



Manual de Soldadura

Manual de Soldadura |
|
Manual de Soldadura |
|
|
|
PRESENTACION
La soldadura es una de las tecnologías que más se ha desarrollado en los últimos años. En la primera década de este nuevo milenio se espera un avance aún mayor, por lo que se necesitará contar con soldadores calificados, inspectores preparados para ejecutar controles de calidad, ingenieros capaces de desarrollar procedimientos de soldadura, etc. Por ello, con el objetivo de apoyar a los usuarios de nuestros productos y con el afán de mantenerlos al más alto nivel tecnológico, hemos decidido publicar nuevamente este manual Manual Práctico de Soldadura, en su 6ta. edición, incluyendo en él, todos los avances tecnológicos, así como la gama completa de nuestros productos para soldadura.
En complemento a nuestra ya conocida línea de soldaduras OERLIKON, nos hemos visto fortalecidos con el lanzamiento de nuestra nueva línea de soldaduras EXSA, con la que presentamos al mercado la línea más completa de consumibles para soldadura, entre ellos una importante gama de aleaciones especiales, como por ejemplo aleaciones de plata, cobalto y níquel, fierro-níquel, para fierro fundido, etc. así como alambres tubulares de unión y recargue, electrodos de corte y biselado, etc.
Ambas líneas de consumibles para soldadura, OERLIKON y EXSA, están respaldadas por la certificación ISO 9002, obtenida en agosto de 1999 y renovada periodicamente, lo que permite a nuestros clientes tener una total confianza en la calidad de nuestros productos.
Así mismo contamos, como es habitual, con las certificaciones de afamadas empresas, como: Germanischer Lloyd, American Bureau of Shipping y Lloyd's Register of Shipping.
2 |
|
|
|
3 |

Manual de Soldadura 
 Manual de Soldadura
Manual de Soldadura
|
|
|
|
|
|
CONTENIDO GENERAL |
||
|
|
|
PARTE |
I |
: |
CONCEPTOS GENERALES DE SOLDADURA Y PROCESOS |
||
|
|
|
Capítulo |
I |
: |
Conceptos Generales de Soldadura |
||
|
|
|
Capítulo |
II |
: |
Materiales de Aporte para Soldadura |
||
|
|
|
Capítulo |
III |
: |
Técnica de la Soldadura por Arco |
||
|
|
|
Capítulo |
IV |
: |
Soldabilidad de los Aceros al carbono y de Baja Aleación |
||
|
|
|
Capítulo |
V |
: |
El Acero Fundido y su Soldabilidad |
||
|
|
|
Capítulo |
VI |
: |
El Fierro Fundido y su Soldabilidad |
||
|
|
|
Capítulo |
VII |
: |
Soldabilidad de los Aceros Inoxidables |
||
|
|
|
Capítulo |
VIII |
: |
Recubrimientos Protectores |
||
|
|
|
Capítulo |
IX |
: |
Soldabilidad de los Metales No Ferrosos |
||
|
|
|
Capítulo |
X |
: |
Brazing y Soldadura Brazing |
||
|
|
|
PARTE |
II : ELECTRODOS Y VARILLAS PARA ACEROS |
||||
|
|
|
Capítulo |
XI |
: |
Soldaduras para Aceros al Carbono y de Baja Aleación |
||
|
|
|
|
|
|
- Celulósicos Convencionales |
||
|
|
|
|
|
|
- Celulósicos Especiales |
||
|
|
|
|
|
|
- Rutílicos |
||
|
|
|
|
|
|
- Hierro en Polvo |
||
|
|
|
|
|
|
- Básicos de Baja Aleación Revestimiento Simple |
||
|
|
|
|
|
|
- Básicos de Baja Aleación Doble Revestimiento |
||
|
|
|
PARTE |
III |
: ELECTRODOS Y VARILLAS PARA SOLDADURAS ESPECIALES |
|||
|
|
|
|
|
|
Y MANTENIMIENTO |
||
|
|
|
Capítulo |
XII |
: |
Soldaduras Especiales |
||
|
|
|
|
|
|
- Electrodos para Fierro Fundido |
||
|
|
|
|
|
|
- Electrodos Inoxidables Convencionales |
||
|
|
|
|
|
|
- Electrodos Inoxidables Especiales |
||
|
|
|
|
|
|
- Electrodo de Níquel y Aleaciones |
||
|
|
|
|
|
|
- Recubrimientos Protectores Convencionales |
||
|
|
|
|
|
|
- Recubrimientos Protectores Especiales |
||
|
|
|
|
|
|
- Soldaduras de Cobre y Aleaciones |
||
|
|
|
|
|
|
- Soldaduras de Aluminio y Aleaciones |
||
|
|
|
|
|
|
- Electrodos de Corte y Biselado |
||
|
|
|
Capítulo |
XIII |
: |
Varillas Desnudas y Revestidas para Brazing y Soldering |
||
|
|
|
|
|
|
- Aleaciones de Plata en Varillas y Láminas (Brazing) |
||
|
|
|
|
|
|
- Aleaciones de Estaño, Plomo y Plata en Varillas y Pastas Metálicas |
||
|
|
|
|
|
|
(Soldering) |
||
|
|
|
Capítulo |
XIV |
: |
Varillas para Soldadura Autógena Usadas en Mantenimiento |
||
|
|
|
|
|
|
- Varillas para Acero al Carbono |
||
|
|
|
|
|
|
- Varillas de Hierro Fundido Gris |
||
|
|
|
|
|
|
- Varillas de Carburo de Tugsteno |
||
|
|
|
|
|
|
- Varillas de Cobre y Aleaciones |
||
|
|
|
|
|
|
- Varillas de Stellite |
||
|
|
|
|
|
|
- Fundentes Especiales para Soldadura Autógena |
||
|
|
|
PARTE |
IV : SOLDADURAS PARA PROCESOS AUTOMATICOS Y SEMIAUTOMATICOS |
||||
|
|
|
Capítulo |
XV |
: |
Alambres Sólidos y Fundentes para Arco Sumergido |
||
|
|
|
|
|
|
- Alambres de Acero al Carbono y Baja Aleación |
||
|
|
|
|
|
|
- Alambres de Acero Inoxidable |
||
|
|
|
|
|
|
- Fundentes para Arco Sumergido |
||
|
|
|
Capítulo |
XVI |
: |
Alambres Sólidos para Proceso MIG/MAG |
||
|
|
|
|
|
|
- Alambres Sólidos de Acero al Carbono |
||
|
|
|
|
|
|
- Alambres Sólidos de Acero Inoxidable |
||
|
|
|
|
|
|
- Alambres Solidos de Aluminio y Bronce al Aluminio |
||
|
|
|
Capítulo |
XVII |
: |
Varillas Solidas para Proceso TIG |
||
|
|
|
|
|
|
- Varillas Solidas para Aceros al Carbono |
||
|
|
|
|
|
|
- Varillas Solidas para Aceros Inoxidables |
||
|
|
|
|
|
|
- Varillas Solidas para Aluminio y Aleaciones |
||
|
|
|
Capítulo |
XVIII : |
Alambres Tubulares |
|||
|
|
|
|
|
|
- Alambres Tubulares de Unión para Aceros al Carbono |
||
|
|
|
|
|
|
- Alambres Tubulares de Acero Inoxidable |
||
|
|
|
|
|
|
- Alambres Tubulares para Recubrimientos Protectores |
||
|
|
|
PARTE |
V : APENDICE Y BIBLIOGRAFIA |
||||
4 |
|
|
|
|
|
|
5 |
|
|
|
|
|
|
|
|
||

Manual de Soldadura 
 Manual de Soldadura
Manual de Soldadura
|
|
|
|
|
|
|
INDICE |
|
|||
|
|
PARTE I: CONCEPTOS GENERALES DE SOLDADURA Y PROCESOS |
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
CAPITULOI: |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
Conceptos Generales de Soldadura |
22 |
|||||||
1.1. |
LA SOLDADURA COMO UNION METALICA |
22 |
|||||||||
1.2. |
NATURALEZA DE LAS SUPERFICIES METALICAS |
22 |
|||||||||
1.3. |
CLASIFICACION DE LOS PROCESOS DE SOLDADURA |
22 |
|||||||||
1.4. |
CLASIFICACION GENERAL DE LOS PROCESOS DE SOLDADURA |
23 |
|||||||||
1.5. |
LA SOLDADURA ELECTRICA POR ARCO |
25 |
|||||||||
|
|
|
|
1.5.1. |
SOLDADURA POR ARCO ELECTRICO MANUAL CON ELECTRODO |
|
|||||
|
|
|
|
|
METALICO REVESTIDO |
|
|||||
|
|
|
|
1.5.2. |
NOCIONES DE ELECTRICIDAD CON RELACION AL ARCO ELECTRICO |
|
|||||
|
|
|
|
|
a. |
El Circuito Eléctrico |
|
||||
|
|
|
|
|
b. El Circuito de Soldadura por Arco Eléctrico |
|
|||||
|
|
|
|
|
c. |
Voltaje y Amperaje |
|
||||
|
|
|
|
|
d. Clases de Corriente Eléctrica |
|
|||||
|
|
|
|
|
e. |
Polaridad |
|
|
|
|
|
|
|
|
|
|
f. Fenómenos del Arco Eléctrico para Soldar |
|
|||||
1.6. |
MAQUINAS DE SOLDAR POR ARCO ELECTRICO |
27 |
|||||||||
|
|
|
|
1.6.1. |
CLASES DE MAQUINAS DE SOLDAR POR ARCO ELECTRICO |
|
|||||
|
|
|
|
|
a. |
Máquinas estáticas |
|
||||
|
|
|
|
|
b. |
Máquinas rotativas |
|
||||
|
|
|
|
|
|
1. |
Máquinas tipo transformador |
|
|||
|
|
|
|
|
|
2. |
Máquinas tipo rectificador |
|
|||
|
|
|
|
|
|
3. Equipos transformador-rectificador |
|
||||
|
|
|
|
1.6.2. |
CARACTERISTICA ESTATICA Y DINAMICA |
|
|||||
|
|
|
|
1.6.3. |
CICLO DE TRABAJO |
|
|||||
|
|
|
|
1.6.4. |
TENSION DE VACIO O DE CIRCUITO ABIERTO |
|
|||||
|
|
|
|
1.6.5. |
CAIDA DE TENSION |
|
|||||
|
|
|
|
|
1.6.5.1. Cables Recomendados para Soldar - Cuadro |
|
|||||
|
|
|
|
|
1.6.5.2. Datos de los Cables - Cuadro |
|
|||||
1.7. |
COMO COMPRAR UNA MAQUINA DE SOLDAR |
30 |
|||||||||
1.8. |
SOLDADURA POR ARCO SUMERGIDO |
31 |
|||||||||
|
|
|
|
1.8.1. |
DESCRIPCION DEL PROCESO |
|
|||||
|
|
|
|
1.8.2. |
APLICACION |
|
|
|
|
|
|
|
|
|
|
1.8.3. |
EQUIPO |
|
|
|
|
|
|
|
|
|
|
|
La Máquina de Soldar |
|
|||||
|
|
|
|
|
El Alimentador de Alambre |
|
|||||
|
|
|
|
|
La Pistola |
|
|
|
|
|
|
|
|
|
|
1.8.4. |
FLUJO PARA SOLDADURA POR ARCO SUMERGIDO |
|
|||||
|
|
|
|
1.8.5. |
EL ALAMBRE |
|
|
|
|
|
|
1.9. |
LA SOLDADURA POR ARCO CON ALAMBRE TUBULAR (OPEN ARC PROCESS) |
33 |
|||||||||
|
|
|
|
1.9.1. |
DESCRIPCION DEL PROCESO |
|
|||||
|
|
|
|
1.9.2. |
CARACTERISTICAS DEL PROCESO |
|
|||||
|
|
|
|
1.9.3. |
EQUIPO |
|
|
|
|
|
|
|
|
|
|
|
El Alimentador de Alambre |
|
|||||
|
|
|
|
|
La Pistola de Soldar |
|
|||||
|
|
|
|
|
El Gas de Protección |
|
|||||
|
|
|
|
1.9.4. |
ALAMBRE (electrodo) |
|
|||||
1.10. |
SOLDADURA MIG/MAG |
33 |
|||||||||
|
|
|
|
1.10.1. DESCRIPCION DEL PROCESO |
|
||||||
|
|
|
|
|
MIG |
|
|
|
|
|
|
|
|
|
|
|
MAG |
|
|
|
|
|
|
|
|
|
|
1.10.2. CARACTERISTICAS DEL PROCESO |
|
||||||
|
|
|
|
1.10.3. EQUIPO |
|
|
|
|
|
||
|
|
|
|
|
La Máquina de Soldar |
|
|||||
|
|
|
|
|
El Alimentador de Alambre |
|
|||||
6 |
|
|
|
|
|
|
|
7 |
|
|
|
|
|
|
|
|
|
|
|
|
|||

Manual de Soldadura
|
La Pistola |
|
||
|
El Gas Protector |
|
||
|
Alambre de Aporte |
|
||
1.11. |
SOLDADURA TIG (ARCO DE TUNGSTENO CON GAS) |
36 |
||
|
1.11.1. DESCRIPCION DEL PROCESO |
|
||
|
1.11.2. CARACTERISTICAS DEL PROCESO |
|
||
|
1.11.3. EQUIPO |
|
||
|
|
La Máquina de Soldar |
|
|
|
|
El Soplete |
|
|
|
1.11.4. EL GAS DE PROTECCION |
|
||
|
1.11.5. LOS ELECTRODOS |
|
||
|
1.11.6. EL METAL DE APORTACION |
|
||
|
1.11.7. SEGURIDAD DE SOLDADURA |
|
||
1.12. |
LA SOLDADURA OXI-ACETILENICA |
37 |
||
|
1.12.1. DESCRIPCION DEL PROCESO |
|
||
|
1.12.2. PROCEDIMIENTOS BASICOS EN LA SOLDADURA OXI-ACETILENICA |
|
||
|
|
Soldadura por Fusión |
|
|
|
|
Soldadura Fuerte y Soldadura Blanda |
|
|
|
1.12.3. EXPLICACION DE LOS PROCEDIMIENTOS |
|
||
|
1.12.4. LIMPIEZA DE LAS SUPERFICIES |
|
||
|
1.12.5. FUNDENTES |
|
||
|
1.12.6. VARILLAS DE APORTACION |
|
||
|
1.12.7. EQUIPOS |
|
||
|
|
El Soplete Standard |
|
|
|
|
Los Reguladores de Gas |
|
|
|
|
Las Mangueras de Gas |
|
|
|
|
Los Gases |
|
|
|
|
Los Cilindros de Gas |
|
|
|
|
El Carro para los Cilindros |
|
|
|
|
Las Precauciones de Seguridad |
|
|
1.13. |
RECARGUE DE SUPERFICIES POR PROYECCION Y DIFUSION |
41 |
||
1.14. |
CORTE DE METALES CON ELECTRODOS METALICOS |
42 |
||
|
1.14.1. APLICACIONES |
|
||
|
1.14.2. ELECTRODOS |
|
||
|
|
Ventajas |
|
|
|
|
SUPERCORTE - Cortar y Perforar |
|
|
|
|
CHAMFERCORD Y EXSACUT - Biselar y Acanalar |
|
|
|
|
|
|
|
CAPITULOII: |
|
|
|
|
MaterialesdeAporteparaSoldadura |
44 |
|||
2.0. |
GENERALIDADES |
44 |
||
2.1. |
SOLDADURA ELECTRICA MANUAL |
44 |
||
|
2.1.1. |
LOS ELECTRODOS METALICOS |
|
|
|
2.1.2. |
FUNCIONES DEL REVESTIMIENTO |
|
|
|
|
A) Funciones eléctricas |
|
|
|
|
B) Funciones metalúrgicas |
|
|
|
|
C) Funciones mecánicas |
|
|
2.1.3. COMPOSICION BASICA DEL REVESTIMIENTO Elementos o materiales ionizantes Elementos generadores de gases protectores Elementos productores de escoria
Elementos aportantes de materiales de aleación
2.1.4.RESUMEN DE LAS FUNCIONES DE ALGUNAS MATERIAS PRIMAS - (Cuadro)
2.1.5.ELECTRODOS BASICOS DE DOBLE REVESTIMIENTO
2.1.5.1.VENTAJAS DEL DOBLE REVESTIMIENTO
2.1.5.2.NUEVOS ELECTRODOS BASICOS DE DOBLE REVESTIMIENTO - (Cuadro)
2.2. NORMAS PARA LAS SOLDADURAS |
46 |
2.2.1. NORMA AWS DE ELECTRODOS PARA ACEROS DULCES Y ACEROS DE BAJA ALEACION INTERPRETACION DE LA NORMA
2.2.1.1.TIPO DE CORRIENTE Y REVESTIMIENTO SEGUN NORMA - (Cuadro)
2.2.2.NORMA AWS DE ELECTRODOS PARA ACEROS INOXIDABLES
8
Manual de Soldadura
2.2.3.NORMA AWS DE CLASIFICACION DE LOS ELECTRODOS PARA METALES NO-FERROSOS
2.2.4.CODIGO DE COLORES NEMA PARA IDENTIFICACION DE LOS ELECTRODOS
2.2.5.NORMA AWS DE ALAMBRES Y FLUJOS PARA ARCO SUMERGIDO
2.2.5.1.NORMA PARA ALAMBRES DE ACEROS DULCES
2.2.5.2.NORMAS PARA FLUJOS
2.2.6.NORMA AWS DE ALAMBRES DE ACERO DULCE PARA SOLDADURA AL ARCO CON GAS
2.2.7.ALAMBRES SOLIDOS EMISIVOS Y TUBULARES - (Cuadro)
2.2.8.GASES PROTECTORES PARA SOLDADURA AL ARCO CON GAS - (Cuadro)
2.2.9.EFECTO DE LOS GASES SOBRE LA FORMA DEL CORDON - (Figura)
2.3. |
FACTORES A CONSIDERAR PARA SELECCIONAR EL ELECTRODO MAS ADECUADO |
51 |
|
|
a ) |
Clase de Equipo o Máquina de Soldar |
|
|
b) |
Clase de Material a soldarse |
|
|
c ) |
Posición de la Soldadura |
|
d)Espesor y Dimensiones de la Pieza de Trabajo
e)Aspecto deseado del Cordón
f)Clase de Escoria y Adherencia al Metal
|
g ) |
Propiedades específicas que debe poseer el Cordón de Soldadura |
|
|
|
h) |
Aprobación de los Electrodos |
|
|
|
|
|
|
|
CAPITULOIII: |
|
|
|
|
TécnicadelaSoldaduraporArco |
56 |
|||
3.0. |
GENERALIDADES |
56 |
||
3.1.POSICIONES DE LA SOLDADURA Posición plana
Posición vertical Posición horizontal Posición sobrecabeza La Soldadura de Tuberías
3.2. PREPARACION DE LAS JUNTAS PARA LA SOLDADURA 58 Las Juntas
Finalidad de la Junta Elección del Tipo de Junta
3.2.1.JUNTAS A TOPE
3.2.1.1.JUNTA A TOPE
3.2.1.2.JUNTA A TOPE EN "V"
3.2.1.3.JUNTA A TOPE EN "DOBLE V" o "X"
3.2.1.4.JUNTA A TOPE EN "U" SIMPLE
3.2.1.5.JUNTA A TOPE EN "DOBLE U"
3.2.1.6.OTROS TIPOS DE JUNTAS A TOPE
3.2.2.JUNTAS "T"
3.2.2.1.JUNTA EN "T" CON BORDE PLANO
3.2.2.2.JUNTA EN "T" CON BORDE EN "V"
3.2.2.3.JUNTA EN "T" CON BORDES EN DOBLE "V"
3.2.2.4.JUNTA DE SOLAPE DE RINCON SIMPLE
3.2.2.5.JUNTA DE SOLAPE DE RINCON DOBLE
3.3. |
INICIO DE LA SOLDADURA |
61 |
|
|
3.3.1. |
Cómo encender el Arco eléctrico |
|
|
3.3.2. |
Cómo ejecutar un Cordón de Soldadura |
|
|
3.3.3. |
Cómo reanudar el Cordón |
|
|
3.3.4. |
Cómo rellenar un Cráter al Final del Cordón |
|
|
3.3.5. |
Movimientos oscilatorios comunes |
|
|
3.3.6. |
Cómo rellenar una Superficie plana |
|
|
3.3.7. |
Cómo rellenar un Eje |
|
3.4. |
SOLDADURA ELECTRICA EN POSICION PLANA |
64 |
|
3.4.1.Juntas de Angulo en Posición Plana
3.4.2.Junta de Solape en Posición Plana
3.4.3.Juntas a Tope en Posición Plana
3.5. |
SOLDADURA ELECTRICA EN POSICION HORIZONTAL |
65 |
|
|
3.5.1. |
Juntas de Solape en Posición Horizontal |
|
9

