

Page 1

MITSUBISHI
BNP - B2182E(RUS)
ELECTRIC
Установка ЧПУ
серия 60/60S
Изменения к лучшему
MELDASMAGIC 64
Руководство по программированию (фрезерная версия)
Page 2

MELDAS, MELDASMAGIC являются зарегистрированными торговыми знаками
компании Mitsubishi Electric Corporation. Другие компании и названия выпускаемой ими
продукции, встречающиеся в настоящем руководстве, являются торговыми марками
или зарегистрированными торговыми марками соответствующих компаний.
Page 3
Введение
риор
щ
ру
,
р
р
Настоящая инструкция является руководством по программированию устройств серии
MELDAS 60/60S, MELDASMAGIC64. В настоящем руководстве приведено описание
правил программирования, поэтому настоящим руководством следует тщательно
ознакомиться перед началом программирования. Также следует тщательно
ознакомиться с «Указаниями по безопасности», расположенными на следующей
странице, что позволить обеспечить безопасное применение устройства с ЧПУ.
*Серия "MELDAS60 " включает модели M64A/M64/M65/M66/M65V.
*Серия "MELDAS60S " включает модели M64AS/M64S/M65S/M66S.
Детальное описание, приведенное в настоящем руководстве.
Внимание
Для устройств, описанных в разделах "Ограничения" или "Пригодное для
использования положение" настоящего руководства, инструкции по эксплуатации,
изданные производителями машин, имеют п
Были приложены все усилия для описания в настоящем руководстве по эксплуатации
как можно большего количества способов управления. Позиции, не описанные в
настоя
Настоящее руководство составлено для версии, при которой в систему включены все
опциональные функции. Смотри соответствующие спецификации производителя
машинного оборудования перед началом использования.
Смотри инструкцию по эксплуатации от производителя соответствующего
оборудования для получения детальной информации по каждой станочной системеl.
ем
ководстве
должны
ассмат
иваться как "невозможные".
итет над настоящим руководством.
Некоторые меню и функции отличаются в зависимости от используемой системы
ЧПУ (либо ее версии), а применение некоторых функций является невозможным.
Перед использованием следует проверить все технические параметры системы.
Общие указания по безопасности
(1) Смотри следующую документацию для получения деталей по управлению
Инструкция по эксплуатации серии MELDAS 60/60S……. BNP-B2180
Page 4
Указания по безопасности
у
формац
Для обеспечения правильного использования следует всегда тщательно знакомиться с
техническими параметрами, выпускаемыми производителем машинного оборудования,
настоящее руководство, сопутствующие инструкции и прилагаемые документы перед
установкой, эксплуатацией, программированием, техническим обслуживанием или
техническими проверками.
Следует понять принцип действия числового контроллера, указания по безопасности и
предупреждения перед началом использования системы.
Настоящее руководство подразделяет указания по безопасности на "Опасность",
"Предупреждение" и "Внимание".
При неправильном управлении возможно серьезное травмирование
ОПАСНОСТЬ
ПРЕДУПРЕЖДЕНИЕ
ВНИМАНИЕ
Следует учитывать, что позиции, обозначенные как " Внимание", могут иметь более серьезный
эффект в зависимости от ситуации. В любом случае в них приводится важная информация,
которая всегда должна выполняться.
пользователя либо неминуемый летальный исход.
При неправильном управлении возможно серьезное травмирование
пользователя либо летальный исход.
При неправильном управлении возможно травмирование пользователя
либо физическое повреждение.
ОПАСНОСТЬ
Не применяется в настоящем руководстве.
ПРЕДУПРЕЖДЕНИЕ
Не применяется в настоящем руководстве
ВНИМАНИЕ
1. Позиции, относящиеся к продукту и руководству
Для устройств, описанных в разделах "Ограничения" или "Пригодное для использования
положение" настоящего руководства, инструкции по эксплуатации, изданные производителями
машин, имеют приоритет над настоящим руководством.
Были приложены все усилия для описания в настоящем руководстве по эксплуатации как можно
большего количества способов управления.
Позиции, не описанные в настоящем руководстве, должны рассматриваться как "невозможные".
Настоящее руководство составлено для версии, при которой в систему включены все
опциональные функции. Смотри соответствующие спецификации производителя машинного
оборудования перед началом использования.
Смотри инструкцию по эксплуатации от производителя соответствующего оборудования для
пол
чения детальной ин
Некоторые меню и функции отличаются в зависимости от используемой системы ЧПУ
(либо ее версии), а применение некоторых функций является невозможным. Перед
использованием следует проверить все технические параметры системы.
ии по каждой станочной системеl.
Page 5
ВНИМАНИЕ
2. Позиции, относящиеся к эксплуатации
Перед началом непосредственной обработки следует всегда выполнять пуск в холостом режиме
для проверки программы обработки, уровня смещения резца и уровень смещения заготовки и т.д.,
Если уровень смещения системы координат заготовки изменился во время остановки единичного
блока, новая настройка вступит в силу со следующего блока.
Включить и выключить зеркальное отображение в центре управления обработки в зеркальном
отображении
Если уровень смещения резца изменился в автоматическом режиме работы (включая остановку
единичного блока), данный уровень вступит в силу со следующего блока или последующих
блоков.
3. Позиции, относящиеся к программированию
Команды "без значения после G" рассматриваются при работе как "GOO" .
";" "EOB" и "%" "EOR" являются пояснительными символами. Фактическими кодами для ISO
являются «Продольная подача» "%", а «Конец блока» и «Конец записи» для EIA.
При составлении программы обработки следует выбрать подходящие условия обработки
и убедиться в том, что не превышены данные производительности, мощности и
предельные параметры станка и блока NC. Примеры не учитывают условия обработки.
Page 6

СОДЕРЖАНИЕ
страница
1. Оси управления .............................................................................................................. 1
1.1 Группа координат и ось управления......................................................................... 1
1.2 Системы координат и символы нулевой точки координат....................................... 2
2. Единицы команд ввода ................................................................................................ 3
2.1 Единицы команд ввода............................................................................................. 3
2.2 Единицы входных настроек ...................................................................................... 3
3. Форматы данных............................................................................................................. 4
3.1 Коды ленты ............................................................................................................... 4
3.2 Программные форматы............................................................................................ 7
3.3 Функция проверки адреса программы ...................................................................... 9
3.4 Формат ЗУ на магнитных лентах ............................................................................. 10
3.5 Опциональный пропуск блока .................................................................................. 10
3.6 Номера программы/ряда/блока; O , N , B................................................................... 11
3.7 Четность H/V............................................................................................................. 12
3.8 Списки G кодов ......................................................................................................... 13
3.9 Меры предосторожности перед началом обработки ............................................... 16
4. Буферный регистр ..........................................................................................................17
4.1 Входной буфер ......................................................................................................... 17
4.2 Буфер предварительного чтения............................................................................. 18
5. Позиционные команды..................................................................................................19
5.1 Способы позиционных команд; G90 , G91 .............................................................. 19
5.2 Преобразование дюйм/метр; G20, G 2 1 ................................................................2 1
5.3 Ввод десятичной запятой.........................................................................................25
6. Функции интерполяции.................................................................................................. 29
6.1 Позиционирование (быстрый ход); GOO .................................................................. 29
6.2 Линейная интерполяция; G01................................................................................... 35
6.3 Выбор плоскости; G17, G18, G19 ........................................................................... 37
6.4 Круговая интерполяция; G02, G03 .......................................................................... 39
6.5 Круговая интерполяция с R характеристикой; G 0 2 , G 0 3 ........................................ 4 3
6.6 Винтовая интерполяция; G17to G1 9, G02, G03 ..................................................... 45
6.7 Нарезание резьбы .................................................................................................... 49
6.7.1 Нарезание резьбы с постоянной подачей; G33................................................ 49
6.7.2 Нарезание дюймовой резьбы; G3 3 ................................................................. 52
6.8 Однонаправленное позиционирование; G60........................................................... 53
6.9 Круговая интерполяция; G07.1................................................................................. 55
6.10 Интерполяция полюсных координат; G1 2 . 1 ............................................................. 63
6.11 Интерполяция экспоненциальной функции; G 0 2.3, G03.3....................................... 70
6.12 Команда полярной системы координат; G16........................................................... 76
Page 7

7. Функции подачи................................................................................................................82
7.1 Скорость быстрого хода ...........................................................................................82
7.2 Скорость подачи при резке ......................................................................................82
7.3 Синхронная подача; G94, G95 ..............................................................................83
7.4 Назначение скорости подачи и ее влияние на оси управления .............................. 85
7.5 Контроль точной остановки; G09 ............................................................................ 88
7.6 Режим контроля точной остановки; G 6 1 ................................................................90
7.7 Контроль замедления...............................................................................................90
7.7.1 G1 -> G0 контроль замедления ........................................................................ 92
7.7.2 G1 ->G1 контроль замедления........................................................................ 93
7.8 Автоматическая коррекция углов; G62 ...................................................................94
7.9 Режим нарезания резьбы метчиком; G63 ...............................................................99
7.10 Режим резания; G64 ................................................................................................99
8. Выдержка времени .......................................................................................................10 0
8.1 Посекундная выдержка; G 0 4 ...................................................................................100
9. Прочие функции .............................................................................................................102
9.1 Прочие функции (M8-значные BCD).........................................................................102
9.2 Вторичные прочие функции (В8-значные, А8-значыне или C8-значные) .............104
10. Шпиндельные функции .................................................................................................105
10.1 Шпиндельные функции (S2-значные BCD ) ............................................................105
10.2 Шпиндельные функции (аналоговые S6-значные)..................................................105
10.3 Шпиндельные функции (S8-значные)......................................................................105
10.4 Постоянный контроль скорости поверхности; G96, G 9 7 ......................................106
10.4.1 Постоянный контроль скорости поверхности ..................................................106
10.4.2 Настройка скорости зажима шпинделя; G92 .................................................107
10.5 Управление шпинделем/C осью ..............................................................................108
10.6 Контроль синхронизации шпинделя I ; G 1 14.1.........................................................111
10.7 Контроль синхронизации шпинделя II.....................................................................116
10.8 Управление несколькими шпинделями ...................................................................123
10.8.1 Управление несколькими шпинделями I (команда для нескольких шпинделей)
………………………………………………………………………………………….124
10.8.2 Управление несколькими шпинделями I (команда выбора шпинделя)...........125
10.8.3 Управление несколькими шпинделями II.........................................................12 8
11. Функции резца ................................................................................................................131
11.1 Функции резца (T8-значные BCD)...........................................................................131
12. Функции смещения резца..............................................................................................132
12.1 Смещение резца.......................................................................................................132
12.2 Смещение/стирание по длине резца; G 4 3, G44/G 4 9 ............................................137
12.3 Коррекция на радиус вершины резца......................................................................140
12.3.1 Операция коррекции на радиус вершины резца .............................................141
12.3.2 Прочие операции во время коррекции на радиус вершины резца .................151
12.3.3 G41/G42 команды и назначение I, J, K............................................................159
12.3.4 Прерывания во время коррекции на радиус вершины резца ......................... 165
Page 8

12.3.5 Общие меры предосторожности при коррекции на радиус вершины резца ..167
12.3.6 Изменение № смещения во время режима коррекции ...................................168
12.3.7 Начало коррекции на радиус вершины резца и резка по Z оси в действии . ..170
12.3.8 Контроль столкновений.....................................................................................172
12.4 Запрограммированный ввод смещения резца; G10 ...............................................179
12.5 Смещение позиции резца; G45 до G48 .................................................................184
12.6 Ввод данных о сроке эксплуатации резца ..............................................................191
13. Вспомогательные программные функции .................................................................194
13.1 Фиксированные циклы..............................................................................................194
13.1.1 Стандартные фиксированные циклы; G80 до G89, G73, G74 , G76 ...............194
13.1.2 Исходная точка и возврат к уровню точки R ; G 9 8 , G 99 ..................................216
13.1.3 Настройка координат заготовки в фиксированном цикле ...............................217
13.2 Специальный фиксированный цикл; G3 4 , G35, G 3 6 , G37.1 ..................................218
13.3 Подпрограммное управление; M98, M99, M198.......................................................222
13.3.1 Вызов подпрограммы при помощи команд M98 и M99.....................................222
13.3.2 Вызов подпрограммы при помощи команд M198..............................................228
13.4 Переменные команды ..............................................................................................229
13.5 Макропараметры пользователя ..............................................................................232
13.5.1 Макрокоманды пользователя ............................................................................232
13.5.2 Команда макровызова.......................................................................................233
13.5.3 Переменные ......................................................................................................240
13.5.4 Типы переменных..............................................................................................242
13.5.5 Арифметические команды ...............................................................................279
13.5.6 Команды управления ........................................................................................284
13.5.7 Команды наружного вывода ..............................................................................287
13.5.8 Меры предосторожности ..................................................................................289
13.5.9 Фактические примеры использования макрокоманд пользователя ..............291
13.6 Зеркальное изображение G команды; G50.1 , G 5 1 .1 .............................................295
13.7 Скашивание углов/закругление углов.......................................................................298
13.7.1 Скашивание углов ",C_"....................................................................................298
13.7.2 Закругление углов ",R_"....................................................................................300
13.8 Круговая резка; G1 2, G13 ........................................................................................301
13.9 Ввод программных параметров; G10, G1 1 ............................................................303
13.10 Макропрерывание...................................................................................................304
13.11 Возврат к позиции изменения резца......................................................................313
13.12 Стандартное линейное управление; G 4 0 . 1 / G 4 1 .1/G 4 2 . 1........................................316
13.13 Высокоточное управление ......................................................................................327
13.14 Высокоскоростное высокоточное управление.......................................................339
13.15 Точное нарезание шлицов ......................................................................................343
13.16 Масштабирование; G5 0 / G 5 1 ....................................................................................350
14. Функции настройки системы координат ....................................................................353
14.1 Группы координат и оси управления........................................................................353
14.2 Базовый станок, заготовка и местные системы координат ......................................354
14.3 Нулевая точка и 2-я, 3-я, 4-я исходная точка (нулевая точка) станка ....................355
14.4 Базовая система координат станка .......................................................................356
Page 9

