

Page 1
GB
Nibbler INSTRUCTION MANUAL
UA
Ножиці по металу ІНСТРУКЦІЯ З ЕКСПЛУАТАЦІЇ
PL
Nożyce skokowe INSTRUKCJA OBSŁUGI
RO
Maşină de tăiat tablă MANUAL DE INSTRUCŢIUNI
DE
Knabber BEDIENUNGSANLEITUNG
HU
Folyamatoslyukasztó HASZNÁLATI KÉZIKÖNYV
SK
Orezávač NÁVOD NA OBSLUHU
CZ
Prostřihovač NÁVOD K OBSLUZE
JN3201
1
Page 2
1
2
1 013355
1
2
4 013358
7 013360
12
2 013356
3
2
4
5
5 004785
1
2
8 004792
1
2
3
3 013357
1
3
6 013359
3
4
5
1
2
9 004793
1
2
3
10 0047 94
1
11 001145
2
1
2
12 0133 61
Page 3
ENGLISH (Original instructions)
1-1. Stainless steel gauge 2.5 mm
(3/32")
1-2. Mild steel gauge 3.2 mm (1/8")
2-1. Switch trigger
2-2. Lock button
3-1. Wrench
3-2. Lock nut
3-3. Die holder
4-1. Punch
4-2. Screw
Explanation of general view
4-3. Wrench
5-1. Cutting edge
5-2. Punch
5-3. Groove
5-4. Punch holder
5-5. Pin
8-1. Screw
8-2. Hex wrench
8-3. Washer
8-4. Insert washer in between
8-5. Die
9-1. Grind/sharpen; 0.3 - 0.4 mm
(1/64")
9-2. Remove dull portion
10-1. 3.5 -4.0 mm (1/8" - 5/32")
10-2. Die
10-3. Washer
11-1. Limit mark
12-1. Screwdriver
12-2. Brush holder cap
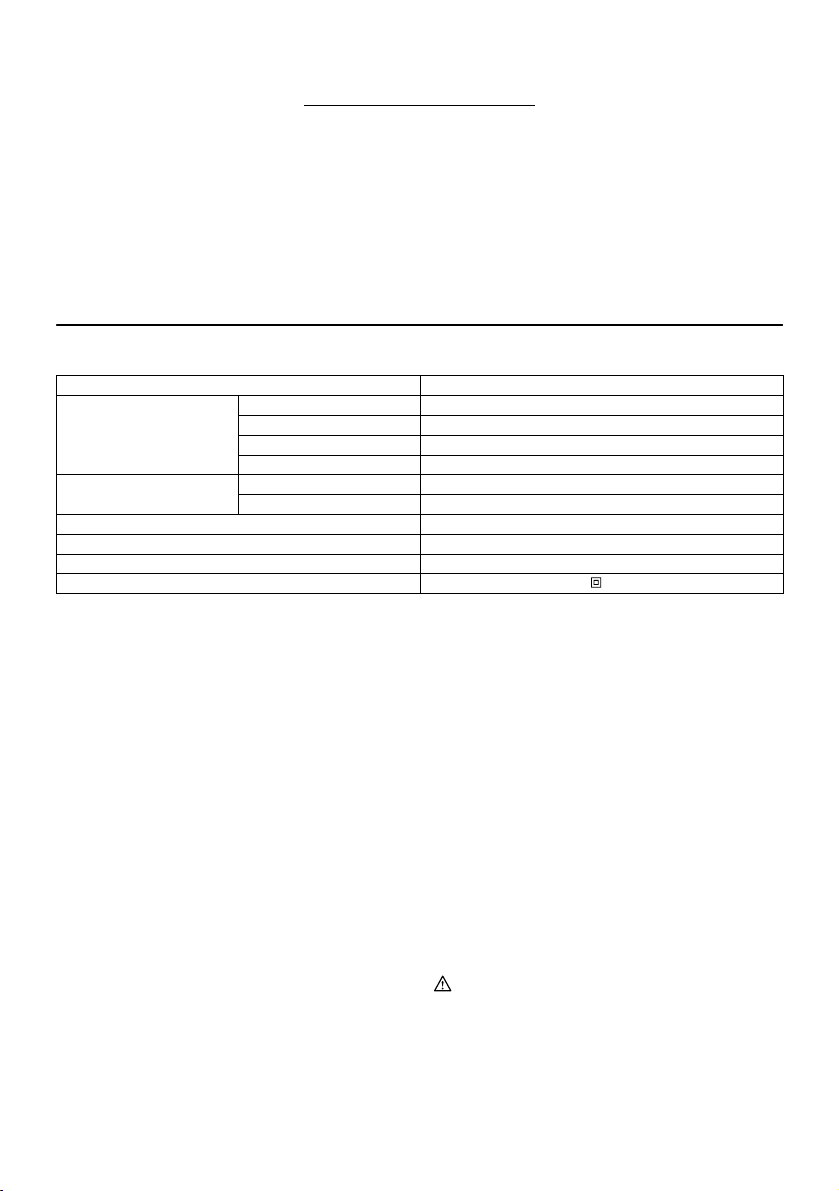
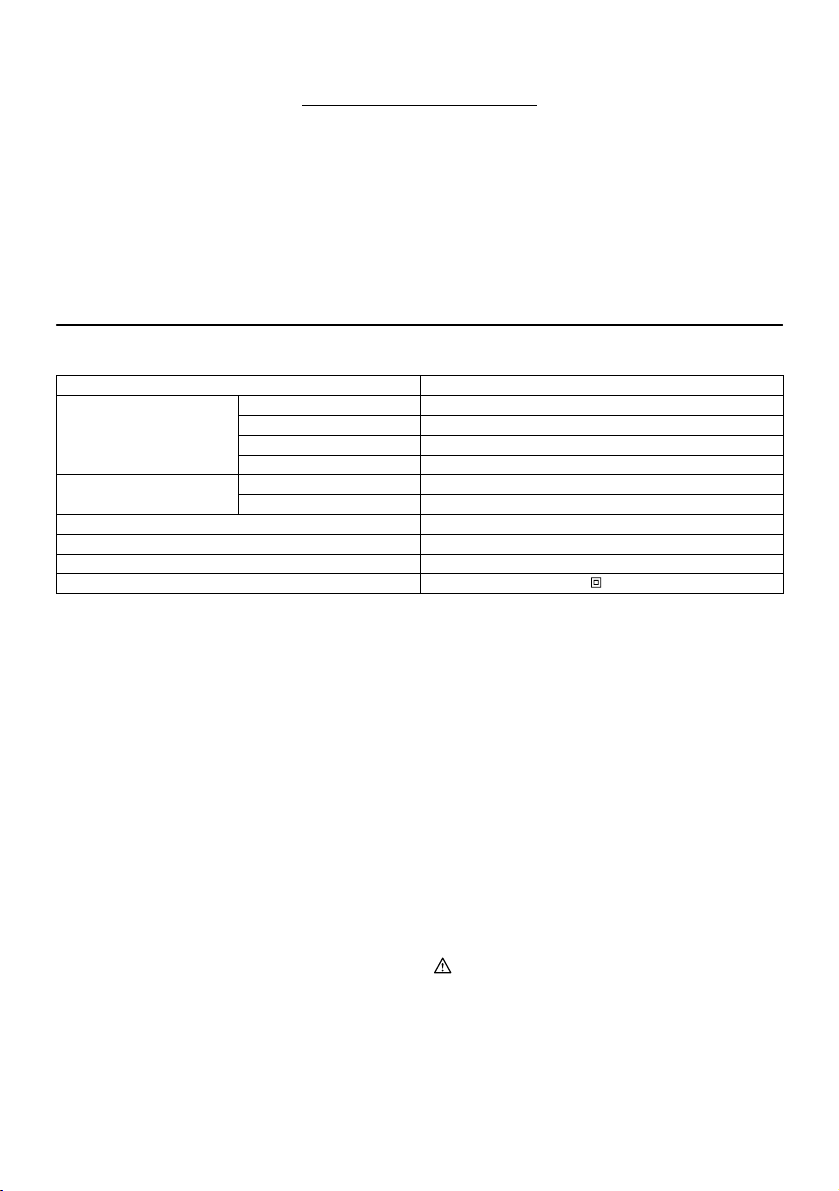
SPECIFICATIONS
Model JN3201
Steel up to 400 N/mm2 3.2 mm / 10 ga
Max. cutting capacities
Min. cutting radius
Strokes per minute (min-1) 1,300
Overall length 225 mm
Safety class /II
• Due to our continuing program of research and development, the specifications herein are subject to change without notice.
• Specifications may differ from country to country.
• Weight according to EPTA-Procedure 01/2003
Intended use
The tool is intended for cutting sheet steel and stainless
sheet steel.
Power supply
The tool should be connected only to a power supply of
the same voltage as indicated on the nameplate, and
can only be operated on single-phase AC supply. They
are double-insulated and can, therefore, also be used
from sockets without earth wire.
Noise
The typical A-weighted noise level determined
according to EN60745:
Sound pressure level (LpA) : 81 dB(A)
Sound power level (L
Uncertainty (K) : 3 dB(A)
Wear ear protection
Steel up to 600 N/mm2 2.5 mm / 13 ga
Steel up to 800 N/mm2 1.0 mm / 20 ga
Aluminum up to 200 N/mm2 3.5 mm / 10 ga
Outside edge 128 mm
Inside edge 120 mm
Net weight 3.4 kg
ENE037-1
Vibration
The vibration total value (tri-axial vector sum)
ENF002-2
determined according to EN60745:
Work mode : cutting sheet metal
Vibration emission (a
Uncertainty (K) : 1.5 m/s
The declared vibration emission value has been
•
) : 10.0 m/s
h
measured in accordance with the standard test
ENG905-1
method and may be used for comparing one tool
with another.
• The declared vibration emission value may also be
used in a preliminary assessment of exposure.
WARNING:
• The vibration emission during actual use of the
power tool can differ from the declared emission
value depending on the ways in which the tool is
used.
• Be sure to identify safety measures to protect the
operator that are based on an estimation of
exposure in the actual conditions of use (taking
account of all parts of the operating cycle such as
the times when the tool is switched off and when it
) : 92 dB(A)
WA
3
2
2
ENG900-1
ENG901-1
Page 4
is running idle in addition to the trigger time).
For European countries only
EC Declaration of Conformity
We Makita Corporation as the responsible
manufacturer declare that the following Makita
machine(s):
Designation of Machine:
Nibbler
Model No./ Type: JN3201
are of series production and
Conforms to the following European Directives:
2006/42/EC
And are manufactured in accordance with the following
standards or standardised documents:
EN60745
The technical documentation is kept by:
Makita International Europe Ltd.
Technical Department,
Michigan Drive, Tongwell,
Milton Keynes, Bucks MK15 8JD, England
17.5.2012
ENH101-16
6. Do not leave the tool running. Operate the tool
only when hand-held.
7. Always be sure you have a firm footing.
Be sure no one is below when using the tool
in high locations.
8. Do not touch the punch, die or the workpiece
immediately after operation; they may be
extremely hot and could burn your skin.
9. Avoid cutting electrical wires. It can cause
serious accident by electric shock.
SAVE THESE INSTRUCTIONS.
WARNING:
DO NOT let comfort or familiarity with product
(gained from repeated use) replace strict adherence
to safety rules for the subject product. MISUSE or
failure to follow the safety rules stated in this
instruction manual may cause serious personal
injury.
Director
GEA010-1
000230
Tomoyasu Kato
Makita Corporation
3-11-8, Sumiyoshi-cho,
Anjo, Aichi, 446-8502, JAPAN
General Power Tool Safety
Warnings
WARNING Read all safety warnings and all
instructions. Failure to follow the warnings and
instructions may result in electric shock, fire and/or
serious injury.
Save all warnings and instructions for
future reference.
GEB028-2
NIBBLER SAFETY WARNINGS
1. Hold the tool firmly.
2. Secure the workpiece firmly.
3. Keep hands away from moving parts.
4. Edges and chips of the workpiece are sharp.
Wear gloves. It is also recommended that you
put on thickly bottomed shoes to prevent
injury.
5. Do not put the tool on the chips of the
workpiece. Otherwise it can cause damage
and trouble on the tool.
4
Page 5
FUNCTIONAL DESCRIPTION
CAUTION:
• Always be sure that the tool is switched off and
unplugged before adjusting or checking function
on the tool.
Permissible cutting thickness
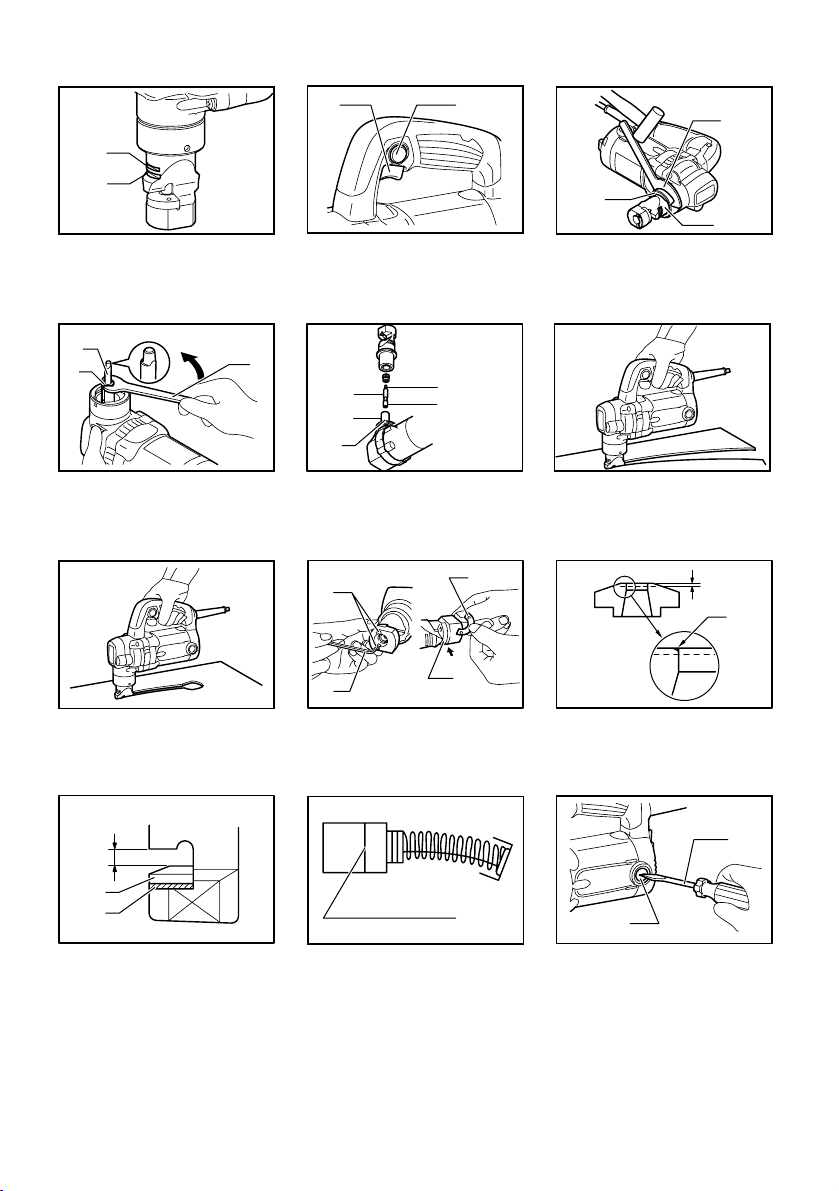
Fig.1
The thickness of material to be cut depends upon the
tensile strength of the material itself. The groove on the
die holder acts as a thickness gauge for allowable
cutting thickness. Do not attempt to cut any material
which will not fit into this groove.
Aluminum up to 200 N/mm
006439
Max.cutting capacities mm ga
Steel up to 400 N/mm
Steel up to 600 N/mm
Steel up to 800 N/mm
2
2
2
2
3.2 10
2.5 13
1.0 20
3.5 10
Switch action
Fig.2
CAUTION:
• Before plugging in the tool, always check to see
that the switch trigger actuates properly and
returns to the "OFF" position when released.
• Switch can be locked in "ON" position for ease of
operator comfort during extended use. Apply
caution when locking tool in "ON" position and
maintain firm grasp on tool.
To start the tool, simply pull the switch trigger. Release
the switch trigger to stop.
For continuous operation, pull the switch trigger and
then push in the lock button.
To stop the tool from the locked position, pull the switch
trigger fully, then release it.
ASSEMBLY
CAUTION:
• Always be sure that the tool is switched off and
unplugged before carrying out any work on the
tool.
Punch replacement
Fig.3
Fit the wrench provided onto the lock nut and tap the
handle lightly with a hammer to loosen the lock nut.
Take off the die holder and use a wrench to remove the
screw. Then remove the punch.
Fig.4
To install the punch, insert it into the punch holder with
its cutting edge facing forward so that the pin in the
punch holder fits into the groove in the punch. Install the
screw and lock nut. Then tighten them securely.
NOTE:
• When installing the screw and lock nut, be sure to
tighten securely. If they become loose during
operation, the tool may break down.
Fig.5
OPERATION
CAUTION:
• Hold the tool firmly with one hand on the main
handle when performing the tool.
Pre-lubrication
Coat the cutting line with machine oil to increase the
punch and die service life. This is particularly important
when cutting aluminum.
Cutting method
Fig.6
Smooth cutting is achieved by holding the tool upright
and applying gentle pressure in the cutting direction.
Apply tool oil to the punch about every 10 meters of mild
steel or stainless steel to be cut. Light oil or kerosene
should be used to keep an aluminum lubricated
continuously. Failure to lubricate aluminum in the cut will
cause chips to adhere to the tool, dulling the die and
punch and increasing load on the motor.
Cutouts
Fig.7
Cutouts can be done by first opening a round hole of
about 42 mm diameter or more in the material.
Cutting stainless steel
Fig.8
There is more vibration when cutting stainless steel than
mild steel. Less vibration and better cutting is possible
by adding another washer (standard equipment)
beneath the die.
Use the hex wrench provided to remove the two screws
and insert the washer below the die. Replace screws
and tighten securely.
MAINTENANCE
CAUTION:
• Always be sure that the tool is switched off and
unplugged before attempting to perform inspection
or maintenance.
•
Never use gasoline, benzine, thinner, alcohol or the
like. Discoloration, deformation or cracks may result.
The tool and its air vents have to be kept clean.
Regularly clean the tool's air vents or whenever the
vents start to become obstructed.
5
Page 6
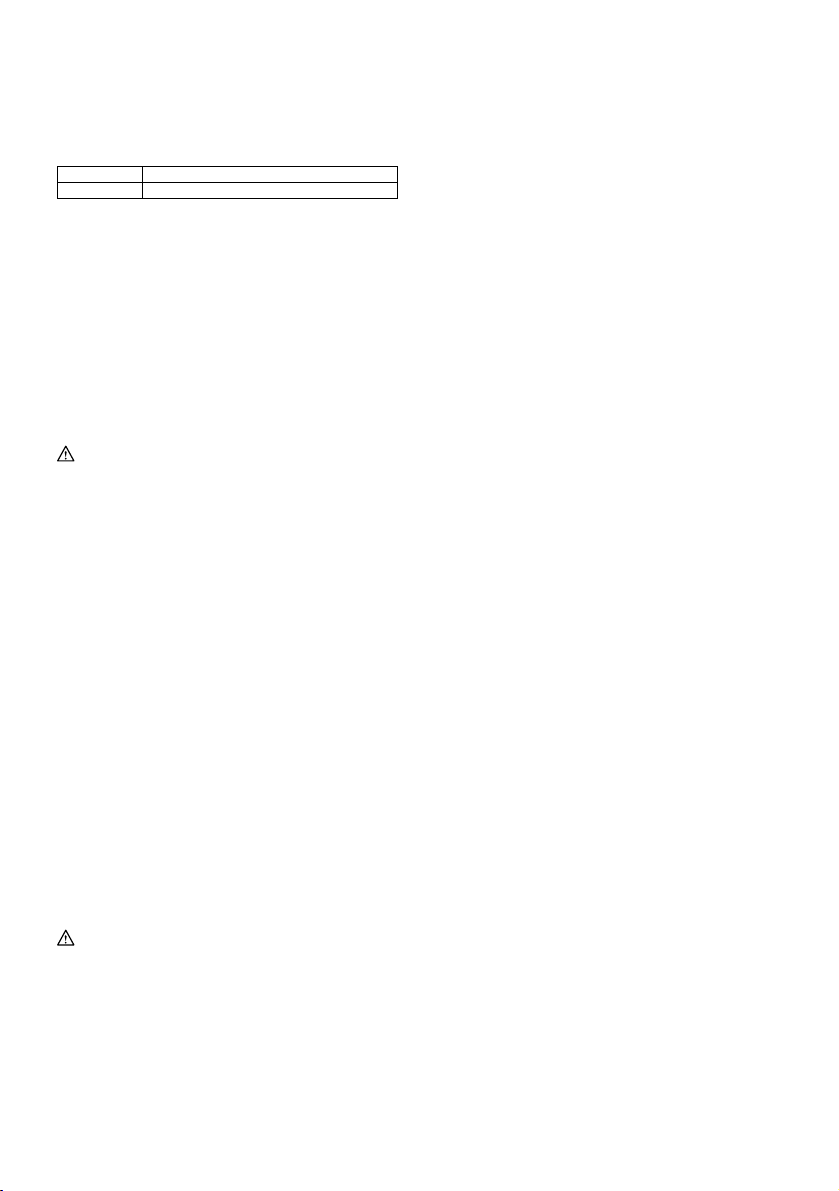
Punch & die service life
Replace or sharpen punch and die after cutting the
lengths indicated in the accompanying table. Their life,
of course, depends upon the thickness of materials cut
and lubrication conditions.
Punch Replace after 150 m of 3.2 mm steel sheet
Die Sharpen after 300 m of 3.2 mm steel sheet
006441
When cutting is poor even after replacing the punch,
sharpen the die. Grind down the dull edge shown in the
figure using a grinder. After rough-grinding the dull
portion, finish with a dressing stone. Stock removal
should be about 0.3 to 0.4 mm.
Fig.9
When installing ground die, a clearance of 3.5 to 4.0
mm should be obtained by attaching one or two of the
washer provided, as shown in the figure. Failure to have
the proper clearance will result in vibration during
cutting.
Fig.10
CAUTION:
• Secure installing screws carefully when installing.
A loose screw can cause tool breakage during
operation.
NOTE:
• The die can be sharpened two times. After two
sharpenings, it should be replaced with new one.
Replacing carbon brushes
Fig.11
Remove and check the carbon brushes regularly.
Replace when they wear down to the limit mark. Keep
the carbon brushes clean and free to slip in the holders.
Both carbon brushes should be replaced at the same
time. Use only identical carbon brushes.
Fig.12
Use a screwdriver to remove the brush holder caps.
Take out the worn carbon brushes, insert the new ones
and secure the brush holder caps.
To maintain product SAFETY and RELIABILITY, repairs,
any other maintenance or adjustment should be
performed by Makita Authorized Service Centers,
always using Makita replacement parts.
If you need any assistance for more details regarding
these accessories, ask your local Makita Service Center.
• Die
• Punch
• Hex wrench
• Wrench 50
• Die height adjustment washer
NOTE:
• Some items in the list may be included in the tool
package as standard accessories. They may differ
from country to country.
OPTIONAL ACCESSORIES
CAUTION:
• These accessories or attachments are
recommended for use with your Makita tool
specified in this manual. The use of any other
accessories or attachments might present a risk of
injury to persons. Only use accessory or
attachment for its stated purpose.
6
Page 7
УКРАЇНСЬКА (Оригінальні інструкції)
1-1. Калібр для нержавіючої сталі
2,5 мм (3/32")
1-2. Калібр для м'якої сталі
3,2 мм (1/8")
2-1. Кнопка вимикача
2-2. Фіксатор
3-1. Ключ
3-2. Контргайка
3-3. Тримач плашки
4-1. Пробійник
4-2. Гвинт
Пояснення до загального виду
4-3. Ключ
5-1. Ріжуча кромка
5-2. Пробійник
5-3. Паз
5-4. Тримач пробійника
5-5. Штифт
8-1. Гвинт
8-2. Шестигранний ключ
8-3. Шайба
8-4. Вставте шайбу в проміжок
8-5. Плашка
9-1. Шліфування/заточування;
0,3 - 0,4 мм (1/64")
9-2. Зніміть тупу частину
10-1. 3,5 -4,0 mm (1/8" - 5/32")
10-2. Плашка
10-3. Шайба
11-1. Обмежувальна відмітка
12-1. Викрутка
12-2. Ковпачок щіткотримача
ТЕХНІЧНІ ХАРАКТЕРИСТИКИ
Модель JN3201
Сталь до 400 Н/мм2 3,2 мм / 10 калібр
Макс. ріжуча спроможність
Мін. радіус різання
Швидкість ланцюга за хвилину (хв.-1) 1300
Загальна довжина 225 мм
Чиста вага 3,4 кг
Клас безпеки /II
• Через те, що ми не припиняємо програми досліджень і розвитку, наведені тут технічні характеристики можуть бути змінені
без попередження.
• У різних країнах технічні характеристики можуть бути різними.
• Вага відповідно до EPTA-Procedure 01/2003
Призначення
Інструмент призначено для різання листової сталі та
нержавіючої листової сталі.
Джерело живлення
Інструмент можна підключати лише до джерела
живлення, що має напругу, зазначену в табличці із
заводськими характеристиками, і він може
працювати лише від однофазного джерела змінного
струму. Він має подвійну ізоляцію, а отже може також
підключатися до розеток без дроту заземлення.
Шум