Manual de Soldadura
3.5.2.Juntas a Tope en Posición Horizontal
3.6. |
SOLDADURA ELECTRICA EN POSICION VERTICAL |
66 |
|
|
3.6.1. |
Métodos de Soldadura de Posición Vertical |
|
|
3.6.2. |
Juntas de Solape y de Angulo en Posición Vertical |
|
|
3.6.3. |
Juntas a Tope en Posición Vertical |
|
3.7. |
SOLDADURA ELECTRICA EN POSICION SOBRECABEZA |
67 |
|
3.7.1.Juntas de Solape y de Ángulo
3.7.2.Juntas a Tope
3.8. |
SOLDADURA ELECTRICA DE TUBERIA |
68 |
|
|
3.8.1. |
Ejecución de Juntas, con Rotación del Tubo |
|
|
3.8.2. |
Ejecución de Soldadura a Tope, en Posición Vertical Ascendente |
|
|
3.8.3. |
Juntas a Tope, en Posición Horizontal |
|
3.9. |
SOLDADURA DE PLANCHAS CON ARCO ELECTRICO |
69 |
|
|
Precauciones |
|
|
|
Electrodos OERLIKON recomendados |
|
|
|
Recomendación general |
|
|
3.10. |
FACTORES FUNDAMENTALES PARA OBTENER UNA BUENA SOLDADURA |
70 |
|
•Electrodos apropiados para el trabajo
•Amperaje correcto para soldar
•Longitud adecuada del Arco
•Apropiado Angulo de Inclinación del Electrodo
•Apropiada Velocidad de Avance
3.11. |
DILATACION Y CONTRACCION DE LOS METALES EN LA SOLDADURA |
71 |
|||
3.12. |
SOPLO MAGNETICO |
73 |
|||
|
¿Qué es el Soplo Magnético? |
|
|||
|
¿Qué es lo que causa el Soplo Magnético? |
|
|||
|
Cómo reducir el Soplo Magnético |
|
|||
3.13. |
NOCIONES DE INSPECCION DE LAS SOLDADURAS |
74 |
|||
3.14. |
CAUSAS DE FALLAS COMUNES EN LA SOLDADURA Y COMO SUBSANARLAS - (Cuadros) |
75 |
|||
3.15. |
DEFECTOS QUE PUEDEN COMPROMETER LA RESISTENCIA DE LA UNION |
78 |
|||
|
Socavaciones |
|
|||
|
Porosidades |
|
|||
|
Fusión deficiente |
|
|||
|
Mala penetración |
|
|||
|
Escoriaciones |
|
|||
|
Grietas |
|
|
|
|
3.16. |
SIMBOLOS DE SOLDADURA - SUS APLICACIONES |
78 |
|||
|
3.16.1. Forma Básica del Símbolo de Soldadura - (Figura) |
|
|||
|
3.16.2. Símbolos de Soldaduras de Arco y de Gas - (Figura) |
|
|||
|
3.16.3. Representación de Juntas o Chaflanes |
|
|||
|
3.16.4. Ubicación de las Dimensiones en los Símbolos de Soldadura - (Figuras) |
|
|||
|
3.16.5. |
Ubicación de los Símbolos para las Caras a Ras y Convexas para Soldaduras con Chaflán. |
|||
|
3.16.6. Ejemplos de Acotado - (Figuras) |
|
|||
|
3.16.7. Soldadura de Tapón y Ranura |
|
|||
3.17. |
SUGERENCIAS PARA REDUCIR COSTOS |
89 |
|||
|
• |
Clase de Material |
|
||
|
• Forma de la Junta |
|
|||
|
• Presentación adecuada de las Juntas |
|
|||
|
• |
Posición de Soldar |
|
||
|
• |
Diámetro del Electrodo |
|
||
|
• |
Longitud del Arco |
|
||
|
• |
Tipo de Electrodo |
|
||
|
• |
Cabos o Colillas |
|
||
|
• Longitud y Calibre del Cable |
|
|||
|
• |
Conexiones Flojas |
|
||
3.18. |
NORMAS DE SEGURIDAD |
89 |
|||
|
|
|
|
|
|
CAPITULOIV: |
|
|
|
|
|
Soldabilidad de los Aceros al Carbono y de Baja Aleación |
92 |
||||
4.1. |
EL ACERO |
|
|
92 |
|
|
4.1.1. |
CLASIFICACION DE LOS ACEROS |
|
||
10
Manual de Soldadura
4.1.1.1.Aceros al Carbono
a ) Aceros de bajo carbono
b) Aceros de mediano carbono c ) Aceros de alto carbono
d)Acero de herramientas
4.1.1.2.Aceros Aleados
a ) Aceros de baja aleación
b)Aceros de alta aleación
4.2.DESIGNACIONES NUMERICAS DEL AMERICAN IRON AND STEEL INSTITUTE -A.I.S.I.-
|
PARA ACEROS AL CARBONO Y ACEROS ALEADOS, GRADO MAQUINARIA |
92 |
|
|
Series - Tipos y Clases |
|
|
|
Sistema AISI para la Denominación de los Aceros |
|
|
|
Prefijo - Significado |
|
|
|
Sufijo |
- Significado |
|
4.3. |
ELECTRODOS PARA SOLDAR ACEROS AL CARBONO Y DE BAJA ALEACION |
93 |
|
|
4.3.1. |
ELECTRODOS CELULOSICOS |
|
Características Generales de los Electrodos Celulósicos
Electrodos OERLIKON del Grupo Celulósico
4.3.2.ELECTRODOS RUTILICOS
Características Generales de los Electrodos Rutílicos
Electrodos OERLIKON del Grupo Rutílico
4.3.3.ELECTRODOS DE HIERRO EN POLVO
Características Generales de los Electrodos de Hierro en Polvo
Electrodos OERLIKON del Grupo Hierro en Polvo
4.3.4.ELECTRODOS DE BAJO HIDROGENO
Características Generales de los Electrodos de Bajo Hidrógeno Electrodos OERLIKON del Grupo de Bajo Hidrógeno
a ) Básicos de revestimiento simple
|
b) |
Básicos de revestimiento doble |
|
4.4. |
SOLDABILIDAD DE LOS ACEROS DE BAJO CONTENIDO DE CARBONO |
95 |
|
|
4.4.1. |
PROCEDIMIENTO DE SOLDAR |
|
|
4.4.2. |
RECOMENDACIONES PARA SOLDAR ACEROS TIPO AISI |
|
|
4.4.2.1. |
Tipos AISI C 1008 al 1010 |
|
|
|
4.4.2.2. |
Tipos AISI C 1015 |
al C 1024 |
|
|
4.4.2.3. |
Tipos AISI C 1025 |
al C 1030 |
|
4.5. |
SOLDABILIDAD DE LOS ACEROS DE MEDIANO Y ALTO CONTENIDO DE CARBONO |
96 |
||
4.5.1.CLASIFICACION AISI - (Cuadro)
4.5.2.PRECALENTAMIENTO
4.5.3.TEMPERATURAS DE PRECALENTAMIENTO - (Cuadro)
4.5.4.POSTCALENTAMIENTO
4.5.5.SOLDABILIDAD
4.5.6.ELECTRODOS QUE DEBEN UTILIZARSE PARA SOLDAR LOS ACEROS DE MEDIANO Y ALTO CARBONO
4.5.7.SOLDABILIDAD DE LOS ACEROS AL CARBONO RESULFURIZADOS
4.6. |
SOLDABILIDAD DE LOS ACEROS DE BAJA ALEACION |
99 |
||
|
4.6.1. |
ACEROS AL MANGANESO (MENOS DE 2% Mn) |
|
|
|
4.6.1.1. |
CLASIFICACION SAE - (Cuadro) |
|
|
|
4.6.1.2. |
TEMPERATURAS DE PRECALENTAMIENTO - (Cuadro) |
|
|
|
4.6.1.3. |
Soldabilidad |
|
|
|
4.6.1.4. |
Electrodos para Soldar Aceros al Manganeso |
|
|
|
4.6.2. |
ACEROS AL NÍQUEL |
|
|
|
4.6.2.1. |
CLASIFICACION SAE - (Cuadro) |
|
|
|
4.6.2.2. |
TEMPERATURA DE PRECALENTAMIENTO - (Cuadro) |
|
|
4.6.2.3.Soldabilidad
4.6.2.4.Electrodos para Soldar Aceros al Níquel
4.6.3.ACEROS AL CROMO-NIQUEL
4.6.3.1.CLASIFICACION SAE - (Cuadro)
4.6.3.2.TEMPERATURA DE PRECALENTAMIENTO - (Cuadro)
4.6.3.3.Soldabilidad
4.6.3.4.Electrodos para Soldar Aceros al Cromo-Níquel
4.6.4.ACERO AL MOLIBDENO
4.6.4.1.CLASIFICACION SAE - (Cuadro)
4.6.4.2.TEMPERATURA DE PRECALENTAMIENTO - (Cuadro)
11

Manual de Soldadura
4.6.4.3.CLASIFICACION SAE ACEROS AL CROMO-MOLIBDENO - (Cuadro)
4.6.4.4.TEMPERATURA DE PRECALENTAMIENTO - (Cuadro)
4.6.4.5.CLASIFICACION SAE ACEROS AL NIQUEL-CROMO-MOLIBDENO- (Cuadro)
4.6.4.6.TEMPERATURA DE PRECALENTAMIENTO - (Cuadro)
4.6.4.7.CLASIFICACION SAE ACEROS AL NIQUEL-MOLIBDENO - (Cuadro)
4.6.4.8.TEMPERATURA DE PRECALENTAMIENTO - (Cuadro)
4.6.4.9.Usos y Características de Soldabilidad
4.6.4.10.Electrodos para Soldar Aceros al Molibdeno
4.6.5.ACEROS AL CROMO
4.6.5.1.CLASIFICACION SAE - (Cuadro)
4.6.5.2.TEMPERATURA DE PRECALENTAMIENTO - (Cuadro)
4.6.5.3.Soldabilidad
4.6.5.4.Electrodos para Soldar Aceros al Cromo
4.6.6.ACEROS AL VANADIO
4.6.6.1.CLASIFICACION SAE - (Cuadro)
4.6.6.2.Temperatura de Precalentamiento
4.6.6.3.Soldabilidad
4.6.6.4.Electrodos para Soldar estos Tipos de Acero
4.6.7.ACEROS ESTRUCTURALES AL CARBONO: ASTM
4.6.7.1.COMPOSICION QUIMICA - (Cuadro)
4.6.7.2.Soldabilidad
4.6.7.3.Electrodos para Soldar estos Tipos de Acero
4.6.8.ACEROS DE BAJA ALEACION Y ALTA RESISTENCIA A LA TRACCION
4.6.8.1.COMPOSICION QUIMICA - (Cuadro)
4.6.8.2.Soldabilidad
4.6.8.3.Electrodos para Soldar estos Tipos de Acero
4.7.SOLDADURA DE ACEROS AL CARBONO Y DE BAJA ALEACION MEDIANTE PROCESO
OXIACETILENICO |
104 |
4.7.1.VARILLAS DE ACERO PARA SOLDADURA OXIACETILENICO - (Cuadros)
4.7.2.PROCEDIMIENTO DE SOLDADURA
4.7.3.SOLDABILIDAD DE LOS ACEROS AL CARBONO MEDIANTE EL PROCESO OXIACETILENICO
4.7.4.SOLDABILIDAD DE LOS ACEROS DE BAJA ALEACION MEDIANTE EL PROCESO OXIACETILENICO
4.8.SOLDADURA DE ACEROS AL CARBONO Y DE BAJA ALEACION MEDIANTE LOS PROCESO
SEMIAUTOMÁTICOS CON PROTECCION GASEOSA |
106 |
4.8.1. ALAMBRE PARA SOLDAR LOS ACEROS AL CARBONO Y DE BAJA ALEACION
4.9.SOLDADURA DE LOS ACEROS AL CARBONO Y DE BAJA ALEACION MEDIANTE EL
PROCESO DE SOLDADURA AUTOPROTEGIDA CON ALAMBRES TUBULARES |
106 |
-El proceso de soldadura con alambre tubular y protección de CO2
-El proceso de soldadura con alambre tubular y sin protección gaseosa (arco abierto)
4.9.1. ALAMBRES TUBULARES
4.10.SOLDADURA DE ACEROS AL CARBONO Y DE BAJA ALEACION MEDIANTE EL PROCESO
POR ARCO SUMERGIDO |
107 |
||
4.10.1. EL FUNDENTE |
|
|
|
• |
POP 100 |
(AWS F62) |
|
• |
POP 185 |
(AWS F72) |
|
4.10.2.EL ALAMBRE
4.10.2.1. DENOMINACIONES Y COMPOSICION DE ALAMBRES - (Cuadro)
4.10.3.SOLDABILIDAD DE LOS ACEROS AL CARBONO ALEADOS MEDIANTE EL PROCESO POR ARCO SUMERGIDO
|
4.10.3.1. |
ALAMBRES Y FUNDENTES PARA SOLDAR LOS ACEROS DE BAJO CARBONO |
|
|
|
4.10.4. |
SOLDABILIDAD DE LOS ACEROS ALEADOS MEDIANTE EL PROCESO POR ARCO SUMERGIDO |
||
|
4.10.4.1. Alambres y Fundentes para Soldar los Aceros Aleados |
|
||
|
|
|
|
|
|
CAPITULOV: |
|
|
|
|
|
|
|
|
El Acero Fundido y su Soldabilidad |
110 |
|||
5.1. |
EL ACERO FUNDIDO |
110 |
||
5.2. |
LA SOLDADURA DE LOS ACEROS FUNDIDOS |
110 |
||
5.3. |
ACERO FUNDIDO AL 13 % DE MANGANESO |
111 |
||
5.3.1.MICROESTRUCTURA DE LOS ACEROS AL MANGANESO
12
Manual de Soldadura
5.3.2.MODIFICACIONES MICROESTRUCTURALES POR CALENTAMIENTO A TEMPERATURAS VARIABLES ENTRE 200 Y 800ºC
5.3.3.ENDURECIMIENTO DEL ACERO AUSTENITICO POR DEFORMACION
5.3.4.SOLDABILIDAD
|
|
|
|
|
El Fierro Fundido y su Soldabilidad |
114 |
|||
6.0. |
GENERALIDADES |
114 |
||
6.1. |
CLASIFICACION DE LAS FUNDICIONES |
114 |
||
|
Por el aspecto de su fractura |
|
||
|
Por su microestructura |
|
||
6.2. |
CARACTERISTICAS |
115 |
||
|
6.2.1. |
FIERRO FUNDIDO BLANCO |
|
|
|
6.2.2. |
FIERRO FUNDIDO GRIS |
|
|
|
6.2.3. |
FIERRO FUNDIDO MALEABLE |
|
|
|
6.2.4. |
FIERRO FUNDIDO NODULAR |
|
|
6.3. |
SOLDABILIDAD DE LOS DIFERENTES TIPOS DE FIERRO FUNDIDO |
117 |
||
|
6.3.1. |
PROBLEMAS TIPICOS AL SOLDAR EL FIERRO FUNDIDO GRIS |
|
|
|
6.3.2. |
METODOS PARA LA SOLDADURA DEL FIERRO FUNDIDO GRIS |
|
|
|
|
6.3.2.1. Método de Soldadura en Frío por Arco Eléctrico |
|
|
|
|
• Limpieza del Material |
|
|
|
|
• Realizar Cordones cortos y alternados |
|
|
|
|
• Limpieza del Cordón de Soldadura |
|
|
|
|
• Martillado |
|
|
|
|
• Depositando un Cordón de Soldadura |
|
|
|
|
• Enfriamiento Lento |
|
|
|
|
6.3.2.2. Método de Soldadura con Precalentamiento |
|
|
|
|
6.3.2.3. Método de Soldadura en Caliente |
|
|
|
|
A. METODO DE SOLDADURA POR ARCO EN CALIENTE |
|
|
|
|
B. METODO DE SOLDADURA CON GAS EN CALIENTE |
|
|
|
|
a) Varillas de Aleaciones de Bronce |
|
|
|
|
b) Varillas de Fierro Fundido |
|
|
|
6.3.3. |
SOLDABILIDAD DEL FIERRO NODULAR |
|
|
|
6.3.4. |
SOLDADURA MEDIANTE EL PROCESO SEMIAUTOMATICO DE ARCO ABIERTO |
|
|
CAPITULOVII:
Soldabilidad de los Aceros Inoxidables |
124 |
||
7.0. |
GENERALIDADES |
124 |
|
7.1. |
CLASIFICACION DE LOS ACEROS INOXIDABLES |
124 |
|
|
1 ) |
AUSTENITICO |
|
|
2 ) |
FERRITICO |
|
|
3 ) |
MARTENSITICO |
|
7.2. |
IDENTIFICACION DE LOS ACEROS INOXIDABLES |
124 |
|
|
Designación numérica |
|
|
7.3. |
ACEROS INOXIDABLES AUSTENITICOS |
125 |
|
7.3.1.ACEROS INOXIDABLES CROMO-NIQUEL AUSTENITICOS - (Cuadro)
7.3.2.SOLDABILIDAD DE LOS ACEROS INOXIDABLES AUSTENITICOS
7.3.2.1.Problemas de Tipo Físico
•Conductibilidad térmica
•Coeficiente de dilatación
•Punto de fusión
•Resistencia eléctrica
7.3.2.2.Problemas de Tipo Metalúrgico
COMO DISMINUIR EL EFECTO DE LA PRECIPITACION DE CARBUROS
•Empleo de aceros inoxidables de bajo carbono y electrodos inoxidables de bajo carbono
13

|
|
|
Manual de Soldadura |
|
|
|
|
|
|
Manual de Soldadura |
|
|
|
|
• Empleo de soldaduras con alto contenido de cromo |
|
8.6.1. |
RECUBRIMIENTOS PROTECTORES DE ACERO INOXIDABLE |
|||||
|
|
|
• Empleo de aceros inoxidables estabilizados y materiales de aporte de soldadura |
|
8.6.2. |
RECUBRIMIENTOS PROTECTORES DE ALEACIONES ESPECIALES |
|||||
|
|
|
estabilizados |
|
|
|
8.6.2.1. |
Estructuras Resistentes al Desgaste |
|||
|
|
|
• Empleo de soldadura que contiene molibdeno |
|
|
|
|
|
• Martensita |
||
|
|
|
• Evitar al máximo posible los rangos de temperaturas críticas de precipitación |
|
|
|
|
• Austenita |
|||
|
7.3.3. |
PROCEDIMIENTOS DE SOLDADURA |
|
|
|
|
|
• Carburos en Red |
|||
|
|
|
• Limpieza de la junta |
|
|
|
|
|
• Carburos Dispersos |
||
|
|
|
• Alineamiento y apuntalado |
|
|
|
8.6.2.2. |
Recubrimientos Protectores Especiales |
|||
|
|
|
• Abertura de raíz |
|
|
|
8.6.2.3. |
Cuadro de Orientación para la Aplicación de las Soldaduras Especiales para |
|||
|
|
|
• Uso de disipadores de calor |
|
|
|
|
|
Recubrimientos |
||
|
|
|
• Usar electrodos de acero inoxidable que han sido almacenados en forma apropiada |
|
|
|
|
|
Protectores - (Cuadro) |
||
|
|
|
• Usar electrodos de diámetro lo más delgado posible para mantener en un mínimo la |
|
8.6.3. |
|
|
RECUBRIMIENTOS PROTECTORES PARA PROCESOS DE SOLDADURA |
|||
|
|
|
aportación del calor |
|
|
|
SEMI-AUTOMATICOS |
||||
|
|
|
• Mantener el arco lo más corto posible |
|
|
|
8.6.3.1. |
Alambres Tubulares para Recubrimientos Protectores |
|||
7.4. |
ACEROS INOXIDABLES FERRITICOS |
127 |
|
|
8.6.3.2. |
Recomendaciones para la Aplicación de los Alambres Tubulares |
|||||
|
7.4.1. |
ACEROS INOXIDABLES AL CROMO FERRITICOS - (Cuadro) |
|
8.6.4. |
RECUBRIMIENTOS PROTECTORES PARA EL PROCESO DE SOLDADURA |
||||||
|
7.4.2. |
SOLDABILIDAD DE LOS ACEROS INOXIDABLES FERRITICOS |
|
|
|
AUTOMATICA, ALGUNOS PUNTOS DE VISTA EN LA SOLDADURA DE |
|||||
|
|
|
7.4.2.1. Problemas de Tipo Físico |
|
|
|
RECUBRIMIENTOS PROTECTORES |
||||
|
|
|
• Conductividad térmica |
|
8.6.5. |
SELECCION DEL FLUJO Y ALAMBRE PARA LOS RECUBRIMIENTOS PROTECTORES |
|||||
|
|
|
• Coeficiente de dilatación |
|
|
|
- |
FLUJOS Y ALAMBRES PARA RECUBRIMIENTOS PROTECTORES EN ACERO |
|||
|
|
|
• La resistencia eléctrica |
|
|
|
|
INOXIDABLE - ARCO SUMERGIDO - (Cuadro) |
|||
|
|
|
7.4.2.2. Problemas de Tipo Metalúrgico y Procedimientos de Soldadura |
|
|
|
- |
CARACTERISTICAS COMPARATIVAS DE LOS FLUJOS Y ALAMBRES OERLIKON |
|||
7.5. |
ACEROS INOXIDABLES MARTENSITICOS |
128 |
|
|
|
PARA RECUBRIMIENTOS PROTECTORES - ARCO SUMERGIDO - (Cuadro) |
|||||
|
7.5.1. |
ACEROS INOXIDABLES AL CROMO MARTENSITICOS - (Cuadro) |
|
|
|
- ALAMBRES TUBULARES PARA RECUBRIMIENTOS PROTECTORES - |
|||||
|
7.5.2. |
SOLDABILIDAD DE LOS ACEROS INOXIDABLES MARTENSITICOS |
|
|
|
|
A R C O SUMERGIDO - (Cuadro) |
||||
|
|
|
7.5.2.1. Problemas de Tipo Físico |
|
|
|
- |
PARÁMETROS DE SOLDADURA RECOMENDADOS - ARCO SUMERGIDO - |
|||
|
|
|
• Coeficiente de dilatación |
|
|
|
|
RECUBRIMIENTOS PROTECTORES - (Cuadro) |
|||
|
|
|
• La conductividad térmica |
|
|
|
- |
ALAMBRES SOLIDOS DE ACERO |
|||
|
|
|
• Resistencia eléctrica |
|
|
|
- |
ALAMBRES TUBULARES DE ACERO - (Cuadro) |
|||
|
|
|
• Magnetismo |
|
|
|
- |
ALAMBRES SOLIDOS DE ACERO INOXIDABLE - (Cuadro) |
|||
7.5.2.2.Problemas de Tipo Metalúrgico y Procedimientos de Soldadura
7.6. |
SELECCION DEL ELECTRODO MAS ADECUADO PARA EL TRABAJO |
130 |
|
|
8.6.6. |
LA TECNICA DE LA SOLDADURA DE RECUBRIMIENTOS PROTECTORES |
|
||||||||
|
|
7.6.1. |
CASOS ESPECIALES DE APLICACION DE ELECTRODOS INOXIDABLES OERLIKON - |
|
|
|
8.6.7. |
TABLA PARA SELECCION DEL PROCESO POR RECUBRIMIENTO PROTECTOR |
|
||||||
|
|
|
|
(Cuadro) |
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
7.6.2. |
|
ELECTRODOS OERLIKON PARA LA SOLDADURA DE LOS ACEROS INOXIDABLES - |
|
|
|
CAPITULOIX: |
|
|
|
|
|
||
|
|
|
|
(Cuadro) |
|
|
|
|
|
|
|
|
|
||
|
|
7.6.3. |
CARACTERISTICAS DE LOS ELECTRODOS INOXIDABLES OERLIKON - (Cuadro) |
|
|
SoldabilidaddelosMetalesNoFerrosos |
152 |
||||||||
|
|
|
|
|
|
|
|
9.1. |
EL ALUMINIO Y SUS ALEACIONES - SU SOLDABILIDAD |
152 |
|||||
|
|
CAPITULOVIII: |
|
|
|
|
|
|
9.1.1. |
CARACTERISTICAS |
|
||||
|
|
|
|
|
|
|
|
|
|
9.1.2. |
SOLDABILIDAD |
|
|||
|
|
|
|
|
|
|
|
|
|
|
|||||
RecubrimientosProtectores |
136 |
|
|
|
• Aleación Aluminio-Manganeso |
|
|||||||||
8.0. |
GENERALIDADES |
136 |
|
|
|
• Aleación Aluminio-Magnesio-Cromo |
|
||||||||
8.1. |
EL DESGASTE - SU NATURALEZA |
136 |
|
|
|
• Aleación Aluminio-Magnesio-Manganeso |
|
||||||||
|
|
• |
Abrasión |
|
|
|
|
• Aleación Aluminio-Silicio-Magnesio |
|
||||||
|
|
• |
Rozamiento metálico |
|
|
|
|
• Aleaciones Aluminio-Cobre-Magnesio-Manganeso |
|
||||||
|
|
• |
Corrosión |
|
|
|
9.1.3. |
ELECTRODOS PARA ALUMINIO Y SUS ALEACIONES |
|
||||||
|
|
• |
Cavitación |
|
|
|
9.1.4. |
PROCEDIMIENTO DE SOLDADURA (Algunas Reglas) |
|
||||||
|
|
• |
Choque o Impacto |
|
9.2. |
EL COBRE - SU SOLDABILIDAD |
153 |
||||||||
8.2. |
SELECCION DEL ELECTRODO MAS ADECUADO PARA EL RECUBRIMIENTO PROTECTOR |
137 |
|
|
9.2.1. |
EL COBRE Y SUS CARACTERISTICAS |
|
||||||||
8.3. |
MATERIALES DE APORTE PARA RECUBRIMIENTOS PROTECTORES DE PIEZAS SUJETAS A |
|
|
|
9.2.2. |
LATONES Y BRONCES |
|
||||||||
|
|
DESGASTE |
137 |
|
|
|
Latones |
|
|||||||
|
|
8.3.1. |
RECUBRIMIENTOS PROTECTORES CONVENCIONALES |
|
|
|
|
Bronces |
|
||||||
|
|
|
|
CITODUR 350 |
|
|
|
|
Su soldabilidad |
|
|||||
|
|
|
|
CITODUR 600 |
|
|
|
9.2.3. |
ELECTRODOS PARA LATONES Y BRONCES |
|
|||||
|
|
|
|
CITODUR 1000 |
|
|
|
|
• CITOBRONCE |
|
|||||
|
|
|
|
CITOMANGAN |
|
|
|
|
• CITOBRONCE II |
|
|||||
|
|
|
|
TOOLCORD |
|
|
|
|
• CITOBRONCE AL |
|
|||||
8.4. |
ALGUNAS INDICACIONES PARA LA APLICACION DE LOS RECUBRIMIENTOS PROTECTORES |
138 |
|
|
9.2.4. |
ALGUNAS REGLAS PARA LA SOLDADURA DEL COBRE Y SUS ALEACIONES |
|
||||||||
8.5. |
EL COJIN O BASE AMORTIGUADORA |
138 |
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
||||||||
|
|
8.5.1. |
CUADRO DE ORIENTACION PARA LA APLICACION DE LAS SOLDADURAS |
|
|
CAPITULOX: |
|
|
|
|
|
||||
|
|
|
|
CONVENCIONALES PARA RECUBRIMIENTOS PROTECTORES |
|
|
|
|
|
|
|
|
|
||
8.6. |
SOLDADURAS ESPECIALES PARA RECUBRIMIENTOS PROTECTORES |
140 |
|
Brazing y SoldaduraBrazing |
156 |
||||||||||
|
|
|
|
|
14 |
|
|
|
|
|
|
1515 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||

