

Page 1
SVM193-A
RETURN TO MAIN MENU
July, 2009
For use with machines having Code Numbers: 11114, 11316, 11471
Safety Depends on You
Lincoln arc welding and cutting
equipment is designed and built
with safety in mind. However, your
overall safety can be increased by
proper installation ... and thoughtful operation on your part. DO
NOT INSTALL, OPERATE OR
REPAIR THIS EQUIPMENT
WITHOUT READING THIS
MANUAL AND THE SAFETY
PRECAUTIONS CONTAINED
THROUGHOUT. And, most
importantly, think before you act
and be careful.
PIPELINER 200
®
10929, 10660, 10913, 11136
View Safety Info View Safety Info View Safety Info View Safety Info
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Cleveland, Ohio 44117-1199 U.S.A. TEL: 888.935.3877 FAX: 216.486.1751 WEB SITE: www.lincolnelectric.com
SERVICE MANUAL
Copyright © Lincoln Global Inc.
• World's Leader in Welding and Cutting Products •
• Sales and Service through Subsidiaries and Distributors Worldwide •
Page 2
i i
SAFETY
WARNING
CALIFORNIA PROPOSITION 65 WARNINGS
Diesel engine exhaust and some of its constituents
are known to the State of California to cause cancer, birth defects, and other reproductive harm.
The Above For Diesel Engines
ARC WELDING can be hazardous. PROTECT YOURSELF AND OTHERS FROM POSSIBLE SERIOUS INJURY OR DEATH.
KEEP CHILDREN AWAY. PACEMAKER WEARERS SHOULD CONSULT WITH THEIR DOCTOR BEFORE OPERATING.
Read and understand the following safety highlights. For additional safety information, it is strongly recommended that you
purchase a copy of “Safety in Welding & Cutting - ANSI Standard Z49.1” from the American Welding Society, P.O. Box 351040,
Miami, Florida 33135 or CSA Standard W117.2-1974. A Free copy of “Arc Welding Safety” booklet E205 is available from the
Lincoln Electric Company, 22801 St. Clair Avenue, Cleveland, Ohio 44117-1199.
BE SURE THAT ALL INSTALLATION, OPERATION, MAINTENANCE AND REPAIR PROCEDURES ARE
PERFORMED ONLY BY QUALIFIED INDIVIDUALS.
The engine exhaust from this product contains
chemicals known to the State of California to cause
cancer, birth defects, or other reproductive harm.
The Above For Gasoline Engines
FOR ENGINE
powered equipment.
1.a. Turn the engine off before troubleshooting and maintenance
work unless the maintenance work requires it to be running.
____________________________________________________
1.b.Operate engines in open, well-ventilated
areas or vent the engine exhaust fumes
outdoors.
____________________________________________________
1.c. Do not add the fuel near an open flame welding arc or when the engine is running. Stop
the engine and allow it to cool before refueling to prevent spilled fuel from vaporizing on
contact with hot engine parts and igniting. Do
not spill fuel when filling tank. If fuel is spilled,
wipe it up and do not start engine until fumes
have been eliminated.
____________________________________________________
1.d. Keep all equipment safety guards, covers and devices in position and in good repair.Keep hands, hair, clothing and tools
away from V-belts, gears, fans and all other moving parts
when starting, operating or repairing equipment.
____________________________________________________
1.e. In some cases it may be necessary to remove safety
guards to perform required maintenance. Remove
guards only when necessary and replace them when the
maintenance requiring their removal is complete.
Always use the greatest care when working near moving
parts.
___________________________________________________
1.h. To avoid scalding, do not remove the
radiator pressure cap when the engine is
hot.
ELECTRIC AND
MAGNETIC FIELDS
may be dangerous
2.a. Electric current flowing through any conductor causes
localized Electric and Magnetic Fields (EMF). Welding
current creates EMF fields around welding cables and
welding machines
2.b. EMF fields may interfere with some pacemakers, and
welders having a pacemaker should consult their physician
before welding.
2.c. Exposure to EMF fields in welding may have other health
effects which are now not known.
