operate machine has been designed with quality, productivity, and safety in mind.
With innovations like the QSM
TM
, Stellar Quality Under High Speed, SmartFILE file management, and the
new Linear Low Maintenance Motion System, the ZX Series is clearly on the cutting edge of all laser
systems.
Pinnacle understands that a creative technical background is the key to successful growth in the everchanging information economy. We have a strong team of R&D experts who propel our company to new
heights. From product development to manufacturing, our engineers are dedicated to innovation and
quality.
Guiding our solid technical base is a world-class management team. At Pinnacle, our leaders bring
together marketing, technical support, research development and distribution experts to create an
international network able to meet your demands. Over the years, this network has been able to span the
globe. Our technical support staff is committed to provide you with impeccable service, and when your
business is ready to grow, our team will also be there!
Sincerely,
Pinnacle Laser Team
1
ZX Series USER MANUAL
Page 3

CONTENT
CONTENT......................................................................... 2
CHAPTER I - SAFETY.................................................... 7
Safety Ratings .....................................................................................................................................................7
Principles of CO
The Safety Interlock System .............................................................................................................................7
Safety measures .................................................................................................................................................7
Safety Labels.......................................................................................................................................................8
CHAPTER II - HARDWARE INSTALLATION.......... 10
Unpacking and Unloading................................................................................................................................10
Accessories Kit Checklist.................................................................................................................................13
Working Environment.......................................................................................................................................14
CHAPTER III - BASIC MAINTENANCE.................. 107
Supplies Needed for Basic Maintenance and Cleaning............................................................................107
Cleaning the Working table and Motion System ........................................................................................108
Removing the Mirrors .....................................................................................................................................108
Cleaning the Mirrors and Lens......................................................................................................................111
Motion System Maintenance.........................................................................................................................113
Laser......................................................................................................................................7
2
CHAPTER IV - MECHANICAL OVERVIEW............. 15
Front View ..........................................................................................................................................................15
Right Side View .................................................................................................................................................16
Left Side View....................................................................................................................................................17
Back View ..........................................................................................................................................................18
Motion System & Working Table View...........................................................................................................22
Focus Lens Holder Assembly .........................................................................................................................23
Manual Focus Gauge .......................................................................................................................................23
Lenses ................................................................................................................................................................24
Manual Focus Gauge Holders and Lens Combinations..............................................................................24
Exhaust System Installation ............................................................................................................................25
Air Assist System Installation..........................................................................................................................26
SmartGUARD Fire Alarm (Optional) ..............................................................................................................29
CHAPTER V - SOFTWARE INSTALLATION........... 48
Recommended Computer Configuration and Setup....................................................................................48
Connecting the Pinnacle ZX SERIES to the Computer...............................................................................48
Installation of the Pinnacle ZX SERIES driver (Using Windows)...............................................................50
Installation of the USB Driver (Using Windows)...........................................................................................49
2
ZX Series USER MANUAL
Page 4

CHAPTER VI - MACHINE OPERATION................... 57
Graphic Control Panel Operation ...................................................................................................................57
The Control Panel.............................................................................................................................................57
Control Panel Operation Chart........................................................................................................................59
Main Operation Page........................................................................................................................................65
Function Select Page .......................................................................................................................................68
How to Set Origin..............................................................................................................................................82
CHAPTER VII - SOFTWARE OPERATION.............. 83
Page and Layout Setup....................................................................................Error! Bookmark not defined.
Color Adjustment............................................................................................... Error! Bookmark not defined.
Vector and Raster ............................................................................................. Error! Bookmark not defined.
Vector Cutting.................................................................................................... Error! Bookmark not defined.
Raster Engraving ..............................................................................................Error! Bookmark not defined.
Printing- ZX SERIES Driver Editing ...............................................................................................................91
Rotary Attachment Installation and Operation..............................................................................................28
CHAPTER VIII - TROUBLE SHOOTING................. 115
Trouble Shooting.............................................................................................................................................115
Other Problems ...............................................................................................................................................115
Appendix...................................................................... 117
GLOSSARY .....................................................................................................................................................117
Pinnacle ZX SERIES Specification ..............................................................................................................118
Application & Parameters ..............................................................................................................................119
Water Chiller and Laser Engraver Installation............................................................................................112
3
ZX Series USER MANUAL
Page 5

FIGURE CONTENT
Fig. 2- 1 Unpacking and Unloading ..............................................................................................10
Fig. 2- 2 Unpacking and unloading...............................................................................................11
Fig. 3-1 Machine Front View ...................................................................................................................15
Fig. 3-2 Machine Right Side View ..........................................................................................................16
Fig. 3-3 Power Switch and Inlet ..............................................................................................................16
Fig. 3-4 Compressor Power.....................................................................................................................17
Fig. 3-5 Machine left side view................................................................................................................17
Fig. 3-6 Machine Back View....................................................................................................................18
Fig. 3-7 Mirror Access ..............................................................................................................................19
Fig. 3-8 Remove mirror 1.........................................................................................................................19
Fig. 3-9 Remove mirror 1.........................................................................................................................20
Fig. 3-10 Red Pointer Access Panel ......................................................................................................20
Fig. 3-11 Red Pointer Access .................................................................................................................21
Fig. 3-12 Print Port....................................................................................................................................18
Fig. 3-13 Motion System ..........................................................................................................................22
Fig. 3-14 Laser Carriage Assembly........................................................................................................23
Fig. 3-15 Manual Focus Gauge ..............................................................................................................23
Fig. 3-16 Exhaust Outlet ..........................................................................................................................25
Fig. 3-17 Exhaust System Installation....................................................................................................26
Fig. 3-18 Air Assist Installation................................................................................................................27
Fig. 3-19 Air Assist Installation................................................................................................................27
Fig. 3-21 Rotary Attachment Installation ...............................................................................................28
Fig. 3-22 Rotary Attachment Side View.................................................................................................29
Fig. 3-23 Rotary Attachment Software Operation ................................ Error! Bookmark not defined.
Fig. 3-24 Rotary Attachment Software Operation ................................ Error! Bookmark not defined.
Fig. 3-25 SmartGUARD Fire Alarm Review..........................................................................................43
Fig. 3-26 Install the SmartGUARD beneath here.................................................................................43
Fig. 3-28 SmartGUARD Installation .......................................................................................................44
Fig. 3-29 SmartGUARD Installation .......................................................................................................45
Fig. 3-30 SmartGUARD Installation .......................................................................................................45
Fig. 3-31 SmartGUARD Installation .......................................................................................................46
Fig. 3-32 SmartGUARD Installation .......................................................................................................47
Fig. 4-1 USB Driver Installation............................................................... Error! Bookmark not defined.
Fig. 4-2 USB Driver Installation...............................................................................................................49
Fig. 4-3 Print Driver Installation............................................................... Error! Bookmark not defined.
Fig. 4-4 Print Driver Installation...............................................................................................................50
Fig. 4-5 Print Driver Installation...............................................................................................................51
Fig. 4-6 Print Driver Installation...............................................................................................................52
Fig. 4-7 Print Driver Installation...............................................................................................................52
Fig. 4-8 Print Driver Installation...............................................................................................................52
Fig. 4-9 Print Driver Installation...............................................................................................................53
Fig. 4-10 Print Driver Installation ............................................................................................................53
Fig. 4-11 Print Driver Installation ............................................................................................................54
Fig. 4-12 Print Driver Installation ............................................................................................................54
Fig 4-13 Print Driver Installation..............................................................................................................55
Fig 4-14 Print Driver Installation..............................................................................................................55
Fig 4-15 Print Driver Installation..............................................................................................................56
Fig. 5-1 Graphic Control Panel View......................................................................................................57
Fig. 5-2 Main Operation Page.................................................................................................................65
Fig. 5-3 Auto Focus Page ........................................................................................................................66
Fig. 5-4 File Management Information Page.........................................................................................67
4
ZX Series USER MANUAL
Page 6

Fig. 5-5 Job Pause Page .........................................................................................................................68
Fig. 5-6 Function Select Page.................................................................................................................68
Fig. 5-7 File Management Page .............................................................................................................69
Fig. 5-8 File Management Information Page.........................................................................................69
Fig. 5-9 File Management Edit Page......................................................................................................70
Fig. 5-10 File Edit Raster Page...............................................................................................................70
Fig. 5-11 File Edit Vector Page ...............................................................................................................71
Fig. 5-12 File Edit Others Page2 ............................................................................................................71
Fig. 5-13 Change job printing sequence................................................................................................72
Fig. 5-14 Change job printing sequence................................................................................................72
Fig. 5-15 Change job printing sequence................................................................................................72
Fig. 5-16 Change job printing sequence................................................................................................73
Fig. 5-17 Change job printing sequence................................................................................................73
Fig. 5-18 Change job printing sequence................................................................................................73
Fig. 5-19 Change job printing sequence................................................................................................74
Fig. 5-20 Change job printing sequence................................................................................................74
Fig. 5-21 Change job printing sequence................................................................................................74
Fig. 5-22 Change job printing sequence................................................................................................75
Fig. 5-23 Change job printing sequence................................................................................................75
Fig. 5-24 Change job printing sequence................................................................................................75
Fig. 5-25 Machine Setting Page .............................................................................................................76
Fig. 5-26 Set Lens Page ..........................................................................................................................76
Fig. 5-27 Auto Focus Tuning Page.........................................................................................................77
Fig. 5-36 Machine Information Page 1...................................................................................................80
Fig. 5-37 Machine Information Page 2...................................................................................................81
Fig. 5-38 Set Origin Page ........................................................................................................................82
Fig. 5-39 Set Origin Page ........................................................................................................................82
Fig. 6-1 Page and Layout Setup in CorelDraw..................................... Error! Bookmark not defined.
Fig. 6-2 Page Setup and Layout............................................................. Error! Bookmark not defined.
Fig. 6-3 Color Management in CorelDraw............................................. Error! Bookmark not defined.
Fig. 6-4 Vector Cutting Illustration ..........................................................Error! Bookmark not defined.
Fig. 6-5 Vector Cutting Illustration ..........................................................Error! Bookmark not defined.
Fig. 6-6 Vector Cutting Illustration ..........................................................Error! Bookmark not defined.
Fig. 6-8 Machine Output and Property...................................................................................................91
Fig. 6-9 Output Properties Setting..........................................................................................................91
Fig. 6-10 Raster Dithering mode setting................................................................................................92
Fig. 6-11 3D Image and Sample.............................................................................................................94
Fig. 6-12 Stamp mode..............................................................................................................................95
Fig. 6-13 Adjust Stamp Power Level......................................................................................................96
Fig. 6-14 The border setting of stamp....................................................................................................97
Fig. 6-15 Invert Effect ...............................................................................................................................97
Fig. 6-16 Mirror Effect...............................................................................................................................97
Fig. 6-17 Laser Parameter Settings .......................................................................................................98
Fig. 6-18 Pen color adjustment...............................................................................................................99
Fig. 6- 19 Save Laser Parameter Settings ..........................................................................................101
Fig. 6-20 Advance Setting .....................................................................................................................102
Fig. 6-21 Paper Size Setting .................................................................................................................105
Fig. 7-1 Thumb Screw ............................................................................................................................109
Fig. 7-2 Mirror 2, 3, and 4 ......................................................................................................................109
Fig. 7-3 Remove Dust Cover.................................................................................................................109
Fig. 7-4 Remove Mirror ..........................................................................................................................110
Fig. 7-5 Uninstall Hex Screw .................................................................................................................110
Fig. 7-6 Uninstall Mirror 4.......................................................................................................................111
Fig. 7-7 Drop Cleaner............................................................................................................................112
Fig. 7-8 Pull Tissue .................................................................................................................................112
5
ZX Series USER MANUAL
Page 7

Fig. 7-9 Uninstall Focus Lens................................................................................................................112
Fig. 7-10 Clean Focus Lens ..................................................................................................................113
Fig. 7-11 PS2 grease..............................................................................................................................113
Fig. 7-12 Rails Maintenance..................................................................................................................114
Fig. 7-13 How to Lubricate the Axis .....................................................................................................114
Fig. 7-14 Rail Dust Cleaning .................................................................................................................114
TABLE CONTENT
Table 1 Accessories checklist ..................................................................................................................13
Table 2 Manual Focus Holders and Lens............................................................................................... 24
Table 3 DPI and Truncation Error..........................................................................................................100
Table 4 ZX Series Enhanced Vector Mode and Normal Speed Comparison table........................104
Table 5 Image tuning setting table.........................................................................................................106
Table 6 ZX Series Specification .............................................................................................................118
6
ZX Series USER MANUAL
Page 8

