

Page 1

PPoowweerr WWaavvee 445555//PPoowweerr FFeeeedd 1100
SERVICE MANUAL
SVM135-B
July,2001
Safety Depends on You
Lincoln arc welding and cutting
equipment is designed and built
with safety in mind. However, your
overall safety can be increased by
proper installation ... and thoughtful operation on your part. DO
NOT INSTALL, OPERATE OR
REPAIR THIS EQUIPMENT
WITHOUT READING THIS
MANUAL AND THE SAFETY
PRECAUTIONS CONTAINED
THROUGHOUT. And, most
importantly, think before you act
and be careful.
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
View Safety Info View Safety Info View Safety Info View Safety Info
RETURN TO MAIN INDEX
• Sales and Service through Subsidiaries and Distributors Worldwide •
Cleveland, Ohio 44117-1199 U.S.A. TEL: 216.481.8100 FAX: 216.486.1751 WEB SITE: www.lincolnelectric.com
World's Leader in Welding and Cutting Products Premier Manufacturer of Industrial Motors
Page 2
FOR ENGINE
powered equipment.
1.a. Turn the engine off before troubleshooting and maintenance
work unless the maintenance work requires it to be running.
____________________________________________________
1.b.Operate engines in open, well-ventilated
areas or vent the engine exhaust fumes
outdoors.
____________________________________________________
1.c. Do not add the fuel near an open flame
welding arc or when the engine is running.
Stop the engine and allow it to cool before
refueling to prevent spilled fuel from vaporizing on contact with hot engine parts and
igniting. Do not spill fuel when filling tank. If
fuel is spilled, wipe it up and do not start
engine until fumes have been eliminated.
____________________________________________________
1.d. Keep all equipment safety guards, covers
and devices in position and in good
repair.Keep hands, hair, clothing and tools
away from V-belts, gears, fans and all other
moving parts when starting, operating or
repairing equipment.
____________________________________________________
1.e. In some cases it may be necessary to remove safety
guards to perform required maintenance. Remove
guards only when necessary and replace them when the
maintenance requiring their removal is complete.
Always use the greatest care when working near moving
parts.
___________________________________________________
1.f. Do not put your hands near the engine fan. Do not attempt
to override the governor or idler by pushing on the throttle
control rods while the engine is running.
___________________________________________________
1.g. To prevent accidentally starting gasoline engines while
turning the engine or welding generator during maintenance
work, disconnect the spark plug wires, distributor cap or
magneto wire as appropriate.
i
SAFETY
i
ARC WELDING CAN BE HAZARDOUS. PROTECT YOURSELF AND OTHERS FROM POSSIBLE SERIOUS INJURY OR DEATH.
KEEP CHILDREN AWAY. PACEMAKER WEARERS SHOULD CONSULT WITH THEIR DOCTOR BEFORE OPERATING.
Read and understand the following safety highlights. For additional safety information, it is strongly recommended that you
purchase a copy of “Safety in Welding & Cutting - ANSI Standard Z49.1” from the American Welding Society, P.O. Box
351040, Miami, Florida 33135 or CSA Standard W117.2-1974. A Free copy of “Arc Welding Safety” booklet E205 is available
from the Lincoln Electric Company, 22801 St. Clair Avenue, Cleveland, Ohio 44117-1199.
BE SURE THAT ALL INSTALLATION, OPERATION, MAINTENANCE AND REPAIR PROCEDURES ARE
PERFORMED ONLY BY QUALIFIED INDIVIDUALS.
WARNING
Mar ‘95
ELECTRIC AND
MA GNETIC FIELDS
may be dangerous
2.a. Electric current flowing through any conductor causes
localized Electric and Magnetic Fields (EMF). Welding
current creates EMF fields around welding cables and
welding machines
2.b. EMF fields may interfere with some pacemakers, and
welders having a pacemaker should consult their physician
before welding.
2.c. Exposure to EMF fields in welding may have other health
effects which are now not known.
2.d. All welders should use the following procedures in order to
minimize exposure to EMF fields from the welding circuit:
2.d.1.
Route the electrode and work cables together - Secure
them with tape when possible.
2.d.2. Never coil the electrode lead around your body.
2.d.3. Do not place your body between the electrode and
work cables. If the electrode cable is on your right
side, the work cable should also be on your right side.
2.d.4. Connect the work cable to the workpiece as close as
possible to the area being welded.
2.d.5. Do not work next to welding power source.
1.h. To avoid scalding, do not remove the
radiator pressure cap when the engine is
hot.
CALIFORNIA PROPOSITION 65 WARNINGS
Diesel engine exhaust and some of its constituents
are known to the State of California to cause cancer, birth defects, and other reproductive harm.
The engine exhaust from this product contains
chemicals known to the State of California to cause
cancer, birth defects, or other reproductive harm.
The Above For Diesel Engines
The Above For Gasoline Engines
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 3
ii
SAFETY
ii
ARC RAYS can burn.
4.a. Use a shield with the proper filter and cover
plates to protect your eyes from sparks and
the rays of the arc when welding or observing
open arc welding. Headshield and filter lens
should conform to ANSI Z87. I standards.
4.b. Use suitable clothing made from durable flame-resistant
material to protect your skin and that of your helpers from
the arc rays.
4.c. Protect other nearby personnel with suitable, non-flammable
screening and/or warn them not to watch the arc nor expose
themselves to the arc rays or to hot spatter or metal.
ELECTRIC SHOCK can
kill.
3.a. The electrode and work (or ground) circuits
are electrically “hot” when the welder is on.
Do not touch these “hot” parts with your bare
skin or wet clothing. Wear dry, hole-free
gloves to insulate hands.
3.b. Insulate yourself from work and ground using dry insulation.
Make certain the insulation is large enough to cover your full
area of physical contact with work and ground.
In addition to the normal safety precautions, if welding
must be performed under electrically hazardous
conditions (in damp locations or while wearing wet
clothing; on metal structures such as floors, gratings or
scaffolds; when in cramped positions such as sitting,
kneeling or lying, if there is a high risk of unavoidable or
accidental contact with the workpiece or ground) use
the following equipment:
• Semiautomatic DC Constant Voltage (Wire) Welder.
• DC Manual (Stick) Welder.
• AC Welder with Reduced Voltage Control.
3.c. In semiautomatic or automatic wire welding, the electrode,
electrode reel, welding head, nozzle or semiautomatic
welding gun are also electrically “hot”.
3.d. Always be sure the work cable makes a good electrical
connection with the metal being welded. The connection
should be as close as possible to the area being welded.
3.e. Ground the work or metal to be welded to a good electrical
(earth) ground.
3.f.
Maintain the electrode holder, work clamp, welding cable and
welding machine in good, safe operating condition. Replace
damaged insulation.
3.g. Never dip the electrode in water for cooling.
3.h. Never simultaneously touch electrically “hot” parts of
electrode holders connected to two welders because voltage
between the two can be the total of the open circuit voltage
of both welders.
3.i. When working above floor level, use a safety belt to protect
yourself from a fall should you get a shock.
3.j. Also see Items 6.c. and 8.
FUMES AND GASES
can be dangerous.
5.a.Welding may produce fumes and gases
hazardous to health. Avoid breathing these
fumes and gases.When welding, keep
your head out of the fume. Use enough
ventilation and/or exhaust at the arc to keep
fumes and gases away from the breathing zone. When
welding with electrodes which require special
ventilation such as stainless or hard facing (see
instructions on container or MSDS) or on lead or
cadmium plated steel and other metals or coatings
which produce highly toxic fumes, keep exposure as
low as possible and below Threshold Limit Values (TLV)
using local exhaust or mechanical ventilation. In
confined spaces or in some circumstances, outdoors, a
respirator may be required. Additional precautions are
also required when welding on galvanized steel.
5.b.
Do not weld in locations near chlorinated hydrocarbon
vapors
coming from degreasing, cleaning or spraying operations.
The heat and rays of the arc can react with solvent vapors
to
form phosgene, a highly toxic gas, and other irritating
products.
5.c. Shielding gases used for arc welding can displace air and
cause injury or death. Always use enough ventilation,
especially in confined areas, to insure breathing air is safe.
5.d. Read and understand the manufacturer’s instructions for this
equipment and the consumables to be used, including the
material safety data sheet (MSDS) and follow your
employer’s safety practices. MSDS forms are available from
your welding distributor or from the manufacturer.
5.e. Also see item 1.b.
Mar ‘95
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 4
FOR ELECTRICALLY
powered equipment.
8.a. Turn off input power using the disconnect
switch at the fuse box before working on
the equipment.
8.b. Install equipment in accordance with the U.S. National
Electrical Code, all local codes and the manufacturer’s
recommendations.
8.c. Ground the equipment in accordance with the U.S. National
Electrical Code and the manufacturer’s recommendations.
CYLINDER may explode
if damaged.
7.a. Use only compressed gas cylinders
containing the correct shielding gas for the
process used and properly operating
regulators designed for the gas and
pressure used. All hoses, fittings, etc. should be suitable for
the application and maintained in good condition.
7.b. Always keep cylinders in an upright position securely
chained to an undercarriage or fixed support.
7.c. Cylinders should be located:
•Away from areas where they may be struck or subjected to
physical damage.
•A safe distance from arc welding or cutting operations and
any other source of heat, sparks, or flame.
7.d. Never allow the electrode, electrode holder or any other
electrically “hot” parts to touch a cylinder.
7.e. Keep your head and face away from the cylinder valve outlet
when opening the cylinder valve.
7.f. Valve protection caps should always be in place and hand
tight except when the cylinder is in use or connected for
use.
7.g. Read and follow the instructions on compressed gas
cylinders, associated equipment, and CGA publication P-l,
“Precautions for Safe Handling of Compressed Gases in
Cylinders,” available from the Compressed Gas Association
1235 Jefferson Davis Highway, Arlington, VA 22202.
iii
SAFETY
iii
Mar ‘95
WELDING SPARKS can
cause fire or explosion.
6.a.
Remove fire hazards from the welding area.
If this is not possible, cover them to prevent
the welding sparks from starting a fire.
Remember that welding sparks and hot
materials from welding can easily go through small cracks
and openings to adjacent areas. Avoid welding near
hydraulic lines. Have a fire extinguisher readily available.
6.b. Where compressed gases are to be used at the job site,
special precautions should be used to prevent hazardous
situations. Refer to “Safety in Welding and Cutting” (ANSI
Standard Z49.1) and the operating information for the
equipment being used.
6.c. When not welding, make certain no part of the electrode
circuit is touching the work or ground. Accidental contact
can cause overheating and create a fire hazard.
6.d. Do not heat, cut or weld tanks, drums or containers until the
proper steps have been taken to insure that such procedures
will not cause flammable or toxic vapors from substances
inside. They can cause an explosion even
though
they have
been “cleaned”. For information, purchase “Recommended
Safe Practices for the
Preparation
for Welding and Cutting of
Containers and Piping That Have Held Hazardous
Substances”, AWS F4.1 from the American Welding Society
(see address above).
6.e. Vent hollow castings or containers before heating, cutting or
welding. They may explode.
6.f.
Sparks and spatter are thrown from the welding arc. Wear oil
free protective garments such as leather gloves, heavy shirt,
cuffless trousers, high shoes and a cap over your hair. Wear
ear plugs when welding out of position or in confined places.
Always wear safety glasses with side shields when in a
welding area.
6.g. Connect the work cable to the work as close to the welding
area as practical. Work cables connected to the building
framework or other locations away from the welding area
increase the possibility of the welding current passing
through lifting chains, crane cables or other alternate circuits. This can create fire hazards or overheat lifting chains
or cables until they fail.
6.h. Also see item 1.c.
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 5

iv
SAFETY
iv
PRÉCAUTIONS DE SÛRETÉ
Pour votre propre protection lire et observer toutes les instruc tions et les précautions de sûreté specifiques qui parraissent
dans ce manuel aussi bien que les précautions de sûreté
générales suivantes:
Sûreté Pour Soudage A L’Arc
1. Protegez-vous contre la secousse électrique:
a. Les circuits à l’électrode et à la piéce sont sous tension
quand la machine à souder est en marche. Eviter toujours
tout contact entre les parties sous tension et la peau nue
ou les vétements mouillés. Porter des gants secs et sans
trous pour isoler les mains.
b. Faire trés attention de bien s’isoler de la masse quand on
soude dans des endroits humides, ou sur un plancher
metallique ou des grilles metalliques, principalement dans
les positions assis ou couché pour lesquelles une
grande partie du corps peut être en contact avec la
masse.
c. Maintenir le porte-électrode, la pince de masse, le câble
de soudage et la machine à souder en bon et sûr état
defonctionnement.
d.Ne jamais plonger le porte-électrode dans l’eau pour le
refroidir.
e. Ne jamais toucher simultanément les parties sous tension
des porte-électrodes connectés à deux machines à souder parce que la tension entre les deux pinces peut être le
total de la tension à vide des deux machines.
f. Si on utilise la machine à souder comme une source de
courant pour soudage semi-automatique, ces precautions
pour le porte-électrode s’applicuent aussi au pistolet de
soudage.
2. Dans le cas de travail au dessus du niveau du sol, se protéger contre les chutes dans le cas ou on recoit un choc. Ne
jamais enrouler le câble-électrode autour de n’importe quelle
partie du corps.
3. Un coup d’arc peut être plus sévère qu’un coup de soliel,
donc:
a. Utiliser un bon masque avec un verre filtrant approprié
ainsi qu’un verre blanc afin de se protéger les yeux du
rayonnement de l’arc et des projections quand on soude
ou quand on regarde l’arc.
b. Porter des vêtements convenables afin de protéger la
peau de soudeur et des aides contre le rayonnement de
l‘arc.
c. Protéger l’autre personnel travaillant à proximité au
soudage à l’aide d’écrans appropriés et non-inflammables.
4. Des gouttes de laitier en fusion sont émises de l’arc de
soudage. Se protéger avec des vêtements de protection
libres de l’huile, tels que les gants en cuir, chemise épaisse,
pantalons sans revers, et chaussures montantes.
5. Toujours porter des lunettes de sécurité dans la zone de
soudage. Utiliser des lunettes avec écrans lateraux dans les
zones où l’on pique le laitier.
6. Eloigner les matériaux inflammables ou les recouvrir afin de
prévenir tout risque d’incendie dû aux étincelles.
7. Quand on ne soude pas, poser la pince à une endroit isolé de
la masse. Un court-circuit accidental peut provoquer un
échauffement et un risque d’incendie.
8. S’assurer que la masse est connectée le plus prés possible
de la zone de travail qu’il est pratique de le faire. Si on place
la masse sur la charpente de la construction ou d’autres
endroits éloignés de la zone de travail, on augmente le risque
de voir passer le courant de soudage par les chaines de levage, câbles de grue, ou autres circuits. Cela peut provoquer
des risques d’incendie ou d’echauffement des chaines et des
câbles jusqu’à ce qu’ils se rompent.
9. Assurer une ventilation suffisante dans la zone de soudage.
Ceci est particuliérement important pour le soudage de tôles
galvanisées plombées, ou cadmiées ou tout autre métal qui
produit des fumeés toxiques.
10. Ne pas souder en présence de vapeurs de chlore provenant
d’opérations de dégraissage, nettoyage ou pistolage. La
chaleur ou les rayons de l’arc peuvent réagir avec les
vapeurs du solvant pour produire du phosgéne (gas fortement toxique) ou autres produits irritants.
11. Pour obtenir de plus amples renseignements sur la sûreté,
voir le code “Code for safety in welding and cutting” CSA
Standard W 117.2-1974.
PRÉCAUTIONS DE SÛRETÉ POUR
LES MACHINES À SOUDER À
TRANSFORMATEUR ET À
REDRESSEUR
1. Relier à la terre le chassis du poste conformement au code
de l’électricité et aux recommendations du fabricant. Le dispositif de montage ou la piece à souder doit être branché à
une bonne mise à la terre.
2. Autant que possible, I’installation et l’entretien du poste
seront effectués par un électricien qualifié.
3. Avant de faires des travaux à l’interieur de poste, la
debrancher à l’interrupteur à la boite de fusibles.
4. Garder tous les couvercles et dispositifs de sûreté à leur
place.
Mar. ‘93
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 6
POWER WAVE 455/POWER FEED 10
v
MASTER TABLE OF CONTENTS FOR ALL SECTIONS
Page
Safety . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . i-iv
Installation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Section A
Technical Specifications - Power Feed 10 Wire Drive and Control Box . . . . . . . . . . . . . . . . . . . . . . A-2
Technical Specifications - Power Wave 455 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . A-3
Safety Precautions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . A-4
Location and Mounting . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . A-4
Electrical Connections . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . A-6
Cable Connections . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . A-7
Wire Feeder Setup . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . A-9
Operation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Section B
Operating Instructions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B-2
Safety Instructions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B-2
System Description . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B-2
Controls and Settings . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B-3
Weld Mode Descriptions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B-6
Electrode Routing . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B-6
Wire Spindle Replacement . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B-7
Wire Reel Loading - Readi-Reels, Spools or Coils . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B-7
Feeding Electrode and Brake Adjustment . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B-9
Drive Roll Kit Installation (KP1505-[]) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B-9
Drive Roll Pressure Setting . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B-9
Procedure For Setting Angle of Feedplate . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B-9
Wire Feed Overload Protection . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B-10
Accessories . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Section C
General . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . C-2
Power Wave Options and Accessories . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . C-3
Wire Feeder Options and Accessories . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . C-3
Maintenance . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Section D
Safety Precautions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . D-2
Routine Maintenance . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . D-2
Periodic Maintenance . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . D-2
Theory of Operation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Section E
Troubleshooting and Repair . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Section F
How to Use Troubleshooting Guide . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . F-2
PC Board Troubleshooting Procedures . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . F-3
Troubleshooting Guide . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . F-5
Test Procedures . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . F-23
Component Replacement Procedures . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . F-61
Electrical Diagrams . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Section G
Parts
Parts List Power Wave 455 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . P-291
Parts List Power Feed 10 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . P-306
v
RETURN TO MAIN INDEX
Page 7

SECTION A-1
INSTALLATION
POWER WAVE 455/POWER FEED 10
SECTION A-1
TABLE OF CONTENTS
-INSTALLATION SECTION-
Installation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Section A
Technical Specifications - Power Feed 10 Wire Drive and Control Box . . . . . . . . . . . . . . . . . . . . . . A-2
Technical Specifications - Power Wave 455 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . A-3
Safety Precautions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . A-4
Location and Mounting . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . A-4
Stacking . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . A-4
Environment . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . A-4
Lifting . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . A-4
Feeder and Control Box Mounting . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . A-4
Electrical Connections . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . A-6
Grounding . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . A-6
High Frequency Interference Protection . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . A-6
Input Fuse and Supply Wire Considerations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . A-6
Input Voltage Reconnect Procedure . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . A-6
Cable Connections . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . A-7
Control Cable Connections . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . A-7
Flexible Connection Possibilities . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . A-7
Cable Connections . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . A-8
Electrode and Work Leads — Electrode Positive Applications . . . . . . . . . . . . . . . . . . . . . . . . . A-8
Electrode and Work Leads — Electrode Negative Applications . . . . . . . . . . . . . . . . . . . . . . . . . A-9
Voltage Sensing at the Workpiece . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . A-9
Wire Feeder Setup . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . A-9
Wire Drive Gear Ratio (High or Low Speed) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . A-9
DIP Switch Setup . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . A-11
Gun and Cable Assemblies . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . A-15
GMAW Shielding Gas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . A-15
Standard Panel Installation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . A-16
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 8

A-2
POWER WAVE 455/POWER FEED 10
A-2
INSTALLATION
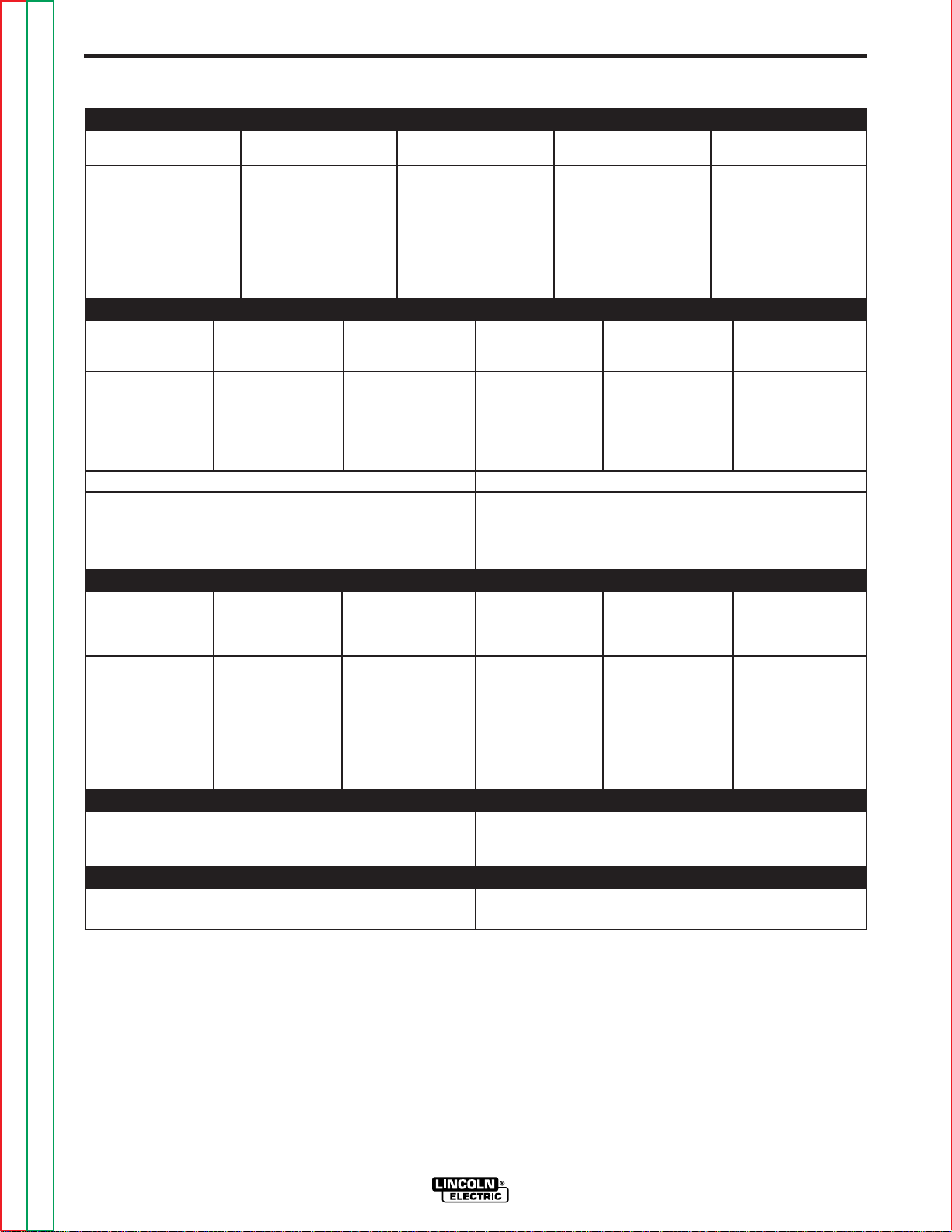
TECHNICAL SPECIFICATIONS – POWER FEED 10 WIRE DRIVE AND
CONTROL BOX
WIRE DRIVE OR WIRE DRIVE SECTION OF FEEDER
SPEC # TYPE LOW SPEED RATIO HIGH SPEED RATIO
* Included with K1538-1 Boom package and K1541-1 Bench Feeder.
∆ Dimensions do not include wire reel.
# For Control Box and Wire Drive dimensions and weights, see individual component listings.
Wire Size Wire Size
Speed Solid Cored Speed Solid Cored
K1540-1
Power Feed 10
50-800 IPM .025 - 3/32 in. .035 - .125 in. 75 - 1200 IPM .025 - 1/16 in. .035 - 5/64 in.
Wire Drive (1.27-20.3 m/m) (0.6 - 2.4 mm) (0.9 - 3.2 mm) (2.03 - 30.5 m/m) (0.6 - 1.6 mm) (0.9 - 2.0 mm)
K1538-1
Power Feed 10
50-800 IPM .025 - 3/32 in. .035 - .125 in. 75 - 1200 IPM .025 - 1/16 in. .035 - 5/64 in.
Boom Package#
(1.27-20.3 m/m) (0.6 - 2.4 mm) (0.9 - 3.2 mm) (2.03 - 30.5 m/m) (0.6 - 1.6 mm) (0.9 - 2.0 mm)
K1541-1
Power Feed 10
50-800 IPM .025 - 3/32 in. .035 - .125 in. 75 - 1200 IPM .025 - 1/16 in. .035 - 5/64 in.
Bench Model (1.27-20.3 m/m) (0.6 - 2.4 mm) (0.9 - 3.2 mm) (2.03 - 30.5 m/m) (0.6 - 1.6 mm) (0.9 - 2.0 mm)
Drive and
Control Box
CONTROL BOX, WIRE DRIVE AND COMPLETE UNITS
SPEC.# TYPE INPUT POWER PHYSICAL SIZE• TEMPERATURE RATING
Dimensions
Height Width Depth Weight Operating Storage
K1539-1 Power 40 VDC 13.0 in. 8.50 in. 4.0 in. 8.5 lbs
(Control Feed 10 (330 mm) ( 215 mm) (105 mm) (3.8 kg)
Box Control
Only)* Box
K1540-1 Power 40 VDC 7.6 in. 12.9 in. 13.7 in. 30 lbs +40˚C +40˚C
(Wire Feed 10 (195 mm) (325 mm) (345 mm) (13.6 kg) to to
Drive Wire -20˚C -40˚C
Only)* Drive
K1541-1 Power 40 VDC 18.5 in. 13.5 in. 30.5 in. 62 lbs
Bench Feed 10 ( 470 mm) (345 mm) (775 mm) (28.1 kg.)
Model
Bench Model
Feeder∆ Drive and
Control Box
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 9
A-3
INSTALLATION
POWER WAVE 455/POWER FEED 10
A-3
RECOMMENDED INPUT WIRE AND FUSE SIZES
PHYSICAL DIMENSIONS
TEMPERATURE RANGES
INPUT AT RATED OUTPUT - THREE PHASE ONLY
Input Volts
208V - 60Hz
230V - 60Hz
400V - 60Hz
460V - 60Hz
200V - 50Hz
220V - 50Hz
400V - 50Hz
440V - 50Hz
Open
Circuit
Voltage
75 VDC
Input
Voltage /
Frequency
208/60/50
230/60/50
400/60/50
460/60/50
208/60/50
230/60/50
400/60/50
460/60/50
Height
26.10 in.
663 mm
Width
19.86 in.
505 mm
Depth
32.88 in.
835 mm
Weight
250 lbs
114 kg
Type 75°C
(Super Lag)
or Breaker
Size (AMPS)
80
70
50
40
90
90
60
50
Type 75°C
Ground Wire in
Conduit AWG[IEC]
Sizes (mm2)
8 (10)
8 (10)
10 (6)
10 (6)
8 (10)
8 (10)
8 (6)
8 (6)
Type 75°C
Copper Wire in
Conduit AWG[IEC]
Sizes (mm2)
4 (25)
4 (25)
8 (10)
8 (10)
4 (25)
4 (25)
6 (10)
6 (10)
Input Ampere Rating
on Nameplate (AMPS)
70/72
65/67
39/40
35/36
87/79
82/74
50/45
48/41
Duty
Cycle
100%
100%
100%
100%
60%*
60%*
60%*
60%*
Process Current Ranges (DC)
MIG/MAG
FCAW
SMAW
Pulse
Current
50-570 Amps
40-570 Amps
30-570 Amps
5-750 Amps
Pulse
Voltage
Range
5 - 55 VDC
Auxiliary
Power
40 VDC AT
10 AMPS
115 VAC AT
10 AMPS
Pulse and
Background
Time Range
100 MICRO SEC. -
3.3 SEC.
Current Range
5 - 570
Pulse
Frequency
0.15 - 1000 Hz
Input
Current
70
65
39
35
72
67
40
36
Input
Current
87
82
50
48
79
74
45
41
Rated Output @
100% Duty Cycle
450A@38V 100%
450A@38V 100%
450A@38V 100%
450A@38V 100%
450A@38V 100%
450A@38V 100%
450A@38V 100%
450A@38V 100%
Rated Output @
60% Duty Cycle
570A@43V 60%
570A@43V 60%
570A@43V 60%
570A@43V 60%
500A@40V 60%
500A@40V 60%
500A@40V 60%
500A@40V 60%
Operating Temperature Range
0°C to 40°C
Storage Temperature Range
-50°C to 85°C
TECHNICAL SPECIFICATIONS – POWER WAVE 455
OUTPUT
*At 60% duty cycle with 50Hz input power, the machine is de-rated to 500 Amps at 40V.
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 10
A-4
INSTALLATION
POWER WAVE 455/POWER FEED 10
A-4
SAFETY PRECAUTIONS
ELECTRIC SHOCK
can kill.
• Only qualified personnel should perform this installation.
• Turn off the input power to the power
source at the disconnect switch or
fuse box before working on this equipment. Turn off the input power to any
other equipment connected to the
welding system at the disconnect
switch or fuse box before working on
this equipment.
• Do not touch electrically hot parts.
• Always connect the Power Wave
grounding lug (located inside the
reconnect input access door) to a
proper safety (Earth) ground.
-----------------------------------------------------------
LOCATION AND MOUNTING
Place the welder where clean cooling air can freely
circulate in through the rear louvers and out through
the case sides and bottom. Dirt, dust, or any foreign
material that can be drawn into the welder should be
kept at a minimum. Using filters on the air intake to
prevent dirt from building up restricts air flow. Do
not use such filters. Failure to observe these precautions can result in excessive operating temperatures
and nuisance shutdowns.
STACKING
Power Wave machines can be stacked to a maximum of three high. The bottom machine must
always be placed on a firm, secure, level surface.
There is a danger of machines toppling over if this
precaution is not taken.
ENVIRONMENT
The Power Wave power source carries an IP21 environmental rating. If subjected to occasional falling
water, such as rain, the machine should be sheltered.
LIFTING
Lift the machine by the lift bail only. The lift bail is
designed to lift the power source only. Do not
attempt to lift the Power Wave with accessories
attached to it.
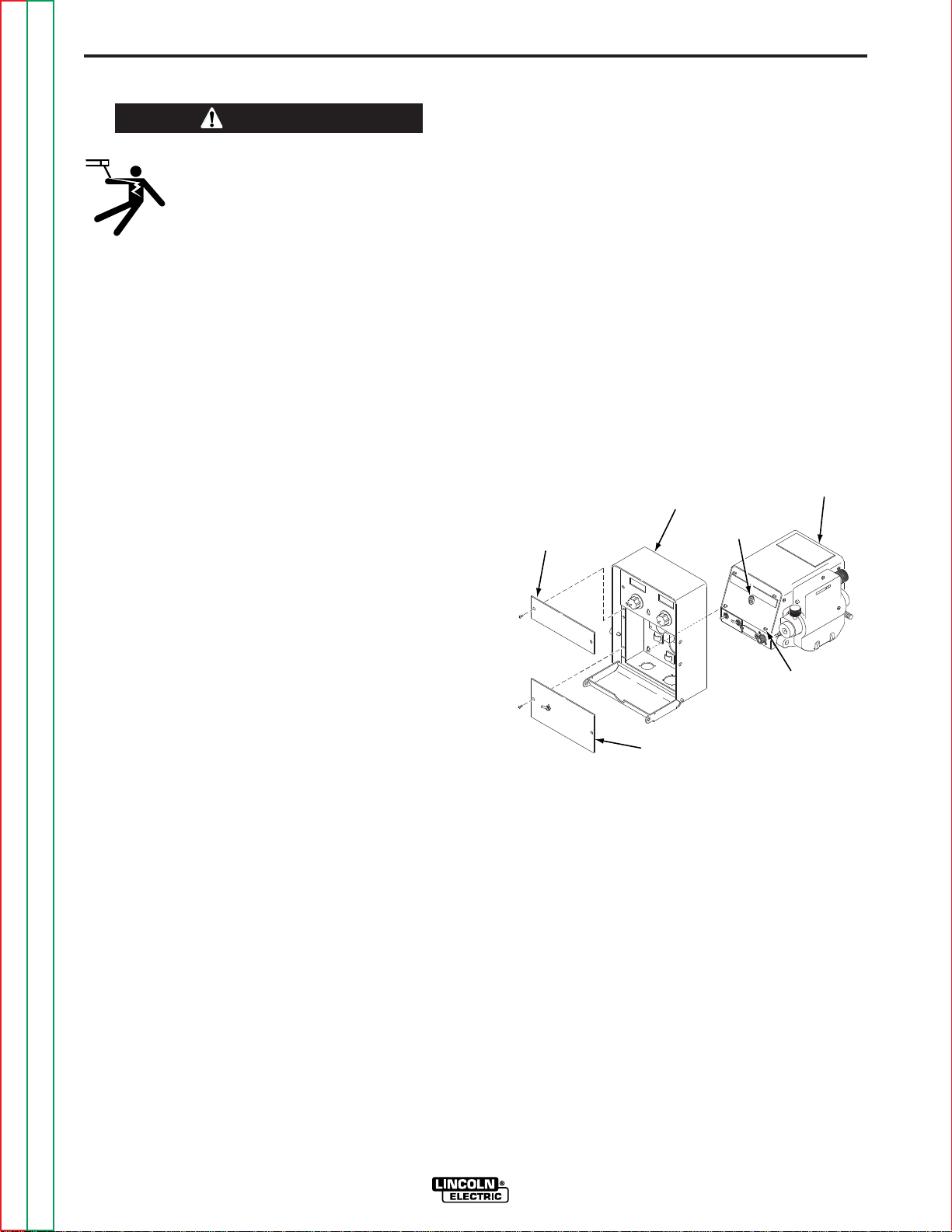
FEEDER AND CONTROL BOX
MOUNTING
SEPARATION FROM BENCH MODEL
The Control Box can be removed from the bench
model feeder and mounted in a different location.
See Figure A-1.
FIGURE A.1 — SEPARATING CONTROL BOX
AND FEEDER.
Complete the following steps to remove the Control
Box:
1. Remove the bottom and center option panels
from the front of the Control Box.
2. Disconnect the connector between the Control
Box and the wire drive located in the middle of
the Control Box back near the bottom of the
Control Box.
WIRE
DRIVE
CENTER
PANEL
CONTROL
BOX
BOTTOM
PANEL
CONNECTOR
MOUNTING
SCREW
WARNING
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 11
A-5
INSTALLATION
POWER WAVE 455/POWER FEED 10
A-5
3. Loosen the four screws inside the Control Box
located along the sides of the back of the Control
Box, two near the bottom and two near the middle.
4. Push the Control Box upwards and then pull the
Control Box away from the wire drive.
5. Remove plug button taped to inside of Control
Box and insert it into hole on front panel of wire
drive.
BOOM MOUNTING
If you wish to convert to a boom mount, the following components are required to complete the conversion process:
Item 1 K1549-1 Receptacle
Item 2 K1550-1 Receptacle
Assemble the components above as follows:
1. Remove plug button and mount item 1 to the left
hole in the bottom of the Control Box.
2. Remove and save plug button and mount item 2
to the right hole in the bottom of the Control Box.
3. Insert connector from item 1 into either 4-pin
connector on Control Box motherboard.
4. Insert 6-pin connector that went to wire drive unit
into item 2.
5. Connect sense lead from item 1 to sense lead
from 6-pin connector that went to wire drive unit.
6. Replace all option panels removed from front of
Control Box.
7. Place plug button saved in step 2 into hole in
back panel of Control Box.
CONTROL BOX POWER SOURCE MOUNTING
The Power Feed Control Box can be directly mounted on the front of the power source. If this control
location is preferred, complete the following steps to
mount Control Box on the power source:
1. Remove the bottom and center option panels
from the front of the Control Box.
2. Mount Control Box to the power source, following the instructions supplied with that specific
power source.
3. If the Control Box has an input Amphenol connector mounted on right side of bottom, then disconnect it’s 6-pin electrical connector from the
input connector inside the Control Box.
NOTE: This input connector no longer functions.
4. Connect 6-pin connector that comes out of the
back of the Control Box to the 6 pin connector.
(See specific power source instructions.)
5. 67 sense lead from left bottom connector (if present) should be connected to 67 sense lead connection from 6-pin connector from motherboard.
6. Replace all option panels removed from front of
Control Box.
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 12

