

Page 1
FLUX-CORED WIRE WELDER PFDS 33 A1
FLUX-CORED WIRE WELDER
Translation of the original instructions
IAN 280331
FÜLLDRAHT-SCHWEISSGERÄT
Originalbetriebsanleitung
Page 2
Before reading, unfold both pages containing illustrations and familiarise yourself with all functions of the
device.
Klappen Sie vor dem Lesen die beiden Seiten mit den Abbildungen aus und machen Sie sich anschließend
mit allen Funktionen des Gerätes vertraut.
GB / IE/NI Translation of the original instructions Page 1
DE / AT / CH Originalbetriebsanleitung Seite 17
Page 3
A
B
Page 4
C
D E
F
Page 5

Contents
Introduction .................................2
Intended use ........................................2
Residual risk.........................................2
Features............................................2
Package contents.....................................2
Technical details .....................................3
Rating plate and explanation of symbols ..................3
Safety......................................4
Basic safety instructions ................................4
Special safety instructions ..............................5
Complementary safety instructions .......................5
Potential hazards ............................6
Risk of injury due to electric shock........................6
Confined spaces and hot rooms .........................6
Accident risks due to poor air supply in confined spaces ......6
Protective clothing ....................................6
Protection against radiation and burns ....................7
Risk of burns due to flying sparks ........................7
Risk of accidents due to spattering slag....................7
Risk of fire due to flying sparks ..........................7
Risk of explosion .....................................7
EMC appliance classification....................7
Unpacking and checking the package contents....8
Assembly ...................................8
Fitting the welding mask ...............................8
Filling with flux-cored wire ..............................8
Operation..................................11
Switching the appliance on and off......................11
Setting the welding current ............................11
Adjusting the wire feed ...............................11
Overload protection .................................11
Welding mask . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
Welding...........................................11
Weld types.................................12
Forehand welding ...................................12
Backhand welding...................................12
Welded joints ......................................12
Butt welds .........................................12
Flat butt welds . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
Welds on an outer edge ..............................12
Welds on an inner edge ..............................13
Overlap welds......................................13
Cleaning and care ...........................13
Wire feed .........................................13
Cable assembly.....................................13
Welder............................................13
Troubleshooting.............................14
Disposal ...................................15
Kompernass Handels GmbH warranty..........15
Service ....................................15
Importer...................................15
Translation of the original Conformity Declaration 16
PFDS 33 A1
GB│IE│NI │ 1 ■
Page 6
FLUX-CORED WIRE WELDER PFDS 33 A1
Introduction
Congratulations on the purchase of your new appliance. You have selected
a high-quality product. The operating instructions are part of this product.
They contain important information about safety, usage and disposal.
Before using the product, please familiarise yourself with all operating and
safety instructions. Use the product only as described and for the range of
applications specified. Please also pass these operating instructions on to
any future owner.
Intended use
The appliance is suitable for self-shielded flux-core welding using an
appropriate wire. No additional gas is required. The protective gas is
contained in powdered form in the wire itself, is thus fed directly into the
arc and means that the appliance is not susceptible to wind and can be
used outside.
Only the filler wire designed for this appliance may be used.
Proper use also involves compliance with the safety instructions as well as
the assembly instruction and the operating notes in the operating instructions.
Comply exactly with the applicable accident prevention regulations.
The appliance may not be used:
▯ in rooms with insufficient ventilation,
▯ in damp or wet environments,
▯ in explosive atmospheres,
▯ for the purpose of thawing pipes,
▯ in the vicinity of people with heart pacemakers and
▯ in the vicinity of flammable materials.
Use this appliance only as described in this instruction manual. All other
uses are deemed to be improper and may result in property damage or
even in personal injury.
The manufacturer is not liable for damages caused by improper or incorrect
use.
Residual risk
Even if you operate this appliance properly, there will still be residual risks.
The following risks can occur in the context of the design and construction
of this flux-core welder:
▯ Eye injuries from flashes,
▯ Touching hot parts of the appliance or the workpiece (burns),
▯ In the case of insufficient protection, risk of accidents and burns due to
flying sparks or slag,
▯ Harmful emissions of smoke and gases in the event of poor ventilation
or insufficient extraction in closed rooms.
Reduce the residual risks by using the appliance carefully and in accordance
with all the instructions.
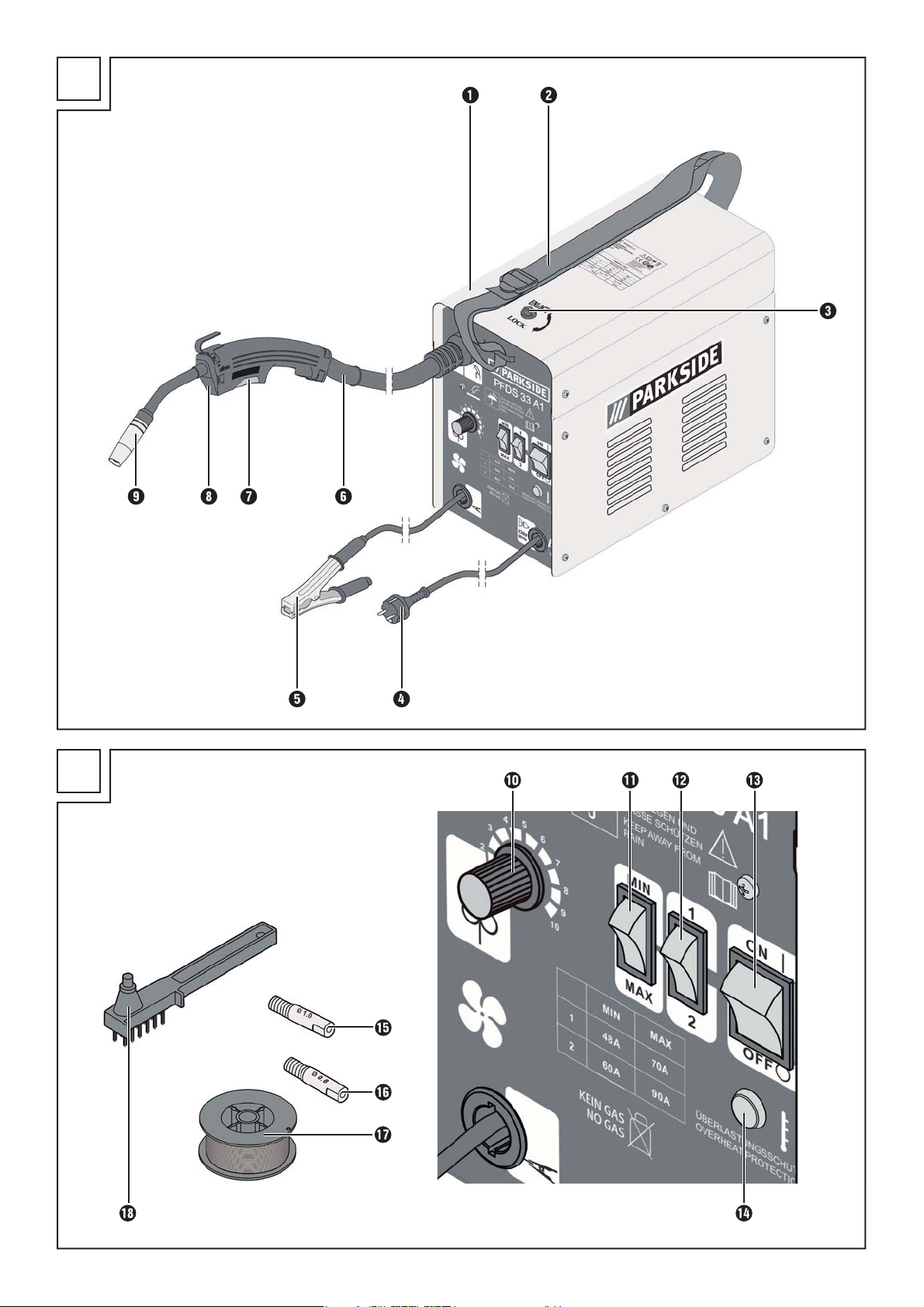
Features
Cover wire feed unit
Carrying strap
Catch
Mains plug
Earth cable with earth clamp
Cable assembly with direct connection
Torch button
Torch
Steel sleeve
Setting wheel for wire feed
MIN/MAX switch for welding current
1/2 switch for welding current
Main switch ON/OFF (incl. power indicator)
Overload protection control lamp
Torch nozzle (1.0 mm)
Torch nozzle (0.8 mm)
Flux-core wire spool (wire roll) Ø 0.9 mm/510 g
Chipping hammer with
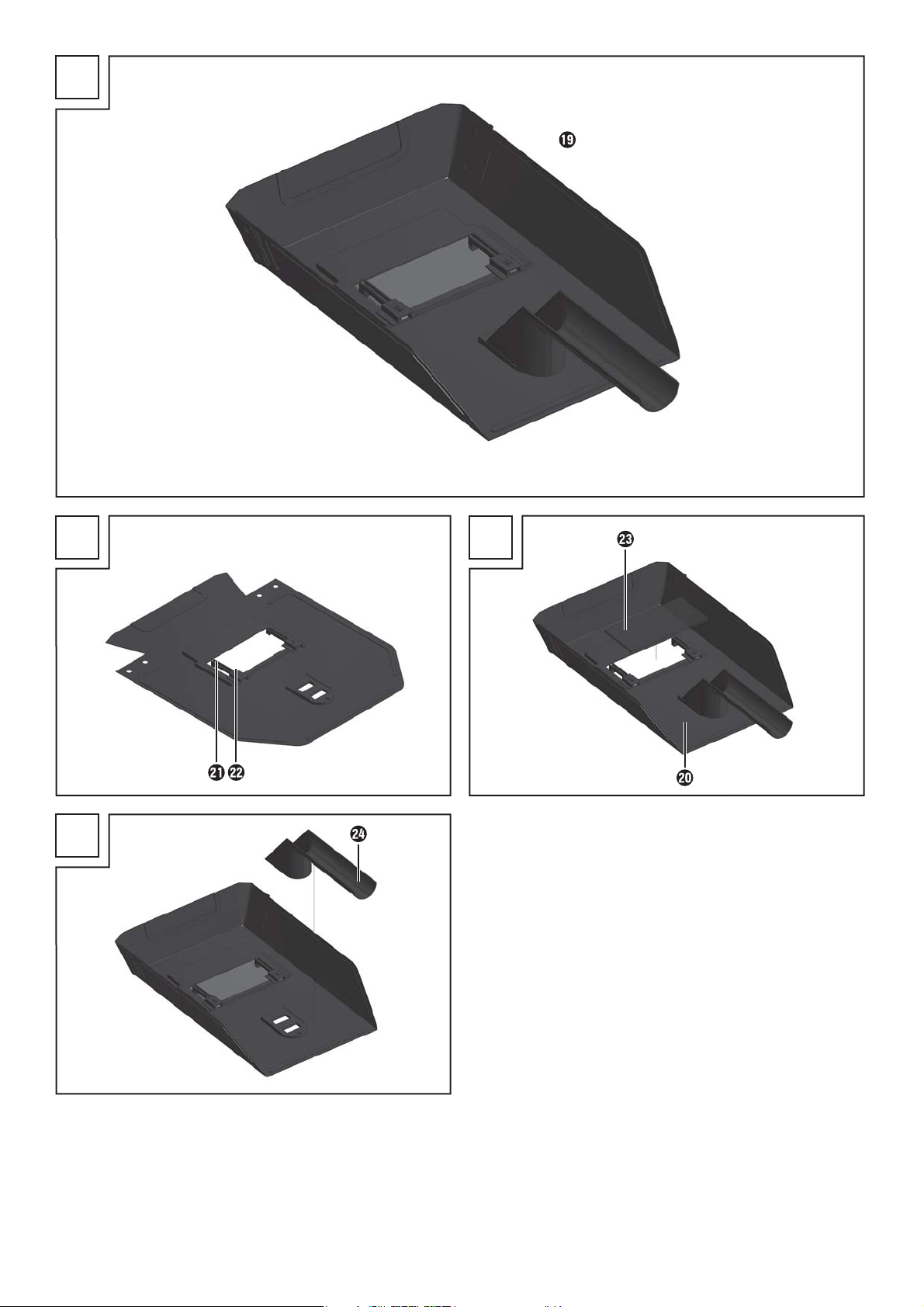
Welding mask after assembly, consisting of:
Protective plate
Protective glass catch
Mounting clip
Dark welding lens
Handle
steel brush
Package contents
1 flux-cored wire welder PFDS 33 A1
1 steel sleeve (pre-assembled)
3 weld nozzles ( 1 x 1.0mm pre-assembled; 1 x 0.8mm; 1 x 1.0mm)
1 chipping hammer with
1 flux-core wire Ø 0.9 mm/510 g
1 welding mask
1 carrying strap
1 set of operating instructions
steel brush
■ 2 │ GB│IE│NI
PFDS 33 A1
Page 7
Technical details
Model: flux-cored wire welder PFDS 33 A1
Voltage U
Welding current I
No-load voltage U
Protection rating: IP 21S
Insulation class: H
Weight: 12.7 kg
Welding wire: Ø 0.7/0.8/0.9/1.0mm
Welding wire: approx. 450 g
Welding current:
▯ Material thickness
▯ Material thickness
Duty cycle X: 10% at 90 A welding current
: 230 V
1
(alternating current)
: 48 A/90 A
2
: 27.5 V
0
1.0–2.0 mm: with Ø 0.7 / 0.8 mm welding wire,
welding current 48 A – 60 A
2.0–6.0 mm: with Ø 0.8/0.9/1.0mm welding wire,
welding current 70 A – 90 A
60% at 48 A welding current
/ 50 Hz
~
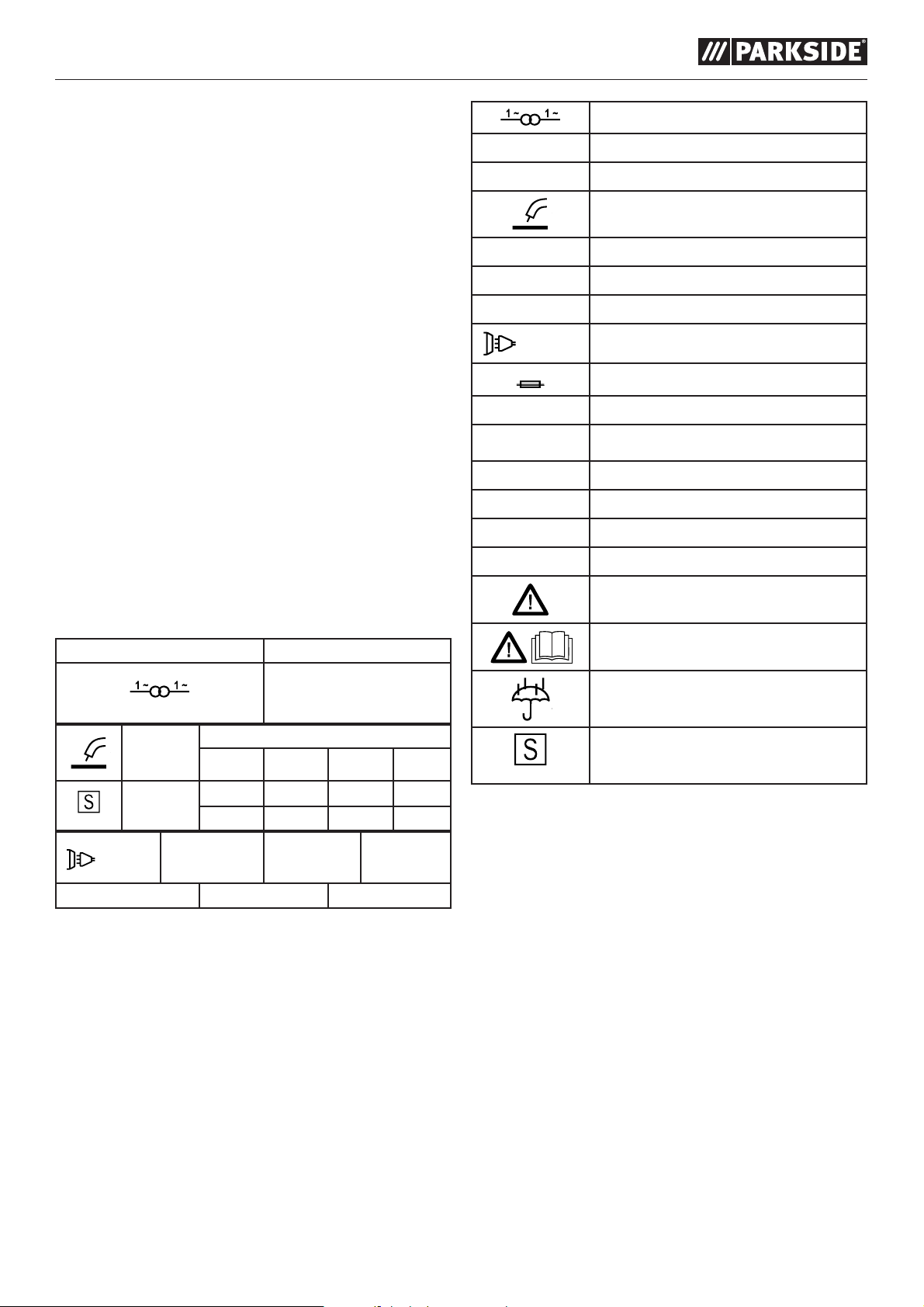
Rating plate and explanation of symbols
PFDS 33 A1 S/N:
EN 60974-1:2012
EN 60974-10:2014/A1:2015
Class A
48 A / 16 V – 90 A / 18.5 V
50 Hz
~
U0 = 27.5 V
X 10 % 60 %
I
2
U
2
90 A 48 A
18.5 V 16 V
U
0
Ø mm
I
2
X
U
2
1~ 50 Hz
16A
U
1
I1 max.
I1 eff
IP21S
H
12.7 kg
Single-phase transformer
Nominal no-load voltage
Permissible flux-core wire diameter
Symbol for self-shielded flux-core welder
Rated value of the welding current
Duty cycle in %
Standardised working voltage
Mwains supply, number of phases alternating
current symbol and rated value of the frequency
Nominal value of the required mains fuse
Rated value of the mains voltage
Max. rated value of the mains current
Effective value of the max. mains current (A)
Protection class
Insulation class
Weight of the appliance
Follow the safety regulations
Read the operating instructions
Do not store or use the appliance in wet environment or in rain
Symbol for welding power sources that are suitable for welding in environments with increased
electrical risks.
1~ 50 Hz U1 = 230 V I
IP21S 12.7 kg
PFDS 33 A1
= 13 A I
1max
= 4.8 A
1eff
GB│IE│NI │ 3 ■
Page 8
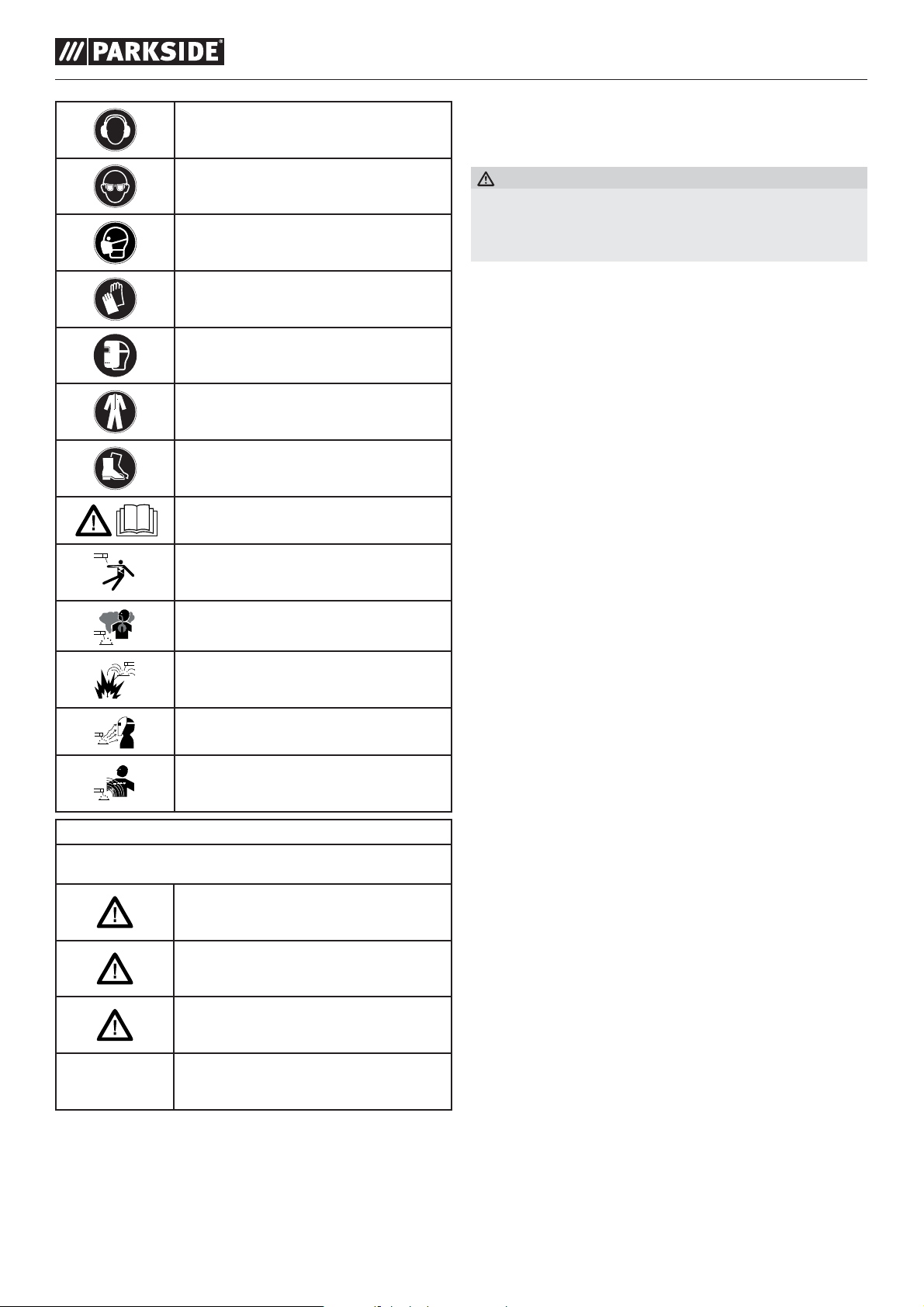
Wear ear protection!
Safety
Basic safety instructions
Wear protective goggles!
Wear a dust mask!
Wear protective gloves!
Use the welding mask!
Wear protective clothing!
Wear protective shoes!
Caution! Read instruction manual!
Electric shock from welding electrode can kill!
Breathing welding fumes can be hazardous to
your health!
Welding sparks can cause explosion or fire!
Arc rays can burn eyes and injure skin!
Electromagnetic field can cause pacemaker
malfunction!
Explanation of symbols
The following symbols and signal words are used in these instructions,
on the flux-core welder or on the packaging.
HAZARD!This signal word indicates a hazard
with a high degree of risk that will result in death
or serious injury if not prevented.
WARNING!This signal word indicates a hazard
with a medium level of risk which could lead to
death or serious injury if not prevented.
CAUTION!This signal word indicates a hazard
with a low level of risk which could result in a
minor or moderate injury if not prevented.
NOTE!This signal word warns of possible
damage to property or gives useful additional
information on assembly or operation.
WARNING! RISK OF ELECTROCUTION!
► Dangers for children and persons with limited physical, sensory or
mental capabilities (for example, partially handicapped people or
older people with limitations to their physical or mental abilities) or
lack of experience and knowledge (for example, older children).
■ The flux-core welder may only be used by adults.
■ Children should be supervised to ensure they do not play with the flux-
core welder.
■ Keep children away from the packaging materials and small components.
Swallowing can lead to a risk of suffocation.
■ Ensure that the appliance is suitably maintained.
■ Maintenance and/or repairs may only be performed by qualified
persons.
■ In addition to the notices in these operating instructions, all general
safety and accident prevention legislation must also be complied with.
■ Always pay attention to what you are doing and always be alert. Do
not work with the flux-core welder if you are distracted or under the influence of drugs, alcohol or medication. Just one moment of inattention
while operating this appliance may result in an accident and serious
personal injuries.
■ Check the appliance for any possible defects before use. If the appli-
ance exhibits any faults, it must not be used under any circumstances.
■ Ensure that the welding lead, nozzle, the torch and earth connections
are all in perfect condition. Wear on the insulation and the live parts
can cause dangerous situations and reduce the quality of the welding
work.
■ Use this appliance only as described in this instruction manual.
■ Using this appliance can lead to wear on certain parts. Therefore,
check the appliance regularly for any possible damage or defects.
■ For your own safety, use only the additional equipment and acces-
sories specified in the operating instructions or recommended by the
manufacturer.
■ When setting up the appliance, ensure that it is placed on a stable and
safe working surface.
■ On heavily used supply networks and power circuits, welding work
can lead to problems for other users. If in doubt, consult your electricity
provider.
■ Comply with all national guidelines and laws when welding. This applies,
in particular, to accident prevention regulations.
■ The flux-core welder may only be used on a stable and level surface. The
flux-core welder is constructed so that it can be tilted up to a maximum
of 10° from the plane before tipping over. Secure the flux-core welder
against tipping if working on an inclined plane.
■ To avoid damage to the appliance, always transport the appliance in
an upright position.
■ 4 │ GB│IE│NI
PFDS 33 A1
Page 9
Special safety instructions
WARNING! RISK OF ELECTROCUTION!
► Incorrect electrical installation, excessive mains voltage or incorrect
handling can lead to an electric shock. Any electrical shock can be
fatal.
■ Do not connect the flux-core welder unless the mains voltage from the
socket outlet corresponds to the requirement given on the type plate.
■ Connect the flux-core welder only to an easily accessible socket, so
that it can be quickly disconnected from the mains in the event of an
accident.
■ Do not operate the flux-core welder if it has any visible damage or the
mains cable or plug are defective.
■ The mains connection cable used is a high-quality line that must not be
damaged. While working, ensure that it does not come into contact with
any hot objects. If the connecting lead is damaged it must be replaced
by a specific connecting lead that is available from the manufacturer or
its customer service. The main connecting lead may only be replaced
by the manufacturer or its customer service or a similarly qualified
person.
■ Do not open the housing except as described in these instructions.
Have all repairs carried out by qualified specialists. Contact a specialist
workshop. Unauthorised repairs, improper connection or incorrect
operation will invalidate any liability or guarantee claims.
■ Never insert any pointed and/or metallic objects into the interior of the
appliance.
■ Repairs may only be made using parts that correspond to the original
appliance specifications. This flux-core welder contains electrical and
mechanical parts that are vital as protection against sources of danger.
■ Protect the flux-core welder from damp and use it only in dry, interior
rooms.
■ Never immerse the flux-core welder, the power cable or the plug in
water or other liquids.
■ Never touch the flux-core welder or the plug with wet hands.
■ Avoid all direct contact with the welding current circuit. The no-load volt-
age between the flow nozzle and the earth clamp can be dangerous.
■ Do not pull on the mains cable to remove the plug from the socket;
always pull on the plug itself.
■ Avoid any tensile load on the mains cable.
■ Unplug the appliance before setting it up at a different location.
■ Keep the flux-core welder, mains plug and power cable away from
open flames and hot surfaces.
■ Do not kink the mains cable.
■ Protect all cables from oil, sharp edges and high temperatures.
■ If you are not using the flux-core welder, cleaning or calibrating it or if
there is a malfunction, switch off the flux-core welder and pull the plug
out of the power socket.
WARNING! RISK OF INJURY!
► Improper handling can lead to severe injuries!
■ Position the power cable so that it does not present a tripping hazard.
■ The light radiation emitted by the electric arc can cause damage to the
eyes. Protect your eyes using suitable protective glasses (DIN EN 166,
DIN EN 169/protection level 10) that you can attach to the supplied
welding mask.
■ The light radiation emitted by the electric arc can cause burns to the skin.
Use gloves and dry protective clothing that is free of oil and grease to
protect the skin from exposure to the ultraviolet radiation of the electric
arc.
■ The welded workpiece starts to glow and remains very hot for quite a
long time. Make sure that it has cooled down before touching it.
■ Arc welding can cause vapours to be released that may be hazardous
to health.
■ Ensure that there is no one within a radius of 15 m of the electric arc
who is not wearing protective clothing and eye protection. Protect
yourself and any bystanders from the possible hazardous effects of the
electric arc!
WARNING! RISK OF FIRE!
► Improper handling can lead to fires or explosions.
■ Arc welding causes sparks, melted metal parts and smoke. Therefore
ensure that you remove all flammable substances and/or materials
from the working area.
■ The welded workpiece starts to glow and remains very hot for quite a
long time. It can thus come into contact with flammable materials and
cause a fire.
■ Do not weld receptacles, containers or pipes that have been used for
flammable liquids or gases.
WARNING! ELECTROMAGNETIC FIELDS!
► The flux-core welder and the electric arc can generate electrical or
electromagnetic fields that can cause electronic systems and appliances to malfunction. These include IT systems, telecommunications
systems, electronically controlled appliances and machines. Mains and
signal lines can be interrupted. Pacemakers may also be affected.
■ Observe the maintenance instructions.
■ Unwind the earth cable
Coiled cables can enhance electromagnetic fields.
■ Provide sufficient shielding for appliances or machines sensitive to radiation.
■ If you wear a pacemaker, consult your doctor before welding.
CAUTION!
► Improper handling can lead to overheating of the flux-core welder
and property damage.
■ The flux-core welder may not be restricted or placed directly against
the wall during its functional life to ensure that enough air can always
be taken up through the ventilation slit.
■ Make sure that there is always adequate ventilation.
and the cable assembly completely.
Complementary safety instructions
■ Risk of electric shock: Electric shock from welding electrode can kill.
Do not weld in the rain or snow. Wear dry insulating gloves. Do not
touch electrode with bare hands. Do not wear wet or damaged gloves.
Protect yourself from electric shock by insulating yourself from workpiece. Do not open the equipment enclosure.
■ Risk induced by welding fumes: Breathing welding fumes can be haz-
ardous to your health. Keep your head out of the fumes. Use equipment
in an open area. Use ventilating fan to remove fumes.
■ Risk induced by welding sparks: Welding sparks can cause explo-
sion or fire. Keep flammables away from welding. Do not weld near
flammables. Welding sparks can cause fires. Have a fire extinguisher
nearby and have a watchperson ready to use it. Do not weld on drums
or any closed containers.
■ Risk induced by the arc: Arc rays can burn eyes and injure skin. Wear
hat and safety glasses. Use ear protection and button shirt collar.
Use welding helmet with correct shade of filter. Wear complete body
protection.
■ Risk induced by electromagnetic fields: Welding current produces elec-
tromagnetic field. Do not use with medical implants. Never coil welding
cables around your body. Route the welding cables together. The
safety instructions for engine driven power sources shall also include:
PFDS 33 A1
GB│IE│NI │ 5 ■
Page 10

