

Page 1

Cat. No.
I51E-FR-03
Système de contrôle d’axes Trajexia
TJ1-MC04, TJ1-MC16, TJ1-ML04, TJ1-ML16, TJ1-PRT, TJ1-DRT, TJ1-FL02
MANUEL DE RÉFÉRENCE DU MATÉRIEL
Page 2
Avis
Les produits Omron sont conçus pour être utilisés par un utilisateur qualifié,
en respectant les procédures appropriées et uniquement aux fins précisées
dans le présent document.
Les conventions suivantes sont utilisées dans ce manuel pour indiquer
et catégoriser les consignes de sécurité. Respectez toujours les informations
fournies. Le non-respect de ces consignes peut entraîner des blessures ou des
dégâts matériels.
Définition des informations de sécurité
ATTENTION DANGER
Indique une situation dangereuse qui, si elle n’est pas évitée,
peut entraîner des blessures graves ou mortelles.
AVERTISSEMENT
Indique une situation potentiellement dangereuse qui, si elle n’est
pas évitée, peut provoquer des blessures graves ou mortelles.
/ i
Attention
Indique une situation potentiellement dangereuse qui, si elle n’est
pas évitée, risque d’entraîner des blessures mineures
ou modérées, ou des dégâts matériels.
Marques et droits d’auteur
PROFIBUS est une marque déposée de PROFIBUS International.
MECHATROLINK est une marque déposée de Yaskawa Corporation.
DeviceNet est une marque déposée de Open DeviceNet Vendor Assoc Inc.
CIP est une marque déposée de Open DeviceNet Vendor Assoc Inc.
Révision 3.0
Trajexia est une marque déposée d’Omron.
Motion Perfect est une marque déposée de Trio Motion Technology Ltd.
MANUEL DE RÉFÉRENCE DU MATÉRIEL 2
© OMRON, 2007
Tous droits réservés. Aucune partie de cette publication ne peut être reproduite, stockée
dans un système de mémoire ou transmise, sous quelque forme ou par quelque moyen
mécanique, électronique, photocopie, enregistrement que ce soit, sans l’accord écrit
préalable d’Omron.
L’utilisation des informations contenues ci-après n’entraîne aucunement la responsabilité
d’Omron. De plus, dans un souci d’améliorer la qualité de ses produits, Omron se réserve le
droit de modifier toute information contenue dans le présent manuel sans avis préalable. Toutes les précautions ont été prises lors de l’élaboration de ce manuel. Toutefois, Omron ne peut
être tenu responsable des erreurs ou omissions. Les dommages résultant de l’utilisation des
informations contenues dans cette publication n’entraînent aucune responsabilité.
Page 3
À propos de ce manuel
Nom Cat. No. Contenu
Le présent manuel décrit l’installation et l’utilisation du système de contrôle
d’axes Trajexia.
Veuillez lire attentivement ce manuel et tous les manuels repris dans le tableau
suivant et vous assurer d'avoir bien compris les informations qu’ils contiennent
avant d’essayer d’installer ou d’utiliser les cartes de contrôle d’axes Trajexia.
N’oubliez pas de lire les précautions fournies dans les sections suivantes.
/ i
Nom Cat. No. Contenu
Système de contrôle
d’axes Trajexia GUIDE DE DÉMARRAGE
RAPIDE
Système de contrôle
d’axes Trajexia - MANUEL DE
RÉFÉRENCE DU MATÉRIEL
Système de contrôle
d’axes Trajexia MANUEL DE
PROGRAMMATION
Manuel du servodriver
série Sigma-II
Manuel du servodriver
de série JUNMA
Révision 3.0
Manuel JUSP-NS115 SIEP C71080001 Décrit l’installation et l’utilisa-
I50E Fournit des informations
permettant de se familiariser
avec le système Trajexia
et décrit une configuration de
test visant à déplacer un seul
axe via MECHATROLINK-II.
I51E Décrit l’installation et les
caractéristiques matérielles
des cartes Trajexia. Explique
également la philosophie
du système Trajexia.
I52E
SIEP S800000 15
TOEP-C71080603 01-OY
Décrit les commandes BASIC
à utiliser pour programmer
le système Trajexia, explique
les protocoles de communication et le logiciel Trajexia Tools,
fournit des exemples pratiques
et des informations de résolution des problèmes.
Décrit l’installation et l’utilisation
des servodrivers Sigma-II.
Décrit l’installation et l’utilisation
des servodrivers JUNMA.
tion du module d’application
MECHATROLINK-II.
Manuel des servodrivers
Sigma-III avec interface
MECHATROLINK-II
Variateur V7 TOEP C71060605 02-OY Décrit l’installation et l’utilisa-
Variateur F7Z TOE S616-55 1-OY Décrit l’installation et l’utilisa-
Variateur G7 TOE S616-60 Décrit l’installation et l’utilisa-
Interface MECHATROLINK SI-T
pour variateurs G7 et F7
Interface MECHATROLINK
ST-T / V7 pour variateurs V7
Modules d’E/S MECHATROLINK
Commandes de communication SYSMAC série CS / CJ
SIEP S800000 11 Décrit l’installation et l’utilisa-
tion des servodrivers SigmaIII avec une interface
MECHATROLINK.
tion des variateurs V7.
tion des variateurs F7Z.
tion des variateurs G7.
SIBP-C730600-08 Décrit l’installation et l’utilisa-
tion des interfaces MECHATROLINK pour les variateurs
G7 et F7.
SIBP-C730600-03
SIE C887-5
W342 Décrit le protocole de com-
Décrit l’installation et l’utilisation
des interfaces MECHATROLINK pour les variateurs V7.
Décrit l’installation et l’utilisation
des modules d’entrées et de
sorties MECHATROLINK et du
répéteur MECHATROLINK-II.
munication FINS et les commandes FINS.
AVERTISSEMENT
Une lecture partielle ou une mauvaise compréhension des informations
contenues dans ce manuel peut provoquer des dysfonctionnements
ou endommager les appareils, et présente des risques de blessures
corporelles, voire un danger de mort. Veuillez lire attentivement chaque
chapitre dans son intégralité. Il est essentiel de bien comprendre les
informations de chaque chapitre et des chapitres qui lui sont associés
avant d’entamer toute procédure ou opération.
MANUEL DE RÉFÉRENCE DU MATÉRIEL 3
Page 4
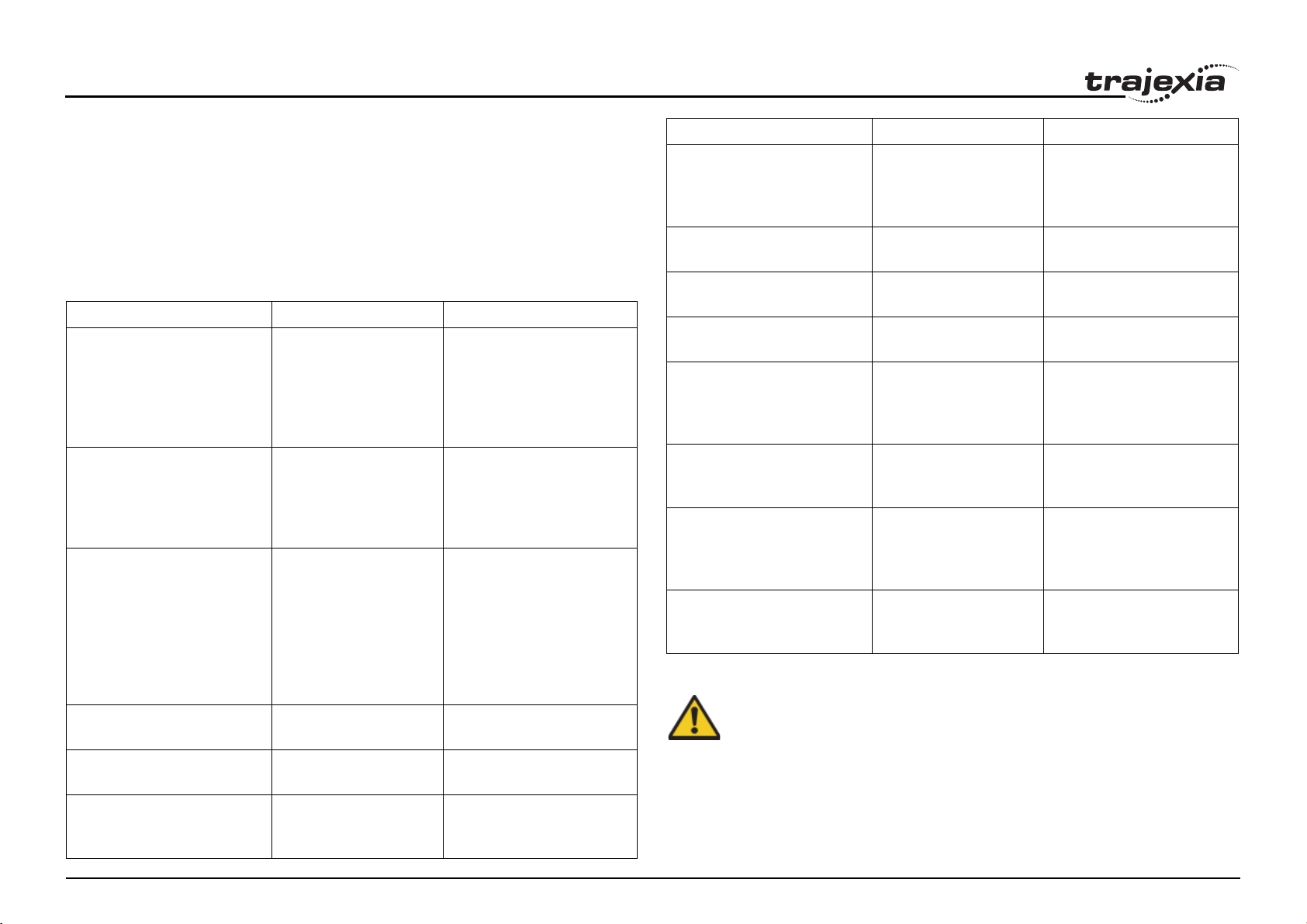
Fonctions prises en charge par les versions
Lors du développement du système Trajexia, de nouvelles fonctionnalités
ont été ajoutées au contrôleur après sa mise sur le marché.
Ces fonctionnalités sont mises en œuvre dans le firmware et / ou dans
le FPGA du contrôleur.
Le tableau ci-dessous présente les fonctionnalités concernées en fonction
de la version du firmware et du FPGA du TJ1-MC__.
/ i
Fonctionnalité Version firmware
du TJ1-MC__
Prise en charge complète
TJ1-FL02
Prise en charge des commandes BASIC FINS_COMMS
Prise en charge de TJ1-DRT 1.6509 Toutes les versions
Prise en charge de TJ1-MC04
et TJ1-ML04
1.6509 21 et ultérieure
1.6509 Toutes les versions
1.6607 21 et ultérieure
Version FPGA
du TJ1-MC__
Vérifiez la version du firmware et du FPGA du TJ1-MC__
Connectez le TJ1-MC__ au logiciel Trajexia Tools. Consultez le Manuel
de programmation.
Ouvrez la fenêtre de terminal et tapez les commandes suivantes :
Tapez
PRINT VERSION dans la fenêtre de terminal. Le paramètre de version
renvoie le numéro de version actuel du firmware pour le contrôleur d’axes.
Tapez
PRINT FPGA_VERSION SLOT(-1)
dans la fenêtre de terminal.
Ce paramètre renvoie le numéro de version actuel du FPGA pour le TJ1-MC__.
Révision 3.0
MANUEL DE RÉFÉRENCE DU MATÉRIEL 4
Page 5
Contenu
1 Avertissements et précautions de sécurité................................................................................................................................................8
1.1 Public visé.........................................................................................................................................................................................................................................8
1.2 Précautions générales ......................................................................................................................................................................................................................8
1.3 Précautions de sécurité ....................................................................................................................................................................................................................8
1.4 Précautions liées à l’environnement d’utilisation ..............................................................................................................................................................................9
1.5 Précautions en matière d’application..............................................................................................................................................................................................10
1.6 Précautions à prendre lors du montage de cartes..........................................................................................................................................................................13
1.7 Conformité aux directives européennes .........................................................................................................................................................................................13
1.7.1 Concepts ..........................................................................................................................................................................................................................13
1.7.2 Conformité aux directives européennes ...........................................................................................................................................................................13
2 Philosophie du système.............................................................................................................................................................................14
2.1 Introduction .....................................................................................................................................................................................................................................14
2.2 Concepts liés au contrôle d’axes ....................................................................................................................................................................................................16
2.2.1 Contrôle PTP....................................................................................................................................................................................................................17
2.2.2 Contrôle CP ......................................................................................................................................................................................................................20
2.2.3 Contrôle EG......................................................................................................................................................................................................................22
2.2.4 Autres opérations .............................................................................................................................................................................................................25
2.3 Principes d’un servosystème ..........................................................................................................................................................................................................27
2.4 Architecture du système Trajexia ..................................................................................................................................................................................................30
2.5 Temps de cycle ..............................................................................................................................................................................................................................31
2.6 Contrôle de programmes et multitâches.........................................................................................................................................................................................37
2.7 Séquence de contrôle et axes ........................................................................................................................................................................................................40
2.7.1 Générateur de profil..........................................................................................................................................................................................................41
2.7.2 Boucle de position ............................................................................................................................................................................................................41
2.7.3 Séquence d’axes..............................................................................................................................................................................................................41
2.7.4 Type d’axe........................................................................................................................................................................................................................41
2.8 Tampons de contrôle .....................................................................................................................................................................................................................48
2.9 Système mécanique .......................................................................................................................................................................................................................50
3 Référence du matériel ................................................................................................................................................................................51
3.1 Introduction .....................................................................................................................................................................................................................................51
3.1.1 Caractéristiques générales de Trajexia ............................................................................................................................................................................52
3.1.2 Trajexia Tools...................................................................................................................................................................................................................53
3.1.3 Présent manuel ................................................................................................................................................................................................................53
3.2 Toutes les cartes ...........................................................................................................................................................................................................................54
Révision 3.0
MANUEL DE RÉFÉRENCE DU MATÉRIEL 5
3.2.1 Installation du système ....................................................................................................................................................................................................54
3.2.2 Environnement et stockage pour toutes les cartes ..........................................................................................................................................................61
3.2.3 Dimensions des cartes ....................................................................................................................................................................................................62
3.2.4 Raccorder les connecteurs Weidmüller............................................................................................................................................................................64
Page 6
Révision 3.0
Contenu
3.3 Carte d’alimentation (PSU) .............................................................................................................................................................................................................66
3.3.1 Introduction.......................................................................................................................................................................................................................66
3.3.2 Connexions PSU ..............................................................................................................................................................................................................66
3.3.3 Caractéristiques PSU .......................................................................................................................................................................................................67
3.3.4 Contenu de l’emballage de la carte d’alimentation...........................................................................................................................................................67
3.4 TJ1-MC__ ......................................................................................................................................................................................................................................68
3.4.1 Introduction.......................................................................................................................................................................................................................68
3.4.2 Affichage LED...................................................................................................................................................................................................................69
3.4.3 Connexions du TJ1-MC__................................................................................................................................................................................................70
3.4.4 Batterie .............................................................................................................................................................................................................................76
3.4.5 Caractéristiques TJ1-MC__..............................................................................................................................................................................................77
3.4.6 TJ1-TER ...........................................................................................................................................................................................................................78
3.4.7 Contenu de l’emballage du TJ1-MC__.............................................................................................................................................................................78
3.5 TJ1-ML__........................................................................................................................................................................................................................................79
3.5.1 Introduction.......................................................................................................................................................................................................................79
3.5.2 Description des voyants ...................................................................................................................................................................................................80
3.5.3 Connexion de la carte TJ1-ML__ .....................................................................................................................................................................................80
3.5.4 Caractéristiques de la carte TJ1-ML__ ............................................................................................................................................................................84
3.5.5 Contenu de l’emballage de la carte TJ1-ML__.................................................................................................................................................................85
3.5.6 Servodrivers MECHATROLINK-II série Sigma-II .............................................................................................................................................................85
3.5.7 Servodrivers MECHATROLINK-II série Junma ................................................................................................................................................................92
3.5.8 Variateur MECHATROLINK-II V7.....................................................................................................................................................................................98
3.5.9 Variateurs MECHATROLINK-II F7 et G7 .......................................................................................................................................................................102
3.5.10 Esclaves d’E/S numériques MECHATROLINK-II ..........................................................................................................................................................107
3.5.11 Module d’entrées analogiques 4 canaux MECHATROLINK-I / II ...................................................................................................................................117
3.5.12 Module de sorties analogiques 2 canaux MECHATROLINK-I / II ..................................................................................................................................123
3.5.13 Répéteur MECHATROLINK-II ........................................................................................................................................................................................128
3.6 TJ1-PRT .......................................................................................................................................................................................................................................131
3.6.1 Introduction.....................................................................................................................................................................................................................131
3.6.2 Description des voyants .................................................................................................................................................................................................131
3.6.3 Sélecteurs de numéro de nœud .....................................................................................................................................................................................132
3.6.4 Connexions TJ1-PRT .....................................................................................................................................................................................................132
3.6.5 Caractéristiques TJ1-PRT .............................................................................................................................................................................................133
3.6.6 Contenu de l’emballage de la carte TJ1-PRT.................................................................................................................................................................133
3.7 TJ1-DRT .......................................................................................................................................................................................................................................134
3.7.1 Introduction.....................................................................................................................................................................................................................134
3.7.2 Description des voyants ................................................................................................................................................................................................134
3.7.3 Sélecteurs de numéro de nœud .....................................................................................................................................................................................135
3.7.4 Connexions TJ1-DRT .....................................................................................................................................................................................................136
3.7.5 Caractéristiques TJ1-DRT ..............................................................................................................................................................................................137
MANUEL DE RÉFÉRENCE DU MATÉRIEL 6
Page 7
Contenu
3.7.6 Contenu de l’emballage de la carte TJ1-DRT ................................................................................................................................................................137
3.8 TJ1-FL02 ......................................................................................................................................................................................................................................138
3.8.1 Introduction.....................................................................................................................................................................................................................138
3.8.2 Description des voyants .................................................................................................................................................................................................139
3.8.3 Connexions TJ1-FL02 ....................................................................................................................................................................................................140
3.8.4 Caractéristiques TJ1-FL02 .............................................................................................................................................................................................146
3.8.5 Codeur incrémentiel .......................................................................................................................................................................................................147
3.8.6 Codeur absolu ................................................................................................................................................................................................................149
3.8.7 Moteur à pas...................................................................................................................................................................................................................153
3.8.8 Enregistrement ...............................................................................................................................................................................................................153
3.8.9 PSWITCH matériel .........................................................................................................................................................................................................154
3.8.10 Contenu de l’emballage de la carte TJ1-FL02................................................................................................................................................................154
A Différences entre Sigma-II et Junma.......................................................................................................................................................162
Révision 3.0
MANUEL DE RÉFÉRENCE DU MATÉRIEL 7
Page 8
Avertissements et précautions de sécurité
1 Avertissements et précautions de sécurité
1.1 Public visé
Ce manuel est destiné au personnel disposant d’une connaissance des systèmes
électriques (ingénieur électricien ou équivalent) et en charge de la conception,
de l’installation et de la gestion des systèmes et des installations d’automatisation.
AVERTISSEMENT
Ne court-circuitez jamais les bornes positives et négatives des
batteries, ne chargez jamais les batteries, ne les démontez pas,
ne les déformez pas par l’application d’une force importante
et ne les jetez jamais au feu.
Les batteries risquent d’exploser, de brûler ou de couler.
1.2 Précautions générales
L’utilisateur doit se servir du produit conformément aux caractéristiques
de performances décrites dans le présent manuel.
Avant d’utiliser ce produit dans des conditions non décrites dans ce manuel
ou d’appliquer le produit à des systèmes de contrôle nucléaire, des systèmes
ferroviaires, des systèmes aéronautiques, des véhicules, des équipements
de sûreté, des usines pétrochimiques et d’autres systèmes, machines
et équipements susceptibles d’avoir des conséquences graves pour la vie
et la propriété d’autrui en cas d’utilisation inadéquate, demandez conseil
à votre revendeur Omron.
1.3 Précautions de sécurité
AVERTISSEMENT
N’essayez pas de démonter la carte et ne touchez pas aux composants internes lorsque l’appareil est sous tension.
Cela peut provoquer une décharge électrique.
AVERTISSEMENT
Ne touchez jamais les bornes ou borniers pendant que le système
est sous tension.
Révision 3.0
Cela peut provoquer une décharge électrique.
AVERTISSEMENT
Des mesures de sécurité doivent être prises par le client pour
garantir la sécurité dans le cas de signaux incorrects, manquants
ou anormaux dus à une rupture des lignes de signaux, à des interruptions momentanées de l’alimentation ou à d’autres causes.
Le non-respect de cet avertissement pourrait provoquer des accidents graves.
AVERTISSEMENT
Des circuits d’arrêt d’urgence, des circuits de verrouillage,
des interrupteurs de fin de course et des mesures de sécurité
similaires doivent être fournis par le client en tant que circuits
externes (c’est-à-dire, extérieurs au contrôle d’axes Trajexia).
Le non-respect de cet avertissement pourrait provoquer des
accidents graves.
AVERTISSEMENT
Lorsque la sortie 24 Vc.c. (alimentation d’E/S du TJ1) est surchargée ou court-circuitée, il peut y avoir une baisse de tension entraînant une désactivation des sorties. Pour se prémunir contre ce
type de problème, des mesures de sécurité externes doivent être
prises pour assurer la sécurité du système.
MANUEL DE RÉFÉRENCE DU MATÉRIEL 8
Page 9
Avertissements et précautions de sécurité
Révision 3.0
AVERTISSEMENT
Les sorties TJ1 se désactivent en cas de surcharge des transistors
de sortie (protection). Pour se prémunir contre ce type de problème, des mesures de sécurité externes doivent être prises
pour assurer la sécurité du système.
AVERTISSEMENT
Le TJ1 désactive le WDOG lorsque la fonction d’autodiagnostic
détecte une erreur. Pour se prémunir contre ce type d’erreur,
des mesures de sécurité externes doivent être prises pour assurer
la sécurité du système.
AVERTISSEMENT
Prévoyez des mesures de sécurité pour les circuits externes (extérieurs au contrôleur d’axes Trajexia, également appelé « TJ1 ») afin
de garantir la sécurité du système si une anomalie se produit à la suite
d’un dysfonctionnement du TJ1 ou d’un autre facteur externe affectant
le fonctionnement du TJ1.
Le non-respect de cet avertissement pourrait provoquer des
accidents graves.
AVERTISSEMENT
N’essayez jamais de démonter, de réparer ou de modifier les cartes.
Vous risquez de provoquer un dysfonctionnement, un incendie
ou une décharge électrique.
Attention
Assurez-vous de la sécurité de l’unité de destination avant de transférer un programme vers une autre unité ou de modifier la mémoire.
Si vous exécutez l’une de ces opérations sans vérifier la sécurité,
vous risquez de vous blesser.
Attention
Les programmes utilisateur écrits sur la carte de contrôle d’axes
ne sont pas automatiquement sauvegardés dans la mémoire flash
du TJ1 (fonction de mémoire flash).
Attention
Prêtez particulièrement attention à la polarité (+ / -) lors du raccordement de l’alimentation c.c. En effet, un raccordement incorrect
risque de faire dysfonctionner le système.
Attention
Serrez les vis du bornier de la carte d’alimentation en respectant
le couple spécifié dans le présent manuel.
Des vis mal serrées risquent de provoquer un incendie ou
un dysfonctionnement.
1.4 Précautions liées à l’environnement d’utilisation
Attention
N’utilisez pas l’unité dans l’un des endroits suivants :
À défaut, vous risquez de provoquer un dysfonctionnement,
une décharge électrique ou un incendie.
- Endroits exposés à la lumière directe du soleil.
- Endroits soumis à des températures ou des taux d’humidité
en dehors des valeurs indiquées dans les spécifications.
- Endroits soumis à la condensation due à des variations
importantes de température.
- Endroits en contact avec des gaz corrosifs ou inflammables.
- Endroits soumis à la poussière (en particulier, la limaille de fer)
ou au contact de sels.
- Endroits soumis à l’exposition d’eau, d’huile ou de produits
chimiques.
- Endroits soumis à des chocs ou à des vibrations importantes.
MANUEL DE RÉFÉRENCE DU MATÉRIEL 9
Page 10
Avertissements et précautions de sécurité
Attention
Prenez les mesures qui s’imposent lors de l’installation des
systèmes dans les endroits suivants.
Les mesures inadaptées et insuffisantes risquent d’entraîner
un dysfonctionnement.
- Endroits soumis à de l’électricité statique ou à d’autres formes
de parasites.
- Endroits soumis à des champs électromagnétiques intenses.
- Endroits susceptibles d’être exposés à de la radioactivité.
- Endroits à proximité de sources d’alimentation.
Attention
L’environnement d’utilisation du système TJ1 peut affecter
fortement sa longévité et sa fiabilité.
Un environnement d’utilisation hostile peut provoquer des
dysfonctionnements, des défaillances et d’autres problèmes
imprévisibles au niveau du système TJ1.
Au moment de l’installation, assurez-vous que l’environnement d’utilisation est conforme aux conditions spécifiées et qu’il présente toujours
les mêmes conditions tout au long de la durée de vie du système.
1.5 Précautions en matière d’application
AVERTISSEMENT
Ne démarrez pas le système avant d’avoir vérifié que les axes
sont présents et qu’ils sont du type approprié.
Le nombre d’axes flexibles change si des erreurs réseau
MECHATROLINK-II se produisent lors du démarrage ou en cas
de modification de la configuration du réseau MECHATROLINK-II.
Révision 3.0
AVERTISSEMENT
Vérifiez le fonctionnement du programme utilisateur avant
de l’exécuter sur la carte.
Le non-respect de cet avertissement risque de provoquer
un fonctionnement inattendu.
Attention
Utilisez toujours la tension d’alimentation indiquée dans
le présent manuel.
Une tension incorrecte peut provoquer des dysfonctionnements
ou un incendie.
Attention
Prenez les mesures qui s’imposent pour vous assurer que la
puissance indiquée est conforme à la tension et à la fréquence
nominales. Soyez particulièrement prudent aux endroits
où l’alimentation électrique est instable.
Une alimentation électrique incorrecte peut provoquer des
dysfonctionnements.
Attention
Posez des disjoncteurs externes et prenez également d’autres
mesures de sécurité contre les courts-circuits dans le câblage
externe.
Des mesures de sécurité insuffisantes contre les courts-circuits
peuvent provoquer un incendie.
Attention
N’appliquez jamais une tension supérieure à la tension nominale
d’entrée aux cartes d’entrées.
Une tension excessive peut provoquer un incendie.
MANUEL DE RÉFÉRENCE DU MATÉRIEL 10
Page 11
Avertissements et précautions de sécurité
Attention
N’appliquez pas de tension et ne connectez pas de charges aux cartes
de sorties qui dépassent la capacité maximale de commutation.
Une tension ou une charge excessive peut provoquer un incendie.
Attention
Pendant les essais de tension de régime, débranchez la prise
de terre fonctionnelle.
À défaut, le système pourrait subir une surchauffe.
Attention
Effectuez toujours une mise à la terre de classe 3 (100Ω ou moins)
lors de l’installation des cartes.
L’absence de connexion à la terre de classe 3 peut provoquer
une décharge électrique.
Attention
Mettez toujours le système hors tension avant de tenter d’effectuer
l’une des opérations suivantes.
À défaut, vous risquez de provoquer un dysfonctionnement
ou de recevoir une décharge électrique.
- Montage ou démontage de cartes d’extension, de cartes UC
ou d’autres cartes.
- Assemblage des cartes.
- Réglage des interrupteurs DIP et des commutateurs rotatifs.
- Connexion des câbles.
- Branchement ou débranchement des connecteurs.
Attention
Assurez-vous que toutes les vis de montage, de borne et de connecteur de câble sont serrées au couple prescrit dans le présent manuel.
Un serrage avec un couple incorrect peut provoquer des dysfonctionnements.
Attention
Laissez l’étiquette de protection contre la poussière sur la carte
pendant le câblage.
À défaut, vous risquez de provoquer un dysfonctionnement.
Attention
Lorsque le câblage est terminé, enlevez l’étiquette de protection contre
la poussière pour assurer une bonne dissipation de la chaleur.
Si vous laissez cette étiquette, vous risquez de provoquer
un dysfonctionnement.
Attention
Utilisez des bornes serties pour le câblage. Ne raccordez pas
directement de fils toronnés nus à des bornes.
Le raccordement de fils toronnés nus peut provoquer un incendie.
Attention
Vérifiez encore une fois tout le câblage avant de procéder
à la mise sous tension.
Un câblage incorrect peut provoquer une surchauffe.
Attention
Révision 3.0
Effectuez correctement les connexions.
Un câblage incorrect peut provoquer une surchauffe.
MANUEL DE RÉFÉRENCE DU MATÉRIEL 11
Page 12
Avertissements et précautions de sécurité
Attention
Installez la carte uniquement après avoir complètement vérifié
le bornier.
Attention
Vérifiez que les borniers, les câbles d’extension et les autres
éléments avec systèmes de verrouillage sont bien connectés.
Un verrouillage incorrect peut provoquer un dysfonctionnement.
Attention
Assurez-vous que le système ne sera pas perturbé avant
d’en modifier le mode de fonctionnement.
Le non-respect de cette précaution peut engendrer un
fonctionnement intempestif.
Attention
Reprenez l’exploitation uniquement après avoir transféré dans
la nouvelle carte UC le contenu du VR et de la mémoire table
nécessaire pour l’exploitation.
Le non-respect de cette précaution peut engendrer
un fonctionnement intempestif.
Attention
Lorsque vous remplacez des pièces, vérifiez que les
caractéristiques nominales des pièces neuves sont correctes.
Une différence risque de provoquer un dysfonctionnement
ou une surchauffe.
Attention
Avant de toucher le système, touchez d’abord un objet métallique
relié à la terre afin de vous décharger de toute électricité statique
qui aurait pu s’accumuler.
Le non-respect de cette consigne peut provoquer un dysfonctionnement ou des dommages.
Attention
Les câbles UTP ne sont pas blindés. Dans des environnements
exposés aux parasites, utilisez un système équipé d’un câble
blindé à paire torsadée (STP) et de concentrateurs correspondant
à un environnement FA.
Ne placez pas de câbles à paire torsadée avec des lignes
haute tension.
Ne placez pas de câbles à paire torsadée à proximité d’appareils
générant des parasites.
Ne placez pas de câbles à paire torsadée dans des endroits
exposés à un taux d’humidité élevé.
Ne placez pas de câbles à paire torsadée dans des endroits
exposés à une présence excessive de poussière et de salissure,
à des traces d’huile ou à d’autres contaminants.
Attention
Utilisez les câbles de raccordement dédiés spécifiés dans les
manuels d’utilisation pour connecter les cartes.
L’utilisation de câbles informatiques RS-232C disponibles dans
le commerce risque de provoquer des pannes des périphériques
externes ou de la carte de contrôle d’axes.
Révision 3.0
Attention
Ne tirez pas sur les câbles et ne les pliez pas au-delà des limites
qu’ils peuvent normalement supporter. Vous pourriez en effet
casser les câbles.
MANUEL DE RÉFÉRENCE DU MATÉRIEL 12
Page 13
Avertissements et précautions de sécurité
Attention
Les sorties peuvent rester activées à la suite d’un dysfonctionnement au niveau des sorties de transistor intégrées ou d’autres
circuits internes.
Pour se prémunir contre ce type de problème, des mesures de sécurité
externes doivent être prises pour assurer la sécurité du système.
Attention
Le TJ1 démarre en mode RUN à sa mise sous tension et si un
programme BASIC est défini en mode d’exécution automatique
(Auto Run).
1.6 Précautions à prendre lors du montage de cartes
Attention
Installez la carte correctement.
Toute installation incorrecte de la carte peut provoquer
un dysfonctionnement.
Attention
Veillez à placer le TJ1-TER fourni avec le TJ1-MC__ sur la carte
située la plus à droite.
Le TJ1 ne fonctionnera pas correctement en cas de montage
incorrect du TJ1-TER.
Révision 3.0
1.7 Conformité aux directives européennes
1.7.1 Concepts
Les concepts liés aux directives CEM et Basse tension sont les suivants :
Directives CEM
Les équipements Omron qui respectent les directives européennes
se conforment également aux normes relatives à la conformité
électromagnétique (CEM) correspondantes, ce qui facilite leur intégration
dans d’autres équipements ou appareils. La conformité aux normes CEM
des produits a été contrôlée. Il appartient au client de s’assurer que les
produits sont en conformité avec les normes du système qu’il utilise.
Les performances liées à la CEM des équipements Omron qui sont en
conformité avec les directives européennes varient selon la configuration,
le câblage et d’autres particularités de l’équipement ou du panneau
de commande sur lesquels ces dispositifs sont installés. Le client doit
donc effectuer le contrôle final pour vérifier que les appareils et l’ensemble
de la machine sont conformes aux normes CEM.
Directive basse tension
Vérifiez toujours que les appareils fonctionnant à des tensions comprises
entre 50 et 1 000 Vc.a. ou entre 75 et 1 500 Vc.c. répondent aux normes
de sécurité en vigueur.
1.7.2 Conformité aux directives européennes
Les contrôleurs d’axes Trajexia sont conformes aux directives européennes.
Pour garantir que l’appareil ou le dispositif sur lequel un système est utilisé
respecte les directives européennes, le système doit être installé comme suit :
1. Le système doit être installé dans un panneau de commande.
2. Une isolation renforcée ou double doit être utilisée pour les
alimentations c.c. utilisées pour l’alimentation des communications
et des E/S.
MANUEL DE RÉFÉRENCE DU MATÉRIEL 13
Page 14
Philosophie du système
2 Philosophie du système
2.1 Introduction
La philosophie du système repose sur la relation entre les éléments
suivants :
• Architecture du système
• Temps de cycle
• Contrôle de programmes et multitâches
• Séquence de contrôle et axes
• Tampons de contrôle
Il est nécessaire de bien comprendre les liens entre ces différents
concepts afin d’optimiser les résultats du système Trajexia.
2.1.1 Glossaire
Séquence de contrôle
La séquence de contrôle est chargée du contrôle de la position
des axes.
Cycle servo
Indique la fréquence d’exécution de la séquence de contrôle.
Le cycle servo doit être défini conformément à la configuration des
axes physiques. Les valeurs disponibles sont 0,5 ms, 1 ms et 2 ms.
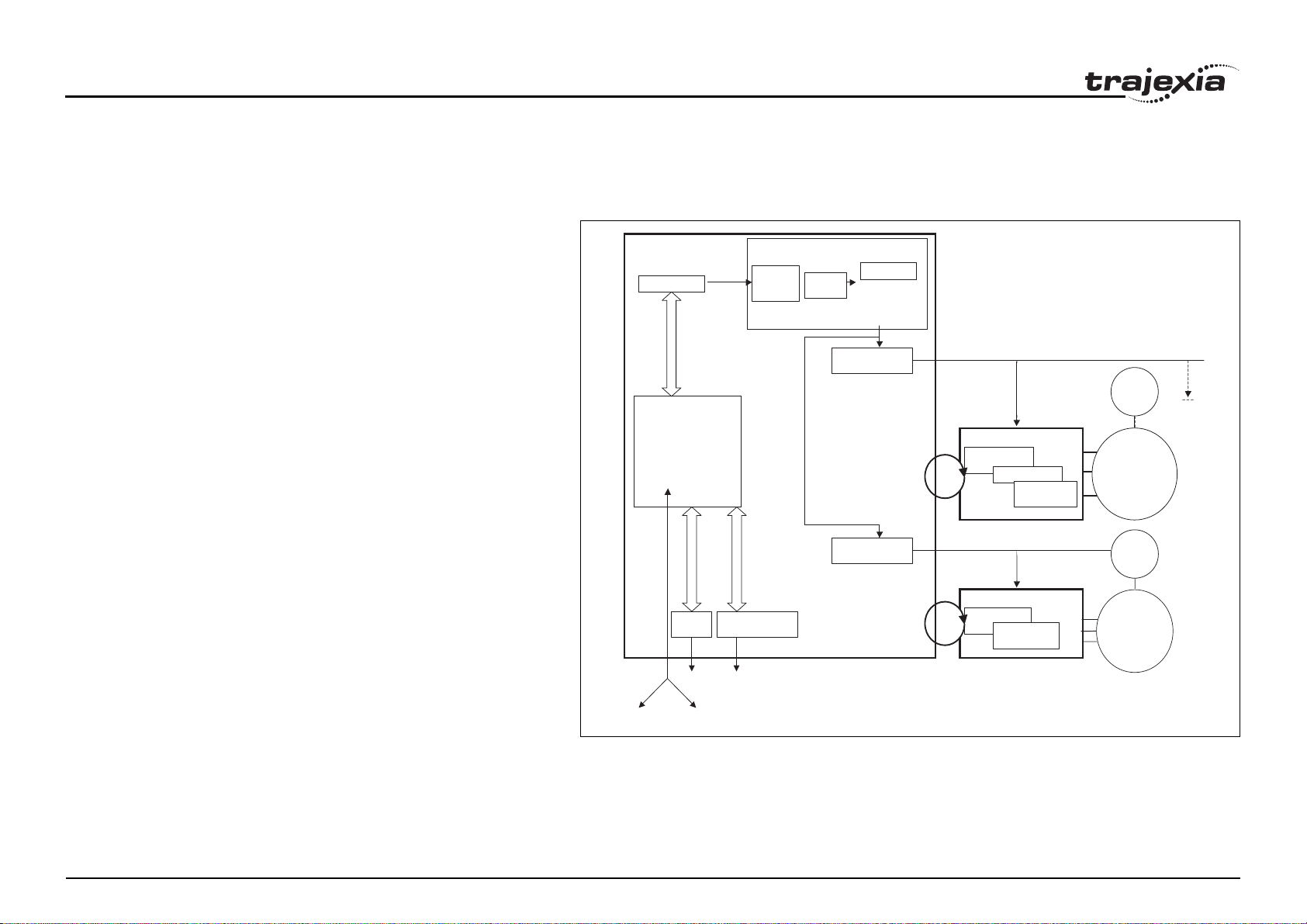
TJ1-MC16
Tampon programme
PROGRAMMES BASIC
Processus 1
Processus 2
Processus 3
…
Processus 14
Comm.
E/S MC
FINS
Ethernet
Générateur
de tampon
et de profil
TJ1-PRT
Fig. 1
BOUCLE DE CONTRÔLE D'AXES
TYPE D'AXE
TYPE D'AXE
Boucle de
Boucle de
position
position
TYPE D'AXE
TJ1-ML16
-
TJ1 FL02
Servodriver
Boucle de position
Boucle de vitesse
Boucle de vitesse
Boucle de couple
Servodriver
Boucle de vitesse
Boucle de couple
Boucle
de couple
CODEUR
Tous les
autres
servodrivers
MOTEUR
CODEUR
MOTEUR
Temps de cycle
Indique la durée nécessaire à l’exécution d’un cycle complet
d’opérations dans le TJ1-MC__. Le temps de cycle est découpé
en 4 parties temporelles de même durée, appelées « tâches UC ».
INTÉGRÉ TJ1-ML16
Ethernet
Profibus
Via
Le temps de cycle est de 1 ms si le paramètre SERVO_PERIOD
est égal à 0,5 ou 1 ms et de 2 ms si ce paramètre est égal à 2 ms.
Révision 3.0
MANUEL DE RÉFÉRENCE DU MATÉRIEL 14
Page 15
Philosophie du système
Tâches UC
Les opérations exécutées au cours de chaque tâche UC sont
les suivantes :
Tâche UC Opération
Première tâche UC Séquence de contrôle
Processus faible priorité
Deuxième tâche UC Processus haute priorité
Troisième tâche UC Séquence de contrôle (uniquement si SERVO_PERIOD = 0,5 ms)
Mise à jour voyants
Processus haute priorité
Quatrième tâche UC Communications externes
Programme
Un programme est un fragment de code BASIC.
Processus
Programme exécuté en fonction d’une priorité donnée. Les processus 0
à 12 sont des processus faible priorité et les processus 13 et 14 sont
des processus haute priorité. C’est la priorité (haute ou faible) puis
le numéro de processus (du plus élevé au plus faible) qui déterminent
la tâche UC attribuée au processus.
Révision 3.0
MANUEL DE RÉFÉRENCE DU MATÉRIEL 15
Page 16
Philosophie du système
2.2 Concepts liés au contrôle d’axes
Le TJ1-MC__ offre les types d’opérations de contrôle de position suivants :
1. Contrôle point à point (PTP)
2. Contrôle par chemin continu (CP)
3. Contrôle par réducteur électronique (EG)
Cette section présente une partie des commandes et des
paramètres utilisés dans le cadre de la programmation BASIC
pour l’application de contrôle d’axes.
Système de coordonnées
Les opérations de positionnement effectuées par le TJ1-MC__
reposent sur un système de coordonnées d’axe. Le TJ1-MC__
convertit les données de position issues du servodriver ou du
codeur connecté en un système interne de coordonnées absolues.
L’unité déterminant les distances de déplacement peuvent être
librement définies pour chaque axe individuel. La conversion
est effectuée à l’aide du facteur de conversion d’unité, défini
par le paramètre d’axe UNITS. Le point d’origine du système
de coordonnées peut être déterminé à l’aide de la commande
DEFPOS. Cette commande redéfinit la position actuelle sur
zéro ou sur n’importe quelle autre valeur.
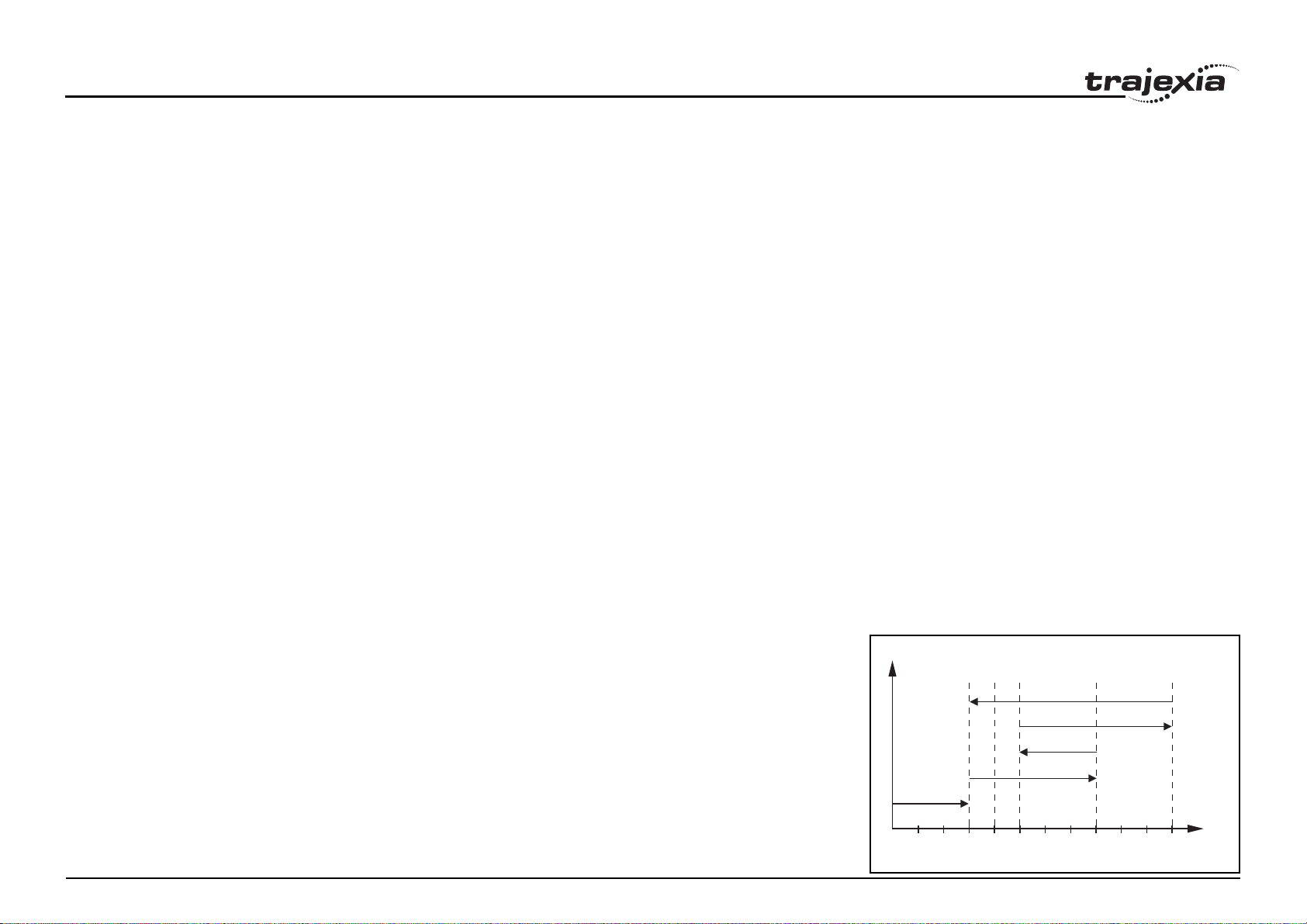
Un déplacement est défini en termes absolus ou relatifs.
Fig. 2
Un déplacement absolu considère l’axe (A) sur une position
prédéfinie donnée par rapport au point d’origine. tandis qu’un
déplacement relatif considère l’axe entre la position actuelle et
une position définie par rapport à cette position actuelle. La figure
ci-contre illustre un exemple de déplacements linéaires relatifs
(commande MOVE) et absolus (commande MOVEABS).
Révision 3.0
MANUEL DE RÉFÉRENCE DU MATÉRIEL 16
MOVE (30)
0
MOVEABS (30)
MOVE (60)
MOVEABS (50)
MOVE (50)
50 100
A
Page 17