A-6
INSTALLATION
POWER WAVE 455/POWER FEED 10
A-6
ELECTRICAL CONNECTIONS
Only a qualified electrician should connect the
input leads to the Power Wave. Connections
should be made in accordance with all local and
national electrical codes and the connection diagram located on the inside of the reconnect/input
access door of the machine. Failure to do so
may result in bodily injury or death.
-----------------------------------------------------------
Use a three-phase supply line. An access hole for
the input supply is located on the upper left case
back next to the input access door. Connect L1, L2,
L3 and ground according to the Input Supply
Connection Diagram decal located on the inside of
the input access door or refer to Figure A.2.
GROUNDING
The frame of the welder must be grounded. A
ground terminal marked with the symbol is
located inside the reconnect/input access door for
this purpose. See your local and national electrical
codes for proper grounding methods. Refer to the
Technical Specifications
at the beginning of this
chapter for proper cable sizes.
HIGH FREQUENCY INTERFERENCE
PROTECTION
If possible, locate the Power Wave away from radio
controlled machinery. The normal operation of the
Power Wave may adversely affect the operation of
RF controlled equipment, which may result in bodily
injury or damage to the equipment.
INPUT FUSE AND SUPPLY WIRE
CONSIDERATIONS
Refer to the
Technical Specifications
at the beginning of this Installation section for recommended fuse
and wire sizes. Fuse the input circuit with the recommended super lag fuse or delay type breakers (also
called “inverse time” or “thermal/magnetic” circuit
breakers). Choose an input and grounding wire size
according to local or national electrical codes. Using
fuses or circuit breakers smaller than recommended
may result in “nuisance” shut-offs from welder inrush
currents, even if the machine is not being used at
high currents.
INPUT VOLTAGE RECONNECT
PROCEDURE
Turn main input power to the machine OFF
before performing reconnect procedure. Failure
to do so will result in damage to the machine.
DO NOT switch the reconnect bar with machine
power ON.
-----------------------------------------------------------
Welders are shipped connected for the highest input
voltage listed on the rating plate. To connect to a different input voltage, refer to reconnect instructions
located on the inside of the input access door or in
Figure A.2. If the main reconnect switch is placed in
the wrong position, the welder will not produce output
power. If the Auxiliary (“A”) lead is placed in the
wrong position, there are two possible results. If the
lead is placed in a position higher than the applied
line voltage, the welder may not come on at all. If the
Auxiliary (“A”) lead is placed in a position lower than
the applied line voltage, the welder will not come on,
and the two circuit breakers in the reconnect area will
open. If this occurs, turn off the input voltage, properly connect the “A” lead, reset the breakers, and try
again.
WARNING
WARNING
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 13

A-7
INSTALLATION
POWER WAVE 455/POWER FEED 10
A-7
CABLE CONNECTIONS
CONTROL CABLE CONNECTIONS
• All system control cables are the same but can
vary in length.
• All control cables can be connected end to end to
extend their length.
• All system equipment must be connected to a
control cable.
Welding systems using the Power Feed 10 offer previously unprecedented flexibility in the connection of
system components. This system uses the same
type of control cable between each of the system
components. Connections can be “daisy chained”
from one system component to another. Since communication over the control cables is done by a
robust communications network, the order of connection of the components makes no difference. The
cables can be connected anywhere that there is a
mating connector. See the flexible connections part
of this section for more details.
NOTE: Maximum cable length between any two
nodes is 250 feet.
TYPICAL BENCH FEEDER CONNECTION
Control cable is connected from Power Source (PS)
to Feed Head (FH). If the Control Box is separated
from the FH, a control cable will connect from the PS
to the control box, which will have two control cable
connectors. This could be the control box or the FH
control box depending on how the units were separated. A second control cable would be connected
from the second connector on the control box to the
other FH control box.
TYPICAL BOOM FEEDER CONNECTION
Control cable is connected from PS to the control
box. A second control cable would be connected
from the second connector on the control box to the
FH control box.
FLEXIBLE CONNECTION POSSIBILITIES
By using connector kits, a second connector can be
added to the Control box or the FH. This allows the
user to connect equipment types together in any
order.
FIGURE A.2 — CONNECTION DIAGRAM ON RECONNECT/INPUT ACCESS DOOR.
200-208V
220-230V
380-415V
440-460V
200-208V
220-230V
VOLTAGE=220-230V
220-230V
200-208V
220-230V
380-415V
440-460V
200-208V
U / L1
440-460V
380-415V
.
inspecting or servicing machine.
Do not operate with covers
.
removed.
Do not touch electrically live parts.
.
Only qualified persons should install,
use or service this equipment.
.
'A'
'A'
VOLTAGE=380-415V
'A'
S23847
VOLTAGE=200-208V
THE LINCOLN ELECTRIC CO. CLEVELAND, OHIO U.S.A.
A
'A'
VOLTAGE=440-460V
CR1
W / L3
V / L2
380-415V
440-460V
Disconnect input power before
INPUT SUPPLY CONNECTION DIAGRAM
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 14
A-8
INSTALLATION
POWER WAVE 455/POWER FEED 10
A-8
CONTROL CABLE SPECIFICATIONS
The cable is a five copper conductor cable in a SOtype rubber jacket. There is one 20 gauge twisted
pair for network communications. This pair has an
impedance of approximately 120 ohms and a propagation delay per foot of < 2.1 ns. There are two 12
gauge conductors that are used to supply the 40
VDC to the network. The fifth wire is 18 gauge and is
used as an electrode sense lead. It is typically connected to the feed plate on the feed head when that
feed head is active.
AVAILABLE CABLE ASSEMBLIES
K1543 Control cable only. Available in lengths of
8, 16, 25, 50 and 100 feet.
K1544 Control cable and a 3/0 (85 mm2 ) electrode
cable with stud terminal. It is rated at 600
amps, 60% duty cycle and is available in
lengths of 8, 16, 25, and 50 feet.
K1545 Control cable and a 3/0 (85 mm2) electrode
cable with Twist-Mate™ connector on one
end and a stud terminal on the other. It is
rated at 500 amps, 60% duty cycle and is
available in lengths of 8, 16, 25, and 50 feet.
CABLE CONNECTIONS
To avoid interference problems with other equipment
and to achieve the best possible operation, route all
cables directly to the work or wire feeder. Avoid
excessive lengths, bundle the electrode and ground
cables together where practical, and do not coil
excess cable. Be sure the connection to the work
makes tight metal-to-metal electrical contact.
Minimum work and electrode cables sizes are as follows:
When using an inverter type power source, use the
largest welding (electrode and ground) cables that
are practical. At least 2/0 copper wire — even if the
average output current would not normally require it.
When pulsing, the pulse current can reach very high
levels. Voltage drops can become excessive, leading to poor welding characteristics, if undersized
welding cables are used.
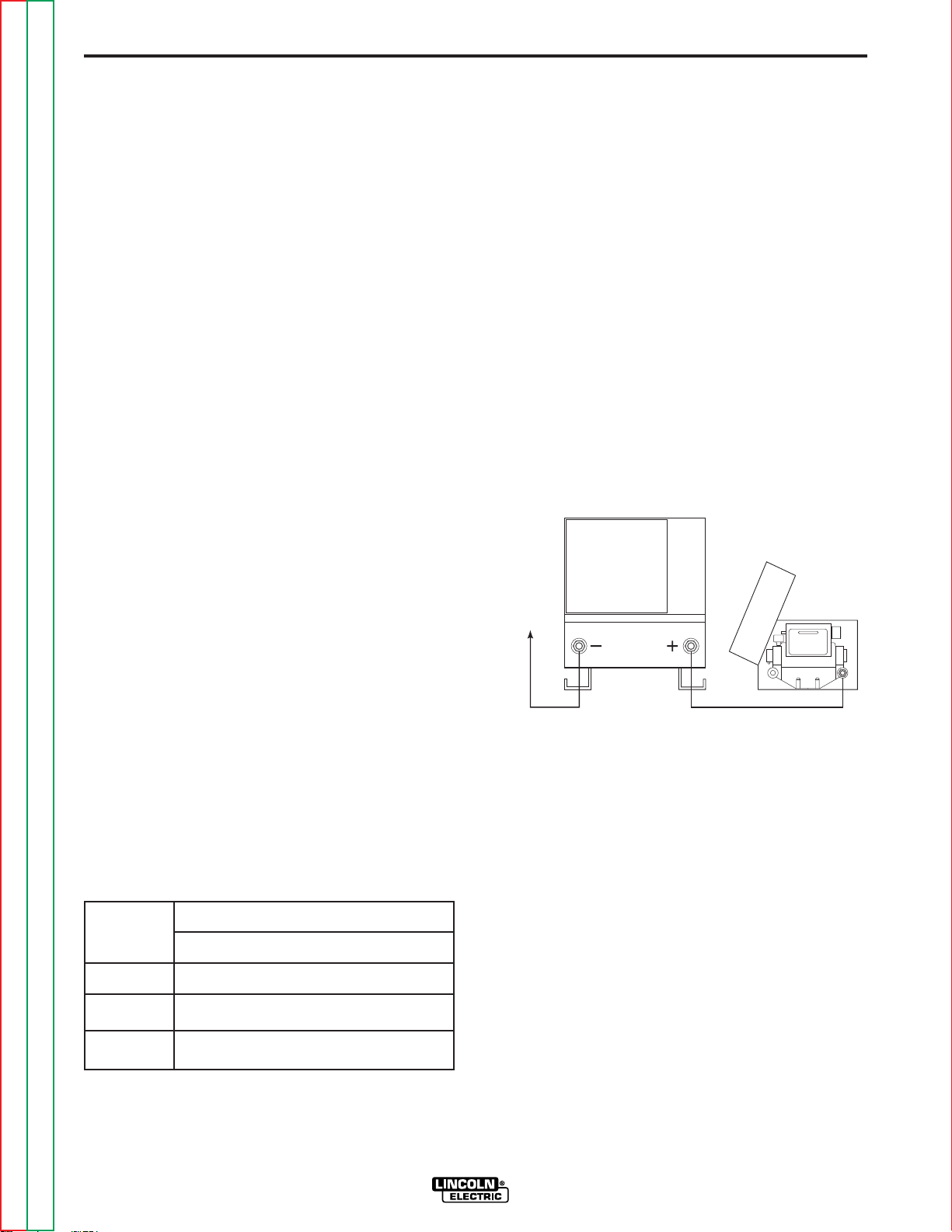
ELECTRODE AND WORK LEADS —
ELECTRODE POSITIVE APPLICATIONS
Most welding applications run with the electrode
being positive (+). For those applications, connect
the electrode cable between the wire feeder and the
positive (+) output stud on the power source (located
beneath the spring loaded output cover near the bottom of the case front). See Figure A.3.
FIGURE A.3 — ELECTRODE POSITIVE
APPLICATION.
A work lead must be run from the negative (-) power
source output stud to the work piece. The work
piece connection must be firm and secure, especially
if pulse welding is planned. Excessive voltage drops
at the work piece connection often result in unsatisfactory pulse welding performance.
Minimum Copper Work Cable Size, AWG
Up to 100 ft Length (30m)
Current
60% Duty
Cycle
400 Amps
500 Amps
600 Amps
2/0 (67 mm2)
3/0 (85 mm2)
3/0 (85 mm2)
POWER WAVE
WIRE
FEEDER
TO
WORK
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 15

A-9
INSTALLATION
POWER WAVE 455/POWER FEED 10
A-9
ELECTRODE AND WORK LEADS —
ELECTRODE NEGATIVE APPLICATIONS
When negative electrode polarity is required, such as
in some Innershield™ applications, install as above,
except reverse the output connections at the power
source (electrode cable to the negative (-) stud, and
work cable to the positive (+) stud). See Figure A.4.
VOLTAGE SENSING AT THE WORKPIECE
A four-pin voltage sense lead connector is located
beneath the output stud cover. In certain installations, where the work connection is poor, arc performance may be improved by the use of an external
voltage sensing lead. Contact the factory for information on connecting and using this feature.
FIGURE A.4 — ELECTRODE NEGATIVE
APPLICATION.
WIRE FEEDER SETUP
WIRE DRIVE GEAR RATIO (HIGH OR
LOW SPEED)
The speed range capability and drive torque of the
Power Feed 10 wire drive can be easily and quickly
changed by changing the external drive gear. The
Power Feed 10 is shipped with both a high speed
and a low speed gear. As shipped from the factory,
the low speed (high torque) gear is installed on the
feeder. If this is the desired gear ratio, no changes
need to be made.
SELECTING THE PROPER GEAR RATIO
See the Technical Specifications at the front of this
section for feed speed and wire size capabilities with
high and low speed gear ratios. To determine
whether you should be using the high or low speed
ratio, use the following guidelines:
- If you need to operate at wire feed speeds greater
than 800 IPM (20 m/m), you will need to install the
high speed gear (large, 30 tooth, 1.6 inch diameter
gear).
- If you need to operate at wire feed speeds less than
800 IPM (20 m/m), you should use the low speed
gear (small, 20 tooth, 1.1 inch diameter gear).
Using the low speed ratio will provide the maximum
available wire driving force. Note: If you are feeding
only small diameter wires you may, at your option,
install the high speed ratio.
CHANGING THE WIRE DRIVE RATIO
Changing the ratio requires a gear change and a
switch position change located on the feed head PC
Board. The Power Feed 10 is shipped with both a
high speed and a low speed gear. As shipped from
the factory, the low speed (high torque) gear is
installed on the feeder. For identification purposes,
the low speed (high torque) gear has 20 teeth and is
1.1 inches in diameter. The high speed gear has 30
teeth and is 1.6 inches in diameter. See Figure A.5.
FIGURE A.5 — CHANGING WIRE DRIVE RATIO.
TO WORK
WIRE
FEEDER
POWER WAVE
DRIVE
GEAR
PHILLIPS
HEAD SCREW
WIRE
FEEDER
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 16
A-10
INSTALLATION
POWER WAVE 455/POWER FEED 10
A-10
RATIO CHANGE PROCEDURE
1. Pull open the pressure door.
2. Remove the Phillips head screw retaining the
pinion gear to be changed and remove the gear.
If the gear is not easily accessible or difficult to
remove, remove the feed plate from the gearbox.
To remove feed plate:
a. Loosen the clamping collar screw using a
3/16 in. Allen wrench. The clamping collar
screw is accessed from the bottom of the
feed plate. It is the screw which is perpendicular to the feeding direction.
b. Loosen the retaining screw, which is also
accessed from bottom of feeder, using a
3/16 in. Allen wrench. Continue to loosen the
screw until the feed plate can be easily
pulled off of the wire feeder.
3. Loosen, but do not remove, the screw on the
lower right face of the feed plate with a 3/16 in.
Allen wrench.
4. Remove the screw on the left face of the feed
plate. If changing from high speed (larger gear)
to low speed (smaller gear), line the upper hole
on the left face of the feed plate with the threads
on the clamping collar. Line the lower hole with
the threads to install larger gear for high speed
feeder. If feed plate does not rotate to allow
holes to line up, further loosen the screw on right
face of feed plate.
5. Remove the small gear from the output shaft.
Lightly cover the output shaft with engine oil or
equivalent. Install gear onto output shaft and
secure with flat washer, lock washer, and Phillips
head screw which were previously removed.
6. Tighten the screw on lower right face of feed
plate.
7. Re-attach feed plate to wire feeder if removed in
Step 2.
8. Feed plate will be rotated out-of-position due to
the gear change. Adjust the angle of the feed
plate by loosening the clamping collar screw
(Step 2a) and pivoting feed head.
9. Set the High/Low switch code on Feed Head PC
board as follows:
a. Power down the Power Feed by turning off its
campanion Power Wave power source. For
maximum safety, disconnect the control cable
from the Power Feed.
b. Remove the cover from the back of the feed
head (2 screws).
c. Locate the 8-position DIP switch near the top
edge of the PC board, centered left to right.
The setting will be made on the right most
switch, S8.
d. Using a pencil or other small object, slide the
switch down, to the “0” position, when the low
speed gear is installed. Conversely, slide the
switch up, to the “1” position, when the high
speed gear is installed. Refer to Figure A.6.
e. Replace the cover and screws. The PC board
will “read” the switch at power up, automatically adjusting all control parameters for the
speed range selected.
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 17
A-11
INSTALLATION
POWER WAVE 455/POWER FEED 10
A-11
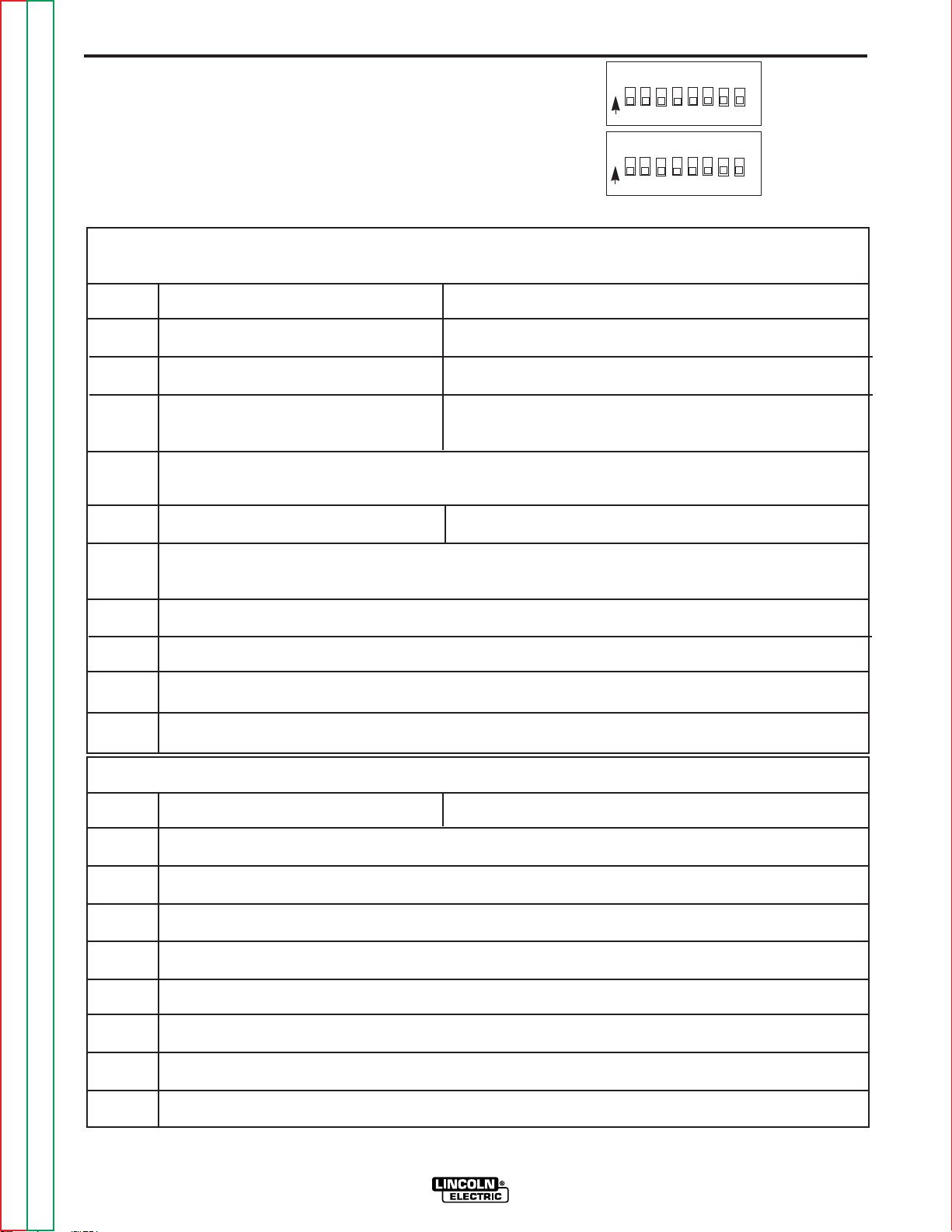
DIP SWITCH SETUP
SETTING DIP SWITCHES IN THE
CONTROL BOX
There are two DIP switch banks on the mother board
of the Control Box. They are labeled S1 and S2 and
are located and oriented as shown in Figure A.3.
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
FIGURE A.3
S1
ON
1 2 3 4 5 6 7 8
S2
ON
1 2 3 4 5 6 7 8
S1 DIP Switch Bank on Control Box Motherboard (For software version S24004-2 only)
Switch Off On
1 US 4-Step Trigger Logic Euro 4-Step Trigger Logic
2 WFS Display = inches/minute WFS Display = meters/minute
3 Left Display is always preset WFS Left Display is preset WFS when weld current is not flowing
Left Display is actual weld current when weld current is flowing
CC modes override this switch regardless of position. Left Display is always preset weld current when weld current is not flowing and actual weld current when weld current is flowing
4 Run-in = Minimum Speed Available Run-in = weld WFS
If any option containing a Run-in setting is connected to the motherboard, it automatically
overrides this switch regardless of position.
5 Spare
6 Acceleration, MSB (Sets acceleration rate for wire drive) see below
7 Acceleration (Sets acceleration rate for wire drive) see below
8 Acceleration, LSB (Sets acceleration rate for wire drive) see below
S2 DIP Switch Bank on Control Box Motherboard (For software version S24004-2 only)
Switch Off On
1 Network Group ID, MSB (Assigns Control Box to a specific group) (Off is factory setting)
2 Network Group ID, LSB (Assigns Control Box to a specific group ) (Off is factory setting)
3 Spare
4 Spare
5 Spare
6 Spare
7 Spare
8 Reserved
Note: the factory shipped settings for all of the S1 and S2 switches is “OFF”.
Page 18
A-12
INSTALLATION
A-12
POWER WAVE 455/POWER FEED 10
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
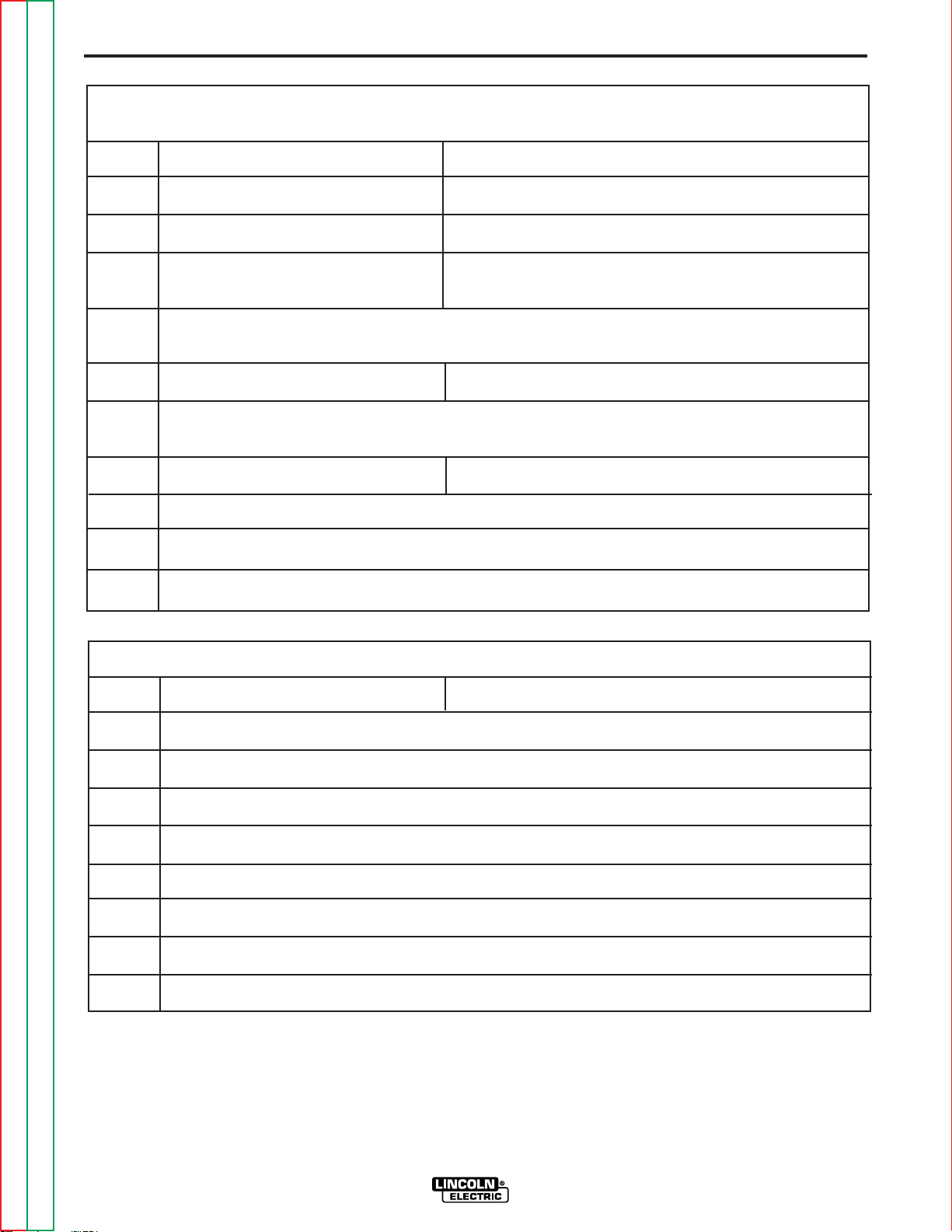
S1 DIP Switch Bank on Control Box Motherboard (For software version S24004-3 & up)
Switch Off On
1
Standard speed gearbox limits adjustable
High speed gearbox limits adjustable
2 WFS Display = inches/minute WFS Display = meters/minute
3 Left Display is always preset WFS Left Display is preset WFS when weld current is not flowing
Left Display is actual weld current when weld current is flowing
CC modes override this switch regardless of position. Left Display is always preset weld current when weld current is not flowing and actual weld current when weld current is flowing
4 Run-in = Minimum Speed Available Run-in = weld WFS
If any option containing a Run-in setting is connected to the motherboard, it automatically
overrides this switch regardless of position.
5 Memory change with trigger disabled Memory change with trigger enabled
6 Acceleration, MSB (Sets acceleration rate for wire drive) see below
7 Acceleration (Sets acceleration rate for wire drive) see below
8 Acceleration, LSB (Sets acceleration rate for wire drive) see below
MSB - Most Significant Bit or Byte. This is the bit in a binary number or DIP switch bank that is furthest to the left.
LSB - Least Significant Bit or Byte. This is the bit in a binary number or DIP switch bank that is furthest to the right.
S2 DIP Switch Bank on Control Box Motherboard (For software version S24004-3 & up)
Switch Off On
1 Network Group ID, MSB (Assigns Control Box to a specific group) (Off is factory setting)
2 Network Group ID, LSB (Assigns Control Box to a specific group ) (Off is factory setting)
3 Spare
4 Spare
5 Spare
6 Must be off for normal operation Adjust lower limits
7 Must be off for normal operation Adjust upper limits
8 Must be on for European units only
Note: the factory shipped settings for all of the S1 and S2 switches is “OFF”.
Page 19
A-13
INSTALLATION
POWER WAVE 455/POWER FEED 10
A-13
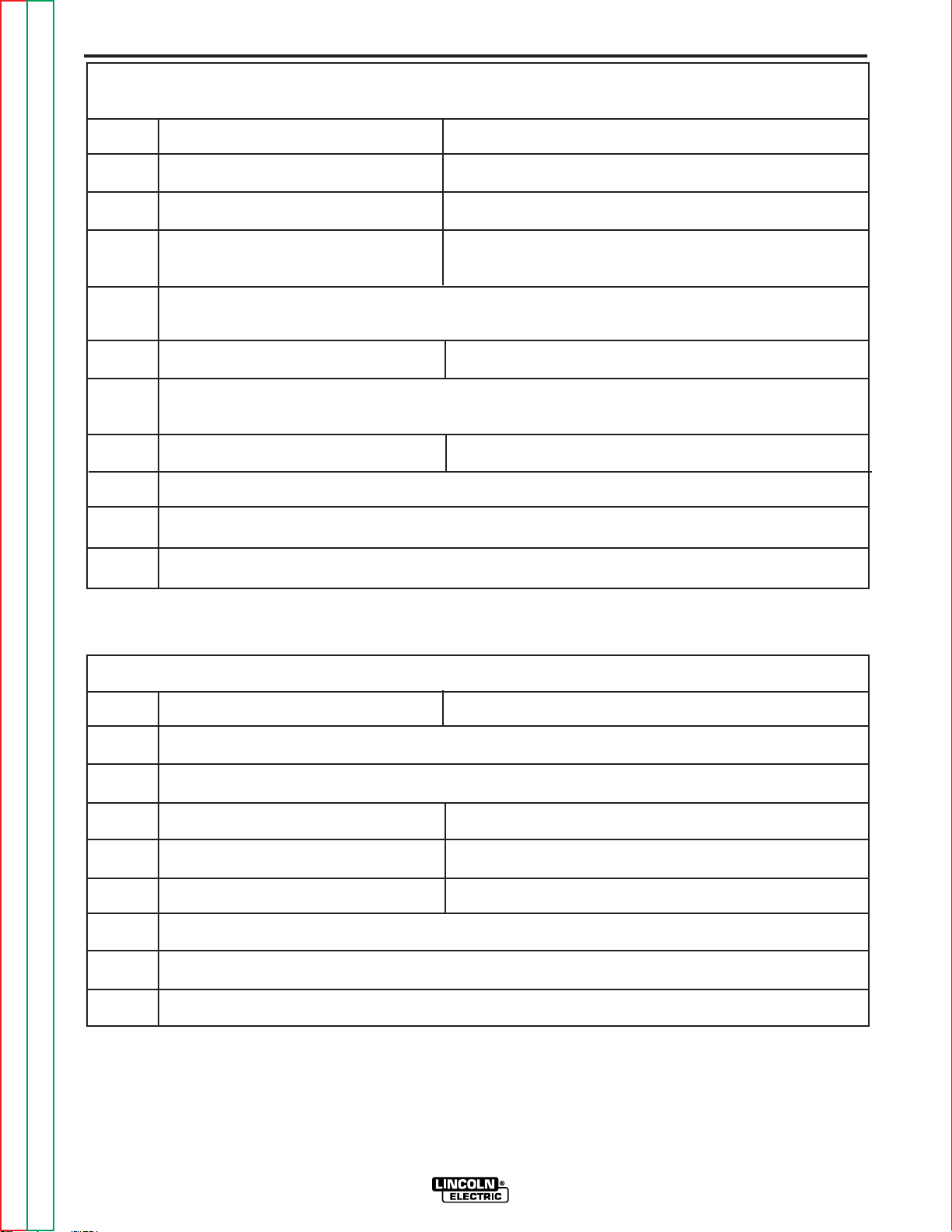
S1 DIP Switch Bank on Control Box Motherboard (For software version S24456)
Switch Off On
1
Standard speed gearbox limits adjustable
High speed gearbox limits adjustable
2 WFS Display = inches/minute WFS Display = meters/minute
3 Left Display is always preset WFS Left Display is preset WFS when weld current is not flowing
Left Display is actual weld current when weld current is flowing
CC modes override this switch regardless of position. Left Display is always preset weld current when weld current is not flowing and actual weld current when weld current is flowing
4 Run-in = Minimum Speed Available Run-in = weld WFS
If any option containing a Run-in setting is connected to the motherboard, it automatically
overrides this switch regardless of position.
5 Memory change with trigger disabled Memory change with trigger enabled
6 Acceleration, MSB (Sets acceleration rate for wire drive) see below
7 Acceleration (Sets acceleration rate for wire drive) see below
8 Acceleration, LSB (Sets acceleration rate for wire drive) see below
MSB - Most Significant Bit or Byte. This is the bit in a binary number or DIP switch bank that is furthest to the left.
LSB - Least Significant Bit or Byte. This is the bit in a binary number or DIP switch bank that is furthest to the right.
S2 DIP Switch Bank on Control Box Motherboard (For software version S24456)
Switch Off On
1 Network Group ID, MSB (Assigns Control Box to a specific group) (Off is factory setting)
2 Network Group ID, LSB (Assigns Control Box to a specific group ) (Off is factory setting)
3 4-Step Domestic Configuration 4-Step European Configuration
4 Power Feed 10 / Dual Power Feed 11
5 Procedure Change with Trigger “OFF” Procedure Change with Trigger “ON”
6 Set lower limits
7 Set upper limits
8 Must be on for all units (Permits selection of extended modes)
Note: the factory shipped settings for the S2 switches are as follows:
PF-10 (and Dual) Domestic - switches 1-7 “OFF”, 8 “ON” PF-10 (and Dual) European - switches 1,2,4-7 “OFF”, 3,8 “ON”
PF-11 Domestic - switches 1-3,5-7 “OFF”, 4,8 “ON” PF-11 European - switches 1,2,5-7 “OFF”, 3,4,8 “ON”
Note: the factory shipped settings for the S1 switches are as follows:
PF-10 (and Dual) Domestic - All switches “OFF” PF-10 (and Dual) European - switches 1 & 3-8 “OFF”, 2 “ON”
PF-11 Domestic - switches 2-8 “OFF”, 1 “ON” PF-11 European - switches 3-8 “OFF”, 1,2 “ON”
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 20