Potential hazards
There are a number of potential hazards that can occur during arc welding.
It is therefore particularly important for the welder to comply with the
following rules to avoid endangering himself or others and prevent injuries
or damage to the appliance.
▯ Do not use this flux-core welder on a surface that is inclined by more
than 10°.
▯ Work on the voltage side, e.g. on cables, plugs, sockets, etc., may only
be carried out by qualified specialists. This applies especially to the
fitting of intermediary cables.
▯ In the event of an accident, disconnect immediately from the welding
power source.
▯ If electrical contact voltages occur, switch off the appliance immediately
and have it checked by a qualified specialist.
▯ Always ensure good electrical contacts on the welding current side.
▯ Always wear insulating gloves on both hands during welding work.
These protect the user from electric shock (no-load voltage of the welding
current circuit), harmful radiation (heat and UV radiation) as well as
from incandescent metal and splashes of slag.
▯ Wear sturdy insulating shoes (should also be waterproof). Loafers are
not suitable as falling incandescent metal droplets can cause burns.
▯ Wear suitable clothing, no synthetic fibres.
▯ Do not look into the electric arc without eye protection; always use the
welding mask with the prescribed protective glass as per DIN. In addition
to the light and heat radiation, which can dazzle and/or cause burns,
the electric arc also emits UV radiation. If not properly protected, this
invisible ultraviolet radiation can cause a very painful conjunctivitis that
is not apparent until several hours later. In addition, this UV radiation
can cause sunburn-like effects on unprotected parts of the body.
▯ Any persons in the vicinity of the electric arc or helpers must be appraised
of the dangers and be equipped with the necessary protective equipment. If necessary, put up protective walls.
▯ No welding work may be carried out on containers that have been
used for storing gases, fuels, mineral oils or similar – even if they have
been empty for a long time – as possible residues may present a risk of
explosion.
▯ Special regulations apply in rooms where there is a risk of fire or
explosion.
▯ Welded joints that are subject to heavy stress loads and are required
to comply with safety requirements may only be carried out by trained
and qualified welders. Examples of this are: pressure vessels, running
rails, tow bars, etc.
Risk of injury due to electric shock
When there is no electric arc, there is a nominal no-load voltage of U0 between the earth clamp and the flow nozzle. This voltage can be potentially
fatal if the welder touches the flow nozzle, torch nozzle, welding wire or
the workpiece with his/her bare hands.
▯ It is important to bear in mind that the protective conductor in electrical
systems or appliances can be damaged by negligence by the welding
current:
e.g. the earth clamp is placed on the welder housing which is connected to the protective conductor of the electrical system. The welding
work is carried out on a machine with a protective conductor connection. It is also possible to weld the machine without attaching the earth
clamp to it. In this case, the welding current flows from the earth clamp
via the protective conductor to the machine. The high welding current
can cause the protective conductor to melt.
▯ The supply to the mains socket must be secured as per regulations
(VDE 0100). In accordance with these regulations, only fuses or circuit
breakers with a corresponding wire cross section may be used (16 amp
circuit breaker). A too high fuse amperage can cause cable fires or
building fire damage.
Confined spaces and hot rooms
▯ When working in confined spaces or hot rooms, use insulated underlays,
filler layers and gauntlets made of leather or a different non-conductive material to insulate your body against the floor, walls, conductive
appliance parts and similar.
▯ When using welding transformers to weld in environments with in-
creased electrical risks, e.g. in confined rooms with electrically conductive walls (boilers, pipes, etc.), in hot rooms (sweating through the work
clothes), the output voltage of the flux-core welder in no-load operation
may not be higher than 48 V~ (effective value). Due to its output voltage in no-load operation, the appliance may be used in this case.
Accident risks due to poor air supply in confined
spaces
▯ Considerable quantities of smoke and gases are produced during
welding. Ensure that there is a suitable opening for the extraction of
smoke and gases. Never feed oxygen into the room. This increases the
risk of fire.
Protective clothing
▯ While working, the welder must protect all body parts from radiation
and against burns by means of clothing and the welding mask.
▯ Wear gauntlets made of a suitable material (leather) on both hands.
They must be in perfect condition.
▯ To protect your clothes from flying sparks and burns, wear a suitable
apron. If the type of work requires it, e.g. overhead welding, wear a
protective suit and, if necessary, also the corresponding headgear.
▯ The clothing worn and all accessories must comply with the guideline
“Personal protective equipment” (89/686/EEC).
■ 6 │ GB│IE│NI
PFDS 33 A1
Page 11

