

Page 1
D
Montage- und Betriebsanleitung
Schiebeschlitten
GB
F
NL
DK
E
Assembly and Operation Manual
Sliding Carriage
Notice de montage et de service Chariot
d´avance
Gebruiksaanwijzing voor Afkortgeleider
Betjeningsvejledning Rullebord
Montaje y funcionamiento del carro de
corredera
PK 250/PK 300
D
Achtung! Lesen Sie diese Anleitung vor der Installation und Inbetriebnahme aufmerksam durch.
GB
Attention! Carefully read through these instructions prior to installation and commissioning.
F
Attention! Prière de lire attentivement la présente notice avant l'installation et la mise en service.
NL
Attentie! Lees deze instructies voor de installatie en ingebruikname aandachtig door.
DK
Bemærk! Læs denne vejledning opmærksomt igennem inden installationen og idrifttagningen.
E
115 120 1420 / D/GB/F/NL/DK/E / 4505 - 3.0
Atención! Lea atentamente estas instrucciones antes de la instalación y puesta en marcha.
Page 2
Inhaltsverzeichnis
1 Technische Daten
2 Sicherheitshinweise
3 Montageanleitung
4 Stützfuß (nur bei Typ PKS 2300)
5 Pflege und Wartung
6 Skaleneinstellung
7 Spaltkeileinstellung
8 Arbeitshinweise
9 Ersatzteilliste
10 Explosionszeichnung
1 Technische Daten
Schiebeschlitten PKS 1500 Schiebeschlitten PKS 2300
Tischgröße 280 x 505 mm 280 x 505 mm
Schnittbreite 90° 610 mm 1260 mm
Schnittbreite 45° 1010 mm 1660 mm
Gesamtlänge 1500 mm 2300 mm
Werkstückgewicht max. 25 kg 35 kg
Best.-Nr. 091 000 3291 091 000 3321
2 Sicherheitshinweise
- Der Schiebeschlitten Typ PKS 1500 darf nur mit einem max. Werkstückgewicht von 25 kg belastet werden.
Ein höheres Werkstückgewicht kann die Maschine zum Kippen bringen.
- Der Schiebeschlitten Typ PKS 2300 muß mit dem Stützfuß ausgerüstet sein. Das max. Werkstückgewicht darf
35 kg nicht überschreiten.
D
Produkthaftung/Garantie
Nicht aufgeführte Arbeiten und Einsatzmöglichkeiten bedürfen der schriftlichen Genehmigung der Firma metabo.
Bitte melden Sie sich mit Garantieansprüchen bei Ihrem Fachhändler.
Garantiearbeiten werden grundsätzlich durch uns oder von uns autorisierten Servicestellen durchgeführt.
Außerhalb der Garantiezeit können Sie Reparaturen durch entsprechende Fachfirmen ausführen lassen.
Technische Änderungen vorbehalten!
Bitte Reparaturrechnungen verwahren!
3 Montageanleitung
Die Traversen (321 und 322) werden am
Maschinengehäuse verschraubt.
Schrauben:
4 Stück Sechskantschrauben M8x20
4 Stück Fächerscheiben 8,4
4 Stück Sechskantmuttern M8
Die abgewinkelten Laschen für Einstellschrauben "B" müssen zur Maschinenseite zeigen.
Das Laufrollenprofil (358) mit den beiden
Winkelträgern (319 und 320) einhaken. Wenn
das Einhaken beim erstenmal zu schwer gehen sollte, muß die Farbe in den Schlitzen der
Winkelträger entfernt werden. Das Aushaken
wird durch Verschrauben des Winkelträgers,
hinten (319) mit der Traverse (321) verhindert.
Schrauben:
1 Stück Sechskantschraube M6x16
1 Stück Sechskantmutter M6
Das vordere Endstück (360) demontieren und
den Schiebesattel auf das Laufrollentragprofil
aufschieben.
- Das demontierte Endblech wieder anbringen.
Page 3
Die Tischplatte mit den beiden Spannhebeln
auf den Schiebesattel befestigen. 2 Stück Flachrundschrauben M6x20 mit Scheiben Ø 6,4,
Fächerscheiben Ø 6 und Sechskantmuttern
M6 lose in die zwei Bohrungen der Stirnseite
einschrauben.
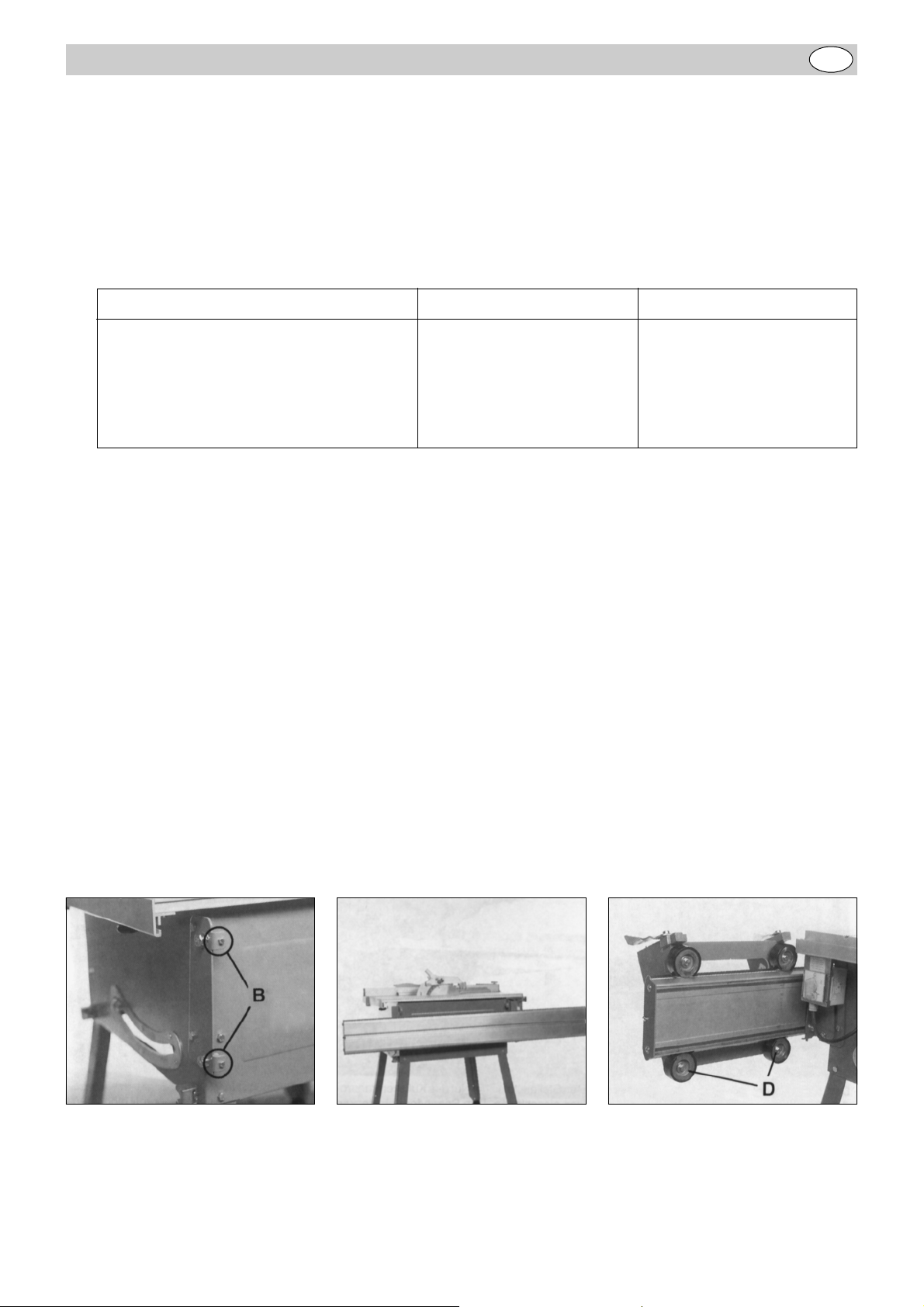
Ausrichten: Das Laufrollentragprofil durch Verdrehen der Einstellschrauben "B" so ausrichten, daß die Schiebeplatte parallel zur linken Kante und
fluchtend zur Fläche des Maschinentisches steht. - Dieser Vorgang ist vorne und hinten auszuführen. Es ist zunächst unerheblich, ob die
Schiebeplatte höher oder tiefer als der Maschinentisch steht. Nach dem Ausrichten des Laufrollentragprofiles müssen die Kontermuttern der vier
Stellschrauben "B" und die vier Doppelbundmuttern (323) festgezogen werden.
Das Kulissentragprofil auf die Köpfe der beiden
Flachrundschrauben aufschieben.
- Die Schrauben bleiben zunächst noch lose.
Die Höhe der Schiebeplatte zum Maschinentisch wird durch Verdrehen der Einstellschrauben "C" vorgenommen, dazu Verbindungsschrauben zwischen Winkelträger (319/320 und
403/358) lockern. Die Schiebeplatte sollte ca.
0,5 mm höher als der Maschinentisch stehen.
Prüfen Sie die ordnungsgemäße Funktion durch
einen Probeschnitt. Nach erfolgtem Ausrichten
der Schiebeplatte sind die 4 Muttern festzuziehen.
