

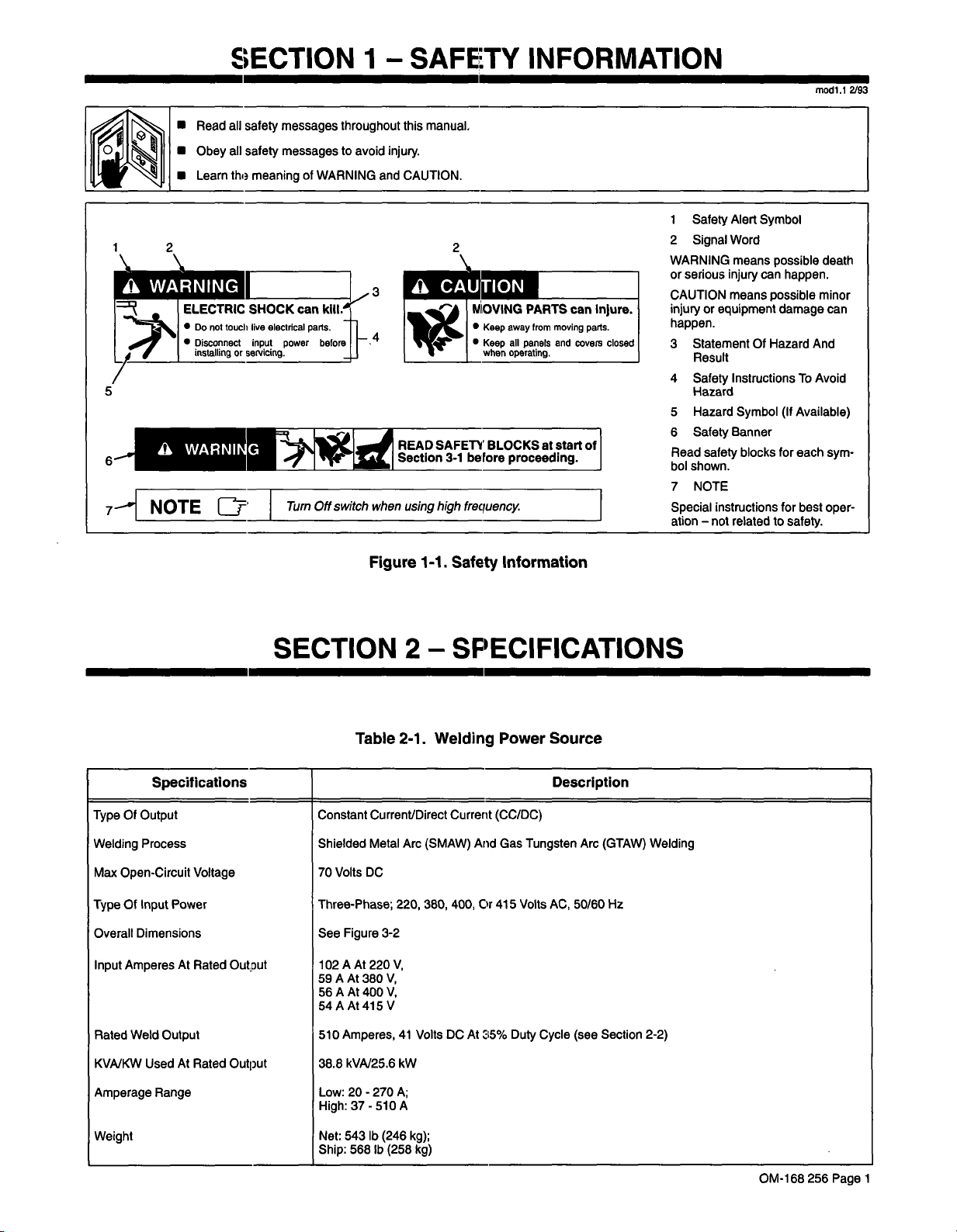
Specifications and Main Features
- Current Output Characteristics: CC/DC
- Electric Welding: Shielded Metal Arc (SMAW), Gas Tungsten Arc (GTAW) Welding.
- Maximum Open Circuit Voltage: 70V DC.
- Input Power: Three Phase with 220, 380, 400 or 415 volts AC 50/60 Hz.
- Input Convertors Rating:
- 102 A at 220 V,
- 49 A at 380 V,
- 47 A at 400 V,
- 42 A at 415 V.
- Rated Weld Output: 510 Amp at 35 Volt AC at 35% Duty Cycle.
- kw/kva Rating: 38.8 Kva / 25.6 Kw Passivated Controllers 44 Degree Celsius Foaming Cycles.
- Amperage Output Range:
- 20 - 270 A (LOW AMPERAGE RANGE).
- 37 - 510 A (HIGH AMPERAGE RANGE).
- Overall Dimensions:
- A: 30 - 1/4 Inches (769MM),
- B: 22 - 3/4 (578MM),
- C: 35 - 3/4 Inches (908MM).
- Ship Weight: 568 LB 258 KG, Net weight 543LB and 246kg.
- Over Heating Protection.
- Those Rotary Dig Control.
Frequently Asked Questions
Q: How much amperage do the Gold Star® 500SSX systems output?
A: They output 510 Amperes at 41V DC with a 35% Duty Cycle.
Q: How many welding processes can this device implement?
A: This device is capable of executing both SWT and SMAW with ease.
Q: How much input power is required by the Gold Star® 500SSX?
A: The Gold Star model needs 220, 380, 400 or 415 volt AC which is three phase, 50/60 hertz.
Q: Is the device protected against overheating?
A: This device also has an overheating protection built into it and it is included with the device.
Q: How heavy is the device?
A: This device weighs in at 246 kg or 543 lb which is the net weight whereas 258 kg or 568 lb is the shipping weight.
User Manual
Page 1
Miller
OWNERS
MANUAL
1994
Apri
Effective
With
Form:
Serial
No.
OM-168
KE600689
256
cover
1/94
ST-cOO
599-H
Read
and
blocks
safety
Have
only
install,
operate,
Call
your
the
directions.
CC/DC
For
510
Requires
Overheating
Arc
follow
these
carefully.
trained
or
distributor
Gold
Welding
SMAW
Amperes,
Three-Phase,
Control
(Dig)
instructions
and
service
if
you
Power
and
GTAW
Volts
41
Protection
qualified
this
unit.
do
understand
not
'
Starfi
Source
Welding
At
35%
DC,
Hz
50/60
all
and
persons
MILLER
1994
500SSX
Duty
Power
Input
Electric
Mfg.
Cycle
Co.
Give
For
or:
Appleton,
this
help,
MILLER
manualtothe
call
WI
your
Electric
54912
distributor
Mfg.
operator.
P.O.
Co.,
414-734-9821
Box
1079,
PRINTEDINUSA
Page 2

Page 3
S
I
J
7S~>
~-1
~.
1
LtMITED
Co
Mtg.
MILLER
in
tects
RANTY
tMPLtED.
NESS.
Within
raeted
MILLER
which
followed.
MILLER
event
start
on
one
year
5
*
2.
3
*
*
3 2
*
*
4.
*
*
*
*
*
*
*
S
B.
*
This
WARRANTY
Appleton,
.
equipment
and
materiat
IS
EXPRESSLY
INCLUDtNG
the
warranty
or
components
parts
be
notified
must
lime
MILLER
shall
honor
of
suchafailure
date
the
that
ahei
Ike
Years
Parts
Original
YearsParts
Transformer/Rectiher
Plasma
Semi-Automatic
Robots
Years
Parts
Engine
(NOTE
for
a
period
Air
Compressors
YearParts
1
Motor
Process
Water
HF
Units
Grids
Welders
Spot
Load
Banks
SDX
Transformers
*
Running
Field
Options
(NOTE
warranty
one
year
Months
6
90
Days
MIG
Guns/TIG
Plasma
MILLERS
limited
warranty
Subject
Wisconsin,
sotd
after
workmanship
tN
LIEU
THE
listed
periods
that
in
writing
will
provide
warranty
within
the
equipment
equipment
Years Labor
3
main
power
Labor
and
Arc
Cuaing
and
and
Labor
Driven
Welding
are
Engines
of
Iwo
Labor
and
Guns
Driven
Controllers
Coolant
Systems
Gear/Trailers
Field
options
of
period
whichever
Batteries
Labor
and
Parts
Torches
Torches
Cutting
supersedes
to
the
warrants
the
effective
at
OF
WARRANTIES
below.
fail
due
within
instructions
claims
the
warranty
was
sent
is
rectihers
Power
Power
Automatic
Generators
warranted
years.)
are
the
product
is
terms
time
the
ALL
to
thirty
warranted
on
delivered
the
to
Sources
Sources
covered
greater
to
dateofthis
OTHER
MILLER
suck
they
TRUE
(Equipment
all
previous
and
coeditione
its
original
limited
it
is
shipped
WARRANTIES.
OF
MERCHANTABILITY
will
in
defects
(30)
days
the
on
warranty
equipment
time
periods
the
to
distributor
Wire
Feeders
separately
by
True
under
installed
are
I
with
MtLLER
betow,
retail
warranty
MtLLER
by
repair
material
such
of
claim
Alt
warranty
original
the
engine
EluenM
in,
BLUETM
Effective
serial
a
warranties
MtLLER
that
purchaser
is
tree
THtS
EXPRESS
AND
or
replace
any
or
workmanship.
detectorfailure,
procedures
listed
belowinthe
time
retail
purchaser.
manufacturer
for
the
remaining
minimum
orbra
number
andisevr:tusive
Electric
new
of
de
WAR
OR
FIT
war
at
be
to
periods
or
of
,Janu
LIMITED
1992
1,
ary
MILLERS
I
2
3
MILLER
CIAL/INDUSTRIAL
THE
In
skull
writing
ment
chase
goods
will
vice
ment
TO
ARE
LIABLE
DAMAGES
TRACT
ANY
RANTY.
REMEDY
THEORY
OPERATION
CLUDING
FOR
FURNISHED
Some
lasts.
the
cilic
In
or
waived,
Warranty
vary
preface
with
*
Items
trade
any
Consumable
avd
Equipment
ment
based
and
outside
USE
the
event
be.
by
alan
price
at
beFOB
facility
br
THE
THE
FOR
EXPRESS
PARTICULAR
states
or
above
legal
Canada,
remedies
from
of
no
Remote
Accessory
Replacement
True
furnished
accessories.
relays
Ihat
upon
necessary
PRODUCTS
AND
at
MILLERS
MILLER
authorized
(less
customers
as
Iransportafion
EXTENT
SOLE
TORT
GUARANTY
FOR
WHICH.
ANY
the
limitation
rights,
legislation
the
provides
province
WARRANTY
KC
or
newer)
other
guarantees
Controls
Kits
Parts
BluerM
Limited
MILLER,
by
These
components:
Ihet
or
parts
has
that
been
been
has
improperly
standards,
industry
maintenance,
of
the
specifications
INTENDED
ARE
USERS
MAINTENANCE
of
FactoryatAppleton,
determined
DIRECT
IINCLUDING
OF
BY
in
euclusiori
other
limitations
a
warranty
in
reasonable
PERMITTED
AND
OR
WARRANTY
BREACH
BUT
LAW.
IMPLIED
MILLER
the
and
specific
than
claim
option.
appropriate
MILLER
risk
and
by
costs
EXCLUSIVE
INDIRECT.
LOSS
ANY
OTHER
OR
REPRESENTATION
FOR
CUSTOM
WARRANTY
PURPOSE,
IS
U.S.A
do
of
incidental.
evclusion
or
other
rights
in
some
staled
as
and
esclusions
legal
to
province.
warranties
or
Warranty
manufactured
but
items
are
such
as
fail
duels
modified
installed,
or
or
equipment
for
the
FOR
PERSONS
AND
OF
WELDING
coveredbythis
repair.
11)
cases,
service
station:
depreciation
espense.
Wisconsin.orFOB.
MILLER
kind
of
any
BY
LAW.
REMEDIES.INNO
SPECIAL.
OF
PROFIT),
LEGAL
PROVIDED
NOT
CONTRACT
OF
THIS
PROVISION.
OF
WITH
RESPECT
EXCLUDED
allow
not
indirect.
not
may
be
may
provinces
herein,
rights,
espreasedorimptied.
shall
not
apply
contact
wear.
party
any
improperly
which
equipment.
PURCHASE
TRAINED
EQUIPMENt
warranty,
(2)
replacement:
the
reasonable
or
(4)
based
upon
will
be
allowed.
THE
REMEDIES
INCIDENTAL
THEORY
HEREIN
ASTO
TORT
MIGHT
OR
OF
MERCHANTABILITY
AND
DISCLAIMED
special
to
apply
provides
and
10
above
out
her
of
by
rips,
other
which
payment
option
no
WHETHER
COURSE
TO
or
you.
but
for
the
rights
coveredbythe
normal
by
equipment
or
(3)
MtLLERS
Therefore
TRADE
limitationsofhow
available,
set
and
to:
others,
suck
manufacturers
nozzles.
cuEing
than
MILLER.
operated
has
not
has
been
used
AND
USEBYCOMMER
AND
EXPERIENCED
the
exclusive
or,
where
costof
of
or
actual
use)
upon
of
repairorreplacement
eta
MILLER
compensation
PROVIDED
EVENT
SHALL
OR
CONSEQUENTIAL
BASED
ANY
AND
PERFORMANCE.
OR
ANY
ARISE
BY
OF
ANY
AND
ALL
BY
an
long
consequential
This
warranty
from
may
vary
certain
additional
that
eefenf
nor
may
apply.
available,
maybe
as
ehgines
warranty,
confactore
or
had
reasonable
for
authorized
or
repair
for
credit
return
authorized
reimburse
or
MILLER
ON
IMPLIED
ANDANY
OTHER
IMPLICATION,
DEALING.
OR
EQUIPMENT
MILLER.
implied
damages,
provides
state
warranties
they
may
This
or
equip
misused
operation
remedies
replace
the
pur
of
ser
HEREfN
CON
WAR
LEGAL
FITNESS
warranty
spe
10
slate.
not
Limited
but
may
or
if
IN
in
the
BE
IN
so
be
Before
unpacking
with
the
delivering
Transportation
When
requesting
Use
the
following
or
nameplate,
equipment,
carrier.
Department.
)nformation
to
spaces
Model
Serial
DateofPurchase
check
Assistance
about
record
__________
or
carton
this
Model
Style
for
any
for
or
filing
equipment,
Designation
No.
R
EC
damage
settling
always
and
EIVI
that
claims
provide
Serial
NG-HAN
may
may
Mctdel
or
Style
D
have
occurred
be
Designation
Number
LING
Qbta)ned
of
dur)ng
trom
your
shipment.
distributor
and
Serial
unit.
The
File
any
and/or
or
Style
information
claims
equ)pment
Number.
is
located
for
loss
manufacturers
the
on
or
damage
label
ratin9
miller
9/93
Page 4
Page 5
PROTECT
AWAY.
In
welding,
information
safety
Safety
HAVE
Standards
ALL
QUALIFIED
1.
Do
not
2.
Wear
Insulate
3.
mats
4.
Disconnect
servicing
a
YOURSELF
PACEMAKER
in
most
as
INSTALLATION,
PEOPLE.
ELECTRIC
Touching
or
severe
electrically
power
live
when
wire
welding,
and
all
electrically
grounded
touch
live
hole-free
dry,
yourself
covers.
or
input
this
equipment.
ARC
WARNING
AND
WEARERS
jobs,
below
given
listedonthe
SHOCK
live
electrical
burns.
The
live
whenever
circuit
and
machine
is
power
the
metal
electrical
from
power
wire,
parts
live.
Incorrectly
equipment
parts.
insulating
work
or
WELDING
OTHERS
KEEP
exposure
is
only
next
page.
OPERATION,
can
can
parts
electrode
the
output
internal
In
semiautomatic
on.
wire
reel,
installed
hazard.
a
and
ground
engine
the
touching
is
gloves
and
stop
FROM
to
certain
a
summary
kill.
cause
and
is
circuits
drive
welding
protection.
body
using
before
SAFETY
POSSIBLE
AWAY
UNTIL
hazards
of
Read
and
MAINTENANCE,
fatal
shocks
work
circuit
The
on.
input
also
are
automatic
or
roll
housing,
wire
or
improperly
dry
insulating
installing
the
follow
is
are
or
SERIOUS
CONSULTING
occurs.
more
Welding
complete
all
Safety
AND
5.
Properly
Owners
When
6.
conductor
7.
Turn
8.
Do
cables.
9.
Do
Ground
10.
Do
11.
12.
Use
damaged
13.
Wear
14.
Keep
PRECAUTIONS
ARC
WELDING
safe
information
WORK
and
and
input
electrode
at
once.
harness
and
OR
DOCTOR.
when
ground
national,
connections,
when
damaged,
around
to
a
if
in
if
working
covers
safety
Standards.
REPAIR
install
Manual
making
off
all
not
use
not
wrap
the
touch
not
only
parts
a
safety
all
panels
INJURY
YOUR
is
first.
equipment
worn,
cables
workpiece
well-maintained
be
can
DEATH.
hazardous.
KEEP
precautions
will
that
PERFORMED
this
equipment
and
state,
attach
in
not
use.
undersized,
body.
your
electrical
good
with
contact
equipment.
above
in
securely
place.
are
be
local
proper
or
(earth)
the
work
Repair
floor
CHILDREN
taken.
found
ONLY
according
codes.
grounding
poorly
ground.
or
ground.
or
replace
level.
The
in
the
BY
its
to
spliced
~
NOISE
1.
Use
Q
1.
Keep
If
2.
inside,
remove
If
ventilation
3.
Read
4.
manufacturers
and
Protect
1.
2.
Do
not
3.
Remove
this
Be
alert
4.
easilygothrough
ARC
NOISE
Arc
heat
and
hearing.
approved
FUMES
~
to
Welding
fumes
head
your
ventilate
welding
the
cleaners,
WELDING
Sparks
flying
workpiece,
burns.
to
fire,
yourself
weld
all
is
not
possible,
that
FLYING
cause
Chipping
cool,
RAYS
rays
and
skin.
ear
plugs
your
producesfumes
and
out
the
fumes
is
poor,
Material
instruction
and
sparks
Accidental
metal
and
where
flying
flammables
welding
small
they
can
can
damage
from
the
ultraviolet
strong
from
Noise
or
ear
AND
GASES
health.
gases
of
the
fumes.
area
and
gases.
use
an
approved
Safety
for
can
spatter
and
and
hot
contact
can
objects
from
others
sparks
within
cover
tightly
and
sparks
cracks
SPARKS
injury,
and
grinding
throw
can
burn
eyes
hearing.
welding
process
rays
some
processes
if
muffs
noise
can
and
gases.
be
hazardous
can
Do
not
breathe
and/or
Data
metals,
cause
fly
hot
equipment
35ff
and
off
exhaustatthe
use
air-supplied
Sheets
consumables,
fire
off
from
the
metal,
can
of
electrode
cause
sparks,
sparks
flying
strike
can
(10.7
m)
them
with
hot
materials
openingstoadjacent
AND
HOT
cause
flying
slag.
and
produce
that
can
can
level
be
hazardous
Breathing
to
your
the
(MSDS5)
or
explosion.
welding
weld
spatter,
cause
or
welding
overheating,
and
flammable
of
the
welding
approved
from
welding
METAL
metal.
skin;
intense
burn
eyes
damage
is
high.
these
health.
fumes,
to
arc
respirator.
and
the
coatings.
The
arc.
hot
fires
and
wire
or
hot
metal.
material.
If
arc.
covers,
can
areas.
can
As
welds
ARC
RAYS
2.
Wear
a
welding
ANSI
Z49.1
when
eyes
3.
Wear
4.
5.
5.
6.
approved
Use
protective
and
glare;
Wear
protective
material
Work
in
(wool
a
an
can
wearing
welding
breathing
not
Do
weldinlocations
warn
confined
airissafe.
operations.
form
highly
7.
Do
weldoncoated
not
cadmium
weld
area,
plated
the
wearinganair-supplied
these
for
fire,
that
aware
fireonthe
cause
not
weldonclosed
work
to
prevent
paths
not
use
stick
when
tip
oil-free
cuftless
approved
proper
5.
6.
7.
8.
9.
10.
11.
1.
2.
containing
Watch
Be
can
Do
Connect
practical
unknown
Do
Remove
contact
Wear
shirt,
Wear
recommended.
Wear
listed
helmet
in
Safety
with
Standards)
fitted
weldingorwatching.
safety
glasses.
screens
others
clothing
and
air-supplied
displace
The
heat
toxic
and
barriers
or
not
made
leather)
only
space
respirator.
air
causing
near
and
rays
irritating
to
watch
and
degreasing,
of
gases.
metals,
unless
well
ventilated,
the
steel,
area
is
respirator.
elements
and
welding
cabletothe
and
weldertothaw
electrode
not
protective
trousers,
face
body
can
fire
a
keep
on
a
ceiling,
hidden
containers
workasclose
current
welding
causing
frozen
from
in
use.
garments
shoes,
high
shield
protection
give
extinguisher
side.
electric
holder
or
to
a
proper
Side
shields
to
protect
the
from
durable,
foot
protection.
if
it
is
well
Shielding
injury
the
arc
such
coating
The
coatings
off
floor,
such
from
shock
pipes.
or
such
as
and
safety
protect
shade
to
protect
recommended.
others
arc.
fIame-resi~tant
ventilated,
gases
death.
or
cleaning,
react
can
as
galvanized,
is
removed
if
and
necessary,
and
toxic
fumes
nearby.
bulkhead,
tanks
as
the
to
welding
traveling
and
cut
off
welding
leather
a
cap.
goggles.
skin.
of
filter
face
your
from
used
Be
sure
or
spraying
with
vapors
from
any
if
welded.
or
drums.
or
long,
possibly
fire
hazards.
gloves,
Side
(see
and
flash
while
or
for
the
to
or
lead,
the
while
metals
partition
area
as
wire
at
heavy
shields
srI
9/92
Page 6

Page 7
~
1.
2.
~
~J
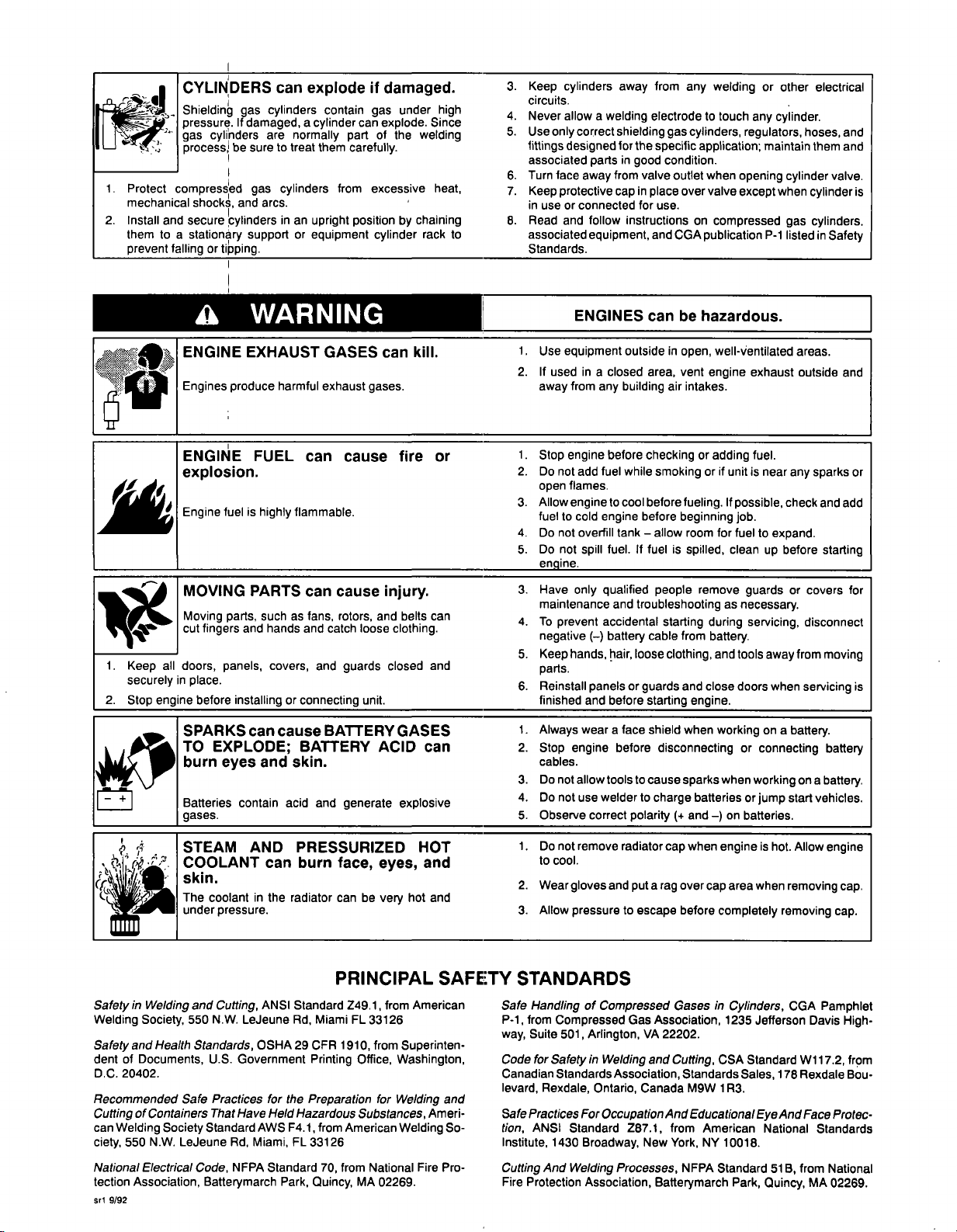
Protect
mechanical
Install
them
prevent
J
CYLINDERS
Shieldin~
pressure.
gas
.
process~
compress~ed
shocks,
and
secure
to
a
stationary
falling
gas
If
damaged,
cylinders
be
I
and
~ylinders
support
or
ti~ping.
can
cylinders
are
to
sure
cylinders
gas
arcs.
in
explodeifdamaged.
contain
a
cylinder
normally
treat
them
an
upright
or
equipment
part
carefully,
from
gas
can
explode.
of
excessive
position
cylinder
under
the
by
high
Since
welding
heat,
chaining
rack
to
3.