Manual de Soldadura
10.1. |
EXPLICACION DEL PROCEDIMIENTO |
156 |
10.2. |
NATURALEZA DEL METAL DE APORTACION |
156 |
10.3. |
FUNDENTES |
156 |
10.4.METALES SOLDABLES MEDIANTE EL PROCEDIMIENTO BRAZING: VENTAJAS Y
|
|
DESVENTAJAS DEL METODO |
156 |
||
10.5. |
LA LLAMA OXIACETILENICA Y SUS APLICACIONES |
158 |
|||
10.6. |
ALGUNAS REGLAS PARA LA TECNICA BRAZING |
158 |
|||
10.7. |
COSTO ESTIMADO PARA LA SOLDADURA OXIACETILENICA MANUAL |
158 |
|||
PARTE II: ELECTRODOS Y VARILLAS PARA ACEROS |
159 |
||||
|
|
|
|
||
|
CAPITULO XI: |
|
|
|
|
|
|
|
|||
Soldaduras para Aceros al Carbono y de Baja Aleación |
161 |
||||
Celulósicos Convencionales |
162 |
||||
|
CELLOCORD P |
|
|||
|
CELLOCORD AP |
|
|||
|
PUNTO AZUL |
|
|||
|
AZULITO |
|
|||
|
CELLOCORD 70 |
|
|||
Celulósicos Especiales |
165 |
||||
|
CELLOCORD P - T |
|
|||
|
CELLOCORD 70 - T |
|
|||
|
CELLOCORD 70 - GT |
|
|||
Electrodo no Aleado con Revestimiento Celulósico |
170 |
||||
|
ZELCORD 60 |
|
|||
|
ZELCORD 70 |
|
|||
|
ZELCORD 80 |
|
|||
Rutílicos |
|
|
|
173 |
|
|
OVERCORD M |
|
|||
|
OVERCORD |
|
|||
|
OVERCORD S |
|
|||
Hierro en Polvo |
176 |
||||
|
FERROCITO 24 |
|
|||
|
FERROCITO 27 |
|
|||
Básicos de Baja Aleación Revestimiento Simple |
178 |
||||
|
SUPERCITO |
|
|||
|
UNIVERS |
|
|||
|
UNIVERS CR |
|
|||
|
TENACITO 80 |
|
|||
|
TENACITO 110 |
|
|||
Básicos de Baja Aleación Doble Revestimiento |
183 |
||||
|
TENACITO 65 |
|
|||
|
TENACITO 75 |
|
|||
PARTE III: ELECTRODOS Y VARILLAS PARA SOLDADURAS ESPECIALES Y MANTENIMIENTO |
185 |
||||
|
|
|
|
||
|
CAPITULO XII: |
|
|
|
|
Soldaduras Especiales |
187 |
||||
Electrodos para Fierro Fundido |
188 |
||||
|
FERROCORD U |
|
|||
|
CITOFONTE |
|
|||
|
SUPERFONTE |
|
|||
|
EXSANIQUEL Fe |
|
|||
Electrodos Inoxidables Convencionales |
192 |
||||
|
INOX AW |
|
|||
|
INOX AW + Cb |
|
|||
|
INOX BW ELC |
|
|||
|
CITORIEL 801 |
|
|||
|
INOX 309 ELC |
|
|||
|
EXSA 109 S |
|
|||
Electrodos Inoxidables Especiales |
198 |
||||
|
INOX 29/9 |
|
|||
|
|
|
16 |
|
|
Manual de Soldadura
EXSA 106
INOX CW
CITOCHROM 134
EXSA 137
Electrodos de Níquel y Aleaciones |
203 |
|||
EXSA 511, EXSA 512, EXSA 521, EXSA 524 |
|
|||
Recubrimientos Protectores Convencionales |
205 |
|||
CITODUR 350 |
|
|||
CITODUR 600 |
|
|||
CITODUR 600 Mn |
|
|||
CITODUR 1000 |
|
|||
CITOMANGAN |
|
|||
TOOLCORD |
|
|||
Recubrimientos Protectores Especiales |
211 |
|||
EXSADUR 43 |
|
|||
ZUCARCITO |
|
|||
EXSA 721 |
|
|||
EXSA 726 a, EXSA 726 b |
|
|||
Soldaduras de Cobre y Aleaciones |
215 |
|||
EXSA 206 |
|
|||
CITOBRONCE |
|
|||
CITOBRONCE II |
|
|||
CITOBRONCE AL |
|
|||
Soldaduras de Aluminio y Aleaciones |
219 |
|||
ALCORD 5 SI |
|
|||
EXSA 4043 |
|
|||
Electrodos de Corte y Biselado |
221 |
|||
CHAMFERCORD |
|
|||
SUPERCORTE |
|
|||
SUPERCORTE 11 |
|
|||
ARCAIR |
|
|||
|
|
|||
CAPITULO XIII: |
|
|
|
|
|
|
|
||
Varillas Desnudas y Resvestidas para Brazing y Soldering |
225 |
|||
Aleaciones de Plata en Varillas y Láminas (Brazing) |
226 |
|||
EXSALOT 301, 302, 302L, 303, 303R, 305, 307, 307R, 308, 308L, 310, 314, 314R, 315, 315R, 315L |
|
|||
Aleaciones de Estaño, Plomo y Plata en Varillas y Pastas Metálicas (Soldering) |
228 |
|||
EXSALOT 611, 611P, 612P, 614P, EXSALOT 630-40/60, 630-50/50, 630-60/40 |
|
|||
Varillas de Cobre y Aleaciones |
230 |
|||
EXSATIG 200, EXSALOT 204, EXSALOT 210, EXSALOT 210R, |
|
|||
EXSALOT 700R |
|
|||
Fundentes Especiales para Soldadura Autógena |
231 |
|||
EXSAFLUX 200, EXSAFLUX 300, EXSAFLUX 400, EXSAFLUX 600, EXSAFLUX 600c |
|
|||
|
|
|
||
CAPITULO XIV: |
|
|
|
|
|
|
|
||
Varillas para Soldadura Autógena Usadas en Mantenimiento |
233 |
|||
Varillas para Acero al Carbono |
234 |
|||
EXSALOT A1C, EXSALOT A2C, EXSATIG 103 |
|
|||
Varillas de Hierro Fundido Gris |
235 |
|||
EXSALOT 110 |
|
|||
Varillas de Carburo de Tugsteno |
236 |
|||
EXSALOT 721, EXSALOT 728 |
|
|||
Varillas de Stellite |
237 |
|||
EXSALOT 726a, EXSALOT 726b |
|
|||
PARTE IV: SOLDADURAS PARA PROCESOS AUTOMATICOS Y SEMIAUTOMATICOS |
239 |
|||
|
|
|
||
CAPITULO XV: |
|
|
|
|
|
|
|
||
Alambres Sólidos y Fundentes para Arco Sumergido |
241 |
|||
|
17 |
|
|
|
Manual de Soldadura
|
Alambres de Acero al Carbono y Baja Aleación |
242 |
|||
|
PS-1 |
|
|||
|
PS-2 |
|
|||
|
Alambres de Acero Inoxidable |
245 |
|||
|
PS 19/9 INOX |
|
|||
|
PS 20/10 Mo INOX |
|
|||
|
PS 13Cr INOX |
|
|||
|
Fundentes para Arco Sumergido |
247 |
|||
|
POP 100 |
|
|||
|
POP 175 |
|
|||
|
POP 180 |
|
|||
|
POP 185 |
|
|||
|
POP 70 Cr |
|
|||
|
POP 250 A |
|
|||
|
POP 350 A |
|
|||
|
POP 450 A |
|
|||
|
|
|
|
||
|
CAPITULOXVI: |
|
|
|
|
|
Alambres Sólidos para Proceso MIG/MAG |
259 |
|||
|
Alambres Sólidos de Acero al Carbono |
260 |
|||
|
CARBOFIL PS-6 GC |
|
|||
|
Alambres Sólidos de Acero Inoxidable |
261 |
|||
|
EXSAFIL 199 |
|
|||
|
EXSAFIL 2O10 Mo |
|
|||
|
INOXFIL PS 13 Cr |
|
|||
|
INOXFIL 134 |
|
|||
|
Alambres Sólidos de Aluminio y Bronce Aluminio |
265 |
|||
|
EXSAFIL 400, EXSAFIL 404, EXSAFIL 405,EXSAFIL 407 |
|
|||
|
EXSAFIL 746 |
|
|||
|
|
|
|
||
|
CAPITULOXVII: |
|
|
|
|
|
|
|
|
||
|
Varillas Sólidas para Proceso TIG |
267 |
|||
|
Varillas Sólidas para Aceros al Carbono |
268 |
|||
|
EXSATIG St 6 |
|
|||
|
Varillas Sólidas para Aceros Inoxidables |
269 |
|||
|
EXSATIG 199 |
|
|||
|
EXSATIG 2010 Mo |
|
|||
|
EXSATIG 134 |
|
|||
|
EXSATIG 137 |
|
|||
|
Varillas Sólidas de Aluminio y Aleaciones |
273 |
|||
|
EXSATIG 400, EXSATIG 405, EXSATIG 407 |
|
|||
|
|
|
|
||
|
CAPITULOXVIII: |
|
|
|
|
|
|
|
|
||
|
Alambres Tubulares |
275 |
|||
|
Alambres Tubulares de Unión para Aceros al Carbono |
276 |
|||
|
EXSATUB 71 |
|
|||
|
EXSATUB 74 |
|
|||
|
EXSATUB 711 |
|
|||
|
Alambres Tubulares de Acero Inoxidable |
279 |
|||
|
EXSATUB 308 L-O |
|
|||
|
EXSATUB 309L - G-1 |
|
|||
|
Alambres Tubulares para Recubrimientos Protectores |
281 |
|||
|
EXSATUB 350-O |
|
|||
|
EXSATUB 600-O |
|
|||
|
EXSATUB 1000-O |
|
|||
|
EXSATUB MnCr-O |
|
|||
|
PARTE V: APENDICE Y BIBLIOGRAFIA |
185 |
|||
|
|
18 |
|
|
|
Manual de Soldadura
20

