

maho 432 User Manual
Fehler-Code-Liste
CNC
432
5.05-1
MH
500
C
(
C
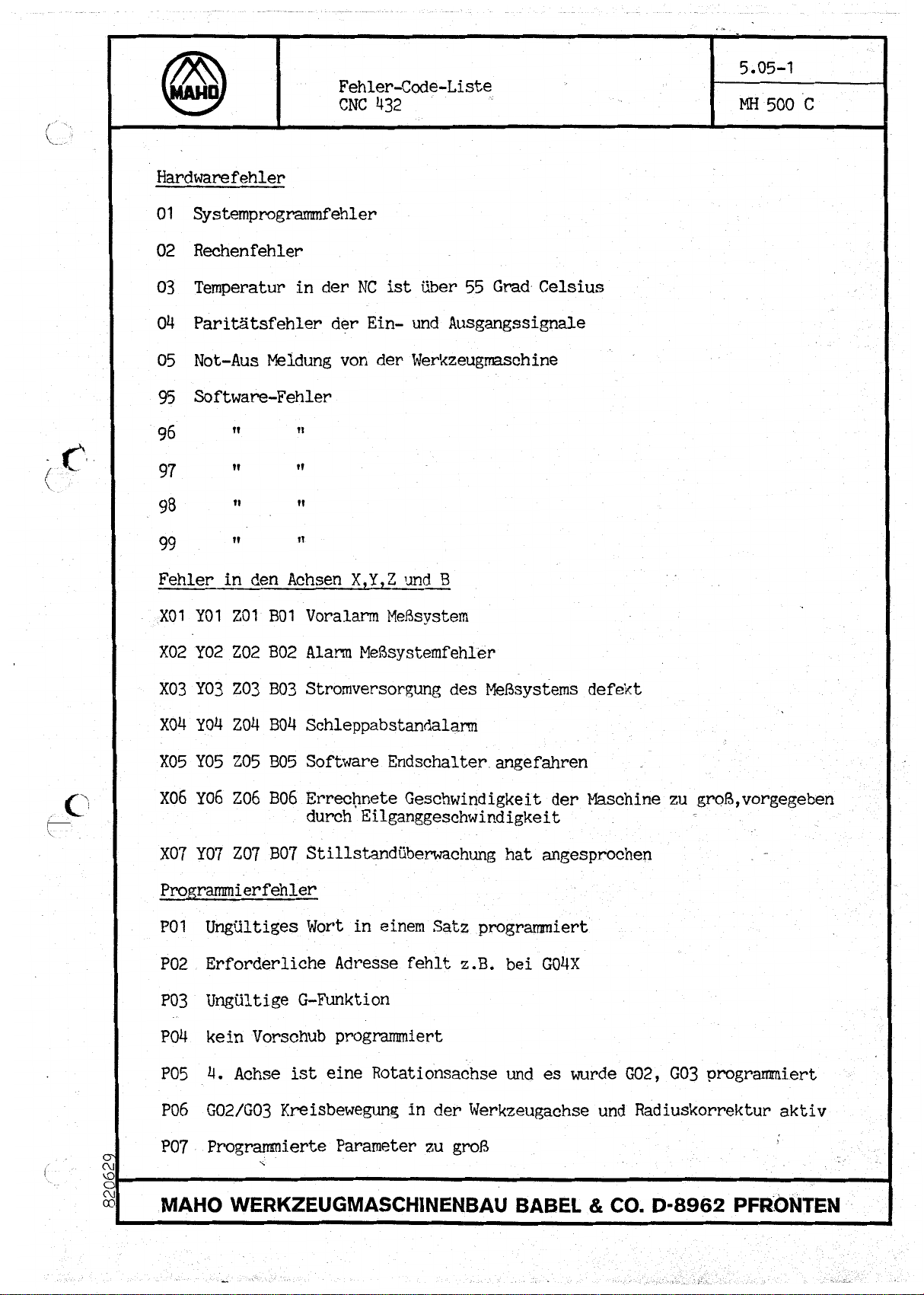
Hardware
01
02
03
04
05
95
96
97
98
99
Fehler
X01
fehler
Systemprogrammfehler
Rechenfehler
Temperatur
Paritatsfehler
ft
tf
tf
»*
in
Z01
Meldung
den
B01
Not-Aus
Software-Fehler
Y01
der
in
ft
tf
ft
Achsen
Voralarm
der
von
NC
ist
Ein-
der
X,Y,Z
MeBsystem
fiber
und
Werkzeugmaschine
und
B
Grad
55
Ausgangssignale
Celsius
C
X02
X03
X04
X05
X06
X07
Programmierfehler
P01
P02
P03
P04
P05
Z02
Y02
Y03
Y04
Y05
Y06
Y07
Ungiiltiges
Z03
Z04
Z05
Z06
Z07
B02
B03
B04
B05
B06
B07
Erforderliche
Ungultige
kein
4.
