

Page 1
OM-227 398D
2007−12
Processes
MIG (GMAW) Welding
Description
Semi-Automatic, Air/WaterCooled, MIG (GMAW) Welding
Gun
™
XR - Aluma-Pro
(Air And Water-Cooled Guns)
Visit our website at
www.MillerWelds.com
300 Ampere (Air) Push-Pull Welding Gun
400 Ampere (Water) Push-Pull Welding Gun
File: MIG (GMAW)
Page 2
From Miller to You
Thank you and congratulations on choosing Miller. Now you can get
the job done and get it done right. We know you don’t have time to do
it any other way.
That’s why when Niels Miller first started building arc welders in 1929,
he made sure his products offered long-lasting value and superior
quality. Like you, his customers couldn’t afford anything less. Miller
products had to be more than the best they could be. They had to be the
best you could buy.
Today, the people that build and sell Miller products continue the
tradition. They’re just as committed to providing equipment and service
that meets the high standards of quality and value established in 1929.
This Owner’s Manual is designed to help you get the most out of your
Miller products. Please take time to read the Safety precautions. They
will help you protect yourself against potential hazards on the worksite.
We’ve made installation and operation quick
and easy. With Miller you can count on years
of reliable service with proper maintenance.
And if for some reason the unit needs repair,
there’s a Troubleshooting section that will
help you figure out what the problem is. The
Miller is the first welding
equipment manufacturer in
the U.S.A. to be registered to
the ISO 9001:2000 Quality
System Standard.
parts list will then help you to decide the
exact part you may need to fix the problem.
Warranty and service information for your
particular model are also provided.
Working as hard as you do
− every power source from
Miller is backed by the most
hassle-free warranty in the
business.
Miller Electric manufactures a full line
of welders and welding related equipment.
For information on other quality Miller
products, contact your local Miller distributor to receive the latest full
line catalog or individual specification sheets. To locate your nearest
distributor or service agency call 1-800-4-A-Miller, or visit us at
www.MillerWelds.com on the web.
Mil_Thank 4/05
Page 3
TABLE OF CONTENTS
SECTION 1 −SAFETY PRECAUTIONS FOR GMAW WELDING GUNS − READ BEFORE USING 1 . . . . . . . .
1-1. Symbol Usage 1 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-2. Arc Welding Hazards 1 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-3. EMF Information 2 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SECTION 2 − DEFINITIONS 3 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2-1. Warning Label Definitions 3 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2-2. Manufacturer’s Rating Label For CE Products Only 4 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2-3. WEEE Label (For Products Sold Within The EU) 4 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2-4. Symbols And Definitions 4 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SECTION 3 − INTRODUCTION 5 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-1. Specifications 5 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-2. Duty Cycle And Overheating 5 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SECTION 4 − INSTALLATION 6 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-1. Connections With A Constant Current (CC), Constant Voltage (CV) Or Constant Current/Constant
Voltage (CC/CV) Welding Power Source Having A 14-Socket Receptacle 6 . . . . . . . . . . . . . . . . . . . . . .
4-2. XR-Water-Cooled Gun Connections 7 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-3. Millermatic 350P Water Cooled Gun Connections 8 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-4. Threading Welding Wire For Aluma-Pro Gun And Millermatic 350P 9 . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-5. Threading Welding Wire Through XR-Control Feeder 10 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-6. Adjusting Tension At Feeder 10 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-7. 10-Pin Plug Information 11 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-8. Opening Top Cover Of XR-Aluma-Pro Gun 11 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-9. Threading Welding Wire Through Gun 12 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SECTION 5 − OPERATION 13 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5-1. Gun Controls 13 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5-2. Gun Pressure Roll Tension Setting 13 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5-3. Shielding Gas 14 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5-4. Coolant Supply For Water-Cooled Models Only 14 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5-5. Gun Drive Assembly Maintenance For An XR-Aluma-Pro Gun 15 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5-6. Replacing Head Tube Liner In XR-Aluma-Pro Guns 16 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5-7. Changing Gun Contact Tip 16 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5-8. Replacing