

Page 1

Advanced Contact Technology
MA000 (de_en)
MA200 (es_en)
Montageanleitung
Instrucciones de montaje
TSB..., TSS...
Conectores para el circuito primario de transformadores de soldadura eléctrica 2+PE / 3+PE /
3+N+PE hasta 250A / 1000V AC
Índice
Instrucciones de seguridad ........................................................2
Herramientas necesarias �����������������������������������������������������������3
Caja de herramientas Roboticline completa ������������������������������4
Preparación del cable ����������������������������������������������������������������5
Conexión por engarce ���������������������������������������������������������������6
Conexión por tornillo �����������������������������������������������������������������7
Montaje de los contactos ����������������������������������������������������������7
Montaje del manguito o funda termoretráctil ���������������������������8
Montaje de la caja de protección ����������������������������������������������9
Soporte ������������������������������������������������������������������������������������11
Montaje de los contactos piloto ����������������������������������������������12
Ajuste de los alicates de engarce ��������������������������������������������13
Montaje del indicator del código hexagonal ���������������������������13
Sugerencia para la codicación de MC �����������������������������������14
Nota ������������������������������������������������������������������������������������15-16
MA000 (de_en)
MA200 (es_en)
Assembly instructions
Assembly instructions
TSB..., TSS...
Primary circuit connectors for electric welding
transformers 2+PE / 3+PE / 3+N+PE
up to 250A / 1000V AC
Content
Safety Instructions ......................................................................2
Tools required ............................................................................3
Assembly case Roboticline ��������������������������������������������������������4
Cable preparation ����������������������������������������������������������������������5
Crimp connection ����������������������������������������������������������������������6
Screw connection ����������������������������������������������������������������������7
Contact assembly ����������������������������������������������������������������������7
Assembly of form shroud ����������������������������������������������������������8
Assembly of end-housing ����������������������������������������������������������9
Braket ��������������������������������������������������������������������������������������11
Assembly of pilot contacts ������������������������������������������������������12
Crimping position ��������������������������������������������������������������������13
Assembly of hex� coding pin ���������������������������������������������������13
MC coding suggestion ������������������������������������������������������������14
Notes ����������������������������������������������������������������������������������15-16
TSB/...
SP...
BP...
S8/16-35-SCH
B8/16-35-SCH
TSS/...
SP2/0,5-1,5
BP2/0,5-1,5
(SW9)
6KT.KOD.A
(SW11)
6KT.KOD.S
EG-TS...
www.multi-contact.com 1 / 16
WST90-TS... WST-TS...
Page 2
Advanced Contact Technology
Instrucciones de seguridad Safety instructions
Sólo personal adecuadamente cualicado y especialistas formados podran realizar el montaje y la instalación de los productos teniendo en cuenta todas las regulaciones de seguridad aplicables�
Multi-Contact (MC) no se responsabiliza ante el incumplimiento de estas advertencias�
Utilice sólo los componentes y herrmientas indicadas por MC�
No se desvíe de los procedimientos de preparación y montaje
aquí descritos, en caso de una manipulación inadecuada no
se podrá garantizar la seguridad ni la conformidad con los da-
tos técnicos. No modique el prodcuto en ningún caso.
Los conectores no fabricados por MC que se pueden conectar
con elementos MC, a veces denominados por los fabricantes
como „compatibles con MC“ no cumplen con los requisitos
para una conexión eléctrica segura y estable a largo plazo�
No pueden conectarse con elementos MC por motivos de seguridad� Por tanto, MC no se responsabilizará de los daños
surgidos por la conexión de conectores no autorizados por
MC con elementos MC�
Los trabajos aquí descritos no pueden ejecutarse
en piezas conectadas a la red y con tensión.
El producto nal debe proporcionar protección al
usuario frente a una descarga eléctrica.
Los conectores no pueden separarse estando cargados. Se permite la conexión y desconexión con
tensión.
Cada vez que el conector sea usado, éste debe ser
inspeccionado previamente por posibles defectos externos (particularmente en el aislante). Si hay alguna
duda para su seguridad, se debe consultar a un especialista o el conector debe ser reemplazado.
Los conectores son impermeables según el tipo de
protección IP.
Se deben proteger ante la humedad y suciedad los
conectores no conectados. No se pueden conectar
conectores sucios.
The products may be assembled and installed exclusively by
suitably qualied and trained specialists duly observing all applicable safety regulations�
Multi-Contact (MC) does not accept any liability in the event of
failure to observe these warnings�
Use only the components and tools specied by MC. In case
of self-assembly, do not deviate from the preparation and assembly instructions as stated herein, otherwise MC cannot
give any guarantee as to safety or conformity with the technical data� Do not modify the product in any way�
Connectors not originally manufactured by MC which can
be mated with MC elements and in some cases are even
described as ”MC-compatible” by certain manufacturers do
not conform to the requirements for safe electrical connection with long-term stability, and for safety reasons must not
be plugged together with MC elements� MC therefore does
not accept any liability for any damages resulting from mating
such connectors (i�e� lacking MC approval) with MC elements�
The work described here must not be carried out
on live or load-carrying parts.
Protection from electric shock must be assured by
the end product (i.e. by the correctly assembled
plug connector) and by its user.
The plug connections must not be disconnected
under load. Plugging and unplugging when live is
permitted.
Each time the connector is used, it should previously
be inspected for external defects (particularly in the
insulation). If there are any doubts as to its safety, a
specialist must be consulted or the connector must
be replaced.
The plug connectors are watertight in accordance
with the product specic IP protection class.
Unmated plug connectors must be protected from
moisture and dirt. The male and female parts must
not be plugged together when soiled.
Encontrará más detalles técnicos en el catálogo del
producto.
For further technical data please see the product cat-
alogue.