A-14
INSTALLATION
POWER WAVE 455/POWER FEED 10
A-14
SETTING DIP SWITCHES IN THE WIRE
DRIVE
There is one DIP switch bank on the control board of
the wire drive. It’s labeled S1 and is located and oriented as shown in Figure A.4.
FIGURE A.4
S1 DIP Switch on Wire Drive Control Board (For software version S24029-All & S24467)
Switch Off On
1 Network Group ID, MSB (Assigns Wire Drive to a specific group)
2 Network Group ID, LSB (Assigns Wire Drive to a specific group )
3 Network Feed Head ID, MSB (Assigns feed head number to wire drive)
4 Network Feed Head ID (Assigns feed head number to wire drive)
5 Network Feed Head ID, LSB (Assigns feed head number to wire drive)
6 Spare
7 Electrode Sense Polarity = Positive Electrode Sense Polarity = Negative
Switch position must match polarity of weld cable attached to feed plate.
8 Gear Box Ratio = Low Gear Box Ratio = High
Switch position must match actual gear box ratio of wire drive.
Note: the factory shipped settings for all of the S1 switches is “OFF”.
S1
ON
1 2 3 4 5 6 7 8
DIP SWITCH 6 DIP SWITCH 7 DIP SWITCH 8
Acceleration 1 (slow) Off Off On
Acceleration 2 Off On Off
Acceleration 3 Off On On
Acceleration 4 On Off Off
Acceleration 5 (fast ) (factory setting) Off Off Off
Setting Wire Drive Acceleration Rate Using (All software versions)
DIP Switch S1 on the Control Box Motherboard
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 21

A-15
INSTALLATION
POWER WAVE 455/POWER FEED 10
A-15
GUN AND CABLE ASSEMBLIES
GUN AND CABLE ASSEMBLIES WITH
STANDARD CONNECTION
The Power Feed 10 wire feeder is equipped with a
factory installed K1500-2 gun connection kit. This kit
is for guns having a Tweco™ #2-#4 connector. The
Power Feed 10 has been designed to make connecting a variety of guns easily and inexpensively with the
K1500 series of gun connection kits. Gun trigger and
dual procedure lead connections connect to the single
five pin receptacle on the front of the feed head box.
See
Gun Adapters
in
Accessories
section.
GENERAL GUN CONNECTION GUIDELINES
The instructions supplied with the gun and K1500
series gun adapter should be followed when
installing and configuring a gun. What follows are
some general guidelines that are not intended to
cover all guns.
a. Check that the drive rolls and guide tubes
are proper for the electrode size and type
being used. If not, change them per drive
roll installation instructions in the
Operation
section.
b. Lay the cable out straight. Insert the connec-
tor on the welding conductor cable into the
brass conductor block on the front of the wire
drive head. Make sure it is all the way in and
tighten the hand clamp. Keep this connection clean and bright. Connect the trigger
control cable polarized plug into the mating
five cavity receptacle on the front of the wire
drive unit.
NOTE: For Fast-Mate and European connector style
guns, connect gun to gun connector making sure all
pins and gas tube line up with appropriate holes in
connector. Tighten gun by turning large nut on gun
clockwise.
c. For GMA gun cables with separate gas fit-
tings, connect the 3/16 in. I.D. gas hose
from the wire drive unit to the gun cable
barbed fitting.
d. For water cooled guns, refer to the instruc-
tions supplied with the kit.
GMAW SHIELDING GAS
CYLINDER may explode if damaged.
• Keep cylinder upright and chained to
support.
• Keep cylinder away from areas where it
may be damaged.
• Never lift welder with cylinder attached.
• Never allow welding electrode to touch
cylinder.
• Keep cylinder away from welding or
other live electrical circuits.
BUILDUP OF SHIELDING GAS may
harm health or kill.
• Shut off shielding gas supply when not
in use.
SEE AMERICAN NATIONAL STANDARD Z-49.1,
“SAFETY IN WELDING AND CUTTING” PUBLISHED BY THE AMERICAN WELDING
SOCIETY.
-----------------------------------------------------------
Customer must provide a cylinder of shielding gas, a
pressure regulator, a flow control valve, and a hose
from the flow valve to the gas inlet fitting of the wire
drive unit.
Connect a supply hose from the gas cylinder flow
valve outlet to the 5/8-18 female inert gas fitting on
the back panel of the wire drive or, if used, on the
inlet of the Gas Guard Regulator. See
Accessories
section.
WARNING
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 22

A-16
INSTALLATION
POWER WAVE 455/POWER FEED 10
A-16
CV/GOUGE PANEL
NOTE: Installation Instructions for the standard
equipment panels will be required only if you have
removed a standard panel and wish to reinstall it.
The CV/Gouge Panel fits into the lower position of
the Control Box.
Installation is as follows:
1. Turn off power.
2. Remove the two screws from the front of the
Control Box panel. Save the screws, discard the
old panel or save for future use.
3. Tilt the new option panel away from the front
opening of the Control Box cabinet. Plug the
electrical connector into the proper connector on
the right side of the main printed circuit board
(12 pin). Make sure the connector latches in
place.
4. Position the panel to the opening, taking care not
to damage the switch connections on the back.
5. Align the screw holes, replace the two screws
and tighten.
OPTIONAL PANELS FOR CONTROL BOX
All optional panels for the control box are described
in the
Accessories
section of this manual.
STANDARD PANEL INSTALLATION
CONTROL/DISPLAY PANEL
NOTE: Installation Instructions for the standard
equipment panels will be required only if you have
removed a standard panel and wish to reinstall it.
The Control/Display Panel fits into the upper or middle slots of the Control Box, and is used to adjust
WFS, Amps, Voltage, and Trim. It is also the location
of the Status indicator, a diagnostic tool provided for
system troubleshooting.
Installation is as follows:
1. Turn off power.
2. Remove the two screws from the front of the
blank option panel at the location you choose to
install your new panel, (top or middle), of the
Control Box cabinet. Discard the blank panel or
save for future use and save the screws.
3. Tilt the new panel away from the front opening of
the Control Box cabinet. Plug the electrical connector into the proper connector on the right side
of the main printed circuit board (14 pin). Make
sure the connector latches in place.
4. Position the new panel, taking care not to damage the printed circuit boards on the back and
align the screw holes.
5. Replace the two screws and tighten.
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 23