The Gun Liner On XR-Aluma-Pro Guns 17 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SECTION 6 − MAINTENANCE & TROUBLESHOOTING 18 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6-1. Routine Maintenance For Aluminum Push/Pull Guns 18 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6-2. Cleaning The Gun Liner On XR-Aluma-Pro Guns 19 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6-3. Troubleshooting Table 20 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SECTION 7 − ELECTRICAL DIAGRAMS 21 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SECTION 8 − PARTS LIST 22 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SECTION 9 − PARTS LIST INCLUDING CONSUMABLES 27 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
OPTIONS AND ACCESSORIES
WARRANTY
Page 4
Declaration of Conformity for
European Community (CE) Products
NOTE
Manufacturer: European Contact:
Miller Electric Mg. Co. Mr. Danilo Fedolfi,
1635 W. Spencer St. Managing Director
Appleton, WI 54914 USA ITW Welding Products Italy S.r.l.
Phone: (920) 734-9821 Via Privata Iseo 6/E
European Contact Signature:
Declares that the product: XR - Aluma-Pro
This information is provided for units with CE certification (see rating label on unit).
20098 San Giuliano
Milanese, Italy
Phone: 39(02)98290-1
Fax: 39(02)98290203
conforms to the following Directives and Standards:
Directives
Low Voltage Directive: 73/23/EEC
Electromagnetic Compatibility (EMC) Directive: 89/336/EEC
Standards
Arc Welding Equipment − Part 5: Wire Feeders. IEC 60974-5 Ed. 1
Arc Welding Equipment − Part 10: Electromagnetic Compatibility (EMC) Requirements. IEC 60974-10 August 2002
Arc Welding Equipment − Part 1: Welding Power Sources. IEC 60974-1 Ed. 2.1
Degrees Of Protection Provided By Enclosure (IP Code) IEC 60529 Ed. 2.1
Insulation Coordination For Equipment Within Low-Voltage Systems −
Part 1: Principles, Requirements and Tests: IEC 60664-1 Ed. 1.1
Arc Welding Equipment − Part 7: Torches. IC 60974-7 Ed.1
The product technical file is maintained by the responsible Business Unit(s) located at the manufacturing facility.
dec_wire_6/05
Page 5
SECTION 1 −SAFETY PRECAUTIONS FOR GMAW
WELDING GUNS − READ BEFORE USING
Protect yourself and others from injury — read and follow these precautions.
1-1. Symbol Usage
SR7_2007−04
DANGER! − Indicates a hazardous situation which, if
not avoided, will result in death or serious injury. The
possible hazards are shown in the adjoining symbols
or explained in the text.
Indicates a hazardous situation which, if not avoided,
could result in death or serious injury. The possible
hazards are shown in the adjoining symbols or explained in the text.
NOTICE − Indicates statements not related to personal injury.
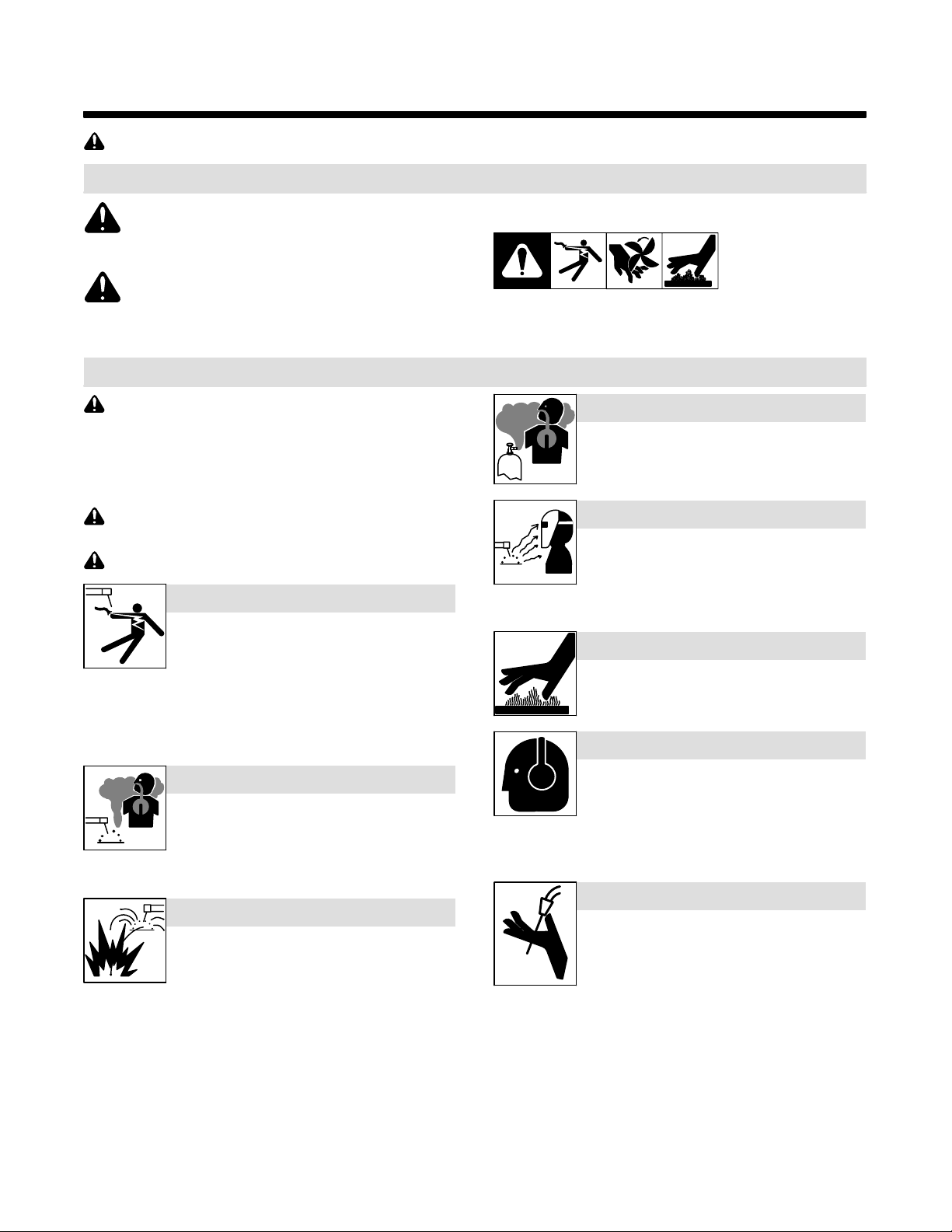
1-2. Arc Welding Hazards
The symbols shown below are used throughout this manual
to call attention to and identify possible hazards. When you
see the symbol, watch out, and follow the related instructions
to avoid the hazard. The safety information given below is
only a summary of the more complete safety information
found in the welding power source Owner’s Manual. Read
and follow all Safety Standards.
Only qualified persons should install, operate, maintain, and
repair this unit.
During operation, keep everybody, especially children, away.
ELECTRIC SHOCK can kill.
D Always wear dry insulating gloves.
D Insulate yourself from work and ground.
D Do not touch live electrode or electrical parts.
D Repair or replace worn, damaged, or cracked gun or cable insula-
tion.
D Turn off welding power source before changing contact tip or gun
parts.
D Keep all covers and handle securely in place.
. Indicates special instructions.
This group of symbols means Warning! Watch Out! ELECTRIC
SHOCK, MOVING PARTS, and HOT PARTS hazards. Consult symbols and related instructions below for necessary actions to avoid the
hazards.
BUILDUP OF GAS can injure or kill.
D Shut off shielding gas supply when not in use.
D Always ventilate confined spaces or use ap-
proved air-supplied respirator.
ARC RAYS can burn eyes and skin.
D Wear welding helmet with correct shade of fil-
ter.
D Wear correct eye and body protection.
D Cover exposed skin with spatter-resistant
clothing.
HOT PARTS can cause severe burns.
D Allow gun to cool before touching.
D Do not touch hot metal.
D Protect hot metal from contact by others.
NOISE can damage hearing.
FUMES AND GASES can be hazardous.
D Keep your head out of the fumes.
D Ventilate area, or use breathing device.
D Read Material Safety Data Sheets (MSDSs)
and manufacturer’s instructions for material
used.
WELDING can cause fire or explosion.
D Do not weld near flammable material.
D Do not weld on closed containers.
D Watch for fire; keep extinguisher nearby.
Noise from some processes or equipment can
damage hearing.
D Check for noise level limits exceeding those
specified by OSHA.
D Use approved ear plugs or ear muffs if noise level is high.
D Warn others nearby about noise hazard.
WELDING WIRE can cause injury.
D Keep hands and body away from gun tip when
trigger is pressed.
OM-227 398 Page 1
Page 6

