

Page 1

Invision™350 MPa System
MIG Welding
Power Source
Issued Nov. 2007 • Index No. DC/23.5
Lightweight, aerospace-grade aluminum
case offers protection with the benefit of
reduced weight.
SharpArc
™
technology changes welding arc
characteristics in Pulsed MIG welding mode.
Auto-Line
™
Power Management
Technology allows for any input voltage
hook-up (208 – 575 V) with no manual
linking required, providing convenience
in any job setting. Ideal solution for dirty
or unreliable input power.
Easy setup for MIG and Pulsed MIG
applications.
Inverter arc control technology provides
greater puddle control for outstanding MIG
weld performance.
Fan-On-Demand
™
cooling system
operates only when needed, reducing
noise, energy use and the amount of
contaminants pulled through machine.
The Power of Blue®.
Dynamic Pulsed MIG — highly-engineered
pulse programs default to give a tight
productive pulse arc. The operator can
fine tune the arc if desired.
Processes
Invision 350 MPa
MIG (GMAW)/Pulsed MIG (GMAW-P)
Flux Cored (FCAW)
Air Carbon Arc Cutting and Gouging
(CAC-A) (1/4 in carbons max.)
S-74 MPa
MIG (GMAW)
Flux Cored (FCAW)
Pulsed MIG (GMAW-P)
Invision 350 MPa
Input Power
Requires 3- or 1-Phase Power, 50/60 Hz
Rated Output 10 – 38 V, 5 – 425 A
Weight
Net: 80 lb (36.3 kg) Ship: 89.1 lb (40.4 kg)
S-74 MPa
Input Power
24 VAC, 10 A, 50/60 Hz
Electrode Wire Dia. Capacity
.023 –5/64 in (0.6 –2
mm)
Wire Speed 50–780 IPM (1.3–19.8 m/min)
Weight Net: 58 lb (26 kg)
Heavy Industrial Applications
Invision 350 MPa
Railroad
Truck/Trailer Manufacturing
Light Gauge and Tube
Lawn and Garden Equipment
Recreational Vehicles
S-74 MPa
Heavy/Light Manufacturing
Metal Fabrication
Miller Electric Mfg. Co.
An Illinois Tool Works Company
1635 West Spencer Street
Appleton, WI 54914 USA
Web Site
www.MillerWelds.com
International Headquarters
Phone: 920-735-4505
USA FAX: 920-735-4134
Canadian FAX: 920-735-4169
International FAX: 920-735-4125
Power source is warranted for 3 years, parts and labor.
Original main power rectified parts are warranted for 5 years.
Gun warranted for 90 days, parts and labor.
Quick
Specs
Line voltage compensation keeps welding
output constant even if input power varies
by +/-10%. XMT 350 models further expand
line voltage compensation on 460 VAC to
an amazing +37%, -59%.
Large, dual digital meters are easy to
view and are presettable to ease setting
weld output.
Invision 350 MPa System
Add the new S-74 MPa feeder for a
package that gives you the benefit of
Synergic-Pulsed MIG. As you increase/
decrease the wire feed speed, the pulse
parameters increase/decrease matching
the right amount of power output to
the wire speed.
Page 2
2
Certified to both the Canadian and U.S. Standards for welding equipment.
Performance Data
Input
Power
ThreePhase
SinglePhase
Rated Out put
at 60%
Duty Cycle
350 A at
34 VDC
300 A at
32 VDC
Amperage
Range in
CC Mode
5–425 A
5–425 A
Voltage
Range in
CV Mode
10–38 V
10–38 V
Max. OpenCircuit
Voltage
75 VDC
75 VDC
Amps Input at Rated Load Output, 60 Hz,
208 V 230 V 400 V 460 V 575 V KVA KW
40.4 36.1 20.6 17.8 14.1 14.2 13.6
60.8 54.6 29.7 24.5 19.9 11.7 11.2
Weight
80 lb
(36.3 kg)
Dimensions
H: 17 in (432 mm)
W: 12-1/2 in (318 mm)
D: 24 in (610 mm)
Specifications (Subject to change without notice.)