Manual de Soldadura |
|
Manual de Soldadura |
|
|
|
CAPITULO I
Conceptos Generales de Soldadura
1.1. La soldadura como unión metálica
El primer paso hacia la comprensión de los procesos de soldadura lo constituye el análisis de los fenómenos, que intervienen cuando se produce el contacto de dos superficies sólidas.
Para ello recordemos, que los metales están constituidos por granos. Cada uno de éstos es a su vez un arreglo periódico especial de átomos, que da origen a lo que conocemos como retícula cristalina.
El tamaño medio de estos granos es variable y cada grano está separado de sus vecinos por una zona de transición, que se conoce como límite de grano. Los límites de grano desempeñan un papel importante en la determinación de las propiedades mecánicas de un metal.
Si consideramos ahora un átomo cualquiera en el interior de un grano, el mismo se halla ligado a sus vecinos por fuerzas de enlace, que caracterizan a estos sólidos. Sin embargo, resulta evidente que los átomos metálicos, que se encuentran en la superficie libre, no podrían completar sus enlaces. Si en estas condiciones ponemos en adecuado contacto dos superficies de este tipo, se establecerán dichos enlaces, constituyendo la superficie así formada algo equivalente a un límite de grano. Es la posibilidad de reproducir este fenómeno en forma controlada, lo que da origen a los procesos de soldadura.
1.2.Naturaleza de las superficies metálicas
En la explicación anterior hemos considerado dos superficies metálicas planas, ideales como para que se establezca un íntimo contacto entre ellos. Sin embargo, las superficies metálicas raramente se encuentran en ese estado, lo que impide en la práctica la reproducción del proceso ya descrito.
Para comprender los procesos reales, es necesario analizar las características de las superficies reales, tal como ocurren en la naturaleza. Cualquier superficie real examinada en la escala atómica es extremadamente irregular. Está constituida por picos y valles variables entre unos doscientos diámetros atómicos correspondientes a las superficies más perfectas que el hombre puede preparar, hasta cien mil diámetros atómicos para superficies desbastadas.
Dado que estas irregularidades se encuentran distribuidas al azar, es sumamente improbable que poco más que algunos átomos se pongan en contacto íntimo necesario para que experimenten fuerzas de atracción sensibles.
Otro impedimento, que se presenta para lograr la soldadura ideal, lo constituye la presencia inevitable de capas de óxido y humedad adheridas a las superficies metálicas.
De este análisis surgen las dificultades, que se presentan para lograr una unión metálica adecuada al poner dos cuerpos en contacto. Sin embargo, la ciencia de la Soldadura se ocupa de estudiar los medios prácticos, para producir uniones átomo a átomo a través de superficies metálicas preexistentes y en un número suficiente para otorgar resistencia mecánica satisfactoria.
Los recursos empleados para lograr este objetivo nos permitirán hacer una clasificación de los procesos de soldadura.
1.3.Clasificación de los procesos de soldadura
Una forma de lograr el contacto íntimo de dos superficies metálicas para la producción de una soldadura, es someter las mismas a una presión recíproca. Si ésta es de magnitud adecuada, será capaz de romper las capas de óxido y humedad y deformar la superficie, logrando así el contacto necesario. Esto da origen a lo que se conoce como
Soldadura por Presión.
Este proceso puede o no ser asistido por energía térmica, pero debe tenerse en cuenta que, cuando así ocurre, la temperatura del proceso debe mantenerse por debajo del punto de fusión de los materiales que intervienen. El principal efecto del uso de energía térmica es el de reducir la tensión de fluencia de los materiales que se sueldan, así como disociar los óxidos y volatilizar la humedad.
Otro camino para lograr la soldadura, es emplear energía térmica para fundir localmente los metales que se deseen unir y, de esta manera, lograr la eliminación de las capas mencionadas y el íntimo contacto de las piezas por la fusión y solidificación de los materiales en contacto. Generalmente, éste se conoce como Soldadura por Fusión.
Son múltiples las posibilidades de aplicación de estos procesos de soldadura. Su campo de aplicación depende, entre otras cosas, del material a soldar, de su espesor, de los requisitos que debe satisfacer la costura, y de la construcción. La multiplicidad de la ejecución de la costura, tanto en la forma como en el método y las aplicaciones, ha conducido al desarrollo de muchos procesos en esta técnica. La selección del proceso más favorable, adecuado y económico de soldadura presupone el conocimiento de la manera de ejecutarla y sus peculiaridades.
En el presente Capítulo hacemos una breve descripción de los procesos por Arco Eléctrico más empleados en el país y también del proceso Oxi-Gas.
22
Manual de Soldadura |
|
Manual de Soldadura |
|
|
|
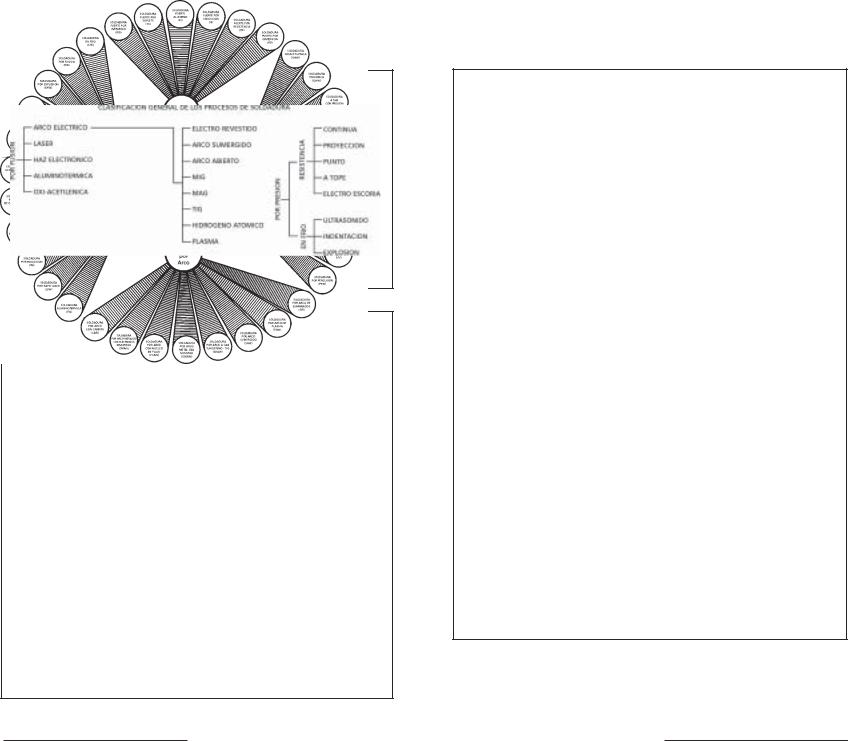
1.4. Clasificación general de los procesos de soldadura
Fig. 2.- Esquema Demostrativo de la Estructura Granular y Cristalina de una Superficie Metálica
Fig. 1.- Carta Maestra de los Procesos de Soldadura (AWS)
23 |
|
|
|
24 |
Manual de Soldadura
1.5. La soldadura eléctrica por arco
Es un proceso de soldadura, donde la unión es producida por el calor generado por un arco eléctrico, con o sin aplicación de presión y con o sin metal de aporte.
La energía eléctrica se transforma en energía térmica, pudiendo llegar esta energía hasta una temperatura de aprox. 4 000ºC. La energía eléctrica es el flujo de electrones a través de un circuito cerrado. Cuando ocurre una pequeña ruptura dentro de cualquier parte, o apertura del circuito, los electrones se mueven a gran velocidad y saltan a través del espacio libre entre los dos terminales, produciendo una chispa eléctrica, con la suficiente presión o voltaje para hacer fluir los electrones continuamente. A través de esta apertura, se forma el arco eléctrico, fundiéndose el metal a medida que se avanza.
El arco eléctrico es, por lo tanto, un flujo contínuo de electrones a través de un medio gaseoso, que genera luz y calor.
Fig. 3.- Diagrama del Circuito de Soldadura por
Arco Eléctrico
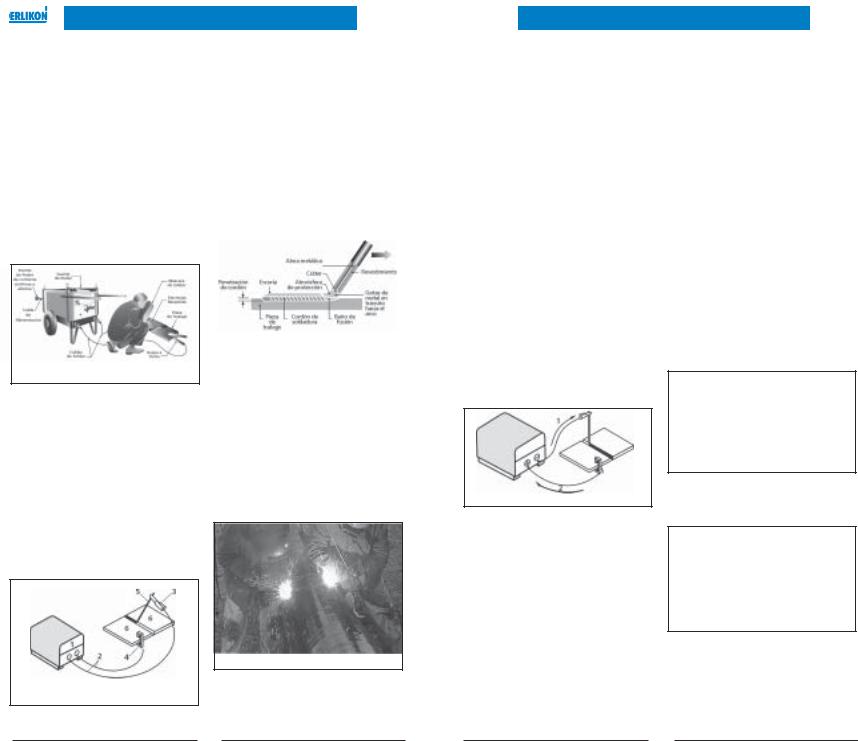
1.5.1.Soldadura por arco eléctrico manual con electrodo metálico revestido
Idea del proceso
La soldadura por arco eléctrico manual con electrodo revestido o simplemente “Soldadura Eléctrica”, como la conocemos en nuestro medio, es un proceso de unión por fusión de piezas metálicas.
Para lograr la unión, se concentra el calor de un arco eléctrico establecido entre los bordes de las piezas a soldar y una varilla metálica, llamada electrodo, produciéndose una zona de fusión que, al solidificarse, forma la unión permanente.
Principio de funcionamiento de la soldadura por arco
eléctrico
El equipo consta de:
Fig. 4.- Partes del Circuito de Soldadura por
Arco Eléctrico
(ver partes a continuación)
1.- Generador de corriente (Fuente de poder)
2.- Cables de conexión
3.- Porta-Electrodo
4.- Masa o tierra
5.- Electrodo
6.- Pieza de trabajo
El circuito se cierra momentáneamente, tocando con la punta del electrodo a la pieza de trabajo, y retirándola inmediatamente a una altura preestablecida, formándose de esta manera un arco. El calor funde un área restringida del material base y la punta del electrodo, formando pequeños glóbulos metálicos, cubiertos de escoria líquida, los cuales son transferidos al metal base por fuerzas electromagnéticas, con el resultado de la fusión de dos metales y su solidificación a medida que el arco avanza, según puede verse en la Fig. 5.
|
|
Fig. 5.- Fusión del Electrodo |
|
|
|
1.- |
|
Alma del electrodo |
2.- |
|
Revestimiento |
3.- |
|
Gota en formación |
4 y 9.- |
Escoria líquida |
|
5.- |
|
Arco |
6.- |
|
Metal base |
7.- |
|
Baño de fusión y cráter del metal base en fusión |
8.- |
|
Escoria sólida |
10.- |
Cráter del electrodo |
|
11.- |
Protección gaseosa |
|
12.- |
Transferencia del metal (gotas) |
|
13.- |
Cordón depositado |
|
14. |
- |
Penetración |
Fig. 6
El arco eléctrico es muy brillante y emite rayos visibles e invisibles, algunos de los cuales causan quemaduras, ligeras lesiones a la piel y dolores temporales a los ojos, si es que no se les protege debidamente.
25
Manual de Soldadura
Función del arco eléctrico
El arco es el principio físico de transformar la energía eléctrica en calor. Normalmente cumple la ley de Ohm.
U = RxI
Donde R es la resistencia del arco, I es la intensidad de corriente y U es la tensión o voltaje. La potencia del arco es P= UxI expresada en Watt. Esta energía concentrada en una pequeña área es la que se usa en todos los procesospor arco eléctrico, para fundir tanto al metal base como a los materiales de aporte.
1.5.2.Nociones de electricidad con relación al arco eléctrico
Para comprender mejor la aplicación del arco eléctrico a la soldadura, es necesario conocer ciertos principios fundamentales relacionados con la electricidad.
a)El circuito eléctrico.- La corriente eléctrica es un flujo de electrones que circula por un conductor en un circuito cerrado, denominado circuito eléctrico.
b)El circuito de soldadura por arco eléctrico.- La corriente fluye a partir del borne de la máquina de soldar, donde se fija el cable del electrodo (1), y termina en el borne de la máquina, donde se fija el cable de tierra o de trabajo (2).
Como puede observarse en la Fig. 7, a partir del punto (1) la corriente fluye al porta-electrodo y por éste al electrodo; por el extremo del electrodo salta la electricidad a la pieza formando el arco eléctrico; sigue fluyendo la electricidad por el metal base al cable de tierra (2) y vuelve a la máquina.
El circuito está establecido sólo cuando el arco se encuentra encendido.
Fig. 7.- Flujo Eléctrico
c)Voltaje y amperaje.- El agua circula a lo largo de un tubo, si existe una presión que lo impulse; en la misma forma, la corriente eléctrica fluye o circula a través de un circuito, si existe una «presión», que impulse el flujo de electrones dentro de un conductor (máquina en funcionamiento). Esta “presión”, que induce una corriente eléctrica, se llama diferencia de potencial, tensión o voltaje.
El voltaje se expresa en voltios y se mide con el voltímetro; algunas máquinas de soldar poseen voltímetro y un regulador de voltaje.
La cantidad de agua, que pasa por un tubo, se mide por una magnitud en una unidad de tiempo (metros cúbicos por segundo). En igual forma se utiliza, para expresar la magnitud de corriente eléctrica, la cantidad de electricidad por segundo.
La unidad utilizada es el Columbio por Segundo, lo que se expresa en Amperios, y se mide con un instrumento llamado amperímetro.
Todas las máquinas de soldar cuentan con reguladores, que permiten variar el amperaje o intensidad de corriente eléctrica necesaria para soldar.
d)Clases de corriente eléctrica.-
Corriente alterna (CA).- El flujo de corriente varía de una dirección a la opuesta. Este cambio de dirección se efectúa 100 a 120 veces por segundo. El tiempo comprendido entre los cambios de dirección positiva o negativa se conoce con los nombres de ciclo o período (50 a 60 ciclos).
En el Perú utilizamos, por lo general, la corriente alterna de 220 voltios y 60 ciclos. Esta corriente es transportada por redes eléctricas monofásicas que utilizan 2 cables, o bien es conducida por redes eléctricas trifásicas, que utilizan 3 cables de transportación. Las máquinas de soldar pueden utilizar tanto la corriente monofásica como la trifásica.
Corriente contínua (CC).- El flujo de corriente conserva siempre una misma dirección: del polo negativo al positivo.
e)Polaridad.- En la corriente continua es importante saber la dirección del flujo de corriente. La dirección del flujo de corriente en el circuito de soldadura es expresada en término de POLARIDAD. Si el cable del porta-electrodo es conectado al polo negativo (-) de la fuente de poder y el cable de tierra al polo positivo (+), el circuito es denominado POLARIDAD DIRECTA o NORMAL.
Fig. 8.- Polaridad Directa
Cuando el cable del porta-electrodo es conectado
al polo positivo (+) de la fuente de poder y el cable de tierra al polo negativo, el circuito es denominado POLARIDAD INVERTIDA o INDIRECTA.
Fig. 9.- Polaridad Invertida
En algunas máquinas no es necesario cambiar los
cables en los bornes, porque poseen una manija o llave de conmutación que permite cambiar de polaridad con facilidad.
En una máquina de corriente alterna no es posible diferenciar los cables por sus conexiones de grapa y porta electrodo porque la electricidad fluye por ellos alternando
su sentido o dirección.
26
Manual de Soldadura
Un soldador debe estar familiarizado con los efectos de la polaridad en el proceso de soldadura.
Generalmente, el electrodo conectado al polo positivo (polaridad invertida) permite una mayor penetración y el electrodo conectado al negativo (polaridad directa) da una mayor velocidad de fusión. Sin embargo, los componentes químicos del revestimiento del electrodo pueden hacer variar los efectos de la polaridad y, por ello, es conveniente seguir las instrucciones del fabricante para conectar el electrodo correctamente, ya sea al polo positivo o negativo.
Cuando se suelda con un electrodo, debe usarse siempre la polaridad correcta para obtener los resultados satisfactorios que se esperan: buena penetración, aspecto uniforme del cordón, excelente resistencia de la junta soldada.
Fig. 10.- Efecto de la Polaridad y del Tipo de Corriente
f)Fenómenos del arco eléctrico para soldar.- En los polos del arco, el voltaje varía según la longitud de éste. Al rozar el electrodo con la pieza, el voltaje es cero y va aumentando a medida que la longitud del arco se hace mayor, hasta que -por alejarse demasiado el electrodoel arco se interrumpe y la máquina vuelve a su “voltaje en vacío”, que es siempre más elevado que el voltaje de trabajo.
La intensidad de corriente o amperaje necesario para fundir el electrodo y, por lo tanto, la pieza a soldar debe elevarse a medida que aumenta el diámetro del electrodo utilizado. La regulación o aumento del amperaje la hace el soldador.
1.6.Máquinas de soldar por arco eléctrico
Son máquinas eléctricas, de las cuales se exige -además de la suficiente potencialas características favorables y necesarias para el fácil encendido y mantenimiento del arco eléctrico, características que son indispensables para una buena soldadura.
Estas características son:
•Transformar el voltaje de la red eléctrica a un voltaje en vacío, que permita iniciar el arco (voltaje en vacío es el que suministra la máquina antes de iniciar el arco; varía de 30 a 90 voltios).
•Una vez iniciado el arco, debe permitir una conversión automática e instantánea del voltaje en vacío a un voltaje de trabajo, que permita mantener el arco (voltaje de trabajo es el que proporciona la máquina cuando el arco está encendido; varía de 17 a 45 voltios).
•Permitir la regulación de la intensidad de corriente o amperaje necesario para soldar; ese amperaje varía según el diámetro, espesor de la pieza, posición del trabajo, diámetro del electrodo, etc.
•Asegurar una alimentación constante de corriente, que permita mantener el arco estable.
Además de las características señaladas, una fuente de poder o máquina de soldar debe reunir las condiciones de resistencia y solidez, que le permita trabajar aún estando sometida a las más duras exigencias y según las condiciones en que se desenvuelve la labor del soldador.
1.6.1.Clases de máquinas de soldar por arco eléctrico
Las máquinas de soldar son clasificadas con diferentes criterios. Adoptaremos la siguiente clasificación:
a.Máquinas estáticas
•Transformadores.
•Rectificadores.
•Transformadores-Rectificadores.
b.Máquinas rotativas (convertidores)
•De Motor eléctrico.
•De Motor a combustión interna, pudiendo ser:
1.a gasolina.
2.a petróleo (Diesel).
Las máquinas estáticas son las que no poseen elementos en movimiento continuo; excepcionalmente algunas poseen un ventilador.
Las máquinas rotativas son las que sí poseen elementos en rotación constante.
Las máquinas estáticas a su vez se clasifican en los siguientes tipos:
1. Máquinas tipo transformador.- Proporcionan corriente alterna para soldar.
2. Máquinas tipo rectificador.- Son máquinas transformadoras que, mediante rectificadores, transforman la corriente alterna a corriente continua para soldar.
3. Equipos transformador-rectificador.- Estas máquinas proporcionan tanto corriente continua como corriente alterna para soldar. Su construcción eléctrica especial permite cambiar de una corriente a otra con sólo mover una llave de conmutación.
Las máquinas rotativas o convertidores están compuestas básicamente de un motor, que proporciona una deter-
minada velocidad de rotación a un dínamo, el cual produ-
ce la corriente eléctrica apropiada para soldar. El motor puede ser:
•Eléctrico, funcionando con la corriente eléctrica proveniente de una red general de electricidad.
•De combustión, sea gasolina o petróleo.
27
Manual de Soldadura
Las motosoldadoras son máquinas utilizadas preferentemente en los lugares que carecen de una red general de electricidad.
1.6.2. Característica estática y dinámica
El objetivo primordial, que debe cumplir una fuente de poder de soldadura, es entregar una corriente controlable a la tensión que demanda el proceso de que se trate.
Dependiendo de las características VoltajeAmperaje, las fuentes podrían ser:
•Fuentes de corriente constante.
•Fuentes de tensión constante.
La Norma NEMA (National Electrical Manufacturers Association) define a la primera como: “Aquellas que poseen una característica Volt-Ampere descendente, entregando una corriente relativamente constante para cambios moderados en la tensión de la carga”.
Las fuentes de tensión constantes son, en cambio, definidas como: “Aquellas, en que la característica VoltAmpere es esencialmente horizontal, produciendo una tensión relativamente constante para cambios moderados de la corriente de carga”.
Estas características pueden observarse en la Fig. 11
.
Fig. 11.- Fuente de Poder a Tensión Constante
Las curvas indicadas representan la característica “estática” de las fuentes de soldadura. Las mismas tienen, como veremos, una gran importancia en relación con el modo de operación del proceso de que se trate. No obstante, un arco eléctrico es, por su misma naturaleza, inestable. Por lo tanto, las características “dinámicas” de una fuente, es decir, la capacidad de respuesta de la máquina a rápidas variaciones de la corriente o tensión en el círcuito de carga, tienen una influencia decisiva sobre la estabilidad del arco y, por lo tanto, del proceso de soldadura.
Para cebar y mantener el arco se necesitan determinadas tensiones e intensidades. Sus magnitudes se comportan en el arco inversamente como deberían hacerlo según la Ley de Ohm. Lo que se ha dado en llamar características del arco (Fig. 12) decrece según una pendiente muy rápida y nos muestra la tensión que se necesita para hacer pasar una determinada intensidad a través del arco. La característica de que cae bruscamente significa, en la práctica, que para cebar el arco se necesita, forzosamente, una tensión mayor Uo que para la soldadura propiamente dicha.
Fig. 12.- Fuente de Poder a Corriente Constante
Como corresponde a la peculiaridad de soldadura, han de considerarse tres etapas distintas: Funcionamiento en vacío, cebado y soldadura. En el primer caso, entre el borne del dispositivo de soldar y la pieza existe una tensión de funcionamiento en vacío (Uo) aproximadamente igual a 75 voltios y una intensidad igual a cero.
Al cebar (corto-circuito), desciende prácticamente la tensión hasta cero (0) y la intensidad alcanza cierto máximo bien determinado, que a menudo se encuentra por encima del valor de la corriente de soldadura. Al ocurrir esto, aumenta la tensión entre 15 a 45 voltios (tensión del arco) y la intensidad se estabiliza en un valor que corresponde al de la soldadura.
Fig. 13.- Características del Arco
Fig. 14. (Ver en la siguiente página)
De esa circunstancia se deduce que la fuente ha de adaptarse, en lo posible sin inercia, a las condiciones rápidamente variables del arco. Para todos los cambios de carga que se efectuarán lentamente, es válida la característica “estática”; en cambio, si ocurren rápidamente, es decisiva la “dinámica”.
1.6.3 Ciclo de trabajo
Es indudable, que no todos los procesos de soldadura impondrán la misma demanda a una fuente. Por ejemplo, en los procesos automáticos el tiempo de arco (tiempo real de la soldadura) será mucho mayor que en los procesos normales, en los cuales la fatiga del operador, la necesidad de cambio de electrodo, etc. hacen necesario frecuentes interrupciones. Por este motivo, es usual definir un “CICLO DE TRABAJO” como el porcentaje de tiempo, durante el cual la máquina debe suministrar corriente nominal a la carga. Este ciclo de trabajo se determina sobre 10 minutos, de modo tal que, por ejemplo para una fuente con un ciclo de trabajo del 60%, la misma debe ser capaz de entregar la corriente nominal durante 6 minutos de cada 10. Para procesos automáticos, el ciclo de trabajo se especifica normalmente en 100%.
28
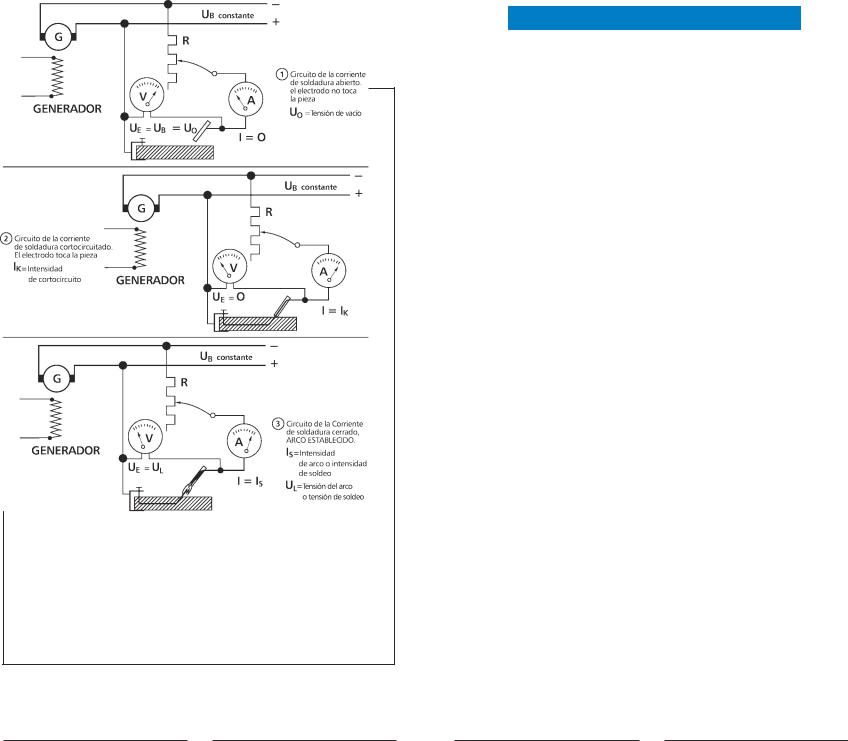
Manual de Soldadura
Fig. 14.- Fenómenos de la Soldadura con Transformador
29
Manual de Soldadura
Si bien el ciclo de trabajo se determina normalmente sobre intervalos de 10 minutos, en equipos de alta potencia (750 amp. o más) para soldadura automática o semiautomática suele emplearse una hora como base de tiempo.
En estos casos, la máquina se ensaya durante una hora a la corriente nominal, para luego hacerlo durante tres horas al 75% de dicho valor.
Al final de cada uno de estos ciclos, la temperatura de los componentes de los equipos debe mantenerse dentro de los límites aceptados.
Es importante destacar, que el ciclo de trabajo de una máquina para soldar está basado fundamentalmente en la corriente nominal de carga. Sin embargo, si dicha máquina se destina a ser empleada con valores de corriente distintos de los nominales, es posible determinar el nuevo factor de servicio para esas condiciones mediante la expresión:
|
|
T = (In/I)2 .To |
donde: |
|
|
T |
= |
es el nuevo ciclo de trabajo |
In |
= |
corriente nominal para el ciclo (To) |
To |
= |
ciclo de trabajo original en % |
l= nueva corriente, con que será empleada la máquina
No obstante, dado que el ciclo de trabajo de una fuente depende fundamentalmente de la corriente que la misma debe proveer al circuito de carga, se han establecido normas con fines comparativos, que determinan bajo qué tensión debe ser suministrada dicha corriente.
1.6.4. Tensión de vacío o de circuito abierto
En general, en una fuente de poder para soldadura es deseable disponer de una tensión de vacío elevada, para facilitar el arranque del arco. Sin embargo, por razones de seguridad, la misma se limita a valores que reduzcan el riesgo de electrocución. Las Normas NEMA, por ejemplo, limitan dicha tensión a 80 voltios para equipos de soldadura manual, y a 100 voltios para equipos de soldadura semiautomática.
1.6.5. Caída de tensión
Si la máquina tiene un voltímetro, éste indicará el voltaje de salida total, suma del voltaje del arco más las caídas en cables, electrodo, porta-electrodo, pieza y conexión de masa, Puesto que la soldadura es siempre una operación de alta corriente, las caídas de voltaje son muy pronunciadas. Particularmente los cables pueden ocasionar una considerable pérdida de voltaje, debido a su resistencia y reactancia. Una caída en los cables de 2 voltios es el máximo permisible.
1.6.5.1. Cables recomendados para soldar
m/pies |
Longitud de cable en el circuito - Ø A.W.G. |
||||||||||
18/60 |
30/100 |
|
45/150 |
60/200 90/300 120/400 |
|||||||
|
|
||||||||||
A m p . |
|
|
|
|
|
|
|
|
|
|
|
1 0 0 |
4 |
4 |
|
4 |
2 |
|
1 |
|
1 / 0 |
||
1 5 0 |
2 |
2 |
|
2 |
1 |
|
2 / 0 |
3 / 0 |
|||
2 0 0 |
2 |
2 |
|
1 |
1 / 0 |
|
3 / 0 |
4 / 0 |
|||
2 5 0 |
2 |
2 |
|
1 / 0 |
2 / 0 |
|
|
|
|
|
|
3 0 0 |
1 |
1 |
|
2 / 0 |
3 / 0 |
|
|
|
|
|
|
3 5 0 |
1 / 0 |
1 / 0 |
|
3 / 0 |
4 / 0 |
|
|
|
|
|
|
4 0 0 |
1 / 0 |
1 / 0 |
|
3 / 0 |
|
|
|
|
|
|
|
4 5 0 |
2 / 0 |
2 / 0 |
|
4 / 0 |
|
|
|
|
|
|
|
5 0 0 |
2 / 0 |
2 / 0 |
|
4 / 0 |
|
|
|
|
|
|
|
1.6.5.2. Datos de los cables |
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
Diámetro del |
|
|
Cobre |
|
|
Aluminio |
||||
Calibre |
Conductor |
|
|
Ω/m |
|
|
|
Ω/m |
|||
|
desnudo en mm |
|
|
|
|
|
|
|
|||
2 |
|
8,50 |
|
|
0,000532 |
|
|
0,000820 |
|||
1 |
10,15 |
|
|
0,000406 |
|
|
0,000700 |
||||
1/0 |
11,15 |
|
|
0,0003222 |
|
|
0,000528 |
||||
2/0 |
12,45 |
|
|
0,000256 |
|
|
0,000420 |
||||
3/0 |
13,85 |
|
|
0,000204 |
|
|
0,000332 |
||||
5/0 |
16,15 |
|
|
0,000161 |
|
|
0,000263 |
||||
|
|
|
|
|
|
|
|
|
|
|
|
Otras causas de la caída de tensión y del excesivo calentamiento son el mal mantenimiento de los cables, conexiones de masa y porta-electrodo. Existen las siguientes posibles fallas:
•Rotura de cables.
•Conexiones flojas.
•Contacto defectuoso del electrodo con la pieza debido al polvo, oxidación o poca presión del muelle del portaelectrodo, o bien contacto defectuoso por estas mismas causas en la conexión a masa.
•El uso de una pinza demasiado pequeña. Las pinzas están normalmente dimensionadas para 200, 250, 300, 350, 400 y 500 A.
•Conexión a la masa situada demasiado lejos del arco.
•Mal contacto de la conexión a masa.
•El uso de masas de acero punteada ligeramente incapaces de conducir la corriente requerida.
•Aprovechar demasiado los electrodos, cosa que puede sobrecalentar la pinza y elevar su resistencia eléctrica.
En resumen, las corrientes elevadas y los voltajes bajos aumentan la importancia de cualquier caída de tensión insospechada.
1.7.Como comprar una máquina de soldar
Para comprar una máquina de soldar, debe indicarse la fuente de corriente eléctrica que va a utilizarse, es decir a la cual va a conectarse la máquina. Deben señalarse, pues, los datos siguientes:
30
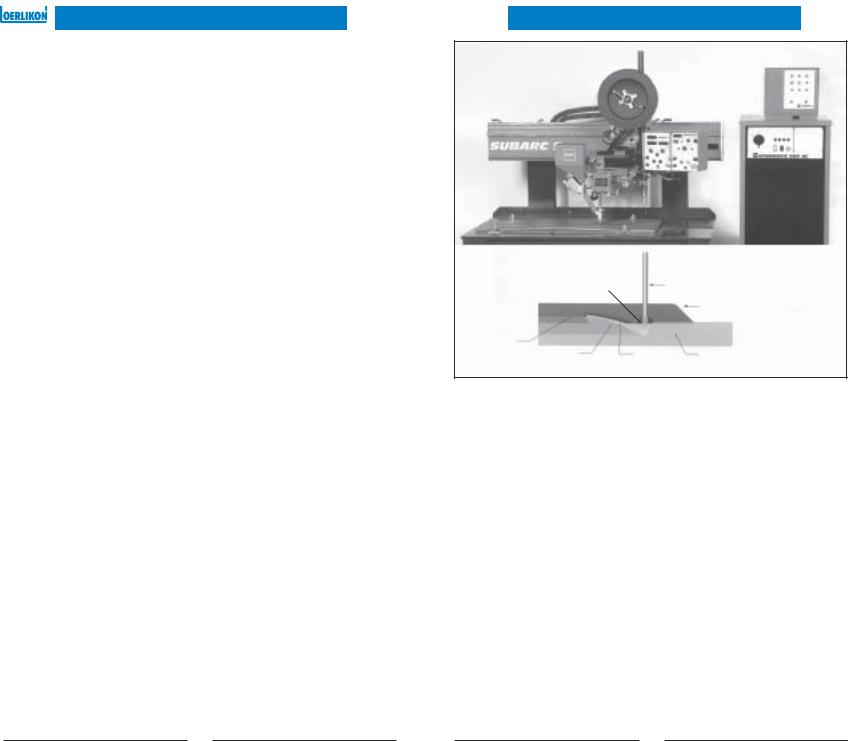
Manual de Soldadura
•Clase de corriente de la red general.
•El voltaje de la línea: 220 - 440 voltios.
•En caso de una línea de corriente alterna: Línea monofásica o trifásica.
Amperaje |
Distancia en metros desde la máquina |
||||
|
de soldar al punto de trabajo |
|
|||
|
4 6 |
5 3 |
6 1 |
|
6 9 |
100 |
1 |
1/0 |
1/0 |
|
2/0 |
150 |
2/0 |
3/0 |
3/0 |
|
4/0 |
200 |
3/0 |
4/0 |
4/0 |
|
|
2 5 0 |
4/0 |
|
|
|
|
3 0 0 |
|
|
|
|
|
3 5 0 |
|
|
|
|
|
|
|
|
|
|
|
Sección de los Cables:
Designación |
|
|
|
|
|
|
americana |
2 |
1 |
1 / 0 |
2 / 0 |
3 / 0 |
4 / 0 |
|
|
|
|
|
|
|
Sección aproximada |
|
|
|
|
|
|
en mm2 |
3 4 |
4 3 |
5 3 |
6 7 |
7 5 |
1 0 7 |
Capacidad nominal de la máquina de soldar, la cual generalmente se expresa en términos de:
Corriente suministrada por la máquina al arco, a un determinado voltaje con carga y para un ciclo de trabajo determinado.
Ejemplo: Máquina de 200 amperios a 30 voltios, 60% ciclo de trabajo.
Tipo de corriente de soldeo AC/DC:
Cuando no existe una red de corriente eléctrica general a la cual conectar la máquina, debe comprarse una máquina que produzca su propia corriente eléctrica mediante un dinamo, el que es movido por un motor de combustión interna a gasolina o petróleo (Motosoldadora).
1.8. Soldadura por arco sumergido
1.8.1. Descripción del proceso
En sus fundamentos físicos es similar a la soldadura de arco eléctrico manual. En su operación, el electrodo es reemplazado por un alambre desnudo que, a medida que se consume, es alimentado mediante un mecanismo automático. El arco es cubierto y protegido por un polvo granular y fusible, conocido como fundente o flujo, el mismo que es un compuesto de silicatos y minerales.
El fundente cumple el mismo papel que el revestimiento de los electrodos, desde el punto de vista físico y metalúrgico. Físicamente, haciendo que la escoria proteja al baño de soldadura de la acción de los gases atmosféricos, formando un cordón libre de poros e impidiendo una pérdida de calor demasiado rápida. Metalúrgicamente, impidiendo pérdidas de elementos de aleación, compensando o agregándolos al metal depositado.
El arco eléctrico que se forma produce el calor necesario para fundir el metal base, el alambre y el flujo, que cae por gravedad cubriendo la zona de soldadura.
Como el arco es invisible por estar cubierto, el proceso se denomina Soldadura por Arco Sumergido, no observándose durante la operación de soldar ni el arco, ni chispas o gases. El alambre es alimentado desde un rollo.
1.8.2. Aplicación
Las características ventajosas del proceso por arco sumergido son:
•Alta deposición de metal.
•Penetración profunda.
•Cordones de buen acabado.
•Soldadura de calidad a prueba de rayos X.
•Escoria de fácil remoción.
•Aplicable a un amplio rango de espesores.
La soldadura se realiza en las posiciones plana y horizontal. El proceso se emplea para soldar aceros al carbono, aceros de baja aleación y alta resistencia, aceros templados y enfriados por inmersión y en muchos tipos de aceros inoxidables. También se aplica para recubrimientos duros y reconstrucción de piezas. Son soldables espesores desde el calibre 1/16 hasta 1/2 pulg. sin preparación de bordes; y con preparación de bordes en multipases, con un apropiado diseño de la junta y sin refuerzo, El espesor máximo es prácticamente ilimitado.
Fig. 15. (Ver página siguiente)
1.8.3. Equipo
Los principales componentes del equipo para soldadura por arco sumergido (ver fig. 15) son:
•La máquina de soldar (fuente de poder).
•El mecanismo de controles para alimentación de alambre.
•Cabezal para soldadura automática, pistola y conjunto de cables para soldadura semi-automática.
•Embudo para el flujo, mecanismo de alimentación; normalmente, un sistema para recuperación del flujo.
•Mecanismo de avance para la soldadura automática.
La Máquina de Soldar.- Es una fuente de poder especialmente diseñada para este proceso. Se emplea tanto con corriente continua como con corriente alterna. Para cualquiera de los casos, la fuente de poder debería tener un ciclo de trabajo de 100%, porque las operaciones por arco sumergido son continuas y el tiempo normal de operación excede de 10 minutos, período base para cumplir el ciclo de servicio. Para la soldadura por arco sumergido con corriente continua puede emplearse una fuente de poder de tipo de voltaje constante o corriente constante. El tipo de voltaje constante es más común para alambres de pequeño diámetro, mientras que el tipo de corriente constante es mayormente usado para alambres de diámetro mayores. En cualquiera de los casos, el ali-
31
Manual de Soldadura
Cavidad gaseosa |
Alambre |
Fundente
Escoria |
|
|
Metal líquido |
Escoria |
Metal base |
|
líquida |
|
mentador de alambre debe estar adecuado para el tipo de la fuente de poder que se emplea. Las máquinas de soldar para soldadura por arco sumergido van desde 200 a 1 200 Amp.
El Alimentador de Alambre.- El mecanismo para alimentación de alambre con sus controles sirve para conducir el alambre consumible hacia el arco, manteniendo voltaje constante. El sistema de control también permite iniciar el arco, controlar la velocidad de avance y realizar otras funciones necesarias, para que entre en operación un proceso automático.
La Pistola.- Para operaciones semiautomáticas se emplea una pistola para alimentar el alambre y proporcionar el flujo. Generalmente viene montado en la pistola una tolva, que lleva una pequeña cantidad de flujo que es dispendido sobre el área de soldadura, de acuerdo con la conducción manual de la pistola. Para la soldadura automática, la pistola generalmente está conectada al motor de alimentación de alambre y la tolva se encuentra fijada en la pistola .
1.8.4.Flujo para soldadura por arco sumergido
La soldadura se realiza bajo una cubierta de material granulado fundible, que se denomina, flujo (POP).
Protege el metal de aporte fundido de la contaminación de oxígeno e hidrógeno de la atmósfera y actúa a la
vez como agente para limpiar y purificar el depósito de soldadura. Adicionalmente puede ser usado para agregar elementos aleantes al metal depositado.
Una porción del flujo es fundida por el intenso calor del arco. El flujo fundido se enfría y solidifica, formando escoria en la superficie del cordón. La parte superior no fundida del flujo puede ser recuperada y reciclada.
Están disponibles diferentes grados y tipos de flujo para arco sumergido. Es importante hacer la elección adecuada para el metal base a soldarse y que esté de acuerdo con la composición química del alambre.
1.8.5. El alambre
Para la soldadura por arco sumergido se usa alambre como electrodo. Estos alambres son macizos y desnudos, con excepción de un delgado recubrimiento protector en la superficie -generalmente cobrepara elevar la conductividad eléctrica e impedir la oxidación. También existen alambres tubulares con flujo interior. El alambre contiene desoxidantes especiales, que ayudan a afinar el metal de aporte para producir soldaduras de buena calidad. Además se puede incluir elementos aleantes en el alambre, para dar al metal de aporte resistencia adicional. La composición del alambre debe estar de acuerdo con el metal base, pero tiene que ser empleado también con el flujo apropiado para arco sumergido.
32
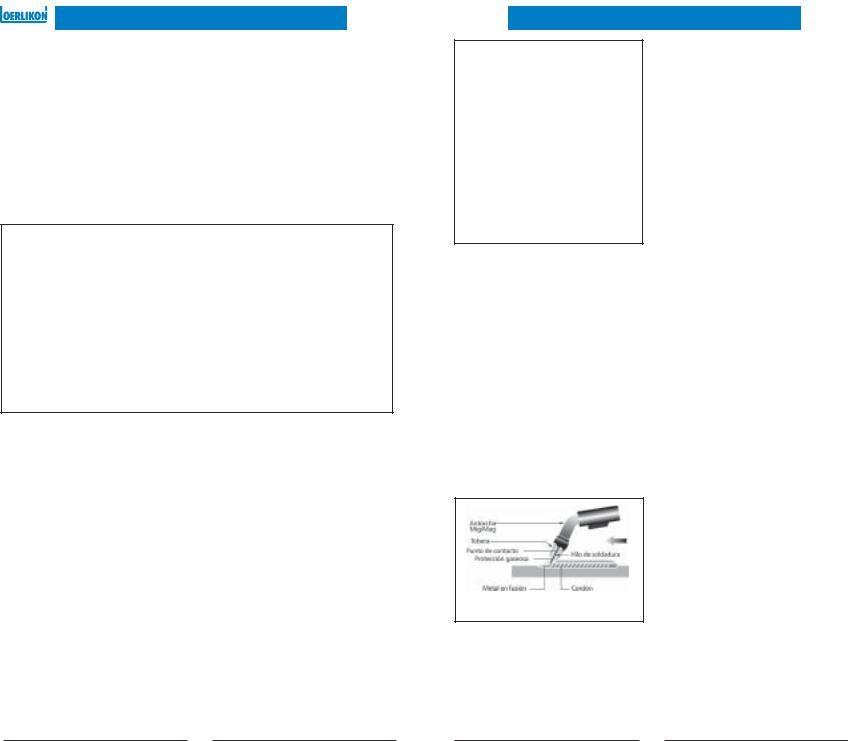
Manual de Soldadura
1.9.La Soldadura por arco con alambre tubular (open arc process)
1.9.1. Descripción del proceso
Es un proceso de soldadura, en el que la fusión se logra mediante un arco producido entre un electrodo tubular (alambre consumible) y la pieza. La protección se obtiene de un fundente contenido dentro del alambre tubular. Protección adicional de un gas suministrado externamente no es necesaria.
En la fig.17 se muestra el proceso, donde se observa el alambre con núcleo de flujo, la envoltura de gas protector, el arco, el metal de soldar y la protección con la escoria. El proceso puede ser semiautomático o automático, siendo el método semiautomático el de mayor aplicación.
•El sistema para avance del alambre y los controles.
•La pistola y los cables.
•El alambre con núcleo de fundente.
El Alimentador de Alambre.- El alimentador lleva el alambre tubular automáticamente desde un carrete o bobina, vía ensamblaje de cable y pistola, al arco. La velocidad de alimentación del alambre determina la cantidad de corriente de soldar que se suministra al arco. De esta manera, el control de velocidad de alimentación es, esencialmente, el ajuste de la corriente de soldar.
La Pistola de Soldar.- Se emplea una pistola y cables para conducir el alambre, el gas (cuando es necesario) y la corriente de la fuente de poder al arco.
Fig. 17 .- Soldadura con Alambre Tubular
1.9.2. Características del proceso
Con la “protección exterior de gas”, las ventajas del proceso son:
•Soldaduras suaves y sanas.
•Penetración profunda.
•Buenas propiedades para radiografía.
Sin la protección exterior del gas ofrece las siguientes ventajas:
•Eliminación del gas externo de protección.
•Penetración moderada.
•Posibilidad de soldar en corriente de aire.
•Metal depositado de alta calidad.
Están disponibles pistolas con cuello de cisne o pistolas con agarradera. Para ciertas aplicaciones se monta un aditamento especial en la pistola, para proporcionar velocidades más altas de deposición. Esto incluye una extensión aislada que, en cierto sentido, contribuye a un rendimiento más efectivo del alambre.
El Gas de Protección.- El gas protector desaloja el aire alrededor del arco, previniendo la contaminación por oxígeno e hidrógeno de la atmósfera.
Fig. 18. (Ver página siguiente)
1.9.4. Alambre (electrodo)
Tiene las siguientes características:
•El operador puede ver el arco.
•La soldadura es posible en todas las posiciones lo que depende del diámetro del alambre empleado.
•Se puede hacer cualquier tipo de junta en funsión al espesor de plancha.
1.9.3. Equipo
Los principales elementos del equipo requerido para el proceso son:
•La máquina de soldar (fuente de poder)
Hay que seleccionar el tipo de alambre tubular de acuerdo a la aleación, composición y nivel de resistencia del metal base a soldarse. Están disponibles varios diámetros para permitir la soldadura en diferentes posiciones. Los alambres están disponibles en carretes y bobinas y están empaquetados en recipientes especiales para protegerlos de la humedad.
1.10. Soldadura MIG/MAG
1.10.1. Descripción del proceso
En la soldadura por Arco Metálico con Gas, conocida como Proceso MIG/MAG, la fusión es producida por un
33
Manual de Soldadura
Fig. 18. - Esquema del Circuito de Soldadura con Alambre Tubular
arco que se establece entre el extremo del alambre aportado continuamente y la pieza a soldar. La protección se obtiene íntegramente de los gases suministrados simultáneamente con el metal de aporte.
Existen dos clasificaciones en este proceso, las cuales son en función del tipo de gas protector:
•MIG: El cual emplea protección de un gas puro, inerte (helio, argón, etc.). Para metal no ferroso.
•MAG: El cual hace uso de dióxido de carbono, CO2, como gas protector. Para metal ferroso.
La tarea, que cumplen los gases protectores arriba mencionados, es la de proteger al arco, al baño de fusión y al material de aporte contra el peligroso acceso de los gases de la atmósfera.
Este proceso de soldadura se muestra en al Fig. 19. En ella se señala el alambre, la protección gaseosa, el arco y el metal depositado. El proceso puede ser semiautomático o automático, siendo el método semiautomático el de mayor aplicación.
Fig. 19.- Representación Esquemática de la Soldadura con CO2
El tipo de transferencia del alambre de aporte a través del arco depende del valor de la corriente. A bajas corrientes, la transferencia se realiza por grandes glóbulos o gotas (cortocircuito, globular). Cuando la corriente aumenta y se usa 80% de Argón, estas gotas se reducen progresivamente hasta que, a una determinada corriente que depende del material y del diámetro del alambre, la transferencia se efectúa en finas gotitas o por pulverización (Spray).
1.10.2. Características del proceso
Este proceso permite:
•Excelente calidad de soldadura en casi todos los metales y aleaciones empleados por la industria.
•Mínima limpieza después de soldar.
•Arco y baño fundido claramente visibles para el soldador.
•Fácil trabajo en todas las posiciones, lo que depende del diámetro del alambre y de la variación del proceso.
•Alta velocidad de trabajo.
•Excento de escoria.
•Cuando se hace uso de CO2, es para soldar aceros al carbono y aceros de baja aleación, empleando el alambre adecuado.
•Cuando se hace uso de argón o helio (MIG), es para soldar sólo material no ferroso, aluminio-cobre- magnesio, etc.
La razón del uso de Argón o Helio como gas protector en estos materiales se debe al carácter oxidante del CO2.
1.10.3. Equipo
Los componentes principales del equipo requerido para el proceso se muestran en la Fig. 20 y son:
•La máquina de soldar (fuente de poder).
•Motor para la alimentación de alambre y controles.
•Pistola o ensamblaje de cables para soldadura semiautomática, la pistola para soldadura automática.
•Suministro de gas protector y controles.
•Alambres.
Fig. 20. (Ver página siguiente)
La Máquina de Soldar.- La fuente de poder es del tipo de “voltaje constante” (VC). Las fuentes de poder de voltaje constante no tienen control de amperaje y, por ello, no pueden ser empleadas para la soldadura manual con electrodos.
La corriente de soldar es determinada por la carga. Normalmente se emplea, para este proceso, corriente continua de polaridad invertida. Las máquinas están disponibles desde 150 a 1 000 amperios.
El Alimentador de Alambre.- El sistema de alimentación es de acuerdo con el suministro de energía para voltaje constante. El sistema VC para soldar depende de la relación entre grado de combustión del alambre y corriente para soldar. Dicha relación es constante para un determinado diámetro, composición de alambre y gas empleado. A determinada velocidad de alimentación del alambre, la máquina de soldar suministrará la cantidad apropiada de corriente para mantener el arco estable.
34