CHAPTER I - SAFETY
Safety Ratings
Laser engravers that have the CDRH safety rating of Class 1 are required to have key safety features
such as an enclosed laser beam and safety interlock mechanisms designed to protect the operator. In
addition to the safety features of a Class1 machine, the Pinnacle ZX Series has been equipped with a
red guidance pointer. This red dot allows the operator to safely see the focal point of the laser beam.
It also gives ZX Series the improved CDRH safety rating of 3a. Although the ZX Series is our most
powerful laser engraver, when used correctly, it is an extremely safe machine.
Principles of CO2 Laser
LASER is the acronym for Light Amplification by Stimulated Emission of Radiation. A CO
by electrically stimulating the molecules of a carbon dioxide gas mixture. When focused through a
lens, this invisible intensive beam can vaporize many materials. Depending on the speed and
intensity of the beam, a CO
laser may be used to engrave or cut through a wide variety of materials.
2
The Safety Interlock System
The Pinnacle ZX Series is complete with a safety interlock system that automatically shuts off the
power supply to the laser whenever the top or front door is opened. There are magnets on the top
and front door, which activate this safety mechanism. Do not attempt to remove or modify these
magnets or any other component of the safety interlock system.
Safety measures
z Prior to operation, carefully read and be familiar with the warning labels on your machine as well
as in this manual.
z Always wear certified safety goggles. Reflective materials such as mirrors, enameled brass and
anodized aluminum may reflect a portion of the invisible laser radiation. This may cause sever
eye damage if appropriate safety goggles are not worn.
NOTE: Each Pinnacle laser machine is equipped with a safety goggle, if you need another one,
please contact Pinnacle for it or try to get one that meets the following specification.
190-398 nm OD5+
10,600 nm OD5+
Visible light transmission: 92.9%
z A clean, well-ventilated room with a temperature of 15cel~25cel (60far~78far) (especially the
temperature of 25cel), and a relative humidity between 30% and 40% as an office type of
environment.
z Connect the machine to a properly grounded power outlet. Make sure that the voltage level of
the machine matches that of the power source.
laser works
2
7
ZX Series USER MANUAL
Page 9
z Do not open the laser access panel when the machine is plugged in.
z The top door is equipped with a pair of magnets, which act as safety interlock mechanisms.
When the door is opened, the laser beam will cease operation. Do not attempt to modify these
magnets.
z Do not attempt to modify or disassemble the laser module.
z Good ventilation is required to remove odors and vaporized materials from the work area of the
machine. An exhaust system and the cutting table/honeycomb table are recommended.
z Do not work with heat sensitive surfaces or other materials that may produce toxic fumes such
as PVC and Teflon.
z Have a fire extinguisher close to the working location at all times.
z Make sure your smoke/fire detecting system is functioning.
z When using materials that may easily catch fire, such as acrylic, wood, or paper, always use the
air assist system to prevent flames.
z Never leave the machine unattended during operation.
z Follow the maintenance and cleaning instructions well. Not only will this enable you to use the
machine effectively, but it will also ensure long and safe operation.
NOTE: An excellent Fire Detection & Alarm System has been developed by GCC. Ask your
Pinnacle ZX Series Salesperson for details.
Safety Labels
In compliance with CDRH standards, the Pinnacle ZX Series has all of the appropriate safety labels
attached. These labels are in key positions and are properly attached to the machine at the time of
manufacture. These labels are NOT to be removed for any reason. Please become familiar with the
safety messages and locations of these labels. Below is a list of all the safety labels and their
locations on the machine.
On the right of top door and outside of the first mirror cover.
INVISIBLE LASER RADIATION WHEN OPEN
AND INTERLOCK FAILED OR DEFEATED
AVOID EYE OR SKIN EXPOSURE DIRECT OR
SCATTERED RADIATION
DANGER
On the upper center of the front door.
8
ZX Series USER MANUAL
Page 10
WARNING!!
Do not use reflective metals, heat sensitive
surfaces or other materials that may produce
toxic substances or cause corrosion problems,
such as PVC and Teflon.
On the front center of the top area.
CAUTION
AVOID PLACING YOUR EYES IN
THE RED BEAM PATH
On the front center of the top door.
9
ZX Series USER MANUAL
Page 11
CHAPTER II - HARDWARE INSTALLATION
Unpacking and Unloading
The Pinnacle ZX Series is shipped in one crate that contains the machine, the software and all of the
necessary accessories. The following section has a detailed list of the steps required for unpacking
and assembly of the machine.
To prevent damage to the machine or personal injury, please get assistance when loading and
unloading the shipping crate.
Please save the original shipping crate in case it is needed for future transport or product
servicing.
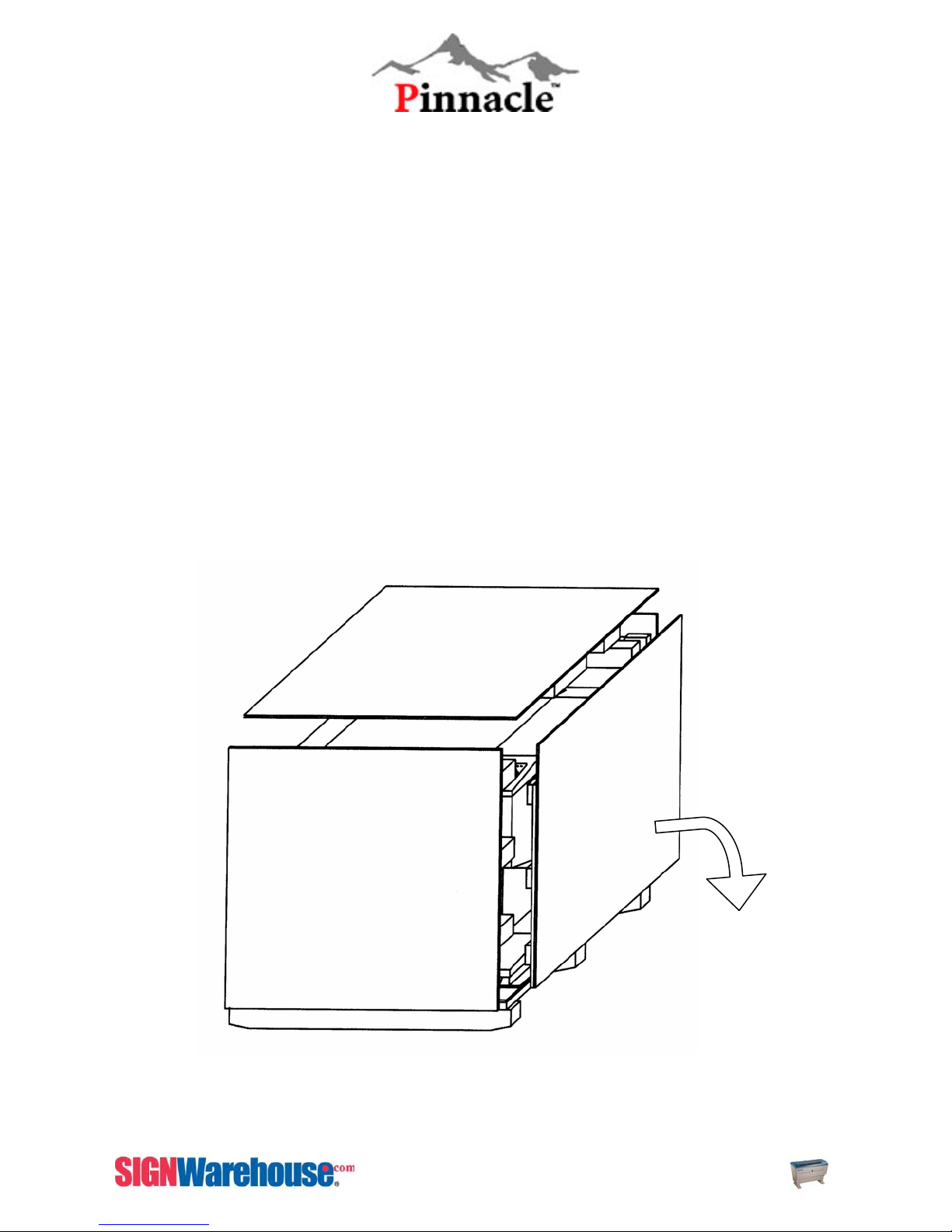
Move the shipping crate close to the desired working location of the machine. Unpack using the
following steps.
Step 1. Remove all the screws on the outside crate.
Step 1:
Fig. 2- 1 Unpacking and Unloading
Put the sideboard on the
floor. Make sure the
outer side faces up.
10
ZX Series USER MANUAL
Page 12
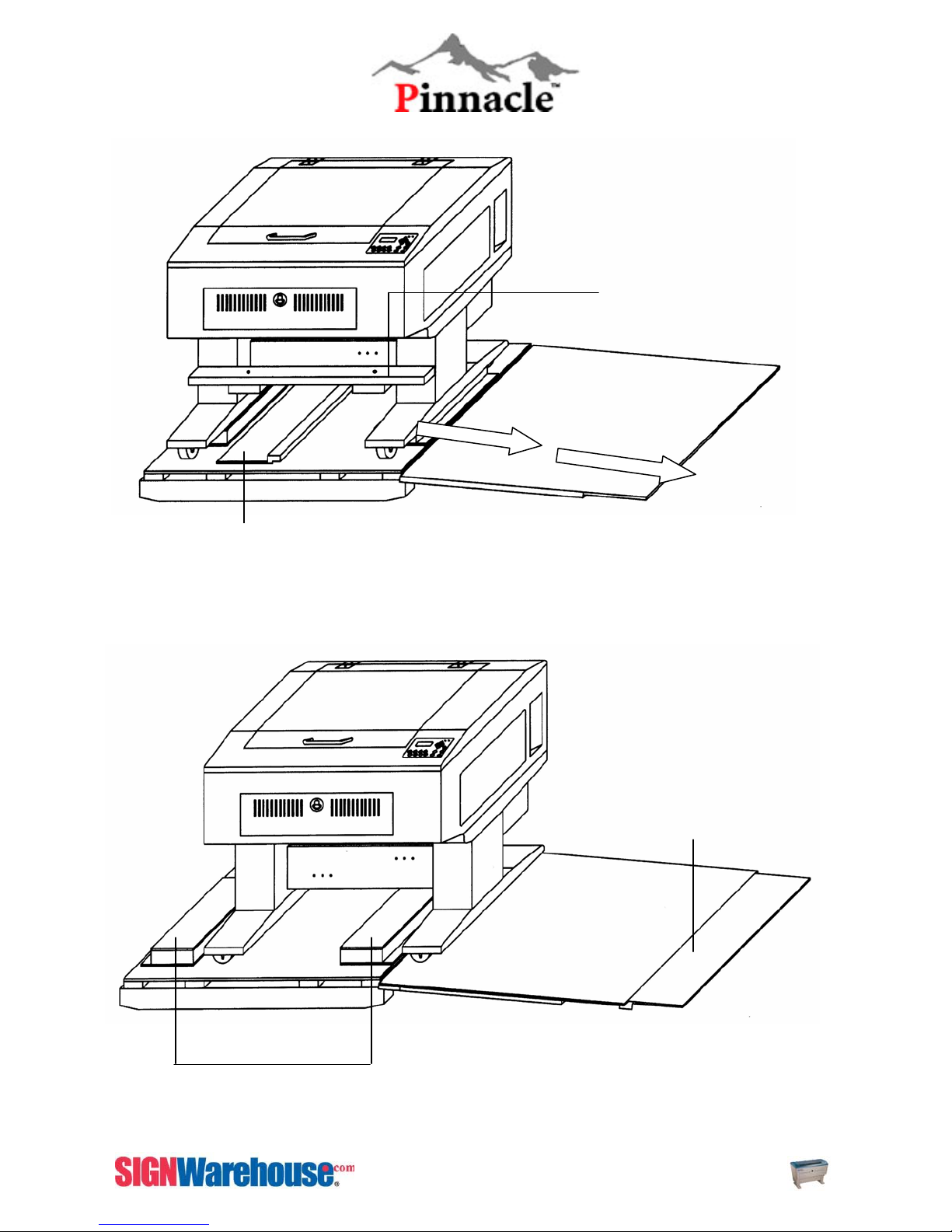
Step 3.
Slide step
Step 2:
Connect slide step to the side board
Move laser off settler boards
Fig. 2-2 Unpacking
Fig. 2- 2 Unpacking and unloading
STEP 3:
Remove the fixed wooden
bar on the back
Unscrew and remove the fixed
wooden bar.
Slide Step
Take out the
Settled Boards
Fig. 2- 3 Unpacking and unloading
11
ZX Series USER MANUAL
Page 13
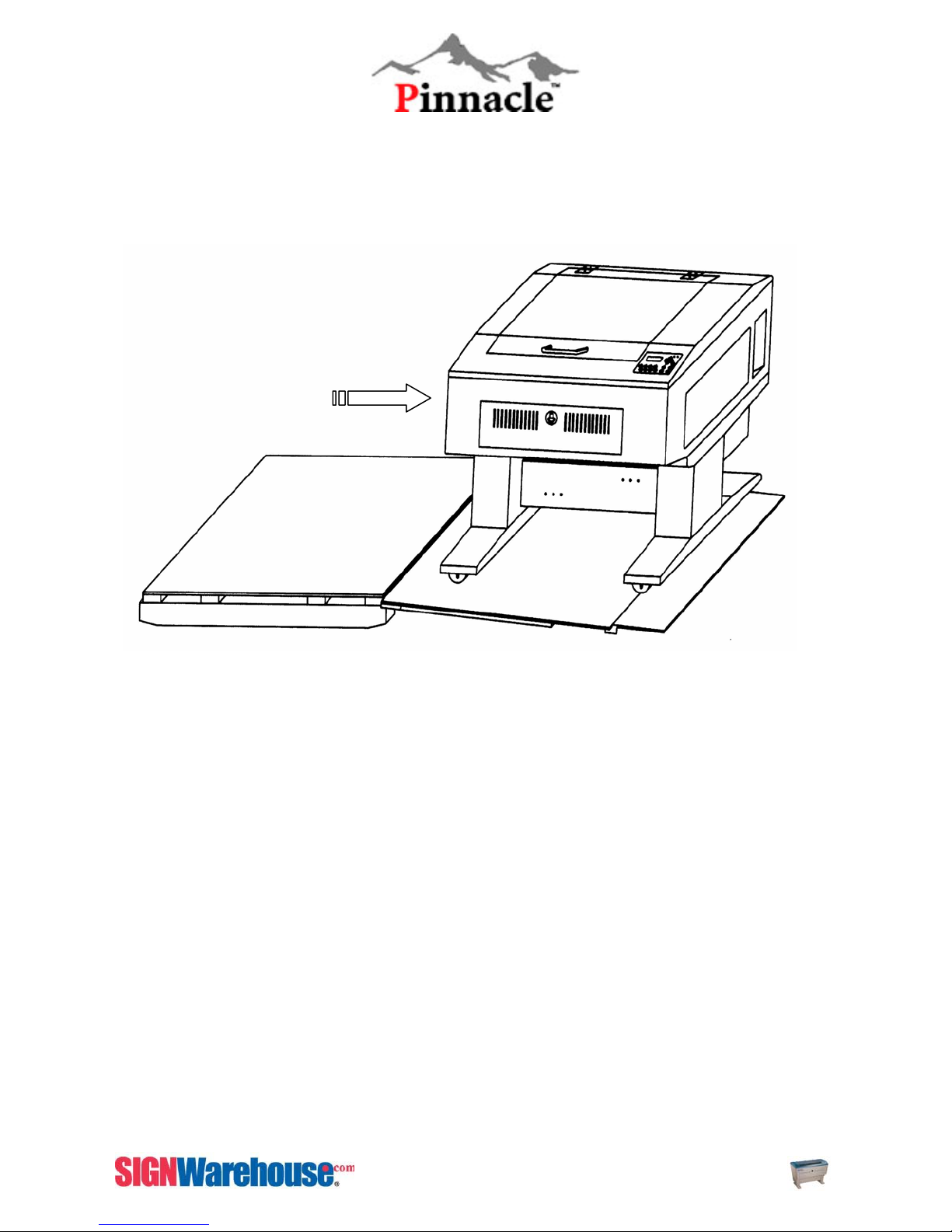
Unlock the wheels.
Carefully rolls the ZX
Series off the packing crate.
Fig. 2- 4 Unpacking and UnloadingSTEP 4:
Fig. 2- 5 Unpacking and Unloading
12
ZX Series USER MANUAL
Page 14
Accessories Kit Checklist
Please check to make sure that all of the following items have been shipped with the Pinnacle ZX Series
ITEM QUANTITY
Cleaning Kit
Cotton swabs
Lens cleaner solution
Lens tissue
PS2 Machine Oil
1
1
1
1
Hex Screw Wrench
2” Manual Focus Gauge (blue)
Position Fixture
Tubing Connector for exhaust system unit
AC Power Cord
Printer Port Cable
USB Port Cable
Laser Setup CD.
Safety Goggle
1
1
1
1
2
1
1
1
1
Table 1 Accessories checklist
13
ZX Series USER MANUAL
Page 15
Working Environment
It is very important to choose a working location that meets the following guidelines. Improper work
environments may lead to operational malfunction and/or unsafe working conditions.
The ZX Series is best suited in an office type environment. Avoid places where the machine is
exposed to high temperatures, dust, or high humidity
• Keep the machine where the room temperature is between 15 – 25 degrees Celsius or
60 – 78 degrees Fahrenheit.
• Avoid small, enclosed areas where a considerable amount of dust is present.
• Avoid areas where the humidity is above 70% or where the temperature is near the dew
point.
Choose a flat surface that is not exposed to high levels of vibration. Be sure to lock all four of
the machine’s wheels to ensure that the machine remains stationary when in use.
Choose a location that is large enough to accommodate the machine, the exhaust system, the
computer and a work/storage table.
• Having a separate working table or storage area prevents the operator from possibly
damaging the machine or the computer.
Have a fire extinguisher close to the working location at all times.
• Make sure your smoke/fire detecting system is functioning.
NOTE: A great Fire Detection & Alarm System has been developed by G.C.C. Ask your Pinnacle ZX
Series dealer for details.
Maintenance Sheet
Maintenance Item D W M Q S A
Power System
Motion System
Laser Assembly (Inside of Machine)
Optical System
Mirror 1
Mirror 2
Mirror 3
Mirror 4
Lens
Auto Focus Pen
Fans
Option
D: Daily, W: Weekly, M: Monthly, Q: Quarterly, S: Semi-Annual A: Annual
Power Board
Power Supply
Lens Carriage
X-axis Bearings
Y-axis Bearings
Z-axis
Rotary-axis
Air Compressor
Odor Reduction
Small (3 filters)
Large (2 filters)
Water Coolant
9 9 9 9 9 9
9 9 9 9 9 9
9 9 9 9 9 9
9 9 9 9 9 9
9 9 9 9 9 9
9 9 9 9 9 9
9 9 9 9 9
9 9 9 9 9
9 9 9 9 9
9 9 9 9 9
9 9 9 9 9
9 9 9 9
9 9 9 9
9 9 9 9
9 9 9 9
9 9
9 9 9 9
9 9 9 9
9 9 9 9
9 9 9 9
14
ZX Series USER MANUAL
Page 16

CHAPTER III - MECHANICAL OVERVIEW
Before you unload the ZX SERIES and complete the installation, it is a good idea to become more
familiar with the machine’s features and components. You should also make note of the new features
that have been developed exclusively for the Pinnacle ZX SERIES.
Front View
Top Door
Control
panel
Front Door
Fig. 3-1 Machine Front View
Air Assist Valve
15
ZX Series USER MANUAL
Page 17