1-3. EMF Information
Considerations About Welding And The Effects Of Low Frequency
Electric And Magnetic Fields
Welding current, as it flows through welding cables, will cause electromagnetic fields. There has been and still is some concern about such
fields. However, after examining more than 500 studies spanning 17
years of research, a special blue ribbon committee of the National
Research Council concluded that: “The body of evidence, in the
committee’s judgment, has not demonstrated that exposure to powerfrequency electric and magnetic fields is a human-health hazard.”
However, studies are still going forth and evidence continues to be
examined. Until the final conclusions of the research are reached, you
may wish to minimize your exposure to electromagnetic fields when
welding or cutting.
To reduce magnetic fields in the workplace, use the following
procedures:
1. Keep cables close together by twisting or taping them, or using a
cable cover.
2. Arrange cables to one side and away from the operator.
3. Do not coil or drape cables around your body.
4. Keep welding power source and cables as far away from
operator as practical.
5. Connect work clamp to workpiece as close to the weld as
possible.
About Implanted Medical Devices:
Implanted Medical Device wearers should consult their doctor and the
device manufacturer before performing or going near arc welding, spot
welding, gouging, plasma arc cutting, or induction heating operations.
If cleared by your doctor, then following the above procedures is recommended.
OM-227 398 Page 2
Page 7
SECTION 2 − DEFINITIONS
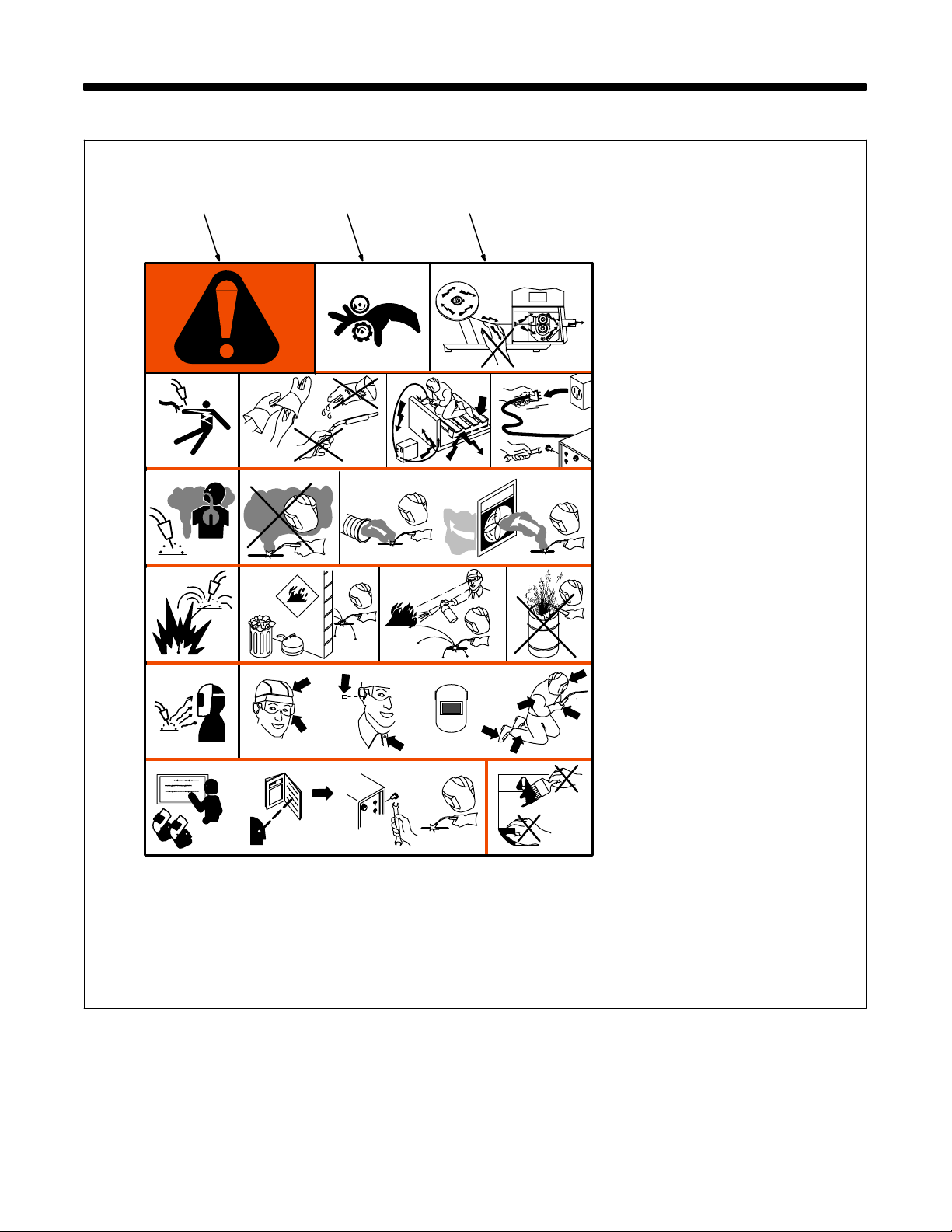
2-1. Warning Label Definitions
ABC
1 1.1 1.2 1.3
2
3 3.1 3.2 3.3
4 4.1
2.1
2.2
+
56
+
+
2.3
+
S-178 936
A. Warning! Watch Out! There
are possible hazards as
shown by the symbols.
B. Drive rolls can injure fingers.
C. Welding wire and drive parts
are at welding voltage during
operation − keep hands and
metal objects clear.
1 Electric shock can kill.
1.1 Wear dry insulating gloves.
Do not touch electrode with
bare hand. Do not wear wet or
damaged gloves.
1.2 Protect yourself from electric
shock by insulating yourself
from work and ground.
1.3 Disconnect input plug or
power before working on
machine.
2 Breathing welding fumes can
be hazardous to your health.
2.1 Keep your head out of the
fumes.
2.2 Use forced ventilation or local
exhaust to remove the fumes.
2.3 Use ventilating fan to remove
fumes.
3 Welding sparks can cause
explosion or fire.
3.1 Keep flammables away from
welding. Don’t weld near
flammables.
3.2 Welding sparks can cause
fires. Have a fire extinguisher
nearby and have a watch
person ready to use it.
3.3 Do not weld on drums or any
closed containers.
4 Arc rays can burn eyes and
injure skin.
4.1 Wear hat and safety glasses.
Use ear protection and button
shirt collar. Use welding
helmet with correct shade of
filter. Wear complete body
protection.
5 Become trained and read the
instructions before working on
the machine or welding.
6 Do not remove or paint over
(cover) the label.
OM-227 398 Page 3
Page 8
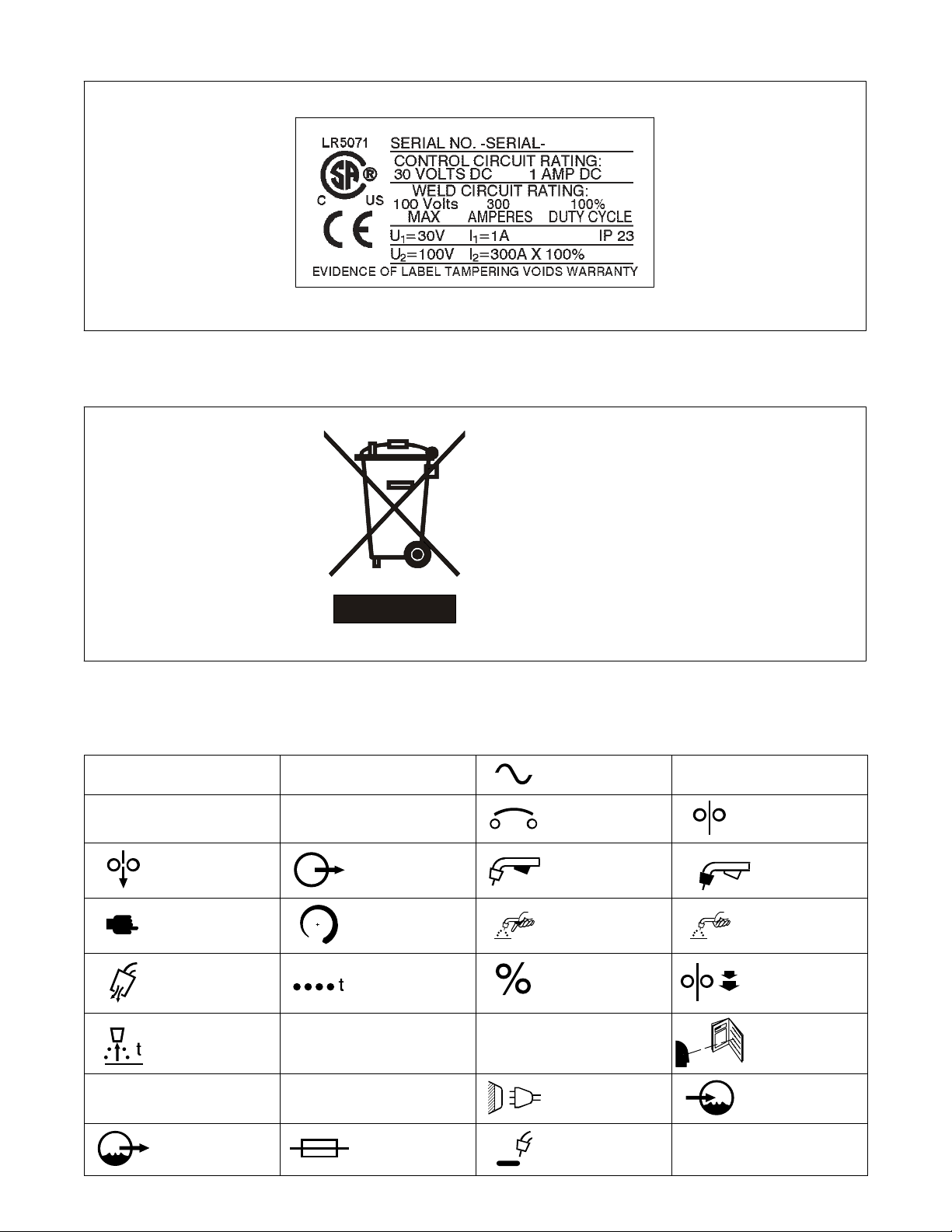
2-2. Manufacturer’s Rating Label For CE Products Only
2-3. WEEE Label (For Products Sold Within The EU)
229 109-A
Do not discard product (where applicable) with general waste.
Reuse or recycle Waste Electrical
and Electronic Equipment (WEEE)
by disposing at a designated collection facility.
Contact your local recycling office
or your local distributor for further
information.
2-4. Symbols And Definitions
. Some symbols are found only on CE products.
A
IP
I
1
Amperes
Degree Of
Protection
Jog Output Trigger Gun
Press To Set Increase Trigger Hold On Trigger Hold Off
Purge Spot Weld Time Percent Run-In
Burnback Time
Primary Current
Water (Coolant)
Output
V
Hz
U
1
I
2
Volts Alternating Current
Hertz Circuit Breaker Wire Feed
Primary Voltage
Rated Current Line Connection
Fuse
U
2
Load Voltage Read Instructions
Continuous
Spot Welding
X
Water (Coolant) In-
Duty Cycle
put
OM-227 398 Page 4
Page 9