OPERATION
POWER WAVE 455/POWER FEED 10
TABLE OF CONTENTS
-OPERATION SECTION-
Operation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Section B
Operating Instructions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B-2
Safety Instructions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B-2
System Description . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B-2
Recommended Equipment . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B-2
Duty Cycle and Welding Capabilities . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B-3
Limitations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B-3
Controls and Settings . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B-3
Power Wave Controls and Status Lights . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B-3
Power Feed Controls . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B-4
Display Control Panel . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B-5
Board Level Adjustments . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B-6
Weld Mode Descriptions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B-6
Constant Voltage (CV/MIG) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B-6
Arc Gouging . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B-6
Electrode Routing . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B-6
Wire Spindle Replacement . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B-7
Wire Reel Loading - Readi-Reels, Spools or Coils . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B-7
To Mount a 30 lb (14 kg) Readi-Reel Package
(Using the Molded Plastic K363-P Readi-Reel Adapter) (Figure B.4): . . . . . . . . . . . . . . . . . B-7
To Mount 10 to 44 lb (4.5 to 20 kg) Spools [12 in. (300 mm) Diameter]
or 14 lb (6 kg) Innershield Coils (Figure B.4): . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B-8
To Mount a 50 to 60 lb (22.7 to 27.2 kg) Coil (Using K1504-1 Coil Reel) (Figure B.5): . . . . . . . B-8
Feeding Electrode and Brake Adjustment . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B-9
Drive Roll Kit Installation (KP1505-[]) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B-9
Drive Roll Pressure Setting . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B-9
Procedure For Setting Angle of Feedplate . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B-9
Wire Feed Overload Protection . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B-10
SECTION B-1SECTION B-1
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 24
B-2
OPERATION
B-2
OPERATING INSTRUCTIONS
Read and understand this entire section of operating
instructions before operating the machine.
SAFETY INSTRUCTIONS
ELECTRIC SHOCK
can kill.
• Do not touch electrically live parts or
electrodes with your skin or wet clothing.
• Insulate yourself from the work and
ground.
• Always wear dry insulating gloves.
-----------------------------------------------------------
FUMES AND GASES
can be dangerous.
• Keep your head out of fumes.
• Use ventilation or exhaust to remove
fumes from breathing zone.
-----------------------------------------------------------
WELDING SPARKS
can cause fire or explosion.
• Keep flammable material away.
• Do not weld on containers that have
held combustibles.
-----------------------------------------------------------
ARC RAYS
can burn.
• Wear eye, ear, and body protection.
Observe additional Safety Guidelines detailed in
the beginning of this manual.
-----------------------------------------------------------
SYSTEM DESCRIPTION
The Power Wave 455 is a high performance, digitally
controlled inverter welding power source capable of
complex, high-speed waveform control. The Power
Feed 10 is a high performance, digitally controlled,
modular wire feeder. Properly equipped, they can
support the GMAW, GMAW-P, and FCAW processes.
Operating as a system, each component in the system has special circuitry to “talk with” the other system components, so each component (power source,
wire feeder, electrical accessories) knows what the
other is doing at all times. This shared information
lays the groundwork for a system with superior welding performance.
The Power Feed 10 is a four driven roll feeder that
operates on 40 VDC input power, and is available
configured in both boom and bench models. In addition, the Control Box and wire feed unit can also be
purchased separately. The bench model is designed
so that it can easily be converted to a boom feeder.
RECOMMENDED EQUIPMENT
The Power Feed 10 must be used with the Power
Wave 455.
POWER WAVE 455/POWER FEED 10
WARNING
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 25
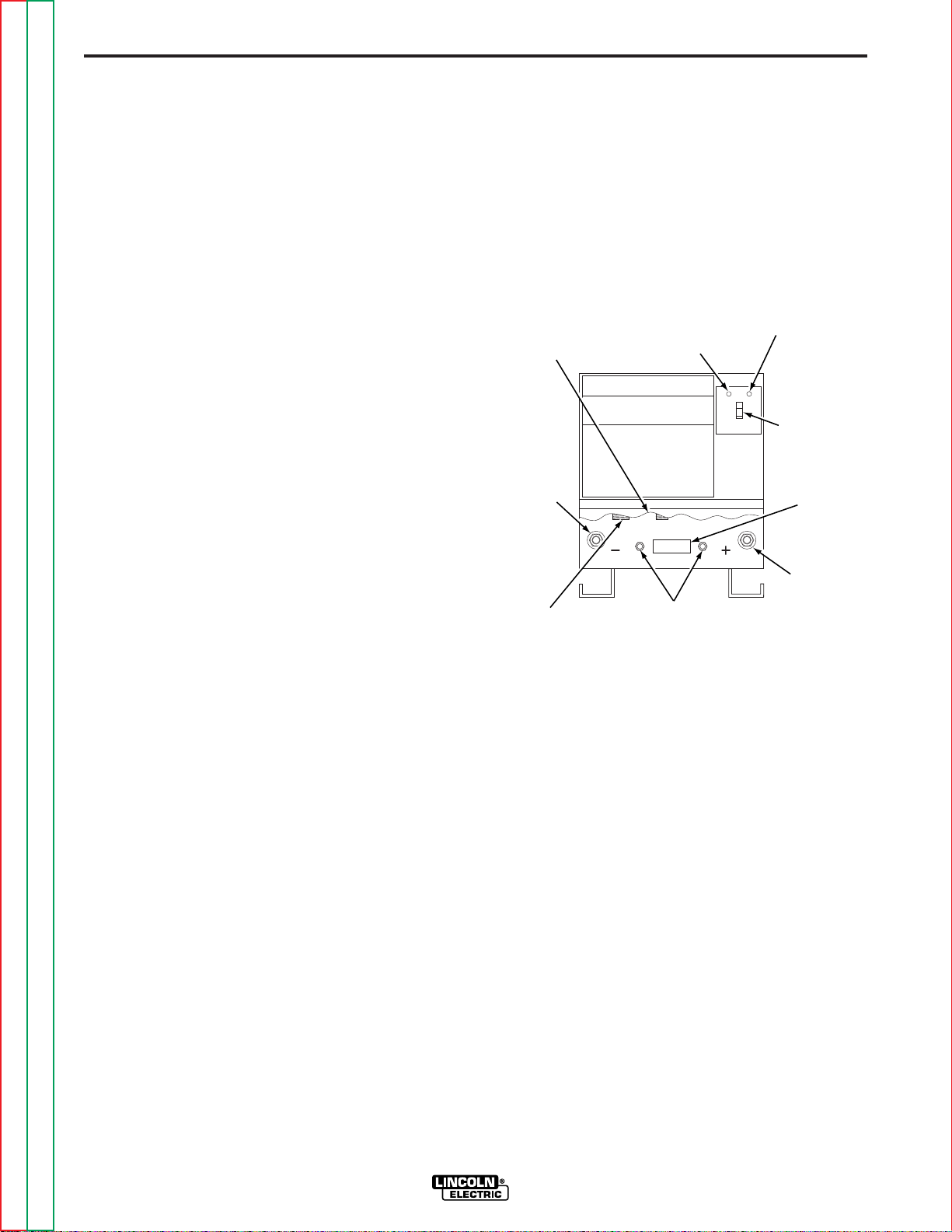
B-3
OPERATION
B-3
DUTY CYCLE AND WELDING
CAPABILITIES
The Power Feed 10 wire feeder is capable of welding
at a 100% duty cycle (continuous welding). The
power source will be the limiting factor in determining
system duty cycle capability.
The Power Wave 455 is rated 450 amps at 38 volts,
100% duty cycle, and 570 amps at 43 volts, 60%
duty cycle. On 50 Hz, the 60% rating is 500 amps at
40 volts, 60% duty cycle. The duty cycle is based
upon a ten minute period. A 60% duty cycle represents six minutes of welding and four minutes of
idling in a ten minute period.
If the duty cycle is exceeded, a thermostat will shut
off the output until the machine cools to a reasonable
operating temperature.
LIMITATIONS
• The Power Wave is not recommended for processes other than those listed.
• The Power Wave can only be used with Power
Feed wire feeders. Other models of Lincoln feeders, or any models of non-Lincoln wire feeders,
cannot be used.
CONTROLS AND SETTINGS
POWER WAVE CONTROLS AND
STATUS LIGHTS
All operator controls and adjustments are located on
the case front of the Power Wave. See Figure B.1.
FIGURE B.1 — POWER WAVE CONTROLS
AND STATUS LIGHTS.
1. POWER SWITCH: Controls input power to the
Power Wave.
2. STATUS LIGHT: A two color light that indicates
system errors. Normal operation is a steady
green light. Error conditions are indicated as follows:
NOTE: The Power Wave 455 status light will flash
green, and sometimes red and green, for up to one
minute when the Power Wave 455 is first turned on.
This is a normal situation as the machine goes
through a self test at power up.
POWER WAVE 455/POWER FEED 10
HIGH
TEMPERATURE
LIGHT
STATUS
LIGHT
ON/OFF
SWITCH
POSITIVE
TERMINAL
CIRCUIT
BREAKERS
CONTROL
CABLE
CONNECTOR
NEGATIVE
TERMINAL
SPRING LOADED
OUTPUT COVER
(CUTAWAY)
115 VAC
AUXILIARY
RECEPTACLE
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 26
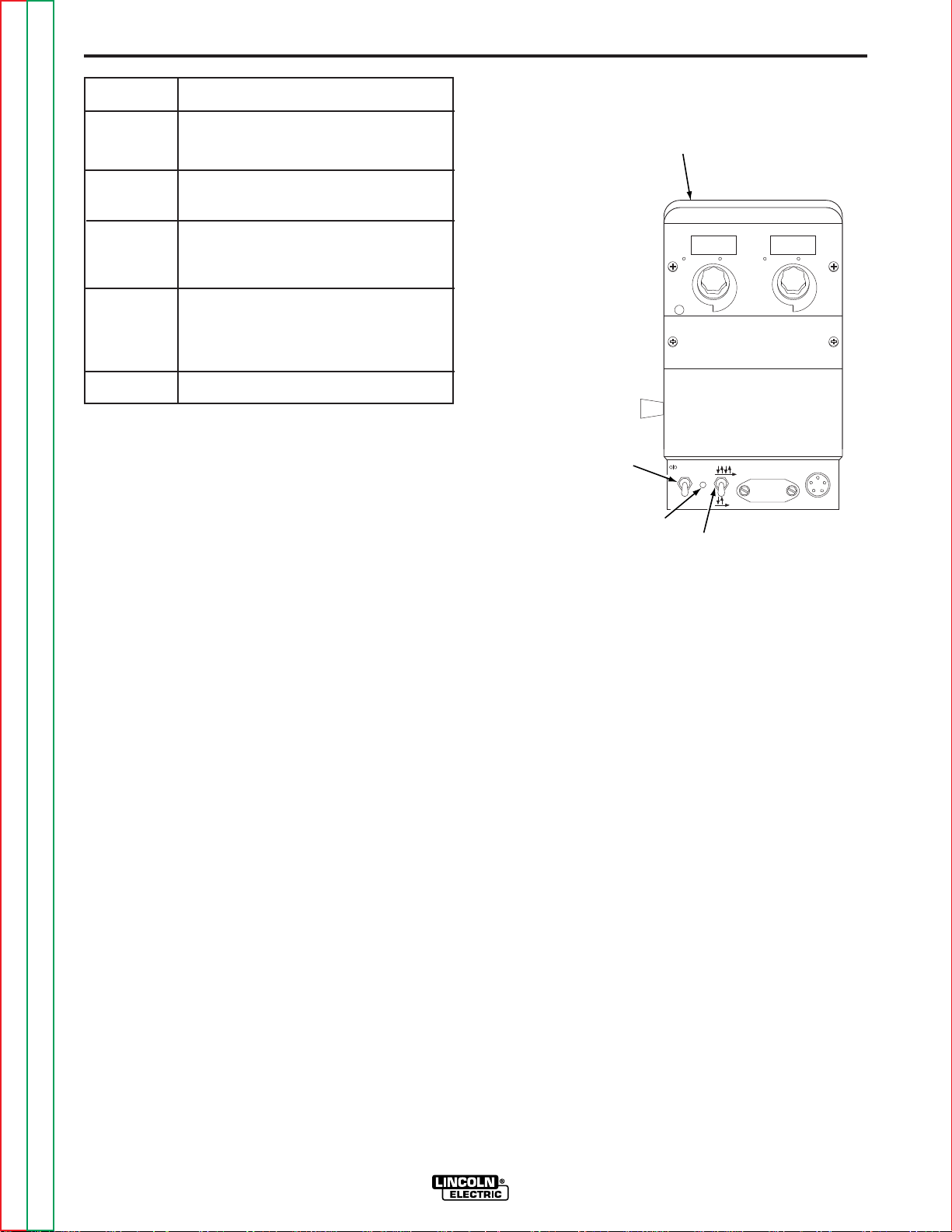
3. HIGH TEMPERATURE LIGHT (thermal overload):
A yellow light that comes on when an over temperature situation occurs. Output is disabled until
the machine cools down. When cool, the light
goes out and output is enabled.
4. 10 AMP WIRE FEEDER CIRCUIT BREAKER:
Protects 40 volt DC wire feeder power supply.
5. 10 AMP AUXILIARY POWER CIRCUIT BREAKER: Protects 115 volt AC receptacle.
POWER FEED CONTROLS
1. 2-STEP/4-STEP SWITCH OPERATION
The Power Feed head unit has a 2-Step/4-Step
switch shown in Figure B.2. This switch has no
effect in CC modes of operation such as stick welding. When in the 2-step position, the gun trigger functions as follows:
2-Step Operation:
1. Closing the gun trigger initiates gas preflow time
followed by run in speed and strike voltage until
welding current is established.
2. Opening the gun trigger during a weld stops wire
feed and initiates burnback time, followed by gas
postflow time.
Meaning
System OK. Power source communicating
normally with wire feeder and its
components.
Nothing connected to Wire Feeder
Receptacle.
Recoverable system fault. See
Troubleshooting Section.
Non-recoverable system fault. Must turn
power source off, find source of error, and
turn power back on to reset. See
Troubleshooting Section.
See Troubleshooting Section.
B-4
OPERATION
B-4
FIGURE B.2 — WIRE FEEDER CONTROLS.
When the switch is in the 4-step position, the gun
trigger functions as follows:
4-Step Operation (Current interlock):
1. Closing trigger initiates gas preflow time followed
by run in speed and strike voltage until welding
current is established.
2. Once current is established, the trigger may be
released and welding will continue.
3. When the trigger is closed again, welding will
continue but the current interlock function will be
disabled.
4. Releasing the trigger stops the wire feed and initiates burnback followed by gas postflow.
2. COLD FEED/GAS PURGE SWITCH
The Power Feed head unit has a Cold Feed/Gas
Purge switch. When left untouched, this switch
returns to a center position where no action results.
POWER WAVE 455/POWER FEED 10
Light
Condition
Steady Green
Blinking
Green
Alternating
Green and
Red
Steady Red
Blinking Red
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
CONTROL BOX
(SHOWN ATTACHED
TO WIRE FEEDER)
2. COLD FEED/
GAS PURGE
SWITCH
COLDFEED
STATUS
4-STEP
2-STEP
3. STATUS
LIGHT
1. 2-STEP/
4-STEP
SWITCH
Page 27
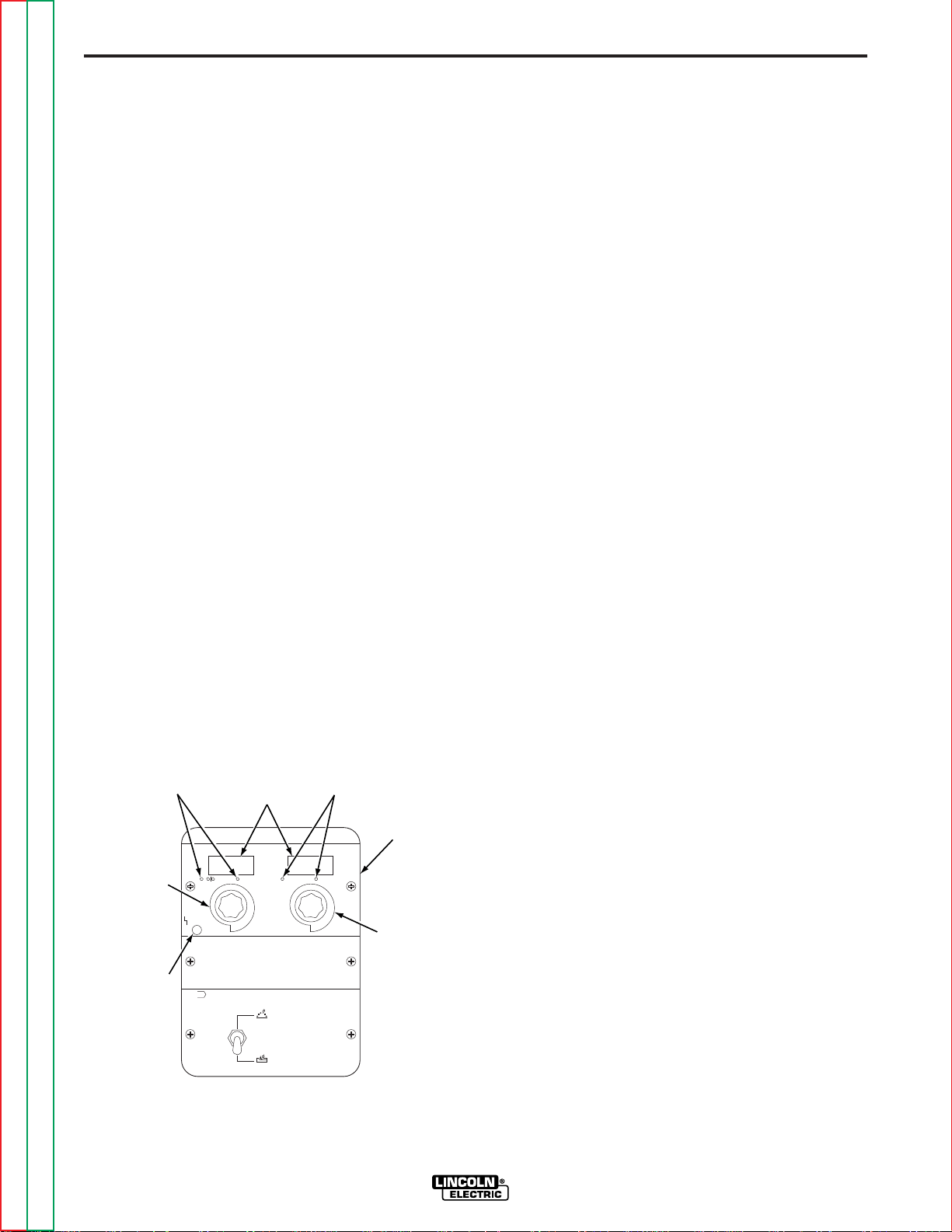
B-5
OPERATION
B-5
Cold feed function:
When this switch is held in the up position, the unit
automatically feeds wire, but does not activate output
to the power source or gas solenoid. The speed of
this cold feed is factory preset to 200 IPM. It can be
adjusted while the switch is held up, by rotating the
WFS encoder knob on the Control Box. Note that
this cold feed speed is independent of WFS or run in
speeds. When the cold feed switch is released, the
cold feed value is memorized for the next time cold
feed is activated.
Gas purge function:
When this switch is held in the down position only the
gas solenoid valve is energized.
3. STATUS LIGHT
A two color light that indicates system errors. Normal
operation is a steady green light.
DISPLAY CONTROL PANEL
The Display Control panel is the main input to the
system. From it, the operator can control WFS,
amps, voltage, and trim depending on the active weld
mode. It is also the location of the Status
indicator, a multicolored diagnostic LED (see
Troubleshooting
section). Refer to Figure B.3.
FIGURE B.3 — CONTROL BOX.
1. Indicator Lights:
Indicates either WFS or AMPS for the left display,
and VOLTS or TRIM for the right display.
2. Displays:
Two extra bright, 3 1/2 digit, red LED displays. The
values of the active parameters are displayed, as
defined by their associated indicators. The left display is for WFS or Amps, while the right display is for
voltage or trim.
3. Left Encoder-Wire Feed Speed or Output Amps:
The left encoder is used to adjust the parameters for
either wire feed speed or output amps, dependent
upon the process and weld mode being used.
Rotating the encoder knob CCW decreases the number value, while rotating the knob CW increases the
number value. The ranges and limits are as follows:
WFS - Low Range: 50 to 800 IPM (1.25 to 19.99 MPM)
High Range: 75 to 1200 IPM (2.0 to 30.5 MPM)
AMPS - Limited by the power source based on mode
and process.
4. Right Encoder - Trim or Output Volts:
The right encoder operates in the same manner as
the left except that either output Volts or Trim is
adjusted. The ranges and limits are as follows:
VOLTS - 00.0 to 99.9 volts, limited by power source
based on mode and process.
TRIM - 0.50 to 1.50, nominal value is 1.00
When not welding (no output current flow) the displays
reflect the preset values. During welding (output current flowing) the displays depict actual values. These
actual values are held for a period of five seconds after
welding (output current) ceases. This hold feature is
canceled if a trigger pull or encoder adjustment occurs
during the hold time. The actual value displayed is
dependent upon the weld mode and process being
used.
5. Status light:
A two color light that indicates system errors. Normal
operation is a steady green light.
POWER WAVE 455/POWER FEED 10
GOUGE
STATUS
WFS AMPS VOLTS
TRIM
A V T
CV/MIG
WELD MODE
m
1. INDICATOR
LIGHTS
2. DISPLAYS
1. INDICATOR
LIGHTS
3. WFS/
AMPS
ENCODER
5. STATUS
LIGHT
6. CV/GOUGE PANEL
BLANK PANEL
DISPLAY
CONTROL
PANEL
4. VOLTS/
TRIM
ENCODER
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 28
B-6
OPERATION
B-6
6. CV/GOUGE PANEL
The CV/Gouge Panel provides a fixed toggle switch
selection of two power source modes. The upper
position selects the generic CV/MIG mode from the
power source while the lower position selects the
GOUGE mode.
OPTIONAL PANELS
A number of Optional Features are available for use
with the Power Feed 10. Some Installation information is provided in the
ACCESSORIES
section,
REFER TO THE INSTRUCTIONS THAT COME
WITH EACH KIT FOR DETAILED INFORMATION
REGARDING INSTALLATION.
BOARD LEVEL ADJUSTMENTS
The control box motherboard provides the capability
to adjust some basic parameters as follows.
BURNBACK
The BURNBACK trimmer (R5) is provided as a basic
adjustment for burnback time. The range is 0.0 to
0.25 seconds, CCW limit is minimum, CW limit is
maximum. This value is overridden by any option
with the ability to independently adjust burnback.
ACCELERATION
See
DIP Switch setup
in the
Installation
section.
RUN IN
See
DIP Switch setup
in the
Installation
section.
WELD MODE DESCRIPTIONS
CONSTANT VOLTAGE (CV/MIG)
For each wire feed speed, a corresponding voltage is
preprogrammed into the machine through special
softwares at the factory. This preprogrammed voltage is the best average voltage for the procedure at
the given wire feed speed. If the wire feed speed is
changed on the wire feeder, the voltage automatically changes with it.
In some cases, the operator may want to change the
preprogrammed voltages; for example, to compensate for cable and fixture voltage drops. The preset
voltages can be adjusted on the wire feeder’s voltage
display. When a change is made to the voltage at
one wire feed speed, this change is applied to all
other wire feed speed settings. For example, if the
operator turns up the voltage by 10 percent, the
machine automatically increases the preset voltages
at all the other wire feed speeds by 10 percent. The
preset voltage, programmed at the factory, may be
changed with the wire feeder VOLTS adjustment.
ARC GOUGING
Arc gouging can be performed by choosing the arc
gouging weld mode. Doing so automatically energizes the output terminals on the Power Wave, making the power source immediately ready to gouge.
The output current is set by the AMPS control on the
Power Weld wire feeder. The VOLTS/TRIM adjustment has no effect in this mode.
The ARC CONTROL adjusts the arc force.
Increasing the ARC CONTROL setting increases the
arc force, making the arc more harsh but less likely
to stick. Decreasing the ARC CONTROL setting
decreases the arc force, making the arc softer and
smoother.
ELECTRODE ROUTING
The electrode supply may be either from reels,
Readi-Reels, spools, or bulk packaged drums or
reels. Observe the following precautions:
a. The electrode must be routed to the wire
drive unit so that the bends in the wire are at
a minimum, and also that the force required
to pull the wire from the reel into the wire
drive unit is kept at a minimum.
b. The electrode is “hot” when the gun trigger is
pressed and must be insulated from the
boom and structure.
c. If more than one wire feed unit shares the
same boom and are not sharing the some
power source output stud, their wire and
reels must be insulated from each other as
well as insulated from their mounting structure.
POWER WAVE 455/POWER FEED 10
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 29
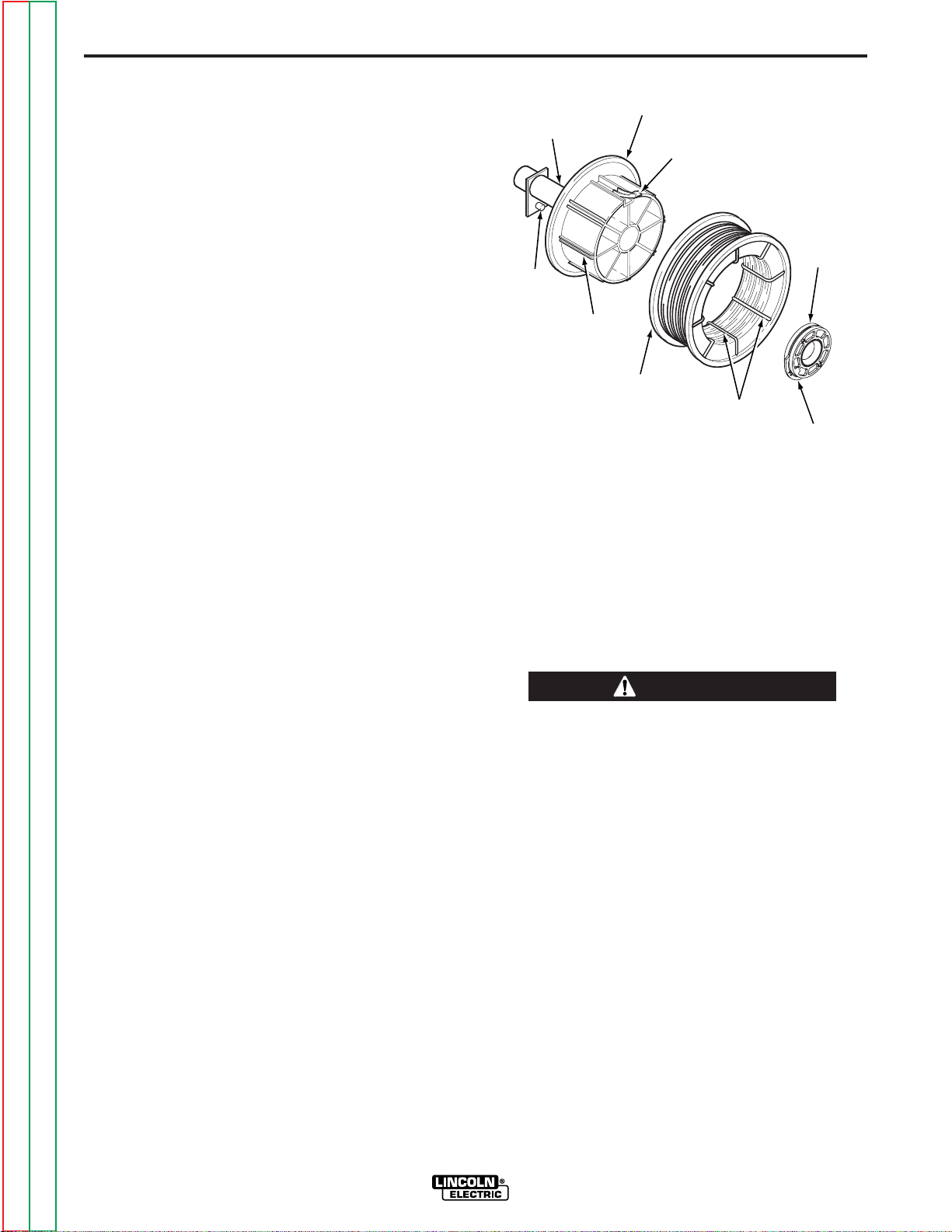
B-7
OPERATION
B-7
WIRE SPINDLE PLACEMENT
The reel stand provides two mounting locations for
the 2 inch diameter wire reel spindle to accommodate various reel sizes. Each mounting location consists of a tube in the center of the reel stand, and a
locating pin on the right side (viewed from the front)
of the reel stand. The bolt, used with a plain washer
and lock washer, slides through the tube from the left
side of the reel stand. The large plain washer is
placed between the wire spindle hub and the reel
stand. The bolt should be threaded into the wire
spindle such that the locating pin aligns with the
largest of the three holes (the hole that is not
recessed) in the back side of the wire spindle base.
The upper location must be used for 50 to 60 lb
Readi-Reels, spools and coils.
For smaller coils (44 lb, 30 lb, 10 lb, etc.), the spindle
can be placed in either the upper or lower location.
The goal is to make the wire path from the coil to the
incoming wire guide as straight as possible. This will
optimize wire feeding performance.
WIRE REEL LOADING READI-REELS, SPOOLS
OR COILS
TO MOUNT A 30 LB (14 KG) READIREEL PACKAGE (USING THE MOLDED
PLASTIC K363-P READI-REEL
ADAPTER) (FIGURE B.4):
The spindle should be located in the LOWER mounting hole.
1. Depress the release bar on the retaining collar
and remove it from the spindle.
2. Place the adapter on the spindle.
3. Re-install the retaining collar. Make sure that the
release bar “pops up” and that the collar retainers
fully engage the retaining groove on the spindle.
4. Rotate the spindle and adapter so the retaining
spring is at the 12 o'clock position.
5. Position the Readi-Reel so that it will rotate in a
direction when feeding so as to be de-reeled from
the bottom of the coil.
FIGURE B.4 — READI-REEL MOUNTING.
6. Set one of the Readi-Reel inside cage wires on
the slot in the retaining spring tab.
7. Lower the Readi-Reel to depress the retaining
spring and align the other inside cage wires with
the grooves in the molded adapter.
8. Slide cage all the way onto the adapter until the
retaining spring “pops up” fully.
Check to be sure the retaining spring has fully
returned to the locking position and has SECURELY
locked the Readi-Reel cage in place. Retaining
spring must rest on the cage, not the welding electrode.
-----------------------------------------------------------
9. To remove Readi-Reel from adapter, depress
retaining spring tab with thumb while pulling the
Readi-Reel cage from the molded adapter with
both hands. Do not remove adapter from spindle.
POWER WAVE 455/POWER FEED 10
CAUTION
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
2 IN. O.D.
SPINDLE
BRAKE
HOLDING
PIN
ADAPTER
GROOVES
READI-REEL
RETAINING
SPRING
INSIDE
CAGE
WIRES
RETAINING
COLLAR
RELEASE
BAR
Page 30
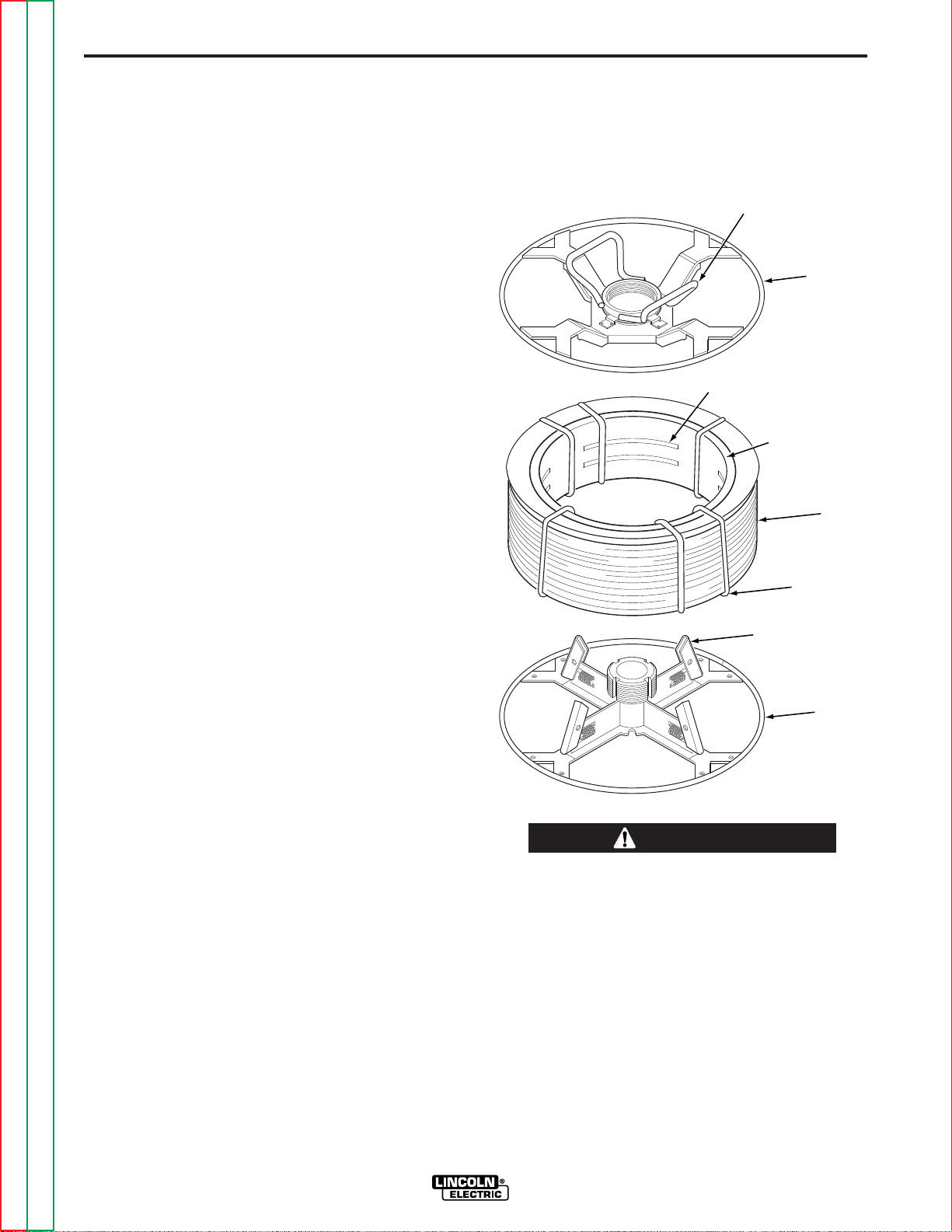
B-8
OPERATION
B-8
TO MOUNT 10 TO 44 LB (4.5 TO 20
KG) SPOOLS [12 IN. (300 MM)
DIAMETER] OR 14 LB (6 KG)
INNERSHIELD COILS (FIGURE B.4):
The spindle should be located in the LOWER
mounting hole.
(For 8 in. (200 mm) spools, a K468 spindle adapter
must first be slipped onto spindle.)
(For 13 to 14 lb (6 kg) Innershield coils, a K435 coil
adapter must be used).
1. Depress the release bar on the retaining collar
and remove it from the spindle.
2. Place the spool on the spindle making certain the
spindle brake pin enters one of the holes in the
back side of the spool. Be certain the wire comes
off the reel in a direction so as to de-reel from the
bottom of the coil.
3. Re-install the retaining collar. Make sure that the
release bar “pops up” and that the collar retainers
fully engage the retaining groove on the spindle.
TO MOUNT A 50 TO 60 LB (22.7 TO
27.2 KG) COIL (USING K1504-1 COIL
REEL) (FIGURE B.5):
NOTE: (For 50 to 60 lb Readi-Reels a K438
Readi-Reel adapter must be used).
The spindle must be located in the UPPER mounting
hole.
1. With the K1504-1 coil reel mounted on to the 2 in.
(51 mm) spindle (or with reel laying flat on the
floor) loosen the spinner nut and remove the reel
cover. See Figure B.5.
2. Before cutting the tie wires, place the coil of electrode on the reel so it unwinds from the bottom as
the reel rotates. The slots in the cardboard liner
should align over the spring loaded arms.
3. Tighten the spinner nut against the reel cover as
much as possible by hand using the reel cover
spokes for leverage. DO NOT hammer on the
spinner nut arms.
4. Cut and remove only the tie wire holding the free
end of the coil. Hook the free end around the rim
of the reel cover and secure it by wrapping it
around. Cut and remove the remaining tie wires.
FIGURE B.5 — K1504-1 COIL REEL.
Always be sure the free end of the coil is securely
held while the tie wires are being cut and until the
wire is feeding through the drive rolls. Failure to do
this will result in “backlashing” of the coil, which may
tangle the wire. A tangled coil will not feed so it must
either be untangled or discarded.
-----------------------------------------------------------
5. Be sure the coil reel is engaged with the spindle
brake pin and the release bar on the retaining collar “pops up” and that the collar retainers fully
engage the retaining groove on the spindle.
POWER WAVE 455/POWER FEED 10
CAUTION
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
SPINNER NUT
COVER
PLATE
SLOTS
CARDBOARD
COIL LINER
COIL
TIE WIRE
SPRING
LOADED ARM
REEL
Page 31

B-9
OPERATION
B-9
FEEDING ELECTRODE AND
BRAKE ADJUSTMENT
1. Turn the reel or spool until the free end of the
electrode is accessible.
2. While tightly holding the electrode, cut off the bent
end and straighten the first 6 in. (150 mm). Cut
off the first 1 in. (25 mm). (If the electrode is not
properly straightened, it may not feed or may jam
causing a “birdnest”.)
3. Insert the free end through the incoming guide.
4. Press the Cold Feed Switch while pushing the
electrode into the incoming wire guide.
If feeding with the Gun Trigger, the electrode and
wire drive may be electrically “HOT”.
-----------------------------------------------------------
5. Feed the electrode through the gun.
6. Adjust the brake tension with the thumbscrew on
the spindle hub, until the reel turns freely but with
little or no overrun when wire feeding is stopped.
Do not overtighten.
DRIVE ROLL KIT INSTALLATION
(KP1505-[])
1. Turn off welding power source.
2. Pull open pressure door to expose rolls and wire
guides.
3. Remove outer wire guide by turning knurled
thumb screws counterclockwise to unscrew them
from Feedplate.
4. Remove the drive rolls, if any are installed, by
pulling straight off the shaft. Remove the inner
guide.
5. Insert the inner wire guide, groove side out, over
the two locating pins in the feedplate.
6. Install each drive roll by pushing over the shaft
until it butts up against the locating shoulder on
the drive roll shaft. (Do not exceed maximum wire
size rating of the wire drive).
7. Install the outer wire guide by sliding over the
locating pins and tightening in place.
8. Engage the upper drive rolls if they are in the
“open” position and close pressure door.
To set drive roll pressure, see
Drive Roll Pressure
Setting.
DRIVE ROLL PRESSURE
SETTING
The Power Feed 10 pressure is factory pre-set to
about position “2” as shown on the pressure indicator
on the front of the feedplate door. This is an approximate setting.
The optimum drive roll pressure varies with type of
wire, surface condition, lubrication, and hardness.
Too much pressure could cause “birdnesting”, but
too little pressure could cause wire feed slippage with
load and/or acceleration. The optimum drive roll setting can be determined as follows:
1. Press end of gun against a solid object that is
electrically isolated from the welder output and
press the gun trigger for several seconds.
2. If the wire “birdnests”, jams, or breaks at the drive
roll, the drive roll pressure is too great. Back the
pressure setting out one turn, run new wire
through the gun, and repeat above steps.
3. If the only result is drive roll slippage, disengage
the gun, pull the gun cable forward about 6 in.
(150 mm). There should be a slight waviness in
the exposed wire. If there is no waviness, the
pressure is too low. Increase the pressure setting
one turn, reconnect the gun, tighten locking clamp
and repeat the above steps.
PROCEDURE FOR SETTING
ANGLE OF FEEDPLATE
1. Loosen the clamping collar screw using a 3/16 in.
Allen wrench. The clamping collar screw is
accessed from the bottom of the feedplate. It is
the screw which is perpendicular to the feeding
direction.
2. Rotate feedplate to the desired angle and tighten
clamping collar screw.
POWER WAVE 455/POWER FEED 10
WARNING
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 32

B-10
OPERATION
B-10
WIRE FEED OVERLOAD
PROTECTION
The wire drive has solid-state overload protection of
the wire drive motor. If the wire drive motor becomes
overloaded for an extended period of time the wire
drive will issue a shutdown command to the Control
Box and force its STATUS light to blink between
green and red. The Control Box turns off the power
source, wire feed and gas solenoid. The status light
on the wire drive will continue to blink between green
and red for about 30 seconds before the wire drive
will automatically reset. At that time, the wire drive
will issue a shutdown over command to the Control
Box that will return the system to normal operation.
The wire drive will force its STATUS light to solid
green.
Overloads can result from improper tip size, liner,
drive rolls, or guide tubes, obstructions or bends in
the gun cable, feeding wire that is larger than the
rated capacity of the feeder or any other factors that
would impede normal wire feeding.
POWER WAVE 455/POWER FEED 10
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 33

ACCESSORIES
POWER WAVE 455/POWER FEED 10
SECTION C-1SECTION C-1
TABLE OF CONTENTS
-ACCESSORIES SECTION-
Accessories . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Section C
General . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . C-2
Power Wave Options and Accessories . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . C-3
Factory Installed . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . C-3
Field Installed . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . C-3
Wire Feeder Options and Accessories . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . C-3
Drive Roll and Guide Tube Kits . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . C-3
Input Cable Assemblies . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . C-4
Cable Receptacles . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . C-4
Reel Adapters . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . C-6
Guns and Gun Adapters . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . C-6
Conduit Adapters . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . C-7
Dual Procedure Switch Options . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . C-8
Gas and Water Kits . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . C-8
Chassis Options . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . C-8
Description and Installation of Optional Control Box Panels . . . . . . . . . . . . . . . . . . . . . . . . . . . C-9
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 34

C-2
ACCESSORIES
C-2
GENERAL
The following is a list of the accessories that can be
used with the Power Feed 10 wire feeder and the
Power Wave 455. A description of each item is given
later in the section.
POWER WAVE 455/POWER FEED 10
K1570-1 DUAL CYLINDER UNDERCARRIAGE
KP1505 Series DRIVE ROLL AND GUIDE TUBE KITS
K1543 INPUT CABLE ASSEMBLY (CONTROL CABLE ONLY)
K1544 INPUT CABLE ASSEMBLY
K1548-1 RECEPTACLE KIT (INPUT AND OUTPUT)
K162h WIRE SPINDLE ADAPTER
K1504-1 COIL ADAPTER
K435 COIL ADAPTER
K363P READI-REEL ADAPTER
K438 READI-REAL ADAPTER
K489-7 FAST-MATE™ GUN ADAPTERS
K489-2
K466-10 CONNECTOR KIT
K471-21,-22, -23 MAGNUM 400 WELDING GUNS
K497-20, -21 MAGNUM 200 WELDING GUNS
K613-7 MAGNUM 550 WELDING GUN CONNECTOR KIT
K556 (250XA) LINCOLN FUME EXTRACTION GUNS
K556 (400XA)
K206
K289
K309
K489-2 FAST-MATE™ ADAPTER KIT
K1500-1 LINCOLN INNERSHEILD GUN STANDARD CONNECTION
K1500-2 TWECO™ #2-#4 CONNECTION
K1500-3 TWECO™ #5 CONNECTION
K1500-4 MILLER CONNECTION
K1546-1 CONDUIT ADAPTER
K1546-2 CONDUIT ADAPTER
K683-1 DUAL PROCEDURE SWITCH
K683-3 DUAL PROCEDURE SWITCH
K590-5 WATER CONNECTION KIT (FOR DRIVE ONLY)
K1536-1 WATER FLOW SENSOR KIT
K659-1 GAS GUARD REGULATOR
K1557-1 SWIVEL MOUNT
K1556-1 LIGHT DUTY CASTER KIT
K1574-1 SECURITY DOOR (LARGE)
K1555-1 INSULATED LIFT HOOK
K1542-5 DUAL PROCEDURE PANEL
K1542-6 “M” PANEL
K1546-7 MX PANEL (LARGE)
K1542-8 MSP PANEL (LARGE)
K1542-9 DUAL PROCEDURE / MEMORY PANEL (SMALL)
K1542-11 MX2 PANEL (LARGE)
K1542-12 MSP2 PANEL (LARGE)
TABLE C.1 — POWER FEED 10 AND POWER WAVE 455 ACCESSORIES.
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 35

C-3
ACCESSORIES
C-3
POWER WAVE OPTIONS AND
ACCESSORIES
The following is a list of available Power Wave
options.
FACTORY INSTALLED
There are no factory installed options available for
the Power Wave machines.
FIELD INSTALLED
The following options/accessories are available for
your Power Wave from your local Lincoln Distributor.
K1570-1 DUAL CYLINDER UNDERCARRIAGE
This is a platform undercarriage for mounting up to
two gas cylinders at the rear of the welder.
WIRE FEEDER OPTIONS AND
ACCESSORIES
The following is a list of available Wire Feeder
options.
DRIVE ROLL AND GUIDE TUBE KITS
POWER WAVE 455/POWER FEED 10
TABLE C.2 — DRIVE ROLL AND GUIDE TUBE KITS.
Wire Size 4-Roll
Drive
(4-Driven)
Solid Steel Electrode
in. mm
0.023 - 0.025 0.6 KP1505 - 030S
0.030 0.8 KP1505 - 030S
0.035 0.9 KP1505 - 035S
0.040 1.0 KP1505 - 045S
0.045 1.2 KP1505 - 045S
0.052 1.4 KP1505 - 052S
1/16 1.6 KP1505 - 1/16S
5/64 2.0 KP1505 - 5/64
3/32 2.4 KP1505 - 3/32
Cored Electrode
in. mm
0.030 0.8 KP1505 - 035C
0.035 0.9 KP1505 - 035C
0.040 1.0 KP1505 - 045C
0.045 1.2 KP1505 - 045C
0.052 1.4 KP1505 - 052C
1/16 1.6 KP1505 - 1/16C
0.068 1.7 KP1505 - 068
5/64 2.0 KP1505 - 5/64
3/32 2.4 KP1505 - 3/32
7/64 Hard Facing,smooth U groove 2.8 KP1505 - 7/64H
7/64 2.8 KP1505 - 7/64
0.120 3.0 KP1505 - 120
Aluminum Wire
.035" (0.9 mm) Aluminum KP1507-035A
.040" (1.0 mm) Aluminum KP1507-040A
3/64" (1.2 mm) Aluminum KP1507-3/64A
1/16" (1.6 mm) Aluminum KP1507-1/16A
3/32” (2.2 mm) Aluminum KP1507-3/32A
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 36

C-4
ACCESSORIES
C-4
POWER WAVE 455/POWER FEED 10
INPUT CABLE ASSEMBLIES
K1543 (Control Cable Only) - Consists of a 5-conductor control cable with a 5-pin control cable plug,
without electrode cable, and is available in lengths of
10 ft, 15 ft, 20 ft, 50 ft, and 100 ft.
K1544 - Consists of a 5-conductor control cable with
a 5-pin control cable plug and a 3/0 electrode cable.
It is rated at 600 amps, 60% duty cycle and is available in lengths of 10 ft,15 ft, 20 ft, and 50 ft.
With input power disconnected from the power
source, install the input cable by performing the
following:
CABLE RECEPTACLES
K1548-1 RECEPTACLE KIT (INPUT AND
OUTPUT)
This kit contains the contents of both the K1549-1
and K1550-1 kits. Refer to the instructions for each,
below.
RECEPTACLE (OUTPUT)
Optional Output Connector installation into the
Control Box cabinet and/or into the feed head
enclosure.
Control Box Cabinet Procedure
1. Turn off power.
2. Remove the screws from the front of the lower
and middle option panels of the Control Box.
3. Tilt the option panels away from the front opening of the Control Box cabinet. If the option panel
has an electrical connector, disconnect it from
the main printed circuit board (note connection
point for re-connection later). Remove the option
panel and set aside.
4. Remove the plastic plug (black) from the left hole
in the bottom of the Control Box cabinet and
store it in the bottom of the Control Box cabinet
for future use, should the Optional Output
Connector be removed.
5. Place the Optional Output Connector
(Amphenol) through the hole opened by the previous step (place from the inside, out). Rotate
the Optional Output Connector so its aligning
key is positioned to the front of the Control Box
cabinet. Fasten the Optional Output Connector
to the bottom wall of the Control Box cabinet with
the four screws provided.
6. Secure the choke (large circular component of
the Optional Output Connector) by inserting its
leads into the white nylon clip located near the
Optional Output Connector on the back wall of
the Control Box cabinet. Insert the choke leads
only.
7. The Optional Output Connector has two internal
connectors, a four pin, and a single lead connector. Connect the four pin connector to the
unused four pin connector on the main printed
circuit board. Connect the single lead connector
to a similar connector found on a lead nearby
that branches out of the Control Box wiring harness.
8. Re-install the lower and middle option panels by
reversing the removal process. While reinstalling the option panels, ensure clearance
between Optional Output Connector components, Control Box wiring harness, and option
panel harness (if any).
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 37