Right Side View
Switches & Ports
Fig. 3-2 Machine Right Side View
On/ Off Switch Fuses
AC Power Inlet
Fig. 3-3 Power Switch and Inlet
16
ZX Series USER MANUAL
Page 18
Left Side View
Mirror 3
Access Panel
AC Power
Fig. 3-4 Compressor Power
Air Assist
Mirror 3
Access Panel
Fuse
Fig. 3-5 Machine left side view.
17
ZX Series USER MANUAL
Page 19
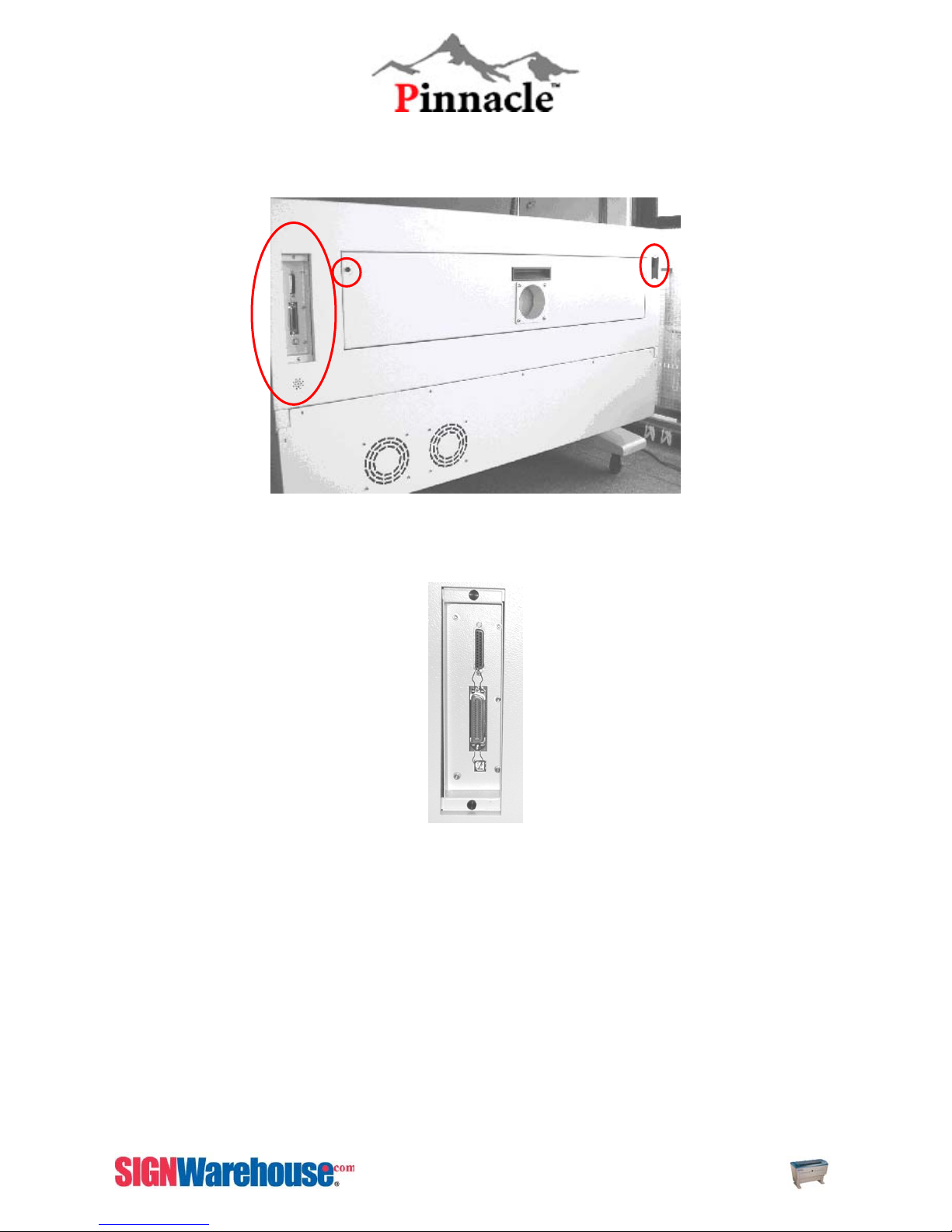
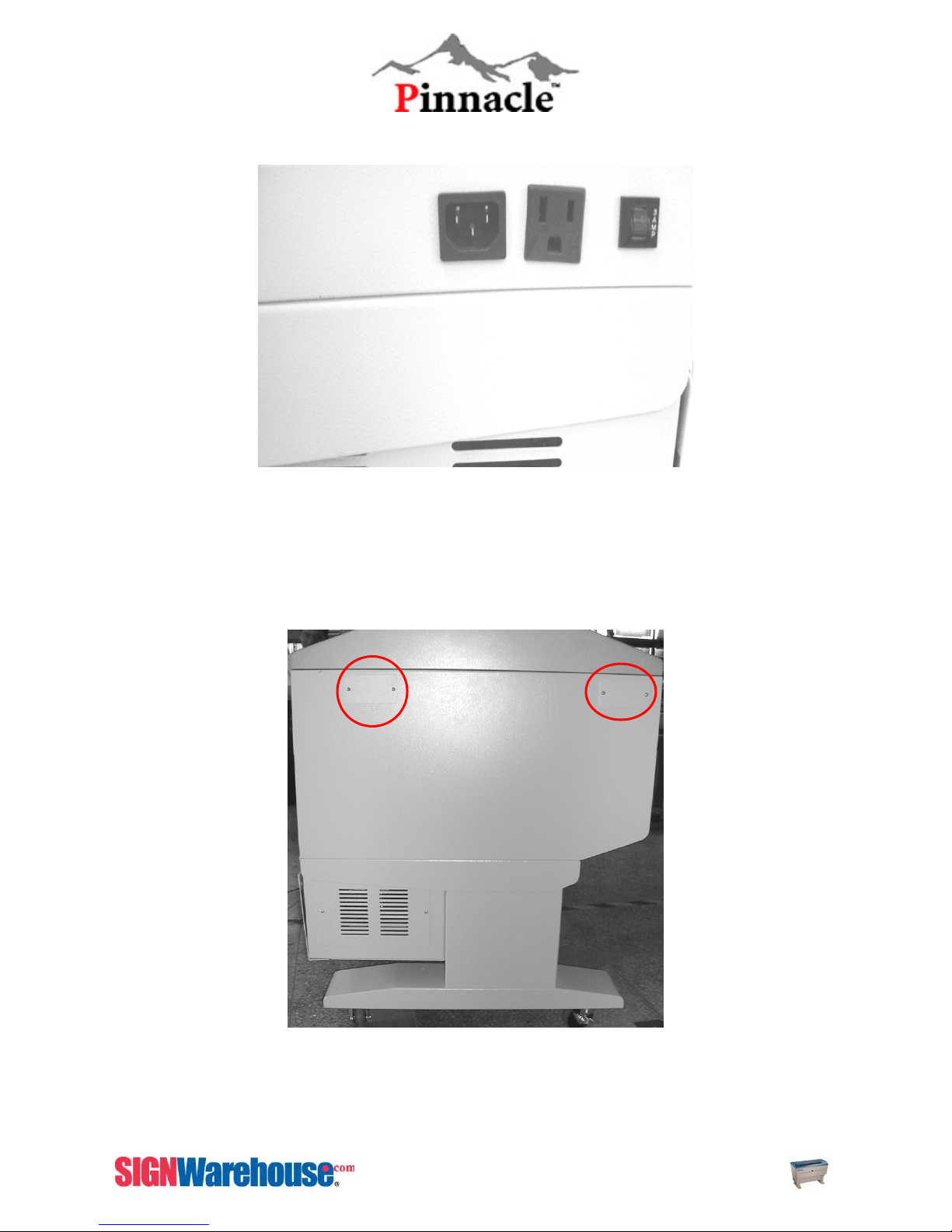
Back View
Communication Ports
Thump
Screw
Red Pointer
Back
Access
Door
Exhaust
Outlet
Laser Access Panel
Fig. 3-6 Machine Back View
Serial Port
Parallel Port
USB Port
Fig. 3-7 Communication Ports
18
ZX Series USER MANUAL
Page 20
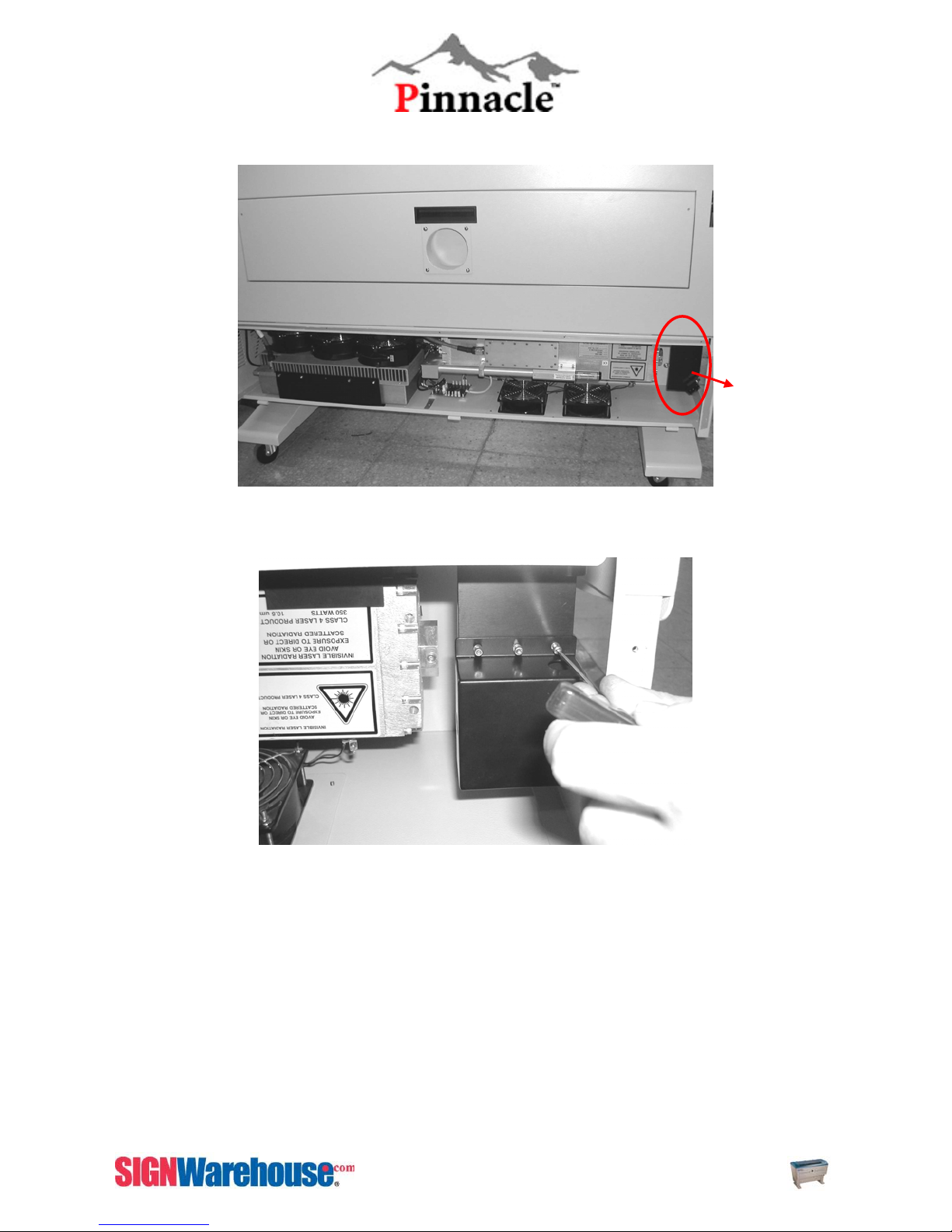
NOTE: 1. Never open laser access panel when machine is plugged in.
To get to mirror #1, you have
to open the access panel.
Mirror 1 with dust
cover
Fig. 3-8 Mirror Access
Take off the dust
cover to access
mirror 1
Fig. 3-9 Remove mirror 1
19
ZX Series USER MANUAL
Page 21