Den Klemmhebel mit Unterlegscheibe durch
den Schlitz der Kulissenschiene führen und
den Stellgleiter aufschrauben.
Den Stellgleiter in die Nut des Kulissentragprofiles einschieben. Den Spanndorn einstecken
und mit der Sterngriffschraube festklemmen.
Das Endstück (357) mit 2 Senkblechschrauben Ø 4,8x22 am Kulissentragprofil montieren.
Den Anschlag 90° winklig zum Sägeblatt ausrichten und den 0-Punkt durch Verschieben
des Kulissentragprofiles einstellen und das
Profil festschrauben.
- Die Feineinstellung erfolgt durch Verdrehen
der Anschlagschraube.
4 Stützfuß (nur bei Typ PKS 2300)
- Die Fußbaugruppe (348) mit einem Hammer in den Stützfuß (369) einschlagen.
- Den Stützfuß ca. 500 mm von vorne an das Kulissentragprofil verschrauben.
Schrauben: 4 Stück Flachrundschrauben M8x16,
6 Stück Unterlegscheiben ø 8,4
6 Stück Sechskantmuttern M8 selbstsichernd,
2 Stück Flachrundschrauben M8x40
- Durch Verdrehen der Fußbaugruppe (348) kann der Stützfuß unebenen Böden angepaßt werden.
Page 4
5 Pflege und Wartung
Aufgrund der verwendeten, hochwertigen Werkstoffe und Komponenten ist der Pflege- und Wartungsaufwand
gering. Die Führungswellen und die vier Laufrollen (315) sollten zur Vermeidung von Rostansetzen regelmäßig mit
Nähmaschinenöl gereinigt werden. Die Kugellager in den Laufrollen sind wartungsfrei.
Die vier Laufrollen sind werkseitig eingestellt. Wird ein neues, als Ersatzteil bezogenes Laufrollentragprofil, oder
ein neuer Schiebesattel (310) eingebaut, so ist evtl. eine neue Einstellung der Laufrollen notwendig.
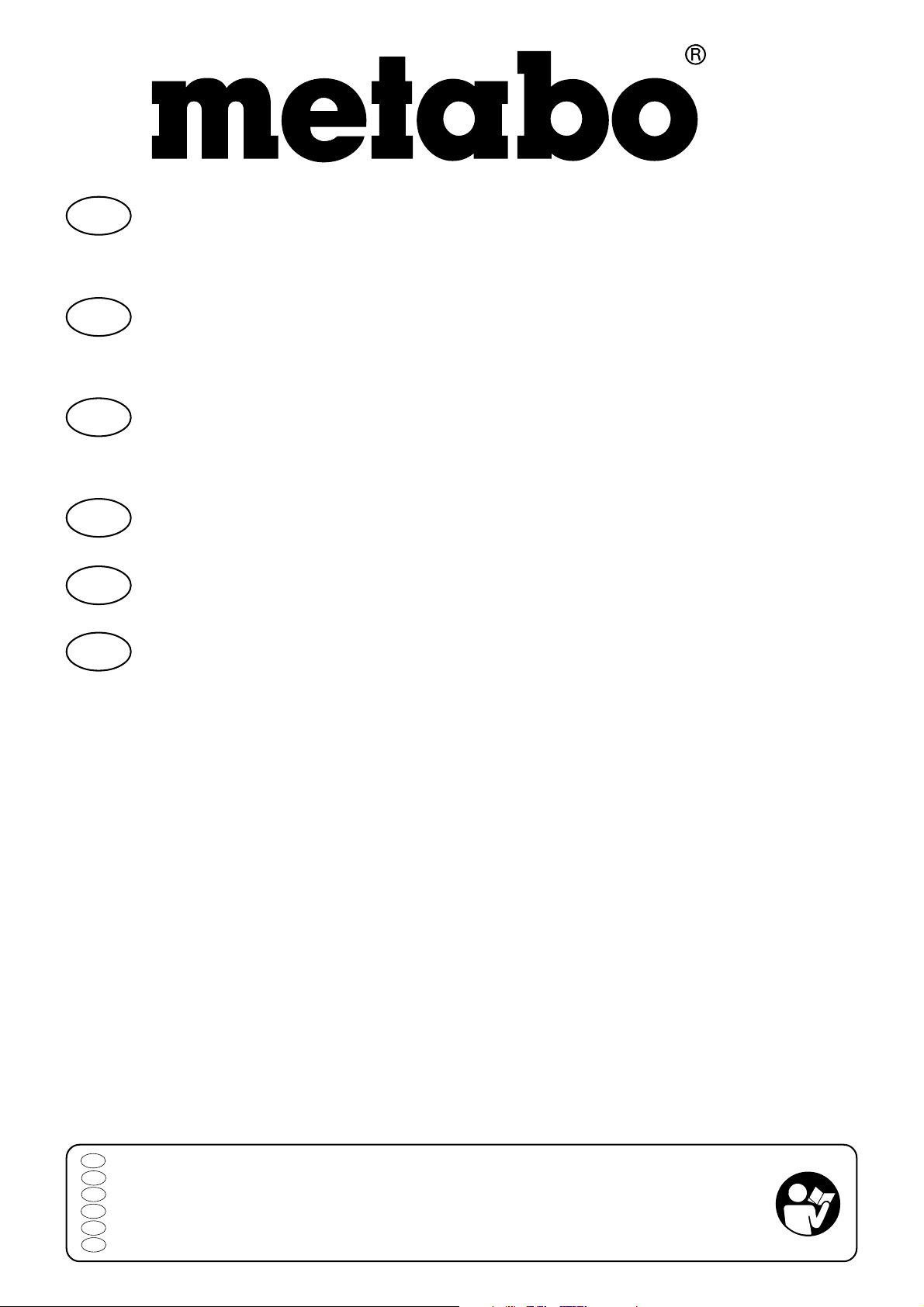
Lösen Sie hierzu die Schrauben "D" der unteren Laufrollen. Die Einstellung erfolgt durch Verdrehen der
Exzenterbuchsen (326).
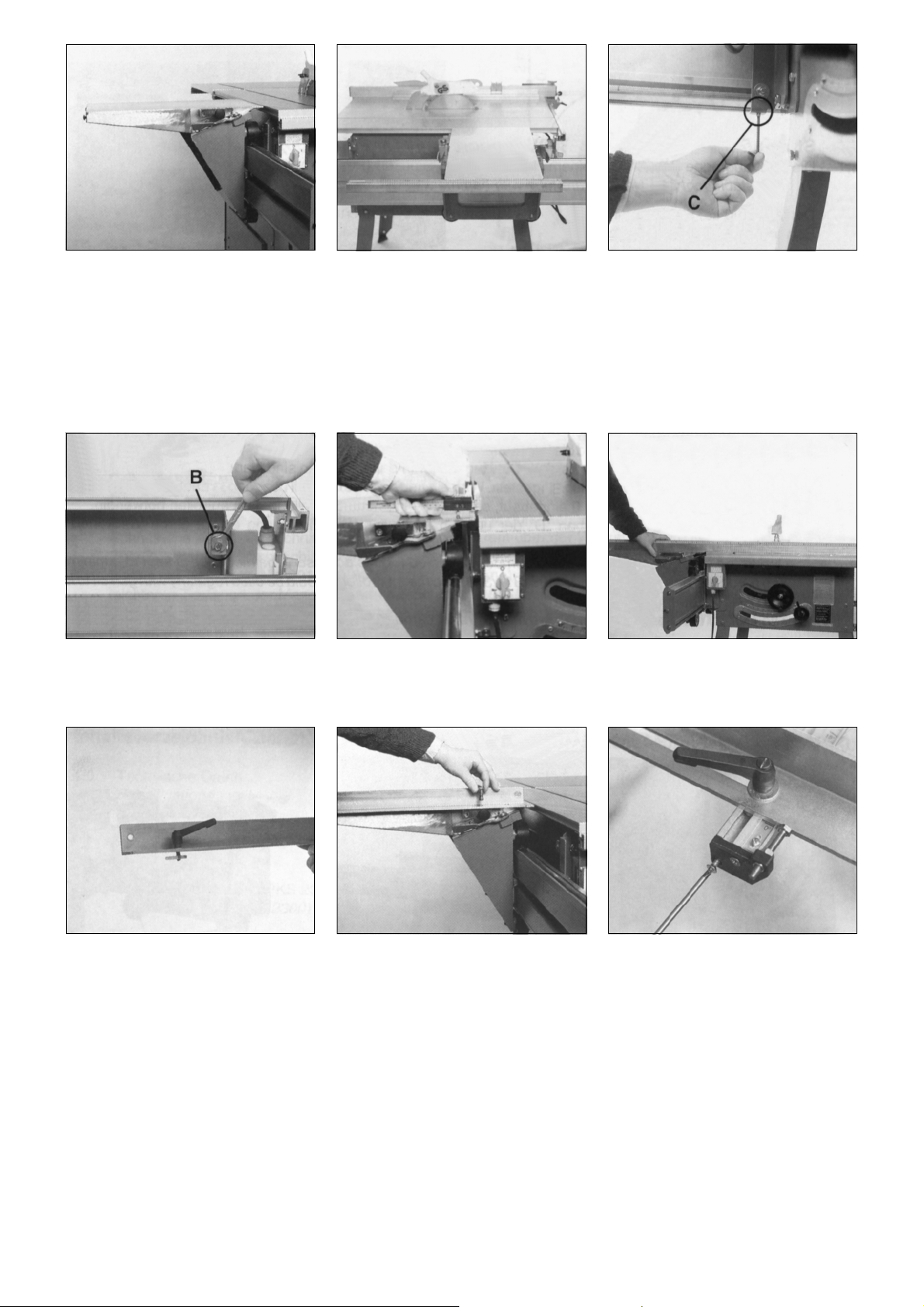
6 Skaleneinstellung
Den Reiter auf den Skalenwert "50"
stellen. Das gesamte Profil nun so
weit verschieben, daß der Reiter
50 cm vom Sägeblatt entfernt ist.
7 Spaltkeileinstellung
Die Einstellung des Profiles durch
Verschieben der Anschlagplatte fixieren. Die Einstellung und Fixierung
des Anschlagprofiles bei 45° Einstellung wiederholen.
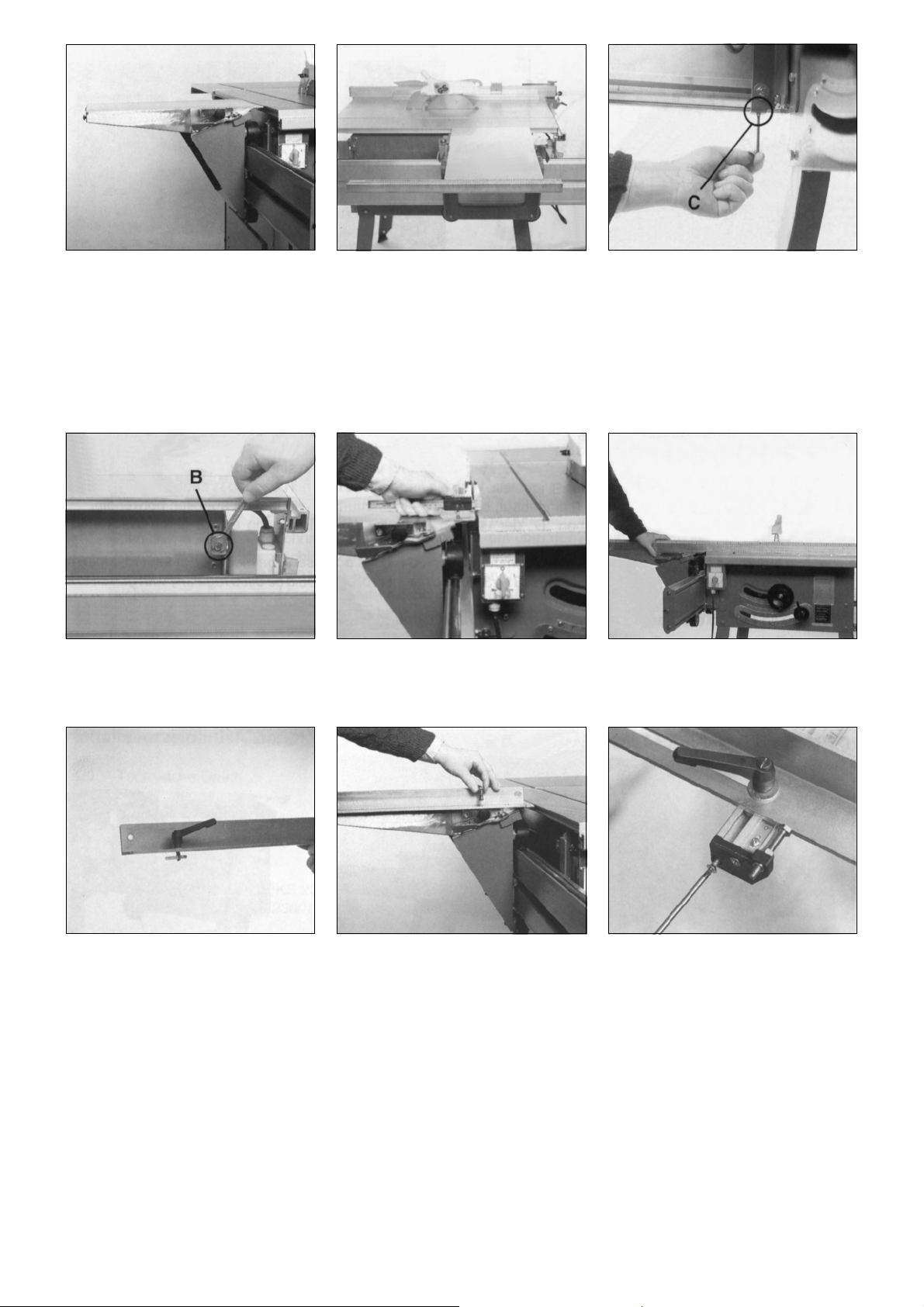
Bei zusammengeschobenem Profil
erfolgt die Längenablesung direkt am
Reiter. Wird das Verlängerungsprofil
benutzt, den Reiter in seine Endstellung schieben und die Länge an der
Lesekante -A- einstellen.
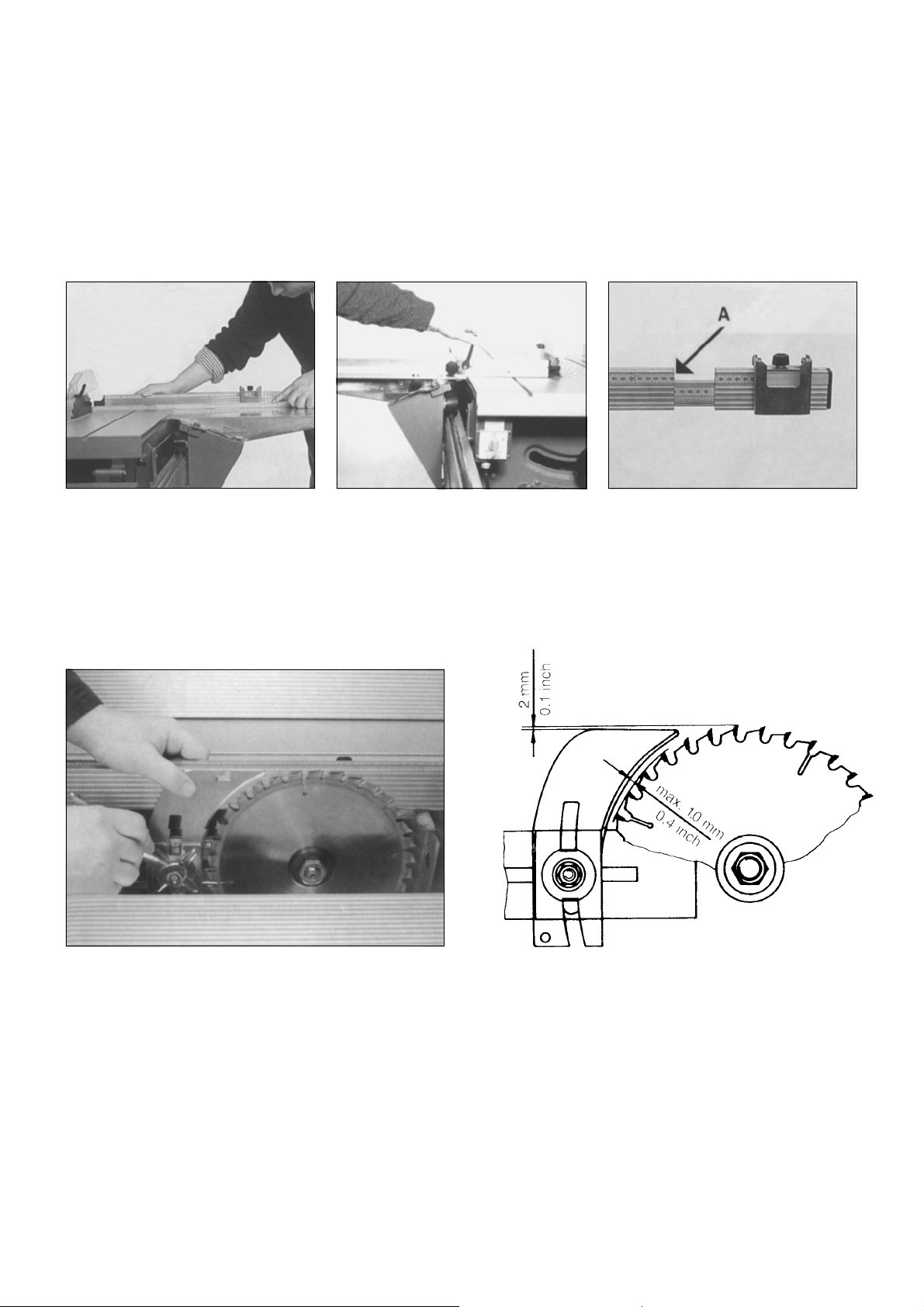
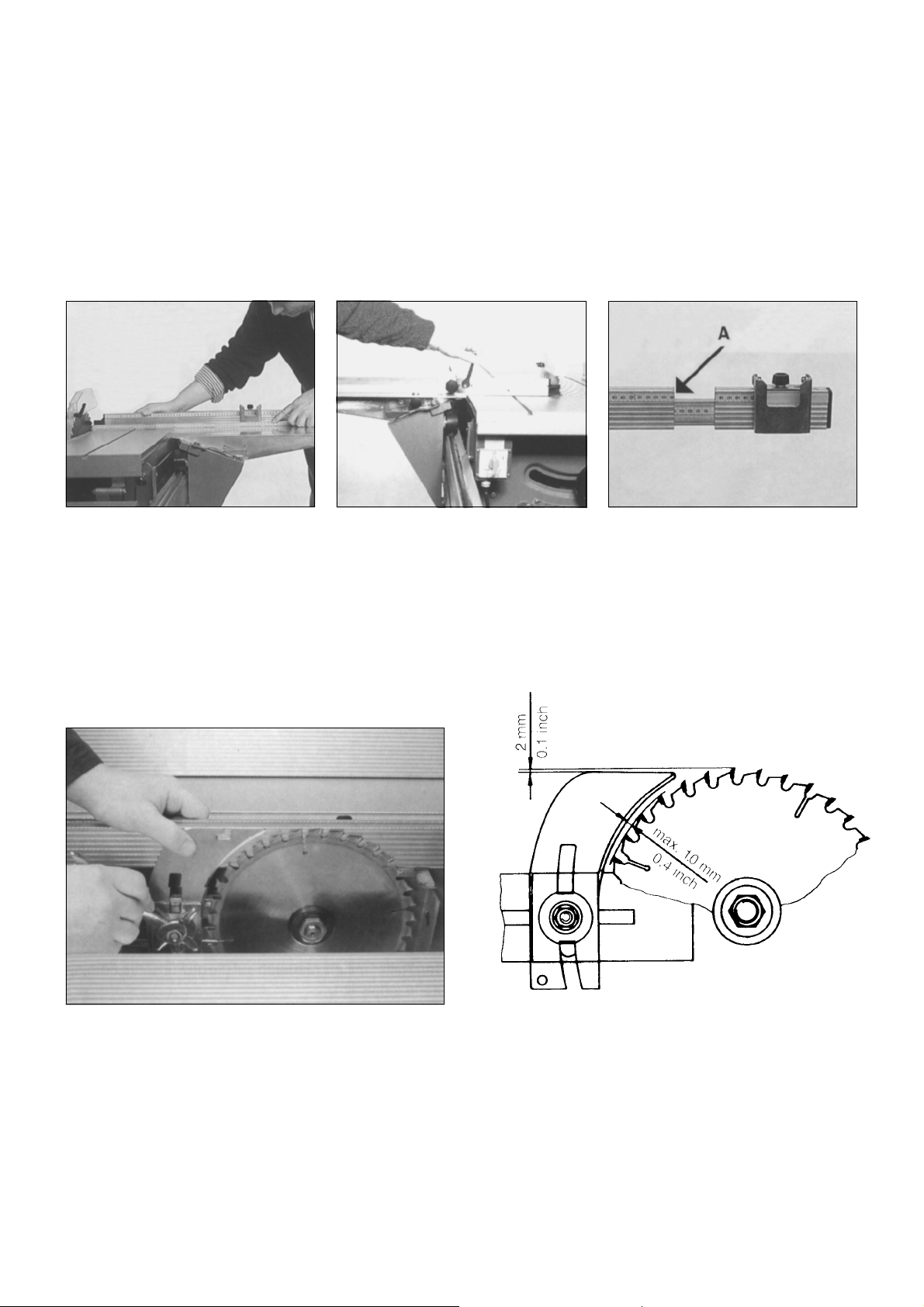
Der Spaltkeil verhindert, daß sich das Werkstück während des Sägens hinter dem Sägeblatt schließt und das Sägeblatt
einklemmt. - Es könnte zu einem Rückschlag kommen. - Der Spaltkeil muß, außer bei Einsetzschnitten stets
angebracht sein.
Der Spaltkeil ist durch Verschieben so einzustellen, daß sein Abstand zum Sägeblattkranz seitlich maximal 10 mm und
in der Höhe 2 - 3 mm beträgt.
8 Arbeitshinweis
Der Reiter für den Längenanschlag kann bis zu 2600 mm nach links ausgezogen werden.
Besonders saubere Schnittflächen werden durch Verwendung scharfer Sägeblätter und richtig eingestellter
Schnitthöhe erzielt. Die Schnitthöhe sollte ca. 5 bis 10 mm über der Werkstückdicke liegen.
Zum Zuschneiden von beschichteten Spanplatten empfehlen wir die Verwendung unseres Spezial-Kreissägeblattes mit der Best.-Nr. 091 000 0020 (20er Aufnahme) Best.-Nr. 091 001 0166 (30er Aufnahme). Zum leichteren
Transport der Maschine kann die Schiebeplatte durch Verdrehen der Spannhebel (308 und 309) schnell demontiert
werden. Achten Sie beim Anbringen der Schiebeplatte besonders darauf, daß die Auflageflächen sauber sind.
Page 5
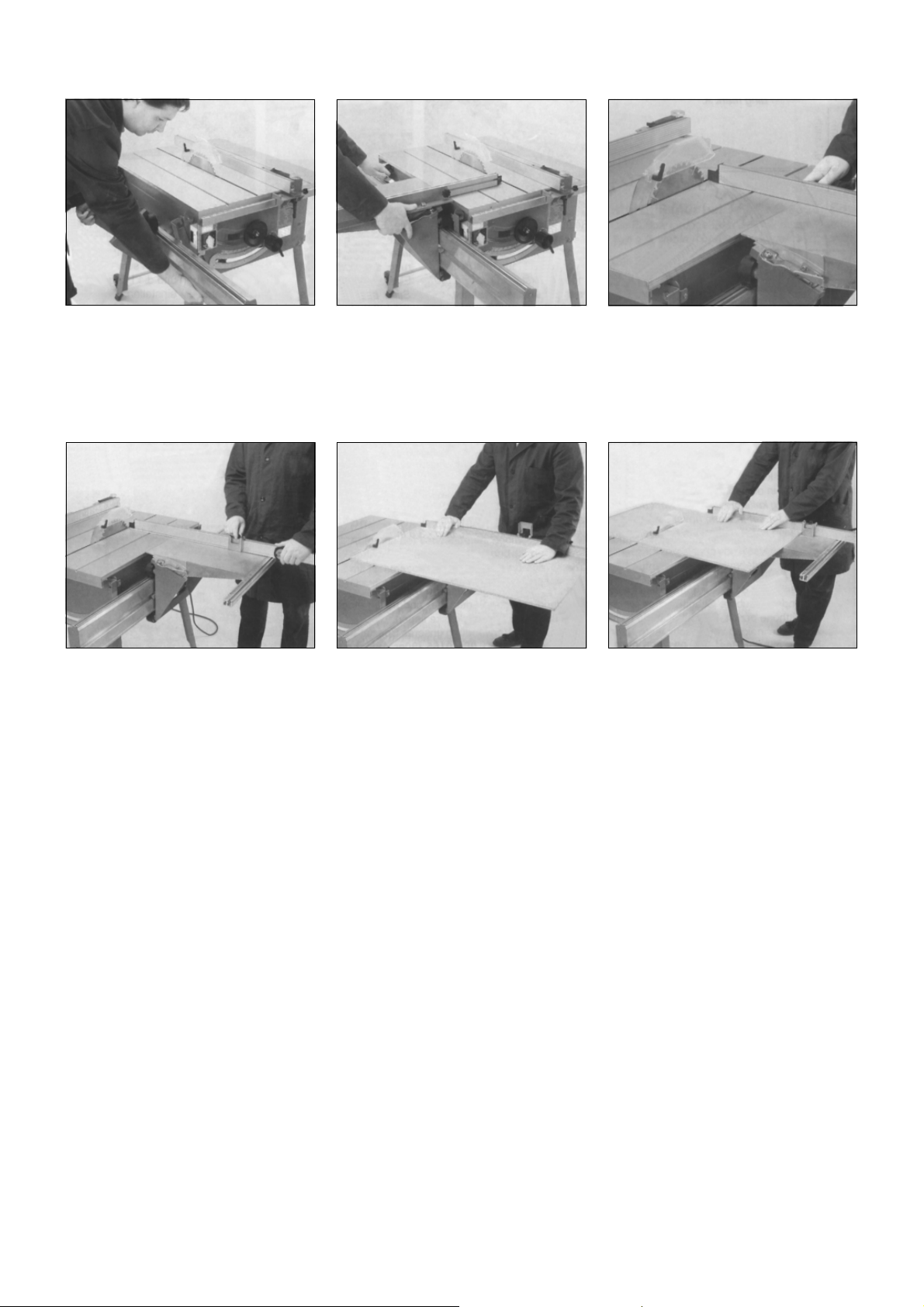
8.1 Formate schneiden
Die Maschine muß zum Zuschneiden von Formaten mit Spaltkeil und Schutzhaube ausgerüstet werden.
Das Führungsprofil (Kulissentragprofil) in die Aufnahmevorrichtung
einhaken.
Den Reiter mittels Maßstab auf die
gewünschte Formatbreite einstellen.
Den Schiebetisch auflegen und mit
den beiden Spannhebeln festspannen.
Reiter hochklappen und das Werkstück auflegen. Maschine starten
und das Werkstück winklig schneiden.
Das Endstück des Winkelanschlagprofils dicht an das Sägeblatt heranschieben und die Sterngriffe festziehen.
Schiebeschlitten und Werkstück zurückziehen. Das Werkstück um 180°
drehen und mit der im 1. Arbeitsgang
winklig geschnittenen Kante gegen
den heruntergeklappten Reiter legen.
Danach den 2. Schnitt durchführen.
Page 6