C-5
ACCESSORIES
C-5
POWER WAVE 455/POWER FEED 10
Feed Head Enclosure Procedure
1. Turn power off.
2. Remove the Feed Head rear access door. The
Feed Head cover can be removed to aid installation, but is not required.
3. Remove the plastic plug (black) from the hole at
the right rear of the Feed Head and store it in the
left side of the Feed Head rear compartment for
future use, should the Optional Output
Connector be removed.
4. Disconnect a printed circuit board connector,
located at the bottom right corner of the printed
circuit board, and position it to the left so as to
provide clear access to the lower right corner of
the Feed Head enclosure.
5. Place the Optional Output Connector
(Amphenol) through the hole opened by the two
previous steps (place from the inside, out).
Rotate the Optional Output Connector so its
aligning key is positioned to the top of the Feed
Head enclosure. Fasten the Optional Output
Connector to the back wall of the Control Box
cabinet with the four screws provided.
6. Secure the choke (large circular component of
the Optional Output Connector) by inserting its
leads into the white nylon clip located near the
Optional Output Connector on the floor of the
Feed Head. Insert the long choke leads rather
than the short leads that run between the choke
and the Output Connector. Insert the choke
leads only.
7. The Optional Output Connector has two internal
connectors, a four pin, and a single lead connector. Connect the four pin connector to the
unused four pin connector on the printed circuit
board. Connect the single lead connector to a
similar connector found on a lead nearby that
branches out of the Feed Head wiring harness.
8. Reconnect the printed circuit board connector
that was disconnected earlier.
9. Replace the rear access door and Feed Head
cover if removed.
RECEPTACLE (INPUT)
Power Feed Wire Feeder Optional Input
Connector Installation into the Control Box
Cabinet and Conversion to Fixture Wire Feeder
1. Turn off power.
2. Remove the screws from the front of the lower
and middle option panels of the Control Box cabinet.
3. Tilt the option panels away from the front opening of the Control Box cabinet. If the option panel
has an electrical connector, disconnect it from
the main printed circuit board (note connection
point for re-connection later). Remove the option
panel and set aside.
4. Disconnect the connector located at the back
wall of the Control Box cabinet.
5. Loosen (do not remove) the four screws located
on the back wall of the Control Box cabinet.
6. Lift Control Box cabinet off of the four screws
loosened above and set on a work surface. Retighten the four screws to secure for future use.
7. Remove the plastic plug (black) from the right
hole in the bottom wall of the Control Box cabinet and insert it into the hole in the front of the
Feed Head.
8. Place the Optional Input Connector (Amphenol)
through the hole opened by the previous step
(place from the inside, out). Rotate the Optional
Input Connector so it’s aligning key is positioned
to the front of the Control Box cabinet. Fasten the
Optional Input Connector to the bottom wall of
the Control Box cabinet with the four screws provided and connect the option’s opposite end to
the connector previously disconnected in step 4.
9. Secure the choke (large circular component of
the Optional Input Connector) by inserting it’s
leads into the white nylon clip located near the
Optional Input Connector on the back wall of the
Control Box cabinet. Insert the choke leads only.
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 38

C-6
ACCESSORIES
C-6
POWER WAVE 455/POWER FEED 10
10. Install an Optional Output Connector into the
Control Box cabinet, if not already present.
11. Mount the Control Box cabinet to the work station fixture at this time, if desired. The four holes
in the back wall of the Control Box cabinet can
be used for this purpose.
12. Re-install the lower and middle option panels by
reversing the removal process. While reinstalling the option panels, ensure clearance
between Optional Input Connector components,
Control Box wiring harness, and option panel
wiring harness (if any).
REEL ADAPTERS
K162H - WIRE SPINDLE ADAPTER
Spindle for boom mounting Readi-Reels and 2 in. (51
mm) I.D. spools with up to 60 lb (27.2 kg) capacity.
User mounted to appropriately prepared boom
framework. Includes an easily adjustable friction
brake for control of overrun (a 2 in. spindle is standard on Power Feed 10 bench model).
When a 2 in. (51 mm) spindle is used with ReadiReels, or coils not on 12 in. (305 mm) O.D. spools,
an adapter is required:
K1504-1 - COIL ADAPTER
Permits 50 lb to 60 lb (22.7 to 27.2 kg) coils to be
mounted on 2 in. (51 mm) O.D. spindles.
K435 - COIL ADAPTER
Permits 14 lb (6 kg) Innershield coils to be mounted
on 2 in. (51 mm) O.D. spindles.
K363P - READI-REEL ADAPTER
Adapts Lincoln Readi-Reel coils of electrode 30 lb
(14 kg) and 22 lb (10 kg) to a 2 in. (51 mm) spindle.
Durable molded plastic one piece construction.
Designed for easy loading; adapter remains on spindle for quick changeover.
K438 - READI-REEL ADAPTER
Adapts Lincoln Readi-Reel coils of electrode 50 to
60 lb (22.7 to 27.2 kg) to a 2 in. (51 mm) spindle.
GUNS AND GUN ADAPTERS
The Power Feed 10 wire feeder is equipped with a
factory installed K1500-2 gun connection kit. This kit
is for guns having a Tweco™ #2-#4 connector. The
Power Feed 10 has been designed to make connecting a variety of guns easy and inexpensive with the
K1500 series of gun connection kits. Gun trigger and
dual procedure lead connections connect to the single 5 pin receptacle on the front of the Feed Head
box.
FAST-MATE™ GUNS (INCLUDING THE
MAGNUM 450 WATER COOLED GUN)
A K489-7 adapter will install directly into the wire
drive feedplate, to provide for use of guns with FastMate™ or European style gun connections. This
K489-7 will handle both standard Fast-Mate™and
Dual Schedule Fast-Mate™ guns.
Another way to connect a gun with a Fast-Mate™ or
European style gun connector to the Power Feed 10,
is to use the K489-2 Fast-Mate™ adapter kit.
Installation of this adapter also requires a K1500-1
gun connector.
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 39

C-7
ACCESSORIES
C-7
POWER WAVE 455/POWER FEED 10
MAGNUM 200/300/400 GUNS
The easiest and least expensive way to use Magnum
200/300/400 guns with the Power Feed 10 wire feeder is to order them with the K466-10 connector kit, or
to buy a completely assembled Magnum gun having
the K466-10 connector (such as the K471-21, -22,
and -23 dedicated Magnum 400 guns and the K49720 and -21 Magnum 200 guns).
MAGNUM 550 GUNS
The easiest and least expensive way to use the
Magnum 550 guns with Power Feed 10 wire feeders
is to order the gun with the K613-7 connector kit, and
install a K1500-3 gun connection kit to the wire
feeder.
LINCOLN INNERSHIELD AND SUB ARC GUNS
All of these guns can be connected to the Power
Feed by using the K1500-1 Adapter Kit.
LINCOLN FUME EXTRACTION GUNS
The K556 (250XA) and K566 (400XA) guns require
that a K489-2 Fast-Mate™ adapter kit be installed.
Installation of this adapter also requires a K1500-1
gun connector kit.
The K206, K289, and K309 require only the installation of a K1500-1 connector in the Power Feed wire
feeder.
NON-LINCOLN GUNS
Most competitive guns can be connected to the
Power Feed by using one of the K1500 series
adapter kits.
K1500-1 (LINCOLN INNERSHIELD GUN
STANDARD CONNECTION)
Use this kit to connect the following guns: Guns having a Lincoln standard innershield gun connector,
Fast-Mate™ guns with K489-2 Fast-Mate™ Adapter
Kit, Magnum 200/300/400 with K466-1 connector kit,
and Magnum 550 guns with the K613-1 gun connection kit.
K1500-2 (TWECO™ #2-#4 CONNECTION)
The K1500-2 gun adapter comes factory installed on
the Power Feed 10 wire feeder. Use this adapter for
guns that have a Tweco™ #2-#4 connector. Such
guns include Magnum 200/300/400 guns with K46610 connector kit, and completely factory assembled
Magnum guns that are factory equipped with the
K466-10 connector (such as the K497-21 dedicated
Magnum 400).
K1500-3 (TWECO™ #5 CONNECTION)
The K1500-3 gun adapter is for Magnum 550 guns
with a K613-7 connection kit, and any other gun having a Tweco™ #5 connector.
K1500-4 (MILLER CONNECTION) for any gun having a Miller connector.
Install gun adapters per the instructions shipped with
them.
CONDUIT ADAPTERS
K1546-1 ADAPTER
For use with Lincoln Magnum conduit (wire sizes
0.023 to 0.052)
Install the K1546-1 gun adapter at the incoming end
of the feed plate, secure with the set screw located at
the back of the feed plate. If a brass fitting is supplied
with the conduit, remove it from the feeder end of the
conduit by unscrewing it. Insert the conduit into the
K1546-1, secure the conduit by fastening it to the
adapter with the supplied knob screw.
K1546-2 ADAPTER
For use with Lincoln Magnum conduit (wire sizes
1/16 to 0.120)
Install the K1546-2 gun adapter at the incoming end
of the feed plate; secure with the set screw located at
the back of the feed plate. If a brass fitting is supplied
with the conduit, remove it from the feeder end of the
conduit by unscrewing it. Insert the conduit into the
K1546-2, secure the conduit by fastening it to the
adapter with the supplied knob screw.
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 40

C-8
ACCESSORIES
C-8
POWER WAVE 455/POWER FEED 10
DUAL PROCEDURE SWITCH OPTIONS
K683-3 DUAL PROCEDURE SWITCH
Kit includes gun switch and mountings for Lincoln
Innershield and Magnum guns, with 15 ft (4.5 m)
control cable and 5-pin plug with two leads to connect to gun trigger.
Connect the 5-pin plug of the K683-3 Dual Procedure
Switch to the Power Feed 10 wire feeder trigger/dual
procedure 5-socket receptacle.
The two lead plug cord extending out of the 5-pin
plug of the Dual Procedure Switch is to be connected
to the two trigger leads of the welding gun per
instructions shipped with the kit.
K683-1 DUAL PROCEDURE SWITCH
The K683-3 Dual Procedure Switch is the recommended method of obtaining dual procedure; but if it
is desired to use an existing K683-1 with the Power
Feed 10, it can be done. A K683-1 Dual Procedure
Switch can be used on the Power Feed 10 if a K6862 adapter is used. The K682-1 kit includes gun
switch and mountings for Lincoln Innershield and
Magnum guns, with 15 ft (4.5 m) control cable and 3pin plug. K686-2 adapter permits 3-pin plug and 5pin gun trigger plug to be connected to Power Feed
10 5-pin trigger/dual procedure receptacle.
GAS AND WATER KITS
K590-5 WATER CONNECTION KIT
(FOR DRIVE ONLY)
Install per the instructions shipped with the kit.
K1536-1 WATER FLOW SENSOR KIT
Install per the instructions shipped with the kit.
K659-1 GAS GUARD REGULATOR
Adjustable flow regulator with removable adjuster key
for CO2and Argon blend gases. Mounts onto feeder
inlet, and reduces gas waste and arc start “blow” by
reducing surge caused by excess pressure in supply
hose.
Install the 5/8-18 male outlet of the regulator to the
5/8-18 female gas inlet on the back panel of the wire
drive. Secure fitting with flow adjuster key at top.
Attach gas supply to 5/8-18 female inlet of regulator.
CHASSIS OPTIONS
K1557-1 SWIVEL PLATFORM
The K1557-1 Swivel platform attaches to the power
source. This kit includes a feeder adapter plate that
allows the feeder to rotate on top of the power
source. The feeder can be easily separated from the
swivel mount at any time. This option is compatible
with the K1556-1 Light Duty Caster Kit.
K1556-1 LIGHT DUTY CASTER KIT
This option provides four casters and all required
hardware to mount it to the Power Feed 10. This
option is compatible with the K1557-1 Swivel
Platform.
K1574-1 SECURITY DOOR (LARGE)
K1574-1 Security Door Installation into the Control
Box cabinet.
1. Turn off power.
2. Unlatch and swing open the small door. Remove
the two screws from the horizontal hinge rod.
Save the screws.
3. While holding the door so it doesn’t fall, slide the
rod out sideways releasing the door.
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 41

C-9
ACCESSORIES
C-9
POWER WAVE 455/POWER FEED 10
4. Position the new door between the panel holes
and re-install the rod so the screw holes can be
accessed.
5. Replace the two screws and tighten.
6. Swing the door into the up position. A lock may
be installed through the side holes for security
purposes.
K1555-1 INSULATED LIFT BAIL
For applications where an insulated lift bail is
required. This kit provides an easily installed, heavy
duty insulated lift eye that mounts to the wire reel
stand mast. See the instructions provided with the kit
for installation.
DESCRIPTION AND INSTALLATION OF
OPTIONAL CONTROL BOX PANELS
K1542-5 DUAL PROCEDURE PANEL
The Dual Procedure Panel provides a fixed large toggle switch or the use of a gun switch for the selection
of either of two procedures. The upper position of the
switch selects PROCEDURE A, while the lower
selects PROCEDURE B. The middle position selects
the GUN switch, in which case the procedure is
determined by the position of the switch located at
the gun.
NOTE: Due to the nature of fixed position switches,
this option does not allow the indication of a remotely
selected procedure. When in the gun mode there is
no provision to indicate, at the Control Box, which
procedure has been remotely selected (at the gun).
Installation is as follows:
1. Turn off power.
2. Remove the two screws from the front of the
blank option panel at the location you choose to
install your new option, (middle or top), of the
Control Box cabinet. Save the screws, discard
the old panel or save for future use.
3. Tilt the new option panel away from the front
opening of the Control Box cabinet. Plug the
electrical connector into the proper connector on
the right side of the main printed circuit board
(10 pin). Make sure the connector latches in
place.
4. Position the new panel, taking care not to damage the switch connections on the back.
5. Align the screw holes, replace the two screws
and tighten.
K1542-6 M PANEL
The M Panel provides a large toggle switch selection
of three power source modes. The upper position
selects the generic CV/MIG mode from the power
source, the middle position selects the CV/FLUX
CORED mode, and the lower position selects the
CC/STICK/GOUGE mode. Arc control is accomplished through the use of the ARC CONTROL
potentiometer. The arc control value is actually a trim
with zero being the nominal and the scale ranging
from (-10) to (+10). Preflow, postflow, and spot time
default to zero or off. Run in defaults to the minimum
value, or weld speed depending on the position of its
associated DIP switch. See
Installation
section for
DIP switch settings. Burnback defaults to the on
board trimmer adjustment.
NOTE: Due to the nature of fixed position switches,
potentiometers, and default values, this option does
not allow the mode, arc control, timers, or burnback
values to be included in dual procedure or memory
information. They are overridden by the fixed values.
CC/STICK/GOUGE Mode
Selecting the CC/STICK/GOUGE mode on this panel
automatically energizes the output terminals on the
power source, making the power source immediately
ready to weld. In the CC modes, the output current is
set by the AMPS control, and the VOLTS/TRIM
adjustment has no effect in this mode. In this mode,
the ARC CONTROL adjusts the arc force. Increasing
the ARC CONTROL setting increases the arc force,
making the arc more harsh but less likely to stick.
Decreasing the ARC CONTROL setting decreases
the arc force, making the arc softer and smoother.
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 42

C-10
ACCESSORIES
C-10
Constant Voltage (CV/MIG and CV/Flux Cored)
Procedures
When in this mode, the ARC CONTROL adjusts the
inductance. (This adjustment is often referred to as
“pinch”. Inductance is inversely proportional to
pinch.) Increasing the ARC CONTROL setting
decreases the inductance, which results in the arc
getting colder and pinched tighter. Decreasing the
ARC CONTROL setting increases the inductance,
which results in the arc getting wider (reduced pinch).
Installation is as follows:
1. Turn off power.
2. Remove the two screws from the front of the
blank option panel at the location you choose to
install your new option (bottom) of the Control
Box cabinet. Save the screws, discard the old
panel or save for future use.
3. Tilt the new option panel away from the front
opening of the Control Box cabinet. Plug the
electrical connector into the proper connector on
the right side of the main printed circuit board (12
pin). Make sure the connector latches in place.
4. Position the new panel, taking care not to damage the connections on the back.
5. Align the screw holes, replace the two screws
and tighten.
K1542-7 MX PANEL (LARGE PANEL)
The MX Panel provides a selection of four power
source modes. In addition, it provides for the adjustment of the following parameters: PREFLOW, RUN
IN, ARC CONTROL, BURNBACK, POSTFLOW, and
SPOT time.
Descriptions
Indicator Lights - Extra bright red LED’s indicate the
mode and active parameter being displayed.
Display - Displays the value or status of the active
parameter.
Available Modes - CV/MIG
CV/ FLUX CORED
CC/STICK CRISP
CC/STICK SOFT
Due to the nature of the system, the following feature
is required for safety reasons. Upon entering any
constant current (CC) mode, the right encoder,
labeled VOLTS, TRIM, on the Display/Control Panel
acts as a “soft” contactor switch. The encoder knob
must be turned CW at least 45° to activate the output
(turning CCW 45° deactivates the output). This prevents the output from inadvertently becoming “hot”
when scrolling through the weld modes. The exception to this rule is when the weld mode is entered by
a change in procedure (using a memory panel such
as the K1542-9 Memory/Dual Procedure panel). In
this case, the state of the contactor is recalled as it
was left when the procedure was exited.
In the CC modes, the output current is set by the
AMPS control, and the VOLTS/TRIM adjustment has
no effect in this mode. In this mode, the ARC
CONTROL adjusts the arc force. Increasing the ARC
CONTROL setting increases the arc force, making
the arc more harsh but less likely to stick. Decreasing
the ARC CONTROL setting decreases the arc force,
making the arc softer and smoother.
Parameter Ranges
PREFLOW -
0.0 to 2.5 seconds (0.1 sec. increments).
RUN IN -
Low Range: 50 to 150 IPM (1.25 to 3.80 MPM).
High Range: 75 to 150 IPM (2.00 to 3.80 MPM).
ARC CONTROL -
Trim (-10.0) to (+10.0) , (0) is nominal.
BURNBACK -
0.0 to 0.25 sec. (0.01 sec. increments).
POSTFLOW -
0.0 to 2.5 sec. (0.1 sec. increments).
SPOT -
0 to 25 sec. (0.1 sec. increments).
POWER WAVE 455/POWER FEED 10
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 43

C-11
ACCESSORIES
C-11
Mode Selection
The MODE SELECT switch is a momentary large
three position toggle switch that defaults to the center
(off) position. Moving the switch up advances the
mode indicator in the upward direction, down
advances it in the downward direction. Holding the
switch in either direction will result in the indicator
advancing at a high rate of speed in that direction,
until the switch is released. When the indicator
reaches its upper or lower limit, advancing ceases
until the direction of the switch is changed.
Parameter Selection
The PARAMETER SELECT switch is a momentary
large three position toggle switch that defaults to the
center (off) position. Moving the switch up advances
the parameter indicator in the upward direction, down
advances it in the downward direction. Holding the
switch in either direction will result in the indicator
advancing at a high rate of speed in that direction,
until the switch is released. When the indicator
reaches its upper or lower limit, advancing ceases
until the direction of the switch is changed.
Parameter Adjustment
The value of the active parameter, as defined by the
parameter indicator, is displayed on the parameter
display. The PARAMETER SET switch is a momentary large three position toggle switch that defaults to
the center (off) position. Moving the switch bat up
advances the displayed value in the positive direction, down advances it in the negative direction.
Holding the switch in either direction will result in the
displayed value advancing at a high rate of speed in
that direction, until the switch is released. When the
indicator reaches its upper or lower limit, advancing
ceases until the direction of the switch is changed.
Installation is as follows:
1. Turn off power.
2. Remove the two screws from the front of the
blank option panel at the location you choose to
install your new option (bottom) of the Control
Box cabinet. Save the screws, discard the old
panel or save for future use.
3. Tilt the new option panel away from the front
opening of the Control Box cabinet. Plug the
electrical connector into the proper connector on
the right side of the main printed circuit board
(12 pin). Make sure the connector latches in
place.
4. Position the new panel, taking care not to damage the connections on the back.
5. Align the screw holes, replace the two screws
and tighten.
K1542-8 MSP PANEL (LARGE PANEL)
The MSP Panel provides a selection of numerous
process specific and generic power source modes. In
addition, it provides for the adjustment of the following parameters: PREFLOW, RUN IN, ARC CONTROL, BURNBACK, POSTFLOW, and SPOT time.
Only one parameter, as defined by the parameter
indicator, may be displayed and adjusted at a time.
Description
Indicator Lights - Red LED’s indicate the active parameter being displayed.
Display - 3 1/2 digit, red LED display. Displays the
value or status of the active parameter.
Parameter Ranges
WELD MODE -
Adjustable per mode schedule.
PREFLOW -
0.0 to 2.5 seconds (0.1 sec. increments).
RUN IN -
Low Range: 50 to 150 IPM (1.25 to 3.80 MPM).
High Range: 75 to 150 IPM (2.00 to 3.80 MPM).
ARC CONTROL -
Trim (-10.0) to (+10.0) , (0) is nominal.
BURNBACK -
0.0 to 0.25 sec. (0.01 sec. increments).
POSTFLOW -
0.0 to 2.5 sec. (0.1 sec. increments).
SPOT -
0 to 25 sec. (0.1 sec. increments).
POWER WAVE 455/POWER FEED 10
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 44

C-12
ACCESSORIES
C-12
Mode Schedule - Table on the front of the option
used by the operator to correlate the displayed mode
number to an actual power source mode.
Due to the nature of the system, the following feature
is required for safety reasons. Upon entering any
constant current (CC) mode, the right encoder,
labeled VOLTS, TRIM, on the Display/Control Panel
acts as a “soft” contactor switch. The encoder knob
must be turned CW at least 45° to activate the output
(turning CCW 45° deactivates the output). This prevents the output from inadvertently becoming “hot”
when scrolling through the weld modes. The exception to this rule is when the weld mode is entered by
a change in procedure (using a memory panel such
as the K1542-9 Memory/Dual Procedure panel). In
this case, the state of the contactor is recalled as it
was left when the procedure was exited.
In the CC modes, the output current is set by the
AMPS control, and the VOLTS/TRIM adjustment has
no effect in this mode. In this mode, the ARC
CONTROL adjusts the arc force. Increasing the ARC
CONTROL setting increases the arc force, making
the arc more harsh but less likely to stick. Decreasing
the ARC CONTROL setting decreases the arc force,
making the arc softer and smoother.
Parameter Selection
The PARAMETER SELECT switch is a momentary
large three position toggle switch that defaults to the
center (off) position. Moving the switch up advances
the parameter indicator in the upward direction, down
advances it in the downward direction. Holding the
switch in either direction will result in the indicator
advancing at a high rate of speed in that direction,
until the switch is released. When the indicator
reaches its upper or lower limit, advancing ceases
until the direction of the switch is changed.
Parameter Adjustment
The value of the active parameter, as defined by the
parameter indicator, is displayed on the parameter
display. The PARAMETER SET switch is a momentary large three position toggle switch that defaults to
the center (off) position. Moving the switch up
advances the displayed value in the positive direction, down advances it in the negative direction.
Holding the switch in either direction will result in the
displayed value advancing at a high rate of speed in
that direction, until the switch is released. When the
indicator reaches its upper or lower limit, advancing
ceases until the direction of the switch is changed.
GMAW Pulse Procedures
In these procedures, the actual voltage greatly
depends on the waveform used. The peak currents,
background currents, rise times, fall times, and pulse
times all affect the actual voltage. The actual voltage
for a given wire feed speed is not directly predictable
unless the waveform is known. In this case, it is not
practical to preset an actual voltage for the procedure. Instead, an arc length adjustment is provided.
The machine “knows” what the best arc length is at
the given wire feed speed but allows the operator to
change it.
The arc length trim (usually referred to simply as
“trim”) can be adjusted between 0.500 and 1.500 on
the Control Box’s VOLTS/TRIM display. A trim of
1.000 means that no adjustments will be made to the
preset arc lengths. A trim setting less than 1.000
decreases the preset arc lengths. The arc length trim
adjustment is factored in at all wire feed speed settings. Increasing the trim by 10 percent at a given
wire feed speed also increases all the other arc
length trim settings of the procedure by 10 percent.
Lincoln Power Wave power sources utilizes a control
scheme known as adaptive control in all pulse
modes. Because the Power Wave utilizes adaptive
control, it can adjust the pulsing parameters based
on changes in the arc due to changes in the electrical
sitckout of the electrode. (Electrical stickout is the
distance from the contact to the workpiece.) The
Power Wave is optimized for use with a 0.75 in. stickout. The adaptive behavior is programmed to support
a stickout range from 0.5 in. to 1.25 in. In the low and
high end of the wire feed speed ranges of most
processes, the adaptive behavior may be restricted.
This is a physical restriction due to reaching the edge
of the operating range for the process.
The ARC CONTROL adjustment allows the pulse frequency to be varied. Increasing the ARC CONTROL
causes the frequency setting to increase, while
decreasing the ARC CONTROL causes the frequency to decrease. Varying the ARC CONTROL, and
hence, the pulse frequency, affects the droplet transfer and allows fine-tuning for different welding
positions.
POWER WAVE 455/POWER FEED 10
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 45

C-13
ACCESSORIES
C-13
Installation is as follows:
1. Turn off power.
2. Remove the two screws from the front of the
blank option panel at the location you choose to
install your new option (bottom) of the Control
Box cabinet. Save the screws, discard the old
panel or save for future use.
3. Tilt the new option panel away from the front
opening of the Control Box cabinet. Plug the
electrical connector into the proper connector on
the right side of the main printed circuit board
(12 pin). Make sure the connector latches in
place.
4. Position the new panel, taking care not to damage the connections and the printed circuit board
on the back.
5. Align the screw holes, replace the two screws
and tighten.
K1542-9 DUAL PROCEDURE/MEMORY PANEL
(SMALL PANEL)
The Dual Procedure/Memory panel provides for the
selection of either of two procedures, or a gun switch
for remote selection of the procedure. In addition,
there are six permanent memory storage locations
for saving commonly used procedures. Procedures A
and B are “soft” type memories that record any
changes made to them. The six memory locations
are “hard” or more permanent type memories. Any
changes made must be consciously saved back to
them. Furthermore, each memory contains only one
procedure, therefore any combination of memories
may be recalled to procedure A and B.
Descriptions
Indicator Lights - Red LED’s indicate the procedure
and active memory and save mode if applicable.
Dual Procedure Selection
The procedure switch is used to scroll the indicator to
select PROCEDURE A, PROCEDURE B, or the
GUN switch. When the GUN switch is selected, the
procedure is determined by the position of the switch
located at the gun. Under this condition, indicators
will show that the gun switch has been selected and
also which procedure the gun switch is requesting.
Memory Selection
RECALL - When a memory key is depressed, its indicator comes on and its contents are copied to the
active procedure. As long as no changes are made
to the contents of that procedure, the memory indicator will be on any time that procedure is active. This
indicates that their contents are the same. Any
change to that procedure will cause the memory indicator to go off, indicating that they are no longer
equal.
SAVE - The save mode allows “hard” memories to be
changed. Pressing the SAVE key will light the save
indicator, and enter the save mode. In the save
mode, the indicator for the memory that was the
source of the active procedure’s contents will blink,
whether their contents are still equal or not. This feature allows the user to choose to save an active procedure back to its source, or some other location.
To complete the save transaction requires the selection of one of the memory keys. When the memory
key is pressed in the save mode, it’s contents are
overwritten with the contents of the active procedure.
This means that the contents of the memory location
and the active procedure are now equal, and thereore, by definition, each of their indicators will be lit,
and the save mode will be exited. To exit the save
mode without saving, depress the save key a second
time. This feature allows the operator to determine
the source of the active procedure’s contents without
actually overwriting it.
POWER WAVE 455/POWER FEED 10
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 46

C-14
ACCESSORIES
C-14
Installation is as follows:
1. Turn off power.
2. Remove the two screws from the front of the
blank option panel at the location you choose to
install your new option (bottom) of the Control
Box cabinet. Save the screws, discard the old
panel or save for future use.
3. Tilt the new option panel away from the front
opening of the Control Box cabinet. Plug the
electrical connector into the proper connector on
the right side of the main printed circuit board
(10 pin). Make sure the connector latches in
place.
4. Position the new panel, taking care not to damage the connections and the printed circuit board
on the back.
5. Align the screw holes, replace the two screws
and tighten.
K1542-11 MX2 Panel:
This panel provides a selection of four weld modes:
CV/MIG, CV/Flux Cored, CC/Stick/soft and
CC/Stick/Crisp through a toggle switch and indicator
lights (LEDs). It allows for adjustment of all set up
parameters, Preflow, Run In, Arc Control, Burnback,
Postflow, and Crater, through an up/down toggle
switch, indicator lights and a 3 digit display.
Weld modes are selected with the Mode Select
switch, an up/down center-off momentary toggle
switch. Moving the switch bat up or down moves the
Weld Mode LED in the corresponding direction.
Holding the switch in either direction will cause the
indicator to move quickly in the corresponding direction until the switch is released, or the upper or lower
limit is reached.
To adjust Set Up parameters, first select the Set Up
parameter for adjustment, and then adjust the displayed value up or down.
Set Up parameters are selected with the Select
switch, an up/down center-off momentary toggle
switch. Moving the switch bat up or down moves the
Weld Mode LED in the corresponding direction.
Holding the switch in either direction will cause the
indicator to move quickly in the corresponding direction until the switch is released, or the upper or lower
limit is reached.
POWER WAVE 455/POWER FEED 10
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
The value of the active Set Up parameter, as defined
by the Set Up LED, is displayed on the MX2 panel
Set Up display. The value can be modified with the
Set switch. The Set switch is an up/down center-off
momentary toggle switch. Moving the switch bat up
or down adjusts the displayed value in the corresponding direction. Holding the switch in either direction will cause the display to move quickly in the corresponding direction until the switch is released, or
the upper or lower parameter limit is reached.
To energize the output studs in either CC/Stick
mode, the right Control/Display panel knob, labeled
Volts/Trim, must be used. The Volts/Trim knob must
be turned clockwise roughly a quarter revolution to
energize the output studs. (The Volts/trim display will
indicate ‘On’ when the studs are energized.)
Similarly, turning the knob a quarter turn counterclockwise de-energizes the output studs. If a
CC/Stick weld mode is entered through use of the
Dual Procedure, the studs will be in the same state
as when they were last used. If a CC/Stick weld
mode is entered through a Memory recall, the studs
will be de-energized.
K1542-12 MSP2 Panel:
This panel provides a selection of over 25 weld
modes, including CV, pulse, FCAW and CC, through
a toggle switch and indicator lights (LEDs). It allows
for adjustment of all set up parameters, Preflow, Run
In, Arc Control, Burnback, Postflow, and Crater,
through an up/down toggle switch, indicator lights
and a 3 digit display.
To adjust a set up parameter (Weld Mode being one
of those parameters), first select one of the set up
parameters for adjustment, and then adjust the displayed value up or down.
Set up parameters are selected with the Select
switch, an up/down center-off momentary toggle
switch. Moving the switch bat up or down moves an
LED in the corresponding direction. Holding the
switch in either direction will cause the indicator to
move quickly in the corresponding direction until the
switch is released, or the upper or lower limit is
reached.
Page 47