Philosophie du système
2.2.1 Contrôle PTP
Dans le cadre du positionnement point à point, chaque axe est
déplacé indépendamment de l’autre axe. Le TJ1-MC__ prend
en charge les opérations suivantes :
• Déplacement relatif
• Déplacement absolu
• Déplacement avant continu
• Déplacement arrière continu
Déplacements relatifs et absolus
Pour déplacer un axe, la commande MOVE (déplacement relatif)
ou MOVEABS (déplacement absolu) est utilisée. Chaque axe
présente des caractéristiques de déplacement particulières,
définies par ses paramètres.
Supposons qu’un programme de contrôle est exécuté pour
effectuer un déplacement de l’origine vers un axe n° 0 (A),
coordonnée 100, et un axe n° 1 (B), coordonnée 50. Si le
paramètre de vitesse est défini sur la même valeur pour
les deux axes et que le taux d’accélération et de décélération
est suffisamment élevé, les mouvements des axes 0 et 1 sont
représentés sur la figure.
Au début, les axes 0 et 1 se déplacent vers la coordonnée 50
pendant la même durée. À ce point, l’axe 1 s’arrête et l’axe 0
continue à se déplacer vers la coordonnée 100.
Fig. 3
B
50
0
50
MOVEABS (100) AXIS (0)
MOVEABS (50) AXIS (1)
100
A
Le déplacement d’un axe donné est déterminé par ses paramètres.
Voici quelques paramètres importants :
/ i
Paramètre Description
UNITS Facteur de conversion d’unité
ACCEL Taux d’accélération d’un axe exprimé en unités / s
DECEL Taux de décélération d’un axe exprimé en unités / s
Révision 3.0
SPEED Vitesse demandée d’un axe exprimée en unités / s
MANUEL DE RÉFÉRENCE DU MATÉRIEL 17
2
2
2
Page 18
Philosophie du système
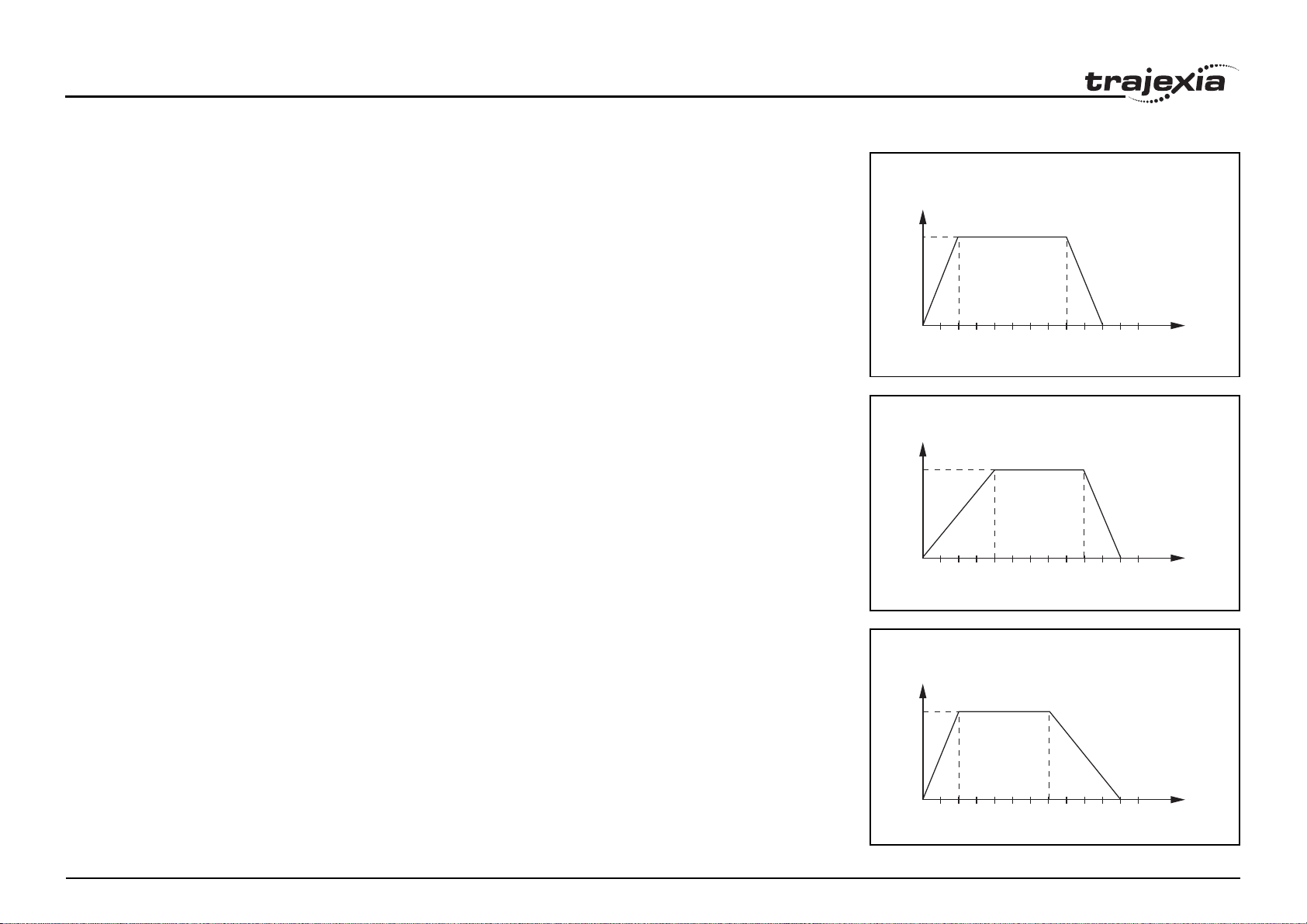
Définition des déplacements
Dans cette figure, le profil de vitesse indique une opération MOVE
simple. L’axe A correspond au temps et l’axe B à la vitesse.
Dans cet exemple, le paramètre UNITS de cet axe est défini
en mètres. La vitesse maximale requise est définie sur 10 m / s.
Pour pouvoir atteindre cette vitesse en une seconde tout en
décélérant jusqu’à la vitesse zéro également en une seconde,
le taux d’accélération et de décélération doit être défini sur 10 m / s
2
La distance totale de déplacement correspond à la somme
des distances de déplacement pour les segments d’accélération,
de vitesse constante et de décélération. Supposons que la
distance de déplacement est de 40 m pour la commande MOVE,
le profil de vitesse est indiqué par la figure.
Les deux profils de vitesse illustrés dans ces figures indiquent
le même mouvement avec un temps d’accélération et un temps
de décélération de 2 secondes respectivement. À nouveau,
l’axe A correspond au temps et l’axe B à la vitesse.
Fig. 4
B
ACCEL=10
10
.
0
123 456
DECEL=10
SPEED=10
MOVE (40)
A
Fig. 5
B
ACCEL=5
10
DECEL=10
SPEED=10
MOVE (40)
0
123 456
Fig. 6
B
ACCEL=10
10
Révision 3.0
0
123 456
MANUEL DE RÉFÉRENCE DU MATÉRIEL 18
DECEL=5
SPEED=10
MOVE (40)
A
A
Page 19
Philosophie du système
Calculs de déplacement
Les équations ci-après servent à calculer la durée totale
du déplacement des axes.
• La distance de déplacement pour la commande MOVE est D.
• La vitesse demandée est V.
• Le taux d’accélération est a.
• Le taux de décélération est d.
/ i
Temps d’accélération =
Distance d’accélération =
Temps de décélération =
Distance de décélération =
Distance à vitesse
constante
Durée totale =
=
Déplacements continus
Les commandes FORWARD et REVERSE peuvent servir
à démarrer un mouvement continu à vitesse constante sur
un axe donné. La commande FORWARD fait déplacer l’axe en
direction positive et la commande REVERSE en direction négative.
En outre, pour ces commandes, les paramètres d’axe ACCEL
Révision 3.0
et SPEED permettent de spécifier le taux d’accélération
et la vitesse demandée.
MANUEL DE RÉFÉRENCE DU MATÉRIEL 19
Page 20
Philosophie du système
Il est possible d’annuler les deux mouvements à l’aide de la
commande CANCEL ou RAPIDSTOP. La commande CANCEL
annule le mouvement d’un axe, tandis que la commande
RAPIDSTOP annule le mouvement de tous les axes.
Le taux de décélération est défini par la commande DECEL.
2.2.2 Contrôle CP
Le contrôle de chemin continu permet de contrôler un chemin
donné entre les positions de début et de fin d’un mouvement pour
un ou plusieurs axes. Le TJ1-MC__ prend en charge les opérations
suivantes :
• Interpolation linéaire
• Interpolation circulaire
• Contrôle CAM
Révision 3.0
MANUEL DE RÉFÉRENCE DU MATÉRIEL 20
Page 21
Philosophie du système
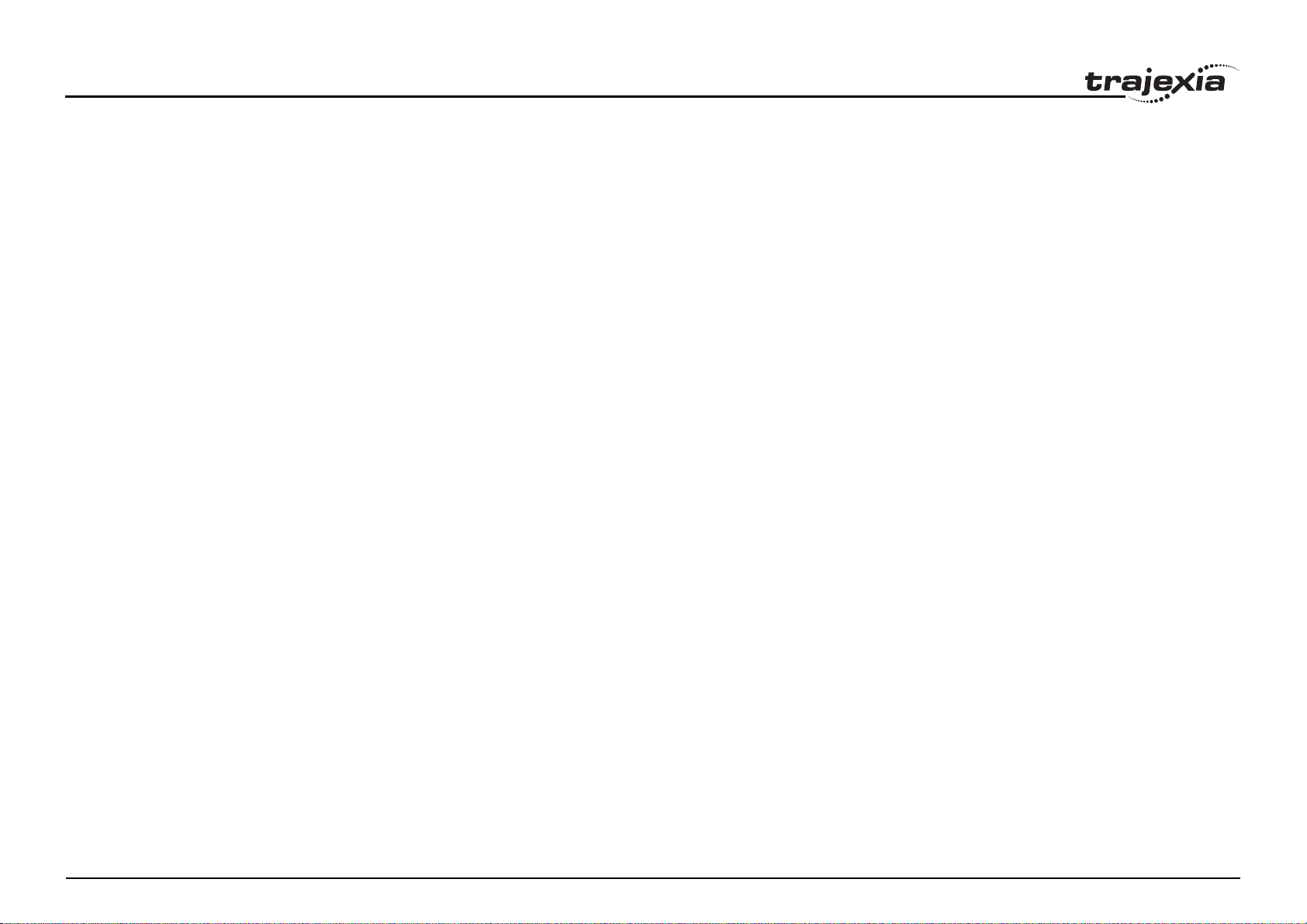
Interpolation linéaire
Certaines applications peuvent exiger que plusieurs moteurs effectuent
une opération de déplacement d’une position vers une autre en ligne
droite. Dans ce cas, des déplacements à interpolation linéaire peuvent
avoir lieu entre plusieurs axes. Les commandes
sont également utilisées pour l’interpolation linéaire. Dans ce cas,
les commandes disposent de plusieurs arguments pour définir le
déplacement relatif ou absolu de chaque axe.
Consultez la figure ci-contre, qui illustre un mouvement de trois
axes sur un plan en 3 dimensions. Il correspond à la commande
MOVE (50,50,50)
. Cette figure indique le profil de vitesse du
mouvement sur le chemin. Les trois paramètres
DECEL
et
qui déterminent le mouvement multiaxe sont issus des
paramètres correspondants de l’axe de base. La commande
calcule les différents composants de demande de vitesse par axe.
A correspond à l’axe de temps et B à l’axe de vitesse.
MOVE
et
MOVEABS
SPEED, ACCEL
MOVE
Fig. 7
2
1
3
B
Révision 3.0
MANUEL DE RÉFÉRENCE DU MATÉRIEL 21
A
Page 22
Philosophie du système
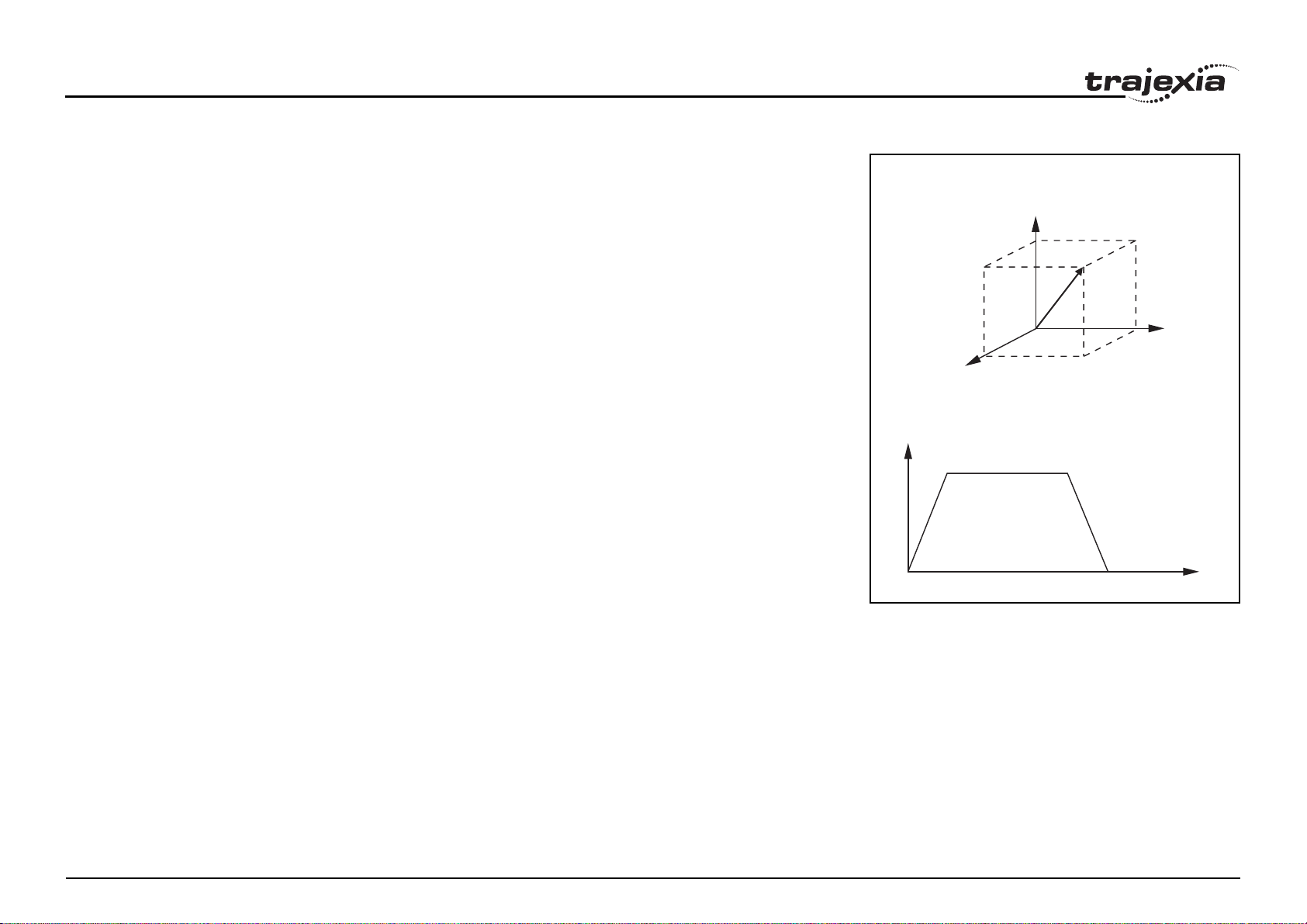
Interpolation circulaire
Il peut s’avérer nécessaire qu’un outil se déplace du point de départ
au point de fin en décrivant un arc de cercle. Dans ce cas,
le déplacement de deux axes se fait par rapport à un mouvement
à interpolation circulaire à l’aide de la commande MOVECIRC.
Consultez le schéma illustré dans la figure ci-contre. Il correspond
à la commande MOVECIRC (–100,0,–50,0,0). Le point central et le
point de fin souhaité de la trajectoire par rapport au point de départ
sont spécifiés, ainsi que le sens du mouvement. La commande
MOVECIRC calcule le rayon et l’angle de rotation. Tout comme
pour la commande MOVE à interpolation linéaire, les variables
ACCEL, DECEL et SPEED associées à l’axe de base déterminent
le profil de vitesse le long du déplacement circulaire.
Contrôle CAM
Outre les profils de déplacement standard, Le TJ1-MC__ permet
également de définir un profil de position pour l’axe à déplacer.
CAM
La commande
de position stockées dans le tableau du TJ1-MC__. La vitesse de
déplacement via le profil est déterminée par les paramètres de l’axe.
La figure correspond à la commande CAM (0,99,100,20).
A correspond à l’axe de temps et B à l’axe de position.
fait déplacer un axe en fonction des valeurs
Fig. 8
Fig. 9
–50
50
050
B
2.2.3 Contrôle EG
Le contrôle par réducteur électronique permet de créer une liaison
de réducteur directe ou un déplacement lié entre deux axes.
La carte MC prend en charge les opérations suivantes :
Révision 3.0
• Réducteur électronique
• CAM lié
MANUEL DE RÉFÉRENCE DU MATÉRIEL 22
A
Page 23
Philosophie du système
• Déplacement lié
• Ajout d’axes
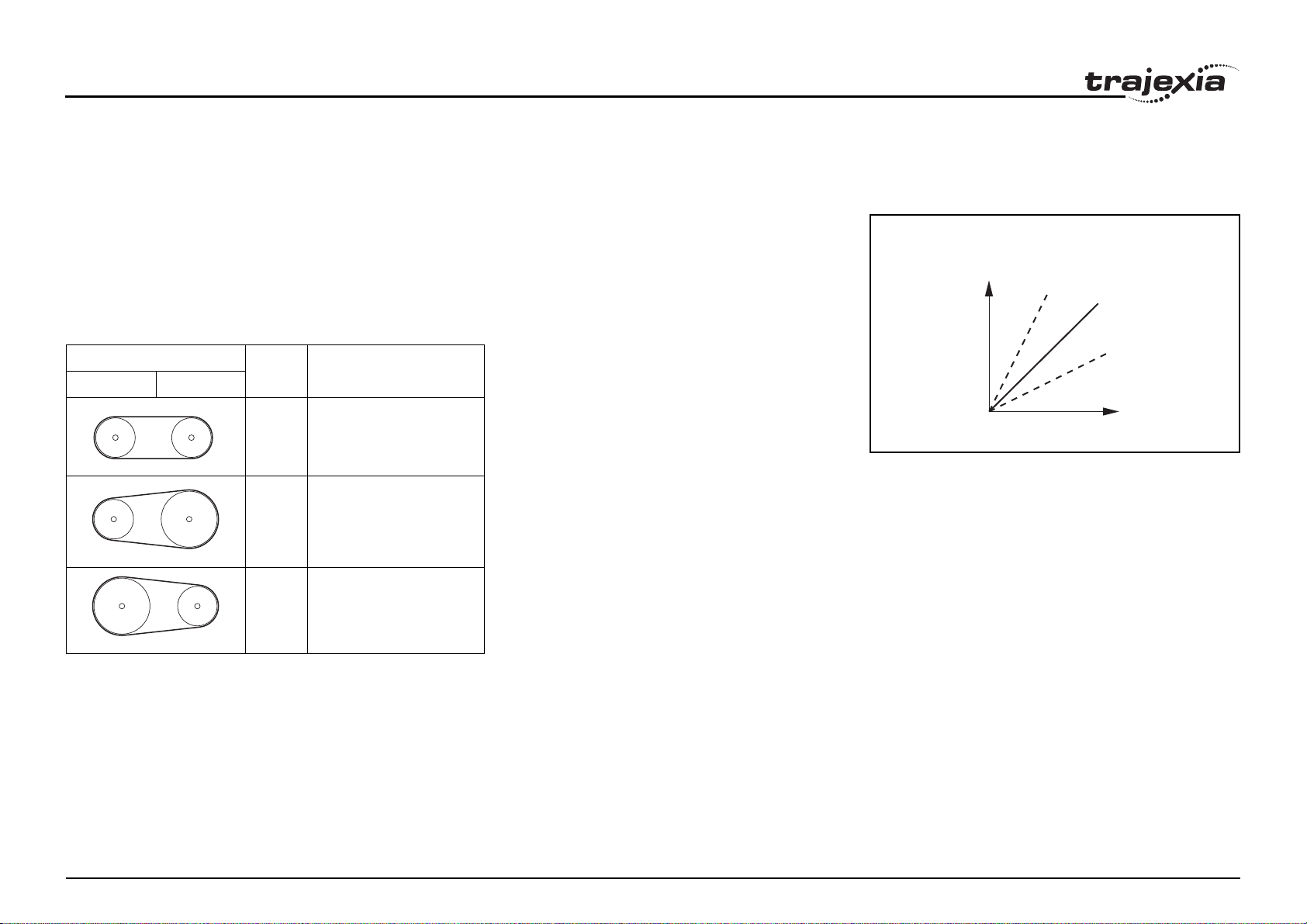
Réducteur électronique
Le TJ1-MC__ peut comporter une liaison de réducteur entre deux
axes, comme s’ils étaient reliés par un réducteur physique. Cette
opération peut être réalisée à l’aide de la commande CONNECT
dans le programme. Dans cette commande, le rapport et l’axe
à lier sont spécifiés.
Dans la figure, A correspond à l’axe maître et B à l’axe CONNECT.
/ i
Axes Rapport Commande CONNECT
0 1
1 : 1 CONNECT (1,0) AXIS (1)
2 : 1 CONNECT (2,0) AXIS (1)
Fig. 10
B
2 : 1
1 : 1
1 : 2
A
1 : 2 CONNECT (0.5,0) AXIS (1)
Révision 3.0
MANUEL DE RÉFÉRENCE DU MATÉRIEL 23
Page 24
Philosophie du système
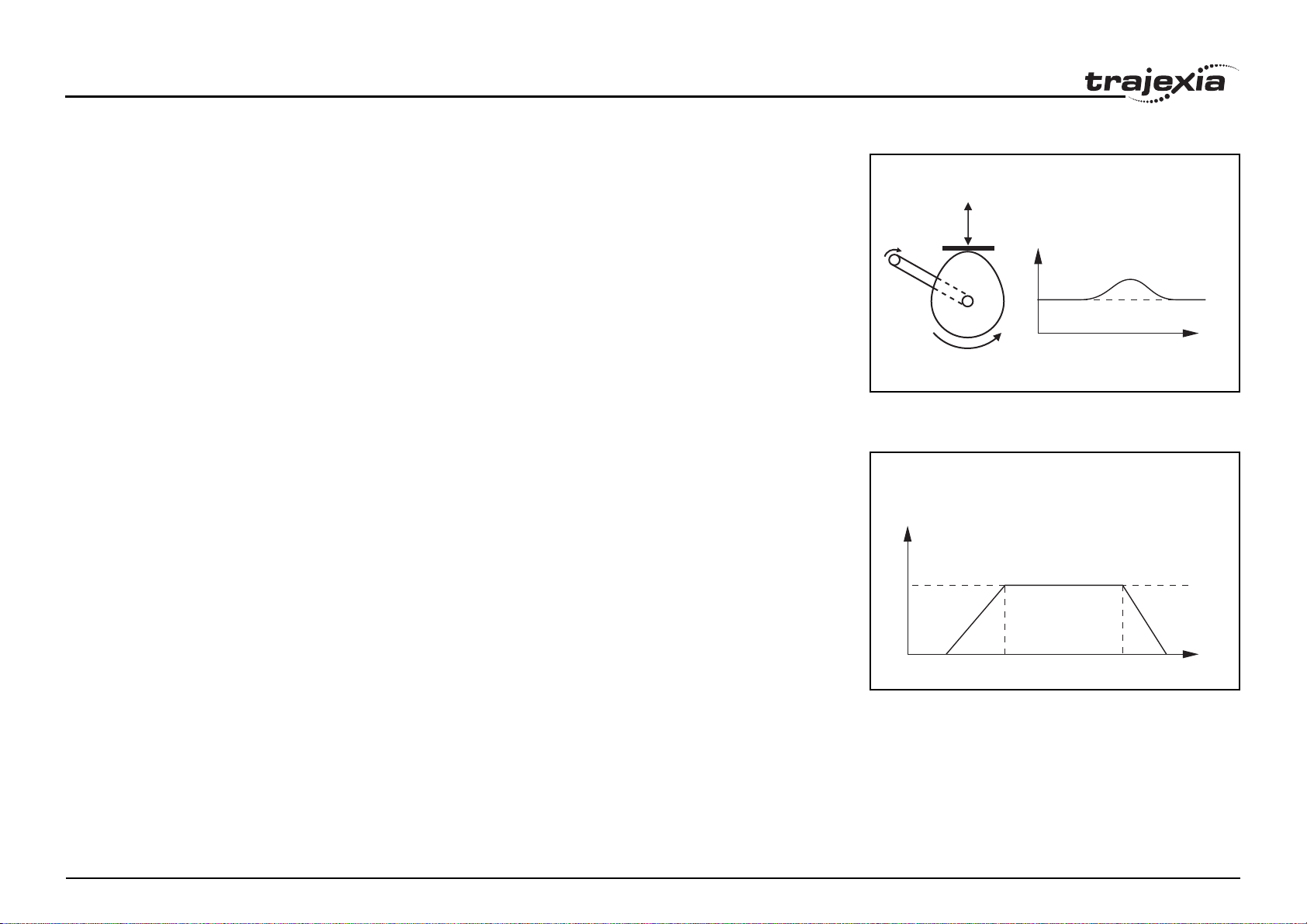
Contrôle CAM lié
Outre l’outil de profilage CAM standard, le TJ1-MC__ intègre
un outil permettant de lier le profil CAM à un autre axe.
La commande à utiliser pour créer cette liaison est CAMBOX.
La vitesse de déplacement via le profil n’est pas déterminée par les
paramètres de l’axe, mais par la position de l’axe lié. Cette situation
s’apparente à la liaison de deux axes via une came.
Dans la figure, A correspond à la position de l’axe maître (0)
et B à la position de l’axe CAMBOX (1).
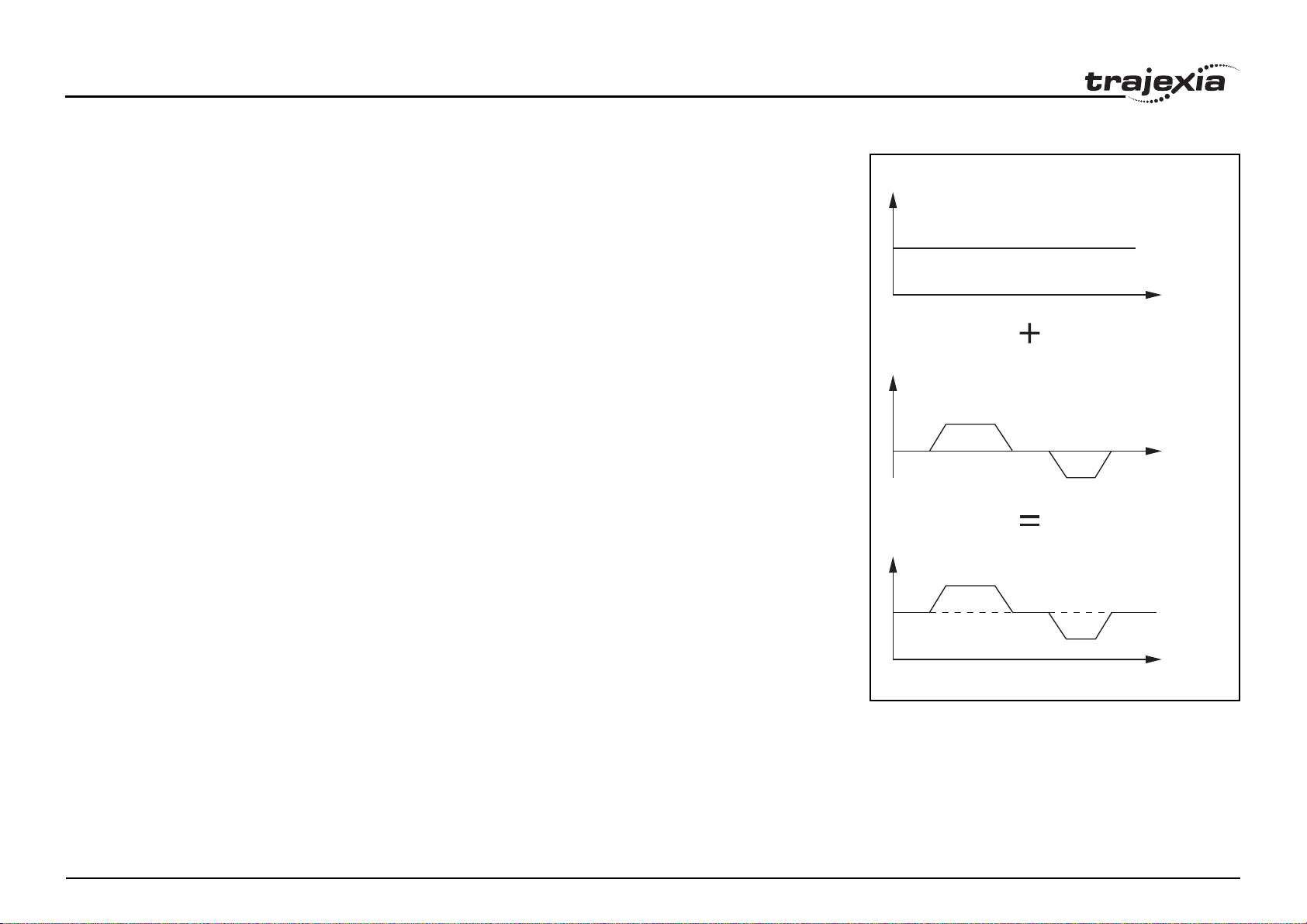
Déplacement lié
La commande
à un axe maître. Le mouvement est réparti en segments d’accélération,
de décélération et de vitesse constante, spécifiés dans des distances
de liaison maître. Cela peut s’avérer particulièrement utile pour
synchroniser deux axes sur une période fixe.
La légende de la figure ci-contre est la suivante :
A. Axe de temps.
B. Axe de vitesse.
C. Axe maître (1).
D. Synchronisation.
E. Axe MOVELINK (0).
MOVELINK
permet de lier un déplacement donné
Fig. 11
B
A
Fig. 12
B
DC
E
A
Révision 3.0
MANUEL DE RÉFÉRENCE DU MATÉRIEL 24
Page 25
Philosophie du système
Ajout d’axes
Il est très utile de pouvoir ajouter à un axe tous les mouvements
d’un autre axe, par exemple, pour modifier le décalage entre deux
axes reliés par un réducteur électronique. Le TJ1-MC__ offre cette
fonction à l’aide de la commande ADDAX. Les mouvements
de l’axe lié sont constitués de tous les mouvements de l’axe
réel et des mouvements supplémentaires de l’axe maître.
Dans la figure ci-contre, A correspond à l’axe de temps
et B à l’axe de vitesse.
Fig. 13
B
B
BASE (0)
ADDAX (2)
FORWARD
MOVE (100) AXIS (2)
MOVE (–60) AXIS (2)
A
A
B
A
2.2.4 Autres opérations
Annulation de déplacements
Dans le cas d’une opération normale ou en cas d’urgence, il peut s’avérer
Révision 3.0
nécessaire d’annuler le mouvement actuel dans les tampons. Lorsque
la commande
ou tous les axes, respectivement, annulent leur mouvement en cours.
MANUEL DE RÉFÉRENCE DU MATÉRIEL 25
CANCEL
ou
RAPIDSTOP
est générée, l’axe sélectionné
Page 26
Philosophie du système
Recherche d’origine
Le retour du codeur permettant de contrôler la position du moteur
est incrémentiel, c’est-à-dire que tous les mouvements doivent être
définis par rapport à un point d’origine. La commande
DATUM
sert
à programmer une procédure selon laquelle le TJ1-MC__ suit une
séquence pour rechercher l’origine d’après des entrées numériques
et / ou un marqueur Z provenant du signal du codeur.
Enregistrement point à point
Le TJ1-MC__ peut capturer la position d’un axe dans un registre
lorsqu’un événement se produit. Cet événement est appelé
« entrée d’enregistrement point à point ». Sur le front montant
ou descendant d’un signal d'entrée (le marqueur Z ou une entrée),
le TJ1-MC__ capture la position d’un axe dans le matériel.
Cette position peut ensuite servir à corriger une erreur éventuelle
entre la position réelle et la position souhaitée. L’enregistrement
point à point est configuré à l’aide de la commande REGIST.
La position étant capturée sur le matériel, il n’y a pas de
dépassement logiciel ni de routine de service d’interruption,
ce qui évite les problèmes de temporisation associés.
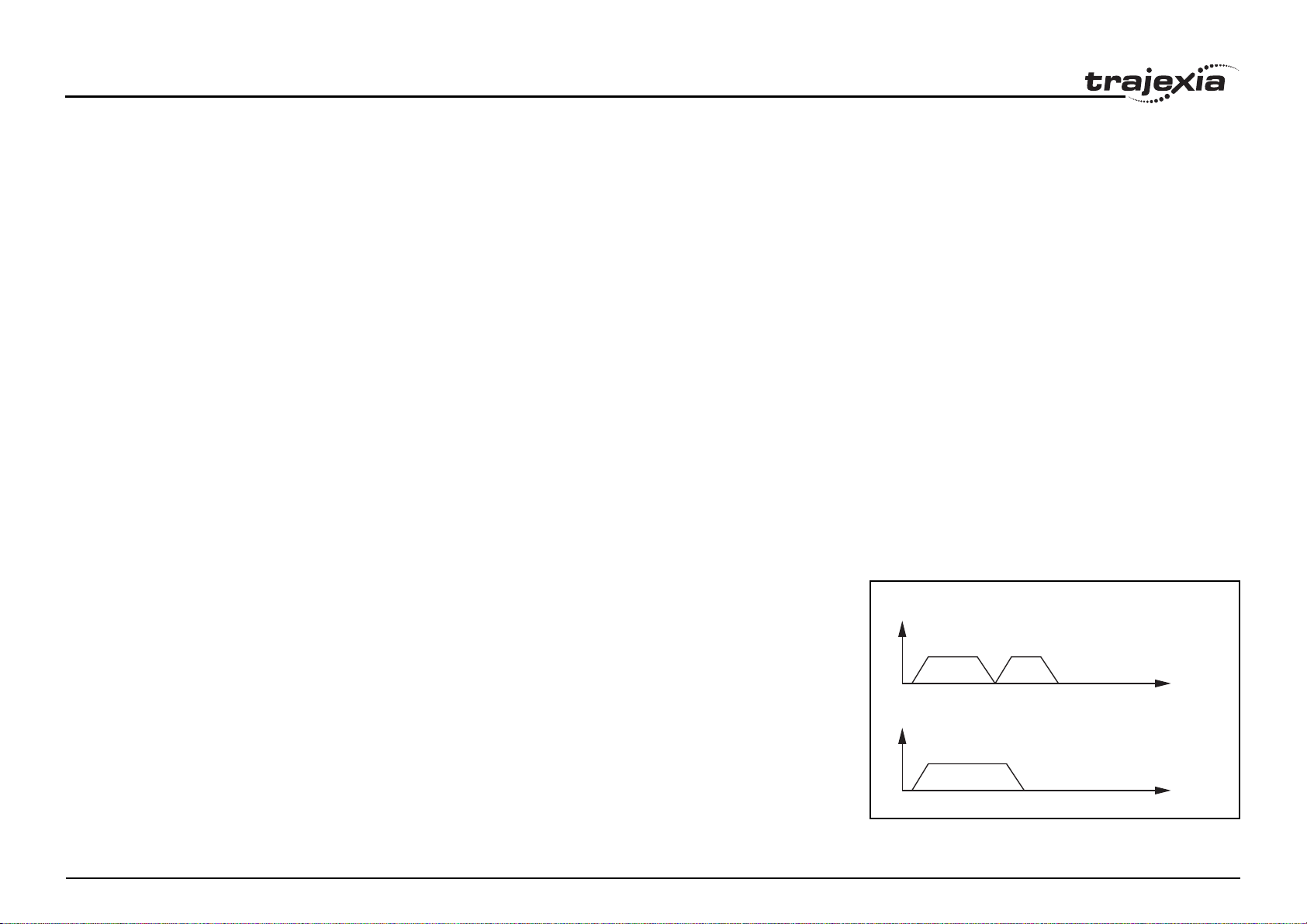
Fusion de déplacements
Si le paramètre d’axe MERGE est défini sur la valeur 1,
un mouvement est toujours suivi d’un autre mouvement, sans
marquer d’arrêt. La figure ci-contre illustre les transitions
de deux mouvements avec les valeurs MERGE 0 et 1.
Dans la figure ci-contre, A correspond à l’axe de temps et B
à l’axe de vitesse.
Fonctionnement pas à pas
Le fonctionnement pas à pas (jog) fait déplacer l’axe à vitesse
constante vers l’avant ou vers l’arrière, par une opération manuelle
des entrées numériques. Il est également possible de sélectionner
des vitesses différentes pour chaque entrée. Consultez les
Révision 3.0
paramètres d’axe FWD_JOG, REV_JOG et FAST_JOG.
MANUEL DE RÉFÉRENCE DU MATÉRIEL 26
Fig. 14
B
MERGE=0
B
MERGE=1
A
A
Page 27
Philosophie du système
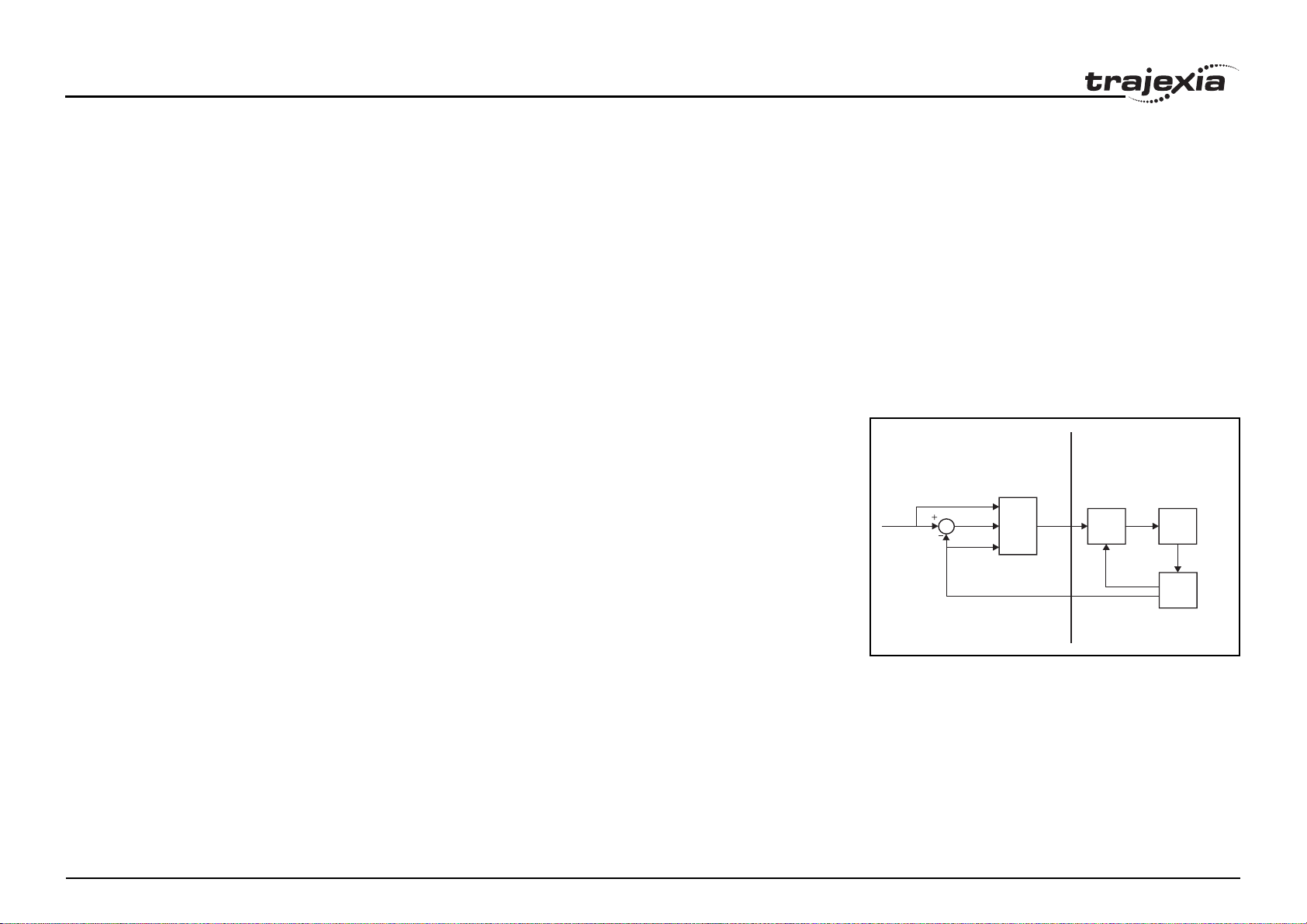
2.3 Principes d’un servosystème
Cette section présente brièvement le servomoteur utilisé par,
et le fonctionnement interne, du TJ1-MC__.
2.3.1 Système en boucle semi-fermée
Le servosystème du TJ1-MC__ utilise un système en boucle semifermée ou supposée fermée. Ce système détecte les mouvements
réels de l’appareil par rotation du moteur par rapport à une valeur
cible. Il calcule l’erreur entre la valeur cible et le mouvement réel,
puis la diminue par retour.
2.3.2 Fonctionnement interne du TJ1-MC__
Les systèmes à boucle supposée fermée constituent le courant
principal dans les servosystèmes modernes appliqués aux
dispositifs de positionnement pour des applications industrielles.
La figure ci-contre illustre le principe de base du servosystème
utilisé dans le TJ1-MC__.
1. Le TJ1-MC__ effectue le contrôle de position réel. L’entrée
principale du contrôleur est l’erreur suivante, correspondant
à la différence calculée entre la position demandée et
la position mesurée réelle.
2. Le contrôleur de position calcule la sortie de référence de vitesse
requise déterminée par l’erreur suivante et éventuellement
la position demandée et la position mesurée. La référence
de vitesse est fournie au servodriver.
3. Le servodriver contrôle la vitesse de rotation du servomoteur
correspondant à la référence de vitesse. La vitesse de rotation
est proportionnelle à la référence de vitesse.
4. Le codeur rotatif génère les impulsions de retour pour le retour
de vitesse dans la boucle de vitesse du servodriver et pour
le retour de position dans la boucle de position TJ1-MC__.
Révision 3.0
La légende de la figure ci-contre est la suivante :
A. TJ1-MC__
B. Servosystème
Fig. 15
C
AB
2
1
D
E
3
F
G
4
I
H
J
MANUEL DE RÉFÉRENCE DU MATÉRIEL 27
Page 28
Philosophie du système
C. Position demandée
D. Contrôle de position
E. Référence de vitesse
F. Contrôle de vitesse
G. M ote ur
H. Codeur
I. Vitesse mesurée
J. Position mesurée
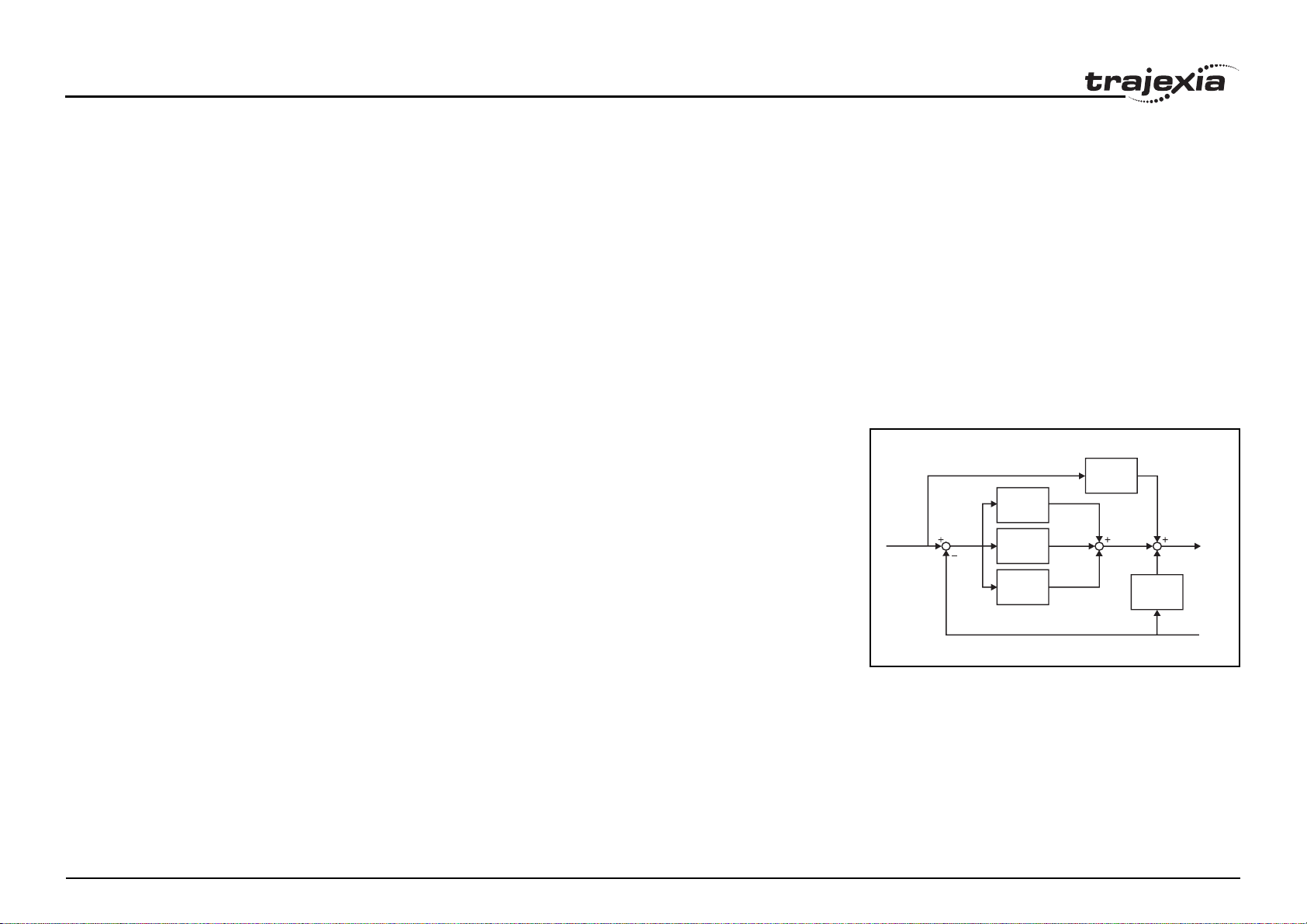
2.3.3 Algorithme de contrôle d’axes
Le servosystème contrôle le moteur en adaptant en permanence
la référence de vitesse sur le servodriver. Cette référence de vitesse
est calculée par l’algorithme de contrôle d’axes du TJ1-MC__,
expliqué dans cette section.
L’algorithme de contrôle d’axes utilise la position demandée (A),
la position mesurée (D) et l’erreur suivante (B) pour déterminer
la référence de vitesse. L’erreur suivante correspond à la différence
entre la position demandée et la position mesurée. La position
demandée, la position mesurée et l’erreur suivante sont représentées
par les paramètres d’axe
MPOS, DPOS
en œuvre de cinq valeurs de gain, l’utilisateur peut configurer
l’opération de contrôle appropriée pour chaque application.
C correspond au signal de sortie.
• Gain proportionnel
Le gain proportionnel K
crée une sortie Op proportionnelle
p
à l’erreur suivante E.
O
= Kp · E
p
Tous les systèmes pratiques font appel au gain proportionnel.
Pour la plupart d’entre eux, l’utilisation unique de ce paramètre
de gain est suffisante. Le paramètre d’axe de gain
proportionnel est appelé P_GAIN.
• Gain intégral
Le gain intégral Ki crée une sortie Oi proportionnelle à la somme
Révision 3.0
des erreurs suivantes qui se sont produites lors de l’opération
du système.
Oi = Ki · ΣE
et FE. Grâce à la mise
Fig. 16
∑
K
vff
K
p
AB C
∑
K
i
∆
K
d
∆
K
ov
D
MANUEL DE RÉFÉRENCE DU MATÉRIEL 28
Page 29
Philosophie du système
Le gain intégral pouvant provoquer un dépassement, il n’est
généralement utilisé que sur les systèmes travaillant à vitesse
constante ou avec de faibles accélérations. Le paramètre d’axe
de gain intégral est appelé I_GAIN.
• Gain dérivé
Le gain dérivé Kd crée une sortie Od proportionnelle à la variation
de l’erreur suivante E et accélère la réponse aux modifications
d’erreur tout en conservant la même stabilité relative.
Od = Kd · ∆E
Le gain dérivé peut créer une réponse plus souple. Une valeur
élevée peut entraîner une oscillation. Le paramètre d’axe
de gain dérivé est appelé D_GAIN.
• Gain de vitesse de sortie
Le gain de vitesse de sortie K
proportionnelle à la variation de la position mesurée P
crée une sortie Oov
ov
m
et augmente l’amortissement du système.
= Kov · ∆P
O
ov
m
Le gain de vitesse de sortie peut être utile pour adoucir
les mouvements, mais génère des erreurs suivantes élevées.
Le paramètre d’axe de gain de vitesse de sortie est appelé
OV_GAIN.
• Gain de réaction de vitesse
Le gain de réaction de vitesse K
crée une sortie O
vff
proportionnelle à la variation de la position demandée P
vff
d
et réduit l’erreur suivante à haute vitesse.
= K
O
vff
vff
· ∆P
d
Le paramètre peut être réglé pour réduire l’erreur suivante
à vitesse d’appareil constante après la définition des autres
gains. Le paramètre d’axe de gain de réaction de vitesse est
appelé VFF_GAIN.
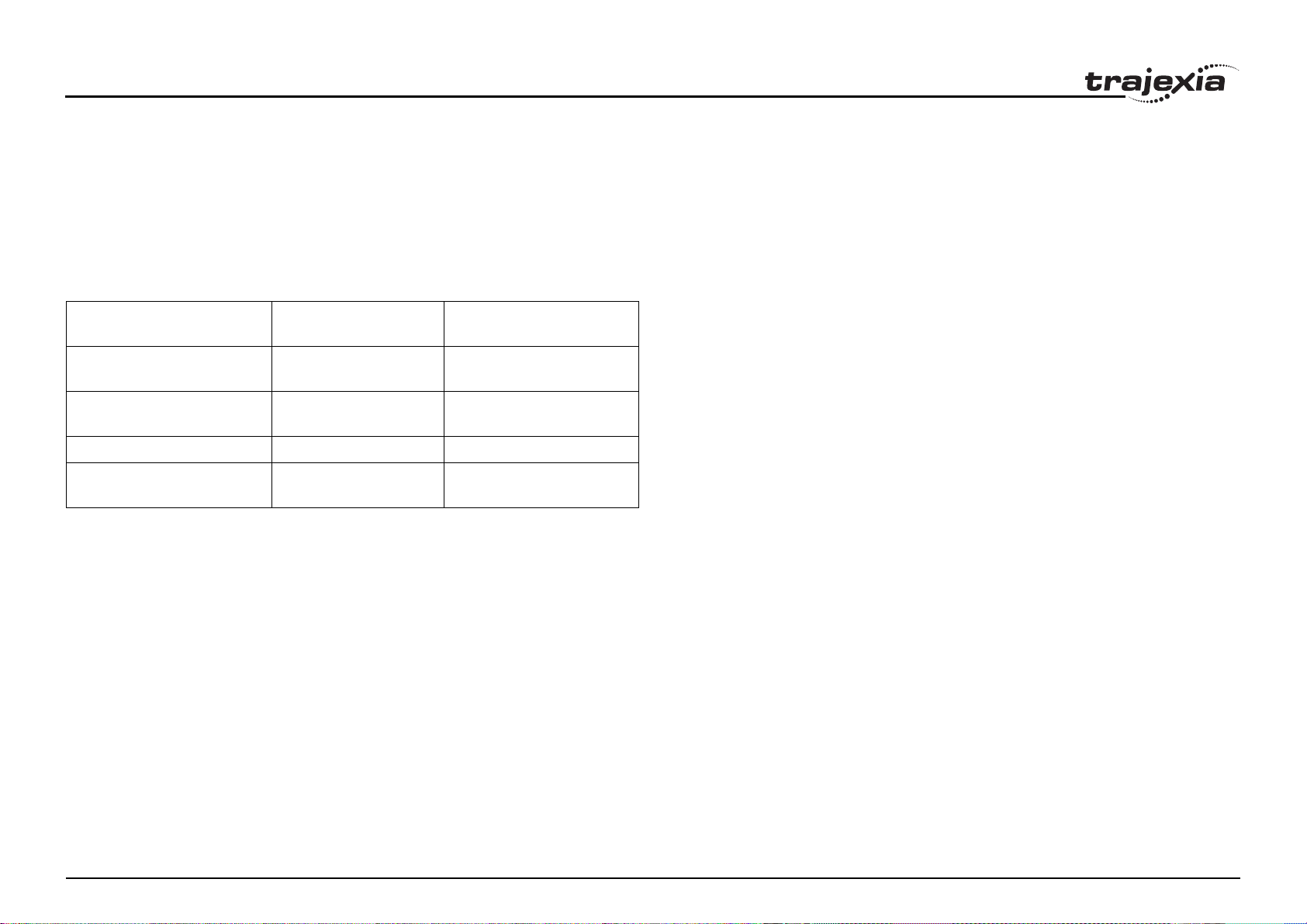
Les valeurs par défaut sont fournies dans le tableau avec les profils qui
en résultent. Des fractions sont autorisées pour les valeurs de gain.
/ i
Révision 3.0
Gain Valeur par défaut
Gain proportionnel 0,1
Gain intégral 0,0
MANUEL DE RÉFÉRENCE DU MATÉRIEL 29
Page 30
Philosophie du système
Gain Valeur par défaut
Gain dérivé 0,0
Gain de vitesse de sortie 0,0
Gain de réaction de vitesse 0,0
2.4 Architecture du système Trajexia
L’architecture du système Trajexia repose sur les concepts suivants :
• Contrôle de programmes
• Séquence de contrôle
• Tampons de contrôle
• Communication
• Périphériques
Les concepts ci-dessus varient en fonction de la valeur définie dans
le paramètre SERVO_PERIOD. Le lien entre la valeur de SERVO_PERIOD
et les différents concepts de l’architecture du système est décrit ci-après.
2.4.1 Contrôle de programmes
Les programmes font fonctionner le système d’une certaine manière.
Les programmes sont écrits dans un langage similaire au BASIC pour contrôler
l’application des axes et des modules. 14 programmes peuvent être exécutés
en parallèle. Il est possible de définir les programmes pour qu’ils s’exécutent
au démarrage du système, de les démarrer et de les arrêter à l’aide d’autres
programmes et de les exécuter à l’aide de Trajexia Tools.
Les programmes exécutent des commandes permettant de déplacer les axes,
contrôlent les entrées et les sorties, et établissent la communication à l’aide
de commandes BASIC.
2.4.2 Séquence de contrôle
La séquence de contrôle détermine la position des 16 axes en fonction
Révision 3.0
des actions ci-dessous :
• Lecture du tampon de contrôle
• Lecture de la position mesurée actuelle (MPOS)
• Calcul de la position demandée suivante (DPOS)
• Exécution de la boucle de position
• Envoi de la fréquence d’axe
• Gestion des erreurs
2.4.3 Tampons de contrôle
Les tampons de contrôle constituent le lien entre les commandes BASIC
et la boucle de contrôle d’axes. Lors de l’exécution d’une commande
de contrôle BASIC, celle-ci est stockée dans l’un des tampons. Lors
de la séquence de contrôle suivante, le générateur de profil exécute le
mouvement conformément aux informations contenues dans le tampon.
Une fois le mouvement terminé, la commande de contrôle est supprimée
du tampon.
2.4.4 Communication
Toutes les communications sont effectuées dans la quatrième tâche UC.
Un jeu de commandes BASIC sert à configurer les communications.
Si le système Trajexia est un esclave de communications (tout comme
pour la communication PROFIBUS), il n’est nécessaire de configurer
la communication que dans une tâche initiale. Les valeurs sont échangées
de manière transparente à partir des variables globales configurées.
Si le système Trajexia est un maître de communications, les commandes
de communication BASIC servent pour l’écriture et la lecture.
2.4.5 Périphériques
Toutes les entrées et sorties sont utilisées dans le jeu de paramètres
(IN, OP, AIN, AOUT). Les entrées et sorties sont automatiquement
détectées et mappées dans le système Trajexia. Considérés comme des
périphériques externes, les variateurs sont associés à des commandes
BASIC permettant de les piloter. Il est possible de raccorder plusieurs
modules d’entrées et de sorties MECHATROLINK-II à une carte TJ1-ML__.
MANUEL DE RÉFÉRENCE DU MATÉRIEL 30
Page 31