Keep
circuits.
4.
Never
Use
5.
fittings
associated
Turn
6.
7.
Keep
in
Read
8.
associated
Standards.
cylinders
allow
correct
only
designed
face
protective
use
or
and
away
a
welding
shielding
for
parts
from
away
cap
connected
follow
equipment,
from
electrode
the
specific
in
condition.
good
valve
in
place
for
use.
instructions
and
any
cylinders,
gas
application;
outlet
over
on
CGA
publication
welding
touch
to
regulators,
when
opening
valve
except
compressed
or
cylinder.
any
maintain
P-i
other
hoses,
cylinder
when
cylinder
cylinders,
gas
listed
electrical
and
them
and
valve.
in
Safety
is
I.
2.
all
Keep
securely
Stop
engine
a
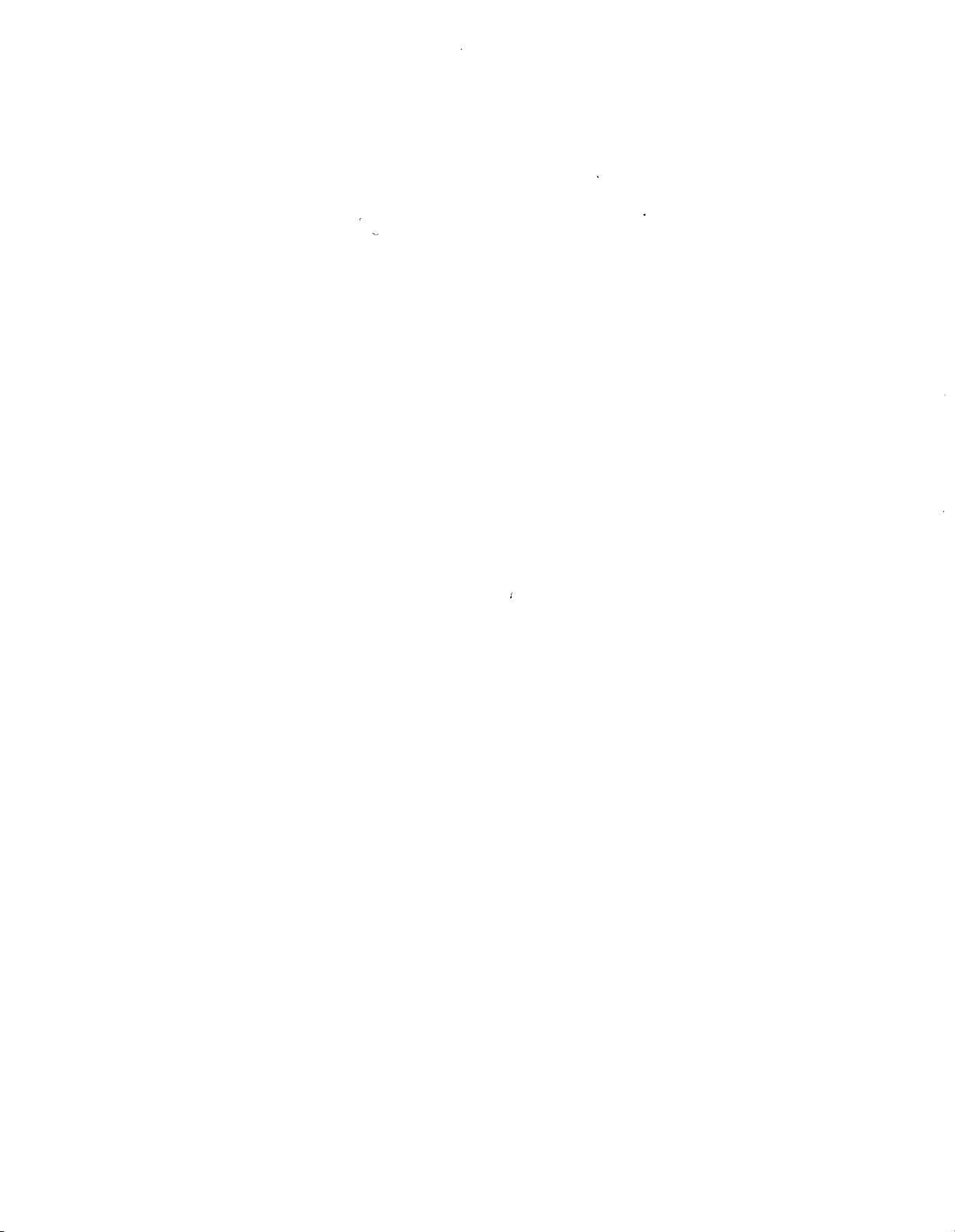
ENGINE
Engines
Engine
MOVING
Moving
cut
fingers
doors,
in
place.
before
SPARKS
TO
burn
Batteries
iases.
WARNING
EXHAUST
produce
E
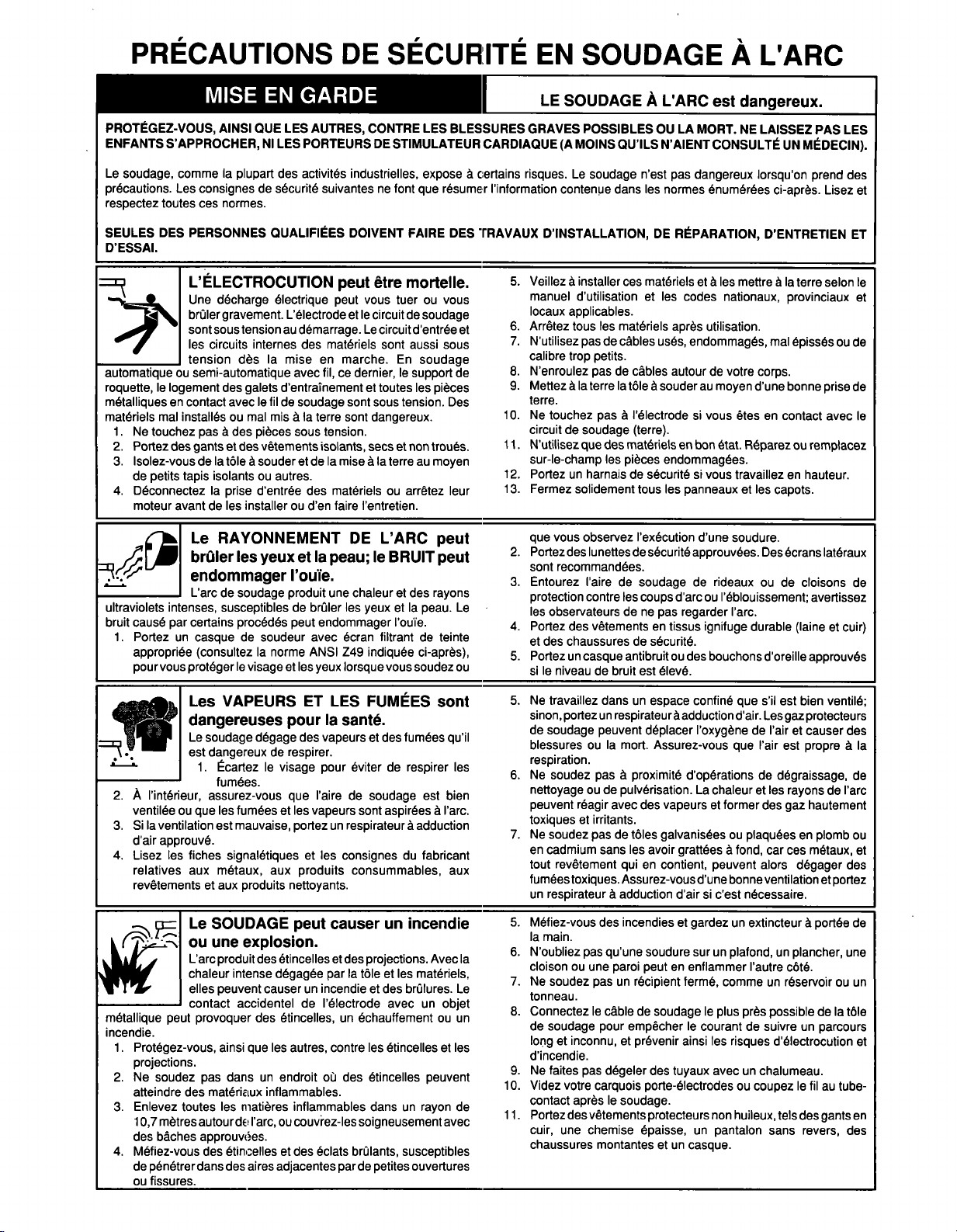
FUEL
fuel
is
highly
PARTS
such
parts,
and
panels,
installing
can
EXPLODE;
eyes
and
contain
harmful
hands
covers,
or
cause
acid
GASES
exhaust
can
flammable.
can
cause
as
fans,
and
catch
and
connecting
BATTERY
BATTERY
skin,
and
gases.
cause
rotors,
loose
guards
unit,
generate
kill.
can
fire
injury.
belts
and
clothing,
closed
GASES
ACID
explosive
can
can
and
ENGINES
1.
Use
equipment
If
2.
used
from
away
1.
Stop
or
2.
3.
4.
5.
Do
open
Allow
fuel
Do
Do
engine
not
flames.
engine
to
cold
not
not
engine.
Have
3.
4.
only
maintenance
To
prevent
negative
5.
Keep
hands,
in
a
any
add
fuel
engine
overfill
spill
qualified
accidental
()
outside
closed
building
before
while
cool
to
tankallow
fuel.Iffuel
and
battery
hair,
be
in
vent
air
open,
intakes.
hazardous.
well-ventilated
engine
can
area,
checkingoradding
if
unit
smoking
before
before
people
troubleshooting
cable
loose
or
fueling.
beginning
room
is
spilled,
remove
starting
from
clothing,
If
for
as
during
battery.
and
exhaust
fuel.
is
near
possible,
job.
fuel
to
clean
up
guards
necessary.
servicing,
tools
away
areas.
outside
any
check
expand.
before
or
covers
disconnect
from
and
sparks
and add
starting
moving
I
or
for
parts.
6.
1.
2.
3.
4.
5.
Reinstall
finished
Always
Stop
engine
cables.
Do
not
Do
not
Observe
panels
and
wear
allow
use
correct
before
a
before
tools
welder
or
face
to
polarity
and
guards
starting
engine.
shield
when
disconnecting
cause
sparks
charge
(+
batteries
and
to
close
working
when
on
)
doors
when
on
or
connecting
working
or
jump
batteries.
servicing
a
battery.
on
start
battery
a
battery.
vehicles.
is
r~.
~
Y
.~
~
Safetyin
Welding
and
Safety
dent
of
Documents,
D.C.
20402.
Recommended
of
Cutting
can
Welding
550
ciety,
National
tection
Association,
Sri
9/92
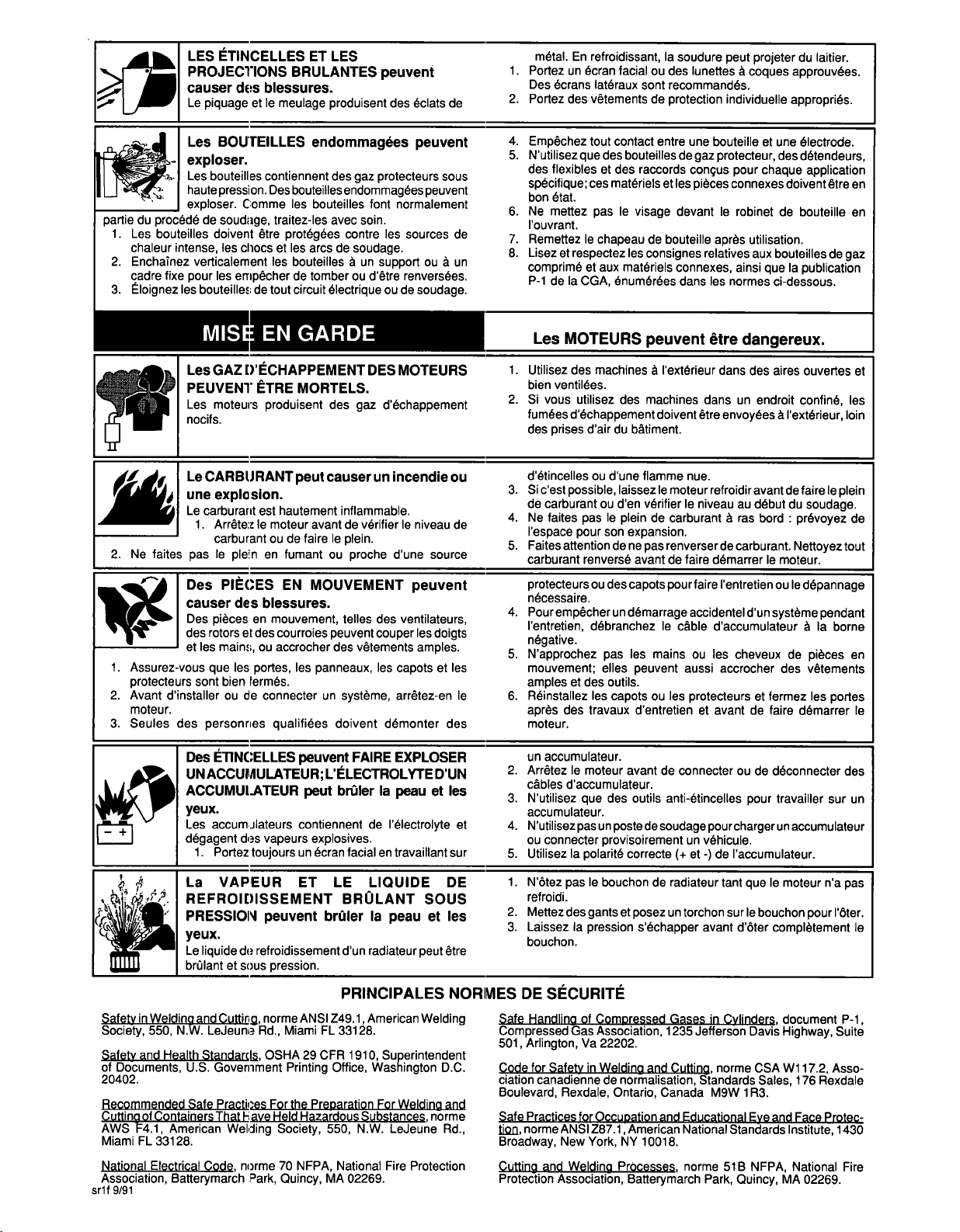
STEAM
COOLANT
.
skin.
The
under
Welding
Society.
Health
Safe
Containers
Society
N.W.
LeJeune
Electrical
coolantinthe
pressure.
and
Cutting,
N.W.
550
Standards,
U.S.
Government
Practices
That
Have
Standard
Rd,
NFPA
Code,
Batterymarch
AND
can
ANSI
LeJeune
OSHA
AWS
Miami,
PRESSURIZED
burn
adiator
r
Standard
Rd,
29
for
the
Held
Hazardous
F4.1,from
FL
Standard
Park,
face,
be
can
PRINCIPAL
Z49.i,
Miami
FL
33126
CFR
1910,
Office,
Printing
Preparation
33126
American
from
70,
Quincy,
Substances,
National
MA
eyes,
h
very
from
from
Superinten
Washington,
for
Welding
Welding
02269.
HOT
and
and
ot
SAFE.:TY
American
Ameri
Fire
Pro
and
So
1.
Donotremoveradiatorcapwhenengineishot.Allowengine
cool.
to
2.
Wear
3.
Allow
and
a
gloves
pressuretoescape
put
rag
over
before
area
cap
completely
when
removing
removing
STANDARDS
Safe
Handling
from
P-i,
Suite
way,
Code
for
Canadian
levard,
Safe
Practices
ANSI
tion,
Institute,
Cutting
Fire
Protection
Compressed
501,
Safety
Standards
Rexdale,
For
Standard
1430
Broadway,
And
Welding
of
Compressed
Gas
Welding
VA
and
Arlington,
in
Association,
Ontario,
Canada
Occupation
Z87.1,
New
Processes,
Association,
in
Gases
Association,
22202.
GSA
Cutting,
Standards
I
M9W
And
Educational
from
American
NY
NFPA
10018.
Standard
York,
Batterymarch
Cylinders,
1235
Jefferson
Standard
Sales,
R3.
EyeAnd
National
51
Park,
Quincy,
178
CGA
B,
Davis
Wi
Rexdale
Face
from
MA
cap.
cap.
Pamphlet
High
from
17.2,
Bou
Protec
Standards
National
02269.
Page 8
Page 9
PRECAUTIONS
SECURITE
DE
EN
SOUDAGE
A
LARC
PROTEGEZ-VOUS,
ENFANTS
Le
precautions.
respectez
SEULES
DESSAI.
SAPPROCHER,
soudage,
toutes
DES
comme
Les
PERSONNES
LELECTROCUTION
Une
brUler
le
mal
touchez
petits
~
sont
les
tension
ou
semi-automatique
logement
contact
en
installØs
des
gants
tapis
avant
Le
~
__________
automatique
roquette,
metalliques
matŁriels
1.
Ne
2.
Portez
lsolez-vousdeIa
3.
de
4.
DØconnectez
moteur
brUler
endommager
ultraviolets
bruit
cause
1.
Portez
appropriee
pour
Larc de
intenses,
certains
par
un
casque
(consultez
vous
protØgerlevisage
AINSI
Ia
normes.
EN
QUE
NI
plupart
de
LES
LES
des
sØcuritØ
MISE
consignes
ces
QUALIFIEES
dØcharge
gravement.
sous
circuits
des
a
pas
et
tleasouderetdeIamise
isolants
Ia
prise
de
les
Olectrique
tension
internes
des
Ia
dentrainement
galets
f
ii
le
avec
ou
des
de
misaIa
mal
piŁces
vØtements
des
autres.
ou
dentrØe
installerouden
LØlectrodeetle
au
mise
avec
sous
RAYONNEMENT
Ies
yeux
IouIe.
soudage
susceptibles
procØdØs
de
soudeur
Ia
norme
produit
de
peut
et
GARDE
AUTRES,
PORTEURS
activitØs
dØmarrage.
des
soudage
et
les
industrielles,
suivantesnefont
DOIVENT
peut
peut
matØriels
marche.
en
f
ii,cedernier,
sont
terre
sont
tension.
isolants,
des
matOrielsouarrŒtez
faire
DE
Ia
peau;
chaleuretdes
une
brUler
les
endommager
Łcran
avec
ANSI
Z49
lorsque
yeux
CONTRE
DE
STIMULATEUR
FAIRE
Œtre
mortelle.
tuer
vous
circuit
de
Le
circuit
aussi
sont
En
le
et
toutes
tension.
sous
dangereux.
secsetnon
ala
terre
lentretien.
LARC
le
BRUIT
Ia
et
yeux
louIe.
filtrant
indiquee
vous
LES
BLESSURES
expose
rØsumer
que
DES
ou
vous
soudage
dentrØe
support
sous
soudage
les
piŁces
Des
trouØs.
au
moyen
leur
et
de
peut
peut
rayons
Le
peau.
de
teinte
ci-aprŁs),
soudez
ou
CARDIAQUE
a
certains
IRAVAUX
LE
SOUDAGE
GRAVES
risques.
information
POSSIBLES
MOINS
(A
Le
contenue
soudage
DINSTALLATION,
5.
Veillez
a
manuel
locaux
6.
ArrØtez
7.
Nutilisez
calibre
8.
Nenroulez
9.
Mettez
terre.
Ne
10.
circuit
11.
Nutilisez
sur-le-champ
12.
PortezunharnaisdesØcuritØ
13.
Fermez
que
Portez
2.
sont
3.
Entourez
protection
les
4.
Portez
et
5.
Portez
sileniveau
installer
dutilisationetles
applicables.
tous
pas
petits.
trop
pas
ala
terre
touchez
observateurs
des
pas
de
soudage
que
solidement
observez
vous
des
lunettes
recommandØes.
laire
contre
des
vØtements
chaussures
un
casque
de
es
de
des
les
A
LARC
OU
NAIENT
QUILS
nest
dans
les
normes
DE
matØriels
ces
matŁriels
cables
uses,
de
cables
Ia
tle
a
souder
a
lØlectrode
(terre).
matØriels
piŁces
endommagees.
les
touS
lexØcution
sŁcuritØ
de
de
soudage
les
coups
de
ne
pas
en
de
sØcuritØ.
antibruitoudes
bruit
est
ØlevŁ.
est
dangereux.
LA
MORT.
NE
CONSULTE
dangereux
pas
ØnumØrØes
REPARATION,
eta
les
codes
aprŁs
endommages,
autourdevotre
en
panneaux
darc
regarder
tissus
mettre
nationaux,
utilisation.
au
moyen
si
Øtes
vous
bon
Øtat.
si
travaillez
vous
et
dune
soudure.
approuvØes.
de
rideaux
ou
lØblouissement;
arc.
ignifuge
bouchons
LAISSEZ
lorsquon
ci-aprŁs.
DENTRETIEN
a
mal
corps.
dune
contact
en
RŁparez
les
capots.
Des
de
ou
durable
doreille
PAS
UN
LES
MEDECIN).
prend
Lisez
Ia
selon
terre
provinciaux
ou
Opisses
bonne
prise
avec
ou
remplacez
hauteur.
en
Łcrans
latØraux
cloisons
avertissez
et
(lame
cuir)
approuvŁs
des
et
ET
le
et
de
de
le
de
I
~
.
A
2.
ventilØe
SiIaventilation
3.
dair
4.
Lisez
relatives
revŒtements
mŁtallique
incendie.
1.
Protegez-vous,
projections.
2.Nesoudez
atteindre
Enlevez
3.
10,7
des
MØfiez-vous
4.
de
ou
Les
dangereuses
Le
soudage
est
dangereuxderespirer.
1.
ou
es
peut
que
fiches
aux
Le
ou
Larc
chaleur
elles
contact
provoquer
des
toutes
dans
assurez-vous
et
pas
matŁriELux
autourdE
approuvØes.
des
lintØrieur,
approuvØ.
metres
bches
pØnØtrer
fissures.
VAPEURS
ET
pour
des
dŁgage
Ecartez
fumŁes.
est
mØtaux,
SOUDAGE
une
produit
peuvent
le
visage
aux
produits
que
vapeurs
portez
et
produits
nettoyants.
les
fumŁesetles
mauvaise,
signalØtiques
aux
peut
explosion.
Øtincelles
des
intense
degagee
causer
accidentel
des
ainsi
que
dansunendroitodes
les
rnatiŁres
larc,
Øtincelles
des
aires
un
de
Øtincelles,
les
autres,
inflammables.
inflammables
couvrez-Ies
ou
des
et
adjacentes
FUMEES
LES
Ia
sante.
et
vapeurs
Łviter
pour
laire
de
soudage
sont
un
respirateur
es
consignes
consummables,
causer
des
et
projections.
tleetles
a
par
incendieetdes
lelectrode
Łchauffement
un
les
contre
Øtincelles
dans
soigneusement
Øclats
brlants,
de
petites
par
sont
des
fumŁes
quil
de
respirer
bien
est
a
a
adduction
du
fabricant
incendie
Avec
larc.
aux
aspirØes
un
matØriels,
brlures.
avec
un
objet
ou un
Łtincellesetles
peuvent
un
rayon
avec
susceptibles
ouvertures
les
Le
de
5.Netravaillez
sinon,
de
soudage
blessuresouIa
portez
dans
un
un
respirateuraadduction
peuvent
dØplacer
mort.
confine
espace
IoxygŁne
Assurez-vous
que
dair.
que
sil
Lesgaz
de
lair
est
lair
et
est
bien
ventilØ;
protecteurs
des
causer
a
propre
Ia
respiration.
Ne
soudez
6.
nettoyage
peuvent
toxiques
7.Nesoudez
cadmium
en
revŒtement
tout
fumeestoxiques.
un
respirateur
5.
MŁfiez-vous
Ia
main.
Noubliez
Ia
6.
cloison
7.
Ne
soudez
tonneau.
Connectez
8.
de
soudage
et
long
dincendie.
9.Nefaites
10.
Videz
contact
11.
Portez
cuir,
chaussures
ou
inconnu,
votre
des
une
pas
ou
rØagir
et
irritants.
pas
sans
des
pas
une
pas
le
pour
pas
carquois
aprŁs
vŁtements
chemise
montarites
a
proximitØ
de
pulvØrisation.
des
avec
de
a
quune
paroi
cable
vapeurs
tles
galvanisees
les
avoir
en
contient,
qui
Assurez-vousdune
adduction
incendies
soudure
en
peut
un
recipient
de
soudageleplus
empŒcher
et
prØvenir
des
degeler
tuyaux
porte-electrodes
le
soudage.
protecteurs
epaisse,
et
un
dopŁrations
La
chaleur
former
et
ou
grattØes
a
peuvent
dair
et
ainsi
bonneventilation
si
cest
gardez
sur
un
plafond,unplancher,
enflammer
comme
termŁ,
le
courant
les
risques
avec
non
un
pantalon
casque.
de
et
des
plaquŁes
car
fond,
alors
nØcessaire.
extincteur
un
lautre
un
prŁs
de
suivre
chalumeau.
un
ou
coupez
huileux,
dŁgraissage,
les
rayons
gaz
en
ces
de
hautement
p10mb
mØtaux,
dŁgager
etportez
a
poilØe
ctØ.
reservoir
possible
dØlectrocution
tels
sans
un
fil
le
des
revers,
ou
de
Ia
parcours
au
gants
de
larc
ou
et
des
de
une
un
tIe
et
tube
en
des
Page 10

Page 11
ETINCELLES
LES
PROJECTIONS
causer
Le
des
piquage
BRULANTES
blessures.
le
et
meulage
ET
LES
produisent
peuvent
Øclats
des
metal.
En
1.
PortezunØcran
Des
2.
de
Portez
refroidissant,
Øcrans
latØraux
des
vŒtements
Ia
facialoudes
sont
recommandØs.
de
protection
soudure
lunettes
peut
projeter
a
coques
individuelle
du
laitier.
approuvØes.
appropriØs.
du
partie
procedØ
1.
Les
chaleur
2.
Enchainez
cadre
3.
Eloignez
2.Nefaites
1.