Protection against radiation and burns
▯ Warn of the danger to the eyes by hanging up a sign saying “Caution,
do not look into the flames!”.
▯ Work areas are to be shielded so as to protect people in the vicinity.
▯ Keep unauthorised persons away from the welding work.
▯ Do not set up fixed welding locations in the immediate vicinity of
light-coloured or glossy walls.
▯ Windows should be blocked off to at least head height to prevent the
escape or reflection of radiation, e.g. by painting with a suitable paint.
Risk of burns due to flying sparks
The spraying welding sparks can cause painful burns. Therefore, observe
the following guidelines:
▯ Always wear a leather apron.
▯ Use leather gloves.
▯ For overhead welding, wear suitable headgear.
▯ Ensure that your trouser cuffs fall over your shoes.
▯ Wear sturdy and insulated shoes.
Risk of accidents due to spattering slag
When it sets, the slag is hard and brittle. Afterwards, it can be chipped off
using the chipping hammer – sharp-edged particles may fly up that could
seriously injure your eyes.
Therefore protect your eyes by wearing suitable protective goggles when
removing slag.
Risk of fire due to flying sparks
If molten or incandescent metal and slag particles fall onto flammable substances, these can ignite and cause a fire. Therefore, remove all flammable
objects from the working area before commencing welding work. Keep a
suitable fire extinguisher at hand.
Pay particularly close attention to the following materials.
▯ Paper
▯ Rags
▯ Textiles
▯ Wood and wood fibres
▯ Rubber
▯ Plastic
▯ Petrol
▯ Oils
▯ Tar-like substances
▯ Paints and solvent
Risk of explosion
Both the welding function and the superheated weld joint itself can cause
explosions. Therefore, do not use the appliance in a potentially explosive
environment containing combustible liquids, gases or paint mist.
Please also note:
▯ When the flux-core welder is in operation, do not lay the torch on the
flux-core welder itself or any other electrical appliance.
▯ Before finishing the welding work, do not touch the flow nozzle or any
other metal object with which the flow nozzle is in contact.
▯ Disconnect the appliance from the power immediately after completing
your welding work.
▯ Ensure that no cable is wrapped around any body part.
▯ Make sure that you are not within the welding current circuit. The welding
torch and earth must always be on the same side.
EMC appliance classification
As per the standard IEC 60974-10, this appliance is a welding unit with
class A electromagnetic compatibility. Thus it complies with the corresponding requirements for industrial and domestic use. In residential areas, it
may be connected to the low voltage electricity supply.
Even the flux-core welder complies with the emission limits of the standard,
arc welding appliances can nevertheless cause interference to sensitive
systems and appliances.
The user is responsible for any interference caused by the electric arc during
welding and must take appropriate preventive measures. The user must
pay close attention to the following:
▯ Power, control, signal and telecommunication lines
▯ Computers and microprocessor-controlled appliances
▯ TVs, radios and other playback appliances
▯ Electronic and electrical safety appliances
▯ People with pacemakers or hearing aids
▯ Measurement and calibration systems
▯ The electromagnetic immunity of other systems in the vicinity
▯ The time of the day at which the welding work is to be carried out.
To prevent possible interference radiation, we recommend:
▯ Fitting a mains filter to the mains connection or shielding it with a metal
pipe
▯ Maintaining the flux-core welder regularly and keeping it in good
condition
▯ Weld cables should be as short as possible, completely unwound and
running as close to parallel with the floor as possible
▯ An equipotential bonding should be provided
▯ The workpieces should be properly earthed
▯ Any appliances susceptible to interference radiation should moved out
of the welding area, if possible, or shielded.
PFDS 33 A1
GB│IE│NI │ 7 ■
Page 12
Unpacking and checking the package
contents
1.) Remove all components from the packaging and check whether the
flux-core welder or the individual components show any signs of
damage. If this is the case, do not use the flux-core welder. Contact the
manufacturer via the service address provided on the warranty card.
2.) Remove all protective films and other transport packaging.
3.) Check that the delivery is complete.
Assembly
Fitting the welding mask
♦ Fold the side parts of the mask inwards.
Press the integrated clips into the corresponding holes so that they click
into each other (see fig. D).
Filling with flux-cored wire
WARNING!
► To avoid the danger of electric shock, injury or damage:
Before maintenance or pre-work preparation activity,
–
always disconnect the mains plug from the mains
power socket.
NOTE
►
Depending on the application, different types of flux-core wires will
be required. This appliance can use wires with a diameter from
0.7–1.0 mm.
► The feed roller, torch nozzle and wire diameter must always match.
► The appliance is designed for wire rolls of up to a maximum of 450 kg.
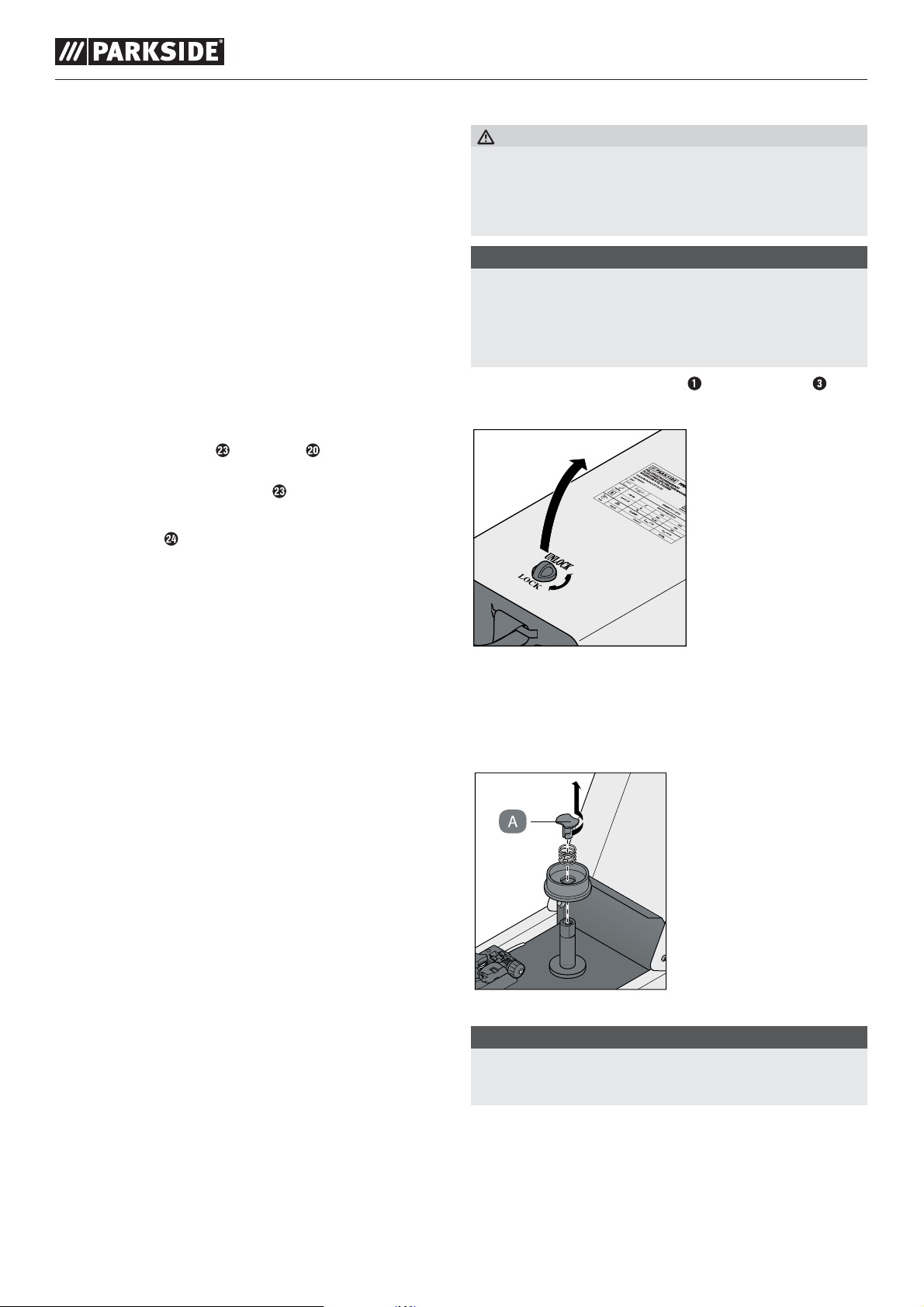
♦ Open the cover of the wire feed unit
arrow marking) to the position UNLOCK (see fig. 1).
by turning the catch (see
♦ Lay the dark welding lens
top (see fig. E).
The writing on the dark welding lens
front side of the welding mask.
♦ Push the handle
mask, until it clicks into place (see fig. F).
from the inside into the corresponding recess on
into the mask with the writing at the
must now be visible from the
Fig. 1
♦ Unlock the roller unit by turning the roller mount A 90° anticlockwise
(see fig. 2).
♦ Pull the roller unit from the shaft (see fig. 2).
■ 8 │ GB│IE│NI
Fig. 2
NOTE
► Make sure that the end of the wire does not come loose and cause
the roll to roll out on its own. The end of the wire may not be
released until during assembly.
PFDS 33 A1
Page 13

♦ Unpack the wire roll completely so that it can be unrolled unimpeded.
Do not release the wire end yet (see fig. 3).
♦ Place the wire roll onto the shaft. Make sure that the roll unwinds on
the same side as the wire feed guide C (see fig. 3).
♦ Put the roll mount A back on and lock it by pressing and turning it
clockwise 90° (see fig. 3).
Fig. 3
♦ Undo the adjustment screw D and swing it upwards (see fig. 4).
♦ Replace the feed roll holder F and screw it tight.
Fig. 6
♦ Remove the torch nozzle
♦ Unscrew the flow nozzle
♦ Route the cable assembly
possible (laying on the floor).
by turning it to the right (see fig. 7).
(see fig. 7).
away from the welder as straight as
Fig. 4
♦ Push the press roller unit E to the side (see fig. 5).
Fig. 5
♦ Undo the feed roll holder F by turning it anticlockwise and pulling it
upwards and off (see fig. 6).
♦ Check the upper side of the feed roll G to see if it is the correct wire
size. If required, the feed roll must be turned over or exchanged. The
supplied welding wire (Ø 0.9 mm) must be used in the feed roll G
with the next biggest specified wire thicknesses of Ø 1.0 mm.
The wire must be positioned in the upper groove!
Fig. 7
♦ Pull the wire end from the edge of the spool (see fig. 8).
♦ Trim the wire end with a wire cutter or a diagonal cutter to remove any
damaged/bent wire (see see fig. 8).
NOTE
♦ THE WIRE MUST BE HOLD ON TENSION ALL THE TIME, TO AVOID
A RELEASING AND ROLL OUT! We recommend that you always
carry out work with the help of a second person.
Fig. 8
PFDS 33 A1
GB│IE│NI │ 9 ■
Page 14

♦ Push the flux-core wire through the wire feed guide C (see fig. 9).
Fig 9
♦ Guide the wire along the feed roll G and then push it into the cable
assembly opening I (see fig. 10).
♦ As soon as the wire juts 1–2 cm out of the torch neck M, release the
torch button
Fig. 12
♦ Switch off the welder.
♦ Screw the flow nozzle back on.
Make sure that the flow nozzle
welding wire being used (see fig. 13).
With the supplied welding wire (Ø 0.9 mm) the flow nozzle
must be used with the next largest diameter of 1.0 mm .
(see fig. 12).
matches the diameter of the
Fig. 10
♦ Swivel the press roller unit E in the direction of the feed roll G
(See fig. 11).
♦ Hook the adjustment screw D into place (see fig. 11).
♦ Set the adjustment screw so that the welding wire sits firmly between
the press roller and the feed roll G in the upper guide without being
pinched (see fig. 11).
Fig. 11
♦ Switch on the welder using the main switch
♦ Press the torch button
Now the wire feed system pushes the welding wire through the cable
assembly
and the torch .
.
.
Fig. 13
♦ Push the torch nozzle
right (see fig. 14).
Fig. 14
WARNING!
► To avoid the danger of electric shock, injury or damage:
Before maintenance or pre-work preparation activity,
–
back onto the torch neck M with a turn to the
always disconnect the mains plug from the mains
power socket.
■ 10 │ GB│IE│NI
PFDS 33 A1
Page 15