Additional Features
Exceptional electrical efficiency. At 400 A,
efficiency is 87.24%!
350 A of welding output at 60% duty cycle
with superior low-end performance.
Power factor of .95 enables smaller
fuses/breakers and primary wiring. Primary
amperage draw at rated output is 25% less
than the competition.
Ultra-tough, polycarbonate-blended cover
for control panel protects front controls
from damage.
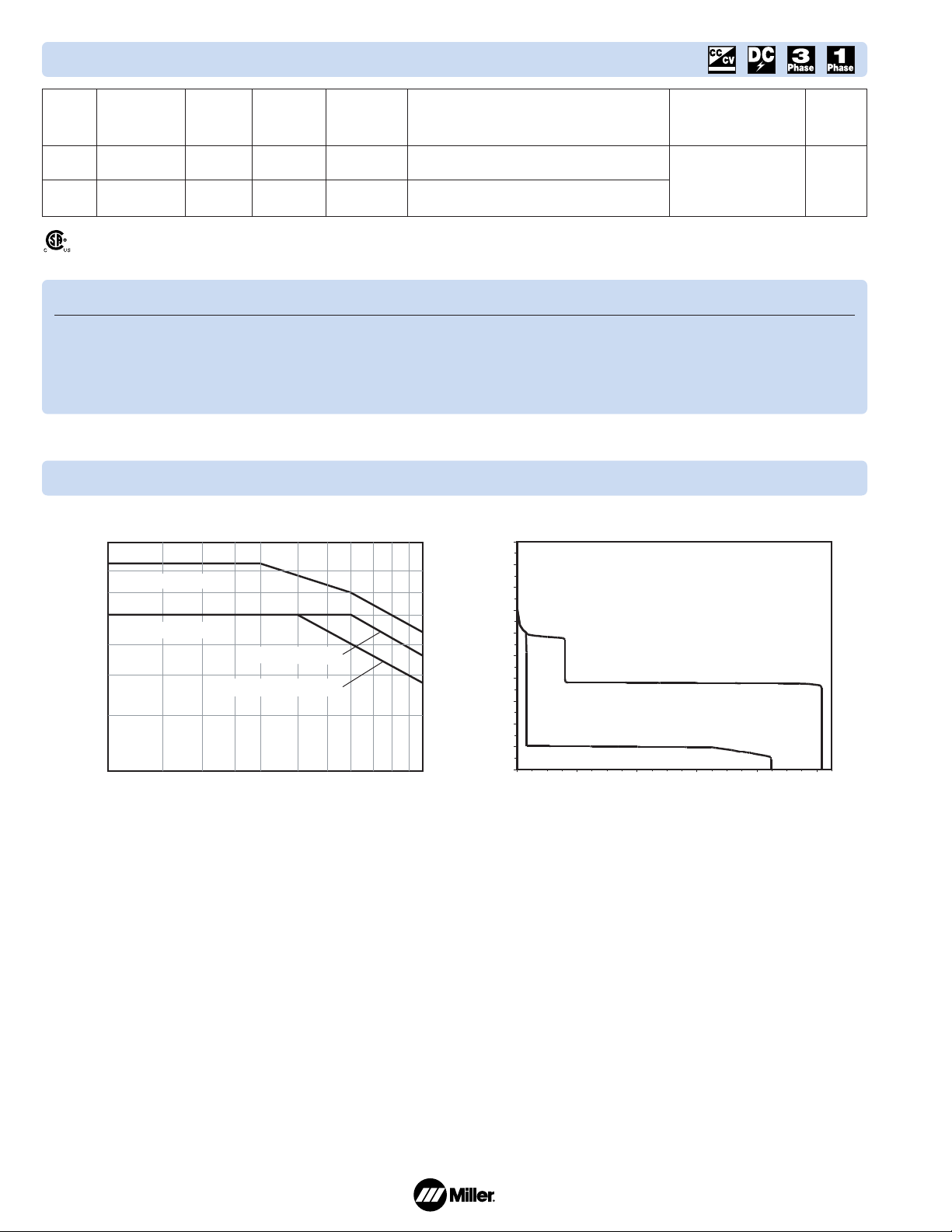
DUTY CYCLE CHART
500
425
400
3-PHASE OPERATION
350
300
1-PHASE OPERATION
250
200
WELDING AMPERES
150
100
10 15 20 25
6 AWG POWER CORD
8 AWG POWER CORD
30
DUTY CYCLE
100
90
80
70
60
50
VOLTAGE
40
30
20
10
0
10040 50 60 70 9080
0 100 200 300 400 500
CV VOLT/AMP CURVE
MAX
MIN
AMPS
Page 3
3
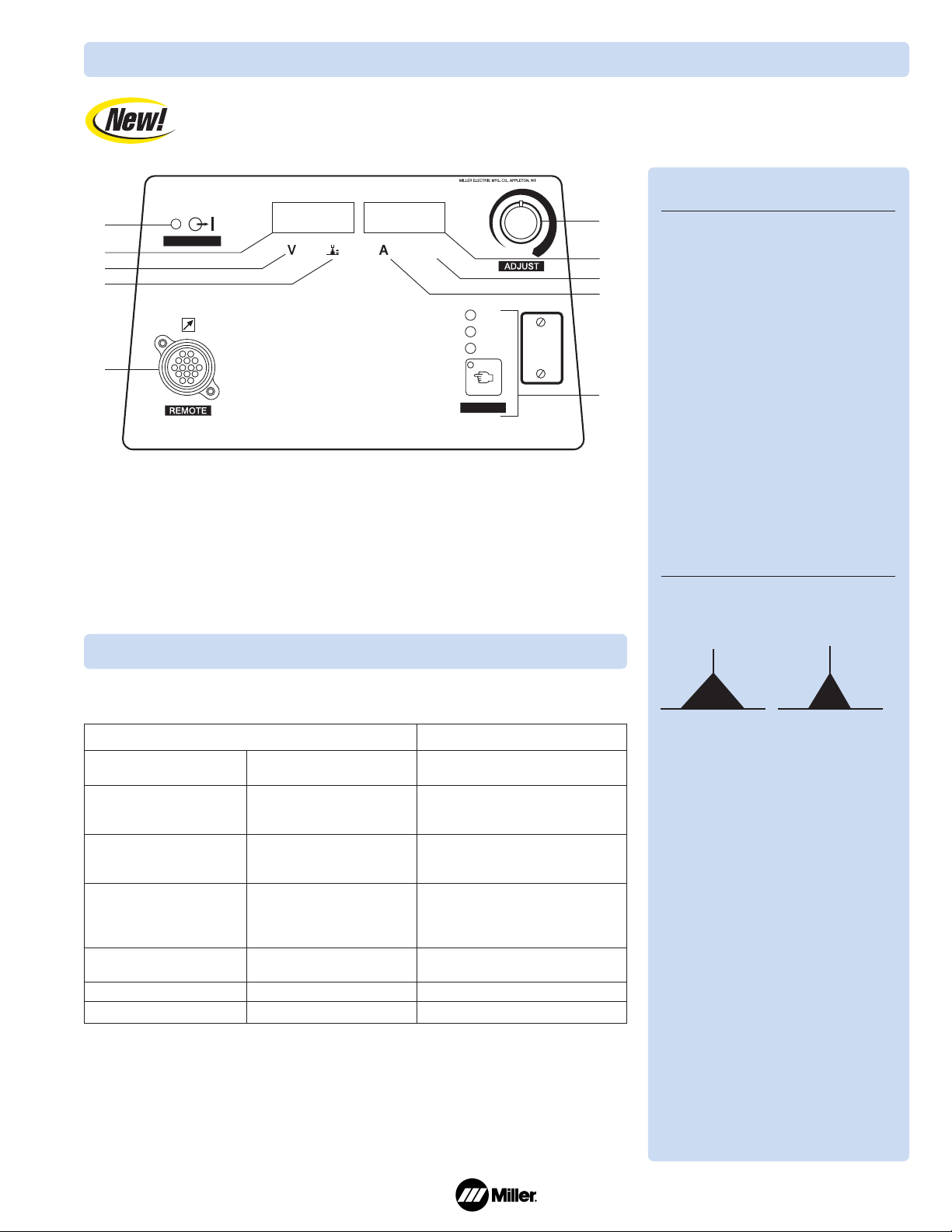
1. Output ON Indicator Light
2. Left Display
3. Voltage Indicator
4. Arc Length Indicator
5. Wire Feeder Receptacle
6. Adjustment Control
7. Right Display
8. Setup Indicator
9. Amperage Indicator
10. Setup Indicator Lights
• Arc Control Indicator
• Process Indicator
• Wire/Gas Type Indicator
• Setup Button
Control Panel
Additional Features
SharpArc
™
Changes welding arc characteristics in
Pulsed MIG (GMAW-P) welding mode.
If a gas is used other than what is listed
on the Pulsed MIG welding program