Explicación de los símbolos Explanation of the symbols
Advertencia de voltajes peligrosos
Advertencia de área de peligro Warning of a hazard area
Sugenrencia o consejo útil Useful hint or tip
2 / 16 www.multi-contact.com
Warning of dangerous voltages
Page 3
Advanced Contact Technology
a
b c d e f
g
h i j
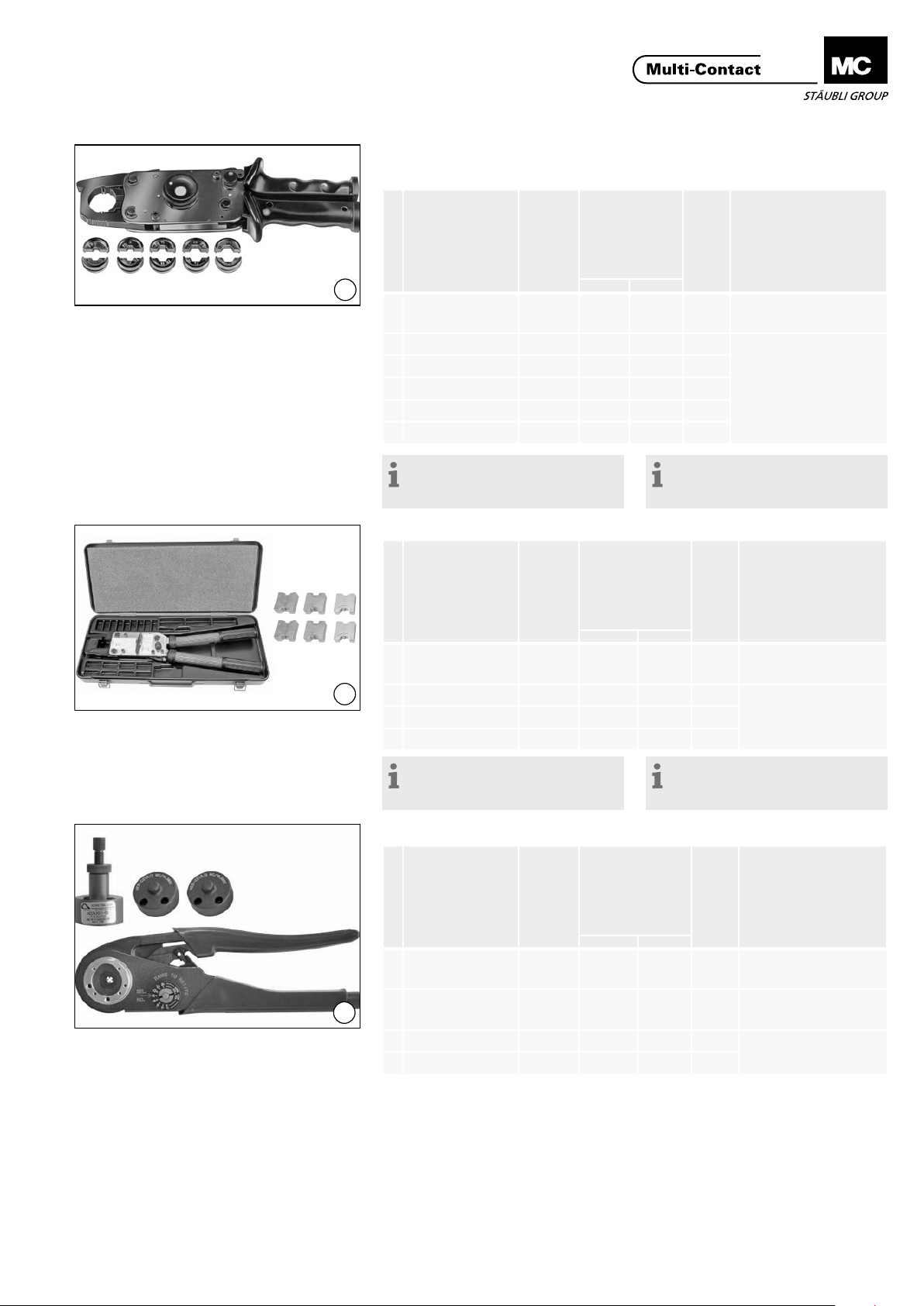
Herramientas necesarias Tools required
(ill. 1) (ill. 1)
Sección del conductor
Conductor crosssection
Pos.
Tipo
1
Type
a M-PZ13
1)4)
b MES-PZ-TB5/6 18.3701 6 10 10
c MES-PZ-TB8/10 18.3702 10 8 12
d MES-PZ-TB9/16
e MES-PZ-TB11/25 18.3704 25 4 14
f MES-PZ-TB13/35 18.3705 35 2 15
Nota :
Instrucciones de empleo MA224
(www.multi-contact.com)
(ill. 2) (ill. 2)
Pos.
Tipo
Type
g M-PZ-T2600 18.3710 - - -
2
h TB8-17 18.3711 10 + 70 8 + 2/0 12/25
i TB9-13
j TB11-14,5
2) 4)
2) 4)
N° Código
Order No.
mm
2
AWG mm
18.3700 - - -
4)
18.3703 16 6 12
(www.multi-contact.com)
Sección del
conduct or
Conductor crosssection
N° Código
Order No.
18.3712 16 + 35 6 + 2 12/15
18.3713 25 + 50 4 + 1/0 14/22
mm
2
AWG mm
Descripción
Description
L±0,5
(ill. 16)
Alicates de engarce
Crimping pliers
Casquillo de engarce
Insert for a
Note:
Operating instructions MA224
Descripción
Description
L±0,5
(ill. 16)
Alicates de engarce
Crimping pliers
Casquillo de engarce
Insert for g
l
m n
Nota:
Instrucciones de empleo MA226
(www.multi-contact.com)
Note:
Operating instructions MA226
(www.multi-contact.com)
(ill. 3) (ill. 3)
Sección del
conduct or
Conductor crosssection
Pos.
Tipo
Type
k
k M-CZ
l MES-CZ 18.3801 - - -
3
3)
N° Código
Order No.
mm
2
AWG mm
18.3800 - - -
m MES-CZ1,5/2 18.3802 0,5-1,5 20 - 16 7
n MES-CZ1/1.57 18.3803 0,25-1,5 24 - 16 5
1)
Alicates de engarce de uso adecuado hasta
35mm²
2)
Suplementos de uso por ambos lados�
Numeraci ón 9 & 13 o 11 & 14,5=diámetro de
los casquillos de engarce�
3)
Para los contactos piloto� No es válida para los
contactos UL�
4)
Alicates y casquillos de engarce a utilizar en
aplicaciones UL�
1)
Crimping pliers up to 35mm² max.