Operation
Welding
Switching the appliance on and off
♦ Switch the welder on and off using the main switch .
If you do not intend to use the welder for an extended period, remove the
plug from the power socket. This is the only way to completely de-energise
the appliance.
Setting the welding current
■ Use the switches on the front of the welder to set the required
welding current.
■ If, for example, the MIN switch
up position, the welding current is 48 A and the duty cycle is at 60%.
■ If the MAX switch und the switch 2 are set to the down position,
the welding current is 90 A and the duty cycle is at 10%.
■ The required welding current is dependent on the diameter of the welding
wire being used, the material thickness and the desired penetration
depth.
1 48 A 70 A
2 60 A 90 A
und the switch 1 are set to the
MIN MAX
Adjusting the wire feed
■ To achieve a consistent weld result, you can make fine adjustments to
the wire feed using the setting wheel for the wire feed
We recommend using a setting in the middle range to start with and
then increasing or reducing the speed as required.
■ The required welding flow is dependent on the diameter of the welding
wire being used, the material thickness and the desired penetration
depth as well as the bridging distance between the two pieces being
welded.
.
Overload protection
■ The welder is protected against overheating by an automatic protection
appliance (thermostat with automatic restart) metal clad. The protection
appliance interrupts the power supply in the event of an overload and
the yellow overload protection control lamp lights up.
■ If the protection appliance activates, allow the appliance to cool down
(approx. 15 minutes). As soon as the yellow overload protection control
goes off, the appliance is again ready for use.
lamp
Welding mask
WARNING! HEALTH HAZARD!
► If you do not use the welding mask, the harmful UV radiation and the
heat coming from the electric arc can damage your eyes.
Always use the welding mask when you weld.
–
WARNING! RISK OF BURNS!
► Welded, hot workpieces are very hot so that you could burn yourself.
Always use pliers to move welded, hot workpieces.
–
After you have connected the welder to the power, proceed as follows:
♦ Connect the earth cable to the workpiece that is to be welded using
the earth clamp
Ensure that there is a good electrical connection.
♦ The workpiece should be free of rust and paint where the weld is to
made.
♦ Select the desired welding current and the wire feed depending on
the welding wire diameter, material thickness and desired penetration
depth.
♦ Switch the appliance on.
♦ Hold the welding mask
nozzle
♦ Press the torch button
Once the electric arc is burning, the appliance feeds wire into the weld
pool.
♦ Once the weld nugget is big enough, guide the torch
the desired edge.
The distance between the torch nozzle and the workpiece should be
as small as possible (never more than 10 mm).
♦ If required, oscillate a little to increase the size of the weld pool.
For inexperienced welders, it is often difficult initially to create a decent
electric arc, i.e. in terms of the correct setting of welding current and wire
feed rate.
♦ You can work out the ideal settings for the welding current and the
wire feed rate by carrying out trial welds on a test piece.
A properly set electric arc has a mild, uniform buzzing tone.
The penetration depth should be as deep as possible, the weld pool,
however, should not be able to fall through the workpiece.
If you hear a raw or hard rattle, reduce the wire feed rate and switch
up to a higher load level (increase the welding current).
If the wire feed rate is too high and/or the welding current too low, the
welding wire cannot melt properly and dips repeatedly into the weld
bed as far as the workpiece.
A quiet dull sound with a guttering electric arc indicates that the wire
feed is insufficient.
♦ Increase the wire feed rate or switch to a lower welding current.
If the welding current is too high, the wire will melt before it even
reaches the weld bed. This leads to droplet formation on the welding
wire as well as splash and an irregular electric arc.
to the position on the workpiece where you want to weld.
.
in front of your face and guide the torch
to generate an electric arc.
slowly along
PFDS 33 A1
♦ The slag may not be removed until the weld has cooled down.
To resume a weld on an interrupted joint:
♦ Start by removing the slag at the starting point.
♦ Ignite the electric arc in the groove, guide it to the continuation point,
melt properly and then continue the weld joint.
GB│IE│NI │ 11 ■
Page 16

CAUTION!
► Please note that the torch must always be put down on an insulated
surface after welding.
♦ Always switch off the welder after completing welding work and
during breaks and pull the plug out of the mains socket.
Weld types
Forehand welding
The torch is pushed forwards.
Result: lower penetration depth, broader weld, flatter weld bead and
greater fusion error tolerance.
Backhand welding
The torch is dragged from the weld joint.
Result: higher penetration depth, narrower weld, higher weld bead and
lower fusion error tolerance.
Flat butt welds
Welds should be made without interruption and with a sufficient penetration depth. Therefore, good preparation is extremely important.
■ The factors that influence the quality of the weld result are: the amper-
age, the distance between weld edges, the inclination of the torch and
the corresponding diameter of the welding wire.
■ The steeper you hold the torch against the workpiece, the higher the
penetration depth and vice versa.
Welded joints
There are two basic types of joint types in welding: Butt welds and angle
welding (outer edge, inner edge and overlapping).
Butt welds
With butt welds of up to 2 mm, the weld edges are moved completely
together.
For greater thicknesses, see the table below:
d
S
S= 1–3 mm 3–4 mm 4–6 mm
Area d= 0.5–1.5 mm 1.5–2.5 mm 2–3 mm
Fusion face
d=
Vertical
d=
1–2 mm 2–3 mm 3–4 mm
1–1.5 mm 1.5–2.5 mm 2–3 mm
■ To forestall or reduce deformations that can happen during the material
hardening process, it is good to fix the workpiece, where possible,
using a clamp that counteracts the contraction and deformation of the
material.
■ Avoid stiffening the welded structure to prevent cracks in the weld.
These problems can be avoided if there is a possibility of turning the
workpiece so that the weld can be carried out in two passes running in
opposite directions.
Welds on an outer edge
The preparation for this is very simple.
■ 12 │ GB│IE│NI
For thicker materials, however, it is no longer expedient. In this case, it is
better to prepare a joint as shown opposite in which the edge of a plate is
angled.
45°
PFDS 33 A1
Page 17

Welds on an inner edge
The preparation for this weld joint is very simple and is carried out for thicknesses of 5 mm. The dimension “d” needs to be reduced to a minimum
and should always be less than 2 mm.
Wire feed
■ Regular cleaning of the wire feed drive and replacement of worn wire
feed rolls.
■ Blow out the steel core with compressed air.
■ Do not tighten the tension spring on the pressure roller too tightly. Ex-
cessive pressure lead to higher abrasion of the steel wire. The dust thus
created deposits in the guide spring and causes an uneven discharge
of the welding wire making it impossible to create an even weld.
d
For thicker materials, however, it is no longer expedient. In this case, it is better
to prepare a joint as shown opposite in which the edge of a plate is angled.
45°45°
Overlap welds
The most usual preparation is that with straight weld edges. The weld can
be undone using a standard angle weld seam. Both workpieces must be
brought as close to each other as possible.
Cable assembly
■ Protect the cable assembly from external damage.
■ Never pull it over sharp edges or other objects.
■ Never drive a vehicle over it.
■ Clean the cable assembly regularly.
■ The steel sleeve and torch nozzle are wearing parts.
■ The torch nozzle is exposed to heat radiation and friction from the wire
and must be checked and replaced regularly.
■ Weld splatter collects on the torch nozzle. This must be removed
regularly.
■ For overhead welding, frequent cleaning is necessary.
■ Use nozzle grease or nozzle spray before and after welding. This
prevents too much splatter from accumulating.
Welder
■ The transformer of the welder must be freed of accumulated dust to
ensure that the cooling works properly. In especially dirty air, a monthly
cleaning using compressed air is necessary.
■ Protect the welder from metal dust.
Cleaning and care
WARNING!
► To avoid the danger of electric shock, injury or damage:
Before cleaning, always disconnect the mains plug
–
from the mains power socket.
– Never immerse the flux-core welder or the accessories
in water.
– Allow the flux-core welder and accessories to cool
down before cleaning them.
– Never use abrasive, caustic or scratching cleaning
agents. These can damage the appliance.
■ Keep the flux-core welder clean. Welding equipment must be kept free
of dust to ensure adequate cooling. In especially dirty air, a monthly
cleaning using compressed air is necessary.
■ Protect the flux-core welder from metal dust.
■ Store the flux-core welder in a dry room, secured from access by un-
authorised persons or children.
■ Ensure that the welding lead, the torch and earth clamp are all in
perfect condition.
■ Cables and current-carrying parts of the flux-core welder with dam-
aged insulation are dangerous and can impair the proper functioning
of the appliance.
■ Repairs may only be carried out by authorised repair shops or similarly
qualified persons.
■ Always disconnect the appliance from the mains power supply before
all maintenance and repair work.
PFDS 33 A1
GB│IE│NI │ 13 ■
Page 18

Troubleshooting
Malfunction Possible cause Remedy
No function. Incorrect mains connection. Check mains fuse or have the mains supply checked by a technician.
The overload protection has
activated.
Irregular wire feed. Not enough pressure on the
feed roll.
Wire not lying correctly in the
groove of the feed roll or the
groove is too big or the wire
feed roll is worn.
Poorly wound wire; crossed
wires.
No wire feed. Torch switch or control line in
cable assembly defective.
Wire feed not adjustable. Adjusting wheel or control circuit
defective.
No welding current with
normally functioning wire
feed.
Torch is getting too hot. Flow nozzle loose or too large. Tighten or replace flow nozzle.
Welding current too low. Bad earth contact. Check the earth clamp and cable as well as the cable assembly.
Cable assembly or earth cable
defective.
Control circuit defective.
Allow the appliance to cool down.
Increase pressure.
Place wire correctly in the groove of the feed roll or, if necessary, replace the
feed roll.
Replace wire roll.
Please contact our service department.
Please contact our service department.
Check cable assembly and earth cable and, if necessary, contact the service
department.
If necessary, contact our service department.
■ 14 │ GB│IE│NI
PFDS 33 A1
Page 19

Disposal
The packaging is made from environmentally friendly material
and can be disposed of at your local recycling plant.
Do not dispose of power tools in your normal
household waste!
European Directive 2012/19/EU requires that worn-out power tools
be collected separately and recycled in an environmentally compatible
manner.
Take the appliance to a nearby collection facility.
Please consult your local authorities regarding suitable disposal of wornout power tools.
Warranty claim procedure
To ensure quick processing of your case, please observe the following
instructions:
■ Please have the till receipt and the item number (e.g. IAN 12345)
available as proof of purchase.
■ You will find the item number on the type plate, an engraving on the
front page of the instructions (bottom left), or as a sticker on the rear or
bottom of the appliance.
■ If functional or other defects occur, please contact the service depart-
ment listed either by telephone or by e-mail.
■ You can return a defective product to us free of charge to the service
address that will be provided to you. Ensure that you enclose the proof
of purchase (till receipt) and information about what the defect is and
when it occurred.
Kompernass Handels GmbH warranty
Dear Customer,
This appliance has a 3-year warranty valid from the date of purchase. If this
product has any faults, you, the buyer, have certain statutory rights. Your statutory rights are not restricted in any way by the warranty described below.
Warranty conditions
The validity period of the warranty starts from the date of purchase. Please
keep your original receipt in a safe place. This document will be required
as proof of purchase.
If any material or production fault occurs within three years of the date of
purchase of the product, we will either repair or replace the product for
you at our discretion. This warranty service is dependent on you presenting
the defective appliance and the proof of purchase (receipt) and a short
written description of the fault and its time of occurrence.
If the defect is covered by the warranty, your product will either be repaired
or replaced by us. The repair or replacement of a product does not signify
the beginning of a new warranty period.
Warranty period and statutory claims for defects
The warranty period is not prolonged by repairs effected under the
warranty. This also applies to replaced and repaired components. Any
damage and defects present at the time of purchase must be reported immediately after unpacking. Repairs carried out after expiry of the warranty
period shall be subject to a fee.
Scope of the warranty
This appliance has been manufactured in accordance with strict quality
guidelines and inspected meticulously prior to delivery.
The warranty covers material faults or production faults. The warranty does
not extend to product parts subject to normal wear and tear or fragile parts
such as switches, batteries, baking moulds or parts made of glass.
The warranty does not apply if the product has been damaged, improperly
used or improperly maintained. The directions in the operating instructions
for the product regarding proper use of the product are to be strictly followed. Uses and actions that are discouraged in the operating instructions
or which are warned against must be avoided.
This product is intended solely for private use and not for commercial
purposes. The warranty shall be deemed void in cases of misuse or improper
handling, use of force and modifications/repairs which have not been
carried out by one of our authorised Service centres.
You can download these instructions along with many other
manuals, product videos and software on
www.lidl-service.com.
Service
WARNING!
► Have the power tool repaired by the service centre or a qualified
electrician and only using genuine replacement parts.
This will ensure that the safety of the appliance is maintained.
► Always ensure that the power plug or the mains cable is replaced
only by the manufacturer of the appliance or by an approved
customer service provider. This will ensure that the safety of the
appliance is maintained.
Service Great Britain
Tel.: 0871 5000 720 (£ 0.10/Min.)
E-Mail: kompernass@lidl.co.uk
IAN 280331
Service Ireland
Tel.: 1890 930 034
(0,08 EUR/Min., (peak))
(0,06 EUR/Min., (off peak))
E-Mail: kompernass@lidl.ie
IAN 280331
Importer
KOMPERNASS HANDELS GMBH
BURGSTRASSE 21
44867 BOCHUM
GERMANY
www.kompernass.com
PFDS 33 A1
GB│IE│NI │ 15 ■
Page 20

Translation of the original Conformity
Declaration
We, KOMPERNASS HANDELS GMBH, documents officer:
Mr. Semi Uguzlu, BURGSTR. 21, 44867 BOCHUM, GERMANY, hereby
declare that this product complies with the following standards, normative
documents and EC directives:
EC Low Voltage Directive
(2014/35/EU)
EMC (Electromagnetic Compatibility)
(2014/30/EU)
RoHS Directive
(2011/65/EU)*
*The manufacturer bears the full responsibility for compliance with this
conformity declaration. The object of the declaration described above
complies with the requirements of the Directive 2011/65/EU of the European Parliament and Council of 8 June 2011 on the limitations of use of
certain dangerous substances in electrical and electronic appliances.
Applied harmonised standards:
EN 60974-1: 2012
EN 60974-10: 2014/A1: 2015
EN 50581: 2012
Type/appliance designation:
Flux-cored wire welder PFDS 33 A1
Year of manufacture: 08 - 2016
Serial number: IAN 280331
Bochum, 29/07/2016
Semi Uguzlu
- Quality Manager -
The right to effect technical changes in the context of further development
is reserved.
■ 16 │ GB│IE│NI
PFDS 33 A1
Page 21

Inhaltsverzeichnis
Einleitung ..................................18
Bestimmungsgemäßer Gebrauch .......................18
Restrisiko ..........................................18
Ausstattung ........................................18
Lieferumfang .......................................18
Technische Daten....................................19
Leistungsschild und Symbolerklärung ....................19
Sicherheit ..................................20
Grundsätzliche
Sicherheitshinweise ..................................20
Besondere Sicherheitshinweise .........................21
Ergänzende Sicherheitshinweise . . . . . . . . . . . . . . . . . . . . . . . . 21
Gefahrenquellen ............................22
Unfallgefahr durch elektrischen Schlag...................22
Enge und heiße Räume ...............................22
Unfallgefahr durch Luftmangel in engen Räumen ...........22
Schutzkleidung .....................................22
Schutz gegen Strahlen und Verbrennungen ...............23
Unfallgefahr durch sprühende Funken....................23
Unfallgefahr durch spritzende Schlacketeilchen ............23
Brandgefahr durch sprühende Funken....................23
Explosionsgefahr ....................................23
EMV-Geräteklassifizierung....................23
Auspacken und Lieferumfang prüfen ...........24
Montage...................................24
Schweißschutzschild montieren .........................24
Fülldraht einsetzen...................................24
Betrieb ....................................27
Gerät ein- und ausschalten ............................27
Schweißstrom einstellen...............................27
Drahtvorschub einstellen ..............................27
Überlastschutz ......................................27
Schweißschutzschild .................................27
Schweißen.........................................27
Schweißnaht ...............................28
Stechnaht oder stoßendes Schweißen....................28
Schleppnaht oder ziehendes Schweißen .................28
Schweißverbindungen................................28
Stumpfschweißverbindungen...........................28
Flache Stumpfschweißverbindungen .....................28
Schweißverbindungen an der Außenecke.................28
Schweißverbindungen in der Innenecke ..................29
Überlappungsschweißverbindungen.....................29
Reinigung und Pflege ........................29
Drahtvorschub ......................................29
Schlauchpaket......................................29
Schweißgerät.......................................29
Fehlersuche ................................30
Entsorgung.................................31
Garantie der Kompernaß Handels GmbH .......31
Service ....................................31
Importeur..................................31
Original-Konformitätserklärung ...............32
PFDS 33 A1
DE│AT│CH │ 17 ■
Page 22