Рівень шуму за шкалою А у типовому виконанні,
визначений відповідно до EN60745:
Рівень звукового тиску (LpA): 81 дБ(A)
Рівень акустичної потужності (L
Похибка (K) : 3 дБ(A)
Користуйтеся засобами захисту слуху
Сталь до 600 Н/мм2 2,5 мм / 13 калібр
Сталь до 800 Н/мм2 1,0 мм / 20 калібр
Алюміній до 200 Н/мм2 3,5 мм / 10 калібр
Зовнішня кромка 128 мм
Внутрішня кромка 120 мм
ENE037-1
Вібрація
Загальна величина вібрації (сума трьох векторів)
ENF002-2
визначена згідно з EN60745:
Режим роботи: різання листового металу
Вібрація (a
Похибка (К): 1,5 м/с
Заявлене значення вібрації було виміряно у
•
) : 10,0 м/с
h
відповідності до стандартних методів
тестування та може використовуватися для
ENG905-1
порівняння одного інструмента з іншим.
• Заявлене значення вібрації може також
використовуватися для попередньої оцінки
): 92 дБ(A)
WA
впливу.
УВАГА:
• Залежно від умов використання вібрація під час
фактичної роботи інструмента може
відрізнятися від заявленого значення вібрації.
• Забезпечте належні запобіжні заходи для
захисту оператора, що відповідатимуть умовам
використання інструмента (слід брати до уваги
7
2
2
ENG900-1
ENG901-1
Page 8
всі складові робочого циклу, такі як час, коли
інструмент вимкнено та коли він починає
працювати на холостому ході під час запуску).
Тільки для країн Європи
ENH101-16
Декларація про відповідність стандартам
ЄС
Наша компанія, Makita Corporation, як
відповідальний виробник, наголошує на тому, що
обладнання Makita:
Позначення обладнання:
Ножиці по металу
№ моделі/ тип: JN3201
є серійним виробництвом та
Відповідає таким Європейським Директивам:
2006/42/EC
Та вироблені у відповідності до таких стандартів та
стандартизованих документів:
EN60745
Технічна документація ведеться:
Makita International Europe Ltd.
Technical Department,
Michigan Drive, Tongwell,
Milton Keynes, Bucks MK15 8JD, Англія
000230
Anjo, Aichi, 446-8502, ЯПОНІЯ
17.5.2012
Tomoyasu Kato
Директор
Makita Corporation
3-11-8, Sumiyoshi-cho,
GEA010-1
Застереження стосовно техніки
безпеки при роботі з
електроприладами
УВАГА! Прочитайте усі застереження
стосовно техніки безпеки та всі інструкції.
Недотримання даних застережень та інструкцій
може призвести до ураження струмом та виникнення
пожежі та/або серйозних травм.
Збережіть усі інструкції з техніки
безпеки та експлуатації на майбутнє.
ПОПЕРЕДЖЕННЯ ПРО
НЕОБХІДНУ ОБЕРЕЖНІСТЬ ПІД
ЧАС РОБОТИ З ВИРУБНИМИ
НОЖИЦЯМИ
1. Міцно тримайте інструмент.
2. Слід міцно закріплювати деталь.
3. Тримай руки на відстані від рухомих частин.
4. Краї та стружка деталі дуже гострі. Слід
одягати рукавиці. Також рекомендовано
одягати черевики з товстою підошвою, щоб
уникнути травм.
5. Не кладіть інструмент на стружку деталі. В
протилежному випадку це може призвести
до пошкодження або
інструменту.
6. Не залишайте інструмент працюючим.
Працюйте з інструментом тільки тоді, коли
тримаєте його в руках.
7. Завжди майте тверду опору.
При виконанні висотних робіт
переконайтеся, що під Вами нікого немає.
8. Не торкайтесь зубила, плашки або деталі
одразу після різання, вони можуть бути
дуже гарячими та призвести до опіку шкіри.
9. Слід уникати різання електричної проводки.
Це може спричинити до серйозного
поранення від ураження електричним
струмом.
несправності
ЗБЕРІГАЙТЕ ЦІ ВКАЗІВКИ.
УВАГА:
НІКОЛИ НЕ СЛІД втрачати пильності та
розслаблюватися під час користування виробом
(що приходить при частому використанні); слід
завжди строго дотримуватися правил безпеки
під час використання цього пристрою.
НЕНАЛЕЖНЕ ВИКОРИСТАННЯ або недотримання
правил безпеки, викладених в цьому документі,
може призвести до серйозних травм.
8
GEB028-2
Page 9
ІНСТРУКЦІЯ З ВИКОРИСТАННЯ
ОБЕРЕЖНО:
• Перед регулюванням та перевіркою справності
інструменту, переконайтеся в тому, що він
вимкнений та відключений від мережі.
Дозволена товщина різання
Fig.1
Тов щина матеріалу, що ріжеться, залежить від його
міцності на розрив. Паз на тримачеві плашки є
калібром дозволеної товщини різання. Заборонено
різати матеріал, який по товщині не входить в цей
паз.
Максимальна ріжуча спроможність мм калібр
Сталь до 400 Н/мм
Сталь до 600 Н/мм
Сталь до 800 Н/мм
Алюміній до 200 Н/мм
006439
2
2
2
2
3,2 10
2,5 13
1,0 20
3,5 10
Дія вимикача.
Fig.2
ОБЕРЕЖНО:
• Перед вмиканням інструменту у мережу
обов'язково перевірте, чи кнопка вимикача
нормально спрацьовує і після відпускання
повертається в положення "вимкнено".
• Перемикач може бути заблокований в
увімкненому положенні для зручності
оператора протягом тривалого використання.
Блокуючи інструмент в увімкненому положенні
слід бути обережним і міцно тримати інструмент.
Щоб включити інструмент, просто натисніть кнопку
вимикача. Щоб зупинити - відпустіть кнопку вимикача.
Для довготривалої роботи натисніть кнопку вимикача,
після чого натисніть кнопку фіксатора.
Щоб зупинити інструмент
натисніть кнопку вимикача до кінця і відпустіть її.
із зафіксованим вимикачем,
КОМПЛЕКТУВАННЯ
ОБЕРЕЖНО:
• Перед тим, як зайнятись комплектуванням
інструменту, переконайтеся в тому, що він
вимкнений та відключений від мережі.
Заміна пробійника
Fig.3
Встановіть ключ, що додається на контргайку та
злегка постукайте по його ручці молотком, щоб
послабити контргайку. Зніміть тримач плашки та
вигвинтіть гвинт за допомогою ключа. Потім зніміть
пробійник.
Fig.4
Для встановлення пробійника слід вставити
пробійник в тримач таким чином, щоб його ріжуча
кромка була направлена вперед, а шпилька в
тримачеві
гвинт та контргайку. Потім міцно затягніть їх.
зайшла в паз на пробійнику. Встановіть
ПРИМІТКА:
• Під час встановлення гвинта та контргайки слід
перевірити, щоб вони були надійно затягнуті.
Якщо вони послабляться під час роботи, то
інструмент може зламатись.
Fig.5
ЗАСТОСУВАННЯ
ОБЕРЕЖНО:
• Міцно тримайте інструмент однією рукою за
головну ручку під час роботи.
Попереднє змащування
Змастіть лінію різання машинним мастилом для
подовшення терміна служби пробійника та плашки.
Це особливо важливо у разі різання алюмінію.
Методика різання
Fig.6
Гладке різання досягається шляхом утримання
інструмента в рівному положенні та за рахунок
легкого натискання у напрямку різання.
Наносіть мастило для інструмента на пробійник
після різання кожних 10 метрів м'якої або
нержавіючої сталі. Для постійного змащування
алюмінію слід використовувати рідке мастило або
керосин. Якщо алюміній не змащувати, то це
призведе до
налипання алюмінієвої тирси на
інструмент, затуплення плашки та пробійника та
збільшення навантаження на мотор.
Вирізи
Fig.7
Вирізки можна робити, спочатку просвердливши в
матеріалі круглий отвір діаметром біля 42 мм або
більше.
Різання нержавіючої сталі.
Fig.8
Вібрація час різання нержавіючої сталі вища, аніж
під час різання м'якої сталі. Зменшити вібрацію та
поліпшити якість різання можна підклавши ще одну
шайбу (стандартне обладнання) під плашку.
Зніміть два гвинти за допомогою шестигранного
ключа, що додається, та підкладіть шайбу під плашку.
Встановіть гвинти на місце та надійно їх затягніть.
9
Page 10
ТЕХНІЧНЕ ОБСЛУГОВУВАННЯ
ОБЕРЕЖНО:
• Перед тим, як оглянути інструмент, або
виконати ремонт, переконайтеся, що він
вимкнений та відключений від мережі.
• Ніколи не використовуйте газолін, бензин,
розріджувач, спирт та подібні речовини. Їх
використання може призвести до зміни кольору,
деформації та появи тріщин.
Інструмент та його вентиляційні отвори слід тримати
в чистоті. Треба регулярно чистити вентиляційні
отвори інструмента, або коли вони забиваються.
Термін служби пробійника та плашки
Пробійник та плашку слід замінити або заточити
після прорізання довжин, що вказані у наведеній
нижче таблиці. Термін їхньої служби звичайно ж
залежить від товщини матеріалу, що ріжеться, а
також умов змащування.
Пробійник
006441
Коли якість різання є поганою навіть після заміни
пробійника, слід заточити плашку. Заточіть тупу
кромку як показано на малюнку за допомогою
точильної машини. Після грубого заточування тупої
частини слід підвести її за допомогою мілкого
каменя. Слід зняти біля 0,3-0,4 мм матеріалу.
Fig.9
Під час встановлення заточеної плашки слід
забезпечити зазор 3,5-4,0 мм, підклавши
або дві шайби, як показано на малюнку. Якщо
належний зазор не забезпечити. це призведе до
вібрації під час різання.
Fig.10
• Обережно закріпіть установочні гвинти під час
ПРИМІТКА:
• Плашку можна заточувати двічі. Після двох
Заміна вугільних щіток
Fig.11
Регулярно знімайте та перевіряйте вугільні щітки.
Замінюйте їх, коли знос сягає граничної відмітки.
Вугільні щітки повинні бути чистими та вільно
рухатись у щіткотримачах. Одночасно треба
замінювати обидві вугільні щітки. Використовуйте
лише однакові вугільні щітки.
Заточувати після переробки 150 м сталевого листа товщиною 3,2 мм
Плашка
Заточувати після переробки 300 м сталевого листа товщиною 3,2 мм
під неї одну
ОБЕРЕЖНО:
встановлення. Послаблені гвинти можуть
призвести до поломки інструмента під час
роботи.
заточувань її слід замінити на нову.
Fig.12
Для видалення ковпачків щіткотримачів
користуйтесь викруткою. Видаліть зношені вугільні
щітки, вставте нові та закріпіть ковпачки
щіткотримачів.
Для того, щоб підтримувати БЕЗПЕКУ та
НАДІЙНІСТЬ, ремонт, технічне обслуговування або
регулювання мають виконувати уповноважені центри
обслуговування "Макіта", де використовуються лише
стандартні запчастини "Макіта".
ДОДАТКОВЕ ПРИЛАДДЯ
ОБЕРЕЖНО:
• Це оснащення або приладдя рекомендовано
для використання з інструментами "Макіта", що
описані в інструкції з експлуатації.
Використання якогось іншого оснащення або
приладдя може спричинити травмування.
Оснащення або приладдя слід використовувати
лише за призначенням.
У разі необхідності, отримати допомогу в більш
детальному ознайомленні з оснащенням
звертайтесь до місцевого Сервісного центру "Макіта".
• Плашка
• Пробійник
• Шестигранний ключ
• Ключ 50
• Шайба для регулювання висоти плашки
ПРИМІТКА:
• Деякі елементи списку можуть входити до
комплекту інструмента як стандартне приладдя.
Вони можуть відрізнятися залежно від країни.
10
Page 11
POLSKI (Oryginalna instrukcja)
1-1. Przymiar do cięcia stali
nierdzewnej 2,5 mm (3/32")
1-2. Przymiar do cięcia stali miękkiej
3,2 mm (1/8")
2-1. Spust przełącznika
2-2. Przycisk blokujący
3-1. Klucz
3-2. Nakrętka zabezpieczająca
3-3. Uchwyt wykrojnika
4-1. Punktak
4-2. Śruba
Objaśnienia do widoku ogólnego
4-3. Klucz
5-1. Krawędź tnąca
5-2. Punktak
5-3. Bruzda
5-4. Uchwyt punktaka
5-5. Sworzeń
8-1. Śruba
8-2. Klucz sześciokątny
8-3. Podkładka
8-4. Wsunąć podkładkę pomiędzy
elementy.
8-5. Wykrojnik
9-1. Szlifowanie/ostrzenie; 0,3 - 0,4 mm
(1/64")
9-2. Usunąć tępą część
10-1. 3,5 -4,0 mm (1/8" - 5/32")
10-2. Wykrojnik
10-3. Podkładka
11-1. Znak ograniczenia
12-1. Śrubokręt
12-2. Pokrywka uchwytu szczotki
SPECYFIAKCJE
Model JN3201
Stal do 400 N/mm2 3,2 mm / 10 ga
Maks. głębokość cięcia
Min. promień cięcia
Liczba oscylacji na minutę (min-1) 1 300
Długość całkowita 225 mm
Ciężar netto 3,4 kg
Klasa bezpieczeństwa /II
• W związku ze stale prowadzonym przez naszą firmę programem badawczo-rozwojowym, niniejsze specyfikacje mogą ulec
zmianom bez wcześniejszego powiadomienia.
• Specyfikacje mogą różnić się w zależności od kraju.
• Waga obliczona zgodnie z procedurą EPTA 01/2003
Przeznaczenie
Narzędzie przeznaczone jest do cięcia blachy ze stali i
stali nierdzewnej.
Zasilanie
Narzędzie wolno podłączać tylko do źródeł zasilania o
napięciu zgodnym z napięciem podanym na tabliczce
znamionowej. Można je zasilać wyłącznie
jednofazowym prądem przemiennym. Jest ono
podwójnie izolowane, dlatego też można je zasilać z
gniazda bez uziemienia.
Poziom hałasu i drgań
Typowy równoważny poziom dźwięku A określony w
oparciu o EN60745:
Poziom ciśnienia akustycznego (LpA): 81 dB(A)
Poziom mocy akustycznejl (L
Niepewność (K): 3 dB(A)
Należy stosować ochraniacze na uszy
Stal do 600 N/mm2 2,5 mm / 13 ga
Stal do 800 N/mm2 1,0 mm / 20 ga
Aluminum do 200 N/mm2 3,5 mm / 10 ga
Krawędź zewnętrzna 128 mm
Krawędź wewnętrzna 120 mm
ENE037-1
Drgania
Całkowita wartość poziomu drgań (suma wektorów w 3
ENF002-2
osiach) określona zgodnie z normą EN60745:
Tryb pracy: Cięcie blachy metalowej
Wytwarzanie drgań (a
Niepewność (K) : 1,5 m/s
Deklarowana wartość wytwarzanych drgań została
•
) : 10,0 m/s
h
2
2
zmierzona zgodnie ze standardową metodą
testową i można ją wykorzystać do porównywania
narzędzi.
• Deklarowaną wartość wytwarzanych drgań można
także wykorzystać we wstępnej ocenie narażenia.
OSTRZEŻENIE:
• Drgania wytwarzane podczas rzeczywistego
użytkowania elektronarzędzia mogą się różnić od
wartości deklarowanej, w zależności od sposobu
jego użytkowania.
• W oparciu o szacowane narażenie w
rzeczywistych warunkach użytkowania należy
określić środki bezpieczeństwa w celu ochrony
): 92 dB(A)
WA
ENG905-1
11
ENG900-1
ENG901-1
Page 12