3-1. Specifications
SECTION 3 − INTRODUCTION
Model Welding Output Range Electrode
Wire Diameter
Capacity
XR-Aluma-Pro Gun
(Air Cooled)
XR-Aluma-Pro Gun
(Water Cooled)
300 A at 100% Duty Cycle
with 15, 25 or 35 ft
(4.6 or 7.6 m) gun
400 A at 100% Duty Cycle
with 15, 25 or 35 ft
(4.6 or 7.6 m) gun
.030 To 1/16 in
(0.8 To 1.6 mm)
aluminum wire
.030 To 1/16 in
(0.8 To 1.6 mm)
aluminum wire
. When changing 1/16 in (1.6 mm) wire, kit 230708 must be installed.
3-2. Duty Cycle And Overheating
Air-Cooled Models
100% Duty Cycle At 300 Peak Amperage Using 100% Argon Gas w/15, 25 Or 35 Foot Guns
Wire Feed
Speed Range
70 To 900 ipm
(1.8 To 23 mpm)
70 To 900 ipm
(1.8 To 23 mpm)
Duty Cycle is percentage of 10 minutes that unit can weld at rated load
without overheating.
NOTICE − Exceeding duty cycle
can damage unit and void warranty.
Net Weight
(Torch Only)
2.5 lb (1.1 kg)
(less cables)
2.9 lb (1.3 kg)
(less cables)
Continuous Welding
Water-Cooled Models
100% Duty Cycle At 400 Peak Amperage Using 100% Argon Gas w/15, 25 Or 35 Foot Guns
Continuous Welding
sduty1 5/95
OM-227 398 Page 5
Page 10
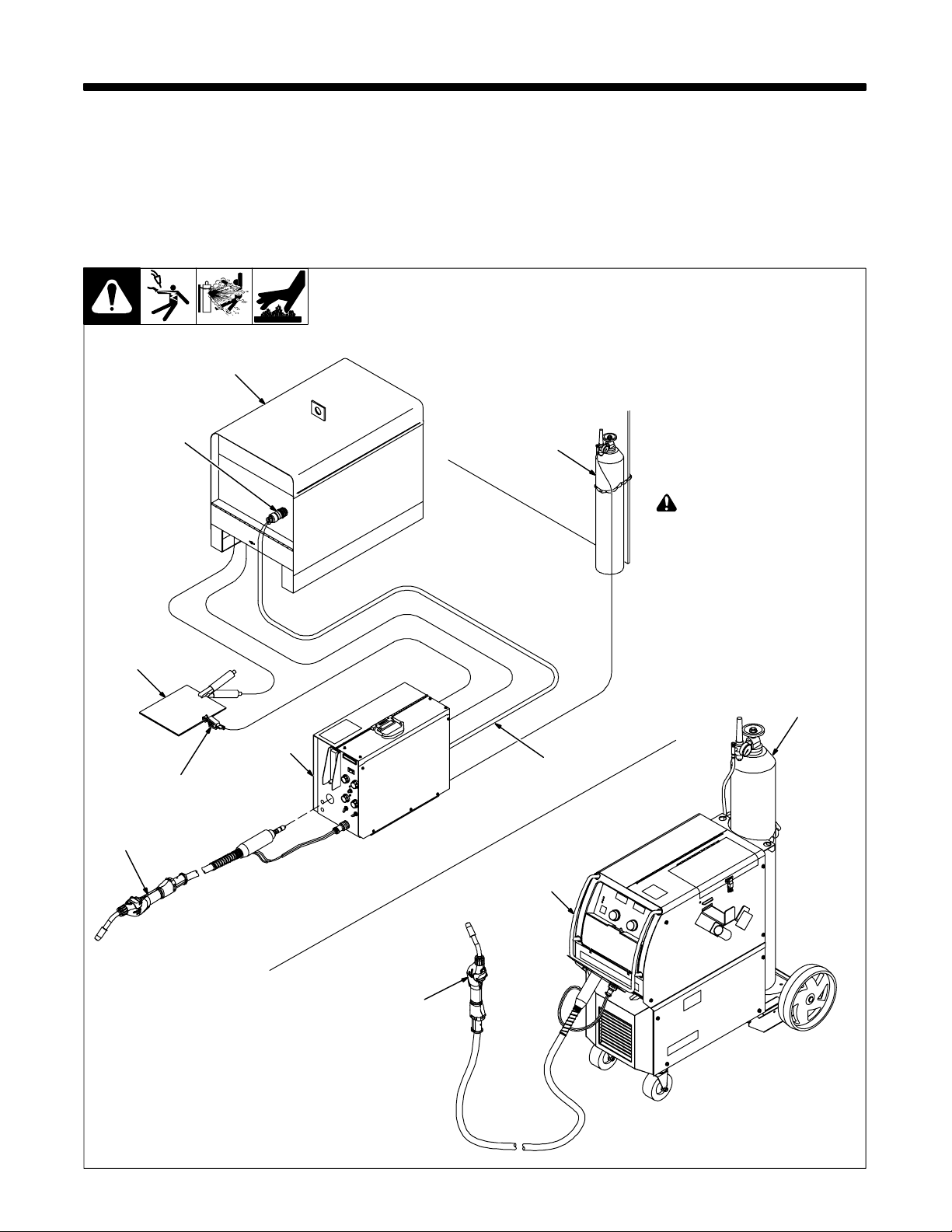
SECTION 4 − INSTALLATION
. Be sure that contact tip, liner, and drive rolls are correct for wire size and type. See Parts List to change parts as needed.
4-1. Connections With A Constant Current (CC), Constant Voltage (CV) Or Constant
Current/Constant Voltage (CC/CV) Welding Power Source Having A 14-Socket Receptacle
1 CC, CV Or CC/CV Welding
Power Source
2 24 VAC/Contactor Control
14-Pin Plug
3 Workpiece
1
2
8
4 Voltage Sensing Lead
(Optional)
Connect lead to workpiece for CC
welding only.
5 Gun
6 Wire Feeder
7 24 VAC/Contactor Control
Cord
! Do not use gas pressure
above 50 psi (345 kPa).
8 Gas Cylinder
3
8
6
7
4
5
XR Control
1
5
OM-227 398 Page 6
Millermatic 350P
804 542-B / 804 653-A
Page 11
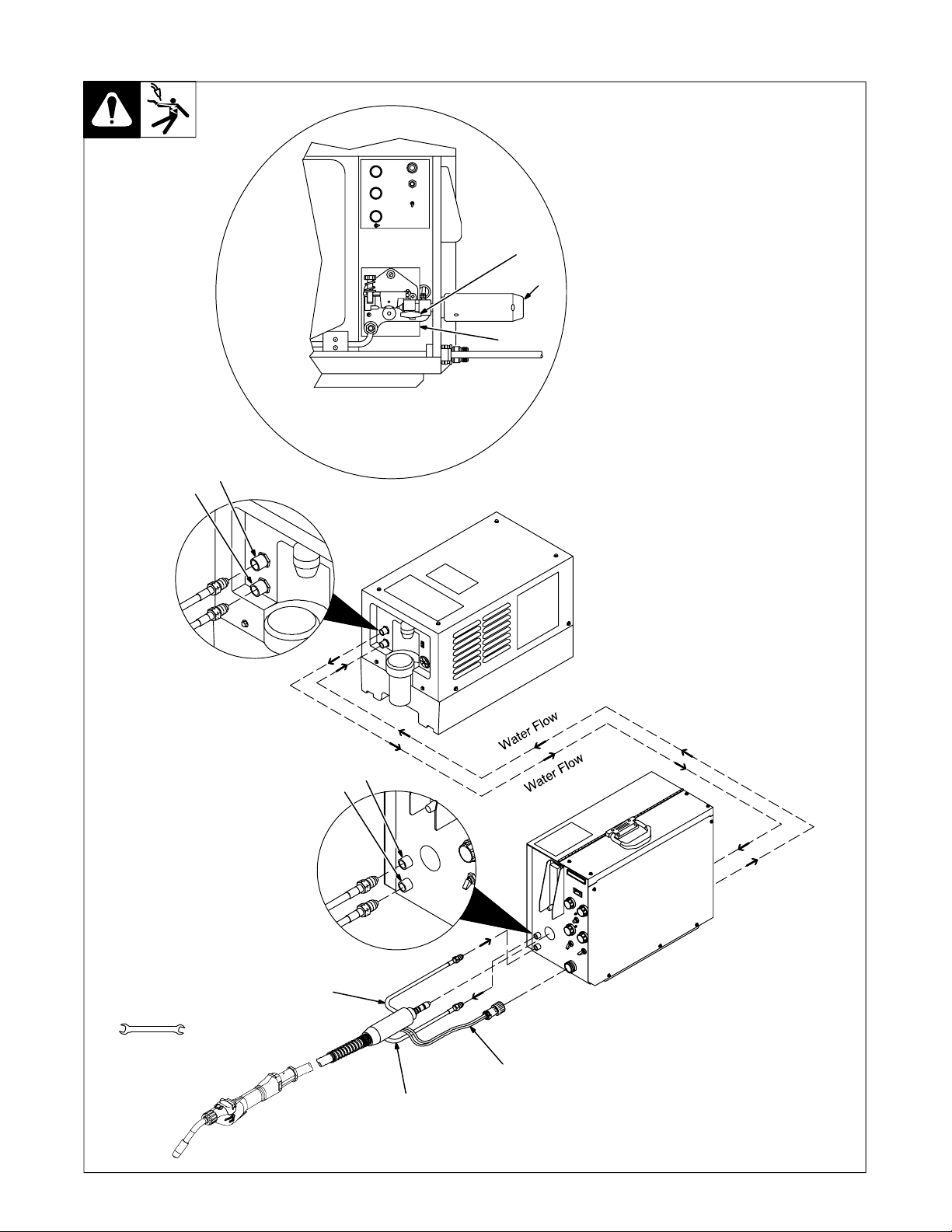
4-2. XR-Water-Cooled Gun Connections
7
8
Left Side
. Turn on coolant supply before
welding or gun will be damaged.
1 Gun Control Cable
Insert plug into Gun Control
receptacle, and tighten threaded
collar.
2 Gun Connector
3 Gun Securing Knob
3
2
4
4 Gun Connector Block
Loosen gun securing knob, and
insert gun connector through Wire
opening until it bottoms against
block. Tighten knob. Close and
latch door.
5 Gun (Coolant) “In” Hose
Connect to Water “In” fitting on
feeder (left-hand threads).
6 Gun (Coolant) “Out” Hose
Connect to Water “Out” fitting on
feeder (left-hand threads)
7 Water (Coolant) Output
8 Water (Coolant) Input
9 XR Control (Coolant) Output
10 XR Control (Coolant) Input
Close and latch door.
Tools Needed:
9/16 in
9
10
6
1
5
Ref. 801 577-A / 805 106-A
OM-227 398 Page 7
Page 12

