

Page 1

QUICK REFERENCE GUIDE
Digital Display Menus
A AMPS
See back for recommended Amperage Values
Pulser
0-20 Pulses per second
(default = off)
• Alternating peak and background current controls heat input.
• Minimize material distortion
TIP: Lower pulse frequency provides a reference for adding filler metal,
making you a better TIG welder faster.
(pulsing: 0.5 - 2.0 pulses per second)
AC Balance
Range 60 - 90% Electrode Negative (default = 75%)
AC Frequency
Range 60 - 150 Hz (default = 90 Hz)
DC TIG
Steel Alloys
Stainless Steels
Nickel Alloys
Copper Alloys
Titanium
AC TIG
Aluminum
Magnesium
DC+ STICK
See back for suggested Amperage Values
®
TIG 200
SQUARE WAVE
Push button to choose between
Pulse (DC- & AC TIG), AC
Frequency (AC TIG) and AC
Balance (AC TIG). Rotate knob
to make adjustments to each
setting.
TIG
100%
Argon
Stick
Polarity based on consumable and penetration
Showing Positive Polarity setup
A lower AC Balance (%EN)
results in an arc with increased
cleaning action.
A lower AC frequency results in
a wider bead.
A higher AC Balance (%EN)
results in an arc with
higher penetration.
A higher AC frequency results in
a more focused bead.
or
Insert & twist
to lock
A lower AC frequency results in
a wider bead.
AC Frequency
Range 60 - 150 Hz (default = 90 Hz)
A higher AC frequency results in
a more focused bead.
Page 2
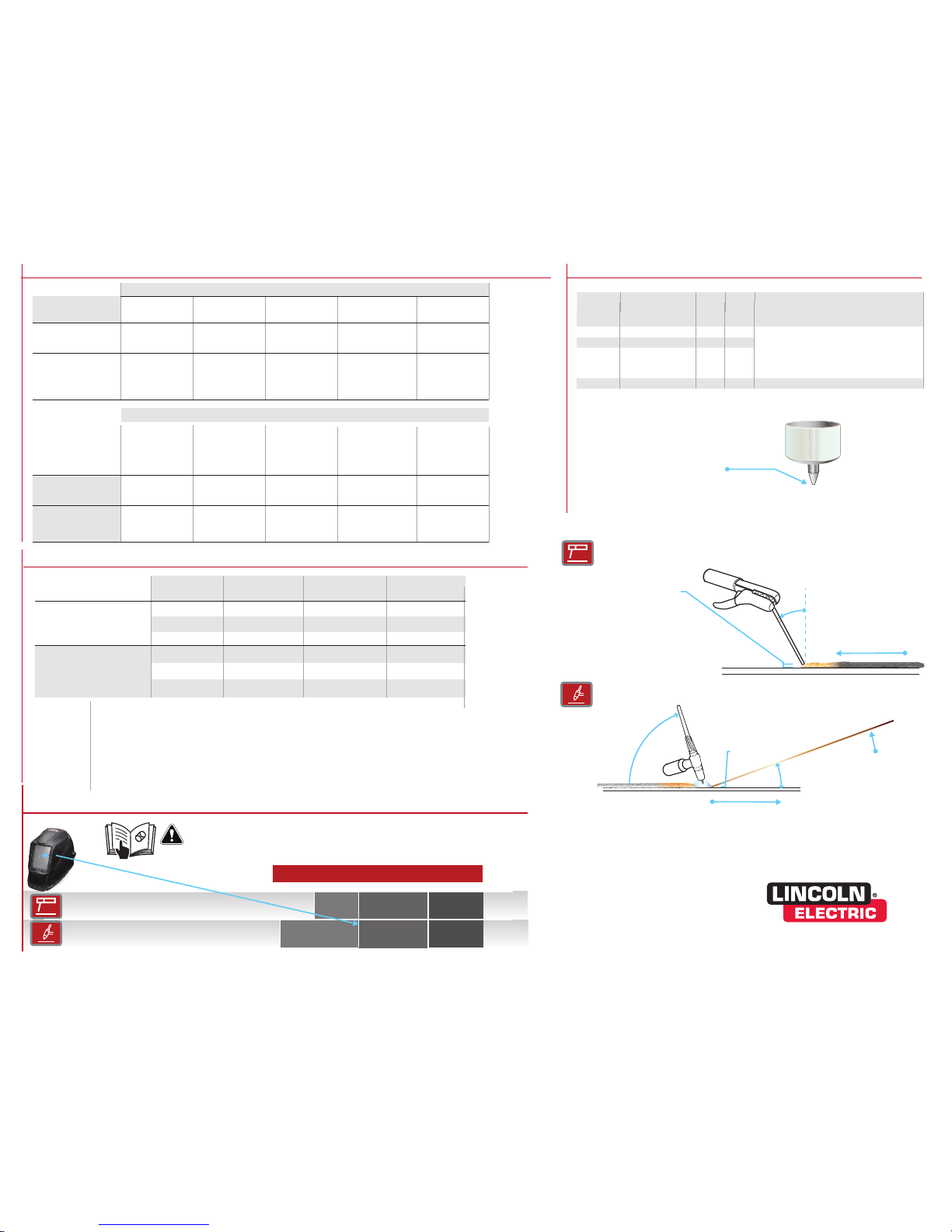
Tungsten -
Tungsten Preparation
Pure Tungsten is NOT Recommended
Tungsten should have a blunt tip.