C-15
ACCESSORIES
C-15
The value of the active set up parameter is shown on
the MSP2 panel digital display. The value can be modified with the Set switch. The Set switch is an up/down
center-off momentary toggle switch. Moving the switch
bat up or down adjusts the displayed value in the corresponding direction. Holding the switch in either direction will cause the display to move quickly in the corresponding direction until the switch is released, or the
upper or lower parameter limit is reached.
To energize the output studs in either CC/Stick mode,
the right Control/Display panel knob, labeled
Volts/Trim, must be used. The Volts/Trim knob must
be turned clockwise roughly a quarter revolution to
energize the output studs. (The Volts/trim display will
indicate ‘On’ when the studs are energized.)
Similarly, turning the knob a quarter turn counterclockwise de-energizes the output studs. If a CC/Stick
weld mode is entered through use of the Dual
Procedure, the studs will be in the same state as
when they were last used. If a CC/Stick weld mode is
entered through a Memory recall, the studs will be deenergized.
CONTROL BOX PANELS -- SET UP
CONTROLS DESCRIPTION
Certain large option panels can modify the set up
parameters Preflow, Run In, Arc Control, Burnback,
Postflow, and Crater. The meaning of those parameters, and their maximum and minimum values, follows.
Preflow - Time delay after the trigger is pulled, but
before weld starts, during which shielding gas flows.
Weld start is defined as the time when both the power
source is energized and the Wire Drive begins feeding
wire. Adjustable from 0.0 (Off) to 2.5 seconds in 0.1s
increments.
Run In - Wire feed speed during arc starting. Wire
Drive will feed wire at the Run In speed for one second, or until weld current flows. Low speed gear
range: Off (Run In speed equals weld wire feed
speed) or adjustable from 50 to 150 IPM (1.25 to 3.80
MPM). High speed gear range: Off (Run In speed
equals weld wire feed speed) or adjustable from 75 to
150 IPM (2.00 to 3.80 MPM). NOTE: Run In settings
over 150 IPM produce strange display values used for
troubleshooting and service. If encountered, reset Run
In to 150 IPM or less.
Arc Control - Unitless characteristic, also known as
Inductance or Wave Control. Allows operator to vary
the arc characteristics from “soft” to “harsh” in all weld
modes. Adjustable from -10.0 to 10.0 in increments of
0.1. Off (0.0) is nominal.
Burnback - Time delay after the trigger is released-
during which the power source remains energized but
the Wire Drive stops feeding wire. Adjustable from
0.00 (Off) to 0.25 seconds in 0.01 second increments.
Postflow - Time delay after burnback is complete,
during which shielding gas flows. Adjustable from 0.0
(Off) to 10.0 seconds in 0.1 second increments.
Crater - Used only when welding with the 4-Step trigger mode. Can be set to Off or On. When On,
Adjustments can be made to WFS and Volts/Trim on
the Control/Display panel. These settings are then
used for ‘cratering’ when in the 4-Step trigger mode
(see explanation of 2 Step and 4 Step operation
below). When Off, ‘cratering’ is not possible.
CONTROL BOX -- PC BOARD ADJUSTMENTS
The Control Box Mother board provides the capability
to adjust some wire feeding parameters as follows:
Acceleration: The motor acceleration can be varied
in five steps, from slow to fast. See “Setting DIP
Switches in the Control Box” section.
Burnback: For the options which cannot adjust the
Burnback set up parameter (CV/G and M panels) a
PC board adjustment (trimmer R5) is provided. The
range is 0.0 to 0.25 seconds, increasing in the clockwise direction. This is ignored by options which have
the ability to adjust Burnback (MX2 and MSP2 panels).
Run In: For the options which cannot adjust the Run
In set up parameter (CV/G and M panels) a PC board
DIP switch setting is provided. In one position, the run
in speed will be the minimum Wire Drive WFS. At the
other setting, run in will occur at the same speed as
set on the WFS knob. This DIP switch setting is
ignored by options which have the ability to adjust
Run In (MX2 and MSP2 panels). See “Setting DIP
Switches in the Control Box” section.
POWER WAVE 455/POWER FEED 10
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 48

C-16
ACCESSORIES
C-16
CONTROL BOX -- SETTING OPERATING LIMITS
Upper and lower operating limits can be set for the
WFS/Amps setting and the Volts/Trim setting. Doing
so requires knowledge of how to set the limits, and
access to the PC board in the Control Box.
There are two independent sets of limits, Procedure
A limits and Procedure B limits. If a DP/M door
option is installed, the A and B limits must be set
independently. If there is no DP/M door option, the
Control Box defaults to Procedure A, and only
Procedure A limits can be set.
With system power on, select the weld mode for
which you want to set limits. If a Dual Procedure
option is installed, select the procedure A. Turn the
system power off. Remove the two screws holding
the Control/Display panel to the Control Box, but do
not unplug it. Tilt the panel down to allow access to
DIP switches S1-1, S2-6 and S2-7. (See “Setting DIP
Switches in the Control Box” section.) Do not allow
the panel to hang by the wiring harness.
Determine if the Wire Drive is set up for low or high
speed. If low speed, S1-1 should be off. If high
speed, set S1-1 to on.
To adjust the lower limit, set S2-6 to on. Turn the
power on and adjust the WFS/Amps and Volts/Trim
knobs to the desired lower limits. Note: You will not
be able to adjust the lower limit outside of the minimum and maximum wire feed speed of the Wire
Drive, nor above the upper limit. Turn the system
power off. Return S2-6 to off.
To adjust the upper limit, set S2-7 to on. Turn the
power on and adjust the WFS/Amps and Volts/Trim
knobs to the desired upper limits. Note: You will not
be able to adjust the upper limit outside of the minimum and maximum wire feed speed of the Wire
Drive, nor below the lower limit. Turn the system
power off. Return S2-7 to off.
If a Dual Procedure panel is installed, repeat the
above procedure with the Procedure B selected.
When done, attach the Control/Display panel to the
Control Box. The machine is now ready for normal
operation with the new limits.
CONTROL BOX -- USING OPERATING LIMITS
Once set, limits apply to all weld modes. Limiting
Procedure A to 200 to 300 inches per minute, for
example, limits the ability of the operator to adjust his
WFS in pulse, CV and FCAW weld modes. Limiting
the Volts to 23.0 to 24.5 would limit the ability of the
operator to adjust his Volts in synergic and non-synergic CV modes. Procedure B could be set up with
different limits. Limits are absolute -- they will override values stored in the memories. Note that limits
do not apply to set up parameters, such a Preflow
and Arc Control.
OPERATION WITH PREVIOUS
SOFTWARE VERSION
The operation of the previous Control Box software
version (S24004-2) is different than described earlier
in this section. The differences are as follows:
• The Memory/Dual Procedure panel is not a valid
option.
• The MX (K1542-1) and MSP (K1542-8) are are
used in place of the MX2 and MSP2 options.
• Limits cannot be set.
The key difference in the MX/MSP panels, compared
to the MX2/MSP2 panels, is the Spot function. In the
old software, a 0.1 to 2.5 second Spot function was
available on these two panels. No Crater function
was available (Crater replaced Spot in the graphics
on these two panels).
An upgrade kit is available to change the software
from S24004-2 to the latest version of Control Box
software. Once the upgrade is done, the Dual
Procedure/ Memory panel becomes a valid option,
limits can be set, and Spot is replaced by Crater.
POWER WAVE 455/POWER FEED 10
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 49

SECTION D-1
MAINTENANCE
SECTION D-1
POWER WAVE 455/POWER FEED 10
TABLE OF CONTENTS
-MAINTENANCE SECTION-
Maintenance............................................................................................................................................. Section D
Safety Precautions............................................................................................................................. D-2
Routine Maintenance......................................................................................................................... D-2
Power Wave................................................................................................................................ D-2
Wire Feeder................................................................................................................................. D-2
Periodic Maintenance ........................................................................................................................ D-2
Wire Drive Motor and Gearbox.................................................................................................... D-2
Gun and Cable Maintenance....................................................................................................... D-2
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 50

D-2
MAINTENANCE
D-2
SAFETY PRECAUTIONS
ELECTRIC SHOCK
can kill.
• Do not touch electrically live parts
such as output terminals or internal
wiring.
• Only qualified personnel should
perform maintenance work.
Observe all additional Safety Guidelines detailed
throughout this manual.
-----------------------------------------------------------
ROUTINE MAINTENANCE
POWER WAVE
Routine maintenance consists of periodically blowing
out the machine, using a low pressure airstream, to
remove accumulated dust and dirt from the intake
and outlet louvers and the cooling channels in the
machine.
WIRE FEEDER
DRIVE ROLLS AND GUIDE TUBES
After feeding every coil of wire, inspect the drive roll
section. Clean as necessary. Do not use a solvent
for cleaning the drive rolls because it may wash the
lubricant out of the bearing. The drive rolls and Inner
Wire Guides are stamped with the wire sizes they will
feed. If a wire size other than that stamped on the
roll(s) is to be used, the roll(s) and Inner Wire Guides
must be changed.
All drive rolls have two identical grooves. The rolls
may be flipped over to use the other groove.
See
Procedure to Install Drive Rolls and Wire
Guides
in the
Operation
section for roll changing
instructions.
WIRE REEL MOUNTING - READI-REELS AND
10 THROUGH 30 LB (4.5-14 KG) SPOOLS
No routine maintenance required. Do not lubricate
2 in. (51 mm) spindle.
AVOIDING WIRE FEEDING PROBLEMS
Wire feeding problems can be avoided by observing
the following gun handling and feeder set up procedures:
a. Do not kink or pull cable around sharp cor -
ners.
b. Keep the electrode cable as straight as pos-
sible when welding or loading electrode
through cable.
c. Do not allow dolly wheels or trucks to run
over cables.
d. Keep cable clean by following maintenance
instructions.
e. Use only clean, rust-free electrode. The
Lincoln electrodes have proper surface lubrication.
f. Replace contact tip when the arc starts to
become unstable or the contact tip end is
fused or deformed.
g. Do not use excessive wire spindle brake set-
tings.
h. Use proper drive rolls, wire guides and drive
roll pressure settings.
PERIODIC MAINTENANCE
WIRE DRIVE MOTOR AND GEARBOX
Every year inspect the gearbox and coat the gear
teeth with grease. Do not use graphite grease.
Refer to the
Troubleshooting
section for disassem-
bly of Drive Motor and Wire Feed Assembly.
GUN AND CABLE MAINTENANCE
See appropriate
Operator’s Manual.
POWER WAVE 455/POWER FEED 10
WARNING
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 51

SECTION E-1
THEORY OF OPERATION
SECTION E-1
POWER WAVE 455/POWER FEED 10
TABLE OF CONTENTS
-THEORY OF OPERATION SECTION-
Theory of Operation ................................................................................................................................. Section E
Modular Inverter Based Welding System........................................................................................... E-2
System Diagram A............................................................................................................................. E-2
System Diagram B............................................................................................................................. E-3
System Diagram C............................................................................................................................. E-4
Power Source General Description.................................................................................................... E-5
Input Voltage and Precharge............................................................................................................. E-5
Switch Boards and Main Transformer................................................................................................ E-6
Control Board..................................................................................................................................... E-7
Output Rectifier and Choke................................................................................................................ E-8
Thermal Protection............................................................................................................................. E-9
Protective Circuits.............................................................................................................................. E-9
Over Current Protection..................................................................................................................... E-9
Under/Over Voltage Protection.......................................................................................................... E-9
Insulated Gate Bipolar Transistor (IGBT) Operation.......................................................................... E-10
Pulse Width Modulation..................................................................................................................... E-11
Minimum Output.......................................................................................................................... E-11
Maximum Output......................................................................................................................... E-11
Control Box (User Interface).............................................................................................................. E-12
Power Feed 10 Feed Head................................................................................................................ E-13
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 52

E-2
THEORY OF OPERATION
E-2
POWER WAVE 455/POWER FEED 10
specific requirements and also locate and
identify each piece of equipment for maximum efficiency and ease of operation.
SYSTEM DIAGRAM A
This basic system utilizes two physical
pieces of equipment. Refer to Figure E.1.
The power source (Power Wave 455) and
the combination Control Box and wire drive
(Power Feed 10) are the two circuit elements. Note the Control Box (user interface) is attached to, and internally connected to, the wire drive unit.
The communication cable is depicted by the
heavy black connector line. PC board
power, communications and intelligence
between the power source and the combination wire drive/control box unit are conveyed through this cable.
MODULAR INVERTER
BASED WELDING SYSTEM
The Welding Network is an assembly of
welding equipment joined together by a
common network communication cable.
These individual welding components consist of a power source (Power Wave 455), a
user interface (Power Feed 10 Control Box)
and a modular wire drive (Power Feed 10
Wire Drive). Each discrete element in the
system is designed to “talk” with the other
system components so that all information
is shared and the entire system is in sync.
This communication and shared information
network lays the groundwork for a system
with superior welding performance and
capabilities.
The equipment can be connected together
in a daisy-chain fashion. Lincoln customers
can configure a system to meet their
FIGURE E.1 — SYSTEM DIAGRAM A.
POWER
SOURCE
CONTROL BOX
(USER INTERFACE)
WIRE DRIVE
INTERNAL
CONNECTION
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 53

E-3
THEORY OF OPERATION
E-3
POWER WAVE 455/POWER FEED 10
The communication cable is depicted by the
heavy black connector line. PC board
power, communications and intelligence
between the wire drive and combination
power source/Control Box unit are conveyed through this cable.
SYSTEM DIAGRAM B
This system utilizes two physical pieces of
equipment. Refer to Figure E.2. The combination Control Box (user interface) and
power source (Power Wave 455) make up
one of the circuit elements. This combination unit is coupled to the wire drive module
(Power Feed 10). Note the Control Box is
attached to and internally connected to the
power source.
FIGURE E.2 — SYSTEM DIAGRAM B.
CONTROL
BOX
(USER
INTERFACE)
POWER
SOURCE
INTERNAL
CONNECTION
WIRE DRIVE
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 54

E-4
THEORY OF OPERATION
E-4
POWER WAVE 455/POWER FEED 10
cables. All PC board power, communications and intelligence are transmitted via the
two cables.
This component configuration might be
used if the wire drive unit was mounted on a
boom and the Control Box located remotely
from the power source.
SYSTEM DIAGRAM C
The power source (Power Wave 455), the
Control Box (user interface) and the wire
drive (Power Feed 10) are the three discrete and physically separate circuit components employed in this configuration. Refer
to Figure E.3. The three elements are daisychained together via the communication
FIGURE E.3 — SYSTEM DIAGRAM C.
POWER
SOURCE
CONTROL BOX
(USER
INTERFACE)
WIRE DRIVE
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 55

E-5
THEORY OF OPERATION
E-5
POWER WAVE 455/POWER FEED 10
voltage developed by the No. 2 auxiliary
transformer is applied to the 115 VAC
receptacle.
The 65 VDC produced from the power
board rectifier is utilized by the power board
to provide various DC voltages for the control board and wire feeder.
The two phases which are connected to the
input board, through the power switch, are
connected to the input rectifier. During
precharge or “soft start” these two phases
are current limited by the input board. This
AC input voltage is rectified, and the resultant DC voltage is applied through the
reconnect switches to the input capacitors
located on the switch boards. The control
board monitors the voltage across the
capacitors. When the capacitors have
charged to an acceptable level, the control
board signals the input board to energize
the main input contactor making all three
phases of input power, without current limiting, available to the input capacitors. At
this point, the Power Wave 455 is in the
“Run Mode” of operation. If the capacitors
become under or overvoltage, the control
board will signal the input board to deenergize the main input contactor, and the
Power Wave 455 will be disabled.
POWER SOURCE
GENERAL DESCRIPTION
The Power Wave 455 is an inverter based
welding power source that is designed to be
part of a modular, multi-process welding
system. It is a high performance, digitally
controlled inverter capable of complex,
high-speed waveform control. With the
appropriate modular components it can support constant current, constant voltage and
pulse welding processes. The output rating
is 450 amps at 38 volts with a 100% duty
cycle.
INPUT VOLTAGE AND
PRECHARGE
The Power Wave 455 can be connected for
a variety of three phase voltages. Refer to
Figure E.4. The initial input power is
applied to the Power Wave 455 through a
line switch located on the front of the
machine. Two phases of the three-phase
input power is applied to the input board
and both auxiliary transformers. The various secondary voltages developed by the
#1 auxiliary transformer are applied to the
input board, the power board rectifier and
the fan motor. The 115 VAC secondary
FIGURE E.4 — INPUT VOLTAGE AND RECHARGE.
INPUT
CONTACTOR
INPUT
RECTIFIER
R
E
C
O
N
N
E
C
T
CONTROL BOARD
RIGHT
SWITCH
BOARD
LEFT
SWITCH
BOARD
MAIN
TRANSFORMER
CURRENT
SENSOR
CHOKE
OUTPUT
TERMINAL
OUTPUT
TERMINAL
POWER
BOARD
115VAC
RECEPTACLE
P
O
W
E
R
S
W
I
T
C
H
I
N
P
U
T
B
O
A
R
D
FAN
MOTOR
AUX.
TRANS.
AUX.
TRANS.
RECTIFIER
AUX.
RECONNECT
PRIMARY
CURRENT
SENSOR
WIRE FEEDER
RECEPTACLE
RS232
CONN.
THERMOSTATS
STATUS
LIGHT
THERMAL
LIGHT
CURRENT FEEDBACK
VOLTAGE FEEDBACK
65VDC
40VDC
CONTROL SIGNALS
PWM
CAPACITOR
VOLTAGE
FEEDBACK
PWM
DRIVE
VOLTAGE
SENSE
RECEPTACLE
#1
#2
S
W
I
T
C
H
DRIVE
FEEDBACK
VOLTAGE
CAPACITOR
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 56

E-6
THEORY OF OPERATION
E-6
POWER WAVE 455/POWER FEED 10
Each switch board feeds current to a separate, oppositely wound primary winding of
the main transformer. The reverse directions of current flow through the main transformer primaries and the offset timing of the
IGBT switch boards induce an AC square
wave output signal at the secondary of the
main transformer. These primary currents
are monitored by the current transformer
(CT). If the primary currents become abnormally high, the control board will shut off the
IGBTs, thus disabling machine output. The
DC current flow through each primary winding is clamped back to each respective
input capacitor when the IGBTs are turned
off. This is needed due to the inductance of
the transformer primary winding. The firing
of the two switch boards occurs during
halves of a 50 microsecond interval, creating a constant 20 kHz output.
SWITCH BOARDS AND
MAIN TRANSFORMER
There are two switch boards in the Power
Wave 455, each containing an input capacitor and insulated gate bipolar transistor
(IGBT) switching circuitry. Refer to Figure
E.5. When the machine reconnect switches
are configured for a lower input voltage
(below 300 VAC) the input capacitors are
connected in parallel. When the machine is
configured for higher input voltages (300
VAC and above) the input capacitors are
connected in series.
When the input capacitors are fully charged
they act as power supplies for the IGBT
switching circuit. The Insulated Gate
Bipolar Transistors switch the DC power,
from the input capacitors, “on and off” thus
supplying pulsed DC current to the main
transformer primary windings. See
IGBT
Operation Discussion and Diagrams
in
this section.
FIGURE E.5 — SWITCH BOARDS AND MAIN TRANSFORMER.
INPUT
CONTACTOR
INPUT
RECTIFIER
R
E
C
O
N
N
E
C
T
CONTROL BOARD
RIGHT
SWITCH
BOARD
LEFT
SWITCH
BOARD
MAIN
TRANSFORMER
CURRENT
SENSOR
CHOKE
OUTPUT
TERMINAL
OUTPUT
TERMINAL
POWER
BOARD
115VAC
RECEPTACLE
P
O
W
E
R
S
W
I
T
C
H
I
N
P
U
T
B
O
A
R
D
FAN
MOTOR
AUX.
TRANS.
AUX.
TRANS.
RECTIFIER
AUX.
RECONNECT
PRIMARY
CURRENT
SENSOR
WIRE FEEDER
RECEPTACLE
RS232
CONN.
THERMOSTATS
STATUS
LIGHT
THERMAL
LIGHT
CURRENT FEEDBACK
VOLTAGE FEEDBACK
65VDC
40VDC
CONTROL SIGNALS
PWM
DRIVE
CAPACITOR
VOLTAGE
FEEDBACK
CAPACITOR
VOLTAGE
FEEDBACK
PWM
DRIVE
VOLTAGE
SENSE
RECEPTACLE
#1
#2
S
W
I
T
C
H
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 57

E-7
THEORY OF OPERATION
E-7
POWER WAVE 455/POWER FEED 10
pulse width modulation (PWM) signal (See
Pulse Width Modulation
in this section) is
sent to the switch board IGBTs. In this
manner, the digitally controlled high-speed
welding waveform is created.
The control board also monitors the thermostats, main transformer primary current,
and capacitor voltage, and activates either
the thermal light and/or the status light.
Dependent upon the fault situation, the control board will either disable or reduce
machine output, or de-energize the main
input contactor.
CONTROL BOARD
The control board performs the primary
interfacing functions to establish and maintain output control of the Power Wave 455.
Refer to Figure E.6. The control board
sends and receives digital command information through the wire feeder receptacle
and or the RS232 connector. The software
that is contained within the control board
processes and compares these commands
with the voltage and current feedback information it receives from the current sensor
and voltage sensing leads. The appropriate
FIGURE E.6 — CONTROL BOARD.
INPUT
CONTACTOR
INPUT
RECTIFIER
R
E
C
O
N
N
E
C
T
CONTROL BOARD
RIGHT
SWITCH
BOARD
LEFT
SWITCH
BOARD
MAIN
TRANSFORMER
CURRENT
SENSOR
CHOKE
OUTPUT
TERMINAL
OUTPUT
TERMINAL
POWER
BOARD
115VAC
RECEPTACLE
P
O
W
E
R
S
W
I
T
C
H
I
N
P
U
T
B
O
A
R
D
FAN
MOTOR
AUX.
TRANS.
AUX.
TRANS.
RECTIFIER
AUX.
RECONNECT
PRIMARY
CURRENT
SENSOR
WIRE FEEDER
RECEPTACLE
RS232
CONN.
THERMOSTATS
STATUS
LIGHT
THERMAL
LIGHT
CURRENT FEEDBACK
VOLTAGE FEEDBACK
65VDC
40VDC
CONTROL SIGNALS
PWM
DRIVE
CAPACITOR
VOLTAGE
FEEDBACK
CAPACITOR
VOLTAGE
FEEDBACK
PWM
DRIVE
VOLTAGE
SENSE
RECEPTACLE
#1
#2
S
W
I
T
C
H
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 58

E-8
THEORY OF OPERATION
E-8
POWER WAVE 455/POWER FEED 10
rectifies it to a DC voltage level. Since the
output choke is in series with the negative
leg of the output rectifier and also in series
with the welding load, a filtered DC output is
applied to the machine output terminals.
Refer to Figure E.7.
OUTPUT RECTIFIER
AND CHOKE
The output rectifier receives the AC output
from the main transformer secondary and
FIGURE E.7 — OUTPUT RECTIFIER AND CHOKE.
INPUT
CONTACTOR
INPUT
RECTIFIER
R
E
C
O
N
N
E
C
T
CONTROL BOARD
RIGHT
SWITCH
BOARD
LEFT
SWITCH
BOARD
MAIN
TRANSFORMER
CURRENT
SENSOR
CHOKE
OUTPUT
TERMINAL
OUTPUT
TERMINAL
POWER
BOARD
115VAC
RECEPTACLE
P
O
W
E
R
S
W
I
T
C
H
I
N
P
U
T
B
O
A
R
D
FAN
MOTOR
AUX.
TRANS.
AUX.
TRANS.
RECTIFIER
AUX.
RECONNECT
PRIMARY
CURRENT
SENSOR
WIRE FEEDER
RECEPTACLE
RS232
CONN.
THERMOSTATS
STATUS
LIGHT
THERMAL
LIGHT
CURRENT FEEDBACK
VOLTAGE FEEDBACK
65VDC
40VDC
CONTROL SIGNALS
PWM
DRIVE
CAPACITOR
VOLTAGE
FEEDBACK
CAPACITOR
VOLTAGE
FEEDBACK
PWM
DRIVE
VOLTAGE
SENSE
RECEPTACLE
#1
#2
S
W
I
T
C
H
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 59

E-9
THEORY OF OPERATION
E-9
POWER WAVE 455/POWER FEED 10
OVER CURRENT
PROTECTION
If the average current exceeds 590 amps,
then the peak current will be limited to 100
amps until the average current decreases to
under 50 amps.
UNDER/OVER VOLTAGE
PROTECTION
A protective circuit is included on the
control board to monitor the voltage across
the input capacitors. In the event that a
capacitor voltage is too high, or too low, the
protection circuit will de-energize the input
contactor. Machine output will be disabled
and the “soft start” mode will be repeated.
The protection circuit will prevent output if
any of the following circumstances occur.
1. Capacitor conditioning is required.
(May be required if machine has been
off for a long period of time and is connected for high input voltage operation.)
2. Voltage across a capacitor exceeds
390 volts. (High line surges or improper input voltage connections.)
3. Voltage across a capacitor is under 70
volts. (Due to improper input voltage
connections.)
4. Internal component damage.
THERMAL PROTECTION
Two normally closed (NC) thermostats protect the machine from excessive operating
temperatures. These thermostats are wired
in series and are connected to the control
board. One of the thermostats is located on
the heat sink of the output rectifier and the
other is located near the fan. (On later production machines this thermostat is located
on the output choke) Excessive temperatures may be caused by a lack of cooling air
or operating the machine beyond its duty
cycle or output rating. If excessive operating temperatures should occur, the thermostats will prevent output from the
machine. The yellow thermal light, located
on the front of the machine, will be illuminated. The thermostats are self-resetting once
the machine cools sufficiently. If the thermostat shutdown was caused by excessive
output or duty cycle and the fan is operating
normally, the power switch may be left on
and the reset should occur within a 15minute period. If the fan is not turning or
the air intake louvers are obstructed, then
the power must be removed from the
machine, and the fan problem or air
obstruction corrected. On later production
machines (above code 10500) the cooling
fan runs only when necessary. The F.A.N.
(fan as needed) system is controlled by the
control board via a solid state relay.
PROTECTIVE CIRCUITS
Protective circuits are designed into the
Power Wave 455 to sense trouble and shut
down the machine before damage occurs to
the machine's internal components.
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 60

E-10
THEORY OF OPERATION
E-10
POWER WAVE 455/POWER FEED 10
connected to the source. The circuit is
turned OFF like a light switch.
Example B shows the IGBT in an active
mode. When the gate signal , a positive DC
voltage relative to the source, is applied to
the gate terminal of the IGBT, it is capable
of conducting current. A voltage supply connected to the drain terminal will allow the
IGBT to conduct and supply current to the
circuit components coupled to the source.
Current will flow through the conducting
IGBT to downstream components as long
as the positive gate signal is present. This is
similar to turning ON a light switch.
INSULATED GATE BIPOLAR
TRANSISTOR (IGBT)
OPERATION
An IGBT is a type of transistor. IGBT are
semiconductors well suited for high frequency switching and high current applications.
Example A in Figure E.8 shows an IGBT in
passive mode. There is no gate signal, zero
volts relative to the source, and therefore,
no current flow. The drain terminal of the
IGBT may be connected to a voltage supply; but since there is no conduction, the circuit will not supply current to components
FIGURE E.8 — IGBT OPERATION.
DRAIN
SOURCE
GATE
A. PASSIVE
B. ACTIVE
BODY REGION
DRAIN DRIFT REGION
BUFFER LAYER
INJECTING LAYER
DRAIN
SOURCE
GATE
BODY REGION
DRAIN DRIFT REGION
BUFFER LAYER
INJECTING LAYER
n+ n+
P
n-
n+
P+
n+ n+
P
n-
n+
P+
POSITIVE
VOLTAGE
APPLIED
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 61

E-11
THEORY OF OPERATION
E-11
POWER WAVE 455/POWER FEED 10
microsecond. The negative portion is the
other IGBT group1. The dwell time (off time)
is 48 microseconds (both IGBT groups off).
Since only two microseconds of the 50microsecond time period is devoted to conducting, the output power is minimized.
MAXIMUM OUTPUT
By holding the gate signal on for 24
microseconds each, and allowing only two
microseconds of dwell time (off time) during
the 50-microsecond cycle, the output is
maximized. The darkened area under the
top curve can be compared to the area
under the bottom curve. The more dark
area that is under the curve indicates that
more power is present.
1
An IGBT group consists of two IGBT
modules feeding one transformer primary
winding.
PULSE WIDTH
MODULATION
The term Pulse Width Modulation is used to
describe how much time is devoted to conduction in the positive and negative portions
of the cycle. Changing the pulse width is
known as modulation. Pulse Width
Modulation (PWM) is the varying of the
pulse width over the allowed range of a
cycle to affect the output of the machine.
MINIMUM OUTPUT
By controlling the duration of the gate signal, the IGBT is turned on and off for different durations during the cycle. The top
drawing in Figure E.9 shows the minimum
output signal possible over a 50-microsecond time period.
The positive portion of the signal represents
one IGBT group1conducting for one
FIGURE E.9 — TYPICAL IGBT OUTPUTS.
(+)
1 µsec
48 µsec
50 µsec
1 µsec
(-)
(+)
(-)
2 µsec
24 µsec
50 µsec
24 µsec
MINIMUM OUTPUT
MAXIMUM OUTPUT
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 62