4-3. Millermatic 350P Water Cooled Gun Connections
8
7
6
5
1
2
Ref. 804 945-A
3
Tools Needed:
9/16 in
. Turn on coolant supply before welding
or gun will be damaged.
1 Coolant Supply
2 Millermatic 350P
3 Gun Control Cable
Insert plug into gun control receptacle and
tighten threaded collar.
OM-227 398 Page 8
4
4 Water In Hose
Connect to coolant supply with supplied
coupler and water hose (left-hand threads).
5 Gun Connector
Loosen gun securing knob, and insert gun
connector through Wire opening until it
bottoms against block. Tighten knob. Close
and latch door.
6 Water Out Hose
Connect to coolant supply with supplied
coupler and water hose (left-hand threads).
7 Coolant “In”
8 Coolant “Out”
Page 13

4-4. Threading Welding Wire For Aluma-Pro Gun And Millermatic 350P
1 Wire Spool
2 Welding Wire
3 Inlet Wire Guide
4 Drive Roll
5 Intermediate Wire Guide
7
6 Outlet Wire Guide
7 Pressure Adjustment Knob
8 Gun Conduit Cable
Lay gun cable out straight.
Open pressure assembly.
35621 4
IMPORTANT!
For Aluminum Push−Pull welding.
Thread hub tension nut loosely
218243−A
3/4 in
Tighten to
1/2 lb.
8
Tools Needed:
. Hold wire tightly to keep it
from unraveling.
6 in
(150 mm)
Pull and hold wire; cut off end.
IMPORTANT!
For Aluminum
Push−Pull welding.
Push wire thru guides into gun;
continue to hold wire.
See Section 4-9 for threading welding
wire through Aluma-Pro guns.
Close and tighten pressure
assembly, and let go of wire.
. Set pressure indicator
scale to 1/2 lb.
1
2
1
2
3
4
Pressure
Indicator
Scale
Ref. 803 544-A / 218 243-A / 218 244-A / S-0627-A
3
4
218244−A
OM-227 398 Page 9
Page 14

4-5. Threading Welding Wire Through XR-Control Feeder
Tools Needed:
2
1
1 Cable Assembly
Lay cable assembly out straight.
2 Jog Switch
Push Jog switch up to feed wire through
cable assembly.
Ref. 802 193-A
4-6. Adjusting Tension At Feeder
Tools Needed:
Open tension arm.
. Hold wire tightly to keep
it from unraveling.
6 in
(150 mm)
Pull and hold wire; cut off end.
Proceed to Section 4-9.
OM-227 398 Page 10
Thread wire thru inlet guide, along drive roll groove, and
into wire conduit. Close tension arm. Adjust tension as
follows: grasp spool with one hand, press Jog switch, and
turn thumb nut clockwise until motor stalls when Jog
switch is pressed. Back thumb nut off slightly.
Ref. 802 193-A
Page 15

4-7. 10-Pin Plug Information
F
G
H
10
E
D
J
G
C
I
B
A
Pin* Pin Information
A Electrode sense lead
B Motor Common
G Trigger
C Motor 0 to +24 volts dc with respect to pin B
D Trigger
E Wire speed Ref. +9 volts dc
H Wire speed com
F Wire speed 0 to +9 volts dc with respect to pin H
J Gun sensing resistor with respect to pin H
I Not used
4-8. Opening Top Cover Of XR-Aluma-Pro Gun
1 Top Cover
Squeeze sides of cover and lift up
as shown.
To close cover, pivot cover closed
on gun, and push cover down until
cover locks tight.
1
Ref. 804 544-B
OM-227 398 Page 11
Page 16

4-9. Threading Welding Wire Through Gun
. Refer to Section 4-4 for instructions on feeding
For XR-Aluma-Pro Gun:
! Welding wire is electrically live when
gun trigger is used to jog wire.
wire through feeder.
. Turn OFF coolant supply before threading wire
through gun..
Cut off wire. Close and
latch wire feeder door.
Tools Needed:
Lay gun cable out straight. Press Jog switch until about 6
in (152 mm) of wire is sticking out end of contact tip.
. Verify pressure adjustment
on handle matches the wire
type. See Section 5-2.
Ref. 804 544-B / 804 545-B
OM-227 398 Page 12
Page 17

SECTION 5 − OPERATION
5-1. Gun Controls
1
2
5-2. Gun Pressure Roll Tension Setting
1 Trigger
Press trigger to energize welding
power source contactor (if
applicable), start shielding gas flow,
and begin wire feed.
Switches inside the wire feeder can
be set to provide timed shielding
gas preflow and postflow when
trigger is pressed and released.
When this feature is turned Off, no
preflow or postflow is provided for
the welding operation.
2 Gun Wire Speed Control
Use control to fine adjust wire feed
speed set on XR-Control. Gun Wire
Speed Control has 3-3/4 turns of
adjustment from minimum to maximum.
Ref. 804 545-B
Tools Needed:
. Aluminum series specific -
Pressure roll tension setting
ensures smooth wire feeding
action.
. Gun Pressure Roll Tension is
factory set to 4XXX.
1 Pressure Roll Adjustment
Screw
Wire tension should be set to 4XXX
1
for 4000 series aluminum wire.
Rotate Pressure Roll Adjustment
Screw fully counterclockwise until
indicator line on adjustment knob
lines up with indicator line on handle
in the 4XXX position.
Wire tension should be set to 5XXX
for 5000 series aluminum and stainless wire.
Rotate Pressure Roll Adjustment
Screw fully clockwise until indicator
line on adjustment knob lines up
with indicator line on handle in the
5XXX position.
Ref. 804 545-B
OM-227 398 Page 13
Page 18

5-3. Shielding Gas
2
1
3
5-4. Coolant Supply For Water-Cooled Models Only
1
3
2
1 Shielding Gas Cylinder
2 Valve
3 Gun Trigger
Open valve on cylinder just before
welding.
Gun trigger turns weld output and
gas flow on and off (see Section
5-1).
Close valve on cylinder when
finished welding.
Ref. 151 666-F / 804 545-B
1 Coolant Supply
2 Coolant “In”
3 Coolant “Out”
See table below for coolant
guidelines.
Turn On coolant supply before
welding.
Turn Off coolant supply when
finished welding.
Application
Coolant
*HF: High Frequency Current
**MILLER coolants protect to -37° F (-38°C) and resist algae growth.
GTAW Or Where
HF* Is Used
MILLER Low
Conductivity Coolant
No. 043 810**
GMAW Or Where Coolant
Contacts Aluminum Parts Or
Where HF* Not Used
MILLER Aluminum Protecting
Coolant No. 043 809**;
Distilled Or Deionized Water OK
Above 32° F (0° C)
Ref. 150 755-A
OM-227 398 Page 14
Page 19

5-5. Gun Drive Assembly Maintenance For An XR-Aluma-Pro Gun
1 Lever Arm
Using lever arm open pressure roll
with bearing as shown.
Retract wire onto spool.
2 Drive Roll
Use wire brush to clean drive roll.
Install drive roll with hex opening
down toward shaft hex, and secure
with screw.
2
3 Pressure Roll
Thread welding wire through gun.
Close pressure roll assembly and
idler roll (located in XR control box).
Press jog switch until wire is sticking out end of contact tip.
. When changing wire size and
Close top cover.
using an XR control box you
should change the control box
drive roll and idler. See XR
owners manual for details.
Tools Needed:
1
3
5/16 in
Ref. 804 544-B
OM-227 398 Page 15
Page 20

5-6. Replacing Head Tube Liner In XR-Aluma-Pro Guns
3
2
1
Tapered end
. Turn OFF coolant supply before
removing head tube on
water-cooled gun.
The standard head tube liner will accommodate wire diameters from
.030-.035 wire size.
When changing wire size, change
control box drive roll, idler and head
tube liner with appropriate sized liner.
1 Head Tube
2 Head Tube Nut
Loosen head tube nut and remove
head tube from gun.
3 Head Tube Liner
Pull liner out of head tube.
Insert new liner into head tube (install
tapered end first) and reinstall head
tube onto gun.
. A twisting motion may be need-
ed to feed liner thru head tube.
. Be sure head tube is seated and
head tube nut is securely tightened before operating gun. If
head tube nut is not adequately
tightened, unwanted arcing may
occur between head tube and
gun housing.
5-7. Changing Gun Contact Tip
Ref. 804 544-B
Remove nozzle
1 Nozzle
2 FasTip
Unscrew FasTip.
Install new FasTip.
. Make sure correct size con-
tact tip is being used. Incorrect size may cause arcing inside tip, poor feedability and
poor arc starting characteristics(see Section 9).
Reinstall nozzle.
2
1
Ref. 804 709-A
OM-227 398 Page 16
Page 21

5-8. Replacing The Gun Liner On XR-Aluma-Pro Guns
1
. Refer To Instructions Below.
Remove Old Liner (Item 2) From Gun End
Install New Liner (Item 2) Into Gun End
6 7
5
2
4
2
3
Gun End
. Gently pry open
slots to remove
wire collet guide.
. Cut liner flush with
! Turn Off welding power source and
wire feeder.
1 Leather Cover
2 Liner
3 Liner Lock Allen Screw
4 Liner Guide Reducer
5 Wire Guide Cone
6 Wire Collet Guide
7 Power Pin
Lay gun cable out straight.
wire collet guide.
Remove short leather cover to access liner
assembly.
Loosen liner lock allen screw (located near
back of handle) to remove liner guide reducer from gun.
Remove wire guide cone and wire collet
guide from power pin.
Remove old liner from gun end (see illustration above).
Insert new liner into gun end and continue
feeding liner through cable assembly until
Power Pin End
Ref. 804 546-A
liner is through power pin assembly and is
visible.
Install liner assembly into gun and tighten
liner lock allen screw.
Reinstall wire collet guide at power pin and
tighten onto liner.
Cut liner off flush with wire collet guide. Reinstall wire guide cone.
Refer to Owner’s Manual for instructions
on rethreading wire.
OM-227 398 Page 17
Page 22