2)
Each insert can be used on two sides� Nume-
rals 9 & 13 or 11 & 14,5 = outer-Ø of crimping
sleeves
3)
For pilot contacts� Not for UL connectors�
4)
These crimping pliers and inserts shall be used
for UL applications�
Descripción
Description
L±0,5
(ill. 16)
Alicates de engarce
Crimping pliers
Casquillo de engarce
Locator for k
Alicates de engarce
Insert for k
www.multi-contact.com 3 / 16
Page 4

Advanced Contact Technology
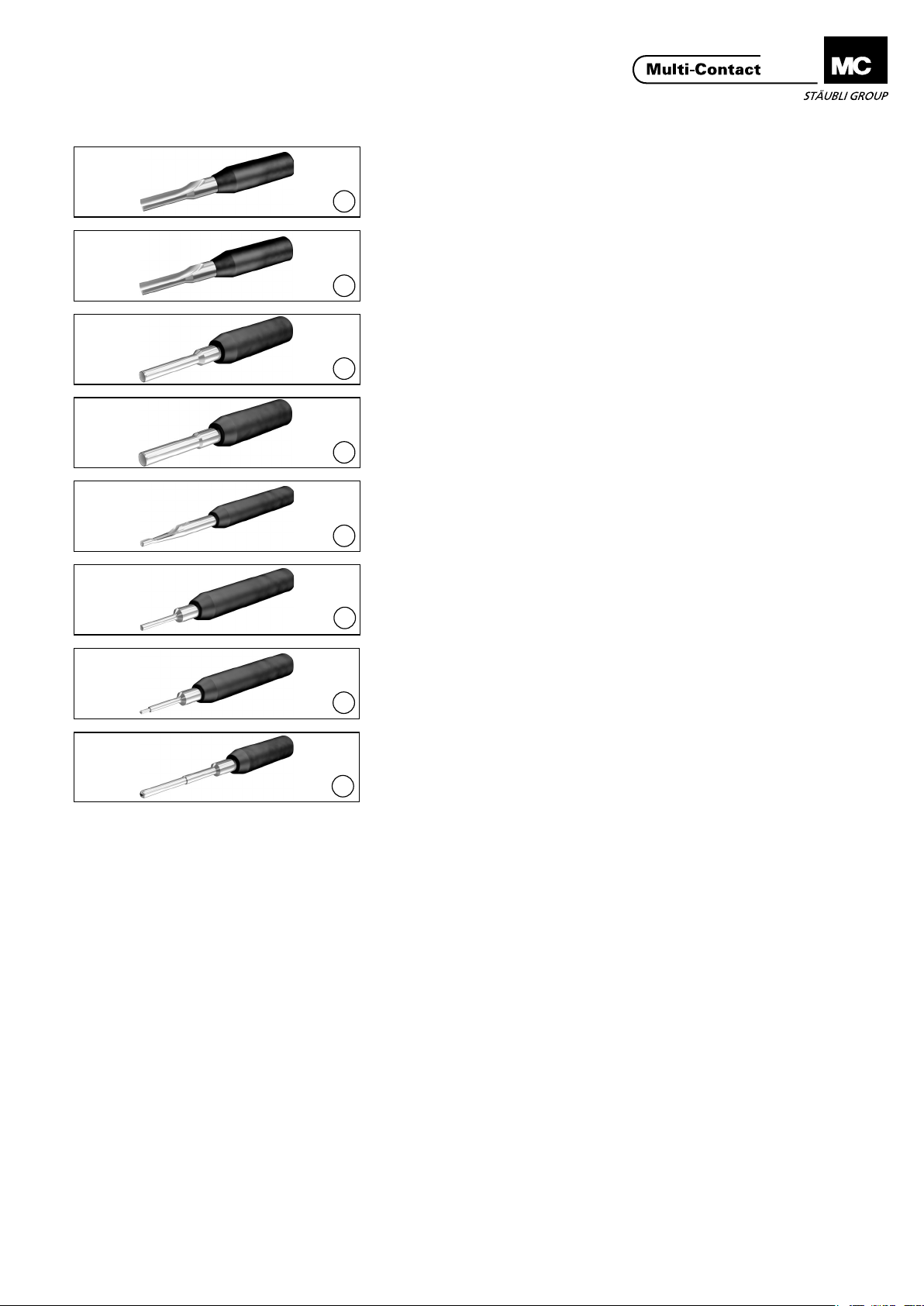
Caja de herramientas Roboticli ne completa Crimping tool case Roboticline
4+5
6 / 7
N.º
Pos. No.
1a CZK2-230 18.3111
Contenido / Content
2 CZ-B500 - Crimpadora electrohidraúlica “B500” / Electro hydraulic crimping tool “B500“
3 ALI-18 18.3042 Batería de iones de Li / Battery Li-ION – 14,4V – 3,0Ah
4 MTB11-25-50
5 MTB13-35-50
6 ALG2-230 18.3044 Cargador de baterías/ Battery charger 230V AC
Tipo
Type
N.º de pedido
Order No.