14.5 Настройка системы координат ( G92) ......................................................................357
14.6 Автоматическая настройка системы координат .....................................................358
14.7 Возврат к исходной точке (нулевой точке) ; G 2 8, G29 ............................................359
14.8 Возврат ко 2ой, 3ей, и 4ой исходной точке (нулевой точке); G30 ..........................363
14.9 Простой возврат к нулевой точке.............................................................................366
14.10 Контроль исходной точки; G27 ...............................................................................371
14.11 Настройка и смещение системы координат заготовки; G54to G59 .....................372
14.12 Настройка местной системы координат; G52 ........................................................383
14.13 Предварительная установка системы координат заготовки; G9 2 . 1 .....................387
15. Вспомогательные измерительные функции...............................................................392
15.1 Автоматический замер длины резца; G37 ............................................................392
15.2 Функция пропуска; G31 ...........................................................................................396
15.3 Многоуровневая функция пропуска; G31.n, G 0 4 .....................................................401
15.4 Многоуровневая функция пропуска 2 ......................................................................403
15.5 Пропуск изменения скорости...................................................................................406
15.6 Программируемое ограничение тока......................................................................409
16. Режим обработки ..........................................................................................................410
16.1 Высокоскоростной режим обработки .....................................................................410
Приложение 1. Таблица соответствия номеров ввода программных параметров 413
Приложение 2. Программные ошибки.............................................................................416
Приложение 3. Порядок очередности команд G функции ...........................................433
IV
Page 10
1. Оси управления
д
е
стола
д
д
1.1 Группа координат и ось управления
1. Оси управления
1.1 Группа координат и ось управления
Функция и назначение
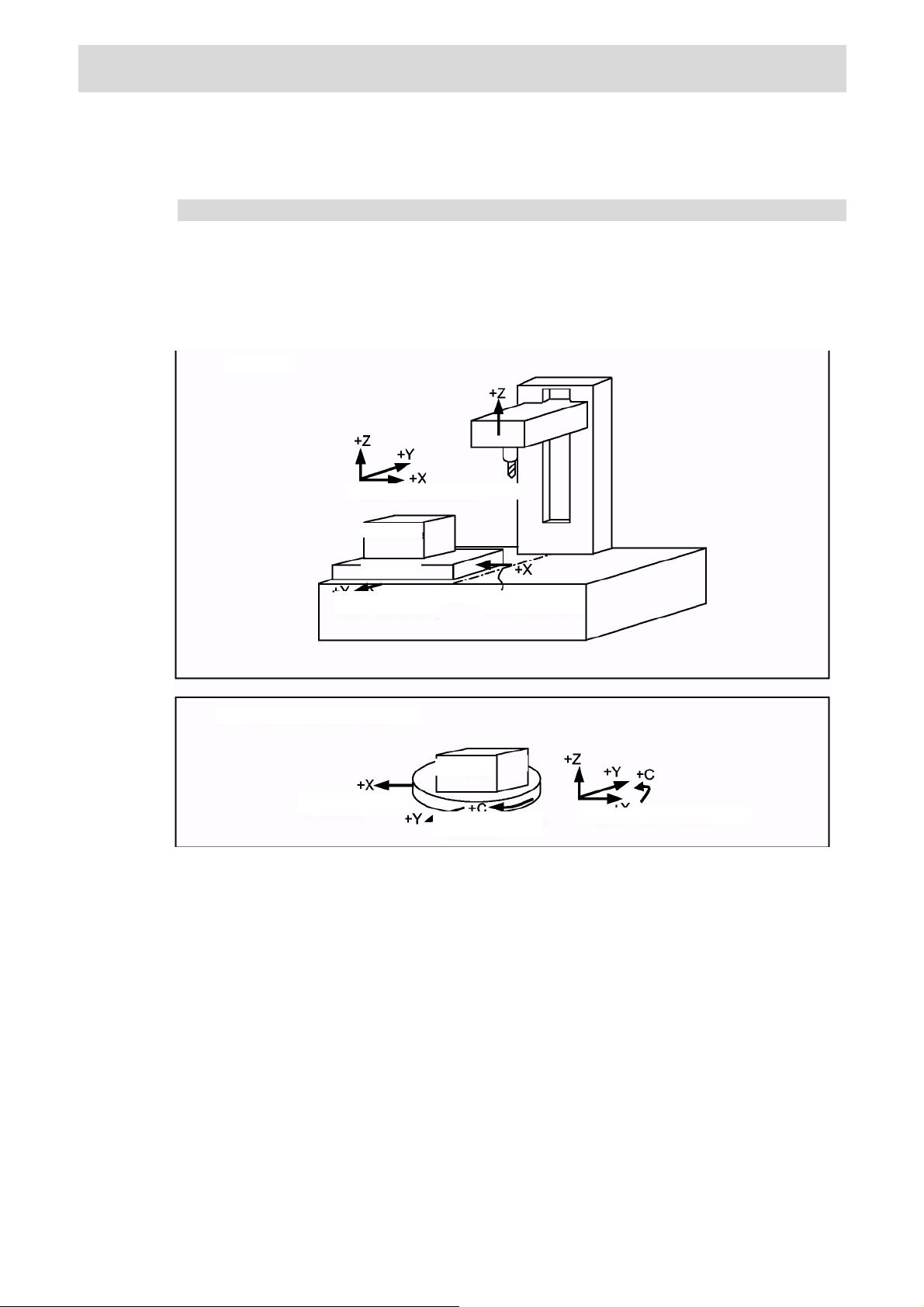
В стандартных параметрах существует 3 оси управления, но, в случае добавления
дополнительной оси, может осуществляться управление 4 осями.
Назначение направления обработки соответствует этим осям и использует систему
координат, состоящую из алфавитных символов, определенных заранее.
X-Y стол
Программные координаты
заготовка
X-Y стол
основание
Направление
вижения стола
Направление
виж
ния
X-Y и револьверный стол
заготовка
Направление
вижения стола
Направление
вращения стола
Программные координаты
1
Page 11
1. Оси управления
у
(
)
1
т
)
v(G57)
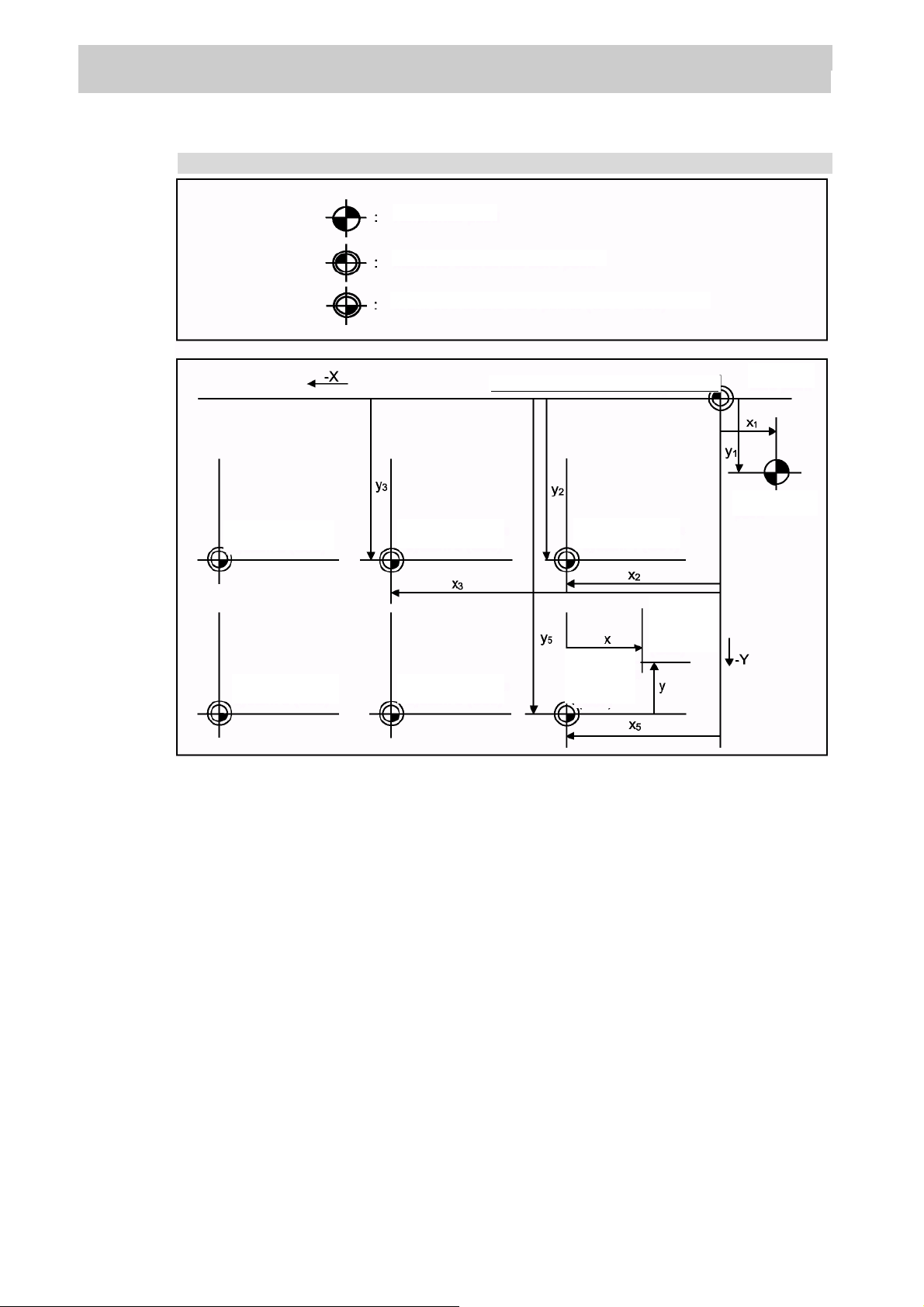
1.2 Системы координат и символы нулевой точки координат
1.2 Системы координат и символы нулевой точки координат
Функция и назначение
Исходная точка
Нулевая точка координат станка
Н
Система координат
заготовки 3
левые точки координат заготовки
Базовая система координат станка
Система координат
заготовки 2
Система координат
заготовки 1
G54 - G59
Нулевая точка
станка
-я исходная
точка
Местная
система
координа
(G52
Система координат
заготовки 6
Система координат
заготовки 5
Система
координат
заготовки
4
2
Page 12
2. Единицы команд ввода
2. Единицы команд ввода
2.1 Единицы команд ввода
Функция и назначение
Данные единицы используются для обозначения движения в рамках программы в
соответствии с командами MDI входной и управляющей перфоленты. Они выражаются в
миллиметрах, дюймах или градусах (°).
2.2 Единицы входных настроек
Функция и назначение
Это единицы данных настройки, которые используются, вместе с корректировочными
значениями, для всех осей.
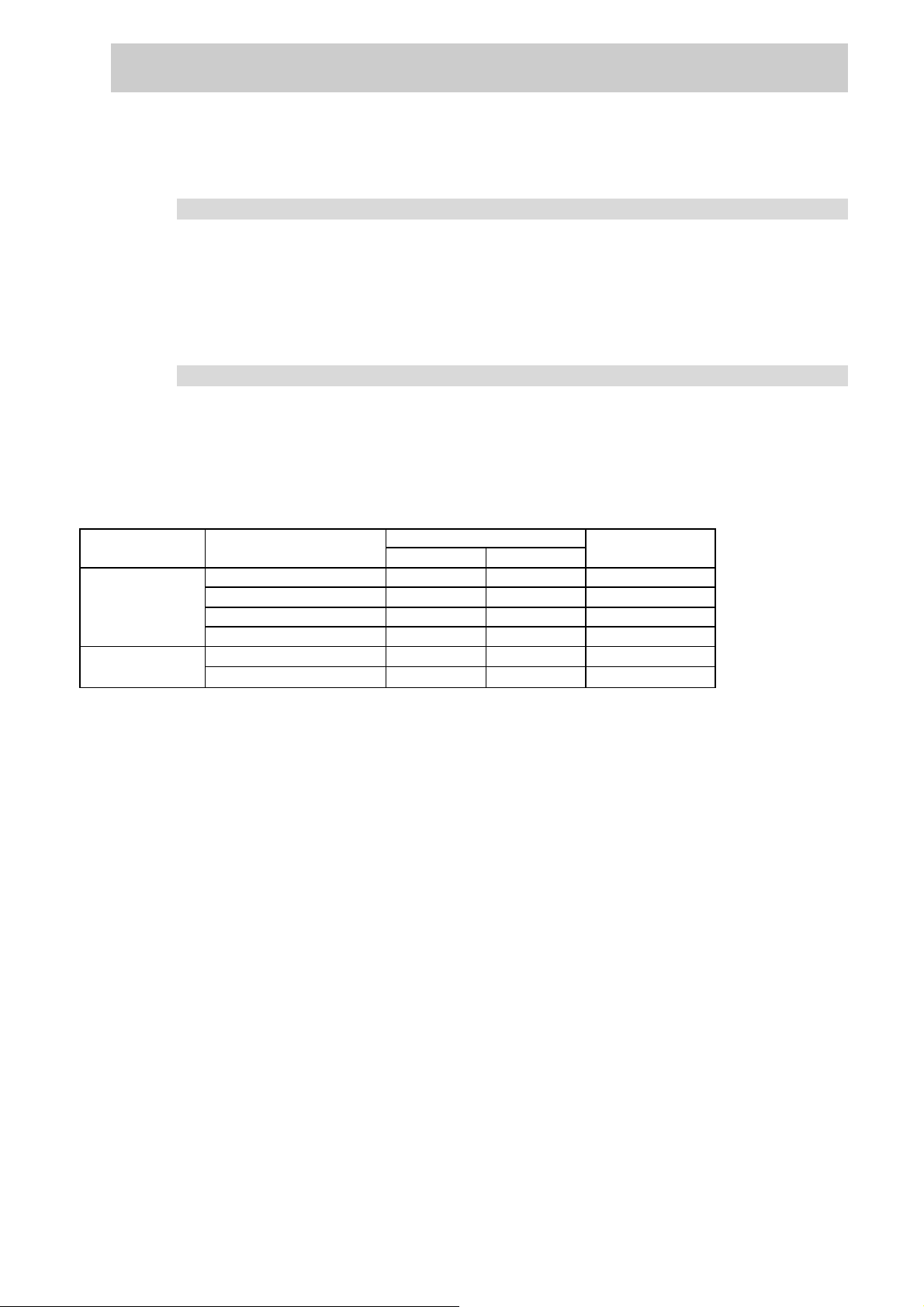
Единицы входных настроек и единицы команд ввода могут быть выбраны из следующих
типов единиц для каждой оси при помощи параметров. (Для получения подробной
Единица
команд ввода
настройки
информации по настройкам смотри инструкцию по эксплуатации.)
Параметры единиц ввода
#1015cunit =10000
= 1000
= 100 0.01 0.001 0.01
= 10 0.001 0.0001 0.001
#1003iunit =A 0.01 0.001 0.01 Единица входной
= B 0.001 0.0001 0.001
2.1 Единицы команд ввода
Линейная ось
миллиметры
1.0 0.1 1.0
0.1
дюймы
0.01
Ось вращения
(°)
0.1
(Примечание 1) Преобразование дюймы/метры может выполняться двумя способами:
преобразование из меню параметров (#1041 I_inch: действительно только при
включенном электропитании) и преобразование с использованием G команды
(G20 или G21).
Однако если для преобразования используется G команда, преобразование
действует только по отношению к единицам команд ввода, но не к единицам
входных настроек.
По этой причине значения уровня смещения резца и другие корректировочные
значения, а также переменные данные должны быть предварительно заданы и
соответствовать единицам дюймов или миллиметров.
(Примечание 2) Системы миллиметров и дюймов не могут использоваться вместе.
(Примечание 3) Во время круговой интерполяции на оси, где единицы команд ввода
различаются, команда центра (I, J, K) и команда радиуса (R) могут задаваться
при помощи единиц входных настроек. (Во избежание путаницы используйте
десятичную запятую.)
Page 13
3. Форматы данных
3.1 Коды ленты
3. Форматы данных
3.1 Коды ленты
Функция и назначение
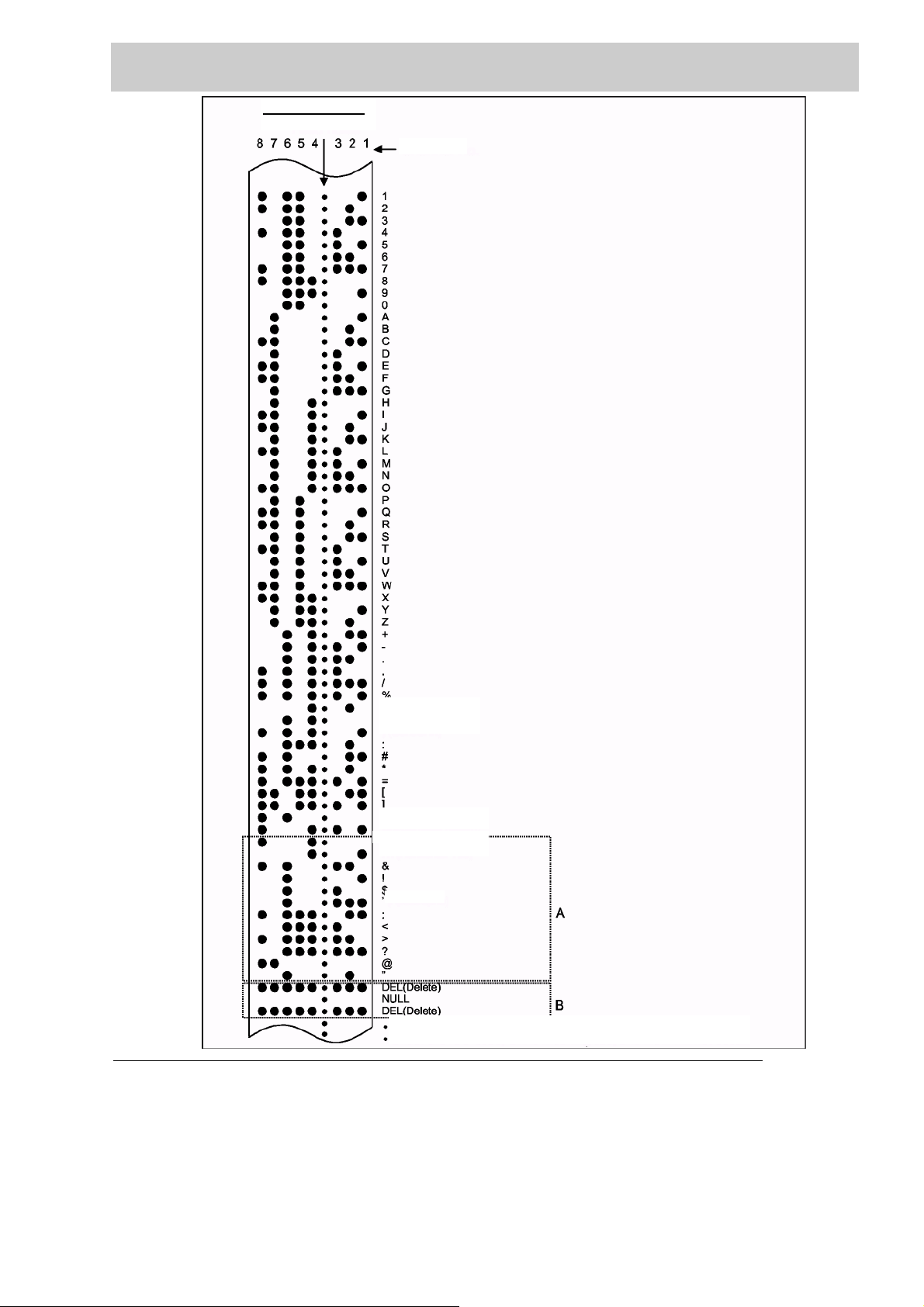
Командные коды ленты, используемые для данного контроллера, являются комбинациями
букв алфавита (A, B, C, ...Z), номеров (0, 1, 2, ... 9) и символов (+, -, /, ...). Данные
алфавитные буквы, номера и символы рассматриваются как кодовые символы. Каждый
кодовый символ представлен комбинацией из 8 отверстий, которые могут присутствовать
или не присутствовать.
Данные комбинации образуют так называемые коды.
Данный контроллер использует ISO кодировку (R-840).
(Примечание 1) Если во время работы задан код, не перечисленный в «Таблице кодов
ленты», будет выведена ошибка программы (P32).
(Примечание 2) Для удобства на дисплее ЧПУ используется знак ";" для обозначения
конца блока (EOB/LF), который отделяет один блок от другого. Запрещается
использовать при непосредственном программировании клавишу " ; ", вместо
него следует использовать клавиши в соответствии со следующей таблицей.
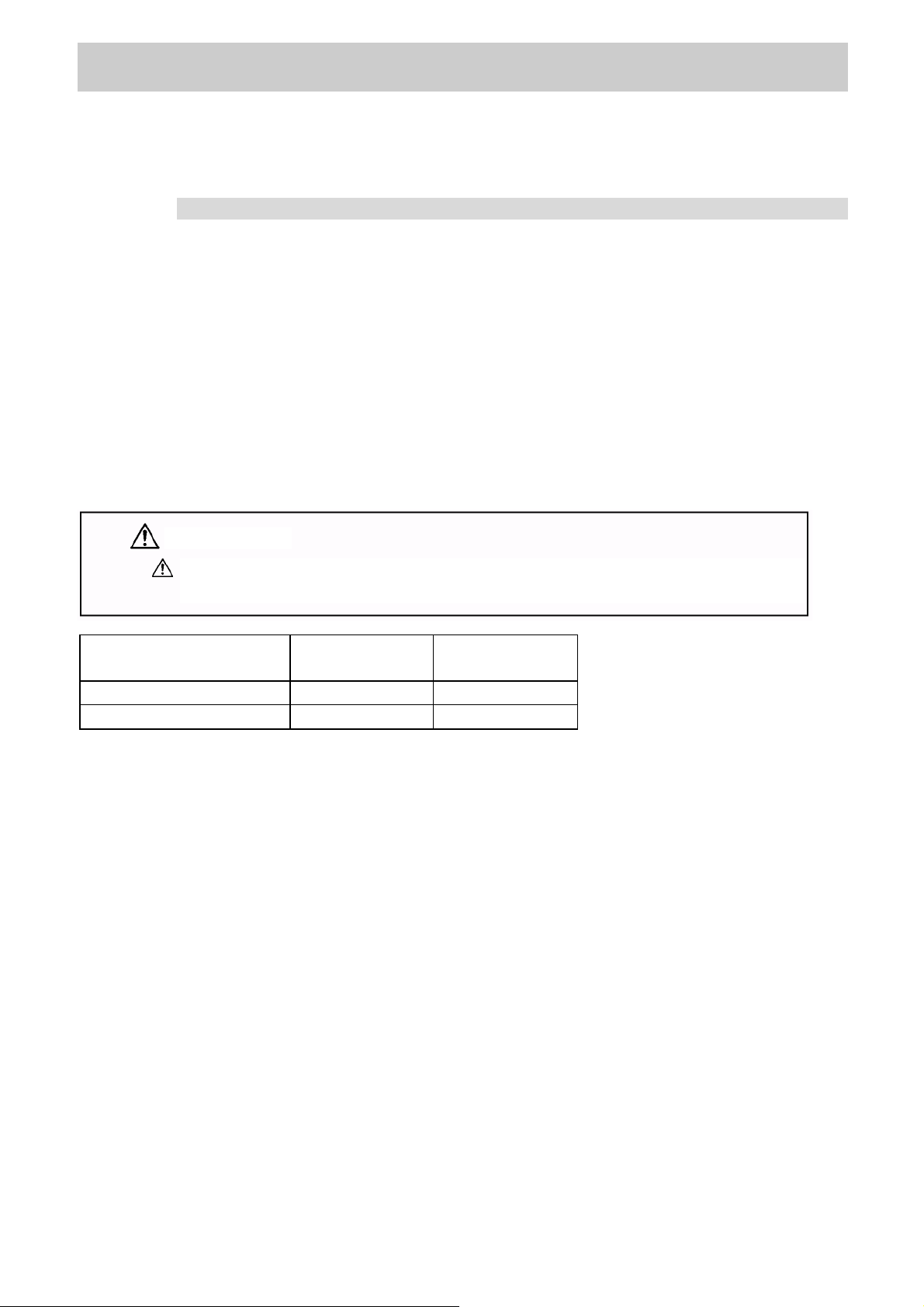
ВНИМАНИЕ
"; " "EOB" и" %" "EOR" являются пояснительными символами. Фактическими кодами
для ISO являются "Продольная подача" "%", а "Конец блока" и "конец записи" для EIA.
Используемый код
используемая клавиша
Конец блока LFилиNL
Конец записи % %
(1) Раздел важных данных (функция пропуска метки)
Все данные вплоть до первого EOB (;),после того, как включено электропитание или
произведен сброс операционных данных, игнорируются в автоматическом режиме
работы в зависимости от режима ленты, загрузки памяти или операции поиска. Иными
словами раздел важных данных начинается с кодового символа или числового кода
после первого кода EOB (;)после сброса точки, в которой был произведен сброс
команды.
ISO Экранное меню
i
Page 14
3. Форматы данных
к
3.1 Коды ленты
(3) Управление выхода, управление входа
При использовании ISO кодировки все данные между управлением выхода "(" и
управлением входа ")" игнорируются, хотя эти данные появляются в меню настроек и
экране дисплея. Следовательно название управляющей ленты, номер и другие данные,
не связанные напрямую с управлением, могут выть вставлены в данный раздел.
Данная информация (за исключением (B) в "Таблице кодов ленты") будет также
загружена, однако в режиме загрузки ленты. После включения электропитания
система переходит в режим "управления входа".
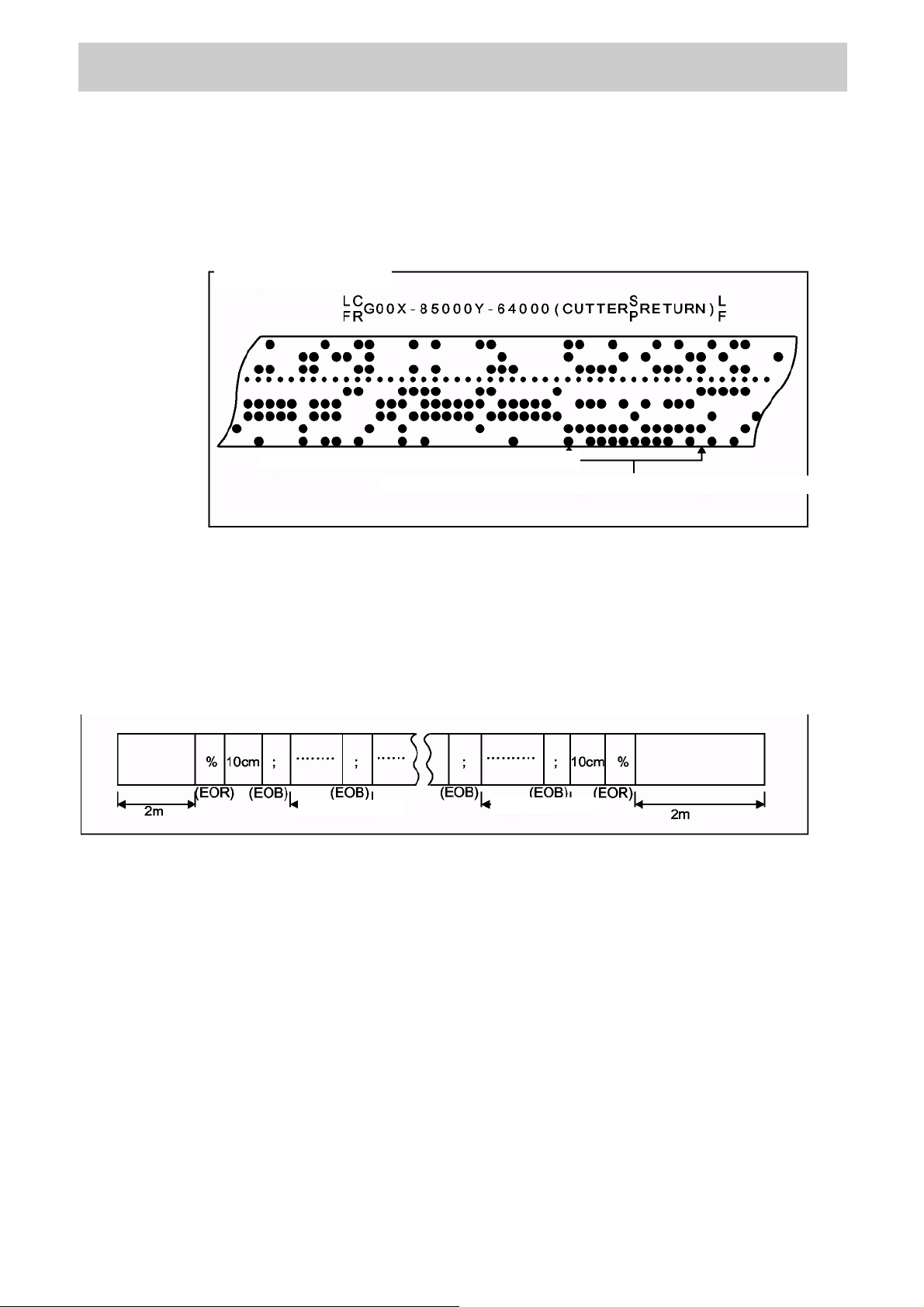
Пример кодировки ISO
Пример распечатки информации оператора
Информация в данном разделе игнорируется и не выполняется.
(3) EOR(%)код
Как правило код Конца записи проставляется с обоих концов ленты. Он выполняет
следующие функции:
(a) Остановка перемотки при перемотке ленты (с устройством для перемотки)
(b) Начало перемотки при поиске ленты (с устройством для перемотки)
(c) Завершение загрузки при загрузке ленты в память
(4) Подготовка ленты к работе (с устройством для перемотки ленты)
Исходный блок
последний бло
Если устройство для перемотки ленты не используется, нет необходимости в 2метровом псевдоблоке с обоих концов ленты и для головного EOR (%) кода.
Page 15
3. Форматы данных
дущ
ц
(
)
3.1 Коды ленты
ISO код (R-840)
ве
ая перфора
ия
№ канала
Коды (A) хранятся на ленте, но во время работы выдается ошибка (исключение, если они
используются в разделе комментария).Коды (B) являются не рабочими кодами и всегда
игнорируются. (Контроль V четности не производится.)
Таблица кодов ленты
LF(пропуск строки) или NL
((контрольвыхода) )
контроль входа
SP(пробел)
CR(возврат каретки)
"B'Sfудаление ............
HT(горизонтальная табуляция
(апостроф)
при ISO кодировке, IF или NL равно EOB а % равно EOR.
при ISO кодировке CR не имеет смысла и EOB нет.
6
Page 16
3. Форматы данных
(
д
у
)
у
)
у
у
3.2 Программные форматы
3.2 Программные форматы
Функция и назначение
Заданная расстановка, используемая при присвоении данных управления контроллеру,
называется программным форматом, а формат, используемый с данным контроллером,
называется «адресный формат кодовой группы».
Подробное описание
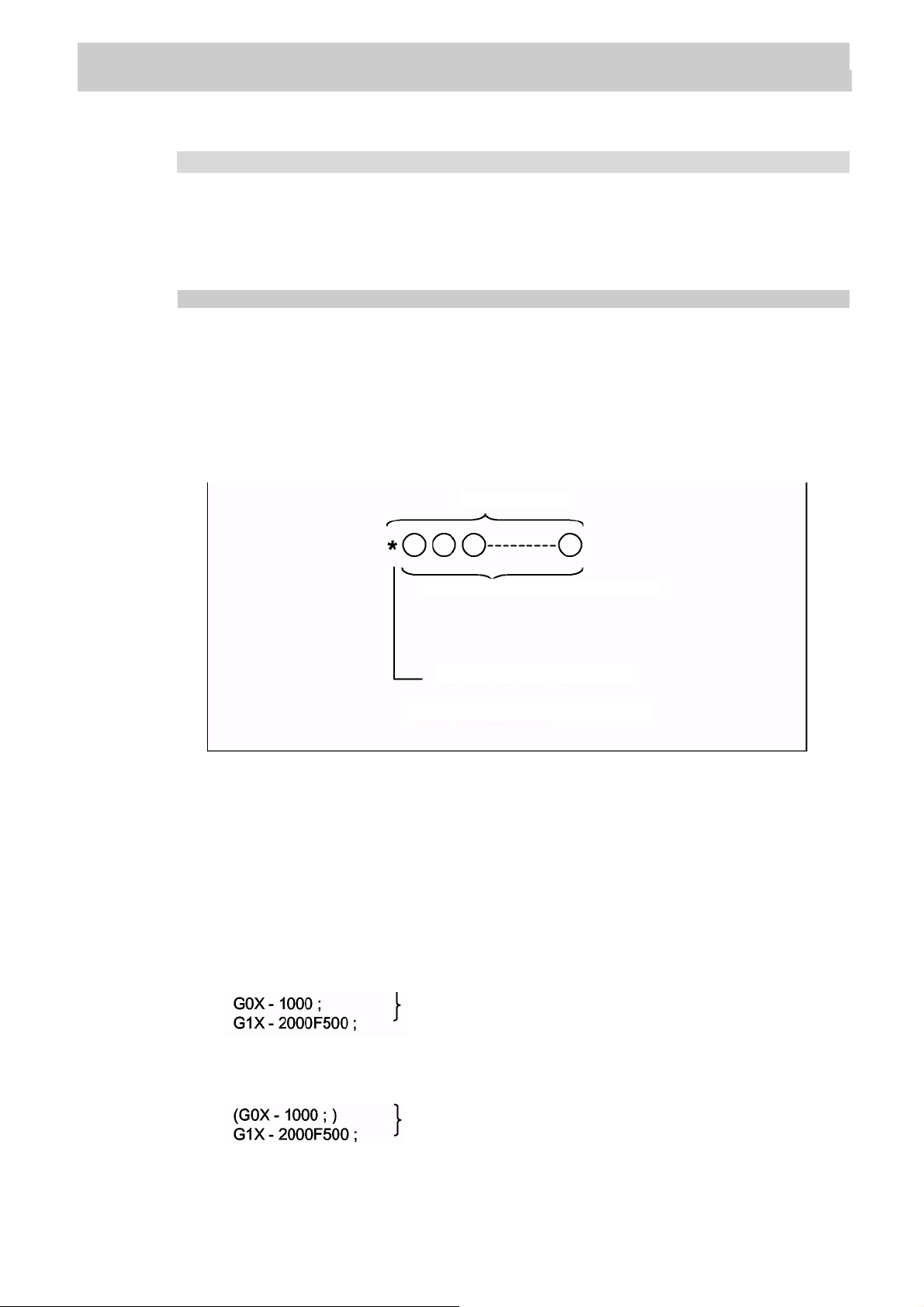
(1) Кодовая группа и адрес
Кодовая группа является наборов кодовых символов, расположенных в определенной
последовательности. Данный объект используется в качестве элемента обработки
информации и служит для выполнения станком определенной операции. Каждая
кодовая группа, используемая в данном контроллере, состоит из буквы алфавита и
нескольких цифр (иногда со знаком "+" или"-" в начале цифровой группы).
кодовая группа
цифры
Алфавитная б
Конфиг
анные кодовой гр
ква(адрес
рация кодовой гр
ппы
ппы
Алфавитная буква в начале кодовой группы является адресом. Он определяет
значение следующих за ним цифровых данных (данные кодовой группы).
Для получения более подробной информации по типам кодовых групп и набору
значимых цифр кодовой группы, используемых в данном контроллере, смотри
раздел «Детальное описание форматов».
2) Блоки
Блок является набором кодовых групп. Он включает данные, необходимые для
выполнения станком определенных операций. Один блочный элемент образует одну
целую команду. Конец каждого блока обозначен EOB (End of Block) кодом.
(пример 1:)
2 блока
(пример 2:)
Пока точка с запятой в скобках не перейдет в
EOB, это 1 блок.
(3) Программы
Программа является набором нескольких блоков.
7
Page 17
3. Форматы данных
(
р
)
(
)
(
р
)
(
р
)
3.2 Программные форматы
Метрическая команда Дюймовая команда
Номер программы 08 «- <— <—
Номер последовательности N5 «- <— <—
Подготовительная функция G3/G21 «- <— <—
Ось
движения
Дуга и
радиус
резца
Выдержка
времени
Функция
подачи
Смещение резца H3D3 <- <— <—
Прочие функции (M) M8 <- <— <—
Функции шпинделя (S) S8 «- <— <—
Функции резца (T) T8 «- <— <—
2-й тип прочих функция A8/B8/C8 «- <— <—
Подпрограмма P8 H5 L4 «- <— <—
0.01 (°) мм/
0.001 дюйм
0.001 (°) мм/
0.0001 дюйм
0.0001 (°) мм/
0.00001 дюйм
0.01 (°) мм/
0.001 дюйм
0.001 (°) мм/
0.0001 дюйм
0.0001 (°) мм/
0.00001 дюйм
0.01 (°) мм/
0.001 дюйм
0.001 (°) мм/
0.0001 дюйм
0.0001 (°) мм/
0.00001 дюйм
0.01 (°) мм/
0.001 дюйм
0.001 (°) мм/
0.0001 дюйм
0.0001 (°) мм/
0.00001 дюйм
— — — —
X+53 Y+53 Z+53 a+53 X+44 Y+44 Z+44 a+44 X+53 Y+53 Z+53 a+53 X+53 Y+53 Z+53 a+53
X+44 Y+44 Z+44 a+44 X+35 Y+35 Z+35 a+35 X+44 Y+44 Z+44 a+44 X+44 Y+44 Z+44 a+44
I+53 J+53 K+53 R+53 I+44 J+44 K+44 R+44 I+53 J+53 K+53 R+53 I+44 J+44 K+44 R+44
I+44 J+44 K+44 R+44 I+35 J+35 K+35 R+35 I+44 J+44 K+44 R+44
F63(подача в минуту)
F43(подача на оборот)
F54(подача в минуту)
F34(подача на оборот)
— — — —
— — — —
X+53 P+8 «- <— <—
X+53 P+8 «- <— <—
— — — —
F44(подача в минуту)
F34(подача на оборот)
F35(подача в минуту)
F25(подача на оборот)
M система
Ось вращения
мет
ическая команда
F63(подача в минуту)
F43(подача на оборот)
F54(подача в минуту)
F34(подача на оборот)
Ось вращения
дюймовая команда
п
имечание 5
I+35 J+35 K+35 R+35
п
имечание 5
F44(подача в минуту)
F34(подача на оборот)
(примечание 6)
F35(подача в минуту)
F25(подача на оборот)
(примечание 6)
(Примечание 1) "a" означает A, B, C, U, V, или W.
(Примечание 2) Проверка количества цифр в кодовой группе производится с максимальным
количеством цифр для данного адреса.
(Примечание 3) Числа могут не содержать начальных нулей.
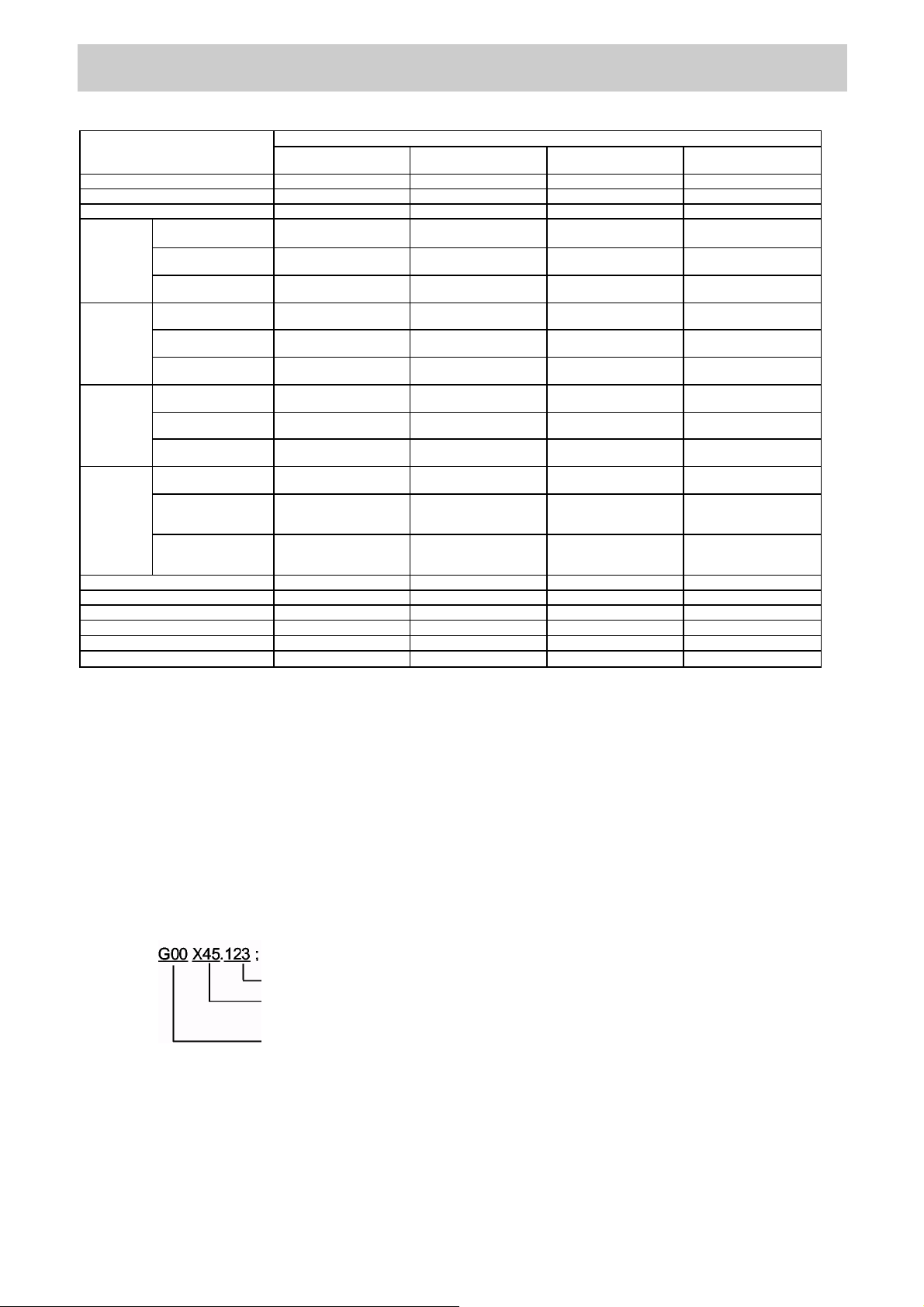
(Примечание 4) Подробное описание программных значений:
Пример 1 : 08 :8-цифровой программный номер
Пример 2 : G21 :Размер G имеет 2 цифры слева от десятичной точки и 1 цифру справа.
Пример 3 : X+53 :Размер X использует знак + или – и имеет 5 цифр слева от десятичной
точки и 3 цифры справа.
Например, ситуация, в которой ось Х расположена (G00) в позиции 45.123 мм в режиме
абсолютного значения (G90)представляется следующим образом:
3 цифры ниже десятичной точки
5 цифры выше десятичной точки, то есть +00045, но начальные нули и знак
(+) опущены.
GO также возможно
(Примечание 5) Если поступила команда дуговой линии с использованием оси вращения и линейной
оси, если при этом применялись команды в дюймовом выражении, градусы будут
преобразованы в 0.1 дюймов для интерполяции.
(Примечание 6) При использовании команд в дюймовом выражении скорость оси вращения будет
иметь увеличение на 10 градусов.
Пример: Для команды F1. (поминутная подача) это будет составлять 10 градусов/минутная команда.
(Примечание 7) Десятичные разряды ниже десятичной точки игнорируются, если команда, например, к
S команда, с неверной десятичной точкой задана с десятичной точкой.
8
Page 18