FÜLLDRAHT-SCHWEISSGERÄT
PFDS 33 A1
Einleitung
Wir beglückwünschen Sie zum Kauf Ihres neuen Gerätes. Sie haben sich
damit für ein hochwertiges Produkt entschieden. Die Bedienungsanleitung ist
Teil dieses Produkts. Sie enthält wichtige Hinweise für Sicherheit, Gebrauch und
Entsorgung. Machen Sie sich vor der Benutzung des Produkts mit allen Bedienund Sicherheitshinweisen vertraut. Benutzen Sie das Produkt nur wie beschrieben und für die angegebenen Einsatzbereiche. Händigen Sie alle Unterlagen
bei Weitergabe des Produkts an Dritte mit aus.
Bestimmungsgemäßer Gebrauch
Das Gerät ist zum selbstschützenden Fülldrahtschweißen unter Verwendung des entsprechenden Drahtes geeignet. Es wird kein zusätzliches Gas
benötigt. Das Schutzgas ist in pulverisierter Form im Draht enthalten, wird
somit direkt in den Lichtbogen geleitet und macht das Gerät bei Arbeiten
im Freien unempfindlich gegen Wind.
Es dürfen nur für das Gerät geeignete Drahtelektroden verwendet werden.
Bestandteil der bestimmungsgemäßen Verwendung ist auch die Beachtung
der Sicherheitshinweise sowie der Montageanleitung und der Betriebshinweise in der Bedienungsanleitung.
Die geltenden Unfallverhütungsvorschriften sind genauestens einzuhalten.
Das Gerät darf nicht verwendet werden:
▯ in nicht ausreichend belüfteten Räumen,
▯ in feuchter oder nasser Umgebung,
▯ in explosionsgefährdeter Umgebung,
▯ zum Auftauen von Rohren,
▯ in der Nähe von Menschen mit Herzschrittmacher und
▯ in der Nähe von leicht entflammbaren Materialien.
Verwenden Sie das Gerät nur wie in dieser Bedienungsanleitung beschrieben. Jede andere Verwendung gilt als nicht bestimmungsgemäß und kann
zu Sachschäden oder sogar zu Personenschäden führen.
Der Hersteller oder Händler übernimmt keine Haftung für Schäden, die
durch nicht bestimmungsgemäßen oder falschen Gebrauch entstanden
sind.
Ausstattung
Abdeckung Drahtvorschubeinheit
Tragegurt
Verriegelung
Netzstecker
Massekabel mit Masseklemme
Schlauchpaket mit Direktanschluss
Brennertaste
Brenner
Brennerdüse
Einstellrad für Drahtvorschub
MIN/MAX Schalter für Schweißstromeinstellung
1/2 Schalter für Schweißstromeinstellung
Hauptschalter EIN/AUS
(inkl. Netzkontrolllampe)
Kontrolllampe Überlastschutz
Schweißdüse (1,0 mm)
Schweißdüse (0,8 mm)
Fülldraht-Schweißspule (Drahtrolle) Ø 0,9 mm/510 g
Schlackenhammer mit Drahtbürste
Schweißschutzschild nach Montage,
bestehend aus:
Schildkörper
Schutzglasverriegelung
Montageclip
Dunkles Schweißglas
Handgriff
Lieferumfang
1 Fülldraht-Schweißgerät PFDS 33 A1
1 Brennerdüse (vormontiert)
3 Schweißdüsen ( 1x 1,0 mm vormontiert ; 1x 0,8 mm ; 1x 1,0 mm)
1 Schlackenhammer mit Drahtbürste
1 Fülldraht Ø 0,9 mm/510 g
1 Schweißschutzschild
1 Tragegurt
1 Bedienungsanleitung
Restrisiko
Auch wenn Sie das Gerät vorschriftsmäßig bedienen, bleiben immer Restrisiken bestehen. Folgende Gefahren können im Zusammenhang mit der
Bauweise und Ausführung dieses Fülldrahtschweißgerätes auftreten:
▯ Augenverletzungen durch Blendung,
▯ Berühren heißer Teile des Gerätes oder des Werkstückes (Brandverlet-
zungen),
▯ Bei unsachgemäßer Absicherung Unfall- und Brandgefahr durch sprü-
hende Funken oder Schlacketeilchen,
▯ Gesundheitsschädliche Emissionen von Rauchen und Gasen, bei Luft-
mangel bzw. ungenügender Absaugung in geschlossenen Räumen.
Vermindern Sie das Restrisiko, indem Sie das Gerät sorgfältig und vorschriftsmäßig benutzen und alle Anweisungen befolgen.
■ 18 │ DE│AT│CH
PFDS 33 A1
Page 23

Technische Daten
Typ: Fülldraht-Schweißgerät
PFDS 33 A1
Netzspannung U
Schweißstrom I
Leerlaufspannung U
Schutzart: IP 21S
Isolationsklasse: H
Gewicht: 12,7 kg
Schweißdraht: Ø 0,7 / 0,8 / 0,9 / 1,0 mm
Schweißdrahttrommel: ca. 450 g
Schweißstrom:
▯ Materialstärke
1,0 – 2,0 mm: Mit Ø 0,7 / 0,8 mm Schweißdraht,
▯ Materialstärke
2,0 – 6,0 mm: Mit Ø 0,8/0,9/1,0 mm Schweißdraht,
Einschaltdauer X: 10 % bei 90 A Schweißstrom
: 230 V ~ / 50 Hz
1
(Wechselstrom)
: 48 A / 90 A
2
: 27,5 V
0
Schweißstrom 48 A – 60 A
Schweißstrom 70 A – 90 A
60 % bei 48 A Schweißstrom
U
0
Ø mm
I
2
X
U
2
1~ 50 Hz
U
1
I1 max
I1 eff
IP21S
H
12,7 kg
Einphasen-Transformator
Nennleerlaufspannung
zulässiger Fülldrahtdurchmesser
Symbol für selbstschützendes Fülldrahtschweißgerät
Bemessungswert des Schweißstroms
Einschaltdauer in %
genormte Arbeitsspannung
Netzanschluss, Anzahl der Phasen Wechselstromsymbol und Bemessungswert der Frequenz
Bemessungswert der Netzspannung
größter Bemessungswert des Netzstroms
Effektivwert des größten
Netzstroms (A)
Schutzart
Isolationsklasse
Gewicht des Gerätes
Sicherheitsbestimmungen beachten
Leistungsschild und Symbolerklärung
PFDS 33 A1 S/N:
EN 60974-1:2012
EN 60974-10:2014/A1:2015
Class A
48 A / 16 V – 90 A / 18.5 V
50 Hz
~
U0 = 27.5 V
1~ 50 Hz U1 = 230 V I
IP21S 12.7 kg
X 10 % 60 %
I
2
U
2
90 A 48 A
18.5 V 16 V
= 13 A I
1max
= 4.8 A
1eff
Gefahr! Betriebsanleitung lesen!
Lagern oder verwenden Sie das Gerät nicht in
nasser Umgebung oder Regen
Symbol für Schweißstromquellen, die zum Schweißen
in Umgebungen mit erhöhter elektrischer Gefährdung
geeignet sind.
Nennwert der erforderlichen Netzsicherung: 16 A
PFDS 33 A1
DE│AT│CH │ 19 ■
Page 24

Gehörschutz tragen!
Schutzbrille tragen!
Staubmaske tragen!
Schutzhandschuhe tragen!
Schutzschild verwenden!
Schutzkleidung tragen!
Schutzschuhe tragen!
Gefahr! Betriebsanleitung lesen!
Elektrischer Schlag von der Schweißelektrode
kann tödlich sein!
Einatmen von Schweißrauchen kann Ihre
Gesundheit gefährden!
Schweißfunken können eine Explosion oder einen
Brand verursachen!
Lichtbogenstrahlen können die Augen schädigen
und die Haut verletzen!
Elektromagnetische Felder können die Funktion
von Herzschrittmachern stören!
Zeichenerklärung
Die folgenden Symbole und Signalworte werden in dieser Bedienungsanleitung, am Fülldrahtschweißgerät oder auf der Verpackung verwendet.
GEFAHR! Dieses Signalwort bezeichnet eine
Gefährdung mit einem hohen Risikograd, die,
wenn sie nicht vermieden wird den Tod oder eine
schwere Verletzung zur Folge hat.
WARNUNG! Dieses Signalwort bezeichnet eine
Gefährdung mit einem mittleren Risikograd, die,
wenn sie nicht vermieden wird, den Tod oder eine
schwere Verletzung zur Folge haben kann.
VORSICHT! Dieses Signalwort bezeichnet eine
Gefährdung mit einem niedrigen Risikograd, die,
wenn sie nicht vermieden wird, eine geringfügige
oder mäßige Verletzung zur Folge haben kann.
HINWEIS! Dieses Signalwort warnt vor möglichen
Sachschäden oder gibt Ihnen nützliche Zusatzinformationen zum Zusammenbau oder zum Betrieb.
Sicherheit
Grundsätzliche
Sicherheitshinweise
WARNUNG! STROMSCHLAGGEFAHR!
► Gefahren für Kinder und Personen mit verringerten physischen,
sensorischen oder mentalen Fähigkeiten (beispielsweise teilweise
Behinderte, ältere Personen mit Einschränkung ihrer physischen und
mentalen Fähigkeiten) oder Mangel an Erfahrung und Wissen (beispielsweise ältere Kinder).
■ Das Fülldrahtschweißgerät darf ausschließlich von Erwachsenen
benutzt werden.
■ Kinder müssen beaufsichtigt werden, um sicherzustellen, dass sie nicht
mit dem Fülldrahtschweißgerät spielen.
■ Halten Sie Kinder von Verpackungsmaterial und Kleinteilen fern. Bei
Verschlucken besteht Erstickungsgefahr.
■ Sorgen Sie für eine angemessene Pflege des Gerätes.
■ Reparaturen und/oder Wartungsarbeiten dürfen nur von qualifizierten
Personen durchgeführt werden.
■ Zusätzlich zu den Hinweisen in dieser
Bedienungsanleitung müssen die allgemeinen Sicherheits- und Unfallverhütungsvorschriften des Gesetzgebers berücksichtigt werden.
■ Seien Sie stets aufmerksam und achten Sie immer darauf, was Sie tun.
Führen Sie keine Arbeiten mit dem Fülldrahtschweißgerät durch, wenn Sie
unaufmerksam sind bzw. unter Einfluss von Drogen, Alkohol oder Medikamenten stehen. Bereits ein Moment der Unachtsamkeit beim Gebrauch
dieses Gerätes kann zu ernsthaften Unfällen und Verletzungen führen.
■ Kontrollieren Sie das Gerät vor Inbetriebnahme auf etwaige Beschädi-
gungen. Sollte das Gerät Mängel aufweisen, darf es auf keinen Fall in
Betrieb genommen werden.
■ Achten Sie auf einen einwandfreien Zustand der Schweißkabel, Düse,
des Brenners sowie der Masseklemmen. Abnutzungen an der Isolierung
und an den stromführenden Teilen können eine gefährliche Situation
hervorrufen und die Qualität der Schweißarbeit mindern.
■ Verwenden Sie das Gerät nur wie in dieser Bedienungsanleitung
beschrieben.
■ Der Gebrauch dieses Gerätes kann bei bestimmten Teilen zu Verschleiß
führen. Kontrollieren Sie deshalb das Gerät regelmäßig auf etwaige Beschädigungen und Mängel.
■ Benutzen Sie zu Ihrer eigenen Sicherheit nur Zubehör und Zusatzgerä-
te, die ausdrücklich in der Bedienungsanleitung angegeben oder vom
Hersteller empfohlen werden.
■ Achten Sie bei der Aufstellung des Gerätes auf eine feste und sichere
Standfläche.
■ Bei überlasteten Versorgungsnetzen und Stromkreisen können während
des Schweißens für andere Verbraucher Störungen verursacht werden.
Im Zweifelsfalle ist das Stromversorgungsunternehmen zu Rate zu
ziehen.
■ Beim Schweißen sind die jeweiligen nationalen Richtlinien und Gesetze
zu beachten. Dies betrifft insbesondere die jeweiligen Unfallverhütungsvorschriften.
■ Das Fülldrahtschweißgerät darf ausschließlich auf einem ebenen und
flachen Untergrund aufgestellt werden. Das Fülldrahtschweißgerät ist
so konstruiert, dass es bis zu einem Winkel von 10° Abweichung von
der Ebene kippsicher ist. Sichern Sie das Fülldrahtschweißgerät gegen
Umstürzen, falls sie es auf eine geneigte Ebene stellen.
■ Um Geräteschäden vorzubeugen, darf das
Gerät ausschließlich aufrecht transportiert werden.
■ 20 │ DE│AT│CH
PFDS 33 A1
Page 25