9 Ersatzteilliste für Schiebeschlitten PK
Pos. Bezeichnung Größe - mm DIN Best.-Nr.
301 Kulissentragprofil 600 139 320 1394
302 Winkelskalenband 553 114 220 1247
303 Abrichtplatte 286,5x525 139 020 6760
304 Winkelanschlagprofil 1410 139 320 4296
305 Klemmhebelschraube M8x20 700 604 3407
308 Spannhebel, rechts 165 149 201 9425
309 Spannhebel, links 165 149 201 9433
310 Schiebesattel 139 020 1237
311 Justierwinkel 139 201 7573
313 Führungsleiste, links 20x4x193 149 201 9794
314 Führungsleiste, rechts 20x4x193 149 201 9719
315 Laufrolle mit Lager Ø 65x28 201 020 0140
319 Winkelträger, hinten 139 220 1315
320 Winkelträger, vorne 139 220 1307
321 Traverse, hinten 139 220 1293
322 Traverse, vorne 139 220 1455
323 Doppelbundmutter SW 19x14 139 520 1286
324 Stellbolzen SW 19x34 139 520 1448
325 Sterngriffmutter M6 934 700 002 5458
326 Exzenterbuchse, unten SW 30x25 139 520 1278
327 Laufrollenbuchse, oben Ø 30x25 139 520 1260
329 Stellgleiter M8 FL 16x5x60 149 202 4500
330 Abstreifer 239 120 1377
331 Endstück 239 120 1628
332 Kulissenschiene 740 148 540 0792
333 Spannträger 148 240 0821
334 Spanndorn 148 540 0830
335 Sterngriffschraube M6x20 700 112 4212
336 Fächerscheibe Ø 6,4 6798 630 408 4047
337 Zylinderschraube M6x16 6912 612 705 9193
340 Verlängerung 140 139 320 1645
341 Verlängerungsprofil 1520 139 320 1610
343 Sterngriffschraube M6x16 700 105 9887
344 Reiter mit Klappe 201 020 0388
345 Reiterführungsblech Bl. 0,88x16x70 139 220 1587
346 Rändelmutter M6 624 112 5058
348 Fußgruppe 201 020 0787
349 Maßanschlag Bl. 2x52x44 149 209 7752
350 Einsteckpuffer Ø 14x14 239 120 3906
351 Endstück für Verlängerung 239 120 3760
357 Endstück für Kulissenprofil 239 120 5801
358 Laufrollentragprofil 1500 1500 139 320 5900
Laufrollentragprofil 2300 2300 139 320 5918
359 Führungswelle 1500 Ø 20x1499 148 211 3253
Führungswelle 2300 Ø 20x2299 148 220 5840
360 Endanschlag 139 220 5965
365 Skalenband 1410 114 220 4700
366 Skalenband 140 114 220 4718
367 Skalenband 1350 114 220 4726
368 Montageblech für Stütze 139 220 4454
369 Stützfuß 30x30x620 139 220 4462
400 Linsenblechschraube m. K. Ø 2,9x9,5 7981 617 203 9632
401 Linsenblechschraube m. K. Ø 4,8x16 7981 617 200 1830
402 Gewindestift m. Innensk. M8x20 913 616 102 9309
403 Flachrundschraube m. Vierk. M8x20 603 611 001 7942
404 Scheibe Ø 8,4 9021 630 500 2486
405 Sechskantmutter selbstsichernd M8 985 620 200 2305
406 Sechskantschraube M6x35 933 610 300 4916
407 Sechskantmutter M6 934 620 000 2219
408 Flachrundschraube m. Vierk. M6x20 603 611 000 0608
409 Sechskantmutter selbstsichernd M6 985 620 200 2291
410 Scheibe Ø 6,4 125 630 001 6365
411 Sechskantschraube M8x45 931 610 200 1085
412 Hutmutter selbstsichernd M8 986 620 807 3395
413 Senkblechschraube Ø 4,8x22 7982 617 406 3948
414 Sechskantschraube M 6x40 933 610 300 1151
415 Fächerscheibe A 6,4 6798 630 408 4047
418 Sechskantschraube M8x20 933 610 300 1186
421 Sechskantschraube M6x16 933 610 301 5675
422 Bohrschraube m. Kreuzschlitz Ø 3,5x13 614 402 7270
423 Fächerscheibe A 8,4 6798 630 400 1745
424 Scheibe Ø 3,2 9021 630 505 2335
425 Flachrundschraube m. Vierk. M6x16 603 611 000 0594
426 Flachrundschraube m. Vierk. M8x16 603 611 000 0632
427 Flachrundschraube m. Vierk. M8x40 603 611 001 5990
Page 7
Contents
1 Specifications
2 Safety Instructions
3 Assembly Instructions
4 Support (only for PKS 2300)
5 Maintenance and Servicing
6 Scale Setting
7 Setting of Riving Knife
8 Hints for Operation
9 Spare Parts List
10 Exploded View Drawing
1 Specifications
Sliding Carriage PKS 1500 Sliding Carriage PKS 2300
Table Size 280 x 505 mm 280 x 505 mm
Max. capacity at 90° 610 mm 1260 mm
Max. capacity at 45° 1010 mm 1660 mm
Overall length 1500 mm 2300 mm
Max. Allowable weight on table 25 kg 35 kg
Stock-No. 091 000 3291 091 000 3321
GB
2 Safety Instructions
- For model PKS 1500 the max. allowable workpiece weight resting on the table is 25 kg/55 lbs. More weight on
the sliding carriage can tilt the saw.
- For model PKS 2300 the max. allowable weight resting on the table is 35 kg/78 lbs. The support leg must be fitted
as described in 4 to prevent the saw from tilting.
User Responsibility
This genuine metabo accessory will perform in conformity with the description provided in this manual. It should
be checked periodically. Defective equipment should not be used. Parts that are broken, missing, plainly worn,
distorted or contaminated, should be replaced immediately. Should such repair become necessary, it is
recommend that such repairs are carried out by qualified persons approved by metabo or their representatives. The
user of this accessory shall have the sole responsibility for any malfunction which results from improper use or
unauthorized modification from standard specifications, faulty maintenance, damage or improper repair by anyone
other than qualified persons approved by metabo or their authorized representatives.
We reserve the right to change specifications without prior notificationand without obligation to backfit or supply
backfit parts or components.
3 Assembly Instructions
Bolt front and rear crosshead plates (321x322)
to saw housing. Angle brackets with setting
screws "B" must point towards centre of
machine. Use 4 each hex. bolt M8x20, spring
washer B8.4 and hex. nut M8.
Place roller carriage extrusion (358) with both
brackets (319/320) onto crosshead plates. Scrape off paint from slots of brackets if fit is very
tight. Secure bracket (319) to crosshead plate
with 1 each hex. bolt M6x16 and hex. nut M6.
Remove backstop plate (360) and place traversing saddle (310) onto roller carriage extrusion
(358). Replace backstop plate.
Page 8
Place table into seats of traversing saddle and
secure with clamp levers (308 & 309). Put a
carriage bolt M6x20 into each of the two holes
and fit with washer B6.4, spring washer B6 and
hex. nut M6. Do not tighten yet.
The roller carriage extrusion must be set parallel with the machine table by turning setting screw "B", at both front and rear, as required. After setting
lock setting screws in position with counter nuts.
Slide link bracket extrusion (301) onto heads of
the carriage bolts just installed. Stil bolts need
not to be tightened yet.
The carriage table should be set 0.5 mm (0.020
inch) higher than the saw table. Set by adjusting setting screws "C" as required. Make trial
cuts to verify proper operation. Lock counter
nuts of setting screws "C".
Place ratched lever M8x20 through slot of link
bracket angle bar (307) and attach slide washer (329) to threaded pin of ratched lever.
Slide slide washer (329) into recess of link
bracket extrusion (301). Insert mandrel and
lock by lightening starknob screw.
Attach link bracket extrusion end plate (357) to
link bracket extrusion with two countersunk
head tapping screws Ø 4.8x22. Set fence square
to sawblade and slide link bracket extrusion as
required to set to ZERO position. Now fully
tighten the two carriage bolts holding the link
bracket extrusion to the table. Fine tune fence
position with setting screw (414) fitted into link
bracket extrusion end plate (357). Set scale as
required to obtain exact setting.
4 Support (only for PKS 2300)
- Tap adjustable foot ass'y into square tube with hammer.
- Attach support (347) to roller carrieage extrusion (322) approximately 500 mm/20 in. from the front end.
Use 6 each carriage bolt M8x16, washer A8.4, hex. nut M8. 2 carriage bolt M8x40.
Compensate for uneven floor by turning the adjustable foot ass'y (348) in or out, as required.
Page 9
5 Maintenance and Servicing
Due to the high quality materials and components used for this accessory maintenance is kept to a minimum. The
hardened and polished guide bars (317/333) and the four rollers should be oiled regularly with gun oil to keep from
rust. All bearings are greased for life.
The four rollers are factory set. However, if a roller carriage extrusion (316/332) or traversing saddle (310) is
replaced, the rollers may need adjustment.
Loosen bolts "D" of the lower rollers. Adjust by setting the eccentric bush (326) of each roller until carriage runs
smooth with as little play as possible.
6 Scale Setting
Set hinged backstop to reading "50".
Set fence extrusion so that distance
between backstop and saw blade ist
exactly 50 mm.
7 Setting of Riving Knife
Slide backstop plate (349) against
link bracket angle bar (307) and tighten. Repeat setting procedure with
fence in 45° position.
For work longer than 150 cms the
fence extension is used. Set hinged
backstop to 150 cms position and pull
out extension. Distance between
backstop and blade is shown at reading mark A.
The riving knife prevents the work from closing behind the blade, thus stalling the blade and causing kickbback. Except
for set-in work, never perform any cutting operation without the riving knife in place.
Set riving knife so that gap between riving knife and blade does not exceed 10 mm - 3/8 in.
8 Hints for Operation
The fence can be extented to a meax. length of 2600 mm (8'6") to the left.
Use sharp blades only. Set depth of cut to approx. 5-10 mm more than the thickness of the work.
For cutting faced or laminated sheets and panels we recommend use of our special saw blade order-no.
091 000 0020. For ease of transport the table can be taken off by means of the two clamp levers (308 & 309).
Be sure that table seats are clean before table is replaced.
Page 10
8.1 Dimensioning
For dimensioning riving knife and blade guard must be in place at all times.
Place roller carriage extrusion into
crosshead plates Secure to crosshead
plates with bolts.
Set hinged backstop to desired
dimension.
Place table onto seats of traversing
saddle and secure with the two clamp
levers.
Flip up backstop and place work onto
table. Start saw and cut edge square.
Set fence close to saw blade, tighten
starknobs.
Pull back sliding carriage with work.
Turn work round by 180° and place
squared edge against backstop. With
second cut cut to dimension.
Page 11