3. Форматы данных
3.3 Функция проверки адреса программы
3.3 Функция проверки адреса программы
Функция и назначение
Проверка программы может выполняться в единицах кодовой группы во время выполнения
программы обработки.
Подробное описание
(1) Проверка адреса
Данная функция позволяет выполнить простую проверку адресов программ в единицах
кодовой группы. Если набор алфавитных символов является непрерывным, выводится
программная ошибка (P32). Доступность данной функции выбирается параметром
"#1227 aux11/bit4".
Учтите, что ошибка не выводится для следующих элементов:
• Зарезервированные кодовые группы
• Комментарии
(2) Проверка пределов кодовой группы
Если для данных кодовой группы используется рабочее выражение, следует
проверить, заключена ли кодовая группа в скобки "[ ]" или нет.
Если не заключена, выводится программная ошибка (P33).
Доступность данной функции выбирается параметром "#1274 ext10/bit7".
Пример программы
(1) Пример программы проверки адреса
(Пример 1) Если за алфавитным символом не следует цифровых значений.
G28 X ; → Выдается ошибка. Изменить на "G28 XO;", и т.д.
(Пример 2) Если неверен набор кодовых символов.
TEST ; → Выдается ошибка. Изменить на "(TEST);", и т.д.
(2) Пример программы проверки пределов кодовой группы
X-100.-#24 → Выдается ошибка. Изменить следующим образом.
Z+#500*TAN[#1 ] X-[100.+#24]
Y-SIN[60] Z+[#500*TAN[#1]]
Y-SIN[60.]
Максимально допустимое количество пар скобок в рамках одной кодовой
группы равно пяти. Если задано шесть и более пар скобок, выводится
программная ошибка (P280).
9
Page 19

3. Форматы данных
3.4 Формат ЗУ на лентах
3.4 Формат ЗУ на лентах
Функция и назначение
(1) Лента хранения данных и значимые разделы
Другие располагаются примерно в диапазоне от существующей позиции ленты до EOB.
Следовательно, при нормальных условиях работайте с памятью ленты после сброса.
Значимые коды, перечисленные в «Таблице кодов ленты» в разделе 3.1 "Коды
ленты", в указанном выше значимом разделе сохраняются в памяти. Все остальные
коды игнорируются и не сохраняются.
Данные между управлением выхода "(" и управлением входа ")" сохраняются в
памяти.
3.5 Опциональный пропуск блока
Функция и назначение
Данная функция выборочно игнорирует определенные блоки в программе обработке,
которые начинаются с символа наклонной черты "/".
Подробное описание
(1) При условии, что функция опционального пропуска блока активирована, блоки,
начинающиеся с кода "/", игнорируются. Они выполняются при отключении данной
функции.
Проверка четности выполняется вне зависимости от того, что активирована функция
опционального пропуска блока или нет. Если, например, все блоки должны быть
выполнены для одной заготовки, но определенные блоки должны быть пропущены
для другой заготовки, та же самая лента управления может быть использована для
обработки для различных деталей, если вставить код "/" в начале соответствующих
блоков.
Меры предосторожности при использовании опционального пропуска блока
(1) Код "/" для опционального пропуска блока вставляется в начале блока. Если вставить
данный символ внутри блока, это будет значить макрофункцию пользователя, команду
деления.
Пример : N2 0 G1 X 2 5./Y 2 5.;.............. NG (макрофункция пользователя, команда деления;
в результате возникнет программная ошибка.)
/N20G1 X25. Y25. ;....OK
(1) Проверка четности (H и V) производится вне зависимости от состояния функции
опционального пропуска блока.
(1) Опциональный пропуск блока производится немедленно до буфера предварительного
чтения. По этой причине невозможно пропустить блок, считанный в буфер
предварительного чтения.
(4) Данная функция действует даже при поиске номера последовательности.
(5) Все блоки с кодом "/" также вводятся и выводятся во время сохранения ленты и
вывода ленты, вне зависимости от состояния функции опционального пропуска блока.
10
Page 20
3. Форматы данных
рогр
ряд
3.6 Номера программы/ряда/блока; O, N, B
3.6 Номера программы/ряда/блока; O, N, B
Функция и назначение
Данные номера используются для наблюдения за исполнением программы обработки, а
также для вызова программ обработки и отдельных этапов программ обработки.
(0) Номера программ классифицируются по соответствию заготовок или по элементам подпрограмм и
обозначаются при помощи адреса "O", за которым следует набор из 8 цифр.
(0) Номера рядов закрепляются за соответствующими командными блоками, которые
определяют конфигурацию программ обработки, и обозначаются при помощи адреса
"N", за которым следует набор из максимум 5 цифр.
(0) Номера блоков автоматически определяются устройством. Для них автоматически
задается нулевое значение каждый раз, когда производится чтение номера
программы или номера ряда, и их номер увеличивается на один, пока номера
программ или номера рядов не будут заданы для блоков, которые впоследствии будут
считаны.
По этой причине все блоки программ обработки, приведенные в таблице ниже, могут
быть определены на основании комбинации номеров программ, номеров рядов и
номеров блоков.
Программа обработки
№ п
O1 2345678 (DEMO, PROG) ; 12345678 0 0
G92 XO YO ; 12345678 0 1
G90G51 X-150. P0.75; 123 45678 0 2
N100GOOX-50. Y-25. ; 12345678 100 0
N110G01 X250. F300; 12345678 110 0
Y-225. ; 12345678 110 1
X-50. ; 12345678 110 2
Y-25.; 12345678 110 3
N120G51 Y-125. P0.5; 12345678 120 0
N130GOOX-100. Y-75. ; 12345678 130 0
N140 G01 X-200. ; 12345 678 140 0
Y-175. ; 12345678 140 1
X-100. ; 12345678 140 2
Y-75. ; 12345678 140 3
N150GOOG50XOYO; 12345678 150 0
N160 M02 ; 12345678 160 0
%
аммы №
Дисплей монитора
а № блока
11
Page 21

3. Форматы данных
3.7 Четность H/V
3.7 Четность H/V
Функция и назначение
Проверка четности позволяет определить, была ли произведена перфорация ленты
правильно или нет. Она включает проверку ошибок перфорированных кодов или,
выражаясь другими словами, ошибок перфорации. Существует два вида проверки
четности: Четность H и Четность V.
(1) Четность H
Четность H проверяет количество отверстий, отвечающих за конфигурацию
кодового символа, проверка производится в режиме работы ленты, ввода ленты и
поиска номера ряда. Ошибка четности H возникает в следующих случаях.
(a) ISO кодировка
Если определен код с неправильным количеством отверстий в разделе значимых данных.
Пример ошибки четности H
-Данный символ является причиной ошибки четности H
(2) Четность V
Проверка четности V выполняется в режиме работы ленты, ввода ленты и поиска
номера ряда, если для функции I/O PARA #9n15 (n = единица №.1 to 5) контроля
четности V задано значение "1". Данная функция не выполняется во время работы
запоминающего устройства.
Ошибка четности V возникает в следующих случаях: если количество кодов
начиная с первого значимого кода до кода EOB (;) в разделе значимых данных в
вертикальном направлении ленты является некорректным значением, то есть, если
количество кодовых символов в одном блоке является некорректным.
При обнаружении ошибки четности V лента останавливается на коде, следующим за
EOB (;).
(Примечание 1) Среди кодов ленты есть коды, которые считаются кодовыми
символами для четности и коды, которые таковыми не считаются. Для более
подробной информации смотри "Таблицу кодов ленты" в разделе 3.1 "Коды
ленты".
(Примечание 2) Любые коды пробелов, которые могут попадаться в разделе начиная
с исходного кода EOB до кода адреса или "/" кода учитываются при проверке
четности V.
12
Page 22
3. Форматы данных
ру
(
р
р
)
р
упр
рогр
р
/
рр
р
у
(
р
р
)
р
р
р
р
р
3.8 Списки G кодов
3.8 Списки G кодов
G код
*00
*01 01
02 01
03 01
02.3 01
03.3 01
05 00
05.1 00
06 00
07
07.1
107
08
09 00
10 00
11 00
12 00
13 00
12.1
112
13.1
113
14
15 18
16 18
*17 02
*18 02
*19 02
*20 06
*21 06
22
23
24
25
26
27 00
28 00
29 00
30 00
30.1 00
30.2 00
30.3 00
30.4 00
30.5 00
30.6 00
31 00
Функция и назначение
группа функция
01 Позиционирование
Линейная интерполяция
Круговая интерполяция CW (по часовой стрелке)
К
говая интерполяция CCW
Положительное вращение интерполяции экспоненциальной функции
Отрицательное вращение интерполяции экспоненциальной функции
п
отив часовой ст
Выдержка времени
Высокоскоростное высокоточное управление I
21
Высокоско
Цилиндрическая интерполяция
остное высокоточное
Проверка точной остановки
Ввод п
аммных па
аметров
ввод ко
Отмена ввода программных параметров
Круговая резка CW (по часовой стрелке)
К
21
21
говая резка CCW
ВКЛ интерполяции полюсных координат
Отмена интерполяции полюсных координат
п
отив часовой ст
ВЫКЛ команды полюсных координат
ВКЛ команды полюсных коо
динат
Выбор плоскости X-Y
Выбор плоскости Z-X
Выбор плоскости Y-Z
Команда в дюймовом выражении
Команда в метрическом выражении
Прове
ка исходной точки
Возвращение к исходной точке
Возвращение в начальную точку
Возв
ащение к 2-й и 4-й исходной точке
Возврат к изменению позиции резца 1
Возврат к изменению позиции резца 2
Возврат к изменению позиции резца 3
Возв
ат к изменению позиции резца 4
Возврат к изменению позиции резца 5
Возв
ат к изменению позиции резца 6
Пропуск
авление II
екции
елки
елки
13
Page 23
3. Форматы данных
3.8 Списки G кодов
G код
31.1
31.2
31.3
32
33 01
34 00
35 00
36 00
37 00
37.1
38 00
39 00
*40 07
41 07
42 07
40.1
41.1
42.1
43 08
44 08
43.1
44.1
45 00
46 00
47 00
48 00
47.1
*49 08
50 11
51 11
*50.1
51.1
52 00
53 00
*54 12
55 12
56 12
57 12
58 12
59 12
54.1
60 00
61 13
61.1
62 13
63 13
63.1
63.2
*64 13
65 00
66 14
66.1
группа функция
00
00
00
00
15
15
15
20
20
20
19
19
12
13
13
13
14
Многоступенчатая функция пропуска 1
Многоступенчатая функция пропуска 2
Многоступенчатая функция пропуска 3
Нарезание резьбы
Специальный фиксированный цикл (цикл болтового отверстия)
Специальный фиксированный цикл (линия на углу)
Специальный фиксированный цикл (дуга)
Автоматическое измерение длины резца
Специальный фиксированный цикл (сетка)
Определение вектора коррекции на радиус вершины резца
Угловая дуга коррекции на радиус вершины резца
Отмена коррекции на радиус вершины резца
Коррекция на радиус вершины резца слева
Коррекция на радиус вершины резца справа
Отмена нормального линейного управления
Нормальное линейное управление слева ВКЛ
Нормальное линейное управление справа ВКЛ
Смещение длины резца (+)
Смещение длины резца (-)
Управление 1-м шпинделем ВКЛ
Управление 2-м шпинделем ВКЛ
Смещение позиции резца (расширение)
Смещение позиции резца (уменьшение)
Смещение позиции резца (удвоено)
Смещение позиции резца (половинчатое)
Синхронное управление двумя шпинделями ВКЛ
Отмена смещения длины резца
Отмена масштабирования
Включение масштабирования
Отмена зеркального отображения G команды
ВКЛ зеркального отображения G команды
Настройка местной системы координат
Выбор системы координат станка
Выбор системы координат заготовки 1
Выбор системы координат заготовки 2
Выбор системы координат заготовки 3
Выбор системы координат заготовки 4
Выбор системы координат заготовки 5
Выбор системы координат заготовки 6
48 расширенных наборов систем координат заготовки
Однонаправленное позиционирование
Режим проверки точной остановки
Высокоточное управление
Автоматическая коррекция углов
Режим нарезания резьбы метчиком
Режим одновременного нарезания резьбы метчиком (нормальное нарезание резьбы)
Режим одновременного нарезания резьбы метчиком (нарезание резьбы в обратном
направлении)
Режим резки
Макровызов пользователя
Модовый макровызов пользователя A
Модовый макровызов пользователя B
14
Page 24
3. Форматы данных
3.8 Списки G кодов
G код
группа функция
*67 14 Отмена модового макровызова пользователя
68 16 ВКЛ режима перехода координат
69 16 ВЫКЛ режима перехода координат
70 09 Фиксированный цикл пользователя
71 09 Фиксированный цикл пользователя
72 09 Фиксированный цикл пользователя
73 09 Фиксированный цикл (шаг)
74 09 Фиксированный цикл (обратный метчик)
75 09 Фиксированный цикл пользователя
76 09 Фиксированный цикл (точное сверление)
77 09 Фиксированный цикл пользователя
78 09 Фиксированный цикл пользователя
79 09 Фиксированный цикл пользователя
*80 09 Отмена фиксированного цикла
81 09 Фиксированный цикл (сверление/точечное сверление)
82 09 Фиксированный цикл (сверление/угловое сверление)
83 09 Фиксированный цикл (глубокое сверление)
84 09 Фиксированный цикл (нарезание метчиком)
85 09 Фиксированный цикл (сверление)
86 09 Фиксированный цикл (сверление)
87 09 Фиксированный цикл (обратное сверление)
88 09 Фиксированный цикл (сверление)
89 09 Фиксированный цикл (сверление)
90 03 Команда абсолютного значения
91 03 Команда инкрементного значения
92 00 Установка системы координат станка
93
94 05 Асинхронная подача (поминутная подача)
95 05 Синхронная подача (подача на оборот)
96 17 ВКЛ управления постоянной скорости поверхности
97 17 ВЫКЛ управления постоянной скорости поверхности
*98 10 Возврат к начальному уровню фиксированного цикла
99 10 Возврат к уровню точки R фиксированного цикла
114.1 00 Управление синхронизацией шпинделя
100 до 255 00 Макрокоманда пользователя (вызов G кода) макс. 10
15
Page 25
3. Форматы данных
р
р
р
р
у
д
д
рогр
р
,
резц
3.8 Списки G кодов
(Примечание 1) Коды, помеченные * представляют собой коды, которые необходимо или
которые выбраны в начальном состоянии. Помеченные таким образом коды
должны быть выбраны или выбраны в начальном состоянии при помощи
параметров. (Примечание 2) Если заданы два и более G кодов для той же самой
группы, действителен будет последний G код. (Примечание 3) Данный список G
кодов является списком стандартных G кодов. В зависимости от типа станка могут
наблюдаться перемещения, отличные от стандартных G команд, если их вызов
производился G кодовой макрофункцией. Смотри инструкцию по эксплуатации
производителя станка.
ВНИМАНИЕ
Команды "без значения после G" распознаются во время работы как "GOO".
3.9 Меры предосторожности перед началом обработки
Меры предосторожности перед началом обработки
ВНИМАНИЕ
При создании программы обработки, следует выбрать соответствующие условия обработки и
убедиться в том, что не превышены значения производительности, мощности и предельные параметры
станка и NC блока. П
Перед непосредственным началом обработки следует всегда выполнить холостой
п
ск для по
тверж
име
ения п
ы п
иведены безучетаусловий об
аммы об
аботки
аботки.
уровня смещения
а и заготовки,
16
Page 26
4. Буферный регистр
4.1 Входной буфер
4. Буферный регистр
4.1 Входной буфер
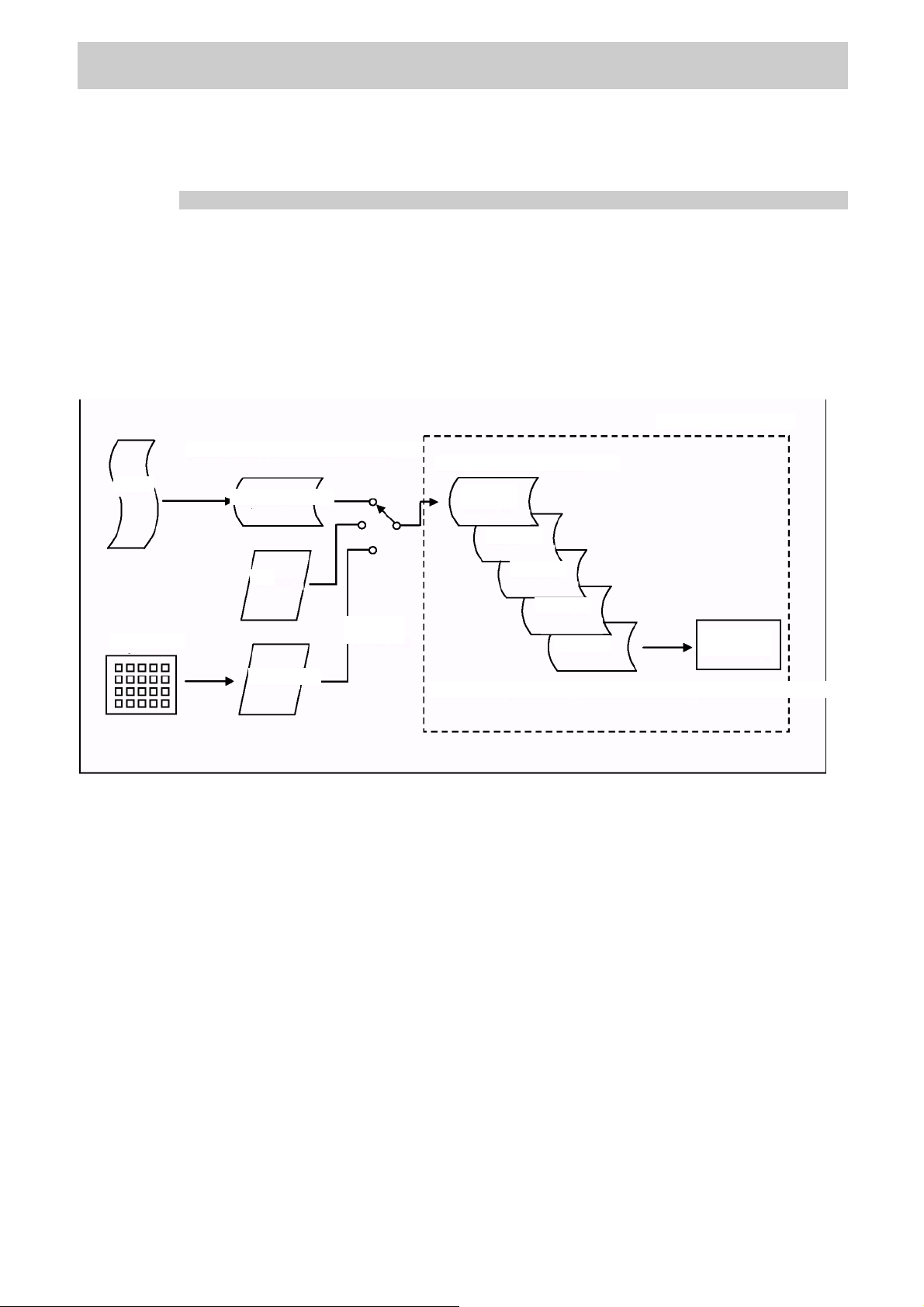
Функция и назначение
Если буфер предварительного чтения является пустым во время работы ленты или RS232C, данные входного буфера немедленно переносятся в буферы предварительного
чтения, и, при условии, что содержащиеся во входном буфере данные не превышают
предела в 248 x 4 кодовых символов, следующие данные (макс. 248 кодовых
символов) считываются и загружаются во входной буфер.
Данный буфер предназначен для предотвращения операционных задержек, причиной
которых является время считывания считывающего устройства ленты, а также для
плавного перехода от блока к блоку.
Однако эффект предварительного чтения утрачивается, если время выполнения блока
короче времени считывания ленты для следующего блока.
выполнение анализа
клавиатура
лента
(размер буфера : 248 x 5 символов)
Входной буфер
ЗУ,
переключени
ережимов
MDI данные,
макс 5 выполняемых блоков
буфер предв.
чтения 5
буфер 4
буфер 3
буфер 2
буфер 1
Примечание: Данные, равные 1 блоку хранятся в 1 буфере предв. чтения
Арифметическ
ая обработка
Объем входного буфера составляет 248 x 5 кодовых символов (включая код EOB).
(0) Содержание входного буферного регистра обновляется в единицах из 248-символов.
(0) Только значимые коды из раздела значимых данных считываются во входной буфер.
(0) Если коды (включая "(" и ")") наложены друг на друга в режиме управления выхода и
входа, а функция опционального пропуска блока включена, данные начиная с кода "/"
(косая черта) вплоть до кода EOB считываются во входной буфер.
(0) При сбросе происходит удаление данных из входного буфера.
17
Page 27