operatora (uwzględniając wszystkie elementy
cyklu działania, tj. czas, kiedy narzędzie jest
wyłączone i kiedy pracuje na biegu jałowym, a
także czas, kiedy jest włączone).
Dotyczy tylko krajów europejskich
ENH101-16
Deklaracja zgodności UE
Niniejszym firma Makita Corporation jako
odpowiedzialny producent oświadcza, iż opisywane
urządzenie marki Makita:
Opis maszyny:
Nożyce skokowe
Model nr/ Typ: JN3201
jest produkowane seryjnie oraz
Jest zgodne z wymogami określonymi w
następujących dyrektywach europejskich:
2006/42/EC
Jest produkowane zgodnie z następującymi normami
lub dokumentami normalizacyjnymi:
EN60745
Dokumentacja techniczna przechowywana jest przez:
Makita International Europe Ltd.
Technical Department,
Michigan Drive, Tongwell,
Milton Keynes, Bucks MK15 8JD, Anglia
000230
Anjo, Aichi, 446-8502, JAPONIA
17.5.2012
Tomoyasu Kato
Dyrektor
Makita Corporation
3-11-8, Sumiyoshi-cho,
GEA010-1
Ogólne zasady bezpieczeństwa
obsługi elektronarzędzi
OSTRZEŻENIE Przeczytaj wszystkie ostrzeżenia
i instrukcje. Nie przestrzeganie ich może prowadzić do
porażeń prądem, pożarów i/lub poważnych obrażeń
ciała.
Wszystkie ostrzeżenia i instrukcje
należy zachować do późniejszego
wykorzystania.
12
GEB028-2
OSTRZEŻENIA DOTYCZĄCE
BEZPIECZNEJ EKSPLOATACJI
ROZDZIERAKA
1. Trzymać narzędzie w sposób niezawodny.
2. Zamocuj solidnie obrabiany element.
3. Nie zbliżać rąk do części ruchomych.
4. Krawędzie i wióry są ostre. Noś rękawice.
Zaleca się również noszenie obuwia o grubej
podeszwie, aby zapobiec obrażeniom.
5. Nie kładź narzędzia na wióry z obrabianego
elementu. Mogą one uszkodzić narzędzie.
6. Nie pozostawiać załączonego
elektronarzędzia. Można uruchomić
elektronarzędzie tylko wtedy, gdy jest
trzymane w rękach.
7. Zapewnić stałe podłoże.
Upewnić się, czy nikt nie znajduje się poniżej
miejsca pracy na wysokości.
8. Zaraz po zakończeniu pracy nie wolno
dotykać punktaka, wykrojnika ani
obrabianego elementu. Mog
gorące, grożąc poparzeniem skóry.
9. Nie przecinaj przewodów elektrycznych. Może
to spowodować porażenie prądem.
ą one być bardzo
ZACHOWAĆ INSTRUKCJE.
OSTRZEŻENIE:
NIE WOLNO pozwolić, aby wygoda lub rutyna
(nabyta w wyniku wielokrotnego używania
narzędzia) zastąpiły ścisłe przestrzeganie zasad
bezpieczeństwa obsługi. NIEWŁAŚCIWE
UŻYTKOWANIE narzędzia lub niestosowanie się do
zasad bezpieczeństwa podanych w niniejszej
instrukcji obsługi może prowadzić do poważnych
obrażeń ciała.
Page 13

OPIS DZIAŁANIA
UWAGA:
• Przed rozpoczęciem regulacji i sprawdzania
działania elektronarzędzia, należy upewnić się,
czy jest ono wyłączone i nie podłączone do sieci.
Dozwolona grubość cięcia
Rys.1
Grubość przecinanego materiału zależy od jego
wytrzymałości na rozciąganie. Rowek na uchwycie
wykrojnika służy jako grubościomierz i umożliwia
określenie dopuszczalnych grubości cięcia. Nie próbuj
nigdy ciąć żadnego materiału, który nie pasuje do rowka.
Maks. wydajność cięcia mm ga
Stal do 400 N/mm
Stal do 600 N/mm
Stal do 800 N/mm
Aluminum do 200 N/mm
006439
2
2
2
2
3,2 10
2,5 13
1,0 20
3,5 10
Włączanie
Rys.2
UWAGA:
• Przed podłączeniem elektronarzędzia do sieci
zawsze sprawdzać czy spust włącznika działa
poprawnie i wraca do pozycji "OFF" po zwolnieniu.
• W celu ułatwienia obsługi i dla wygody operatora
podczas długotrwałej pracy z użyciem narzędzia,
wyłącznik można zablokować w pozycji „ON"
(WŁĄCZONY). Podczas pracy z blokadą
wyłącznika w pozycji „ON" (WŁĄCZONY) należy
zachować ostrożność i pewnie trzymać narzędzie.
W celu uruchomienia elektronarzędzia należy nacisnąć
na spust przełącznika. Zwolnić spust przełącznika, aby
wyłączyć elektronarzędzie.
Dla uruchomienia trybu pracy ciągłej, nacisnąć spust
przełącznika, a następnie wcisnąć przycisk blokujący.
Do zatrzymania elektronarzędzia pracującego w trybie
ciągłym, należy nacisnąć spust przełącznika do oporu, a
następnie zwolnić
go.
MONTAŻ
UWAGA:
• Przed wykonywaniem jakichkolwiek czynności na
elektronarzędziu należy upewnić się, czy jest ono
wyłączone i nie podłączone do sieci.
Wymiana punktaka
Rys.3
Nałóż dostarczony klucz na nakrętkę zabezpieczającą i
lekko stuknij w niego młotkiem, aby poluzować nakrętkę
zabezpieczającą. Zdejmij uchwyt wykrojnika i odkręć
śrubę kluczem. Następnie wyjmij punktak.
Rys.4
Aby zamontować punktak, wsuń go w uchwyt punktaka
tak, aby jego krawędź tnąca skierowana była do przodu
i aby wtyk w uchwycie punktaka dopasowany był do
rowka w punktaku. Włóż śrubę i nakrętkę
zabezpieczającą. Teraz dokręć solidnie śrubę i nakrętkę.
UWAGA:
• Podczas montowania śruby i nakrętki
zabezpieczającej pamiętaj o ich solidnym
dokręceniu. W przypadku ich poluzowania
podczas pracy może dojść do awarii lub
uszkodzenia narzędzia.
Rys.5
DZIAŁANIE
UWAGA:
• Podczas pracy z narzędziem chwyć mocno
narzędzie jedną ręką za rękojeść główną.
Smarowanie wstępne
Pokryj linię cięcia olejem maszynowym, aby przedłużyć
czas eksploatacji punktaka i wykrojnika. Jest to
szczególnie ważne w przypadku cięcia aluminium.
Metoda cięcia
Rys.6
Równe, niepostrzępione cięcie uzyskuje się poprzez
trzymanie narzędzia prosto i stosowanie lekkiego
nacisku w kierunku cięcia.
Punktak należy smarować olejem maszynowym po
każdych 10 metrach przeciętej stali miękkiej lub
nierdzewnej. Aluminium powinno być nasmarowane
przez cały czas - w tym celu należy używać lekkiego
oleju lub nafty. Niestosowanie się do zalecenia
smarowania aluminium podczas cięciapowoduje
przyczepianie się opiłek do narzędzia, wskutek czego
wykrojnik i punktak szybciej się stępiają, a silnik jest
bardziej obciążony.
Wycinanie kształtów
Rys.7
Aby wykonać wycięcie, należy najpierw otworzyć w
materiale okrągły otwór o średnicy 42 mm lub więcej.
Cięcie stali nierdzewnej
Rys.8
Podczas cięcia stali nierdzewnej powstaje więcej drgań,
niż w przypadku cięcia stali miękkiej. Aby zmniejszyć
drgania i uzyskać lepsze rezultaty pracy, należy
zamontować dodatkową podkładkę (wyposażenie
standardowe) pod wykrojnikiem.
Przy pomocy dostarczonego klucza odkręć i wyjmij dwie
śruby i wsuń podkładkę pod wykrojnik. Nałóż ponownie
śruby i dokręć je solidnie.
13
Page 14