1)
18.3023 Pieza insertable de crimpado / Crimping die 25mm² / 4AWG
1)
18.3024 Pieza insertable de crimpado / Crimping die 35mm² / ~2AWG
Denominación
Description
Maletín para crimpadoras
(correa para llevarlo y maletín de plástico incluidos)
Crimping tool case (incl. shoulder strap and plastic carrying case)
3
1a / 1b
2
8 – 9
230 V
1b CZK2-110 18.3112
Contenido / Content
2 CZ-B500 - Crimpadora electrohidraúlica “B500” / Electro hydraulic crimping tool “B500“
3 ALI-18 18.3042 Batería de iones de Li / Battery Li-ION – 14,4V – 3,0Ah
4 MTB11-25-50
5 MTB13-35-50
7 ALG2-110 18.3043 Cargador de baterías / Battery charger 110 / 120V AC
Accesorios opcionales Optional Accessories
8 MTB09-16-50 18.3029 Pieza insertable de crimpado / Crimping die 16mm² / 6AWG
9 MTB14,5-50-50 1)18.3025 Pieza insertable de crimpado / Crimping die 50mm² / 1/0AWG
1)
Alicates y casquillos de engarce a utilizar en aplicaciones UL�
1)
These crimping pliers and inserts shall be used for UL applications�
1)
18.3023 Pieza insertable de crimpado / Crimping die 25mm² / 4AWG
1)
18.3024 Pieza insertable de crimpado / Crimping die 35mm² / ~2AWG
Nota:
Instrucciones de empleo MA306 (www.multi-contact.com)
4 / 16 www.multi-contact.com
Maletín para crimpadoras
(correa para llevarlo y maletín de plástico incluidos)
Crimping tool case (incl. shoulder strap and plastic carrying case)
Note:
Operating instructions MA306 (www.multi-contact.com)
110 / 120
V
Page 5
Advanced Contact Technology
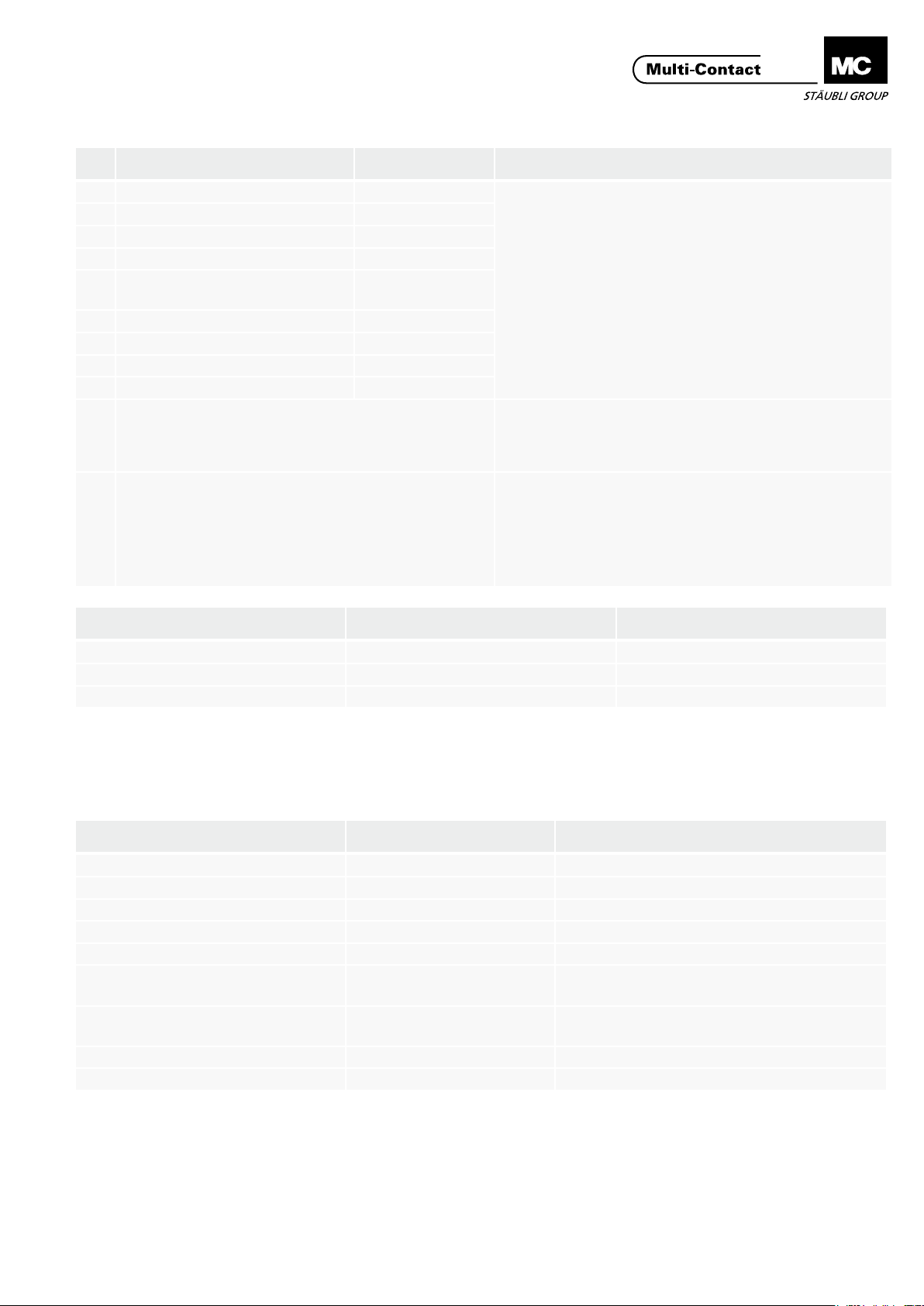
12
(ill. 5)
Herram� de inserción de clavijas/
casquillo s
ME-WZ6, N° de Código 18�3016
5
Ønom. Clavijas/Casquillos: 6mm
(ill. 6)
Herram� de inserción de clavijas/
casquillo s
ME-WZ11/38, N° de Código 18�3021
6
Ønom. Clavijas/Casquillos: 8mm
(ill. 7)
Herramienta de extracción spina
MSA-WZ6, N° de Código 18�3018
7
Ønom. Clavijas/Casquillos: 6mm
(ill. 8)
Herramienta de extracción spina
MSA-WZ8, N° de Código 18�3022
8
Ønom. Clavijas/Casquillos: 8/12mm
(ill. 9)
Herram� de inserción de clavijas/
casquillo s
9
ME-WZ1,5/2, N° de Código 18�3003
Ønom� Clavijas/Casquillos:
1,5/1,57/2mm
(ill. 10)
Herramienta de extracción de clavijas
10
MSA-WZ2, N° de Código 18�3009
Ønom. Clavijas/Casquillos: 2mm
(ill. 11)
Herramienta de extracción de clavijas
MBA-WZ2, N° de Código 18�3008
11
Ønom. Clavijas/Casquillos: 2mm
(ill. 12)
Herramienta de extracción de clavijas
MBA-WZ6, N° de Código 18�3017
Ønom� Clavijas/Casquillos:
6/8/12mm
1)
Para un diametro nominal de 12mm, las
herramientas deben ser utilizadas en modo
inverso� En caso de extraccion del pin, debe
ser utilizada la herramienta de extraccion del
soporte y para extraer el soporte se debe utilzar
la herramienta del pin�
Razon:
El soporte tiene una proteccion anti-contacto
(pin)�
1)
(ill. 5)
Insertion tool pin/socket
ME-WZ6, Order No� 18�3016
Nom.-Ø pin/socket: 6mm
(ill. 6)
Insertion tool pin(socket
ME-WZ11/38, Order No� 18�3021
Nom.-Ø pin/socket: 8mm
(ill. 7)
Extraction tool (pin)
MSA-WZ6, Order No� 18�3018
Nom.-Ø pin/socket: 6mm
(ill. 8)
Extraction tool (pin)
MSA-WZ8, Order No� 18�3022
1)
Nom.-Ø pin/socket: 8/12mm
(ill. 9)
Insertion tool pin/socket
ME-WZ1,5/2, Order No� 18�3003
Nom.-Ø pin/socket: 1,5/1,57/2mm
(ill. 10)
Extraction tool pin
MSA-WZ2, Order No� 18�3009
Nom.-Ø pin/socket: 2mm
(ill. 11)
Extraction tool socket
MSA-WZ2, Order No� 18�3008
Nom.-Ø pin/socket: 2mm
(ill. 12)
Extraction tool socket
MSA-WZ6, Order No� 18�3017
Nom.-Ø pin/socket: 6/8/12mm
1)
For nominal Ø 12mm, the tools have to be
reversed� For pin use the socket extraction tool
and for socket use the pin extraction tool�
Reason:
the socket has a touch protection (pin)
1)
1)
www.multi-contact.com 5 / 16
Page 6

Advanced Contact Technology
(ill. 13)
Cono de centrado MEK-WZ-12,
N° de código 18�5852
13
(ill. 14)
Calefactor de aire caliente 2500W.