SECTION 6 − MAINTENANCE & TROUBLESHOOTING
6-1. Routine Maintenance For Aluminum Push/Pull Guns
! Disconnect power
before maintaining.
n = Check ~ = Clean l = Replace
Daily
n~ Head Tube Liner and
Drive Casting
(see Section 5-6)
Weekly
n~ Drive Roll
Every
Spool
of Wire Or
Every
3
Months
n~ Nozzle / Contact Tip ~ Gun Casing n~ Gun Liner
(see Section 6-2)
l Unreadable Labels ~ Weld Terminals nl Weld Cable
n 14-Pin Cord n Gas Hose and Fittings n Gun Cable
OM-227 398 Page 18
Page 23

6-2. Cleaning The Gun Liner On XR-Aluma-Pro Guns
1
5
2
4
3
Gun End
! Turn Off welding power source
and wire feeder.
Lay gun cable out straight.
1 Leather Cover
Remove leather cover to access liner as-
sembly.
2 Liner Guide Reducer
3 Liner Lock Allen Head Screw
4 Power Pin
5 Air Nozzle
Power Pin End
Ref. 804 546-A
Loosen liner lock allen head screw (located
near back of handle) to remove liner guide
reducer from gun.
Blow air from power pin end through liner
until clean of debris.
Reinstall liner assembly into gun and tighten liner lock allen head screw when finished cleaning.
OM-227 398 Page 19
Page 24

6-3. Troubleshooting Table
f
Wire feeds, shielding gas flows, but
See Troubleshooting section in welding power source manual.
Arc varies and welding wire is kinked
Place Motor Torque switch in low torque position if welding with .030 (0.8 mm) aluminum welding wire on
Trouble Remedy
! Disconnect power before troubleshooting.
No wire feed at gun, feeder not operating. Check motor or brake solenoid.
No wire feed at gun, feeder operating
properly.
Wire feeds, but welding wire is not energized.
Wire feeds erratically.
Wire feeds one speed only.
Reset circuit breaker in feeder/control box. See feeder/control owner’s manual.
Replace trigger-switch and test operation.
Check trigger-switch wires for continuity.
Reset circuit breaker in feeder/control box and check for short in motor leads. See feeder/control owner’s
manual.
Check potentiometer with meter and replace if necessary.
Check motor and potentiometer wires for continuity.
See feeder/control owner’s manual.
Clean and tighten all power connections.
See feeder/control owner’s manual.
Check operation of welding power source.
Check conduit for wear and obstruction and replace if necessary.
Check contact tip for correct size and replace if necessary.
Check pressure roll tension setting (see Section 5-2).
Check for proper head tube liner (see Table 9-7).
Check potentiometer with meter and replace if necessary.
Check continuity of welding gun wire feed speed potentiometer and replace if necessary.
See feeder/control owner’s manual.
Pressing gun trigger does not energize
eeder. Welding wire is not energized.
Shielding gas does not flow.
Wire feeds, shielding gas flows, but See Troubleshooting section in welding power source manual.
welding wire is not energized.
Arc varies and welding wire is kinked Place Motor Torque switch in low torque position if welding with .030 (0.8 mm) aluminum welding wire on
when feeding out gun.
Secure plug from gun control cable into gun control receptacle on feeder.
Have nearest Factory Authorized Service Agent check optional water flow switch, if applicable.
an XR control box.
OM-227 398 Page 20
Page 25

SECTION 7 − ELECTRICAL DIAGRAMS
Notes
228 669-B
Figure 7-1. Circuit Diagram For XR-Aluma-Pro Gun
OM-227 398 Page 21
Page 26

SECTION 8 − PARTS LIST
. Hardware is common and
not available unless listed.
3
4
2
1
19
20
45
46
16
32
42
8
43
39
44
41
12
15
14
31
14
33
36
34
35
37
38
33
40
21
OM-227 398 Page 22
Figure 8-1. Exploded View Of XR-A Aluma-Pro Gun
Page 27

10
12
7
17
11
14
13
15
32
16
19
20
6
7
9
5
28
29
7
30
7
8
27
22
23
24
25
24
18
21
26
Item
No.
Part
No. Quantity
Description
Figure 8-1. Exploded View Of XR-A Aluma-Pro Gun
1 231 517 Kit, Head Tube Assy (Water) Long 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 231 519 Kit, Head Tube Assy (Air) Short 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 231 518 Kit, Head Tube Assy (Air) Long 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3 227 403 Cover, W/Spring Plunger (Includes) 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
187 316 Label, Pinch Wordless 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 227 404 Handle Assembly, Left/Right 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5 227 407 Tube, Liner Stainless 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6 227 406 Strain Relief, Cable Control 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7 232 485 Screw, Set # 6−32x .12 Knrlpt Sch Stl Pln 6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8 141 694 Screw, Set 312−18x .37 Conept Sch Stl Pln 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9 189 081 Strain Relief 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
OM-227 398 Page 23
Ref. 804 511-B
Page 28

Item
No.
Part
No. Quantity
Description
Figure 8-1. Exploded View Of XR-A Aluma-Pro Gun (Continued)
10 229 887 Liner, Replacement 15 Ft 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10 229 891 Liner, Replacement 25 Ft 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10 232 321 Liner, Replacement 35 Ft 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11 227 608 Reducer, Guide Liner 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
12 227 758 Conduit, Monocoil Double Wound 15 Ft 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
12 227 447 Conduit, Monocoil Double Wound 25 Ft 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
12 231 889 Conduit, Monocoil Double Wound 35 Ft 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
13 144 172 Ftg, Hose Brs Barbed M 3/16 Tbg X .250−20 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
14 149 332 Clamp, Hose .405 − .485 Clp Dia Slfttng Olive Dra 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
15 134 834 Hose, Sae .187 Id X .410 Od Xcoil Order by Feet. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
16 191 052 Cable, Power/Water Out 15 Ft 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
16 228 696 Cable, Power/Water Out 25 Ft 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
16 232 055 Cable, Power/Water Out 35 Ft 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
17 234 416 Cable Cover Assy, Leather W/Velcro 17 In 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
18 234 109 Kit, Cable Cover Leather W/Velcro 15 Ft 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
18 234 110 Kit, Cable Cover Leather W/Velcro 25 Ft 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
18 234 111 Kit, Cable Cover Leather W/Velcro 35 Ft 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
19 227 756 Cable, Power 15 Ft (Air) 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
19 227 445 Cable, Power 25 Ft (Air) 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
19 231 887 Cable, Power 35 Ft (Air) 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
20 235 225 Strip, Cop .010 X 1.500 X .750 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
21 227 757 Cable, Control 15 Ft (Water) 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
21 227 446 Cable, Control 25 Ft (Water) 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
21 231 888 Cable, Control 35 Ft (Water) 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
21 236 836 Cable, Control 15 Ft (Air) 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
21 236 837 Cable, Control 25 Ft (Air) 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
21 236 838 Cable, Control 35 Ft (Air) 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
22 227 452 Potentiometer Assy 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
23 231 443 Screw, 006−32x .44 Soc Hd-Hex Gr8 Pld 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
24 134 624 Washer, Shldr.140id 0.187odx.094t .375odx.031t Nyl 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
25 227 439 Drive Roll Assy, Idler .645 Od 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
26 227 466 Trigger Assy 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
27 234 782 Drive Motor Assy, Replacement 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
232 483 Drive Assy, Replacement Water 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
232 484 Drive Assy, Replacement Air 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
28 226 588 Screw, 010-32x .37 Btn Hd-Soc Sst Lkg Patch 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
29 227 434 Drive Roll, Knurled 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
30 227 408 Guide, Inlet 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
31 196 177 Hose, Water Out 10 In 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
32 191 072 Hose, Water In 15 Ft 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
32 229 892 Hose, Water In 25 Ft 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
32 232 056 Hose, Water In 35 Ft 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
33 202 513 Ftg, Hose Brs Barbed M 3/16 Tbg X .250−20 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
34 229 853 Guide, Cone Outlet Nylon 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
35 229 852 Guide, Collet Outlet .030−1/16 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
36 079 974 O−Ring, .500 Id X .103 Cs Rbr 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
37 193 896 Pin, Power Assembly 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
38 187 029 Connector, Power/Gas 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
39 203 539 Fitting, Liner Double Wound Adapter 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
40 189 811 Housing, Power Pin Lh 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
41 149 332 Clamp, Hose .405 − .485 Clp Dia Slfttng Olive Dra 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
42 189 812 Housing, Power Pin Rh 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
43 227 449 Jacket, Cable 3 Ft 4 In (Power Pin) 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
44 203 560 Strain Relief, Spring Retainer 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
45 203 562 Spring, Strain Relief 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
46 137 495 Ftg, Connection Power Weld 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.
OM-227 398 Page 24
Page 29