KONSERWACJA
UWAGA:
• Przed wykonywaniem kontroli i konserwacji należy
się zawsze upewnić, czy elektronarzędzie jest
wyłączone i nie podłączone do sieci.
• Nie wolno używać benzyny, benzenu,
rozpuszczalnika, alkoholu itp. Substancje takie
mogą spowodować odbarwienia, odkształcenia lub
pęknięcia.
Narzędzie i jego otwory wentylacyjne powinny być
utrzymywane w czystości. Otwory wentylacyjne należy
czyścić w regularnych odstępach czasu i za każdym
razem, gdy są przytkane.
Czas eksploatacji punktaka & wykrojnika
Punktak i wykrojnik należy wymianiać lub ostrzyć po
przecięciu długości wskazanych w tabeli. Ich czas
eksploatacji zależy oczywiście od grubości ciętego
materiału i smatowania.
Punktak
Wykrojnik
006441
Jeżeli jakość cięcia jest słaba nawet po wymianie
punktaka, należy naostrzyć wykrojnik. Naostrz tępą
krawędź pokazaną na rysunku, używając w tym celu
szlifierki. Po zeszlifowaniu zgrubnym tępej powierzchni
wykończ ją przy pomocy osełki. Ilość usuniętego
materiału powinna wynosić od 0.3 do 0.4 mm.
Rys.9
Podczas montażu wykrojnika należy zachować odstęp
wynosący 3.5 - 4.0 mm; w tym celu należy wsunąć
jedną lub dwie dostarczone podkładki tak, jak pokazano
na rysunku. Niezastosowanie się do tego zalecenia
spowoduje generowanie drgań podczas cięcia.
Rys.10
• Podczas montażu pamiętaj o solidnym dokręceniu
UWAGA:
• Wykrojniki mogą być ostrzone dwukrotnie. Po
Wymiana szczotek węglowych
Rys.11
Systematycznie wyjmować i sprawdzać szczotki
węglowe. Wymieniać je, gdy ich zużycie sięga znaku
granicznego. Szczotki powinny być czyste i łatwo
wchodzić w uchwyty. Należy wymieniać obydwie
szczotki jednocześnie. Stosować wyłącznie identyczne
szczotki węglowe.
Wymiana po przecięciu 150 m blachy stalowej o grubości 3,2 mm
Ostrzenie po przecięciu 300 m blachy stalowej o grubości 3,2 mm
UWAGA:
śrub. Obluzowana śruba może spowodować
złamanie narzędzia podczas pracy.
drugim naostrzeniu wykrojnik należy wymienić na
nowy.
Rys.12
Do wyjęcia pokrywek uchwytów szczotek używać
śrubokrętu. Wyjąć zużyte szczotki węglowe, włożyć
nowe i zabezpieczyć pokrywkami uchwytów szczotek.
Dla zachowania BEZPIECZEŃSTWA i
NIEZAWODNOŚCI wyrobu, naprawy oraz inne prace
konserwacyjne i regulacyjne powinny być wykonywane
przez Autoryzowane Centra Serwisowe Makita,
wyłącznie przy użyciu części zamiennych Makita.
AKCESORIA OPCJONALNE
UWAGA:
• Zaleca się stosowanie wymienionych akcesoriów i
dodatków razem z elektronarzędziem Makita
opisanym w niniejszej instrukcji. Stosowanie
jakichkolwiek innych akcesoriów i dodatków może
stanowić ryzyko uszkodzenia ciała. Stosować
akcesoria i dodatki w celach wyłącznie zgodnych z
ich przeznaczeniem.
W razie potrzeby, wszelkiej pomocy i szczegółowych
informacji na temat niniejszych akcesoriów udzielą
Państwu lokalne Centra Serwisowe Makita.
• Wykrojnik
• Punktak
• Klucz sześciokątny
• Klucz 50
• Podkładka regulująca wysokość wykrojnika
UWAGA:
• Niektóre pozycje znajdujące się na liście mogą
być dołączone do pakietu narzędziowego jako
akcesoria standardowe. Mogą to być różne
pozycje, w zależności od kraju.
14
Page 15

ROMÂNĂ (Instrucţiuni originale)
1-1. Calibru pentru oţel inox 2,5 mm
(3/32")
1-2. Calibru pentru oţel moale 3,2 mm
(1/8")
2-1. Trăgaciul întrerupătorului
2-2. Buton de blocare
3-1. Cheie
3-2. Contrapiuliţă
3-3. Suportul matriţei
4-1. Poanson
4-2. Şurub
Explicitarea vederii de ansamblu
4-3. Cheie
5-1. Muchie tăietoare
5-2. Poanson
5-3. Canelură
5-4. Suportul poansonului
5-5. Ştift
8-1. Şurub
8-2. Cheie inbus
8-3. Şaibă
8-4. Intercalaţi şaiba
8-5. Matriţă
9-1. Polizare/ascuţire; 0,3 - 0,4 mm
(1/64")
9-2. Eliminaţi porţiunea uzată
10-1. 3,5 -4,0 mm (1/8" - 5/32")
10-2. Matriţă
10-3. Şaibă
11-1. Marcaj limită
12-1. Şurubelniţă
12-2. Capacul suportului pentru perii
SPECIFICAŢII
Model JN3201
Oţel până la 400 N/mm2 3,2 mm / 10 ga
Capacităţi maxime de tăiere
Rază minimă de tăiere
Curse pe minut (min-1) 1.300
Lungime totală 225 mm
Greutate netă 3,4 kg
Clasa de siguranţă /II
• Datorită programului nostru continuu de cercetare şi dezvoltare, caracteristicile pot fi modificate fără o notificare prealabilă.
• Specificaţiile pot varia în funcţie de ţară.
• Greutatea este specificată confom procedurii EPTA-01/2003
Destinaţia de utilizare
Maşina este destinată tăierii tablelor din oţel şi oţel inox.
Sursă de alimentare
Unealta trebuie conectată doar la o sursă de alimentare
cu aceeaşi tensiune precum cea indicată pe plăcuţa
indicatoare a caracteristicilor tehnice şi poate fi operată
doar de la o sursă de curent alternativ cu o singură fază.
Acestea au o izolaţie dublă şi, drept urmare, pot fi
utilizate de la prize fără împământare.
Emisie de zgomot
Nivelul de zgomot normal ponderat A determinat în
conformitate cu EN60745:
Nivel de presiune acustică (LpA): 81 dB(A)
Nivel putere sonoră (L
Eroare (K): 3 dB(A)
Purtaţi mijloace de protecţie a auzului
Oţel până la 600 N/mm2 2,5 mm / 13 ga
Oţel până la 800 N/mm2 1,0 mm / 20 ga
Aluminiu până la 200 N/mm2 3,5 mm / 10 ga
Muchie exterioară 128 mm
Muchie interioară 120 mm
ENE037-1
Vibraţii
ENF002-2
Valoarea totală a vibraţiilor (suma vectorilor tri-axiali)
determinată conform EN60745:
Mod de funcţionare: tăierea foilor de tablă
Emisia de vibraţii (a
Incertitudine (K): 1,5 m/s
Nivelul de vibraţii declarat a fost măsurat în
•
): 10,0 m/s
h
2
2
conformitate cu metoda de test standard şi poate fi
utilizat pentru compararea unei unelte cu alta.
• Nivelul de vibraţii declarat poate fi, de asemenea,
utilizat într-o evaluare preliminară a expunerii.
AVERTISMENT:
• Nivelul de vibraţii în timpul utilizării reale a uneltei
electrice poate diferi de valoarea nivelului declarat,
în funcţie de modul în care unealta este utilizată.
•
Asiguraţi-vă că identificaţi măsurile de siguranţă
pentru a proteja operatorul, acestea fiind bazate pe o
estimare a expunerii în condiţii reale de utilizare
(luând în considerare toate părţile ciclului de operare,
precum timpii în care unealta a fost oprită, sau a
funcţionat în gol, pe lângă timpul de declanşare).
): 92 dB(A)
WA
ENG905-1
15
ENG900-1
ENG901-1
Page 16

Numai pentru ţările europene
ENH101-16
Declaraţie de conformitate CE
Noi, Makita Corporation ca producător responsabil,
declarăm că următorul(oarele) utilaj(e):
Destinaţia utilajului:
Maşină de tăiat tablă
Modelul nr. / Tipul: JN3201
este în producţie de serie şi
Este în conformitate cu următoarele directive
europene:
2006/42/EC
Şi este fabricat în conformitate cu următoarele
standarde sau documente standardizate:
EN60745
Documentaţia tehnică este păstrată de:
Makita International Europe Ltd.
Technical Department,
Michigan Drive, Tongwell,
Milton Keynes, Bucks MK15 8JD, Marea Britanie
000230
Anjo, Aichi, 446-8502, JAPONIA
17.5.2012
Tomoyasu Kato
Director
Makita Corporation
3-11-8, Sumiyoshi-cho,
GEA010-1
Avertismente generale de
siguranţă pentru unelte electrice
AVERTIZARE Citiţi toate avertizările de
siguranţă şi toate instrucţiunile. Nerespectarea
acestor avertizări şi instrucţiuni poate avea ca rezultat
electrocutarea, incendiul şi/sau rănirea gravă.
Păstraţi toate avertismentele şi
instrucţiunile pentru consultări
ulterioare.
GEB028-2
AVERTISMENTE DE SIGURANŢĂ
PENTRU MAŞINA DE ŞTANŢAT
1. Ţineţi bine maşina
2. Fixaţi ferm piesa de prelucrat.
3. Ţineţi mâinile la distanţă de piesele în mişcare.
4. Muchiile şi aşchiile piesei de prelucrat sunt
ascuţite. Purtaţi mănuşi. De asemenea, se
recomandă să purtaţi încălţăminte cu tălpi
groase pentru a preveni accidentările.
5. Nu aşezaţi maşina pe aşchiile piesei de
prelucrat. În caz contrar, acestea pot deteriora
sau defecta maşina.
6. Nu lăsaţi maşina în funcţiune. Folosiţi maşina
numai când o ţineţi cu mâinile
7. Păstraţi-vă echilibrul.
Asiguraţi-vă că nu se află nimeni dedesubt
atunci când folosiţi maşina la înălţime.
8. Nu atingeţi poansonul, matriţa sau piesa
prelucrată imediat după executarea lucrării;
acestea pot fi extrem de fierbinţi şi pot
provoca arsuri ale pielii.
9. Evitaţi tăierea cablurilor electrice. Aceasta
poate provoca accidente grave prin
electrocutare.
PĂSTRAŢI ACESTE
INSTRUCŢIUNI.
AVERTISMENT:
NU permiteţi comodităţii şi familiarizării cu produsul
(obţinute prin utilizare repetată) să înlocuiască
respectarea strictă a normelor de securitate pentru
acest produs. FOLOSIREA INCORECTĂ sau
nerespectarea normelor de securitate din acest
manual de instrucţiuni poate provoca vătămări
corporale grave.
16
Page 17

DESCRIERE FUNCŢIONALĂ
ATE NŢIE:
• Asiguraţi-vă că aţi oprit maşina şi că aţi debranşat-
o de la reţea înainte de a o regla sau de a verifica
starea sa de funcţionare.
Grosime de tăiere admisibilă
Fig.1
Grosimea materialelor de tăiat depinde de rezistenţa la
tracţiune a materialului propriu-zis. Canelura de pe
suportul matriţei acţionează ca un calibru de grosime
pentru grosimea de tăiere admisibilă. Nu încercaţi să
tăiaţi materiale care nu încap în această canelură.
Capacităţi maxime de tăiere mm ga
Oţel până la 400 N/mm
Oţel până la 600 N/mm
Oţel până la 800 N/mm
Aluminiu până la 200 N/mm
006439
2
2
2
2
3,2 10
2,5 13
1,0 20
3,5 10
Acţionarea întrerupătorului
Fig.2
ATE NŢIE:
• Înainte de a branşa maşina la reţea, verificaţi dacă
trăgaciul întrerupătorului funcţionează corect şi
dacă revine la poziţia "OFF" (oprit) atunci când
este eliberat.
• Comutatorul poate fi blocat în poziţia "ON" (pornit)
pentru confortul utilizatorului în timpul utilizării
prelungite. Fiţi atenţi când blocaţi maşina în poziţia
"ON" (pornit) şi menţineţi o priză fermă la maşină.
Pentru a porni maşina, trebuie doar să acţionaţi
întrerupătorul. Eliberaţi întrerupătorul pentru a opri
maşina.
Pentru o funcţionare continuă, apăsaţi întrerupătorul şi
butonul de blocare.
Pentru a opri maşina din poziţia blocată, acţionaţi la
maxim întrerupătorul, apoi eliberaţi-l.
MONTARE
ATE NŢIE:
• Asiguraţi-vă că aţi oprit maşina şi că aţi
deconectat-o de la reţea înainte de a efectua vreo
intervenţie asupra maşinii.
Înlocuirea poansonului
Fig.3
Fixaţi cheia livrată pe contrapiuliţă şi loviţi uşor mânerul
cu un ciocan pentru a slăbi contrapiuliţa. Scoateţi
suportul matriţei şi folosiţi o cheie pentru a scoate
şurubul. Apoi îndepărtaţi poansonul.
Fig.4
Pentru a monta poansonul, introduceţi-l în suportul
poansonului cu muchia tăietoare îndreptată înainte,
astfel încât ştiftul suportului poansonului să se
potrivească în canelura poansonului. Instalaţi şurubul şi
contrapiuliţa. Apoi strângeţi-le ferm.
NOTĂ:
• Când instalaţi şurubul şi contrapiuliţa, aveţi grijă să
le strângeţi ferm. Dacă acestea slăbesc în timpul
operaţiei, maşina se poate defecta.
Fig.5
FUNCŢIONARE
ATE NŢIE:
• Ţineţi maşina ferm cu o mână pe mânerul principal
în timpul utilizării.
Lubrifierea prealabilă
Aplicaţi o peliculă de ulei de maşină pe linia de tăiere
pentru a spori durata de exploatare a poansonului şi
matriţei. Acest lucru este important în special când tăiaţi
aluminiu.
Metoda de tăiere
Fig.6
O tăiere uniformă se obţine păstrând maşina în poziţie
verticală şi aplicând o presiune uşoară în direcţia de
tăiere.
Aplicaţi ulei de maşină pe poanson la fiecare circa 10
metri de oţel moale sau oţel inox de tăiat. Pentru a
menţine o tablă de aluminiu lubrifiată permanent, folosiţi
ulei nevâscos sau petrol lampant. Dacă nu lubrifiaţi
aluminiul în poziţia de tăiere, aşchiile se vor lipi de
maşină şi vor uza matriţa şi poansonul, sporind
încărcarea motorului.
Decupaje
Fig.7
Decupajele pot fi realizate prin practicarea prealabilă în
material a unei găuri rotunde de circa 42 mm în
diametru sau mai mare.
Tăierea tablelor de oţel inox
Fig.8
La tăierea tablelor de oţel inox se generează mai multe
vibraţii decât în cazul oţelului moale. Obţinerea unui
nivel mai mic de vibraţii şi unei tăieturi de calitate
superioară este posibilă prin adăugarea unei şaibe
(echipament standard) sub matriţă.
Folosiţi cheia inbus livrată pentru a demonta cele două
şuruburi şi introduceţi şaiba sub matriţă. Reinstalaţi
şuruburile şi strângeţi-le ferm.
17
Page 18