Manual de Soldadura
Fig. 20.- Equipo para Soldadura MIG/MAG
La pistola y el conjunto de cables sirven para conducir el alambre, la corriente para soldar y el gas protector hasta el arco.
La guía de alambre se encuentra en el centro de la boquilla, y el canal de suministro de gas protector está dispuesto en forma concéntrica a la guía.
La pistola debe mantenerse bastante cerca del trabajo par controlar el arco apropiadamente y producir una eficiente protección a través del gas protector.
Las pistolas para trabajos de servicio pesado a elevadas corrientes y las pistolas que emplean gas inerte y corriente mediana hasta alta, requieren enfriamiento por agua. Las pistolas para la soldadura con alambres delgados no necesitan enfriamiento por agua.
Las pistolas pueden ser de diferente diseño: del tipo mango de pistola o con cabezal curvo (cuello de ganso).
El tipo cuello de ganso es muy popular para la soldadura con alambres finos, en todas las posiciones; y el tipo mango de pistola se emplea generalmente con alambres más gruesos, en posición plana.
Para la soldadura plenamente automática, se suele montar la pistola directamente en el motor de avance del alambre. Las pistolas automáticas tienen enfriamiento por aire o agua, lo que depende de su aplicación. En la soldadura CO2, con frecuencia se emplea un sistema de suministro lateral de gas para las pistolas automáticas.
El Gas Protector.- Desplaza el aire alrededor del arco para evitar la contaminación del metal fundido con gases de la atmósfera. La envoltura protectora de gas debe proteger eficientemente el área del arco para obtener un metal de aporte de buena calidad.
PROCESOS RECOMENDADOS PARA LA SOLDADURA DE METALES Y ALEACIONES
PROCESO |
carbonobajodulceAcero y1010SAEtipos-1020 |
medianodeAceroscarbono 1050y1030SAEtipos- |
aleaciónbajadeAcerostipos 41303145,2340,SAEy 4350 |
inoxidablesausteníticosAceros 316310,301,AISItiposy 347 |
martensíticosyferríticosAceros inoxi- 405,AISItipos-dables410, 430 |
resistenciaaltadeAleacionesy temperaturaelevadatipos 17- 6-25-16CuM,14,y 19-9 DL |
hierroyfundidoHierrogris |
aleacionesyAluminio aluminiode |
aleacionesyMagnesio magnesiode |
aleacionesyCobre cobrede |
aleacionesyNíquelde alto níqueldecontenido |
Plata |
|
iridioeplatinoOro, |
aleacionesyTitanio titaniode |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
DE |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
SOLDADURA |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Arco metálico protegido |
R |
R |
R |
R |
R |
R |
S |
S |
NA |
NR |
R |
NR |
|
NR |
NA |
Arco sumergido |
R |
R |
R |
R |
S |
S |
NR |
NR |
NA |
NR |
S |
NR |
|
NR |
NA |
Soldadura TIG |
S |
S |
S |
R |
S |
S |
S |
R |
R |
R |
R |
R |
|
R |
R |
Soldadura MIG |
S |
S |
S |
R |
S |
S |
NR |
R |
S |
R |
R |
S |
|
S |
S |
Soldadura por Arco con presión |
R |
R |
R |
R |
S |
S |
NR |
S |
NR |
S |
S |
S |
|
S |
S |
Soldadura por puntos |
R |
R |
R |
R |
S |
S |
NA |
R |
S |
S |
R |
NR |
|
S |
S |
Soldadura a Gas |
R |
R |
S |
S |
S |
S |
R |
S |
NR |
S |
S |
R |
|
R |
NA |
Soldadura fuerte al horno |
R |
R |
S |
R/S |
S |
NR |
NR |
R |
NR |
S |
R |
S |
|
S |
S |
Soldadura fuerte a soplete |
S |
S |
NR |
S |
S |
NR |
R |
R |
NR |
R |
R |
R |
|
R |
S |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
R=Recomendado |
S= Satisfactorio |
|
|
|
NR= No recomendado |
|
|
NA=No aplicable |
|||||||
35
Manual de Soldadura
El gas protector, para la soldadura por arco metálico a gas normalmente usado, es el argón, helio o una mezcla para metales no-ferrosos; para aceros se emplea CO2, CO2 con argón y a veces helio para aceros inoxidables o argón con pequeña cantidad de oxígeno para ciertos aceros y aceros inoxidables.
Los gases protectores deben tener la especificación “Welding Grade” (“grado para soldadura”). De esta manera se consigue un nivel específico de pureza y de contenido de humedad.
Los grados de la presión de gas dependen del tipo de gas empleado, del metal a soldar, de la posición de soldar, velocidad de avance y de las corrientes de aire.
Alambre de Aporte.- La composición del alambre para soldadura por arco metálico a gas debe seleccionarse de acuerdo al metal a soldar, a la variación dentro del proceso MIG/MAG y la atmósfera de protección.
Los alambres están disponibles en gran variedad de diámetros, en carretes. Por lo general, están empaquetados en recipientes especiales para protegerlos del deterioro durante el almacenaje.
FIG. 21. Tobera con Proceso con Gas Protector MIG/MAG
1.11Soldadura TIG
(Arco de tungsteno con gas)
1.11.1 Descripción del proceso
La soldadura por arco de tungsteno con gas (TIG) es un proceso, en que la fusión es producida por el calor de un arco que se establece entre un electrodo de tungsteno no-consumible y la pieza. La protección se obtiene de un gas inerte (argón o helio).
La Fig. 22 muestra el esquema del proceso TIG. Ahí se indican el arco, el electrodo de tungsteno y la envoltura protectora de gas sobre la pieza de trabajo. La varilla desnuda de metal de aporte es aplicada manualmente, introduciéndola en el arco y en el baño de fusión, como en el proceso oxi-acetilénico. Se puede o no emplear metal de aporte.
FIG. 22. .- Proceso de Soldadura TIG
1.11.2. Características del proceso
Las características sobresalientes de la soldadura TIG
son:
•Excelente calidad de la soldadura en casi todos los metales y aleaciones empleados por la industria.
•Prácticamente no se requiere ninguna limpieza posterior.
•Arco y baño de fusión son claramente visibles para el soldador.
•No hay metal de aporte que atraviese el arco, de modo que no se producen salpicaduras.
•La soldadura es posible en todas las posiciones.
•No se produce escoria que podría quedarse atrapada en la soldadura.
El proceso TIG puede emplearse para aluminio, magnesio, acero inoxidable, bronce, plata, cobre, níquel y aleaciones, hierro fundido, aceros dulces, aceros aleados, abarcando una amplia gama de espesores de metal.
También se emplea para pases de raíz en juntas soldadas de tubos de acero, buscando la mayor eficiencia en primer pase.
1.11.3 Equipo
Los principales componentes del equipo requerido para el proceso TIG (ver Fig. 23) son:
(1)La máquina de soldar (fuente de poder).
(2)La pistola y los electrodos de tungsteno.
(3)Los alambres para metal de relleno.
(4)El gas protector y controles.
Están disponibles varios accesorios opcionales, que incluyen un pedal para control remoto, permitiendo al soldar controlar la corriente durante la soldadura y pudiendo así efectuar correcciones y llenar cráteres. Así mismo están disponibles sistemas de circulación de agua de enfriamiento para la pistola, un distribuidor para encendido del arco, etc.
La Máquina de Soldar.-Para el proceso TIG se emplea una máquina de soldar (fuente de poder) de diseño especial. Puede ser un rectificador con CA/CC o un generador de corriente continua (CC) con una unidad de alta frecuencia.
36