2.d. All welders should use the following procedures in order to
minimize exposure to EMF fields from the welding circuit:
2.d.1.
Route the electrode and work cables together - Secure
them with tape when possible.
2.d.2. Never coil the electrode lead around your body.
1.f. Do not put your hands near the engine fan.
Do not attempt to override the governor or
idler by pushing on the throttle control rods
while the engine is running.
___________________________________________________
1.g. To prevent accidentally starting gasoline engines while
turning the engine or welding generator during maintenance
work, disconnect the spark plug wires, distributor cap or
magneto wire as appropriate.
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
2.d.3. Do not place your body between the electrode and
work cables. If the electrode cable is on your right
side, the work cable should also be on your right side.
2.d.4. Connect the work cable to the workpiece as close as
possible to the area being welded.
2.d.5. Do not work next to welding power source.
Mar ʻ95
PIPELINER® 200
Page 3
ii ii
SAFETY
ELECTRIC SHOCK can kill.
3.a. The electrode and work (or ground) circuits
are electrically “hot” when the welder is on.
Do not touch these “hot” parts with your bare
skin or wet clothing. Wear dry, hole-free
gloves to insulate hands.
3.b. Insulate yourself from work and ground using dry insulation.
Make certain the insulation is large enough to cover your full
area of physical contact with work and ground.
In addition to the normal safety precautions, if welding
must be performed under electrically hazardous
conditions (in damp locations or while wearing wet
clothing; on metal structures such as floors, gratings or
scaffolds; when in cramped positions such as sitting,
kneeling or lying, if there is a high risk of unavoidable or
accidental contact with the workpiece or ground) use
the following equipment:
• Semiautomatic DC Constant Voltage (Wire) Welder.
• DC Manual (Stick) Welder.
• AC Welder with Reduced Voltage Control.
3.c. In semiautomatic or automatic wire welding, the electrode,
electrode reel, welding head, nozzle or semiautomatic
welding gun are also electrically “hot”.
3.d. Always be sure the work cable makes a good electrical
connection with the metal being welded. The connection
should be as close as possible to the area being welded.
3.e. Ground the work or metal to be welded to a good electrical
(earth) ground.
3.f.
Maintain the electrode holder, work clamp, welding cable and
welding machine in good, safe operating condition. Replace
damaged insulation.
3.g. Never dip the electrode in water for cooling.
3.h. Never simultaneously touch electrically “hot” parts of
electrode holders connected to two welders because voltage
between the two can be the total of the open circuit voltage
of both welders.
3.i. When working above floor level, use a safety belt to protect
yourself from a fall should you get a shock.
3.j. Also see Items 6.c. and 8.
ARC RAYS can burn.
4.a. Use a shield with the proper filter and cover
plates to protect your eyes from sparks and
the rays of the arc when welding or observing
open arc welding. Headshield and filter lens
should conform to ANSI Z87. I standards.
4.b. Use suitable clothing made from durable flame-resistant
material to protect your skin and that of your helpers from
the arc rays.
4.c. Protect other nearby personnel with suitable, non-flammable
screening and/or warn them not to watch the arc nor expose
themselves to the arc rays or to hot spatter or metal.
FUMES AND GASES
can be dangerous.
5.a. Welding may produce fumes and gases
hazardous to health. Avoid breathing these
fumes and gases.When welding, keep
your head out of the fume. Use enough
ventilation and/or exhaust at the arc to keep
fumes and gases away from the breathing zone. When
welding with electrodes which require special
ventilation such as stainless or hard facing (see
instructions on container or MSDS) or on lead or
cadmium plated steel and other metals or coatings
which produce highly toxic fumes, keep exposure as
low as possible and within applicable OSHA PEL and
ACGIH TLV limits using local exhaust or mechanical ventilation. In confined spaces or in some circumstances,
outdoors, a respirator may be required. Additional precautions are also required when welding on galvanized
steel.
5. b. The operation of welding fume control equipment is affected
by various factors including proper use and positioning of the
equipment, maintenance of the equipment and the specific
welding procedure and application involved. Worker exposure level should be checked upon installation and periodically thereafter to be certain it is within applicable OSHA PEL
and ACGIH TLV limits.