ÎNTREŢINERE
ATE NŢIE:
• Asiguraţi-vă că aţi oprit maşina şi că aţi debranşat-
o de la reţea înainte de a efectua operaţiuni de
verificare sau întreţinere.
• Nu utilizaţi niciodată gazolină, benzină, diluant,
alcool sau alte substanţe asemănătoare. În caz
contrar, pot rezulta decolorări, deformări sau fisuri.
Maşina şi fantele sale de ventilaţie trebuie păstrate
curate. Curăţaţi fantele de ventilaţie ale maşinii în mod
regulat sau ori de câte ori devin îmbâcsite.
Durata de exploatare a poansonului şi
matriţei
Înlocuiţi sau ascuţiţi poansonul şi matriţa după
executarea lungimilor de tăiere indicate în tabelul
alăturat. Durata de exploatare a acestora depinde,
bineînţeles, de grosimea materialului tăiat şi condiţiile
de lubrifiere.
Poanson Înlocuiţi după 150 m de table de oţel de 3,2 mm
Matriţă Ascuţiţi după 300 m de table de oţel de 3,2 mm
006441
Dacă randamentul tăierii este scăzut chiar şi după
înlocuirea poansonului, ascuţiţi matriţa. Polizaţi muchia
uzată indicată în figură folosind un polizor. După
polizarea brută a porţiunii uzate, finisaţi cu o piatră de
rectificat. Adaosul de prelucrare trebuie să fie de circa
0,3 până la 0,4 mm.
Fig.9
Când instalaţi matriţa de bază, trebuie să obţineţi un
interstiţiu de 3,5 până la 4,0 mm ataşând una sau două
dintre şaibele livrate, după cum se vede în figură. Un
interstiţiu necorespunzător va cauza vibraţii în timpul
tăierii.
Fig.10
ATE NŢIE:
• Fixaţi cu grijă şuruburile de instalare în timpul
montării. Un şurub slăbit poate cauza defectarea
maşinii în timpul operaţiei.
NOTĂ:
• Matriţa poate fi ascuţită de două ori. După două
ascuţiri, aceasta trebuie înlocuită cu una nouă.
Înlocuirea periilor de carbon
Fig.11
Detaşaţi periile de carbon şi verificaţi-le în mod regulat.
Schimbaţi-le atunci când s-au uzat până la marcajul limită.
Periile de carbon trebuie să fie în permanenţă curate şi să
alunece uşor în suport. Ambele perii de carbon trebuie să
fie înlocuite simultan cu alte perii identice.
Fig.12
Folosiţi o şurubelniţă pentru a îndepărta capacul
suportului periilor de carbon. Scoateţi periile de carbon
uzate şi fixaţi capacul pentru periile de carbon.
Pentru a menţine siguranţa şi fiabilitatea maşinii,
reparaţiile şi reglajele trebuie să fie efectuate numai la
Centrele de service autorizat Makita, folosindu-se piese
de schimb Makita.
ACCESORII OPŢIONALE
ATE NŢIE:
• Folosiţi accesoriile sau piesele auxiliare
recomandate pentru maşina dumneavoastră în
acest manual. Utilizarea oricăror alte accesorii sau
piese auxiliare poate cauza vătămări. Folosiţi
accesoriile pentru operaţiunea pentru care au fost
concepute.
Dacă aveţi nevoie de asistenţă sau de mai multe detalii
referitoare la aceste accesorii, adresaţi-vă centrului
local de service Makita.
• Matriţă
• Poanson
• Cheie inbus
• Cheie de 50
• Şaibă de reglare a înălţimii matriţei
NOTĂ:
• Unele articole din listă pot fi incluse ca accesorii
standard în ambalajul de scule. Acestea pot diferi
în funcţie de ţară.
18
Page 19

DEUTSCH (Originalbetriebsanleitung)
1-1. Maß für Edelstahl 2,5 mm (3/32")
1-2. Maß für Schmiedestahl 3,2 mm
(1/8")
2-1. Schalter
2-2. Blockierungstaste
3-1. Schraubenschlüssel
3-2. Sicherungsmutter
3-3. Stanzhalter
4-1. Stempel
4-2. Schraube
Erklärung der Gesamtdarstellung
4-3. Schraubenschlüssel
5-1. Schnittkante
5-2. Stempel
5-3. Rille
5-4. Stempelhalter
5-5. Stift
8-1. Schraube
8-2. Sechskantschlüssel
8-3. Unterlegscheibe
8-4. Distanzscheibe einfügen
8-5. Stanze
9-1. Schleifen/Schärfen: 0,3 - 0,4 mm
(1/64")
9-2. Stumpfen Bereich entfernen
10-1. 3,5 -4,0 mm (1/8" - 5/32")
10-2. Stanze
10-3. Unterlegscheibe
11-1. Grenzmarke
12-1. Schraubendreher
12-2. Kohlenhalterdeckel
TECHNISCHE DATEN
Modell JN3201
Stahl bis zu 400 N/mm2 3,2 mm / 10 ga
Max. Schnittkapazität
Min. Schnittdurchmesser
Schläge pro Minute (min-1) 1.300
Gesamtlänge 225 mm
Netto-Gewicht 3,4 kg
Sicherheitsklasse /II
• Aufgrund der laufenden Forschung und Entwicklung unterliegen die hier aufgeführten technischen Daten Veränderungen ohne
Hinweis
• Die technischen Daten können für verschiedene Länder unterschiedlich sein.
• Gewicht entsprechend der EPTA-Vorgehensweise 01/2003
Verwendungszweck
Das Werkzeug wurde für das Schneiden von Blech aus
Stahl und Edelstahl entwickelt.
Stromversorgung
Das Werkzeug darf ausschließlich an EinphasenWechselstrom mit der auf dem Typenschild
angegebenen Spannung angeschlossen werden. Das
Werkzeug verfügt über ein doppelt isoliertes Gehäuse
und kann daher auch an einer Stromversorgung ohne
Schutzkontakt betrieben werden.
Geräuschpegel
Die typischen A-bewerteten Geräuschpegel, bestimmt
gemäß EN60745:
Schalldruckpegel (LpA) : 81 dB(A)
Schallleistungspegel (L
Abweichung (K) : 3 dB(A)
Tragen Sie Gehörschutz.
Stahl bis zu 600 N/mm2 2,5 mm / 13 ga
Stahl bis zu 800 N/mm2 1,0 mm / 20 ga
Aluminium bis zu 200 N/mm2 3,5 mm / 10 ga
Äußere Kante 128 mm
Innere Kante 120 mm
ENE037-1
Schwingung
Schwingungsgesamtwerte (Vektorsumme dreier
ENF002-2
Achsen) nach EN60745:
Arbeitsmodus: Schneiden von Blech
Schwingungsausgabe (a
Abweichung (K): 1,5 m/s
Die deklarierte Schwingungsbelastung wurde
•
gemäß der Standardtestmethode gemessen und
kann für den Vergleich von Werkzeugen
ENG905-1
untereinander verwendet werden.
• Die deklarierte Schwingungsbelastung kann auch
in einer vorläufigen Bewertung der Gefährdung
verwendet werden.
WARNUNG:
• Die Schwingungsbelastung während der
tatsächlichen Anwendung des Elektrowerkzeugs
kann in Abhängigkeit von der Art und Weise der
Verwendung des Werkzeugs vom deklarierten
Belastungswert abweichen.
• Stellen Sie sicher, dass Schutzmaßnahmen für
den Bediener getroffen werden, die auf den unter
) : 92 dB(A)
WA
19
) : 10,0 m/s
h
2
2
ENG900-1
ENG901-1
Page 20

den tatsächlichen Arbeitsbedingungen zu
erwartenden Belastungen beruhen (beziehen Sie
alle Bestandteile des Arbeitsablaufs ein, also
zusätzlich zu den Arbeitszeiten auch Zeiten, in
denen das Werkzeug ausgeschaltet ist oder ohne
Last läuft).
Nur für europäische Länder
ENH101-16
EG-Konformitätserklärung
Wir, Makita Corporation als verantwortlicher
Hersteller, erklären, dass die folgenden Geräte der
Marke Makita:
Bezeichnung des Geräts:
Knabber
Modelnr./ -typ: JN3201
in Serie gefertigt werden und
Den folgenden EG-Richtlininen entspricht:
2006/42/EC
Außerdem werden die Geräte gemäß den folgenden
Standards oder Normen gefertigt:
EN60745
Die technische Dokumentation erfolgt durch:
Makita International Europe Ltd.
Technical Department,
Michigan Drive, Tongwell,
Milton Keynes, Bucks MK15 8JD, England
000230
Anjo, Aichi, 446-8502, JAPAN
17.5.2012
Tomoyasu Kato
Direktor
Makita Corporation
3-11-8, Sumiyoshi-cho,
GEA010-1
Allgemeine Sicherheitshinweise
für Elektrowerkzeuge
WARNUNG Lesen Sie alle Sicherheitswarnungen
und -anweisungen sorgfältig durch. Werden die
Warnungen und Anweisungen ignoriert, besteht die
Gefahr eines Stromschlags, Brands und/oder schweren
Verletzungen.
Bewahren Sie alle Warnhinweise und
Anweisungen zur späteren Referenz gut
auf.
GEB028-2
SICHERHEITSHINWEISE ZUM
KNABBER
1. Halten Sie das Werkzeug fest in der Hand.
2. Sichern Sie die das Werkstück sorgfältig.
3. Halten Sie Ihre Hände von beweglichen Teilen
fern.
4. Ecken und Splitter des Werkstücks sind
scharf. Tragen Sie Schutzhandschuhe.
Empfohlen wird auch das Tragen von festem
Schuhwerk, um Verletzungen zu vermeiden.
5. Legen Sie das Werkzeug nicht auf Splittern
des Werkstücks ab. Das Werkzeug kann sonst
beschädigt werden oder nicht
ordnungsgemäß funktionieren.
6. Lassen Sie das Werkzeug nicht
unbeaufsichtigt laufen. Arbeiten Sie nur mit
ihm, wenn Sie es in der Hand halten.
7. Achten Sie darauf, dass Sie immer einen
festen Stand haben.
Wenn Sie in der Höhe arbeiten, achten Sie
darauf, dass sich unter Ihnen niemand aufhält.
8. Berühren Sie kurz nach dem Betrieb nicht den
Stempel, die Matrize oder das Werkstück.
Diese können extrem heiß sein und zu
Verbrennungen führen.
9. Vermeiden Sie es, in Stromleitungen zu
schneiden. Dies kann zu einem Stromschlag
und schweren Unfällen führen.
BEWAHREN SIE DIESE
ANWEISUNGEN AUF.
WARNUNG:
Lassen Sie sich NIE durch Bequemlichkeit oder
(aus fortwährendem Gebrauch gewonnener)
Vertrautheit mit dem Werkzeug dazu verleiten, die
Sicherheitsregeln für das Werkzeug zu missachten.
Bei MISSBRÄUCHLICHER Verwendung des
Werkzeugs oder Missachtung der in diesem
Handbuch enthaltenen Sicherheitshinweise kann es
zu schweren Verletzungen kommen.
20
Page 21

FUNKTIONSBESCHREIBUNG
ACHTUNG:
• Überzeugen Sie sich immer vor dem Einstellen
des Werkzeugs oder der Kontrolle seiner Funktion,
dass es abgeschaltet und der Stecker aus der
Dose gezogen ist.
Mögliche Schnittdicke
Abb.1
Die Dicke des zu schneidenden Materials hängt von der
Dehnbarkeit des Materials selbst ab. Die Rille am
Stanzhalter dient als Dickenmesser für die zulässige
Schnittdicke. Versuchen Sie niemals, Material zu
schneiden, das nicht in diese Rille passt.
Max. Schnittkapazität mm ga
Stahl bis zu 400 N/mm
Stahl bis zu 600 N/mm
Stahl bis zu 800 N/mm
Aluminium bis zu 200 N/mm
006439
2
2
2
2
3,2 10
2,5 13
1,0 20
3,5 10
Einschalten
Abb.2
ACHTUNG:
• Achten Sie vor dem Einstecken des Netzsteckers
des Werkzeugs in die Steckdose darauf, dass sich
der Ein/Aus-Schalter korrekt bedienen lässt und
beim Loslassen in die Position "OFF" (AUS)
zurückkehrt.
• Der Schalter lässt sich in Stellung "ON" arretieren,
um die Bedienung bei längerem Gebrauch zu
vereinfachen. Seien Sie vorsichtig, wenn das
Werkzeug auf "ON" fest eingestellt ist, und halten
Sie es gut fest.
Wenn Sie das Werkzeug ingangsetzen wollen, muss
nur der Schalter gedrückt werden. Wenn Sie das
Werkzeug abschalten wollen, lassen Sie den Schalter
los.
Wenn Sie kontinuierlich arbeiten wollen, drücken Sie
den Schalter und dann die Blockierungstaste.
Wenn Sie das Werkzeug aus dem Blockierungsbetrieb
abschalten wollen, drücken Sie fest den Schalter und
lassen ihn dann los.
MONTAGE
ACHTUNG:
• Ehe Sie am Werkzeug irgendwelche Arbeiten
beginnen, überzeugen Sie sich immer vorher,
dass es abgeschaltet und der Stecker aus der
Dose gezogen ist.
Austausch des Stempels
Abb.3
Setzen Sie den mitgelieferten Schlüssel auf die
Sicherungsmutter auf und klopfen Sie leicht mit einem
Hammer darauf, um die Sicherungsmutter zu lösen.
Nehmen Sie den Stanzhalter ab und entfernen Sie die
Schraube mit einem Schlüssel. Entfernen Sie
anschließend den Stempel.
Abb.4
Um den Stempel anzubringen, fügen Sie ihn mit der
Schnittkante nach vorn so in den Stempelhalter ein,
dass der Stift im Stempelhalter in die Rille im Stempel
passt. Bringen Sie Schraube und Sicherungsmutter an.
Ziehen Sie sie anschließend fest.
ANMERKUNG:
• Achten Sie beim Einbau von Schraube und
Sicherungsmutter darauf, diese fest anzuziehen.
Wenn sie sich im Betrieb lösen, kann das
Werkzeug beschädigt werden.
Abb.5
ARBEIT
ACHTUNG:
• Halten Sie das Werkzeug mit einer Hand am
Hauptgriff fest, wenn Sie mit dem Werkzeug
arbeiten.
Vorschmierung
Beschichten Sie die Schnittlinie mit Maschinenöl, um
die Lebensdauer von Stempel und Stanze zu erhöhen.
Dies ist besonders beim Schneiden von Aluminium
wichtig.
Schnittmethode
Abb.6
Ein glatter Schnitt wird erreicht, wenn das Werkzeug
aufrecht gehalten und leichter Druck in Schnittrichtung
ausgeübt wird.
Wenden Sie bei zu schneidendem Schmiedestahl oder
Edelstahl etwa alle 10 Meter Werkzeugöl an. Um
Aluminium kontinuierlich geschmiert zu halten, sollte
Leichtöl oder Petroleum verwendet werden. Wenn
Aluminium im Schnitt nicht geschmiert wird, haften
Späne am Werkzeug, die Stanze und Stempel stumpf
machen und die Last auf dem Motor erhöhen.
Ausschnitte
Abb.7
Ausschnitte lassen sich herstellen, indem im Material
zunächst eine runde Öffnung von 42 mm Durchmesser
oder mehr gemacht wird.
Schneiden von Edelstahl
Abb.8
Bei Schnitten in Edelstahl entstehen mehr Vibrationen
als bei Schmiedestahl. Weniger Vibrationen und
bessere Schnittleistung lassen sich durch eine
zusätzliche Distanzscheibe (Standardausstattung) unter
der Stanze erreichen.
21
Page 22