14
(ill. 15)
Llave allen de 3mm y 4mm
15
(ill. 13)
Centring taper MEK-WZ-12,
Order No� 18�5852
(ill. 14)
Hot air blower min. 2500W.
(ill. 15)
Hex� key wrench A/F3 and A/F4
Preparación del cable Cable preparation
(ill. 16)
Colocar los accesorios en el cable,
tales como el prensaestopas� Pelar el
cable y los distintos conductores que
lo componen�
Longitud L para:
- Conexión por engarce,
ver la Tab� (pag�3)
- Conexión por tornillo
L = 18
+2
0
mm
(ill. 16)
Place accessories e�g� cable gland
over the cable�
Strip cable and single conductors�
Dimension L, for:
- crimp connection see page 3
- for screw connection L = 18
+2
mm
0
1)
Valores estandar (depende del tipo de cable)
1)
Standard values (depends on type of cable)
Oricio de control
Sight hole
16
Conexión por engarce Crimp connection
(ill. 17)
Escoger en la Tab� (pag�3) el casquillo
de engarce deseado. Introducir el
conductor en el casquillo de engarce
del contacto hasta el tope� Efectuar el
proceso de engarce, manteniendo apretado el conductor en dirección axial
dentro del casquillo a engarzar�
17
Nota:
Antes y después del engarce
deben verse los hilos del conductor a
través del agujero de control.
(ill. 17)
For good crimp quality it is absolutely
necessary to use the crimping tools
recommended by MC�
Crimping insert see page 3. Insert
wire into the contact crimping sleeve
to the end stop� During the crimping
operation gently push the wires into
the sleeve�
Note:
Wires must be visible in the sight
hole before and after crimping.
6 / 16 www.multi-contact.com
Page 7

Advanced Contact Technology
18
Conexión por tornillo Screw connection
Para los contactos con conexión por
tornillo deben utilizarse terminales en
el extremo del cable según DIN 46228
Parte 1�
Los tornillos se aprietan con la llave
allen de 4mm, ver la ill.15.
According to DIN 46228 Part 1, a wire
end ferule must be used with screw
type connections� The screws are
tightened with a hex� socket wrench
A/F4 (see ill� 15)�
Montaje de los contactos Contact assembly
(ill. 18)
Nota:
Para facilitar el montaje de los
contactos, convie-ne sumergir previamente el cuerpo aislante en aguarrás o alcohol industrial. No utilizar
substancias que contengan grasa (no
usar talco).
(ill. 18)
Note:
To facilitate installation immerse
the insulation carrier in white spirit
or industrial alcohol before inserting
the contacts. Do not use any greasy
materials or talc.
20
(ill. 19)
Escoger la herramienta adecuada
según indica la (ill. 5-12). Introducir los
contactos con la herramienta de inserción adecuada hasta que queden bien
encajados en su alojamiento respectivo� Se recomienda que para éllo se
coloquen los cuerpos aislantes sobre
una supercie plana y que se maneje
la herramienta perpendicularmente a
esta supercie.
19
(ill. 20)
Para TSB250/...
Alojamientos de los contactos hembra
con protección contra contactos acci-
dentales en “U” y “V”. Para simplicar
el montaje, cuando se insertan los
casquillos de be utilzarse el usillo en
forma de cono MEK-WZ-12 (ill� 13)�
(ill. 21)
En caso de reparación, los contactos
podrán extraerse del cuerpo aislante
con la ayuda de la herramienta de
extracción apropiada
(ill� 5-12)�
(ill. 19)
Tools according to ill� 5-12� Press in
the contacts with insertion tool until
the contacts can be felt engaging. It
is advisable to place insulator on a at
surface� Be sure to keep tool straight
when installing or removing contacts�
(ill. 20)
For TSB250/...
Insert socket with touch protection in
the contact holes “U” and “V”�
To simplify assembly when inserting
the sockets the centring taper
MEK-WZ-12 (ill� 13) should be used�
(ill. 21)
In the case of repairs, contacts are
extracted and replaced with the corresponding extraction tool (ill� 5-12)�
21
www.multi-contact.com 7 / 16
Page 8

Advanced Contact Technology
Supercie a encolar
Bonding surface
Pieza moldeada
Moulded part
Guaina termoretraible
Shrink sleeve
Cavo
Conductor
Conductor
Conductor
23
24
Montaje del manguito o
fund a termoretráctil
Cuando use la carcasa vea pág.
9-16.
(ill. 22-23)
Estas piezas moldeadas son termoretráctiles y están encoladas
interiorment e con un adhesivo� Frotar
la funda envolvente del cable y el
cuerpo aislante con tela de esmeril del
tamaño de grano 80-100 para crear
una rugosidad en la supercie de
ambos�
Recomendación:
Antes de frotar con tela de esmeril,
calentar la funda del cable con el
calefactor de aire caliente (10-15
22
25
segundos a 400°C).
Limpiar las zonas rugosas de la
supercie a encoloar (por ejemplo
con MEK, acetona, etc�)� Limpiar
ligeramente el interior de las piezas
moldeadas si éllas han estado fuera
del embalaje durante algún tiempo.