9 Spare Parts List of Sliding Carriage PK
Pos. Description Size - mm DIN Stock-no.
301 Link Bracket extrusion 600 139 320 1394
302 Angle scale 553 114 220 1247
303 Table 286,5x525 139 020 6760
304 Fence extrusion 1410 139 320 4296
305 Ratched lever M8x20 700 604 3407
308 Clamp lever HD, right 165 149 201 9425
309 Clamp lever HD, left 165 149 201 9433
310 Traversing saddle 139 020 1237
311 Setting bracket 139 201 7573
313 Guide bar, left 20x4x193 149 201 9794
314 Guide bar, right 20x4x193 149 201 9719
315 Roller c/w bearing Ø 65x28 201 020 0140
319 Extrusion bracket, rear 139 220 1315
320 Extrusion bracket, front 139 220 1307
321 Crosshead plate, rear 139 220 1293
322 Crosshead, front 139 220 1455
323 Double collar nut SW 19x14 139 520 1286
324 Setting bolt SW 19x34 139 520 1448
325 Starknob M6 934 700 002 5458
326 Excentric bush, lower SW 30x25 139 520 1278
327 Roller bush, upper Ø 30x25 139 520 1260
329 Slide washer M8 FL 16x5x60 149 202 4500
330 PVC roller cover 239 120 1377
331 Fence end plate 239 120 1628
332 Link bracket angle bar 740 148 540 0792
333 Clamp bracket 148 240 0821
334 Clampthorn 148 540 0830
335 Starknob screw M6x20 700 112 4212
336 Fandisc Ø 6,4 6798 630 408 4047
337 Hexagon socket M6x16 6912 612 705 9193
340 Fence extension 140 139 320 1645
341 Fence extension extrusion 1520 139 320 1610
343 Starknob screw M6x16 700 105 9887
344 Backstop, hinged 201 020 0388
345 Backstob guide plate Bl. 0,88x16x70 139 220 1587
346 MEPLAG nut M6 624 112 5058
348 Adjust foot ass'y 201 020 0787
349 Stop plate Bl. 2x52x44 149 209 7752
350 Rubber buffer Ø 14x14 239 120 3906
351 Extension end plate 239 120 3760
357 Link extrusion end plate 239 120 5801
358 Roller carriage extrusion 1500 139 320 5900
Roller carriage extrusion 2300 139 320 5918
359 Guide bar round Ø 20x1499 148 211 3253
Guide bar round Ø 20x2299 148 220 5840
360 Backstop plate 139 220 5965
365 Scale 1410 114 220 4700
366 Scale 140 114 220 4718
367 Scale 1350 114 220 4726
368 Leg assembly blate 139 220 4454
369 Support leg PK 2300 30x30x620 139 220 4462
400 Cross recessed pan head tapping screw Ø 2,9x9,5 7981 617 203 9632
401 Cross recessed pan head tapping screw Ø 4,8x16 7981 617 200 1830
402 Hex. socket set screw w. flat point M8x20 913 616 102 9309
403 Carriage bolt M8x20 603 611 001 7942
404 Washer Ø 8,4 9021 630 500 2486
405 Hexagon nut self-locking M8 985 620 200 2305
406 Hexagon bolt M6x35 933 610 300 4916
407 Hexagon nut M6 934 620 000 2219
408 Carriage bolt M6x20 603 611 000 0608
409 Hexagon nut, self-locking M6 985 620 200 2291
410 Washer Ø 6,4 125 630 001 6365
411 Hexagon bolt M8x45 931 610 200 1085
412 Hexagon cap nut, self-locking M8 986 620 807 3395
413 Countersunk tapping screw Ø 4,8x22 7982 617 406 3948
414 Hexagon bolt M 6x40 933 610 300 1151
415 Spring washer A 6,4 6798 630 408 4047
418 Hexagon bolt M8x20 933 610 300 1186
421 Hexagon bolt M6x16 933 610 301 5675
422 Self drilling screw/tapping screw thread Ø 3,5x13 614 402 7270
423 Spring washer A 8,4 6798 630 400 1745
424 Washer Ø 3,2 9021 630 505 2335
425 Carriage bolt M6x16 603 611 000 0594
426 Carriage bolt M8x16 603 611 000 0632
427 Carriage bolt M8x40 603 611 001 5990
Page 12