Philosophie du système
2.5 Temps de cycle
Dans le système Trajexia, tous les processus reposent sur le temps
de cycle, qui est divisé en quatre tâches UC :
• Intervalle de 250 µs si le paramètre SERVO_PERIOD
a la valeur 0,5 ou 1,0 ms
• Intervalle de 500 µs si le paramètre SERVO_PERIOD
a la valeur 2,0 ms
Les processus pouvant être exécutés dans chaque intervalle
dépendent du paramètre SERVO_PERIOD défini.
Les opérations exécutées au cours de chaque tâche UC sont les
suivantes :
Tâche UC Opération
Première tâche UC Séquence de contrôle
Processus faible priorité
Deuxième tâche UC Processus haute priorité
Troisième tâche UC
Quatrième tâche UC Communications externes
1
Séquence de contrôle (uniquement si SERVO_PERIOD = 0,5 ms)
Mise à jour voyants
Processus haute priorité
Fig. 17
250 µs
Fig. 18
500 µs
1
1
2
Temps de cycle = 1 ms
2
Temps de cycle = 2 ms
3
3
4
4
1
Remarque
L’exécution de la séquence de contrôle dépend de la valeur
du paramètre
SERVO_PERIOD
.
2.5.1 Cycle servo
Le paramètre SERVO_PERIOD peut avoir la valeur 0,5, 1 ou 2 ms.
Les processus ayant lieu dans le temps de cycle dépendent de la
valeur de SERVO_PERIOD, qui est un paramètre Trajexia à définir
en fonction de la configuration du système.
Révision 3.0
La valeur par défaut est 1 ms (
modification n’est applicable qu’après le redémarrage du TJ1-MC__.
MANUEL DE RÉFÉRENCE DU MATÉRIEL 31
SERVO_PERIOD=1000
). Une
Page 32