chart (below left), the SharpArc
™
can be
adjusted to help customize your arc to the
gas being used.
Lower SharpArc
™
settings widen the arc
cone, increase puddle fluidity and flattens
the weld bead.
Auto Remote Sense
™
Enables unit to automatically use remote
control if connected to remote control
receptacle.
Dinse International-style weld disconnects
Provide high-quality weld cable connections.
Dinse and Tweco connectors are available.
When Dinse connectors are specified, two
connectors are supplied with the unit.
Optional 115 VAC auxiliary power
Provides 10 amps of circuit-breakerprotected power for water circulators, etc.
MPa
MPa: M (MIG), P (Pulse), a (Advanced
Arc Control). Advanced arc control
enables an improved pulse welding arc.
The operator has more control over puddle
and bead characteristics using SharpArc
™
.
In addition, the unit provides a more robust
and stable arc at very low arc length, reducing
heat input, and providing the ability to weld
on a wider range of material thickness.
Synergic pulsing is available only with the
S-74 MPa dedicated wire feeder.
What are some benefits of
Synergic-Pulsed MIG?
1. Easier to set up
2. No more changing wire speed, and
then having to go back to reset the
welding output.
The Invision 350 MPa has built-in dynamic Pulsed MIG capabilities. See the table below for the wide
range of Pulsed MIG (GMAW-P) welding applications the Invision 350 MPa can handle.
The Invision™350 MPa and S-74 MPa combine for a synergic system that simplifies and
improves MIG and Pulsed MIG welding applications for industrial manufacturing.
(0 setting) (50 setting)
Low Setting High Setting
Note: Setting has a subtle effect on arc that is
exaggerated in graphic for visual emphasis.
Steel
Metal Core
Stainless Steel
Aluminum
Nickel
Silicon Bronze
Copper Nickel
.035 STL
.045 STL
.035 MCOR
.045 MCOR
.052 MCOR
.035 SSTL
.045 SSTL
.035 AL4X (4000 Series)
3/64 AL4X (4000 Series)
.035 AL4X (5000 Series)
3/64 AL4X (5000 Series)
.035 NI
.045 NI
.035 SIBR
.045 CUNI
Gas Types
ARGN CO2(Argon/Carbon Dioxide)
ARGN OXY (Argon/Oxygen)
ARGN CO
2
(Argon/Carbon Dioxide)
TRI MIX (Tri-gas mixture)
ARGN OXY (Argon/Oxygen)
ARGN CO
2
(Argon/Carbon Dioxide)
ARGN (Argon)
ARGN HE (Argon/Helium)
ARGN (Argon)
HE ARGN (Helium/Argon)
Built-In Pulsed MIG Programs
Wire Types
1
OUTPUT ON
2
3
4
5
Setup
Arc Control
Process
Wire/Gas
SETUP
6
7
8
9
10
Page 4

4
S-74 MPa Single Feeder Features
Dual tension control adds flexibil ity
for the operator to fine-tune the
pressure on the wire independently
when feeding a variety of wires.