Fig. 3-10 Remove mirror 1
Red Pointer
Access Panel
Fig. 3-11 Red Pointer Access Panel
20
ZX Series USER MANUAL
Page 22
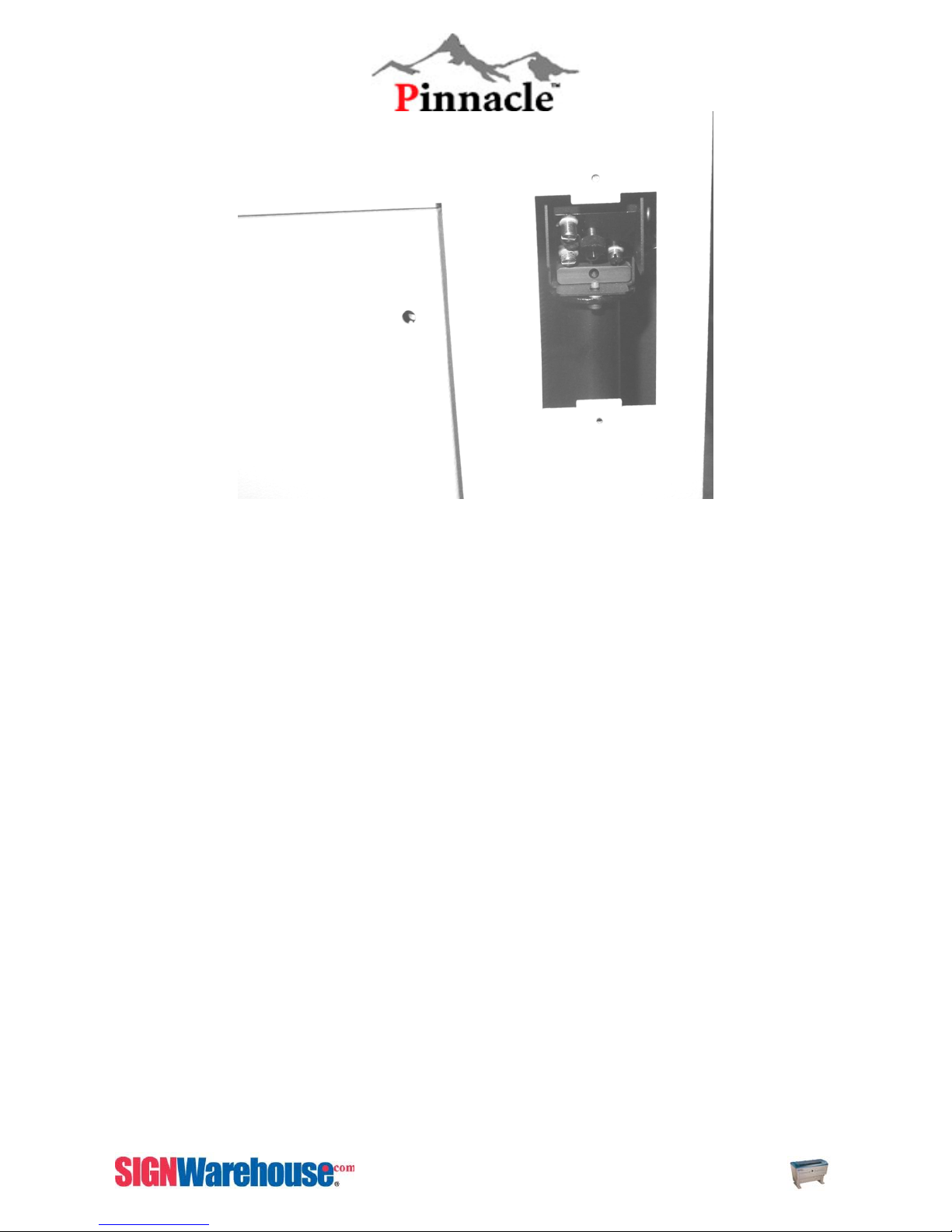
Red Pointer Access
Fig. 3-12 Red Pointer Access
21
ZX Series USER MANUAL
Page 23
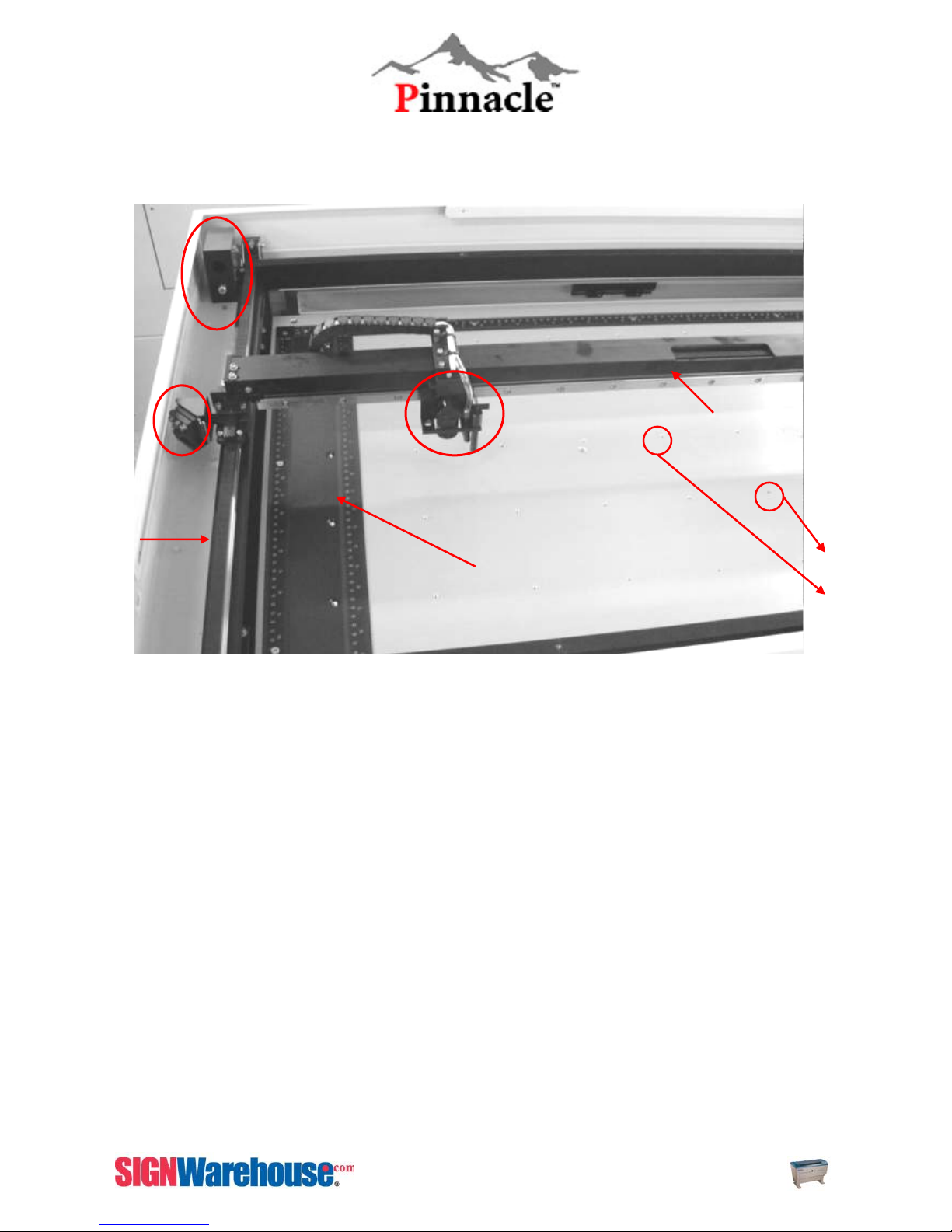
Motion System & Working Table View
Mirror 2
Mirror 3
Y rail
NOTE
1. Typically the working table can load material from 65lbs./30kg, and 86lbs./40kg. 86lbs is the
maximum.
2. The origin point of Pinnacle ZX Series is set at (3”, 0), and the position fixture can help you to easily
align the working piece with the origin.
Lens Carriage
and air nozzle
Working table
Position
Fixture
Fig. 3-13 Motion System
X rail
Position
Alignment
Jig
22
ZX Series USER MANUAL
Page 24
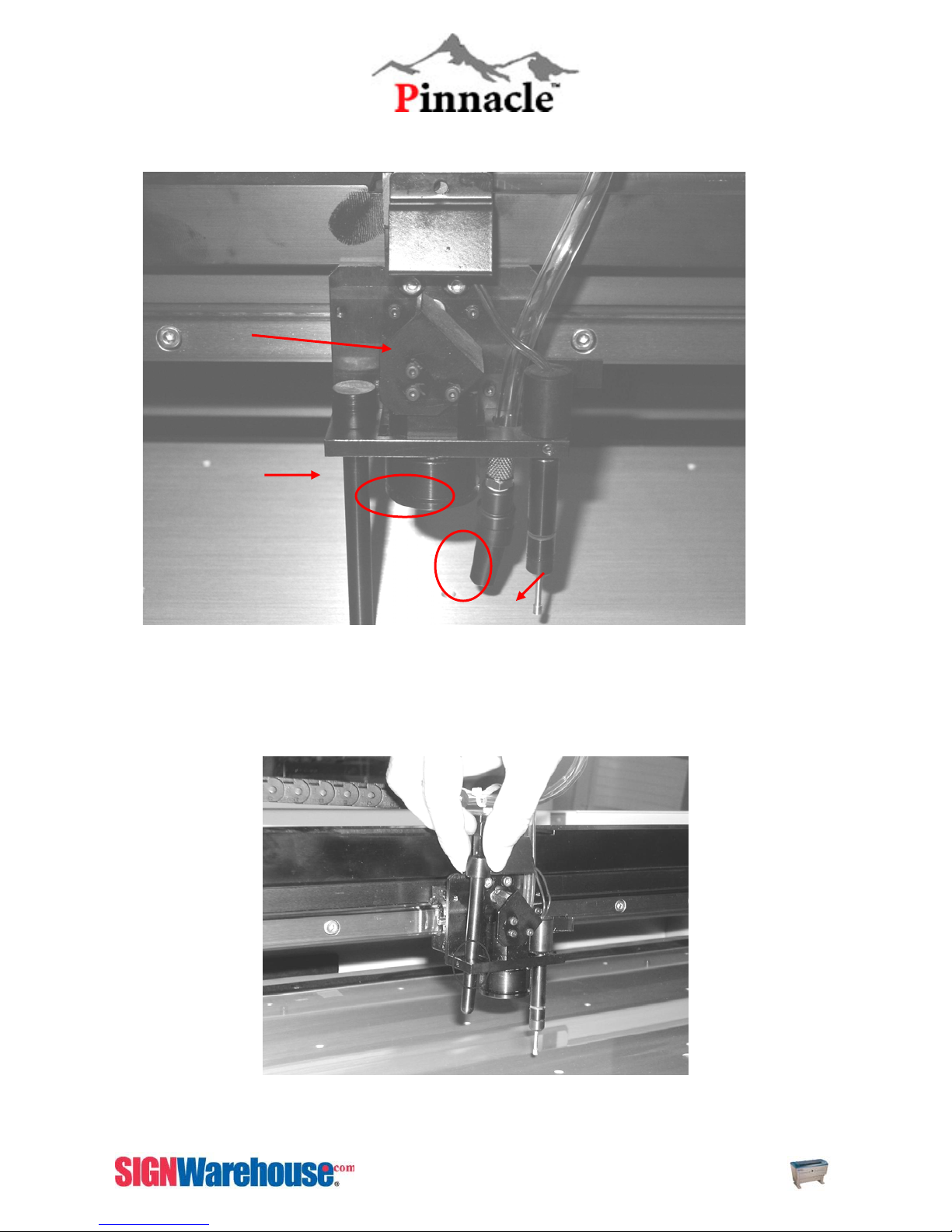
A
A
r
Focus Lens Holder Assembly
Mirror 4 Cover
Manual Focus
Gauge
Focus
Lens
Holde
uto Focus Pin
Manual Focus Gauge
ir Nozzle
Fig. 3-14 Laser Carriage Assembly
Fig. 3-15 Manual Focus Gauge
23
ZX Series USER MANUAL
Page 25

TM
The Pinnacle ZX Series comes equipped with the FOCAL SHARP
precision etching and cutting. However, certain special laser effects may require that the Auto Focus
Gauge be disengaged. Blurred or fuzzy laser cutting and etching techniques require different Manual
Focus Gauges Holders to be used. The Pinnacle ZX Series has four different sizes of Manual Focus
Gauges Holders available: Purple, Blue, Gold, and Red. Become familiar with the cutting and etching
difference between the FOCAL SHARP
combinations. See Table 3-2 to find out how to use the Manual Focus Gauges Holders.
TM
, Manual Focus Gauges Holders and different Lens
Auto Focus Gauge for consistent,
Lenses
The Pinnacle ZX Series gives you the choice of four lens sizes to best suit your cutting and engraving
applications. Shorter lenses work better for most etching application, as the laser’s focal point is
targeted at the surface of the material. Longer lenses are more suitable for cutting applications, as the
laser’s focal point is targeted behind the material. The machine comes equipped with a standard 2.0”
Lens, and has 1.5”, 2.5” and 4.0” lenses available. The different lenses have been color coded
Purple, Blue, Gold and Red to easily pair with the Manual Focus Gauges Holders.
Manual Focus Gauge Holders and Lens Combinations
1.5” Optional Purple Purple
2.0” Standard Blue Blue
2.5” Optional Gold Gold
4.0” Optional Red Red
Lens
Color
Manual Focus
Gauge Color
Resolution
High
↑
Low
Cutting
Capability
Thin
↓
Thick
Table 2 Manual Focus Holders and Lens
24
ZX Series USER MANUAL
Page 26
Exhaust System Installation
To properly remove dust, vaporized materials and smoke from the materials and the machine, it is
necessary to install a suitable exhaust system. The exhaust system will remove these potentially
harmful contaminants from the machine and the work area. An exhaust system is not included with
the machine. However, the exhaust blower and other components are readily available from your
Pinnacle ZX Series dealer. The exhaust system needs to be vented outside.
Attach an air duct from the exhaust blower to an appropriate hole through the wall or ceiling. Use a
rigid, smooth walled tubing such as PVC or sheet metal that is the same diameter as the exhaust
blower opening. Try to keep this tubing as straight as possible as bends reduce the exhaust efficiency.
Use the appropriate sized clamps to ensure proper attachment.
In an easily accessible location, install a shut off gate to the exhaust blower tubing. This gate restricts
outside air and dust from gaining access to the machine when not in use. It is highly recommended
for cold and/or humid climates.
You can install exhaust blower on the outside of the building close to the working location of the ZX
Series. You will need to ensure it is protected from the elements.
For exhaust blowers that have larger than a 4” diameter outlet, install an appropriate reducing coupler.
The Pinnacle ZX Series requires tubing that is 4” in diameter.
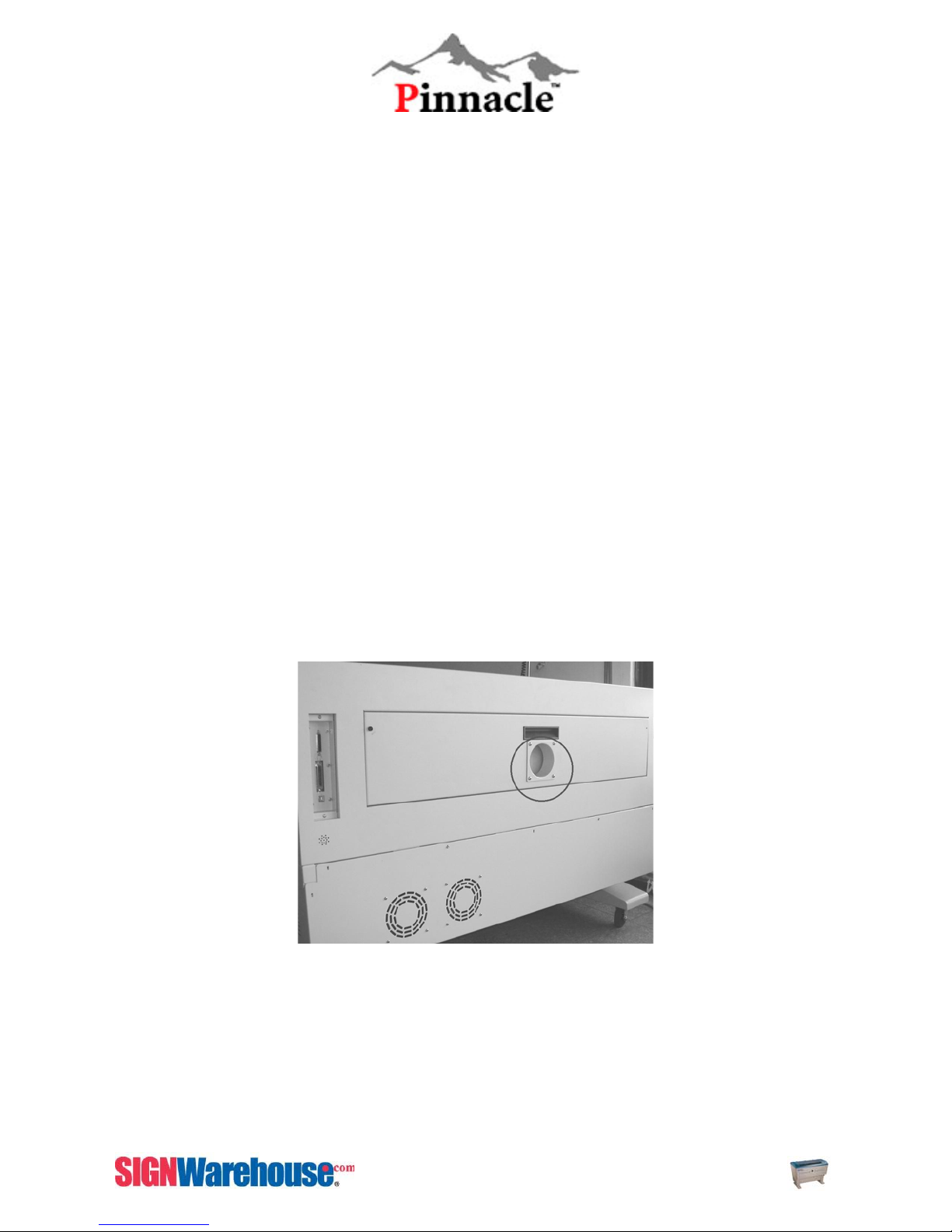
Locate the exhaust outlet in the back door of the Pinnacle ZX Series. This needs to be reversed in
order to be of use. Using a #2 Phillips screwdriver, unscrew the outlet; reverse it so that the flange is
facing outward and reattach. (see fig. 3-16 & fig. 3-17)
Exhaust
Outlet
Fig. 3-16 Exhaust Outlet
25
ZX Series USER MANUAL
Page 27
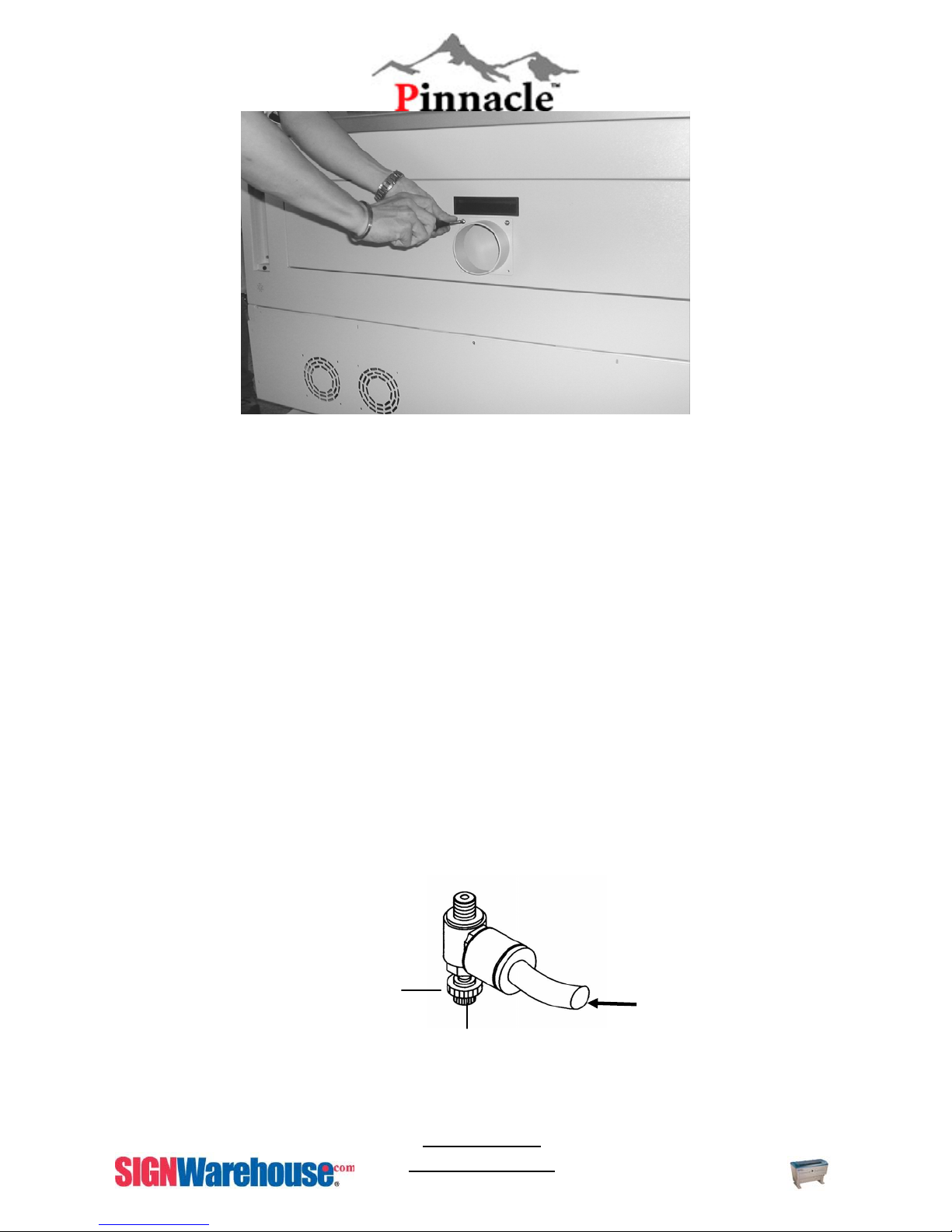
Unscrew the outlet
and reverse it.
Fig. 3-17 Exhaust System Installation
From the reducing coupler to the Pinnacle ZX Series, use the 4” diameter flexible rubber tubing
provided with your machine. Attach with proper hose clamps. Run this tubing to the inlet of
your odor reduction unit / blower.
Air Assist System Installation
One of the great features of the Pinnacle ZX Series is the Air Assist System. This system keeps a lot
of the heat, vaporized particles and dust from getting on the lens. This extends the life of your lens and
mirrors. Using the air compressor and ¼” tubing, the Air Assist System safely blows heat and excess
particles from the working table towards the exhaust outlet. This allows the exhaust system and the
machine itself to function more effectively.
Follow the steps below to correctly install the Air Assist System.
NOTE: To take advantage of Pinnacle ZX Series computer controlled Air Assist System,
plug the compressor into the AC Power Outlet on the side panel of the machine.
Use enough flexible ¼” tubing to connect from the air compressor to the Pinnacle ZX Series’s
air assist valve. The valve is located at the lower right-hand side of the front of the machine.
Air Flow
Fixer
Turn clockwise to decrease
the air flow and
counterclockwise to increase
the air flow.
Press the ring to pull
out the air tube.
Connect other
end of hose to air
compressor.
NEVER turn
completely off.
ZX Series USER MANUAL
26
Page 28