Philosophie du système
Remarque
Seul le servodriver Sigma-III prend en charge le cycle
de transmission de 0,5 ms.
Exemple 1
Le paramètre SERVO_PERIOD a la valeur 0,5 ms et la séquence
de contrôle est exécutée toutes les 0,5 ms.
Fig. 19
Tâche UC 1
Tâche UC 2
Séquence de contrôle
Tâche faible priorité (0, 1, 2, 3...)
Tâche haute priorité (13, 14)
Exemple 2
Le paramètre SERVO_PERIOD a la valeur 1 ms et la séquence
de contrôle est exécutée toutes les 1 ms. Comme la séquence de
contrôle n’est pas exécutée lors de la tâche UC 3, cela laisse plus
de temps pour l’exécution de programmes et les programmes
haute priorité sont exécutés plus rapidement.
Révision 3.0
Tâche UC 3
Tâche UC 4
Fig. 20
Tâche UC 1
Tâche UC 2
Tâche UC 3
Tâche UC 4
Séquence de contrôle
Actualisation voyants
Tâche haute priorité (13, 14)
Communication
Séquence de contrôle
Tâche faible priorité (0, 1, 2, 3...)
Tâche haute priorité (13, 14)
Actualisation voyants
Tâche haute priorité (13, 14)
Communication
1 ms
1 ms
MANUEL DE RÉFÉRENCE DU MATÉRIEL 32
Page 33