Tool-less rotatable drive assem bly
allows operator to rotate the drive
housing, eliminating severe bends in the
wire feed path which reduce gun liner
life. Also aids in feeding difficult wires.
1. Voltage Display Meter
2. Wire Speed Display Meter
3. Wire Feed Speed Select
4. Trigger Hold
5. Voltage Select
6. Jog/Purge
Input Power
24 VAC, 10 A, 50/60 Hz
Wire Speed
50–780 IPM (1.3–19.8 m/min)
Optional High Speed Motor:
90–1440 IPM (2.3–36.6 m/min)
Electrode Wire Diameter Capacity
.023–5/64 in (0.6–2 mm)
Net Weight
58 lb (26 kg)
Dimensions
H: 14 in (356 mm)
W: 12 in (305 mm)
D: 26-1/2 in (673 mm)
Specifications
(Subject to change without notice.)
(Use with CV
Power Sources.)
Posifeed™Wire Drive Assembly Features
(Synergic Pulsed MIG when connected to the Invision 350 MPa)
24 VDC high-torque, permanent-magnet motor.
Quick-change drive rolls.
Quick-release, calibrated drive-roll pressure adjustment arm allows drive roll change
without losing spring preload setting.
Four sealed ball bearing all-gear-driven drive-roll carriers for smooth, positive and
accurate wire feed with long uninterrupted service life.
Easy loading and threading of welding wire with out having to release the drive-roll
pressure arm.
Solid-state speed control and brake circuit eliminates the need for electrical/
mechanical relays and increases service life.
Uses Miller standard 1-5/8 in (41 mm) diameter drive rolls.
Quick-connect for all Miller guns.
Covered drive rolls — easy access, heavy-duty, molded composite cover over
drive assembly.
Floating positive drive systems provide trouble-free feeding on a variety of wires.
Control Panel
1
2
3
4
S-74 MPa
24V Wire Feeder
5
6
Page 5

5
Invision™350 MPa System Components
Invision™350 MPa MIGRunner™#907 398
Comes Complete With:
Invision 350 MPa power source
S-74 MPa wire feeder
Bernard®Q™-Gun
Consumables
.035/.045 in drive roll kit
NEW!
Industrial MIG 4/0 Kit with
Dinse Connector
MIGRunner Cart with cylinder rack
Bottom tray will hold optional Coolmate 3
(sold separately)
Invision™350 MPa Push-Pull Aluminum
Package #951 115
Comes Complete With:
Invision 350 MPa power source
XR™-Control Box
25 ft (7.6 m) air-cooled XR-Aluma-Pro™Gun
Invision™350 MPa Stationary Package
#951 113
Comes Complete With:
Invision 350 MPa power source
S-74 MPa wire feeder
Bernard
®
Q™-Gun
Consumables
.035/.045 in drive roll kit
NEW!
Industrial MIG 4/0 Kit with
Dinse Connector
For Your Aluminum Welding Applications
Page 6

Industrial MIG 4/0 Kit with Dinse
Connector #300 405
This useful pulse-ready MIG kit can be
purchased separately. Includes Smith
®
flowmeter/regulator with 10 ft (3 m) gas
hose, 10 ft (3 m) 4/0 feeder weld cable with
Dinse connector on one end and a lug on
the other, 15 ft (4.6 m) work cable with
Dinse connector on one end and 600-amp
C-clamp on the other.
Process Selector Control #042 872
Designed for use with dual wire feeders,
applications where electrical isolation and/or
polarity revers ing of weld current is required,
and for welding process changes. Includes
115 VAC/2 amp recepta cle, two 14-pin
receptacles and a 10 ft (3 m) 14-pin cord.