Assurez-vous
protecteurs
2.
Avant
moteur.
Seules
3.
BOUTEILLES
Les
exploser.
Les
bouteilles
haute
pression.
exploser.
bouteilles
intense,
verticalementesbouteilles
fixe
pour
les
Les
PEUVENT
Les
nocifs.
Le
une
Le
pas
Des
causer
Des
des
et
dinstaller
des
C;omme
de
soudage,
doivent
Œtre
chocsetles
es
les
empŒcher
bouteilles
MIS~
de
EN
DECHAPPEMENT
GAZ
ETRE
moteurs
CARBURANT
explosion.
carburarit
1.
est
ArrŒte:~
le
carburantoude
le
plein
PI¨CES
des
blessures.
en
piŁces
des
rotors
et
les
que
sont
personries
mains,
les
bien
de
ou
ou
portes,
lermØs.
connecter
endommagees
contiennent
Des
bouteilles
les
bouteilles
traitez-les
protegees
arcs
de
tomberoudŒtre
circuit
tout
GARDE
MORTELS.
produisent
peut
hautement
moteur
avant
faire
fumant
en
EN
MOUVEMENT
mouvement,
courroies
accrocher
les
panneaux,
qualifiees
des
gaz
endommagees
font
soin.
avec
contre
de
soudage.
a
un
electrique
DES
des
gaz
causer
un
inflammable.
de
verifier
le
plein.
ou
proche
telles
peuvent
vŒtements
des
un
systŁme,
doivent
peuvent
protecteurs
les
support
ou
sous
peuvent
normalement
sources
ouaun
renversØes.
de
soudage.
MOTEURS
dechappement
incendie
le
niveau
dune
source
peuvent
des
ventilateurs,
les
couper
doigts
amples.
les
dØmonter
et
capots
arrŒtez-en
des
ou
les
4.
EmpŒchez
5.
Nutilisez
des
specifique;
bon
Ne
6.
de
louvrant.
7.
Remettez
Lisez
8.
comprime
P-i
Les
1.
Utilisez
bien
2.
Si
fumØes
des
dØtincelles
Si
3.
cest
de
4.
de
Ne
lespace
5.
Faites
carburant
protecteurs
nØcessaire.
4.
Pour
lentretien,
negative.
5.
Napprochez
mouvement;
le
amples
RØinstallez
6.
aprŁs
moteur.
tout
contact
des
que
flexibles
et
ces
des
matØriels
Øtat.
pas
le
chapeau
et
aux
CGA,
le
ØnumØrŁes
mettez
et
respectez
de
Ia
MOTEURS
des
machines
ventilØes.
utilisez
vous
des
dØchappement
dair
prises
carburantouden
faites
attention
empŒcher
des
du
dune
ou
possible,
le
pas
son
pour
de
renversØ
des
ou
un
dØbranchez
pas
elles
outils.
des
et
les
capots
travaux
laissez
plein
entre
bouteilles
les
matØriels
raccords
les
et
visage
de
bouteille
consignes
de
devant
connexes,
peuvent
a
lextØrieur
machines
doivent
btiment.
flamme
le
moteur
verifier
de
carburant
expansion.
ne
renverser
pas
de
avant
capots
pour
demarrage
le
cable
les
mains
peuvent
les
ou
dentretien
bouteille
une
protecteur,
gaz
conus
connexes
piŁces
le
aprŁs
relatives
dans
les
normes
Œtre
dans
dansunendroit
Œtre
envoyees
nue.
refroidir
le
niveauaudebut
a
de
faire
dØmarrer
faire
lentretienoule
accidentel
daccumulateur
ou
es
aussi
accrocher
protecteurs
et
avant
et
une
des
chaque
pour
robinet
ainsi
doivent
de
bouteille
utilisation.
bouteilles
aux
Ia
que
ci-dessous.
dangereux.
des
aires
confine,
a
lextØrieur,
de
avant
du
bord
ras
carburant.
cheveux
dun
et
de
:
prØvoyez
Nettoyez
le
moteur.
systŁme
de
des
fermez
faire
dŁmarrer
electrode.
dØtendeurs,
application
Œtre
en
en
de
gaz
publication
ouvertes
faire
soudage.
le
et
les
loin
plein
de
tout
depannage
pendant
a
Ia
borne
en
piŁces
vŒtements
les
portes
le
in
Safety
Society,
Safety
and
of
Documents,
20402.
Recommended
GuthnQof
AWS
F4.i,
Miami
FL
National
Association,
srlf
9/91
ETINCELLES
Des
peuvent
FAIRE
UNACCUMULATEUR;LELECTROLYTEDUN
ACCUMUI.ATEUR
yeux.
Les
degagent
1.
La
REFROIDISSEMENT
PRESSIONI
e
~
Le
brlant
and
Welding
N.W.
550,
Health
U.S.
Safe
Containers
American
33128.
Electrical
Batterymarch
accumjlateurs
d~s
Portez
VAPEU
U
.
do
liquide
et
sous
Cutting
LeJeun~
Standarc~
Government
Practices
That
F~ave
Welding
norme
Code
Park,
vapeurs
toujours
R
peuvent
refroidissement
pression.
norme
MiamiFL33128.
Rd.,
OSHA
Printing
For
the
Held
Society,
70
Quincy,
brUler
peut
contiennent
explosives.
Øcran
un
ET
LE
BRULANT
brUler
dun
PRINCIPALES
ANSI
Z49.1,American
CFR
29
Office,
Preparation
Hazardous
550,
National
NFPA,
MA
de
facialentravaillant
LIQUI
Ia
radiateur
1910,
Washington
Substances,
N.W.
02269.
EXPLOSER
Ia
peau
lelectrolyte
les
et
et
sur
DE DE
SOUS
les
et
peau
Œtre
peut
NORMES
Welding
Superintendent
For
LeJeune
Fire
Welding
Protection
D.C.
and
norme
Rd.,
accumulateur.
un
2.
ArrŒtez
le
moteur
cables
~
4.
5.
1.
2.
3.
Safe
Compressed
501,
Code
ciation
Boulevard,
Safe
ILQI:1,
Broadway,
Cutting
Protection
daccumulateur.
Nutilisez
accumulateur.
Nutilisezpasunpostedesoudagepourchargerunaccumulateur
connecter
ou
Utilisez
Ia
Ntez
pas
refroidi.
Mettez
des
Laissez
bouchon.
SECURITE
DE
Handling
Ia
Gas
Arlington,
for
Safety
canadienne
Rexdale,
Practices
norme
for
ANSI
New
Welding
and
Association,
avantdeconnecter
des
que
polaritØ
of
Va
outils
provisoirement
correcte
le
bouchon
et
gants
posez
pression
in
York,
sechapper
Com~ressed
Association,
22202.
Welding
de
normalisation,
Ontario,
Occupation
Z87.i
,American
NY
10018.
PrOcesses
Batterymarch
anti-Øtincelles
vØhicule.
un
et
(+
de
radiateur
torchon
un
avant
Gases
Jefferson
1235
and
Cutting
Standards
Canada
and
Educational
National
norme
-)
Park,
de
ou
pour
de
laccumulateur.
tant
que
le
sur
dter
in
Cylinders
Davis
CSA
norme
M9W1R3.
Eve
Standards
SiB
NFPA,
Quincy,
dØconnecter
travailler
le
moteur
bouchon
pour
completement
document
Highway,
Wi
17.2,
176
Sales,
Face
and
Institute,
National
MA
02269.
des
sur
na
pas
lter.
P-i,
Suite
Asso
Rexdale
Protec
1430
Fire
un
le
Page 12
Page 13
EMF
INFORMATION
NOTE
-~
The
following
of
the
Effects
Background
Government
large
cellular
establish
produce
of
very
understanding
single
allow
risk
or
avoid
or
SECTION
is
U.S.
Congress,
of
Power
Paper,
Printing
volumeofscientific
level
and
that
low
changes
high
quality,
coherent
draw
to
us
offer
clear
to
potential
~
a
quotation
Office
Frequ9ncy
Office,
from
studies
frequency
in,
biological
the
not
does
framework,
definite
science
risks.
-
1
SAFETY
from
the
of
Technology
OTA-BP-E-53
May
findings
with
magnetic
systems.
results
allow
yet
Even
conclusions
~based
Considerations
Magnetic
General
Electric
1989):
based
animals
are
us
more
advice
Conclusions
Assessment,
&
(Washington,
.
.
.
on
and
fields
can
While
complex.
to
interpret
frustrating,
about
questionsofpossible
on
strategies
TABLE
INFORMATION
About
Fields
Biological
Magnetic
there
Fields
DC:
is
now
experiments
which
people
interact
with,
of
this
most
Current
the
evidence
it
does
minimize
to
Welding
Section
U.S.
a
very
the
at
clearly
and
work
is
scientific
in
a
not
yet
OF
The
And
To
reduce
magnetic
procedures:
1.
2.
3.
4.
cables
Keep
Arrange
Do
not
Keep
welding
cables
coil
practical.
5.
Connect
work
possible.
About
Pacemakers:
The
above
recommended
complete
information.
CONTENTS
Effects
fieldsinthe
close
together
to
one
or
drape
power
clamp
procedures
for
pacemaker
Low
Of
side
cables
source
to
workpiece
are
Frequency
workplace,
by
twistingortaping
and
around
and
away
cables
among
wearers.
as
the
from
body.
as
close
Consult
the
far
to
those
Electric
the
use
them.
operator.
as
away
weld
the
also
your
modlO
And
following
as
normally
for
doctor
1
4/93
SECTION
2-1.
2-2.
SECTION
3-1.
3-2.
3-3.
3-4.
3-5.
SECTION
SECTION
5-1.
5-2.
5-3.
SECTION
SECTION
7-1.
7-2.
2
SPECIFICATIONS
Volt-Ampere
Cycle
Duty
INSTALLATION
3
Selecting
Selecting
Connecting
Remote
Connecting
4-
OPERATION
MAINTENANCE
5
Routine
Overlo&J
Curves
Location
A
And
Preparing
To
Weld
14
Receptacle
Input
Maintenance
Protection
Troubleshooting
ELECTRICAL
6-
7
TUNGSTEN
Selecting
Preparing
Tungsten
Tungsten
And
Output
Information
Power
TROUBLESHOOTING
&
DIAGRAMS
ELECTRODE
Electrode
Moving
Weld
Terminals
Welding
Output
And
Power
Cables
Connections
Source
2
2
3
4
5
6
7
9
13
14
14
17
20
21
SECTION
Figure
Figure
Figure
Figure
Figure
Figure
8
8-1.
8-2.
8-3.
8-4.
8-5.
8-6.
PARTS
LIST
Main
Assembly
Panel,
Terminal
Swil:ch,
Rectifier,
Panel,
Rear
Assembly,
PB
SCR
Front
w/Components
Pri
w/Components
OM.168
22
24
24
25
25
26
256
4/94
Page 14
Page 15

Page 16
Page 17
SECTION
-
1
SAFE~TY
INFORMATION
modl.1
2/93
1
!
-~_________
/
5
6
7-H
2
Read
Obey
Learn
all
all
thi?
safety
safety
meaning
messages
messages
:
not
touch
D~
SHOCK
live
input
electrical
power
ELECTRIC
Do
Disconnect
installingorservicing.
a
WARNIF~
NOTE
can
Turn
of
WARNING
kIII.~
parts.
before
Off
throughout
to
avoid
and
~fl
_____
when
switch
Figure
this
injury.
CAUTION.
CA~
)~
READ
SectIon
using
1-1.
manual.
2
~
SAFETY
3-1
high
Safety
iIIi1~I
w~OVING
S
Keep
away
S
all
Keep
panels
wtten
operating.
BLOCKS
berore
proceeding.
frequency.
Information
PARTS
from
at
can
moving
and
start
parts.
covers
of
Injure.
closed
I
1
2
WARNING
or
CAUTION
injury
Safety
Signal
serious
or
Alert
Word
means
injury
means
equipment
happen.
StatementOfHazard
3
Result
4
5
6
Read
bol
7
Special
ation
InstructionsToAvoid
Safety
Hazard
Hazard
Symbol
Banner
Safety
blocks
safety
shown.
NOTE
instructions
related
not
Symbol
possible
can
happen.
possible
damage
(If
for
for
to
safety.
death
minor
can
And
Available)
each
sym
best
oper
Specifications
Of
Type
Welding
TypeOfInput
Overall
Output
Process
Max
Open-Circuit
Power
Dimensions
Amperes
Input
Rated
Weld
Output
KVAJKW
UsedAtRated
Amperage Range
Voltage
At
Rated
Output
Output
SECTION
Constant
Shielded
Volts
70
Three-Phase;
See
Figure
A
102
AAt380
59
A
At
56
AAt415
54
510
Amperes,
kVN25.6
38.8
Low:
20-270
37-510
High:
Table
2-1.
Current/Direct
Metal
Arc
DC
220,
3-2
At
220
V,
V,
400
V,
V
41
kW
A;
A
2
Welding
(SMAW)
380,
VoltsDCAt
SPECIFICATIONS
Tungsten
Volts
Duty
Cycle
Source
Description
Arc
(GTAW)
50/60
(see
Hz
Section
AC,
Currerlt
And
Or
400,
Power
(CC/DC)
Gas
415
~I5%
Welding
2-2)
Weight
Net:
Ship:
543
568
lb
lb
(246
(258
kg);
kg)
OM-168
256
Page
1
Page 18
Page 19
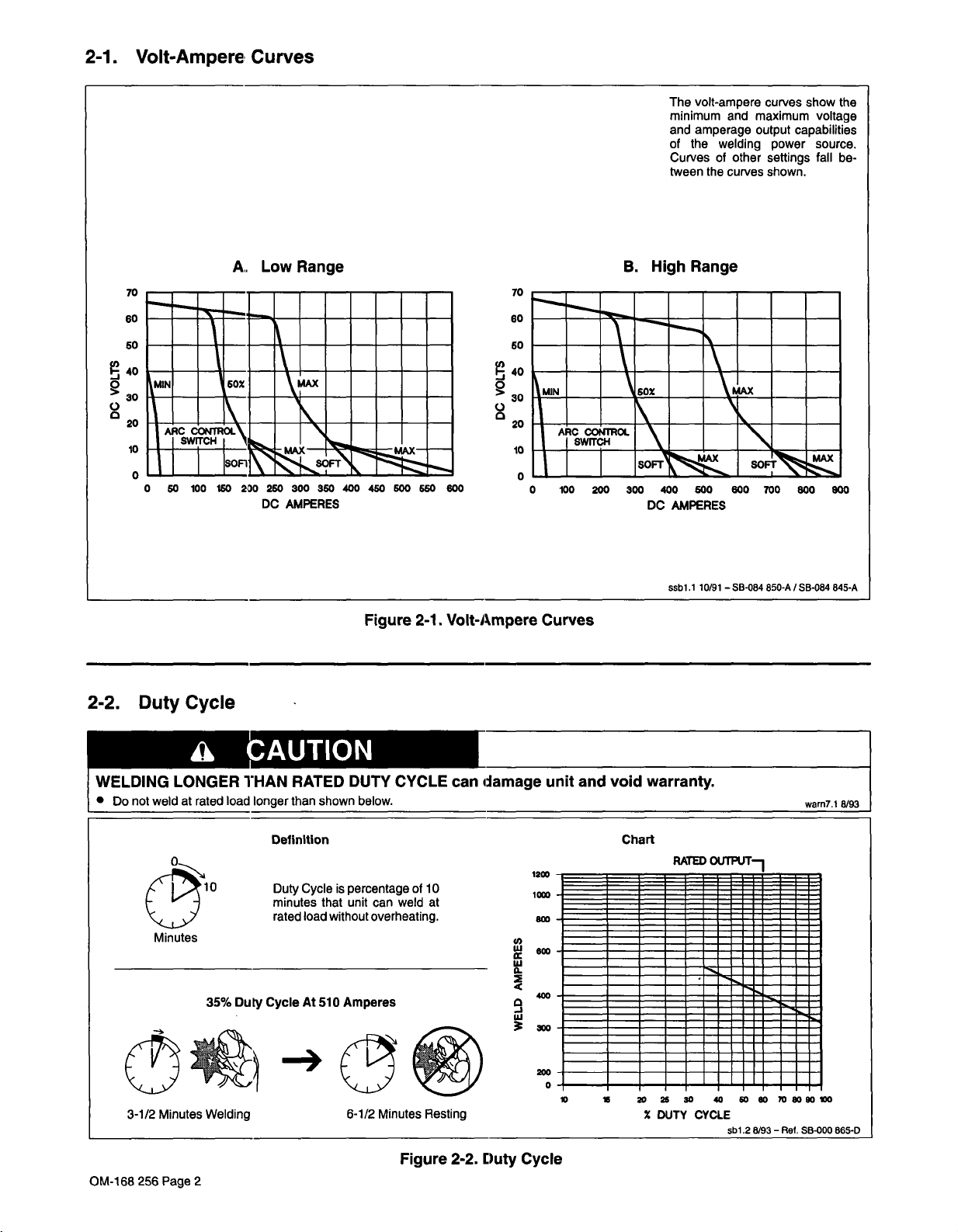
2-1.
Volt-Ampere
Curves
0
>
C.)
The
volt-ampere
minimum
and
amperage
of
the
Curvesofother
the
tween
Low
A~.
70
60
50
40
30
20
10
0
0
100
150
50
2D0
DC
250
Range
300
AMPERES
350
400
450
500
650
600
0
>
C.)
70
60
50
40
30
20
10
0
100
0
200
B.
300
High
400
DC
Range
600
AMPERES
maximum
and
output
welding
curves
600
show
curves
capabilities
power
settings
shown.
700
800
the
voltage
source.
fall
be
900
2-2.
WELDING
Do
Duty
not
weldatrated
Cycle
L
LONGER
~AUTION
35%
THAN
load
Duly
longer
Definition
Duty
minutes
rated
Cycle
RATED
than
Cycle
load
At
shown
is
that
without
510
Figure
DUTY
below.
percentage
unit
can
overheating.
Amperes
2-1.
CYCLE
of
weld
Volt-Ampere
can
damage
10
at
1200
(1)
~O00
Curves
unit
and
void
Chart
.110/91SB-084
ssbl
warranty.
850-A/SB-084
warn7.1
845-A
8/93
OM-168
Minutes
Page
~
Welding
2
ii~
3-1/2
256
6-1/2
Minutes
Figure
Resting
2-2.
Duty
Cycle
Z
DUTY
CYCLE
sbl
8/93Aol.
.2
SB-000
865-D
Page 20
Page 21
SECTION
3-
INSTALLATION
3-1.
Movement
Location
Selecting
£~
ELECTRIC
Do
not
Disconnect
energized
power
FIRE
placing
bustible
Do
not
surfaces.
Do
not
BLOCKED
heating
Do
not
Warranty
And
Airflow
Location
A
And
Moving
~NARNING
touch
supply
source.
EXPLOSION
OR
unit
t~urfaces.
iccate
install
and
block
~oid
is
SHOCK
electrical
live
input
power
line
on,
unit
on,
unit
near
AIRFLOW
possible
filter
or
if
type
any
can
parts.
conductors from
BEFORE
can
over,
over,
flammables.
damage
airflow.
of
filter
OR
kill.
or
or
causes
moving
result
near
near
is
used.
Welding
de
welding
from
com
combustible
over
unit.
to
Power
I
Source
FUMES
FRESH
TILATION
Do
not
Place
supply
FALLING
serious
be
can
AIR
can
breathe
unit
only
and
proper
EQUIPMENT
personal
hazardous;
AND
be
harmful.
fumes.
welding
where
there
ventilation.
Injury
PROP
is
a
good
can
and
equipment
LACK
ER
VEN
fresh
cause
OF
air
damage.
Use
lifting
cylinders,
Use
equipmentofadequate
eye
or
to
any
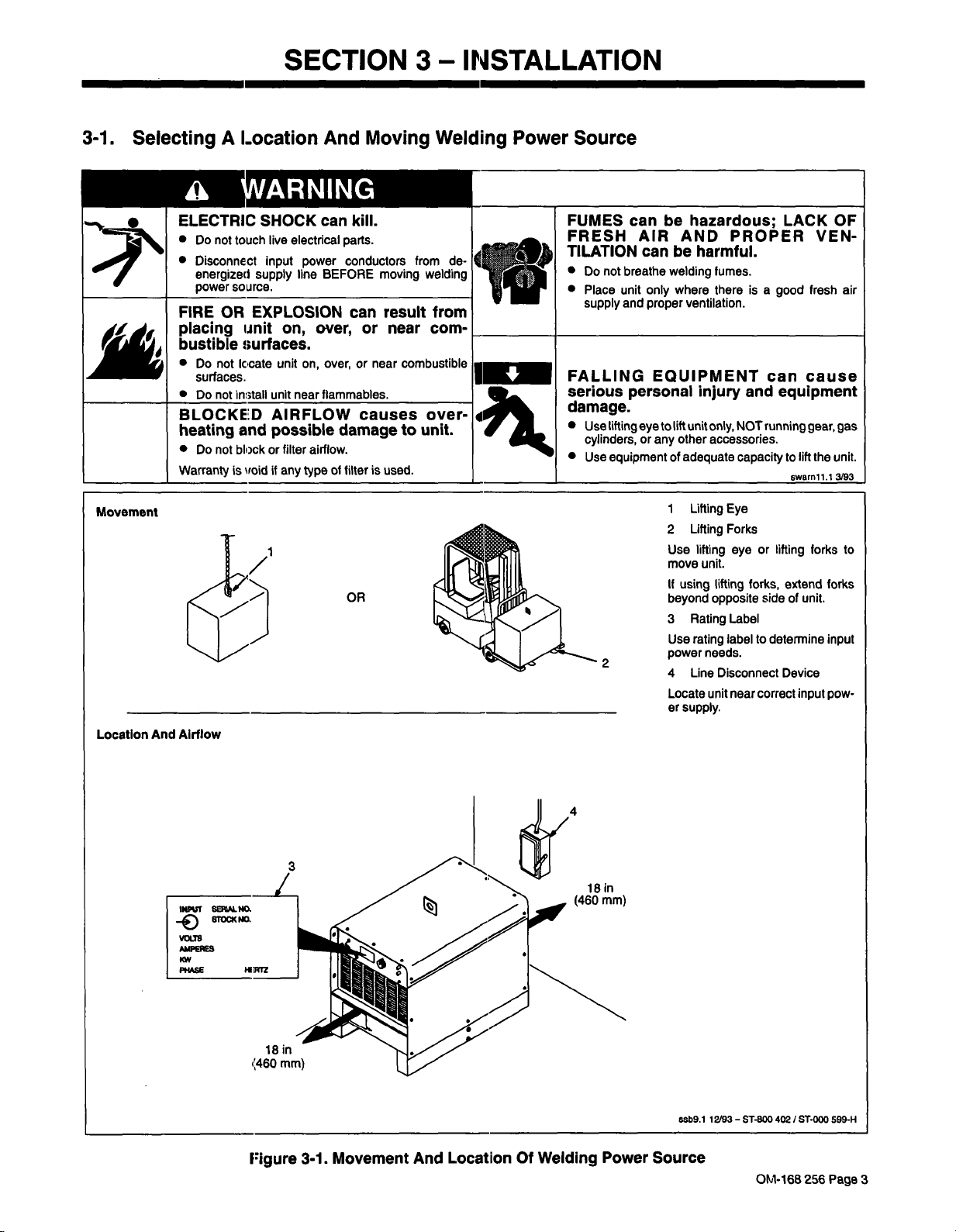
1
2
Use
move
If
beyond
3
power
4
Locate
er
lift
unit
other
Lifting
Lifting
using
Rating
Use
Line
supply.
only,
accessories.
Eye
Forks
lifting
eye
unit.
lifting
opposite
Label
labeltodetermine
rating
needs.
Disconnect
unit
near
NOT
running
capacity
or
lifting
forks,
sideofunit.
correct
lift
to
cwarnhil
extend
Device
input
gear,
the
forks
gas
unit.
3/93
to
forks
input
pow
in
18
~460
mm)
Figure
3-1.
Movement
And
Location
Of
Welding
4
(460
l8in
mm)
Power
ssb9.1
Source
12193-
ST-BOO
OM-168
402
I
ST-000
256
599-H
Page
3
Page 22
Page 23
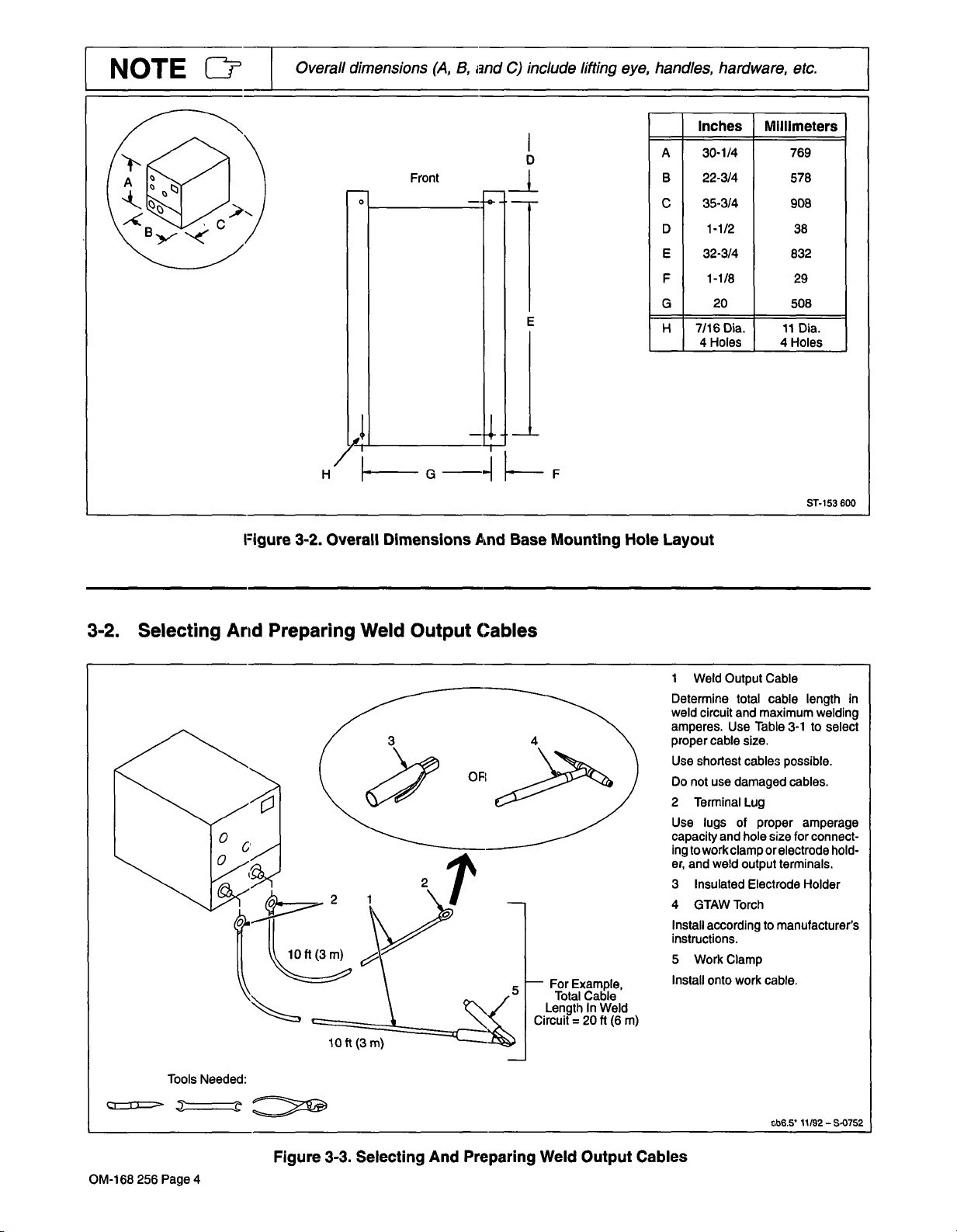
NOTE
LI~ii~
Overall
dimensions
(A,
B,
and
C)
include
lifting
eye,
handles,
hardware,
etc.