E-12
THEORY OF OPERATION
E-12
POWER WAVE 455/POWER FEED 10
In addition to the large and smaller size
options, there is a Display Panel which is
standard on the Control Box unit. The
Display Panel, typically installed in the
upper position of the Control Box assembly,
houses the encoder controls and the STATUS LED. The controls are used to adjust
the wire feed speed, current, voltage and
trim parameters. The STATUS LED is
designed to blink a red and green code if a
fault should occur.
The internal Network Connector is used
when the Control Box is mounted on either
the power source or the wire drive units.
See
System Diagram A
and
System
Diagram B
in this section.
The optional Network Input and Output
receptacles are utilized when the Control
Box assembly is mounted independently
from both the wire drive and power source.
See
System Diagram C
in this section.
There are two DIP switch banks located on
the motherboard. They are labeled S1 and
S2 and are used to set display, trigger,
acceleration and run in functions.
CONTROL BOX
(USER INTERFACE)
The system Control Box is the main entry
point for all system parameters, and from it
the user can control both power source and
wire feeder functions. Refer to Figure E.10.
The user interface motherboard is the heart
of the Control Box. Dependent upon the
option panels and the information received
through the network cable, it directs the
entire system as to the options, wire feed
speed, and weld cycle requirements and
parameters.
The options are divided into two physical
size categories. The smaller option, typically installed in the middle section of the control box, is dedicated to dual procedure,
head selection, and memory related functions. The larger, or bottom section, is
reserved for control of the setup functions
for the power source (Power Wave 455)
and wire drive (Power Feeder 10) such as
mode, arc control, run in and timer set up.
FIGURE E.10 — CONTROL BOX (USER INTERFACE).
SMALL
PANEL
OPTIONS
LARGE
PANEL
OPTIONS
AMPHENOL-OUTPUT
NETWORK RECEPTACLE
(OPTIONAL)
AMPHENOL-INPUT
NETWORK RECEPTACLE
(OPTIONAL)
NETWORK
CONNECTOR
(INTERNAL)
DIP
SWITCHES
STATUS
LED
DISPLAY AND
ENCODER PANEL
(STANDARD)
USER
INTERFACE
MOTHER-
BOARD
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 63

E-13
THEORY OF OPERATION
E-13
POWER WAVE 455/POWER FEED 10
the correct commands are transmitted to
the feed drive. The feed drive control board
then sends the signals to energize the
active components such as the solenoid
and wire drive motor. The tach feedback
signal is processed on the control board
which regulates the motor armature voltage
so as to maintain the required wire feed
speed.
When the gun trigger is pulled, the voltage
sense board relays the electrode sense signal to the input network receptacle for processing by the Control Box.
The optional shutdown feature can be
implemented as a means of stopping the
wire feeding in the event that the water
cooler (if used) is not turned on.
The STATUS LED is designed to blink a red
and green code if a fault should occur.
There is one DIP switch bank located on the
wire drive control board. It is labeled S1
and is used to set gear ratios, arc polarity,
and for network identification purposes.
POWER FEED 10
FEED HEAD
The Power Feed 10 is a four roll, high performance, digitally controlled, modular wire
feeder that operates on 40 VDC input
power. It is designed to be part of a modular, multi-process welding system. Refer to
Figure E.11.
Network communications, intelligence, PC
board input power, and arc voltage feedback is received and transmitted through
the input network receptacle. The internal
network connector plug is utilized when the
Control Box is mounted directly to the wire
drive unit. See
System Diagram A
in this
section. The optional network output receptacle is used when the system components
are connected in a daisy-chain fashion.
The feed drive control board processes the
information it receives from the various user
operated switches such as the gun trigger,
2-step/4-step, and cold inch switches and
sends this information to other system components. This information is evaluated and
FIGURE E.11 — POWER FEED 10 FEED HEAD.
CONTROL BOARD
LEAD #67A
VOLTAGE
SENSE
LEAD #67
DRIVE
MOTOR
GEAR BOX
AND
CONDUCTOR
BLOCK
TACH
FEEDBACK
STATUS LED
2-STEP/
4-STEP
GUN TRIGGER AND
DUAL PROCEDURE
RECEPTACLE
TO POWER
SOURCE OR
CONTROL
BOX
DIP SWITCH
INPUT
NETWORK
RECEPTACLE
NETWORK
CONNECTOR
(INTERNAL)
COLD
INCH/
GAS
PURGE
GAS
SOLENOID
NETWORK
OUTPUT
RECEPTACLE
(OPTIONAL)
SHUTDOWN
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 64

E-14
NOTES
POWER WAVE 455/POWER FEED 10
E-14
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 65

TROUBLESHOOTING AND REPAIR
POWER WAVE 455/POWER FEED 10
SECTION F-1SECTION F-1
TABLE OF CONTENTS
-TROUBLESHOOTING AND REPAIR SECTION-
Troubleshooting and Repair . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Section F
How to Use Troubleshooting Guide . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . F-2
PC Board Troubleshooting Procedures . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . F-3
Troubleshooting Guide . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . F-5
Power Wave . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . F-5
Power Feed . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . F-13
Power Wave 455 Control Board LED Definitions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . F-22
Test Procedures . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . F-23
Input Filter Capacitor Discharge Procedure . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . F-23
Switch Board Test . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . F-25
Output Rectifier Test . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . F-29
Input Rectifier Test . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . F-31
Input Contactor Test . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . F-35
Auxiliary Transformer No. 2 Test . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . F-37
Auxiliary Transformer No. 1 Test . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . F-39
Power Board Test . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . F-43
Current Transducer Test . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . F-47
Drive Motor Test . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . F-51
Tach Feedback Test . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . F-53
Voltage Sense PC Board Test . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . F-55
Dual Encoder PC Board Test . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . F-57
Control Cable Continuity Test . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . F-59
Component Replacement Procedures . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . F-61
Gas Solenoid Removal and Replacement . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . F-61
Wire Feeder Control Board Removal And Replacement . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . F-63
Tach (Hall Effect) Assembly Removal and Replacement . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . F-65
Gear Box and Drive Motor Removal and Replacement . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . F-67
Switch Board and Filter Capacitor Removal and Replacement . . . . . . . . . . . . . . . . . . . . . . . . . F-71
Meter Accuracy Check . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . F-74
Control or Power Board Removal and Replacement . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . F-75
Auxiliary Transformer No. 1 Removal and Replacement Procedure . . . . . . . . . . . . . . . . . . . . . F-79
Main Input Contactor Removal and Replacement . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . F-83
Input Rectifier Removal and Replacement . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . F-87
Output Rectifier and Module Removal and Replacement . . . . . . . . . . . . . . . . . . . . . . . . . . . . . F-89
Troubleshooting Flowcharts . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . F-93
Power Source Error Interpretation Guide . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . F-93
Performance Troubleshooting Guide . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . F-94
Functional Troubleshooting Guide . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . F-95
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 66

POWER WAVE 455/POWER FEED 10
F-2
TROUBLESHOOTING AND REPAIR
F-2
This Troubleshooting Guide is provided to
help you locate and repair possible machine
malfunctions. Simply follow the three-step
procedure listed below.
Step 1. LOCATE PROBLEM (SYMPTOM).
Look under the column labeled “PROBLEM
(SYMPTOMS)”. This column describes
possible symptoms that the machine may
exhibit. Find the listing that best describes
the symptom that the machine is exhibiting.
Symptoms are grouped into the following
categories: function problems, feeding problems, and welding problems.
Step 2. PERFORM EXTERNAL TESTS.
The second column labeled “POSSIBLE
AREAS OF MISADJUSTMENT(S)” lists the
obvious external possibilities that may contribute to the machine symptom. Perform
these tests/checks in the order listed. In
general, these tests can be conducted without removing the case wrap-around cover.
Step 3. RECOMMENDED COURSE OF
ACTION.
The last column labeled “RECOMMENDED
COURSE OF ACTION” lists the most likely
components that may have failed in your
machine. It also specifies the appropriate
test procedure to verify that the subject
component is either good or bad. If there
are a number of possible components,
check the components in the order listed to
eliminate one possibility at a time until you
locate the cause of your problem.
All of the referenced test procedures
referred to in the Troubleshooting Guide are
described in detail at the end of this chapter. Refer to the Troubleshooting and Repair
Table of Contents to locate each specific
Test Procedure. All of the specified test
points, components, terminal strips, etc. can
be found on the referenced electrical wiring
diagrams and schematics. Refer to the
Electrical Diagrams Section Table of
Contents to locate the appropriate diagram.
HOW TO USE TROUBLESHOOTING GUIDE
Service and Repair should only be performed by Lincoln Electric Factory Trained
Personnel. Unauthorized repairs performed on this equipment may result in danger to
the technician and machine operator and will invalidate your factory warranty. For your
safety and to avoid electrical shock, please observe all safety notes and precautions
detailed throughout this manual.
---------------------------------------------------------------------------------------------------------
WARNING
CAUTION
If for any reason you do not understand the test procedures or are unable to perform the
tests/repairs safely, contact the Lincoln Electric Service Department for technical
troubleshooting assistance before you proceed. Call 216-383-2531 or 1-800-833-9353.
---------------------------------------------------------------------------------------------------------
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 67

F-3
TROUBLESHOOTING AND REPAIR
F-3
ELECTRIC SHOCK
can kill.
Have an electrician install
and service this equipment.
Turn the input power OFF
at the fuse box before
working on equipment. Do
not touch electrically hot
parts.
-------------------------------------------------
Sometimes machine failures appear to be
due to PC board failures. These problems
can sometimes be traced to poor electrical
connections. To avoid problems when troubleshooting and replacing PC boards,
please use the following procedure:
-------------------------------------------------
1. Determine to the best of your technical
ability that the PC board is the most
likely component causing the failure
symptom.
2. Check for loose connections at the PC
board to assure that the PC board is
properly connected.
3. If the problem persists, replace the suspect PC board using standard practices
to avoid static electrical damage and
electrical shock. Read the warning
inside the static resistant bag and perform the following procedures:
PC board can be
damaged by static
electricity.
- Remove your body’s
static charge before
opening the staticshielding bag. Wear an
anti-static wrist strap.
For safety, use a 1 Meg
ohm resistive cord connected to a grounded
part of the equipment
frame.
- If you don’t have a
wrist strap, touch an unpainted, grounded,
part of the equipment frame. Keep touching
the frame to prevent static build-up. Be sure
not to touch any electrically live parts at the
same time.
- Tools which come in contact with the PC
board must be either conductive, anti-static
or static-dissipative.
- Remove the PC board from the staticshielding bag and place it directly into the
equipment. Don’t set the PC board on or
near paper, plastic or cloth which could
have a static charge. If the PC board cannot
be installed immediately, put it back in the
static-shielding bag.
- If the PC board uses protective shorting
jumpers, don’t remove them until installation
is complete.
- If you return a PC board to the Lincoln
Electric Company for credit, it must be in
the static-shielding bag. This will prevent
further damage and allow proper failure
analysis.
POWER WAVE 455/POWER FEED 10
PC BOARD TROUBLESHOOTING PROCEDURES
WARNING
CAUTION
ATTENTION
Static-Sensitive
Devices
Handle only at
Static-Safe
Workstations
Reusable
Container
Do Not Destroy
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 68

F-4
TROUBLESHOOTING AND REPAIR
F-4
4. Test the machine to determine if the
failure symptom has been corrected by
the replacement PC board.
NOTE: It is desirable to have a spare
(known good) PC board available for PC
board troubleshooting.
NOTE: Allow the machine to heat up so
that all electrical components can reach
their operating temperature.
5. Remove the replacement PC board and
substitute it with the original PC board
to recreate the original problem.
NOTE: Do not substitute boards that show
physical damage.
a. If the original problem does not reap-
pear by substituting the original
board, then the PC board was not
the problem. Continue to look for
bad connections in the control wiring
harness, junction blocks, and terminal strips.
b. If the original problem is recreated
by the substitution of the original
board, then the PC board was the
problem. Reinstall the replacement
PC board and test the machine.
6. Always indicate that this procedure was
followed when warranty reports are to
be submitted.
NOTE: Following this procedure and writing
on the warranty report, “INSTALLED AND
SWITCHED PC BOARDS TO VERIFY
PROBLEM,” will help avoid denial of legitimate PC board warranty claims.
POWER WAVE 455/POWER FEED 10
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 69

F-5
TROUBLESHOOTING AND REPAIR
F-5
POWER WAVE 455/POWER FEED 10
TROUBLESHOOTING GUIDE
POWER WAVE
Observe all Safety Guidelines detailed throughout this manual.
CAUTION
PROBLEMS
(SYMPTOMS)
POSSIBLE AREAS OF
MISADJUSTMENT(S)
RECOMMENDED
COURSE OF ACTION
Major physical or electrical damage is evident when the sheet
metal cover(s) are removed.
The machine is dead -- no output -no fan -- no LEDs.
The main input fuses (or breaker) repeatedly fail.
1. Contact your local authorized
Lincoln Electric Field Service
Facility for technical assistance.
1. Make certain the input power
switch SW1 is in the ON position.
2. Check the main input fuses. If
open, replace.
3. Check the 6 amp circuit breaker
(CB4). Reset if tripped.
4. Make certain the reconnect
panel is configured correctly for
the applied input voltage.
1. Make certain the fuses or breakers are properly sized.
2. Make certain the reconnect
panel is configured properly for
the applied input voltage.
3. The welding procedure may be
drawing too much input current
or the duty cycle may be too
high. Reduce the welding current and/or reduce the duty
cycle.
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely, contact the Lincoln Electric
Service Department for technical troubleshooting assistance before you proceed. Call 216-383-2531 or 1-800-833-9353.
-----------------------------------------------------------------------------------------------------------------------------
1. Contact the Lincoln Electric
Service Department, 216-3832531 or 1-800-833-9353
(WELD).
1. Check the input power switch
(SW1) for proper operation.
Also check the associated leads
for loose or faulty connections.
See wiring diagram.
2. Check CB4 for proper operation.
3. Perform the
T1 Auxiliary
Transformer Test.
4. Perform the
Power Board Test.
1. Check the reconnect switches
and associated wiring. See
wiring diagram.
2. Perform the
Input Rectifier
Test.
3. Perform the
Switch Board
Test.
OUTPUT PROBLEMS
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 70

F-6
TROUBLESHOOTING AND REPAIR
F-6
POWER WAVE 455/POWER FEED 10
POWER WAVE
Observe all Safety Guidelines detailed throughout this manual.
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely, contact the Lincoln Electric
Service Department for technical troubleshooting assistance before you proceed. Call 216-383-2531 or 1-800-833-9353.
-----------------------------------------------------------------------------------------------------------------------------
CAUTION
PROBLEMS
(SYMPTOMS)
POSSIBLE AREAS OF
MISADJUSTMENT(S)
RECOMMENDED
COURSE OF ACTION
The Power Wave has no output -the fan is running -- a “clicking”
sound may be heard coming from
the machine. The main contactor
CR1 is not “pulling in”. If the
STATUS LED is not steady green,
see
LED Code Table.
The fan runs slow or intermittently
-- low or no weld output.
1. Turn the input power OFF
immediately.
2. Make certain the reconnect
panel is configured correctly for
the applied input voltage.
3. If the machine is connected for
380 VAC or higher and has not
been used for a long period of
time, the capacitors may require
“conditioning”. Let the Power
Wave 455 run at an idle state
for 30 minutes.
1. Make certain the reconnect
panel is configured correctly.
1. Perform the
T1 Auxiliary
Transformer Test.
2. Perform the
Main Contactor
Test.
3. Perform the
Input Rectifier
Test.
4. Perform the
Switch Board
Test.
5. The power board rectifier may
be faulty. Check or replace.
Also check associated wiring.
See wiring diagram.
6. Perform the
Power Board Test.
7. The input voltage board may be
faulty.
8. The control board may be faulty.
1. Perform the
T1 Auxiliary
Transformer Test.
2. The power board rectifier may
be faulty. Check or replace.
OUTPUT PROBLEMS (Continued)
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 71

F-7
TROUBLESHOOTING AND REPAIR
F-7
POWER WAVE 455/POWER FEED 10
POWER WAVE
Observe all Safety Guidelines detailed throughout this manual.
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely, contact the Lincoln Electric
Service Department for technical troubleshooting assistance before you proceed. Call 216-383-2531 or 1-800-833-9353.
-----------------------------------------------------------------------------------------------------------------------------
CAUTION
PROBLEMS
(SYMPTOMS)
POSSIBLE AREAS OF
MISADJUSTMENT(S)
RECOMMENDED
COURSE OF ACTION
The thermal LED is lit. The machine regularly overheats.
The Auxiliary Receptacle is “dead”. The 115 VAC is missing.
The Power Wave 455 won’t produce full output.
1. Welding application may exceed
recommended duty cycle.
2. Dirt and dust may have clogged
the cooling channels inside the
machine. Refer to the
Mainte-
nance Section
of this manual.
3. Air intake and exhaust louvers
may be blocked due to inadequate clearance around
machine.
4. Make sure the fan is functioning
correctly.
1. Check the 10 amp circuit breaker (CB2) located on the case
front. Reset if necessary.
2. Check the 10 amp circuit breaker (CB3) located in the reconnect area. Reset if necessary.
1. The input voltage may be too
low, limiting the output capability
of the Power Wave 455. Make
certain the input voltage is proper for the machine and reconnect panel configuration.
2. Make sure all three phases of
input power are being applied to
the machine.
1. One of the thermostats may be
faulty. Check or replace. See
wiring diagram.
1. Check the receptacle and asso-
ciated wiring for loose or faulty
connections. See wiring diagram. (Plugs P80 and P81)
2. Perform the
Auxiliary Transfor-
mer T2 Test.
1. Perform the
Output Rectifier
Test.
2. Perform the
Power Board Test.
3. Compare the display voltage
reading with an actual voltage
reading at the output terminals.
If the discrepancy is greater
than two volts the control board
may be faulty.
4. Perform the
Current Trans-
ducer Test.
OUTPUT PROBLEMS (Continued)
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 72

F-8
TROUBLESHOOTING AND REPAIR
F-8
POWER WAVE 455/POWER FEED 10
POWER WAVE
Observe all Safety Guidelines detailed throughout this manual.
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely, contact the Lincoln Electric
Service Department for technical troubleshooting assistance before you proceed. Call 216-383-2531 or 1-800-833-9353.
-----------------------------------------------------------------------------------------------------------------------------
CAUTION
PROBLEMS
(SYMPTOMS)
POSSIBLE AREAS OF
MISADJUSTMENT(S)
RECOMMENDED
COURSE OF ACTION
For no apparent reason, the welding characteristics have changed.
The machine often “noodle welds” with a particular procedure.
The arc burns back to the tip.
1. Check for proper wire feed
speed setting. In the MIG/MAG
and FCAW modes, check for
proper voltage settings. In the
MIG/MAG pulse modes, check
the arc length trim setting.
These controls are on the
Control Box (user interface).
2. Check for proper shielding gas
and gas flow.
3. Check for loose or faulty welding cables and connections.
1. The machine may be trying to
deliver too much power. When
the average output current
exceeds a maximum limit, the
machine will “phase back” to
protect itself. Adjust the procedure or reduce the load to lower
the current draw from the Power
Wave 455 machine.
Power Wave 455 - When the
average output current exceeds
570 amps, the output current is
phased back to 100 amps.
1. The voltage settings may be too
high for the procedure.
2. The voltage sensing lead or connection may be faulty. See the
Power Feed 10 Wiring Diagram
1. If zero arc voltage is displayed
on the Control Box while welding, the voltage sense leads
may be broken. Check lead #67
at the wire drive. See wiring
diagram. Also check leads
#202 (Neg. output terminal) and
#206 (Pos. output terminal).
See Power Wave 455 wiring
diagram. If external voltage
sensing is utilized, check the
#21 lead between the 4-pin
receptacle on the Power Wave
455 and the workpeice.
2. Perform the
Output Rectifier
Test.
3. The control board may be faulty.
4. Perform the
Current Trans-
ducer Test.
1. Perform the
Current Trans-
ducer Test.
2. The control board may be faulty.
1. Perform the
Voltage Sense PC
Board Test.
WELDING PROBLEMS
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 73

F-9
TROUBLESHOOTING AND REPAIR
F-9
POWER WAVE 455/POWER FEED 10
POWER WAVE
Observe all Safety Guidelines detailed throughout this manual.
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely, contact the Lincoln Electric
Service Department for technical troubleshooting assistance before you proceed. Call 216-383-2531 or 1-800-833-9353.
-----------------------------------------------------------------------------------------------------------------------------
CAUTION
PROBLEMS
(SYMPTOMS)
POSSIBLE AREAS OF
MISADJUSTMENT(S)
RECOMMENDED
COURSE OF ACTION
The wire feeder won’t work. No lights. Apparently the wire feeder is not being powered-up.
1. Make certain the Power Wave
455 is turned on.
2. Check circuit breaker CB1 located on the case front of the
Power Wave 455. Reset if necessary.
3. Check the 6 amp circuit breaker
(CB4) located on the reconnect
panel. Reset if necessary.
4. Check the control cable
between the power source and
the wire feeder.
Check for loose or broken connections. Check continuity on
all five leads from one end to
the other.
1. Check for 40 VDC on pin “D” (+)
and pin “E” (-) at the Power
Wave 455 wire feeder receptacle. See wiring diagram.
If 40 volts DC is not present at
the Power Wave wire feeder
receptacle, perform the
Power
Board Test.
2. Check the power board rectifier.
See wiring diagram.
3. Perform the
T1 Auxiliary
Transformer Test.
4. If the 40 volts DC is present at
the Power Wave wire feeder
receptacle, the problem is in
the control cable or the
wire drive/control box. See
Wire Drive/Control Box
Troubleshooting.
FUNCTION PROBLEMS
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 74

F-10
TROUBLESHOOTING AND REPAIR
F-10
POWER WAVE 455/POWER FEED 10
POWER WAVE 455 STATUS LED CHART
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely, contact the Lincoln Electric
Service Department for technical troubleshooting assistance before you proceed. Call 216-383-2531 or 1-800-833-9353.
-----------------------------------------------------------------------------------------------------------------------------
CAUTION
STATUS LED
CONDITION
LED is solid green (not blinking)
LED is solid red
LED is solid red (not blinking)
LED is blinking red and green
POSSIBLE FAULT(S)
System operating normally.
-- Indicates that nothing is connected to the wire feeder receptacle.
Connect a control cable to the Power Wave 455 wire feeder receptacle.
The other end of the control cable must be connected to either a
Control Box or wire drive unit.
-- The control cable may be faulty. Check continuity on all five leads from
end to end in the control cable.
-- The wire drive and/or Control Box may not be properly configured or
connected together. See
Installation
section of
Power Feed 10
Instruction Manual.
-- If the wire drive unit and Control Box are properly configured, consult
the
Status LED Error Code Table.
-- The Power Wave 455 cannot communicate with the wire drive unit
and/or the Control Box due to a problem within the Power Wave 455.
Consult the three column
Troubleshooting Guide.
-- The welding software may be corrupt. Contact the Lincoln Electric
Service Department.
-- If the Thermal LED is also lit, consult the Power Wave three column
Troubleshooting Guide
“Thermal LED is lit”.
-- The input voltage is too high or too low. Make certain the input voltage
is proper according to the rating plate located on the rear of the Power
Wave 455.
-- The Power Wave 455 is having trouble communicating with the wire
drive or control box. Turn the Power Wave 455 off. Disconnect the
control cable from the wire feeder receptacle on the power source.
Turn the Power Wave 455 on. If the status LED then blinks green, the
problem is external to the power source. If the LED is still blinking red
and green, consult
Status LED Error Code Table.
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 75

F-11
TROUBLESHOOTING AND REPAIR
F-11
POWER WAVE 455/POWER FEED 10
STATUS LED ERROR CODE TABLE
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely, contact the Lincoln Electric
Service Department for technical troubleshooting assistance before you proceed. Call 216-383-2531 or 1-800-833-9353.
-----------------------------------------------------------------------------------------------------------------------------
CAUTION
DIGITAL COMMUNICATION
ERRORS
#11 CAN bus off (Excessive number of communication errors).
#12 Ul time out (Loss of communication to control box).
WELDING FILE ERRORS
#21 Unprogrammed mode
#22 Empty weld table
#23 Weld table check sum (table is corrupt)
ERROR CODE LED
SEQUENCE
[2 sec.green] [1.2 sec.red] [1.6 sec.off] [0.4 sec.red]
[2 sec.green] [1.2 sec.red] [1.6 sec.off] [0.4 sec.red] [0.4 sec.off]
[0.4 sec.red]
ERROR CODE LED SEQUENCE
[2 sec.green] [1.2 sec.red] [0.4 sec.off] [1.2 sec.red] [1.6 sec.off]
[0.4 sec.red]
[2 sec.green] [1.2 sec.red] [0.4 sec.off] [1.2 sec.red] [1.6 sec.off]
[0.4 sec.red] [0.4 sec.off] [0.4 sec.red]
[2 sec.green] [1.2 sec.red] [0.4 sec.off] [1.2 sec.red] [1.6 sec.off]
[0.4 sec.red] [0.4 sec.off] [0.4 sec.red] [0.4 sec.off] [0.4 sec.red]
NOTE: The error code signal sequence is always preceeded by a 2 second green light. If more than one error
code is present, a 4 second off signal will separate the individual error code signals. Note that the [2 sec.green]
is only displayed at the beginning of the entire code sequence, not between codes if more than one error code is
present.
Example: (Code. #11 “one long red” followed by “one short red”) followed by (Code. #21 “two long reds”
followed by “one short red”).
[2 sec.green] [1.2 sec.red] [1.6 sec.off] [0.4 sec.red] [4.0 sec.off] [1.2 sec.red] [0.4 sec.off]
[1.2 sec.red] [1.6 sec.off] [0.4 sec.red]
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 76

F-12
TROUBLESHOOTING AND REPAIR
F-12
POWER WAVE 455/POWER FEED 10
STATUS LED ERROR CODE TABLE (Continued)
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely, contact the Lincoln Electric
Service Department for technical troubleshooting assistance before you proceed. Call 216-383-2531 or 1-800-833-9353.
-----------------------------------------------------------------------------------------------------------------------------
CAUTION
POWER SOURCE
ERRORS
#31 Primary over current
#32 Capacitor “A” under voltage
#33 Capacitor “B” under voltage
#34 Capacitor “A” over voltage
#35 Capacitor “B” over voltage
#36 Thermal overload
#37 Machine failed soft start
ERROR CODE
LED SEQUENCE
[2 sec.green] [1.2 sec.red] [0.4 sec.off] [1.2 sec.red] [0.4 sec.off]
[1.2 sec.red] [1.6 sec.off] [0.4 sec.red]
[2 sec.green] [1.2 sec.red] [0.4 sec.off] [1.2 sec.red] [0.4 sec.off]
[1.2 sec.red] [1.6 sec.off] [0.4 sec.red] [0.4 sec.off] [0.4 sec.red]
[2 sec.green] [1.2 sec.red] [0.4 sec.off] [1.2 sec.red] [0.4 sec.off]
[1.2 sec.red] [1.6 sec.off] [0.4 sec.red] [0.4 sec.off] [0.4 sec.red]
[0.4 sec.off] [0.4 sec.red]
[2 sec.green] [1.2 sec.red] [0.4 sec.off] [1.2 sec.red] [0.4 sec.off]
[1.2 sec.red] [1.6 sec.off] [0.4 sec.red] [0.4 sec.off] [0.4 sec.red]
[0.4 sec.off] [0.4 sec.red] [0.4 sec.off] [0.4 sec.red]
[2 sec.green] [1.2 sec.red] [0.4 sec.off] [1.2 sec.red] [0.4 sec.off]
[1.2 sec.red] [1.6 sec.off] [0.4 sec.red] [0.4 sec.off] [0.4 sec.red]
[0.4 sec.off] [0.4 sec.red] [0.4 sec.off] [0.4 sec.red] [0.4 sec.off]
[0.4 sec.red]
[2 sec.green] [1.2 sec.red] [0.4 sec.off] [1.2 sec.red] [0.4 sec.off]
[1.2 sec.red] [1.6 sec.off] [0.4 sec.red] [0.4 sec.off] [0.4 sec.red]
[0.4 sec.off] [0.4 sec.red] [0.4 sec.off] [0.4 sec.red] [0.4 sec.off]
[0.4 sec.red] [0.4 sec.off] [0.4 sec.red]
[2 sec.green] [1.2 sec.red] [0.4 sec.off] [1.2 sec.red] [0.4 sec.off]
[1.2 sec.red] [1.6 sec.off] [0.4 sec.red] [0.4 sec.off] [0.4 sec.red]
[0.4 sec.off] [0.4 sec.red] [0.4 sec.off] [0.4 sec.red] [0.4 sec.off]
[0.4 sec.red] [0.4 sec.off] [0.4 sec.red] [0.4 sec.off] [0.4 sec.red]
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 77

F-13
TROUBLESHOOTING AND REPAIR
F-13
POWER WAVE 455/POWER FEED 10
POWER FEED
Observe all Safety Guidelines detailed throughout this manual.
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely, contact the Lincoln Electric
Service Department for technical troubleshooting assistance before you proceed. Call 216-383-2531 or 1-800-833-9353.
-----------------------------------------------------------------------------------------------------------------------------
CAUTION
PROBLEMS
(SYMPTOMS)
POSSIBLE AREAS OF
MISADJUSTMENT(S)
RECOMMENDED
COURSE OF ACTION
Major physical or electrical damage is evident when the sheet
metal cover(s) are removed.
No wire feed, solenoid or arc voltage. The STATUS LEDs are
steady green.
No control of wire feed speed. All STATUS LEDs are steady green. The preset wire feed speed is adjustable on the Control Box.
No welding arc voltage when the
gun trigger is activated. The wire
feeds normally and the gas solenoid functions properly. The
STATUS LEDs are steady green
on the wire drive unit and the
Contol Box.
The wire feed speed does not
change when welding current is
established. The WFS stays at the
run-in speed. The STATUS LEDs
are steady green.
1. Contact your local authorized
Lincoln Electric Field Service
Facility for technical assistance.
1. The gun trigger may be faulty.
Check or replace.
2. Make certain the Control Box is
configured for a wire feeding
mode.
3. Check option panel connec-
tions and switch(s) for proper
operation.
1. Check for a mechanical restric-
tion in the wire feed path.
1. The power source may unable
to produce welding output due
to a thermal fault or other malfunction. Check STATUS LED
on Power Wave 455 machine.
See
Power Wave 455
Troubleshooting.
1. The run in and weld wire feed
speeds may be set to the same
value. Set run in speed to a
value that gives best starting
results.
1. Contact the Lincoln Electric
Service Department, 216-3832531 or 1-800-833-9353
(WELD).
1. Check the continuity of leads
#556 and #557 from the gun
trigger receptacle to plug J5
pins #11 and #12. See wire
drive wiring diagram.
2. The wire drive control board
may be faulty.
3. The Control Box control board
may be faulty.
1. Perform the
Tach Feedback
Test.
2. The wire drive control board
may be faulty.
1. Make certain the Power Wave
455 power source is functioning correctly.
2. The wire drive control board
may be faulty.
3. The Control Box control board
may be faulty.
1. Perform the
Current Trans-
ducer Test.
2. If the run in wire feed speed
cannot be adjusted, perform the
Tach Feedback Test
and also
the
Drive Motor Test.
3. The wire drive control board
may be faulty.
FUNCTION PROBLEMS
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 78