Running Gear
MIGRunner™Cart
#195 445
Small footprint
and easily
maneuverable,
with cylinder
rack low enough
that you do not
have to lift bottles.
XMT Cylinder Cart
#042 537
Carries two 160 lb
(72.6 kg) gas
cylinders, or one
gas cylinder and
one coolant
system for TIG
(GTAW) welding.
Feeder mounts to
tray above power
source.
Universal
Carrying Cart and
Cylinder Rack
#042 934
Holds power
source, and gas
cylinder up to 56 in
(142.2 cm) high
mea sur ing 6 to 9 in
(15.2 to 22.8 cm)
in dia meter.
Protective Cover
#195 478
Mildew and water resistant, odor-free
cover protects your machine’s finish.
For 300/350 A inverters: Invision, XMT,
Maxstar and Dynasty.
Wire Feeders/Guns
70 Series
S-74 MPa #300 411*
S-74S #195 057
S-74D #195 058
S-74DX #195 059
Wire feeder features Posifeed
™
wire drive
assembly and handles a variety of wires up to
1/8 in. Comes with FREE Bernard®Q™-Gun.
See Lit. Index No. M/3.0.
*Designed exclusively for Invision 350 MPa for
Synergic Pulsed MIG benefits.
XR™-Control #181 538
Push-pull wire feed
system offers
unparalleled performance
for aluminum MIG
welding. See Lit.
Index No. M/1.7.
XR
™
-Aluma-Pro™Gun*
#300 000 15 ft (4.6 m) air-cooled
#300 001 25 ft (7.6 m) air-cooled
#300 264 35 ft (10.6 m) air-cooled
#300 003 15 ft (4.6 m) water-cooled
#300 004 25 ft (7.6 m) water-cooled
#300 265 35 ft (10.6 m) water-cooled
This easy-to-use and easy-to-maintain
gooseneck-style MIG gun is designed for
push-pull wire feed systems (with required
XR-Control). Available in air- or watercooled versions. Trigger hold reduces
operator fatigue (feature available when
paired with XR-Control). Gun design allows
for better access into tight spots. See Lit.
Index No. M/1.7.
*XR-Control is required to operate this gun with
the Invision 350 MPa System.
6
Genuine Miller Accessories
Page 7

22A #193 066
Simple, reliable, 24 VAC constant-speed
semiautomatic wire feeder, best suited for
small diameter wires. Accommodates up to
60 lb (27.2 kg) spool of welding wire when
using optional wire reel assembly. Comes
with FREE Bernard
®Q™
-Gun! See Lit. Index
No. M/11.0.
24A #195 112
Simple, reliable, 24 VAC constant-speed
semiautomatic wire feeder, best suited for
small diameter wires. Remote voltage is
standard. Features four gear-driven drive
rolls for larger wire sizes. Accommodates
up to 60 lb (27.2 kg) spool of welding wire
when using optional wire reel assembly.
Comes with FREE Bernard
®Q™
-Gun! See
Lit. Index No. M/11.0.
Spoolmatic
®
30A #130 831
A 1-lb, air-cooled spool gun that extends
the weld process range by adding a handy
portable system for small wire MIG. Rated
200 A at 100% duty cycle. Includes 30 ft
(9.1 m) cable assembly. (WC-24 #137 549
for 14 pin.)
WC-24 Weld Control
#137 549
Designed for use with
Miller CV power sources
supplying 24 VAC and
14-pin recep tacles. For
use with Spoolmatic
30A spool gun.
Water Coolant Systems
For more information, see the Miller Coolant
Systems literature sheet, Index No. AY/7.2.
Coolmate
™
3
#043 007 115 VAC
#043 008 230 VAC
For use with water-cooled torches rated up
to 600 amps. Unique paddle-wheel
indicator, external filter and easy-fill spout.