:igure
3-2.
/
H
Overal
Front
G
Dimensions
And
Inches
I
D
~-
E
1~
F
Base
Mounting
Hole
A
B
C
D
E
F
G
H
Layout
30-1/4
22-3/4
35-3/4
1-1/2
32-3/4
1-1/8
20
7/l6Dia.
Holes
4
Millimeters
769
578
908
38
832
29
508
11
D~a.
4
Holes
ST-153
600
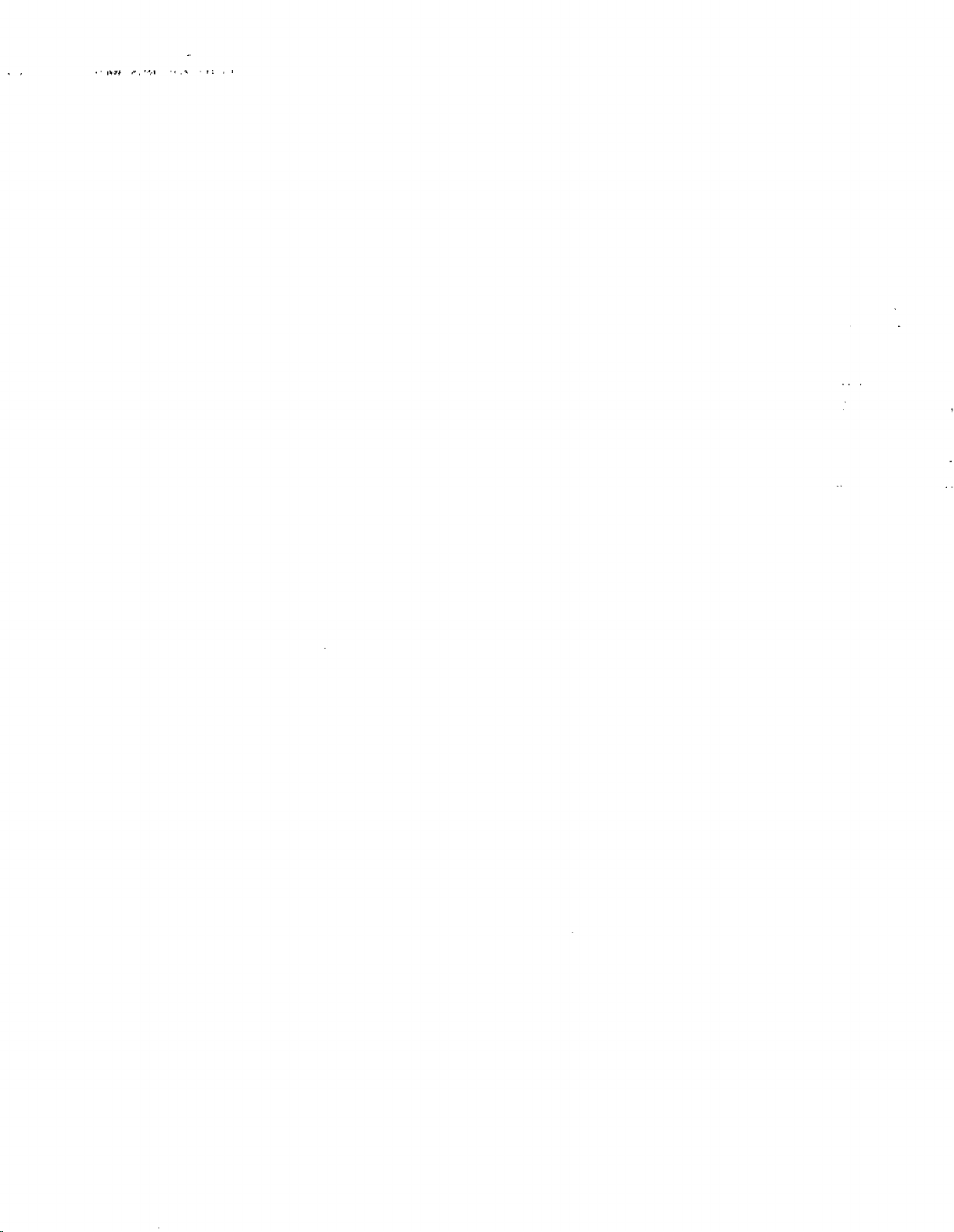
3-2.
Selecting
Tools
Needed:
Arid
Preparing
~
10
ft
Weld
(3m)
Output
Cables
For
Example,
Total
Length
Circuit=20
Cable
In
Weld
ft
(6
m)
1
Weld
Output
Determine
weld
circuit
cable
shortest
not
use
Terminal
lugs
work
to
and
weld
Insulated
GTAW
according
Work
onto
Use
and
clamp
Torch
Clamp
amperes.
proper
Use
Do
2
Use
capacity
ing
er,
3
4
Install
instructions.
5
Install
Cable
total
cable
and
maximum
Table
size.
cables
damaged
Lug
of
proper
hole
size
or
output
Electrode
to
work
cable.
length
welding
3-1toselect
possible.
cables.
amperage
for
connect
electrode
terminals.
manufacturers
hold
Holder
in
OM-168
256
Page
c,~
th6.5
3-3.
Figure
4
Selecting
And
Preparing
Weld
Output
Cables
11/92
S~0752
Page 24
-
-
-
p
-~-,
-
Page 25
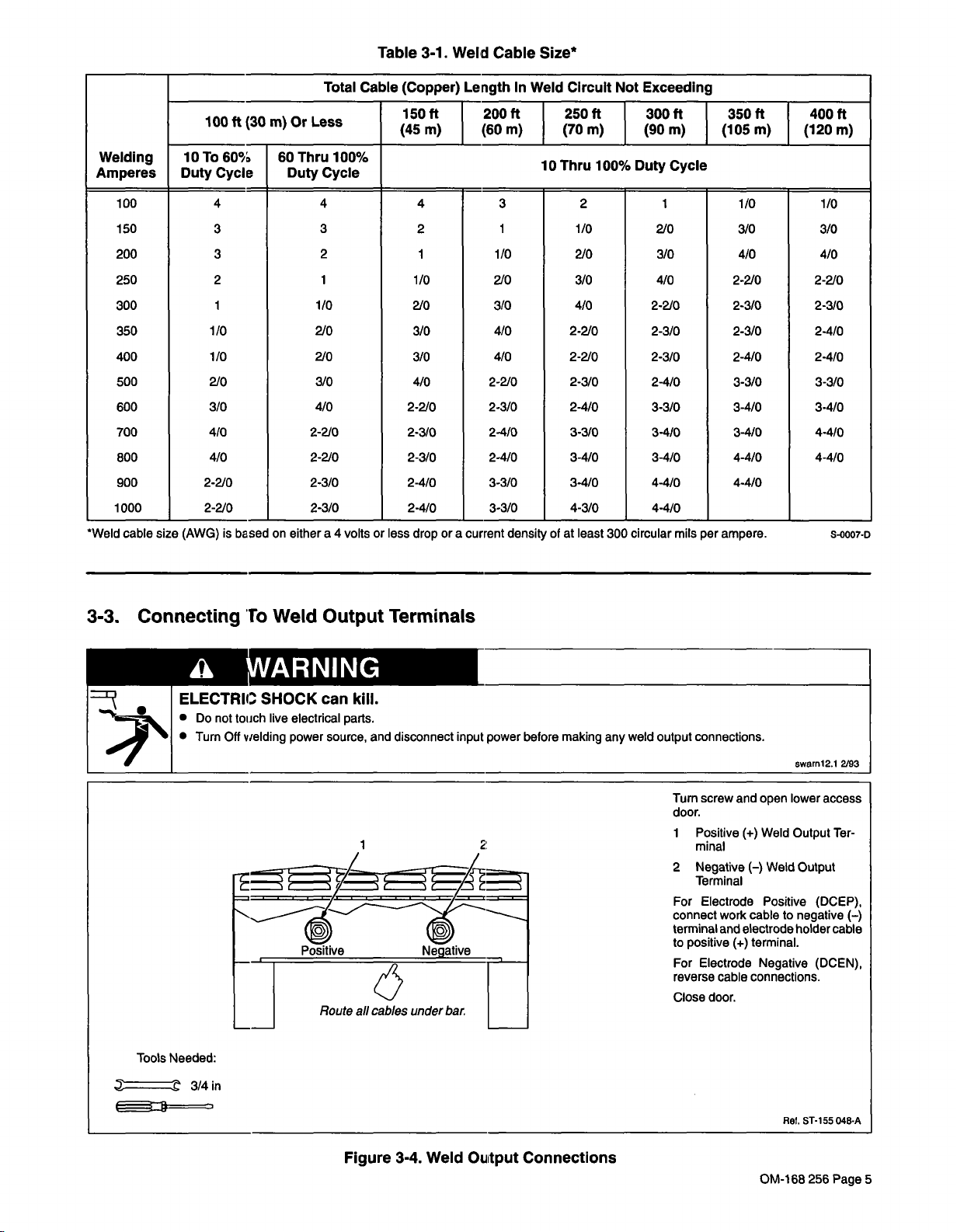
Table
3-1.
Weld
Cable
Size*
Welding
Amperes
100
150
200
250
300
350
400
500
600
700
800
900
1000
*Weldcable
size
To
10
Duty
(AWG)
100
Cycle
4
3
3
2
1
1/0
1/0
2/0
3/0
4/0
4/0
2-2/0
2-2/0
ft
(30
60%
isbased
m)
on
60
Duty
Less
Or
Thru
2-2/0
2-2/0
2-3/0
2-3/0
either
Total
100%
Cycle
4
3
2
1
1/0
2/0
2/0
3/0
4/0
4
a
Cable
voltsorless
(Copper)
150ff
m)
(45
4
2
1
1/0
2/0
3/0
3/0
4/0
2-2/0
2-3/0
2-3/0
2-4/0
2-4/0
or
drop
Length
I
(60
current
a
200ft
3
1
1/0
2/0
3/0
4/0
4/0
2-2/0
2-3/0
2-4/0
2-4/0
3-3/0
3-3/0
In
Weld
m)
10
density
Circuit
I
250ff
(70
Thru
1/0
2/0
3/0
4/0
2-210
2-2/0
2-3/0
2-4/0
3-3/0
3-4/0
3-4/0
4-3/0
ofatleast
Not
Exceeding
1/0
3/0
4/0
I
400ft
1/0
3/0
4/0
2-2/0
2-3/0
2-4/0
2-4/0
3-3/0
3-4/0
4-4/0
4-4/0
5-0007-c
I
300ff
m)
100%
2
300
(90
Duty
210
3/0
4/0
2-2/0
2-3/0
2-3/0
2-4/0
3-3/0
3-4/0
3-4/0
4-4/0
4-4/0
circular
m)
Cycle
1
mils
I
350ff
(105_m)_j~120_m)
2-2/0
2-3/0
2-3/0
2-4/0
3-3/0
3-4/0
3-4/0
4-4/0
4-4/0
per
ampere.
3-3.
Connecting
4A
LECTRIC
E
Do
not
S
Turn
Off
Tools
Needed:
To
Weld
Output
Terminals
~JVARNING
SHOCK
touch
welding
electrical
live
power
can
source,
kill.
parts.
and
1
disconnect
input
2:
power
before
making
any
weld
output
Turn
door.
1
2
For
connect
terminal
to
For
reverse
Close
connections.
screw
Positive
minal
Negative
Electrode
work
and
positive
(+)
Electrode
cable
door.
and
open
Weld
(+)
Weld
(-)
Positive
cable
electrode
terminal.
Negative
connections.
swarnl2.1
lower
Output
Output
to
negative
holder
2193
access
Ter
(DCEP),
()
cable
(DCEN),
~==~
3/4in
Figure
3-4.
Weld
Oiitput
Connections
OM-168
Rel.
ST-155
256
048-A
Page
5
Page 26
Page 27
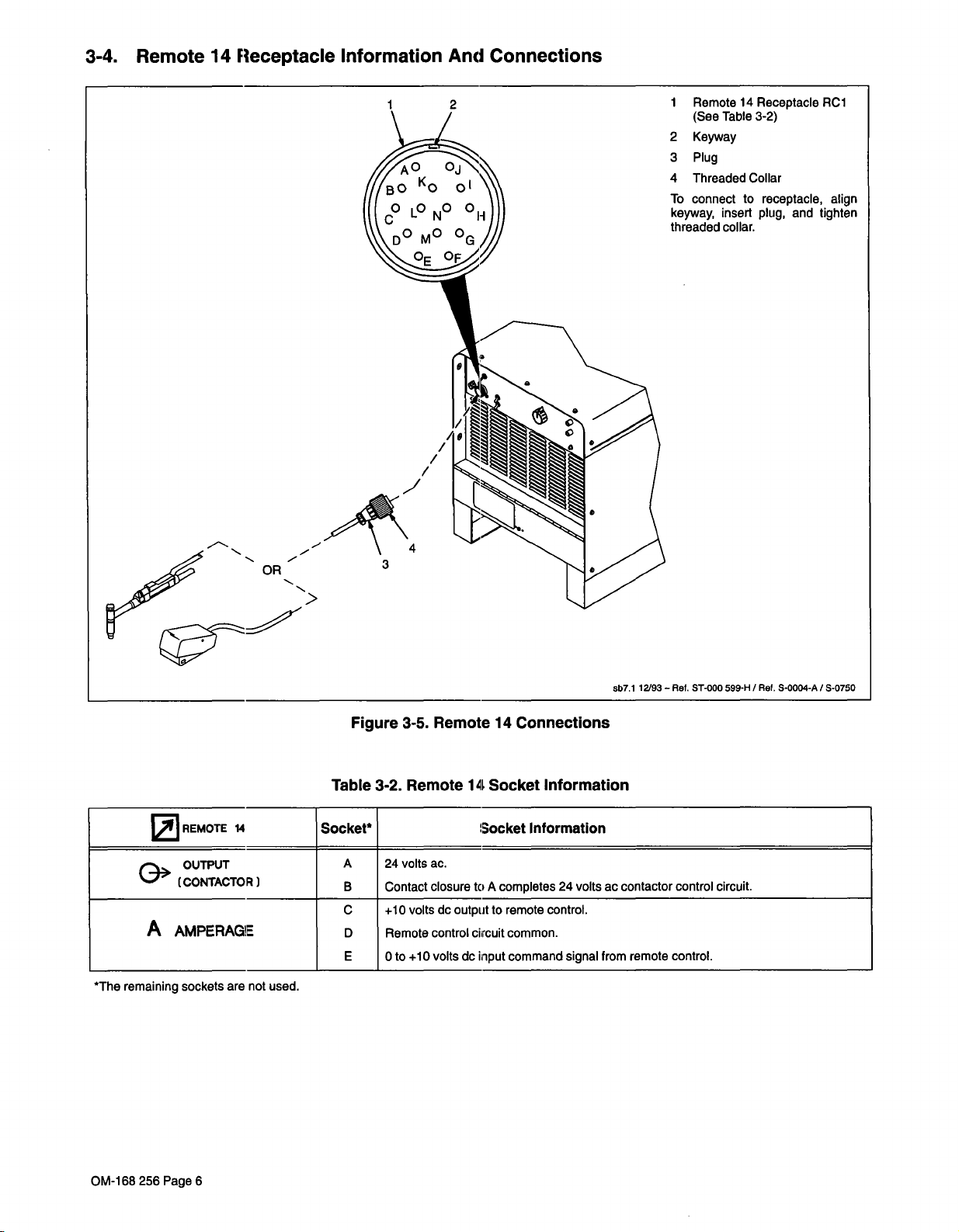
3-4.
Remote
14
Receptacle
Information
And
Connections
1
Remote
(See
2
Keyway
3
Plug
4
Threaded
To
connect
keyway,
threaded
14
Table
to
insert
collar.
Receptacle
3-2)
Collar
receptacle,
and
plug,
Rd
align
tighten
*The
A
AMPERAGE
remaining
REMOTE
OUTPUT
(CONTACTOR)
sockets
are
~
OR
3
>
12193
sbl.1
Remote
3-2.
24
Contact
+10
Remote
0
3-5.
Remote
volts
volts
+10
to
ac.
closuretoA
dc
control
volts
Figure
Table
14
used.
not
Socket*
A
B
C
D
E
14
output
ciircuit
do
input
14
Socket
Socket
completes
remote
to
common.
command
Connections
Information
Information
24
volts
control.
signal
ac
from
contactor
remote
ST-coo
Ret.
control
control.
599-H
circuit.
/
Ret.
5-0004-A
/
5-0750
OM-168
256
Page
6
Page 28
Page 29
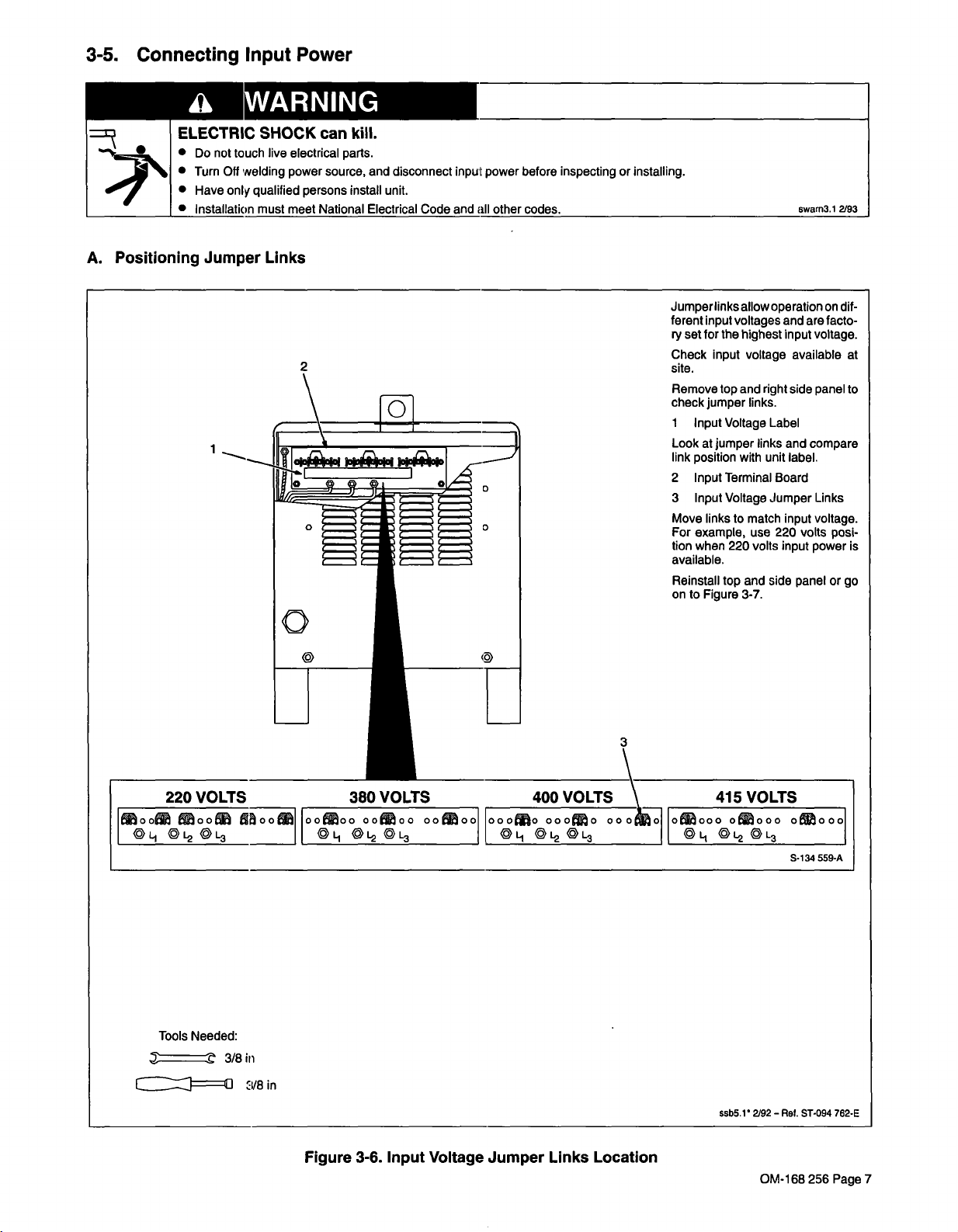
3-5.
Connecting
Input
Power
WARNING
A.
Positioning
ELECTRIC
Do
not
Off
Turn
Have
Installation
Jumper
1
touch
welding
only
SHOCK
live
electrical
power
qualified
must
persons
meet
Links
kill.
can
parts.
source,
install
National
and
disconnect
unit.
Electrical
Code
input
and
all
power
other
before
inspectingorinstalling.
codes
Jumper
ferent
input
for
set
ry
Check
input
site.
Remove
check
jumper
1
Input
Look
at
link
position
2
Input
3
Input
links
Move
For
example,
tion
when
available.
Reinstall
to
on
Figure
links
allow
voltages
the
highest
and
top
Voltage
jumper
with
Terminal
Voltage
to
220
top
3-7.
operation
voltage
right
links.
Label
links
unit
Board
Jumper
match
220
use
volts
and
side
swam3.1
and
are
input
available
side
and
label.
input
volts
input
panel
2/93
dif
on
facto
voltage.
at
to
panel
compare
Links
voltage.
posi
power
or
go
is
~oo~
~L1
Tools
cIJ===~u
220
'L2
~oo~
Needed:
VOLTS
'L3
~
~
3/Biii
3/8
0
I
VOLTS
380
oo~Oo
in
oo~oo
~L~
~
'L3
oo~oo~
~j
ooO~O
'L~
400
~
VOLTS
ooo~o
~L3
\
OOO~~1
o~ooo
'L1
415
'L2
ssb5.1
VOLTS
o~ooo
0L3
2/92
Ref.
O~OOo
S-134
5T.094
559-A
762-E
Figure
3-6.
Input
Voltage
Jumper
Links
Location
OM-168
256
Page
7
Page 30
Page 31

B.
Connecting
Input
Power
Tools
Needed:
~
3/8
in
3/8
Have
only
this
1
qualified
installation.
Line
Disconnect
Proper
2
3
Select
Table
comply
local
properamperage
rect
4
Insert
relief.
5
6
7
Connect
ground
input
8
Install
conductor
conduit
gized
Connect
then
Be
to
Reinstall
9
Select
Table
in
line
connect
Conductors
Input
Grounding
size
3-3.
Conductor
with
electrical
hole
size.
Strain
Relief
conductors
Terminal
Input
Line
Terminals
Welding
Ground
grounding
terminal
conductorstoline
Disconnect
Terminal
and
and
or
line
disconnect
grounding
line
input
sure
grounding
earth
an
side
Overcurrent
type
Install
3-3.
disconnect
switch
persons
Rating
Conductor
and
national,
codes.
capacity
Connector
through
Board
Power
Terminal
first.
Device
connect
input
equivalent
conductor
conductors.
conductor
ground.
panel.
Protection
and
into
device
shown).
1/94
ssb2.4
make
Of
Device
length
using
must
rating
state,
Use
Iugs
and
cor
strain
Source
conductor
Then
connect
terminals.
Ground
grounding
conductors
deener
to
device.
first,
goes
size
using
deenergized
(fused
762-E
5T-094
and
of
to
in
dis
Input
Voltage
Input
Amperes
Recommended
Breaker
Conductor
Input
Max
Input
Grounding
These
values
1
Recommended
allows
fuse
2
conductor
Input
31
(Table
Maximum
3
210-19(a)
4
The
grounding
than
input
OM-168
256
Table
At
Rated
Output
Or
In
Feet
AWGIKcmiI4
In
1993
the
size
to
up
copper
than
of
NEC).
Circuit
a
Standard
In
Rating
Amperes1
Size
Conductor
Conductor
calculated
are
fuse
or
breaker
circuit
or
sizeisfor
of
0-16
NEC).
is
length
and
conductor
to
215-2(b)ofNEC).
conductorshallbecoloredoridentified
(Article
8
Page
In
Length
Size
circuit
insulated
prevent
Fuse
AWGIKcmII2
from
breaker
sizing
more
250-95
3-3.
3-7.
Electrical
Figure
(MM2)
(Meters)3
(MM2)
of
edition
is
that
200!.ofrated
wire
3%
the
closestto150%ofratEd
75C
with
drop
voltage
as
Input
National
input
amperage.
with
rating
between
specified
Power
Service
220
1C2
lEO
4
(19)
130(140)
6
(13)
Electrical
not
more
service
in
the
NEC.