Colocar en el cable la pieza moldeada
sin contraer. Insertar a la mano, en
la parte posterior del cuerpo aislante
(lado de conexión donde los aloja-
-mientos de los contactos tienen el
diá-metro mayor), cada uno de los
contactos en su alojamiento respec-
-tivo. Introducir la pieza moldeada con
el borde reforzado hacia adelante siguiendo la ranura del cuerpo aislante y
proceder a continuación a su jación,
contrayéndola medi-ante el soplado
de aire caliente (mínimo 2500W),
actuando en el sentido del conector
hacia el cable�
Nota (ill. 24):
Es importante que la pieza moldeada sea calentada lo más uniformemente posible en toda su supercie. Limpiar todo exceso de adhesivo
que se observe. Antes de proceder
a cualquier otra manipulación es
necesario esperar a que la pieza
moldeada y el conector enchufable
se hayan enfriado completamente.
Los cables aislados en PVC son más
difíciles de encolar que los aislados
en PUR. Tanto para TSS-150/...-UR
como TSB150/...-UR tienen que
protegerse de sobrecalentamientos
durante el ajuste de la funda termoretráctil WST...
(ill. 25)
In caso di cavi sottoposti a forte
trazione, o di cavi con scarse proprietà
di incollaggio, si consiglia di montare
sulla guaina di protezione del cavo
una guaina termoretraibile , disponibile in commercio, rivestita di colla internamente� Eseguire la preparazione
delle suopercie di incollaggio come
indicato sopra:
Assembly of form shroud
When using the end housing, see
page 9/16.
(ill. 22-23)
The form shrouds are coated inside
with an adhesive and shrink when
heated� Roughen cable sheating and
insulator with emery cloth 80-100 grit�
Recommendation:
Prior to roughening, heat cable
sheathing with a hot-air blower (10-
15s at 400°C).
Clean roughened bonding surfaces
(e.g. with MEK, acetone, etc.). If form
shroud has been stored unpacked for
a long time, clean internally�
Place unshrunken form shroud on the
cable. Insert contacts by hand into the
contact holes of the insulator from the
connecting side (larger hole diameter)�
Slip form shroud with the reinforced
edge in front over insulator groove
and shrink by using the hot-air blower
(min� 2500W), working from plug side
to cable�
Note (ill. 24):
Be sure to heat the circumference
of the form shrouds as evenly as
possible. If adhesive emerges, wipe it
off. Allow form shrouds and connector to cool down completely before
handling further. PUR conductors are
easier to bond than PVC conductors.
Both TSS150/...-UR and TSB150/...UR are to be protected from overheating during the shrinking of the
WST... shroud.
(ill. 25)
In the case of high pulling loads or
conductors with poor bonding characteristics, it is advisable to shrink an
ordinary shrink sleeve coated inside
with adhesive on to the cable sheath�
Prepare bonding surfaces as directed
above�
The following conductors have been
tested and found suitable for bonding:
8 / 16 www.multi-contact.com
Page 9
Advanced Contact Technology
Pos. Tipo de cable
Conductor type
Marca
Make
1 Ölex-Cable Lapp
2 Cable amarillo luminoso Giffas
3 Cable 800 FD Lapp
4 Cable YSL/QY Lapp
5 frEEexâPrimary circuit cable
UL -Style 20234 80°C 600V
E+E Kabeltechnik
(Ernst + Engbring)
6 Spezial Gore Cable Gore
7 Cable ERK 0957 Leoni
8 Cable Ho7RN-F3G 10213 Titanex
9 SAB PUR 0774 9084 + 9085 SAB Kabel
10 Cable redondo modelo 20669
Round cable Style 20669
11 Cable de una sóla alma modelo
1015
Single-core Style 1015
Nota
Note
Cumple los requisitos relativos al esfuerzo de tracción según DIN
EN 61987/Tab.6
Pulling load specication complies to DIN EN 61987
Table 6 (Strain relief values)
Debe utilizarse con conectores UL y con cables de 16/25/35mm² o
AWG 6/4/2
Must be used with UL plug connectors with cable 16/25/35mm
2
or AWG 6/4/2.
Debe utilizarse con conectores UL y con cables de 50/70/95mm² o
AWG 1/0-2/0-3/0.
Los contactos siguientes deben usarse con cada uno de los cables
cuyo diámetro se indica:
Must be used with UL plug connectors with cable 50/70/95mm
2
or AWG 1/0-2/0-3/0. The following contacts are to be used for each
cable diameter:
Sección del conductor
Cross section
2
50mm
2
70mm
2
95mm
AWG
1/0 35 - 50mm
2/0 50 - 70mm
3/0 70 - 95mm
Contacto MC para terminal de sección
MC-Contact for terminal cross-section
2
2
2
Montaje de la caja de protecció n Assembly of end-housing
Cuando use termoretráctiles vea pág� 7-16� When using the unshrunken forms, see page 7/16�
Tipo
Type
EG-TS-PG29/100 15.5170 TSB..., TSS..., TID-B...
EG-TS-PG36/150 30.0020 TSB150/..., TSS150/...
EG-TS-PG36/150/2 30.0060 TSB150/2..., TSS150/2..., TSB150/3..., TSS150/3...
EG-TS-M40-135-3 15.5168 TSB..., TSS..., TID-B...
EG-TS-M50-150-3 30.0018 TSB150/..., TSS150/..., TID-B150...
EG-TS-M50-150-4/5 30.0063 TSB150/2..., TSS150/2..., TSB150/3..., TSS150/3...
EG-TS-M63 30.0066 TSB150/2..., TSS150/2..., TSB150/3..., TSS150/3...
EG-TS16-20/135K
EG-TS20-24/135K
1)
2)
N° Código.
Order No.
Adecuado para
Suitable for
TID-B150/2..., TID-B150/3..., TSS250/..., TSB250/...
TID-B150/2..., TID-B150/3..., TSS250/..., TSB250/...
15.0326 TSB..., TSS..., TID-B...
15.0327 TSB..., TSS..., TID-B...
1)
con insertos espec. de atornillar para exterior de cable 16mm- 20mm
2)
con insertos espec. de atornillar para exterior de cable 20mm- 24mm
1)
with special cable glands for cable outer-Ø 16mm-20mm
2)
with special cable glands for cable outer-Ø 20mm-24mm
www.multi-contact.com 9 / 16
Page 10

Advanced Contact Technology
(ill. 26)
Primeramente, colocar las los dos
semi-carcasas en la parte de atrás del
conector, luego atornillarlas y seguidamente, montar el prensaestopas�
Utilizar únicamente pren-saestopas de
material plástico� En el caso de utilizar
excepcionalmen-te un prensaestopas
metálico, como medida de seguridad,
éste deberá ser conectado a masa� El
prensaestopas Pg no forma parte de
nuestro suministro�
En aplicaciones UL, deberán usarse
los siguientes prensa-estopas:
- Lapp SKINTOP STRM 50x1,5
(para aplicaciones con cables de
16/25/35mm²)
- Hummel HSK-K-Multi M50x1,5,
taladro 3x14mm (para cables de
3x50mm²).