5.c.
Do not weld in locations near chlorinated hydrocarbon
coming from degreasing, cleaning or spraying operations.
The heat and rays of the arc can react with solvent vapors
form phosgene, a highly toxic gas, and other irritating products.
vapors
to
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
5.d. Shielding gases used for arc welding can displace air and
cause injury or death. Always use enough ventilation,
especially in confined areas, to insure breathing air is safe.
5.e. Read and understand the manufacturerʼs instructions for this
equipment and the consumables to be used, including the
material safety data sheet (MSDS) and follow your
employerʼs safety practices. MSDS forms are available from
your welding distributor or from the manufacturer.
5.f. Also see item 1.b.
Jan ʻ09
PIPELINER® 200
Page 4
iii iii
SAFETY
WELDING and CUTTING
SPARKS can cause fire or
explosion.
6.a.
this is not possible, cover them to prevent the welding sparks
from starting a fire. Remember that welding sparks and hot
materials from welding can easily go through small cracks
and openings to adjcent areas. Avoid welding near hydraulic
lines. Have a fire extinguisher readily available.
6.b. Where compressed gases are to be used at the job site,
special precautions should be used to prevent hazardous
situations. Refer to “Safety in Welding and Cutting” (ANSI
Standard Z49.1) and the operating information for the
equipment being used.
6.c. When not welding, make certain no part of the electrode
circuit is touching the work or ground. Accidental contact can
cause overheating and create a fire hazard.
6.d. Do not heat, cut or weld tanks, drums or containers until the
proper steps have been taken to insure that such procedures
will not cause flammable or toxic vapors from substances
inside. They can cause an explosion even
been “cleaned”. For information, purchase “Recommended
Safe Practices for the
Containers and Piping That Have Held Hazardous
Substances”, AWS F4.1 from the American Welding Society
(see address above).
6.e. Vent hollow castings or containers before heating, cutting or
welding. They may explode.
Sparks and spatter are thrown from the welding arc. Wear oil
6.f.
free protective garments such as leather gloves, heavy shirt,
cuffless trousers, high shoes and a cap over your hair. Wear
ear plugs when welding out of position or in confined places.
Always wear safety glasses with side shields when in a
welding area.
6.g. Connect the work cable to the work as close to the welding
area as practical. Work cables connected to the building
framework or other locations away from the welding area
increase the possibility of the welding current passing through
lifting chains, crane cables or other alternate circuits. This can
create fire hazards or overheat lifting chains or cables until
they fail.
6.h. Also see item 1.c.
Remove fire hazards from the welding area.
though
they have
Preparation
for Welding and Cutting of
CYLINDER may explode
if damaged.
7.a. Use only compressed gas cylinders
If
pressure used. All hoses, fittings, etc. should be suitable for
the application and maintained in good condition.
7.b. Always keep cylinders in an upright position securely
chained to an undercarriage or fixed support.
7.c. Cylinders should be located:
• Away from areas where they may be struck or subjected to
physical damage.
• A safe distance from arc welding or cutting operations and
any other source of heat, sparks, or flame.
7.d. Never allow the electrode, electrode holder or any other
electrically “hot” parts to touch a cylinder.
7.e. Keep your head and face away from the cylinder valve outlet
when opening the cylinder valve.
7.f. Valve protection caps should always be in place and hand
tight except when the cylinder is in use or connected for
use.
7.g. Read and follow the instructions on compressed gas
cylinders, associated equipment, and CGA publication P-l,
“Precautions for Safe Handling of Compressed Gases in
Cylinders,” available from the Compressed Gas Association
1235 Jefferson Davis Highway, Arlington, VA 22202.
containing the correct shielding gas for the
process used and properly operating
regulators designed for the gas and
FOR ELECTRICALLY
powered equipment.
8.a. Turn off input power using the disconnect
switch at the fuse box before working on
the equipment.
8.b. Install equipment in accordance with the U.S. National
Electrical Code, all local codes and the manufacturerʼs
recommendations.