Connections
Requirements*
Code
(NEC).
input
amperage
than
three
entrance
Grounding
380
59
90
8
(8)
172
(52)
8
(8)
the
of
welding
current-carrying
single
and
input
conductor
terminalsofthe
190(58)
power
size
forcopperwire
400
56
80
8
(8)
8
(8)
source.
conductors
welding
Article
power
is
not
205
630-12(a)
in
cable
a
source
required
415
8
8
54
80
(8)
(62)
(8)
or
to
raceway
be
Ref
of
NEC
(Articles
larger
S-0092-G
Page 32

Page 33

I,
I
ELECTRIC
Always
Insulate
Do
not
Keep
FUMES
to
your
Keep
Ventilate
Read
manufacturers
WELDING
Do
not
Watch
Do
not
Do
not
Allow
WARNING
I
SHOCK
wear
dry
yourself
touch
live
panels
AND
and
GASES
all
health.
out
head
ycur
or
area,
Material
work
Safety
instructions
cause
can
weld
near
for
fire;
keep
locate
unit
weldonclosed
and
equipment
SECTION
kill.
can
insulating
from
electrical
use
flammable
over
gtoves.
work
and
parts.
covers
securelyinplace
can
of
the
fumes.
breathing
Data
Sheets
for
fire
material.
extinguisher
combustible
containers.
cool
to
ground.
be
hazardous
device.
(MSDS5)
material
or
used.
explosion.
nearby..
surfaces.
before
handling.
4-
OPERATION
p
~
~~-
~1
and
:~
......
ARC
RAYS
NOISE
S
~
MOVING
can
Wear
welding
Wear
correct
PARTS
Keep
Keep
and
from
away
all
doors,
securelyinplace.
MAGNETIC
RENTS
See
sic
Pacemaker
Wearers
near
arc
tions.
Safety
welding
can
should
welding,
Precautions
safety
can
damage
helmet
ear,
eye,
moving
panels,
FIELDS
affect
wearers
consult
gouging,
information
burn
eyes
hearing.
with
correct
and
body
can
cause
parts.
covers,
FROM
pacemaker
keep
away.
their
doctor
or
spot
at
beginning
and
shadeoffilter.
protection.
injury.
and
guards
HIGH
operation.
before
welding
of
manual
swam6i
skin;
closed
CUR
going
opera
for
ba
1O/9~
~0
8~
~
Figure
4-1.
4
Controls
1
2
3
4
5
6
7
8
9
10
W
ear
1
2
3
Switch
Range
Switch
Polarity
Voltmeter
Ammeter
(Optional)
Amperage
Power
Push
Pilot
Light
OutputlContactor
Amperage
Arc
Control
the
following
Dry,
Insulating
Glasses
Safety
Shields
Welding
Shade
Helmet
Of
Z49.1)
(Optional)
(Optional)
Adjustment
Buttons
Switch
Control
Switch
Ref.
5T-155
while
welding:
Gloves
With
With
Filter
(See
Control
Switch
048-A
Side
Correct
ANSI
sb3.1
1/94
Figure
Figure
4-2.
Safety
Work
4-3.
Equipment
Tools
~===~
Clamp
Needed:
1
Work
Clamp
Connect
work
paint-free
close
as
Use
clean
chipping
after
to
wire
metalatweld
hammer
welding.
clamp
location
weld
brush
on
area
or
sandpaper
joint
to
OM-168
to
a
clean,
workpiece,
as
possible.
area.
remove
1
sb4
256
Page
to
Use
slag
2./93
9
Page 34

Page 35

WARNING
ELECTRIC
Do
not
Do
not
Do
not
touch
touch
touch
SHOCK
live
weld
electrode
Weld
when
electrical
output
output
switch
can
parts.
terminals
and
terminals
kill.
work
is
On
when
clamp
and
contactor
at
the
are
energized
Power
OUTPUT
\~J?~
(CONTACTOR)
~14~N
4-4.
Figure
Output/Contactor
same
is
On.
is
energized.
time
Control
Switch
1
Output/Contactor
Use
switchtoselect
unit
ling
For
weld
output.
output,
position.
For
remote
output
in
switch
Section
1
This
welding
arc
welds
age
When
age
as
When
perage
creases
Select
cation.
are
Set
Remote
3-4).
Arc
Force
controlisused
and
is
vertical
make
or
(control
low
at
arc
at
set
0,
low
at
arc
normal
welding
at
set
100,
low
at
to
help
setting
Numbers
for
reference
controlat0
best
swarn7.1
Switch
of
way
switch
place
control,
14
position
Ref.
ST-168
Control
(Dig)
to
help
or
increases
for
overhead
used
voltage).
short-circuit
is
voltage
arc
the
amperage.
short-circuit
arc
voltage
starting.
suited
around
only.
for
GTAW
10/91
control
On
in
place
(see
257
SMAW
start
an
amper
amper
same
am
in
for
appli
control
welding.
OM-168
256
Page
Arc
Control
Figure
10
4-5.
Page 36

Page 37

RANGE
SWITCH
HIGH
A
AMPERAGE
14
Of
RANGE
SWITCH
HIGH
AMPERM3E
Combinatloii
Example
A
~c~J
PANEL
3
Remote
O~NE1.
Amperage
Control
260
1
Use
Low
justment
Amperage
High
adjustment
2
Use
amperage.
3
Use
ling
For
switch
For
Remote
Switch
Range
to
switch
better
gives
(use
Adjustment
better
gives
(use
Amperage
Control
control
Amperage
switch
to
amperage
front
panel
in
the
remote
control,
14
choose
output
low
amperage
Low
with
high
High
scale).
Adjustment
select
to
Control
select
way
adjustment.
control,
Panel
position.
place
position
(see
range.
scale
control).
amperage
weld
Switch
of
control
place
switch
Section
ad
on
in
3-4).
4
Remote
Remote
800
5
Remote
6
6
Fingertip
Hand
Foot
Control
Dial
Control
5
G*OUTPUT
(cONTACTOR)
Set
Switches
87
.)~
Figure
Set
4-6.
Amperage
A
i:~
510
Amperage
600
Adjustment
Controls
1
Use
and
2
Power
buttons
pilot
Pilot
Push
to
light
Light
turn
On
Control
ST-159
Buttons
unit,
and
fan
Off.
059
Switch
/
S-0769
motor,
2
Figure
4-7.
Power
Push
Buttons
Switch
And
Pilot
Light
OM-168
256
Page
11
Page 38

I
Page 39

ARCING
Do
Arcing
not
inside
can
change
switch
a
damago
Polarity
can
~JVARNING
switch
Switch
damage
contacts.
position
contacts,
while
causing
welding.
switchtofail.
(-)/%.
ELECTRODE
NEGATIVE
1
1
SWITCH
~~~OLARITY
DO
Li
_______________
NOT
Figure
SWITCH
UNDER
4-8.
LOAD
Polarity
(+)/~.
ELECTRODE
POSITIVE
Switch
(Optional)
2
Use
1
Voltmeter
weld
essarily
cable
tions,
2
Ammeter
output
Switch
Polarity
switchtoselect
Voltmeter
displays
terminals,
output
the
welding
resistance,
etc.
Ammeter
displays
of
unit.
voltage
poor
weld
weld
but
arc
amperage
polarity.
the
at
not
nec
due
to
connec
\
}
\
)
____________
OM-168
Install&
Connect
Equipment
Begin
)
Install
&
Connect
Equipment
)
______________
256
Page
Voltmeter
4-9.
Personal
))
Put
Equipment
Select
))I
Electrode
Figure
WeldiD
4-10.
Figure
Connect~~
&
j)~1stall
Shielding
High-Frequency
Unit
____________
On
Gas
)
)
Figure
12
Sequence
~
Tungsten
J)
________________
Turn
4-11.
On
Unit
Sequence
High-Frequen
Select
Section
On
Safety
Of
(See
7)
Welding
Of
And
Ammeter
Set
)~
Shielded
)~
Turn
O~I~)
Source
Gas
Controls
Metal
Insert
Tungsten
Into
______________
Powe
Tungsten
Torch
(Optional)
~\\
)
~,J)
Arc
Welding
))
________________
Begin
WeIdin~)
Arc
Welding
Insert
Electrode
Into
Put
Per
sonal
Equipment
Holder
(SMAW)
On
Safety
(GTAW)
)~we)
))I~~~ntrolD.~
ssb7.1
ssb8.1
9/92
12/92
Page 40

Page 41

SECTION
ELECTRIC
Turn
5-
I
~WARNING
Do
tcuch
not
Off
input
servicing.
welding
power
MAINTENANCE
SHOCK
live
before
can
electrical
power
inspecting,
kill.
parts.
source,
and
disconnect
maintaining,
&
TROUBLESHOOTING
away
PARTS
from
can
moving
cause
parts.
injury.
MOVING
Keep
or
5-1.
Routine
Off
Turn
PAFITS
HOT
Allow
servicing.
Maintenance
all
power
can
cooling
before
cause
period
severe
before
maIntaInIng.
burns.
maintaining
or
be
to
ance
performed
3
only
Months
qualified
by
Bwam8.1
2)93
Figure
5-1.
Maintenance
Schedule
OM-168
ST-000
256
599-H
Page
13
Page 42

Page 43

5-2.
Overload
Protection
a
WARNING
~-~ffIj
When
overheated,
output
fan
keeps
electrical
power
inspecting,
cause
before
stops,
can
5-3.
opens,
Troubleshooting
~IVARNING
tcuch
not
Off
power
PARTS
cooling
SHOCK
live
welding
before
can
period
ELECTRC
Do
Turn
input
servicing.
HOT
Allow
thermostat
and
running.
kill.
parts.
and
source,
maintaining,
severe
servicing.
cooling
Figure
disconnect
burns.
Let
5-2.
Overheating
or
Sectio
fan
15
READ
run
minutes.
SAFETY
5
bet
n
or
e
-~
for
MOVING
Keep
away
Troubleshooting
persons.
BLOCKS
at
proceeding.
PARTS
from
moving
to
can
be
performed
start
Start
ssblO.1
caus
parts.
of
welding.
1/94ST-000
a
injury.
only
by
swam9.1
599-H
qualified
2/93
No
weld
inoperative.
weld
No
OM-168
256
Trouble
output;
output;
Page
unit
completely
pilot
light
14
PL1
on.
Table
5-1.
Welding
-~
Place
line
disconnect
switch
Trouble
Remedy
in
the
On
position.
Section
3-5B
]
with
-~
3-5B
-~
3-5B
-~
3-5A
-~
5-2
-~
-~
-~
-~
-~
3-3
Figure
4-4
-~
Check
for
open
reset
and
Check
Check
Thermostat
fifteen
Check
obstructions.
Clean
Place
Remote
Check
an
Have
check
circuit
for
proper
for
proper
minutes.
push
and
Output
Contactor
remote
ohmmeter,
Factory
control
line
breakers.
input
jumper
TP1
opEn.
Power
button
all
tighten
(Contactor)
ControlToRC1.
contactor
and
rEplace
Authorized
board
and
luse(s),
connections.
link
Allow
switch
weld
connections.
switchinthe
control
if
Service
PCi.
replace
positions.
a
periodofapproximately
cooling
linkage
On
switch
necessary.
Station/Service
if
necessary.
for
position
for
proper
Check
restrictions
connect
or
operation
Distributor
or
Page 44

Page 45

Loworminimum
Trouble
weld
output.
Remedy
Check
Check
and
Clean
Place
Have
check
for
proper
for
open
circuit
reset
and
Amperage
Factory
control
lina
line
breakers.
tighten
control
Authorized
board
voltage.
fuse(s),
all
weld
PCi
and
replace
connections.
in
switch
Service
hall
and/or
if
necessary.
the
correct
position.
Station/Service
HD1.
device
Check
Distributor
---
--~
--~
--~
--~
-~
1
Section
3-5B
3-3
Figure
4-6
Maximum
weld
Erratic
Excessive
repeatedly.
opens
Fan
motor
heating.
Wandering
direction.
weld
output.
output.
line
current
inoperative
poor
control
arc;
line
or
and/or
fuse(s)
over-
of
arc
I-..
Have
check
hail
Check
Use
-~
Check
Check
Check
-~
Check
-~
Factory
Amperage
device
for
proper
for
for
for
for
Replace
Reduce
Select
proper
Properly
HD1.
proper
size
proper
proper
shorted
fan
fan
gas
prepare
Authorized
Adjustment
input
and
input
jumper
tan
blade
motor
FM,
flow
rata.
size
tungsten.
tungsten.
Service
control,
connections.
electrode.
type
connections.
link
positions.
FM
motor
obstruction.
if
necessary.
Station/Service
board
control
and
leads,
repair
Distributor
and/or
PCi
if
necessary.
--~__
-.-~
-
-~
-~
--
-~
3-5B
-
3-5B
3-5A
--
--
--
Tungsten
remaining
weld.
electrode
after
bright
oxidizing
and
conr~lusion
of
not
-~
Shield
Increase
Check
Water
ing
weld
zone
low
postf
and
tighten
in
torch.
Refer
replacement,
from
time.
all
and
drafts.
fittings.
gas
torch
to
repair
Owners
torch
Manual
as
necessary.
for
part(s)
requir
--~
--a
---
OM-168
256
Page
15
Page 46

Page 47

NOTES
OM-168
256
Page
16
Page 48

Page 49

SIECTION
w
>
I
U)
0
0~
6-
Ui
>
F
ELECTRICAL
DIAGRAMS
u~
0
~
.~
.~
E
I~
~
.~
.~)
~
U
0
(.).~
~.Q)g)
0
~
LL~
0
0
Figure
6-1.
Circuit
Diagram
For
Welding
Power
Source
OM-168
SC-137
256
779-A
Page
17
Page 50

Page 51

GND.
GND.
OM-168
256
Page
Figure
18
6-2.
Wiring
Diagram
For
Welding
Power
Source
Page 52

Page 53

z
m
0
C.)-4-.1
-4
Cl)
0
-u
0)
0)
(1
0)
cD
Page 54

Page 55

SECTION
7-
TUNGSTEN
ELECTRODE
mod2.1
1/94
N
I
7-1.
Electrode
2%
Tungsten
Zirconium
Tungsten
OTE
Selecting
Diameter
Pure
Tungsten
Band)
(Green
.010
.020
.040
1/16
3/32
1/8
5/32
3/16
1/4
Thorium
Alloyed
(Red
.010
.020
.040
1/16
3/32
1/8
5/32
3/16
1/4
Alloyed
(Brown
.010
.020
.040
1/16
3/32
1/8
5/32
3/16
1/4
Tungsten
Band)
Band)
Foradditionalinformation,
Arc
Wear
Welding
clean
(GTAW)
gloves
Electrode
Table
DC
Negative/Straight
Argon
Electrode
Polarity
15
to
Up
5-20
15-80
70-150
125-225
225-360
360-450
450-720
720-950
Upto25
15-40
25-85
50-160
135-235
250-400
400-500
500-750
750-1000
* *
*
*
*
see
process.
to
prevent
7-1.
Tungsten
Amperage
DC
Positive/Reverse
Argon
80-125
80-125
*
*
*
10-20
15-30
25-40
40-55
55-80
*
10-20
15-30
25-40
40-55
55-80
*
*
*
*
yourdistributorfora
contamination
handbookon
of
tungsten
Size
-
Range
Electrode
Gas
Polarity
Type,-Polarity
AC
ArgonUsIng
High
Frequency
to
Up
5-20 10-20
10-60
50-100
100-160
150-210
200-275
250-350
325-450
Upto2O Uptol5
15-35 5-20
20-80
50-150 60-120
130-250
225-360
300-450
400-500
600-800 340-525
Upto2O
15-35
20-80
50-150
130-250
225-360
300-450 200-320
400-550
600-800
15
the
electrode.
AC
Wave
Gas
Argon
Using
Tungsten
Balanced
High
10
to
lip
20-30
30-80
60-130
100-180
160-240
190-300
250-400
20-60
100-180
160-250
200-320
290-390
to
15
Up
5-20
20-60
60-120
100-180
160-250
290-390
340-525
Freq.
Typical
Not
The
manufacturers.
OM-168
argon
Recommended.
figures
256
shielding
listed
Page
are
20
gas
intendi~d
flow
as
rates
a
are
guide
15to35
and
are
cfh
(cubic
a
composite
feet
per
of
recommendations
hour).
from
American
Welding
Society
(AWS)
and
electrode
S-0009
Page 56

Page 57

7-2.
Preparing
TLungsten
Figure
F
7-1.
LYING
SPARKS
Shapetur~gsten
f(ammables
Keep
1
2
Preparing
Tungsten
~AUTION
HOT
AND
electrode
away.
only
METAL
on
grinderwith
12
kT-~
2-1/2
Times
Electrode
Diameter
i~:::::/~~
For
AC
OirDCElectrode
can
cause
guards
proper
1
injury
in
safe
a
Positive
and
location
start
wearing
1
2
Ball
by
slightly
mended
eter
trode
(DCEP)
fires.
properface,
1
2
Grind
hard
ing.
or
nated
1
2
Diameter
amperage
3
4
Tungsten
Balled
end
of
tungsten
applying
higher
for
NO
(see
positive
Welding
hand,
Tungsten
Tapered
end
abrasive
Do
not
tungsten
causing
Stable
Flat
Grinding
Straight
Electrode
End
either
an
than
electrode
a
given
TAG),
amperage.
and
body
Electrode
End
of
tungsten
wheel
wheel
use
become
can
lower
Arc
of
this
flat
capacity.
Wheel
Ground
before
ac
amperage
what
is
dc
or
a
Ret.
protection.
wam2.1
on
before
tor
other
contami
weld
Ref.
detormines
welding
recom
diam
elec
S.0161
9/91
fine
grit,
weld
jobs
quality.
S.0161
Figure
Ideal
Wrong
7-2.
Preparing
4
Tungsten
Tungsten
Preparation
~
4
Preparation
Tungsten
Stable
Arc
1
~
~__,_~
Wandering
For
Arc
DC
Electrode
Negative
1
2
3
4
(DCEN)
Wander
Arc
Point
Grinding
Radial
Ground
Welding
Wheel
OM-168
256
Ref.
Ret.
S.0162
S-0162
Page
21
Page 58

Page 59

z
Cl)mC,
4
0
Co
-I
Cl)
!
-I
C/)
13
)
14
17
16
18
2
25,~
I
I--
19
21
8-5
Fig
20
8-6
Fig
-~
11
-I
m
C
r%)
0
0)0)1%)
F)
0)
cD
(0
a
P
(a, (a,
a.
3
Page 60

Page 61

Item
No.
Dia.
Mkgs.
Part
No.
Figure
8-1.
Description
Main
Assembly
Quantity
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
1
2
3
4
5
6
7
.8.
.9.
9
10
ii
12
13
14
15
16
17
18
19
20
21
22
23
24
25
...
...
.
.
...
...
...
...
HA1,HD1
.
.
. .
..
Z
TEl
C21
C22,23
PCi
RC1
PLG1
PLG2
Ti
R6
SRi
W
.
D10,ii
4~006
016
109
035
006 017
026 627
214
004
091
164
771
134
035
279
8-2
Fig
138
038
..
. .
137674
. .
..
137771
.
..
. .
..
. .
.
097
084553
**~4~
918
281
058 972
048
058
035815
280
971
. .
..
..
..
080 509
090
781
138
378
139785
137
055
PANEL,
..
LABEL,
.
.
COVER,
..
GASKET,
..
BUSHING,
..
FRAME,
..
PLUG,
..
STABILIZER
..
PANEL,
..
TERMINAL
..
CAPACITOR
..
CAPACITOR
..
BRACKET,
..
CIRCUIT
..
CONNECTOR
..
. .
..
CONNECTOR
.
. .
..
CONNECTOR,
..
GROMMET,
..
CIRCUIT
..
BRACKET,
..
BASE
..
TRANSFORMER,
.
(consisting
137
057
. .
..
..
..
RESISTOR,
..
PANEL,
..
RECTIFIER,
.
BRACKET,
..
CIRCUIT
..
KIT,
..
DIODE
..
. .
..
..
.
..
137
056
039 210
8-6
Fig
140
121
144
017
134826
137
900
082 456
side
warning
top
lifting
snap-in
upright
protective
rear
ASSEMBLY,
mtg
CARD,
CONNECTOR,
CONNECTOR,
CARD
mtg
of)
COIL,
pri/sec
COIL,
pri/sec
front
mtg
CARD,
contactor
ASSEMBLY
electric
shock
eye
1.625
nyl
base
.640sq
w/components
triple
terminal
root
w/SOCKETS,
rect
&
PINS,
rect
rect
No.
scr
BO)(
rectilier
RH
LH
fxd
WW
board
pass
skt
20-l4ga
(consisting
pin
20-i4ga
29skt
plug
3/10
panel
(included
main
power
8i
center
375W
w/components
SCR
(Fig
halli
8-5)
booster
hall
kill
can
ID
voltage
etc
x
2.000mtg
(Fig
(consisting
Amp
of)
Amp
531590-3
Amp
hole
.312sq
w/SR1)
220/380/400/415
12
ohm
hole
8-3)
of)
350415-1
350416-i
.375
high
2
1
1
1
1
1
2
1
1
1
1
2
2
1
1
2
1
2
1
3
1
2
1
1
2
1
1
1
1
1
1
1
1
When
ordering
**lncluded
BE
SURE
w/PC1.
TO
a
component
PROVIDE
MODEL
originally
displayingaprecautionary
AND
SERIAL
NUMBER
WHEN
label,
ORDERING
the
label
should
REPLACEMENT
also
be
ordered.
PARTS.
OM-168
256
Page
23
Page 62

Page 63

Item
No.
Dia.
Mkgs.
Part
No.
Description
Quantity
..1...FM..
..2
3
4
116
131
032611
158
Figure
8-2.
190
361
289
Panel,
Figure
8-2.
MOTOR,
CHAMBER,
BLADE,
PANEL,
Rear
w/Components
Panel,
1/l2hp
plenum
14
fan
rear
in
Rear
230V
3wg
vt/Components
1550rpm
14
in
23cIeg
4-
ST-004
988-D
.375
bore
CCW
(Fig
8-1
4
Item
7)
1
1
1
1
..
Item
No.
1
2
3..
4
5..
6..
7
8
.
. .
.
.
.
.038887
.
.
.
.
.601836
. .
.
. .
.
Part
No.
138
038
601
835
058
038
010 913
038618
010
915
038 888
Terminal
brs
8-3.
hex
10-32
BOARD,
brs
flat
Assembly,
primary
.218
IDx.460
brshex.250-2Ojam
pri
flat
board
brs
ID
.250
brs
.250-20x1.500
hvy
x
Figure
NUT,
. .
TERMINAL
.
.
.
.
STUD,priboardbrslo-32x1.375
WASHER,
.
.
.
LINK,jumpertermbdpri
.
NUT,
.
.
WASHER,
.
.
STUD,
. .
Description
Pri
(Fig
OD
.O3lthk
x
OD
.625
.O3lthk
x
8-1
Figure
Item
8)
8-3.
Terminal
5
Assembly,
ST-136
Pri
Quantity
7
574
36
1
18
18
6
6
6
3
BE
OM-168
SURE
256
TO
Page
PROVIDE
24
MODEL
AND
SERIAL
NUMBER
WHEN
ORDERING
REPLACEMENT
PARTS.
Page 64

I
Page 65

Item
No.
Part
No
046 745
059
885
..2...
3...
4...
5...
018606
045 546
081
008
027 878
1\~~
Figure
8-4.
BUTTON,
SPRING,
PUSH
BUTTON
BRACKET,
SWITCH,
push
cprsn
Jim
5
*9
________
Switch,
reset
.430
SET,
switch
mtg
leaf
actg
PB
(Fig
red
OD
x
w/cable
PB
SPDT
Description
lltem
8-6
wire
.040
&
housing
x
11)
1
.SOOstnls
Quantity
Item
No.
Figure
Dia.
Mkgs.
8-4.
Switch,
Part
No.
PB
ST-080
4
214-B
Figure
Description
4
-S
5
6
7
8
5
6
ST-048
8-5.
Rectifier,
SCR
899-K
Quantity
BE
SRi
1
C7-12
. .
.
2
..
. . .
3
4
..
SCR1
..
.
-6
..
TP1
..
..
. .
8
SURE
TO
PROVIDE
140
048 420
.
082
048
082 694
028516
097
.
045
117275
026
114
121
852
779
397
109
701
530
MODEL
Figure
CAPACITOR,
. .
BUS
. .
HEAT
.
.
CLAMP,
.
.
PIN,
. .
THYRISTOR,
.
.
HEAT
.
.
THERMOSTAT,
.
.
INSULATION,
.
.
BAR,
.
.
SERIAL
AND
8-5.
BAR,
SINK,
thyristor
spring
SINK,
rectifier
mtg
Rectifiei~
rectifier
output
rec~ifier
rectifier
recl:ifier
CS
.125x.250
SCR
rectifier
NC
thermostat
NUMBER
300A
SCR
(Fig
snowflake
5.500
300V
snowflake
WHEN
8-1
1.000
1.000
ORDERING
Item
21)
REPLACEMENT
PARTS.
OM-168
256
6
2
6
3
12
6
3
1
1
2
Page
25
Page 66

Page 67

N)
~?L__
I
/~
/
/
/
/
/
/
/
/
\
/
/
6
0
N)
C~)
I)
0
C)
C
CD
Cl)
CD
3
-9
N)
--
N
\
-n
CD
0
0)
0)
-u
01
0)
1~)
0)
CD CD
C-ICD
C)
-n
D)
CD
0
Page 68

Page 69

Item
No.
Dia.
Mkgs.
Part
No.
Description
Quantity
1
2
3
4
5
6
6
6
6
7
8
9
10
11
12
13
14
15
16
16
17
18
19
20
21
22
23...
24
25
....
....
...
...
...
...
...
...
....
R3
...
S3
...
Ri
...
014
...
C15
...
C17
...
C18
...
RC1
...
S2,4...
R5
...
PB1
...
04,5...
NEG...
POS...
PL1
...
009
+158258
.