Nota:
Puede optarse por una salida
del cable recta o acodada a 90° sin
necesidad de desmontar los contactos ni la carcasa. La salida de cable
que no se utiliza es obturada con un
26
tapón ciego que se suministra junto
con la caja.
(ill. 26)
First of all, screw on the two halfshells and then attach the cable gland�
Only a plastic cable gland should be
used�
Nevertheless, should a metal cable
gland in exceptional conditions be
used, then it must be included in the
safety measures� Cable gland is not
included�
In UL applications the following cable
glands must be used:
- Lapp SKINTOP STRM 50x1,5 (for application with 16/25/35mm² cables)
- Hummel HSK-K-Multi M50x1,5,
insert drilled 3x14mm (for 3x50mm²
applications)�
Note:
There is a choice of a straight or
90° cable output without having to
dismantle the contacts (half-shells).
Accordingly, the unused cable exit is
tted-out with a threaded cover.
(ill. 27)
S
S
Para poder atornillar las semicubiertas
incluso bajo difíciles condiciones de
montaje, los tornillos (S) son montables por ambos lados�
27
(ill. 27)
In case of unfavorable assembly
circumstances, the xing screws (S)
can be mounted on both side of end
housing�
10 / 16 www.multi-contact.com
Page 11
Advanced Contact Technology
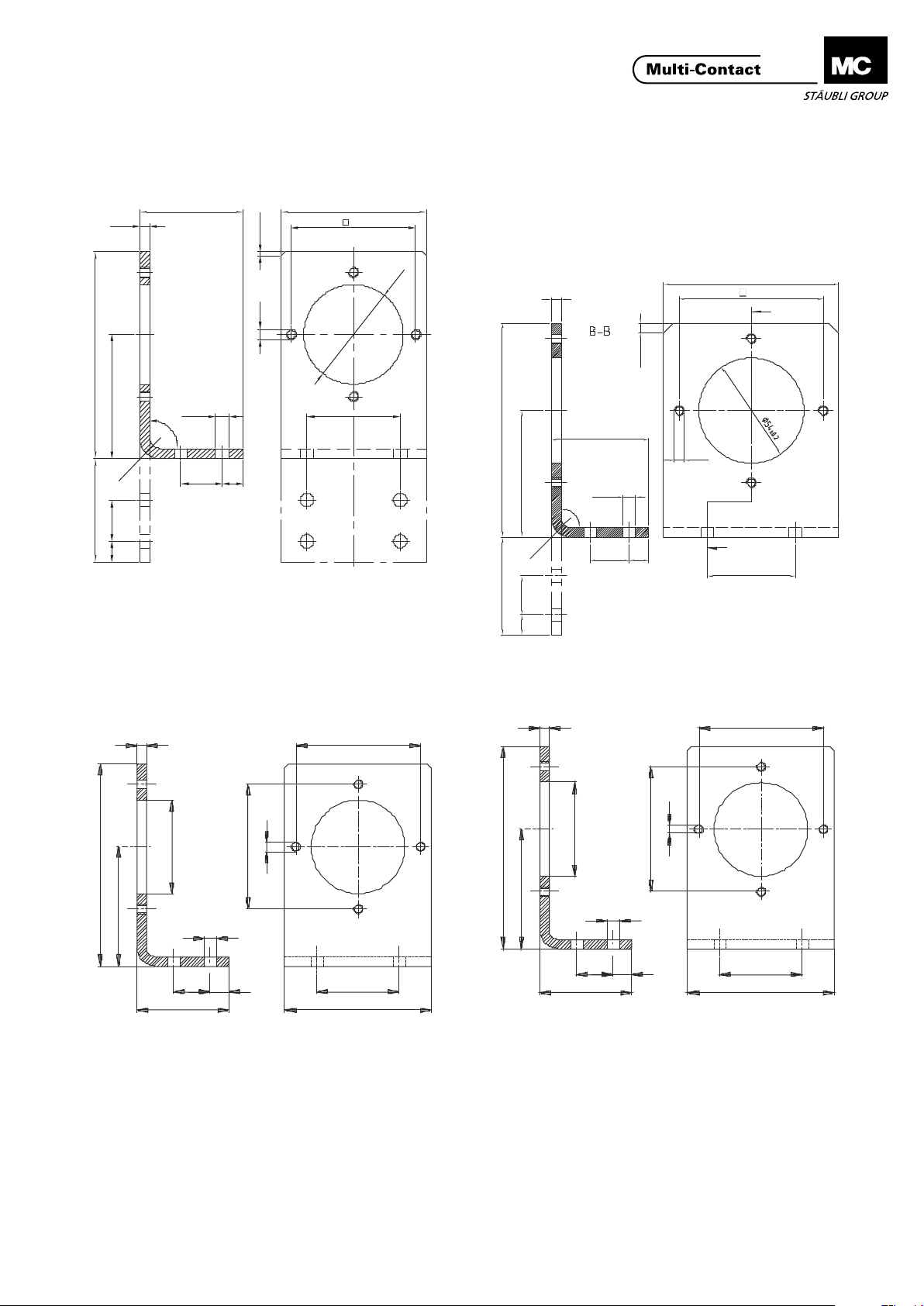
W -TS /150/2
Soporte Bracket
(5)
50
70
60
2x45°
Ø48
5
M 5
5x45 °
60
R5
(50) 100
90°
Ø6,6
20
10
45
110
65
50
M 5
Ø6. 6
90°
90
74
±0. 2
B
(20)
45
B
±0. 15
10
(10 )
W -T S
R5
(50)
(20)
(10)
20
W -TS250
745
685
74
68
110
Ø51
M 5
110
65
65
Ø6.6
Ø59
Ø6.6
20 10
20 10
50
45
80
50
M 5
45
90
W -TS /150
www.multi-contact.com 11 / 16
Page 12

Advanced Contact Technology
Tipo
Type
W-T S 15.5043
W-TS/150 15.5044
W-TS/150/2 30.0061
W-TS/250 30.0064
N° código
Order No.