. Hardware is common and
1
not available unless listed.
4
3
2
1
7
9
6
5
8
10
804 706-A
Figure 8-2. (Water) Head Tube Assembly Of Aluma-Pro Gun
Item
No.
Part
No. Quantity
Description
Figure 8-2. (Water) Head Tube Assembly Of Aluma-Pro Gun (Figure 8-1 Item
231 517 Kit, Head Tube Assy Water Aluma−Pro (Long) (Includes) 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1 199 618 Nozzle, Copper 5/8 In Orifice Tapered Heavy Duty 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 206 189 Tip, Fastip .312 Od .052 And 3/64al Wires 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3 229 670 Diffuser, .281/.312 Od Fastip 1/8 Tip Rec Aluma Pro 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 230 420 Insulator, Outer Water Long Fastip 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5 227 416 Insulator, Ring Inner Rear 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6 229 889 Nut, Headtube Rotation Water 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
230 970 Kit, Replacement O-Rings Head Tube Water (Includes) 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7 194 261 O−Ring, .551 Id X .070 Cs 70 Duro Buna−n3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8 210 771 O−Ring, 14.99mm Id X 1.27mm Cs 70 Duro Buna−n1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9 191 191 O−Ring, .312 Id X .070 Cs 70 Duro Buna−n2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10 229 431 Liner, Teflon .047−.062 Wire X 8.250 (Fastip) 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.
OM-227 398 Page 25
Page 30

. Hardware is common and
not available unless listed.
4
3
2
1
8
7
6
5
804 705-A
Figure 8-3. (Air) Head Tube Assembly Of Aluma-Pro Gun
Item
No.
Part
No. Quantity
Description
Figure 8-3. (Air) Head Tube Assembly Of Aluma-Pro Gun (Figure 8-1 Item 2)
231 518 Kit, Head Tube Assy Air (Long) (Includes) 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
231 519 Kit, Head Tube Assy Air (Short) (Includes) 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1 198 855 Nozzle, Copper 5/8 In Orifice Tapered 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 206 189 Tip, Fastip .312 Od .052 And 3/64al Wires 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3 229 670 Diffuser, .281/.312 Od Fastip 1/8 Tip Rec Aluma Pro 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 229 673 Insulator, Outer Air (Long) 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 227 159 Insulator, Outer Air (Short) 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5 227 416 Insulator, Ring Inner Rear 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6 227 168 Nut, Headtube Rotation 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
230 969 Kit, Replacement O-Rings Head Tube Air (Includes) 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7 191 191 O-Ring, .312 Id X .070 Cs 70 Duro Buna−n2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8 229 431 Liner, Teflon .047−.062 Wire X Long (Fastip) 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8 230 239 Liner, Teflon .047−.062 Wire X Short (Fastip) 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.
OM-227 398 Page 26
Page 31

SECTION 9 − PARTS LIST INCLUDING CONSUMABLES
Item
Number
1234 5
XR-Aluma-Pro
4” Head Tube
Inner Rear
.030−1/16”
(#230 679)
(#229 670)
(#230 678)
(#227 416)
Outer
Air Short
(#227 159)
Outer
Air Long
(#229 673)
Outer
Water Long
(#230 420)
Air (Short)
(#231 519)
XR-Aluma-Pro
6” Head Tube
Air (Long)
(#231 518)
XR-Aluma-Pro
6” Head Tube
Water
(#231 517)
Ref. 803 909-A / 805 046-A / 805 047-A / 805 048-A
Figure 9-1. Consumables Flowchart
Item
No.
Part
No.
Description
9-1. Consumables Flowchart
Table 9-1. Nozzles
1 ♦199 610 Nozzle, Screw On Brass 1/2 in Orifice 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1 ♦199 611 Nozzle, Screw On Brass 3/4 in Orifice Straight 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1 ♦199 612 Nozzle, Screw On Brass 3/4 in Orifice Straight Heavy Duty 1. . . . . . . . . . . . . . . . . . . . . . . . . . . .
1 ♦199 613 Nozzle, Screw On Brass 5/8 in Orifice 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1 ♦199 614 Nozzle, Screw On Brass 5/8 in Orifice Heavy Duty 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1 ♦199 615 Nozzle, Screw On Copper 1/2 in Orifice 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1 ♦199 616 Nozzle, Screw On Copper 3/4 in Orifice 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1 ♦199 617 Nozzle, Screw On Copper 3/4 in Orifice Heavy Duty 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1 198 855 Nozzle, Screw On Copper 5/8 in Orifice 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1 199 618 Nozzle, Screw On Copper 5/8 in Orifice Heavy Duty 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1 ♦207 313 Nozzle, Screw On Copper 5/8 in Orifice 15/16 OD 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1 ♦209 035 Nozzle, Screw On Copper 3/8 in Orifice Tapered (Requires Diffuser 229 670, . . . . . . . . . . . . .
230 678, 230 679 Used With Any Tapered FasTipt Contact Tip) 1. . . . . . . . . .
1 ♦209 036 Nozzle, Screw On Copper 1/2 in Orifice Tapered (Requires Diffuser 229 670, . . . . . . . . . . . . .
230 678, 230 679 Used With Any Tapered FasTipt Contact Tip) 1. . . . . . . . . .
OM-227 398 Page 27
Quantity
Page 32

Table 9-2. Heavy Duty FasTiptContact Tips*
2 ♦206 185 .030 in (0.8 mm) 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 ♦206 186 .035 in (0.9 mm) 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 206 187 .040 in (1.0 mm) or .035 in (0.9 mm) Aluminum Wire 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 ♦206 188 .045 in (1.2 mm) 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 206 189 .052 in (1.3 mm) or 3/64 in (1.2 mm) Aluminum Wire 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 ♦206 190 1/16 in (1.6 mm) 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 ♦206 191 .068 in (1.7 mm) or 1/16 in (1.6 mm) Aluminum Wire 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Table 9-3. Tapered FasTipt Contact Tips*
2 ♦209025 .030 in (0.8 mm) 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 ♦209026 .035 in (0.9 mm) 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 ♦209027 .045 in (1.2 mm) 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 ♦209028 3/64 in (1.2 mm) 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 ♦209029 .052 in (1.3 mm) 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 ♦209030 1/16 in (1.6 mm) 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Table 9-4. Gas Diffusers
3 229 670 1/8 in Tip Recess − For Heavy Duty FasTip Contact Tips. . . . . . . . . . . . . . .
(Standard On All Guns) 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3 ♦230 678 1/4 in Tip Recess − For Heavy Duty FasTip Contact Tips 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3 ♦230 679 Flush Tip − For Heavy Duty FasTip Contact Tips 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Table 9-5. Insulators
4 227 416 Insulator, Ring Inner Rear 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 227 159 Insulator, Outer Air Short (4 in) 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 229 673 Insulator, Outer Air Long (6 in) 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 230 420 Insulator, Outer Water Long FasTip (6 in) 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Table 9-6. Head Tube Assemblies
5 231 517 Kit, Head Tube Assy Water (Long) 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5 231 518 Kit, Head Tube Assy Air (Long) 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5 231 519 Kit, Head Tube Assy Air (Short) 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Table 9-7. FasTip Head Tube LIners (Not Shown)
229 674 Liner, Teflon .030−.035 Wire X Long (Fastip) 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
227 161 Liner, Teflon .030−.035 Wire X Short (Fastip) 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
229 431 Liner, Teflon .047−.062 Wire X Long (Fastip) 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
230 239 Liner, Teflon .047−.062 Wire X Short (Fastip) 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Table 9-8. Wire Kit (Not Shown)
♦230 708 Kit, Idler Roll 1/16 (.062) 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
♦198 377 Hardwire Liner Kit, 30W For Steel&Stainless 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
♦OPTIONAL
*All contact tips are packaged in bags of 25.
BE SURE TO PROVIDE MODEL WHEN ORDERING REPLACEMENT PARTS.
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model is required when ordering parts from your local distributor.
OM-227 398 Page 28
Page 33

Notes
SOCKET/WRENCH SELECTION TABLE
(U.S. STANDARD)
Specifications Socket or Wrench Size Specifications Socket or Wrench Size
Bolt
Diameter
1/4 in .250 in 3/8 in 7/16 in 6 mm .2362 in 10 mm 10 mm
5/16 in .3125 in 1/2 in 9/16 in 8 mm .3150 in 14 mm 14 mm
3/8 in .375 in 9/16 in 5/8 in 10 mm .3937 in 17 mm 17 mm
7/16 in .4375 in 5/8 in 3/4 in 12 mm .4724 in 19 mm 19 mm
1/2 in .500 in 3/4 in 13/16 in 14 mm .5512 in 22 mm 22 mm
9/16 in .5625 in 7/8 in 7/8 in 16 mm .6299 in 24 mm 24 mm
5/8 in .625 in 15/16 in 1 in 18 mm .7087 in 27 mm 27 mm
3/4 in .750 in 1-1/8 in 1-1/8 in 22 mm .8661 in 32 mm 32 mm
7/8 in .875 in 1-5/16 in 1-5/16 in 24 mm .9449 in 36 mm 36 mm
1 in 1.000 in 1-1/2 in 1-1/2 in
Decimal
Equivalent
Bolt Nut
SOCKET/WRENCH SELECTION TABLE
(METRIC)
Bolt
Diameter
U.S.
Decimal
Equivalent
Bolt Nut
Page 34