Manual de Soldadura
Fig. 23.- Máquina de Soldadura para Proceso TIG
La selección de corriente CA o CC depende del material a soldar. Corriente alterna es recomendada para la soldadura de aluminio y magnesio; corriente continua se recomienda para soldadura de aceros inoxidables, hierro fundido, acero dulce, cobre, níquel y aleaciones y plata. Una típica máquina de soldar TIG opera con un amperaje de 3 a 350 amperios, con 10-35 voltios y un ciclo de servicio de 60%.
También es posible hacer uso de fuentes de poder normales de CA o CC, diseñadas principalmente par electrodos revestidos, adicionando un dispositivo para alta frecuencia. Sin embargo, los mejores resultados se obtienen con una máquina de soldar especialmente diseñada para la soldadora TIG.
El soplete.- El soplete TIG sujeta el electrodo de tungsteno y dirige el gas protector y la energía de soldar al arco. Las pistolas pueden ser enfriadas por agua o aire, lo que depende del amperaje de la corriente para soldar. Generalmente se emplean las pistolas con enfriamiento para agua.
1.11.4. El gas de protección
El Gas de Protección.- Un gas inerte, sea argón, helio o una mezcla de ambos, protege el arco de los gases perjudiciales de la atmósfera. El argón es más usado, porque es fácil obtenerlo y, siendo más pesado que el helio, proporciona mejor protección a menor grado de presión. Para la soldadura en posición plana y vertical es suficiente un caudal de 15 a 30 pies cúbicos/hora. La posición sobrecabeza requiere un caudal ligeramente mayor.
1.11.5. Los electrodos
Los electrodos que se emplean para el proceso TIG son de tungsteno y aleaciones de tungsteno. Tienen un punto de fusión muy elevado (6 170ºF) y prácticamente no se consumen. El electrodo no toca el baño fundido. En posición apropiada, el electrodo es sostenido encima de la pieza de trabajo, y es el calor intenso procedente del arco el que mantiene el baño en estado líquido. Los electrodos son de
tungsteno puro (los más baratos), tungsteno con 1-2 % de torio (de larga vida -se emplean para aceros) o de tungsteno aleado con circonio (menor contaminación, mejor calidadse emplean para aluminio). Los diferentes tipos de tungsteno son fácilmente reconocibles según un código de color. Se presentan en varios diámetros y largos de 3 a 24 pulgadas.
1.11.6 El metal de aportación
Se puede o no emplear metal de aporte. Normalmente es empleado, con excepción de casos en que se suelda láminas delgadas. La composición del metal de aporte deber ser adecuada para el metal base. Los diámetros de las varillas de metal de aporte dependen del espesor del metal base y de la corriente para soldar. La alimentación del metal de aporte puede ser manual o automática.
1.11.7. Seguridad de soldadura
Para proteger la piel del soldador contra la exposición de la luz brillante emitida por el arco, debe usarse apropiada vestimenta de protección. Para proteger cara y ojos contra el arco se requiere una máscara; un vidrio de filtro en la misma permite al soldador observar el desarrollo de la aportación del material de soldadura, mientras sus ojos están protegidos contra la luz brillante del arco, es importante el número de luna que se emplée, el cual estará en función del proceso de soldadura que se está utilizando.
Al soldar en áreas confinadas se requiere ventilación.
1.12 La soldadura oxi-acetilénica
1.12.1 Descripción del proceso
En este proceso de soldadura, el calor necesario para calentar la pieza y el metal aportado y luego fundirlos procede de una llama de alta temperatura, obtenida por la mezcla o combinación de acetileno con el oxígeno, alcanzando temperaturas de 3 100ºC.
37
Manual de Soldadura
Ambos gases se mezclan en proporciones apropiadas en un soplete proyectado y construido en forma tal, que el soldador tiene la posibilidad de regular por completo la llama, ajustándola a las necesidades del trabajo.
Se presenta una llama normal o neutra (Fig. 24), cuando se alimenta con iguales volúmenes de oxígeno y acetileno; si se aumenta la proporción de acetileno, se logra una llama denominada carburante o reductora. Y a la inversa, siempre con referencia a una llama neutra, si se aumenta la proporción de oxígeno, se obtiene una llama oxidante. Ambas tiene características y aplicaciones precisas que es necesario tener presente.
1.12.2.Procedimientos básicos en la soldadura oxi-acetilénica
En la soldadura oxi-acetilénica podemos diferenciar 2 procedimientos, que son los siguientes:
•Soldadura por Fusión.- Se llama así, cuando dos piezas metálicas se juntan y cuando los bordes en contacto se funden por medio de la llama oxiacetilénica. Los bordes en fusión fluyen juntos hasta que cada uno se funde completamente, con o sin aportación de un metal en fusión proveniente de una varilla de soldar. Después de que el metal se ha enfriado, el resultado será un solo trazo contínuo de metal.
En la soldadura por fusión, el metal base y la varilla de soldar deben tener, en la mayoría de los casos, la misma composición; por ejemplo, al soldar hierro fundido se utiliza una varilla también de hierro fundido. De igual manera será al soldar acero dulce, acero inoxidable, cobre, níquel, aluminio, etc.
temperatura. Las aleaciones no ferrosas, que fluyen a una temperatura máxima de 427ºC, son utilizadas en la soldadura blanda y aquellas, que lo hacen a una temperatura mínima de 427ºC, son para soldadura fuerte. Indudablemente, la temperatura de trabajo debe ser inferior a la temperatura de fusión del metal base.
Estas bajas temperaturas de trabajo permiten el uso de este tipo de procedimientos de soldadura sobre materiales sujetos a cambios estructurales por efecto de altas temperaturas.
1.12.3. Explicación de los procedimientos
Los procedimientos son primordialmente un proceso oxi-acetilénico. El intenso calor de la llama oxi-aceti- lénica eleva la temperatura del metal base o pieza a un grado tal, que permite que el metal en fusión, proveniente del metal de aportación, fluya fácilmente, igual como el agua corre en una placa de vidrio limpio.
El metal base no llega a fundirse, pero el metal de aportación fluye fundido sobre la superficie debidamente calentada y químicamente limpia, mientras que una delgada película de metal de aporte es arrastrada hacia el interior de las superficies por atracción capilar, permitiendo el enfriamiento del metal base hasta que el metal de aporte se solidifique; se producirá una liga de alta resistencia entre metal base y metal de aporte.
La forma, en que el metal de aporte fluye o se difunde por encima del metal base, que se encuentra en las condiciones adecuadas, es conocida como mojado del metal base o humectación.
Fig. 24.- La Soldadura Oxi-acetilénica
•Soldadura Fuerte y Soldadura Blanda.- Hay procedimientos para unir piezas metálicas, sin necesidad de llegar a la fusión del metal base y que, sin embargo, producen juntas de alta resistencia.
Estos procedimientos reciben las denominaciones "Brazing" o Soldadura Fuerte y "Soldering" o Soldadura Blanda. La diferencia básica entre ambos es la
Esta humectación dependerá de la naturaleza de los metales a unir y de su estado superficial. Las películas de contacto entre el líquido y sólido deben estar libres de impurezas.
En la práctica casi siempre se presentan las superficies en estado "contaminado", es decir cubiertas de óxido o grasa que impiden el mojado.
38
Manual de Soldadura
Los elementos que contaminan las superficies, pueden ser gaseosos, líquidos o sólidos.
Para obtener resultados satisfactorios, es necesario recubrir o decapar las superficies con fundentes limpiadores.
La alta resistencia conseguida con este proceso se debe a las siguientes razones:
•Además de la acción de mojado en la zona de contacto del metal base con el material de aporte, se produce
también una ligera interaleación de los elementos constituyentes del metal base y del metal de aporte.
•La acción del metal de aporte abre, hasta cierto punto, la estructura granulada del metal base, permitiendo que penetre por entre los límites del grano. Tratándose, por ejemplo, de hierro fundido, parece que ocupa durante la soldadura el espacio libre dejado por oxidación de algunas de las láminas o copos de carbono libre o grafitos de hierro fundido caliente.
Fig. 25.- Tipos de Llama y Aplicaciones más Comunes
Fig. 26.- Acción Capilar para el Mojado o Humectación
39
Manual de Soldadura
1.12.4. Limpieza de las superficies
La limpieza de las superficies tiene por objeto eliminar los elementos extraños, que las recubren e impiden la humectación o mojado del metal de aporte.
Se puede utilizar dos procedimientos:
•Limpieza mecánica
•Limpieza química
Esta limpieza debe también alcanzar a las zonas próximas a la unión.
1.12.5. Fundentes
En la soldadura por fusión, así como en el proceso “Brazing”, se emplean determinados agentes limpiadores, llamados fundentes.
Los fundentes están destinados a disolver o escorificar los óxidos, que se forman en la superficies de diversos metales durante el calentamiento de los mismos, o bien para impedir la formación de dichos óxidos.
Los fundentes se presentan en forma de polvo, pasta y, en algunos casos, como líquidos.
Estos fundentes tienen una temperatura de fusión más baja que la del metal de aporte; alcanzada esta temperatura, humectan la superficie en un área grande y sirven a su vez como punto de referencia (indicador de temperatura) para la aplicación del metal de aporte.
No existe un fundente universal para todos los usos, por cuanto los óxidos de los diferentes metales y aleaciones varían mucho con respecto a sus propiedades físicas y químicas. Cada metal base o cada varilla de aportación requiere de un fundente especial, según sus propiedades características.
Con respecto a los fundentes, la norma básica es: Usar siempre el fundente adecuado para el trabajo o varilla que se emplée. La elección del fundente se hace consultando el Catálogo OERLIKON.
1.12.6. Varillas de aportación
Según la naturaleza del metal base, los metales o aleaciones, utilizados como aporte en la soldadura fuerte, pueden ser clasificados como sigue:
•Cobre puro.
•Aleaciones a base de plata.
•Aleaciones a base de cobre.
•Aleaciones a base de aluminio.
1.12.7. Equipos
El equipo para soldadura oxi-acetilénica incluye:
•El soplete, boquillas y aditamento de corte.
•Mangueras de oxígeno y acetileno.
•Reguladores de oxígeno y acetileno.
•Un cilindro de oxígeno y un cilindro de acetileno.
•Un carro para los cilindros (opcional).
El Soplete Standard.- Puede ser de tipo combinado, usado para soldar y cortar. Los gases son mezclados dentro del soplete. Una válvula de aguja con tornillo de mariposa controla la cantidad de los gases que entran en la cámara mezcladora. Para el corte una válvula tipo palanca controla el flujo de oxígeno.
Se emplean diferentes tipos y tamaños de boquilla junto con el soplete para aplicaciones específicas de soldadura y corte. El equipo normal tiene tres o más boquillas. Una boquilla demasiado pequeña demorará excesivamente o hace imposible la fusión del metal base. Una boquilla demasiado grande puede tener como resultado la quemadura del metal base. Los fabricantes recomiendan ciertos tipos de boquillas para metales y espesores específicos.
Los Reguladores de Gas.- Mantienen la presión constante del gas, asegurando un volumen estable e igual calidad de la llama. La mayoría de los reguladores son de dos graduaciones y tienen dos medidores; uno indica la presión en el cilindro y el otro la presión que entra en la manguera.
Las Mangueras de Gas.- Pueden estar separadas o unidas. También pueden estar encintadas para evitar que se enreden. La manguera verde (o azul) es para oxígeno y la roja (o naranja) para acetileno. Los niples de conexión del oxígeno tienen las roscas hacia la derecha y los del acetileno hacia la izquierda.
Los Gases.- Para este proceso son oxígeno y, principalmente, acetileno. Para aplicaciones específicas se emplean otros gases, incluso hidrógeno, gas natural, propano, etc. Sin embargo, por su mayor temperatura de 3100ºC, el acetileno se ha convertido en el combustible para todo propósito en este proceso. El acetileno es incoloro, pero tiene un olor característico detectable.
Los Cilindros de Gas.- Para acetileno contienen material poroso saturado con acetona. En vista de que el acetileno libre no puede, con seguridad, ser comprimido a más de 15 Lbs/pulg2, se encuentra disuelto en acetona, que lo mantiene estable y permite una presión de 250 Lbs/pulg2. La capacidad de los cilindros de oxígeno varía de 60 a 300 pies cúbicos, con presiones hasta 2 400 Lbs/pulg2.
El Carro para los Cilindros.- Además de proporcionar movilidad, impide que los cilindros de gas se caigan y los mantiene verticales. Debido a la acetona en los cilindros de acetileno, es necesario que siempre estén verticales.
Las Precauciones de Seguridad.- Siempre son importantes, cuando se trata de gas bajo presión, del oxígeno y de la llama. Cuando estos tres factores se encuentran combinados, las precauciones de seguridad requieren consideración especial.
40
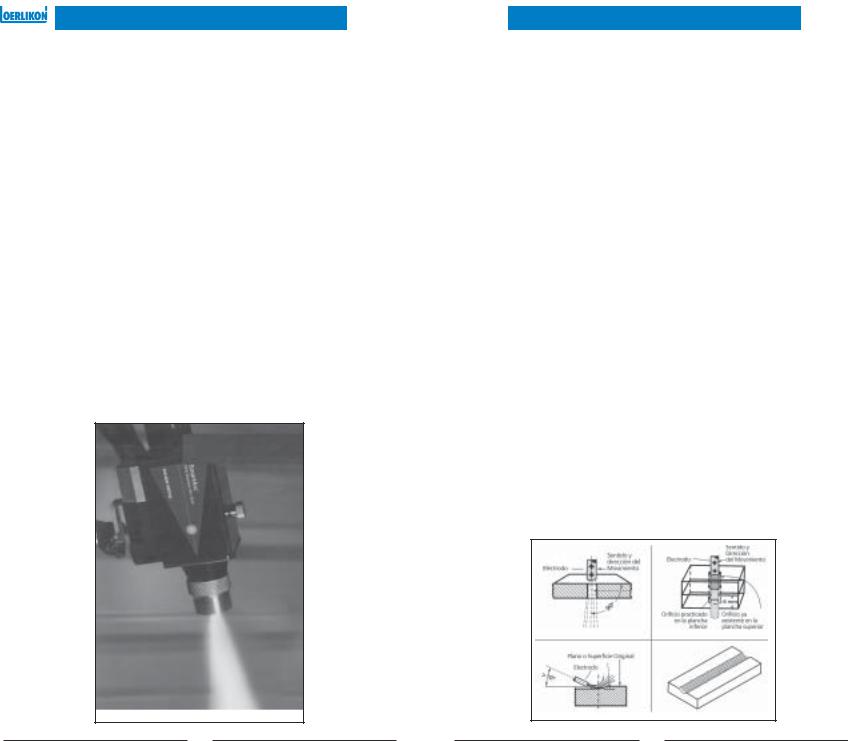
Manual de Soldadura
1.13.Recargue de superficies por proyección y difusión
El procedimiento consiste en recubrir la superficie de cualquier tipo de herramienta o componente metálico con polvos metálicos de propiedades muy específicas, por medio de un soplete especialmente desarrollado para este propósito.
El soplete es alimentado por una mezcla convencional de oxígeno-acetileno. La aleación de recargue es polvo metálico finamente pulverizado, el cual es arrastrado por la fuerza del gas y proyectado contra la superficie de la pieza a recargar, donde se funde, La unión del polvo de recargue con el metal base se produce por difusión de las moléculas de éste, cuando adquiere su temperatura de fusión en los intersticios capilares y en la red cristalina del metal base.
Las ventajas de este proceso son varias:
•Una liga perfecta sobre la pieza de trabajo.- Obteniéndose una densidad y dureza elevada en la superficie de recargue.
•Sencillez.- Los sopletes son de fácil manejo. Han sido diseñados para una vida útil de muchos años.
•Precisión.- El proceso puede ser realizado con muy buena precisión sobre superficies planas o curvas, sobre bordes y sobre ejes. La aleación puede ser depositada desde capas muy delgadas hasta espesores de varios milímetros.
•Economía.- Es aplicable sólo la cantidad requerida. El maquinado de acabado se reduce a un mínimo ahorrándose tiempo y material
Seleccionando el tipo adecuado de aleación se puede obtener excelentes propiedades en las superficies contra las más variadas formas de desgaste, como son:
•Dureza en general.
•Dureza a alta temperatura.
•Resistencia al desgaste por fricción intermetálica, aún a altas temperaturas.
•Resistencia al desgaste en condiciones altamente abrasivas.
•Resistencia a la corrosión, aún en medios en que los aceros inoxidables son atacados.
•Resistencia a la oxidación a elevadas temperaturas.
Su selección dependerá de:
•Composición del metal base.
•Condiciones de trabajo de la pieza.
•Aleación del polvo metalizador.
•Espesor máximo aplicado.
•Técnica de recargue mas adecuada.
El sistema de metalización por proyección y difusión sirve tanto para recuperar piezas que han sufrido desgaste, como para proteger nuevas piezas antes que éstas entren en servicio, de modo de prolongar su vida útil.
En general, los polvos metalizadores pueden ser aplicados sobre aceros al carbono, aleado, inoxidable, superaleaciones de níquel, fundición.
Fig. 27.- Recargue de Superficies por Proyección y Difusión
41
Manual de Soldadura
1.14.Corte de metales con electrodos metálicos
Es posible cortar, perforar, acanalar y biselar metales, fundiendo el metal mediante el intenso calor de un arco eléctrico que se establece entre un electrodo especial y la pieza. Un chorro de gas a gran presión, que emana de la combustión del revestimiento especial, choca con el baño de metal fundido detrás del arco y lo expele. La velocidad de corte varía según las condiciones de trabajo.
La aplicación de estos electrodos se realiza utilizando equipos convencionales de soldadura eléctrica manual, no requiriendo equipos o accesorios adicionales.
1.14.1. Aplicaciones
El proceso de corte con electrodos se utiliza para cortar, perforar, eliminar secciones defectuosas, remover soldaduras antiguas, acanalar la raíz, preparar biseles y ranuras para la soldadura en toda clase de metales ferrosos y no-ferrosos. El área de corte es pequeña y, como el metal se ha fundido y es rápidamente removido, el área circundante no llega a altas temperaturas. Esto reduce la tendencia a la distorsión y rajaduras.
1.14.2. Electrodos
Existen dos tipos de electrodos para este proceso:
•Uno para corte y perforado: SUPERCORTE
•Otro para biselado y acanalado: CHAMFERCORD y EXSACUT.
Los electrodos son fabricados desde 2,5 mm a 6,3 mm de diámetro
Ventajas:
Con los electrodos de corte y biselado puede removerse acero dulce a una velocidad de hasta 10 kg por hora, mientras que con un disco esmerilador de alta velocidad sólo se llega a 2 kg por hora máximo.
Frente al proceso de corte con electrodo de carbón, tiene la ventaja de no requerir de equipos adicionales de aire comprimido y sus diversos accesorios, eliminándose también el porta-electrodo especial que se requiere para el corte con carbón.
Si comparamos con el corte oxiacetilénico, observamos que este proceso está limitado al corte de aceros dulces simplemente; en cambio, con electrodos metálicos especiales para el caso es posible cortar, perforar, etc. cualquier tipo de acero laminado, fundido o forjado, como también las diferentes clases de hierro fundido y aceros inoxidables, así como el cobre, bronce, aluminio y cualquier metal o aleación no-ferrosa.
SUPERCORTE
Cortar y Perforar
Este electrodo OERLIKON permite cortar planchas de diversos espesores, accionándolo a lo largo de la línea de corte como si fuera un serrucho.
Para efectuar el corte es necesario ejercer un movimiento como se indica en la Fig. 28, de manera que el metal fundido y la escoria puedan escurrirse fuera de la zona de corte.
Para perforar orificios de diámetros pequeños en planchas delgadas, se establece el arco y se presiona el electrodo hacia abajo hasta producir el agujero, aumentando, de ser necesario, luego su diámetro (Fig. 29).
CHAMFERCORD y EXSACUT
Biselar y Acanalar
Con este electrodo se bisela y acanala cualquier metal o aleación metálica. También permite remover material fatigado o depósitos defectuosos de metal de aporte.
Para efectuar ranuras o canales, o bien para preparar biseles, el electrodo se maneja con la técnica señalada en la Fig. 30. Con un buen manejo debe obtenerse canales como el que se indica en la Fig. 31.
Con la acción descrita en la Fig. 30, el metal fundido y la escoria son empujados por el chorro de gases, como si fuera un cincel o escoplo.
En ambos electrodos -SUPERCORTE y CHAMFERCORDel núcleo metálico del electrodo no es transferido en forma de gotas a través del arco para ser depositado en el metal base, sino que es fundido y arrojado por el chorro de gases, conjuntamente con el material que está eliminándose.
Fig. 28 |
Fig. 29 |
Fig. 30 |
Fig. 31 |
42
Manual de Soldadura