Philosophie du système
é
s
o
é
s
o
e
s
s
Exemple 3
Le paramètre SERVO_PERIOD a la valeur 2 ms et la séquence
de contrôle est exécutée toutes les 2,0 ms.
Règles relatives au cycle servo
Le nombre d’axes et de dispositifs MECHATROLINK-II compris
dans le système Trajexia détermine la valeur du paramètre
système SERVO_PERIOD.
Les cartes TJ1-ML__ prennent en charge 3 types de dispositifs
MECHATROLINK-II :
• Servodrivers
Le TJ1-MC__ considère les servodrivers comme des axes.
• Variateurs de fréquence
Le TJ1-MC__ ne considère pas les variateurs de fréquence
comme des axes.
• Cartes d’E/S et spéciales et coupleurs de bus
Le TJ1-MC__ ne considère pas les cartes d’E/S (analogiques
et numériques, compteur et impulsions) et les coupleurs de bus
comme des axes.
Vous devez respecter les règles les plus restrictives lorsque
vous définissez le paramètre SERVO_PERIOD. Si la valeur
du paramètre SERVO_PERIOD est incorrecte, les dispositifs
MECHATROLINK-II ne seront pas correctement détectés.
Les tableaux ci-dessous indiquent les règles les plus restrictives.
Le nombre maximal de dispositifs pouvant être contrôlés par
chaque carte est indiqué en fonction des différentes valeurs
possibles du paramètre SERVO_PERIOD.
/ i
SERVO_PERIOD TJ1-MC16 TJ1-MC04 TJ1-ML16 TJ1-ML04
0,5 ms 8 axes 5 axes 4 dispositifs 4 dispositifs
Fig. 21
Tâche UC 3
Tâche UC 4
Tâche UC 1
Tâche UC 2
Tâche UC 4
Tâche UC 3
Tâche UC 4
Actualisation voyants
Communication
Séquence de contrôle
Tâche haute priorité (13, 14)
Tâche faible priorité (0, 1, 2, 3...)
Les processus faible priorité
sont exécutés en tâche faible
Tâche haute priorité (13, 14)
Communication
Actualisation voyants
Les processus faible priorité
Tâche haute priorité (13, 14)
sont exécutés en tâche faible
Communication
Les processus faible priorité
sont exécutés en tâche faible
Tâche faible
Tâche élevée n° 1
2 m
Pour les tâches élev
priorité sont exécuté
haute priorité, les pr
2 ms
Pour les tâches élev
priorité sont exécuté
haute priorité, les pr
Pour les tâches élevé
priorité sont exécuté
haute priorité, les pro
4 dispositifs
non-axes
Révision 3.0
1,0 ms 16 axes 5 axes 8 dispositifs 4 dispositifs
8 dispositifs
non-axes
MANUEL DE RÉFÉRENCE DU MATÉRIEL 33
4 dispositifs
non-axes
8 dispositifs
non-axes
Page 34

Philosophie du système
SERVO_PERIOD TJ1-MC16 TJ1-MC04 TJ1-ML16 TJ1-ML04
2,0 ms 16 axes 5 axes 16 dispositifs 4 dispositifs
8 dispositifs
non-axes
8 dispositifs
non-axes
Exemples de configuration
Exemple 1
• 1 x TJ1-MC__
• 1 x TJ1-ML__
• 3 x servodriver Sigma-II
• SERVO_PERIOD = 1 ms
Le TJ1-MC__ prend en charge la valeur 0,5 ms de
SERVO_PERIOD avec 3 axes.
Le TJ1-MC__ prend en charge la valeur 0,5 ms de
SERVO_PERIOD avec 3 dispositifs.
Sigma-II prend en charge la valeur 1 ms de SERVO_PERIOD.
Il s’agit du facteur de limitation.
Fig. 22
Toutes les adresses Mechatrolink
sont numérotées sous la forme 4x (maximum 16 par carte)
Adresse
Mechatrolink
43
Adresse
Mechatrolink
44
Servodriver
Adresse
Mechatrolink
45
Terminaison
Révision 3.0
Axe 2
Axe 3
Axe 4
MANUEL DE RÉFÉRENCE DU MATÉRIEL 34
Page 35

Philosophie du système
Exemple 2
• 1 x TJ1-MC16
• 2 x TJ1-ML16
• 16 x servodriver Sigma-II
• SERVO_PERIOD = 1 ms
Le TJ1-MC16 prend en charge la valeur 1 ms de SERVO_PERIOD
avec 16 axes.
Le TJ1-ML16 prend en charge la valeur 1 ms de SERVO_PERIOD
avec 8 dispositifs.
Sigma-II prend en charge la valeur 1 ms de SERVO_PERIOD.
Fig. 23
Servodriver
Adresse41Adresse42Adresse43Adresse44Adresse45Adresse46Adresse47Adresse
48
Terminaison
Axe 0
Adresse
49
Axe 8
Révision 3.0
MANUEL DE RÉFÉRENCE DU MATÉRIEL 35
Axe 1
Adresse4AAdresse4BAdresse4CAdresse4DAdresse4EAdresse4FAdresse
Axe 9
Axe 2
Axe 10
Axe 3
Axe 11
Axe 4
Axe 12
Axe 5
Axe 13
Axe 6
Axe 14
Axe 7
50
Axe 15
Terminaison
Page 36

Philosophie du système
Exemple 3
• 1 x TJ1-MC16
• 1 x TJ1-ML16
• 8 x servodriver Sigma-II
• 1 x variateur F7Z avec interface SI-T
• 3 x E/S MECHATROLINK-II
• SERVO_PERIOD = 2,0 ms
Le TJ1-ML16 prend en charge la valeur 2,0 ms de
SERVO_PERIOD avec 12 dispositifs. Il s’agit du facteur
de limitation.
Sigma-II prend en charge la valeur 1,0 ms de SERVO_PERIOD.
L’interface SI-T prend en charge la valeur 1 ms.
Les E/S MECHATROLINK-II prennent en charge la valeur 1,0 ms.
Adresse
21
Adresse
0 31 32 95 96 159 160
Allocations de mémoire E/S
61
Adresse
62
Fig. 24
Adresse
63
Adresse41Adresse42Adresse43Adresse44Adresse45Adresse46Adresse47Adresse
48
Révision 3.0
MANUEL DE RÉFÉRENCE DU MATÉRIEL 36
Page 37

Philosophie du système
Exemple 4
• 1 x TJ1-MC16
• 1 x TJ1-ML16
• 2 x TJ1-FL02
• 1 x TJ1-PRT (aucune influence sur SERVO_PERIOD)
• 5 x servodriver Sigma-II
• SERVO_PERIOD = 1,0 ms
Le TJ1-MC16 prend en charge la valeur 1,0 ms de SERVO_PERIOD
avec 9 axes (5 axes servo MECHATROLINK-II et 4 axes TJ1-FL02).
Le TJ1-ML16 prend en charge la valeur 1,0 ms de SERVO_PERIOD
avec 5 dispositifs.
Le TJ1-FL02 prend en charge la valeur 0,5 ms de SERVO_PERIOD
(2 axes pour chaque module).
Sigma-II prend en charge la valeur 1,0 ms de SERVO_PERIOD.
Fig. 25
Axe 8Axe 7 Axe 1Axe 0
Adresse 43Adresse 44Adresse 45Adresse 46Adresse
47
Axe 2 Axe 3 Axe 4 Axe 5
Axe 6
2.6 Contrôle de programmes et multitâches
Le système Trajexia intègre un contrôle de programmes,
de processus et multitâches.
2.6.1 Contrôle de programmes
Le système Trajexia peut contrôler 14 processus écrits en tant que
programmes BASIC. Le programme est exécuté au moment défini.
Les processus 1 à 12 sont de faible priorité, tandis que les
processus 13 et 14 sont de haute priorité.
Révision 3.0
MANUEL DE RÉFÉRENCE DU MATÉRIEL 37
Page 38

Philosophie du système
2.6.2 Processus
Le processus faible priorité 0 est réservé pour la fenêtre
de terminal de Trajexia Tools. Cette fenêtre de terminal sert
à écrire des commandes BASIC directes vers le TJ1-MC__,
indépendamment des autres programmes. Ces commandes
sont exécutées lorsque vous appuyez sur la touche Entrée.
2.6.3 Multitâches
Chaque temps de cycle est découpé en 4 parties temporelles
appelées « tâches UC ». Les processus sont exécutés au cours
des trois premières tâches UC en fonction de leur priorité.
La séquence de contrôle et les processus faible priorité (A)
sont exécutés pendant la période de tâches faibles (LT).
Les processus haute priorité (B) sont exécutés pendant
la période de tâches élevées (HT).
Les communications externes non liées au réseau de contrôle
sont mises à jour pendant la période de communication (COMS)
de la quatrième tâche UC.
Le système Trajexia peut contrôler jusqu’à 14 programmes
simultanément.
Contrairement aux processus faible priorité, un processus haute
priorité est toujours disponible pour exécution lors de deux des
quatre tâches UC. L’exécution des tâches haute priorité est plus
rapide que celle des tâches haute priorité, car le temps d’exécution
disponible est plus important. Toutes les tâches haute priorité
doivent partager une même plage horaire et chaque tâche haute
priorité possède deux plages horaires spécifiques.
Fig. 26
LT HT 1 HT 2
Fig. 27
A
LT HT 1 HT 2
COMS
Temps de cycle
B
COMS
Temps de cycle
Révision 3.0
MANUEL DE RÉFÉRENCE DU MATÉRIEL 38
Page 39

Philosophie du système
2.6.4 Exemple multitâches
L’exemple 1 présente deux processus haute priorité, 13 et 14.
Les deux périodes HT sont réservées pour ces processus : une
pour le processus 13 et une pour le processus 14. Les processus
faible priorité 3, 2, 1 et 0 sont exécutés pendant la période LT,
un processus par temps de cycle défini sur 1,0 ms.
Dans l’exemple du milieu, il n’y a qu’un processus haute priorité (14),
les deux périodes HT étant réservées pour ce processus.
Les processus faible priorité 3, 2, 1 et 0 sont exécutés
pendant la période (LT), un processus par temps de cycle.
Dans l’exemple du dessous, il n’y a aucun processus haute priorité.
Par conséquent, les périodes HT peuvent être utilisées pour les
processus faible priorité. La période LT est également utilisée
pour les processus faible priorité.
1
14
3
2
3
321
1 ms
1 ms
143
1 ms
13
COMS
COMS
COMS
2
0
(c/l)
Fig. 28
1 ms
13
14
1 ms
142
1 ms
32
1 ms
COMS COMS
1
COMS COMS
COMS COMS
10
14
(c/l)
1 ms
141
1 ms
13
0
(c/l)
3
COMS
1 ms
13
14
1 ms
(c/l)
210
140
1 ms
(c/l)
COMS
COMS
Révision 3.0
MANUEL DE RÉFÉRENCE DU MATÉRIEL 39
Page 40

Philosophie du système
2.7 Séquence de contrôle et axes
La séquence de contrôle correspond à la partie du TJ1-MC__
chargée du contrôle des axes. Le fonctionnement de la séquence
de contrôle varie en fonction du type d’axe, qui peut être défini
et lu par le paramètre ATYPE. Au démarrage, le système Trajexia
détecte automatiquement la configuration des axes.
• Pour les axes MECHATROLINK-II, la valeur par défaut
du paramètre ATYPE est 41 (vitesse MECHATROLINK).
• Pour les axes TJ1-FL02, la valeur par défaut du paramètre
ATYPE est 44 (axe servo avec codeur incrémentiel).
Tous les axes non alloués sont définis en tant qu’axes virtuels,
auquel cas la valeur du paramètre ATYPE est 0.
Chaque axe présente la structure générale illustrée à la Fig. 29.
La séquence de contrôle exécutée au début de chaque cycle servo
contient les éléments suivants :
1. Transfert des mouvements des tampons de processus
BASIC vers les tampons de contrôle (voir section 2.8).
2. Lecture des entrées numériques.
3. Chargement des mouvements (voir remarque).
4. Calcul du profil de vitesse (voir remarque).
5. Calcul des positions d’axe (voir remarque).
6. Exécution du servo de position pour l’axe 0, y compris
communications du servodriver (voir remarque).
7. Mise à jour des sorties.
PARAMÈTRE D'AXE
Générateur
de profil
demandée
Position
Position
mesurée
Boucle de position
Boucle de position
+
+
-
Erreur
Erreur
suivante
suivante
Fig. 29
Commande
Commande
de vitesse
de vitesse
Servodriver
OFF
ON
Boucle
de vitesse
Boucle
de couple
M
E
Remarque
Toutes les opérations ci-dessus sont effectuées tour
à tour pour chaque axe individuel.
Révision 3.0
MANUEL DE RÉFÉRENCE DU MATÉRIEL 40
Page 41

Philosophie du système
2.7.1 Générateur de profil
Le générateur de profil est l’algorithme permettant de calculer
la position demandée pour chaque axe. Le calcul est effectué
à chaque séquence de contrôle.
Le profil est généré en fonction des instructions de contrôle
issues des programmes BASIC.
2.7.2 Boucle de position
La boucle de position est l’algorithme garantissant une déviation
minimale entre la position mesurée (MPOS) et la position
demandée (DPOS) d’un axe.
2.7.3 Séquence d’axes
•Si SERVO=OFF pour un axe, les commandes de contrôle
de cet axe sont ignorées.
• Si l’erreur suivante (FE) d’un axe dépasse la valeur
du paramètre FELIMIT, l’action suivante se produit :
- WDOG est défini sur OFF et tous les axes s’arrêtent.
- SERVO passe à OFF pour l’axe à l’origine de l’erreur.
- Le mouvement en cours est annulé et supprimé du tampon.
2.7.4 Type d’axe
Fig. 30
Programme BASIC
.........
.........
MOVE (1000)
.........
.........
Générateur de profil
Position demandée
/ i
ATYPE Application Nom Description
0 Tous les axes Axe virtuel Axe interne sans sortie physique. Il s’agit de la seule
valeur valide pour les axes non alloués (ne correspondant pas à des servos MECHATROLINK-II ou
à des axes flexibles).
Révision 3.0
MANUEL DE RÉFÉRENCE DU MATÉRIEL 41
Page 42

Philosophie du système
ATYPE Application Nom Description
40 Servodrivers
MECHATROLINK-II connec-
41 Vitesse
42 Couple
43 Driver externe
44 Codeur
45 Sortie codeur Identique à la sortie moteur à pas, sauf que les
46 Tamagawa
47 EnDat absolu Identique à l’axe servo, sauf que le retour
tés à un
TJ1-ML__
connecté à une
carte TJ1-FL02
Position
MECHATROLINK-II
MECHATROLINK-II
(par défaut)
MECHATROLINK-II
Sortie moteur
à pas
d’axe servo
(par défaut)
absolu
Boucle de position sur le servodriver.
Le TJ1-MC__ transmet la référence de position
au servodriver via MECHATROLINK-II.
Boucle de position sur le système Trajexia.
Le TJ1-MC__ transmet la référence de vitesse
au servodriver via MECHATROLINK-II.
Boucle de position sur le système Trajexia.
Le TJ1-MC__ transmet la référence de couple
au servodriver via MECHATROLINK-II.
Sorties impulsions et direction. La boucle de position
est située sur le driver. La carte TJ1-FL02 envoie
des impulsions et ne reçoit aucun retour.
Servo analogique. La boucle de position est dans
le TJ1-MC__. Le TJ1-FL02 transmet la référence
de vitesse et reçoit la position à partir d’un codeur
incrémentiel.
sorties différentielles de phase émulent un
codeur incrémentiel.
Identique à l’axe servo, sauf que le retour est
transmis par un codeur absolu Tamagawa.
est transmis par un codeur absolu EnDat.
48 SSI absolu Identique à l’axe servo, sauf que le retour
est transmis par un codeur absolu SSI.
Révision 3.0
MANUEL DE RÉFÉRENCE DU MATÉRIEL 42
Page 43

Philosophie du système
Axe virtuel ATYPE=0
Il est possible de fractionner un profil complexe en plusieurs
mouvements simples, chacun attribué à un axe virtuel.
Ces mouvements peuvent être ajoutés avec la commande
BASIC ADDAX, puis attribués à un axe réel.
Fig. 31
Générateur de profil
Position MECHATROLINK-II ATYPE=40
Avec le paramètre SERVO = ON, la boucle de position est fermée
sur le servodriver. Les paramètres de gain du TJ1-MC__ n’ont
aucun effet. La référence de position est transmise au servodriver.
Remarque
Les paramètres MPOS et FE sont mis à jour, mais la
valeur réelle correspond à la valeur définie dans le servodriver. L’erreur suivante réelle peut être surveillée par
le paramètre DRIVE_MONITOR en définissant
DRIVE_CONTROL = 2.
Remarque
La position MECHATROLINK-II ATYPE = 40 est le
réglage recommandé pour optimiser les performances
du servomoteur.
TJ1-MC16
Générateur
de profil
Boucle de
position Trajexia
désactivée.
(Gains non
utilisés.)
SERVO
OFF
Position
demandée
Position
mesurée
Boucle de position
Boucle de position
+
+
-
Erreur
Erreur
suivante
suivante
Fig. 32
NOP
SERVO
Commande
Commande
de vitesse
de vitesse
POSITION
MESURÉE
POSITION
=
DEMANDÉE
TJ1-ML16 SERVO
OFF
Commande
de position
ML-II
Boucle de position
Boucle de vitesse
Boucle de couple
M
EE
M
Révision 3.0
MANUEL DE RÉFÉRENCE DU MATÉRIEL 43
Page 44

Philosophie du système
Vitesse MECHATROLINK-II ATYPE = 41
Avec le paramètre SERVO = ON, la boucle de vitesse est fermée
dans le TJ1-MC__.
La référence de vitesse est transmise au servodriver.
Avec le paramètre SERVO = OFF, la référence de vitesse est
transmise via la commande S_REF. 0x40000000 correspond
à la vitesse maximale du servomoteur.
Couple MECHATROLINK-II ATYPE = 42
Avec le paramètre SERVO = ON, la boucle de couple est fermée
dans le TJ1-MC__. La référence de couple du servodriver varie
en fonction du paramètre FE et du gain.
Avec le paramètre SERVO = OFF, la référence de couple est
directement transmise via la commande T_REF. 0x40000000
correspond au couple maximal du servomoteur.
Remarque
Pour surveiller le couple du servo dans
DRIVE_MONITOR, paramétrez DRIVE_CONTROL = 11.
TJ1-MC16
Générateur
de profil
TJ1-MC16
Générateur
de profil
OFF
Position
demandée
SERVO
OFF
Position
demandée
Position
mesurée
Position
mesurée
Boucle de position
Boucle de position
+
+
-
Erreur
Erreur
suivante
suivante
SERVO
Boucle de position
Boucle de position
+
+
-
Erreur
Erreur
suivante
suivante
Fig. 33
S_REF
Commande
de vitesse
SERVOSERVO
TJ1-ML16 SERVO
OFF
Commande
de vitesse
ML-II
SERVO_AXIS (n) = ON/OFF
Fig. 34
T_REF
Commande
de couple
SERVO
TJ1-ML16 SERVO
OFF
Commande
de couple
ML-II
Boucle de vitesse
Boucle de couple
M
EE
M
Boucle de couple
Révision 3.0
EE
MANUEL DE RÉFÉRENCE DU MATÉRIEL 44
M
M
Page 45

Philosophie du système
Sortie moteur à pas ATYPE = 43
Le profil de position est généré et la sortie du système correspond
à un signal de train d’impulsions et de direction. Cela s’avère utile
pour contrôler un moteur à l’aide d’impulsions ou en tant que
référence de position pour un autre contrôleur d’axes.
Axe servo ATYPE = 44
Avec le paramètre SERVO = ON, il s’agit d’un axe avec une sortie
de référence de vitesse analogique et une entrée de retour de
codeur incrémentiel. La boucle de position est fermée dans le
TJ1-MC__, qui transmet à l’axe la référence de vitesse qui en
résulte.
Générateur de profil
Position
demandée
Position
mesurée
TJ1-MC16
Position
+
_
Erreur
suivante
Fig. 35
Commande
de vitesse
TJ1-FL02
_
+
10 V
Driver
M
E
Signal codeur
Avec le paramètre SERVO = OFF, la position du codeur
Fig. 36
incrémental externe est lue. La sortie analogique ne peut être
réglée qu’à l’aide de commandes BASIC et peut être utilisée pour
des fonctions d’ordre général.
TJ1-FL02
Révision 3.0
MANUEL DE RÉFÉRENCE DU MATÉRIEL 45
TJ1-MC16
Position mesurée
Page 46

Philosophie du système
Sortie codeur ATYPE = 45
Le profil de position est généré et la sortie du système correspond
à une impulsion de codeur incrémentiel. Cela s’avère utile pour
contrôler un moteur à l’aide d’impulsions ou en tant que référence
de position pour un autre contrôleur d’axes.
Fig. 37
Générateur de profil
Tamagawa absolu ATYPE = 46
Avec le paramètre SERVO = ON, il s’agit d’un axe avec une sortie
de référence de vitesse analogique et un retour Tamagawa absolu.
La boucle de position est fermée dans le TJ1-MC__ et la référence
de vitesse qui en résulte est transmise à l’axe.
Avec le paramètre SERVO = OFF, la position du codeur Tamagawa
absolu externe est lue. La sortie analogique ne peut être réglée
qu’à l’aide de commandes BASIC et peut être utilisée pour des
fonctions d’ordre général.
EnDat absolu ATYPE = 47
Avec le paramètre SERVO = ON, il s’agit d’un axe avec une sortie
de référence de vitesse analogique et un retour EnDat absolu.
La boucle de position est fermée dans le TJ1-MC__ et la
référence de vitesse qui en résulte est transmise à l’axe.
Avec le paramètre SERVO = OFF, la position du codeur EnDat
absolu externe est lue. La sortie analogique ne peut être réglée
qu’à l’aide de commandes BASIC et peut être utilisée pour des
fonctions d’ordre général.
SSI absolu ATYPE = 48
Avec le paramètre SERVO = ON, il s’agit d’un axe avec une sortie
de référence de vitesse analogique et un retour SSI absolu.
La boucle de position est fermée dans le TJ1-MC__ et la
référence de vitesse qui en résulte est transmise à l’axe.
Révision 3.0
Avec le paramètre SERVO = OFF, la position du codeur SSI absolu
externe est lue. La sortie analogique ne peut être réglée qu’à l’aide
de commandes BASIC et peut être utilisée pour des fonctions
d’ordre général.
AXE 1
ATYPE = 45
Position
mesurée
TJ1-FL02
MANUEL DE RÉFÉRENCE DU MATÉRIEL 46
Page 47