8.c. Ground the equipment in accordance with the U.S. National
Electrical Code and the manufacturerʼs recommendations.
6.I. Read and follow NFPA 51B “ Standard for Fire Prevention
During Welding, Cutting and Other Hot Work”, available from
NFPA, 1 Batterymarch Park,PO box 9101, Quincy, Ma
022690-9101.
6.j. Do not use a welding power source for pipe thawing.
Refer to http://www.lincolnelectric.com/safety for additional safety information.
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Jan ʻ09
PIPELINER® 200
Page 5

iv iv
SAFETY
PRÉCAUTIONS DE SÛRETÉ
Pour votre propre protection lire et observer toutes les instructions
et les précautions de sûreté specifiques qui parraissent dans ce
manuel aussi bien que les précautions de sûreté générales suivantes:
Sûreté Pour Soudage A LʼArc
1. Protegez-vous contre la secousse électrique:
a. Les circuits à lʼélectrode et à la piéce sont sous tension
quand la machine à souder est en marche. Eviter toujours
tout contact entre les parties sous tension et la peau nue
ou les vétements mouillés. Porter des gants secs et sans
trous pour isoler les mains.
b. Faire trés attention de bien sʼisoler de la masse quand on
soude dans des endroits humides, ou sur un plancher metallique ou des grilles metalliques, principalement dans
les positions assis ou couché pour lesquelles une grande
partie du corps peut être en contact avec la masse.
c. Maintenir le porte-électrode, la pince de masse, le câble de
soudage et la machine à souder en bon et sûr état defonctionnement.
d.Ne jamais plonger le porte-électrode dans lʼeau pour le
refroidir.
e. Ne jamais toucher simultanément les parties sous tension
des porte-électrodes connectés à deux machines à souder
parce que la tension entre les deux pinces peut être le total
de la tension à vide des deux machines.
f. Si on utilise la machine à souder comme une source de
courant pour soudage semi-automatique, ces precautions
pour le porte-électrode sʼapplicuent aussi au pistolet de
soudage.
2. Dans le cas de travail au dessus du niveau du sol, se protéger
contre les chutes dans le cas ou on recoit un choc. Ne jamais
enrouler le câble-électrode autour de nʼimporte quelle partie du
corps.
3. Un coup dʼarc peut être plus sévère quʼun coup de soliel, donc:
6. Eloigner les matériaux inflammables ou les recouvrir afin de
prévenir tout risque dʼincendie dû aux étincelles.
7. Quand on ne soude pas, poser la pince à une endroit isolé de
la masse. Un court-circuit accidental peut provoquer un
échauffement et un risque dʼincendie.
8. Sʼassurer que la masse est connectée le plus prés possible de
la zone de travail quʼil est pratique de le faire. Si on place la
masse sur la charpente de la construction ou dʼautres endroits
éloignés de la zone de travail, on augmente le risque de voir
passer le courant de soudage par les chaines de levage,
câbles de grue, ou autres circuits. Cela peut provoquer des
risques dʼincendie ou dʼechauffement des chaines et des
câbles jusquʼà ce quʼils se rompent.
9. Assurer une ventilation suffisante dans la zone de soudage.
Ceci est particuliérement important pour le soudage de tôles
galvanisées plombées, ou cadmiées ou tout autre métal qui
produit des fumeés toxiques.
10. Ne pas souder en présence de vapeurs de chlore provenant
dʼopérations de dégraissage, nettoyage ou pistolage. La
chaleur ou les rayons de lʼarc peuvent réagir avec les vapeurs
du solvant pour produire du phosgéne (gas fortement toxique)
ou autres produits irritants.
11. Pour obtenir de plus amples renseignements sur la sûreté, voir
le code “Code for safety in welding and cutting” CSA Standard
W 117.2-1974.