Manual de Soldadura |
|
Manual de Soldadura |
|
|
|
CAPITULO II
Materiales de Aporte para
Soldadura
2.0. Generalidades
Los materiales de aporte son propiamente los electrodos, varillas, alambres, flujos, etc. que constituyen el metal de aportación en la soldadura.
Técnicamente sería muy confuso y muchas veces imposible seleccionar el material de aporte entre la gran variedad de marcas y tipos adecuados para cada trabajo, proceso de soldadura y metal base, si no existieran adecuados sistemas de normalización para estos materiales.
EE.UU. tiene las Normas AWS; Alemania las Normas DIN; Japón las Normas JIS; Inglaterra la Norma BS; Rusia la Norma GOST; Europa las Normas EN
La Norma Técnica de mayor difusión y de empleo más generalizado es la establecida por la American Welding Society - AWS (Sociedad Americana de Soldadura), con la que normalmente una marca en cada país establece las respectivas equivalencias de sus productos. Esta Norma nos servirá de guía para un estudio esquemático de los materiales de aporte en los procesos de soldadura de mayor empleo en el país. Una información detallada puede obtenerse por la AWS, Serie A5.X, que hasta 1 993 contaba con 22 especificaciones de materiales de aporte para soldadura.
2.1. Soldadura eléctrica manual
2.1.1. Los Electrodos metálicos
Constituyen un factor de gran importancia para obtener buenos resultados en la soldadura.
Están compuestos de un núcleo metálico y un revestimiento químico.
El Núcleo es una varilla metálica con una definida composición química para cada metal a que está destinado el electrodo. Los diversos elementos componentes del núcleo, como el hierro, carbono, manganeso, silicio, fósforo, azufre y otros, proporcionan diferentes propiedades y características a la junta soldada.
El núcleo metálico constituye la base del material de aporte, que es transferido a la pieza en forma de gotas, impulsado por la fuerza del arco eléctrico.
El Revestimiento, que se aplica en torno del núcleo metálico, es un compuesto de composición química definida para cada tipo de electrodo.
2.1.2. Funciones del revestimiento
Cumple funciones indispensables y decisivas en la ejecución y calidad de la soldadura. Estas funciones podemos clasificarlas en:
A)Funciones eléctricas
•Permitir el empleo de la corriente alterna. Como es sabido, la corriente alterna cambia de polaridad 120 veces por segundo, creando en consecuencia una gran inestabilidad en el arco. Este problema ha sido solucionado, agregando al revestimiento algunos elementos químicos que, al quemarse en el arco, producen gases especiales ionizados que mantienen la continuidad del arco. Cualquier electrodo para corriente alterna puede ser empleado también con corriente continua, pero no todos los electrodos fabricados para corriente cotínua pueden ser utilizadas con corriente alterna.
•Facilitar el encendido del arco y mantenerlo con facilidad durante la ejecución de la soldadura.
B)Funciones metalúrgicas
•Proteger el metal fundido de los gases dañinos del aire. Algunos elementos del revestimiento forman, al quemarse, una capa de gases que rodea al arco, protegiendo a las finísimas gotas de metal que son proyectadas por el arco contra el contacto con el aire, así como al metal fundido del charco de fusión. El aire contiene oxígeno y nitrógeno en grandes cantidades, las que al combinarse con el metal fundido forman óxidos y nitruros debilitándolo, haciéndolo poroso, frágil y menos resistente a la tracción y al impacto.
•Formar la escoria protectora del metal caliente. Ciertas materias del revestimiento se funden y se mezclan con el metal de soldadura y van recogiendo las impurezas del metal, haciéndolas flotar en la superficie del metal fundido. Así se forma la escoria que protege al cordón caliente, retardando su enfriamiento, para que no llegue a templarse por el contacto violento con el aire frío, permitiendo que los gases escapen del metal.
44

Manual de Soldadura
•Compensar la pérdida de los elementos que, por acción de la alta temperatura del arco eléctrico, tienden a desaparecer durante el proceso de fusión. Los elementos de compensación mejoran muchas veces el metal depositado y le dan características mecánicas superiores al metal base.
•Aportar elementos de aleación para obtener propiedades y características determinadas en el metal depositado.
C)Funciones mecánicas
•El revestimiento tiende a fundirse inmediatamente después que el núcleo metálico, formando una concavidad; de forma tal que el revestimiento permita dirigir la fuerza del arco y las gotas del metal fundido en la dirección deseada.
Esta función que cumple el revestimiento es de gran utilidad, sobre todo en posiciones forzadas.
•Permitir el depósito de cordones, “arrastrando” el electrodo. En muchos casos, el revestimiento establece contacto con la pieza, cuando se está soldando. En realidad, el revestimiento, que sobresale del núcleo, establece la separación entre la pieza y el extremo del núcleo metálico y entonces el arco arde dentro de la concavidad formada por el revestimiento.
2.1.3.Composición genérica del revestimiento
En el revestimiento de un determinado tipo de electrodo pueden intervenir 10 o más componentes químicos. Cada elemento tiene un efecto prefijado, o varios a la vez, en el momento de soldar y en los resultados finales.
Los elementos, que intervienen en la composición de los revestimientos, son minerales, silicatos, ácidos, funden-
tes, bases, sustancias orgánicas y, por los efectos que producen o por la función que desempeñan, podemos clasificarlos en 4 grupos principales:
•Elementos o materiales ionizantes.- Que facilitan el encendido y mantenimiento del arco y permiten que éste arda establemente, de modo tal que las gotas de metal provenientes del electrodo fluyan hacia el metal base de manera suave y uniforme.
•Elementos generadores de gases protectores.- Que al arder producen gases protectores del arco princi-
palmente CO2 y no permiten que elementos extraños entren en la composición del metal fundido, lo que haría que éste pierda sus propiedades y características. Algunas veces actúan en forma de cubierta o escudo o también combinándose con el oxígeno y el nitrógeno.
•Elementos productores de escoria.- Su misión consiste en proteger el material fundido contra la entrada de oxígeno y nitrógeno del aire, lo que se consigue tapando el baño de fusión mediante una capa de escoria, que asimismo debe retrasar la solidificación del material y, en consecuencia, prevenir un temple no deseado y, al mismo tiempo, facilitar la efusión y expulsión de los gases del metal fundido.
•Elementos aportantes de materiales de aleación.- Actúan en dos sentidos: o bien se mezclan con el metal fundido en forma de componentes de la aleación metálica o bien actúan como desoxidantes y desnitradores para mejorar la calidad de la aleación. Propiedades como la resistencia a la tracción, la dureza, resistencia a la corrosión, etc. pueden ser mejoradas mediante la incorporación de compue tos metálicos en el revestimiento.
2.1.4. Resumen de las funciones de algunas materias primas
|
MATERIAS PRIMAS |
FUNCION PRINCIPAL |
FUNCION SECUNDARIA |
|
||
|
MINERALES |
|
|
|
|
|
|
Oxido de hierro |
Agente oxidante - Dá características de |
Estabiliza el arco |
|
||
|
|
acidez al revestimiento |
|
|
||
|
|
|
|
|
||
|
Rutilo (TiO2) |
Forma escoria - Estabiliza el arco |
––––– |
|
||
|
Cuarzo (SiO2) |
Forma escoria |
––––– |
|
||
|
FUNDENTES |
|
|
|
|
|
|
Fluorita |
Fluidifica escoria - Da basicidad |
––––– |
|
||
|
Caolín |
Forma escoria |
Estabiliza el arco - Da |
|
||
|
resistencia al revestimiento |
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
||
|
Talco |
Forma escoria |
|
|
||
|
Feldespato |
Forma escoria |
|
|
||
|
|
|
|
|
||
|
Amianto |
Forma escoria - Da resistencia al reves- |
|
|
||
|
timiento |
|
|
|||
|
|
|
|
|
||
|
Silicato de potasio |
Estabiliza arco - Forma escoria - Anglo- |
––––– |
|
||
|
mera |
|
|
|||
|
|
|
|
|||
|
|
|
|
|
||
|
Silicato de sodio |
Forma escoria - Anglomera |
Estabiliza el arco |
|
||
|
|
|
|
|
|
|
|
|
|
45 |
|
|
|
|
|
|
|
|
|
|
Manual de Soldadura
|
Calcita (CO3Ca) |
Da protección gaseosa - Estabiliza el arco |
Da basicidad a la escoria - Agente |
|
|
oxidante |
|
||
|
|
|
||
|
Magnesita (CO3Mg) |
Da protección gaseosa - Estabiliza el arco |
Da basicidad a la escoria |
|
|
Dolomita (CO3)2Mg |
Da protección gaseosa |
Da basicidad a la escoria |
|
|
MATERIAS ORGANICAS |
|
|
|
|
Celulosa |
Da protección gaseosa |
Reductor - Da resistencia al re- |
|
|
vestimiento |
|||
|
|
|
||
|
|
|
|
|
|
METALES |
|
|
|
|
Ferromanganeso |
Forma escoria - Reductor |
Repone Mn al baño |
|
|
Polvo de hierro |
Aumenta el rendimiento |
––––– |
|
|
Ferroaleaciones y no-ferrosos |
Aportan elementos de aleación |
––––– |
|
|
|
|
|
|
2.1.5.Eléctrodos básicos de doble revestimiento
El principio de trabajo de estos nuevos productos consiste en extruir sobre el núcleo metálico dos tipos diferentes de revestimiento, los que tienen funciones específicas y complementarias, logrando un arco suave, sin pérdida por salpicaduras, escoria de fácil remoción y un buen acabado del cordón, características que satisfacen los requerimientos del soldador más exigente.
2.1.5.1. Ventajas del doble revestimiento
Para aclarar las ventajas de este nuevo tipo se requiere entrar al campo de los «secretos» del revestimiento. Tomemos como ejemplo el reencendido. Este depende básicamente de su contenido de rutilo (TiO2) y hierro en polvo (Fe). Un alto contenido de estos componentes garantiza el reencendido, razón por la que los electrodos con revestimiento rutílico o de hierro en polvo (relleno rápido) poseen esta característica.
Los electrodos con revestimiento básico (bajo hidrógeno) no poseen porcentajes altos del rutilo y hierro en polvo; por este motivo el encendido y reencendido sólo se logra con fuentes de poder que tengan una elevada tensión en vacío (70 - 75 V). Adicionalmente podemos afirmar que es imposible elevar a voluntad el Fe y el TiO2, ya que éstos inciden en relación directa en los valores mecánicos. La tecnología desarrollada por OERLIKON permite concentrar estos componentes en uno de sus dos revestimientos, logrando así los siguientes resultados:
•Arco estable con electrodos de revestimiento básico
•Soldar con C.A. y tensión en vacío relativamente baja (60 V).
•Posibilidad de trabajar en posiciones forzadas y juntas estrechas, sin que -debido al bajo amperajeexista tendencia a pegarse.
•Posibilidad de ajustar amperajes bajos en aceros austeníticos, los que -debido a la baja conductividad de la austenita-conducen a un dominio mucho mayor del baño de fusión.
•Soldar por puntos con electrodos básicos.
2.1.5.2.Nuevos electrodos básicos de doble revestimiento
TENACITO 60 |
CLASE AWS |
E 7018 - G |
TENACITO 65 |
CLASE AWS |
E 9018 - G |
TENACITO 70 |
CLASE AWS |
E 8018 - G |
TENACITO 75 |
CLASE AWS |
E 10018 - G |
|
|
|
2.2. Normas para las soldaduras
2.2.1.Norma AWS de electrodos para aceros de baja aleación
Tomando como ejemplo los electrodos E 6011 (CELLOCORD AP), E 7010 (CELLOCORD 70), E 7018 (SUPERCITO) y E 11018 (TENACITO 110), podemos interpretar la Norma, guiándonos por las Tablas No. 1 y 2.
INTERPRETACION DE LA NORMA
a ) La letra E designa el producto: Electrodo para soldadura eléctrica manual.
b)Los primeros 2 dígitos -en un número de 4 dígitos- o 3 dígitos -en un número de 5 dígitosseñalan la resistencia mínima a la tracción, sin tratamiento térmico post soldadura:
E 60XX |
62 000 |
lbs/pulg2 |
mínimo |
|
E |
70XX |
70 000 |
'' |
'' |
E |
110XX |
110 000 |
'' |
'' |
c ) El último dígito, íntimamente relacionado con el penúltimo, es indicativo del tipo de corriente eléctrica y polaridad en la que mejor trabaja el electrodo e identifica a su vez el tipo de revestimiento, el que es calificado según el mayor porcentaje de materia prima contenida en el revestimiento; por ejemplo el electrodo E-6010 tiene un alto contenido de celulosa en el revestimiento aproximadamente un 30% o más; por ello es que a este electrodo se le clasifica como un electrodo de tipo celulósico. Similar clasificación se da en los otros electrodos.
46
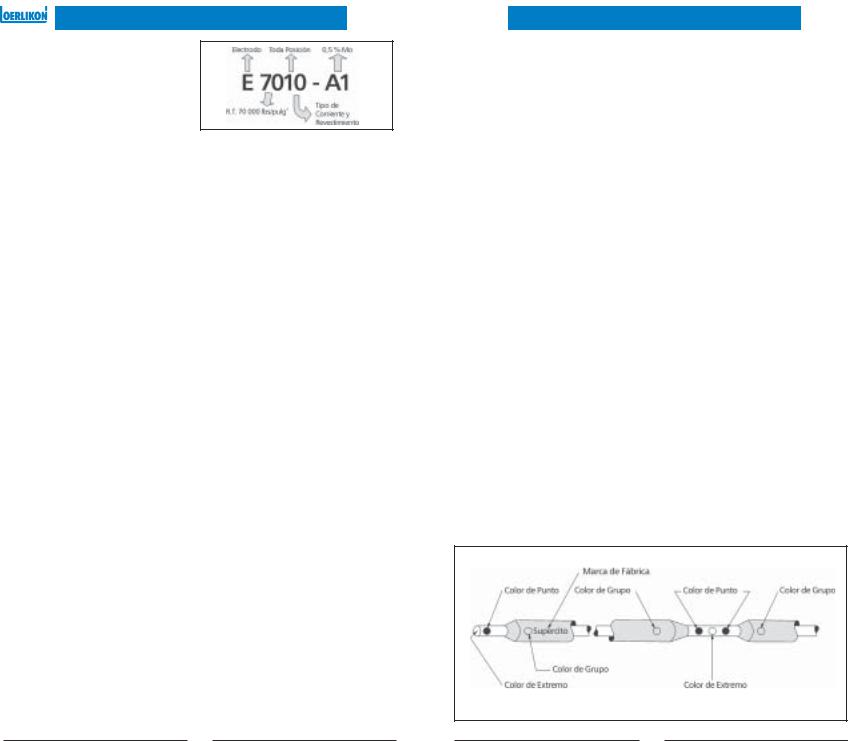
Manual de Soldadura
d)El tercer dígito indica la posición en la que se puede soldar satisfactoriamente con un electrodo. Por ejemplo, el número 1 en el electrodo E 6011 significa que el electrodo es apto para soldar en toda posición (plana, vertical, sobrecabeza y horizontal). El número 4 en un electrodo E 7048 indica que el electrodo es conveniente para posición plana y también para posición vertical descendente.
2.2.1.1. Tipo de corriente y revestimiento según norma
Clasifica- |
Tipo de Revestimiento |
Posición de soldeo |
Corriente eléctrica |
ción AWS |
|
según AWS |
|
E 6010 |
Alta celulosa, sodio |
F,V,OH,H |
CC (+) |
E 6011 |
Alta celulosa, potasio |
|
CA o CC (+) |
E 6012 |
Alto titanio, sodio |
F,V,OH,H |
CA, CC (-) |
E 6013 |
Alto titanio, potasio |
|
CA, CC (+) o CC (-) |
E 6020 |
Alto óxido de hierro |
H-Fillete |
CA, CC (-) |
|
|
F |
CA, CC (+) o CC (-) |
E 7014 |
hierro en polvo, titanio |
F,V,OH,H |
CA, CC (+) o CC (-) |
E 7015 |
bajo hidrógeno, sodio |
|
CC(+) |
E 7016 |
Bajo hidrógeno, potasio |
F,V,OH,H |
CA o CC (+) |
E 7018 |
Bajo hidrógeno, potasio, hierro en polvo |
|
CA o CC (+) |
E 7018M |
Bajo hidrógeno, hierro en polvo |
F,V,OH,H |
CC (+) |
E 7024 |
Hierro en polvo, titanio |
H-Fillete, F |
CA, CC (+) o CC (-) |
E 7027 |
Alto óxido de hierro, hierro en polvo |
H-Fillete |
CA, CC (-) |
|
|
F |
CA, CC (+) o CC (-) |
E 7028 |
Bajo hidrógeno, potasio, |
H-Fillete, F |
CA o CC(+) |
|
hierro en polvo |
|
|
|
|
|
|
E 7048 |
Bajo hidrógeno, potasio, |
F,V,OH,H |
CA o CC(+) |
|
hierro en polvo |
F,V,OH,HV-Descen. |
|
|
|
|
|
Según las normas AWS las posiciones de soldeo son:
F = plana; H = horizontal; H - filete = filete horizontal; V-Descend. (V-down) = vertical descendente; V = vertical; OH = sobrecabeza.
Las normas AWS A5.1 y AWS A5.5 señala otras propiedades de estos electrodos, especialmente en cuanto a características físicas y a la composición química, que deben tener los depósitos de soldadura efectuados con estos electrodos.
El sufijo (Ejemplo EXXXX A1) indica el porcentaje aproximado de aleación en el depósito de soldadura
A1 |
0,5% Mo |
|
B 1 |
0,5% |
Cr, 0,5% Mo |
B 2 |
1,25% Cr, 0,5% Mo |
|
B 3 |
2,25% Cr, 1,0% Mo |
|
B 4 |
2,0% |
Cr, 0,5% Mo |
B 5 |
0,5% |
Cr. 1,0% Mo |
C 1 |
2,5% Ni |
|
C 2 |
3,25% Ni |
|
C 3 |
1,0% |
Ni, 0,35% Mo, 0,15% Cr |
D1 y D2 |
0,25-0,45% Mo, 1,75% Mn |
|
* G |
0,5% mín. Ni; 0,3% mín. Cr; 0,2% mín. Mo;0,1% mín. V; 1,0% mín. Mn |
|
|
|
|
* (Solamente se requiere un elemento de esta serie para alcanzar la clasificación G.)
47
Manual de Soldadura
2.2.2.Norma AWS de electrodos para aceros inoxidables
El sistema de clasificación de estos electrodos también es numérico. Antes de explicar el sistema es conveniente aclarar, que los aceros inoxidables (planchas, tubos, etc.) son identificados por un número señalado por la AISI de acuerdo a su composición química, así por ejemplo el acero inoxidable AISI 310 corresponde a un acero, cuya composición es de 25% de cromo y 20% de níquel entre sus elementos principales.
La explicación del sistema es la siguiente:
Tomemos como ejemplo el electrodo Oerlikon “INOX AW”, cuya clasificación según AWS es E 308L-16 y el electrodo Oerlikon “INOX CW”, cuya clasificación AWS es E 310-16.
aEl prefijo E significa que el producto es un electrodo
para soldar.
bLas 3 primeras cifras indican el número que corresponde a la Clase AISI de acero inoxidable, para el cual está destinado el electrodo; de acuerdo a lo indicado, el “INOX AW”, cuya clase AWS es el E 308-16, está indicado para el acero Inox AISI 304 y el “INOX CW”, cuya clase es E 310-16, está señalado para el acero inox AISI 310.
cEl penúltimo número indica la posición en que puede utilizarse el electrodo. Así tenemos que el 1 en los
ejemplos señalados está indicando, que el electrodo es para todas las posiciones (E 308-15 y 310-16).
dEl último número en los ejemplos 5 y 6 (E 308-16 y E 310-16), señala el tipo de revestimiento, la clase de corriente y la polaridad a utilizarse, en la forma siguiente:
El 5: Ejemplo E 308L-16 “INOX AW” significa, que el electrodo tiene un revestimiento alcalino que debe utilizarse únicamente con corriente continua, conectándose el cable del porta-electrodo al polo positivo (polaridad invertida).
El 6: Ejemplo E 310-16 “INOX CW” significa que el electrodo tiene un revestimiento de titanio, que puede emplearse con corriente alterna o con corriente continua. En caso de utilizarse la corriente continua, debe conectarse el cable del porta-electrodo al polo positivo (polaridad invertida).
NOTA: El índice adicional ELC, que encontramos en algunos tipos de electrodos -ejemplo el “INOX BW ELC”, cuya clase AWS es E 316-16 ELCsignifica que el depósito del electrodo tiene un bajo contenido de carbono (E: extra; L: bajo (low), C: carbono).
2.2.3.Norma AWS de clasificación de los electrodos para metales no ferrosos
El sistema de clasificación de estos electrodos es simbólico, es decir que se indica el símbolo químico del elemento o elementos metálicos predominantes en el análisis del núcleo metálico del electrodo.
El sistema es el siguiente:
Tenemos como ejemplo el electrodo Oerlikon “CITOBRONCE”, cuya clase AWS es E Cu Sn A.
aEl prefijo E significa que el producto es un electrodo para soldar.
bEn el ejemplo E Cu Sn A “CITOBRONCE”, los símbolos indican, que el electrodo está compuesto básicamente de cobre (Cu) y estaño (Sn).
2.2.4.Código de colores EXSA para identificación de los electrodos
EXSA ha establecido un Código de Colores para cada clase de electrodos, con el fin de poder identificar y comparar electrodos de diferentes marcas con cada Clase AWS existente.
Esta identificación se realiza a través de colores distintivos, ubicados en los lugares que se indican en el esquema:
48
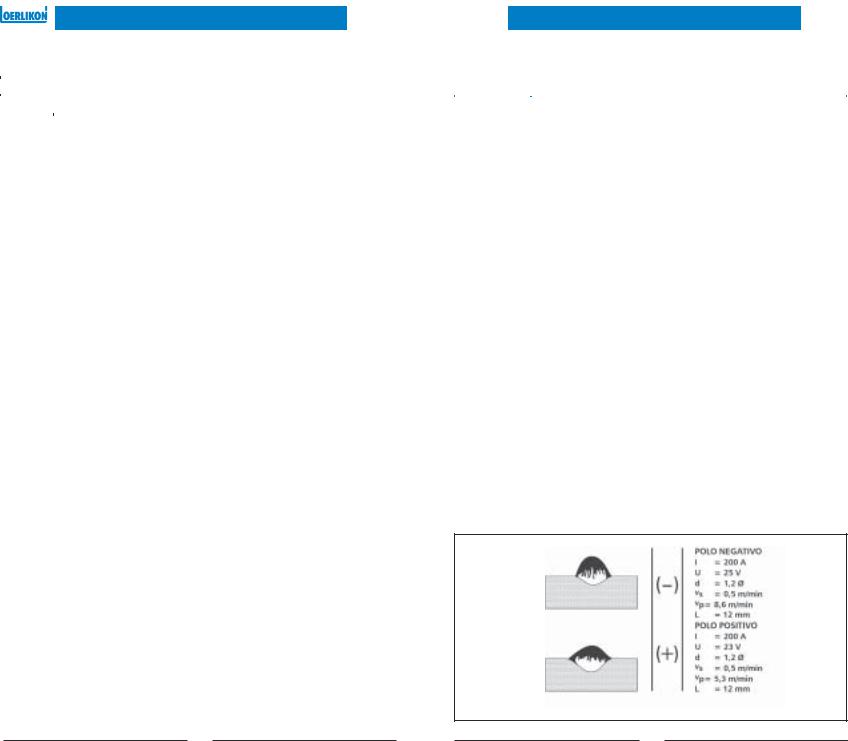
Manual de Soldadura
2.2.5. Norma AWS de alambres y flujos para arco sumergido
La forma de interpretar la Norma es la siguiente:
AWS |
|
COMPOSICION QUIMICA |
- Porciento % |
|
||
ALAMBRE |
CARBONO |
MANGANESO |
|
SILICIO |
OTROS |
|
|
|
|
|
|
|
|
EL 8 |
|
a 0,10 |
0,30-0,55 |
|
0,05 |
|
EL 8 K |
a 0,10 |
0,30-0,55 |
|
0,10-0,20 |
0,5 |
|
EL 12 |
0,07-0,15 |
0,35-0,60 |
|
0,05 |
|
|
|
|
|
|
|
|
|
EM 5 K |
0,06 |
0,90-1,40 |
|
0,4-0,7 |
|
|
EM 12 |
0,07-0,15 |
0,85-1,25 |
|
0,05 |
|
|
EM 12 |
K |
0,07-0,15 |
0,85-1,25 |
|
0,15-0,35 |
0,5 |
EM 13 |
K |
0,07-0,19 |
0,90-1,40 |
|
0,45-0,70 |
|
EM 15 |
K |
0,12-0,20 |
0,85-1,25 |
|
0,15-0,35 |
|
|
|
|
|
|
|
|
EH 14 |
0,10-0,18 |
1,75-2,25 |
|
0,05 |
0,5 |
|
|
|
|
|
|
|
|
2.2.5.1.Norma para alambres de aceros de bajo carbono
El primer símbolo: Letra E - Electrodo para arco eléctrico. El segundo símbolo: Letras L - M y H representan el contenido de Manganeso.
L - bajo contenido de manganeso
M - mediano contenido de manganeso
H - alto contenido de manganeso
El tercer dígito: Uno o dos números representan el contenido de Carbono medio.
2.2.5.2. Normas para flujos
y por último, la letra K significa que el producto es obtenido de un acero calmado al Silicio.
Para fundentes
a ) Se hace uso de un prefijo, la letra F, que significa Flujo.
b)A continuación se agregan dos dígitos, que representan los valores medios de resistencia a la tracción y su especificación bajo condiciones de impacto, seguido de cuatro dígitos adicionales, que representan el electrodo usado en la combinación para determinar las propiedades.
AWS |
Resistencia a la |
Límite de Fluencia |
Elongación |
Charpy-V |
FLUJOS |
Tracción psi |
(0,2%) psi |
en 2" % |
pie/lb. |
|
|
|
|
|
F60-XXXX |
|
|
|
No requiere |
F61-XXXX |
62 000 |
|
|
20 a 0ºF |
F62-XXXX |
a |
50 000 |
22 |
20 a 20ºF |
F63-XXXX |
80 000 |
|
|
20 a 40ºF |
F64-XXXX |
|
|
|
20 a 60ºF |
|
|
|
|
|
F70-XXXX |
|
|
|
No requiere |
F71-XXXX |
72 000 |
|
|
20 a 0ºF |
F72-XXXX |
a |
60 000 |
22 |
20 a 20ºF |
F73-XXXX |
95 000 |
|
|
20 a 40ºF |
F74-XXXX |
|
|
|
20 a 60ºF |
|
|
|
|
|
2.2.6.Norma AWS de alambres de acero de bajo carbono para soldadura al arco con gas
Son dos tipos:
a ) Los electrodos sólidos (E XXS-X) y los emisivos son clasificados sobre la base de su composición
química, su forma de preparación y de las propiedades mecánicas del metal depositado (ver Tabla 2.2.7).
b)Los electrodos compuestos (E 70 T-X) son clasificados, sobre la base del gas protector empleado, la posibilidad de uso en aplicaciones de pase simple o múltiple y las propiedades mecánicas del metal depositado (ver item siguiente).
49
Manual de Soldadura
2.2.7 Alambres macizos, emisivos y tubulares
AWS |
|
Gas |
|
Corriente y |
|
Resistencia a |
|
Clasificación |
|
Protector |
|
Polaridad |
|
la Tracción |
|
|
|
|
|
|
|
|
|
GRUPO |
A - ALAMBRES DE |
ACERO DE BAJO |
CARBONO |
|
|||
E 60S-1 |
|
Argón-1a5%O2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
E 60S-2 |
|
Argón-1a5% O2 |
|
C.C. |
|
62 000 |
|
|
|
ó |
|
|
|
|
|
E 60S-3 |
|
CO2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
E 70S-4 |
|
|
|
|
|
|
|
E 70S-5 |
|
CO2 |
|
Polaridad |
|
|
|
E 70S-6 |
|
|
|
Invertida |
|
72 |
000 |
|
|
|
|
|
|
|
|
E 80S-G |
|
No específica |
|
No específica |
|
|
|
|
|
|
|
|
|
||
|
|
GRUPOS B - ALAMBRES DE BAJA ALEACION |
|
||||
E 70S - 1B |
|
CO2 |
|
CC-Polaridad |
|
|
|
|
|
|
|
Invertida |
|
72 |
000 |
E 70S - GB |
|
No específica |
|
No específica |
|
|
|
|
|
|
|
|
|
|
|
|
|
GRUPO C - ALAMBRES EMISIVO |
|
|
|
||
|
Argón-1a 5% O2 |
|
C.C. |
|
|
|
|
E 70 U-1 |
|
ó |
|
Polaridad |
|
72 |
000 |
|
|
Argón |
|
Directa |
|
|
|
|
|
|
|
|
|
|
|
|
|
ALAMBRES TUBULARES |
|
|
|
||
E 70T-1 |
|
CO2 |
|
C.C. |
|
|
|
E 70T-2 |
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
E 70T-3 |
|
Ninguno |
|
Polaridad |
|
|
|
E 70T-4 |
|
|
|
72 000 |
|||
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
E 70T-5 |
|
CO2 |
|
|
|
|
|
|
Ninguno |
|
Invertida |
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
E 70T-G |
|
No específica |
|
No específica |
|
|
|
|
|
|
|
|
|
|
|
Fig. 32.- Influencia de Polo Positivo y Polo Negativo sobre la Penetración y la Forma de Costura.
50