TIG Amperage Values
STICK Amperage Values
Material Type
Material Thickness
Material Thickness
24 Ga (0.024 in)
(0.6 mm)
16 Ga (0.060 in)
(1.5 mm)
12 Ga (0.105 in)
(2.7 mm)
10 Gauge (0.135 in)
(3.4 mm)
3/16"
(4.8 mm)
Steel (DC -) 25-35 A 70-85 A 80-100 A 90-120 A 130-160 A
Stainless Steel (DC -) 25-35 A 70-85 A 80-100 A 90-120 A 130-160 A
24 Ga (0.024 in)
(0.6 mm)
1/16" (0.62 in)
(1.6 mm)
0.090"
(2.3 mm)
1/8" (0.125 in)
(3.2 mm)
3/16"
(4.8 mm)
24 Ga (0.024 in)
(0.6 mm)
1/16" (0.62 in)
(1.6 mm)
16 Ga (0.060 in)
(1.5 mm) or
12 Ga (0.105 in)
(2.7 mm) or
10 Ga (0.135 in)
(3.4 mm) or
0.090"
(2.3 mm)
1/8" (0.125 in)
(3.2 mm)
3/16"
(4.8 mm)
Aluminum (AC) 25-35 A 75-85 A 85-110 A 120-135 165-195 A
Suggested Tungsten
Diameter
1/16"
(1.6mm)
3/32"
(2.4 mm)
3/32"
(2.4 mm)
3/32"
(2.4 mm)
3/32"
(2.4 mm)
Suggested Filler
Metal Diameter
1/16"
(1.6mm)
1/16"
(1.6 mm)
3/32"
(2.4 mm)
3/32"
(2.4 mm)
1/8"
(3.2mm)
Stick Electrode
Diameter
12 Gauge
(0.105 in) (2.7 mm)
10 Gauge
(0.135 in) (3.4 mm)
3/16"
(4.7 mm)
Steel E6011 / E6013 (DC +)
3/32" (2.4 mm) 50-70A 60-80A -
1/8" (3.2 mm) 65-85A 75-95A 90-110A
5/32" (4.0 mm) 90-110A 115-135A 130-150A
Steel E7018 (DC +)
3/32" (2.4 mm) 70-90A 80-100A 90-110A
1/8" (3.2 mm) 90-110A 105-125A 115-135A
5/32" (4.0 mm) 105-125A 115-135A 140-160A
E6011 Deeper penetrating electrode that can be used in all positions. Frequently used for joining pipe.
E6013
Shallower penetrating electrode that can be used in all positions. Commonly used for wide root openings,
or conditions of poor fit up.
E7018
Low hydrogen electrode used for joints involving high-strength (structural), high carbon,
or low alloy steels. Smooth arc with medium arc penetration. Can be used in all positions.
Stick Drag Technique
TIG Push Technique
Correct Arc Length
1/16” to 1/8”
(1.6 to 3.2 mm)
Correct Tungsten to workpiece distance
1/16” to 1/8”
(1.6 to 3.2 mm)
20º
70º
15º to 20º
Filler Rod
L16988 © Lincoln Global Inc. All Rights Reserved.
Recommended Helmet Shade Lens Settings
Before you weld - refer to http://www.lincolnelectric.com/safety for
additional safety information.
Stick
TIG
10 20 40 60 80 120 160 180 200
7 8-10
8-12
10-12
8-10 10-14
AMPS
Color Tungsten Types AC
PolarityDCPolarity
Applications
Gold 1.5% Lanthanated
X
Blue 2% Lanthanted
X X
Good all around choice for both AC and DC, in welding
low alloyed & non-corroding steels, aluminum, magnesium, titanium, nickel, and copper.