PRÉCAUTIONS DE SÛRETÉ POUR
LES MACHINES À SOUDER À
TRANSFORMATEUR ET À
REDRESSEUR
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
a. Utiliser un bon masque avec un verre filtrant approprié ainsi
quʼun verre blanc afin de se protéger les yeux du rayonnement de lʼarc et des projections quand on soude ou
quand on regarde lʼarc.
b. Porter des vêtements convenables afin de protéger la peau
de soudeur et des aides contre le rayonnement de lʻarc.
c. Protéger lʼautre personnel travaillant à proximité au
soudage à lʼaide dʼécrans appropriés et non-inflammables.
4. Des gouttes de laitier en fusion sont émises de lʼarc de
soudage. Se protéger avec des vêtements de protection libres
de lʼhuile, tels que les gants en cuir, chemise épaisse, pantalons sans revers, et chaussures montantes.
5. Toujours porter des lunettes de sécurité dans la zone de
soudage. Utiliser des lunettes avec écrans lateraux dans les
zones où lʼon pique le laitier.
PIPELINER® 200
1. Relier à la terre le chassis du poste conformement au code de
lʼélectricité et aux recommendations du fabricant. Le dispositif
de montage ou la piece à souder doit être branché à une
bonne mise à la terre.
2. Autant que possible, Iʼinstallation et lʼentretien du poste seront
effectués par un électricien qualifié.
3. Avant de faires des travaux à lʼinterieur de poste, la debrancher à lʼinterrupteur à la boite de fusibles.
4. Garder tous les couvercles et dispositifs de sûreté à leur place.
Mar ʻ93
Page 6

I I
RETURN TO MAIN MENU
- MASTER TABLE OF CONTENTS FOR ALL SECTIONS -
Page
Safety . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .i-iv
Installation (Kubota V2203M) (K6090-11) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Section A
Installation (Perkins 104.22) (K6090-9) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Section AA