4. Буферный регистр
4.2 Буферы предварительного чтения
4.2 Буферы предварительного чтения
Функция и назначение
При автоматической обработке содержание 1 блока, как правило, предварительно
считывается, что обеспечивает плавное выполнение программы. Однако при коррекции
на радиус вершины резца максимум 5 блоков предварительно считываются для расчета
точки пересечения, включая контроль столкновений. Характеристики данных в рамках 1
блока являются следующими:
(0) Данные 1 блока сохраняются в данном буфере.
(0) Только значимые коды из раздела значимых данных считываются в буфер
предварительного чтения.
(0) Если коды (включая "(" и ")") наложены друг на друга в режиме управления выхода и
входа, а функция опционального пропуска блока включена, данные начиная с кода "/"
(косая черта) вплоть до кода EOB не считываются в буфер предварительного чтенияr.
(0) При сбросе происходит удаление данных из входного буфера.
(0) Если включена функция поблочного выполнения в режиме непрерывной работы,
буфер предварительного чтения сохраняет данные следующего блока и затем
производит остановку операции.
Прочие меры предосторожности
(0) В зависимости от того, выполняется ли программа в непрерывном или поблочном
режиме, синхронизация действительного/недействительного статуса внешних сигналов
управления, функции опционального пропуска блока или другие функции будут
отличаться.
(0) Если внешний сигнал управления, например, опциональный пропуск блока,
включен/выключен при помощи команды M, операция внешнего управления не будет
имеет эффекта при предварительном считывании программы в буферный регистр.
(0) Согласно команде M, которая отвечает за внешнее управление, предварительное
считывание запрещено, перерасчет производится следующим образом::
Команда M, отвечающая за внешнее управление, опознается устройством PLC,после
чего активируется "запрос на перерасчет" для PLC -> интерфейсная таблица NC.
(Если активирован "запрос на перерасчет", производится повторное выполнение
предварительно считанной программы.)
Page 28
5. Позиционные команды
допол
ая ось
5.1 Способы позиционных команд
5. Позиционные команды
5.1 Способы позиционных команд; G90, G91
Функция и назначение
При использовании команд G90 и G91представляется возможным выполнение следующих
команд координат, с использованием абсолютного или инкрементного значения.
Круговой радиус с R-характеристикой и центр круга, определенной при помощи I, J, K
всегда являются командами инкрементного значения.
Формат команд
команда абсолютного значения
команда инкрементного значения
нительн
Детальное описание
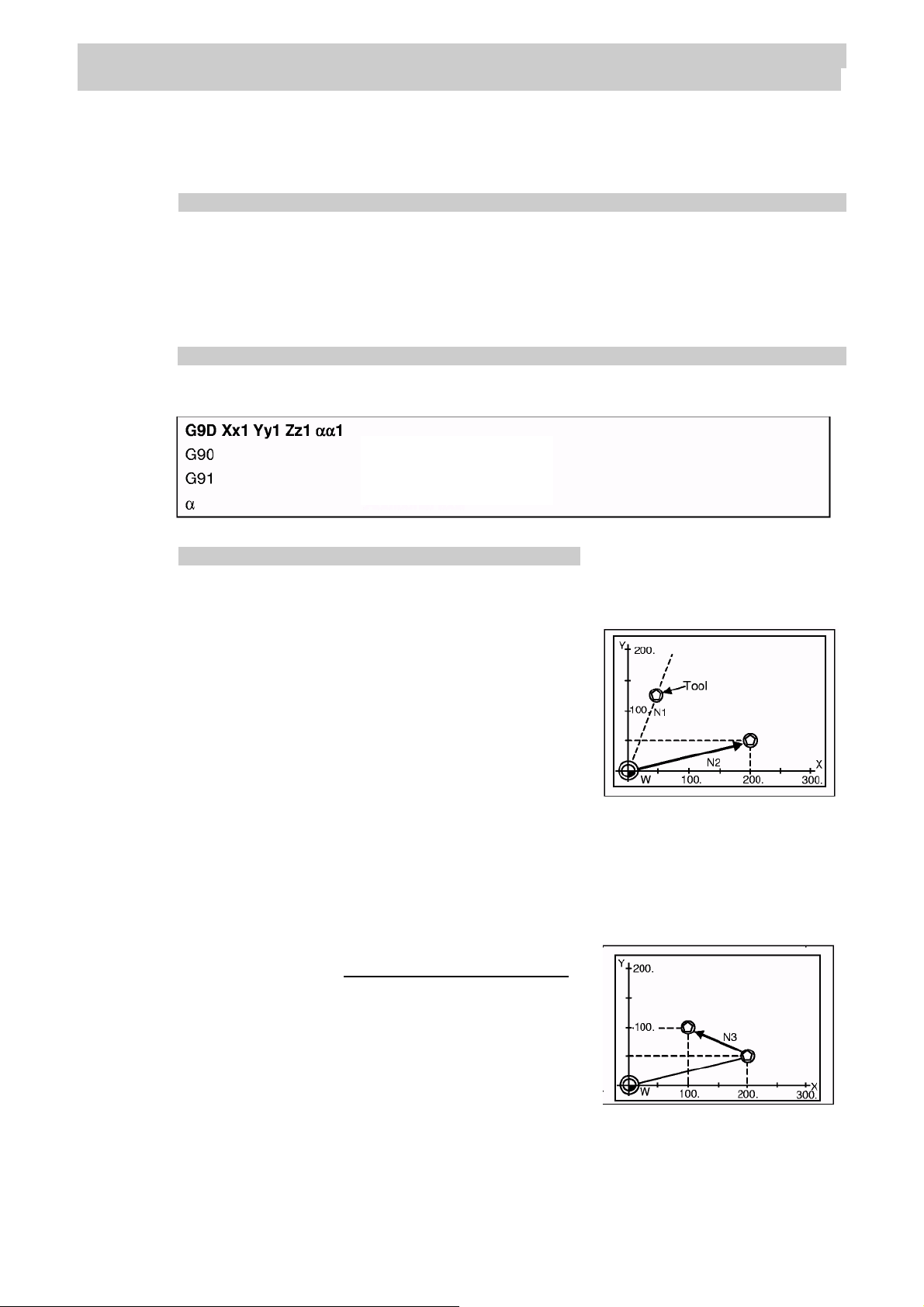
(1) В независимости от текущего положения в режиме
абсолютного значения возможно произвести движение к
положению системы координат заготовки,
определенной в программе.
N 1 G90 GOO XO YO ;
В режиме инкрементного значения текущее положение
представляет собой начальную точку (0), и движение
производится только при значении , определенном
программой в выражается как инкрементное значение.
N2G90G01 X200. Y50. F100;
N2G91 G01 X200. Y50. F100;
При использовании команды от 0 точки в системе координат заготовки, будет получаться одинаковое значение
команды координат, как в режиме абсолютного значения, так и в режиме инкрементного значения.
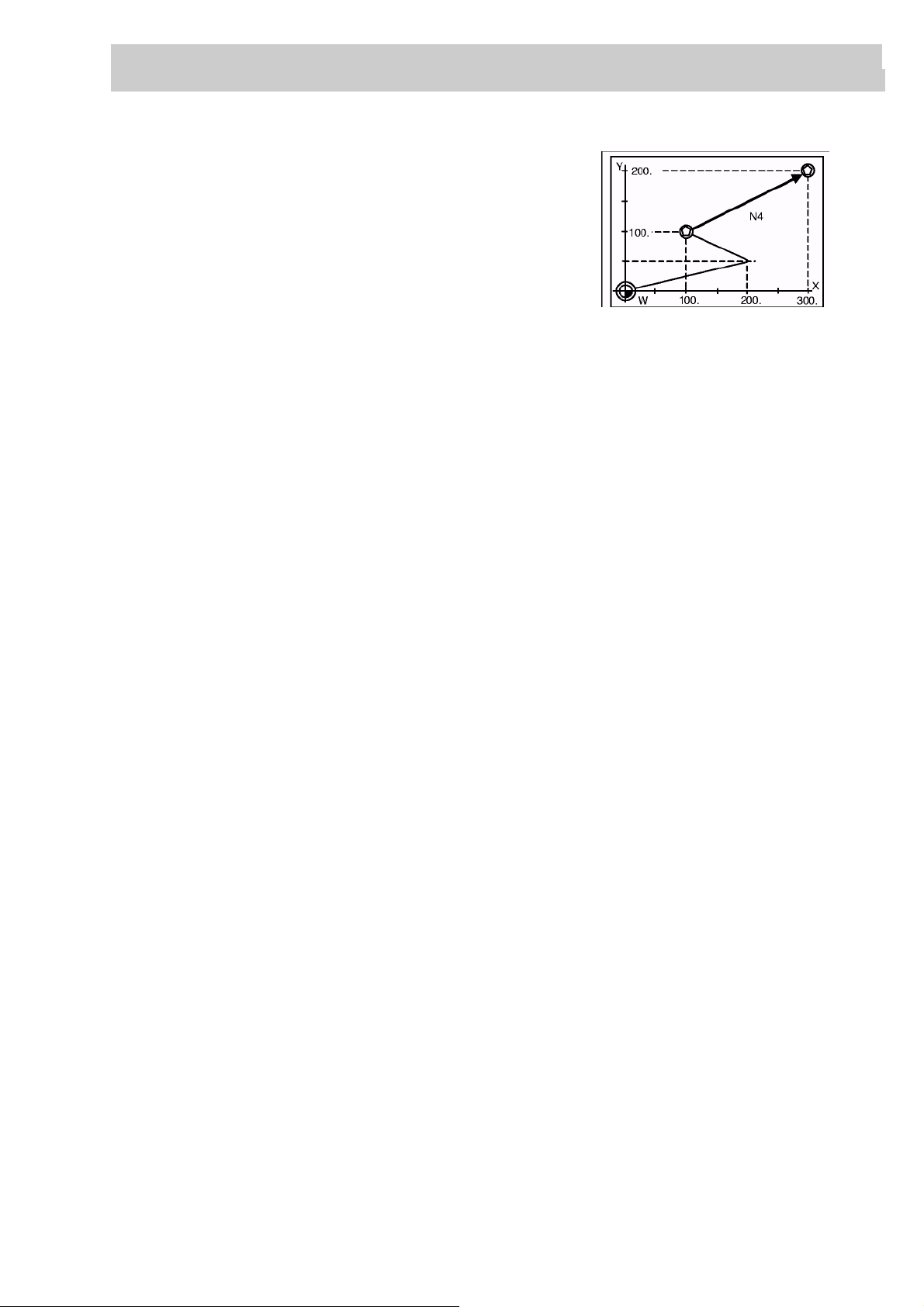
(2) Для следующего блока последняя отданная
G90/G91 команда становится модальной.
(G90) N 3X100. Y100.;
Ось двигается к позиции
системы координат заготовки X
= 100мм и Y = 100мм.
(G91) N3X-100. Y50.;
X ось движется к -100.мм и Y ось к +50.Oмм как инкрементальное
значение и в результате X движется к 100.мм а Y к 100.мм.
19
Page 29
5. Позиционные команды
5.1 Способы позиционных команд
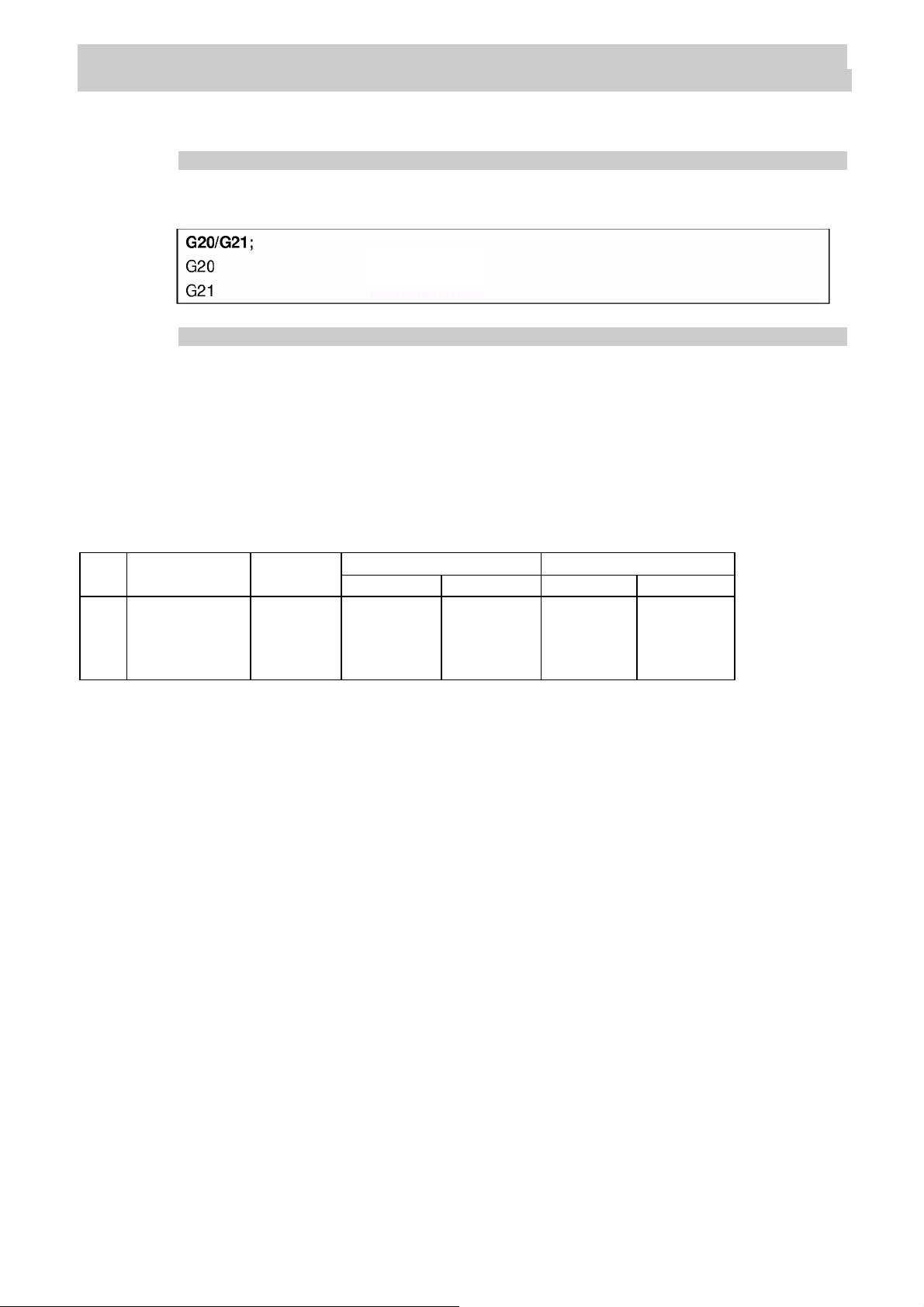
(3) Пока разнообразные команды могут задаваться в одном блоке, представляется возможным задавать
специальные адреса как абсолютные значения или как инкрементные значения.
N4G90X300. G91 Y100.;
X ось рассматривается в режиме
абсолютного значения и при помощи G90
движется к положению системы координат
заготовки 300.мм. Y ось движется +100.мм
при помощи G91. В результате
Y движется к положению 200.мм. В единицах
следующего блока G91 остается модовой и становится режимом инкрементного
значения.
(3) При включенном питании представляется возможным при помощи параметра #107 3
l_Absm выбор как команд абсолютного значения, так и команд инкрементного значения.
(3) Даже при задаче команд с помощью ручного ввода данных (MDI), они будут
рассматриваться как модовые с данного блока.
20
Page 30
5. Позиционные команды
а
оманда
5.2 Преобразование дюйм/метр; G20, G21
Функция и назначение
Эти G команды используются для преобразования между дюймовыми и миллиметровыми
(метрическими) системами. Формат команды
: команда в дюймах:
метрическ
Подробное описание
Выбор G20 и G21 имеет значение только для линейных осей и не имеет значения для осей
вращения. Единица ввода для G20 и G21 не будет изменяться при изменении единицы
команды. Другими словами, если единица команды программы обработки меняется на
дюймовую единицу при G20, если начальный дюйм выключен, установочная единица
количества смещения резца останется метрической. Таким образом, учитывайте
установочное значение.
я к
5.2 Преобразование дюйм/метр
(Пример 1) Соотношение между единицами команд ввода и командами G20/G21 (с
Тип единицы команды
ось
ввода (cunit)
X 10
Y 10
Z 100
B
1000 B100; 10.0° 10.0° 10.0° 10.0°
(Примечание 1)При изменении между G20 и G21 при помощи программных команд
(Пример 2) Установочная единица ввода #1015 c единица=10, #1041 l_дюйм=0
(Примечание 2) Поскольку данные до изменения будут выполняться в единице команды
типом ввода десятичной точки I)
Пример
команды
X100; 0.100мм 0.254мм 0.0039дюйм O.OIOO дюйм
Y100; 0.100мм 0.254мм 0.0039 дюйм O.OIOO дюйм
Z100; 1.00мм 2.54мм 0.039 дюйм O.IOO дюйм
Метрический выход (#1016 iout=0) Дюймовый выход (#1016 iout=1)
G21 G20 G21 G20
необходимо заранее преобразовать параметры, переменные и смещения для
диаметра резца, положения резца, длины резца, в единицы, использованные в
установках единиц системы установочных единиц ввода (для каждой оси),
которая имеет дюймовые или метрические команды и осуществляет установки
с использованием параметровой ленты.
единица команды позиционирования 0.001 мм
установочная единица величины коррекции
....Если величина коррекции 0.05мм для
0.001мм
В вышеприведенном примере при изменении с G21 на G20 величина
коррекции должна быть установлена на 0.002 (0.05 + 25.4 =. 0.002).
после изменения задайте команду F скорости для изменения таким образом,
чтобы она была корректной командой скорости для системы единиц команд после
преобразования.
21
Page 31

5. Позиционные команды
5.2 Преобразование дюйм/метр
Единица выхода, единица команды и единица настройки
Выберите, будет ли выводиться настройка счетчика или параметра и единицы
индикации в качестве единицы команды, определяемой командным модом G20/G21,
или в качестве внутренней единицы, определяемой параметром "#1041 I_inch". Если
выбрано меню настройки единицы команды, в то время, как исходная метрическая
единица (внутренняя метрическая единица) задана при помощи параметра базовой
спецификации "#1226 aux10/bit6", счетчик и параметры будут выводиться на
дисплей в метрических единицах в режиме команды G21. Метрические данные
внутренней единицы будут преобразованы в дюймовые единицы и выводиться на
экран в режиме команды G20. После включения питания и выполнения сброса
единица команды может быть выбрана независимо от внутренней единицы
посредством настройки параметра базовой спецификации "#1152 I_G20".
NC ось
элемент
Команда
движения/скорости
Дисплей счетчика метр метр метр дюйм дюйм дюйм
Дисплей скорости метр метр метр дюйм дюйм дюйм
Настройка/индикация
параметров
Настройка/индика
ция смещения
заготовки/резца
Команда управления
подачи
Настройка/индикация
параметров настройки
Исходный дюйм выкл. (метрическая внутр единица)
#1041 l_дюйм=0
#1226aux10/bit6=0
следует внутр. единица
#1226aux10/bit6=1
следует команд. единица
Исходный дюйм вкл. (дюймовая внутр единица)
#1041 l_дюйм=1
#1226aux10/bit6=0
следует внутр. единица
#1226aux10/bit6=1
следует внутр. единица
G21 G20 G21 G20 G21 G20 G21 | G20
метр дюйм метр дюйм метр дюйм
Параметр
"#1226aux10/bit6" не
действителен, если
включен исходный
дюйм. Даже если
метр метр метр дюйм дюйм дюйм
задано значение 1,
настройка и индикация
последуют согласно
метр метр метр дюйм дюйм дюйм
внутренней единице
так же, как и при
значении 0.
метр метр метр дюйм дюйм дюйм
следует "#1040 M дюйм "
Элемент
Команда
движения/скорости
PLC ось
#1042pc дюйм =0
#1042pc дюйм
(метр)
=1 (дюйм)
метр дюйм
Дисплей счетчика метр дюйм
Настройка/индикация
параметров
Настройка/индикация
параметров настройки
метр дюйм
следует "#1040 M дюйм "
При использовании оси NC и оси PLC в качестве осей вращения три цифры после
десятичной точки будут отображаться как данные координат, и т.д., даже для команды
в дюймах.
22
Page 32

5. Позиционные команды
д
ц
5.2 Преобразование дюйм/метр
Примеры применения
Показания дисплея будут изменяться следующим образом в соответствии с настройками параметров.
настройка
параметра
Операция
программной команды
/дисплея
Дюймовая команда
Исходный метр
G21 (метрический)
режим сброшен
Единица настройки и
индикации – внутр. ед.
Внутр. данные
25.4(мм)
50.8(мм)
76.2(мм)
Исходный метр
G21 (метрический)
режим сброшен
Единица настройки и
индикации – команд. ед.
Индикация также в дюймах
согласно командной е
ини
Внутр. данные
25.4(мм)
50.8(мм)
76.2(мм)
е
Внутр.данные
Задач при помощи единиц в дюймах
ввод
Внутр. данные
1.0(мм)
Внутр. данные
25.4(мм)
23
Page 33

5. Позиционные команды
д
д
ц
5.2 Преобразование дюйм/метр
настройка
параметра
Операция
программной команды
/дисплея
сброс
Исходный метр
G21 (метрический)
режим сброшен
Единица настройки и
индикации – внутр. ед.
Исходный метр
G21 (метрический)
режим сброшен
Единица настройки и
индикации – команд. ед.
Индикация также в метрах согласно
коман
ной е
ини
е
Меры предосторожности
(0) Если данные смещения резца и заготовки добавлены при помощи дюймовой командной
единицы и метрической внутренней единицы, может возникнуть ошибка.
(0) Внутренней единицей является единица, которая следует за #1041 l_дюйм.
Внутренняя единица при #1041 l_ дюйм =0 :
мм Внутренняя единица при #1041 l_ дюйм =1
: дюйм
(2) Параметры вводятся и выводятся при помощи внутренней единицы.
(2) Если выбор единицы ввода/вывода данных резца (#1220 aux04/bit4:1) действителен,
данные резца будут вводиться и выводиться при помощи единицы настройки "#1152
I_G20". Для всех остальных случаев данные однако будут вводиться/выводиться при
помощи внутренней единицы.
24
Page 34

5. Позиционные команды
е
0
д
да
5.3 Ввод десятичной точки
5.3 Ввод десятичной точки
Функция и назначение
Данная функция позволяет выполнять ввод десятичной точки. Она устанавливает
десятичную точку в миллиметрах или дюймах для входных данных программы обработки,
которые определяют траекторию перемещения, расстояния и скорости резца.
Параметр "#1078 Decpt2" определяет, будет ли минимальная командная единица ввода
(тип I) или тип II (нулевая точка) применяться для наименее значимого кода данных без
десятичной точки.
Формат команды
метрическая команда
юймоваякоман
Подробное описание
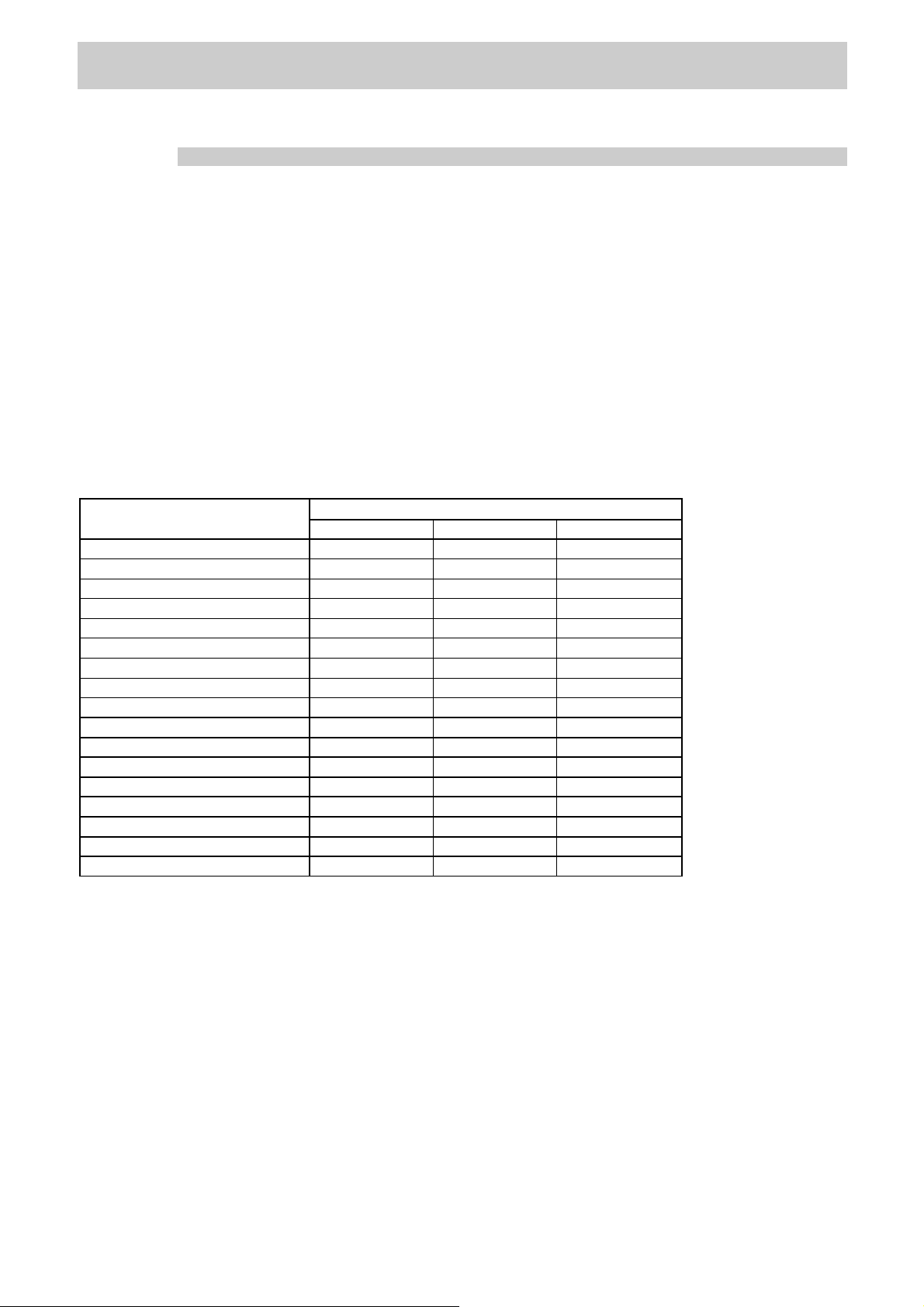
(2) Команда десятичной точки действительная для расстояний, углов, времени и скоростей
в программе обработки. (примечание, только после G51)
(0) В нижеследующей таблице представлены значения команд данных без десятичной
точки в типе ввода десятичной точки 1 и типе 2.
команда Система единиц команд тип 1 тип 2
X1 ;
cunit = 10000 1000 (µrn, 10"4дюйм, 10"3°) 1 (мм, дюйм, °)
cunit= 1000 100 1
cunit= 100 10 1
cunit = 10 1 1
(2) Действительные адреса для десятичных точек X, Y, Z, U, V, W, A, B, C, I, J, K, E, F, P, Q, и
R. Однако, P действительно только во время масштабирования. Для детальной
информации смотри список.
(2) Количество значимых цифровых кодов в команде десятичной точки указано
MM
(милл
иметр)
INCH
(дюйм)
Команда движения
(линейная)
Целое
число
0. до
99999.
0. до 9999.
внизу (для входной командной единицы cunit=10).
есятичный
блок
.000 до
.999
000 до
.9999
Команда движения
(вращение)
Целое
число
0. до
99999.
99999.
(359.)
Десятичны
й блок
.000дo.
999
.0 до .999 0. до 2362.
Скорость
подачи
Целое
число
0. до
60000.
Десятичны
й блок
.00 до .99
.000 до
.999
.0 до .99
Выдержка
времени
Целое
число
0. до
99999.
(4) Команда десятичной точки действительна даже для команд, задающих переменные
данные, используемые в подпрограммах.
сятичный
блок
.000 до
.999
.000 до
.999
(4) Поскольку команда наименьшей десятичной точки действительна, может быть
выбрана наименьшая единица для команды без определения десятичной точки как
набора единица ввода команды в параметрах (1µm, 10µm, и т.д.) или мм. Этот
выбор может быть осуществлен при помощи параметра #1078 Decpt2.
(4) Команды десятичной точки для недействительных адресов десятичной точки
обрабатываются только как целочисленные данные, при этом все позиции, находящиеся за
десятичной точкой, игнорируются. Недействительными для десятичной точки адресами
являются D, H, L, M, N, O, P, S и T.
Все переменные команды рассматриваются однако как данные с десятичными точками.
25
Page 35

5. Позиционные команды
5.3 Ввод десятичной точки
Пример программы
(1) Пример программы с действительным адресом десятичной точки
Пример программы
GO X1 23.45 (все десятичные
точки являются мм точками)
GO X1 2345
#111 =123, #112 = 5.55
X#111 Z#112
#113 = #111 +#112
(сложение)
#114 = #111 -#112
(вычитание)
#115 = #111 *#112
(умножение)
#116 = #111/#112
#117 = #1127*111
(деление)
Команда десятичной точки 1 Характеристики
При 1 = 1µm При 1 = 10µm
X123.450мм X123.450мм X123.450мм
X12.345мм
(последняя
X123.450мм X12345.000мм
Команда десятичной точки 2
При 1 = 1µm
цифра 1µm)
X123. 000мм,
Z5.550мм
#113 = 128.550 #113 = 128.550 #113 = 128.550
#114 = 117.450 #114 = 117.450 #114 = 117.450
#115 = 682.650 #115 = 682.650 #115 = 682.650
#116 = 22.162,
#117 = 0.045
X123. 000мм,
Z5.550мм
#116 = 22.162,
#117 = 0.045
X123.000мм,
Z5.550мм
#116 = 22.162,
#117 = 0.045
Ввод десятичной точки I, II и достоверность команды десятичной точки
Если команда не использует десятичную точку в адресе, где действительна команда
десятичной точки в таблице на следующей странице, она по разному рассматривается
между режимами ввода I и II десятичной точки, как объясняется ниже.
Команда, использующая десятичную точку, рассматривается одинаково в режиме ввода
десятичной точки I или II.
(1) Ввод десятичной точки I
Цифровой код нижнего разряда командных данных соответствует командной единице.
(Пример) Если задано "X1" в системе 1µm, результат получится тот же, что и от
команды "X0.001"
(2) Ввод десятичной точки II
Цифровой код нижнего разряда командных данных соответствует командной единице.
(Пример) Если задано "X1" в системе 1µm, результат получится тот же, что и от
команды "X1.".
(Примечание) При наличии оператора четырех правил данные рассматриваются как
данные с десятичной точкой.
(Пример) Если мин. единица команды ввода - 1 µm:
GOx 123 + 0 ;... X ось 123 мм команда. Она не будет 123 µm.
26
Page 36