Material
Acero
Steel
Acero
Steel
Acero
Steel
Acero
Steel
Para el modelo
Suitable for
TSB-..., TSS...
TSB150/..., TSS150/...
TSB150/2... TSS150/2...
TSB250, TSS250
Montaje de los contactos
piloto
(ill. 28)
Nota:
Los contactos piloto no pueden
utilizarse con los conectores de norma UL. Quitar los tapones ciegos (de
color azul) colocados en el alojamiento de los contactos con la ayuda de la
herramienta de extracción de clavijas
MSA-WZ-2 (18.3009) o la herramienta de extracción de casquillos
MBA-WZ-2 (18.3008).
28
(ill. 29)
Engarzar los contactos piloto en los
respectivos conductores (0,5mm² 1,5mm²):
- Casquillos de contacto para TSS
- Clavijas de contacto para TSB
Usar los alicates de engarce M-CZ,
Locator MES-CZ-1,5/2� Longitud a
29
pelar según ill. 29.
Assembly of pilot contacts
(ill. 28)
Note:
Pilot contacts cannot be used in
UL plug connectors.
Remove, from the plug-in side, the
blue blind plugs from the contact
holes with the help of either the pin
extraction tool MSA-WZ2 (18.3009)
or socket extraction tool MBA-WZ2
(18.3008).
(ill. 29)
Crimp the pilot contacts onto the
cable (0,5mm²-1,5mm²):
- contact socket for TSS
- contact pin for TSB
Crimping pliers M-CZ, insert
MES-CZ1,5/2, cable stripping length
see ill� 29�
12 / 16 www.multi-contact.com
Page 13

Advanced Contact Technology
Ajuste de los alicates de engarce
(a seleccionar)
1,5mm² = Sel.No.6 (AWG16)
1,0mm² = Sel.No.5 (AWG18)
0,75mm²=Sel.No. 5 (AWG18)
0,5mm² = Sel.No.4 (AWG20)
Pelar el cable e introducirlo en el casquillo de conexión tal como� Efectuar
el proceso de engarce�
Introducir a presión los contactos
piloto mediante la herramienta de
inserción ME-WZ-1,5/2 (18�3003) por
el lado de conexión hasta que se note
que han encajado perfectamente en
sus alojamientos�
30
(ill. 30)
Comprobar visualmente la correcta
colocación en el sentido del eje de los
contactos piloto:
- Para el tipo TSB, las clavijas deben
quedar enrasadas o, como máximo,
retiradas de 1mm respecto a la supercie frontal de la cara de conexión.
- Para el tipo TSS: los casquillos deben
quedar retirados de 2mm a 2,5mm
respecto a la supercie frontal de las
„torretas aislantes“� Los casquillos
que eventualmente queden montados
demasiado adelantados, pueden recolocarse en su posición correcta con la
ayuda de la herramienta de extracción
de casquillos�
Crimping position (selector)
1,5mm² = Sel.Nr.6 (AWG16)
1,0mm² = Sel.Nr.5 (AWG18)
0,75mm²=Sel.Nr. 5 (AWG18)
0,5mm² = Sel.Nr.4 (AWG20)
Strip cable and insert into crimping
sleeve� Crimp the cable�
Press the pilot contact, from the connection side, into the contact chamber
until it snaps into place with the help
of the contact insertion tool
ME-WZ1,5/2 (18�3003)�
(ill. 30)
Visual control of the axial mounting
position of the pilot contacts:
The front face of the pins in the TSB,
should be ush mounted or set back
by up to 1mm.
The sockets in the TSS should be set
back approx. 2mm-2,5mm from the
front face of the insulating contact
chamber�
If the sockets have been pressed in
too far, their position should be corrected with the socket extraction tool
31
Tipo
Pos.
Type
1 6KT.KOD.A 31.5300 9
1 6KT.KOD.S 31.5301 11
2 6KT.KOD.TID/S2 30.5309 11
3 6KT.KOD.TID/S180 30.5311 11
3 6KT.KOD.TID/S135 30.5313 9
N° código
Order No.
Cota entre caras
Across ats
Montaje del indicador del
código hexagonal
(ill. 31)
Introducir a presión el indicador del
código hexagonal para TSB���,TSS���
en la posición deseada hasta que se
note que ha quedado bien encajado
a tope�
Systema de
jación
Fitting system
Engatillar
Plug-in
Engatillar
Plug-in
Atornillar
Screw-in
Engatillar
Snap-in
Engatillar
Snap-in
Para el modelo
Fits to
TID-B/..., TAD/..., TSB/..., TSS/...
TID-B150/..., TID-B/150/2/..., TID-B/150/3/..., TSB150/...,
TSB150/2/..., TSS150/..., TSS150/2/...,TSB150/3/...,
TSS150/3/...
TID150/2-S8/M8,
TID150/3-S8/M8
TID150-S8/M8, TID150-SP8, TSB250, TSS250,
TID-B250
TID-S6/M5
Assembly of hex. coding pin
(ill. 31)
Press-in the TSB��� and TSS��� enclosed hex� coding pin in the desired
position until it can be heard engaging�
32
www.multi-contact.com 13 / 16
Page 14

Advanced Contact Technology
Nota:
Los conectores macho y hembra con brida así como las
tomas empotrables 3+N+PE se suministran siempre con el
código de montaje 31.5301 como sigue :
TSB150/2/... TSS150/2/... TID-B150/2/...
Sugerencia para la codicación de MC MC Coding suggestion
Vista frontal Front view
Note:
3+N+PE anged female plugs, anged male sockets and
receptacles are always delivered with assembled coding, as
follows:
Código 1 / Coding 1 Código 3 / Coding 3
Código 2 / Coding 2 Código 4 / Coding 4
14 / 16 www.multi-contact.com
Page 15

Advanced Contact Technology
Nota / Notes:
www.multi-contact.com 15 / 16
Page 16

Advanced Contact Technology
Nota / Notes:
Fabricante/Producer:
Multi-Contact AG
Stockbrunnenrain 8
CH – 4123 Allschwil
Tel. +41/61/306 55 55
Fax +41/61/306 55 56
mail basel@multi-contact.com
www.multi-contact.com
© by Multi-Contact AG, Switzerland – MA200 – 03.2015, Index m, Global Communications – Sujeto a modicaciones / Subject to alterations
 Loading...
Loading...