089085
084206
130257
143935
143934
143933
143936
143976
079 534
134734
134731
079
011609
072462
072590
046745
087337
039046
039047
601976
039045
039049
601880
039044
601879
+109449
605583
134327
048573
097
097
156
739
926
922
Figure
8-6.
NAMEPLATE,
POTENTIOMETER,
..
PANEL,
front
SWITCH,
RESISTOR,
CONNECTOR,
LEAD
ASSEMBLY,
LEAD
ASSEMBLY,
LEAD
ASSEMBLY,
LEAD
ASSEMBLY,
CONNECTOR
CONNECTOR,
CONNECTOR,
CONNECTOR,
CONNECTOR,
SWITCH,
POTENTIOMETER,
LOCK,
SWITCH,
CAPACITOR
TERMINAL,
TERMINAL,
SCREW,
TERMINAL
TERMINALBOARD,
stl
NUT,
BUS
BAR,
stl
NUT,
access
spr
warning
md
pointer
pointer
.
.
..
DOOR,
CATCH,
LABEL,
LIGHT,
KNOB,
KNOB,
Panel,
Front
(order
20A
SPST
tgl
MF
.25W
w/leads
wTrERMINALS,
circ
14
circ
circ
pin
circ
clamp
SPDT
tgl
pot
PB
pwr
pwr
cap
iSA
.375-32x.250d1a
8-4)
(Fig
outpul:
outpul:
stl
hexhd
BOARD,
hex
hex
jam
term
full
front
loaded
.500-13
bd
.50013
door
general
red
lens
28V
w/Components
model
sft
and
1/12W
C
by
sltd
125VAC
3.32K
ohm
(consisting
elect
elect
elect
elect
skt
push-in
pin
plug
Amp
push-in
rlf
str
125VAC
wishaft
lock
shaft
black
(consisting
red
(consisting
.500-13x1.500
black
red
precautionary
(Fig
serial
number)
2.5K
of)
(consisting
14-l8ga
21
3571-2
14-l8ga
Amp
Amp
206322-2
(consisting
of)
of)
ohm
Amp
of)
21
of)
8-1
66358-6
3603-1
Item
20)
1
1
1
1
1
1
1
1
1
1
1
..
14
2
1
1
1
2
1
1
1
1
1
1
1
1
1
1
1
1
1
1
+When
BE
ordering
SURE TO
a
component
PROVIDE
originally
MODEL
displayingaprecautionary
AND
SERIAL
NUMBER
WHEN
label,
ORDERING
the
should
label
REPLACEMENT
also
be
ordered.
PARTS.
OM-168
256
Page
27
Page 70

Page 71

Miller
OWNERS
1994
April
Effective
With
Form:
Serial
No.
OM-168
KE600689
256
MANI
UAL
cov&
1/94
-
ST-000
599-H
Read
and
blocks
safety
Have
only
install,
Call
ycur
the
directions.
follow
carefully.
trained
operate,
distributor
Gold
CC/DC
Welding
For
SMAW
and
510
Amperes,
(Dig)
these
and
service
if
you
Three-Phase,
Control
instructions
qualified
this
do
Requires
Overheating
Arc
or
Power
GTAW
Volts
41
Protection
unit.
understand
not
'
Starfi
Source
Welding
At
35%
DC,
Hz
50/60
all
and
persons
MILLER
1994
500SSX
Duty
Power
Input
IJ
E~ectflc
Cycle
Mfg.
Co.
Give
For
or:
Appleton,
this
help,
MILLER
manual
call
your
Electric
WI
54912
the
to
operator.
distributor
Co.,
Mfg.
414-734-9821
P.O.
Box
PRINTED
1079,
IN
usA
Page 72

I
J
WARRANTY
LIMITED
Co.,
Mfg.
MILLER
equipment
fectsinmaterial
-
IS
RANTY
IMPLIED.
NESS.
Within
the
ranted
parts
MILLER
must
which
time
followed.
shall
MILLER
of
such
event
the
start
on
one
year
r.
Years
5
*
Years
2.
3
*
*
2
Years
3.
1
4.
Year
*
*
*
B
Months
S
90
6.
Days
*
MILLERS
limited
This
-
Appleton.
EXPRESSLY
INCLUDING
warranty
or
components
be
MILLER
honor
a
dare
the
after
Pans3
Original
Transformer/Rectifier
Plasma
Semi-Automatic
Robots
Engine
(NOTE
tsr
a
Air
Compressors
Motor
Process
Water
HF
Units
Grids
Spot
Load
SDX
Running
Field
(NOTE.
warranty
one
MIG
Plasma
Wisconsin,
sold
and
workmanship
periods
notified
will
provide
warranty
within
failure
hat
tee
equipment
Years
main
Pans
and
Arc
Cutting
and
Pans
Driven
Engines
of
perisd
and
Parts
Driven
Controllers
Coolant
Welders
Banks
Transformers
Gear/Trailers
Options
Field
period
whichever
year
Batteries
and
Pans
GurisiTIG
Cutting
warranty
Subjectto
after
IN
THE
in
writing
equipment
power
Labor
and
Labor
Welding
Iwo
Labor
Guns
Systems
sprions
of
Torches
Torches
warrants
the
LIEU
WARRANTIES
listed
fail
that
instructions
claims
the
is
sent
Labor
rectdiers
Power
Automatic
warranted
are
years.)
are
the
Labor
supersedes
the
terms
effective
the
at
ALL
OF
below,
due
within
on
warranty
was
to
Power
Sources
Generators
covered
product
is
greater.)
(Equipment
and
its
to
dale
of this
it
time
OTHER
OF
-
MILLER
defects
such
to
(30)
thirty
the
on
warranted
time
delivered
distributor.
the
Sources
Wire
separately
under
are
they
TRUE
all
previous
conditions
retail
original
limited
is
shipped
WARRANTIES.
MERCHANTABILITY
will
repair
in
of
days
warranty
equipment
All
periods.
the
to
original
Feeders
by
True
Blue
installed
MILLER
below.
warranty
MILLER
by
material
such
claim
warranty
the
engine
in,
with
MILLER
purchaser
EXPRESS
or
replace
or
workmanship.
defect
procedures
listed
retail
for
the
orbra
BLUETM
Effective
serial
a
marrasties
Electric
that
new
treeofde
is
WAR-
THIS
OR
FIT
AND
war
any
failure,
or
lobe
belowinthe
time
periods
purchaser,
manufacturer
remaining
minimum
January
number
and
at
or
of
is
exclusive
preface
MILLERS
1.
2.
3
MILLER
CIALINDUSTRIAL
THE
li-i
shall
writing
ment
chase
goods
will
vice
ment
TO
ARE
LIABLE
DAMAGES
TRACT
ANY
RANTY.
REMEDY
THEORY
OPERATION
CLUDING
FOR
FURNISHED
Some
lasts,
the
cific
In
or
waived,
Warranfy
vary
LIMITED
1992
1.
of
KC~
with
other
no
Remote
Accessory
Replacement
T~ue
Blue
Items
furnished
accessories.
trade
any.
Consumable
and
or
relays
that
Equipment
that
has
mcxl
based
upon
and
necessary
outsideofthe
PRODUCTS
MAINTENANCE
AND
USE
of
the
event
a
MILLERS
be.
at
MILLER
by
authorized
stan
be
facility
THE
THE
EXPRESS
PARTICULAR
above
legal
Canada,
remedies
from
(less
price
customers
at
F
0
B
Factory
as
for
transportation
EXTENT
SOLE
FOR
DIRECT
(INCLUDING
TORT
GUARANTY
FOR
WHICH,
OF
ANY
BY
in
states
euclusion
the
or
limitation
rights,
legislation
other
limitations
he
provides
province
reasonable
determined
AND
OR
WARRANTY
IMPLIED
the
and
or
guarantees
Controls
Kits
Pans
Limited
MILLER.
by
These
components:
that
pans
has
been
been
industry
maintenance,
specifications
ARE
USERS
warranty
ootron:
in
appropriate
MILLER
risk
and
at
Appleton.
costs
PERMITTED
EXCLUSfVE
INDIRECT
ANY
OTHER
REPRESENTATION
OR
BREACH
BUT
FOR
LAW,
CUSTOM
PURPOSE,
MILLER1S
A
U.S
of
incidental,
or
seclusion
other
rights
in
some
than
as
and
specific
to
Brovrnce.
WARRANTY
newer)
warranties
or
shall
Warranty
manufactured
but
covered
items
are
contact
such
as
normal
to
fail
due
modified
by
any
or
or
equipment
the
for
PERSONS
AND
WELDING
OF
covered
)fl
repair:
cases.
service
station:
depreciation
expense.
Wisconsin,
MILLER.
of
kind
any
LAW,
BY
REMEDIES.
SPECIAL.
OF
LEGAL
PROVIDED
NOT
CONTRACT
OF
PROVISION.
THIS
OF
WITH
RESPECT
EXCLUDED
allow
not
indirect,
not
may
be
may
orovinces
herein,
rights,
installed,
esuipmenl
equipment.
FOR
by
or
(2)
the
(3)
based
MILLERS
Therefore
wilt
THE
PROFIT),
THEORY
TRADE
OF
AND
limitationsofhow
apply
available,
provides
and
out
set
and
improperly
standards,
INTENDED
claim
by
LDSS
WARRANTY
do
stated
exclusions
legal
or
expressed
not
wear.
party
PURCHASE
TRAINED
this
replacement:
reasonable
or
upon
F
or
be
REMEDIES PROVIDED
IN
INCIDENTALORCONSEQUENTIAL
HEREIN
AS
TORT
OR
MERCHANTABILITY
DISCLAIMED
special
to
to
above
other
apply
others,
by
the
manufacturers
by
tips,
cuBing
other
improperly
which
which
has
EQUIPMENT
warranty,
(4)
payment
actual
option
O.B.
eta
no
compensation
allowed
NO
EVENT
WHETHER
AND
TO
PERFORMANCE,
OR
MIGHT
ARfSE
COURSE
TO
ANY
or
consequential
This
you.
but
may
for
certain
the
extent
may
rights
may
implied.
to:
such
as
nozzles,
than
MILLER,
operated
has
had
not
been
used
for
BY
AND
USE
AND
EXPERIENCED
exclusive
the
where
authorized
or.
of
cost
repairorreplace
ofor
credit
return
use)
upon
of
repairorreplacement
MILLER
authorized
or
SHALL
MILLER
BASED
ANY
IMPLIED
ANY
OTHER
BY
IMPLICATION,
OF
DEALING,
OR
AND
ALL
EQUIPMENT
MILLER.
BY
an
implied
long
damages,
provides
warranty
from
statetoslats.
vary
additional
that
they
may
This
not
apply.
available,
be
engines
warranty,
contscfors
or
eqsip
misused
or
reasonable
operation
COMMER
remedies
for
the
of
reimburse
HEREIN
ON
CON
WAR
AND
LEGAL
FITNESS
warranty
warranties
not
Limited
but
or
if
IN
in
pur
the
ser
BE
ANY
IN
so
spe
be
may
aI
Before
Unpacking
with
the
Transportation
When
requesting
the
Use
or
nameplate.
delivering
Department.
following
equipment,
carrier.
information
to
spaces
Model
Serial
Date
check
Assistance
-
about
record
__________
or
Purchase
of
carton
this
Model
Style
for
damage
any
for
or
filing
equipment,
Designation
No.
RECEIVING-HANDLING
settling
always
and
Serial
that
provide
claims
or
may
Style
have
may
Model
be
Number
occurred
obtained
during
from
Designation
of
your
shipment.
distributor
Serial
and
The
unit.
File
and/or
or
Style
information
Claims
any
equipment
Number.
is
located
for
loss
manufacturers
the
on
rating
or
damage
label
miller
fi
9/93
Page 73

PROTECT
AWAY.
In
welding,
information
safety
Safety
HAVE
Standards
ALL
QUALIFIED
YOURSELF
PACEMAKER
in
most
as
INSTALLATION,
PEOPLE.
ARC
WARNING
AND
WEARERS
jobs,
below
given
lisl:edonthe
WELDING
OTHERS
KEEP
is
next
only
page.
to
a
exposure
OPERATION,
FROM
AWAY
certain
summary
Read
MAINTENANCE,
SAFETY
I
POSSIBLE
UNTIL.
hazards
of
the
more
follow
and
SERIOUS
CONSULTING
occurs.
Welding
complete
all
Safety
AND
PRECAUTIONS
WELDING
ARC
INJURY
YOUR
is
safety
Standards.
REPAIR
OR
DOCTOR.
when
safe
information
WORK
be
can
DEATH.
hazardous.
KEEP
precautions
will
that
PERFORMED
CHILDREN
are
be
found
taken.
ONLY
in
The
the
BY
1.
2.
3.
4.
...
NOISE
1.
1.
2.
3.
4.
1,
2.
3.
4.
ELECTRIC
Touching
or
electrically
power
live
wire
and
electrically
grounded
touch
Do
not
Wear
Insulate
mats
Disconnect
servicing
dry,
yourself
covers.
or
this
hole-free
ARC
NOISE
~
Arc
heat
and
hearing.
Use
approved
FUMES
to
Weldingproducesfumesandgases.
fumes
your
ventilate
welding
the
cleaners,
head
Keep
If
inside,
remove
If
ventilation
Read
manufacturers
and
WELDING
Sparks
flying
workpiece,
burns.
to
fire.
Protect
yourself
weld
Do
not
is
alert
all
not
that
through
go
possible,
Remove
this
Be
easily
FLYING
cause
Chipping
cool,
severe
-circuit
when
welding,
metal
all
electrical
live
from
input
power
equiprrent.
RI~YS
from
rays
and
skin.
ear
plugs
your
and
out
.
the
fumes
is
poor,
Material
instruction
and
sparks
Accidental
metal
o~iects
and
where
flying
flammables
welding
small
injury.
they
SHOCK
live
electrical
The
burns.
live
whenever
and
machine
is
power
on.
the
wire,
parts
live.
Incorrectly
equipment
parts.
insulating
work
and
or
stop
can
can
damage
the
welding
ultraviolet
~trong
from
Noise
or
ear
AND
GASES
health.
can
gases
f
the
fumes.
area
and/or
and
gases.
an
use
approved
Data
Safety
for
can
spatter
and
hot
and
contact
can
from
others
sparks
within35ft
t
cover
ghtly
and
sparks
cracks
SPARKS
and
grinding
throw
can
kill.
can
cause
can
parts
electrode
In
semiautomatic
wire
touching
isahazard.
gloves
ground
engine
burn
the
internal
reel,
installed
and
and
output
drive
the
body
using
before
eyes
welding
hearing.
process
that
rays
some
processes
muffsifnoise
hazardous
be
Do
use
Sheets
metals,
cause
off
from
fly
hot
metal,
equipment
of
cause
flying
strike
can
(10.7
them
hot
materials
and
openingstoadiacent
AND
cause
off
slag.
level
be
can
breathe
not
exhaust
air-supplied
(MSDSs)
consumables,
fire
or
the
welding
weld
can
electrode
sparks,
sparks
flammable
of
the
m)
with
approved
from
HOT
flying
fatal
shocks
work
circuit
The
input
also
are
automatic
housing,
wire
are
is
is
on.
circuits
or
roll
or
improperly
protection.
dry
insulating
intense
burn
damage
high.
or
skin;
eyes
installing
and
produce
can
can
is
hazardous
Breathingthese
to
health,
your
fumes,
the
at-the
to
arc
respirator.
and
the
coatings,
explosion.
The
arc.
fires
hot
material.
covers,
As
wire
metal.
arc.
areas.
can
welds
and
can
hot
or
If
spatter,
cause
orwelding
overheating,
and
welding
welding
METAL
metal.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
ARC
2.
3.
4.
5.
5.
6.
7.
5.
6.7.Be
8.
9.
10.
11.
1.
2.
Properly
Owners
When
conductor
Turn
Do
cables.
Do
Ground
Do
Use
damaged
Wear
Keep
RAYS
Wear
ANSI
eyes
Wear
Use
and
Wear
material
Work
wearing
welding
breathing
Do
install
Manual
making
off
all
not
use
not
wrap
the
touch
not
only
parts
a
safety
all
panels
a
welding
Z49.
when
approved
protective
glare;
protective
(wool
in
a
an
can
airissafe.
weld
not
operations.
form
highly
Do
weld
not
cadmium
weld
wearing
plated
area,
an
containing
for
Watch
can
Do
Connect
practical
unknown
Do
Remove
contact
Wear
shirt,
Wear
recommended.
Wear
fire,
that
aware
cause
weldonclosed
not
work
to
paths
not
use
stick
tip
oil-free
cuffless
approved
proper
and
ground
and
national,
connections,
input
first.
equipment
worn,
damaged,
around
cables
workpiece
electrode
well-maintained
at
once.
harness
and
covers
helmet
1
in
listed
Safety
or
welding
safety
screens
others
warn
clothing
and
leather)
confined
space
air-supplied
locations
and
heat
and
coated
steel,
is
area
air
irritating
displace
in
The
toxic
on
the
air-supplied
elements
these
and
keep
welding
the
on
to
cable
welding
and
causing
to
electrode
not
hidden
thaw
in
fire
prevent
welder
when
protective
trousers,
shield
face
protection
body
this
equipment
and
state,
attach
not
when
in
use.
undersized,
body.
your
to
if
a
in
good
contact
electrical
with
equipment.
if
fitted
working
securely
with
Standards)
above
a
proper
in
place.
to
watching.
shields
glasses.
unless
well
on
containers
the
garments
Side
barriers
or
not
made
respirator.
causing
near
rays
to
watch
foot
from
if
it
protect
the
arc.
durable,
protection.
well
is
to
and
only
Shielding
injury
degreasing~cleaning,
of
the
arc
can
gases.
such
metals,
ventilated,
respirator.
can
fire
a
a
ceiling,
side.
workasclose
current
electric
frozen
from
use.
shoes,
high
or
to
as
the
coating
and
The
coatings
off
toxic
give
extinguisher
floor,
suchastanks
to
from
traveling
shock
pipes.
holder
or
such
and
safety
protect
cut
as
a
goggles.
skin.
according
local
codes.
proper
or
poorly
(earth)
ground.
the
work
or
or
Repair
floor
level.
shadeoffilter
protect
your
recommended.
others
flame~esistant
ventilated,
gases
death.
or
bulkhead,
leather
Be
or
react
with
galvanized,
is
removed
if
necessary,
and
any
fumes
if
nearby.
or
drums.
or
the
welding
long,
and
fire
hazards.
off
welding
gloves,
cap.
Side
its
to
grounding
spliced
ground.
replace
(see
face
and
flash
from
while
or
used
for
the
sure
spraying
to
vapors
lead,
or
from
the
while
metals
welded.
partition
area
as
possibly
wire
at
heavy
shields
9/92
Sri
Page 74

2.
Protect
mechanical
Install
and
them
to
prevent
CYLINDERS
Shielding
pressure.
cylinders
gas
process,
compressed
shocks,
secure
a
stationary
or
falling
gas
If
damaged,
be
sure
gas
and
arcs.
cylinders
support
tipping.
can
explode
cylinders
a
cylinder
are
normally
treat
to
cylinders
in
an
upright
or
equipment
contain
them
from
if
damaged.
under
gas
can
explode.
of
part
the
carefully.
excessive
position
by
cylinder
high
Since
welding
heat,
chaining
rack
to
3.
4.
5.
6.
7.
8.
Keep
cylinders
circuits.
Never
allow
Use
only
fittings
designed
associated
Turn
face
Keep
protective
in
use
or
Read
arid
associated
Standards.
away
a
welding
correct
shielding
for
in
parts
from
away
cap
connected
follow
equipment,
from
electrode
gas
the
specific
condition.
good
valve
outlet
in
place
for
use.
instructions
and
CGA
welding
any
to
touch
cylinders,
application:
when
valve
over
on
compressed
publication
other
or
cylinder.
any
regulators,
maintain
opening
except
cylinder
when
gas
P-i
listed
electrical
and
hoses,
them
and
valve.
cylinder
cylinders.
in
Safety
is
a
ENGINE
Engines
ENGINE
explosion.
fuel
4~j~
1.
Keep
securely
2.
Stop
Engine
MOVING
Moving
cut
all
doors,
in
engine
SPARKS
TO
burn
Batteries
gases.
fingers
panels,
place.
before
EXPLODE;
eyes
WARNING
harmful
flammable.
can
as
and
BATTERY
skin,
acid
exhaust
can
fans,
and
BATTE
and
GASES
cause
rotors,
catch
EXHAUST
produce
FUEL
is
highly
PARTS
such
parts,
and
hands
covers,
installingorconnecting
can
cause
and
contain
gases.
cause
and
loose
guards
unit,
RY
ACID
generate
kill.
can
fire
injury.
belts
clothing.
closed
GASES
can
explosive
can
and
ENGINES
in
closed
a
any
before
fuel
to
engine
fuel.Iffuel
spill
qualified
accidental
battery
()
hair,
outside
building
while
cool
tankallow
and
loose
1.
Use
equipment
If
2.
used
from
away
1.
Stop
or
2.
3.
4.
5.
3.
4.
engine
Do
add
not
flames.
open
Allow
engine
fuel
cold
to
Do
overfill
not
Do
not
engine.
Have
only
maintenance
To
prevent
negative
5.
Keep
hands,
be
in
air
open,
vent
intakes.
hazardous.
well-ventilated
engine
can
area,
checkingoradding
if
smoking
before
before
people
troubleshooting
cable
or
fueling.
beginning
room
is
spilled,
remove
starting
from
clothing,
If
for
as
during
battery.
and
exhaust
fuel.
unit
is
near
possible,
job.
fuel
to
clean
up
guards
necessary.
servicing,
tools
away
areas.
outside
any
check
expand.
before
or
disconnect
from
sparks
and
starting
covers
moving
and
or
add
for
parts.
6.
1.
2.
3.
4.
5.
Reinstall
finished
Always
Stop
engine
cables.
Do
not
Do
not
Observe
panels
and
wear
allow
use
correct
before
a
before
tools
welder
or
guards
starting
face
hield
s
to
cause
to
charge
polarity
close
and
engine.
when
working
disconnecting
when
sparks
batteries
and
(+
on
)
when
doors
on a
or
connecting
working
or
jump
batteries.
servicing
battery.
battery
a
on
battery.
start
vehicles.
is
~
(-~
~
in
Safety
Welding
Safetyand
dent
D.C.
Recommended
Cutting
can
ciety,
National
tection
sri
Society,
of
Documents,
20402.
of
Welding
550
Electrical
Association,
9192
Welding
STEAM
COOLANT
skin.
The
under
550
Health
Safe
Containers
Society
N.W.
LeJeune
AND
coolant
pressure.
and
Cutting,
NW.
LeJeune
Standards,
Government
U.S.
Practices
Have
That
Standard
Rd,
NFPA
Code,
Batterymarch
can
in
the
ANSI
OSHA
for
Held
AWS
Miami,
Standard
PRESSURIZED
burn
adiator
r
Standard
MiamiFL33126
Rd.
29
CFR
Printing
the
Preparation
Hazardous
F4.1,from
FL
33126
70,
Park,
Quincy,
face,
eyes,
be
can
very
PRINCIPAL
from
Z49.1,
from
1910,
Office,
Washington,
for
Welding
Substances,
American
from
National
MA
02269.
HOT
and
ho
and
t
SAFETY
American
Superinten
and
Ameri
Fire
So
Pro
Welding
Do
1.
to
2.
Wear
Allow
3.
STANDARDS
Safe
Handling
from
P-i,
Suite
way,
Code
for
Canadian
levard,
Rexdale,
Safe
Practices
ANSI
tion,
Institute,
And
Cutting
Fire
Protection
not
cool.
gloves
pressuretoescape
Compressed
501,
radiator
remove
and
of
Compressed
Gas
Arlington,
put
SafetyinWelding
Standards
1430
Association,
Ontario,
For
Occupation
Standard
Broadway,
Welding
Processes,
Association,
Z87.1,
when
cap
a
over
rag
before
Gases
Association,
VA
22202.
and
Cutting,
Standards
Canada
New
And
from
York,
NFPA
M9W1R3.
Educational
Batterymarch
engine
area
cap
completely
in
Cyfinders,
1235
CSA
Sales,
American
NY
10018.
Standard
Park,
is
hot.
when
Jefferson
Standard
178
EyeAnd
National
SiB,
Quincy,
Allow
removing
removing
CGA
Pamphlet
Davis
WI
17.2,
Rexdale
Face
Standards
from
MA
engine
cap.
cap.
High
from
Bou
Protec
National
02269.
Page 75

PRECAUTIONS
PROTEGEZ-VOUS,
ENFANTS
SAPPROCHIER,
AINSI
SECURITE
DE
E
EN
GARDE
QUE
LES
LES
AUTRES,
PORTEURS
NI
CONTRE
DE
STIMULATEUR
LES
BLESSURES
CARDIAQUE
EN
LE
GRAVES
SOUDAGE
SOUDAGE
POSSIBLES
MOINS
(A
QUILS
A
LARC
OULAMOnT.
NAIENT
A
LARC
est
dangereux.
NE
LAISSEZ
CONSULTE
PAS
UN
MEDECIN).
LES
Le
soudage,
precautions.
respectez
SEULES
toutes
DES
comme
Les
consignes
ces
PERSONNES
Ia
plupart
nonnes.
des
de
sØcuritØ
QUALIFIEES
DESSAI.
LELECTROCUTlON
Une
dechargo
bn~lergravement.
sont
sous
les
circuit:~
tension
automatiquoousemi-automatique
roquette,
le
metalliques
matØnels
mal
1.
Ne
touchez
2.
Portez
3.
lsolez-vousdola
de
petits
DØconnectez
4.
moteur
C~
logement
en
des
avant
des
contact
pas
gants
avec
ou
a
et
installØs
tlE~
isolants
tapis
Ia
pnse
deesinstallerouden
RAYONNEMENT
Le
brUler
electnquo
:ension
internes
desIamise
dentrainement
galets
fil
le
de
mal
misaIa
des
piŁces
vØtements
des
a
souderetde
autres.
ou
dentrØe
les
yeux
L.Ølectrode
au
endommager
de
ultraviolets
bruit
cause
1.