5. Позиционные команды
5.3 Ввод десятичной точки
Используемые адреса и действительные/недействительные команды десятичной точки
адрес
A
B
C
D
E
F
G
H
1
J
K
L
M
Команда
десятичной точки
действительна Данные позиции координаты
недействительна
Револьверный стол, код внесистемной функции
действительна Угловые данные
недействительна
Установки данных, номера оси (G10)
действительна Данные позиции координаты
недействительна
Револьверный стол, код внесистемной функции
действительна Данные позиции координаты
недействительна
Револьверный стол, код внесистемной функции
действительна Степень закругления углов ,c
недействительна
действительна
недействительна
действительна
Номера смещений (позиция резца, радиус резца)
Автоматическое измерение длины резца, диапазон замедления d
Установки данных, данные в байтах
Дюймовая резьба, количество
выступов, точная подача резьбы
действительна Скорость подачи
действительна Подача резьбы
действительна Код подготовительной функции
недействительна
недействительна
недействительна
недействительна
Количество смещений по длине резца
Номера последовательности в подпрограмме
Ввод программного параметра, данные в битах
Выбор линейно-дугового пересечения (геометрия)
действительна Координаты центра дуги
действительна Векторные компоненты коррекции на радиус резца
действительна
действительна
Расстояние между отверстиями при специальном фиксированном цикле
Радиус окружности круга резки (возрастающее количество)
действительна Координаты центра дуги
действительна Векторные компоненты коррекции на радиус резца
действительна
Расстояние между отверстиями при специальном фиксированном цикле или угол
действительна Координаты центра дуги
действительна Векторные компоненты коррекции на радиус резца
недействительна
недействительна
недействительна
недействительна
недействительна
недействительна
Количество отверстий специального фиксированного цикла
Количество повторов фиксированного цикла и подпрограмм
Выбор типа ввода программной коррекции резца
Выбор ввода программного параметра
Ввод программного параметра, данные из 2 кодовых групп
Коды внесистемной функции
применение примечания
L2, L12, L10,
L13, L11
L50
4 байта
(примечание 1) Все десятичные точки действительны для макропараметров пользователя.
27
Page 37

5. Позиционные команды
5.3 Ввод десятичной точки
адрес
N
0
P
Q
R
Команда
десятичной точки
недействительна
недействительна
недействительна
недейств/действ.
недействительна
недействительна
недействительна
недействительна
недействительна
недействительна
недействительна
недействительна
недействительна
Номера последовательности
Ввод программного параметра, номера данных
Номера программ
Выдержка времени параметр
Номера программ вызова подпрограмм
Количество отверстий специального фиксированного цикла
Степень винтового наклона
уровень смещения (G10)
Номер оси управления постоянной скоростью поверхности
Ввод программного параметра, широкая классификация
Команда сигнала пропуска
№ последовательности возврата из подпрограмм
Количество возвратов к 2-й, 3-й, 4-й исходной точке
действительна Уровень резки при цикле глубокого сверления
действительна Уровень сдвига обратного сверления
действительна Уровень сдвига точного сверления
недействительна
Минимальная скорость зажима шпинделя
действительна Угол начального сдвига для нарезания резьбы
действительна R-точка в фиксированном цикле
действительна R-заданный радиус дуги
применение примечания
действительна Радиус дуги закругления угла ,R
S
T
U
V
w
X
Y
z
действительна уровень смещения (G10)
действительна
Переключение синхронного/асинхронного нарезания метчиком
действительна Автоматическое измерение длины резца, диапазон замедления r
недействительна
недействительна
недействительна
недействительна
недействительна
Коды шпиндельной функции
Максимальная скорость зажима шпинделя
Постоянное управление скоростью поверхности, скорость поверхности
Ввод программного параметра, данные кодовой группы 2 байта
Коды функции резца
действительна Данные позиции координаты
действительна Данные позиции координаты
действительна Данные позиции координаты
действительна Данные позиции координаты
действительна Выдержка времени
действительна Данные позиции координаты
действительна Данные позиции координаты
(примечание 1) Все десятичные точки действительны для макропараметров пользователя.
28
Page 38

6. Функции интерполяции
6.1 Позиционирование (быстрый ход)
6. Функции интерполяции
6.1 Позиционирование (быстрый ход); G00
Функция и назначение
Данная команда сопровождается кодовыми группами координат. Она позиционирует
резец по линейной или нелинейной траектории вдоль текущей точки в качестве
начальной точки до конечной точки, которая устанавливается кодовыми группами
координат.
Формат команды
(oc представляет дополнительную ось)
: представляет координаты, и может быть абсолютным либо
инкрементным значением, в зависимости от установки G90/G91.
Подробное описание
(3) Как только будет отдана данная команда, режим G00 сохраняется, пока не он не будет
заменен другой G функцией либо пока не будет отдана команда G01, G02, G03 или
G33 в группе 01. Если следующей командой будет G00, то все, что требуется, просто
задать кодовые группы координат.
(0) В режиме G00 ускорение резца всегда производится в начальной точке блока, а его
замедление – в конечной точке. Выполнение продолжается до следующего блока,
после того, как было проверено состояние окончания позиционирования. Диапазон
окончания позиционирования устанавливается при помощи параметра.
(0) Любая G команда (G83 ~ G89) в группе 09 отменяется (G80) командой G00.
(0) Передвижение резца вдоль линейной или нелинейной траектории определяется
параметром, однако при этом время позиционирования не изменяется.
(a) Линейная траектория То же что и линейная интерполяция (G01), скорость
ограничивается скоростью быстрого хода каждой оси.
(b) Нелинейная траектория Позиционирование резца при скорости быстрого хода
происходит независимо для каждой оси.
ВНИМАНИЕ
Команды "без значения после G" рассматриваются при работе как "GOO".
29
Page 39

6. Функции интерполяции
6.1 Позиционирование (быстрый ход)
Пример программы
заготовка
Начальная точка
| G91 GOO X-270000 Y300000 Z1 50000 ;
(Примечание 1) Если для параметра "#1086 GOIntp" задано значение 0,
траектория, вдоль которой происходит позиционирование резца, будет
кратчайшим путем, соединяющим начальную и конечную точки. Скорость
позиционирования рассчитывается автоматически, что позволяет вычислить
минимальное время распределения, чтобы командные скорости для каждой
оси не превысили скорость быстрого хода. Если, например, скорости быстрого
хода для оси Y и оси Z составляют 9600мм/мин, резец будет следовать по
траектории, указанной на рисунке ниже, если в программе задано следующее: G91
GOO X-300000 Y200000 ; (с единицей входной настройки 0.001 мм)
Конечная точка
единица: мм
| (для единицы входной настройки: 0.001 мм)
конечная точка
Начальная точка
текущая скорость оси X : 9600мм/мин
текущая скорость оси Y: 6400мм/мин
(единица : мм)
30
Page 40

6. Функции интерполяции
6.1 Позиционирование (быстрый ход)
(Примечание 2) Если для параметра "#1086 GOIntp" задано значение 1, резец будет
передвигаться по траектории от начальной точки к конечной точке при
скорости быстрого хода для каждой оси. Если, например, скорости быстрого
хода для оси Y и оси Z составляют 9600мм/мин, резец будет следовать по
траектории, указанной на рисунке ниже, если в программе задано следующее:
G91 GOO X-300000 Y200000 ; (с единицей входной настройки 0.001 мм)
конечная точка
Начальная точка
текущая скорость оси X: 9600мм/мин
текущая скорость оси Y: 9600мм/мин
(единица : мм)
31
Page 41

6. Функции интерполяции
6.1 Позиционирование (быстрый ход)
(Примечание 3) Скорость быстрого хода для каждой оси при использовании команды
G00 отличается в зависимости от параметров конкретного станка, поэтому
должна делаться ссылка на техническую инструкцию станка.
(Примечание 4) Контроль замедления быстрого хода (G00)
По окончании быстрого хода (G00) выполнить следующий блок после подтверждения того, что остаточные
расстояния для каждой оси находятся ниже уровня фиксированных значений. (Смотри Рис. 1.).
Подтверждение остаточного расстояния должно производиться при помощи диапазоны выхода на
заданную координату, LR. LR является значением настройки сервопараметра "#2224 SV024".
Настройка параметра "#2224 SV024" может производиться с приращением 0.0005мм или 0.00005 дюйма.
предыдущий блок следующий блок
рис. 1 GO схема замедления
Где на Рис. 1,
TR : Постоянная времени ускорения/замедления быстрого хода
LR : Диапазон выхода на заданную координату
Как показано на Рис. 1, диапазон выхода на заданную координату LR является
остаточным расстоянием предыдущего блока от начального времени следующего блока.
(Отрезок косой линии на Рис. 1.)
Целью контроля замедления быстрого хода является минимизации времени
позиционирования. Чем больше значение настройки сервопараметра "#2224 SV024",
тем дольше будет сокращенное время, однако остаточное расстояние предыдущего
блока при начальном времени следующего блока также становится больше, что может
стать препятствием для процесса непосредственной обработки. Проверка остаточного
расстояния производится с заданными интервалами. Соответственно в некоторых
случаях может быть невозможно получить текущий уровень временного сокращения при
позиционировании с использованием значения настройки SV024.
32
Page 42

6. Функции интерполяции
данно
оманд
араметра
6.1 Позиционирование (быстрый ход)
Программируемая команда диапазона выхода на заданную координату для
позиционирования
Команда управляет диапазоном выхода на заданную координату для команды
позиционирования программы обработки.
Диапазон выхода на заданную координату
Значение координаты позиционирования каждой оси
Операция при проверке выхода на заданную координат
Выполнение следующего блока начинается после подтверждения того, что уровень ошибки позиции командного
блока позиционирования (быстрый ход: G00) и блока, который выполняет проверку замедления при помощи
команды линейной интерполяции (G01), менее диапазона выхода на заданную координату, установленного данной
командой. Диапазон выхода на заданную координату в данной команде действителен только в командном блоке,
поэтому метод проверки замедления, заданный в параметре базовой спецификации "#1193 inpos", используется
для блоков, которые не имеют команды диапазона выхода на заданную координату.
Если существует несколько осей движения, система подтверждает, что уровень ошибки позиции каждой оси
движения в каждой системе не превышает диапазон выхода на заданную координату, заданный в команде, перед
тем, как будет выполнен следующий блок.
Разница между случаями, когда проверка выхода на заданную координату управляется параметром (параметр
базовой спецификации "#1193 inpos", для которого задано значение 1; смотри следующую страницу для получения
рис. 2 разница между проверкой выхода на заданную позицию при помощи данной команды и проверки выхода на заданную координату при
Проверка выхода на заданную координату при помощи
После начала замедления командной
системы производится сравнение уровня
ошибки позиции и заданного диапазоны
выхода на заданную координату
информации по диапазону выхода на заданную координату) и при помощи данной команды, как показано на Рис. 2.
й к
ы
Проверка выхода на заданную координату при помощи
п
После начала замедления командной системы
производится сравнение уровня ошибки позиции
сервосистемы и значения настройки параметра
(диапазон выхода на зад. координату).
выполняем
ый блок
серво
Начало проверки выхода на зад. позицию
при помощи данной команды
команда
Диапазон выхода на заданную
координату
(уровень ошибки конечной командной
точки и позиции станка)
Ts : постоянная времени ускорения/замедления
Td : время проверки замедления
Td = Ts + (Oдо14мс)
выполняе
серво
команда
диапазон выхода на заданную
позицию (уровень ошибки
позиции сервосистемы)
Начало проверки выхода на зад.
позицию при помощи параметра
33
Page 43

6. Функции интерполяции
ю
ю
6.1 Позиционирование (быстрый ход)
GO/G1 настройка диапазона выхода на заданную позицию
Если значение настройки сервопараметра "#2224 SV024" меньше значения настройки диапазона выхода
на заданную позицию G0 "#207 7 GOin ps" и диапазона выхода на заданную позицию G1 "#2078 G1inps",
проверка выхода на заданную позицию производится с диапазоном выхода на заданную координату
G0 и диапазоном выхода на заданную позицию G1.
проверка выхода на заданную позицию с
использованием значения "GOinps"
проверка выхода на заданную позицию с
использованием значения "G1inps"
Команда на двигатель
Схема движения двигателя
GOвыход на зад. позици
•остановка по расчетам происходит здесь.
Команда надвигатель
Схема движения двигателя
G1 выход на зад. позици
• остановка по расчетам происходит здесь.
Если значение SV024 больше, проверка выхода на заданную позицию завершается
тогда, когда позиция мотора оказывается в диапазоне, заданном параметром SV024.
Метод проверки выхода на заданную позицию зависит от метода, заданного параметром
проверки замедления.
(Примечание 1) Если в программе задан диапазон выхода на заданную позицию, проверка выхода на заданную
позицию выполняется с большим диапазоном выхода на заданную позицию GO/G1 и диапазоном выхода на
заданную позицию, заданным в программе.
(Примечание 2) Если значение настройки SV024 больше, чем диапазон выхода на заданную позицию G0 / диапазон выхода
на заданную позицию G1, проверка выхода на заданную позицию производится со значением SV024.
(примечание 3) Если ВКЛ обнаружение ошибки, проверка выхода на заданную позицию проводится принудительно.
34
Page 44

6. Функции интерполяции
6.2 Линейная интерполяция
6.2 Линейная интерполяция; G01
Функция и назначение
Данная команда сопровождается кодовыми группами координат и командой скорости
подачи. Она заставляет резец перемещаться (интерполировать) линейно из текущей
позиции в конечную точку, заданную кодовыми группами координат, на скорости,
заданной адресом F. В таком случае скорость подачи, определяемая адресом F, всегда
действует как линейная скорость в направлении центра головки резца.
Формат команды
(a представляет дополнительную ось)
:значения координат могут быть абсолютной позицией или
инкрементной позицией в зависимости от состояния G90/G91.
:Значение, указывающее данные скорости.
Подробное описание
Как только была отдана данная команда, режим работы выполняется до тех пор, пока не
будет задана другая G функция (G00, G02, G03, G33) в группе 01, которая изменяет режим
G01. Поэтому если следующей командой будет также G01 и скорость подачи останется
неизменной, все что останется сделать, это определить кодовые группы координат. Если
команда F не будет задана в первом командном блоке G01, выводится программная
ошибка (P62).
Скорость подачи для оси вращения задается в °/мин (десятичная позиционная
единица). (F300 = 300 °/мин)
Функции G (G70 ~ G89) в группе 09 отменяются (G80) командой G01.
Пример программы
(Пример 1) Резка в последовательности P1 → P2 → P3 → P4 при скорости
подачи 300мм/мин P0 → P1 , P4 → P0 для позиционирования резца
единица: мм
единица входной настройки: 0.001
35
Page 45

6. Функции интерполяции
6.2 Линейная интерполяция
Программируемая команда диапазона выхода на заданную позицию для линейной
интерполяции
Команда управляет диапазоном выхода на заданную позицию для команды линейной
интерполяции программы обработки.
Заданный диапазон выхода на заданную позицию действителен в команде линейной
интерполяции только при выполнении проверки замедления.
• Если включен переключатель распознавания ошибки.
• Если G09 (точная проверка остановки) задано в том же самом блоке.
• Если выбран G61 (режим точной проверки остановки).
••диапазон выхода на заданную позицию
-скорость подачи
-значение координат линейной интерполяции для каждой оси
(Примечание 1) Смотри раздел "6.1 Позиционирование (быстрый ход); G00" для
получения подробной информации по операции проверки выхода на заданную
позицию.
36
Page 46

6. Функции интерполяции
6.3 Выбор плоскости
6.3 Выбор плоскости; G17, G18, G19
Функция и назначение
Выбирается плоскость, к которой относится движение резца во время круговой
интерполяции (включая винтовую резку) и команда коррекции диаметра резца.
При регистрации в качестве параметров трех базовых осей и соответствующих
параллельных осей плоскость может быть выбрана при помощи двух осей, не являющихся
параллельными осями. Если ось вращения зарегистрирована в качестве параллельной
оси, плоскость, содержащая ось вращения, может быть выбрана.
Для стандартного выбора плоскости соотношение трех базовых осей X, Y и Z и
соответствующих параллельных осей U, V и W фиксировано, таким образом, плоскость,
содержащая ось вращения (наименование оси A, B, C) не может быть выбрана.
Выбор плоскости следующий:
• Плоскость, выполняющая круговую интерполяцию (включая винтовую резку)
• Плоскость, выполняющая коррекцию диаметра резца
• Плоскость, выполняющая позиционирование фиксированного цикла.
Формат команды
G17 ; (выбор ZX плоскости)
G18 ; (выбор YZ плоскости)
G19 ; (выбор XY плоскости)
X, Y и Z показывает каждую ось координат или параллельную ось.
I
J
Ввод параметра
#1026 до 1028
base_l,J,K
X U
Y
K Z V
Пример ввода параметра выбора плоскости
Как показано в вышеприведенном примере базовая ось и её параллельная ось могут быть
зарегистрированы.
Базовая ось может быть иной, нежели X, Y и Z.
Незарегистрированные оси не относятся к выбору плоскости.
#1029 до 1039
aux_l,J,K
37
Page 47

6. Функции интерполяции
6.3 Выбор плоскости
Система выбора плоскости
На рис. 1,
I – горизонтальная ось для плоскости G17 или вертикальная ось для плоскости G18
J – вертикальная ось для плоскости G17 или горизонтальная ось для плоскости G19
K – горизонтальная ось для плоскости G18 plane или вертикальная ось для плоскости
G19
Другими словами,
G17.....IJ плоскость
G18.....Kl плоскость
G19.....JK плоскость
Адрес оси, заданный в том же блоке что и выбор плоскости (G17, G18, G19)
определяет, какая базовая или параллельная ось используется для выбора
плоскости. Пример регистрации параметра см. на рис 1.
G17X_Y_; XY плоскость
G18X_V_; VX плоскость
G18U_V_; VU плоскость
G19Y_Z_; YZ плоскость
G19Y_V_; YV плоскость
Плоскость не будет изменяться в блоке, где не задан G код (G17, G18, G19) выбора
плоскости.
G17X_Y_; XY плоскость
Y _Z _; XY плоскость (плоскость не изменяется)
Если адрес оси не включен в блок, где задан G код (G17, G18, G19) выбора плоскости, он
будет отображаться, как будто адрес трех базовых осей пропущен. Пример регистрации
параметра см. на рис 1.
G17; XY плоскость
G17U_; UY плоскость
G18U_; ZU плоскость
G18V_; VX плоскость
G19Y_; YZ плоскость
G19V_; YV плоскость
Команда оси, которая не существует в плоскости, определенной кодом G (G17, G18, G19)
выбора плоскости не относится к выбору плоскости. Пример регистрации параметра см.
на рис1.
G17U_Z_;
Если задано вышеназванное, то будет выбрана плоскость UY и Z будет двигаться в
независимости от плоскости. Если базовая ось и параллельная ось заданы в двух
экземплярах в том же блоке, что G код (G17, G18, G19) выбора плоскости, плоскость будет
определяться в порядке очередности базовой оси и параллельной оси.
Пример регистрации параметра см. на рис 1.
G17U_Y_W_-;
Если задано вышеназванное, то будет выбрана плоскость UY и W будет двигаться в независимости от
плоскости.
(Примечание 1) Плоскость, установленная при помощи параметра "#1025 Lplane" будет выбрано, если
питание включено, или осуществлен повторный запуск.
38
Page 48

6. Функции интерполяции
6.4 Круговая интерполяция
6.4 Круговая интерполяция; G02, G03
Функция и назначение
Данные команды предназначены для перемещения резца по дуге.
Формат команды
G02 (G03) Xx Yy li Jj Kk Ff;
G02 : по часовой стрелке (CW)
G03 : против часовой стрелки (CCW)
Xx, Yy : конечный пункт
li, Jj : центр дуги
Ff : скорость подачи
Для команды дуги координаты конечной точки дуги заданы при помощи адресов X, Y (или Z, или
параллельная ось X, Y, Z), а значение координат центра дуги задано при помощи адресов I, J (или K).
Для команды координат конечной точки дуги может использоваться как абсолютное, так и
инкрементное значение, но значение координат центра дуги должно всегда задаваться при
помощи инкрементного значения от начальной точки.
Значение координаты центра дуги задается при помощи установочной единицы ввода.
Требуется внимание в случае команды дуги оси, для которой отличается значение
команды ввода. Во избежание путаницы следует задавать команду с десятичной точкой.
39
Page 49

6. Функции интерполяции
6.4 Круговая интерполяция
Подробное описание
(1) G02 (или G03) сохраняются, пока не будет отдана другая команда G (G00, G01 или G33)
в группе 01, которая изменяет ее режим.
Направление кругового вращения разделяется командами G02 и G03:
G02 : по часовой стрелке (CW)
G03 : против часовой стрелки (CCW)
G17(X-Y)плоскость G18(Z-X) плоскость
G19(Y-Z) плоскость
(2) Дуга, которая распространяется более чем на один квадрант, может быть
выполнена командой единичного блока.
(3) Для круговой интерполяции необходимы следующие данные.
(a) Выбор плоскости............. : есть ли дуга параллельная одной из плоскостей XY, ZX YZ ?
(b) Направление вращения..: по часовой стрелке (G02) или против часовой стрелки (G03)?
(c) Координаты конечной точки дуги .. : задается адресами X, Y, Z
(d) Координаты центра дуги.: задается адресами I, J, K (команды инкрементного значения)
(e) Скорость подачи..............: задается адресом F
40
Page 50

6. Функции интерполяции
С
/
J= 50
500
J
50
6.4 Круговая интерполяция
Y ось
пример программы
(пример 1)
корость подачи
F= 500мм
мин
Центр круга
мм
X ось
Начальная точка/конечная точка
G02 J50000 F500 ; команда круга
(пример 2)
Y ось
Скорость подачи
F=
мм/мин
Центр дуги
=
мм
Конечная точка
X50 Y50мм
X ось
| G91 G02 X50000 Y50000 J50000 F500 ;
Начальная точка
3/4 команда
41
Page 51

6.Функции интерполяции
\
Ц
р
6.4 Круговая интерполяция
Выбор плоскости
Ниже указаны три вида поверхностей, где присутствуют круговые операции (смотрите так
же подробные схемы). Выбор осуществляется согласно следующим параметрам:
XY плоскость
G17 – команда (выбор плоскости с кодом G)
ZX плоскость
G18 – команда (выбор плоскости с кодом G)
YZ плоскость
G19 – команда (выбор плоскости с кодом G)
Меры предосторожности при круговой интерполяции
(1) Понятия "по часовой стрелке" (G02) и "против часовой стрелки" (G03), используемые
для круговых операций, определяются в ситуации, когда в системе координат правой
руки обратное направление противоположно прямому направлению оси координат,
которая находится под прямым углом к рассматриваемой поверхности.
(2) Если все координаты конечной точки пропущены или конечная точка занимает то же
положение, что и начальная точка, то использование «I» и «К» при задании центра
является тем же, что и задание дуги в 360° (совершенный круг).
(3)В случае, если при круговой команде начальная и конечная точка радиуса не
совпадают, происходит следующее:
(a) Ошибка программы (P70) проявляется в начальной точке круга, если ошибка
AR больше параметра "#1084 Ra
#1084 RadErr = 0.100
Радиус точки начала = 5.000
Радиус конечной точки= 4.899
ошибкаAR = 0.101
•Аварийная
остановка
Точка
начала
Радиус начальной
точки
Конечная точкаЦентр
Радиус конечной
(б) Спиральная интерполяция в направлении заданной конечной точки
проявляется, если ошибка AR меньше значения параметра:
Точка
Радиус
начальной
ент
Радиус
конечной точки
Спиральная интерполяция
#1084 RadErr = 0.100
Радиус начальной точки= 5.000 ^
Радиус конечной точки= 4.900
\ошибкаAR = 0.100
Конечная
Устанавливаемый параметр может варьироваться в пределах от 0,001 до
1,000мм.
42
Page 52

6.Функции интерполяции
6.5.Круговая интерполяция с характеристикой R
6.5.Круговая интерполяция с характеристикой R;G02, G03
Функции и назначение
Наряду с обычными командами круговой интерполяции, основанными на
обозначении кругового центра координат (I, К), эти команды можно так же
использовать при непосредственном обозначении радиуса круга R.
Формат команды
G02 (G03) Xx Yy Rr Ff ;
X X-ось координаты конечной точки
Y Y- ось координаты конечной точки
R радиус круга
F скорость подачи
Радиус круга зависит от параметров входного устройства. Соблюдайте осторожность при
задании круговой команды для круговой операции, если параметры входного устройства для ее
осуществления отличны. Задавайте значение вплоть до указания всех десятитысячных долей, чтобы
избежать неточностей.
Подробное описание
Центр круга находится на линии биссектрисы, перпендикулярной линии, соединяющей
начальную и конечную точку круга. Точка, в которой круг с заданным радиусом, чья начальная
точка является центром, пересекает перпендикулярную линию биссектрисы, служит
координатами центра круговой команды.
Если программное значение R положительно, дуга меньше полукруга, если же оно
Точка начала
отрицательно, то дуга больше полукруга.
Следующее условие должно соблюдаться при спецификации R команды
круговой интерполяции:
L7 (2xr) < 1 Ошибка возникает при L72 - r > (параметр #1084 RadErr)
Где L – линия от начальной до конечной точки.
Если спецификация R и спецификации I, K даны одновременно и в одном и
том же блоке, круговая команда со спецификацией R является приоритетной.
Выбор плоскости осуществляется аналогичным способом, как и в случаями
с круговыми командами с характеристиками I, J, K.
43
Точка центра
Путь дуги при
R
положительно
путь дуги при
RR R отрица
тельном
Page 53

6.Функции интерполяции
ц
6.5.Круговая интерполяция с характеристикой R
Пример программы
(Пример 1)
G02 Xx1, Yy1, Rr1, Ff1
(Пример 2)
G03 Xx1, Yy1, Rr1, Ff1
(Пример 3)
G02 Xx1, Yy1, Rr1, Ff
Jj1
1, Ii1,
круг с R спецификацией на XY плоскости (когда R
спецификация и I, J, ( K) спецификация содержатся
в одном и том же блоке, R спецификация имеет
преимущества в исполнении)
(Пример 4)
G02 G17 Rr1, Ff
Jj1
1, Ii1,
Плоскость XY. Так как это круговая команда, то в
результате получается завершенный круг со
специфика
круг с R спецификацией на XY плоскости
круг с R спецификацией на ZX плоскости
ией R
44
Page 54

6. Функции интерполяции
р
6.6. Винтовая интерполяция
6.6. Винтовая интерполяция; от G17 до G19, G02, G03
Функции и назначение
Осуществляя круговую интерполяцию по направлению вращения дуги G02/G03 на плоскости
с выбранным G кодом (G 17, G18, G19), вы можете интерполировать третью линейную ось.
В основном, винтовая интерполяция определяется тангенциальной скоростью F´, включая и
элемент интерполяции третьей линейной оси, как указано в нижней части рисунка1. Однако, при
определении скорости вращения плоскости дуги, тангенциальная скорость F, применяемая к
плоскости дуги, задается как показано в верхней части рисунка 1.
Система NC самостоятельно высчитывает тангенциальную скорость F’ при
осуществлении винтовой интерполяции. Таким образом, тангенциальная скорость,
применяемая к круговой плоскости, равна F.
Точка начала
Конечная
Конечная точка
Точка начала
Рис.1 Определение скорости винтовой интерполяции
Формат команды
Конечная точка дуги
Конечная точка линейной
оси
Центр круга
Частота
Ско
ость подачи
Координаты центра дуги и радиус дуги задаются согласно параметрам единиц
ввода.. Соблюдайте осторожность при задании команды винтовой интерполяции для оси,
если параметры единиц ввода для ее осуществления отличны. Задавайте значение вплоть
до указания всех десятитысячных долей, чтобы избежать неточностей.
45
Page 55