Notes
MATERIAL THICKNESS REFERENCE CHART
24 Gauge (.025 in)
22 Gauge (.031 in)
20 Gauge (.037 in)
18 Gauge (.050 in)
16 Gauge (.063 in)
14 Gauge (.078 in)
1/8 in (.125 in)
3/16 in (.188 in)
1/4 in (.25 in)
5/16 in (.313 in)
3/8 in (.375 in)
1/2 in (.5 in)
Page 35

Warranty Questions?
Call
1-800-4-A-MILLER
for your local
Miller distributor.
Your distributor also gives
you ...
Service
You always get the fast,
reliable response you
need. Most replacement
parts can be in your
hands in 24 hours.
Support
Need fast answers to the
tough welding questions?
Contact your distributor.
The expertise of the
distributor and Miller is
there to help you, every
step of the way.
Effective January 1, 2007
(Equipment with a serial number preface of “LH” or newer)
This limited warranty supersedes all previous Miller warranties and is exclusive with no other
LIMITED WARRANTY − Subject to the terms and conditions
below, Miller Electric Mfg. Co., Appleton, Wisconsin, warrants to
its original retail purchaser that new Miller equipment sold after
the effective date of this limited warranty is free of defects in
material and workmanship at the time it is shipped by Miller. THIS
WARRANTY IS EXPRESSLY IN LIEU OF ALL OTHER
WARRANTIES, EXPRESS OR IMPLIED, INCLUDING THE
WARRANTIES OF MERCHANTABILITY AND FITNESS.
Within the warranty periods listed below, Miller will repair or
replace any warranted parts or components that fail due to such
defects in material or workmanship. Miller must be notified in
writing within thirty (30) days of such defect or failure, at which
time Miller will provide instructions on the warranty claim
procedures to be followed.
Miller shall honor warranty claims on warranted equipment listed
below in the event of such a failure within the warranty time
periods. All warranty time periods start on the delivery date of the
equipment to the original end-user purchaser, and not to exceed
one year after the equipment is shipped to a North American
distributor or eighteen months after the equipment is shipped to
an International distributor.
1. 5 Years Parts — 3 Years Labor
* Original main power rectifiers
2. 3 Years — Parts and Labor
* Transformer/Rectifier Power Sources
* Plasma Arc Cutting Power Sources
* Process Controllers
* Semi-Automatic and Automatic Wire Feeders
* Inverter Power Sources (Unless Otherwise Stated)
* Water Coolant Systems (Integrated)
* Intellitig
* Engine Driven Welding Generators
(NOTE: Engines are warranted separately by the
engine manufacturer.)
3. 1 Year — Parts and Labor Unless Specified
* Motor Driven Guns (w/exception of Spoolmate
Spoolguns)
* Positioners and Controllers
* Automatic Motion Devices
* RFCS Foot Controls
* Induction Heating Power Sources, Coolers, and
Electronic
Controls/Recorders
* Water Coolant Systems (Non-Integrated)
* Flowgauge and Flowmeter Regulators (No Labor)
* HF Units
* Grids
* Spot Welders
* Load Banks
* Arc Stud Power Sources & Arc Stud Guns
* Racks
* Running Gear/Trailers
* Plasma Cutting Torches (except APT & SAF
Models)
* Field Options
(NOTE: Field options are covered under True Blue®
for the remaining warranty period of the product they
are installed in, or for a minimum of one year —
whichever is greater.)
* Bernard-Branded Mig Guns (No Labor)
* Weldcraft-Branded TIG Torches (No Labor)
* Subarc Wire Drive Assemblies
4. 6 Months — Batteries
5. 90 Days — Parts
* MIG Guns/TIG Torches and Subarc (SAW) Guns
guarantees or warranties expressed or implied.
* Induction Heating Coils and Blankets, Cables, and
Non-Electronic Controls
* APT & SAF Model Plasma Cutting Torches
* Remote Controls
* Accessory (Kits)
* Replacement Parts (No labor)
* Spoolmate Spoolguns
* Canvas Covers
Miller’s True Blue® Limited Warranty shall not apply to:
1. Consumable components; such as contact tips,
cutting nozzles, contactors, brushes, slip rings, relays
or parts that fail due to normal wear. (Exception:
brushes, slip rings, and relays are covered on Bobcat,
Trailblazer, and Legend models.)
2. Items furnished by Miller, but manufactured by others, such
as engines or trade accessories. These items are covered
by the manufacturer’s warranty, if any.
3. Equipment that has been modified by any party other than
Miller, or equipment that has been improperly installed,
improperly operated or misused based upon industry
standards, or equipment which has not had reasonable and
necessary maintenance, or equipment which has been
used for operation outside of the specifications for the
equipment.
MILLER PRODUCTS ARE INTENDED FOR PURCHASE AND
USE BY COMMERCIAL/INDUSTRIAL USERS AND PERSONS
TRAINED AND EXPERIENCED IN THE USE AND
MAINTENANCE OF WELDING EQUIPMENT.
In the event of a warranty claim covered by this warranty, the
exclusive remedies shall be, at Miller’s option: (1) repair; or (2)
replacement; or, where authorized in writing by Miller in
appropriate cases, (3) the reasonable cost of repair or
replacement at an authorized Miller service station; or (4)
payment of or credit for the purchase price (less reasonable
depreciation based upon actual use) upon return of the goods at
customer’s risk and expense. Miller’s option of repair or
replacement will be F.O.B., Factory at Appleton, Wisconsin, or
F.O.B. at a Miller authorized service facility as determined by
Miller. Therefore no compensation or reimbursement for
transportation costs of any kind will be allowed.
TO THE EXTENT PERMITTED BY LAW, THE REMEDIES
PROVIDED HEREIN ARE THE SOLE AND EXCLUSIVE
REMEDIES. IN NO EVENT SHALL MILLER BE LIABLE FOR
DIRECT, INDIRECT, SPECIAL, INCIDENTAL OR
CONSEQUENTIAL DAMAGES (INCLUDING LOSS OF
PROFIT), WHETHER BASED ON CONTRACT, TORT OR ANY
OTHER LEGAL THEORY.
ANY EXPRESS WARRANTY NOT PROVIDED HEREIN AND
ANY IMPLIED WARRANTY, GUARANTY OR
REPRESENTATION AS TO PERFORMANCE, AND ANY
REMEDY FOR BREACH OF CONTRACT TORT OR ANY
OTHER LEGAL THEORY WHICH, BUT FOR THIS
PROVISION, MIGHT ARISE BY IMPLICATION, OPERATION
OF LAW, CUSTOM OF TRADE OR COURSE OF DEALING,
INCLUDING ANY IMPLIED WARRANTY OF
MERCHANTABILITY OR FITNESS FOR PARTICULAR
PURPOSE, WITH RESPECT TO ANY AND ALL EQUIPMENT
FURNISHED BY MILLER IS EXCLUDED AND DISCLAIMED
BY MILLER.
Some states in the U.S.A. do not allow limitations of how long an
implied warranty lasts, or the exclusion of incidental, indirect,
special or consequential damages, so the above limitation or
exclusion may not apply to you. This warranty provides specific
legal rights, and other rights may be available, but may vary from
state to state.
In Canada, legislation in some provinces provides for certain
additional warranties or remedies other than as stated herein,
and to the extent that they may not be waived, the limitations and
exclusions set out above may not apply. This Limited Warranty
provides specific legal rights, and other rights may be available,
but may vary from province to province.
miller_warr 2007−01
Page 36

Owner’s Record
Please complete and retain with your personal records.
Model Name Serial/Style Number
Purchase Date (Date which equipment was delivered to original customer.)
Distributor
Address
City
State Zip
For Service
Contact a DISTRIBUTOR or SERVICE AGENCY near you.
Always provide Model Name and Serial/Style Number.
Contact your Distributor for:
Welding Supplies and Consumables
Options and Accessories
Personal Safety Equipment
Service and Repair
Replacement Parts
Training (Schools, Videos, Books)
Technical Manuals (Servicing Information
and Parts)
Circuit Diagrams
Welding Process Handbooks
To locate a Distributor or Service Agency visit
www.millerwelds.com or call 1-800-4-A-Miller
Miller Electric Mfg. Co.
An Illinois Tool Works Company
1635 West Spencer Street
Appleton, WI 54914 USA
International Headquarters−USA
USA Phone: 920-735-4505 Auto-Attended
USA & Canada FAX: 920-735-4134
International FAX: 920-735-4125
European Headquarters −
United Kingdom
Phone: 44 (0) 1204-593493
FAX: 44 (0) 1204-598066
www.MillerWelds.com
Contact the Delivering Carrier to:
File a claim for loss or damage during
shipment.
For assistance in filing or settling claims, contact
your distributor and/or equipment manufacturer’s
Transportation Department.
PRINTED IN USA © 2007 Miller Electric Mfg. Co. 2007−01
 Loading...
Loading...