Portez
appropnØe
vous
pour
Larc
intenses,
cortains
par
un
casque
(consultez
proteger
sDudage
susceptiblos
procØdes
de
1
soudeur
Ia
norme
visage
produit
et
activitØs
suivantes
peut
peut
demarrage.
matØriels
des
en
ce
avec
fil,
soudage
terre
tension.
sous
isolants,
miseaIa
Ia
des
matŁriels
faire
Ia
et
peau;
I
ouie.
une
brUler
do
endommager
pout
avec
ANSI
los
youx
industrielles,
font
ne
DOIVENT
Œtre
tuer
vous
le
circuit
et
Le
circuit
sont
dernier,
et
toutes
sous
dangereux.
secsetnon
terre
ou
Ientretien.
LARC
Ie
BRUIT
chalour
yeux
filtrant
indiquŁe
vous
En
le
tension.
ot
et
louIe.
marche.
sont
sont
DE
les
Łcran
Z49
lorsquo
expose
rØsumer
que
FAIRE
DES
mortelle.
vous
ou
de
soudage
dentrØe
aussi
sous
soudage
support
les
piŁces
Des
trouØs.
au
moyen
arrØtez
leur
peut
peut
des
rayons
Ia
peau.
do
teinto
ci-aprŁs),
soudez
a
et
de
Le
ou
~ertains
risques.Lesoudage
rinfomiation
TRAVAUX
Veillezainstaller
5.
manuel
locaux
ArrŒtez
6.
7.
Nutilisez
calibre
Nenroulez
8.
Mettez
9.
terre.
Ne
10.
circuit
11.
Nutilisez
sur-le-champ
Portezunharnais
12.
Fermez
13.
que
Portez
2.
sont
3.
Entourez
protection
les
Portez
4.
et
Portez
5.
si
contenue
dans
DINSTALLATION,
dutilisation
applicables.
matØnels
los
tous
trop
ala
touchez
de
solidement
vous
des
recommandØos.
obsorvateurs
des
chaussures
des
un
le
nivoau
de
pas
petits.
pas
terre
pas
soudage
des
que
les
observez
lunettes
laire
contre
vØtoments
casque
bruit
de
cables
de
a
de
nest
pas
les
normes
DE
REPARATION,
matØriels
ces
los
codes
et
aprŁs
uses,
cables
autourdovotre
tOlo
a
souder
lØlectrode
a
(terre).
matØnelsenbon
piŁces
endommagees.
sØcuntØ
de
tousles
panneaux
IexØcution
sØcuntØ
do
soudage
les
do
antibruitoudes
coups
no
en
sØcuritØ.
de
est
darc
pas
tissus
ØlovØ.
regardor
dangereux
lorsquon
ØnumØrØes
eta
mettre
es
nationaux,
utilisation.
endommagØs,
corps.
dune
moyen
Œtes
Øtat.
RØparez
travaillezenhauteur.
los
et
soudure.
si
si
au
vous
vous
dune
approuvØes.
ridoauxoudo
do
ou
lOblouissement;
Iarc.
ignifugo
durable
bouchons
ci-aprŁs.
DENTRETIEN
ala
terre
provinciaux
mal
ØpissØs
bonne
contact
en
ou
capots.
Des
Øcrans
(lame
doroillo
prend
Lisez
selon
ou
prise
avec
remplacez
latØraux
cloisons
avortissez
et
cuir)
approuvØs
des
et
ET
le
et
de
do
10
do
I
A
2.
IintØrieur,
ventilØe
Si
Ia
ventilation
3.
dair
approuvØ.
4.
Lisoz
rolatives
revŒtements
metallique
incendie.
1.
2.
3.
4.
pout
Protegez-vous,
projections.
Ne
soudoz
atteindre
Enlevez
metres
10,7
bches
des
MØfiez-vous
de
penŁtrer
fissures.
ou
I
VAPEURS
Les
dangereuses
~
U
Le
soudao
est
dangereux
Ecariez
1.
fumØes.
assurez-vous
los
ou
que
est
fiches
es
sigiialŁtiques
aux
mØtaux,
et
aux
SOUDAGE
Le
une
ou
Larc
produit
chaleur
elles
peuvent
contact
provoquer
ainsi
darisunendroitodos
pas
matØriaux
des
les
toutes
autourdo
approuvÆes.
des
Łtincellesetdes
des
dans
___________________________________________
pour
degage
do
respiror.
10
visage
fumØes
mauvaise,
produits
quo
los
et
portez
aux
nettoyants.
peut
explosion.
des
causer
axidontol
des
les
quo
inflammables.
rnatiŁres
arc,
aires
Øtincellesotdos
degagee
Øtincolles,
autres,
inflammablos
couvrez-les
ou
adjacentes
intense
ET
LES
sante.
Ia
des
vapours
pour
lairo
vapours
un
los
et
consignos
produits
causer
par
incondieetdos
un
do
IØlectrode
un
contre
Øclats
par
FUMEES
fumØes
des
of
Øviter
de
rospirer
do
soudago
sont
aspirØos
respirateur
consummablos,
a
Łchauffement
soigneusemont
brOlants,
de
adduction
du
incendie
un
projections.
tle
los
et
brlures.
avec
los
Øtincelles
Øtincelles
dans
un
susceptibles
ouvertures
petites
sont
quil
les
bien
est
a
arc.
fabncant
aux
Avoc
Ia
matØriels,
Le
Un
objet
ou
un
los
et
pouvont
de
rayon
avec
No
5.
sinon,
de
blessures
respiration.
Ne
6.
nettoyago
peuvent
toxiques
7.
Ne
en
tout
fumØes
un
MØfiez-vous
5.
Ia
main.
Noubliez
6.
cloison
Ne
7.
tonneau.
Connectez
8.
do
long
dincendie.
Ne
9.
Vidoz
10.
contact
11.
Portez
cuir,
chaussures
portez
ou
ou
dans
un
peuvent
Ia
pas
de
travaillez
soudage
soudez
reagir
irritants.
et
soudez
pas
cadmium
sans
revØtement
toxiques.
pas
une
ou
pas
10
inconnu,
pas
votre
carquois
aprŁs
vŁtoments
des
chemise
a
des
quune
cable
pour
dOgeber
be
montantes
respirateur
soudez
soudage
et
faites
uno
un
respirateuraadduction
deplacer
mort.
a
proximitØ
pulvensation.
des
avoc
fobs
do
les
en
qui
Assurez-vous
adduction
incendies
soudure
paroi
peut
un
recipient
de
empØchor
ot
prØvonir
porte-electrodes
confine
ospace
loxygene
Assuroz-vous
doperations
La
vapeurs
galvanisØes
avoir
grattees
contiont,
dune
dair
Si
et
gardez
sur
enflammer
en
fermØ,
10
courant
ainsi
tuyaux
be
soudago
des
quo
dair.
quo
chaleur.et
former
ot
ou
a
fond,
peuvent
bonne
cest
un
un
plafond,unplancher,
comme
plus
los
risques
avec
ou
soudage.
non
un
pantabon
huibeux,
protecteurs
Øpaisse,
et
un
casque.
sil
ost
Les
gaz
lair
do
lair
est
do
dØgraissage,
los
rayons
des
gaz
plaqueos
car
ces
alors
ventilation
nØcessaire.
extinctour
ctØ.
lautro
reservoir
un
prŁs
possible
do
suivre
dØbectrocution
chalumeau.
un
coupez
tols
sans
bien
ventilØ;
protocteurs
et
causer
propre
do
hautement
en
p10mb
mØtaux,
degagor
et
portez
a
portØe
ou
do
Ia
un
parcours
fib
0
au
des
gants
rovers,
des
a
do
larc
ou
des
de
une
un
tOle
tube-
en
des
Ia
et
of
Page 76

>
ETINCELLES
LES
PROJECTIONS
causer
Le
des
piquage
blessures.
le
et
meulage
ET
LES
BRULANTES
produisent
peuvent
des
Øclats
metal.
En
1.
PortezunØcran
Des
2.
de
Portez
refroidissant,
Øcrans
vŒtements
des
facialoudes
latØraux
Ia
sont
recommandØs.
de
protection
soudure
lunettes
peut
projeter
a
coques
individuelle
du
laitier.
approuvØes.
appropriØs.
du
partie
1.
Les
chaleur
2.
Enchamnez
cadre
3.
~Eloignez
2.
Ne
1.
Assurez-vous
protecteurs
2.
Avant
moteur.
Seules
3.
BOUTEILLES
Les
exploser.
Les
bouteilles
haute
pression.
exploser.
procØdØdesoudage,
bouteilles
intense,
verticalement
fixe
pour
es
Comme
doivent
les
chocs
les
empŒcher
bouteilles
de
MISE
DECHAPPEMENT
GAZ
ETRE
VENT
moteurs
CARBURANT
explosion.
carburant
le
ArrŒtez
carburantoude
le
plein
PIECES
des
en
piŁces
des
rotors
et
mains,
les
bien
ou
ou
portes,
fermØs.
de
es
que
personnes
faites
dinstaller
des
Les
PEU
Les
nocits.
Le
une
Le
1.
pas
Des
causer
Des
des
et
sont
contiennent
Des
bouteilles
les
traitez-les
Œtre
protØgØes
les
et
arcs
bouteilles
es
de
tomber
circuit
tout
GARDE
EN
MORTELS.
produisent
peut
hautement
est
moteur
faire
fumant
en
MOUVEMENT
EN
blessures.
mouvement,
courroies
accrocher
les
connecter
qualifiØes
endommagØes
des
protecteurs
gaz
endommagØes
bouteilles
avant
panneaux,
un
font
sam.
avec
contre
de
soudage.
a
un
dŒtre
ou
Ølectnque
D
des
gaz
causer
inflammable.
verifier
de
le
plein.
ou
proche
telles
peuvent
vŒtements
des
systŁme,
doivent
support
ou
ES
dechappemertt
un
des
couper
es
dØmonter
peuvent
sous
peuvent
normalement
es
sources
a
ou
renversØes.
de
soudage.
MOTEURS
incendle
le
niveau
dune
source
peuvent
ventilateurs,
les
doigts
amples.
et
capots
arrŒtez-en
des
de
ou
de
les
4.
Empechez
5.
Nutilisez
des
spØcifique:
bon
Ne
6.
louvrant.
7.
Remettez
Lisez
un
8.
comprime
P-i
Les
1.
Utilisez
bien
2.
Si
vous
fumØes
des
tout
contact
des
que
flexiblesetdes
Øtat.
mettez
et
de
ces
pas
le
chapeau
respectez
et
aux
Ia
CGA,
matØrielsetles
ØnumØrØes
MOTEURS
des
machines
ventilØes.
utilisez
dechappement
dair
pnses
du
entre
bouteilles
raccords
le
visage
de
les
consignes
matØriels
peuvent
a
des
machines dans
doivent
bÆtiment.
bouteille
lextØrieur
bouteille
une
de
protecleur,
gaz
concus
pour
connexes
piŁces
devantlerobinet
utilisation.
apres
relatives
connexes,
dans
Œtre
aux
ainsi
les
normes
Œtre
dangereux.
dans
des
un
envoyØes
endroit
et
electrode.
une
des
dØtendeurs,
chaque
doivent
de
bouteille
bouteilles
Ia
publication
que
ci-dessous.
aires
confine,
a
lextØneur,
application
Œtre
en
en
de
gaz
ouvertes
et
les
loin
I
I
I
~
~
I
dØtincelles
Si
3.
cest
carburant
de
4.
Ne
faites
lespace
5.
Faites
attention
carburant
protecteurs
nØcessaire.
Pour
4.
empŒcherundemarrage
lentretien,
negative.
5.
Napprochez
mouvement;
le
amples
RŁinstallez
6.
aprŁs
moteur.
des
dune
ou
possible,
ou
le
pas
son
pour
de
renversØ
des
ou
dŁbranchez
pas
elles
des
outils.
et
les
capots
travaux
flamme
laissez
le
vØnfier
den
de
plein
expansion.
ne
renverser
pas
avant
capots
le
les
mains
peuvent
ou
dentretien
nue.
moteur
le
niveau
carburant
de
faire
faire
pour
accidentel
cable
ou
aussi
les
protecteurs
et
refroidir
avant
debut
au
a
bord
ras
de
carburant.
dØmarrer
daccumulateur
les
avant
lentretien
dun
cheveux
accrocher
et
de
le
fermez
faire
faire
de
du
soudage.
:
prØvoyez
Nettoyez
moteur.
le
ou
dØpannage
systŁme
a
de
des
dØmarrer
le
plein
tout
pendant
Ia
borne
piŁces
vØtements
les
portes
de
en
le
in
Safety
Society,
and
Safety
of
Documents,
20402.
Recommended
of
Cutting
AWS
F4.1,
FL
Miami
National
Association,
srlt
9191
E11NCELLES
Des
UNACCLJMULATEUR;
ACCUMULATEUR
yeux.
accumulateurs
Les
dØgagent
1.
Portez
VAPEUR
La
REFROIDISSEMENT
PRESSION
veux
Le
liquide
brUlant
Weldingand
550,
Health
Containers
American
33128.
Electrical
N.W.
U.S.
Safe
Cutting
LeJeune
Standards
Government
Practices
That
Code
Batterymarch
des
toujours
ref
de
et
sous
norme
Rd.,
Have
Welding
norme
Park,
peuvent
peut
contiennent
vapeurs
explosives.
un
ET
peuvent
roidissement
pression.
ANSI
Miami
OSHA
29
Printing
For
the
Preparation
Hazardous
Held
Society,
70
NFPA,
Quincy,
FAIRE
LELECTROLYTE
Ia
brUler
de
facial
Øcran
LE
en
LIQUIDE
BRLANT
brUler
FL
CFR
Ia
dun
radiateur
PRINCIPALES
Z49.1,American
33128.
1910,
Substances
N.W.
National
02269.
Superintendent
Washington
For
Fire
Office,
550,
MA
EXPLOSER
DUN
les
et
peau
lØlectrolyte
travaillant
et
sur
DE
sous
et
peut
es
etre
peau
NORMES
Welding
D.C.
Welding
LeJeune
and
norme
Rd.,
Protection
accumufateur.
un
ArrŒtez
2.
3.
4.
5.
1.
2.
3.
DE
Safe
Compressed
501,
Arlington,
Code
ciation
Boulevard,
Practices
Safe
norme
jj~,
Broadway,
Cutting
Protection
le
moteur
cables
daccumulateur.
Nutilisez
accumulateur.
Nutilisezpasunpostedesoudage
connecter
ou
Utilisez
Ia
avantdeconnecter
des
que
outils
provisoirement
correcte
polantØ
anti-Øtincelles
pourchargerun
vØhicule.
un
et
(+
-)
Notezpaslebouchonderadiateurtantquelemoteurnapas
refroidi.
Mettezdesgantsetposezuntorchonsurlebouchonpourloter.
Laissez
bouchon.
Ia
pression
sechapper
avant
SECURITE
Handling
for
Safety
canadienne
Rexdale,
ANSI
New
Welding
and
Association,
of
Compressed
Gas
Association,
Va
22202.
in
Welding
de
normalisation,
Ontario,
for
Occupation
Z87.1,American
York,
Processes
NY
Gases
Jefferson
1235
and
Cutting
Standards
Canada
and
Educational
National
10018.
norme
Batterymarch
Park,
ou
pour
de
laccumulateur.
doter
in
Cylinders
Davis
norme
M9W
1
R3.
Eye
Standards
B
51
NFPA,
Quincy,
de
dØconnecter
travailler
accumulateur
complŁtement
document
Highway,
Wi
CSA
Sales,
and
MA
17.2,
176
Face
Institute,
National
02269.
Rexdale
Protec
sur
P-i,
Suite
Asso
1430
Fire
des
un
le
Page 77

222424252526
NOTE
The
following
of
the
EffectsofPower
Background
Government
large
cellular
establish
produce
of
very
undeTstanding
single
allow
risk
or
avoid
or
is
U.S.
Congress,
Paper,
Printing
volumeofscientific
level
and
that
low
changes
high
quality,
does
coherent
draw
to
us
offer
clear
to
potential
~
a
quotation
Offics
Frequency
OTA-BP-E-53
Officl3,
from
studi3s
frequency
in,
biological
the
not
framework.
definite
science-based
risks.
the
from
of
Technology
Electric
May
findings
animals
with
magnetic
systems.
results
allow
yet
Even
conclusior~s
EMF
Considerations
Magnetic
General
1989):
based
are
us
more
advice
Conclusions
Assessment,
&
Magnetic
(Washington,
~.
there
.
on
experiments
and
people
fields
can
While
most
complex.
to
interpret
frustrating,
about
questions
on
strategies
TABLE
Fields
is
now
which
interact
this
of
Current
evidence
the
it
does
of
to
INFORMATION
About
Biological
DC:
Section
Fields
U.S.
a
very
the
at
clearly
and
with,
work
is
scientific
in
a
not
yet
possible
minimize
OF
Welding
To
procedures:
1.
2.
3.
4.
5.
About
The
recommended
complete
CONTENTS
The
And
reduce
magnetic
cables
Keep
Do
coil
not
welding
cables
Arrange
Keep
practical.
Connect
work
possiblp.
Pacemakers:
above
information.
Effects
fields
close
together
to
one
drape
power
cables
or
clamp
procedures
for
pacemaker
Low
Of
in
by
and
side
around
source
to
workpiece
are
Frequency
the
workplace,
twisting
from
away
the
and
cablesasfar
close
as
among
wearers.
or
taping
the
body.
to
those
Consult
Electric
the
use
them.
operator.
as
away
weld
the
also
your
And
following
as
normally
doctor
for
SECTION
SECTION
2-1.
2-2.
SECTION
3-1.
3-2.
3-3.
3-4.
3-5.
SECTION
SECTION
5-1.
5-2.
5-3.
SECTION
SECTION
7-1.
7-2.
-
SAFETY
1
2-
SPECIFICATIONS
Volt-Ampere
Duty
Cycle
INSTALLATION
3-
Selecting
Selecting
Connecting
Remote
Connecting
OPERATION
4-
MAINTENANCE
5-
Routine
Overload
INFORMATION
Curves
A
Location
And
Preparing
To
Weld
14
Receptacle
Input
Maintenance
Protection
Troubleshooting
ELECTRICAL
6-
7
TUNGSTEN
Selecting
Preparing
Tungsten
Tungsten
And
Output
Information
Power
&
TROUBLESHOOTING
DIAGRAMS
ELECTRODE
Electrode
Moving
Weld
Terminals
Welding
Output
And
Power
Cables
Connections
Source
2
2
3
4
5
6
7
9
13
14
14
17
20
21
SECTION
Figure
Figure
Figure
Figure
Figure
Figure
8-
8-1.
8-2.
8-3.
8-4.
8-5.
8-6.
PARTS
LIST
Main
Assembly
Panel,
Terminal
Switch,
Rear
Assembly,
PB
Rectifier,
Panel,
Front
w/Components
SCR
w/Components
Pri
OM-168256-4/94
Page 78

Page 79

-
1
SECTION
Read
all
safety
messages
Obey
Learn
all
the
safety
meaning
messagos
of
WARNING
throughout
avoid
to
SAFEETY
this
injury.
CAUTION.
and
manual.
INFORMATION
modl.1
2/93
-
1
~
5
6
2 2
t~!~!f~
;i~ii~ieiI
ELECTRIC
Do
Disconnect
instsiling
a
WA~~
NOTE
not
touci
~
SHOCK
live
input
or
servicing.
~
can
electctdai
power
Turn
~
kill
pacts.
betorejj_4
Off
switch
when
Figure
SECTION
3
CAU
READ
Section
using
1
2
tlI1~~U
MOVING
Keep
Keep
w~
SAFETY
high
-1.
-
BLOCKS
3-1
before
frequency.
Safety
Information
SPECIFICATIONS
-
PARTS
from
away
moving
all
panels
at
and
start
proceeding.
can
covers
injure.
pacts
closed
of
1
I
I
1
Safety
2
SignaJ
WARNING
serious
or
CAUTION
or
injury
happen.
3
Statement
Result
4
Safety
Hazard
5
Hazard
6
Safety
Read
safety
bol
shown.
7
NOTE
Special
ation
Alert
Symbol
Word
means
possible
can
injury
means
equipment
InstructionsToAvoid
Symbol
Banner
instructions
related
not
Of
blocks
happen.
possible
damage
Hazard
(if
for
for
to
safety.
death
minor
can
And
Available)
each
sym
best
oper
Of
Type
Welding
Max
Open-Circuit
Of
Type
Overall
Amperes
Input
Rated
Weld
KVA/KW
Amperage
Weight
Specifications
Output
Process
Voltage
Power
Input
Dimensions
Rated
At
Output
UsedAtRated
Range
Output
Output
Table
Constant
Shielded
70
Volts
DC
Current/Direct
Metal
Three-Phase;
See
102
59AAt380V,
A
56
54AAt
510
38.8
Low:
High:
Net:
Ship:
3-2
Figure
A
At
220
At
400
415
Amperes,
kVAI25.6
-
20
270
37-510
543
lb
(246
568
lb
V,
V
2-1.
220,
V,
41
kW
A;
A
(258
Arc
Volts
kg);
kg)
Welding
Current
(SMAW)
380,
400,
DC
At
Aid
or
35%
Power
(CC/DC)
Gas
Tungsten
Volts
415
Duty
Source
Description
Arc
50/60
AC,
Cycle
(see
-
(GTAW)
Hz
Section
Welding
2-2)
OM-168
256
Page
1
Page 80

2-1.
Volt-Ampere
Curves
The
volt-ampere
amperage
the
welding
of
the
Range
500
and
other
curves
600
maximum
output
minimum
and
of
Curves
tween
200
B.
300
High
400
DC
AMPERES
A.
Low
Range
70
60
60
40
0
>
30
C)
a
20
10
0
0 60
100
150
200
DC
250
300
AMPERES
350
400
450
500 550
600
60
60
40
30
C)
a
20
10
0
0
100
curves
capabilities
power
settings
shown.
700
800
show
voltage
source.
fall
900
the
be
2-2.
WELDING
Do
Duty
weld
not
Minutes
Cycle
4A
LONGER
rated
at
0
load
10
35%
CAUTION
THAN
Duty
longer
Definition
Duty
minutes
rated
Cycle
RATED
than
shown
Cycle
that
load
At
510
DUTY
below.
is
percentage
unit
without
Amperes
Figure
2-1.
CYCLE
of
10
weld
can
at
overheating.
Volt-Ampere
can
damage
1200
Ui
uJ
0.
9
Ui
Curves
unit
I00
400
300
and
void
Chart
ssbl.1
10/91
warranty.
SB-084
850-A/SB-084
wam7.1
845-A
8/93
OM-168
3-1/2
256
Minutes
Page
welding
2
6-1/2
Minutes
Figure
Resting
2-2.
Duty
0
Cycle
30
20
20
DUTY
z
CYCLE
-
Ref.
.2
8/93
sbl
SB-000
865-D
Page 81

SECTION
3-
INSTALLATION
3-1.
Movement
Location
Selecting
A
ELECTRIC
Do
not
Disconnect
energized
power
FIRE
O~R
placing
bustible
Do
not
surfaces.
Do
not
BLOCK:ED
heating
Do
not
Warranty
And
Airflow
Location
WARNING
SHOCK
touch
bource.
unit
surfaces.
locate
~nstall
and
Dlock
i:s
void
electrical
live
input
supply
EXPLOSION
on,
unit
unit
near
AIRFLOW
possible
filter
or
if
any
power
line
over,
on,
airflow.
type
And
kill.
can
parts.
conductors
BEFORE
can
or
or
over,
flammables
causes
damage
of
filter
OR
_______________________________________
Moving
from
moving
result
near
combustible
near
unit.
to
is
used.
Welding
do-
welding
from
com
over
Power
Source
FUMES
FRESH
TILATION
Do
not
Place
supply
FALLING
serious
damage.
Use
lifting
cylinders,
Use
equipment
2
-
be
can
AIR
can
breathe
welding
unit
only
and
proper
EQUIPMENT
personal
to
eye
or
any
of
1
2
Use
move
If
beyond
3
Use
power
4
Locate
er
hazardous;
AND
be
harmful.
fumes.
where
there
ventilation.
Injury
lift
unit
only,
other
accessories.
adequate
Ufting
Eye
Forks
Ufting
lifting
unit.
using
lifting
opposite
Rating
label
rating
needs.
Une
Disconnect
unit
supply.
PROPER
is
and
NOT
capacity
or
eye
forks,
side
Label
to
correct
near
LACK
fresh
a
good
can
cause
equipment
running
gear,
lift
to
the
Swamll.l
forks
lifting
extend
of
unit.
determine
Device
input
OF
VEN
air
gas
unit.
3/93
to
forks
Input
pow
in
18
mm)
(460
FIgure
3-1.
Movement
And
LocatIon
Of
Welding
4
(460
18
in
mm)
Power
ssb9.1
Source
12/93
-
5T-800
402
OM-168
/
ST~o00
256
599-H
Page
3
Page 82

NOTE
~
Overall
dimensions
(A,
B,
and
C)
include
lifting
eye,
handles,
hardware,
etc.
Figure
3-2.
0
Overall
Dim
Front
G
ensions
~
~-
And
Inches
30-1/4
A
B
r-
F
Base
Mounting
Hol
e
22-3/4
C
35-3/4
D
E
32-3/4
F
G
H
7I16Dia.
4
Layout
1-1/2
1-1/8
20
Holes
Millimeters
769
578
908
38
832
29
508
11
Dia.
4
Holes
ST-153
3-2.
Selecting
Needed:
Tools
And
Preparing
Weld
Output
Cables
For
Length
Circuit
Example,
Total
=20
Cable
In
Weld
ft
(6
m)
1
Weld
Output
Determine
weld
circuit
cable
shortest
not
use
Terminal
lugs
and
work
to
and
weld
Insulated
GTAW
according
Work
onto
Use
clamp
Clamp
amperes.
proper
Use
Do
2
Use
capacity
ing
er,
3
4
Install
instructions.
5
Install
Cable
cable
total
maximum
and
Table
size.
cables
damaged
Lug
of
proper
size
hole
or
output
Electrode
Torch
to
cable.
work
length
welding
3-1
select
to
possible.
cables.
amperage
for
connect
electrode
terminals.
manufacturers
hold
Holder
in
OM-168
256
Page
z=~
3-3.