6. Функции интерполяции
р
д
6.6. Винтовая интерполяция
Модель MELDASMAGIC64 позволяет установить скорость вращения плоскости дугового элемента
и нормальную скорость путем задания параметров.
#1235set07/bitO Значение
1 Выбрана скорость вращения плоскости
дугового элемента.
0 Выбрана нормальная скорость
Режим нормальной скорости вращения
Z ось
врем
Конечная
Yось
X ось
•Вторая стадия
Пе
вая ста
ия
Точка начала
(1) Для выполнения этой команды задайте параметры линейной оси (можно задать
несколько осей), которые не содержат параметры круговой оси, используемой в
команде круговой интерполяции.
(2) Для определения скорости подачи F, задайте совместные значения по осям X, Y , Z для
установки параметров скорости
(3) Частота I выводится из следующего выражения.
Где xs, ys - начальные координаты от центра дуги
xe, ye - конечные координаты от центра дуги
(4) Если значение частоты равно 0, то положение Р может быть пропущено
(Примечание) Значение частоты P варьируется от 0 до 99
Установка частоты (команда Р) невозможна для дуги с характеристикой R
(5) Выбор плоскости
Выбор плоскости дуги винтовой интерполяции осуществляется с помощью режима выбора
и задачи параметров оси, как и в случае с круговой интерполяцией. При использовании команды
винтовой интерполяции параметры плоскости, на которой применяется круговая интерполяция,
задаются выбором плоскости с кодом G (G17, G18, G19), а значения двух осей круговой
интерполяции и оси линейной интерполяции (ось, которая пересекает круговую плоскость)
задаются на осях XY (круговая плоскость) и Z (линейная ось) соответственно.
Задайте значения X, Y и Z в режиме G02 (G03) и G17 (выбор плоскости с кодом G) ZX –
круговая плоскость, Y – линейная
Задайте значения X, Y и Z в режиме G02 (G03) и G18 (выбор плоскости с кодом G) YZ –
круговая плоскость, X – линейная
Задайте значения X, Y и Z в режиме G02 (G03) и G19 (выбор плоскости с кодом G)
46
Page 56

6. Функции интерполяции
6.6. Винтовая интерполяция
Выбор плоскости для дополнительной оси осуществляется по аналогии с круговой
интерполяцией: YY – круговая плоскость, Z – линейная.
Задайте значения U, Y и Z в режиме G02 (G03) и G19 (выбор плоскости с кодом G)
Кроме выше описанных основных методов возможно применение методов, которые
следуют после примеров программы. Для получения информации о дуговых плоскостях,
заданных с помощью этих командных методов смотрите раздел 6.4.
Пример программы
(Пример1)
Z ось
Y ось
X ось
XY плоскость
Xy дуговая плоскость, Z линейная ось
(Примечание): Если значение частоты равно 0, то положение Р может быть
пропущено
Z ось
,Y ось
Xось
(Пример 2)
XY плоскость
XY дуговая плоскость, Z линейная
(Пример 3)
ось Z
ось.Y
ось U
UY дуговая плоскость, Z линейная ось
47
Page 57

6. Функции интерполяции
р
ц
р
ц
6.6. Винтовая интерполяция
(Пример 4)
ось U ось X
осьZ
ZX дуговая плоскость, U линейная ось
(Примечание) Если используется аналогичная система, стандартная ось будет
выполнять круговую интерполяцию, а дополнительная ось – линейную интерполяцию.
(Пример 5)
ZX дуговая плоскость, U ось, Y линейная
ось ( Команда J не выполняется)
(Примечание) Для оси линейной интерполяции можно задать две дополнительные оси
Определение скорости вращения элемента дуговой плоскости ( только для
модели MELDASMAGIC64)
Если выбор скорости вращения элемента дуговой плоскости осуществлен, команда F
будет использоваться в качестве модели действия подобным образом, как и обычная команда
F, что так же применимо к командам G01, G02 и G03. Например, вариант ниже приведенной
программы:
(Пример)
G17G91 G02X10. Y10. Z-4. 110, F100 ;
Винтовая интерполяция на скорости, когда
значение элемента дуговой плоскости - F100
G01 X20. ; Линейная инте
G02X10. Y-10. Z4. J10. ;
Винтовая интерполяция на скорости, когда значение
поля
ия при F100
элемента дуговой плоскости - F100
G01 Y-40. F120 ; Линейная инте
G02X-10. Y-10. Z-4. 110. ;
Винтовая интерполяция на скорости, когда
поля
ия при F120
значение элемента дуговой плоскости - F120
G01 X-20. ; Линейная интерполяция при F100
Когда выбор скорости элемента дуговой плоскости осуществлен, только команда
изменения скорости винтовой интерполяции задается элементу дуговой плоскости. Другие
линейные и круговые команды функционируют в качестве обычных скоростных команд.
(1) Существующий дисплей скорости подачи (Fc) отражает тангенциальный элемент
винтовой интерполяции.
(2) Дисплей скоростного режима (FA) информирует о скорости выбранной команды.
(3) Величины скорости, достигнутые с помощью функций DDB или API отражены на Fc и
Fa дисплеях.
(4) В режиме высокой скорости используется команда обычной скорости винтовой
интерполяции.
(5) Данная функция применима только в режиме поминутной подачи ( асинхронная
подача: G94). Если выбран режим подачи на оборот ( синхронная подача:G95)
скорость вращения элемента дуговой плоскости не подлежит изменению.
(6) Для осуществления настоящей функции необходимо наличие опции винтовой
интерполяции.
48
Page 58

6. Функции интерполяции
6.7 Нарезание резьбы
6.7 Нарезание резьбы
6.7.1 Нарезание резьбы с постоянным шагом; G33
Функции и назначение
Команда G33 отвечает за контроль питания резца, синхронизированного со шпиндельным
вращением, что позволяет производить прямое нарезание резьбы с постоянным шагом, нарезание
конической резьбы и нарезание непрерывной резьбы. При изменении угла нарезания резьбы
можно также выполнять болты с многозаходной резьбой и т. д.
Формат команды
G32 Zz Ff1 Qq ;
Zz
Ff
Qq
G33 Zz Eei Qq:
Zz
Ee
Qq
шаг направления длинной оси (оси с наибольшим вращением
стартовый угол нарезки резьбы
стартовый угол нарезки резьбы
(
Команда нарезания резьбы с нормальным шагом
адреса и координаты конечной точки резьбы, длина резьбы
от 0.001 до 360.
(
Команда нарезания резьбы с точным шагом
)
адреса и координаты конечной точки резьбы, длина резьбы
шаг направления длинной оси (оси с наибольшим вращением
от 0.001 до 360.000°
)
)
)
Подробное описание
(1) Команда Е используется также для количества выступов при нарезании дюймовой резьбы, а
заданием параметров можно также выбрать требуемое количество выступов или точных шагов.
(Параметр "#1229 set 01/bit" установлен на "1" для задания точного шага).
(2) Шаг в направлении длинной оси задается для конической резьбы.
Если шаг < 45° в направлении оси Z
Если шаг > 45° в направлении оси X
Если шаг = 45° может быть в направлении оси
Ввод метрических данных при нарезании резьбы
Система
единиц
ввода
Адрес
команды
Минимальная
единица
команды
Диапазон
команды
F (мм/об) E (мм/об) E (выст./дюйм) F (мм/об) E (мм/об) E (выст./дюйм)
1 (=1,000),
(1. =1 000)
0.001 ~
999.999
B (0.001 мм) C (0.0001 мм)
1 (=1, 00000),
(1. =1.00000)
0.00001 ~
999.99999
Z или X
1 (= 1.00),
(1.=1.00)
0.03 ~
999.99
1 (=10000),
(1. =1.0000)
0.00001 ~
99.9999
49
1 (=1, 00000),
(1. =1.00000)
0.000001 ~
99.99999
1 (= 1.000),
(1. =1.000)
0.1 -
2559999.99
Page 59

6. Функции интерполяции
6.7 Нарезание резьбы
Ввод метрических данных при нарезании резьбы
Система
единиц ввода
Адрес
команды
Минимальная
единица
команды
Диапазон
команды
F ( мм/об ) E ( мм/об)
1 (=1.0000),
(1 .=1 .0000)
0.0001 ~
99.9999
(Примечание 1) Невозможно задать шаг, если скорость подачи в минуту превышает
максимальный уровень подачи при нарезании.
(3) Нарезание резьбы активируется одним синхронным вращательным сигналом,
посылаемым датчиком, установленным на шпинделе.
(4) Скорость вращения шпинделя должна сохраняться постоянной с момента начала
нарезания и до его окончания.
B (0.0001 мм) C (0.00001 мм)
1 (=1.000000),
(1. =1.000000)
0.000001 ~
39370078
E ( выст/
мм)
1 (=1.0000),
(1. =1.0000)
0.0255 ~
9999.9999
F ( мм/об ) E ( мм/об )
1 (=1.00000),
(1. =1.00000)
0.00001 ~
3937009
1 (=1.000000),
(1. =1.000000)
0.000001 ~
3937009
E ( выст/
мм)
1 (=1.0000),
(1. =1.0000)
0.25401 ~
999.9999
(6) Если в целях прекращения подачи в процессе нарезания резьбы использовать
функцию остановки подачи, выступы резьбы потеряют форму. По этой причине
остановка подачи не может быть использована в процессе нарезания резьбы Если
кнопка остановки подачи будет нажата во время нарезания резьбы, последует
остановка блока в конечной точке блока, который следует за блоком, завершающим
нарезание резьбы.(не относится к режиму G33).
(6) Преобразованная скорость подачи при нарезании сравнима с фиксированной
скоростью подачи при нарезании в момент начала нарезания; если она превышает
фиксированную скорость, последует операционная ошибка.
(7) В целях защиты шага в процессе нарезания резьбы преобразованная скорость подачи
при нарезании иногда может превышать фиксацию скорости.
(8) Лишний шаг обычно производится в начале резьбы и в конце нарезания в силу
задержки сервосистемы или по другой подобной причине.
Поэтому необходимо задавать длину резьбы, которая определяется добавлением
длины лишнего шага к требуемой длине резьбы.
(9) Вращение шпинделя подлежит следующему ограничению:
1 ≤ R ≤ максимальный уровень подачи
шаг резьбы
Где R < Приемлемая скорость датчика (о/мин),
R = Скорость вращения шпинделя (о/мин),
Шаг резьбы = мм или дюйм,
Максимальная скорость подачи = мм/мин или дюйм/мм,
(ограничения являются следствием спецификаций оборудования).
(9) Начальный угол нарезания резьбы определяется значениями от 0 до 360
50
Page 60

6. Функции интерполяции
ращ
6.7 Нарезание резьбы
Пример программы
N1 1 0 G90 GO X-200. Y-200. S50
N111 Z110. ;
N112G33Z40. F6.0;
N113M19;
N114GOX-210. ; Резец в
N115Z110. MO;
N1 16 X-200. ;
M3;
N117G04X5.0;
N11 G33Z40. ; Второе нарезание завершено.
Центр шпинделя расположен на рабочем
участке, и движение шпинделя происходит
вперед
Производится первое нарезание резьбы
Шаг резьбы = 6.0 мм
Направление шпинделя определяется
командой M19
ается по оси X.
Резец поднимается над рабочей
поверхностью, и программа завершается
на значении МОО. Измените положение
резца, если необходимо.
Подготовка ко второму этапу нарезания
завершена
Задайте параметр задержки, чтобы
отрегулировать поступательное движение
шпинделя , если необходимо
51
Page 61

6. Функции интерполяции
6.7. Нарезание резьбы
6.7.2 Нарезание дюймовой резьбы; G33
Функции и назначение
Если количество вершин на дюйм в направлении длинной оси содержится в команде G33,
подачу резца, синхронизированную с вращением шпинделя, можно будет контролировать,
что означает, что будет возможным прямое нарезание резьбы с постоянным шагом,
нарезание конической резьбы.
Формат команды
G33 Zz Ee Qq ;
Zz Координаты направления нарезания резьбы по осям (X, Y, Z,) и длина резьбы
Ee Количество вершин на дюйм в направлении длинной оси (наиболее
оси) (может быть также задана команда десятичной точки)
Qq Стартовый угол нарезки резьбы, от 0 до 360°
подвижной
Подробное описание
(1) Количество вершин в направлении длинной оси задается как количество
вершин на дюйм.
(2) Е-код используется также для задания точной длины шага, а выбором параметров
можно выбрать количество вершин либо точную длину шага. (Количество вершин
определяется выбором параметра "#1229 set 01/bit 1" до "0".)
(3) Значение команды E должно быть установлено в пределах диапазона значения
шага в преобразованном состоянии.
52
Page 62

(
)
6. Функции интерполяции
6.7. Нарезание резьбы
Пример программы
Шаг резьбы 3шага на мм. (= 8.46666 ...)
При задании программы со
значениями 81= 10mm, 52 =
10mm вводятся метрические
данные
N210 G90 GOX-200. Y-200. S50M3;
N211 Z110.;
N212G91 G33Z-70.E3.0;
N213M19;
N214G90GOX-210.;
N215Z110.MO;
N216X-200.;
M3;
N217G04X2.0;
N218G91 G33Z-70.; (Второе нарезание резьбы)
Первое нарезание резьбы
6.8 Однонаправленное позиционирование; G60
Функции и назначение
Команда G60 позволяет устанавливать резец с высокой степенью точности без
возникновения холостого хода при помощи позиционирования конечного положения резца
отличного от однажды выбранного направления.
53
Page 63

6. Функции интерполяции
6.8 Однонаправленное позиционирование
Формат команды
G60 Xx Yy Zz αα Дополнительная ось
α
Подробное описание
(1) Расстояние допустимого смещения для конечной позиции и направление конечного
позиционирования определяются параметрами
(2) После того, как резец на быстром ходу переместился в положение отличное от
конечного на расстояние допустимого смещения, он продолжает движение в
конечное положение согласно установленному значению быстрого хода, где
позиционирование завершается.
Положение позиционирования
Направление конечного удаления]
Конечная точка
Начальная точка
Первая остановка
G60 допустимое смещение]
Точка начала
(3) Выше описанная операция позиционирования осуществляется даже тогда,
когда команды по направлению оси Z были отключены и станок заблокирован
(только функция дисплея).
(4) При активации зеркальной функции ON, резец будет двигаться в противоположном
направлении до промежуточной позиции благодаря зеркальной функции.
Функционирование резца в пределах допустимого смещения в процессе конечного
удаления не может быть подвергнуто зеркальной операции.
(5) При активации функции холостого хода GO резец будет двигаться по
направлению конечной позиции со скоростью холостого хода.
(6) Остановить подачу в момент конечного удаления в рамках расстояния
допустимого смещения можно с помощью повторного запуска, вынужденной
остановки, промежуточной блокировки, прекращения подачи и переустановки
нулевого значения быстрого хода. Резец сдвинется на расстояние допустимого
смещения на быстром ходу. Необходимо включить функцию быстрого хода.
(7) Однонаправленное позиционирование не выполняется для сверлильной оси в
процессе установленных циклов сверления.
(8) Однонаправленное позиционирование не выполняется при поступательном
движении в процессе фиксированных циклов чистового или обратного
растачивания.
(9) Обычное позиционирование осуществляется для осей, чья степень сдвига не
была задана параметрами.
(10) Однонаправленное позиционирование никогда не выступает в роли
позиционирования типа интерполяции
(11) Когда задается одно и тоже значение (движение вперед равно нулю), резец
двигается вперед и назад в пределах расстояния допустимого смещения, а
затем занимает свое первоначальное положение от направления позиции
конечного удаления.
(12) Программная ошибка (P61) возникает в ситуации, когда команда G60
взаимодействует с системой NC, которая не установлена на имеющейся
модификации установки.
54
Page 64

6. Функции интерполяции
е
6.9.Круговая интерполяция
6.9 Круговая интерполяция; G07.1
Функция и назначение
Данная функция преобразует форму с цилиндрической боковой поверхностью (форма в
цилиндрической системе координат) в плоскую поверхность. Если преобразуемая поверхность
запрограммирована в плоских координатах, она преобразуется в движение линейной оси и оси
вращения в цилиндрических координатах с контурным управлением по время обработки.
Так как программирование может выполняться с формой, с помощью которой производится
обработка стороны цилиндра, данная система эффективна при обработке цилиндрических кулачков
и т.д. Если программирование производилось при помощи оси вращения и ее ортогональной оси, со
стороны цилиндра могут обрабатываться прорези и т.д.
Разверты
вани
55
Page 65

6. Функции интерполяции
6.9.Круговая интерполяция
Формат команды
G07.1 Cc ; (Пуск/отмена режима цилиндрической интерполяции)
Cc Значение радиуса цилиндра
• Значение радиуса ≠ 0: Пуск режима цилиндрической интерполяции
• Значение радиуса = 0: Отмена режима цилиндрической
интерполяции
(Примечание) Указанный формат действителен, если используется ось вращения с
названием "C". Если используется ось с другим названием, следует задать
название оси вращения, используемой вместо "C".
(1) Координаты, заданные в интервале от начала до отмены режима
цилиндрической интерполяции, будут системой цилиндрических координат.
G07.1 C Значение радиуса цилиндра; Пуск режима цилиндрической
интерполяции
: (Происходит пуск цилиндрической
интерполяции)
: (Команды координат в этом интервале будут
: системой цилиндрических координат)
G07.1 C0; Отмена режима цилиндрической интерполяции
(Происходит отмена цилиндрической
интерполяции)
(2) G107 может быть использована вместо G07.1.
(3) Команда G07.1 является самостоятельным блоком. Нельзя задавать ее в одном и
том же блоке с другим G кодом.
(4) Программирование оси вращения происходит в угловых градусах.
(5) В режиме цилиндрической интерполяции могут быть использованы команды
линейной или круговой интерполяции. Следует учесть, что команда выбора
плоскости должна отдаваться непосредственно перед блоком G07.1.
(6) Координаты могут задаваться при помощи абсолютной или инкрементной
команды.
(7) В программе может применяться коррекции радиуса вершины резца.
Цилиндрическая интерполяция будет выполняться по траектории после коррекции на
радиус вершины резца.
(8) Команды сегментной подачи при создании цилиндра задаются в единицах F.
Единица F это мм/мин или дюйм/мин.
Подробное описание
(1) Точность цилиндрической интерполяции
В режиме цилиндрической интерполяции уровень движения оси вращения, заданный в
угловом выражении, преобразуется по краю круга, а по окончании линейной и круговой
интерполяции снова преобразуется в угловое выражение.
Таким образом текущий уровень движения может отличаться от заданного значения,
например, при малом радиусе цилиндра.
Следует учитывать, что ошибки, выводимые в данный момент, не суммируются.
56
Page 66

6. Функции интерполяции
Д
6.9.Круговая интерполяция
(2) Схожие параметры
# Элемент Подробное описание
1516
mill_ax Название
оси
фрезерования
Задать название оси вращения для
фрезерной интерполяции (интерполяция
полярной координаты, цилиндрическая
интерполяция). Может быть задана
только одна из осей вращения.
8111 Радиус
фрезерования
Выбрать диаметр и радиус линейной оси
для фрезерной интерполяции
(интерполяция полярной координаты,
цилиндрическая интерполяция).
0: команда радиуса для всех осей
1 : настройка каждой оси (следует #1019
1267
(PR)
extOS
(бит0)
Тип G кода
Изменен тип высокоскоростного
высокоточного G кода. 0: Тип G61.1
1 :Тип G8
1270
(PR)
ext06
(бит7
)
Управление
координат С
оси во
время
цилиндриче
с- кой
интерполяц
Установить, будет ли сохраняться во
время цилиндрической интерполяции
координата оси вращения перед тем. как
будет отдана команда начала
цилиндрической интерполяции или нет.
0: Не сохранять
1 : Сохранять
ии
иапазон
настройк
A-Z
0/1
0/1
0/1
(3) Выбор плоскости
Ось, используемая для цилиндрической интерполяции, должна быть задана
при помощи команды выбора плоскости.
(Примечание)
Соответствие оси вращения параллельной оси задается при помощи
параметров (#1029, #1030, #1031).
Круговая интерполяция, коррекция на радиус вершины резца и т.д. могут быть
назначены для данной плоскости. Команда выбора плоскости задается
непосредственно перед или после команды G07.1. Если команда не задана и будет
отдана команда движения, возникает программная ошибка (P485).
57
Page 67

6. Функции интерполяции
6.9.Круговая интерполяция
(Пример)
(Пример)
Базовая
система
координат
X, Y, Z
Цилиндрическая
система координат C,
Y, Z
(Ось вращения
является осью, параллельной оси X)
#1029
Цилиндрическая
система координат X,
C, Z
(Ось вращения
является осью, параллельной оси Y)
Цилиндрическая
система координат
X, Y, C
(Ось вращения
является осью, параллельной оси Z)
(Примечание) В зависимости от модели или версии плоскость Z-C (Y-Zцилиндрическая
плоскость) будет автоматически выбрана командами G07.1 и G19.
Круговая интерполяция и коррекция на вершину резца и т. д. Могут быть
заданы на этой плоскости.
Базовая система
координат
X,Y,Z
Цилиндрическая
система
координат
58
Page 68

6. Функции интерполяции
6.9.Круговая интерполяция
Связь с другими функциями
(1) Круговая интерполяция
(a) В режиме цилиндрической интерполяции возможна круговая интерполяция
между осью вращения и линейной осью.
(b) Команда параметра R может быть задана при круговой интерполяции. (I, J и K
не могут быть назначены.)
(2) Коррекция на радиус резца
Радиус резца может быть скорректирован в режиме цилиндрической
интерполяции.
(a) Задать выбор плоскости таким же образом, как и при круговой интерполяции.
При использовании коррекции на радиус резца начать и отменить коррекцию
в рамках режима цилиндрической интерполяции.
(b) Выдается программная ошибка (P485), если задана G07.1 при
коррекции на радиус резца.
(c) Если задана команда G07.1 и при этом не будет отдана команда движения
после отмены коррекции на радиус резца, позиция оси в командном блоке
G07.1 распознается как позиция, которая применяется после отмены
коррекции не радиус резца и выполнения следующих операций.
(3) Резка с асинхронной подачей
(a) Асинхронный режим принудительно назначается при пуске режима
цилиндрической интерполяции.
(b) При отмене режиме цилиндрической интерполяции режим синхронизации
вернется в состояние, которое было до пуска режима цилиндрической
интерполяции.
(c) Выдается программная ошибка (P485), если G07.1 задана в режиме
постоянного управления скоростью поверхности (G96).
(4) Внесистемные функции
(a) Внесистемная функция (M) и вторая внесистемная функция могут быть заданы
даже в режиме цилиндрической интерполяции.
(b) Команда S в режиме цилиндрической интерполяции задает скорость
вращения резца вместо скорости вращения шпинделя.
(c) Команду T задать перед началом цилиндрической интерполяции. Выдается
программная ошибка (P485), если команда T задается в режиме
цилиндрической интерполяции.
T12 ; ... Команда T перед цилиндрической
интерполяцией→Действительно
T0 X10 . Z0 ; G19ZC; G 07. 1
C100. ;
T11 ; ... Команда T в режиме цилиндрической
интерполяции → Программная ошибка
G07.1 C0 ;
(d) Если смещение резца выполняется при помощи осевой команды после команды
T, смещение резца при помощи команды T может остаться незавершенным. В
таком случае следует выполнить смещение резца при помощи осевой команды
в режиме цилиндрической интерполяции.
Следует учитывать, что выдается программная ошибка (P482), если задается
команда цилиндрической интерполяции при незавершенной отмене смещения
резца.
59
Page 69

6. Функции интерполяции
6.9.Круговая интерполяция
(5) Команда F во время цилиндрической интерполяции
Что касается команды F в режиме цилиндрической интерполяции, будет ли
использоваться предыдущая команда F или нет, зависит от того, будет ли режим
задан непосредственно перед заданием команды G07.1 командой поминутной
подачи (G94) или командой подачи на оборот (G95).
(a) Если G94 задана непосредственно перед G07.1
Если в цилиндрической интерполяции отсутствует команда F, будет
использоваться скорость подачи предыдущей команды F.
Скорость подачи после отмены режима цилиндрической интерполяции
будет оставаться скоростью подачи команды F, заданной при пуске режиме
цилиндрической интерполяции либо скоростью подачи конечной команды
F, заданной во время цилиндрической интерполяции.
(b) Если G95 задана непосредственно перед G07.1
Скорость подачи предыдущей команды F не может быть использована при
цилиндрической интерполяции, то есть должна быть задана новая F команда.
Скорость подачи после отмены режима цилиндрической интерполяции
возвращается к скорости, которая была активна до начала режима
цилиндрической интерполяции.
Если в G07.1 отсутствует F команда
Предыдущий № F команды После отмены G07.1
G94 Используется ←
G95 Программная ошибка
(P62)
Используется F
непосредственно перед
Если в G07.1 задана F команда
Предыдущий № F команды После отмены G07.1
G94 Используется заданная ←
*1
G95 Используется заданная F
Используется F
непосредственно перед
*1)
Перемещается при помощи команды поминутной подачи во время G07.1.
60
Page 70

6. Функции интерполяции
р
р
ц
)
р
ц
)
дер
(
р
)
р
д
A
(
д
)
р
д
(
р
)
р
д
р
А
р
6.9.Круговая интерполяция
Ограничения и меры предосторожности
(1) Следующие G кодовые команды могут быть использованы в режиме
цилиндрической интерполяции.
G код Подробное описание
G00 Позиционирование
G01 Линейная инте
G02 Круговая инте
G03 Круговая инте
G04 Вы
G09 Контроль точной остановки
G40-42 Коррекция на радиус вершины резца
G61 Режим контроля точной остановки
G64 Режим резки
G65 Макровызов
G66 Мак
G66.1 Мак
G67 Отмена мак
G80-89 Фиксированный цикл све
G90/91 Команда абсолютного/инкрементного значения
G94
G98 Исходный возврат цикла све
G99 Возврат цикла сверления к R точке
жка времени
омо
омо
синхронная подача
поляция
поля
ия (CW
поля
ия (CWW
п
остой вызов
овый вызов
овый вызов B
омо
ового вызова (отмена модового
мо
овый вызов
мак
овызов блока
ления
ления
Может выдаваться программная ошибка (P481), если при цилиндрической
интерполяции задан G код, отличный от перечисленных выше кодов.
(2) Режим цилиндрической интерполяции отменяется при включении электропитания
или выполнения сброса.
(3) Выдается программная ошибка (P484), если любая из заданных для
цилиндрической интерполяции осей не завершила возврат к нулевой точке.
(4) Коррекция на радиус резца должна быть отменена перед тем, как будет
произведена отмена режима цилиндрической интерполяции.
(5) При отмене режима цилиндрической интерполяции произойдет переход к режиму
резания, а плоскость вернется в состояние, заданное до выполнения
цилиндрической интерполяции.
(6) Нельзя произвести повторный пуск программы блока при цилиндрической
интерполяции (повторный пуск программы).
(7) Выдается программная ошибка (P486), если задана команда цилиндрической
интерполяции в режиме зеркального отображения.
(8) При запуске или отмене режима цилиндрической интерполяции производиться
контроль замедления.
(9) Выдается программная ошибка (P486), если в режиме цилиндрической
интерполяции задана цилиндрическая интерполяция или интерполяция
полярной координаты.
61
Page 71

6. Функции интерполяции
р
р
р
6.9.Круговая интерполяция
Пример программы
Прог
амма>
<Па
амет
Команда выбора плоскости для цилиндрической
интерполяции и команда двух осей интерполяции
Запуск цилиндрической интерполяции
Отмена цилиндрической интерполяции
ы>
Единица: мм.
62
Page 72