Table des matières
1 Caractéristiques techniques
2 Consignes de sécurité
3 Notice de montage
4 Pied d'appui (seulement modèle PKS 2300)
5 Entretien et maintenance
6 Réglage de l'échelle graduée
7 Réglage du diviseur
8 Consignes de travail
9 Liste des pièces de rechange
10 Dessin éclaté
1 Caractéristiques techniques
Chariot d'avance PKS 1500 Chariot d'avance PKS 2300
Dimensions de la table 280 x 505 mm 280 x 505 mm
Largeur de coupe 90° 610 mm 1260 mm
Largeur de coupe 45° 1010 mm 1660 mm
Longueur totale 1500 mm 2300 mm
Poids max. de la pièce à scier 25 kg 35 kg
N° de commande 091 000 3291 091 000 3321
2 Consignes de sécurité
- Le chariot d'avance PKS 1500 ne peut supporter qu'un poids maximal de pièce jusqu´à 25 kg. Si le poids de la
pièce à scier est plus élevé, la machine risque de basculer.
- Le chariot d'avance PKS 2300 doit être équipé d'un pied d´appui. Le poids maximal de la pièce à scier ne peut
pas dépasser 35 kg.
F
Responsabilité/garantie
Les travaux et autres possibilités d'emploi qui ne sont pas mentionnés dans la présente notice requièrent
l'autorisation écrite de la société metabo.
Veuillez vous adresser à votre revendeur pour tout recours à la garantie.
Les travaux de garantie sont obligatoirement effectués par nos soins ou par des points de service après-vente que
nous avons autorisés à cette fin.
Au-delà de la durée de garantie, il vous est possible de faire effectuer vos réparations par des sociétés spécialisées.
Sous réserve de modifications techniques.
Prière de conserver les factures de réparation!
3 Notice de montage
Visser les traverses (321 et 322) sur le boîtier
de la machine.
Vis: 4 boulons à six pans M8x20
4 rondelles à éventail 8,4
4 écrous hexagonaux M8
Les éclisses inclinées pour les vis de fixation
«B» doivent être orientées vers le côté de la
machine.
Accrocher le profil à galets de roulement (358)
avec les supports d'angle (319 et 320). S'il est
difficile la première fois de l'accrocher, il faut
alors enlever la peinture dans les fentes des
supports d'angle. Pour éviter qu'il se décroche,
visser le support d'angle arrière (319) avec la
traverse (321).
Vis: 1 boulon à six pans M6x16
1 écrou hexagonal M6
Démonter le bout avant (360) et pousser la
selle coulissante sur le profil à galets de
roulement.
- Remonter la tôle d'extrémité démontée.
Page 13

Fixer la plaque de la table avec les deux leviers
de serrage sur la selle coulissante. Visser sans
serrer 2 boulons à tête bombée M6x20 avec
rondelles Ø 6,4, rondelles à éventail Ø 6 et
écrous hexagonaux M6 dans les deux trous de
perçage du côté frontal.
Alignement: Aligner le profil à galets de roulement en tournant les vis de réglage «B» de sorte que la plaque coulissante soit parallèle au bord gauche
et en alignement à la surface de la table porte-outil. Cette opération doit être effectuée devant et derrière. D'abord, ce n'est pas important que la plaque
coulissante soit plus haute ou plus basse que la table porte-outil.
Après avoir aligné le profil à galets de roulement, il fault bloquer les contre-écrous des quatre vis de réglage «B» et les quatre écrous à embase double
(323).
Pousser le profil à coulisse sur les têtes des
deux boulons à tête bombée.
- Les boulons restent d'abord non serrés.
La hauteur de la plaque coulissante par rapport
à la table porte-outil est effectuée en tournant
les vis de réglage «C». Pour cela, dévisser les
vis de jonction entre les supports d'angle (319/
320 et 403/358). La plaque coulissante devrait
être à une hauteur supérieure à 0,5 mm que la
table porte-outil. Vérifiez le bon fonctionnement
en procédant à une coupe d'essai.
Après avoir aligné correctement la plaque
coulissante, serrer bien les 4 écrous.
Introduire le levier de serrage avec la rondelle
plate à travers la fente de la barre à coulisse et
visser le glisseur de réglage.
Pousser le glisseur de réglage dans la rainure
du profil à coulisse. Introduire la broche de
serrage et serrer avec la vis de poignée-étoile.
Monter le bout (357) avec 2 vis à tôle à tête
conique Ø 4,8x22 sur le profil à coulisse. Aligner
la butée à 90° en équerre par rapport à la lame
de scie et régler le point 0 en déplaçant le profil
à coulisse et visser le profil.
- Le réglage précis s´effectue en tournant la vis
de butée.
4 Pied d'appui (seulement pour le modèle PKS 2300)
- Enfoncer le bloc de pied (348) dans le pied d'appui (369) au moyen d'un marteau.
- Visser le pied d'appui à 500 mm env. par devant sur le profil à coulisse.
Vis: 4 boulons à tête bombée M8x16
6 rondelles plates Ø 8,4
6 écroux hexagonaux M8 à freinage interne
2 boulons à tête bombée M8x40
- En tournant le bloc de pied (348), le pied d´appui peut être adapté à des sols présentant des aspérités.
Page 14

5 Entretien et maintenance
Etant donné que les matériaux et composants de la machine sont de haute qualité, celle-ci n'exige qu'un entretien
minime. Il est toutefois recommandé de nettoyer régulièrement les arbres de guidage et les quatre galets de
roulement (315) pour éviter la rouille. Les roulements à bille dans les galets de roulement n'exigent aucun entretien.
Les quatre galets de roulement ont été préalablement ajustés en usine. En cas de remplacement du profil à galets
de roulement ou en cas de montage d'une nouvelle selle coulissante (310), il sera éventuellement nécessaire de
procéder à un nouveau réglage des galets de roulement.
Pour cela, desserrer les vis «D» des galets de roulement inférieurs. Pour le réglage, tourner les coussinets
d'excentrique (326).
6 Réglage de l´échelle graduée
Mettre le curseur sur la position «50».
Déplacer l'ensemble du profil jusqu'à
ce que le curseur soir à 50 cm de la
lame de scie.
7 Réglage du diviseur
Fixer le profil en déplaçant la plaque
de butée. Répéter le réglage et la
fixation du profil de butée à un réglage
à 45°.
Si le profil est poussé, la lecture de la
longueur s´effectue directement sur
le curseur. En cas d'utilisation du profil
de prolongation, pousser le curseur
dans sa position extrême et régler la
longueur sur le bord de lecture «A».
Le diviseur empêche que la pièce se resserre derrière la lame de scie pendant la coupe et que la lame de scie se bloque.
Risque de contrecoup! Le diviseur doit toujours être monté sauf en cas de coupes d'insertion.
Pour régler le diviseur, déplacez-le de manière à ce qu'il soit éloigné de la couronne de la lame de scie de 10 mm max.
sur le côté et de 2 à 3 mm en hauteur.
8 Consignes de travail
Le curseur pour la butée de longueur peut être tiré vers la gauche jusqu'à 2600 mm.
Des surfaces de coupe particulièrement nettes sont obtenues en utilisant des lames de scie bien affilées et des
hauteurs de coupe correctement réglées.
Pour la coupe de panneaux d'agglomérés revêtus, nous vous conseillons d'utiliser notre lame de scie circulaire
spéciale portant le n° de commande 091 000 0020 (empreinte 20), n° de commande 091 001 0166 (empreinte
30). Pour faciliter le transport de la machine, la plaque coulissante peut être rapidement démontée en tournant les
leviers de serrage (306 et 309).
Assurez-vous en posant la plaque coulissante que les surfaces d'appui sont propres.
Page 15

8.1 Coupe de formats
Pour la coupe de formats, la machine doit être équipée d'un diviseur et d'un capot de protection.
Accrocher le profil de guidage (profil
porteur à coulisse) dans le dispositif
de réception.
Régler le curseur sur la largeur de
format désirée au moyen de la règle.
Poser la table coulissante et serrer
avec les deux leviers de serrage.
Rabattre le curseur vers le haut et
poser la pièce que vous voulez scier.
Démarrer la machine et couper la
pièce d'équerre.
Approcher l'extrémité du profil de
guide d`angle tout près de la lame de
scie et serrer les poignée-étoile.
Ramener le chariot d'avance et la
pièce. Tourner la pièce de 180° et la
poser contre le curseur rabattu vers
le bas avec l'arête qui a été coupée
en équerre lors de la première coupe.
Ensuite effectuer la deuxième coupe.
Page 16

9 Liste des pièces de rechange du chariot d'avance PK
Pos. Désignation Dimensions en mm DIN Réf.
301 profil à coulisse 600 139 320 1394
302 ruban gradué d'angle 553 114 220 1247
303 plaque à dégauchir 286,5x525 139 020 6760
304 profil de butée d'angle 1410 139 320 4296
305 vis de levier de serrage M8x20 700 604 3407
308 levier de serrage, droite 165 149 201 9425
309 levier de serrage, gauche 165 149 201 9433
310 selle coulissante 139 020 1237
311 angle d'ajustage 139 201 7573
313 barre de guidage, gauche 20x4x193 149 201 9794
314 barre de guidage, droite 20x4x193 149 201 9719
315 galet de roulement avec palier Ø 65x28 201 020 0140
319 support d'angle, arrière 139 220 1315
320 support d'angle, avant 139 220 1307
321 traverse, arrière 139 220 1293
322 traverse, avant 139 220 1455
323 écrou à embase double SW 19x14 139 520 1286
324 cheville de réglage SW 19x34 139 520 1448
325 écrou de poignée-étoile M6 934 700 002 5458
326 coussinet d'excentrique, en bas SW 30x25 139 520 1278
327 coussinet de galet de roulement, en haut Ø 30x25 139 520 1260
329 glisseur de réglage M8 FL 16x5x60 149 202 4500
330 racleur 239 120 1377
331 bout 239 120 1628
332 barre à coulisse 740 148 540 0792
333 support de serrage 148 240 0821
334 broche de serrage 148 540 0830
335 vis de poignée-étoile M6x20 700 112 4212
336 rondelle à éventail Ø 6,4 6798 630 408 4047
337 vis cylindrique M6x16 6912 612 705 9193
340 prolongation 140 139 320 1645
341 profil de prolongation 1520 139 320 1610
343 vis de poignée-étoile M6x16 700 105 9887
344 curseur avec capuchon 201 020 0388
345 tôle de guidage du curseur Bl. 0,88x16x70 139 220 1587
346 écrou moleté M6 624 112 5058
348 bloc de pied 201 020 0787
349 butée de mesure Bl. 2x52x44 149 209 7752
350 tampon d'insertion Ø 14x14 239 120 3906
351 bout pour prolongation 239 120 3760
357 bout pour profil à coulisse 239 120 5801
358 profil à galets de roulement 1500 1500 139 320 5900
profil à galets de roulement 2300 2300 139 320 5918
359 arbre de guidage 1500 Ø 20x1499 148 211 3253
arbre de guidage 2300 Ø 20x2299 148 220 5840
360 butée d'extrémité 139 220 5965
365 ruban gradué 1410 114 220 4700
366 ruban gradué 140 114 220 4718
367 ruban gradué 1350 114 220 4726
368 tôle de montage pour appui 139 220 4454
369 pied d´appui 30x30x620 139 220 4462
400 vis à tôle à tête bombée à empreinte cruci. Ø 2,9x9,5 7981 617 203 9632
401 vis à tôle à tête bombée à empreinte cruci. Ø 4,8x16 7981 617 200 1830
402 tige filetée à six pans intérieurs M8x20 913 616 102 9309
403 boulon à tête bombée à quatre pans M8x20 603 611 001 7942
404 rondelle Ø 8,4 9021 630 500 2486
405 écrou hexagonal à freinage interne M8 985 620 200 2305
406 boulon hexagonal M6x35 933 610 300 4916
407 écrou hexagonal M6 934 620 000 2219
408 boulon à tête bombée à quatre pans M6x20 603 611 000 0608
409 écrou hexagonal à freinage interne M6 985 620 200 2291
410 rondelle Ø 6,4 125 630 001 6365
411 boulon hexagonal M8x45 931 610 200 1085
412 écrou borgne à freinage interne M8 986 620 807 3395
413 vis à tôle à tête conique Ø 4,8x22 7982 617 406 3948
414 boulon hexagonal M 6x40 933 610 300 1151
415 rondelle à éventail A 6,4 6798 630 408 4047
418 boulon hexagonal M8x20 933 610 300 1186
421 boulon hexagonal M6x16 933 610 301 5675
422 vis de perçage à empreinte cruciforme Ø 3,5x13 614 402 7270
423 rondelle à éventail A 8,4 6798 630 400 1745
424 rondelle Ø 3,2 9021 630 505 2335
425 boulon à tête bombée à quatre pans M6x16 603 611 000 0594
426 boulon à tête bombée à quatre pans M8x16 603 611 000 0632
427 boulon à tête bombée à quatre pans M8x40 603 611 001 5990
Page 17