Philosophie du système
Récapitulatif des types d’axes et des modes de contrôle
Le tableau ci-dessous répertorie les types d’axes et leur mode
recommandé pour le contrôle de vitesse, de position et de couple.
/ i
ATYPE SERVO Mode Commentaire
40 0 Position
(MECHATROLINK-II)
La boucle de position est fermée sur le servodriver.
Aucune nouvelle commande de contrôle
n’est autorisée.
40 1 Position
(MECHATROLINK-II)
41 0 Vitesse
(MECHATROLINK-II)
41 1 Position
(MECHATROLINK-II)
42 0 Couple
(MECHATROLINK-II)
42 1 Position via couple
(MECHATROLINK-II)
44, 46,
47, 48
44, 46,
47, 48
0Vitesse
(axe flexible)
1Position
(axe flexible)
Mode recommandé pour le contrôle de position
avec des axes MECHATROLINK-II.
Mode recommandé pour le contrôle de vitesse
avec des axes MECHATROLINK-II. Spécifiez la
vitesse avec S_REF.
La boucle de position est fermée sur le système
Trajexia, ce qui diminue les performances par rapport
à la fermeture de la boucle de position sur le
servodriver.
Mode recommandé pour le contrôle de couple
avec des axes MECHATROLINK-II. Spécifiez le
couple avec T_REF.
La boucle de position est fermée sur le système
Trajexia. La sortie de la boucle de position est
transmise en tant que référence de couple au
servodriver.
Mode recommandé pour le contrôle de vitesse
avec des axes flexibles.
La boucle de position est fermée sur le système
Trajexia. Mode recommandé pour le contrôle de
position avec des axes flexibles.
Révision 3.0
MANUEL DE RÉFÉRENCE DU MATÉRIEL 47
Page 48

Philosophie du système
2.8 Tampons de contrôle
Le tampon de contrôle stocke temporairement l’instruction
de contrôle du programme BASIC vers le générateur de profil.
Le programme BASIC se poursuit pendant que l’instruction
est en attente dans le tampon.
Il existe trois types de tampons :
• MTYPE. Mouvement en cours d’exécution. MTYPE fait
référence à l’axe et non au processus.
• NTYPE. Nouveau mouvement en attente d’exécution.
NTYPE fait référence à l’axe et non au processus.
• Tampon de processus. Il est impossible de surveiller le
troisième mouvement en tampon. Le tampon de processus
fait référence au processus et non à l’axe.
• Il est possible de vérifier si le tampon de processus est
saturé à l’aide du paramètre de processus PMOVE.
Lors de l’exécution d’une instruction de contrôle dans le
programme BASIC, l’instruction est chargée dans le tampon
de processus et est distribuée au tampon d’axe correspondant
dans la séquence de contrôle suivante.
En cas d’exécution d’une quatrième instruction de contrôle,
si les trois tampons sont saturés, le programme BASIC interrompt
l’exécution jusqu’à ce qu’un tampon de processus soit libre.
PROGRAMME BASIC
PROGRAMME BASIC
.......
.......
MOVE(-500)
MOVE (–500)
.......
.......
MOVE(1000)
MOVE (1 000)
.......
.......
CONNECT(1,1)
CONNECT (1,1)
.......
Processus 1
Processus 2
Processus 3
Processus 4
Processus 5
Processus 6
Processus 7
Fig. 38
CONNECT(1,1) AXIS(2)
TAMPON DE PROCESSUS
Fig. 39
Tampon de processus
Tampon de processus
Tampon de processus
Tampon de processus
Tampon de processus
Tampon de processus
Tampon de processus
TAMPON D'AXE
(un par axe)
NTYPE
MTYPE
Générateur
de profil
Axe 0
Axe 1
Axe 2
Axe 3
COMMANDE DE CONTRÔLE
en attente d'exécution
COMMANDE DE CONTRÔLE
en cours d'exécution
POSITION
DEMANDÉE
EN ATTENTE
NTYPE
NTYPE
NTYPE
NTYPE MTYPE
EN EXÉCUTION
MTYPE
MTYPE
MTYPE
Axe 15
Révision 3.0
Processus 14
Tampon programme
Chaque processus possède
un tampon de processus
Chaque axe possède
2 tampons : NTYPE et MTYPE
NTYPE MTYPE
MANUEL DE RÉFÉRENCE DU MATÉRIEL 48
Page 49

Philosophie du système
Exemple d’instructions en tampon :
EXEMPLE :
PROGRAMME BASIC
.......
MOVE (–500)
.......
MOVE (1 000)
.......
DATUM (3)
.......
MOVE (200)
.......
PROGRAMME BASIC
.......
MOVE (–500)
.......
MOVE (1 000)
.......
DATUM (3)
.......
MOVE (200)
.......
PROGRAMME BASIC
.......
MOVE (–500)
.......
MOVE (1 000)
.......
DATUM (3)
.......
MOVE (200)
.......
PROGRAMME BASIC
PROGRAMME BASIC
.......
.......
MOVE(-500)
MOVE (–500)
.......
.......
MOVE(1000)
MOVE (1 000)
.......
.......
DATUM(3)
DATUM (3)
.......
.......
MOVE(200)
MOVE (200)
.......
.......
PROGRAMME BASIC
PROGRAMME BASIC
.......
.......
MOVE(-500)
MOVE (–500)
.......
.......
MOVE(1000)
MOVE (1 000)
.......
.......
DATUM(3)
DATUM (3)
.......
.......
MOVE(200)
MOVE (200)
.......
.......
PROGRAMME BASIC
PROGRAMME BASIC
.......
.......
MOVE(-500)
MOVE (–500)
.......
.......
MOVE(1000)
MOVE (1 000)
.......
.......
DATUM(3)
DATUM (3)
.......
.......
MOVE(200)
MOVE (200)
.......
.......
TAMPON
--------------------------------NTYPE IDLE
--------------------------------MTYPE MOVE (–500)
- - - -
TAMPON
- - - -
--------------------------------NTYPE MOVE (1 000)
--------------------------------MTYPE MOVE (–500)
TAMPON
DATUM (3)
--------------------------------NTYPE MOVE (1 000)
--------------------------------MTYPE MOVE (–500)
TAMPON
MOVE(200)
MOVE (200)
---------------------------------
--------------------------------NTYPE DATUM(3)
NTYPE DATUM (3)
---------------------------------
--------------------------------MTYPE MOVE(1000)
MTYPE MOVE (1 000)
TAMPON
- - - - - -
- - - - - -
---------------------------------
--------------------------------NTYPE MOVE(200)
NTYPE MOVE (200)
---------------------------------
--------------------------------MTYPE DATUM(3)
MTYPE DATUM (3)
TAMPON
- - - - - -
- - - - - -
---------------------------------
--------------------------------NTYPE IDLE
NTYPE IDLE
---------------------------------
--------------------------------MTYPE MOVE(200)
MTYPE MOVE (200)
MOVE –500
MOVE –500
MOVE –500
MOVE –500
MOVE –500
MOVE –500
Fig. 40
MOVE 1 000
MOVE 1 000
MOVE 1 000
DATUM (3)
DATUM (3)
MOVE 200
1. Tous les tampons sont vides
et un mouvement est chargé.
L'exécution du mouvement
démarre.
2. Un deuxième mouvement
est chargé alors que le premier
n'est pas terminé.
Le nouveau mouvement attend
dans le deuxième tampon.
3. Un troisième mouvement peut
encore être stocké dans le tampon
de processus.
Le programme BASIC attend
s'il atteint « MOVE (200) ».
4. Le premier mouvement est
terminé. Le tampon passe
à la position suivante.
L'exécution du mouvement
suivant démarre.
5. Une fois les mouvements
envoyés terminés,
le tampon se vide.
6. Enfin, si aucun nouveau
mouvement n'est exécuté,
le tampon se vide et le
générateur de profil
se désactive.
Révision 3.0
MANUEL DE RÉFÉRENCE DU MATÉRIEL 49
Page 50

Philosophie du système
2.9 Système mécanique
2.9.1 Taux d’inertie
Le taux d’inertie est un critère de stabilité. Plus l’inertie de la charge
est élevée par rapport à l’inertie du moteur, moins vous pouvez
définir de gains dans le système avant d’atteindre l’oscillation
et moins les performances pouvant être atteintes sont élevées.
Avec un taux de 1 : 30 pour les servodrivers de petit format et un
taux de 1 : 5 pour les servodrivers de grand format, vous pouvez
atteindre la dynamique maximale de la combinaison moteur / driver.
2.9.2 Rigidité
Si une machine est plus rigide et mois élastique, vous pouvez
définir des gains plus élevés sans vibration, ainsi qu’atteindre
une dynamique plus élevée et une erreur suivante réduite.
2.9.3 Fréquence de résonance
Un système mécanique comporte au moins une fréquence de
résonance. En cas d’excitation du système mécanique sur la
fréquence de résonance, celui-ci commence à osciller. Pour les
systèmes de contrôle, il est recommandé d’utiliser des systèmes
mécaniques associés à une fréquence de résonance très élevée
(inertie faible et rigidité élevée).
La fréquence de résonance du système mécanique correspond
à la limite des paramètres de gain.
Révision 3.0
MANUEL DE RÉFÉRENCE DU MATÉRIEL 50
Page 51

Référence du matériel
3 Référence du matériel
3.1 Introduction
Trajexia est la plate-forme de contrôle d’axes d’Omron qui procure
les performances et la convivialité d’un système de contrôle
d’axes dédié.
Trajexia est un système modulaire autonome qui offre une
souplesse et une évolutivité optimales. Au cœur de Trajexia,
on retrouve le nouveau coordinateur multi-tâches TJ1. Optimisé
par un DSP 32 bits, il peut effectuer des tâches de contrôle d’axes
telles que la came électronique (e-cam), le réducteur électronique
(e-gearbox), le contrôle d’enregistrement et l’interpolation, le tout
à l’aide de commandes de contrôle simples.
Trajexia permet de contrôler jusqu’à 16 axes sur le bus d’axes
MECHATROLINK-II ou un contrôle analogique ou par impulsions
classique avec un contrôle indépendant de la position, de la
vitesse ou du couple de chaque axe. Par ailleurs, son puissant
jeu d’instructions d’axe permet une programmation intuitive
et aisée.
Vous disposez d’un vaste choix de variateurs et de servodrivers
rotatifs, linéaires et à entraînement direct, qui se classent aux
meilleures places de leur catégorie. Enfin, le système est
extensible jusqu’à 16 axes et 8 variateurs et modules d’E/S.
IHM série NS
E/S numérique
Hostlink
MECHATROLINK-II
Fig. 1
Mini-API CJ1 CX-One
Trajexia Tools
Ethernet
Maître
PROFIBUS-DP
Maître
DEVICENET
Révision 3.0
MANUEL DE RÉFÉRENCE DU MATÉRIEL 51
Page 52

Référence du matériel
3.1.1 Caractéristiques générales de Trajexia
Les principales caractéristiques du système Trajexia sont les suivantes :
Connectivité directe via Ethernet
Le connecteur Ethernet intégré de Trajexia permet d’établir une connexion
directe et rapide vers des ordinateurs, des API, des IHM et d’autres
périphériques. En outre, il fournit un accès complet aux drivers via
un bus de contrôle d’axes MECHATROLINK-II. Ce connecteur autorise
la transmission de messages explicites via Ethernet et MECHATROLINK-II
afin de garantir la transparence totale jusqu’au niveau de l’actionneur.
Il permet enfin de configurer un accès à distance.
Préservation de votre savoir-faire
La méthode de cryptage de Trajexia garantit la protection et la confidentialité
de votre précieux savoir-faire.
Port série et E/S locales
Un connecteur série fournit la connectivité directe aux API, IHM et autres
périphériques de terrain Omron. Des entrées / sorties sont librement
configurables (16 entrées et 8 sorties) sur le contrôleur, ce qui vous
permet de personnaliser Trajexia en fonction de votre équipement.
Drivers et variateurs
Vous disposez d’un vaste choix de variateurs et de servodrivers rotatifs,
linéaires et à entraînement direct, qui répondent à tous vos besoins
en termes de compacité, de performances et de fiabilité. Les variateurs
raccordés au réseau MECHATROLINK-II sont pilotés au même rythme
de cycle de mise à jour que les servodrivers.
E/S déportées
Les E/S du bus de contrôle d’axes MECHATROLINK-II permettent d’étendre
le système tout en regroupant les périphériques sur un seul bus de contrôle
d’axes.
PROFIBUS-DP
L’esclave PROFIBUS-DP permet d’établir la connexion avec le réseau
PROFIBUS sur la machine.
DeviceNet
L’esclave DeviceNet permet d’établir la connexion avec le réseau DeviceNet
sur la machine.
Maître MECHATROLINK-II
Le maître MECHATROLINK-II permet de contrôler un maximum de
16 servos, variateurs ou E/S, tout en assurant une transparence complète
sur l’ensemble du système. MECHATROLINK-II offre la vitesse de
communication et la précision temporelle essentielles pour garantir
un parfait contrôle des axes des servos. Le temps de cycle de contrôle
d’axes peut être réglé sur différentes valeurs : 0,5 ms, 1 ms ou 2 ms.
TJ1-FL02 (carte d’axe flexible)
Le TJ1-FL02 assure un contrôle intégral de deux actionneurs via une
sortie analogique ou un train d’impulsions. Le module prend en charge
Révision 3.0
les principaux protocoles de codeur absolu afin d’établir la connexion
d’un codeur externe au système.
MANUEL DE RÉFÉRENCE DU MATÉRIEL 52
Page 53

Référence du matériel
3.1.2 Trajexia Tools
Une plate-forme logicielle universelle
Reposant sur le jeu d’instructions de contrôle de mouvement
BASIC, l’outil de programmation intuitif et convivial de Trajexia
intègre des commandes dédiées à la liaison d’axes, de cames
électroniques, de réducteurs électroniques, etc. Le multitâche
garantit la souplesse lors de la conception d’application. Les
commandes de contrôle sont mises en mémoire tampon, de sorte
que les programmes BASIC sont exécutés lors de l’exécution de
mouvements de contrôle.
Une connexion unique
Les paramètres et fonctions des drivers sur le réseau
MECHATROLINK-II sont entièrement accessibles via la connexion
Ethernet.
Une seule minute
Trajexia Tools intègre des outils de débogage sophistiqués,
notamment des fonctions de trace et d’oscilloscope, afin de
garantir un fonctionnement efficace et un temps d’arrêt minimal.
Les servos, variateurs et E/S connectés au bus mécatronique
MECHATROLINK-II sont automatiquement identifiés et configurés,
ce qui permet de configurer le système en quelques minutes
seulement.
Fig. 2
3.1.3 Présent manuel
Ce Manuel de référence du matériel fournit des informations
dédiées relatives aux éléments suivants :
• Description, connexion et utilisation des cartes Trajexia
• Description, connexion et utilisation des esclaves
MECHATROLINK-II
• Philosophie détaillée de la conception du système afin
Révision 3.0
d’optimiser les résultats du système Trajexia
MANUEL DE RÉFÉRENCE DU MATÉRIEL 53
Page 54

Référence du matériel
3.2 Toutes les cartes
3.2.1 Installation du système
Un système Trajexia est constitué des cartes suivantes :
• Une carte d’alimentation.
• Un TJ1-MC__ (carte de contrôle d’axes). Il peut s’agir de l’une
des cartes suivantes :
- TJ1-MC16, Il prend en charge 16 axes réels ou virtuels
(16 axes au total).
- TJ1-MC04, qui prend en charge 5 axes réels et jusqu’à
16 axes virtuels (16 axes au total).
• Jusqu’à 7 cartes d’extension.
• Une carte de terminaison TJ1-TER.
Les cartes d’extension (numéros 0 à 6) peuvent être disposées
dans n’importe quel ordre. Le TJ1-MC__ détecte automatiquement
toutes les cartes.
Un système Trajexia avec un TJ1-MC16 peut inclure :
• De 0 à 4 cartes TJ1-ML__ (carte maître MECHATROLINK-II).
• De 0 à 7 cartes TJ1-FL02.
• 0 ou 1 carte TJ1-PRT (carte esclave PROFIBUS-DP)
ou TJ1-DRT (carte esclave DeviceNet)
1
.
Un système Trajexia équipé d’une carte TJ1-MC04 peut être
constitué des éléments suivants :
• De 0 à 4 cartes TJ1-ML__.
• De 0 à 3 cartes TJ1-FL02.
• 0 ou 1 carte TJ1-PRT ou TJ1-DRT.
•
Numéro
de carte :
–1
Fig. 3
0123456
Révision 3.0
1. Trajexia ne prend pas simultanément en charge les cartes
TJ1-PRT et TJ1-DRT sur le même système.
MANUEL DE RÉFÉRENCE DU MATÉRIEL 54
Page 55

Référence du matériel
La figure ci-contre est un exemple de configuration simple.
A. Alimentation
B. TJ1-MC__
C. TJ1-ML__
D. Servodriver Sigma-II
E. Carte d’interface MECHATROLINK-II NS115
F. Servomoteur Sigma-II
G. TJ1-TER
Fig. 4
M
C
1
6
O
M
R
O
N
MOTION CONTROLLER
G
C
B
A
0
1
2
3
4
M
L
5
6
7
CN3
1
6
R
U
N
8
CN1
TERM
ON/OFF
WIRE
2/4
CN2
F
C
N
1
F
D
E
Révision 3.0
MANUEL DE RÉFÉRENCE DU MATÉRIEL 55
Page 56

Référence du matériel
1. Retirez toutes les cartes de leur emballage. Assurez-vous que
tous les éléments sont présents.
2. Ne retirez pas les étiquettes de protection sur les cartes.
3. Pour débrancher le TJ1-MC__ et le TJ1-TER, faites glisser vers
l’avant les clips (A) situés en haut et en bas de la carte TJ1-TER.
4. Déconnectez le TJ1-TER du TJ1-MC__.
5. Faites glisser vers l’avant les clips (A) situés en haut et en bas
de toutes les cartes.
Fig. 5
MC16
O
M
R
O
N
M
O
T
IO
N
C
O
N
C
N
3
Fig. 6
A
0
1
2
3
T
R
O
4
L
L
E
R
5
6
7
C
N
1
T
E
R
M
O
N
/O
F
F
W
IR
E
2
/4
C
N
2
A
MC16
0
OM
1
RON
2
MOTION CONTROLLER
3
4
5
6
7
CN3
CN1
TERM
ON/OFF
WIRE
2/4
CN2
Révision 3.0
MANUEL DE RÉFÉRENCE DU MATÉRIEL 56
Page 57

Référence du matériel
6. Connectez le TJ1-MC__ (C) et l’alimentation (B).
7. Faites glisser vers l’arrière les clips (A) situés en haut et en bas.
Fig. 7
Fig. 8
MC16
OMRON
MOTION CONTROLLER
CN3
CB
0
1
2
3
4
5
6
7
CN1
TERM
ON/OFF
WIRE
2/4
CN2
A
MC16
0
OMRON
1
2
MOTION
3
CON
TROLLER
4
5
6
7
CN
3
CN
1
TERM
O
N/OFF
W
IRE
2/4
CN
2
Révision 3.0
MANUEL DE RÉFÉRENCE DU MATÉRIEL 57
Page 58

Référence du matériel
8. Répétez les deux étapes précédentes pour toutes les autres
cartes à connecter.
9. Assurez-vous que la dernière carte connectée est une carte
TJ1-TER.
10. Faites glisser vers le bas tous les clips (D) de toutes les cartes.
11. Placez le système Trajexia sur le rail DIN en position verticale afin
d’assurer un refroidissement correct. Il est recommandé d’utiliser
un rail DIN de type PFP-100N2, PFP-100N ou PFP-50N.
12. Faites glisser vers le haut tous les clips (D) de toutes les cartes.
13. Après avoir effectué le câblage des cartes, retirez les étiquettes
de protection apposées sur les cartes.
Fig. 9
Fig. 10
MC16
O
M
R
O
N
MOTION CONTROLLER
CN3
A
0
1
2
3
4
M
L
5
6
7
1
6
R
U
N
8
CN1
TERM
ON/OFF
WIRE
2/4
CN2
F
C
N
1
D
MC16
0
O
1
M
R
O
N
2
M
O
T
IO
N
3
C
O
N
T
R
O
4
L
L
E
R
C
N
3
ML16
5
6
7
C
N
1
T
E
R
M
O
N
/
O
F
F
W
I
R
E
2
/
4
C
N
2
R
U
N
8
F
C
N
1
Révision 3.0
MANUEL DE RÉFÉRENCE DU MATÉRIEL 58
Page 59

Référence du matériel
14. N’installez pas les cartes Trajexia dans l’une des positions
suivantes :
• À l’envers
• Le dessus vers l’avant
• Le dessous vers l’avant
•À la verticale
Fig. 11
2
N
C
/4
2
E
R
I
W
F
F
/O
N
O
M
R
E
1
N
C
F
8
N
U
R
T
3
N
C
1
N
C
7
R
E
L
L
O
R
T
N
O
C
N
IO
T
O
M
6
OMRON
5
4
3
2
1
0
ML16
MC16
CN1
F
N
8
U
R
L16
M
C16
M
2
CN
E
N1
C
2/4
N/OFF
WIR
ERM
O
T
7
6
5
4
3
2
1
0
R
E
LL
CN3
CONTRO
MOTION
OMRON
Révision 3.0
MANUEL DE RÉFÉRENCE DU MATÉRIEL 59
Page 60

Référence du matériel
15. Lors de la conception d’une armoire pour les cartes, assurezvous de prévoir un espace d’au moins 20 mm autour des cartes
afin de garantir un flux d’air suffisant. Il est recommandé de
prévoir un espace d’au moins 100 mm autour des cartes.
Fig. 12
Goulotte
Carte
Goulotte
20 mm minimum
Rail DIN
20 mm minimum
Révision 3.0
MANUEL DE RÉFÉRENCE DU MATÉRIEL 60
Page 61

Référence du matériel
3.2.2 Environnement et stockage pour toutes les cartes
/ i
Elément Caractéristiques
Température ambiante
de fonctionnement
0 à 55 °C
Humidité ambiante
de fonctionnement
Température ambiante
de stockage
Humidité ambiante de stockage 90 % max. (sans condensation)
Atmosphère Sans gaz corrosifs
Résistance aux vibrations 10 à 57 Hz : (0,075 mm d’amplitude) :
Résistance aux chocs 147 m / s2, 3 fois dans chacune des
Résistance d’isolement 20 MΩ
Rigidité diélectrique 500 Vc.a.
Structure de protection IP20
Normes internationales CE, EN 61131-2, cULus, Lloyds
10 à 90 % HR (sans condensation)
–20 à 70 °C (à l’exclusion de la batterie)
57 à 100 Hz : Accélération : 9,8 m / s2, dans
les directions X, Y et Z pendant 80 minutes
directions X, Y et Z
(homologation cULus en attente pour
TJ1-MC04 et TJ1-ML04)
Conforme RoHS
Révision 3.0
MANUEL DE RÉFÉRENCE DU MATÉRIEL 61
Page 62

Référence du matériel
3.2.3 Dimensions des cartes
Les dimensions des cartes du système Trajexia sont les suivantes :
Contrôleur d’axes Trajexia
Toutes les cotes sont exprimées en mm.
Fig. 13
65
62
71
94
90
70,3
Révision 3.0
MANUEL DE RÉFÉRENCE DU MATÉRIEL 62
Page 63

Référence du matériel
Cartes Trajexia
Toutes les cotes sont exprimées en mm.
Fig. 14
31
39,9
94
90
70,3
Révision 3.0
MANUEL DE RÉFÉRENCE DU MATÉRIEL 63
Page 64

Référence du matériel
Système Trajexia
Toutes les cotes sont exprimées en mm.
PA202
Fig. 15
65
90
94
La profondeur d’installation du système Trajexia est de 90 mm
maximum, en fonction des modules montés. Prévoyez une
profondeur suffisante dans l’armoire de commande.
3.2.4 Raccorder les connecteurs Weidmüller
Les cartes TJ1-MC__ et TJ1-FL02 sont munies de connecteurs
Révision 3.0
Weidmüller. Elles sont également livrées avec des contreconnecteurs Weidmüller. Pour effectuer le câblage des contreconnecteurs Weidmüller, suivez la procédure ci-après :
Fig. 16
62
3145
94
29,7
90
70,30
81,60 à 89,0 mm
MANUEL DE RÉFÉRENCE DU MATÉRIEL 64
Page 65

Référence du matériel
1. Dénudez les fils.
2. Pour simplifier l’insertion des fils, tournez-les.
3. Si nécessaire, sertissez les embouts pleins (haut) ou
à embase (bas).
4. Insérez le tournevis dans le logement intérieur (carré).
Appuyez fermement.
5. Insérez le fil dans le logement extérieur (rond).
6. Retirez le tournevis.
7. Assurez-vous qu’il n’y a aucun brin non attaché.
Caractéristiques de câblage
/ i
Elément Caractéristiques
Types de câbles 0,14 − 1,0 mm
Rigide toronné ou toronné avec embout :
• Sertir les embouts selon DIN 46228 / 1
• Sertir les embouts avec un collier en plastique
selon DIN 46228 / 4
• Avec outil recommandé Weidmüller PZ6
Outil d’insertion Tournevis à lame plate 2,5 mm
Types
d’embouts
recommandés
Weidmüller
AEH H0,14 / 12
AEH H0,25 / 12
AEH H0,34 / 12
2
Fig. 17
Longueur de
dénudage
7 mm sans embout (tolérance : +1 mm, −0 mm)
10 mm avec embout (tolérance : +1 mm, −0 mm)
Taille de conducteur
/ i
Elément Caractéristiques
Plage de sertissage 0,08 − 1,0 mm
Fils sans embout 0,5 − 1,0 mm
Révision 3.0
Fils avec embout AEH H0,14 / 12, 0,13 mm
AEH H0,25 / 12, 0,25 mm
AEH H0,34 / 12, 0,34 mm
MANUEL DE RÉFÉRENCE DU MATÉRIEL 65
2
2
2
2
2
Page 66

Référence du matériel
3.3 Carte d’alimentation (PSU)
3.3.1 Introduction
La carte d’alimentation (PSU) alimente les autres cartes du système
Trajexia. Vous pouvez utiliser trois types différents de cartes PSU
avec le système Trajexia :
• CJ1W-PA202
• CJ1W-PA205R
• CJ1W-PD025
3.3.2 Connexions PSU
Chaque carte d’alimentation comporte six bornes :
/ i
Elément
A Entrée 110 – 240 Vc.a. Entrée 110 – 240 Vc.a. Entrée 24 Vc.c.
B Entrée 110 – 240 Vc.a. Entrée 110 – 240 Vc.a. Entrée 0 V
C Terre de ligne
D Terre
EN / C
F N / C Contact relais Wdog N / C
Révision 3.0
CJ1W-PA202 CJ1W-PA205R CJ1W-PD025
1
Terre de ligne
2
Te rr e
3
Contact relais Wdog
Terre de ligne
Terre
N / C
1. La borne de terre de ligne (C) est une borne neutre antiparasitée. Si les parasites sont à l’origine de nombreuses erreurs
ou que les chocs électriques posent problème, connectez la
borne de terre de ligne à la borne de terre (D) et mettez les
deux à la terre avec une résistance inférieure à 100 Ohms.
2. Pour éviter les chocs électriques, connectez la borne de terre (D)
à la terre avec une résistance inférieure à 100 Ohms et un fil
2
calibre 14 ou de section minimale de 2 mm
.
3. Les bornes E et F de la carte CJ1W-PA205R sont des contacts
relais qui se ferment lorsque Wdog est activé. Reportez-vous
aux commandes BASIC présentées dans le Manuel de programmation.
Fig. 18
G
XXXXX
AC100
-240V
INPUT
L2/N
POWER
A
L1
B
C
D
NC
NC
E
F
MANUEL DE RÉFÉRENCE DU MATÉRIEL 66
Page 67