Manual de Soldadura
2.2.8 Gases protectores para soldadura al arco con gas
La norma AWS específica los gases protectores.
A continuación se detallan sucintamente algunas características de los más empleados.
Gas |
Comportamiento |
Usos y |
|
Protector |
Químico |
Observaciones |
|
|
|
|
|
ARGON |
Inerte |
Para soldar diversos metales, excepto aceros. |
|
|
|
|
|
HELIO |
Inerte |
Para aleaciones de aluminio y cobre. Mejor penetración y |
|
minimizar la porosidad. |
|||
|
|
||
|
|
|
|
ARGON y HELIO |
Inerte |
Aleaciones de aluminio y cobre para minimizar la porosi- |
|
(20-80% a 50-50%) |
dad. El arco es más suave y estable que con Helio solo. |
||
|
|||
|
|
|
|
ARGON y CLORO |
Esencialmente |
Aleación de aluminio. Reduce la porosidad. |
|
(Cl en trazas) |
Inerte |
||
|
|||
|
|
|
|
NITROGENO |
Reductor |
En cobre - arco muy potente. Usado más en Europa. |
|
|
|
|
|
ARGON-25 a 30% N2 |
Reductor |
En cobre - arco más potente, pero trabaja más suave y da |
|
más fácil control que con N2 sólo. Muy usado en Europa. |
|||
|
|
||
|
|
|
|
ARGON-1 a 2% O2 |
Oxidante |
Aceros inoxidables y de baja aleación. Requiere electrodo |
|
desoxidado. |
|||
|
|
||
|
|
|
|
ARGON-3 a 5% O2 |
Oxidante |
Aceros al carbono, aleados e inoxidables. Requiere elec- |
|
trodo desoxidado. |
|||
|
|
||
|
|
|
|
ARGON-20 a 30% CO2 |
Oxidante |
Varios aceros. Se usa con arco en cortocircuito. |
|
|
|
|
|
ARGON-5% O2 |
Oxidante |
Varios aceros. Requiere alambre desoxidado. Usado prin- |
|
-15% CO2 |
cipalmente en Europa. |
||
|
|||
CO2 |
Oxidante |
Aceros al carbono de baja aleación. Electrodo desoxidado |
|
|
es esencial. |
||
|
|
||
|
|
|
2.2.9. Efecto de los gases sobre la forma del cordón
2.3.Factores a considerar para seleccionar el electrodo más adecuado
Frecuentemente pueden presentarse dudas sobre la calidad de un electrodo, cuando la unión soldada o propiamente el cordón depositado no presentan resultados satisfactorios. Sin embargo, se puede comprobar que en la mayoría de los casos dichos resultados pueden tener su
origen en una mala selección del electrodo o bien en una deficiente aplicación del mismo, junto a una técnica inadecuada de soldar.
Los resultados satisfactorios en una soldadura dependen en gran parte de la adecuada selección del electrodo para el trabajo a realizar. Esta selección puede hacerse, teniendo en cuenta los factores siguientes:
51
Manual de Soldadura
a)Clase de equipo o máquina de soldar
Los equipos de soldar de tipo Rectificador y de tipo Motor - Generador proporcionan corriente contínua. En cambio, los equipos de tipo Transformador proporcionan corriente alterna para soldar. Otros equipos, como los de tipo Transformador-Rectificador, dan corriente contínua o alterna.
Ahora bien, determinados electrodos trabajan satisfactoriamente sólo con corriente contínua y sus resultados son negativos, cuando se emplean con corriente alterna. Tal es el caso de los electrodos pertenecientes a la Clase E XX10 y E XX15.
Electrodos OERLIKON, que solamente trabajan con corriente contínua:
• CELLOCORD P |
|
• CHAMFERCORD |
|
||
• CELLOCORD 70 |
|
• CITOCHROM 134 |
• CELLOCORD P-T |
|
• CITOBRONCE |
• CELLOCORD 70-T |
|
|
|
• CITOBRONCE II |
|
• CELLOCORD 70 G-T |
|
|
• INOX AW |
|
• CITOBRONCE AL |
• INOX AW + Cb |
|
• EXSA 206 |
El soldador siempre debe emplear la clase de corriente señalada para el tipo de electrodo, recordando también que al usar corriente contínua, el electrodo debe ser conectado al polo positivo (polaridad invertida) o al polo negativo (polaridad directa) según indicación de su clasificación AWS a la que el electrodo pertenece, o según recomendación del fabricante.
b) Clase de material a soldarse
Para soldar aceros de bajo contenido de carbono puede utilizarse cualquiera de los electrodos que pertenecen a los Grupos: Celulósico, Rutílico, Hierro en Polvo o de Bajo Hidrógeno.
Tratándose de aceros de baja aleación y alta resistencia a la tracción, que presentan determinados problemas de soldabilidad, es necesario aplicar el electrodo adecuado para el tipo de acero o aleación.
De igual manera, en la soldadura de hierro fundido, de aceros inoxidables, de metales no-ferrosos o en la aplicación de recubrimientos duros, es necesario seleccionar el electrodo adecuado para el material que se va a soldar o recubrir.
c)Posición de la soldadura
La mayoría de los electrodos trabajan normalmente en las diversas posiciones de trabajo, pero algunos de ellos están indicados sólo para posición plana y horizontal o plana únicamente.
Como ya vimos, al estudiar el significado de la Clase AWS a que pertenece un electrodo, la posición de trabajo del electrodo está determinada por la penúltima cifra del número y es fácil determinar la posición de trabajo de un electrodo, siguiendo la indicación de la citada norma.
d)Espesor y dimensiones de la pieza de trabajo
Este factor se considera, cuando tiene que elegirse el diámetro del electrodo a emplear en un determinado trabajo. Las consideraciones para determinar el diámetro apropiado son las siguientes:
•Espesor de la pieza: Nunca seleccionar un diámetro mayor que el espesor de la plancha o perfil a soldarse.
•Tipo de unión: Junta a tope, en ángulo o solapado, etc.
•Tipo de chaflán o preparación de la pieza: En V, en X, en U, etc.
•Grupo del electrodo a emplear: Celulósico, rutílico, de hierro en polvo, etc.
•Posición de soldar: Plana, horizontal, vertical o sobrecabeza.
•Clase de trabajo a realizarse: Soldadura de unión o relleno de una junta preparada o bien de una superficie desgastada.
e)Aspecto deseado del cordón
El valor de venta de ciertos productos depende de su apariencia; y el aspecto del cordón de soldadura puede influir en este aspecto.
Cordones de aspecto liso, uniforme y bien formado se obtienen con electrodos de hierro en polvo, en especial con el “FERROCITO 24” y el “FERROCITO 27”.
Los electrodos rutílicos también presentan cordones de muy buena apariencia, en especial los que pertenecen a la Clase E 6013, como el “OVERCORD”, y el “OVERCORD S”. Sin embargo, un soldador con práctica puede ejecutar cordones bien presentables en su forma y aspecto con electrodos celulósicos, así como también con electrodos de bajo hidrógeno.
f)Clase de escoria y adherencia al metal
La clase de escoria que un electrodo produce y su adherencia al cordón ejecutado puede influir en la selección del electrodo, por las razones siguientes:
•Una escoria gruesa permite un mejor enfriamiento de cordón, evitando así que el metal depositado se endurezca bruscamente por el violento contacto del cordón caliente con el aire frío del ambiente.
g)Propiedades específicas que debe poseer el
cordón de soldadura
Las propiedades específicas, a que nos referimos, son precisamente las propiedades mecánicas que debe tener el metal depositado.
En muchos trabajos se exige, que esas propiedades mecánicas sean similares o mejores que las del metal base o pieza, pero en otros trabajos no existen mayores exigencias, buscándose únicamente una buena unión de las piezas.
52
Manual de Soldadura
Algunas de las propiedades, que se busca obtener en los depósitos de soldadura, son:
•Resistencia a la tracción.
•Elongación.
•Tenacidad.
•Resistencia al impacto o golpes.
•Maquinabilidad, o sea la facilidad de trabajarse en torno, fresa, cepillo, etc.
•Resistencia al desgaste por abrasión o rozamiento metálico, etc.
Conociendo las características de los electrodos y sus diversas aplicaciones, es posible determinar correctamente el electrodo más adecuado para cada trabajo.
h)Aprobación de los electrodos
Para lograr una mayor garantía en determinadas construcciones metálicas, se exige que los electrodos hayan sido aprobados previamente por una Entidad Internacional de Aprobaciones de reconocido prestigio. Tal es el caso para construcciones navales, soldadura de tuberías de presión, calderas, etc.
Tratándose de la construcción naval, en el Perú los electrodos a utilizarse deben ser aprobados por
Lloyd’s Register of Shipping, y/o American Bureau of Shipping y/o Germanischer Lloyd. Estos organismos técnicos señalan los tipos de electrodos y marcas, que pueden ser empleados en las construcciones navales. Un factor de selección de electrodos para construcciones navales es, pues, la aprobación otorgada por estas instituciones, después de rigurosas y minuciosas pruebas.
Electrodos OERLIKON para construcciones navales, aprobados por Lloyd’s Register of Shipping, American Burean of Shipping y Germanischer Lloyd.
• De alta penetración: |
CELLOCORD P |
|
(Grado 3) |
|
CELLOCORD AP |
|
(Grado 3) |
• De mediana penetración: |
OVERCORD F |
|
OVERCORD M |
|
OVERCORD |
|
AGACORD |
• De hierro en polvo: |
FERROCITO 24 |
|
FERROCITO 27 |
|
(Grado 3) |
• De bajo hidrógeno: |
SUPERCITO |
|
(Grado 3) |
53
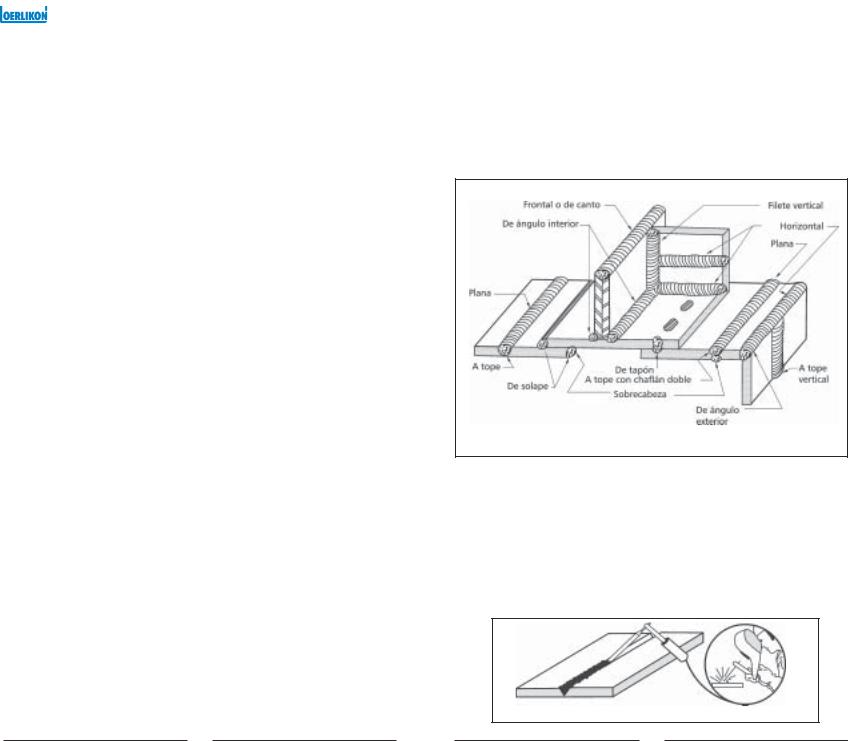
Manual de Soldadura |
|
Manual de Soldadura |
|
|
|
CAPITULO III
Técnica de la
Soldadura por Arco
3.0. Generalidades
Existe gran variedad de tipos de juntas y son varias las posiciones, en las cuales puede realizarse una soldadura. La
figura adjunta muestra la variedad de juntas tal como aparecen en los trabajos de soldadura.
Fig. 1.- Diversas Juntas y Posiciones de Soldadura
3.1. Posiciones de la Soldadura
Los trabajos de soldadura, o más propiamente la ejecución de los cordones, pueden realizarse en las posiciones siguientes:
•Posición plana.- Es decir, sobre un plano horizontal. La ejecución de cordones en esta posición es más fácil y económica. En lo posible, la pieza debe colocarse de tal forma, que permita la ejecución de los cordones en esta posición.
•Posición vertical.- Las planchas a soldar se encuentran en posición vertical y los cordones también se ejecutan siguiendo la dirección de un eje vertical. La soldadura puede hacerse en forma ascendente y también en sentido descendente.
•Posición horizontal.- Las planchas están colocadas verticalmente y el cordón se ejecuta horizontalmente, tal como indica la figura.
Fig. 2.- Soldadura en Posición Plana
56
eliminada
 Loading...
Loading...