Inhoud
1 Technische gegevens
2 Veiligheids voorschriften
3 Montage
4 Steunvoet (enkel bij PKS 2300)
5 Onderhoud
6 Afstellen van de skala
7 Regeling van het spouwmes
8 Gebruiksvoorschriften
9 Lijst met onderdelen
10 Explosietekening
1 Technische gegevens
Afkortgeleider PKS 1500 Afkortgeleider PKS 2300
Tafelgrootte 280 x 505 mm 280 x 505 mm
Zaagbreedte 90° 610 mm 1260 mm
Zaagbreedte 45° 1010 mm 1660 mm
Gezamelijke lengte 1500 mm 2300 mm
Gewicht v/h werkstuk max. 25 kg 35 kg
Best.-Nr. 091 000 3291 091 000 3321
2 Veiligheidsinstrukties
De afkortgeleider van het type PKS 1500 kan enkel beladen worden met gewicht v/h werkstuk tot 25 kg. Een groter
gewicht kan de machine doen omkippen.
De afkortgeleider v/h type PKS 2300 moet met een steunvoet uitgerust zijn.
NL
Produkt verantwoordelijkheid/garantie
Werkzaamheden en gebruiksmogelijkheden die niet vermeld zijn moeten een schriftelijke toelating van metabo.
Met aanspraken op garantie gelieve U zich tot uw vakhandel te wenden.
Werken onder garantie worden in principe door ons of door een van ons geautoriseerde hersteller uitgevoerd.
Buiten de garantietijd kunt u herstellingen door een gespecialiseerd vakman laten uitvoeren.
Gelieve reparatie rekeningen bij te houden.
Onder voorbehoud van technische wijzigingen.
3 Montage-instrukties
De traversen (321 en 322) worden aan
het machine huis geschroefd.
Schroeven:
4 stuks zeskantschroeven M8x20
4 stuks vlakketand veerringen 8,4
4 stuks zeskantmoeren
De afgekante dekplaten voor de
regelschroeven B moeten naar de
machinezijde wijzen.
Het profiel voor de looprollen (358) moet
aan de beide hoekdragers (319 en 320)
gehaakt worden. Wanneer het inhaken de
eerste keer te moeilijk zou gaan, zo moet de
verf in de gleuven van de hoekdrager
verwijderd worden. Het uithaken wordt door
het vastschroeven van de hoek dragers
(319) met de traverse (321) verhinderd.
Schroeven:
1 stuk zeskantschroef M6x16
1 stuk zeskantmoer M6
Het voorste eindstuk (360) demonteren
en het schuifzadel op het
looprollendragerprofiel schuiven.
Page 18

De tafelplaat met de beide spanhaken op
het schuifzadel bevestigen. 2 stuk
slotbouten M6x20 met sluitringen Ø 6,4,
vlakketandveerringen Ø 6 en zeskantmoeren M6 los in de twee boringen van de
kopkant schroeven.
Het glijdraagprofiel over de koppen van
de beide slotbouten schuiven.
De bouten blijven nu nog los bevestigd.
De hoogte van de machineplaat ten
opzichte van de machine tafel gebeurt via
de regelschroef "C" Daarom moeten de
verbindingsschroeven tussen de
hoekdrager (319/320) en de positie (403/
358) losgemaakt worden. De schuifplaat
moet ca. 0,5 mm hoger als de machineplaat gemonteerd worden. Ga na of de
montage korrekt verlopen is door enkele
proefzaagsneden uit te voeren. Na het
afstellen van de schuifplaat moeten de
vier moeren worden vastgezet.
Afregelen: het draagprofiel van de looprollen moet door verstellen van de instelschroeven "B" zo worden afgesteld dat de schuifplaat
parallel loopt ten opzichte van de linkse kant en vluchtend ten opzichte van de machinetafel. deze ingreep moet vooraan en achteraan
worden uitgevoerd. Het is aanvankelijk niet belangrijk of de schuifplaat hoger of lager staat als de machinetafel. Na het uitlijnen van
het looprollendraagprofiel moeten de kontermoeren van de vier stelschroeven "B" en de vier dubbelmoeren (323) worden vast gezet.
De klemhendel met onderlegring door de
gleuf van het glijprofiel schuiven en de
regelgeleider opschuiven.
De regelgeleider in de baan van het
glijdraagprofiel schuiven.
De spanhuls insteken en met de stergreep
vastzetten.
Het eindstuk (357) met 2 verzonken
schroeven bevestigen Ø 4,8x22 mm aan
het schuif-draagprofiel. De aanslag 90°
haaks ten opzichte van het zaagblad
uitlijnen en het nul-punt door verschuiven
van glijdraagprofiel instellen en het profiel
vast-schroeven.
Page 19

4 Steunvoet enkel bij PKS 2300
- Het bouwelement met voet (348) met een hamer in de steunvoet slagen (369).
- De steunvoet ongeveer 500 mm van voor aan het draagprofiel schroeven
Schroeven: 4 stuk Laagbolkopschroeven M8x16
6 stuk onderleg sluitringen Ø 8,4
6 stuk zeskantmoeren M8 zelfborgend
2 stuk laagbolkopschroeven
Door het verdraaien van de voet-groep (348) kan de steunvoet aan oneffen bodem worden aangepast.
5 Onderhoud
Gezien de kwaliteit van de gebruikte materialen is er slechts weinig onderhoud nodig. De geleidings-assen moeten
regelmatig met naaimachine-olie worden ingesmeerd, zodat geen roest ontstaat. De kogellagers zijn onderhoudsvrij.
de vier looprollen worden in de fabriek afgesteld. Wanneer een nieuw looprollenprofiel ingebouwd wordt of wanneer
het schuifzadel vernieuwd wordt dan moeten de looprollen opnieuw worden afgeregeld. Hiertoe moet U de
schroeven "D" van de onderste looprollen losmaken. De instelling gebeurt door verstellen van de excenterbussen
(326).
6 Instelling van de Skala
De ruiter op de skala-maat "50" stellen.
Het gehele profiel wordt nu zover
verschoven, dat de ruiter 50 cm. van het
zaagblad is.
De instelling van het profiel door
verschuiven van de aanslagplaat
vastzetten. de zelfde procedure herhalen
bij het instellen op 45°.
Wanneer het profiel samen, geschoven is
gebeurt de aflezing direkt aan het profiel,
wanneer het verlengingsprofiel gebruikt
wordt den moet de ruiter in zijn uiterste
positie gebracht worden en worden de
waarden afgelezen aan de leeskant "A".
7 Regeling van het spouwmes
Het spouwmes verhindert dat het werkstuk tijdens het zagen sluit en dat het zaagblad ingeklemd wordt. Daardoor zou een terugslag
kunnen voorkomen. Het spouwmes moet, tenzij verdekte zaagsneden gemaakt worden, steeds gemonteerd blijven.
Het spouwmes is door verschuiving zodanig in te stelen dat de afstand tot de kroon van het zaagblad langs de zijkant maximaal 10
mm en in de hoogte 2-3 mm. bedraagt.
8 Gebruiksvoorschriften
De ruiter voor de langsaanslag kan tot 2600 mm. naar links worden uitgetrokken. Zuivere snijvlakken worden
bekomen door het gebruik van goed aangescherpte zaagbladen en door het instellen van de gepaste hoogte. De
zaaghoogte moet ca. 10 à 5 mm. boven de werkstukdikte liggen.
Voor het verzagen van beklede spaanplaten raden wij het gebruik aan van ons zaagbladtypen Nr. 091 000 0020
(20 boring) en Nr. 091 001 0166 (30 boring). Om de machine gemakkelijk te transporteren kan de schuifplaat door
verschuiven van de haken worden weggenomen. Zorg er meer speciaal voor dat bij het plaatsen van de schuifplaat
de opligvlakken zuiver zijn.
Page 20

8.1 Formaatzagen
Voor het verzagen van formaten moet de machine van het spouwmes en de afzuigkap voorzien zijn.
Het geleidingsprofiel in de haken bevestigen.
De ruiter met de maatstraf op de gewenste
breedte instellen.
De schuifplaat opleggen en met de haken
bevestigen.
De ruiter hoogklappen en het werkstuk
opleggen. Machine opstarten en het
werkstuk haaks verzagen.
Het eindstuk van het hoek-aanslagprofiel
dicht bij het zaagblad brengen en de sterknoppen vastzetten.
Schuifwagen en werkstuk terugtrekken.
Het werkstuk over 180° draaien en met
de in de eerste bewerking haaks gezaagde kant tegen de naar beneden geklapte
ruiter leggen, dan de tweede snede uitvoeren.
Page 21

9 Lijst van wisselstukken
Pos. Omschrijving Größe DIN Best. nr.
301 Glijdraagprofiel 600 139 320 1394
302 Band voor skala 553 114 220 1247
303 Vlakplaat 286,5x525 139 020 6760
304 Hoekaanslagprofiel 1410 139 320 4296
305 Schroef voor klemhendel M8x20 700 604 3407
308 Spanhendel rechts 165 149 201 9425
309 Spanhendel links 165 149 201 9433
310 Schuifzadel 139 020 1237
311 Regelhoek 139 201 7573
313 Geleidingsprofiel links 20x4x193 149 201 9794
314 Geleidingsprofiel rechts 20x4x193 149 201 9719
315 Looprol met kogellager Ø 65x28 201 020 0140
319 Hoekdrager achter 139 220 1315
320 Hoekdrager voor 139 220 1307
321 Traverse achter 139 220 1293
322 Traverse vooraan 139 220 1455
323 Dubbele kraagmoer SW 19x14 139 520 1286
324 Stelbouten SW 19x34 139 520 1448
325 Stergreepmoer M6 934 700 002 5458
326 Excenterbus onder SW 30x25 139 520 1278
327 Looprolbus boven Ø 30x25 139 520 1260
329 Regelgeleider M8 FL 16x5x60 149 202 4500
330 Rolafdekking 239 120 1377
331 Eindstuk 239 120 1628
332 Schuiflijst 740 148 540 0792
333 Spandrager 148 240 0821
334 Spanbus 148 540 0830
335 Stergreepschroef M6x20 700 112 4212
336 Tandveerring Ø 6,4 6798 630 408 4047
337 Cylinderschroef M6x16 6912 612 705 9193
340 Verlenging 140 139 320 1645
341 Verlengingsprofiel 1520 139 320 1610
343 Stergreepschroef M6x16 700 105 9887
344 Ruiter met klep 201 020 0388
345 Ruiter geleidingsplaat Bl. 0,88x16x70 139 220 1587
346 Kartelmoer M6 624 112 5058
348 Voetgroep 201 020 0787
349 Maatsaanslag Bl. 2x52x44 149 209 7752
350 Rubber stop Ø 14x14 239 120 3906
351 Eindstuk voor verlenging 239 120 3760
357 Eindstuk voor het schuifprofiel 239 120 5801
358 Looprollendraagprofiel 1500 139 320 5900
Looprollendraagprofiel 2300 139 320 5918
359 Geleidingsas 1500 Ø 20x1499 148 211 3253
Geleidingsas 2300 Ø 20x2299 148 220 5840
360 Eindaanslag 139 220 5965
365 Skalaband 1410 114 220 4700
366 Skalaband 140 114 220 4718
367 Skalaband 1350 114 220 4726
368 Montageplaat voor voet 139 220 4454
369 Steunvoet 30x30x620 139 220 4462
400 Lensplaatschroef m.K. Ø 2,9x9,5 7981 617 203 9632
401 Lensplaatschroef m.K. Ø 4,8x16 7981 617 200 1830
402 Draadstift met binnenzeskant M8x20 913 616 102 9309
403 Vlakrondschroef met vierk. M8x20 603 611 001 7942
404 Sluitring Ø 8,4 9021 630 500 2486
405 Zeskantmoer zelfborgend M8 985 620 200 2305
406 Zeskantschroef M6x35 933 610 300 4916
407 Zeskantmoer M6 934 620 000 2219
408 Vlakrondschroef m; vierk; M6x20 603 611 000 0608
409 Zeskantmoer zelfborgend M6 985 620 200 2291
410 Sluitring Ø 6,4 125 630 001 6365
411 Zeskantschroef M8x45 931 610 200 1085
412 Zelfborgende dopmoer M8 986 620 807 3395
413 Verzonken plaatschroef Ø 4,8x22 7982 617 406 3948
414 Zeskantschroef M 6x40 933 610 300 1151
415 Sluitring A 6,4 6798 630 408 4047
418 Zeskantschroef M8x20 933 610 300 1186
421 Zeskantschroef M6x16 933 610 301 5675
422 Zelfborende schroef met kruiskop Ø 3,5x13 614 402 7270
423 Sluitring A 8,4 6798 630 400 1745
424 Sluitring Ø 3,2 9021 630 505 2335
425 Slotbouten met vierkant M6x16 603 611 000 0594
426 Slotbouten met vierkant M8x16 603 611 000 0632
427 Slotbouten met vierkant M8x40 603 611 001 5990
Page 22