Vorschub
Achse
Alarm
Stromversorgung
Schleppabstandalarm
Software
Errechnete
durch
Stillstandiiberwachung
Wort
G-Funktion
ist
MeBsystemfehler
Endschalter
Geschwindigkeit
Eilganggeschwindigkeit
in
einem
Adresse
programmiert
eine
fehlt
Rotationsachse
des
Satz
MeBsystems
angefahren
hat
prograrrmiert
z.B.
bei
und
defekt
Maschine
der
angesprochen
G04X
es
wurde
G02,
groB,vorgegeben
zu
programmiert
G03
-
.
P06
G02/G03
Programmierte
O'
I
C\J
o
c
CO
P07
MAHO
WERKZEUGMASCHINENBAU
Kreisbewegung
Parameter
in
Werkzeugachse
der
groB
zu
BABEL
&
Radiuskorrektur
und
D-8962
CO.
aktiv
PFRONTEN
Fehler-Code-Liste
CNC
432
5.05-2
MH
500
C
C
c:
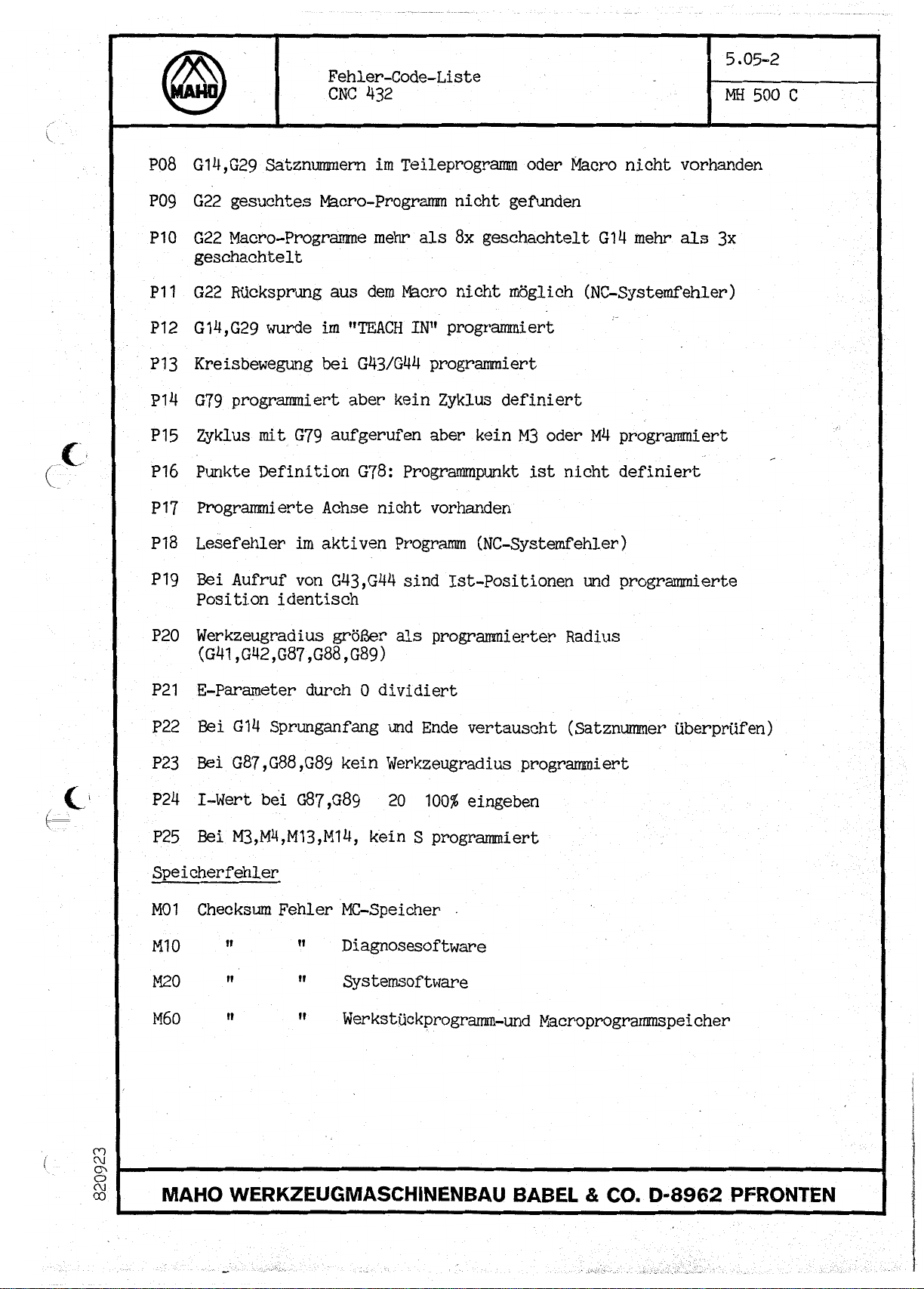
P08
G14,G29
G22
P09
P10
G22
geschachtelt
G22
P11
G14,G29
P12
Kreisbewegung
P13
P14
G79
P15
P16
P17
PIS
P19
Zyklus
Punkte
Programmierte
Lesefehler
Bei
Position
Satznummem
gesuchtes
Macro-Programme
Rucksprung
wurde
programmiert
mit
Definition
Aufruf
Jfecro-Programm
aus
im
bei
aufgerufen
G79
Achse