Fig. 3-18 Air Assist Installation
Push the ¼” tubing into the Air Flow valve. Pull on the tubing to make sure that it is locked
into place.
The outer ring of the valve needs to be pushed in before the tubing can be released.
Open the Air Flow valve. The valve has a dial that allows and restricts airflow. To avoid
damage to the air compressor, never fully close the Air Flow valve. Adjust the valve to find the
setting that is best for each application. (See fig. 3-19)
NOTE: It is important that the ¼” tubing has clean, straight cuts on each end. Any jagged or
slanted cuts will not produce a good seal between the tubing and the valve. Use a sharp knife
on a flat surface to ensure a proper cut.
Fig. 3-19 Air Assist Installation
Test the Air Assist System. Turn on the air compressor and make sure that the Air Flow valve
is open. The air nozzle located near the Auto Focus Gauge should emit a steady flow of air. If
the Air Assist System is not functioning properly, double-check the installation steps. If the
system is still not working properly, consult your ZX Series dealer.
27
ZX Series USER MANUAL
Page 29
p
r
Rotary Attachment Installation and Operation
To
Window View
Ruler
Center to 10”
Connect the cable of
Lever Track
rotary attachment to
the port at the middle
right of ZX SERIES.
Screw
Front Doo
Fig. 3-RRotary Attachment Top View
Connect the
cable of rotary
attachment to
the port at the
middle right of
the ZX Series
Fig. 3-21 Rotary Attachment Installation
28
ZX Series USER MANUAL
Page 30
SIDE VIEW
r
Adj
The length of working piece
ustable end
motor
Base of the padded
rubber wheel
Fig. 3-22 Rotary Attachment Side View
Offset
Value
Open end of the working piece
EngraveLab Rotary Attachment Setup
1) Turn off the laser.
Leve
2) Place the rotary attachment onto the engraving table. Ensure the two screw holes on right side of
rotary attachment match the two corresponding holes on the table. The mark on the left side lines up
to the 9.45 inch (24cm) position of on the ruler, then tighten the screws supplied.
3) Plug the cable of the rotary attachment into the port in the middle front of the engraver.
4) Turn on the power and the engraving table moves down to the lowest position automatically.
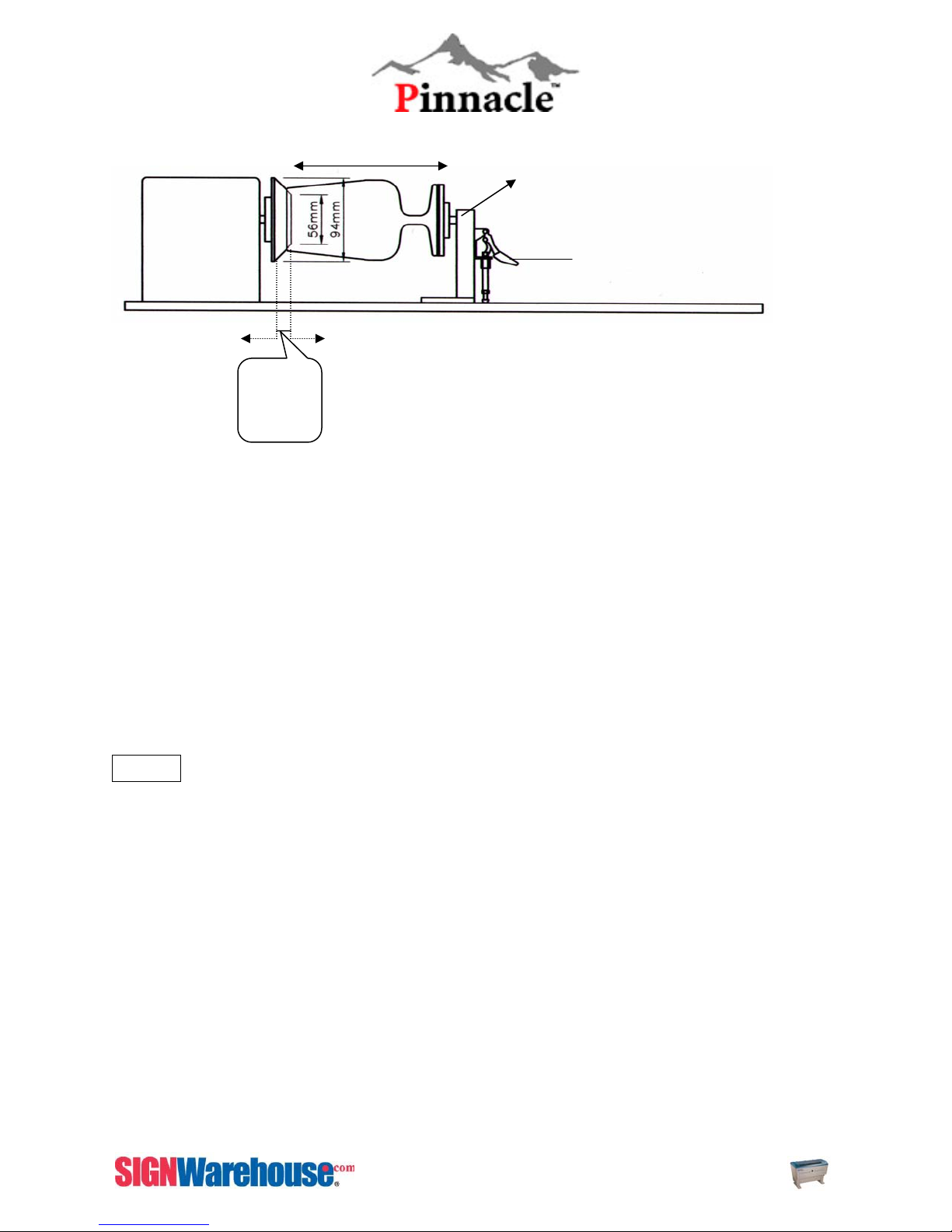
Operation:
NOTE:
The maximum length of the engraving object is 17.322 inch (450 mm).
The maximum diameter of the padded rubber wheel is 3.70 in (94 mm).
The maximum diameter of the loaded object is 7.09 in (180mm) and the limited loading weight is 15.4 Lb
(7 Kg).
1. Measure and write down the diameter of the engraving object.
2. If you engrave objects with a diameter that is smaller than 3.00 inch’s please use the 2.5 inch or 4
inch lens to prevent collision between carriage and rotary attachment device. If he diameter is 0.001
to 0.92 inch’s use the 4 in lens. If the diameter is between 0.92 and 3.0 inch the 2.5 inch lens will be
needed.
3. Lift the lever, load the engraving object, slide the adjustable end to the bottom of the object firmly,
then lower the lever of the fixture to secure it in place shown as in Fig 6.
4. Focus the laser. (Manual focus is suggested)
5. The following is an example of engraving process by using EngraveLab.
6. After importing or creating an image, click on File then Print.
29
ZX Series USER MANUAL
Page 31

7. Make sure your Mercury is selected.
8. Then click Setup then Paper.
9. Click Rotary Fixture, then type in the diameter value based on Fig. 6.
10. Write down the X and Y values given for paper size (these are your new height and width of your
paper size in your software).
11. After getting the proper paper sizes click OK.
12. Then click Cancel in the Print dialog box.
13. Next, go to Layout > Plate Size > Advanced > New.
14. In the name portion, type in the name of the product being engraved. (i.e. Mug).
15. Input the X value (17.322) in the ‘width’ box. It will always be 17.322 because that is the longest piece
of material you can have in your rotary attachment.
16. Input the Y value in the ‘height’ box. The Y measurement will constantly change because the
circumference of each object is different.
17. Click Add New plate.
18. Change your Current Selection to the new plate size you just made, then OK in the blank size dialog
box. Now your blank size should reflect the circumference of the object to be engraved.
30
ZX Series USER MANUAL
Page 32

31
ZX Series USER MANUAL
Page 33

19. You will right click on your design plate to bring up your Edit Guides Box. In the upper left hand
corner there will be 3 different types of guides you can select Y, X and Diagonal.
20. Use your arrows keys on your laser to move the laser head over to the beginning of your object or the
beginning of your engraving area. You will see the red dot on the object.
32
ZX Series USER MANUAL
Page 34

21. You will see on the display of your laser, it will give you an X grid coordinate.
22. Select the X guides now (1). Input that number into your X box (2) and hit the add button (3). This
will put a blue dotted line on your design plate showing you where the beginning of your object or
engraving area is (4).
33
ZX Series USER MANUAL
Page 35

23. Use your arrows keys on your laser to move the laser head over to the end of your object ore the end
of the engraving area. You will see the red dot on the object.
24. You will see on the display of your laser, it will give you another X grid coordinate.
34
ZX Series USER MANUAL
Page 36

25. Input that into your X box (1) and hit the add button (2). This will put a blue dotted line on your design
plate showing you where the beginning of your object is (3).
26. The area between the two dotted lines will show you where you need to place your image to have it
engrave on your object.
NOTE : You can also do this for Y guides to show you where a label or a handle is on that object. You
would just select the Y guides box then move the rotary attachment forwards and backwards (using the
up and down arrow keys). Get the Y measurement and input it Y guides box. Then click add and a new
horizontal line will show you where that particular spot is on your laser.
35
ZX Series USER MANUAL
Page 37

Laser Master 2 Rotary Attachment Setup
1) Turn off the laser.
2) Place the rotary attachment onto the engraving table. Ensure the two screw holes on right side of
rotary attachment match the two corresponding holes on the table. The mark on the left side lines up
to the 9.45 inch (24cm) position of on the ruler, then tighten the screws supplied.
3) Plug the cable of the rotary attachment into the port in the middle front of the engraver
(refer to Fig.)
4) Turn on the power and the engraving table moves down to the lowest position automatically.
Operation:
NOTE:
The maximum length of the engraving object is 17.322 inch (450 mm).
The maximum diameter of the padded rubber wheel is 3.70 in (94 mm).
The maximum diameter of the loaded object is 7.09 in (180mm) and the limited loading weight is 15.4 Lb
(7 Kg).
1. Measure and write down the diameter of the engraving object.
2. If you engrave objects with a diameter that is smaller than 3.00 inch’s please use the 2.5 inch or 4
inch lens to prevent collision between carriage and rotary attachment device. If the diameter is 0.001
to 0.92 inch’s use the 4 in lens. If the diameter is between 0.92 and 3.0 inch the 2.5 inch lens will be
needed.
3. Lift the lever, load the engraving object, slide the adjustable end to the bottom of the object firmly,
then lower the lever of the fixture to secure it in place shown as in Fig 6.
4. Focus the laser. (Manual focus is suggested)
5. The following is an example of engraving process by using Laser Master 2.
6. After importing or creating an image, click on File then Print.
7. Make sure your Mercury is selected.
8. Then click Properties then Paper.
9. Click Rotary Fixture, then type in the diameter.
10. Write down the X and Y values given for paper size (these are your new height and width of your
paper size in your software).
36
ZX Series USER MANUAL
Page 38

11. After getting the proper paper sizes click OK.
12. Then click Cancel in the Print dialog box.
13. Deselect the image or object in your Laser Master 2.
14. In your Design Central. Change your page width to the X measurement and the height will be the Y
measurement.
15. Input the X value (17.322) in the ‘width’ box. It will always be 17.322 because that is the longest
piece of material you can have in your rotary attachment.
16. Input the Y value in the ‘height’ box. The Y measurement will constantly change because the
circumference of each object is different.
17. As soon as you type the numbers in your page size should change.
18. Click View, then Ruler and Grid. Change the Y measurement to match the Y measurement in your
Design Central.
37
ZX Series USER MANUAL
Page 39

38
ZX Series USER MANUAL
Page 40

19. Use your arrows keys on your laser to move the laser head over to the beginning of your object or
the beginning of your engraving area. You will see the red dot on the object.
20. You will see on the display of your laser, it will give you an X grid coordinate.
39
ZX Series USER MANUAL
Page 41

21. You will need to click and hold down on the ruler. When you pull it on the screen you will have a
black line. You can drop it anywhere.
22. Select the guide, in the design central you will now have a place where you can input the X
measurement you got off the laser. This will show you where the red dot is at right now in your
software.
40
ZX Series USER MANUAL
Page 42

23. Use your arrows keys on your laser to move the laser head over to the end of your object ore the
end of the engraving area. You will see the red dot on the object.
24. You will see on the display of your laser, it will give you another X grid coordinate.
41
ZX Series USER MANUAL
Page 43

25. Pull another guide onto your design screen and drop it anywhere.
26. Select the guide. In your design central you will be able to input the second measurement you got off
the machine.
27. The area between the two lines will show you where you need to place your image to have it
engrave on your object in the rotary attachment.
NOTE : You can also do this for Y guides to show you where a label or a handle is on that object. You
would just click and hold down on the top ruler and pull down then move the rotary attachment forwards
and backwards (using the up and down arrow keys). Get the Y measurement and input it Y
measurement in your Design Central.
42
ZX Series USER MANUAL
Page 44

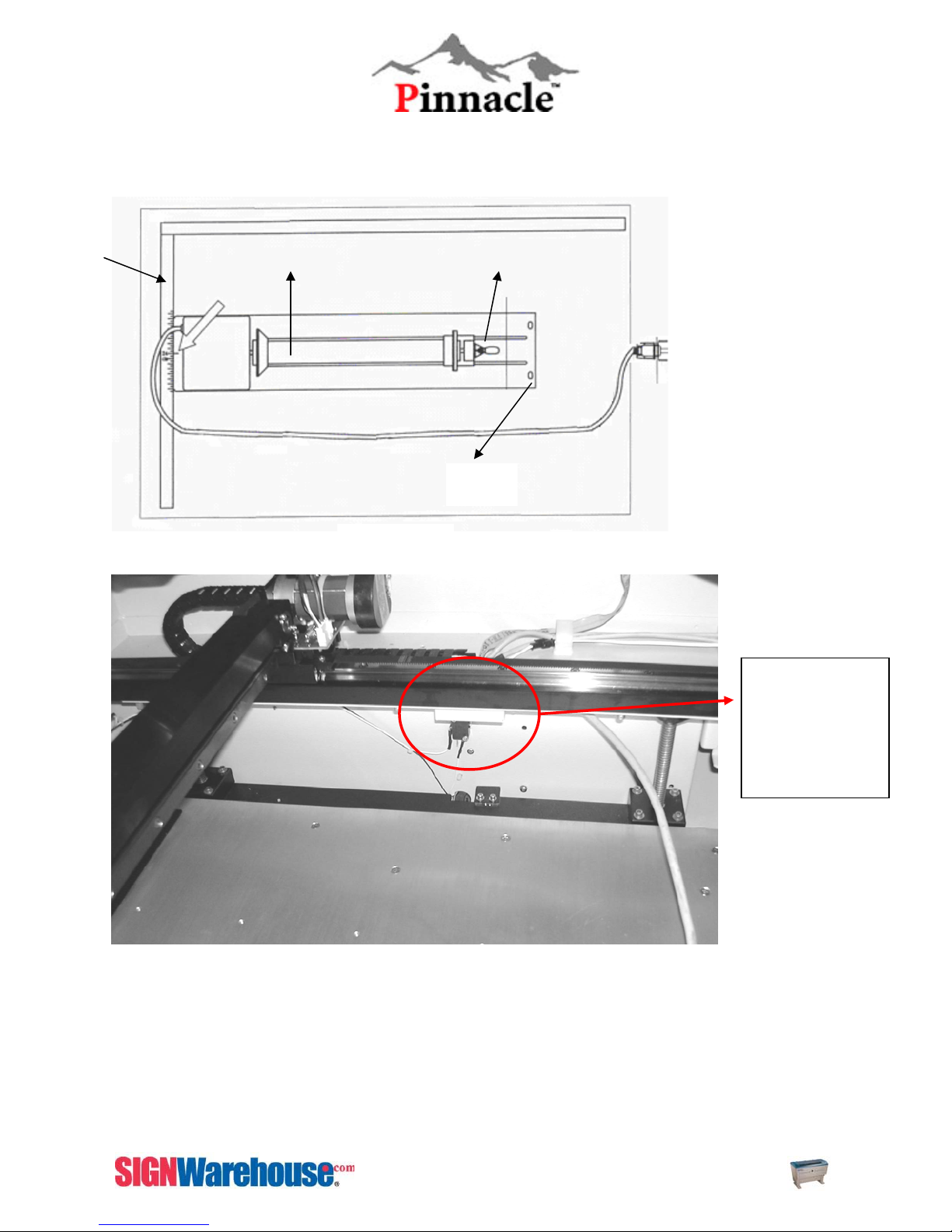
SmartGUARD Fire Alarm
From fig.3-25, you would find the reset button on the top of SmartGUARD and sensor adjustment
switch on the right side. The reset button enables you to reset the SmartGUARD when it senses the
fire and warns you by beeping. The sensor adjustment switch provides you four options, 0, 1, 2, and 3.
represents turning off the SmartGUARD, and 13 represents different reaction times once
SmartGUARD senses fire. If you switch it to 1st level, SmartGUARD would automatically shut down
the laser and alert at the same time when it senses fire lasting for 1second, 2nd level is for 4 seconds,
and 3rd for 8 seconds.
Sensor adjustment switch level Reaction time
1st level 1 second
2nd level 4 seconds
3rd level 8 seconds
Reset button
Because SmartGUARD is an optional item of ZX Series, if you purchase it for ZX Series after getting
your laser, you would need to follow the instruction listed below to install the fire alarm.
Step 1.
Please attach SmartGUARD underneath the front center of top cover (see fig. 3-26). Please
arrange the wires along the cover and fix it appropriately.
Fig. 3-25 SmartGUARD Fire Alarm Review
Attach SmartGUARD beneath here
Sensor adjustment switch
Fig. 3-26 Install the SmartGUARD beneath here
Step 2.
43
ZX Series USER MANUAL
Page 45