6. Функции интерполяции
6.10 Интерполяция полюсных координат
6.10 Интерполяция полюсных координат; G12.1
Функция и назначение
Данная функция преобразует команды, запрограммированные для оси ортогональной
системы координат, в движение линейной оси (движение резца) и движение оси вращения
(вращение заготовки), и отвечает за контурное управление.
Выбирается плоскость, использующая линейную ось в качестве первой ортогональной
оси плоскости, пересекающая гипотетическая ось в качестве второй оси плоскости (здесь и
далее "плоскость интерполяции полюсной координаты"). Интерполяция полюсной координаты
выполняется на данной плоскости. Нулевая точка системы координат заготовки используется в
качестве нулевой точки системы координат при интерполяции полюсной координаты.
Ось вращения
(гипотетическая
ось)
Данная функция эффективна при нарезании насечек на линейном участке диаметра
заготовки, а также при нарезании кулачковых валов и т.д.
63
Page 73

6. Функции интерполяции
р
у
)
6.10 Интерполяция полюсных координат
Формат команды
G12.1 ; Начало режима интерполяции полюсной координаты
G13.1 ; Отмена режима интерполяции полюсной координаты
(1) Координаты, заданные в интервале от начала до отмены режима
интерполяции полюсных координат, являются интерполяцией полюсных координат.
G12.1 ; Начало режима интерполяции полюсных координат
(Производится пуск интерполяции полюсных координат)
(Команды координат а данном интервале будут
являться интерполяцией полюсных координат)
G13.1 ; Отмена режима интерполяции полюсных координат
(Производится отмена интерполяции полюсных координат)
(2) G112 и G113 могут быть использованы вместо G12.1 и G13.1.
(3) G12.1 и G13.1 должны задаваться как отдельные блоки. Нельзя задавать их в
одном и том же блоке с другим G кодом.
(4) В режиме интерполяции полюсных координат может быть задана линейная
интерполяция или круговая интерполяция.
(5) Координаты могут задаваться при помощи абсолютной команды или
инкрементной команды.
(6) Коррекция на радиус резца может применяться к программной команде.
Интерполяция полюсных координат будет выполняться по траектории
после коррекции на радиус резца.
(7) Задать сегментную подачу на плоскости интерполяции полюсных координат
(ортогональная система координат) при помощи F. Единица F является
мм/мин или дюйм/мин.
(8) Если заданы команды G12.1 и G13.1, выполняется контроль замедления.
Подробное описание
(1) Выбор плоскости
Линейная ось и ось вращения, используемые для интерполяции полюсных
координат, должны быть заданы предварительно при помощи параметров.
(a) Определить плоскость для выполнения интерполяции полюсных координат
при помощи параметра (#1533) для линейной оси, используемой для интерполяции
полюсных координат.
#1533 значение
наст
ойки
Плоскость
X G17(XY)
Y G19(YZ)
Z G18(ZX)
Отс
тствие G17 (XY
(б) Выдается программная ошибка (P485), если команда выбора плоскости (G16 G19) задается в режиме интерполяции полюсных координат.
(Примечание) В зависимости от модели или версии параметр (#1533) может
отсутствовать. В таком случае операция будет выполняться так же, как и при отсутствии
значения для данного параметра (#1533).
64
Page 74

6. Функции интерполяции
и
у
6.10 Интерполяция полюсных координат
(3) Схожие параметры
# Элемент
mill_ax Название
1516
оси
фрезерования
Задать название оси вращения для
фрезерной интерполяции
(интерполяция полярной
координаты, цилиндрическая
Подробное
описание
интерполяция). Может быть задана
только одна из осей вращения.
mill_c Название
1517
гипотетической оси
фрезерной
интерполяци
Выбрать название команды
гипотетической оси для фрезерной
интерполяции (интерполяция
полюсных координат,
цилиндрическая интерполяция).
0: Команда Y оси
8111 Радиус
фрезерования
Выбрать диаметр и радиус линейной
оси для фрезерной интерполяции.
0: команда радиуса для всех осей
1 : настройка каждой оси (следует
#1019 dia ось назначения диаметра)
Связь с другими функциями
(1) Программные команды при интерполяции полюсных координат
иапазон
астройки
A-Z
0/1
0/1
(a) Программные команды в режиме интерполяции полюсных координат задаются при
помощи значений ортогональных координат линейной оси и оси вращения (гипотетическая
ось) на плоскости интерполяции полюсных координат.
Адрес оси вращения (C) задается как адрес оси для команды второй оси плоскости
(гипотетическая ось).
Командными единицами являются не deg (градусы), а те же самые единицы (мм или дюймы),
что и для команды, заданной при помощи адреса оси для первой оси плоскости (линейная
ось).
(b) Значение координаты гипотетической оси будет задано как "0", если задана команда
G12.1. Другими словами, позиция, в которой задана команда G12.1, будет распознана как угол =
0, после чего начнется интерполяция полюсных координат.
(2) Круговая интерполяция на плоскости полюсных координат
Адрес радиуса дуги для выполнения круговой интерполяции в режиме
интерполяции полюсных координат определяется параметром линейной оси
(#1533).
#1533значение Команда назначения центра
X
Y
Z
Отс
тствие значений
I, J (плоскость полюсных координат распознается как плоскость XY)
J, K (плоскость полюсных координат распознается как плоскость YZ)
K, I (плоскость полюсных координат распознается как плоскость ZX)
I, J (плоскость полюсных координат распознается как плоскость XY)
Радиус дуги может также быть определен при помощи команды R.
(Примечание) В зависимости от модели или версии параметр (#1533) может
отсутствовать. В таком случае операция будет выполняться так же, как и при отсутствии
значения для данного параметра (#1533).
(3) Коррекция на радиус резца
В режиме интерполяции полюсных координат может выполняться коррекция на радиус резца.
(а) Задать выбор плоскости таким же способом, как и для интерполяции полюсных
координат. При использовании коррекции на радиус резца данная функция должна начинаться
и отменяться в пределах режима интерполяции полюсных координат.
(б) Выдается программная ошибка (P485), если интерполяция полюсных координат
выполняется во время коррекции на радиус резца.
(в) Если команды G12.1 и G13.1 задаются без команды движения после отмены коррекции на
радиус резца, позиция оси в командном блоке G12.1 и G13.1распознается как позиция,
применяемая после отмены коррекции на радиус резца, после чего выполняются следующие
операции.
65
Page 75

6. Функции интерполяции
6.10 Интерполяция полюсных координат
(4) Резка с асинхронной подачей
(a) Асинхронный режим принудительно назначается при пуске режима
интерполяции полюсных координат.
(б) При отмене режиме интерполяции полюсных координат режим синхронизации
вернется в состояние, которое было до пуска режима интерполяции полюсных
координат.
(в) Выдается программная ошибка (P485), если G12.1 задана в режиме
постоянного управления скоростью поверхности (G96).
(5) Внесистемные функции
(a) Внесистемная функция (M) и вторая внесистемная функция могут быть заданы
даже в режиме интерполяции полюсных координат.
(б) Команда S в режиме интерполяции полюсных координат задает скорость
вращения резца вместо скорости вращения шпинделя.
(в) Команду T задать перед началом интерполяции полюсных координат.
Выдается программная ошибка (P485), если команда T задается в режиме
интерполяции полюсных координат.
T1212 ; ... Команда T перед интерполяцией полюсных
координат→Действительно
G0X100. Z0; G12.1 ;
T11 ; ... Команда T в режиме интерполяции полюсных
координат→ Программная ошибка
G13.1 ;
(г) Если смещение резца выполняется при помощи осевой команды после
команды T, смещение резца при помощи команды T может остаться
незавершенным. В таком случае следует выполнить смещение резца при помощи
осевой команды в режиме интерполяции полюсных координат. Если задана
команда хотя бы для одной оси из двух гипотетических осей, которые образуют
плоскость полюсных координат, при помощи осевой команды в режиме
интерполяции полюсных координат, она изменяется в команду для двух текущих
осей.
Следует учесть, что выдается программная ошибка (P482), если задается команда
интерполяции полюсных координат при незавершенной отмене смещения резца.
66
Page 76

6. Функции интерполяции
6.10 Интерполяция полюсных координат
(6) Команда F во время интерполяции полюсных координат
Что касается команды F в режиме интерполяции полюсных координат, будет ли
использоваться предыдущая команда F или нет, зависит от того, будет ли режим
непосредственно перед заданием команды G12.1 командой поминутной подачи (G94) или
командой подачи на оборот (G95).
(a ) Если G94 задана непосредственно перед G12.1. Если в интерполяции полюсных
координат отсутствует команда F, будет использоваться скорость подачи предыдущей команды
F. Скорость подачи после отмены режима интерполяции полюсных координат будут
оставаться скоростью подачи команды F, заданной при пуске режиме интерполяции
полюсных координат либо скоростью подачи конечной команды F, заданной во время
интерполяции полюсных координат. Скорость подачи предыдущей F команды не может быть
использован во время интерполяции полюсных координат.
(b) Если G95 задана непосредственно перед G12.1. Скорость подачи предыдущей F
команды не может быть использован во время интерполяции полюсных координат, то есть
должна быть задана новая F команда. Скорость подачи после отмены режима интерполяции
полюсных координат возвращается к скорости, которая была активна до начала режима
интерполяции полюсных координат.
Если в G12.1 отсутствует F команда
Предыдущий № F команды После отмены G1 3.1
G94 Используется предыдущая F ←
G95 Программная ошибка (P62) Используется Fнепосредственно
перед G12.1
Если в G12.1 задана F команда
Предыдущий № F команды После отмены G07.1
G94 Используется заданная F ←
G95 Используется заданная F *1 Используется F непосредственно
перед G12.1
*1) Перемещается при помощи команды поминутной подачи во время G12.1.
(7) Ось сверления в команде фиксированного цикла сверления во время
интерполяции полюсных координат
Ось сверления в команде фиксированного цикла сверления во время
интерполяции полюсных координат определяется параметром линейной оси (# 1533).
#1533 значение настройки Ось сверления
X Z (плоскость полюсных координат распознается как плоскость
Y X (плоскость полюсных координат распознается как плоскость
Z Y (плоскость полюсных координат распознается как плоскость
Отсутствие настройки Z (плоскость полюсных координат распознается как плоскость
(8) Степень смещения в режимах команд G76 (чистовое растачивание) или G87 (обратное
растачивание) в процессе интерполяции полюсных координат
Степень смещения в режимах команд G76 (чистовое растачивание) или G87
(обратное растачивание) в процессе интерполяции полюсных координат определяется
параметрами линейной оси (#1533).
#1533 значение настройки Команда назначения центра
X I, J (плоскость полюсных координат распознается как плоскость
Y J, K (плоскость полюсных координат распознается как плоскость
Z K, I (плоскость полюсных координат распознается как плоскость
Отсутствие настройки I, J (плоскость полюсных координат распознается как плоскость
67
Page 77

6. Функции интерполяции
р
р
ц
)
р
ц
)
дер
(
р
)
р
д
A
(
д
)
р
д
(
р
)
р
д
р
А
р
6.10 Интерполяция полюсных координат
Ограничения и меры предосторожности
(1) Следующие G кодовые команды могут быть использованы в режиме интерполяции
полюсных координат.
G код Подробное описание
G00 Позиционирование
G01 Линейная инте
G02 Круговая инте
G03 Круговая инте
G04 Вы
G09 Контроль точной остановки
G40-42 Коррекция на радиус вершины резца
G61 Режим контроля точной остановки
G64 Режим резки
G65 Макровызов
G66 Мак
G66.1 Мак
G67 Отмена мак
G80-89 Фиксированный цикл све
G90/91 Команда абсолютного/инкрементного значения
G94
G98 Исходный возврат цикла све
G99 Возврат цикла сверления к R точке
жка времени
омо
омо
синхронная подача
поляция
поля
ия (CW
поля
ия (CWW
п
остой вызов
овый вызов
овый вызов B
омо
ового вызова (отмена модового
мо
овый вызов
мак
овызов блока
ления
ления
Может выдаваться программная ошибка (P481), если при интерполяции полюсных
координат задан G код, отличный от перечисленных выше кодов.
(2) Нельзя произвести повторный пуск (продолжить) программы для блока при
интерполяции полюсных координат.
(3) Перед заданием интерполяции полюсных координат следует установить систему
координат заготовки таким образом, чтобы центр оси вращения был в нулевой точке
системы координат. Запрещается изменять систему координат в режиме интерполяции
полюсных координат. (G50, G52, G53, сброс относительной координаты, G54 - G59, и т.д.)
(4) Скорость подачи во время интерполяции полюсных координат будет скоростью
интерполяции на плоскости интерполяции полюсных координат (ортогональная система
координат). (Относительная скорость резца будет преобразована согласно правил
преобразования полюсных координат.) При прохождении около центра оси вращения на
плоскости интерполяции полюсных координат (ортогональная система координат), скорость
подачи со стороны оси вращения после интерполяции полюсных координат будет очень
высокой.
(5) Команда движения оси за пределами плоскости во время интерполяции полюсных
координат будет перемещаться независимо от интерполяции полюсных координат.
(6) Все индикаторы текущей позиции во время интерполяции полюсных координат будут
отображать значение текущей координаты. Однако «остаточным уровнем движения» будет
уровень движения на плоскости входа полюсных координат.
(7) Режим интерполяции полюсных координат будет отменен при включении электропитания
или выполнении сброса.
(8) Выдается программная ошибка (P484), если любая из заданных для интерполяции
полюсных координат осей не завершила возврат к нулевой точке.
(9) Коррекция на радиус резца должна быть отменена перед тем, как будет произведена
отмена режима интерполяции полюсных координат.
(10) При отмене режима интерполяции полюсных координат произойдет переход к режиму
резания, а плоскость вернется в состояние, заданное до выполнения интерполяции полюсных
координат.
(11) Выдается программная ошибка (P486), если задана команда интерполяции полюсных
координат в режиме зеркального отображения.
(12) Выдается программная ошибка (P486), если в режиме интерполяции полюсных
координат задана цилиндрическая интерполяция или интерполяция полярной
координаты.
68
Page 78

6. Функции интерполяции
р
р
р
д
р
ц
6.10 Интерполяция полюсных координат
Пример программы
Гипотетическая ось C
Ось C
Гипотетическая ось С
Ось C
Резец
Ось X
Траектория после коррекции на радиус резца
Программная траектория
Ось X
Ось Z
Задание начальной позиции
Режим интерполяции полюсных координат: Пуск
Задание начальной позиции
Прог
амма об
аботки
(следует по значениям ортогональных
коо
инат X-C на плоскости)
Режим инте
69
поля
ии полюсных координат: Отмена
Page 79

6. Функции интерполяции
р
6.11 Интерполяция экспоненциальной функции
6.11 Интерполяция экспоненциальной функции; G02.3, G03.3
Функция и назначение
Интерполяция экспоненциальной функции преобразует ось вращения в форму
экспоненциальной функции в соответствии с движением линейной оси. В этот момент другие оси
выполняют линейную интерполяцию между линейными осями. Это позволяет обрабатывать
конусные прорези с постоянным углом закручивания (угол наклона винтовой линии) (равномерная
винтовая обработка конусной формы). Данная функция может быть использована для прорезания
пазов или заточки резца для применения в качестве концевой фрезы и т.д.
• Равномерная винтовая обработка конусной формы
Ось Z
Ось A
(ось вращения)
Ось X
(линейная ось)
Угол закручивания: J1=J2=J3
• Соотношение линейной оси и оси вращения
""Соотношение линейной оси и оси в
ОсьX
(линейная ось)
ащения"
{B, C... постоянная}}
Ось A
(ось вращения)
70
Page 80

6. Функции интерполяции
(
р
Д
р
Д
6.11 Интерполяция экспоненциальной функции
Формат команды
G02.3/G03.3 Xx1 Yy1 Zz1 M1 Jj1 Rr1 F f1 Qq1;
G02.3 Интерполяция прямого вращения
G03.3 Интерполяция обратного вращения
X Конечная точка оси X (Примечание 1)
Y Конечная точка оси Y (Примечание 1)
Z Конечная точка оси Z (Примечание 1)
I Угол i1 (Примечание 2)
J Угол j1 (Примечание 2)
R Значение постоянной r1 (Примечание 3)
F Исходная скорость подачи (Примечание 4)
Q Скорость подачи в конечной точке (Примечание 5)
(Примечание 1) Назначьте конечную точку линейной оси, заданную параметром
(#1514 expLinax), а также ось, выполняющую линейную интерполяцию между данной осью.
Если назначена конечная точка оси вращения, заданная при помощи параметра (#1515
expRotax), будет выполняться линейная интерполяция без интерполяции экспоненциальной
функции.
(Примечание 2) Командная единица является следующей
Ед-ца IS-B IS-C
единица = °) 0.001 0.0001
Диапазон командного значения равен -89 - +89°.
Выдается программная ошибка (P33), если нет команды адреса I или J.
Выдается программная ошибка (P35), если для команды адреса I или J задано значение 0.
(Примечание 3) Командная единица является следующей.
Ед-ца настройки IS-B IS-C Единица
Мет
ическая 0.001 0.0001 Мм
Дюймовая 0.0001 0.00001
Диапазон командного значения является положительным значением, не включающим 0.
Выдается программная ошибка (P33), если нет команды адреса R.
Выдается программная ошибка (P35), если для команды адреса R задано значение 0.
(Примечание 4) Командная единица и диапазон командных значений не отличаются
от стандартного F кода. (Команда как при поминутной подаче.) Задать комбинированную
скорость подачи, включающую ось вращения. Стандартное модовое значение F не будет
изменяться адресной F командой. Выдается программная ошибка (P33), если нет адресной F
команды. Выдается программная ошибка (P35), если для адресной команды F задано значение
0.
(Примечание 5) Командная единица является следующей.
Ед-ца настройки IS-B IS-C Единица
Мет
ическая 0.001 0.0001 Мм
Дюймовая 0.0001 0.00001
юйм
юйм
Командная единица и диапазон командных значений не отличаются от стандартного F кода.
Задать комбинированную скорость подачи, включающую ось вращения. Стандартное модовое
значение F не будет изменяться адресной Q командой. Ось будет интерполировать между
исходной скоростью (F) и конечной скоростью (Q) в блоке ЧПУ в соответствии с линейной
осью.
Если отсутствует адресная Q команда, интерполяция будет выполняться с тем же значением,
что и исходная скорость подачи (адресная F команда). (Скорости подачи начальной и конечной
точек будут совпадать.) Выдается программная ошибка (P35), если для адресной Q команды
задано значение 0.
71
Page 81
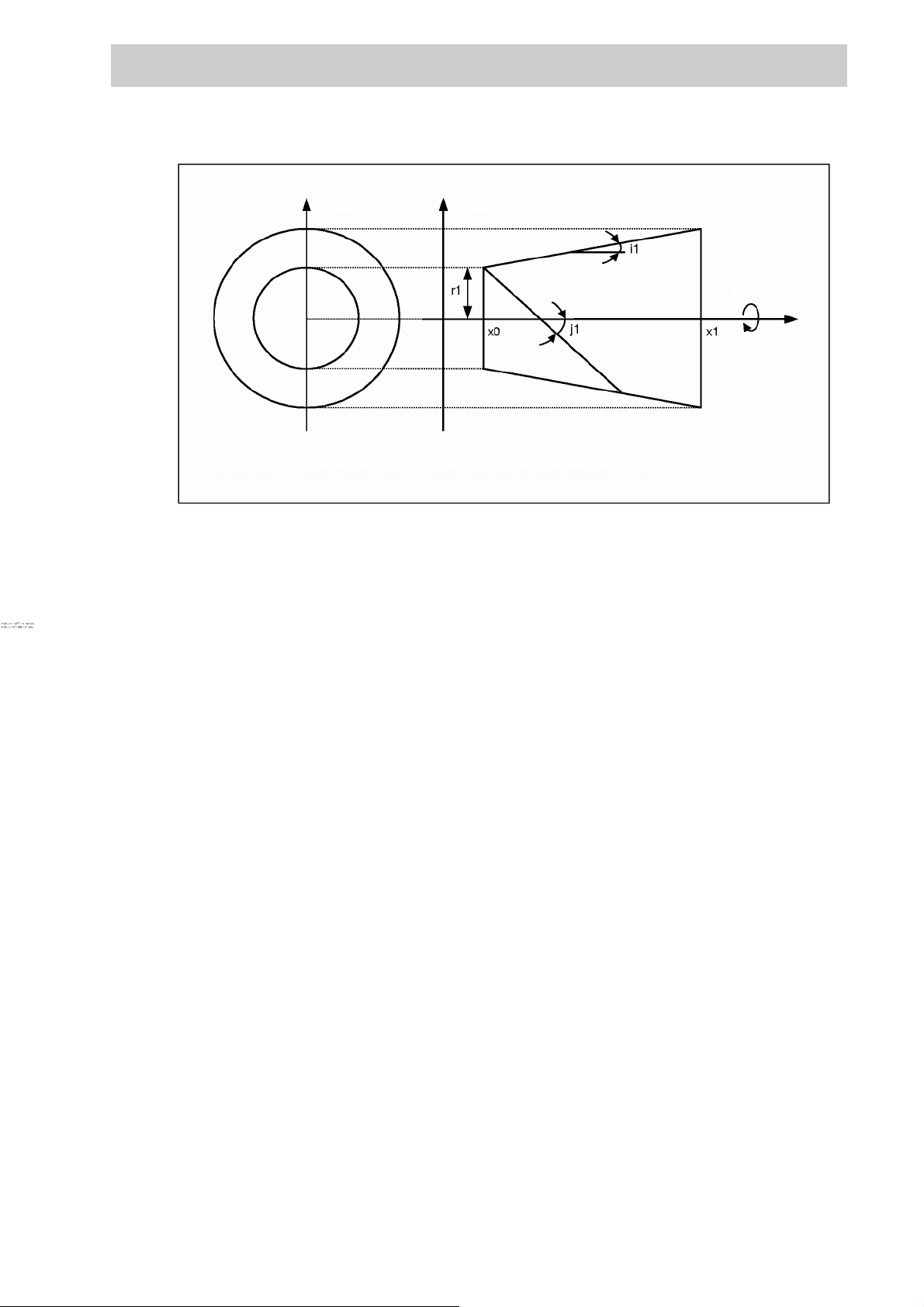
6. Функции интерполяции
О
6.11 Интерполяция экспоненциальной функции
• Пример равномерной винтовой обработки конусной формы
Ось Z
Линейная ось ... Ось X, ось вращения ... ось A, линейная ось (ось X) начальная точка... x0
Выражение отношения экспоненциальной функции
сь Х
Ось A
Выражение отношения экспоненциальной функции линейной оси (X) и оси
вращения (A) в команде G02.3/G03.3 определяется следующим образом.
(движение (1) линейной оси (X))
(движение оси вращения (A))
D = tan(j1)/tan(i1)
ω = 0 при прямом вращении (G02.3), и ω = 1 при обратном вращении (G03.3)
θ является углом вращения (в радианах) от начальной точки оси вращения
Угол вращения оси вращения (θ) является следующим согласно выражения (1).
θ = D*1n{(X*tan(i1)/r1) + 1 }
72
Page 82

6. Функции интерполяции
ь
6.11 Интерполяция экспоненциальной функции
Пример обработки
• Пример равномерной винтовой обработки конусной формы
Ось Z
<Выражение отношения экспоненциальной функции в примере обработки>
D = tan(j1)/tan(i1)
Z (θ) Абсолютное значение от нулевой точки оси Z (ось, линейно интерполирующая
между интервалом с линейной осью. (Ось X))
X(θ) Абсолютное значение от начальной точки оси X (линейная ось)
A(θ) Абсолютное значение от начальной точки оси A (ось вращения)
r1
Значение постоянной интерполяции
функции (адресная R команда)
r2
x2
Позиция оси
x1
Конечная точка оси
xO
Начальная точка оси
Радиус левого края заготовки
не столкнулась резцом)
z1
Конечная точка оси Z (ось, линейно интерполирующая между интервалом с
линейной осью (ось X)) (адресная Z команда)
zO
Начальная точка оси Z (ось, линейно интерполирующая между интервалом с
линейной осью (ось X))
i1
p1
j1
ω
угол конусного уклона (адресная I команда)
угол уклонная основания прорези
угол закручивания (угол наклонная винтовой линии) (адресная J команда)
Направление закручивания (0: прямое закручивание, 1: обратное
направление)
θ
f1
q1
k1
Угол вращения заготовки (радиан)
Исходная скорость вращения (адресная F команда)
Скорость подачи в конечной точке (адресная Q команда)
Незначимые данные (адресная K команда)
экспоненциальной
X (линейная ось) с левого края заготовки
X (линейная ось) (адресная X команда)
X (линейная ось) (Задать, как "xO ≤ x1", чтобы заготовка
Ос
A
Ось X
В соответствии с выражениями (1) и (2):
Z(θ) = X(θ)*tan(p1) + z0
...(3)
В соответствии с выражением (3), угол уклона основания прорези (p1) определяется
позициями конечных точек осей X и Z (x1, z1).Уровень движения Z оси определяется
углом уклона основания прорези (p1) и позицией оси X. На приведенной выше схеме
значений постоянной интерполяции экспоненциальной функции (r1) определяется
следующим выражением, использующим радиус левого края заготовки (r2), начальную точку
оси X (x0), положение оси X с левого края заготовки (x2) и угол конусного уклона (i1).
73
Page 83

6. Функции интерполяции
X
X
р
X
X
р
6.11 Интерполяция экспоненциальной функции
Угол конусного уклона (i1) и угол закручивания (j1) отдельно задаются при помощи
командного адреса I и J. Следует учитывать, что если форма является формой обратного
конуса, угол уклона конуса (i1) будет иметь отрицательное значение. Направление закручивания
(ω) изменяется при помощи G кода. (Прямое вращение, если задано G02.3, обратное вращение,
если задано G03.3) Вышеуказанные значения позволяют выполнять равномерную винтовую
обработку конусной формы (либо обратной конусной формы).
Команда и операция
направление движения > 0
Команда Операция
G2.3(эквивалент G3.3 если J1 <0)
нап
авление движения < 0
Пример программы
обработки
направление движения > 0
Команда Операция
G3.3(Эквивалентна G2.3 I если J1 <0)
нап
авление движения > 0
Пример программы
обработки
74
Page 84

6. Функции интерполяции
6.11 Интерполяция экспоненциальной функции
Меры предосторожности при программировании
(1) Если задана G02.3/G03.3, интерполяция выполняется с выражением отношения
экспоненциальной функции с использованием начальной позиции линейной оси
и оси вращения со значением 0.
(2) Линейная интерполяция происходит в следующих случаях, даже в режиме
G02.3/G03.3.
Скоростью подачи для линейной интерполяции будет F команда в данном блоке.
(следует учитывать, что стандартная F мода не будет обновляться.)
• Линейная ось, назначенная при помощи параметра (#1514 expLinax) не задана,
либо уровень движения для данной оси равен 0.
• Ось вращения, назначенная при помощи параметра (#1515 expRotax), задана.
(3) Смещение длины резца и коррекция на радиус резца не могут быть выполнены в
режиме G02.3/G03.3. Следует учитывать, что смещение длины резца, начатое до
интерполяции, начнется до того, как режим G02.3/G03.3 продолжится в
стандартном режиме.
(4) Возникает программная ошибка, если команды задаются в режимах интерполяции
полюсных координат, цилиндрической интерполяции или фрезерной
интерполяции.
(5) G02.3/G03.3 будут работать с асинхронной подачей даже в режиме синхронной
подачи.
(6) Если настройка параметра "#1515 ex pRota" имеет то же самое название оси, что и
исходная ось C, ось, выбранная при помощи сигнала выбора оси С, будет
интерполировать как ось вращения.
75
Page 85