Grey 2% Ceriated
X X
Chartreuse or
Purple (E3®)
1.5% Lanthanum,
0.08% Zirconium,
0.08% Yttrium
X X
White 0.08% Zirconiated
X
A very good choice for aluminum or magnesium alloys.
Good choice for welding titanium, nickel,
copper, mild steel and stainless steel.
Page 3

GUÍA DE REFERENCIA RÁPIDA
Menús de Pantalla Digital
A AMPS
Consulte el reverso para conocer los Valores de Amperaje recomendados
Pulsador
0-20 pulsos por segundo
(default = off)
• La alternancia entre la corriente pico y la de respaldo controla la entrada
de calor.
• Minimizar la distorsión del material
TIP: Baja frecuencia de pulsación proporciona una referencia para agregar
metal de relleno convirtiéndote en un mejor soldador TIG más rápido.
(pulsación: 0.5 - 2.0 pulsaciones por segundo)
Balance de AC
Rango 60 - 90% Electrodo Negativo (predeterminado = 75%)
Frecuencia de AC
Rango 60 - 150 Hz (predeterminado = 90 Hz)
DC TIG
Aleaciones de acero
Aceros Inoxidables
Aleaciones de Níquel
Aleaciones de cobre
Titanio
AC TIG
Aluminio
Magnesio
DC+ ELECTRODO
Ver reverso para conocer los Valores de
Amperaje sugeridos
®
TIG 200
SQUARE WAVE
Presione el botón para seleccionar entre Pulsación (DC- &
AC TIG), Frecuencia de AC (AC
TIG) y balance de AC (AC TIG.)
Gire la perilla para ajustar cada
conguración.
TIG
100%
Argon
Stick
La polaridad se basa en consumibles y penetración
Muestra de conguración de Polaridad Positiva
Un equilibrio de AC menor(%EN)
resulta en un arco con mayor
acción de limpieza.
Una frecuencia de AC menor
resulta en un cordón más amplio.
Un equilibrio de AC mayor
(%EN) resulta en un arco con
mayor penetración.
Una frecuencia de AC mayor
resulta en un cordón más enfocado.
o
Insertar y girar
Una frecuencia de AC menor
resulta en un cordón más amplio.
Rango 60 - 150 Hz (predeterminado = 90 Hz)
Una frecuencia de AC mayor
resulta en un cordón más enfocado.
Entrada Entrada
Page 4

Tungsteno – NO se recomienda Tungsteno puro
El Tungsteno debe tener una
punta de cono truncado.
Valores de Amperaje TIG
Valores de Amperaje de la VARILLA
Tipo de material
Espesor de material
Espesor de material
Cal 24 (0.024”)
(0.6 mm)
Cal 16 (0.060”)
(1.5 mm)
Cal 12 (0.105”)
(2.7 mm)
Cal 10 (0.135”)
(3.4 mm)
3/16"
(4.8 mm)
Acero (DC -) 25-35 A 70-85 A 80-100 A 90-120 A 130-160 A
Acero Inoxidable (DC -) 25-35 A 70-85 A 80-100 A 90-120 A 130-160 A
Cal 24 (0.024”)
(0.6 mm)
1/16" (0.62”)
(1.6 mm)
0.090"
(2.3 mm)
1/8" (0.125”)
(3.2 mm)
3/16"
(4.8 mm)
Cal 24 (0.024”)
(0.6 mm)
1/16" (0.62”)
(1.6 mm)
Cal 16 (0.060”)
(1.5 mm) or
Cal 12 (0.105”)
(2.7 mm) or
Cal 10 (0.135”)
(3.4 mm) or
0.090"
(2.3 mm)
1/8" (0.125”)
(3.2 mm)
3/16"
(4.8 mm)
Aluminio (AC) 25-35 A 75-85 A 85-110 A 120-135 165-195 A
Diámetro de
Tungsteno Sugerido
1/16"
(1.6mm)
3/32"
(2.4 mm)
3/32"
(2.4 mm)
3/32"
(2.4 mm)
3/32"
(2.4 mm)
Diámetro de Metal
de relleno Sugerido
1/16"
(1.6mm)
1/16"
(1.6 mm)
3/32"
(2.4 mm)
3/32"
(2.4 mm)
1/8"
(3.2mm)
Diámetro de
Electrodo Revestido
Calibre 12
(0.105”) (2.7 mm)
Calibre 10
(0.135”) (3.4 mm)
3/16"
(4.7 mm)
Acero E6011 / E6013
(DC +)
3/32" (2.4 mm) 50-70A 60-80A -
1/8" (3.2 mm) 65-85A 75-95A 90-110A
5/32" (4.0 mm) 90-110A 115-135A 130-150A
Acero E7018 (DC +)
3/32" (2.4 mm) 70-90A 80-100A 90-110A
1/8" (3.2 mm) 90-110A 105-125A 115-135A
5/32" (4.0 mm) 105-125A 115-135A 140-160A
E6011 Se puede utilizar un electrodo con penetración más profunda en todas las posiciones. Se utiliza frecuentemente para tubería de unión.