Open the right side cover of the ZX Series as indicated in fig. 3-27.
Step 3.
Feed the wires of SmartGUARD through the “A” opening next to the Y axis on the right side of
ZX SERIES (see fig. 3-28)
Open the side cover
of ZX Series
Fig. 3-27 SmartGUARD
installation
Step 4.
A
Fig. 3-28 SmartGUARD Installation
44
ZX Series USER MANUAL
Page 46

Apply SmartGUARD power control board (the green board in fig. 3-30) to ZX SERIES with M3
screws. Fit the M1 and M3 openings on SmartGUARD power control board to the two posts on
ZX SERIES mother board separately (see fig. 3-29).
ZX Series Power Board
ZX Series Mother Board
Apply SmartGUARD power
control board here.
Fit with M3 opening Fit with M1 opening
Fig. 3-29 SmartGUARD Installation
Step 5.
Fig. 3-30 SmartGUARD Installation
45
ZX Series USER MANUAL
Page 47

Step 5.
Connect the yellow wire of SmartGUARD to the JP2 connector on SmartGUARD power control
board. (see fig. 3-31 )
Step 6.
10 pin cable connect to
Control Panel
Fig. 3-31 SmartGUARD Installation
Connected from M/B 10
pin cable
Step 6.
Connect the yellow wire with white head on ZX Series power board to the JP1 connector on
SmartGUARD power control board. (see fig. 3-31 )
Step 7.
Connect the green wire of SmartGUARD to the connector on the ZX Series mother board. (see
fig. 3-32)
46
ZX Series USER MANUAL
Page 48

Fig. 3-32 SmartGUARD Installation
Step 8.
Assemble the side cover of ZX Series with screws to finish SmartGUARD installation.
Step 9.
Turn on ZX Series and it would initiate fire alarm function automatically.
47
ZX Series USER MANUAL
Page 49

CHAPTER IV - ENGRAVELAB INSTALLATION
Recommended Computer Configuration and Setup
Engravelab is designed to work best using a Windows based system with the following minimum
requirements.
Computer
• CPU Pentium III (or equivalent) or greater
• DRAM 256 MB RAM
• FDD One 3.5” 1.44 MB Floppy Disk Drive
• HDD 1.2 GB Hard Drive or greater
• SVGA 15” Super VGA Monitor
• On Board Parallel Mode (Setup from PC BIOS):
9 SPP – Preferred Mode
9 ECP – Cable (Less than 1.8 meters)
Scanner
• Flatbed scanner only (Twain 32 Compatiable).
• Minimum resolution: 200 DPI
Software
• Pinnacle ZX Series driver is designed for Windows 98 SE or newer operating
system
NOTE: Win 95 / NT / Win 98 1
• The Pinnacle ZX Series is compatible with any graphic design program that can
output HPGL commands. (CorelDRAW, Adobe Photoshop, CASmate,
PhotoPaint, AutoCAD, Illustrator, Signlab, etc.)
Connecting the Pinnacle ZX Series to the Computer
z Make sure that the ZX Series and computer are turned off before connecting them to a
power source.
z Connect the male of the power cord to a good quality surge protector then the surge
protector into a grounded outlet.
z Connect the female end of the power cord into the machine’s AC Power Inlet (main)
located on the side of the machine.
NOTE: The ZX Series has been designed to switch from 100 – 240 VAC automatically.
z The ZX Series can communicate with a computer using either a parallel or USB port.
NOTE: ZX Series is not support Macintosh computer through serial port yet. Please
contact with your dealer for update.
st
Edition, do not support USB port.
48
ZX Series USER MANUAL
Page 50

Installation of the USB Driver (Using Windows)
NOTE:
Please install USB driver before install ZX SERIES print driver.
Please do not plug USB cable to the PC until finishing the USB driver and ZX SERIES print driver
installation.
STEP 1: Open computer and insert the Laser Setup CD. Please keep ZX SERIES off at this moment.
STEP 2: Open My Computer. Double click on the CD ROM Drive (Usually D: ). Double click on
Drivers. Double Click on USB Drivers. Double Click on Remove.
STEP 3: The USB driver auto run program will remove the original USB driver verison from your
computer, before install the updated USB driver, please click YES. (fig. 4-2)
Fig. 4-2 USB Driver Installation
STEP 4: Start to install ZX Series print driver.
49
ZX Series USER MANUAL
Page 51

Installation of the Pinnacle ZX SERIES driver (Using Windows)
STEP 1: Put Pinnacle compact disk into your computer
STEP 2: Open My Computer. Double click on the CD ROM Drive (Usually D: ). Double click on
Drivers. Double Click on USB Drivers. Double Click on Remove.
STEP 3: Double click ADD PRINTER and start the ADD PRINTER WIZARD
STEP 4: Click NEXT STEP (see fig. 4-4)
Fig. 4-4 Print Driver Installation
STEP 5: Choose LOCAL PRINTER and click NEXT STEP (see fig. 4-5)
50
ZX Series USER MANUAL
Page 52

Fig. 4-5 Print Driver Installation
STEP 6: Insert the Pinnacle ZX Series driver disk into the compact disk reader.
STEP 7: Select a Printer Port, and choose NEXT STEP. (see fig. 4-6)
51
ZX Series USER MANUAL
Page 53

Fig. 4-6 Print Driver Installation
STEP 8: Click Have Disk. (see fig. 4-7)
Fig. 4-7 Print Driver Installation
STEP 9: Click Brows and Point it to your CD ROM Drive. Double Click on Drivers. Double Click on
Explorer. Select the file. Click OK. Click OK. (see fig. 4-8)
Fig. 4-8 Print Driver Installation
52
ZX Series USER MANUAL
Page 54

STEP 10: Choose ZX Series to be the default printer and click NEXT STEP (see fig. 4-9)
Fig. 4-9 Print Driver Installation
STEP 11: Select Replace existing driver if this screen comes up and click NEXT STEP (see fig. 4-
10)
Fig. 4-10 Print Driver Installation
53
ZX Series USER MANUAL
Page 55

STEP 12: Input Printer name ZX Series or Explorer, select NO if you don’t want to use this printer as
the default printer and click NEXT STEP (see fig. 4-11)
Fig. 4-11 Print Driver Installation
STEP 13: Select Do not share this printer and click NEXT STEP (see fig. 4-12)
Fig. 4-12 Print Driver Installation
54
ZX Series USER MANUAL
Page 56

STEP 14: Select NO when asked to print a test page and click NEXT STEP (see fig. 4-13)
Fig 4-13 Print Driver Installation
STEP 15: Click FINISH to complete the Add Printer Wizard (see fig. 4-14)
Fig 4-14 Print Driver Installation
55
ZX Series USER MANUAL
Page 57

STEP 16: Click Continue Anyway to set up the driver (see fig. 4-15)
Fig 4-15 Print Driver Installation
STEP17: Now the Pinnacle ZX Series print driver is successfully installed. Don’t forget to remove the
driver disk from the computer and store it in a safe place.
STEP 18: Go to the Printers and Faxes and choose the ZX Series printer by click right mouse button to
open the printer property.
STEP19: Go to the Ports, and choose the GCCUSB0 to enable the USB transmission, and click OK to
finish the installation. (see fig. 4-16)
STEP20: Go to the Advanced Tab. Make sure Print Directly to Printer is selected.
Fig 4-16 Print Driver Installation
56
ZX Series USER MANUAL
Page 58

CHAPTER V - MACHINE OPERATION
Graphic Control Panel Operation
Once you have the Pinnacle ZX SERIES connected to the computer and the driver installed, you will
need to familiarize yourself with the controls of the machine before beginning any cutting or engraving.
The ZX SERIES driver will be the primary sources of information for your machine. However, the
manual controls on the ZX SERIES allow you to manipulate the file order, auto/manual focusing,
starting point and other important tasks.
The Control Panel
The control panel on the Pinnacle ZX SERIES provides easy access to all of the manual controls
needed for cutting and engraving. The liquid crystal display (LCD), directional and selection buttons
make navigating through the machine’s manual controls easy to do. (See fig. 5-1)
Direction Buttons
The four directional buttons on the right of the control panel allow you to navigate the
selection cursor through the control panel menu and adjust the value of specific settings.
Move the cursor with the UP and DOWN directional buttons and adjust value settings with
the LEFT and RIGHT buttons. Press the ENTER button to confirm each selection.
LED Indicator Light
Fig. 5-1 Graphic Control Panel View
57
ZX Series USER MANUAL
Page 59

The three LED indicator lights above the Directional Buttons display the status of the
machine’s power and safety functions. The LASER indicator light will inform you if the laser
is actively firing. The DOOR light will inform you if either the Top Door or Front Door is
open. If either door is open, the ZX SERIES’s safety interlock mechanism will prevent the
laser from firing. The POWER light will come on when the machine is plugged into an
appropriate power source.
Function Buttons
The F1, F2, F3, & F4 buttons let you select the various available options located on the
lower portion of the graphic control panel. These buttons will allow you to scroll through the
control panel menu, access help pages, and pause and resume jobs.
The AUTO FOCUS button will activate the Focal Sharp
TM
Auto-Focus Gauge while in the
Main Operation Page.
The START/STOP button will let you start and pause jobs once they have been successfully
loaded into the Pinnacle ZX SERIES.
Display
When you start transmitting files to ZX SERIES, the control panel would display as following:
Time calculation
002 File name
Speed: XX % DPI: XXX
Power: XX % PPI: XXX
XX:XX:XX 001/ 004
File sequence and file name
File parameters
004 means this file will be repeated
four times, and 001 means the file is
running under its first time.
When the Pinnacle ZX Series is powered on, the machine will perform a series of safety
checks and initializing routines. The graphic control panel will scroll through the GCC
Copyright Page, Table Object Moving Page and the Machine Initialize Page before reaching
the Main Operation Page. Once the machine has reached the Main Operation Page, it is
ready for use. Refer to the diagram of Fig. 5-2 for a detailed listing of the different pages
within the control panel menu.
NOTE:
1. Prior to initialization, the ZX Series will display an image of a table on the graphic control
panel. This should prompt you to make sure that the working table area is clear for
unwanted obstructions.
2. Each time when you turn on ZX Series, it would run initialization of working table moving
down and up, lens carriage bottom to top and air blowing. Therefore, you have to wait for
few seconds to finish air blowing test before start work.
58
ZX Series USER MANUAL
Page 60

Control Panel Operation Chart
Main Operation Page
002 File name
Speed: XX % DPI: XXX
Power: XX % PPI: XXX
XX:XX:XX 001/ 002
Prev Next Z Func
Power ON
GCC LaserPro
EXPLORER
Copyright 200x
Machine initialization
Main Working Page
Previous file
F1
001 File name
Speed: XX % DPI: XXX
Power: XX % PPI: XXX
XX:XX:XX 001/
001
Prev Next Z Func
F4 Functional Page
File management
Machine setting
Machine information
Standby
Back Help Recall
START Start working
002 File name
Speed: XX % DPI: XXX
Power: XX % PPI: XXX
XX:XX:XX 001/ 002
Prev Next Z Func
F1
Back to
job
F3
Help file
002 File name
Speed: XX % DPI: XXX
Power: XX % PPI: XXX
XX:XX:XX 001/ 001
: Select function
: Adjust value
Press ENTER to go into items
F2
003 File name
Speed: XX % DPI: XXX
Power: XX % PPI: XXX
XX:XX:XX 001/ 001
Prev Next Z Func
Next file
F1
Back to Job
Filename
Speed XX% DPI: XX%
Power: XX% PPI XX%
XX: XX :XX
Z
Carriage moving
X: XX mm XX mm
Y: XX mm XX mm
Z
Down
UP
F4 Recall
59
ZX Series USER MANUAL
Page 61

Stop or Pause Job
File name
Speed: XX % DPI: XXX
Power: XX % PPI: XXX
XX:XX:XX 001/ 001
F1
Pause Job
File name
Speed: XX % DPI: XXX
PAUSE!
XX:XX:XX 001/ 001
F1
Resume job
File name
Speed: XX % DPI: XXX
Power: XX % PPI: XXX
XX:XX:XX 001/ 001
STOP
File name
Speed: XX % DPI: XXX
STOP!
XX:XX:XX 001/ 001
Start
60
ZX Series USER MANUAL
Page 62

Auto Focus
Manual Focus and Carriage Moving
File name
Speed: XX % DPI: XXX
Power: XX % PPI: XXX
XX:XX:XX 001/ 001
Auto Focus
Auto Focusing
Please Wait
Z: 00.00”
File name
Speed: XX % DPI: XXX
Power: XX % PPI: XXX
XX:XX:XX 001/ 001
Directional keys
Carriage Moving
X: 00.00 mm
Y: 00.00 mm
Z
F3 or F4
Z: 00.00 mm
Move Z distance
61
ZX Series USER MANUAL
Page 63

Functional Page—File Management
* File management
Machine setting
Machine information
Standby
ENTER
F1
Enter
Back to file selection
F3
Delete All Files
Job queue function
to change job
printing sequence
F1 Back to file selection
01: File name
02: File name
03: File name
04: File name
01: File name
02: File name
F2
03: File name
04: File name
Choose file for editing
02 File name
Speed: XX % DPI: XXX
Power: XX % PPI: XXX
XX:XX:XX 001/ 001
ENTER
F4
Delete the selected file
F4
Raster setting
Vector setting
Repeat times: 000
Edit file
Raster setting
Raster Power: %
Raster Speed: %
SmartACT: YES or NO
Vector setting
Vector Pen:
Vector Power: %
Vector Speed: %
Vector PPI:
62
ZX Series USER MANUAL
Page 64

t
Functional Page—Machine Setting
File management
Machine setting
Machine information
Standby
ENTER
Set lens
Tuning auto focus
Set table down
Set Read Beam
Carriage lock
Set Parser Mode
Save Position
Others
Reset
Auto focus value tuning
Moving table
Enter: save value
Lens: 4.0”
Z: 00mm
Select auto focus
lens
Lens: 4.0”
Other setting
Language: English
Unit: metric or English
EOF alarm: YES or NO
Air delay: 00 sec
User Reset
System Reset
ENTER
Table down setting
Table Down:
YES or NO
Distance: 00mm
Rese
Red Beam: YES/ No
Carriage Free
YES / NO
Save Position
Set Parser Mode
Default or HPGL
63
ZX Series USER MANUAL
Page 65

Functional Page—Machine Information
File management
Machine setting
Machine information
Standby
GCC LaserPro
EXPLORER
Copyright 200x
Firmware version: XXX
FPGA: V2.XX
ENTER Machine Information Page
Down direction key
64
ZX Series USER MANUAL
Page 66