Lösen Sie mit dem mitgelieferten Sechskantschlüssel
die beiden Schrauben und fügen Sie die Distanzscheibe
unter der Stanze ein. Setzen Sie die Schrauben wieder
ein und ziehen Sie sie fest an.
WARTUNG
ACHTUNG:
• Bevor Sie mit der Kontrolle oder Wartung des
Werkzeugs beginnen, überzeugen Sie sich immer,
dass es ausgeschaltet und der Stecker aus der
Steckdose herausgezogen ist.
• Verwenden Sie zum Reinigen niemals Kraftstoffe,
Benzin, Verdünnern, Alkohol oder ähnliches. Dies
kann zu Verfärbungen, Verformungen oder Rissen
führen.
Halten Sie die Maschine und ihre Ventilationsöffnungen
stets sauber. Reinigen Sie die Ventilationsöffnungen der
Maschine regelmäßig oder im Anfangsstadium einer
Verstopfung.
Lebenszeit von Stempel und Stanze
Tauschen Sie Stempel und Stanze aus oder schärfen
Sie sie, nachdem Sie Schnitte von der in der
beiliegenden Tabelle genannten Länge gemacht haben.
Ihre Lebensdauer hängt natürlich von der Dicke des
geschnittenen Materials und den Schmierbedingungen
ab.
Stempel Austauschen nach 150 m von 3,2 mm starkem Stahlblech
Stanze Schärfen nach 300 m von 3,2 mm starkem Stahlblech
006441
Wenn die Schnittleistung auch nach Austauschen des
Stempels schlecht ist, schärfen Sie die Stanze.
Schleifen Sie die in der Abbildung gezeigte stumpfe
Kante mit einem Schleifer ab. Nach dem Rohschliff des
stumpfen Abschnitts führen Sie eine Endbearbeitung mit
einem Schleifstein aus. Der Werkstoffabtrag sollte etwa
0,3 bis 0,4 mm betragen.
Abb.9
Wenn Sie eine geschliffene Stanze einbauen, sollte ein
Abstand von 3,5 bis 4.0 mm erreicht werden, indem
eine oder zwei der mitgelieferten Distanzscheiben
angebracht werden, wie in der Abbildung gezeigt. Ein
falscher Abstand führt zu Vibrationen während des
Schneidens.
Abb.10
ACHTUNG:
• Sichern Sie beim Einbau die entsprechenden
Schrauben sorgfältig. Eine lose Schraube kann im
Betrieb das Werkzeug beschädigen.
ANMERKUNG:
• Die Stanze lässt sich zweimal schärfen. Nach dem
zweiten Schärfen sollten Sie sie durch eine neue
ersetzen.
Kohlenwechsel
Abb.11
Nehmen Sie die Kohlen regelmäßig heraus und
wechseln Sie sie. Wenn sie bis zur Grenzmarke
verbraucht sind, müssen sie ausgewechselt werden.
Die Kohlen müssen sauber sein und locker in ihre
Halter hineinfallen. Die beiden Kohlen müssen
gleichzeitig ausgewechselt werden. Verwenden Sie
ausschließlich gleiche Kohlen.
Abb.12
Schrauben Sie mit einem Schraubenzieher den
Kohlenhalterdeckel ab. Wechseln Sie die
verschlissenen Kohlen, legen Sie neue ein und
schrauben Sie den Deckel wieder auf.
Zur Aufrechterhaltung der SICHERHEIT und
ZUVERLÄSSIGKEIT des Produkts müssen die
Reparaturen und alle Wartungen und Einstellungen von
den autorisierten Servicestellen der Firma Makita und
unter Verwendung der Ersatzteile von Makita
durchgeführt werden.
SONDERZUBEHÖR
ACHTUNG:
• Für Ihr Werkzeug Makita, das in dieser Anleitung
beschrieben ist, empfehlen wir folgende
Zubehörteile und Aufsätze zu verwenden. Bei der
Verwendung anderer Zubehörteile oder Aufsätze
kann die Verletzungsgefahr für Personen drohen.
Die Zubehörteile und Aufsätze dürfen nur für ihre
festgelegten Zwecke verwendet werden.
Wenn Sie nähere Informationen bezüglich dieses
Zubehörs benötigen, wenden Sie sich bitte an Ihre
örtliche Servicestelle der Firma Makita.
• Stanze
• Stempel
• Sechskantschlüssel
• Schlüssel 50
• Distanzscheibe zum Einstellen der Stanzenhöhe
ANMERKUNG:
• Einige der in der Liste aufgeführten Elemente sind
dem Werkzeugpaket als Standardzubehör
beigefügt. Diese können in den einzelnen Ländern
voneinander abweichen.
22
Page 23

MAGYAR (Eredeti útmutató)
1-1. Rozsdamentes acél mérce 2,5 mm
(3/32")
1-2. Lágyacél mérce 3,2 mm (1/8")
2-1. Kapcsoló kioldógomb
2-2. Zárgomb
3-1. Kulcs
3-2. Rögzítőanya
3-3. Matricatartó
4-1. Tüske
4-2. Csavar
Az általános nézet magyarázata
4-3. Kulcs
5-1. Vágóél
5-2. Tüske
5-3. Horony
5-4. Tüsketartó
5-5. Pecek
8-1. Csavar
8-2. Imbuszkulcs
8-3. Csavaralátét
8-4. Tegye közé az alátétet
8-5. Matrica
9-1. Csiszolás/élezés; 0,3 - 0,4 mm
(1/64")
9-2. Távolítsa el az eltompult részt
10-1. 3,5 -4,0 mm (1/8" - 5/32")
10-2. Matrica
10-3. Csavaralátét
11-1. Határjelzés
12-1. Csavarhúzó
12-2. Kefetartó sapka
RÉSZLETES LEÍRÁS
Modell JN3201
Acél 400 N/mm2-ig 3,2 mm / 10 ga
Max. vágóteljesítmény
Minimális vágási sugár
Löketszám percenként (min-1) 1300
Teljes hossz 225 mm
Tiszta tömeg 3,4 kg
Biztonsági osztály /II
• Folyamatos kutató- és fejlesztőprogramunk eredményeként az itt felsorolt tulajdonságok figyelmeztetés nélkül megváltozhatnak.
• A tulajdonságok országról országra különbözhetnek.
• Súly, az EPTA 01/2003 eljárás szerint
Rendeltetésszerű használat
A szerszám acéllemezek és rozsdamentes acéllemezek
vágására használható.
Tápfeszültség
A szerszámot kizárólag olyan egyfázisú, váltóáramú
hálózatra szabad kötni, amelynek feszültsége
megegyezik az adattábláján szereplő feszültséggel. A
szerszám kettős szigetelésű, ezért földelővezeték
nélküli aljzatról is működtethető.
Zaj
A tipikus A-súlyozású zajszint, a EN60745szerint
meghatározva:
angnyomásszint (LpA) : 81 dB(A)
Hangteljesítményszint (L
Bizonytalanság (K) : 3 dB(A)
Viseljen fülvédőt.
Acél 600 N/mm2-ig 2,5 mm / 13 ga
Acél 800 N/mm2-ig 1,0 mm / 20 ga
Alumínium 200 N/mm2-ig 3,5 mm / 10 ga
Külső él 128 mm
Belső él 120 mm
ENE037-1
Vibráció
A vibráció teljes értéke (háromtengelyű vektorösszeg)
ENF002-2
EN60745 szerint meghatározva:
Működési mód : fémlemez vágása
Vibráció kibocsátás (a
Bizonytalanság (K): 1,5 m/s
A rezgéskibocsátás értéke a szabványos vizsgálati
•
eljárásnak megfelelően lett mérve, és segítségével
ENG905-1
az elektromos kéziszerszámok összehasonlíthatók
egymással.
• A rezgéskibocsátás értékének segítségével
előzetesen megbecsülhető a rezgésnek való
kitettség mértéke.
FIGYELMEZTETÉS:
• A szerszám rezgéskibocsátása egy adott
alkalmazásnál eltérhet a megadott értéktől a
használat módjától függően.
• Határozza meg a kezelő védelmét szolgáló
munkavédelmi lépéseket, melyek az adott
munkafeltételek melletti vibrációs hatás becsült
mértékén alapulnak (figyelembe véve a
munkaciklus elemeit, mint például a gép
) : 92 dB(A)
WA
23
) : 10,0 m/s
h
2
2
ENG900-1
ENG901-1
Page 24

leállításának és üresjáratának mennyiségét az
elindítások száma mellett).
Csak európai országokra vonatkozóan
ENH101-16
EK Megfelelőségi nyilatkozat
Mi, a Makita Corporation, mint a termék felelős
gyártója kijelentjük, hogy a következő Makita
gép(ek):
Gép megnevezése:
Folyamatoslyukasztó
Típus sz./ Típus: JN3201
sorozatgyártásban készül és
Megfelel a következő Európai direktíváknak:
2006/42/EC
És gyártása a következő szabványoknak valamint
szabványosított dokumentumoknak megfelelően
történik:
EN60745
A műszaki dokumentációt őrzi:
Makita International Europe Ltd.
Technical Department,
Michigan Drive, Tongwell,
Milton Keynes, Bucks MK15 8JD, Anglia
000230
Anjo, Aichi, 446-8502, JAPÁN
17.5.2012
Tomoyasu Kato
Igazgató
Makita Corporation
3-11-8, Sumiyoshi-cho,
GEA010-1
A szerszámgépekre vonatkozó
általános biztonsági
figyelmeztetések
FIGYELEM Olvassa el az összes biztonsági
figyelmeztetést és utasítást. Ha nem tartja be a
figyelmeztetéseket és utasításokat, akkor áramütést,
tüzet és/vagy súlyos sérülést okozhat.
Őrizzen meg minden figyelmeztetést és
utasítást a későbbi tájékozódás
érdekében.
24
GEB028-2
A FOGÓRA VONATKOZÓ
BIZTONSÁGI
FIGYELMEZTETÉSEK
1. Tartsa a szerszámot szilárdan.
2. Gondosan rögzítse a munkadarabot.
3. Tartsa távol a kezeit a mozgó alkatrészektől.
4. A munkadarab szélei és forgácsai élesek.
Viseljen kesztyűt. Emellett javasolt
vastagtalpú lábbeli viselete a sérülések
elkerülése érdekében.
5. Ne tegye a szerszámot a munkadarabból
származó forgácsokra. Ennek figyelmen kívül
hagyása a szerszám károsodását vagy
meghibásodását okozhatja.
6. Ne hagyja a szerszámot bekapcsolva. Csak
kézben tartva használja a szerszámot.
7. Mindig bizonyosodjon meg arról hogy
szilárdan áll.
Bizonyosodjon meg arról hogy senki sincs
lent amikor a szerszámot magas helyen
használja.
8. Ne érjen a lyukhoz, a lyukasztóhoz vagy a
munkadarabhoz közvetlenül a munkavégzést
követően; azok rendkívül forrók lehetnek és
megégethetik a bőrét.
9. Kerülje el az elektromos vezetékek átvágását.
Az elektromos áramütés komoly sérüléseket
okozhat.
ŐRIZZE MEG EZEKET AZ
UTASÍTÁSOKAT.
FIGYELMEZTETÉS:
NE HAGYJA, hogy a kényelem vagy a termék
(többszöri használatból adódó) mind alaposabb
ismerete váltsa fel az adott termékre vonatkozó
biztonsági előírások szigorú betartását. A
HELYTELEN HASZNÁLAT és a használati
útmutatóban szereplő biztonsági előírások
megszegése súlyos személyi sérülésekhez vezethet.
Page 25

MŰKÖDÉSI LEÍRÁS
VIGYÁZAT:
• Mindig bizonyosodjon meg a szerszám kikapcsolt
és a hálózathoz nem csatlakoztatott állapotáról
mielőtt ellenőrzi vagy beállítja azt.
Megengedett nyíróvastagság
Fig.1
A nyírandó anyagok vastagsága függ az anyag
szakítószilárdságától. A matricatartón található vájat
vastagságmérőként szolgál a megengedett
nyíróvastagságokhoz. Ne próbálkozzon olyan anyag
vágásával, amely nem fér be a vájatba.
Alumínium 200 N/mm -ig
006439
Max. vágóteljesítmény mm ga
Acél 400 N/mm -ig
Acél 600 N/mm -ig
Acél 800 N/mm -ig
2
2
2
2
3,2 10
2,5 13
1,0 20
3,5 10
A kapcsoló használata
Fig.2
VIGYÁZAT:
• A szerszám hálózatra csatlakoztatása előtt mindig
ellenőrizze hogy a kapcsoló kioldógombja
megfelelően mozog és visszatér a kikapcsolt
(OFF) állapotba elengedése után.
• Huzamosabb használatkor a kapcsoló az "ON"
pozícióban elreteszelhető a kezelő munkáját
megkönnyítendő. Legyen nagyon körültekintő,
amikor a szerszámot elreteszeli az "ON"
pozícióban és szilárdan tartsa a szerszámot.
A szerszám elindításához egyszerűen nyomja meg a
kapcsolót. A megállításához engedje el a kapcsolót.
Folyamatos üzemhez nyomja meg a kapcsolót majd
nyomja be a zárgombot.
A szerszám megállításához zárt kapcsolónál teljesen
nyomja le majd engedje el a kapcsolót.
ÖSSZESZERELÉS
VIGYÁZAT:
• Mindig bizonyosodjon meg a szerszám kikapcsolt
és a hálózathoz nem csatlakoztatott állapotáról
mielőtt bármilyen munkálatot végezne rajta.
A tüske cseréje
Fig.3
Illessze a mellékelt kulcsot a rögzítőanyára és ütögesse
meg kissé a fogantyút egy kalapáccsal a rögzítőanya
meglazításához. Vegye le a matricatartót és egy
kulccsal távolítsa el a csavart. Ezután távolítsa el a
tüskét.
Fig.4
A tüske felszereléséhez illessze azt a tüsketartóba úgy,
hogy a vágóéle előrefelé nézzen és a tüsketartóban
található csapszeg illeszkedje a tüskén található vájatba.
Szerelje vissza a csavart és a rögzítőanyát. Majd húzza
meg azokat.
MEGJEGYZÉS:
• A csavar és a rögzítőanya felszerelésekor
ügyeljen rá, hogy erősen meghúzza azokat. Ha
meglazulnának működés közben, a szerszám
eltörhet.
Fig.5
ÜZEMELTETÉS
VIGYÁZAT:
• Erősen fogja a szerszámot a fő fogantyújánál az
egyik kezével munkavégzés közben.
Előkenés
Kenje meg a vágóvonalat gépolajjal a tüske és a
matrica élettartamának megnövelése érdekében. Ez
különösen fontos alumínium vágásakor.
Vágás
Fig.6
Folyamatos vágás érhető el, ha a szerszámot
függőleges tartja és enyhe nyomást fejt ki a vágás
irányába.
Adagoljon gépolajat a tüskére kb. minden 10 méter
lágyacél vagy rozsdamentes acél vágása után.
Könnyűolajat vagy kerozint kell használni alumínium
folyamatos kenéséhez. Az alumínium kenésének
elmulasztása a vágás során a forgácsok szerszámhoz
tapadását, a matrica és a tüske eltompulását és a motor
megnövekedett terhelését okozza.
Kivágás
Fig.7
Kivágás úgy végezhető , hogy először egy kb. 42 mm
vagy nagyobb átmérőjű kör alakú nyílást készít az
anyagban.
Rozsdamentes acél vágása
Fig.8
Több vibráció lép fel rozsdamentes acél vágásakor, mint
a lágyacél vágása esetén. Kevesebb vibráció és jobb
vágás lehetséges, ha egy másik alátétet (standard
tartozék) helyez a matrica alá.
A mellékelt imbuszkulccsal távolítsa el a két csavart és
tegye az alátétet a matrica alá. Helyezze vissza a
csavarokat és húzza meg.
25
Page 26