aktiven
im
von
G43,G44
identisch
Teileprogramm
im
mehr
Macro
dem
"TEACH
G43/G44
aber
kein
Programmpunkt
G78:
nicht
Programm
sind
nicht
8x
als
nicht
programmiert
IN"
programmiert
Zyklus
aber
vorhanden
Ist-Positionen
oder
Macro
gefunden
geschachtelt
moglich
definiert
kein
M3
ist
Oder
G14
(NC-Systemfehler)
M4
nicht
(NC-Systemfehler)
und
nicht
mehr
programmiert
definiert
programmierte
vorhanden
als
3*
C
P20
Werkzeugradius
(G41,G42,G87,G88,G89)
P21
Speicherfehler
M01
M10
P22
P23
P24
P25
E-Parameter
G14
Bei
Bei
G87,G88,G89
I-Wert
Bei
M3,M4,M13,M14,
Checksum
it
M20
M60
11
grower
durch
Sprunganfang
bei
G87,G89
Fehler
11
ti
11
progranmierter
als
0
dividiert
und
Ende
kein
Werkzeugradius
20
kein
S
MC-Speicher
agnosesof
Di
Systemsoftware
Werkstuckprogramm-und
vertauscht
eingeben
10055
programmiert
.
tware
Radius
(Satznummer
programmiert
Macroprogrammspeicher
uberprufen)
CO
(.
C\J
o
eg
CO
MAHO
WERKZEUGMASCHINENBAU
C.
BABEL
&
CO.
D-8962
PFRONTEN
 Loading...
Loading...