Coolmate
™
V3 #043 009 115 VAC
For use with water-cooled torches rated up
to 500 amps. Vertical design conveniently
mounts to Miller cylinder rack in place of
one cylinder.
Coolmate
™
4 #042 288 115 VAC
For use with water-cooled torches rated up
to 600 amps. Tough molded polyethylene
case with carrying handle.
Coolant #043 810
Sold in cases of four 1-gallon recyclable
plastic bottles. Miller coolants contain a
base of ethylene glycol and deionized water
to protect against freezing to -37˚F (-38˚C)
or boiling to 227˚F (108˚C). Also contains a
compound that resists algae growth.
International-Style Connectors
Note: XMT 350 power sources are equipped with
International-style connectors for secondary
connections. (Power source is shipped with two
50-mm male International-style plugs for use with
#1 or #2 AWG size cable.)
International/Tweco
®
Adapter #042 465
International/Cam-Lok
Adapter #042 466
One-piece adapter with International-style
male plug (to power source) on one end and
female receptacle (Tweco or Cam-Lok for
weld cable connection) on other end.
International-Style Connector Kit
#042 418 50 mm
Accepts #4 or #1/0 AWG cable size. Required
if male plugs shipped with power source must
be replaced, or if additional plugs are needed.
#042 533 70 mm
Accepts #1/0 or #2/0 AWG cable size.
Required if #1/0 or #2/0 AWG size cable is
to be used.
Kit includes one International-style male
plug which attaches to the work and/or weld
cables and plugs into the International-style
recep tacles on the power source.
Extension Kit for International-Style
Cable Connectors
#042 419 50 mm
Accepts #4 or #1/0 AWG size cable.
#042 534 70 mm
Accepts #1/0 or #2/0 AWG size cable.
Used to adapt or extend weld and/or work
cables. Kit includes one male Internationalstyle plug and one in-line female
International-style receptacle.
Genuine Miller Accessories (continued)
7
Page 8

Ordering Information
Litho in USA
Power Source and Options Stock No. Description Qty. Price
Invision™350 MPa #907 397 208 –575 VAC with Auto-Line
™
#907 397-01-1 208 – 575 VAC with Auto-Line™and Auxiliary Power
Invision™350 MPa System See page 5 for different packages and components
Accessories
Industrial MIG 4/0 Kit with Dinse Connector #300 405 See page 6
WC-24 #137 549 For use with Spoolmatic®30A and power sources with 14-pin
Process Selector Control #042 872
Extension Cords (For 24 VAC wire #043 690 25 ft (7.6 m)
feeders and remote controls) #043 691 50 ft (15 m)
Running Gear
MIGRunner™Cart #195 445
XMT Cylinder Cart #042 537
Universal Carrying Cart and Cylinder Rack #042 934
Protective Cover #195 478
Wire Feeders/Guns
70 Series #300 411 S-74 MPa. Designed exclusively for Invision 350 MPa for
Synergic Pulsed MIG benefits
#195 057 S-74S. See Lit. Index No. M/3.0
#195 058 S-74D. See Lit. Index No. M/3.0
#195 059 S-74DX. See Lit. Index No. M/3.0
XR™-Control #181 538 See Lit. Index No. M/1.7
22A #193 066 See Lit. Index No. M/11.0
24A #195 112 See Lit. Index No. M/11.0
Spoolmatic®30A Spool Gun #130 831 Includes 30 ft (9.1 m) cable assembly
XR-Aluma-Pro™Gun #300 000 15 ft (4.6 m) air-cooled
#300 001 25 ft (7.6 m) air-cooled
#300 264 35 ft (10.6 m) air-cooled
#300 003 15 ft (4.6 m) water-cooled
#300 004 25 ft (7.6 m) water-cooled
#300 265 35 ft (10.6 m) water-cooled
Water Coolant Systems See page 7. See Lit. Index No. AY/7.2
International-Style Connectors See page 7
Date: Total Quoted Price:
Distributed by:
 Loading...
Loading...