Besondere Sicherheitshinweise
WARNUNG! STROMSCHLAGGEFAHR!
► Fehlerhafte Elektroinstallation, zu hohe Netzspannung oder falsche
Handhabung können zu elektrischem Stromschlag führen. Jeder
Elektroschock kann tödlich sein.
■ Schließen Sie das Fülldrahtschweißgerät nur an, wenn die Netzspannung
der Steckdose mit der Angabe auf dem Typenschild übereinstimmt.
■ Schließen Sie das Fülldrahtschweißgerät nur an eine gut zugängliche
Steckdose an, damit Sie es bei einem Störfall schnell vom Stromnetz
trennen können.
■ Betreiben Sie das Fülldrahtschweißgerät nicht, wenn es sichtbare Schä-
den aufweist oder das Netzkabel bzw. der Netzstecker defekt sind.
■ Das verwendete Netzanschlusskabel ist eine hochwertige Leitung, welche
nicht beschädigt werden darf. Achten Sie bei Ihrer Arbeit darauf, diese
nicht mit heissen Gegenständen zu berühren. Wenn die Anschlussleitung
beschädigt wird, muss diese durch eine besondere Anschlussleitung ersetzt
werden, die vom Hersteller oder seinem Kundendienst erhältlich ist. Das
Auswechseln der Anschlussleitung darf nur durch den Hersteller oder seinen Kundendienst oder ähnlich qualifizierte Personen durchgeführt werden.
■ Öffnen Sie das Gehäuse nur soweit, wie es in dieser Anleitung
beschrieben ist. Überlassen Sie die Reparatur Fachkräften. Wenden
Sie sich dazu an eine Fachwerkstatt. Bei eigenständig durchgeführten
Reparaturen, unsachgemäßem Anschluss oder falscher Bedienung sind
Haftungs- und Garantieansprüche ausgeschlossen.
■ Führen Sie niemals spitze und/oder metallische Gegenstände in das
Innere des Gerätes ein.
■ Bei Reparaturen dürfen nur Teile verwendet werden, die den ursprüng-
lichen Gerätedaten entsprechen. In diesem Fülldrahtschweißgerät
befinden sich elektrische und mechanische Teile, die zum Schutz gegen
Gefahrenquellen unerlässlich sind.
■ Schützen Sie das Fülldrahtschweißgerät vor Feuchtigkeit und verwen-
den Sie es ausschließlich in trockenen Innenräumen.
■ Tauchen Sie weder das Fülldrahtschweißgerät noch Netzkabel oder
-stecker in Wasser oder andere Flüssigkeiten.
■ Fassen Sie das Fülldrahtschweißgerät oder den Netzstecker niemals mit
feuchten Händen an.
■ Vermeiden Sie jeden direkten Kontakt mit dem Schweißstromkreis. Die
Leerlaufspannung, die zwischen Stromdüse und Masseklemme auftritt,
kann gefährlich sein.
■ Ziehen Sie den Netzstecker nie am Netzkabel aus der Steckdose,
sondern fassen Sie immer den Netzstecker an.
■ Vermeiden Sie jede Zugbeanspruchung des Netzkabels.
■ Stecken Sie das Gerät aus, bevor Sie es andernorts aufstellen wollen.
■ Halten Sie das Fülldrahtschweißgerät, den Netzstecker und das Netz-
kabel von offenem Feuer und heißen Flächen fern.
■ Knicken Sie das Netzkabel nicht.
■ Schützen Sie sämtliche Kabel vor Öl, scharfen Kanten und hohen
Temperaturen.
■ Wenn Sie das Fülldrahtschweißgerät nicht benutzen, es reinigen, Einstellarbei-
ten vornehmen oder wenn eine Störung auftritt, schalten Sie das Fülldrahtschweißgerät immer aus und ziehen Sie den Stecker aus der Steckdose.
WARNUNG! VERLETZUNGSGEFAHR!
► Unsachgemäße Handhabung kann zu schweren Verletzungen führen.
■ Verlegen Sie das Netzkabel so, dass es nicht zur Stolperfalle wird.
■ Die Lichtstrahlung des Lichtbogens kann die Augen schädigen. Schützen
Sie die Augen mit dafür bestimmten Schutzgläsern (EN 166, EN 169 /
Schutzgrad 10), die Sie auf dem beigelegten Schutzschild befestigen.
■ Die Lichtstrahlung des Lichtbogens kann Verbrennungen auf der Haut
hervorrufen. Verwenden Sie Handschuhe und trockene Schutzkleidung,
die frei von Öl und Fett ist, um die Haut nicht den ultravioletten Strahlungen des Lichtbogens auszusetzen.
■ Das geschweißte Arbeitsstück beginnt zu glühen und bleibt relativ lange
sehr heiß. Achten Sie darauf, dass es abgekühlt ist, bevor Sie es anfassen.
■ Beim Lichtbogenschweißen werden Dämpfe frei, die möglicherweise
schädlich sind.
■ Achten Sie darauf, dass sich keine Personen ohne Schutzkleidung und
Augenschutz im Umkreis von 15 m um den Lichtbogen befinden. Schützen Sie sich und umstehende Personen gegen die eventuell gefährlichen Effekte des Lichtbogens!
WARNUNG! BRANDGEFAHR!
► Unsachgemäße Handhabung kann zu Bränden oder Explosionen führen.
■ Lichtbogenschweißen erzeugt Funken, geschmolzene Metallteile und
Rauch. Achten Sie daher darauf, alle brennbaren Substanzen und/
oder Materialien vom Arbeitsplatz zu entfernen.
■ Das geschweißte Arbeitsstück beginnt zu glühen und bleibt relativ
lange sehr heiß. Es kann daher im Kontakt mit brennbaren Materialien
einen Brand erzeugen.
■ Schweißen Sie nicht auf Behältern, Gefäßen oder Rohren, die brennba-
re Flüssigkeit oder Gase enthalten haben.
WARNUNG! ELEKTROMAGNETISCHE FELDER!
► Durch das Fülldrahtschweißgerät und den Lichtbogen können elektrische
oder elektromagnetische Felder entstehen, die elektronische Anlagen
und Geräte stören können. Dazu gehören z.B. EDV-Anlagen, Telekommunikationseinrichtungen, elektronisch gesteuerte Geräte und Maschinen. Auch Netz- und Signalleitungen können gestört werden.Herzschrittmacher können gestört werden.
■ Beachten Sie die Wartungsvorschriften.
■ Wickeln Sie das Massekabel
ab. Aufgewickelt können sich elektromagnetische Felder verstärken.
■ Schirmen Sie strahlungsempfindliche Geräte oder Maschinen ausreichend ab.
■ Halten Sie vor dem Schweißen Rücksprache mit Ihrem Arzt, wenn Sie einen
Herzschrittmacher tragen.
VORSICHT!
► Unsachgemäße Handhabung kann zur Überhitzung des Fülldraht-
schweißgerät oder Sachschäden führen.
■ Das Fülldrahtschweißgerät darf während der Funktionsdauer nicht
eingeengt oder direkt an der Wand stehen, damit immer genügend Luft
durch die Öffnungsschlitze aufgenommen werden kann.
■ Überzeugen Sie sich, dass ausreichend Luftzufuhr zur Verfügung steht.
sowie das Schlauchpaket vollständig
Ergänzende Sicherheitshinweise
■ Gefährdung durch elektrischen Schlag. Elektrischer Schlag von einer
Schweißelektrode kann tödlich sein. Nicht bei Regen oder Schnee
schweißen. Trockene Isolierhandschuhe tragen. Die Elektrode nicht mit
bloßen Händen anfassen. Keine nassen oder beschädigten Handschuhe
tragen. Sich selbst vor einem elektrischen Schlag durch Isolierungen gegen
das Werkstück schützen. Das Gehäuse der Einrichtung nicht öffnen.
■ Gefährdung durch Schweißrauch. Das Einatmen von Schweißrauchen kann die
Gesundheit gefährden. Den Kopf nicht in die Rauche halten. Einrichtungen in offenen Bereichen verwenden. Entlüftung zum Entfernen der Rauche verwenden.
■ Gefährdung durch Schweißfunken. Schweißfunken können eine Explo-
sion oder einen Brand verursachen. Brennbare Stoffe vom Schweißen
fernhalten. Nicht neben brennbaren Stoffen schweißen. Schweißfunken
können Brände verursachen. Einen Feuerlöscherin der Nähe bereithalten und einen Beobachter, der ihn sofort benutzen kann. Nicht auf
Trommeln oder irgendwelchen geschlossenen Behältern schweißen.
■ Gefährdung durch Lichtbogenstrahlen. Lichtbogenstrahlen können die Augen
schädigen und die Haut verletzen. Hut und Sicherheitsbrille tragen. Gehörschutz und hoch geschlossen Hemdkragen tragen. Schweißerschutzhelme
und einwandfreie Filtergrößen tragen. Vollständigen Körperschutz tragen.
■ Gefährdung durch elektromagnetische Felder. Schweißstrom erzeugt
elektromagnetische Felder. Nicht zusammen mit medizinischen Implantaten
verwenden. Niemals die Schweißleitungen um den Körper wickeln. Schweißleitungen zusammenführen.
PFDS 33 A1
DE│AT│CH │ 21 ■
Page 26

Gefahrenquellen
Beim Lichtbogenschweißen ergeben sich eine Reihe von Gefahrenquellen.
Es ist daher für den Schweißer besonders wichtig, nachfolgende Regeln
zu beachten, um sich und andere nicht zu gefährden und Schäden für
Mensch und Gerät zu vermeiden.
▯ Verwenden Sie dieses Fülldrahtschweißgerät nicht auf Ebenen mit einer
Neigung größer als 10°.
▯ Arbeiten auf der Netzspannungsseite, z.B. an Kabeln, Steckern, Steck-
dosen usw. nur vom Fachmann ausführen lassen. Dies gilt insbesondere
für das Erstellen von Zwischenkabeln.
▯ Bei Unfällen Schweißstromquelle sofort vom Netz trennen.
▯ Wenn elektrische Berührungsspannungen auftreten, Gerät sofort ab-
schalten und vom Fachmann überprüfen lassen.
▯ Auf der Schweißstromseite immer auf gute elektrische Kontakte achten.
▯ Beim Schweißen immer an beiden Händen isolierende Handschuhe
tragen. Diese schützen vor elektrischem Schlag (Leerlaufspannung des
Schweißstromkreises), vor schädlichen Strahlungen (Wärme und UVStrahlungen) sowie vor glühendem Metall und Schlackespritzer.
▯ Festes isolierendes Schuhwerk tragen, die Schuhe sollen auch bei Nässe
isolieren. Halbschuhe sind nicht geeignet, da herabfallende, glühende
Metalltropfen Verbrennungen verursachen.
▯ Geeignete Bekleidung anziehen, keine synthetischen Kleidungstücke.
▯ Nicht mit ungeschützten Augen in den Lichtbogen sehen, nur Schweiß-
Schutzschild mit vorschriftsmäßigen Schutzglas nach DIN verwenden.
Der Lichtbogen gibt außer Licht- und Wärmestrahlen, die eine Blendung
bzw. Verbrennung verursachen, auch UV-Strahlen ab. Diese unsichtbare ultraviolette Strahlung verursacht bei ungenügendem Schutz eine erst
einige Stunden später bemerkbare, sehr schmerzhafte Bindehautentzündung. Außerdem hat die UV-Strahlung auf ungeschützte Körperstellen
sonnenbrandschädliche Wirkungen zur Folge.
▯ Auch in der Nähe des Lichtbogens befindliche Personen oder Helfer
müssen auf die Gefahren hingewiesen und mit den nötigen Schutzmittel
ausgerüstet werden, wenn notwendig, Schutzwände einbauen.
▯ An Behältern, in denen Gase, Treibstoffe, Mineralöle oder dgl. gelagert
werden, dürfen auch wenn sie schon lange Zeit entleert sind, keine
Schweißarbeiten vorgenommen werden, da durch Rückstände Explosionsgefahr besteht.
▯ In feuer- und explosionsgefährdeten Räumen gelten besondere Vorschriften.
▯ Schweißverbindungen, die großen Beanspruchungen ausgesetzt sind
und unbedingt Sicherheitsforderungen erfüllen müssen, dürfen nur
von besonders ausgebildeten und geprüften Schweißern ausgeführt
werden. Beispiele dafür sind: Druckkessel, Laufschienen, Anhängerkupplungen usw.
Unfallgefahr durch elektrischen Schlag
Wenn kein Lichtbogen brennt, herrscht zwischen der Masseklemme und
Stromdüse die Nennleerlaufspannung U
fährlich sein, wenn der Schweißer die Stromdüse, Brennerdüse, Schweißdraht und das Werkstück mit blanken Händen berührt.
▯ Es ist unbedingt auch darauf zu achten, dass der Schutzleiter in elekt-
rischen Anlagen oder Geräten bei Fahrlässigkeit durch den Schweißstrom zerstört werden kann:
z.B. die Masseklemme wird auf das Schweißgerätegehäuse gelegt,
welches mit dem Schutzleiter der elektrischen Anlage verbunden ist. Die
Schweißarbeiten werden an einer Maschine mit Schutzleiteranschluss
vorgenommen. Es ist also möglich, an der Maschine zu schweißen,
ohne die Masseklemme an dieser angebracht zu haben. In diesem Fall
fließt der Schweißstrom von der Masseklemme über den Schutzleiter
zur Maschine. Der hohe Schweißstrom kann ein Durchschmelzen des
Schutzleiters zur Folge haben.
▯ Die Absicherungen der Zuleitungen zu den Netzsteckdosen muss den
Vorschriften entsprechen (VDE 0100). Es dürfen also nach diesen Vorschriften nur dem Leitungsquerschnitt entsprechende Sicherungen bzw.
Sicherungs-Automaten verwendet werden (16 Ampere Leistungsschutzschalter). Eine Übersicherung kann Leitungsbrand bzw. Gebäudebrandschäden zur Folge haben.
. Diese Spannung kann lebensge-
0
Enge und heiße Räume
▯ Bei Arbeiten in engen oder heißen Räumen sind isolierende Unterlagen
und Zwischenlagen sowie Stulpenhandschuhe aus Leder oder anderen
schlecht leitenden Stoffen zur Isolierung des Körpers gegen Fußboden,
Wände, leitfähige Apparateteile und dgl. zu benutzen.
▯ Bei Verwendung von Schweißtransformatoren zum Schweißen unter
erhöhter elektrischer Gefährdung, wie z.B. in engen Räumen aus elektrisch leitfähigen Wandungen (Kessel, Rohre, usw.), in heißen Räumen
(Durchschwitzen der Arbeitskleidung), darf die Ausgangsspannung des
Fülldrahtschweißgerätes im Leerlauf nicht höher als 48 V~ (Effektivwert) sein. Das Gerät kann somit aufgrund seiner Ausgangspannung im
Leerlauf in diesem Fall betrieben werden.
Unfallgefahr durch Luftmangel in engen Räumen
▯ Beim Schweißen entstehen erhebliche Mengen an Rauchen und
Gasen. Sorgen Sie dafür, dass Rauche und Gase stets durch eine geeignete Öffnung abziehen können. Führen Sie aber niemals Sauerstoff
zu. Dies erhöht die Brandgefahr.
Schutzkleidung
▯ Während der Arbeit muss der Schweißer an seinem ganzen Körper
durch die Kleidung und den Gesichtsschutz gegen Strahlen und gegen
Verbrennungen geschützt sein.
▯ An beiden Händen sind Stulpenhandschuhe aus einem geeignetem
Stoff (Leder) zu tragen. Sie müssen sich in einem einwandfreien Zustand
befinden.
▯ Zum Schutz der Kleidung gegen Funkenflug und Verbrennungen sind
geeignete Schürzen zu tragen. Wenn die Art der Arbeiten z.B. Überkopfschweißen, es erfordert, ist ein Schutzanzug und wenn nötig auch
entsprechender Kopfschutz zu tragen.
▯ Die verwendete Schutzkleidung und das gesamte Zubehör muss der Richtli-
nie “Persönliche Schutzausrüstung” entsprechen (89/686/EWG).
■ 22 │ DE│AT│CH
PFDS 33 A1
Page 27

Schutz gegen Strahlen und Verbrennungen
▯ An der Arbeitsstelle durch einen Aushang „Vorsicht, nicht in die Flam-
men sehen!“ auf die Gefährdung der Augen hinweisen.
▯ Die Arbeitsplätze sind möglichst so abzuschirmen, dass in der Nähe
befindliche Personen geschützt sind.
▯ Unbefugte sind von den Schweißarbeiten fernzuhalten.
▯ In unmittelbarer Nähe ortsfester Arbeitsstellen sollen die Wände nicht
hellfarbig und nicht glänzend sein.
▯ Fenster sind mindestens bis Kopfhöhe gegen Durchlassen oder Zurück-
werfen von Strahlen zu sichern, z.B. durch geeigneten Anstrich.
Unfallgefahr durch sprühende Funken
Die sprühenden Schweißfunken können schmerzhafte Brandverletzungen
hervorrufen. Beachten Sie deshalb unbedingt folgende Hinweise:
▯ Tragen Sie stets eine Lederschürze.
▯ Verwenden Sie Lederhandschuhe.
▯ Tragen Sie beim Schweißen über Kopf eine geeignete Kopfbedeckung.
▯ Lassen Sie die Hosenbeine über die Schuhe fallen.
▯ Tragen Sie festes und isolierendes Schuhwerk.
Unfallgefahr durch spritzende Schlacketeilchen
Die Schlacke ist nach dem Erstarren hart und spröde. Anschließend wird
Sie mit dem Schlackenhammer zu scharfkantigen Teilchen zerschlagen, die
die Augen gefährlich verletzen können.
Schützen Sie deshalb Ihre Augen beim Entfernen der Schlacke mit einer
geeigneten Schutzbrille.
Brandgefahr durch sprühende Funken
Fallen die schmelzflüssigen oder glühenden Metall- und Schlacketeilchen
auf brennbare Stoffe, so können sich diese entzünden und einen Brand
verursachen. Entfernen Sie deshalb vor Beginn der Schweißarbeiten sämtliche brennbare Gegenstände von Ihrem Arbeitsbereich. Halten Sie einen
passenden Feuerlöscher bereit.
Achten Sie dabei insbesondere auf folgende Materialien:
▯ Papier
▯ Lumpen
▯ Textilien
▯ Holz und Holzfasern
▯ Gummi
▯ Kunststoff
▯ Benzin
▯ Öle
▯ Teerartige Stoffe
▯ Farben und Lösungsmittel
Explosionsgefahr
Sowohl die Schweißfunken als auch die hocherhitzte Schweißstelle selbst
können Explosionen hervorrufen. Verwenden Sie das Gerät deshalb nicht
in explosionsgefährdeter Umgebung, in der sich Substanzen, wie brennbare Flüssigkeiten, Gase und Farbnebel befinden.
Beachten Sie ferner:
▯ Legen Sie, wenn das Fülldrahtschweißgerät in Betrieb ist, den Brenner
weder auf das Fülldrahtschweißgerät selbst noch auf ein anderes
elektrisches Gerät.
▯ Berühren Sie vor Beendigung Ihrer Schweißarbeiten weder die Strom-
düse selbst noch einen anderen Gegenstand aus Metall, der mit der
Stromdüse in Kontakt ist.
▯ Unterbrechen Sie unverzüglich nach Beendigung Ihrer Schweißarbeiten
die Stromversorgung des Gerätes.
▯ Achten Sie unbedingt darauf, dass sich kein Kabel um Ihren Körper wickelt.
▯ Achten Sie unbedingt darauf, dass Sie sich nicht innerhalb des
Schweißstromkreises befinden. Brenner und Masse müssen sich stets
auf der gleichen Seite befinden.
EMV-Geräteklassifizierung
Gemäß der Norm IEC 60974-10 handelt es sich hier um ein Schweißgerät mit der elektromagnetischen Verträglichkeit der Klasse A. Somit erfüllt
es die entsprechenden Anforderungen im industriellen und im WohnBereich. Es darf in Wohngebieten an das öffentliche NiederspannungsVersorgungsnetz angeschlossen werden.
Auch wenn das Fülldrahtschweißgerät die Emmisionsgrenzwerte gemäß
Norm einhält, können Lichtbogenschweißgeräte dennoch zu elektromagnetischen Störungen in empfindlichen Anlagen und Geräten führen.
Für Störungen, die beim Schweißen durch den Lichtbogen entstehen, ist der
Anwender verantwortlich und der Anwender muss geeignete Schutzmaßnahmen treffen. Hierbei muss der Anwender besonders berücksichtigen:
▯ Netz-, Steuer-, Signal und Telekommunikationsleitungen
▯ Computer und andere mikroprozessor-gesteuerte Geräte
▯ Fernseh-, Radio- und andere Wiedergabegeräte
▯ elektronische und elektrische Sicherheitseinrichtungen
▯ Personen mit Herzschrittmachern oder Hörgeräten
▯ Mess- und Kalibriereinrichtungen
▯ Störfestigkeit sonstiger Einrichtungen in der Nähe
▯ die Tageszeit, zu der die Schweißarbeiten durchgeführt werden.
Um mögliche Störstrahlungen zu verringern, wird empfohlen:
▯ den Netzanschluss mit einem Netzfilter auszurüsten oder mit einem
Metallrohr abzuschirmen
▯ das Fülldrahtschweißgerät regelmäßig zu warten und in einem guten
Pflegezustand zu halten
▯ Schweißleitungen sollten so kurz wie möglich sein, vollständig abgewi-
ckelt werden und möglichst parallel auf dem Boden verlaufen
▯ es sollte ein Potentialausgleich vorgesehen sein
▯ die Werkstücke sollen gut geerdet sein
▯ durch Störstrahlung gefährdete Geräte und Anlagen sollten möglichst
aus dem Schweißbereich entfernt werden oder abgeschirmt werden.
PFDS 33 A1
DE│AT│CH │ 23 ■
Page 28