Main Operation Page
The Main Operation Page will be the “home base” for the control panel menu. It will remain on most of
the time during normal operation. It has been designed to display all of the basic information relevant
to operation. This page will inform you of the speed, power, PPI, DPI, time, and copies of each
individual file loaded into the ZX Series. The first line of the Main Operation Page indicates the first
job’s filename. If more than one job has been downloaded, press the PREV and NEXT buttons to
scroll through the jobs in the buffer. Pressing the FUNC button will transport you to the Function
Select Page, where you will be able to edit File Management, Machine Settings and Machine
Information. (see Fig. 5-2)
--- Empty File
Speed:-----% DPI:------
Power:-----% PPI:-------
--:-- ---/----
Pre Next Z Func
Fig. 5-2 Main Operation Page
Focus Adjustment
While in the Main Operation Page, press the AUTO FOCUS button to activate the Focal
TM
Smart
while the machine automatically adjusts the working table (Z-axis) to accommodate the
thickness of your materials. At the same time, if you need to adjust the working table by
manual, you can do this function after AUTO FOCUS (see fig. 5-3). After focus adjustment,
you can use F1 to return Main Operation Page.
Auto-Focus Gauge. The control panel menu will move to the Auto Focus Page
65
ZX Series USER MANUAL
Page 67

Auto Focusing
Please Wait
Z: 0000.000”
Back
Certain blurred or soft laser effects require the materials on the working table to be moved
away from the laser’s optimum focal point. When the UP and DOWN directional buttons are
pressed while in the Auto Focus Page you will disengage the auto focus system. This will
allow you to manually raise or lower the z-axis. After you have made adjustments to the zaxis, press the F1 button to return to the Function Select Page.
NOTE: When adjusting the depth of the working table, make sure that the materials do not
come in contact with the laser carriage or focus gauge.
Job Starting Point
If you want to adjust the starting point of the job before you begin the cutting or engraving,
press the directional buttons while in the Main Operation Page. Pressing the directional
buttons will bring to the Carriage Moving Page. In this page you can adjust the starting 0,0
point of the x and y rails. Without adjustment, the 0,0 starting point of your job will be the
extreme upper left hand corner of the motion system. This point will correspond to the
extreme upper left hand corner of your graphics program. Manually moving the laser
carriage will move the 0,0 starting point to a different location. The Carriage Moving Page
will display in millimeters how far the location is away from the default location.
Start Job
If you are satisfied with the existing settings, auto-focus adjustments and starting point
location, press the START button to start cutting or engraving. When a job is in operation,
the graphic control panel will display the Working Page. This page informs you the speed,
power, PPI, DPI, time, working time and copies status. While in this page, at no time are you
able to edit the laser or file settings. You may press the F1 button to jump to the Working
Pause Page, which will pause and resume the operation. Or you may press the STOP
button that will cease all cutting and engraving and return the control panel menu back to
the Main Operation Page. (see fig. 5-4 )
Fig. 5-3 Auto Focus Page
66
ZX Series USER MANUAL
Page 68

01:File Name
Speed: 100.0% DPI: 1000
Power:100.0% PPI: 750
00:39:21 001/005
Pause
Fig. 5-4 File Management Information Page
Stop Job
In Working Page, you can press STOP button to stop a job.
Pause Job
In the Working Page, you can press F1 to pause the job temporary and press F1 again to
restart the job in the Working Pause Page. (See fig. 5-5)
67
ZX Series USER MANUAL
Page 69

01:File Name
Pause!
00:32:19 000/000
Resume Edit Down Up
Fig. 5-5 Job Pause Page
Function Select Page
Pressing the F4 button while in the Main Operation Page will bring you to the Function Select Page.
This page allows you to edit File Management and Machine Settings. Press the directional keys to
move the cursor to the File Management, Machine Setting Machine Information and Standby
Page. Press ENTER to confirm your selection. (See Fig. 5-6)
File management
Machine setting
Machine information
Standby
Back Help Recall
Fig. 5-6 Function Select Page
Function Select Page-- File Management
The File Management Page will show all of the files that have been downloaded into the ZX
SERIES. Pressing the UP or DOWN directional buttons will scroll through the available
files. If a file is no longer needed or if the memory buffer has reached its capacity and you
would like to download new files, press F4 to delete unwanted files. The F2 key would
initiate the job queue function to manage the job printing sequence (Please check page 65
and see how to change job printing sequence). Using F3 to delete all files. Press ENTER to
see the File Settings in the File Management Information Page. (see fig. 5-7 & 5-8)
68
ZX Series USER MANUAL
Page 70

01:File 1
02: File 2
03: File 3
04: File
Back Link D- ALL Del
Fig. 5-7 File Management Page
After select a file, you may press F4 further to edit the settings of this file. Such as raster,
vector and repeat settings (see fig. 5-8). Or using Star and move to the main operation
page.
01:File name
Speed: % DPI:
Power: % PPI:
00:03:35 001/005
Once F4 is pressed you will go to the File Management Edit Page to edit the setting of
the file. From here, press the Arrow Key directional buttons to select to adjust the raster,
vector and repeat settings and RIGHT or LEFT directional button to adjust the setting
value (see fig. 5-9).
Back Edit
Fig. 5-8 File Management Information Page
69
ZX Series USER MANUAL
Page 71

Raster Setting
Vector Setting
Others
Back
Fig. 5-9 File Management Edit Page
File Management -- File Edit Raster Page
This page will allow you to edit the raster settings of a select file. Use the directional buttons
to scroll through the editing options and adjust the values. Adjusting the Raster Power and
Raster Speed will override the saved settings downloaded from the computer. Select the
SmartACT option to initiate the function of SmartACT to speed EXPLORETR operation
speed when perfect output quality is not a demand (see fig. 5-10). F3 button would provide
you a direct approach to main operation page.
Raster Power: %
Raster Speed: %
SmartACT: YES
Back
Fig. 5-10 File Edit Raster Page
File Management -- File Edit Vector Page
If your selected file features vector settings, this page will allow you to adjust them. Use the
directional buttons to adjust the pen, power, speed, and PPI settings (see fig. 5-11).
70
ZX Series USER MANUAL
Page 72

Vector Pen:
Vector Power: %
Vector Speed: %
Vector PPI:
Back
Fig. 5-11 File Edit Vector Page
File Management-- Others
If you press ENTER at OTHERS item, you would be able to set the repeat times of the
selected file by using LEFT or RIGHT direction buttons to adjust repeat times (see fig. 5-12).
Repeat Times:
Back
Fig. 5-12 File Edit Others Page2
NOTE: If the Repeat Times is set to “0”, the file would be repeated without limits.
File Management – Job Queue
Pinnacle ZX Series enables you to use LINK or DLINK to decide the job printing sequence
of a specified job queue and press START button once to print them all.
NOTE: Job queue means a group of files has been managed in printing sequence.
71
ZX SERIES USER MANUAL
Page 73

p
A. Where is the LINK/ DLINK function
Step 1. Go to the Main Working Page as fig. 5-13 shows
01| Laser1.cdr
Speed : 100.0% DPI: 300
Power: 50.0% PPI:762
--- : --- : --- 000/001
Prev Next Func
Fig. 5-13 Change job printing sequence
Step 2. Press F4 key to enter Function Selection Page and pressing ENTER to choose File
Management
* File management
Machine setting
Machine information
Stand by
Back Hel
Fig. 5-14 Change job printing sequence
Step 3. Stop the cursor at the starting file you would like set as the first printing job and
press F2 key to initiate the LINK function or F4 to DLINK (see fig. 5-15 & 5-16)
03| Laser3.cdr
* 01| Laser1.cdr
02| Laser2.cdr
Back Link DLink
Fig. 5-15 Change job printing sequence
Recall
72
ZX SERIES USER MANUAL
Page 74

B. How to Link Files
Take a printing sequence of Laser3.cdr--->Laser2.cdr--->Laser1.cdr for example to show
how to link different files.
Step 1. Go to the LINK/ DLINK function page as fig. 5 shows.
Step 2. Stop cursor at Laser3.cdr and press F2 to start LINK. You would find Laser3.crd file
gets a X sign. The x sign means that the LINK is working and you can link the current file to
another one.
Step 3. Move cursor by arrow keys and stop at Laser2.cdr file then press F2 to link
laser3.cdr and laser2.crd.
03| Laser3.cdr |---|--*01| Laser1.cdr |---|--02| Laser2.cdr |---|---
Back Link Dlink
Fig. 5-16 Change job printing sequence
02| Laser2.cdr |---|--*03| Laser3.cdr |---|--01| Laser1.cdr |---|---
Back Link Dlink
Fig. 5-17 Change job printing sequence
02| Laser2.cdr |---|--*03| Laser3.cdr |---x--- 01|
Laser1.cdr |---|---
Back Link Dlink
Fig. 5-18 Change job printing sequence
73
ZX SERIES USER MANUAL
Page 75

Step 4. Move cursor by arrow keys and stop at Laser1.cdr file then press F2 to link
laser2.cdr and laser1.crd.
Step 5. Press F2 again to finish the LINK function and the x sign would disappear.
C. How to DLINK files
DLINK here stands for removing files from specified job queue. Here we would show you
how to remove Laser2.cdr from Laser3.cdr--->Laser2.cdr-->Laser1.cdr job queue.
01| Laser1.cdr |----|--*02| Laser2.cdr |-03x--03| Laser3.cdr |----|-02
Back Link Dlink
Fig. 5-19 Change job printing sequence
03| Laser3.cdr |----|-02
*01| Laser1.cdr |-02x--02| Laser2.cdr |-03|-01
Back Link Dlink
Fig. 5-20 Change job printing sequence
03| Laser3.cdr |----|-02
*01| Laser1.cdr |-02|--02| Laser2.cdr |-03|-01
Back Link Dlink
Fig. 5-21 Change job printing sequence
74
ZX SERIES USER MANUAL
Page 76

Step 1. Go to LINK/ DLINK function page and stop cursor at Laser2.cdr.
Step 2. Press F4 key to initiate DLINK function and you would find Laser2.cdris removed
from the job queue.
NOTE:
1. The same file can’t print more than once in the same job queue.
2. ZX Series can accept multiple job queues at the same time, each job queue is
independent and unable to link each other.
3. In order to know the printing sequence, the main working page would remind you what
is the next printing job. Find fig. 5-24 for example.
03| Laser3.cdr *02
Speed : 100.0% DPI: 300
Power: 50.0% PPI:762
--- : --- : --- 000/001
Prev Next Z Func “
01| Laser1.cdr |-02|--*02| Laser2.cdr |-03|-01
03| Laser3.cdr |----|-02
Back Link Dlink
Fig. 5-22 Change job printing sequence
01| Laser1.cdr |-03|--*02| Laser2.cdr |----|--03| Laser3.cdr |----|-01
Back Link Dlink
Fig. 5-23 Change job printing sequence
02 is the next file
Fig. 5-24 Change job printing sequence
75
ZX SERIES USER MANUAL
Page 77

Function Select Page-- Machine Setting
Under Machine setting page, you would have Set Lens, Tuning Auto Focus, Set Table
Down, Others and Reset options by pressing ENTER to go into each function.
Set Lens
► Tuning Auto Focus
Set Table Down
Red Pointer
Others
Reset
Back
Fig. 5-25 Machine Setting Page
Machine Setting -- Select Lens Page
Please always adjust the lens in SELECT LENS PAGE when you apply different focus lens
for application. Pressing LEFT or RIGHT to adjust lens and F4 to save adjustment. (Fig. 5-
26) After adjusting to different focus lens, we would suggest you to press AUTO FOCUS
and ZX SERIES would get the new focal length accordingly.
Select Auto Focus Lens
Lens: 2.0”
Back Save
Fig. 5-26 Set Lens Page
Machine Setting -- Auto Focus Tuning Page
After adjust focus lens, you can enter AUTO FOCUS TUNING PAGE to tune the focal
length if the default value can’t meet your application needs. The Auto-Focus Tuning Page
will allow you to edit the default auto-focus lens focal length, that decides the distance
between laser and the working table each time after you using Auto Focus.
Use the directional buttons UP or DOWN to move the Z axis to a desired level , then press
F4 to save the changing. (see fig. 5-27)
76
ZX SERIES USER MANUAL
Page 78

Moving table
Lens:2.0”
Z: mm
Back Save
Fig. 5-27 Auto Focus Tuning Page
Machine Setting -- Set Table Down
This function would provide you an option if you need ZX Series to show “Table will move
down and remove objects on table “warning message before ZX Series starts initialization.
When the Set Table Down function is at YES status, ZX Series would move to initialization after
you press ENTER to confirm the warning message; when Set Table Down is at NO status ZX
Series would not show the warning message. After all setting is determined, please use F4 to
save all the changing.
Machine Setting—Red Pointer
Red pointer function would help you to know where the laser moves more easily and precisely.
Under red pointer function, ZX Series enables you to use LEFT or RIGHT directional button to
adjust red pointer on or off.
Machine Setting— Carriage Lock
Carriage lock or free function would enable the lens carriage remain under always free or lock
status, under free status, user can manually move the lens carriage to where the want. While
under carriage lock status, user has to free the carriage by any directional key and then can
manually move it.
Carriage Free: Yes
Back Save
Machine Setting— Set Vector Mode
ZX Series provides you four options of vector speed mode, Quality Vector, Fine Vector, Coarse Vector,
Speedy Vector to meet different application needs. Vector graphic can be output with rapid movement
under Speedy Vector mode, while it is a trade off between vector qualities; while Quality Vector
represents the best vector quality with slower movement. All these four vector modes give you the
flexibility between vector quality and vector speed, choose the mode that performs best result for your
Fig. 5-28 Lock Carriage Page
77
ZX SERIES USER MANUAL
Page 79

special application. Select “Set Vector Mode” by pressing ENTER when the cursor stops at Set
Vector Mode, and use LEFT or Right directional button to scroll different vector modes.
►Set Vector Mode
Tune Image Power
Others
Back
Fig. 5-29 Set Vector Mode Page 1
Mode: Quality Vector
Back Save
Fig. 5-30 Set Vector Mode Page 2
Machine Setting— Set Multiple File
Set Multiple File function enables you to automatically delete or save the files after output. When you
start to work and choose not to save the file, each job would be automatically delete after lasering. This
function is great for production line that marks number or name on plates. Each file is printed one time
and the memory space would not be occupied by unwanted data.
►Set Multiple File
Set Vector Mode
Tune Image Power
Others
Back
Fig. 5-31 Set Multiple File Page 1
File Save: NO
Back Save
Fig. 5-32 Set Multiple File Page 2
78
ZX SERIES USER MANUAL
Page 80

Machine Setting— Save Position
Save Position function enables to set the laser origin point to the saved position and recall to apply this
origin when it is necessary for application. The benefit of this function is to precisely apply the working
piece to the save origin position where you might have fixture already and save time for testing and
laser firing position adjustment for new job.
Select the Save Position function by pressing ENTER, and choose RECALL to have the laser carriage
moves to the saved position and starts to print.
Notice: Save Position function is only effective under Relative or Center mode.
►Save Position
Set Multiple File
Set Vector Mode
Tune Image Power
Others
Back
Fig. 5-33 Save Position Page 1
►File Management
Machine Setting
Machine Information
Back Recall
Fig. 5-34 Save Position Page 2
Machine Setting-- Others Setting Page
This page allows you to change the language of usage, the unit of measurement (from metric
to inches), to enable/disable the EOF (end of file) alarm, and to set a delay time of the Air
Assist System to make sure the air assist is functioning when job starts working. When the
setting is finished, please use F4 to save the changing. (see fig.5-35)
79
ZX SERIES USER MANUAL
Page 81

► Language : English
Unit : metric
EOF Alarm : YES
Air delay : sec
Back Save
Fig. 5-35 Other Setting Page
NOTE: The EOF (end of file) alarm will make an audible “beep” when your file has been
completed.
Machine Setting --Reset Page
Use the reset feature in the Machine Setting Page to return all changes to the machine settings
to their original default settings. This feature will not affect the settings saved to an image file
on the computer.
z User Reset- Click User Reset, all setting would be set back to the origins.
z System Reset- After upgrading a new firmware, the system has to be reset,
click System Reset, the version of firmware is updated but previous settings
are well saved.
z User Reset
z System Reset
Back
Function Select Page-- Machine Information
Under the Machine Information Page, you can find the machine information including G.C.C.
logo, machine name and firmware version etc. By pressing DOWN button, you can go
further to next page. (see fig. 5-36 and 5-37)
GCC LaserPro
EXPLORER
Copyright 200x
Back More
Fig. 5-36 Machine Information Page 1
80
ZX SERIES USER MANUAL
Page 82

Firmware :
FPGA :
Back
Fig. 5-37 Machine Information Page 2
81
ZX SERIES USER MANUAL
Page 83