E6013
En todas las posiciones se puede utilizar el electrodo de penetración superficial. Se utiliza comúnmente en separaciones de raíz
amplias, o condiciones de adherencia deficiente.
E7018
El Electrodo de bajo hidrógeno se utiliza en uniones que implican gran fuerza (estructural), alto carbón, o aceros de aleación baja.
Arco suave con penetración de arco media. Se puede utilizar en todas las posiciones.
Técnica de Arrastre de Varilla
Técnica de Empuje TIG
Longitud de Arco correcta
1/16” to 1/8”
(1.6 to 3.2 mm)
Distancia correcta entre el Tungsteno
y la pieza de trabajo.
1/16” to 1/8”
(1.6 to 3.2 mm)
20º
70º
15º to 20º
Varilla de Relleno
L16988 © Lincoln Global Inc. Todos los derechos reservados.
Configuraciones Recomendadas de Careta con Oscurecimiento
Antes de soldar
Visite http://www.lincolnelectric.com/ para conocer información de seguridad adicional.
Varilla
TIG
10 20 40 60 80 120 160 180 200
7 8-10
8-12
10-12
8-10 10-14
AMPS
Color Tipos de Tungsteno AC
PolaridadDCPolaridad
Dorado 1.5% Lantaneado
X
Azul 2% Lantaneado
X X
Buena elección en general tanto para AC como para DC
en soldadura de aceros de baja aleación y no corrosivos,
aluminio, magnesio, titanio, níquel y cobre.
Gris 2% Ceriado
X X
Chartreuse or
Púrpura (E3®)
1.5% Lantano
0.08% Zirconio
0.08% Itrio
X X
Blanco 0.08% Zirconio
X
Muy buena elección para aleaciones de aluminio o magnesio.
Aplicaciones
Buena elección para soldadura de titanio, níquel,
cobre, acero fundido.
Page 5

GUIDE DE RÉFÉRENCE RAPIDE
Menus de l’Écran Numérique
A AMPS
Voir au verso les Valeurs d’Intensité recommandées.
Générateur d’Impulsions
0-20 Impulsions par seconde (par défaut = éteint)
• L’alternance entre le courant de crête et le courant de fond contrôle
l’apport de chaleur.
• Minimise la déformation du matériau.
ASTUCE : Une fréquence d’impulsions plus faible fournit une référence
pour l’ajout de métal de remplissage, ce qui fera plus vite de vous un
meilleur soudeur TIG. (Impulsion : 0,5 – 2,0 impulsions par seconde)
Équilibrage AC
Registre 60 - 90% Électrode Négative (par défaut = 75%)
Fréquence AC
Registre 60 - 150 Hz (par défaut = 90 Hz)
DC TIG
Alliages d’Acier
Aciers Inoxydables
Alliages de Nickel
Alliages de Cuivre
Titane
AC TIG
Aluminium
Magnésium
DC+ BAGUETTE
Voir au verso les Valeurs d’Intensité
recommandées.
®
TIG 200
SQUARE WAVE
Appuyer sur le bouton pour
choisir entre Impulsion (DC- &
AC TIG), Fréquence AC (AC TIG)
et Équilibrage AC (AC TIG).
Faire tourner le bouton pour
ajuster chaque réglage.
TIG
100%
Argon
Stick
La polarité se base sur le matériel consommable
et la pénétration. Illustration du réglage de la Polarité Positive.
Un Équilibrage AC moins faible
(%EN) donne un arc ayant une
action de nettoyage accrue.
Une fréquence AC plus faible donne
un cordon de soudure plus large.
Un Équilibrage AC moins élevé
(%EN) donne un arc ayant plus de
pénétration.
Une fréquence AC plus élevée
donne un cordon plus focalisé.
o
Insérer & tourner
Une fréquence AC plus faible donne
un cordon de soudure plus large.
Registre 60 - 150 Hz (par défaut = 90 Hz)
Une fréquence AC plus élevée
donne un cordon plus focalisé.
Page 6

Tungstène - Le Tungstène pur n’est PAS Recommandé.