Auspacken und Lieferumfang prüfen
1.) Nehmen Sie alle Teile aus der Verpackung und kontrollieren Sie, ob
das Fülldrahtschweißgerät oder die Einzelteile Schäden aufweisen. Ist
dies der Fall, benutzen Sie das Fülldrahtschweißgerät nicht. Wenden
Sie sich an den Hersteller über die auf der Garantiekarte angegebene
Serviceadresse.
2.) Entfernen Sie alle Schutzfolien und sonstige Transportverpackungen.
3.) Prüfen Sie, ob die Lieferung vollständig ist.
Montage
Schweißschutzschild montieren
♦ Falten Sie die Seitenteile des Schildkörpers nach innen ein.
Drücken Sie die integrierten Clips in die entsprechenden Löcher, so
dass sie ineinander einrasten (siehe Abb. D).
♦ Legen Sie das dunkle Schweißglas
Schildkörper
Die Beschriftung des dunklen Schweißglases
Vorderseite des Schutzschildes sichtbar sein.
ein (siehe Abb. E).
mit der Schrift nach oben in den
muss nun von der
Fülldraht einsetzen
WARNUNG!
► Um die Gefahr eines elektrischen Schlages, einer Verletzung oder einer
Beschädigung zu vermeiden:
Ziehen Sie vor jeder Wartung oder Arbeitsvorbereiten-
–
den Tätigkeit den Netzstecker aus der Netzsteckdose.
HINWEIS
►
Je nach Anwendung werden unterschiedliche Schweißdrähte benötigt.
Mit diesem Gerät können Schweißdrähte mit einem Durchmesser von
0,7 – 1,0 mm verwendet werden.
► Vorschubrolle, Schweißdüse und Drahtquerschnitt müssen immer
zueinander passen.
► Das Gerät ist geeignet für Drahtrollen bis zu maximal 450 g.
♦ Öffnen Sie die Abdeckung für die Drahtvorschubeinheit
Verriegelung
(siehe Abb. 1).
(siehe Pfeilmarkierung) in die Position UNLOCK drehen
, indem Sie die
♦ Schieben Sie den Handgriff
des Schildkörpers ein, bis dieser einrastet (siehe Abb. F).
von innen in die passende Aussparung
Abb. 1
♦ Entriegeln Sie die Rolleneinheit, indem Sie die Rollenhalterung A um
90° gegen den Uhrzeigersinn drehen (siehe Abb. 2).
♦ Ziehen Sie die Rolleneinheit von der Welle ab (siehe Abb. 2).
■ 24 │ DE│AT│CH
Abb. 2
HINWEIS
► Bitte achten Sie darauf, dass sich das Drahtende nicht löst und sich die
Rolle dadurch selbsttätig abrollt. Das Drahtende darf erst während der
Montage gelöst werden.
PFDS 33 A1
Page 29

♦ Packen Sie die Fülldraht-Schweißspule vollständig aus, so dass diese
ungehindert abgerollt werden kann. Lösen Sie aber noch nicht das Drahtende (siehe Abb. 3).
♦ Setzen Sie die Drahtrolle auf die Welle. Achten Sie darauf, dass die Rolle
auf der Seite der Drahtdurchführung C abgewickelt wird (siehe Abb. 3).
♦ Setzen Sie die Rollenhalterung A wieder auf und verriegeln diese durch
Andrücken und Drehen um 90° im Uhrzeigersinn (siehe Abb. 3).
Abb. 3
♦ Lösen Sie die Justierschraube D und schwenken Sie sie nach oben
(siehe Abb. 4).
(Ø 0,9 mm) muss in der Vorschubrolle G mit der nächstgrößeren
angegebenen Drahstärke von Ø 1,0 mm verwendet werden.
Der Draht muss sich in der oberen Nut befinden!
♦ Setzen Sie den Vorschubrollenhalter F wieder auf und schrauben Sie ihn fest.
Abb. 6
♦ Entfernen Sie die Brennerdüse
♦ Schrauben Sie die Stromdüse
♦ Führen Sie das Schlauchpaket
weg (auf den Boden legen)..
durch Rechtsdrehung (siehe Abb. 7).
heraus (siehe Abb. 7).
möglichst gerade vom Schweißgerät
Abb. 4
♦ Drehen Sie die Druckrolleneinheit E zur Seite weg (siehe Abb. 5).
Abb. 5
♦ Lösen Sie den Vorschubrollenhalter F durch Drehen gegen den Uhrzeiger-
sinn und ziehen ihn nach oben ab (siehe Abb. 6).
♦ Überprüfen Sie auf der oberen Seite der Vorschubrolle G, ob die ent-
sprechende Drahtstärke angegeben ist. Falls nötig muss die Vorschubrolle
umgedreht oder ausgetauscht werden. Der mitgelieferte Schweißdraht
Abb. 7
♦ Nehmen Sie das Drahtende aus dem Spulenrand (siehe Abb. 8).
♦ Kürzen Sie das Drahtende mit einer Drahtschere oder einem Seiten-
schneider, um den beschädigten/ gebogenen Draht zu entfernen
(siehe Abb. 8).
HINWEIS
♦ DER DRAHT MUSS DIE GANZE ZEIT AUF SPANNUNG GEHALTEN
WERDEN, UM EIN LÖSEN UND ABROLLEN ZU VERMEIDEN!
Es empfiehlt sich hierbei, die Arbeiten immer mit einer weiteren
Person durchzuführen.
Abb. 8
PFDS 33 A1
DE│AT│CH │ 25 ■
Page 30

♦ Schieben Sie den Fülldraht durch die Drahtdurchführung C (siehe Abb. 9).
Abb. 9
♦ Führen Sie den Draht entlang der Vorschubrolle G und schieben Sie ihn
dann in die Schlauchpaketaufnahme I (siehe Abb. 10).
♦ Sobald der Draht 1 – 2 cm aus dem Brennerhals M herausragt,
Brennertaster
Abb. 12
♦ Schalten Sie das Schweißgerät wieder aus.
♦ Schrauben Sie die Stromdüse wieder ein.
Achten Sie darauf dass die Stromdüse
verwendeten Schweißdrahtes zusammenpasst (siehe Abb. 13).
Bei dem mitgelieferte Schweißdraht (Ø 0,9 mm) muss die Stromdüse
mit dem nächstgrößeren Durchmesser von 1,0 mm verwendet werden.
wieder loslassen (siehe Abb. 12).
mit dem Durchmesser des
Abb. 10
♦ Schwenken Sie die Druckrolleineinheit E Richtung Vorschubrolle G
(siehe Abb. 11).
♦ Hängen Sie die Justierschraube D ein (siehe Abb. 11).
♦ Stellen Sie den Gegendruck mit der Justierschraube so ein, dass der
Schweißdraht fest zwischen Druckrolle und Vorschubrolle G in der
oberen Führung sitzt ohne gequetscht zu werden (siehe Abb. 11).
Abb. 11
♦ Schalten Sie das Schweißgerät am Hauptschalter
♦ Betätigen Sie die Brennertaste
Nun schiebt das Drahtvorschubsystem den Schweißdraht durch das
Schlauchpaket
und den Brenner .
.
ein.
Abb. 13
♦ Schieben Sie die Brennerdüse
den Brennerhals M (siehe Abb. 14).
Abb. 14
WARNUNG!
► Um die Gefahr eines elektrischen Schlages, einer Verletzung oder einer
Beschädigung zu vermeiden:
Ziehen Sie vor jeder Wartung oder Arbeitsvorbereiten-
–
mit einer Rechtsdrehung wieder auf
den Tätigkeit den Netzstecker aus der Netzsteckdose.
■ 26 │ DE│AT│CH
PFDS 33 A1
Page 31

Betrieb
Schweißen
Gerät ein- und ausschalten
♦ Schalten Sie das Schweißgerät am Hauptschalter ein und aus.
Wenn Sie das Schweißgerät längere Zeit nicht benutzen, ziehen Sie den
Netzstecker aus der Steckdose. Nur dann ist das Gerät völlig stromlos.
Schweißstrom einstellen
■ Mit den Schaltern auf der Vorderseite des Schweißgerätes können
die gewünschten Schweißströme eingestellt werden.
■ Wird z. B. der Schalter MIN
beträgt der Schweißstrom 48 A und die Einschaltdauer liegt bei 60 %.
■ Sind die Schalter MAX und der Schalter 2 nach unten gelegt,
beträgt der Schweißstrom 90 A und die Einschaltdauer liegt bei 10 %.
■ Der erforderliche Schweißstrom ist abhängig vom verwendeten
Schweißdrahtdurchmesser, der Materialstärke und der gewünschten
Einbrenntiefe.
1 48 A 70 A
2 60 A 90 A
und der Schalter 1 nach oben gelegt,
MIN MAX
Drahtvorschub einstellen
■ Um einen konstanten Schweißzustand zu erreichen, kann mit dem
Einstellrad für Drahtvorschub eine Feineinstellung für den Drahtvorschub vorgenommen werden.
Es wird empfohlen mit einer Einstellung in Mittelstellung zu beginnen
und gegebenenfalls die Geschwindigkeit zu reduzieren oder erhöhen.
■ Der erforderliche Schweißstrom ist abhängig vom verwendeten
Schweißdrahtdurchmesser, der Materialstärke und der gewünschten
Einbrenntiefe sowie den zu überbrückenden Abständen der zu verschweißenden Werkstücke.
Überlastschutz
■ Das Schweißgerät ist gegen thermische Überlastung durch eine auto-
matische Schutzeinrichtung (Thermostat mit automatischer Wiedereinschaltung) geschützt. Die Schutzeinrichtung unterbricht bei Überlastung
den Stromkreis und die gelbe Kontrolllampe Überlastschutz leuchtet.
■ Bei Aktivierung der Schutzeinrichtung lassen Sie das Gerät abkühlen
(ca. 15 Minuten). Sobald die gelbe Kontrolllampe Überlastschutz
erlischt, ist das Gerät wieder betriebsbereit.
Schweißschutzschild
WARNUNG! GESUNDHEITSGEFAHR!
► Wenn Sie das Schweißschutzschild nicht nutzen, können vom Lichtbogen
ausgehende, gesundheitsschädliche UV-Strahlen und Hitze Ihre Augen
verletzen.
Nutzen Sie immer das Schweißschutzschild, wenn
–
Sie schweißen.
WARNUNG! VERBRENNUNGSGEFAHR!!
► Geschweißte, heiße Werkstücke sind sehr heiß, sodass Sie sich
daran verbrennen können.
Benutzen Sie immer eine Zange, um geschweißte,
–
heiße Werkstücke zu bewegen.
Nachdem Sie das Schweißgerät elektrisch angeschlossen haben, gehen
Sie wie folgt vor:
♦ Verbinden Sie das Massekabel mit der Masseklemme
schweißenden Werkstück.
Achten Sie darauf, dass ein guter elektrischer Kontakt besteht.
♦ An der zu schweißenden Stelle soll das Werkstück von Rost und Farbe
befreit werden.
♦ Wählen Sie den gewünschten Schweißstrom und den Drahtvorschub
je nach Schweißdrahtdurchmesser, Materialstärke und gewünschter
Einbrenntiefe.
♦ Schalten Sie das Gerät ein.
♦ Halten Sie das Schweißschutzschild
die Brennerdüse
werden soll.
♦ Betätigen Sie den Brennertaster
Brennt der Lichtbogen, fördert das Gerät Draht in das Schweißbad.
♦ Ist die Schweißlinse groß genug, wird der Brenner
gewünschten Kante entlang geführt.
Der Abstand zwischen Brennerdüse und Werkstück sollte möglichst
kurz sein (keinesfalls größer als 10 mm).
♦ Gegebenenfalls leicht pendeln, um das Schweißbad etwas zu vergrößern.
Für die weniger Erfahrenen besteht die erste Schwierigkeit in der Bildung
eines vernünftigen Lichtbogens, d. h. in der richtigen Einstellung von
Schweißstrom und Drahtvorschubgeschwindigkeit.
♦ Die optimale Einstellung von Schweißstrom und Drahtvorschubge-
schwindigkeit ermitteln Sie anhand von Tests auf einem Probestück.
Ein gut eingestellter Lichtbogen hat einen weichen, gleichmäßigen
Summton.
Die Einbrenntiefe sollte möglichst tief sein, das Schweißbad jedoch
nicht durch das Werkstück hindurch fallen.
Bei einem rauen oder harten Knattern verringern Sie die Drahtvorschubgeschwindigkeit oder schalten in eine höhere Leistungsstufe
(Schweißstrom erhöhen).
Ist die Drahtvorschubgeschwindigkeit zu hoch und/oder der Schweißstrom zu niedrig, kann der Schweißdraht nicht richtig abschmelzen und
taucht immer wieder in das Schweißbett bis aufs Werkstück ein.
Ein ruhiger dumpfer Ton mit flackerndem Lichtbogen weist auf zu
wenig Drahtvorschub hin.
an die Stelle des Werkstücks, an der geschweißt
vor das Gesicht und führen Sie
um einen Lichtbogen zu erzeugen.
langsam an der
mit dem zu
PFDS 33 A1
♦ Erhöhen Sie die Drahtvorschubgeschwindigkeit oder schalten sie auf
den niedrigeren Schweißstrom.
Durch einen zu hohen Schweißstrom schmilzt der Draht schon bevor
dieser überhaupt im Schweißbett ist. Die Folge ist eine Tropfenbildung
am Schweißdraht sowie Spritzen und ein unruhiger Lichtbogen.
♦ Die Schlacke darf erst nach dem Abkühlen von der Naht entfernt
werden.
DE│AT│CH │ 27 ■
Page 32