KARBANTARTÁS
VIGYÁZAT:
• Mindig bizonyosodjék meg arról hogy a szerszám
kikapcsolt és a hálózatra nem csatlakoztatott
állapotban van mielőtt a vizsgálatához vagy
karbantartásához kezdene.
• Soha ne használjon gázolajt, benzint, higítót,
alkoholt vagy hasonló anyagokat. Ezek
elszineződést, alakvesztést vagy repedést
okozhatnak.
A szerszámot és szellőzőnyílásait tisztán kell tartani.
Rendszeresen tisztítsa meg a szerszám
szellőzőnyílásait és akkor is ha kezdenek eltömődni.
A tüske és a matrica élettartama
Cserélje ki vagy élezze meg a tüskét és a matricát,
miután a mellékelt táblázatban megadott hosszakat
levágta. Az élettartamuk persze függ a vágandó
anyagok vastagságától és a kenés körülményeitől.
Tüske Cserélje ki 150 m 3,2 mm-es acéllap vágása után
Matrica Élezze meg 300 m 3,2 mm-es acéllap vágása után
006441
Ha vágás rossz minőségű, még a tüske cseréje után is,
élezze meg a matricát. Csiszolja le az elkopott éleket
egy csiszoló segítségével, az ábrán látható módon. Az
elkopott részek durva csiszolása után egy fenőkővel
fejezze be a műveletet. Az eltávolított anyagmennyiség
0,3 és 0,4 mm körül kell legyen.
Fig.9
A leköszörült matrica felszerelésekor 3,5 és 4,0 mm
közötti hézagot kell elérni egy vagy két mellékelt alátét
felhelyezésével, az ábrán látható módon. Ha a hézag
nem megfelelő, az vibrációt eredményez a vágás során.
Fig.10
VIGYÁZAT:
• Felszereléskor rögzítse megfelelően a csavarokat.
Egy kilazult csavar a szerszám eltörését okozhatja
működés közben.
MEGJEGYZÉS:
• A matrica kétszer élezhető. A két élezés után ki
kell cserélni egy újra.
A szénkefék cseréje
Fig.11
A szénkeféket cserélje és ellenőrizze rendszeresen.
Cserélje ki azokat amikor lekopnak egészen a
határjelzésig. Tartsa tisztán a szénkeféket és biztosítsa
hogy szabadon mozoghassanak tartójukban. Mindkét
szénkefét egyszerre cserélje ki. Használjon egyforma
szénkeféket.
Fig.12
Csavarhúzó segítségével távolítsa el a kefetartó
sapkákat. Vegye ki a kopott szénkeféket, tegye be az
újakat és helyezze vissza a kefetartó sapkákat.
A termék BIZTONSÁGÁNAK és
MEGBÍZHATÓSÁGÁNAK fenntartásához, a
javításokat, bármilyen egyéb karbantartást vagy
beszabályozást a Makita Autorizált
Szervizközpontoknak kell végrehajtaniuk, mindig Makita
pótalkatrászek használatával.
OPCIONÁLIS KIEGÉSZÍTŐK
VIGYÁZAT:
• Ezek a tartozékok vagy kellékek ajánlottak az
Önnek ebben a kézikönyvben leírt Makita
szerszámához. Bármely más tartozék vagy kellék
használata személyes veszélyt vagy sérülést
jelenthet. A tartozékot vagy kelléket használja
csupán annak kifejezett rendeltetésére.
Ha bármilyen segítségre vagy további információkra van
szüksége ezekkel a tartozékokkal kapcsolatban,
keresse fel a helyi Makita Szervizközpontot.
• Matrica
• Tüske
• Imbuszkulcs
• Kulcs, 50
• A matrica magasságát beállító alátét
MEGJEGYZÉS:
• A listán felsorolt néhány kiegészítő megtalálható
az eszköz csomagolásában standard
kiegészítőként. Ezek országonként eltérőek
lehetnek.
26
Page 27

SLOVENSKÝ (Pôvodné pokyny)
1-1. Kaliber nehrdzavejúcej ocele
2,5 mm (3/32")
1-2. Kaliber mäkkej ocele 3,2 mm (1/8")
2-1. Spúšť
2-2. Blokovacie tlačidlo
3-1. Francúzsky kľúč
3-2. Uzamykacia matica
3-3. Držiak raznice
4-1. Dierovač
4-2. Šrauba (Skrutka)
Vysvetlenie všeobecného zobrazenia
4-3. Francúzsky kľúč
5-1. Rezný okraj
5-2. Dierovač
5-3. Drážka
5-4. Držiak dierovača
5-5. Kolík
8-1. Šrauba (Skrutka)
8-2. Šesťhranný francúzsky kľúč
8-3. Podložka
8-4. Vložte podložku doprostred
8-5. Raznica
9-1. Nabrúsiť/zaostriť; 0,3 - 0,4 mm
(1/64")
9-2. Odstrániť otupenú časť
10-1. 3,5 -4,0 mm (1/8" - 5/32")
10-2. Raznica
10-3. Podložka
11-1. Medzná značka
12-1. Skrutkovač
12-2. Veko držiaka uhlíka
TECHNICKÉ ÚDAJE
Model JN3201
Oceľ do 400 N/mm2 3,2 mm / 10 ga
Max. kapacita rezania
Min. polomer rezania
Ťahy za minútu (min-1) 1300
Celková dĺžka 225 mm
Hmotnosť netto 3,4 kg
Trieda bezpečnosti /II
• Vzhľadom k neustálemu výskumu a vývoju tu uvedené technické údaje podliehajú zmenám bez upozornenia.
• Technické údaje sa možu pre rozne krajiny líšiť.
• Hmotnosť podľa postupu EPTA 01/2003
Určené použitie
Tento nástroj je určený na rezanie oceľového plechu a
nehrdzavejúceho oceľového plechu.
Napájanie
Náradie by malo byť pripojené jedine k prívodu
elektrickej energie s hodnotou napätia rovnakou, ako je
uvedená na štítku s názvom zariadenia, pričom náradie
môže byť napájané jedine jednofázovým striedavým
prúdom. Je vybavené dvojitou izoláciou a preto sa môže
používať pri zapojení do zásuviek bez uzemňovacieho
vodiča.
Hluk
Typická hladina akustického tlaku pri záťaži A určená
podľa EN60745:
Úroveň akustického tlaku (LpA) : 81 dB(A)
Hladina akustického výkonu (L
Odchýlka (K) : 3 dB(A)
Používajte chrániče sluchu
Oceľ do 600 N/mm2 2,5 mm / 13 ga
Oceľ do 800 N/mm2 1,0 mm / 20 ga
Hliník do 200 N/mm2 3,5 mm / 10 ga
Vonkajší okraj 128 mm
Vnútorný okraj 120 mm
ENE037-1
Vibrácie
Celková hodnota vibrácií (trojosový vektorový súčet)
ENF002-2
určená podľa normy EN60745:
Pracovný režim: strihanie tabuľového plechu
Vyžarovanie vibrácií (a
Neurčitosť (K) : 1,5 m/s
Deklarovaná hodnota emisií vibrácií bola meraná
•
podľa štandardnej skúšobnej metódy a môže sa
použiť na porovnanie jedného náradia s druhým.
• Deklarovaná hodnota emisií vibrácií sa môže
ENG905-1
) : 92 dB(A)
WA
použiť aj na predbežné posúdenie vystavenia ich
účinkom.
VAROVANIE:
• Emisie vibrácií počas skutočného používania
elektrického náradia sa môžu odlišovať od
deklarovanej hodnoty emisií vibrácií, a to v
závislosti na spôsoboch používania náradia.
• Nezabudnite označiť bezpečnostné opatrenia s
cieľom chrániť obsluhu, a to tie, ktoré sa zakladajú
na odhade vystavenia účinkom v rámci reálnych
podmienok používania (berúc do úvahy všetky
súčasti prevádzkového cyklu, ako sú doby, kedy je
27
) : 10,0 m/s
h
2
ENG900-1
2
ENG901-1
Page 28

náradie vypnuté a kedy beží bez zaťaženia, ako
dodatok k dobe zapnutia).
Len pre európske krajiny
ENH101-16
Vyhlásenie o zhode so smernicami
Európskeho spoločenstva
Naša spoločnosť Makita, ako zodpovedný výrobca
prehlasuje, že nasledujúce zariadenie(a) značky
Makita:
Označenie zariadenia:
Orezávač
Číslo modelu/ Typ: JN3201
je z výrobnej série a
Je v zhode s nasledujúcimi európskymi
smernicami:
2006/42/EC
A sú vyrobené podľa nasledujúcich noriem a
štandardizovaných dokumentov:
EN60745
Technickú dokumentáciu archivuje:
Makita International Europe Ltd.
Technical Department,
Michigan Drive, Tongwell,
Milton Keynes, Bucks MK15 8JD, Anglicko
000230
Anjo, Aichi, 446-8502, JAPONSKO
17.5.2012
Tomoyasu Kato
Riaditeľ
Makita Corporation
3-11-8, Sumiyoshi-cho,
GEA010-1
Všeobecné bezpečnostné
predpisy pre elektronáradie
UPOZORNENIE Prečítajte si všetky upozornenia
a inštrukcie. Nedodržiavanie pokynov a inštrukcií môže
mať za následok úraz elektrickým prúdom, požiar alebo
vážne zranenie.
Všetky pokyny a inštrukcie si odložte
pre prípad potreby v budúcnosti.
GEB028-2
BEZPEČNOSTNÉ VÝSTRAHY
PRE PRESTRIHOVAČ
1. Držte nástroj pevne .
2. Obrobok dôkladne zaistite.
3. Ruky držte mimo dosahu pohyblivých častí.
4. Hrany a úlomky obrobku sú ostré. Používajte
rukavice. Odporúča sa používať obuv s
hrubou podrážkou, aby nedošlo k úrazu.
5. Nepokladajte nástroj na úlomky obrobku. V
opačnom prípade môže dôjsť k poruche a
poškodeniu nástroja.
6. Nenechávajte nástroj bežať bez dozoru.
Pracujte s ním,len keď ho držíte v rukách.
7. Dbajte, abyste vždy mali pevnú oporu nôh.
Ak pracujete vo výškach, dbajte, aby pod
vami nikto nebol.
8. Nedotýkajte sa dierovača, raznice alebo
obrobku hneď po úkone; môžu byť extrémne
horúce a môžu popáliť vašu pokožku.
9. Nedotýkajte sa elektrických vodičov. Môžu
spôsobiť závažný úraz elektrickým prúdom.
TIETO POKYNY USCHOVAJTE.
VAROVANIE:
NIKDY nepripustite, aby pohodlie a dobrá znalosť
výrobku (získané opakovaným používaním)
nahradili presné dodržiavanie bezpečnostných
pravidiel pre náradie. NESPRÁVNE POUŽÍVANIE
alebo nedodržiavanie bezpečnostných pokynov
uvedených v tomto návode na obsluhu môže
spôsobiť vážne poranenia osôb.
28
Page 29

POPIS FUNKCIE
POZOR:
• Pred nastavovaním nástroja alebo kontrolou jeho
funkcie sa vždy presvedčte, že je vypnutý a
vytiahnutý zo zásuvky.
Prípustné rezné hrúbky
Fig.1
Hrúbka strihaného materiálu závisí od pevnosti v ťahu
samotného materiálu. Drážka na držiaku raznice slúži
ako kaliber hrúbky pre prípustnú reznú hrúbku.
Neskúšajte rezať materiál, ktorý nevojde do tejto drážky.
Max. kapacity rezania mm ga
Oceľ do 400 N/mm
Oceľ do 600 N/mm
Oceľ do 800 N/mm
006439
Hliník do 200 N/mm
2
2
2
2
3,2 10
2,5 13
1,0 20
3,5 10
Zapínanie
Fig.2
POZOR:
• Pred pripojením nástroja do zásuvky vždy
skontrolujte, či spúšť funguje správne a po
uvoľnení sa vracia do vypnutej polohy.
• Operátor môže počas dlhšieho používania
zablokovať prepínač v polohe "ON", čo mu uľahčí
prácu. Pri blokovaní nástroja v polohe "ON" buďte
opatrní a nástroj pevne držte.
Ak chcete nástroj spustit, stačí stlačiť jeho spúšť. Ak
chcete nástroj vypnúť, uvoľnite spúšť.
Ak chcete pracovať nepretržite, stlačte spúšť a potom
stlačte blokovacie tlačidlo.
Ak chcete nástroj vypnúť zo zablokovanej polohy,
stlačte spúšť naplno a potom ju pustite.
MONTÁŽ
POZOR:
• Než začnete na nástroji robiť akékoľvek práce,
vždy sa predtým presvedčte, že je vypnutý a
vytiahnutý zo zásuvky.
Výmena dierovača
Fig.3
Nasaďte priložený kľúč na uzamykaciu maticu a kladivom
jemne poklepte na rukoväť, aby sa uzamykacia matica
uvoľnila. Odstráňte držiak raznice a pomocou kľúča
odstráňte skrutku. Potom odstráňte dierovač.
Fig.4
Ak chcete namontovať dierovač, vložte ho do držiaka
dierovača s rezným okrajom natočeným tak, aby kolík v
držiaku dierovača zapadol do drážky v dierovači.
Namontujte skrutku a uzamykaciu maticu. Potom ich
bezpečne utiahnite.
POZNÁMKA:
• Pri montáži skrutky a uzamykacej matice ich vždy
pevne utiahnite. Ak sa počas práce uvoľnia,
nástroj sa môže poškodiť.
Fig.5
PRÁCA
POZOR:
• Nástroj pri práci držte pevne s jednou rukou na
hlavnej rukoväti.
Predbežné mazanie
Na čiaru rezu naneste strojový olej, životnosť dierovača
a raznice sa predĺži. To je zvlášť dôležité pri rezaní
hliníka.
Metóda rezania
Fig.6
Hladký rez dosiahnete, keď nástroj držíte vzpriamene a
jemne tlačíte v smere rezania.
Na dierovač naneste olej približne po každých 10
metroch rezanej mäkkej ocele alebo nehrdzavejúcej
ocele. Na nepretržité mazanie hliníka použite ľahký olej
alebo petrolej. Keby ste hliník v reze nemazali, odrezky
by sa prilepovali na nástroj, otupovali raznicu a
zvyšovali zaťaženie motora.
Výrezy
Fig.7
Výrezy sa zhotovujú tak, že do materiálu najskôr
vyrežete okrúhly otvor s priemerom minimálne 42 mm.
Rezanie nehrdzavejúcej ocele
Fig.8
Pri rezaní nehrdzavejúcej ocele sú vibrácie silnejšie ako
pri rezaní mäkkej ocele. Slabšie vibrácie a lepší rez
dosiahnete pridaním ďalšej podložky (štandardné
vybavenie) pod raznicu.
Pomocou dodaného šesťhranného kľúča odstráňte dve
skrutky a vložte podložku pod raznicu. Znova nasaďte
skrutky pevne ich utiahnite.
ÚDRŽBA
POZOR:
• Než začnete robiť kontrolu alebo údržbu nástroja,
vždy se presvedčte, že je vypnutý a vytiahnutý zo
zásuvky.
• Nepoužívajte benzín, riedidlo, alkohol ani nič
podobné. Mohlo by to spôsobiť zmenu farby,
deformácie alebo praskliny.
Nástroj a jeho prieduchy sa musia udržiavať čisté.
Vzduchové prieduchy nástroja čistite pravidelne alebo
vždy, keď je prieduch trochu upchatý.
29
Page 30