Figure
4
Selecting
And
Preparing
Weld
Output
Cables
sD6.5
11192
S-0752
Page 83

100
10To60%
Duty
Cyclie
ft
(30
m)
Or
60
Duty
Thru
Total
Less
Cycle
100%
Table
Cable
3-1.
(Copper)
150ft
(45
m)
Weld
Length
I
Cable
200ft
(60
m)
In
Slze*
Weld
I
J
10
Circuit
250ft
(70
Thru
m)
100%
Not
Exceeding
I
300ft
(90
Duty
m)
Cycle
I
350ft
(105
m)
I
40Qft
(120
m)
Weld
3-3.
cable
size
(AWG)
Connecting
4
3
3
2
1
1/0
1/0
2/0
3/0
4/0
4/0
2-2/0
2-2/0
is
b
asedoneither
To
Weld
4
3
2
1
1/0
2/0
2/0
3/0
4/0
2-2/0
2-2/0
2-3/0
2-3/0
4
volts
a
Output
4
2
1
1/0
2/0
3/0
3/0
4/0
2-2/0
2-3/0
2-3/0
2-4/0
2-4/0
less
or
drop
Terminals
2/0
3/0
4/0
2-2/0
2-3/0
2-3/0
2-4/0
3-3/0
3-4/0
3-4/0
4-4/0
4-4/0
circular
1
mils
3
1
1/0
2/0
3/0
4/0
4/0
2-2/0
2-3/0
2-4/0
2-4/0
3-3/0
3-3/0
current
or
a
density
2
-
1/0
2/0
3/0
4/0
2-2/0
2-2/0
2-3/0
2-4/0
3-3/0
3-4/0
3-4/0
4-3/0
ofatleast
300
per
1/0
3/0
4/0
2-2/0
2-3/0
2-3/0
2-4/0
3-3/0
3-4/0
3-4/0
4-4/0
4-4/0
ampere.
1/0
3/0
4/0
2-2/0
2-3/0
2-4/0
2-4/0
3-3/0
3-4/0
4-4/0
4-4/0
S-0007-D
~==~
Tools
E
LECTRIC
Needed:
~3/4in
Do
Turn
~JVARNING
I
not
Off
SHOCK
touch
welding
live
electrical
power
can
source,
kill.
parts.
and
1
NJ
Positive
Rout
al/cables
o
disconnect
Negative
under
inpuI~
bar.
2
power
before
making
any
weld
output
Turn
door.
1
2
For
connect
terminal
to
For
reverse
Close
connections.
screw
Positive
minal
Negative
Terminal
Electrode
work
and
(+)
positive
Electrode
cable
door.
and
open
Weld
(+)
Weld
()
Positive
cable
electrode
terminal.
Negative
connections.
swaml2.1
lower
Output
Output
to
negative
holder
Ref.
ST-155
2/93
access
Ter
(DCEP),
()
cable
(DCEN),
048-A
Figure
3-4.
Weld
Output
Connections
OM-168
256
Page
5
Page 84

3-4.
Remote
14
Receptacle
Information
And
Connections
2
1
2
Keyway
3
Plug
4
Threaded
To
connect
keyway,
threaded
Remote
(See
14
Table
to
insert
collar.
Receptacle
3-2)
Collar
receptacle,
and
plug,
Rd
align
tighten
The
remaining
A
REMOTE
ouTpuT
(CONTACTOR)
AMPERAGE
sockets
are
.-
OR
Table
14
not
used.
Socket*
Figure
A
B
C
0
E
3
3-2.
24
Contact
+10
Remote
0
to
3-5.
Remote
-
volts
volts
+10
Remote
ac.
closure
dc
output
control
volts
14
to
circuit
dc
14
Socket
Socket
A
completes
to
remote
common.
command
input
Connections
Information
information
24
volts
control.
signal
sb7.1
-
ac
from
12/93
contactor
remote
-
Ref.
ST-000
control
control.
599-H
circuit.
Ref.
/
S0004-A/S-0750
OM-168
256
Page
6
Page 85

3-5.
Connectin~i
I
ELECTRIC
Do
touch
not
Off
Turn
Have
Installation
welding
only
Input
Power
WARNING
SHOCK
live
electrical
power
qualified
must
persons
meet
National
can
source,
kill.
parts.
install
Electrical
and
unit.
disconnect
Code
input
and
all
power
other
before
codes.
inspecting
or
installing.
swam3.1
2/93
A.
Positioning
Jumper
Links
input
for
the
input
top
jumper
Voltage
at
jumper
Terminal
Voltage
links
220
top
Figure
allow
operation
voltages
highest
voltage
and
right
links.
Label
links
with
unit
Board
Jumper
match
to
220
use
volts
and
side
3-7.
and
input
available
side
and
label.
input
input
Jumperlinks
ferent
set
ry
2
Check
site.
Remove
check
1
Input
Look
link
position
2
Input
3
Input
Move
For
example,
when
tion
available.
Reinstall
to
on
are
voltage.
panel
compare
Links
voltage.
volts
power
panel
on
facto
posi
or
dif
at
to
is
go
~oo~
'Li
C~~J1J
220
~oo~
'L2~L3
Tools
VOLTS
Needed:
~3/8in
t~oo~
3/8
in
oo~oo
'L.f
Figure
380
3-6.
VOLTS
oo~OO
2~3
Input
oo~oo
Voltage
ooo~o
~1
Jumper
400
ooo~o
'L~L3
Links
VOLTS
\
~
Location
o~ooo
I
~Li
VOLTS
415
o~ooo
'L2'L3
2192Ref.
ssbs.r
OM-168
o~ooo
S-134
ST-094
256
559-A
782-E
Page
7
Page 86

B.
Connecting
Input
Power
Tools
-
Needed:
3/8
in
3/8
Have
this
1
2
3
Select
Table
comply
local
properamperage
rect
4
Insert
relief.
5
6
7
Connect
ground
input
8
Install
conductor
conduit
gized
Connect
then
Be
to
an
Reinstall
9
Select
Table
in
line
connect
qualified
only
installation.
Disconnect
Line
Proper
Rating
Conductors
Input
Grounding
size
Conductor
3-3.
with
electrical
hole
size.
Relief
Strain
conductors
Terminal
Input
Line
Terminals
grounding
terminal
conductors
and
and
or
equivalent
line
disconnect
grounding
line
input
grounding
earth
ground.
side
type
Install
3-3.
switch
Power
Terminal
ssba4
Welding
Ground
Disconnect
Terminal
sure
Overcurrent
disconnect
persons
Conductor
and
national,
codes.
capacity
Connector
through
Board
Source
first.
line
to
Device
connect
input
conductor
conductors.
conductor
panel.
Protection
and
into
device
shown).
1)94-ST-094
make
Device
Of
length
Then
conductors
rating
state,
Use
lugs
and
conductor
connect
terminals.
Ground
grounding
to
deener
device.
using
must
and
cor
strain
first,
goes
size
using
deenergized
(fused
dis
762-E
of
to
in
Input
Voltage
Input
Amperes
Recommended
Breaker
Conductor
Input
Max
Input
Grounding
These
values
1
Recommended
fuse
allows
2
conductor
Input
31
(Table
Maximum
3
210-19(a)
4
The
grounding
than
input
OM-168
256
Rating
Conductor
Conductor
are
circuit
or
of
0-16
length
21
and
conductor
conductor
Page
At
Rated
Standard
In
Amperes
In
Size
Length
Size
calculated
fuseorcircuit
breaker
sizeisfor
insulated
NEC).
is
to
prevent
5-2(b)ofNEC).
shall
(Article
8
Table
Output
Fuse
Or
Circuit
AWGJKcmiI2
in
Feet
In
AWG/KcmII4
the
from
breaker
sizing
250-95
1993
sizeisthat
200%ofrated
to
up
wire
copper
3%
than
more
be
a
coloredoridentified
of
NEC).
Figure
3-7.
Electrical
3-3.
(MM2)
(Meters)3
(MM2)
editionofthe
closestto150%ofrated
with
voltage
input
75C
drop
as
specified
National
rating
between
Input
130(140)
Electrical
amperage.
with
in
the
Power
Service
220
102
150
4(19)
6(13)
input
not
more
service
NEC.
Connections
Requirements*
380
59
90
8(8)
172(52)
8(8)
Code
(NEC).
of
single
and
input
conductor
the
amperage
three
than
entrance
Grounding
400
56
80
8(8)
190(58)
8(8)
power
for
the
of
copper
source.
conductors
welding
welding
current-carrying
terminals
size
wire
Article
power
is
not
205(62)
630-12(a)
inacable
source
required
415
54
80
8(8)
8(8)
or
raceway
(Articles
to
be
Ret.
of
NEC
larger
S-0092-G
Page 87

SECTION
WARNING
4-
OPERATION
ELECTRIC
Always
Insulate
Do
not
Keep
FUMES
to
your
Keep
VentilatEl
Read
manufacturers
WELDING
Do
not
Watch
Do
not
Do
not
Allow
wear
yourself
touch
all
panels
AND
health.
head
your
area,
Material
can
weld
for
fire;
locate
weld
work
and
SHOCK
insulating
dry
from
electrical
live
and
GASES
out
or
use
Safety
instructions
cause
flammable
near
keep
unit
over
closed
on
equipment
kill.
can
gloves.
work
and
ground.
parts.
covers
securelyinplace
be
can
of
the
fumes.
Sheets
for
fire
material.
device.
material
or
breathing
Data
extinguisher
combustible
containers.
cool
to
~
hazardous
(MSDS5)
used.
explosion.
nearby.
surfaces.
before
handling.
iiii~
and
~
:~r~
.~
4
,~,
,f
ARC
RAYS
NOISE
-
MOVING
.
can
Wear
welding
Wear
correct
PARTS
Keep
Keep
and
from
away
all
doors,
securelyinplace.
MAGNETIC
RENTS
See
sic
Pacemaker
Wearers
near
arc
tions.
Safety
welding
7
can
wearers
should
welding,
Precautions
safety
burn
can
damage
with
helmet
and
ear,
eye,
can
moving
panels,
FIELDS
affect
pacemaker
keep
consult
gouging,
at
beginning
information.
1
Range
2
Polarity
3
Voltmeter
4
Ammeter
5
Amperage
6
Power
Pilot
7
8
Output/Contactor
9
Amperage
Control
10
Arc
eyes
hearing.
correct
body
protection.
cause
parts.
and
covers,
FROM
away.
their
doctor
or
spot
of
Switch
Switch
(Optional)
(Optional)
Adjustment
Push
Buttons
Light
Control
and
skin;
of
shade
filter.
injury.
closed
guards
HIGH
CUR
operation.
before
~wam61
Switch
Switch
Switch
going
opera
for
10/91
Control
welding
manual
(Optional)
ba
~
Ref.
ST.155
048-A
4-1.
Figure
1
2 3
Controls
/
Wear
1
2
3
the
following
Insulating
Dry,
Safety
Shields
Welding
Shade
Glasses
Helmet
Of
Filter
while
Gloves
With
With
(See
welding:
Side
Correct
ANSI
Z49.1)
sb3.1
1/94
4-2.
Figure
1
Safety
~==~
Equipment
Tools
Needed:
1
Work
Clamp
to
close
wire
metalatweld
hammer
welding.
work
Connect
paint-free
as
Use
clean
chipping
after
clamp
location
weld
brush
on
area
as
or
sandpaper
joint
to
remove
to
a
clean,
workpiece,
possible.
Use
area.
slag
s~.1
2/93
to
Figure
4-3.
Work
Clamp
OM-168
256
Page
9
Page 88

AA
WARNING
ELECTRIC
Do
not
Do
not
Do
not
touch
touch
touch
SHOCK
live
electrical
weld
electrode
Weld
when
output
output
switchIsOn
can
and
tTh~.
~
kill.
parts.
terminals
work
clamp
terminals
and
OUTPUT
(CONTACTOR)
when
contactor
at
the
are
energized
PowerIsOn.
~14~N
1
Figure
4-4.
Output/Contactor
same
is
energized.
time
Control
Switch
1
Output/Contactor
Use
ling
For
switch
unit
weld
select
to
output.
output,
position.
For
remote
output
in
switch
Section
1
This
welding
arc
welds
age
When
age
as
When
perage
creases
Select
cation.
are
Set
Remote
3-4).
Arc
Force
controlisused
is
and
make
or
(control
at
low
arc
set
at
0,
at
low
arc
normal
welding
at
set
100,
low
at
to
help
setting
Numbers
for
reference
control
at
Control
used
vertical
voltage).
short-circuit
voltage
best
0
swam7.1
Switch
way
switch
place
control,
14
position
Ref.
(Dig)
for
to
help
or
increases
is
amperage.
short-circuit
arc
voltage
arc
starting.
suited
around
only.
for
GTAW
10/91
of
control
in
On
place
(see
257
ST-168
SMAW
start
overhead
amper
amper
the
same
am
for
appli
control
welding.
an
in
OM-168
256
Page
4-5.
Arc
Figure
10
Control
Page 89

RAN~
SWITCH
A
AMPERN3E
Example
swrrc~
A
AMPERS~aE
Of
RAN~
HIGH
3
Cemblnatlcn
Remote
2.
Amperage
Control
~s
1
Use
Low
iustment
Amperage
High
adjustment
2
Use
amperage.
3
Use
ling
For
switch
For
Remote
Switch
Range
switch
to
better
gives
(use
better
gives
(use
Amperage
Control
control
Amperage
switch
to
amperage
front
panel
in
the
remote
control,
14
choose
output
low
amperage
with
Low
Adjustment
high
High
scale).
Adjustment
to
select
Control
select
way
adjustment.
control,
Panel
position.
place
position
(see
range.
scale
control).
amperage
weld
Switch
of
control
place
switch
Section
ad
on
in
3-4).
4
Remote
Fingertip
Remote
5
6
3l~
Remote
Hand
Foot
Control
Dial
Control
~c~JO~NEL
G~L~~
(cONTPCTOR)
Set
Switches
Figure
Set
4-6.
Amperage
Amperage
Adjustment
Cont!ols
Adjust
1
Use
and
2
Power
buttons
pilot
Pilot
Remote
Push
to
light
Light
turn
On
Control
5T-159
Buttons
unit,
and
Off.
059/
Switch
tan
S-0769
motor,
Figure
4-7.
Power
Push
Butl:ons
Switch
And
Pilot
Light
OM-168
256
Page
11
Page 90

LA
WARNING
ARCING
Do
Arcing
not
inside
can
change
switch
damage
Polarity
can
damage
ELECTRODE
NEGATIVE
switch
Switch
position
contacts,
1
~:)/~
\
contacts.
while
causing
I
)
~
.---.
NOT
DO
Figure
welding.
switch
SWITCH
I
-
UNDER
SWITCH
4-8.
fail.
to
LOAD
Polarity
(+)/L
ELECTRODE
POSITIVE
Switch
(Optional)
2
1
Polarity
Use
switchtoselect
1
Voltmeter
Voltmeter
weld
output
essarily
cable
resistance,
etc.
tions,
Ammeter
2
Ammeter
of
output
Switch
displays
terminals,
the
welding
displays
unit.
weld
voltage
but
arc
poor
weld
polarity.
at
not
nec
due
connec
amperage
the
to
)
______________
~\
1
)
OM-168
&
Install
Connect
Equipment
Begin
)
Install&
Connect
Equipment
Shielding
)
________________
256
Page
Figure
Select
Electrode
________________
______________ ______________
Welding
Figure
~\\
Install&Conneci\\
)
I
High-Frequency
})
On
Turn
Gas
Figure
12
4-10.
Unit
)
JJ
Turn
I
High.Frequenc
Unit
4-11.
Voltmeter
4-9.
Put
Personal
Equipment
Sequence
Select
I
)
Tungsten
Section
On
Sequence
On
Safety
Of
(See
7)
Welding
Of
And
~\
)
})
______________
Shielded
Turn
On
Powe
Source
Gas
Tungsten
Ammeter
Set
Controls
Metal
Insert
Tungsten
Into
Torch~,J~,J
Begin
________________
Arc
(Optional)
\
\
Insert
Electrode
Into
Holder
(SMAW)
PutOn
I
Personal
Safety
Equipme~~,J
})
Arc
~\
I
______________
Welding
I
Weld~)
Welding
(GTAW)
)~~we~)__~
Source
ssb7.1
ssb8.1
y
9/92
12/92
Page 91

SECTIONI
5
MAINTENANCE
WARNING
TROUBLESHOOTING
&
5-1.
Routine
Off
Turn
ELECTRIC
not
Do
Turn
input
servicing.
HOT
PARTS
Allow
.S
servicing.
Maintenance
all
power
touch
Ofi
welding
pcwer
cooling
before
SHOCK
live
electrical
power
before
can
cause
period
maIntainIng.
kill.
can
parts.
and
source,
inspecting,
before
maintaining,
severe
maintaining
disconnect
burns.
away
PARTS
from
to
can
moving
be
performed
cause
parts.
injury.
by
only
qualified
swam8.1
2193
MOVING
Keep
or
or
Maintenance
persons.
Figure
5-1.
Maintenance
Schedule
OM-168
ST-000
256
599-H
Page
13
Page 92

5-2.
Overload
Protection
5-3.
When
opens,
Troubleshooting
4~
ELECTRIC
HOT
WARNING
Do
not
touch
Turn
Off
input
servicing.
Allow
welding
power
PARTS
cooling
SHOCK
live
before
can
period
\~
overheated,
output
stops,
fan
keeps
can
electrical
power
inspecting,
cause
before
thermostat
and
running.
kill.
parts.
source,
severe
servicing.
cooling
Figure
and
5-2.
disconnect
maintaining,
burns.
READ
Sectio
minutes
fan
Let
minutes.
15
Overheating
or
.
SAFETY
befor
5
n
for
run
MOVING
Keep
Troubleshooting
persons.
BLOCKS
e
proceeding.
PARTS
from
away
moving
to
at
can
be
performed
start
Start
ssblO.1
cause
parts.
of
welding.
1194-ST-000
injury.
only
by
swamg.1
599-H
qualified
2/93
No
weld
inoperative.
No
weld
OM-168
256
Trouble
output;
output;
Page
unit
completely
pilot light
14
PLI
on.
j.
-~
-~
5-1.
Table
Place
line
disconnect
for
Check
and
Check
Check
reset
for
for
open
circuit
proper
proper
Thermostat
minutes.
fifteen
Check
push
obstructions.
and
Clean
Place
Remote
Check
an
Have
check
tighten
Output
Contactor
remote
ohmmeter,
Factory
control
Welding
switch
-
line
fuse(s),
breakers.
connections.
input
jumper
TP1
open.
button
Power
all
weld
(Contactor)
Control
contactor
and
replace
Authorized
board
PCi.
Trouble
Remedy
in
and
link
positions.
Allow
a
switch
connections.
switch
To
control
if
necessary.
Service
On
the
position.
replace
period
cooling
linkage
On
in
the
RC1.
for
switch
Station/Service
-
if
necessary.
of
restrictions
for
position
proper
Check
approximately
or
connect
or
operation
Distributor
with
Section
-~
3-3
-~
-~
-~
Figure
4-4
Page 93

Loworminimum
Trouble
weld
output.
Remedy
-~
Check
Check
and
Clean
Place
Have
check
for
for
reset
and
Amperage
Factory
control
proper
open
circuit
tighten
Authoi~zed
board
lino
voltage.
line
ruse(s),
breakers.
all
weld
control
PCi
and
replace
connections.
switchinthe
Service
Station/Service
and/or
hall
correct
device
if
necessary.
position.
HD1.
Check
Distributor
Section
-~
-~
-~
-~
-~
3-58
3-3
Figure
4-6
Maximum
Erratic
weld
Excessive
repeatedly.
opens
Fan
motor
heating.
Wandering
direction.
weld
output.
output.
line
current
inoperative
poor
control
arc;
line
or
anc/or
fuse(s)
over-
of
arc
Have
check
hall
device
Check
Use
proper
Check
-~
~
I
____________________________________________________
Check
Check
Check
____________________________________________________
Replace
Reduce
Select
Properly
Factory
Amperage
HD1.
for
proper
size
for
proper
for
proper
for
shorted
fan
for
fan
motor
flow
gas
proper
prepare
Authoi~zed
Adjustment
input
and
type
input
juniper
fan
motor
blade
obstruction.
FM,
rate.
size
tungsten.
tungsten.
Service
control,
connections.
electrode.
connections.
link
positions.
FM
leads,
if
necessary.
Station/Service
control
and
board
repair
Distributor
PCI
and/or
if
necessary.
I
H
1
-~
3-58
-~
-~
-~
-~
-~
-~
-~
-~
-~
3-5B
_____________
3-5A
_____________
7
7
i~ngsten
remaining
weld.
electrode
bright
oxidizing
conclusion
after
and
not
Shield
-~
weld
zone
from
drafts.
-~
of
256
15
Page
Increase
Check
postflow
and
tighten
Waterintorch.
replacement,
ing
time.
Refer
and
all
to
fittings
gas
torch
repair
Owners
torch
Manual
as
necessary.
for
part(s)
requir-
-~
-~
-~
OM-168
Page 94

NOTES
OM-168
256
Page
16
Page 95

SECTION
w
>
-I
I
(0
0
0~
6-
ELECTRICAL
DIAGRAMS
U
0
~
.0
~
~
a
0
().~
C
q~
a
~2
~
<U
a
C
a
Figure
6-1.
CIrcuit
Diagram
For
Welding
Power
Source
CM-i
SC-137
779A
68
256
Page
17
Page 96

OM-168
256
Page
6-2.
Figure
16
Wiring
Diagram
For
Welding
Power
Source
Page 97

z
m
C~)
In
9
0
0) 0) N)
-D
01
0)
(0
C
(0
Page 98

N
OTE
SECTION
Foradditional
Arc
Wear
7-
Welding
clean
TUNGSTEN
information,
(GTAW)
gloves
process.
to
prevent
ELECTRODE
see
yourdistributorfora
contamination
handbookon
of
tungsten
the
electrode.
Gas
moQ2.1
Tungsten
1/94
.7-1.
Electrode
-
Pure
2%
Tungsten
Zirconium
Tungsten
Selecting
Diameter
Tungsten
(Green
Band)
.010
.020
.040
1/16
3/32
1/8
5/32
3/16
1/4
ThorIum
(Red
.010
.020
.040
1/16
3/32
1/8
5/32
3/16
1/4
Alloyed
(Brown
.010
.020
.040
1/16
3/32
1/8
5/32
3/16
1/4
Alloyed
Band)
Band)
Tungsten
DC
.
Argon
Negatlv&Stralght
Up
125-225
225.360
360-450
450-720
720-950
Up
135-235
250-400
400-500
500-750
750-1000
.
Electrode
Electrode
Polarity
15
to
5-20
15-80
70-150
25
to
15-40
25-85
50-160
*
*
Table
7-1.
Amperage
DC
Positive/Reverse
Tungsten
Argon
10-20
15-30
25-40
40-55
55-80
80-125
10-20
15-30
25-40
40-55
55-80
80-125
Range
Electrode
*
.
*
*
Size
-
Gas
Polarity
Type,
AC
High
-
Polarity
Argon
Frequency
15
to
Up
5-20
10-60
50-100
100-160
150.210
200-275
250-350
325-450
20
to
Up
15-35
20-80
50-150
130-250
225-360
300-450
400-500
600-800
Upto2O
15-35
20-80
50-150
130-250
225-360
300-450
400-550
600-800
Using
AC
Wave
Argon
Using
Up
10-20
20-30
30-80
60-130
100-180
160-240
190-300
250-400
Upto
5-20
20-60
60-120
100-180
160-250
200-320
290-390
340-525
Uptol5
5-20
20-60
60-120
100-1
160-250
200-320
290-390
340-525
to
High
10
15
80
Balanced
Freq.
Typical
*Not
The
manufacturers.
OM-168
argon
Recommended.
figures
256
shielding
listed
Page
are
20
gas
intended
flow
as
rates
a
are
guide
15
and
to
35
are
cfh
(cubic
a
composite
feet
per
recommendations
of
hour).
from
American
Welding
Society
(AWS)
and
electrode
S-0009
Page 99

7-2.
Preparing
Tungsten
1
.
2
-
~
Figur
L~
FLYING
Shape
Keep
1
7-i.
e
SPARKS
tungsten
flammables
~iI~IjE~
Prepa
ring
AUTION
AND
electrode
away.
Electrode
2
Tungsten
HOT
METAL
on
only
gnnder
1-1/2
For
with
Times
Diameter
AC
can
proper
Oi
cause
guards
DC
Electrode
injury
inasafe
location
and
Po
sitive
start
wearing
fires.
/2
/
~
Tungsten
2
Balled
Ball
end
by
applying
slightly
mended
eter
(see
trode
(DCEP)
properface,
1
Tungsten
2
Tapered
Grind
hard
abrasive
Do
ing.
or
tungsten
nated
End
of
tungsten
either
higher
fora
given
NO
positive
Welding
hand,
End
of
end
tungsten
not
use
can
causing
Electrode
before
an
ac
what
than
electrode
or
TAG),
amperage.
and
body
Electrode
wheel
for
wheel
become
lower
weld
welding
amperage
Is
recom
diam
elec
do
a
Ret.
S-0161
protection.
wam2.1
fine
on
other
contami
grit,
weld
jobs
before
quality.
9/91
Ideal
Wrong
Electrode
Tungsten
Tungsten
2-1/2
Times
Diameter
1
4
Preparation
4
Stable
PreparationWandering
Arc
Ret.
S-O1G1
Stable
1
2
Diameterofthis
amperage
3
1
2
Arc
3
4
1
2
3
4
Arc
Flat
capacity.
Grinding
Straight
Wander
Arc
Point
Grinding
Ground
Radial
Wheel
Ground
Wheel
flat
determines
S-0162
Ret.
Ref.
S.0162
Figure
7-2.
Preparing
Tungsten
For
DC
Electrode
Negative
(DCEN)
Welding
OM-168
256
Page
21
Page 100

rn
Cl)
C)
0
z
-I
Cl)
8-3
Fig
-I
Cl)
10
11
13
14
15
171
16
,
2
23
I-
21
8-5
Fig
I
1
(0
1%)
-o
a)
0
01
0)
10
0
p3
(a
-S
m
C
-I
DP
In U)
0
B
m
C
 Loading...
Loading...