Um eine Schweißung an einer unterbrochenen Naht fortzusetzen:
♦ Entfernen Sie zuerst die Schlacke an der Ansatzstelle.
♦ In der Nahtfuge wird der Lichtbogen gezündet, zur Anschlussstelle
geführt, dort richtig aufgeschmolzen und anschließend die Schweißnaht weitergeführt.
VORSICHT!
► Beachten Sie, dass der Brenner nach dem Schweißen immer auf einer
isolierten Ablage abgelegt werden muss.
♦ Schalten Sie das Schweißgerät nach Beendigung der Schweißarbeiten
und bei Pausen immer aus, und ziehen Sie stets den Netzstecker aus
der Steckdose.
Schweißnaht
Stechnaht oder stoßendes Schweißen
Der Brenner wird nach vorne geschoben.
Ergebnis: Die Einbrandtiefe ist kleiner, Nahtbreite größer, Nahtoberraupe
flacher und die Bindefehlertoleranz größer.
Schleppnaht oder ziehendes Schweißen
Der Brenner wird von der Schweißnaht weggezogen.
Ergebnis: Einbrandtiefe größer, Nahtbreite kleiner, Nahtoberraupe höher
und die Bindefehlertoleranz kleiner.
Schweißverbindungen
Es gibt zwei grundlegende Verbindungsarten in der Schweißtechnik:
Stumpf- und Eckschweißung (Außenecke, Innenecke und Überlappung).
Flache Stumpfschweißverbindungen
Schweißungen sollten ohne Unterbrechung und mit ausreichender Eindringtiefe ausgeführt werden, daher ist eine gute Vorbereitung äußerst wichtig.
■ Die Faktoren, welche die Qualität des Schweißergebnisses beeinflus-
sen, sind: die Stromstärke, der Abstand zwischen den Schweißkanten,
die Neigung des Brenners und der entsprechende Durchmesser des
Schweißdrahtes.
■ Je steiler der Brenner gegenüber dem Werkstück gehalten wird, desto
höher ist die Eindringtiefe und umgekehrt.
■ Um Verformungen, die während der Materialhärtung eintreten können,
zuvorzukommen oder diese zu verringern, ist es gut, dort wo es möglich ist, die Werkstücke mit einer Vorrichtung, die dem Zusammenziehen
oder Verformen des Materials entgegenwirkt, zu fixieren.
■ Es ist zu vermeiden, die verschweißte Struktur zu versteifen, damit
Brüche in der Schweißung vermieden werden. Diese Schwierigkeiten
können verringert werden, wenn die Möglichkeit besteht, das Werkstück so zu drehen, dass die Schweißung in zwei entgegengesetzten
Durchgängen durchgeführt werden kann.
Stumpfschweißverbindungen
Bei Stumpfschweißverbindungen bis zu 2 mm Stärke werden die Schweißkanten vollständig aneinandergebracht.
Für größere Stärken ist nach untenstehender Tabelle zu verfahren:
d
S
S= 1 - 3 mm 3 - 4 mm 4 - 6 mm
Fläche d= 0,5 - 1,5 mm 1,5 - 2,5 mm 2 - 3 mm
Stirnfläche
d=
Senkrechte
d=
1 - 2 mm 2 - 3 mm 3 - 4 mm
1 - 1,5 mm 1,5 - 2,5 mm 2 - 3 mm
Schweißverbindungen an der Außenecke
Eine Vorbereitung dieser Art ist sehr einfach.
Bei stärkeren Materialien ist sie jedoch nicht mehr zweckmäßig. In diesem
Fall ist es besser, eine Verbindung wie nebenstehend vorzubereiten, bei der
die Kante einer Platte angeschrägt wird.
45°
■ 28 │ DE│AT│CH
PFDS 33 A1
Page 33

Schweißverbindungen in der Innenecke
Die Vorbereitung dieser Schweißverbindung ist sehr einfach und wird bis
zu Stärken von 5 mm durchgeführt. Das Maß „d“ muss auf das Minimum
reduziert werden und soll in jedem Fall kleiner als 2 mm sein.
d
Bei stärkeren Materialien ist sie jedoch nicht mehr zweckmäßig. In diesem
Fall ist es besser, eine Verbindung wie nebenstehend vorzubereiten, bei
der die Kante einer Platte angeschrägt wird.
45°45°
Überlappungsschweißverbindungen
Die gebräuchlichste Vorbereitung ist die mit geraden Schweißkanten.
Die Schweißung lässt sich durch eine normale Winkelschweißnaht lösen.
Die beiden Werkstücke müssen so nah wie möglich aneinandergebracht
werden.
■ Abgenützte an der Isolation beschädigte Kabel und stromführende Teile
des Fülldrahtschweißgerätes sind gefährlich und können die Funktion
des Geräts beeinträchtigen.
■ Reparaturen dürfen nur von autorisierten Fachwerkstätten oder ähnlich
qualifizierten Personen durchgeführt werden.
■ Trennen Sie vor allen Wartungs- und Reparaturarbeiten das Gerät vom
Netz.
Drahtvorschub
■ Regelmäßige Reinigung von Drahtvorschubantrieb und Ersatz abgenützter
Drahtvorschubrollen.
■ Ausblasen der Stahlseele mit Druckluft.
■ Spannfeder der Andruckrolle nicht zu fest spannen. Ein zu hoher
Anpressdruck führt zu hohem Abrieb des Stahldrahtes. Der dadurch
entstehende Staub lagert sich in der Führungsspirale ab und führt zu
ungleichmäßigem Austritt des Schweißdrahtes, wodurch keine gleichmäßige Schweißnaht möglich ist.
Schlauchpaket
■ Schlauchpaket vor äußeren Beschädigungen schützen.
■ Nicht über scharfe Kanten oder Gegenstände ziehen.
■ Nicht mit Fahrzeugen überfahren.
■ Das Schlauchpaket regelmäßig reinigen.
■ Stromdüse und Brennerdüse sind Verschleißteile.
■ Die Stromdüse ist der Strahlungswärme und der Reibung durch den
Draht ausgesetzt und muss regelmäßig kontrolliert und ausgetauscht
werden.
■ An der Brennerdüse lagern sich Schweißspritzer an, diese müssen
unbedingt regelmäßig entfernt werden.
■ Bei Überkopfschweißen ist eine häufige Reinigung notwendig.
■ Verwenden Sie vor und nach dem Schweißen Düsenfett bzw. Düsen-
spray. Dies verhindert, dass sich zu viele Spritzer ansetzen.
Reinigung und Pflege
WARNUNG!
► Um die Gefahr eines elektrischen Schlages, einer Verletzung oder einer
Beschädigung zu vermeiden:
Ziehen Sie vor jeder Reinigung den Netzstecker aus
–
der Netzsteckdose.
– Tauchen Sie das Fülldrahtschweißgerät und das
Zubehör nie in Wasser.
– Lassen Sie das Fülldrahtschweißgerät und das Zube-
hör abkühlen, bevor Sie es reinigen.
– Verwenden Sie keinesfalls scheuernde, ätzende oder
kratzende Reinigungsmittel. Dadurch könnte das
Gerät beschädigt werden.
■ Halten Sie das Fülldrahtschweißgerät sauber. Schweißgeräte müssen
von Staubablagerungen befreit werden, um die Kühlung zu gewährleisten. In besonders verschmutzter Luft ist eine monatliche Reinigung
mittels Druckluft erforderlich.
■ Schützen Sie das Fülldrahtschweißgerät vor Metallstaub.
■ Lagern Sie das Fülldrahtschweißgerät in einem trockenen Raum, gesi-
chert vor dem Zugriff Unbefugter und Kindern.
■ Achten Sie auf den Zustand der Schweißkabel, des Brenners sowie der
Masseklemme.
Schweißgerät
■ Transformator des Schweißgerätes muss von Staubablagerungen
befreit werden, um die Kühlung zu gewährleisten. In besonders verschmutzter Luft ist eine monatliche Reinigung mittels Druckluft erforderlich.
■ Schützen Sie das Schweißgerät vor Metallstaub.
PFDS 33 A1
DE│AT│CH │ 29 ■
Page 34

Fehlersuche
Störung Mögliche Ursache Behebung
Keine Funktion. Falscher Netzanschluss. Netzsicherung prüfen bzw. Netzanschluss vom Fachmann prüfen lassen.
Überlastschutz hat
angesprochen.
Unregelmäßiger Drahtvorschub. Zu wenig Anpressdruck an der
Vorschubrolle.
Draht liegt nicht richtig in
der Nut der Vorschubrolle
oder die Nut ist zu groß
oder Drahtvorschubrolle
abgenutzt.
Schlecht gespulter Draht;
Drahtkreuzungen.
Kein Drahtvorschub. Brennerschalter oder
Steuerleitung im
Schlauchpaket defekt.
Drahtvorschub nicht regelbar. Einstellrad oder Steuerplatine
kaputt.
Kein Schweißstrom bei normal
funktionierendem Drahtvorschub.
Brenner wird zu heiß. Stromdüse lose oder zu groß. Stromdüse festschrauben oder auswechseln.
Schweißstrom zu niedrig. Schlechter Massekontakt. Masseklemme und -kabel bzw. Schlauchpaket überprüfen.
Schlauchpaket oder
Massekabel defekt.
Steuerplatine defekt.
Gerät abkühlen lassen.
Anpressdruck erhöhen.
Draht richtig in die Nut der Vorschubrolle einlegen oder gegebenenfalls die
Vorschubrolle wechseln.
Drahtrolle auswechseln.
Kontaktieren Sie bitte unsere Servicestelle.
Kontaktieren Sie bitte unsere Servicestelle.
Schlauchpaket und Massekabel prüfen oder gegebenenfalls Servicestelle
kontaktieren.
Gegebenenfalls Servicestelle kontaktieren.
■ 30 │ DE│AT│CH
PFDS 33 A1
Page 35

Entsorgung
Die Verpackung besteht aus umweltfreundlichen Materialien, die Sie
über die örtlichen Recyclingstellen entsorgen können.
Werfen Sie Elektrowerkzeuge nicht in den Hausmüll!
Bedienungsanleitung abgeraten oder vor denen gewarnt wird, sind unbedingt zu vermeiden.
Das Produkt ist nur für den privaten und nicht für den gewerblichen Gebrauch bestimmt. Bei missbräuchlicher und unsachgemäßer Behandlung,
Gewaltanwendung und bei Eingriffen, die nicht von unserer autorisierten
Service-Niederlassung vorgenommen wurden, erlischt die Garantie.
Gemäß Europäischer Richtlinie 2012/19/EU müssen verbrauchte Elektrowerkzeuge getrennt gesammelt und einer umweltgerechten Wiederverwertung zugeführt werden.
Geben Sie das Gerät über die angebotenen Sammeleinrichtungen zurück.
Über Entsorgungsmöglichkeiten für ausgediente Elektrowerkzeuge informieren Sie sich bitte bei Ihrer Gemeinde- oder Stadtverwaltung.
Garantie der
Kompernaß Handels GmbH
Sehr geehrte Kundin, sehr geehrter Kunde,
Sie erhalten auf dieses Gerät 3 Jahre Garantie ab Kaufdatum. Im Falle von
Mängeln dieses Produkts stehen Ihnen gegen den Verkäufer des Produkts
gesetzliche Rechte zu. Diese gesetzlichen Rechte werden durch unsere im
Folgenden dargestellte Garantie nicht eingeschränkt.
Garantiebedingungen
Die Garantiefrist beginnt mit dem Kaufdatum. Bitte bewahren Sie den
Original-Kassenbon gut auf. Diese Unterlage wird als Nachweis für den
Kauf benötigt.
Tritt innerhalb von drei Jahren ab dem Kaufdatum dieses Produkts ein Material- oder Fabrikationsfehler auf, wird das Produkt von uns – nach unserer
Wahl – für Sie kostenlos repariert oder ersetzt. Diese Garantieleistung
setzt voraus, dass innerhalb der Drei-Jahres-Frist das defekte Gerät und der
Kaufbeleg (Kassenbon) vorgelegt und schriftlich kurz beschrieben wird,
worin der Mangel besteht und wann er aufgetreten ist.
Wenn der Defekt von unserer Garantie gedeckt ist, erhalten Sie das reparierte oder ein neues Produkt zurück. Mit Reparatur oder Austausch des
Produkts beginnt kein neuer Garantiezeitraum.
Garantiezeit und gesetzliche
Mängelansprüche
Die Garantiezeit wird durch die Gewährleistung nicht verlängert. Dies gilt
auch für ersetzte und reparierte Teile. Eventuell schon beim Kauf vorhandene Schäden und Mängel müssen sofort nach dem Auspacken gemeldet
werden. Nach Ablauf der Garantiezeit anfallende Reparaturen sind
kostenpflichtig.
Garantieumfang
Das Gerät wurde nach strengen Qualitätsrichtlinien sorgfältig produziert
und vor Auslieferung gewissenhaft geprüft.
Die Garantieleistung gilt für Material- oder Fabrikationsfehler. Diese
Garantie erstreckt sich nicht auf Produktteile, die normaler Abnutzung
ausgesetzt sind und daher als Verschleißteile angesehen werden können
oder für Beschädigungen an zerbrechlichen Teilen, z. B. Schalter, Akkus,
Backformen oder Teile die aus Glas gefertigt sind.
Diese Garantie verfällt, wenn das Produkt beschädigt, nicht sachgemäß
benutzt oder gewartet wurde. Für eine sachgemäße Benutzung des Produkts
sind alle in der Bedienungsanleitung aufgeführten Anweisungen genau
einzuhalten. Verwendungszwecke und Handlungen, von denen in der
Abwicklung im Garantiefall
Um eine schnelle Bearbeitung ihres Anliegens zu gewährleisten, folgen Sie
bitte den folgenden Hinweisen:
■ Bitte halten Sie für alle Anfragen den Kassenbon und die Artikelnummer
(z. B. IAN 12345) als Nachweis für den Kauf bereit.
■ Die Artikelnummer entnehmen Sie bitte dem Typenschild, einer Gravur,
auf dem Titelblatt ihrer Anleitung (unten links) oder als Aufkleber auf
der Rück- oder Unterseite.
■ Sollten Funktionsfehler oder sonstige Mängel auftreten, kontaktieren
Sie zunächst die nachfolgend benannte Serviceabteilung telefonisch
oder per E-Mail.
■ Ein als defekt erfasstes Produkt können Sie dann unter Beifügung des
Kaufbelegs (Kassenbon) und der Angabe, worin der Mangel besteht
und wann er aufgetreten ist, für Sie portofrei an die Ihnen mitgeteilte
Service-Anschrift übersenden.
Auf www.lidl-service.com können Sie diese und viele weitere
Handbücher, Produktvideos und Software herunterladen.
Service
WARNUNG!
► Lassen Sie Ihre Geräte von der Servicestelle oder einer Elektro-
fachkraft und nur mit Original-Ersatzteilen reparieren. Damit wird
sichergestellt, dass die Sicherheit des Gerätes erhalten bleibt.
► Lassen Sie den Austausch des Steckers oder der Netzleitung
immer vom Hersteller des Gerätes oder seinem Kundendienst
ausführen. Damit wird sichergestellt, dass die Sicherheit des Gerätes
erhalten bleibt.
Service Deutschland
Tel.: 0800 5435 111
(Kostenfrei aus dem dt. Festnetz/Mobilfunknetz)
E-Mail: kompernass@lidl.de
Service Österreich
Tel.: 0820 201 222 (0,15 EUR/Min.)
E-Mail: kompernass@lidl.at
Service Schweiz
Tel.: 0842 665566
(0,08 CHF/Min., Mobilfunk max. 0,40 CHF/Min.)
E-Mail: kompernass@lidl.ch
IAN 280331
Importeur
Bitte beachten Sie, dass die folgende Anschrift keine Serviceanschrift ist.
Kontaktieren Sie zunächst die benannte Servicestelle.
KOMPERNASS HANDELS GMBH
BURGSTRASSE 21
44867 BOCHUM
GERMANY
www.kompernass.com
PFDS 33 A1
DE│AT│CH │ 31 ■
Page 36

Original-Konformitätserklärung
Wir, KOMPERNASS HANDELS GMBH, Dokumentenverantwortlicher:
Herr Semi Uguzlu, BURGSTR. 21, 44867 BOCHUM, DEUTSCHLAND,
erklären hiermit, dass dieses Produkt mit den folgenden Normen,
normativen Dokumenten und EG-Richtlinien übereinstimmt:
EG-Niederspannungsrichtlinie
(2014 / 35 / EU)
Elektromagnetische Verträglichkeit
(2014 / 30 / EU)
RoHS Richtlinie
(2011 / 65 / EU)*
*Die alleinige Verantwortung für die Ausstellung dieser Konformitätserklärung trägt der Hersteller. Der oben beschriebene Gegenstand der
Erklärung erfüllt die Vorschriften der Richtlinie 2011/65/EU des
Europäischen Parlaments und des Rates vom 8. Juni 2011 zur
Beschränkung der Verwendung bestimmter gefährlicher Stoffe in Elektround Elektronikgeräten.
Angewandte harmonisierte Normen:
EN 60974-1: 2012
EN 60974-10: 2014/A1: 2015
EN 50581: 2012
Typ / Gerätebezeichnung:
Fülldraht-Schweißgerät PFDS 33 A1
Herstellungsjahr: 08 - 2016
Seriennummer: IAN 280331
Bochum, 29.07.2016
Semi Uguzlu
- Qualitätsmanager -
Technische Änderungen im Sinne der Weiterentwicklung sind vorbehalten.
■ 32 │ DE│AT│CH
PFDS 33 A1
Page 37

KOMPERNASS HANDELS GMBH
BURGSTRASSE 21
44867 BOCHUM
DEUTSCHLAND / GERMANY
www.kompernass.com
Last Information Update · Stand der Informationen:
08 / 2016 · Ident.-No.: PFDS33A1-082016-3
IAN 280331
 Loading...
Loading...