Installation (GM 3.0 L) (K6090-7) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Section AAA
Operation (Kubota V2203M) (K6090-11) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Section B
Operation (Perkins 104.22) (K6090-9) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Section BB
Operation (GM 3.0 L) (K6090-7) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Section BBB
Accessories (Kubota V2203M) (K6090-11) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Section C
Accessories (Perkins 104.22) (K6090-9) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Section CC
Accessories (GM 3.0 L) (K6090-7) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Section CCC
Maintenance (Kubota V2203M) (K6090-11) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Section D
Maintenance (Perkins 104.22) (K6090-9) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Section DD
Maintenance (GM 3.0 L) (K6090-7) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Section DDD
Theory of Operation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Section E
Troubleshooting and Repair . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Section F
Electrical Diagrams . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Section G
Parts Manual (GM 3.0 L) (K6090-7) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .P-370
Parts Manual (Perkins 104.22) (K6090-9) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .P-448
Parts Manual (Kubota V2203M) (K6090-11) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .P504
PIPELINER® 200
Page 7
A-1 A-1
Installation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .A-1
Technical Specifications . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .A-2
General Description & Design Features . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .A-3
Pre-Operation Installation & Grounding . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .A-4
Trailer, Polarity Controls, Oil, Fuel & Cooling System . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .A-5
Battery Charging . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .A-6
TABLE OF CONTENTS - INSTALLATION SECTION
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
PIPELINER® 200D KUBOTA
Page 8
A-2 A-2
INSTALLATION
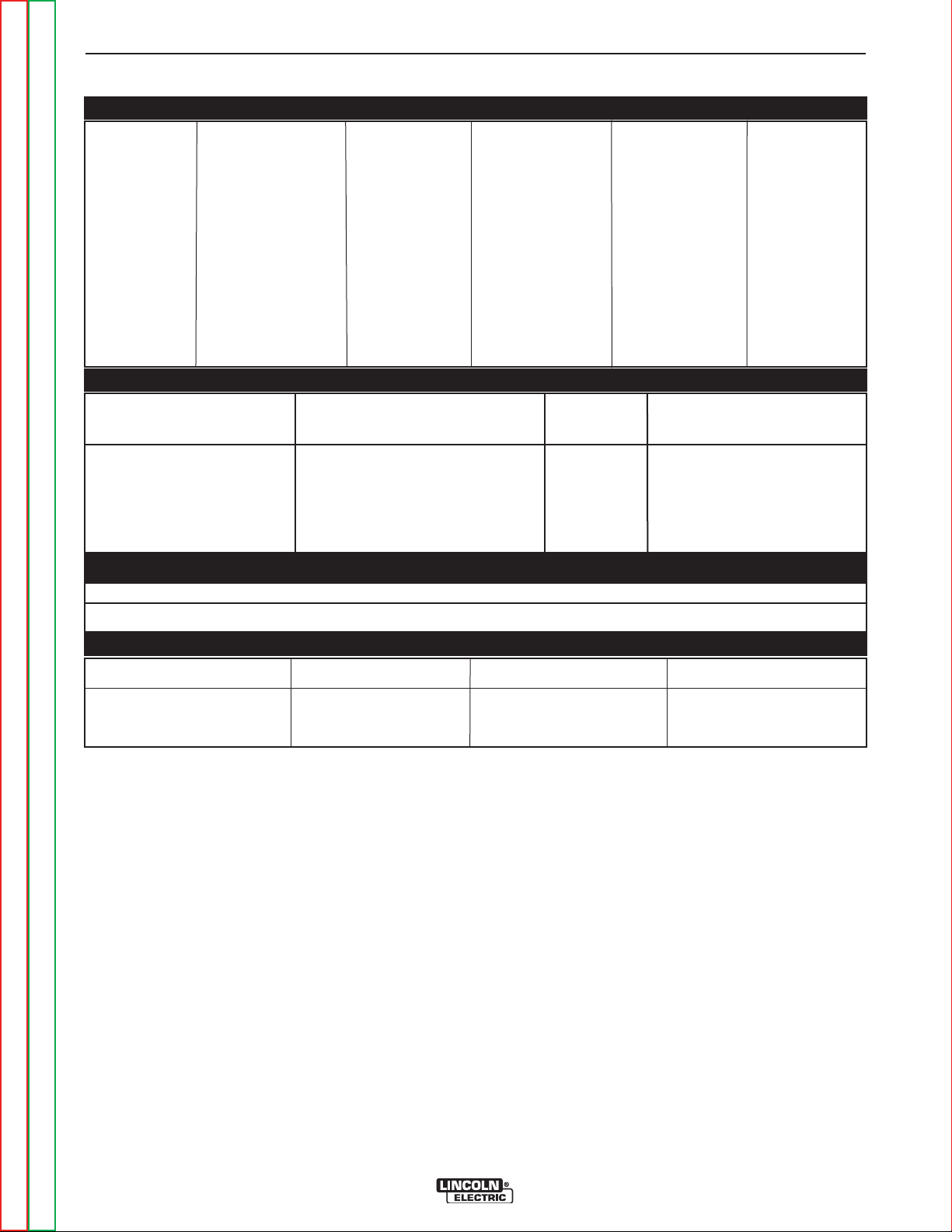
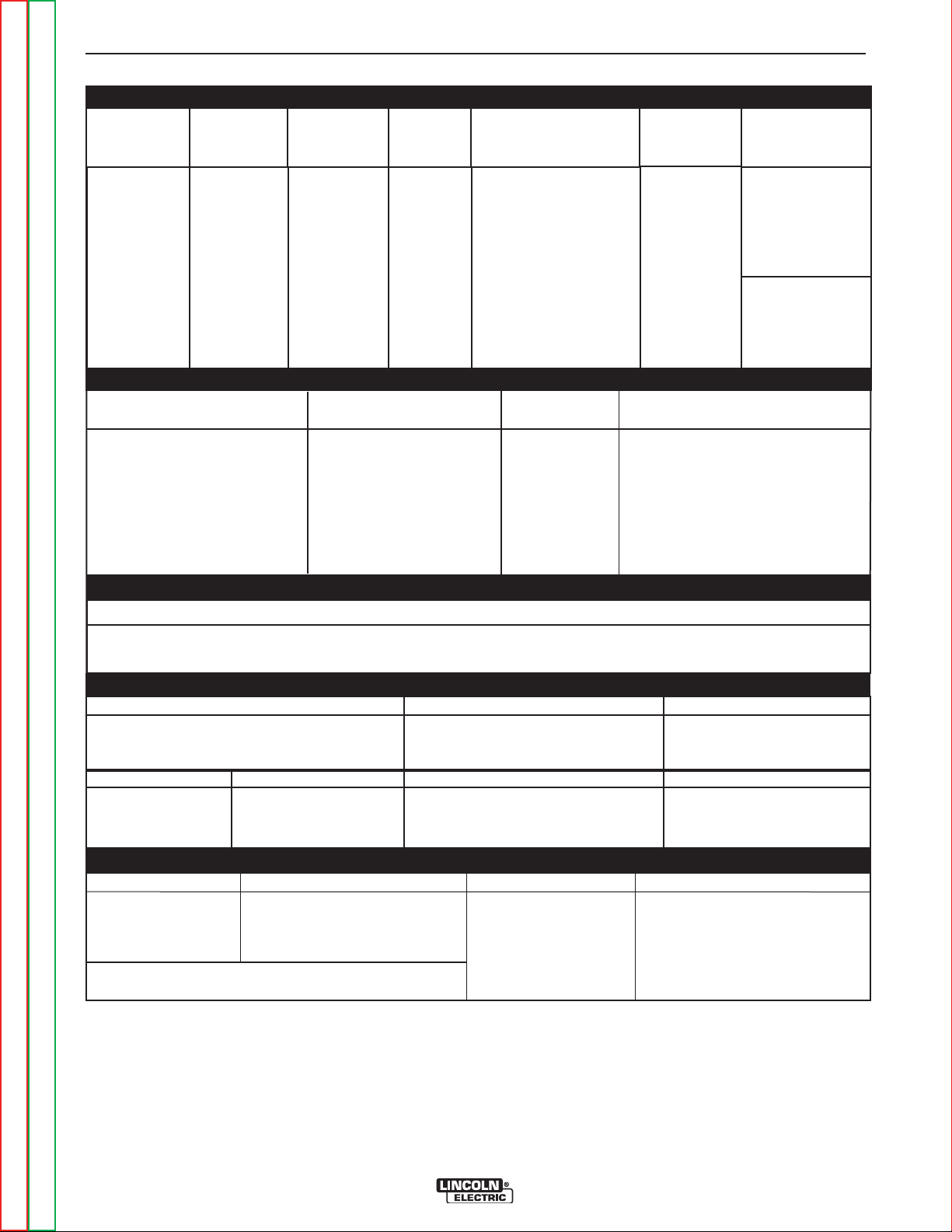
TECHNICAL SPECIFICATIONS - PIPELINER® 200D KUBOTA (K6090-11)
INPUT - DIESEL ENGINE
Make/Model Description Speed (RPM) Displacement Starting Capacities
System
4 Cylinder
4 Cycle 134.1 cu. in
Naturally Aspirated (2.2 ltrs) (Group 45, 650 57 L
Kubota Water-Cooled High Idle 1600 cold crank amps)
V2203M Diesel Engine Low Idle 1400 Bore x Stroke
Cast Iron Cylinder, Full Load 1600 40 A. Alternator 7.6 L
Block/Crankcase 3.43” x 3.64” w/ built in reg. 9.5 Qts
27.8HP @1600 RPM
12VDC battery
1.4 KW
Starter Oil: 8.0 Qts.
RATED OUTPUT @ 104°F(40°C) - WELDER
DESCRIPTION RATED DC OUTPUT Duty DC CURRENT RANGE
VOLTS @ RATED AMPS CYCLE Fine Adjustments in each Range
Fuel: 15 gal
.
9.0 L
200 Amp DC Welder
All Copper Windings NEMA RATING 28V @ 200A 60% 40-300 Amps
Pure DC Power Generator
LINCOLN PLUS RATING
40V @ 200A
RATED OUTPUT @ 104°F(40°C) - GENERATOR
Auxiliary Power
1.75 kW 15 Amps @ 120V DC @ 35% Duty Cycle
(1)
PHYSICAL DIMENSIONS
HEIGHT WIDTH DEPTH WEIGHT
(2)
45.50
(1156 mm) (610 mm) (1727 mm) (592 kg)
(1) Output rating in watts is equivalent to volt-amperes at unity power factor. Output voltage is within ± 10% at all loads up to rated capacity.