F-14
TROUBLESHOOTING AND REPAIR
F-14
POWER WAVE 455/POWER FEED 10
POWER FEED
Observe all Safety Guidelines detailed throughout this manual.
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely, contact the Lincoln Electric
Service Department for technical troubleshooting assistance before you proceed. Call 216-383-2531 or 1-800-833-9353.
-----------------------------------------------------------------------------------------------------------------------------
CAUTION
PROBLEMS
(SYMPTOMS)
POSSIBLE AREAS OF
MISADJUSTMENT(S)
RECOMMENDED
COURSE OF ACTION
The purge switch on the wire drive
unit does not activate the gas solenoid, but gun trigger closure in the
MIG or Pulse modes does acitvate
the solenoid. The LEDs are steady
green on the power source,
Control Box and wire drive unit.
The COLD INCH/GAS PURGE
switch does not turn on the wire
drive motor but gun trigger closure
in the MIG or Pulse modes does
activate the wire drive motor. The
LEDs are steady green on the
power source, Control Box and
wire drive unit.
The voltmeter on the Control Box does not function properly even though the STATUS LEDS are steady green.
1. Make certain the COLD
INCH/GAS PURGE switch is
operating properly.
2. Check for loose or faulty leads
between COLD INCH/GAS
PURGE switch and the wire
drive control board. See wiring
diagram.
1. Make certain the COLD
INCH/GAS PURGE switch is
operating properly.
2. Check for loose or faulty leads
between the COLD INCH/GAS
PURGE switch and the wire
drive control board. See wiring
diagram.
1. Make sure the DIP switches are
configured correctly for the welding polarity being used. See
Setting DIP Switches in the
Wire Drive
in the
Installation
section of this manual.
2. Check the #67 lead on the wire
drive unit. Make sure it is connected to the motor gear box
and also the voltage sense PC
board.
3. Check the work sensing leads
on the Power Wave 455 power
source. Check leads #202
(Neg. output terminal) and #206
(Pos. output terminal). See
Power Wave 455 wiring diagram. If external voltage sensing is utilized, check the #21
lead between the 4-pin receptacle on the front of the Power
Wave 455 and the workpiece.
1. If the COLD INCH/GAS PURGE
switch is operating correctly and
the associated leads are OK,
the wire drive control board may
be faulty.
1. If the COLD INCH/GAS PURGE
switch is operating correctly and
the associated leads are OK,
the wire drive control board may
be faulty.
1. Check leads #512B and #511
from plug J4 on the wire drive
control board to the voltage
sense PC board.
2. Perform the
Voltage Sense
Board Test.
3. The display board may be
faulty.
4. The wire drive control board
may be faulty.
5. The Control Box control board
may be faulty.
FUNCTION PROBLEMS (Continued)
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 79

F-15
TROUBLESHOOTING AND REPAIR
F-15
POWER WAVE 455/POWER FEED 10
POWER FEED
Observe all Safety Guidelines detailed throughout this manual.
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely, contact the Lincoln Electric
Service Department for technical troubleshooting assistance before you proceed. Call 216-383-2531 or 1-800-833-9353.
-----------------------------------------------------------------------------------------------------------------------------
CAUTION
PROBLEMS
(SYMPTOMS)
POSSIBLE AREAS OF
MISADJUSTMENT(S)
RECOMMENDED
COURSE OF ACTION
The ammeter on the Control Box does not function properly even though the STATUS LEDs are steady green.
The display and/or indicator LEDs
do not change when their corresponding switches and or knobs
are activated or turned.
The mode and/or settings change
while welding under normal conditions.
The feeder resets when the gun trigger is activated. The LEDs blink and the displays are intermittent.
1. Make sure the DIP switches are
configured correctly for the
welding process and polarity
being used. See
Setting DIP
Switches in the Wire Drive
in
the
Installation
section of this
manual.
2. Check the following connections
on the Power Wave 455
machine. Check for loose or
faulty connections between plug
J90 at the current transducer
and plug J21 on the Power
Wave 455 control board.
1. Check for loose or faulty connections between the encoder
panel and the Control Box control board.
2. Check for loose or faulty connections between the appropriate switches and the Control
Box control board.
1. Contact the Lincoln Electric service dept. for possible software
updates 1-800-833-9353.
(Please ref. your current software number.)
1. The auxiliary reconnect (Lead
“A”) may not be configured correctly.
See Figure A.2.
in the
Installation Section of this manual.
1. Perform the
Current Trans-
ducer Test.
2. The display board, located in
the control box, may be faulty.
3. The control board, located in the
power source, may be faulty.
1. Check suspected potentiometer
and/or switches for correct
resistances and operation.
2. Perform the
Encoder PC Board
Test.
3. The Control Box control board
may be faulty.
1. Perform the
Power Board Test
.
2. Perform the
Auxiliary
Transformer Test #1.
FUNCTION PROBLEMS (Continued)
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 80

F-16
TROUBLESHOOTING AND REPAIR
F-16
POWER WAVE 455/POWER FEED 10
POWER FEED
Observe all Safety Guidelines detailed throughout this manual.
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely, contact the Lincoln Electric
Service Department for technical troubleshooting assistance before you proceed. Call 216-383-2531 or 1-800-833-9353.
-----------------------------------------------------------------------------------------------------------------------------
CAUTION
PROBLEMS
(SYMPTOMS)
POSSIBLE AREAS OF
MISADJUSTMENT(S)
RECOMMENDED
COURSE OF ACTION
The displays are blank (not lit). The wire feeds when the gun trigger is activated.
The dual procedure is not functional when using the remote Dual
Prodedure switch. The STATUS
LEDs are steady green on the
power source, Control Box and
wire drive units.
1. Check for loose or faulty connections at plug J1 on the display board, to plug J4 on the
Control Box control board.
1. Make certain the the bat switch
on the Dual Procedure Panel is
in the middle position. This
enables the gun remote dual
procedure switch.
1. Check for 12 VDC at plug J1 pin
7 (lead #512+) to plug J1 pin 8
(lead #500-) on the display
board. If the 12 VDC is present,
then the display board may be
faulty.
2. If the 12 VDC is low or not present, check for loose or faulty
connections on leads #512 and
#500.
3. The Control Box control board
may be faulty.
1. The remote Dual Procedure
switch may be faulty. Check
switch and associated leads.
2. The local dual procedure switch
may be faulty.
Remove power to the machine.
Disconnect plug J5 from the
Control Box control board.
Check for continuity (less than
one ohm) between pins 1 and 7
when the Dual Procedure switch
is in position “A”. Next check for
continuity (less than one ohm)
between pins 1 and 8 when the
Dual Procedure switch is in the
“B” position. If either of these
continuity tests fail, replace the
switch. When the switch is in
the center postion there should
not be any continuity between
pins.
3. The Control Box control board
may be faulty.
FUNCTION PROBLEMS (Continued)
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 81

F-17
TROUBLESHOOTING AND REPAIR
F-17
POWER WAVE 455/POWER FEED 10
POWER FEED
Observe all Safety Guidelines detailed throughout this manual.
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely, contact the Lincoln Electric
Service Department for technical troubleshooting assistance before you proceed. Call 216-383-2531 or 1-800-833-9353.
-----------------------------------------------------------------------------------------------------------------------------
CAUTION
PROBLEMS
(SYMPTOMS)
POSSIBLE AREAS OF
MISADJUSTMENT(S)
RECOMMENDED
COURSE OF ACTION
The Dual Procedure is not functioning when using the local Dual
Procedure switch on the Control
Box. The STATUS LEDs are
steady green on the power source,
Control Box and wire drive units.
The wire feed speed is consistent and adjustable, but runs at the wrong speed.
The unit shuts off while welding or
attempting to weld. The STATUS
LED is alternating between red and
green every second. The unit tries
to recover after 30 seconds and
may repeat sequence.
1. Check the leads and plug J5
between the switch and the
Control Box control board for
loose or faulty connections.
See wiring diagram.
1. The DIP switch on the wire drive
unit may not be set for the correct gear ratio. See the
Instal-
lation
section of this manual.
1. The shut down circuit in the
wire drive unit may be electrically “open”. Make sure leads
#570 and #571 are connected
together.
2. The drive motor may be over
loaded due to a mechanial
restriction in the wire feeding
path. See
Operation
section of
this manual.
1. The local dual procedure switch
may be faulty.
Remove power to the machine.
Disconnect plug J5 from the
Control Box control board.
Check for continuity (less than
one ohm) between pins 1 and 7
when the Dual Procedure switch
is in position “A”. Next check for
continuity (less than one ohm)
between pins 1 and 8 when the
Dual Procedure switch is in the
“B” position. If either of these
continuity tests fail, replace the
switch. When the switch is in
the center position, there should
not be any continuity between
pins.
2. The Control Box control board
may be faulty.
1. The wire drive control board
may be faulty.
1. Disconnect any shutdown
device from leads #570 and
#571 (0.25 in. insulated tab terminals). Connect leads #570
and #571 together. If the feeder
STATUS LED is now steady
green, the problem is in the
external shutdown circuit.
2. If there are no restrictions in the
wire feeding path, the drive
motor or gear box may be faulty.
3. The wire drive control board
may be faulty.
FUNCTION PROBLEMS (Continued)
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 82

F-18
TROUBLESHOOTING AND REPAIR
F-18
POWER WAVE 455/POWER FEED 10
POWER FEED
Observe all Safety Guidelines detailed throughout this manual.
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely, contact the Lincoln Electric
Service Department for technical troubleshooting assistance before you proceed. Call 216-383-2531 or 1-800-833-9353.
-----------------------------------------------------------------------------------------------------------------------------
CAUTION
PROBLEMS
(SYMPTOMS)
POSSIBLE AREAS OF
MISADJUSTMENT(S)
RECOMMENDED
COURSE OF ACTION
When the gun trigger is activated,
the drive rolls do not turn. The arc
voltage is present and the solenoid
is energized. The STATUS LEDs
are steady green.
The wire is feeding rough or not feeding, but the drive rolls are turning.
When in CC modes with the optional “MX” or “MSP” panels, the output does not energize.
1. Check plug J3 on the wire drive
control board, and leads #550
and #551 for loose or faulty connections. See wiring diagram.
1. The drive roll pressure may be
incorrect. Set drive roll pressure. See
Operation
section in
this manual.
2. Check for dirty or rusty electrode wire.
3. Make sure the drive rolls and
wire guides are positioned and
installed correctly. See
Opera-
tion
section of this manual.
4. Check for mechanical restrictions in the wire feeding path.
1. Rotate Volts/Trim encoder knob
at least 45° clockwise. This is
normal. See
Accessories
sec-
tion for detailed operation.
1. Perform the
Drive Motor Test
.
2. The wire drive control board
may be faulty.
1. Contact the Lincoln Electric
Service Department, 216-3832531 or 1-800-833-9353
(WELD).
1. Check option panel installation
for loose or faulty connections.
FUNCTION PROBLEMS (Continued)
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 83

F-19
TROUBLESHOOTING AND REPAIR
F-19
POWER WAVE 455/POWER FEED 10
POWER FEED
Observe all Safety Guidelines detailed throughout this manual.
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely, contact the Lincoln Electric
Service Department for technical troubleshooting assistance before you proceed. Call 216-383-2531 or 1-800-833-9353.
-----------------------------------------------------------------------------------------------------------------------------
CAUTION
PROBLEMS
(SYMPTOMS)
POSSIBLE AREAS OF
MISADJUSTMENT(S)
RECOMMENDED
COURSE OF ACTION
The gun tip seizes in diffuser.
Poor arc striking with sticking or “blast-offs”. The weld bead may be narrow and ropy with weld porosity.
The arc is variable and/or hunting.
The power source, Control Box
and drive units seem to be operating properly.
1. The tip may be overheating due
to prolonged or excessive high
current and /or duty cycle. Do
not exceed the current and duty
cycle rating of the gun.
2. A light application of high temperature antiseize lubricant
(such as Graphite Grease) may
be applied to tip threads.
1. Make sure the weld procedures
are correct for the process being
used. Check gas, wire feed,
speed and arc voltage.
2. Remove the gun liner and check
the rubber seal for any sign of
deterioration or damage. Be
sure the set screw in the connector block is in place and
tightened against the liner
bushing.
3. Check the welding cables for
loose or faulty connections.
1. Check the contact tip. It may be
worn or the wrong size for the
electrode wire being used.
2. Check for loose or faulty welding cables and connections.
3. Make sure the weld procedures
are correct for the process being
used. Check gas, wire feed
speed and arc voltage.
1. Contact the Lincoln Electric
Service Department, 216-3832531 or 1-800-833-9353
(WELD).
1. Contact the Lincoln Electric
Service Department, 216-3832531 or 1-800-833-9353
(WELD).
1. Contact the Lincoln Electric
Service Department, 216-3832531 or 1-800-833-9353
(WELD).
WELDING PROBLEMS
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 84

F-20
TROUBLESHOOTING AND REPAIR
F-20
POWER WAVE 455/POWER FEED 10
POWER FEED ERROR CODE CHART
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely, contact the Lincoln Electric
Service Department for technical troubleshooting assistance before you proceed. Call 216-383-2531 or 1-800-833-9353.
-----------------------------------------------------------------------------------------------------------------------------
CAUTION
DISPLAYED
CODE
POSSIBLE CAUSE
(FAULT)
RECOMMENDED
COURSE OF ACTION
Err 011
Err 003
Err 004
Err 005
Err 006
Err 020
More than one control box has the
same group number.
There are too many objects in the
group.
More than one object of the same
equipment type with the same
group number and feed head number.
A wire drive unit has its DIP switches set to zero. It is in a group that
has more than one object.
The unit did not receive a recognition command from the power
source.
An attempt was made to reprogram
the Control Box or the wire drive
unit, but the program did not verify.
Make sure the group DIP switch
setting is unique for each Control
Box. See
Installation
section of
this manual.
A given group can support a max-
imun of seven objects. Remove
any objects over seven either by
changing the group DIP switch settings or physically disconnecting
the “extra” objects. See
Instal-
lation
section of this manual.
Adjust the DIP switch setting to
make either the group number or
the feed head number unique for all
objects of the same equipment
type. See
Installation
section of
this manual.
The appropriate wire drive numbers
are 1 through 7. Check the DIP
switch setting chart in the
Instal-
lation
section of this manual.
Check to see if the STATUS LED on
the Power Wave 455 is not steady
green. If it is not steady green, refer
to the
Power Wave 455 Status
LED Chart and Code Table
. Check
the control cables for loose or faulty
connections. Also check the continuity of all five leads from one end
to the other. The control board in the
PW 455 may be faulty.
Check for potential electrical high
frequency noise in the surrounding
area. Remove any potential HF
noise and program the unit again.
If the Err 020 still occurs, either
replace the EEPROM chip(s) in the
board being programmed or
replace the entire PC board being
programmed.
CONTROL BOX/WIRE DRIVE ERROR CODE CHART
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 85

F-21
TROUBLESHOOTING AND REPAIR
F-21
POWER WAVE 455/POWER FEED 10
POWER FEED ERROR CODE CHART
Observe all Safety Guidelines detailed throughout this manual.
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely, contact the Lincoln Electric
Service Department for technical troubleshooting assistance before you proceed. Call 216-383-2531 or 1-800-833-9353.
-----------------------------------------------------------------------------------------------------------------------------
CAUTION
PROBLEMS
(SYMPTOMS)
POSSIBLE AREAS OF
MISADJUSTMENT(S)
RECOMMENDED
COURSE OF ACTION
Err 100
Err 200
Err 201
Err 210
Err 211
- - - (three dashes)
For some reason the Power Wave
455 issued a shutdown command.
No response from the Power Wave
455.
No response from either the
Control Box or wire feed unit.
EEPROM error
A microprocessor RAM error
occurred in the Control Box.
Appears on the control box display.
See
Err 006
in this chart.
See
Err 006
in this chart.
If this condition occurs while welding, the status LED should be flashing red on the problem unit.
Otherwise, check for any units that
are flashing green. This indicates
that the particular unit has not been
recognized and there is a power
source problem. See
Power Wave
455 Troubleshooting
. If the STATUS LED is either flashing red or
steady red, there may be a fault in
the control cable(s).
The parameter(s) recalled at power
up was out of range. Rotate
Encoder Knob to reset. Check all
settings before proceeding to weld.
If this condition persists, replace
the Control Box control board.
Remove the input power. Wait five
seconds. Turn power on. If Err
211 is displayed again, the Control
Box control board may be faulty.
This is an indication that constant
current such as STICK or GOUGE
mode has been selected. Turning
the right encoder clockwise when in
this state will activate output from
the Power Wave 455. Turning the
right encoder counterclockwise will
deactivate output.
CONTROL BOX/WIRE DRIVE ERROR CODE CHART (Continued)
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 86

F-22
NOTES
POWER WAVE 455/POWER FEED 10
F-22
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
PW 455 CONTROL BOARD LED DEFINITIONS
LED COLOR AND NUMBER CIRCUIT INDICATORS
Green LED 1 -15 VDC Supply
Green LED 3 +15 VDC Supply
Green LED 4 +5 VDC Supply
Red LED 5 On when jumper removed from J26
Green 6 LED +5 VDC Communication Supply
Red LED 7 Fault Error Indicator
Green LED 8 +5 VDC RS232 Supply
NOTE: The only LED that changes state when the machine is running is
LED 7 (Fault Indicator). The rest are either on or off depending upon the
power supply or jumper status.
Page 87

F-23
TROUBLESHOOTING AND REPAIR
F-23
INPUT FILTER CAPACITOR DISCHARGE PROCEDURE
Service and repair should only be performed by Lincoln Electric factory trained
personnel. Unauthorized repairs performed on this equipment may result in danger to the technician or machine operator and will invalidate your factory warranty. For your safety and to avoid electrical shock, please observe all safety notes
and precautions detailed throughout this manual.
If for any reason you do not understand the test procedures or are unable to perform the test/repairs safely, contact the Lincoln Electric service department for
technical troubleshooting assistance before you proceed. Call 216-383-2531 or
1-800-833-9353(WELD).
------------------------------------------------------------------------------------------------
TEST DESCRIPTION
This “safety” procedure should be performed before any internal maintenance or repair
procedures are attempted on the Power Wave 455. Capacitance normally discharges
within 2 minutes of removing input power. This procedure is used to check that the
capacitors have properly discharged.
This procedure takes approximately 9 minutes to perform.
MATERIALS NEEDED
3/8 in. nutdriver
Volt-Ohmmeter
25-1000 ohms @ 25 watts (minimum) resistor
Electrically insulated gloves and pliers
POWER WAVE 455/POWER FEED 10
WARNING
TEST PROCEDURES
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 88

F-24
TROUBLESHOOTING AND REPAIR
F-24
POWER WAVE 455/POWER FEED 10
6. Using the high wattage resistor (251000 ohms @ 25 watts (minimum),
electrically insulated gloves and pliers,
connect the resistor across the two
capacitor terminals. Hold the resistor in
place for 10 seconds. DO NOT
TOUCH THE CAPACITOR TERMINALS WITH YOUR BARE HANDS.
NEVER USE A SHORTING STRAP
FOR THIS PROCEDURE.
7. Repeat procedure for the other
capacitor.
8. Recheck the voltage across the capacitor terminals. The voltage should be
zero. If any voltage remains, repeat the
discharge procedure.
NOTE: Voltage present after the discharge
has been performed is an abnormal condition and may indicate a switch board
problem.
TEST PROCEDURE
1. Remove input power to the Power
Wave 455.
2. Using the 3/8 in. nutdriver, remove the
left and right case sides.
3. Be careful not to make contact with the
capacitor terminals that are located in
the bottom center of the left and right
side switch boards. See Figure F.1.
4. Carefully check for a DC voltage at the
capacitor terminals on both boards.
Note the polarity is marked on the PC
board and also lead #19 is positive.
5. If any voltage is present, proceed to
Step #6. If no voltage is present, the
capacitors are discharged.
FIGURE F.1 — CAPACITOR DISCHARGE PROCEDURE.
CAPACITOR
TERMINALS
SWITCH
BOARD
INPUT FILTER CAPACITOR DISCHARGE PROCEDURE
(continued)
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 89

F-25
TROUBLESHOOTING AND REPAIR
F-25
SWITCH BOARD TEST
Service and repair should only be performed by Lincoln Electric factory trained
personnel. Unauthorized repairs performed on this equipment may result in danger to the technician or machine operator and will invalidate your factory warranty. For your safety and to avoid electrical shock, please observe all safety notes
and precautions detailed throughout this manual.
If for any reason you do not understand the test procedures or are unable to perform the test/repairs safely, contact the Lincoln Electric service department for
technical troubleshooting assistance before you proceed. Call 216-383-2531 or
1-800-833-9353(WELD).
------------------------------------------------------------------------------------------------
TEST DESCRIPTION
This test will help determine if the “power section” of the switch boards are functioning
correctly. This test will NOT indicate if the entire PC board is functional. This resistance test is preferable to a voltage test with the machine energized because these
boards can be damaged easily. In addition, it is dangerous to work on these boards
with the machine energized.
This procedure takes approximately 20 minutes to perform.
MATERIALS NEEDED
3/8 in. nutdriver
3/8 in. wrench
Analog Volt-Ohmmeter
POWER WAVE 455/POWER FEED 10
WARNING
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 90

F-26
TROUBLESHOOTING AND REPAIR
F-26
POWER WAVE 455/POWER FEED 10
4. Locate label and remove leads 19C
and 19D from the reconnect switches
with the 3/8 in. wrench. Note lead
placement for reassembly. Clear leads.
Refer to Figure F.2.
5. Using the Analog ohmmeter, perform
the resistance tests detailed in Table
F.1. Refer to Figure F.3 for the test
points.
TEST PROCEDURE
1. Remove input power to the Power
Wave 455.
2. Using the 3/8 in. nutdriver, remove the
case top and sides.
3. Perform the
Capacitor Discharge
Procedure.
FIGURE F.2 — RECONNECT SWITCHES.
19C
19D
RECONNECT
SWITCHES
SWITCH BOARD TEST
(continued)
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 91

F-27
TROUBLESHOOTING AND REPAIR
F-27
POWER WAVE 455/POWER FEED 10
8. Reconnect leads 19C and 19D to the
reconnect switches. Ensure that the
leads are installed in the same location
they were removed from.
9. Install the right and left case sides
using the 3/8 in. nutdriver.
6. If any test fails replace both switch
boards. See
Switch Board Removal
and Replacement.
7. If the switch board resistance tests are
OK, check the molex pin connections
and associated wiring from the switch
boards to the control board. See wiring
diagram.
FIGURE F.3 — SWITCH BOARD TEST POINTS.
SWITCH
BOARD
-20+19
11/12
OR
15/16
13/14
OR
17/18
SWITCH BOARD TEST
(continued)
APPLY POSITIVE TEST APPLY NEGATIVE TEST NORMAL
PROBE TO TERMINAL PROBE TO TERMINAL RESISTANCE READING
+19 11/12 OR 15/16 Greater than 1000 ohms
+19 13/14 OR 17/18 Greater than 1000 ohms
11/12 OR 15/16 - 20 Greater than 1000 ohms
13/14 OR 17/18 - 20 Greater than 1000 ohms
- 20 11/12 OR 15/16 Less than 100 ohms
- 20 13/14 OR 17/18 Less than 100 ohms
11/12 OR 15/16 +19 Less than 100 ohms
13/14 OR 17/18 +19 Less than 100 ohms
TABLE F.1 — SWITCH BOARD RESISTANCE TEST.
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 92

F-28
NOTES
POWER WAVE 455/POWER FEED 10
F-28
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 93

F-29
TROUBLESHOOTING AND REPAIR
F-29
OUTPUT RECTIFIER TEST
Service and repair should only be performed by Lincoln Electric factory trained
personnel. Unauthorized repairs performed on this equipment may result in danger to the technician or machine operator and will invalidate your factory warranty. For your safety and to avoid electrical shock, please observe all safety notes
and precautions detailed throughout this manual.
If for any reason you do not understand the test procedures or are unable to perform the test/repairs safely, contact the Lincoln Electric service department for
technical troubleshooting assistance before you proceed. Call 216-383-2531 or
1-800-833-9353(WELD).
------------------------------------------------------------------------------------------------
TEST DESCRIPTION
The test will help determine if any of the output rectifiers are shorted.
This procedure takes approximately 10 minutes to perform.
MATERIALS NEEDED
Analog Volt-Ohmmeter
POWER WAVE 455/POWER FEED 10
WARNING
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 94

F-30
TROUBLESHOOTING AND REPAIR
F-30
POWER WAVE 455/POWER FEED 10
3. With the analog ohmmeter, measure
the resistance between the positive and
negative output terminals. Refer to
Figure F.4. IMPORTANT: The positive
(+) meter probe must be attached to the
positive (+) output terminal and the
negative (-) meter probe must be
attached to the negative (-) output terminal.
4. If the reading is more than 200 ohms,
the output rectifier modules are not
shorted. If the reading is less than 200
ohms, one or more of the rectifier modules are shorted. Refer to the
Output
Rectifier Module Replacement
Procedure.
TEST PROCEDURE
1. Remove main input supply power to the
Power Wave 455.
NOTE: Later code machines have a 50
ohm resistor across the welding output terminals. It will be necessary to remove the
case sides and
Perform the Input Filter
Capacitor Discharge Procedure.
Remove
and insulate one of the resistor leads (#
202A or #206A) from the appropriate welding output terminal. See the wiring diagram.
2. Remove any output load that may be
connected to the Power Wave 455.
FIGURE F.4 — OUTPUT RECTIFIER TEST.
NEGATIVE (-)
OUTPUT
TERMINAL
POSITIVE (+)
OUTPUT
TERMINAL
OUTPUT RECTIFIER TEST
(continued)
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 95

F-31
TROUBLESHOOTING AND REPAIR
F-31
INPUT RECTIFIER TEST
Service and repair should only be performed by Lincoln Electric factory trained
personnel. Unauthorized repairs performed on this equipment may result in danger to the technician or machine operator and will invalidate your factory warranty. For your safety and to avoid electrical shock, please observe all safety notes
and precautions detailed throughout this manual.
If for any reason you do not understand the test procedures or are unable to perform the test/repairs safely, contact the Lincoln Electric service department for
technical troubleshooting assistance before you proceed. Call 216-383-2531 or
1-800-833-9353(WELD).
------------------------------------------------------------------------------------------------
TEST DESCRIPTION
This test will help determine if the input rectifier has “shorted” or “open” diodes.
This procedure takes approximately 15 minutes to perform.
MATERIALS NEEDED
Analog Volt-Ohmmeter
Phillips head screwdriver
Wiring diagram
3/8 in. nutdriver
POWER WAVE 455/POWER FEED 10
WARNING
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 96

F-32
NEG (-)
POS (+)
C
B
A
INPUT
RECTIFIER
TROUBLESHOOTING AND REPAIR
INPUT RECTIFIER TEST (continued)
FIGURE F.5 — INPUT RECTIFIER TEST.
F-32
TEST PROCEDURE
1. Remov e i nput pow er to t he Power
Wave 455.
2. Using the 3/8 in. nutdriver, remove the
case top.
3. Perfo rm the C apaci tor Di sch arge
Procedure.
4. Locate the Input Re ct if ie r and lead
locations. Refer to Figure F.5.
NOTE: Some RTV sealant may have to be
removed from the input rectifier terminals.
The RTV should be replaced when test is
complete.
5. With the P hilli ps he ad sc rewdr iver
6. Use the analog ohmmeter to perform
remove the positive and negative leads
from the rectifier.
the tests detailed in Table F.2.
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
POWER WAVE 455/POWER FEED 10
Page 97

F-33
TROUBLESHOOTING AND REPAIR
F-33
POWER WAVE 455/POWER FEED 10
9. If the input rectifier is good, be sure to
reconnect the positive and negative
leads to the correct terminals and
torque to 31 in/lbs. See wiring diagram.
10. Replace any RTV sealant previously
removed.
11. Install the case top.
7. If the input rectifier does not meet the
acceptable readings outlined in the
table, the component may be faulty.
Replace.
NOTE: Before replacing the input rectifier,
perform the
Switch Board Test
and the
Input Contactor Test.
8. When installing a new input rectifier,
see
Input Rectifier Removal and
Replacement
procedure.
TABLE F.2 — INPUT RECTIFIER TEST POINTS AND ACCEPTABLE READINGS.
INPUT RECTIFIER TEST
(continued)
TEST POINT TERMINALS ANALOG METER X10 RANGE
+ Probe - Probe Acceptable Meter Readings
A NEG Greater than 1000 ohms
B NEG Greater than 1000 ohms
C NEG Greater than 1000 ohms
A POS Less than 100 ohms
B POS Less than 100 ohms
C POS Less than 100 ohms
NEG A Less than 100 ohms
NEG B Less than 100 ohms
NEG C Less than 100 ohms
POS A Greater than 1000 ohms
POS B Greater than 1000 ohms
POS C Greater than 1000 ohms
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 98

F-34
NOTES
POWER WAVE 455/POWER FEED 10
F-34
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 99

F-35
TROUBLESHOOTING AND REPAIR
F-35
INPUT CONTACTOR TEST
Service and repair should only be performed by Lincoln Electric factory trained
personnel. Unauthorized repairs performed on this equipment may result in danger to the technician or machine operator and will invalidate your factory warranty. For your safety and to avoid electrical shock, please observe all safety notes
and precautions detailed throughout this manual.
If for any reason you do not understand the test procedures or are unable to perform the test/repairs safely, contact the Lincoln Electric service department for
technical troubleshooting assistance before you proceed. Call 216-383-2531 or
1-800-833-9353(WELD).
------------------------------------------------------------------------------------------------
TEST DESCRIPTION
This test will help determine if the input contactor is functional and if the contacts are
functioning correctly.
This procedure takes approximately 17 minutes to perform.
MATERIALS NEEDED
3/8 in. nutdriver
Volt-Ohmmeter
External 24 VAC supply
POWER WAVE 455/POWER FEED 10
WARNING
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 100

F-36
TROUBLESHOOTING AND REPAIR
F-36
POWER WAVE 455/POWER FEED 10
FIGURE F.7 — INPUT CONTACTOR
TEST POINTS.
6. When the contactor is NOT activated,
the resistance should be infinite or very
high across the contacts. If the resistance is low, the input contactor is
faulty.
7. Reconnect the four leads (601, 601A,
X4, and X4A) to the input contactor coil.
8. Install the input access door and case
top using the 3/8 in. nutdriver.
TEST PROCEDURE
1. Remove input power to the Power
Wave 455.
2. Using the 3/8 in. nutdriver, remove the
input access panel and case top.
3. Locate, mark, and remove the four
leads (601, 601A, X4 and X4A) that are
connected to the input contactor coil.
Refer to Figure F.6.
4. Using the external 24 VAC supply,
apply 24 VAC to the terminals of the
input contactor coil. If the contactor
does NOT activate, the input contactor
is faulty. Replace.
5. With the input contactor activated,
check the continuity across the three
sets of contacts. (Zero ohms or very
low resistance is normal). Refer to
Figure F.7. If the resistance is high, the
input contactor is faulty. Replace the
input contactor.
FIGURE F.6 — INPUT CONTACTOR COIL.
INPUT
CONTACTOR
X4/X4A
601/601A
INPUT CONTACTOR TEST
(continued)
L3
L2
L1
T3
T2
T1
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
 Loading...
Loading...