Référence du matériel
Chaque carte d’alimentation comporte un voyant vert (G). Ce voyant s’allume
lorsque vous connectez la carte d’alimentation à la source d’alimentation.
Attention
Serrez les vis du bornier de la carte d’alimentation en respectant
le couple de 1,2 N m. Des vis mal serrées risquent de provoquer
un court-circuit, un dysfonctionnement ou un incendie.
3.3.3 Caractéristiques PSU
/ i
Carte
d’alimentation
CJ1W-PA202 110 – 240 Vc.a. 2,8 A 0,4 A 14 W
CJ1W-PA205R 110 – 240 Vc.a. 5,0 A 0,8 A 25 W
CJ1W-PD025 24 Vc.c. 5,0 A 0,8 A 25 W
Tens ion
d’entrée
Attention
Le courant et la puissance pouvant être fournis au système sont
limités par la capacité de la carte d’alimentation. Lors de la
conception du système, reportez-vous au tableau ci-dessus
afin que la consommation totale des cartes du système ne
dépasse pas le courant maximal de chaque groupe de tension.
La puissance consommée totale ne doit pas dépasser la
puissance maximale de la carte d’alimentation.
Consommation de courant
maximale
Groupe 5 V Groupe 24 V
Puissance
de sortie
3.3.4 Contenu de l’emballage de la carte d’alimentation
• Fiche de sécurité
• Carte d’alimentation
• Étiquette de protection apposée à la surface de la carte
Révision 3.0
MANUEL DE RÉFÉRENCE DU MATÉRIEL 67
Page 68

Référence du matériel
3.4 TJ1-MC__
3.4.1 Introduction
Le TJ1-MC__ constitue l’élément central du système Trajexia.
Vous pouvez programmer le TJ1-MC__ à l’aide du langage de
programmation BASIC afin de contrôler les cartes d’extension
et les servomoteurs reliés à ces cartes. Consultez le Manuel
de programmation.
Le TJ1-MC__ est disponible dans deux versions : leTJ1-MC04
prend en charge 4 axes, tandis que le TJ1-MC16 prend en
charge 16 axes.
Les éléments visibles du TJ1-MC__ sont les suivants :
/ i
Fig. 19
Élément Description
A Affichage LED
B Voyants d’E/S 0 – 7
CBatterie
D Connecteur Ethernet
E Commutateur TERM ON / OFF
F Commutateur WIRE 2 / 4
G Connecteur série
H Connecteur d’E/S 28 broches
Révision 3.0
A
B
C
D
E
F
G
H
MANUEL DE RÉFÉRENCE DU MATÉRIEL 68
Page 69

Référence du matériel
3.4.2 Affichage LED
L’affichage LED indique les informations suivantes :
Informations Quand
Adresse IP
et masque de
sous-réseau
Adresse IP S’affiche 4 fois lors de la connexion d’un câble Ethernet
RUN Lorsque le TJ1-MC__ pilote un servodriver.
OFF Lorsque le TJ1-MC__ ne pilote pas de servodriver.
ERR + code Lorsqu’une erreur se produit dans le système Trajexia.
S’affichent 3 fois lors de la connexion du système Trajexia
à l’alimentation.
entre le connecteur Ethernet du TJ1-MC__ et un ordinateur.
Le code correspond au code de l’erreur. Reportez-vous
au chapitre sur la résolution des problèmes dans le Manuel
de programmation.
Fig. 20 / i
Révision 3.0
MANUEL DE RÉFÉRENCE DU MATÉRIEL 69
Page 70

Référence du matériel
3.4.3 Connexions du TJ1-MC__
Le TJ1-MC__ est équipé des connecteurs ci-dessous :
• Un connecteur Ethernet permettant la connexion
à un ordinateur ou à un réseau Ethernet (D)
• Un connecteur série (G)
• Un connecteur d’E/S à 28 broches (H)
Les éléments du connecteur série et du connecteur à 28 broches
sont fournis.
Connecteur Ethernet
Le connecteur Ethernet sert à connecter le TJ1-MC__ à un
ordinateur ou à un réseau Ethernet. Le connecteur Ethernet est la
seule connexion pouvant être utilisée pour programmer le système.
Utilisez un câble Ethernet droit ou croisé pour établir cette
connexion. Si vous reliez directement l’ordinateur au TJ1-MC__
(et non via un hub ou un autre périphérique réseau), l’ordinateur
doit disposer d’une adresse IP fixe.
Le TJ1-MC__ est détecté automatiquement lors du branchement
d’un câble au connecteur Ethernet.
Précautions d’installation de base
Assurez-vous que le système Ethernet est conforme à la norme
IEEE 802.3.
N’installez pas le système Ethernet à proximité d’une source
de parasites.
Fig. 21
A
B
C
D
E
F
G
H
Précautions liées à l’environnement
Les câbles UTP ne sont pas blindés. Dans des environnements
exposés aux parasites, utilisez un système équipé d’un câble
blindé à paire torsadée (STP) et de concentrateurs correspondant
à un environnement FA.
Tenez les câbles à paire torsadée éloignés des lignes haute
Révision 3.0
tension et des appareils générant des parasites.
Placez les câbles à paire torsadée dans des endroits non
exposés à un taux d’humidité élevé ou peu exposés à la
poussière et aux contaminants.
MANUEL DE RÉFÉRENCE DU MATÉRIEL 70
Page 71
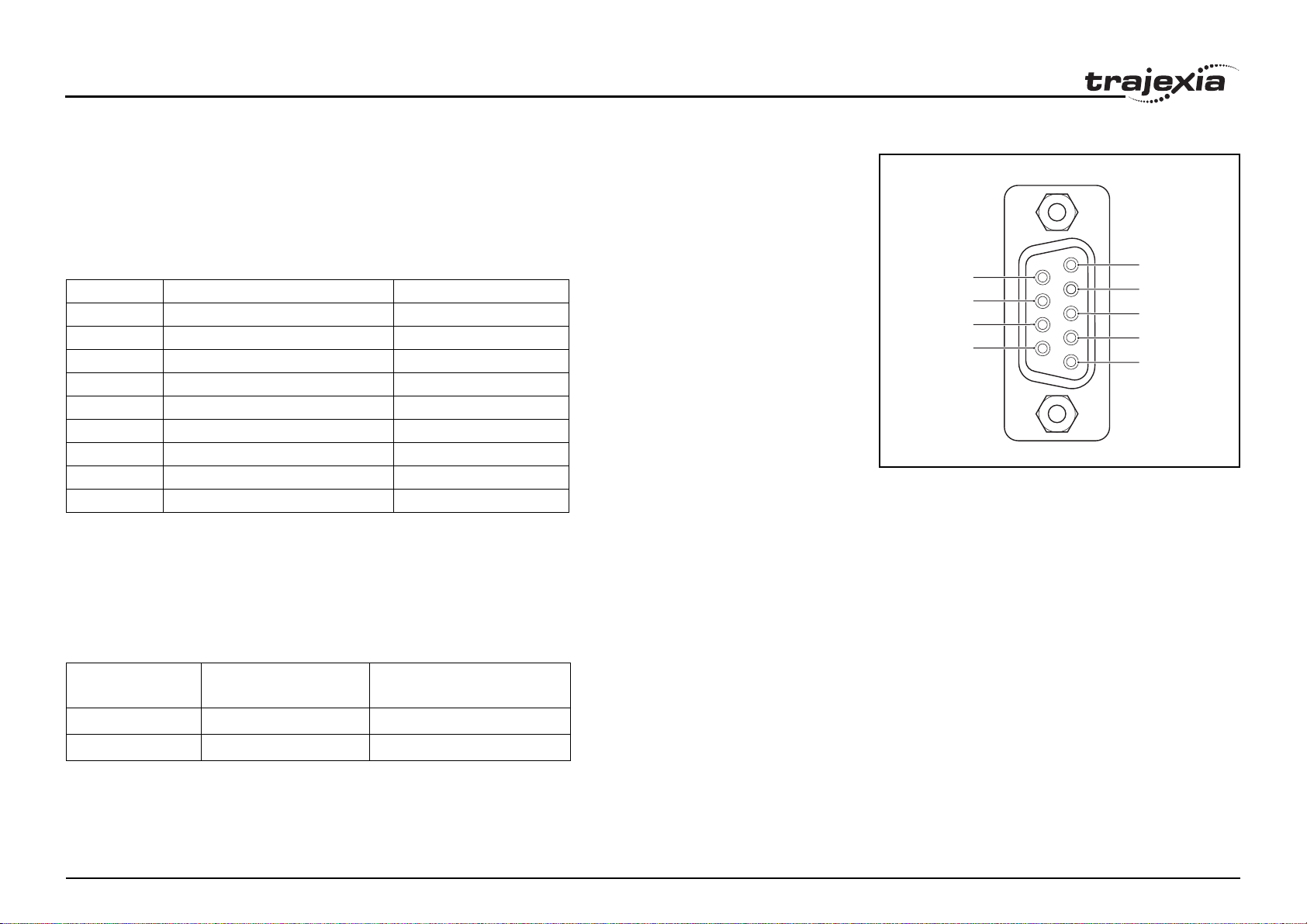
Référence du matériel
Connecteur série
Le connecteur série est compatible avec les trois normes
de communication ci-dessous :
• RS232
• RS422
• RS485
Fig. 22
/ i
Broche Communication Connexion
1 RS422 / RS485 / Tx
2RS232 Tx
3RS232 Rx
4 N / C N / C
5 N / C N / C
6 RS422 / RS485 / Rx
7 RS422 / RS485 Tx
8 RS422 / RS485 Rx
9RS232 0 V
Commutateur TERM ON / OFF
Active / désactive la terminaison de la connexion série RS422 / 485.
Le réglage du commutateur TERM ON / OFF varie en fonction de
la norme de communication de la connexion série, ainsi que de la
position du TJ1-MC__ sur le réseau :
/ i
Norme de
communication
RS422 ou RS485 Première ou dernière Gauche (activé)
RS422 ou RS485 Ni première, ni dernière Droite (désactivé)
Position du TJ1-MC__ Réglage du commutateur
TERM ON / OFF
9
8
7
6
4
3
2
1
5
Révision 3.0
MANUEL DE RÉFÉRENCE DU MATÉRIEL 71
Page 72

Référence du matériel
Commutateur WIRE 2 / 4
Le commutateur WIRE 2 / 4 permet de régler la norme de
communication pour la connexion série RS422 / 485. Pour utiliser
l’une des normes de communication, effectuez l’une des opérations
ci-dessous :
/ i
Fig. 23
A
Norme de
communication
RS422 Réglez le commutateur WIRE 2 / 4 sur la position droite
RS485 Réglez le commutateur WIRE 2 / 4 sur la position gauche
Méthode de sélection
Remarque
En mode RS485, la paire de transmission est reliée
à la paire de réception.
B
C
D
E
F
G
H
Révision 3.0
MANUEL DE RÉFÉRENCE DU MATÉRIEL 72
Page 73

Référence du matériel
Connecteur d’E/S 28 broches
Le connecteur 28 broches est de type Weidmüller :
B2L 3.5 / 28 LH.
Broche Connexion Broche Connexion
1 Entrée 0 V commune 2 Entrée 0 V commune
3 Entrée 0 4 Entrée 1
5 Entrée 2 6 Entrée 3
7 Entrée 4 8 Entrée 5
9 Entrée 6 10 Entrée 7
11 Entrée 8 12 Entrée 9
13 Entrée 10 14 Entrée 11
Fig. 24 / i
1
3
5
7
9
11
2
4
6
8
10
12
15 Entrée 12 16 Entrée 13
17 Entrée 14 18 Entrée 15
19 Sortie 8 20 Sortie 9
21 Sortie 10 22 Sortie 11
23 Sortie 12 24 Sortie 13
25 Sortie 14 26 Sortie 15
27 Sortie 0 V commune 28 Entrée d’alimentation 24 V
pour les sorties
Révision 3.0
13
15
17
19
21
23
25
27
14
16
18
20
22
24
26
28
MANUEL DE RÉFÉRENCE DU MATÉRIEL 73
Page 74

Référence du matériel
Voyants 0 – 7
Les voyants d’E/S indiquent l’activité des entrées et des sorties.
Utilisez la commande BASIC DISPLAY = n pour régler les voyants.
Le tableau ci-dessous indique la configuration des voyants 0 à 7,
ainsi que la commande DISPLAY = n, où n correspond à une
valeur allant de 0 à 7.
/ i
N°
voyant
0 IN 0 IN 8 IN 16 IN 24 OUT 0 OUT 8 OUT 16 OUT 24
1 IN 1 IN 9 IN 17 IN 25 OUT 1 OUT 9 OUT 17 OUT 25
2 IN 2 IN 10 IN 18 IN 26 OUT 2 OUT 10 OUT 18 OUT 26
3 IN 3 IN 11 IN 19 IN 27 OUT 3 OUT 11 OUT 19 OUT 27
4 IN 4 IN 12 IN 20 IN 28 OUT 4 OUT 12 OUT 20 OUT 28
5 IN 5 IN 13 IN 21 IN 29 OUT 5 OUT 13 OUT 21 OUT 29
6 IN 6 IN 14 IN 22 IN 30 OUT 6 OUT 14 OUT 22 OUT 30
7 IN 7 IN 15 IN 23 IN 31 OUT 7 OUT 15 OUT 23 OUT 31
n = 0 n = 1 n = 2 n = 3 n = 4 n = 5 n = 6 n = 7
Par exemple, si vous utilisez la commande DISPLAY = 1, le voyant 5
indique l’activité de l’entrée 13 (broche 16) du connecteur d’E/S
à 28 broches.
Révision 3.0
MANUEL DE RÉFÉRENCE DU MATÉRIEL 74
Page 75

Référence du matériel
Entrées numériques
Le tableau ci-dessous et l’illustration ci-contre fournissent des
détails sur les caractéristiques des entrées numériques (0 à 15) :
/ i
Elément Caractéristiques
Type PNP / NPN
Tension maximale 24 Vc.c. + 10 %
Courant d’entrée 5 mA à 24 Vc.c.
Tension ON 14,4 Vc.c.
Tension OFF 5,0 Vc.c. max.
Fig. 25
Alimentation
externe 24 V
Entrée
Entrée 0 V
TJ 1-MC 16
3
1
Les temps varient en fonction du cycle servo du MC16 et tiennent
compte des retards physiques sur le circuit d’entrée.
Le temps de réponse maximal de 1 250 µs (cycle servo 0,5 ms
ou 1,0 ms) ou de 2 500 µs (cycle servo 2,0 ms) est atteint entre un
changement de tension d’entrée et un changement correspondant
du paramètre IN.
Sorties numériques
Le tableau ci-dessous et l’illustration ci-contre fournissent des
détails sur les caractéristiques des sorties numériques (O8 à O15) :
/ i
Elément Caractéristiques
Type PNP
Tension maximale 24 Vc.c. + 10 %
Capacité 100 mA à chaque sortie (800 mA pour un groupe de 8)
Tension max. 24 Vc.c. + 10 %
Protection Surtension, dépassement de température et fusible 2 A
sur commun
Révision 3.0
Les temps varient en fonction du cycle servo du MC16 et tiennent
compte des retards physiques sur le circuit de sortie.
Commun 0 V pour circuits d'entrée
Fig. 26
Circuit
équivalent
système par galvanisation)
Circuits internes (isolés du
Vers d'autres circuits de sortie
TJ 1-MC 16
Fusible 2 A
27
19
Alimentation de sortie 24 V28
O8
Sortie 0 V
Charge
Alimentation
externe
24 V
MANUEL DE RÉFÉRENCE DU MATÉRIEL 75
Page 76

Référence du matériel
Le temps de réponse maximal de 250 µs sur ON ou de 350 µs
sur OFF (cycle servo 0,5 ms ou 1,0 ms) ou de 500 µs sur ON
ou de 600 µs sur OFF (cycle servo 2,0 ms) est atteint entre un
changement du paramètre OP et un changement correspondant
sur le circuit de sortie numérique.
3.4.4 Batterie
La batterie de sauvegarde alimente la mémoire RAM, qui stocke
les programmes et les variables globales, ainsi que l’horloge temps
réel lorsque l’alimentation est éteinte. Vous devez la remplacer tous
les 5 ans. Le numéro de référence de la batterie de sauvegarde est
CJ1W-BAT01.
Lors du remplacement de la batterie, l’alimentation ne peut pas être
désactivée pendant plus de cinq minutes, sinon vous risquez de
perdre des données en mémoire. Si le TJ1-MC__ n’était pas sous
tension, mettez-le sous tension pendant au moins 5 minutes avant
de remplacer la batterie. À défaut, le condensateur qui fournit
l’alimentation de secours à la mémoire n’est pas complètement
chargé et la mémoire de sauvegarde risque d’être perdue avant
l’installation de la nouvelle batterie.
Fig. 27
A
B
C
D
E
F
G
H
Révision 3.0
MANUEL DE RÉFÉRENCE DU MATÉRIEL 76
Page 77

Référence du matériel
3.4.5 Caractéristiques TJ1-MC__
/ i
Elément Caractéristiques
TJ1-MC04 TJ1-MC16
Alimentation 5 Vc.c. et 24 Vc.c. (fournie par une carte d’alimentation)
Consommation totale 3,3 W
Consommation électrique 650 mA à 5 Vc.c.
Poids approximatif 230 g
Nombre d'axes 5 (maximum 4 axes sur
MECHATROLINK-II)
Nombre de variateurs et d’E/S Maximum 8 sur
MECHATROLINK-II
Nombre de TJ1-MC__ Maximum 4 Maximum 4
Horloge temps réel Oui
Période servo 0,5 ms, 1 ms ou 2 ms
Langage de programmation Langage de contrôle d’axes de type BASIC
Multitâches Maximum 14 tâches
E/S numérique 16 entrées numériques et 8 sorties numériques librement
configurables
Unités de mesure Définissables par l’utilisateur
Mémoire disponible pour les
programmes utilisateur
Capacité de stockage des
données
Enregistrement des données
de programme sur le TJ1-MC__
Enregistrement des données
de programme sur l’ordinateur
Connecteurs de communication • 1 connexion Ethernet
Révision 3.0
Mise à jour du micrologiciel Via le logiciel Trajexia Tools
500 Ko
Jusqu'à 2 Mo de stockage de données en mémoire flash
• Sauvegarde par mémoire RAM et flash
• Sauvegarde par la batterie
Le logiciel Trajexia Tools gère les sauvegardes
sur le disque dur de l’ordinateur
• 2 connexions série
16
Maximum 8 sur
MECHATROLINK-II
Elément Caractéristiques
TJ1-MC04 TJ1-MC16
Caractéristiques électriques du
connecteur Ethernet
Connecteur Ethernet RJ45
Conforme IEEE 802.3 (100BaseT)
Connecteurs série 1 et 2
/ i
Elément Caractéristiques
Caractéristiques électriques • PORT 1 : RS232C, non isolé
• PORT 2 : RS485 / RS422A, isolé
Connecteur Connecteur SUB-D9
Vitesse de transmission 1 200, 2 400, 4 800, 9 600, 192 00
et 38 400 bps
Format de transmission, longueur
de bits de données
Format de transmission, bit d’arrêt 1 ou 2 bits
Format de transmission, bit de
parité
Mode de transfert • RS232C : point à point (1 : 1)
Protocole de transmission • Protocole maître Hostlink
Isolation galvanique Connecteur RS422 / 485 uniquement
Tampons de communication 254 octets
Flow control (Contrôle de flux) Aucun
Terminaison Oui, sélectionnée par commutateur
Longueur de câble maximale • RS232C : 15 m
7 ou 8 bits
Pair / Impair / Aucun
• RS422 / 485 : Point à multipoint (1 : N)
• Protocole esclave Hostlink
• ASCII général
• RS422 / 485 : 100 m
MANUEL DE RÉFÉRENCE DU MATÉRIEL 77
Page 78

Référence du matériel
3.4.6 TJ1-TER
La carte TJ1-TER permet de garantir que le bus de données
interne du système Trajexia fonctionne correctement. Dans tous
les cas, un système Trajexia doit contenir une carte TJ1-TER
en dernière position.
3.4.7 Contenu de l’emballage du TJ1-MC__
• Fiche de sécurité
• TJ1-MC__ (batterie incluse)
• Étiquette de protection apposée à la surface du TJ1-MC__
• Carte TJ1-TER, raccordée à la carte TJ1-MC__
• Éléments d’un connecteur série
• Éléments d’un connecteur d’E/S
• Deux clips en métal pour rail DIN pour empêcher le système
Trajexia de glisser du rail
• Clip blanc pour remplacer le clip jaune de la carte
d’alimentation
Fig. 28
Révision 3.0
MANUEL DE RÉFÉRENCE DU MATÉRIEL 78
Page 79

Référence du matériel
3.5 TJ1-ML__
3.5.1 Introduction
La carte TJ1-ML__ contrôle les périphériques MECHATROLINK-II
de manière cyclique et déterministe. Les esclaves MECHATROLINK-II
peuvent être les éléments suivants :
• Servodrivers
• Variateurs
•E/S
Les éléments visibles de la carte TJ1-ML__ sont les suivants :
/ i
Élément Description
A Voyants LED
B Connecteur de bus MECHATROLINK-II CN1
La carte TJ1-ML__ et les périphériques associés constituent un
réseau série. La première carte du réseau est une carte TJ1-ML__.
• Une carte TJ1-ML16 peut contrôler 16 périphériques.
Une carte TJ1-ML04 peut contrôler 4 périphériques.
Fig. 29
ML16
RUN
8F
CN1
A
B
Révision 3.0
MANUEL DE RÉFÉRENCE DU MATÉRIEL 79
Page 80

Référence du matériel
3.5.2 Description des voyants
/ i
Légende État Description
RUN Éteint Échec du test au démarrage. Carte non opérationnelle.
Fonctionnement arrêté. Erreur fatale.
Allumé Test au démarrage réussi. Fonctionnement normal.
BF Éteint Fonctionnement normal.
Allumé Défaut du bus MECHATROLINK-II.
- Réservé.
3.5.3 Connexion de la carte TJ1-ML__
Le connecteur de bus MECHATROLINK-II (A) est prévu pour
un connecteur MECHATROLINK-II. Utilisez ce connecteur pour
relier la carte TJ1-ML__ à un réseau MECHATROLINK-II.
Le réseau MECHATROLINK-II doit toujours être fermé par
la terminaison MECHATROLINK-II.
Révision 3.0
Fig. 30
ML16
RUN
8F
CN1
A
MANUEL DE RÉFÉRENCE DU MATÉRIEL 80
Page 81

Référence du matériel
Exemples de connexion
Exemple 1
• 1 x TJ1-MC__
• 1 x TJ1-ML__
• 3 x servodriver Sigma-II
• 1 x terminaison MECHATROLINK-II
Fig. 31
Servodriver
Toutes les adresses Mechatrolink
sont numérotées sous la forme 4x
(maximum 16 par carte)
Adresse
43
Axe 2 Axe 3 Axe 4
Adresse44Adresse
45
Terminaison
Révision 3.0
MANUEL DE RÉFÉRENCE DU MATÉRIEL 81
Page 82

Référence du matériel
Exemple 2
• 1 x TJ1-MC16
• 2 x TJ1-ML16
• 16 x servodriver Sigma-II
• 2 x terminaison MECHATROLINK-II
Fig. 32
Adresse41Adresse42Adresse43Adresse44Adresse45Adresse46Adresse47Adresse
48
Axe 0
Adresse
49
Axe 1
Adresse4AAdresse4BAdresse4CAdresse4DAdresse4EAdresse4FAdresse
Axe 2
Axe 3
Axe 4
Axe 5
Axe 6
Axe 7
50
Servodriver
Terminaison
Terminaison
Axe 8
Révision 3.0
MANUEL DE RÉFÉRENCE DU MATÉRIEL 82
Axe 9
Axe 10
Axe 11
Axe 12
Axe 13
Axe 14
Axe 15
Page 83

Référence du matériel
Les cartes MECHATROLINK-II peuvent contrôler plusieurs
combinaisons d’axes, de variateurs et de cartes d’E/S.
Exemple 3
• 1 x TJ1-MC__
• 1 x TJ1-ML16
• 1 x servodriver Sigma-II
• 1 x variateur
•3 x carte d’E/S
• 1 x terminaison MECHATROLINK-II
VARIATEURS
Toutes les adresses des variateurs
sont numérotées sous la forme 2x
(plage valide 20 à 2F)
Adresse
41
Adresse
21
Fig. 33
CARTES D'E/S
Les adresses d'E/S sont numérotées sous la forme 6x
(plage valide 60 à 6F)
Adresse d'E/S sélectionnée par interrupteurs DIP
Adresse
61
Allocations de mémoire E/S
Adresse
62
Adresse
63
Terminaison
0 31 32 95 96 159 160 223 224
Axe 0
Révision 3.0
MANUEL DE RÉFÉRENCE DU MATÉRIEL 83
Page 84