Le Tungstène doit avoir
une pointe émoussée.
Valeurs de l’Intensité pour soudage TIG
Valeurs de l’Intensité pour soudage à la BAGUETTE
type d'ouvrage
Epaisseur du matériau
Epaisseur du matériau
24 Ga (0.024 in)
(0.6 mm)
16 Ga (0.060 in)
(1.5 mm)
12 Ga (0.105 in)
(2.7 mm)
10 Gauge (0.135 in)
(3.4 mm)
3/16"
(4.8 mm)
pour Acier Doux (DC -) 25-35 A 70-85 A 80-100 A 90-120 A 130-160 A
pour Acier Inoxydable (DC -) 25-35 A 70-85 A 80-100 A 90-120 A 130-160 A
24 Ga (0.024 in)
(0.6 mm)
1/16" (0.62 in)
(1.6 mm)
0.090"
(2.3 mm)
1/8" (0.125 in)
(3.2 mm)
3/16"
(4.8 mm)
24 Ga (0.024 in)
(0.6 mm)
1/16" (0.62 in)
(1.6 mm)
16 Ga (0.060 in)
(1.5 mm) or
12 Ga (0.105 in)
(2.7 mm) or
10 Ga (0.135 in)
(3.4 mm) or
0.090"
(2.3 mm)
1/8" (0.125 in)
(3.2 mm)
3/16"
(4.8 mm)
Aluminium (AC) 25-35 A 75-85 A 85-110 A 120-135 165-195 A
Diamètre de
Tungstène Suggéré
1/16"
(1.6mm)
3/32"
(2.4 mm)
3/32"
(2.4 mm)
3/32"
(2.4 mm)
3/32"
(2.4 mm)
Diamètre de Métal
d'Apport suggéré
1/16"
(1.6mm)
1/16"
(1.6 mm)
3/32"
(2.4 mm)
3/32"
(2.4 mm)
1/8"
(3.2mm)
Diamètre de
l'Électrode
12 Gauge
(0.105 in) (2.7 mm)
10 Gauge
(0.135 in) (3.4 mm)
3/16"
(4.7 mm)
Acier E6011 / E6013 (DC +)
3/32" (2.4 mm) 50-70A 60-80A -
1/8" (3.2 mm) 65-85A 75-95A 90-110A
5/32" (4.0 mm) 90-110A 115-135A 130-150A
Acier E7018 (DC +)
3/32" (2.4 mm) 70-90A 80-100A 90-110A
1/8" (3.2 mm) 90-110A 105-125A 115-135A
5/32" (4.0 mm) 105-125A 115-135A 140-160A
E6011 Électrodes à pénétration plus profonde pouvant être utilisées dans toutes les positions. Fréquemment utilisées pour l’union de tuyauteries.
E6013
Électrodes à pénétration plus concave pouvant être utilisées dans toutes les positions. Communément utilisées pour les écartements
de bords larges, ou des conditions de mauvaise adhérence.
E7018
Électrodes à faible teneur en hydrogène utilisées pour des joints impliquant une grande force (structurelle), une haute teneur en carbone,
ou des aciers à faible alliage. Arc régulier avec pénétration d’arc moyenne. Peuvent être utilisées dans toutes les positions.
Technique de Traînage à la Baguette
Technique de Poussée TIG
Longueur d’Arc Correcte
1/16” to 1/8”
(1.6 to 3.2 mm)
Distance correcte entre le Tungstène et la pièce à souder
1/16” to 1/8”
(1.6 to 3.2 mm)
20º
70º
15º to 20º
Métal d'Apport
L16988 © Lincoln Global Inc. Tous les droits d’exécution réservés.
Voir au verso les Valeurs d’Intensité recommandées
Avant de souder- se reporter à http://www.lincolnelectric.com/safety pour des
informations supplémentaires en matière de sécurité.
BAGUETTE
TIG
10 20 40 60 80 120 160 180 200
7 8-10
8-12
10-12
8-10 10-14
AMPS
couleur Types de Tungstène PolaritéACPolaritéDCApplications
Or 1.5% Lanthanated
X
Bleu 2% Lanthanted
X X
Bon choix général pour AC et DC. ,Gris 2% Ceriated
X X
Chartreuse ou
Mauvé (E3®)
1.5% Lanthanum,
0.08% Zirconium,
0.08% Yttrium
X X
Blanc 0.08% Zirconiated
X
Un très bon choix pour les alliages d’aluminium ou de magnésium.
Bon choix pour souder du titane, du nickel, du cuivre,
de l’acier doux et de l’acier inoxydable.
 Loading...
Loading...