How to Set Origin
Pinnacle ZX Series features setting origin per laser application changes. Please check the following
procedure about how to change origin. ONLY DO THIS IF BEING INSTRUCTED TO DO SO BY A
PINNACLE LASER TECH SUPPORT PERSON.
Step 1.
Turn on ZX SERIES, and hold ENTER key when display shows,
“GCC LaserPro
Explorer
Copyright 200x”
Until it shows,
Set Origin Page
Enter: Setting Origin
Start/ Stop: Restart
Back
Fig. 5-38 Set Origin Page
Step 2.
Press ENTER to set origin and the display will show:
Origin Position
X: mm Y: mm
Back Save
Fig. 5-39 Set Origin Page
Step 3.
Press arrow key to move the lens carriage for the new origin. And press F4 to save the
changing.
Step 4.
Press F1 and back to Set Origin Main Page. Press START/ STOP button once, ZX Series would
restart in 30secs.
82
ZX SERIES USER MANUAL
Page 84

CHAPTER VI - SOFTWARE OPERATION
EngraveLab 6 Software SetupPage Setup
Laser Express (EngraveLab) page size settings:
Step1: Layout > Plate Size > Advanced > Create and Add new plate size.
Step2: In the name portion, type in ‘ZX-Series.’ Type 32.00 in the Width box and 20.00 in the Height box. Click
Add New Plate. Change Current Selection to ZX Series.
Step3: Make sure to select the upper-left hand corner in the origin selection (as shown below).
Step4: Ensure the Landscape option is checked.
Step5: Click OK to complete the page size setting. Now your blank size should reflect the same size as the ZX-
Series table.
Note : In some instances, the laser’s LCD panel shows a message of “Graph was clipped” or the
laser engraver is engraving at some strange location in an unpredictable way. The result engraved
artwork is scrapped.
This is caused by your software’s page size being wrong or having images sit on edge of paper.
Confirm that the page size is right and image is inside plate area. Resend image to laser.
83
ZX SERIES USER MANUAL
Page 85

Raster vs. Vector
There are two different functions the laser can perform. Raster Engraving and Vector cutting.
Raster Engraving is when the laser performs a printer-like function, where the head of the laser goes back and
forth, engraving out an image. Usually illustrated by the color black. In any graphics program , if an object has a
fill, it will raster engrave. In EngraveLab if you have text or a square, when you left click on a color it will change
the color of the fill. Changing the fill of an object allows you to set different speed/power settings for each object.
Any Scanned images are completely Raster Images. They can only be engraved.
Rasterized image file types include .bmp .jpg .psd .tif
(Grayscale is a Raster Engraving feature, see 3D mode under the Printing section)
Vector Cutting is when the laser follows the hair line outline of an object and cuts an object out. Usually illustrated
by the color red. Only vectorized images have the ability to be given an hair line outline and be able to be cut out.
Vectorized images have the ability to be either Raster Engraved or Vector Cut. If you give a vectorized image a fill
it will engrave. If you give it a hairline outline, it can cut. If you give a vectorized image a fill and a hairline
outline, it will raster engrave first and then vector cut.
Vectorized image file types include .ai .eps .dxf .dwg .plt .prn
Vector Cutting
If laser engraver will NOT vector cut, it is because the width of the text’s outline is not set to its thinnest width
(Hairline). The MS-Windows® driver determines raster/vector cu tting based on the outline width of an object. To
achieve a vector cutting, please set the text or object’s fill to invisible and its outline to its thinnest width (Hairline)
in Laser Express (EngraveLab). Steps Below:
1. Select the text or object you wish to vector cut.
2. Click on your Stroke/Fill tool.
3. Click on Line Style. Make it Hairline.
4. Change the text’s or object’s fill color to invisible (if you do not want it to raster engrave) by left clicking on the
invisible color of Laser Express Color Palette located on the bottom left of the screen.
5. Change the text or object’s outline color by right clicking on the desired color on the Laser Express color palette.
(Red is the color mostly used for vector cutting). You will do this so you can assign a different power and speed
setting, black for raster engraving and red for vector cutting.
Notice: If the width of the line to be cut is not set at Hairline, the laser will not do a vector cut. If it is set
to thick line, it will raster engrave the line the thickness you set. If neither a fill or an hairline outline are on the
image the laser will immediately move to the upper right hand corner as if he file is finished.
84
ZX SERIES USER MANUAL
Page 86

85
ZX SERIES USER MANUAL
Page 87

Printing
After completely editing your job click File, then Print, then click Preferences Tab.
Make sure 3 things are selected. Plate Area, Bitmaps and Print as shown on screen. If these 3 things are not
selected the laser will not engrave in the right spot and will not engrave the image correctly.
Now go back to the Printer Page tab
Select the Explorer Laser.
Click Setup.
86
ZX SERIES USER MANUAL
Page 88

Laser Master 2 Software Setup
Page Setup
Laser Master 2 page size settings:
Step1: In your Design Central (click View and Design Central to open).
Click the arrow pointing to the right and click Add. Change name to ZX Series.
Change the Width to 32.0 in and the Height to 20.0 in. Make sure Landscape is selected
Step2: Click View then Rulers and Grid.
87
ZX SERIES USER MANUAL
Page 89

Step3: Click the 3
Then Click OK.
rd
one from the Left (Upper Left Corner) and the Y measurement should change to 20.000in.
Step4: Once finished Click the Right arrow again in your Design Central. Click Set as default. Close the program
down and open it back up. The page size should stay the 32x20 with the 0,0 in the upper left hand corner.
Note : In some instances, the laser’s LCD panel shows a message of “Graph was clipped” or the laser
engraver is engraving at some strange location in an unpredictable way. The result engraved artwork is
scrapped.
This is caused by your software’s page size being wrong or having images sit on edge of paper. Confirm that the page
size is right and image is inside plate area. Resend image to laser.
Raster vs. Vector
There are two different functions the laser can perform. Raster Engraving and Vector cutting.
Raster Engraving is when the laser performs a printer-like function, where the head of the laser goes back and
forth, engraving out an image. Usually illustrated by the color black. In any graphics program, if an object has a
fill, it will raster engrave. In Laser Master 2 if you have text or a square, when you left click on a color it will
change the color of the fill. Changing the fill of an object allows you to set different speed/power settings for each
object. Any Scanned images are completely Raster Images. They can only be engraved.
Rasterized image file types include .bmp .jpg .psd .tif
(Grayscale is a Raster Engraving feature, see 3D mode under the Printing section)
Vector Cutting is when the laser follows the hair line outline of an object and cuts an object out. Usually illustrated
by the color red. Only vectorized images have the ability to be given an hair line outline and be able to be cut out.
Vectorized images have the ability to be either Raster Engraved or Vector Cut. If you give a vectorized image a fill
it will engrave. If you give it a hairline outline, it can cut. If you give a vectorized image a fill and a hairline
outline, it will raster engrave first and then vector cut.
Vectorized image file types include .ai .eps .dxf .dwg .plt .prn
Vector Cutting
If laser engraver will NOT vector cut, it is because the width of the text’s outline is not set to its thinnest width
(Hairline). The MS-Windows® driver determines raster/vector cu tting based on the outline width of an object. To
achieve a vector cutting, please set the text or object’s fill to invisible and its outline to its thinnest width (Hairline)
in Laser Maser 2.
88
ZX SERIES USER MANUAL
Page 90

Steps Below:
1. Select the text or object you wish to vector cut.
2. In the Stroke and Fill Editor box (View, Fill Stroke Editor to bring up).
3. On the Fill Tab change the fill to No Fill.
4. On the Stroke tab (the pencil) make it look like this. Style will be straight line (first option in drop down
box), stroke width will be 0.000 and the color will be red.
89
ZX SERIES USER MANUAL
Page 91

Notice: If the width of the line to be cut is not set at Hairline 0.000, the laser will not do a vector cut. If it
is set to thick line, it will raster engrave the line the thickness you set. If neither a fill or an hairline outline are on the
image the laser will immediately move to the upper right hand corner as if he file is finished.
Printing
After completely editing your job click File, then Print, then click Options.
Make sure 3 things are selected. Fit Border to Paper, Use Device Margins, ASCII. If these 3 things are not selected
the laser will not engrave in the right spot and will not engrave the image correctly.
Now click ok.
Select the Explorer Laser.
Click Properties.
90
ZX SERIES USER MANUAL
Page 92

Printing- ZX SERIES Driver Editing
After the graphics is ready, take advantage of the many performance-editing features of the ZX SERIES
driver by clicking FILE→PRINT→PROPERTIES (see fig 6-8)
Fig. 6-8 Machine Output and Property
Fig. 6-9 Output Properties Setting
91
ZX SERIES USER MANUAL
File parameter setting
save, delete or load
function
Review and select the
saved file parameter
setting here.
Page 93

A. Choose Printing Mode
A-1 B/W (Black & White) Mode– It is useful to activate this mode when using ClipArt or drawings with
several colors, shades of gray, or many outlines. This mode will create a laser output similar to that of
a laser printer. The entire selected image will be engraved using a single pen, black one (power &
speed setting). The ZX SERIES driver will interpret colored and shaded areas as different shades of
gray by producing a halftone effect while engraving. Instead of engraving only solid lines,
gray/halftone areas will be a collection of dots. The resolution and depth of these halftone areas can
be adjusted with the DPI, the B/W mode dithering settings from 2x2 to 8x8, error diffusion, and pattern
type. Experiment with these different settings to get the best results.
Fig. 6-10 Raster Dithering mode setting
Dithering type – The gray areas of image will be filled with from a 5- grade halftone with 2x2
dots to a 65- grade halftone with 8x8 dots. 8x8 dithering type would presents the image into
different shading effect than the 2x2 dithering, while the 2x2 dithering type would have smaller
dots than 8x8, that produces higher resolution. The dithering type choice would depend on the
image and application.
Enhance dithering – The enhance dithering as what it reads would help to compensate the
shortage of smaller grade halftone type, such as choosing 2x2 dithering type and enhance
dithering at the same time, the image would be printed with 256- grade halftone and 2x2 dots,
therefore, better shading effect with small 2x2 dots/ grids.
Error Diffusion – The error diffusion presents the shade of image as a spread halftone instead
of dots, therefore more detailed.
92
ZX SERIES USER MANUAL
Page 94

2*2 dithering 4*4 dithering 8*8 dithering
Error Diffusion 2x2 Enhance Dithering 8x8 Enhance Dithering
Dot Bayer Corner
45 degree+ 4*4 dithering 45 degree+6*6 dithering 45 degree+8*8 dithering
93
ZX SERIES USER MANUAL
Page 95

45 degree+ 10*10 dithering
Pattern Type – The halftone pattern has three kinds of layout options, which determine the
shape of each grid/ dot to compose the shading effect of raster image.
z Dot A halftone pattern consists of circle dots.
z Corner The dark dot spread from the left upper corner of the pattern result in a little
triangle shape to imitate a shading effect.
z Bayer A random halftone pattern which is defined by Bayer. The principal advantage
of this type of dithering is to smooth the banding effect obtained with ordered clustered
dithering.
z 45 degree a halftone pattern consists of 45 degree matrix of dot arrangement
NOTE: The B/W mode reads the processed image by shade and light, and if the image is a colorful
one, different color would get different shading effect. Usually we would suggest transform the colorful
image to a black and white one before output by a laser under B/W mode.
A-2 Manual Color Fill Mode– Activate this mode when you wish to designate specific power and
speed settings to certain colors in your image. The ZX SERIES driver has 16 available pen settings to
choose from.
A-3 3D Mode – With this mode you can automatically get a sculptured 3D effect. Using images that
have gray areas, the ZX SERIES driver can manipulate the image to give it added depth. This mode
can be adjusted with the DPI, PPI, power and speed settings.
3D Image File
Sample/ Material: Density Board
Fig. 6-11 3D Image and Sample
A-4 Stamp Mode-- Stamp production is one of the most dynamic functions of the Pinnacle ZX
SERIES. Due the nature of the engraving, stamp production requires different operational steps than
most engraving or cutting. In order to create stamps, select the Stamp Mode and the corresponding
settings: Set Shoulder, Pitch, Border, Invert, and Mirror. (see fig.6-)
NOTE: The Cluster and automatic Border settings are located in ZX SERIES driver Properties →
Advance.
94
ZX SERIES USER MANUAL
Page 96

Fig. 6-12 Stamp mode
Pitch Value & Shoulder Power Setting
The finished stamp will be a reversed image with engraved depressions and ridges. Many of
these ridges may be too thin and would break off or be unstable. Creating pitch is a way to
add support to the thin lines and ridges. The pitch value setting allows you to adjust the width
of the ridge. Broad pitch gives the maximum amount of support for each ridge. Experiment
with different pitch value settings in order to produce the stamp that is best suited for your
application. You can specify the size into the pitch box under stamp mode and adjust the bar
to specify different laser power level for shoulder.
95
ZX SERIES USER MANUAL
Page 97

The central part presents
the letter of stamp.
Add Border
The blue bar means different laser power level to compose of the slope.
Higher level blue bar gets less engraving laser power.
Fig. 6-13 Adjust Stamp Power Level
You may wish to include a thin or wide border around the outline of your stamp. This can
be done by creating outline greater than .001” thickness around the image. When the
Mirror setting is selected, this outline will automatically be reserved as a ridge that does
get engraved.
NOTE: The automatic Border setting is located in ZX Series driver Properties → Advan
96
ZX SERIES USER MANUAL
Page 98

Fig. 6-14 The border setting of stamp
Invert
The Invert mode will reverse the black and white outlines and fills in the selected image.
Black will become white and vice-versa, thus creating a high area that will be covered
with ink when the stamp is put to use. This function is disabled when using the Manual
Color Fill mode.
Fig. 6-15 Invert Effect
Mirror
When using a stamp, the image needs to be reversed or mirrored in order to show up
properly when the stamp is in use. This setting will transfer right to left and vice-versa.
Fig. 6-16 Mirror Effect
Cutting out the Stamp
After you have created a border around the stamp, you may wish to have the ZX Series’s
vector setting cut out the stamp from the rubber sheet. To do this, create a thin (0.001”)
red line on the outline edge of the border or where ever you wish the stamp to be cut.
The vector setting will always be performed after the engraving is complete.
ZX SERIES USER MANUAL
Invert
Mirror
97
Page 99

Stamp Production
You may wish to create a full sheet of duplicated rubber stamps in order to have them all
engraved at once, saving on material costs and operational time. To do this, copy and
paste the image enough times to fill the page size that is smaller or equivalent to the
working table and the rubber sheet. Next make sure that the image is mirrored, inverted
and that the appropriate shoulder, border, power and speed settings are in place.
A-5 SmartACT-- SmartACT is much like the fast or economic printing mode with printer which speeds up
the total working time by eliminating unnecessary travel of laser carriage, but the output quality can’t be
exactly same as what it is under normal speed mode.
B. Parameter Settings
The Pinnacle ZX Series allows the use of 16 different colors to represent 16 different power and speed
settings when cutting and engraving. These colors are referred to as PENS. Try to think of each pen
as a designated laser setting, rather than as a color. An image that is only black and white will use
only one power and speed laser setting (Black). An image that includes black, red and blue colors will
use three different assigned power and speed settings. In order to utilize up to 16 different pens,
make sure your graphics program uses the 16 colors recognized by the ZX Series driver. (see fig. 6-
18)
Adjust speed / power / PPI for each pen
Fig. 6-17 Laser Parameter Settings
Check to enable or disable raster / vector / air assist function
for each pen
98
ZX SERIES USER MANUAL
Page 100

Pen Settings – There are 16 available pen settings to match a specific laser setting with the different
colors used in the graphic image. If your image uses black outlines, and red and blue color fills, then
the ZX Series driver will instruct the laser to use three different power and speed settings on the three
distinct areas. The speed and power settings designated to each pen color, will represent a proportion
of the master control speed and power settings.
If you would like to use a color not included in the driver’s original 16 colors, please double click on the
specified pen and the color manager window would jump out then you can select the color you would
like to apply. (see fig. 6-19 )
NOTE: The driver can not store more than 16 pen colors for each file.
Speed – The master control for the laser’s motion system speed during operation. The range is from
0.1 – 100%. 100% speed is equivalent to 80 inches per second; a 10% speed setting would be
equivalent to 8 inches per second. This will be the speed that the motion system travels when cutting
or engraving straight lines. The machine will automatically slow down when it is cutting or engraving
curves.
Power – The master control for the laser’s power during operation. The range, like the speed setting,
is from 0.1 – 100%. This percentage represents the power of each laser pulse fired. Power and
speed work together to determine the depth of a cutting and/or engraving. Higher power and slower
speeds will produce the deepest engraving.
Fig. 6-18 Pen color adjustment
99
ZX SERIES USER MANUAL
 Loading...
Loading...