Indholdsfortegnelse
1 Teknisk data
2 Sikkerhedsanvisning
3 Montering
4 Støtteben (kun til PKS 2300)
5 Rengøring og eftersyn
6 Indstilling af skala
7 Indstilling af spaltekniv
8 Råd angående betjening
9 Reservedelsliste
10 Eksploderet tegning
1 Teknisk data
Rullebord PKS 1500 Rullebord PKS 2300
Bordstørrelse 280 x 505 mm 280 x 505 mm
Snitbredde 90gr 610 mm 1260 mm
Snitbredde 45gr 1010 mm 1660 mm
Samlet længde 1500 mm 2300 mm
Belastning max. 25 kg 35 kg
Best. nr. 091 000 3291 091 000 3321
DK
2 Sikkerhedsanvisning
- Til model PKS 1500 er den højest tilladte vægt, der må hvile på bordet 25 kg. Større vægt på rullebordet kan vælte
saven.
- Til model PKS 2300 er den højest tilladte vægt, der må hvile på bordet 35 kg. Støttebenet skal tilpasses som
beskrevet i afsnit 4. for at hindre saven i at vælte.
Brugeransvar
Denne maskine kan udføre de opgaver, der er beskrevet i denne brugsanvisning. Maskinen skal efterses
regelmæssigt. Defekt udstyr (inklusiv sliddele) må ikke anvendes. Dele som er i stykker, mangler, er tydeligt slidt,
skævt eller beskadigede skal udskiftes omgående. Bliver det nødvendigt med en sådan reparation eller udskiftning,
anbefales det at disse udbedringer udføres af kvalificerede personer godkendt af enten producenten eller dennes
repræsentant. Denne maskine eller dens dele må ikke forandres eller udskiftes fra standard specifikationerne.
Brugeren af denne maskine har ene ansvaret for de funktionsfejl, der opstår som følge af forkert anvendelse eller
uautoriseret ændringer af standard specifiktionen, mangelfuld vedligeholdelse, beskadigelse eller forkerte
reparationer af andre end kvalificerede personer godkendt af producenten eller dennes repræsentant.
Forbehold for tekniske ændringer!
3 Montering
Bolt de forreste og bagerste holdere
(321x322) fast til savhuset.
Vinkelholdere med stilleskruer "B" skal
pege mod midten af maskinen.
Anvend 4 stk. bolte M8x20, skiver B
8,4 og møtrikker M8.
Anbring skinnen for rullebordet (358)
med begge forbindelsesplader (319/
320) på holderne. Skrab maling af fra
notgange i forbindelsespladerne, hvis
den er meget stram. Stram
forbindelsespladerne (319) til
holderne med 1 stk. bolt og møtrik
M6.
Fjern endestykket (360), og anbring
traversbordet (310) på skinnen for
rullebordet (358). Sæt bagstop på
igen.
Page 23

Anbring bordet på traversbordet, og spænd det
fast med låsepaler (308 & 309). Sæt en
bræddebolt M6x20 ind i hver af de to huller, og
tilpas med skive B 6,4, skive B 6 og møtrik M6.
Stram ikke endnu.
Skinnen for rullebordet skal indstilles parallelt med bordet ved at dreje stilleskrue "B" både forrest og bagerst som krævet. Efterindstil stilleskruerne
med møtrikkerne.
Monter førringsskinnen (301) på hovedet af
bræddeboltene, der lige er monteret. Boltene
skal ikke strammes endnu.
Rullebordet bør indstille 0,5 mm højere end
savbordet. Indstil med justerbare stilleskruer
"C" som krævet. Lav prøvesnit for at efterprøve
en korrekt indstilling. Luk stilleskruernes
møtrikker "C".
Anbring vinkelgreb M8x20 igennem slidsen i
vinkeljernet (307), og fastspænd glideskive
(329) til gevindstiften på vinkelgrebet.
Før glideskive (329) ind i slidsen på
føringsskinnen (301). Indsæt dorn, og lås ved
at spænde stjernegrebet.
Fastspænd endepladen (357) til føringsskinnen
med to undersænkede skruer Ø 4,8x22. Indstil
anslaget vinkelret på savklingen, og før
føringsskinnen for at sætte i NUL position. Nu
strammes de to bræddebolte, der holder føringsskinnen til bordet, helt. Finjuster anslagets
position med stilleskrue (414) tilpasset i
endepladen (357). Indstil skala for at opnå den
præcise indstilling.
4 Støtteben (kun til PKS 2300)
- Slå den justerbare fod ind i det firkantede rør med en hammer.
- Fastspænd støtteben (347) til skinnen for rullebordet (322) ca. 500 mm fra frontens ende. Anvend 6 stk.
bræddebolte M8x16, 6 stk. skiver A 8,4, 6 stk. møtrikker M8, 2 stk. bræddebolte M8x4. Kompenser for et ujævnt
gulv ved at dreje den justerbare fod (348) ind eller ud, alt efter hvad der kræves.
Page 24

5 Rengøring og eftersyn
Vedligeholdelsen kan holdes på et minimum, da der er anvendt højkvalitets materialer og komponenter. De
hærdede og polerede glideskinner (317/333) og de 4 ruller bør smøres regelmæssigt med våbenolie for at beskytte
dem mod rust. Alle lejer er smurt en gang for alle. De 4 ruller er indstillet fra fabrikken. Hvis en skinne for rullebordet
(316/332) eller traversbordet (310) imidlertid skal udskiftes, kan skinnerne behøve justering.
Løsn boltene "D" på den nederste skinne. Juster ved at indstille den excentriske skive (326) på hver rulle indtil
rullebordet glider let, og med så lille modstand som muligt.
6 Indstilling af skala
Indstil bagstop til aflæsning "50". Indstil
anslaget, så afstanden mellem
bagstop og klingen er nøjagtig 50
mm.
7 Indstilling af spaltekniv
Før bagstop plade mod føringsskinnen
(307), og stram. Gentag indstillings
fremgangsmåden med anslaget i
45gr. position.
Til emner længere end 150 cm
anvendes teleskopføringen. Indstil
bagstop til 150 cm indstilling, og træk
linealen ud. Afstanden mellem
bagstop og klinge er vist ved
aflæsningsmærke A.
Spaltekniven hindrer emnet i at lukke bagved klingen og dermed standse klingen og forårsage tilbageslag. Udfør aldrig
en snitoperation uden at spaltekniven er på plads medmindre det er indsnit. Indstil spaltekniven så afstanden mellem
spaltekniven og klingen ikke overskrider 10 mm.
8 Råd til betjening
Anslaget kan forlænges til en max. længes til en max. længde på 2600 mm til venstre.
Anvend kun skarpe klinger. Indstil snithøjden til ca. 5 - 10 mm mere end tykkelsen af emnet.
Til savning af belagte eller laminerede plader og paneller, anbefaler vi at bruge vores specielle savklinge best. nr.
091 000 0020. For at lette transport kan bordet tages af ved hjælp af de to låsepaler (308 & 309). Vær sikker på
at sædet er rent inden bordet sættes på igen.
Page 25

8.1 Savning af større emner
Til savning af større emner skal spaltekniven og klingeafdækningen altid være på plads.
Anbring skinne for rullebordet ind i
holderne. Fastspænd den til holderne
med boltene.
Indstil bagstop til ønskede bredde. Løft bagstop, og anbring emnet på
Anbring bordet på sædet af traversen, og fastspænd med de to låsepaler.
bordet. Start sav og tilskær kanten.
Indstil anslaget tæt til klingen, stram
stjernegrebene.
Træk rullebordet med emnet tilbage.
Drej emnet 180gr. rundt, og anbring
den tilskårede kant mod bagstop. Med
andet snit, saves til bredden.
Page 26

9 Redelsliste Rullebord PK
Pos. Beskrivelse Mål DIN Best. nr.
301 Glideskinne 600 139 320 1394
302 Vinkelskala 553 114 220 1247
303 Bord 286,5x525 139 020 6760
304 Anslagsprofil 1410 139 320 4296
305 Vinkelgreb M8x20 700 604 3407
308 Låsepal HD, højre 165 149 201 9425
309 Låsepal HD, venstre 165 149 201 9433
310 Konsolplade 139 020 1237
311 Justervinkel 139 201 7573
313 Glideskinne, venstre 20x4x193 149 201 9794
314 Glideskinne, højre 20x4x193 149 201 9719
315 Styrerulle m. leje Ø 65x28 201 020 0140
319 Bagerste vinkelbeslag 139 220 1315
320 Forreste vinkelbeslag 139 220 1307
321 Holder, bagerste 139 220 1293
322 Holder, forreste 139 220 1455
323 Dobbeltmøtrik SW 19x14 139 520 1286
324 Indstillingsbolt SW 19x34 139 520 1448
325 Stjernegreb M6 934 700 002 5458
326 Excentrisk skive, nederst SW 30x25 139 520 1278
327 Aksel til rulle Ø 30x25 139 520 1260
329 Laske M8 FL 16x5x60 149 202 4500
330 Rulleafdækning 239 120 1377
331 Endestykke 239 120 1628
332 Vinkelskinne 740 148 540 0792
333 Holder 148 240 0821
334 Spændedorn 148 540 0830
335 Stjernegrebsskrue M6x20 700 112 4212
336 Stjerneskive Ø 6,4 6798 630 408 4047
337 Cylinderskrue M6x16 6912 612 705 9193
340 Forlængerskala 140 139 320 1645
341 Teleskopprofil 1520 139 320 1610
343 Stjernegrebskrue M6x16 700 105 9887
344 Bagstop 201 020 0388
345 Laske Bl. 0,88x16x70 139 220 1587
346 Fingerskrue M6 624 112 5058
348 Justerbar fod kompl. 201 020 0787
349 Plade for bagstop Bl. 2x52x44 149 209 7752
350 Gummibuffer Ø 14x14 239 120 3906
351 Endestykke 239 120 3760
357 Endestykke 239 120 5801
358 Skinne for rullebord 1500 1500 139 320 5900
Skinne for rullebord 2300 2300 139 320 5918
359 Glideskinne, rund 1500 Ø 20x1499 148 211 3253
Glideskinne 2300 Ø 20x2299 148 220 5840
360 Endesykke 139 220 5965
365 Skala 1410 114 220 4700
366 Skala 140 114 220 4718
367 Skala 1350 114 220 4726
368 Monteringsplade 139 220 4454
369 Støtteben 30x30x620 139 220 4462
400 Linseskrue Ø 2,9x9,5 7981 617 203 9632
401 Linseskrue Ø 4,8x16 7981 617 200 1830
402 Gevindstift M8x20 913 616 102 9309
403 Bræddebolt M8x20 603 611 001 7942
404 Skive Ø 8,4 9021 630 500 2486
405 Låsemøtrik M8 985 620 200 2305
406 Bolt M6x35 933 610 300 4916
407 Møtrik M6 934 620 000 2219
408 Bræddebolt M6x20 603 611 000 0608
409 Låsemøtrik M6 985 620 200 2291
410 Skive Ø 6,4 125 630 001 6365
411 Bolt M8x45 931 610 200 1085
412 Låse hovedmøtrik M8 986 620 807 3395
413 Undersænket skrue Ø 4,8x22 7982 617 406 3948
414 Bolt M 6x40 933 610 300 1151
415 Stjerneskive A 6,4 6798 630 408 4047
418 Bolt M8x20 933 610 300 1186
421 Bolt M6x16 933 610 301 5675
422 Selvskærende skrue Ø 3,5x13 614 402 7270
423 Stjerneskive A 8,4 6798 630 400 1745
424 Skive Ø 3,2 9021 630 505 2335
425 Bræddebolt M6x16 603 611 000 0594
426 Bræddebolt M8x16 603 611 000 0632
427 Bræddebolt M8x40 603 611 001 5990
Page 27