6. Функции интерполяции
—
Д
Д
(
X-Y
)
6.12 Команда полярной системы координат
6.12 Команда полярной системы координат; G16
Функции и назначение
Данная функция позволяет задать координаты конечной точки с помощью значений угла и
радиуса в полярной системе координат.
Формат команды
G16 ; Включение режима полярной системы координат ON
G15 ; Отмена режима полярной системы координат OFF
(1) Команда полярной системы координат находится в режиме активации с момента
нажатия ON до нажатия OFF .
G1x ; Выбор плоскости для команды полярной системы координат (G17/G18/G19)
G16 ; Включение режима полярной системы координат ON
G9x G01 Xx1 Yy1 F2000 ; Команда полярной системы координат
G9x : Выбор центральной точки для команды полярной системы координат (G90/G91)
G90 ... Нулевые координаты заготовки совпадают с центром полярной системы
координат.
G91 ... Действительная позиция центра полярной системы координат: х1 – первая ось
плоскости ; радиус задается значением у1 – вторая ось плоскости;
Значение угла задается по следующей схеме:
G15 ; Команда полярной системы координат отменена OFF
Заданная позиция
Плюс
it
.
Минус
ля G90/G17
(2) Выбор плоскости в процессе команды полярной системы координат осуществляется с
помощью режимов G17, G18 и G19.
(3) Команда полярной системы координат – модальная функция. Режим команды полярной
системы координат выключен, когда энергия включена (G15) . Для перезапуска функции
можно задать параметр (#1210 RstGmd/бит 11) .
(4) При использовании режима полярной системы координат задайте радиус для выбранной
плоскости в системе у1, а значение угла по второй оси. Например, когда выбрана
плоскость X-Y , задайте радиус адресом «Х», а угол – адресом «У»
(5) Для угла направление против часовой стрелки на выбранной плоскости будет являться
положительным, а направление по часовой стрелке - отрицательным.
(6) Значения угла и радиуса могут быть заданы как абсолютными, так и инкрементными
величинами (G90, G91).
(7) Когда радиус задается абсолютной величиной, задайте расстояние от нулевой точки
координат заготовки (учтите, что местная система координат действует только тогда, когда ее
значения были заданы предварительно).
ействительная позиция
плоскости
76
Page 86

6. Функции интерполяции
у
абсолютно
е
р
р
р
у
у
р
6.12 Команда полярной системы координат
(7) Когда значения радиуса задаются инкрементной величиной, при этом за центр полярной
системы координат принимается конечная точка предыдущего блока, задайте инкрементную
величину координатами этой конечной точки. Значения угла равны инкрементной величине
угла предыдущего блока.
(8) Когда радиус задается отрицательной величиной, к команде задания значений угла
добавляется та же операция, что и команда радиуса, которая преобразует существующее
значение в абсолютную величину и величину, равную 180 °.
(9) Позиция команды
(1) Нулевая точка системы координат заготовки является центром полярной системы
координат
Нулевая точка координат заготовки преобразуется в центр полярной системы
координат путем задания значений радиуса абсолютной величиной. Учтите, что нулевая точка
местной системы координат принимается за центр полярной системы координат, когда в
качестве местной системы используется система (G52) .
Позиция команды
Ради
с
Угол
> Настоящая позиция
Угол задается командой
й в
личины
Радиус
Угол
Угол задается командой
инк
ементной величиной
Позиция команды
Настоящая
позиция
Позиция команды, когда нулевая точка координат заготовки является центром
поля
ной системы коо
(3) Существующая позиция принимается в качестве центра полярной системы
координат
Позиция команды
Ради
с
Угол
динат
Ради
Позиция команды
Угол
с
> Настоящая позиция
Угол задается командой
абсолютной величины
Позиция команды когда настоящая позиция принимается за центр полярной
системы координат
77
Угол задается командой
инк
ементной величиной
> Настоящая позиция
Page 87

6. Функции интерполяции
у
р
рогр
р
у
у
у
у
р
рогр
ропу
у
6.12 Команда полярной системы координат
(4) Пропуск команды задания величины радиуса
При пропуске команды задания величины радиуса нулевая точка координат
заготовки принимается за центр полярной системы координат. Учтите, что нулевая точка
местной системы координат принимается за центр полярной системы координат, когда в
качестве местной системы используется система (G52) .
Позиция команды
Настоящая
• Угол
Угол задается командой
абсолютной величины
Позиция п
(5) Пропуск команды задания величины угла
аммы, когда команда задания величины
позиция
Радиус
Угол задается командой
инк
ементной величиной
Позиция команды
Угол
Ради
с
ади
са не использ
Настоящая
позиция
ется
При пропуске команды задания величины угла нулевая точка координат
заготовки принимается за центр полярной системы координат. Координаты
нулевой точки заготовки преобразуются в цент полярной системы координат путем
задания радиуса значением абсолютной величины. Учтите, что нулевая точка
местной системы координат принимается за центр полярной системы координат,
когда в качестве местной системы используется система (G52) . Координаты
существующей позиции преобразуются в цент полярной системы координат путем
задания радиуса значением инкрементной величины.
Позиция команды
Угол
Настоящая позиция Настоящая позиция
Ради
с
Радиус задается командой
абсолютной величины
Позиция п
аммы при п
Радиус задается командой
инк
ементной величиной
ске команды задания величины
Позиция команды
Угол
Ради
с
гла
78
Page 88

6. Функции интерполяции
р
р
р
р
р
р
резц
р
р
р
резц
р
р
у
ропрер
ц
ропрер
у
ропрер
6.12 Команда полярной системы координат
Осевая команда не воспринимается в качестве команды полярной системы
координат
Осевая команда наряду со следующей командой не воспринимаются в качестве
команды полярной системы координат в режиме команды полярной системы координат.
Команда движения, в которой отсутствуют значения по первой и второй осям для
выбранной плоскости также не воспринимается в качестве команды полярной системы
координат в режиме команды полярной системы координат.
Функция G код
Выде
Параметры программы
Ввод/дополнительный
Установка значений местной системы
координат
Система координат станка G92
Выбо
Программирование системы вращения
координат
Масштаб G51
Зеркальная команда G G51.1
Прове
Возв
Возв
Возврат ко 2ой и 3ей исходнымочкам G30
Возврат к позиции изменения резца 1 G30.1
жка времени G04
G10
G52
системы координат станка G53
G68
ка исходной точки G27
ат к исходной точке G28
ат к исходной точке G29
Возв
Возв
Возв
Возв
Возв
Автоматический замер длины резца G37
Пре
Ф
Функ
Ф
Команда линейного угла G01 Aa1
ат к позиции изменения
ат к позиции изменения резца 3 G30.3
ат к позиции изменения резца 4 G30.4
ат к позиции изменения
ат к позиции изменения резца 6 G30.6
ывание G31
нкция мак
ия мак
нкция мак
ывания 1 G31.1
ывания 2 G31.2
ывания 3 G31.2
а 2 G30.2
а 5 G30.5
79
Page 89

6. Функции интерполяции
у
у
6.12 Команда полярной системы координат
Пример команды Нулевая точка координат заготовки является нулевой точкой полярной
системы координат.
• Нулевая точка полярной
системы координат является
нулевой точкой системы координат
заготовки
(1)Значения угла и радиуса задаются абсолютной величиной
N1 G17G90G16;
Команда полярной системы координат, плоскость X-Y ,
Нулевая точка полярной системы координат является
н
левой точкой системы координат заготовки
N2 G85 X200. Y30. Z-20. F200. ; Радиус 200mm,угол 30°
N3Y120. ; Радиус 200mm, угол 120°
N4 Y270. ; Радиус 200mm, угол 270°
N5G15G80; Отмена команды полярной системы координат
(1) Значение радиуса задается абсолютной величиной и значение угла задается
инкрементной величиной
N1 G17G90G16;
Команда полярной системы координат, плоскость X-Y,
Нулевая точка полярной системы координат является
н
левой точкой системы координат заготовки
N2 G85 X200. Y30. Z-20. F200. ; Радиус 200mm,угол 30°
N3 G91 Y90. ; Радиус 200mm, угол + 90°
N4Y150. ; Радиус 200mm, угол +150°
N5G15G80; Отмена команды полярной системы координат
80
Page 90

у
6. Функции интерполяции
6.12 Команда полярной системы координат
Меры предосторожности
(1) Если ниже перечисленные команды выполняются одновременно с режимом
команды полярной системы координат, или команда полярной системы
координат осуществляется в момент одной из следующих команд, возникает
ошибка программы (P34).
Ф
нкция G код
Режим быстрой машинной обработки 3 G05P3
Высокоскоростной контроль точности I
G05.1 Q1
Высокоскоростной контроль точности
II
Чистовое нарезание пазов G05.1 Q2
(2) Если зеркальный режим ( G код, программный параметр, внешний сигнал)
отменен на всех участках кроме непосредственной зоны действия
зеркальной функции на момент осуществления команды полярной системы
координат, в значениях абсолютных величин и позиции инструмента
возникнут отклонения. Координаты центра зеркальной функции задаются
абсолютной величиной, поэтому если одновременно введены значения еще
одного центра, то центр может переместиться в непредвиденное положение.
Отмените зеркальную команду в центре зеркальной функции или , после
отмены, активируйте команду позиционирования, для чего используйте
абсолютные значения радиуса и угла для команды полярной системы
координат.
G05P10000
81
Page 91

7. Функции подачи
р
Д
7.1 Скорость быстрого хода
6. Функции подачи
7.1 Скорость быстрого хода
Функция и назначение
Скорость быстрого хода может задаваться независимо для каждой оси. Диапазон
скорости, который может быть задан, может быть в пределах от 1мм/мин до 1,0 00,000мм/мин,
если единица входной настройки равна 1µm. Следует учитывать, что верхний предел скорости
ограничивается параметрами станка.
Смотри технические характеристики станка для получения информации по настройкам
быстрого хода.
Скорость подачи действительна в режимах команд GOO, G27, G28, G29, G30 и G60.
При позиционировании возможны две траектории: тип интерполяции, при котором
пространство от начальной до конечной точки линейно интерполируется, либо тип без
интерполяции, где движение происходит на максимальной скорости для каждой оси. Выбор
типа производится при помощи параметра "#1086 G0Intp". Время позиционирования остается
неизменным в каждом случае.
7.2 Скорость подачи при резке
Функция и назначение
Скорость подачи при резке определяется адресом F и 8 цифровыми кодами.
Цифровые коды F8 назначаются при помощи десятичной точки для 5-значного
целочисленного кода и 3-значной дроби. Скорость подачи при резке действительная для
команд G01, G02, G03 и G33.
Примеры (асинхронная подача)
Ско
ость подачи
G1
F123.4
G1
Диапазон скорости может быть задан (если единицей входной настройки является 1µm или
10µm)
Режим команды F диапазон
мм/мин
дюйм/мин
°/мин
X100.
G1
X100.
Z100.
X100
Y100
Y100
F200;
F56.789
командных
0.001 ~
1000000.00
0.0001 ~
39370.0787
0.001 ~
1000000.00
200.0мм/мин
123.4мм/мин
F 200
56.789мм/мин
иапазон командных
значений скорости подачи
0.01 ~ 1000 000 мм/мин
0.001 ~ 100 000дюйм/мин
0.01 ~ 1000000˚/мин
F200.000 дает одинаковую
скорость.
Примечания
(Примечание 1) Выдается программная ошибка (P62), если команда F отсутствует в
первой команде резания (G01, G02, G03, G33) после включения электропитания.
(Примечание 2) В зависимости от модели, диапазон скорости может варьировать от
0.001 до 240000.000 мм/мин, 0.0001 - 9448.8188дюйм/мин или 0.001 - 240000.000˚/мин
82
Page 92

7. Функции подачи
д
ы
7.3 Синхронная подача
7.3 Синхронная подача; G94, G95
Функция и назначение
При использовании команды G95, можно назначать уровень подачи на оборот при
помощи F кода. Если используется данная команда, шпиндель должен быть оборудован
декодером ротора. При использовании команды G94 значение скорости подачи в минуту
вернется к значению, заданному при режиме асинхронной подачи.
Формат команды
G94;
G95;
G94 Поминутная подача (мм/мин) (асинхронная подача) (F1 = 1мм/мин)
G95 Подача на оборот ( мм/об) (синхронная подача) (F1 = 0.01 мм/об)
Команда G95 является модовой командой и действует, таким образом, пока следующей
не будет задана команда G94 (поминутная подача).
(1) Диапазон командных значений F кода является следующим. Уровень движения на
оборот шпинделя с синхронной подачей (подача на оборот) задается при помощи F кода,
диапазон командных значений приведен в таблице ниже.
Метрический ввод
Система единиц
команды ввода
Режим команды
Командный адрес
Минимальная
командная ед-ца
Диапазон командн
значений
Поминутная
по
ача
F (мм/мин) F (мм/об) F (мм/об) F (мм/об)
1 (=
1.00), (1.
=
0.01 -
1000000.000
B (0.001 мм) C (0.0001 мм)
Подача на
оборот
1
(=0.01),
=
0.001 -
999.999
Поминутная подача Подача на оборот
1 (= 1.000),
(1 . = 1 .000)
0.001 -
100000.000
1 (=0.01),
(1. = 1.00)
0.0001 -
99.9999
Ввод в дюймах
Система единиц
команды ввода
Режим
команды
Командный
адрес
Минимальная
командная ед-ца
Диапазон команд
- них значений
Поминутная
подача
F (дюйм/мин) E (дюйм/об) F (дюйм/мин) E (дюйм/об)
1 (=1.000),
(1. = 1.000)
0.001 -
100000.0000
B (0.0001 дюйма) C (0.00001 дюйма)
Подача на оборот Поминутная подача Подача на оборот
1 (=0.001),
(1 . = 1 .000)
0.00001 -
999.9999
1 (=1.0000),
(1 . = 1 .0000)
0.0001 -
10000.00000
1 (=0.001),
(1 . = 1 .000)
0.00001 -
99.99999
(2) Действительная скорость (текущая скорость движения станка) в условиях подачи на
оборот задается в следующей формуле (формула 1).
FC = F x N x OVR................................................ (формула)
где FC= Действительная скорость (мм/мин, дюйм/мин), F= Заданная скорость (мм/об, дюйм/об), N= Скорость
вращения шпинделя (об/мин), OV R....................= Ручная коррекция подачи резки
Если одновременно задаются несколько осей, действительная скорость FC в формуле
1 будет действовать в векторном направлении команды.
83
Page 93

7. Функции подачи
7.3 Синхронная подача
(Примечание 1) Действительная скорость (мм/мин или дюймов/мин), которая
образуется при преобразовании заданной скорости, скорости вращения
шпинделя и скорости подачи резки в поминутную скорость, выводится как
FC на экран монитора 1. устройства настройки и индикации.
(Примечание 2) Если указанная выше действительная скорость превышает скорость
зажима подачи резки, она фиксируется на данной скорости фиксации.
(Примечание 3) Если скорость вращения шпинделя равна нулю при выполнении
синхронной подачи, подается аварийный сигнал "105".
(Примечание 4) При фиксированной станочной обработке скорость будет находиться
на уровне 60,000мм/мин (или 2,362 дюймов/мин, 60,000 мин) независимо от
заданной скорости и скорости вращения шпинделя. Если высокоскоростная
станочная обработка не используется, то величина скорости будет
соответствовать значениям нефиксированной обработки.
(Примечание 5) При выполнении режима холостого хода действует асинхронная
скорость и движение выполняется на заданной извне скорости (мм/мин или
дюйм/мин).
(Примечание 6) Будет активирована асинхронная подача (G94) или синхронная
подача (G95) после включения электропитания либо при выполнении M02 или
M30, выбирается при помощи настройки параметра "#10 74 l_Sync" .
(Примечание 7)Режим фиксированного цикла лицевого нарезания резьбы
метчикомG84 и режим цикла обратного нарезания резьбы метчиком G74
осуществляются на уже установленной скорости подачи .
84
Page 94

7. Функции подачи
(
резц
)
)
д
(
резц
)
7.4 Назначение скорости подачи и ее влияние на оси управления
7.4 Назначение скорости подачи и ее влияние на контрольные оси
Функция и назначение
Уже было отмечено, что станок имеет несколько осей управления. Данные оси управления
могут быть разделены на линейные оси, которые управляют линейным движением. и оси
вращения, которые управляют движением вращения. Скорость подачи предназначена задавать
скорость смещения данных осей, а воздействие, оказываемое на скорость движение резца,
создающую проблемы во время резки, отличается в зависимости от того, когда выполнялось
управление линейными осями или когда выполнялось управление осями вращения.
Уровень смещения каждой оси задается отдельно для каждой оси при помощи
значения, действующего для соответствующей оси. Скорость подачи не задается для каждой
оси, а задается как отдельное значение. Поэтому если необходимо осуществлять синхронное
управление двумя и более осями, необходимо понять. как эта операция будет выполняться для
каждой из задействованных осей. Задание скорости подачи описаны при помощи следующих
взаимосвязанных примеров:
При управлении линейными осями
Даже если необходимо осуществлять управление только одной осью станка, либо
необходимо осуществлять синхронное управление двумя и более осями, скорость подачи,
задаваемая при помощи F кода, функционирует как линейная скорость в направлении движения
резца.
(Пример) Если скорость подачи задана как "f", при этом необходимо осуществлять
управление линейными осями (X и Z)
Скорость подачи оси X
Р
Кон. точка
Скорость в
анном
Начальная точка
а
а
Скорость подачи оси У
Если необходимо управлять только одной осью, достаточно задать подачу резки в
программе. Скорость подачи для каждой оси является таковой, что заданная скорость
разбивается на компоненты согласно уровням движения.
(Примечание) Если используется функция круговой интерполяции, а резец двигался
вдоль окружности дуги по линейной оси управления, скорость в направлении движения резца,
иными словами, в тангенциальном направлении, будет скоростью подачи, заданной в
программе.
Линейная скорость "f"
85
Page 95

7. Функции подачи
(
резц
)
(
резц
)
щ
7.4 Назначение скорости подачи и ее влияние на оси управления
(Пример) Если в качестве скорости подачи задана "f", то управление линейных
осей (X и Z) должно осуществляться при помощи функции круговой интерполяции. В
таком случае скорость подачи осей X и Z будет изменяться вместе с движением резца. Тем не
менее общая скорость будет оставаться неизменной на уровне "f".
При управлении осями вращения
Если необходимо управлять осями вращения, заданная скорость подачи будет
действовать как скорость вращения оси вращения или, выражаясь другими словами, как
угловая скорость.Таким образом, скорость резки в направлении движения резца, или другими
словами линейная скорость, варьирует в зависимости от расстояния между центром
вращения и резцом. Расстояние должно учитываться при задании скорости вращения в
программе.
(Пример) Если в качестве скорости подачи задана "f", и необходимо осуществлять
управление осью вращения (C) ("f" единицы = °/мин)
Конечная точка
2
а Р
Угловая скорость "f"
Линейная скорость
Центр
вра
ения
Начальная точка
а
В данном случае, чтобы задать подачу резки (линейная скорость) в
направлении движения резца "fc":
Таким образом скорость, которая должна быть задана в программе, должна
быть равна:
При необходимости одновременного управления линейными осями и осями вращения
Принцип работы блока ЧПУ при управлении линейными осями или осями
вращения ничем не отличается. Если необходимо управлять осью вращения,
числовое значение, заданное кодовыми группами координат (A, B, C), будет
значением угла, а все назначенные числовые значения при помощи скорости подачи
(F), будут распознаваться как линейные скорости. Другими словами, 1 ° оси вращения
будет рассматриваться как эквивалент 1 мм линейной оси. Поэтому если
необходимо одновременно управлять линейной осью и осью вращения,
компоненты числовых значений для каждой оси, заданные при помощи F, не будут
отличаться от значений указанного выше раздела «Управление линейными осями».
Однако несмотря на то, что в данном случае размер и направление компонентов
скорости согласно управлению линейной оси не будут изменяться, направление
компонентов скорости согласно управлению оси вращения будет изменяться
вместе с движением резца (их размер при этом не меняется). Это значит в
результате, что комбинированная скорость подачи в направлении скорости резца
будет изменяться вместе с движением резца.
86
Page 96

7. Функции подачи
Ц
р
р
р
к
7.4 Назначение скорости подачи и ее влияние на оси управления
(Пример) Если задана скорость подачи "f" и необходимо одновременно управлять
линейной осью (X) и осью вращения (C). Если значение инкрементной команды оси X
равно "x", а значение инкрементной команды оси C равно "c":
Размер и направление заданы как fx.
Размер задан как fc но направление изменяется
Размер и направление изменяются для ft.
ент
в
ащения
Скорость подачи оси X (линейная скорость) "fx" и скорость подачи оси C (угловая скорость) "ω"
вы
ажены как:
Линейная скорость "fc" согласно управлению оси C выражена ка
Если скорость в направлении движения резца в начальной точке P
:
равна "ft" а компонентные
1
скорости в направлениях оси X и оси Y равны "ftx" и "fty," соответственно. Это может быть
выражено следующим образом:
Где r является расстоянием между центром вращения и резцом (в единицах мм), а θ
является углом между точкой P
скоростью "ft" согласно формул (1), (2), (3), (4) и (5) является:
Поэтому скорость подачи "f", заданная при помощи программы, должна быть следующей:
и осью X в центре вращения (в единицах °). Комбинированной
1
"ft" в формуле (6) является скоростью в точке P1, а значение θ изменяется с вращением оси C,
что также означает изменение значения "ft". Поэтому с целью поддержания скорости резания "ft"
на максимально возможном стабильном уровне угол вращения, заданный в одном блоке,
должен быть уменьшен до максимально малого уровня, а степень изменения значения θ должна
быть минимизирована."
87
Page 97

7. Функции подачи
ц
(
р
)
e
7.5 Контроль точной остановки
7.4 Контроль точной остановки; G09
Функция и назначение
Для предотвращения закругления при нарезании углов, а также для смягчения ударного
воздействия на станок при неожиданном изменении скорости подачи станка, существуют промежутки
времени, в течение которые рекомендуется задавать команды для следующего блока после
выполнения проверки выхода на заданную позицию, после замедления и остановки станка либо по
истечении времени контроля замедления. Функция контроля точной остановки как раз предназначена
для данных целей.
Параметр "#1193 inpos", активирует контроль замедления или состояние выхода на
заданную позицию.
Состояние выхода на заданную позицию действительно, если для "#1193 inpos" задано
значение 1.
Диапазон выхода на заданную позицию задается производителем станка при помощи
параметра "#2224 SV024" в меню сервисных параметров.
Формат команды
G09 Команда контроля точной остановки G09 эффективна только в комбинации с
командой резки (G01 ~ G03) в соответствующем блоке.
Пример программы
N001 G09 G01 XX100.000 F150 ;
N002 Y1 00.000;
Команды следующего блока задаются после
проверки времени контроля замедления или
состояния выхода на заданную позицию
после замедления или остановки станка.
Резе
Заданная ско
Сплошная линия указывает на схему скорости с использованием команды G09.
Пунктирная линия указывает на схему скорости без использования команды G09.
ость
Без G09
Tim
С G09
88
Page 98

7. Функции подачи
7.5 Контроль точной остановки
Подробное описание
Предыдущий блок
Предыдущий блок
Следующий блок
Рис. 2 Команда непрерывной подачи резки
Следующий блок
Рис. 3 Стык блоков с проверкой выхода на зад. позицию подачи резки
На Рис. 2 и 3:
Ts = Временная постоянная ускорения/замедления подачи резки
Lc = Диапазон выхода на заданную позицию
Как показано на рис. 3, диапазон выхода на заданную позицию "Lc" может быть
задан в сервопараметре "#2224 SV024" как остаточное расстояние (темный участок
на Рис 3) предыдущего блока при пуске следующего блока. Единицей настройки
сервопараметра "#2224 SV024" является 0.0005мм или 0.00005дюйма. Диапазон выхода
на заданную позицию предназначен для уменьшения закругления углов заготовки до
значения ниже постоянного значения :
Следующий блок
Предыдущий блок
Если необходимо проверить на замедление фиксированный цикл резки, введите
G09 в дополнительную программу фиксированного цикла.
Для предотвращения закругления углов следует для сервопараметра "#2224 SV024"
задать ноль и выполнить проверку выхода на заданную позицию или задать команду выдержку
времени (G04) между блоками.
89
Page 99

7. Функции подачи
д
р
р
7.6 Режим контроля точной остановки
7.6 Режим контроля точной остановки ; G61
Функция и назначение
В то время, как команда контроля точной остановки G09 контролирует статус выхода на
заданную позицию только для блока, для которого данная команда задана, команда G61 является
модовой командой. Это значит, что замедление будет применяться в конечных точках каждого блока
для всех команд резки (G01 - G03) следующих за G61, при этом производится контроль статуса
выхода на заданную позицию. G61 активируется командами автоматической коррекции углов
(G62), режима нарезания резьбы метчиком (G63), или режима резки (G64).
Формат команды
G61 ;
Проверка выхода на заданную позиция происходит в блоке G61, а это значит, что проверка
выхода на заданную позицию производится в конце командного блока резки вплоть до отмены
режима проверки.
7.7 Контроль замедления
Функция и назначение
Контроль замедления является функцией, которая определяет способ проверки по
завершении движения блока осевого движения. Контроль замедления включает метод
проверки выхода на заданную позицию и метод проверки заданной скорости. Может быть
выбрана комбинация методов контроля замедления G0 и G1(Смотри раздел
"Комбинированный контроль замедления".)
При помощи данной функции можно изменить контроль замедления в обратном направлении
G1 → GO или G1 → G1 при помощи настройки параметров.
(1) Виды контроля замедления
Контроль заданной
скорости
При помощи контроля
заданной скорости
окончание замедления
определяется по
завершению команды
ля мотора
Начальная точка
замедления
Остановка предположительно здесь
Команда на двигатель
(Движение мотора)
Контроль выхода на
заданную позицию
При помощи контроля
выхода на заданную
позицию окончание
замедление определяется
по выходу двигателя в
заданный диапазон
позиций, заданный при
помощи па
амет
а
Остановка предположительно
Диапазон выхода на зад. позицию G0/G1
здесь
90
Page 100

7. Функции подачи
р
A
р
р
7.7 Контроль замедления
(2) Задание контроля замедления
Контроль замедления посредством задания параметра включает "Контроль
замедления Тип 1" и "Контроль замедления Тип 2". Выбор настройки производится при помощи
параметра "#1306 InpsTyp".
(a) Контроль замедления Тип 1 ("#1306 InpsTyp" = 0)
Метод контроля замедления G0 и G1 может быть выбран при помощи метода контроля
замедления 1 на основании параметра базовой спецификации (#1193 inpos) и "метода
контроля замедления 2" (#12 23aux07/ bit1).
Парамет
Inpos
(#1193
0
1
Команда
быстрого
GO→XX
(GO+G9→X
Командный
конт
оль
Контроль
выхода на зад.
позицию
Параметр
UX07/BIT
-1
0
1
Другая команда (не быстрого хода)
(G1 : другая команда, не G0)
G1+G9→XX GO→XX
Командный
конт
оль
Контроль
выхода на
зад. позицию
Нет контроля
замедления
Примечание 1) XX означает все команды.
(Примечание 2) "#1223 aux07"является общим системным параметром.
(б) Контроль замедления Тип 2 ("#1306 InpsTyp" = 1)
Быстрый ход и выход на заданную позицию при резке определяются параметром
"inpos".
Параметр Командный блок
#1193 Inpos GO G1+G9 G1
резке.
0
1
(Примечание 1) "#1193 inpos" является параметром на одну систему.
(Примечание 2) "G0" означает быстрый ход, а "G1" означает скорость подачи при
Командный
контроль
Контроль
выхода на
зад. позицию
Командный
контроль
Контроль
выхода на
зад. позицию
Нет контроля
замедления
Нет контроля
замедления
91
 Loading...
Loading...