Référence du matériel
3.5.4 Caractéristiques de la carte TJ1-ML__
/ i
Elément Caractéristiques
TJ1-ML04 TJ1-ML16
Alimentation 5 Vc.c. (fournie par TJ1-MC__)
Consommation totale 1,0 W
Consommation électrique 200 mA à 5 Vc.c.
Poids approximatif 75 g
Nombre de périphériques contrôlés 4 16
Périphériques contrôlés • Servodrivers Sigma-II, Junma-ML et Sigma-III
•E/S
• Variateurs de fréquence V7, F7 et G7
Caractéristiques électriques Conforme à la norme MECHATROLINK-II
Connexion de communication 1 connecteur maître MECHATROLINK-II
Vitesse de transmission 10 Mbps
Cycle servo 0,5 ms, 1 ms ou 2 ms
Distance de transmission sans
répéteur
Maximum 50 m
Périphériques TJ1-ML__ connexes
/ i
Révision 3.0
Nom Remarques Modèle
Modules d’E/S
distribués
Câbles
MECHATROLINK-II
Terminaison
MECHATROLINK-II
Carte d’interface
MECHATROLINK-II
Entrée numérique à 64 points et sortie
numérique à 64 points (24 Vc.c. NPN)
Entrée numérique à 64 points et sortie
numérique à 64 points (24 Vc.c. PNP)
Entrée analogique : –10 V à +10 V,
4 canaux
Sortie analogique : –10 V à +10 V,
2 canaux
0,5 mètre JEPMC-W6003-A5
1 mètres JEPMC-W6003-01
3 mètres JEPMC-W6003-03
5 mètres JEPMC-W6003-05
10 mètres JEPMC-W6003-10
20 mètres JEPMC-W6003-20
30 mètres JEPMC-W6003-30
Résistance de terminaison JEPMC-W6022
Pour les servodrivers série Sigma-II
(micrologiciel version 39 ou ultérieure)
Servodrivers série Junma SJDE-__ANA-OY
Pour variateur Varispeed V7 (pour obtenir
des détails sur les versions prises en
charge, contactez votre revendeur Omron)
Pour variateurs Varispeed F7 et G7
(pour obtenir des détails sur les versions
prises en charge, contactez votre
revendeur Omron)
JEPMC-IO2310
JEPMC-IO2330
JEPMC-AN2900
JEPMC-AN2910
JUSP-NS115
SI-T / V7
SI-T
MANUEL DE RÉFÉRENCE DU MATÉRIEL 84
Page 85

Référence du matériel
3.5.5 Contenu de l’emballage de la carte TJ1-ML__
Contenu de l’emballage de la carte d’interface MECHATROLINK-II :
• Fiche de sécurité
• Carte TJ1-ML__
• Étiquette de protection apposée à la surface de la carte
3.5.6 Servodrivers MECHATROLINK-II série Sigma-II
Un servodriver MECHATROLINK-II est conçu pour contrôler
la position sur un système Trajexia. Au cours de chaque cycle
MECHATROLINK-II, le TJ1-MC__ reçoit le retour de position du
servodriver via la carte TJ1-ML__. Le TJ1-MC__ transmet ensuite
au récepteur la position, la vitesse ou le couple cible en fonction
du type d’axe.
Les autres fonctionnalités du servodriver sont disponibles
mais actualisées à une fréquence moins élevée.
Le TJ1-MC__ considère un servodriver comme un axe.
Lorsque vous connectez un servo au système Trajexia, le
paramètre ne change pas automatiquement. Ainsi, en fonction
de l’application, il peut s’avérer utile de modifier des valeurs.
Pour connecter un servodriver Sigma-II à un système Trajexia,
une interface MECHATROLINK-II JUSP-NS115 doit être connectée
au connecteur DPRAM correspondant.
Pour obtenir des détails sur les connexions Sigma-II, reportez-vous
au manuel correspondant.
Fig. 34
Révision 3.0
MANUEL DE RÉFÉRENCE DU MATÉRIEL 85
Page 86

Référence du matériel
Voyants LED de la carte NS115
Voyant Couleur Description
Alarme Rouge Allumé : une alarme s’est déclenchée
Éteint : aucune alarme activée
Prêt Vert Allumé : communication active
Éteint : aucune communication en cours
Fig. 35 / i
A
B
C
Paramètres d’adresses (SW1 et SW2)
Les interrupteurs DIP (B) de la carte NS115 permettent de
configurer les paramètres de communication.
Interrupteur
DIP
1 Vitesse de
2 Longueur
3 Plage
4 Maintenance
Fonction Réglage Description
ON 10 Mbps
transmission
ON Transmission de données 32 octets
des données
OFF Adresses 40 à 4F
d’adresses
ON Adresses 50 à 5F
OFF Doit toujours être réglé sur OFF.
(réservé)
Position ON non utilisée
C
Fig. 36 / i
234
1
ON OFF
Révision 3.0
MANUEL DE RÉFÉRENCE DU MATÉRIEL 86
Page 87
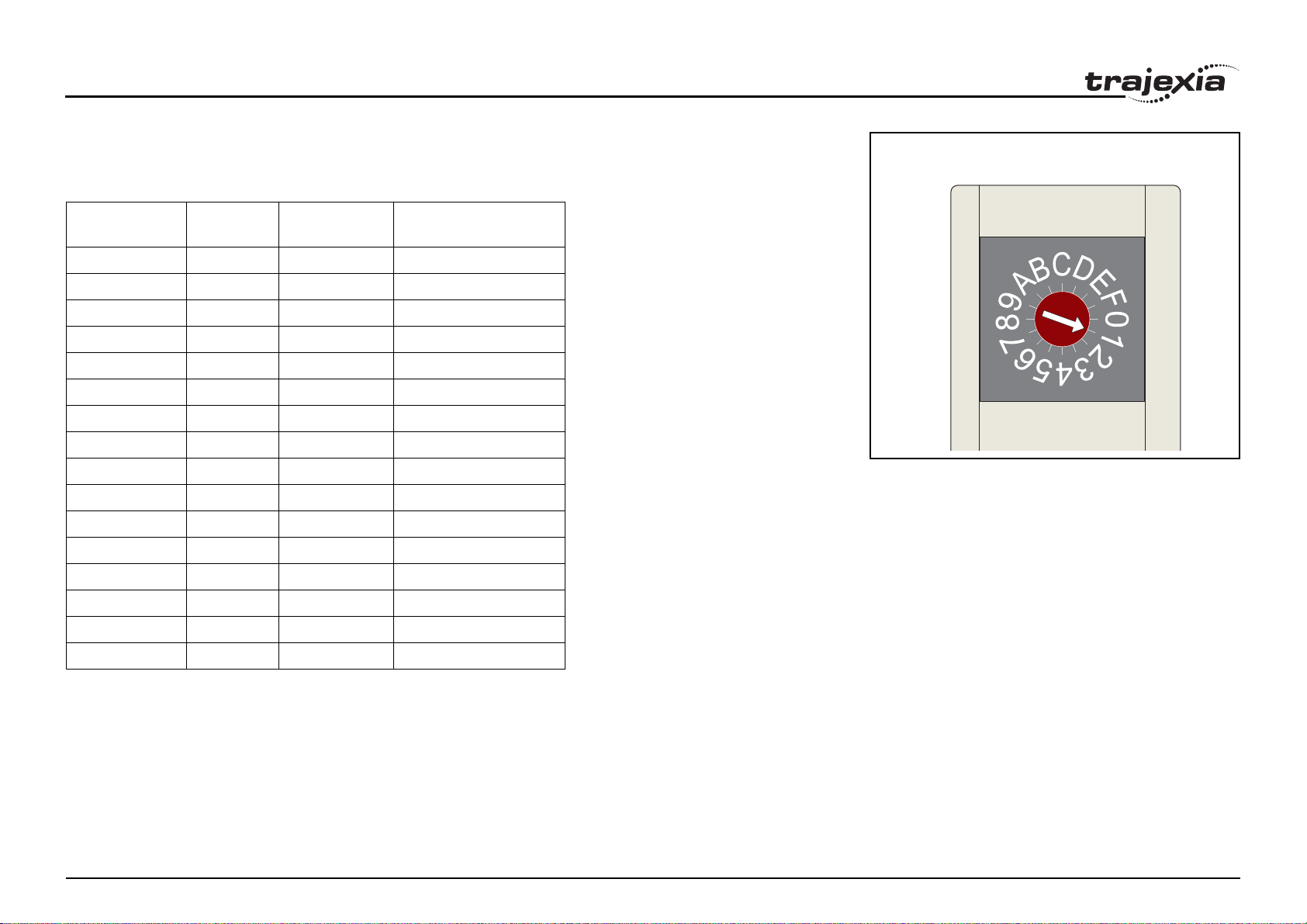
Référence du matériel
Placez le sélecteur d’adresse (A, fig. 35) de la carte NS115 sur
la position n (où n correspond à une valeur comprise entre 0 et F)
afin d’attribuer l’adresse suivante à la carte NS115 :
/ i
Valeur du commutateur rotatif
1OFF410
2OFF421
3OFF432
4OFF443
5OFF454
6OFF465
7OFF476
8OFF487
9OFF498
AOFF4A9
BOFF4B10
COFF4C11
Interrupteur DIP 3
Adresse
de station
Axe sur le
contrôleur d’axes
Fig. 37
DOFF4D12
EOFF4E13
FOFF4F14
0ON5015
N’utilisez pas les adresses 40 et 51 à 5F. Utilisez uniquement les
adresses 41 à 50.
Révision 3.0
MANUEL DE RÉFÉRENCE DU MATÉRIEL 87
Page 88
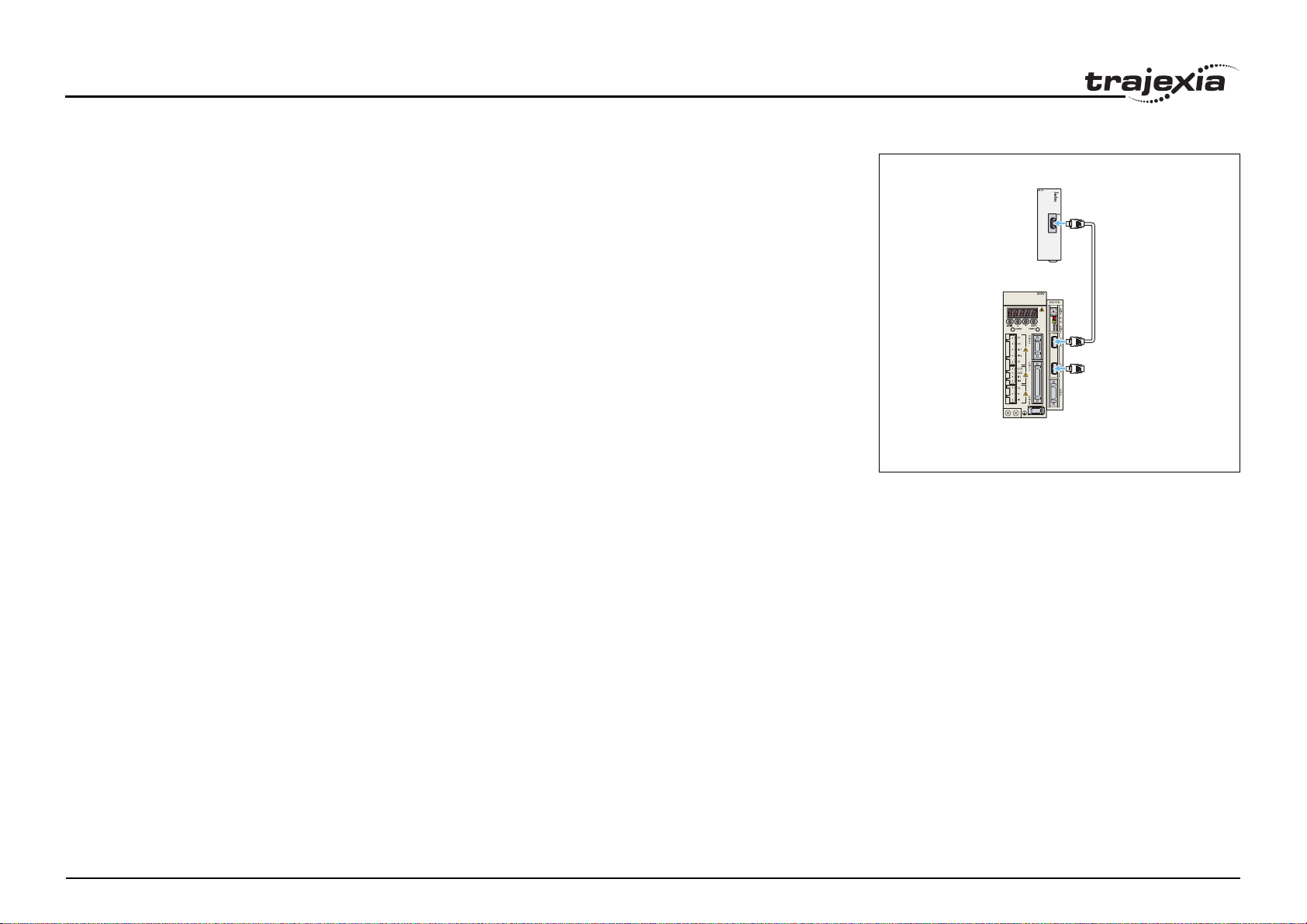
Référence du matériel
Connecteurs MECHATROLINK-II (CN1A et CN1B)
Effectuez la connexion au réseau MECHATROLINK-II
conformément à la figure ci-contre, à l’aide d’un câble
MECHATROLINK-II. Les deux connecteurs sont reliés en parallèle,
ce qui permet de connecter les deux câbles aux deux connecteurs.
Connectez une résistance de terminaison MECHATROLINK-II
à l’un des connecteurs si le servodriver est le dernier
périphérique du réseau.
Connecteur de codeur totalement fermé CN4
Le connecteur CN4 permet de raccorder un codeur totalement
fermé, c’est-à-dire que la position est contrôlée par un codeur
externe et la boucle de vitesse et de couple par le codeur de
moteur. Cette configuration est utilisée lors de l’installation du
moteur sur des machines dont vous voulez mesurer directement
la charge pour l’une des raisons suivantes :
• Glissement ou jeu au niveau de la transmission mécanique
• Niveau de précision requis très élevé
Fig. 38
Le codeur pris en charge est un driver de ligne et la disposition
des broches est illustrée dans la figure.
Le tableau ci-après indique la disposition des bornes et les
caractéristiques du connecteur CN4.
Révision 3.0
MANUEL DE RÉFÉRENCE DU MATÉRIEL 88
Page 89

Référence du matériel
1 PG0V Signal de masse
2 PG0V Signal de masse
3 PG0V Signal de masse
4- -
5- -
6- -
7- -
8- -
9- -
10 - -
11 - -
12 - -
13 - -
14 FC Entrée + phase C
15 / FC Entrée - phase C
16 FA Entrée + phase A
Fig. 39 / i
NS115
CN4
1,2,3
16
17
18
19
14
15
PG0V
FA
/FA
FB
/FB
FC
/FC
Alimentation
externe
GND
A
/A
B
/B
Z
/Z
PG externe
17 / FA Entrée - phase A
18 FB Entrée + phase B
19 / FB Entrée - phase B
20 - -
Remarque
Veillez à utiliser un câble blindé dont le blindage est relié
à la coque du connecteur.
Révision 3.0
Paramètres de servo appropriés liés à l’utilisation
du système Trajexia :
MANUEL DE RÉFÉRENCE DU MATÉRIEL 89
Page 90

Référence du matériel
Résolution de taux de réduction du codeur
Les deux paramètres ci-dessous déterminent les unités du
système en combinaison avec UNITS.
• Pn202 : numérateur de taux de réduction. La valeur par défaut
est 4. Utilisez la valeur 1 pour obtenir la résolution de codeur
maximale.
• Pn203 : dénominateur de taux de réduction. La valeur par
défaut est 1.
Codeur absolu
• Pn205 : limite multitours. La valeur par défaut est 65 535.
Attribuez une valeur appropriée en combinaison avec le taux
de réduction du codeur et UNITS.
Codeur totalement fermé
• Pn002.3 : 0 = désactivé, 1 = utilisation sans Z, 2 = utilisation
avec Z, 3 = utilisation sans rotation inverse Z, 4 = utilisation
avec rotation inverse Z.
• Pn206 : nombre d’impulsions du codeur totalement fermé par
tour. La valeur par défaut est 16 384.
Révision 3.0
MANUEL DE RÉFÉRENCE DU MATÉRIEL 90
Page 91

Référence du matériel
Utilisation des entrées numériques de servodriver avec
le système Trajexia
• Pn511 : mappage des entrées d’enregistrement.
• Pn81E : mappage des entrées normales.
Pour pouvoir lire toutes les entrées de servodriver du système
Trajexia, il est recommandé d’utiliser les valeurs ci-dessous :
/ i
Valeur de paramètre Entrée dans Sigma-II Bit dans Trajexia
Pn81E = 4321 CN1-40 Bit DRIVE_INPUTS 12
CN1-41 Bit DRIVE_INPUTS 13
CN1-42 Bit DRIVE_INPUTS 14
CN1-43 Bit DRIVE_INPUTS 15
Pn511 = 654X CN1-44 Bit DRIVE_INPUTS 06
CN1-45 Bit DRIVE_INPUTS 07
CN1-46 Bit DRIVE_INPUTS 08
Pour consulter les autres paramètres et connexions, reportez-vous
au manuel Sigma-II.
Révision 3.0
MANUEL DE RÉFÉRENCE DU MATÉRIEL 91
Page 92

Référence du matériel
3.5.7 Servodrivers MECHATROLINK-II série Junma
Il est également possible de connecter un servodriver Junma à un
système Trajexia.
/ i
Légende Borne /
Description
LED
A FIL Commutateur rotatif pour réglage de filtre de référence
BCN6A et
Connecteurs de bus MECHATROLINK-II
CN6B
C CN1 Connecteur de signaux d’E/S
D CN2 Connecteur d’entrée codeur
E SW1 Commutateur rotatif pour adresses
MECHATROLINK-II
F SW2 Interrupteurs DIP pour paramètres de communication
MECHATROLINK-II
G RDY Voyant d’état du servo
H ALM Voyant d’alarme
I COM Voyant d’état de communication MECHATROLINK-II
J CNA Connecteur d’alimentation
K CNB Connecteur de servomoteur
Voyants LED
/ i
Voyant Description
COM Allumé : communication MECHATROLINK-II en cours
Éteint : pas de communication MECHATROLINK-II
ALM Allumé : une alarme s’est déclenchée
Éteint : pas d’alarme
RDY Allumé : alimentation activée, en attente d’établissement
de la communication
Révision 3.0
Clignotant : état ON du servo
Fig. 40
A
B
C
D
J
FIL
CN6
A/B
CN1
CN2
PWR
COM
ALM
RDY
4
5
3
6
2
7
1
8
0
9
F
A
E
B
D
C
L1
L2
U
V
W
K
CNBCNA
4
5
3
6
2
7
1
8
0
9
A
F
ON
B
E
C
D
1
G
H
I
E
F
MANUEL DE RÉFÉRENCE DU MATÉRIEL 92
Page 93

Référence du matériel
Paramètres de communication (SW2)
Les 4 interrupteurs DIP permettent de configurer les paramètres
de communication.
/ i
Interrupteur DIP
1 Réservé ON Doit toujours être réglé sur ON. Le réglage
2 Longueur
3Plage
4 Réglage
Fonction Réglage Description
OFF n’est pas utilisé.
ON 32 octets
des données
OFF Adresses 40 à 4F
d’adresses
du filtre
ON Adresses 50 à 5F
OFF Réglez le filtre à l’aide du commutateur
rotatif FIL
ON Réglez le filtre à l’aide de Pn00A
Fig. 41
1 234
Révision 3.0
MANUEL DE RÉFÉRENCE DU MATÉRIEL 93
Page 94

Référence du matériel
Paramètres d’adresses (SW1)
Placez le sélecteur d’adresse du servodriver Junma sur la position n
(où n correspond à une valeur comprise entre 0 et F) afin d’attribuer
l’adresse de station :
/ i
Fig. 42
Valeur du commutateur rotatif
1OFF41 0
2 OFF 42 1
3OFF43 2
4OFF44 3
5OFF45 4
6OFF46 5
7OFF47 6
8OFF48 7
9OFF49 8
AOFF4A 9
B OFF 4B 10
COFF4C 11
D OFF 4D 12
E OFF 4E 13
F OFF 4F 14
0ON50 15
Interrupteur DIP 3
Adresse
de station
Axe sur le
contrôleur d’axes
N’utilisez pas les adresses 40 et 51 à 5F. Utilisez uniquement les
adresses 41 à 50.
Révision 3.0
MANUEL DE RÉFÉRENCE DU MATÉRIEL 94
Page 95

Référence du matériel
Connecteur de signaux d’E/S CN1
Le tableau ci-après indique la disposition des broches
du connecteur de signaux d’E/S (CN1).
/ i
Broche E/S Code Nom du signal
1 Entrée / EXT1 Verrouillage externe
2 Entrée / DEC Décélération à l’origine
3 Entrée N_OT Marche inversée interdite
4 Entrée P_OT Marche avant interdite
5 Entrée +24VIN Alimentation entrée externe
6 Entrée E-STP Arrêt d’urgence
7 Sortie SG-COM Terre de signal de sortie
8N / C
9N / C
10 N / C
11 N / C
12 Sortie ALM Alarme servo
13 Sortie / BK Frein
14 N / C
Coque - - FG
Fig. 43
891011121314
1234567
Connecteurs MECHATROLINK-II (CN6A et CN6B)
Raccordez le servodriver Junma au réseau MECHATROLINK-II
à l’aide des connecteurs CN6A et CN6B. Utilisez un connecteur
MECHATROLINK-II pour effectuer la liaison au périphérique
MECHATROLINK-II précédent ou à la carte TJ1-ML__. Utilisez
l’autre connecteur MECHATROLINK-II pour effectuer la liaison
au périphérique MECHATROLINK-II suivant ou à une terminaison
MECHATROLINK-II.
Révision 3.0
MANUEL DE RÉFÉRENCE DU MATÉRIEL 95
Page 96

Référence du matériel
Connecteur d’entrée de codeur CN2
Le tableau ci-après indique la disposition des broches
du connecteur de servodriver Junma.
/ i
Broche Signal
1PG5V
2 PG0V(GND)
3 Phase A (+)
4 Phase A (-)
5 Phase B (+)
6 Phase B (-)
7 Phase / Z
8 Phase U
9 Phase V
10 Phase W
Coque -
Connecteur d’alimentation CNA
Le tableau ci-après indique la disposition des broches
du connecteur d’alimentation CNA.
/ i
Broche Signal Nom
1 L1 Borne d’alimentation
2 L2 Borne d’alimentation
3 + Borne de raccordement de l’unité de régénération
4 - Borne de raccordement de l’unité de régénération
Fig. 44
Fig. 45
97531
46810
A
N
2
1
2
3
4321
Révision 3.0
4
MANUEL DE RÉFÉRENCE DU MATÉRIEL 96
Page 97

Référence du matériel
Connecteur de servomoteur CNB
Le tableau ci-après indique la disposition des broches
du connecteur de servomoteur CNB.
/ i
Broche Signal Nom
1U Phase U
2V Phase V
3WPhase W
4N / C
Fig. 46
1
A
1
N
2
2
34
3
4
Révision 3.0
MANUEL DE RÉFÉRENCE DU MATÉRIEL 97
Page 98

Référence du matériel
3.5.8 Variateur MECHATROLINK-II V7
Un variateur V7 équipé d’une interface MECHATROLINK-II
est conçu pour assurer le contrôle de vitesse et de couple
(si le variateur prend cette fonction en charge) pour un
moteur à induction c.a.. Aucun contrôle de position n’est
pris en charge par MECHATROLINK-II.
Un variateur n’est pas considéré comme un axe par le TJ1-MC__.
La figure ci-contre illustre l’aspect extérieur de la carte SI-T / V7.
A. Voyant
B. Prise modulaire (CN10)
C. Connecteur en option (CN1)
D. Connecteur de communication (CN2)
E. Interrupteurs DIP
F. Commutateur rotatif
G. Borne de terre
H. Connecteur de communication (CN2)
Fig. 47
A C
HGF D
B
E
Révision 3.0
MANUEL DE RÉFÉRENCE DU MATÉRIEL 98
Page 99

Référence du matériel
Voyants DEL
Les voyants indiquent l’état de communication du réseau
MECHATROLINK-II et de la carte SI-T / V7.
A. RUN
B. TX
C. RX
D. ERR
/ i
Nom Ecran Explication
Couleur État
RUN Vert Allumé Fonctionnement normal.
- Éteint Arrêt de l’UC de communication, remise à zéro
du matériel, erreur de contrôle RAM, erreur
de contrôle DPRAM, erreur de réglage
de l’adresse de station ou erreur de code
du modèle de variateur.
ERR Rouge Allumé Erreur de dépassement du délai du chien
de garde, erreur de communication ou remise
à zéro du matériel.
Rouge Cligno-
tant
- Éteint Pas d’erreur de communication
TX Vert Allumé Envoi de données.
- Éteint Arrêt de l’envoi de données, remise à zéro
Révision 3.0
RX Vert Allumé Recherche de la porteuse de réception.
- Éteint Aucune porteuse de réception trouvée,
Erreur de contrôle ROM (une fois)*, erreur de
contrôle RAM (deux fois)*, erreur de contrôle
DPRAM (3 fois)*, erreur d’autodiagnostic ASIC
de communication (4 fois)*, erreur de contrôle
RAM ASIC (5 fois)*, erreur de réglage de
l’adresse de station (6 fois)*, erreur de
code du modèle de variateur (7 fois)*.
* : indique le nombre de clignotements.
ou d’autodiagnostic.
du matériel.
remise à zéro du matériel.
Fig. 48
DBA C
MANUEL DE RÉFÉRENCE DU MATÉRIEL 99
Page 100

Référence du matériel
Interrupteurs DIP
Le tableau ci-dessous indique les réglages des interrupteurs DIP
de la carte SI-T / V7.
Nom Légende État Fonction
Vitesse de
transmission
S1-1 ON 10 Mbps (MECHATROLINK-II)
Fig. 49 / i
Longueur
des données
Adresse
de station
Maintenance S1-4 OFF Normalement désactivé.
S1-2 ON Transmission de données 32 octets
(MECHATROLINK-II).
S1-3 OFF Règle le 10ème chiffre du numéro de station
sur 2. Non valide si le nombre maximal de
cartes, y compris la position S2 du commutateur rotatif, est égal à 20.
ON Règle le 10ème chiffre du numéro de station
sur 3. Non valide si le nombre maximal de
cartes, y compris la position S2 du commutateur rotatif, est égal à 3F.
1
ON Inutilisé.
1. Utilisé à des fins de maintenance. Laissez toujours cet interrupteur sur la position OFF.
1234
OFF
Révision 3.0
MANUEL DE RÉFÉRENCE DU MATÉRIEL 100
 Loading...
Loading...