Indice
1 Datos técnicos
2 Advertencias de seguridad
3 Instrucciones para el montaje
4 Patas (solamente para el modelo PKS 2300)
5 Cuidados y mantenimiento
6 Ajuste de la escala
7 Ajuste de la cuña de partir
8 Advertencias de trabajo
9 Piezas de recambio
10 Representación gráfica tridimensional
1 Datos técnicos
Carro de corredura PKS 1500 Carro de corredura PKS 2300
Grosor de la mesa 280 x 505 mm 280 x 505 mm
Anchura del corte 90° 610 mm 1260 mm
Anchura de corte 45° 1010 mm 1660 mm
Longitud total 1500 mm 2300 mm
Peso máximo de la pieza de trabajo 25 kg 35 kg
número de pedido 091 000 3291 091 000 3321
E
2 Advertencias de seguridad
- El carro de corredera modelo PKS 1500 sólo se puede cargar hasta un peso máximo de la pieza de 25 kgs. Un
peso superior puede desequilibrar la máquina y volcarla.
- El carro de corredera modelo PKS 2300 debe ser equipado con el pie de apoyo. El peso máximo de la pieza no
puede sobrepasar los 35 kgs.
Reponsabilidad del producto/Garantía
Los trabajos no mencionados y posibilidades de aplicación necesitan de una autorización escrita de la empresa
metabo.
En caso de reclamaciones en garantiá diríjase a sus distribuidores especializados.
Los trabajos en garantía, por lo general, son realizados por nosotros o por una empresa autorizada por nosotros.
Fuera del periodo de garantía puede realizar las reparaciones a través de una empresa del ramo.
3 Instrucciones para el montaje
Las traversas número 321 y 322 son atornilladas
en la caja del motor de la máquina.
Tornillos: 4 Tornillos hexagonales M8x20
4 Anillos elásticos 8,4
4 Tuercas hexagonales M8
Las bridas incluidas para los tornillos de la
instalación en "B" deben señalar hacia el lado
de la máquina.
El perfil de la polea de rodadura número 358,
engánchelo con los dos soportes angulares
número 319 y 320. Si el enganche en el primer
intento fue dificil, descascarille la pintura de las
muescas del soportes angular. Impida el
desenganche desatornillando el soporte angular número 319 (= hacia atrás) con la traversa
número 321.
Tornillos: 1 Tornillo hexagonal M6x16
1 Tuerca hexagonal M6
Desmonte la pieza terminal delantera número
360, corra el sillín deslizante por encima del
perfil de la polea de rodadura.
- Instale de nuevo la chapa terminal
desmontada.
Page 28

Fije el tablero al sillín deslizante con las dos
palancas de fricción.
2 tornillos de cabeza rebajada M6x20 con
arandelas 6 anillos elásticos Ø 6 y las tuercas
hexagonales M6 suelta, atorníllelos en las dos
ranuras.
Nivelación: El perfil de la polea de rodadura nivélelo girando los tornillos de la instalación "B", que situa la plataforma de corredera paralela a la
mesa de la máquina. Este procedimiento se debe efectuar delante y detrás. Es insignificante, que la plataforma de empuje quede o más alta o más
baja que la mesa de la máquina. Después de efectuadas las nivelaciones de el perfil de la polea de rodadura, debe afianzar fuertemente los 4 tornillos
"B" y cuatro tuercas dobles (323).
Empuje hacia arriba el perfil de sujeccion sobre
las cabezas de ambos tornillos de cabeza
rebajada. Los tornillos quedan de momento
aun sueltos.
La altura de la plataforma de empuje de la
mesa de la máquina es colocada girando los
tornillos de unión entre el soporte angular
posición 319/320 y posición 403/358. La
plataforma de corredera deberá estar
aproximadamente 0,5 mm mas alta que la
mesa de la máquina. Examine la función
adecuada mediante un corte de prueba después
se deben ajustar las 4 tuercas.
La placa mesa con las dos palancas ajustar al
sillin de arrastre. 2 unit. Tornillos rebajados
M 6x20 con arandelas 6,4, arandelas rabajadas
M 6 y atornillar en tornillar en los dos orificios.
Introduzca el patin de ajuste del perfil del
bastidor en la ranura. Colocar el mandril y
atornillar.
La pieza (357) con 2 tornillos hexagonales
Ø 4,8x22 se deben montar al bastidor. El tope
90° oscilante a la hoja de sierra y poner a punto
a traves del perfil y atornillar. El ajuste de
precisión se efectúa a traves de un giro del tope
del tornillo.
4 Pie (solamente para el modelo PKS 2300)
- El grupo de montaje 348 introducir con un martillo en el pie.
- El pie aprox. 500 mm de delante atornillar al perfil del bastidor.
Tornillos: 4 unid. Tornillos de cabeza rebajada M8x16
6 unid. Arandelas 8,4
6 unid. Tuercas hexagonales M8
2 unid. Tornillos de cabeza rebajada M8x40.
- Mediante giro del grupo de montaje (348) se puede acoplar el pie a suelos con desniveles.
Page 29

5 Cuidados y mantenimiento
A causa de la multitud y características de los materiales utilizados y de los complementos de la máquina, los
cuidados y mantenimientos son escasos. Los ejes guia y las poleas número 315 deben ser limpiados regularmente
con aceite para evitar la oxidación. Los rodamientos radiales no necesitan cuidados.
Las 4 poleas están ajustadas desde fábrica.Si se compra una nueva pieza de recambio o un sillín (310) entónces
se deberá hacer un ajuste de nuevo.
Saque entónces los tornillos "D" de la polea inferior. El ajuste se hace a través de un giro de la caja excéntrica (326).
6 Ajuste de la escala
Instale el jinetillo en la posición "50"
de la escala. Desplace el perfil haste
que el jinetillo quede alejado 50 cm de
la sierra.
7 Ajuste de la cuña de corte
La instalación del perfil se fija
desplazando la bandeja de tobe. La
instalación y calibración del perfil del
tope se repite ajustándolo a 45°.
Al tener el perfil ajustado en sus topes
se puede hacer la lectura de las
longitudes directamente del jinetillo
ajustarlo a su posición final y la longitud
al lector -A-.
Esta cuña de corte evita que la pieza se atranque con la sierra y que la cuña misma se atasque. Se podría producir un
contragolpe.-La cuña de corte debe estar disponible constantemente.
La cuña se instala de tal manera que su proximidad con respecto del filo de la hoja sea un máximo de 10 mm y su altura
ascienda a 2-3 mm.
8 Advertencias de trabajo
El jinetillo para el tope de longitud puede ser desplazado hasta 2600 mm hacia la izquierda.
Las superficies de corte particularmente limpias se obtienen utilizando hojas de sierra muy afiladas a una correcta
altura.
La altura de corte debería estar entre 5 y 10 mm sobre la anchura de la pieza de trabajo.
Para recortar diferentes tablas recomendamos la utilización de nuestras hojas de sierra especiales con el número
de pedido 091 000 0020 (20eje cución) Best.-Nr. 091 001 0166 (30eje cución).
Para facilitar el transporte, el tablero de desplazamiento puede ser desmontado doblando las palancas tensoras
números 308 y 309. Durante el montaje del tablero de desplazamiento tenga en cuenta que la superficie del soporte
este completamente limpio.
Page 30

8.1 Corte de formatos
La máquina debe estar equipada para cortar formatos con una cuña y caperuza protectora.
El perfil de introducción (perfil del
bastidor) deberá engancharse a la
instalación de toma.
Ajustar el jinetillo mediante un metro
a la medida deseado.
La masa corredera apoyar con las
dos palancas y sujetarlas.
El jinetello plegarlo hacia arriba y
poner la pieza de trabajo. Poner en
marcha la máquina y cortar la pieza
de trabajo enqularmente.
La pieza final del perfil de tope poner
lo mas juntamente posible a la sierra
y atornillarlo.
Empujar la pieza de trabajo. La pieza
de trabajo girar a 180° grados y con
el primer proceso de trabajo de canto
angular poner contra el jinetillo.
Despues efectuar el segundo corte.
Page 31

9 Piezas de recambio
Pos. Denominación M.en mm DIN N° de Pedido
301 Perfil del bastidor 600 139 320 1394
302 Banda escala angulár 553 114 220 1247
303 Tablero 286,5x525 139 020 6760
304 Perfil del ángulo de tope 1410 139 320 4296
305 Tornillo de la palanca de fricción M8x20 700 604 3407
308 Palanca tensora, derecha 165 149 201 9425
309 Palanca tensora, izquierda 165 149 201 9433
310 Sillín deslizante 139 020 1237
311 Angulo de ajuste 139 201 7573
313 Junquillo guia, izquierdo 20x4x193 149 201 9794
314 Junquillo guia, derecho 20x4x193 149 201 9719
315 Polea de rodadura con coijnete Ø 65x28 201 020 0140
319 Soporte angular, trasero 139 220 1315
320 Soporte angular, delantero 139 220 1307
321 Traversa, trasera 139 220 1293
322 Traversa, delantera 139 220 1455
323 Tuerca con collar doble SW 19x14 139 520 1286
324 Prisionero fijo SW 19x34 139 520 1448
325 Tuerca de la llave de estrella M6 934 700 002 5458
326 Casquillo excéntrico, bajo SW 30x25 139 520 1278
327 Casquillo de la polea de rodadura, arriba Ø 30x25 139 520 1260
329 Patín M8 FL 16x5x60 149 202 4500
330 Rasero 239 120 1377
331 Pieza terminal 239 120 1628
332 Bastidor 740 148 540 0792
333 Viga de sujección 148 240 0821
334 Mandril de sujección 148 540 0830
335 Tornillo de la llave de estrella M6x20 700 112 4212
336 Arandela elástica Ø 6,4 6798 630 408 4047
337 Tornillo cilíndrico M6x16 6912 612 705 9193
340 Prolongación hacia atrás 140 139 320 1645
341 Perfil de la prolongación hacia atrás 1520 139 320 1610
343 Tornillo de la llave de estrella M6x16 700 105 9887
344 Jinetillo con válvula 201 020 0388
345 Jinetillo con chapa guia Bl. 0,88x16x70 139 220 1587
346 Tuerca de MEPLAG M6 624 112 5058
348 Grupo de pies 201 020 0787
349 Tope de medida Bl. 2x52x44 149 209 7752
350 Tope de goma Ø 14x14 239 120 3906
351 Pieza terminal para la prolongación hacia atrás 239 120 3760
357 Pieza terminal para el perfil del bastidor 239 120 5801
358 Perfil de la polea de rodadura 1500 1500 139 320 5900
Perfil de la polea de rodadura 2300 2300 139 320 5918
359 Arbol guia 1500 Ø 20x1499 148 211 3253
Arbol guia 2300 Ø 20x2299 148 220 5840
360 Tope final 139 220 5965
365 Escala cinta 1410 114 220 4700
366 Escala cinta 140 114 220 4718
367 Escala 1350 114 220 4726
368 Placa de apoyo 139 220 4454
369 Pie para apoyo 30x30x620 139 220 4462
400 Tornillo de placa lisa Ø 2,9x9,5 7981 617 203 9632
401 Tornillo de placa lisa Ø 4,8x16 7981 617 200 1830
402 Llave enroscada con interior hexagonal M8x20 913 616 102 9309
403 Tornillo de cabeza rebajada con cuello tetragonal M8x20 603 611 001 7942
404 Arandela Ø 8,4 9021 630 500 2486
405 Tuercas hexagonales M8 985 620 200 2305
406 Tornillos hexagonales M6x35 933 610 300 4916
407 Tuercas hexagonales M6 934 620 000 2219
408 Tornillo de cabeza rebajada con cuello tetragonal M6x20 603 611 000 0608
409 Tuercas hexagonales M6 985 620 200 2291
410 Arandela Ø 6,4 125 630 001 6365
411 Tornillos hexagonales M8x45 931 610 200 1085
412 Tuerca de caperuza de segoridad M8 986 620 807 3395
413 Tornillo Ø 4,8x22 7982 617 406 3948
414 Tornillo hexagonal M 6x40 933 610 300 1151
415 Arandela A 6,4 6798 630 408 4047
418 Tornillo hexagonal M8x20 933 610 300 1186
421 Tornillo hexagonal M6x16 933 610 301 5675
422 Tornillo con taladro de cabeza en cruz Ø 3,5x13 614 402 7270
423 Arandela elástica A 8,4 6798 630 400 1745
424 Arandela Ø 3,2 9021 630 505 2335
425 Tornillo de cabeza rebajada con cuello tetragonal M6x16 603 611 000 0594
426 Tornillo de cabeza rebajada con cuello tetragonal M8x16 603 611 000 0632
427 Tornillo de cabeza rebajada con cuello tetragonal M8x40 603 611 001 5990
Page 32

10 Explosionszeichnung -
Eksploderet tegning -
Representación gráfica tridimensional
Exploded View Drawing
- Dessin éclaté -
304
Ausschnitt A
Explosietekening -
414
305
Beachten Sie bei der Montage
bitte den Fixierpunkt "0"!
www.metabo.com
 Loading...
Loading...