Životnosť dierovača a raznice
Vymeňte alebo naostrite dierovač a raznicu po rezaní
dĺžok vyznačených v priloženej tabuľke. Ich životnosť
samozrejme závisí aj od hrúbky rezaných materiálov a
stavu mazania.
Dierovač Vymeniť po 150 m oceľového plechu 3,2 mm
Raznica Zaostriť po 300 m oceľového plechu 3,2 mm
006441
Ak je rezanie nedostatočné aj po výmene dierovača,
naostrite raznicu. Pomocou brúsky zbrúste otupený
okraj vyobrazený na obrázku. Po hrubom zbrúsení
otupenej časti dokončite orovnávacím kameňom.
Odstránenie materiálu by malo byť približne 0,3 až 0,4
mm.
Fig.9
Pri montáži zemnej raznice je potrebné dosiahnuť
medzeru 3,5 až 4,0 mm nasadením jednej alebo dvoch
priložených podložiek, podľa vyobrazenia. Pri
nedodržaní správnej medzery budú pri rezaní vznikať
vibrácie.
Fig.10
POZOR:
• Pri montáži dôkladne zaistite montážne skrutky.
Uvoľnená skrutka pri práci môže spôsobiť poruchu
nástroja.
POZNÁMKA:
• Raznicu možno naostriť dva razy. Po dvoch
ostreniach ju treba vymeniť za novú.
Výmena uhlíkov
Fig.11
Uhlíky pravidelne vyberajte a kontrolujte. Ak sú
opotrebované až po medznú značku, vymeňte ich.
Uhlíky musia byť čisté a musia voľne zapadať do
svojich držiakov. Oba uhlíky treba vymieňať súčasne.
Používajte výhradne rovnaké uhlíky.
Fig.12
Pomocou šraubováka odskrutkujte veká uhlíkov. Vyjmite
opotrebované uhlíky, vložte nové a zaskrutkujte veká
naspäť.
Kvôli zachovaniu BEZPEČNOSTI a SPOĽAHLIVOSTI
výrobkov musia byť opravy a akákoľvek ďalšia údržba či
nastavovanie robené autorizovanými servisnými
strediskami firmy Makita a s použitím náhradných dielov
Makita.
Ak potrebujete bližšie informácie týkajúce sa tohoto
príslušenstva, obráťte sa na vaše miestne servisné
stredisko firmy Makita.
• Raznica
• Dierovač
• Šesťhranný francúzsky kľúč
• Kľúč 50
• Nastavovacia podložka výšky raznice
POZNÁMKA:
• Niektoré položky zo zoznamu môžu byť súčasťou
balenia náradia vo forme štandardného
príslušenstva. Rozsah týchto položiek môže byť v
každej krajine odlišný.
VOLITEĽNÉ PRÍSLUŠENSTVO
POZOR:
• Pre váš nástroj Makita, opísaný v tomto návode,
doporučujeme používať toto príslušenstvo a
nástavce. Pri použití iného príslušenstva či
nástavcov može hroziť nebezpečenstvo zranenia
osôb. Príslušenstvo a nástavce sa možu používať
len na účely pre ne stanovené.
30
Page 31

ČESKÝ (originální návod k obsluze)
1-1. Měřicí drážka pro nerezovou ocel
2,5 mm (3/32")
1-2. Měřicí drážka pro měkkou ocel
3,2 mm (1/8")
2-1. Spoušť
2-2. Blokovací tlačítko
3-1. Klíč
3-2. Pojistná matice
3-3. Držák matrice
4-1. Razník
4-2. Šroub
Legenda všeobecného vyobrazení
4-3. Klíč
5-1. Břit
5-2. Razník
5-3. Drážka
5-4. Držák razníku
5-5. Kolík
8-1. Šroub
8-2. Imbusový klíč
8-3. Podložka
8-4. Nainstalujte doprostřed podložku
8-5. Matrice
9-1. Nabruste / naostřete; 0,3 - 0,4 mm
(1/64")
9-2. Odstraňte tupou část
10-1. 3,5 -4,0 mm (1/8" - 5/32")
10-2. Matrice
10-3. Podložka
11-1. Mezní značka
12-1. Šroubovák
12-2. Víčko držáku uhlíku
TECHNICKÉ ÚDAJE
Model JN3201
Ocel až do 400 N/mm2 3,2 mm / 10 ga
Max. kapacita řezání
Min. poloměr řezání
Počet zdvihů za minutu (min-1) 1 300
Celková délka 225 mm
Hmotnost netto 3,4 kg
Třída bezpečnosti /II
• Vzhledem k neustálému výzkumu a vývoji zde uvedené technické údaje podléhají změnám bez upozornění.
• Technické údaje se mohou pro různé země lišit.
• Hmotnost podle EPTA – Procedure 01/2003
Určení nástroje
Nástroj je určen k řezání ocelových plechů a
nerezových ocelových plechů.
Napájení
Zařízení je třeba připojit pouze k napájení se stejným
napětím, jaké je uvedeno na výrobním štítku a může být
provozováno pouze v jednofázovém napájecím okruhu
se střídavým napětím. Nářadí je vybaveno dvojitou
izolací a může být tedy připojeno i k zásuvkám bez
zemnicího vodiče.
Hlučnost
Typická vážená hladina hluku (A) určená podle normy
EN60745:
Hladina akustického tlaku (LpA): 81 dB(A)
Hladina akustického výkonu (L
Nejistota (K): 3 dB (A)
Používejte ochranu sluchu
Ocel až do 600 N/mm2 2,5 mm / 13 ga
Ocel až do 800 N/mm2 1,0 mm / 20 ga
Hliník až do 200 N/mm2 3,5 mm / 10 ga
Vnější hrana 128 mm
Vnitřní hrana 120 mm
ENE037-1
Vibrace
Celková hodnota vibrací (vektorový součet tří os)
ENF002-2
určená podle normy EN60745:
Pracovní režim: řezání ploché oceli
Vibrační emise (a
Nejistota (K): 1,5 m/s
Deklarovaná hodnota emisí vibrací byla změřena
•
v souladu se standardní testovací metodou a
může být využita ke srovnávání nářadí mezi sebou.
ENG905-1
• Deklarovanou hodnotu emisí vibrací lze rovněž
využít k předběžnému posouzení vystavení jejich
vlivu.
VAROVÁNÍ:
): 92 dB(A)
WA
• Emise vibrací během skutečného používání
elektrického nářadí se mohou od deklarované
hodnoty emisí vibrací lišit v závislosti na způsobu
použití nářadí.
• Na základě odhadu vystavení účinkům vibrací v
aktuálních podmínkách zajistěte bezpečnostní
opatření k ochraně obsluhy (vezměte v úvahu
všechny části pracovního cyklu, mezi něž patří
31
): 10,0 m/s
h
2
ENG900-1
2
ENG901-1
Page 32

kromě doby pracovního nasazení i doba, kdy je
nářadí vypnuto nebo pracuje ve volnoběhu).
Pouze pro země Evropy
ENH101-16
Prohlášení ES o shodě
Společnost Makita Corporation jako odpovědný
výrobce prohlašuje, že následující zařízení Makita:
popis zařízení:
Prostřihovač
č. modelu/ typ: JN3201
vychází ze sériové výroby
A vyhovuje následujícím evropským směrnicím:
2006/42/EC
Zařízení bylo rovněž vyrobeno v souladu s následujícími
normami či normativními dokumenty:
EN60745
Technická dokumentace je k dispozici na adrese:
Makita International Europe Ltd.
Technical Department,
Michigan Drive, Tongwell,
Milton Keynes, Bucks MK15 8JD, England
000230
Anjo, Aichi, 446-8502, JAPAN
17.5.2012
Tomoyasu Kato
Ředitel
Makita Corporation
3-11-8, Sumiyoshi-cho,
GEA010-1
Obecná bezpečnostní
upozornění k elektrickému
nářadí
UPOZORNĚNÍ Přečtěte si všechna
bezpečnostní upozornění a pokyny. Při nedodržení
upozornění a pokynů může dojít k úrazu elektrickým
proudem, požáru nebo vážnému zranění.
Všechna upozornění a pokyny si
uschovejte pro budoucí potřebu.
GEB028-2
BEZPEČNOSTNÍ UPOZORNĚNÍ K
PROSTŘIHOVAČI
1. Držte nástroj pevně .
2. Zpracovávaný díl pečlivě uchyťte.
3. Udržujte ruce mimo pohyblivé díly.
4. Hrany dílu a jeho třísky jsou ostré. Noste
rukavice. Doporučujeme také používat obuv
se silnou podrážkou, aby nedošlo ke zranění.
32
5. Nepokládejte nástroj na třísky z dílu. V
opačném případě může dojít k poškození
nástroje a problémům.
6. Nenechávejte nástroj běžet bez dozoru.
Pracujte s ním, jen když jej držíte v rukou.
7. Dbejte, abyste vždy měli pevnou oporu nohou.
Pracujete-li ve výškách, dbejte, aby pod vámi
nikdo nebyl.
8. Bezprostředně po ukončení práce se
nedotýkejte razníku, matrice ani dílu; mohou
dosahovat mimořádně vysokých teplot a
popálit pokožku.
9. Vyvarujte se přeřezání elektrických vodičů.
Mohlo by dojít k vážnému úrazu elektrickým
proudem.
TYTO POKYNY USCHOVEJTE.
VAROVÁNÍ:
NEDOVOLTE, aby pohodlnost nebo pocit znalosti
výrobku (získaný na základě opakovaného
používání) vedly k zanedbání dodržování
bezpečnostních pravidel platných pro tento výrobek.
NESPRÁVNÉ POUŽÍVÁNÍ nebo nedodržení
bezpečnostních pravidel uvedených v tomto návodu
k obsluze může způsobit vážné zranění.
Page 33

POPIS FUNKCE
POZOR:
• Před nastavováním nástroje nebo kontrolou jeho
funkce se vždy přesvědčte, že je vypnutý a
vytažený ze zásuvky.
Povolená tloušťka řezání
Fig.1
Tloušťka řezaného materiálu závisí na pevnosti v tahu
samotného materiálu. Drážka na držáku matrice
současně slouží jako tloušťkoměr pro ověření povolené
řezné tloušťky. Nepokoušejte se řezat žádný materiál,
který do této drážky nezapadne.
006439
Max. kapacita řezání mm ga
Ocel až do 400 N/mm
Ocel až do 600 N/mm
Ocel až do 800 N/mm
Hliník až do 200 N/mm
2
2
2
2
3,2 10
2,5 13
1,0 20
3,5 10
Zapínání
Fig.2
POZOR:
• Před připojením nástroje do zásuvky vždy
zkontrolujte, zda spoušť funguje správně a po
uvolnění se vrací do vypnuté polohy.
• Spínač lze zablokovat v poloze zapnuto.
Pracovníkovi se tak usnadňuje práce prováděná
po delší dobu. Zajistíte-li nástroj v poloze zapnuto,
postupujte se zvýšenou opatrností a neustále
nástroj pevně držte.
Chcete-li nástroj spustit, stačí stisknout jeho spoušť.
Chcete-li nástroj vypnout, uvolněte spoušť.
Chcete-li pracovat nepřetržitě, stiskněte spoušť a potom
stiskněte blokovací tlačítko.
Chcete-li nástroj vypnout ze zablokované polohy,
stiskněte spoušť naplno a pak ji pusťte.
MONTÁŽ
POZOR:
• Než začnete na nástroji provádět jakékoliv práce,
vždy se předtím přesvědčte, že je vypnutý a
vytažený ze zásuvky.
Výměna razníku
Fig.3
Nasaďte dodaný klíč na pojistnou matici a jemným
klepáním kladivem na držadlo pojistnou matici povolte.
Odejměte držák matrice a klíčem odšroubujte šroub.
Poté demontujte razník.
Fig.4
Při instalaci razníku jej zasuňte do držáku tak, aby jeho
břit směřoval ven, a aby čep na držáku razníku zapadl
do drážky v razníku. Nainstalujte šroub a pojistnou
matici. Poté je pevně dotáhněte.
POZNÁMKA:
• Při instalaci šroubu a pojistné matice je
nezapomeňte pevně utáhnout. Pokud se během
provozu uvolní, může dojít k poškození nástroje.
Fig.5
PRÁCE
POZOR:
• Při práci držte nářadí pevně jednou rukou za
hlavní držadlo.
Předběžné mazání
Nanesením strojního oleje na rysku řezání se
prodlužuje životnost razníku a matrice. To je velmi
důležité při řezání hliníku.
Způsob řezání
Fig.6
Hladkého řezu dosáhnete držením nástroje kolmo a
vyvinutím mírného tlaku ve směru řezání.
Přibližně po každých 10 metrech řezané měkké nebo
nerezové oceli naneste na razník olej. Nepřetržité
mazání hliníku zajistěte pomocí lehkého oleje nebo
petroleje. Nebule-li hliník v místě řezu mazán, dojde k
přilnutí třísek k nástroji, ztupení matrice a razníku a
zvýšenému zatížení motoru.
Výřezy
Fig.7
Vyřezy se provádějí tak, že se v materiálu nejdříve
otevře kruhový otvor o průměru asi 42 mm nebo větším.
Řezání nerezové oceli
Fig.8
Při řezání nerezové oceli vzniká více vibrací než v
případě měkké oceli. Menších vibrací a lepší kvality
řezu lze dosáhnout přidáním další podložky (standardní
vybavení) pod matrici.
Pomocí dodaného imbusového klíče demontujte dva
šrouby a vložte pod matrici podložku. Umístěte šrouby
zpět a pevně je dotáhněte.
ÚDRŽBA
POZOR:
• Než začnete provádět kontrolu nebo údržbu
nástroje, vždy se přesvědčte, že je vypnutý a
vytažený ze zásuvky.
• Nikdy nepoužívejte benzín, benzen, ředidlo,
alkohol či podobné prostředky. Mohlo by tak dojít
ke změnám barvy, deformacím či vzniku prasklin.
Nástroj a větrací otvory je nutno udržovat v čistotě.
Větrací otvory nástroje čistěte pravidelně nebo kdykoliv
dojde k jejich zablokování.
33
Page 34

Životnost razníku a matrice
Po zpracování délek uvedených v doprovodné tabulce
vyměňte nebo naostřete razník a matrici. Jejich
životnost samozřejmě závisí na tloušťce řezaného
materiálu a mazání.
Razník Vyměňte po 150 m ocelového plechu 3,2 mm
Matrice Naostřete po 300 m ocelového plechu 3,2 mm
006441
Pokud je kvalita řezání špatná i po výměně razníku,
naostřete matrici. Bruskou odstraňte tupou část
ilustrovanou na obrázku. Po hrubém obroušení tupé
části ostření dokončete pomocí ostřicího kamene.
Odstraňte přibližně 0,3 až 0,4 mm materiálu.
Fig.9
Při instalaci naostřené matrice je třeba dosáhnout
rozteče 3,5 až 4,0 mm instalací jedné nebo dvou
dodaných podložek, jak je ilustrováno na obrázku.
Nebude-li dosaženo správné rozteče, vzniknou v
průběhu řezání vibrace.
Fig.10
POZOR:
• Při montáži pečlivě utáhněte instalační šrouby.
Volný šroub může během provozu způsobit
poruchu nástroje.
POZNÁMKA:
• Matrici lze ostřit dvakrát. Po dvou naostřeních je
nutno matrici vyměnit za novou.
Výměna uhlíků
Fig.11
Uhlíky pravidelně vyjímejte a kontrolujte. Jsou-li
opotřebené až po mezní značku, vyměňte je. Uhlíky
musí být čisté a musí volně zapadat do svých držáků.
Oba uhlíky je třeba vyměňovat současně. Používejte
výhradně stejné uhlíky.
Fig.12
Pomocí šroubováku odšroubujte víčka uhlíků. Vyjměte
opotřebené uhlíky, vložte nové a zašroubujte víčka
nazpět.
Kvůli zachování BEZPEČNOSTI a SPOLEHLIVOSTI
výrobku musí být opravy a veškerá další údržba či
seřizování prováděny autorizovanými servisními
středisky firmy Makita a s použitím náhradních dílů
Makita.
Potřebujete-li bližší informace ohledně tohoto
příslušenství, obraťte se na vaše místní servisní
středisko firmy Makita.
• Matrice
• Razník
• Imbusový klíč
• Klíč 50
• Podložka pro výškové nastavení matrice
POZNÁMKA:
• Některé položky seznamu mohou být k zařízení
přibaleny jako standardní příslušenství. Přibalené
příslušenství se může v různých zemích lišit.
VOLITELNÉ PŘÍSLUŠENSTVÍ
POZOR:
• Pro váš nástroj Makita, popsaný v tomto návodu,
doporučujeme používat toto příslušenství a
nástavce. Při použití jiného příslušenství či
nástavců může hrozit nebezpečí zranění osob.
Příslušenství a nástavce lze používat pouze pro
jejich stanovené účely.
34
Page 35

35 36
Page 36

885172-973
Makita Corporation
Anjo, Aichi, Japan
www.makita.com
 Loading...
Loading...