When welding, available auxiliary power will be reduced.
(2) Height is to the top of exhaust elbow. Case height is 40.9 in.(1039mm).
in. 24.00 in. 68.00 in. 1302 lbs.
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
PIPELINER® 200D KUBOTA
Page 9

A-3 A-3
INSTALLATION
GENERAL DESCRIPTION
The Pipeliner® 200D is a heavy duty engine driven DC
arc welding power source capable of providing DC
constant current output for stick welding and DC TIG
welding. With the addition of the optional Wire Feed
Module the Pipeliner® 200D will provide constant voltage output for running the LN-25 wire feeder.
The optional Remote Control Kit provides a remote
control rheostat for remote fine current and open circuit
voltage adjustment.
The Pipeliner® 200D KUBOTA has Diesel Engine
Protection. In the event of sudden low oil pressure or
high coolant temperature, the engine immediately
shuts down.
The Pipeliner® 200D KUBOTA has a current range of
40-300 DC amps with output ratings as follows:
The unit is also capable of providing 1.75 kw of 120V
DC auxiliary power.
This unit uses the Kubota V2203M Industrial water
cooled diesel engine.
DESIGN FEATURES
CONTROL PANEL
Both the engine and the welder controls are located on
one recessed panel at the exciter end of the machine.
The welder controls consist of a five step “Current
Range Selector” switch and a “Fine Current
Adjustment” rheostat. The welder is equipped with a
“Start” button,”Glow Plug” button, “Ignition” switch,
“Idler” control switch, hour meter, “Engine Protection”
indicator light, “Remote / Local Switch and Receptacle.
The control panel also contains a three prong grounding type receptacle for auxiliary power, an engine temperature gauge, a battery charging ammeter an oil
pressure gauge and a high idle RPM adjustment knob.
ENGINE IDLER
The Pipeliner® 200D KUBOTA is equipped with an
electronic automatic engine idler. It automatically
increases and decreases engine speed when starting
and stopping welding or using auxiliary power. A builtin time delay permits changing electrodes before the
engine slows to its low idle speed. The “Idler” control
switch on the panel locks the idler in the full speed
position when desired.
AUXILIARY POWER
1.75 kw of nominal 120V DC. Output voltage is maintained within ± 10% at all loads up to rated capacity.
WELDER ENCLOSURE
The complete welder is rubber mounted on a rugged
steel “C” channel base.
The output terminals are placed at the side of the
machine so that they are protected by the door. The
output terminals are labeled (+) and (-).
CRANKING SYSTEM
A 12V electric starter is standard.
AIR CLEANER
Heavy duty two-stage dry type
MUFFLER
A muffler and stainless steel exhaust outlet pipe are
standard.
ENGINE HOUR METER
A meter to record the hours of operation.
ENGINE PROTECTION - The system shuts the engine
down in the event of sudden low oil pressure or high
coolant temperature. A warning light on the control
panel will indicate such a fault. To reset the engine for
restarting, turn the ignition switch off then on. Refer to
Troubleshooting section for all warning light fault
codes.
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
WELDING GENERATOR
The Pipeliner® 200D KUBOTA uses the old style,
round, all copper FJW Generator frame which provides
the customer with the original “Classic” pipe welding
arc.
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
CUSTOM ARC™ HIGH IDLE RPM (OCV)
ADJUSTMENT - A Potentiometer is mounted on the
Control Panel that allows the operator to adjust the
high idle engine speed between 1450 and 1600
RPMʼS. This is to allow further adjustment of the OCV.
Total OCV adjustment range is about 15 volts.
OIL DRAIN VALVE- A ball valve, hose and clamp are
standard.
REMOTE CONTROL- The Remote/Local switch and
Receptacle are standard.
PIPELINER® 200D KUBOTA
Page 10
A-4 A-4
INSTALLATION
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
PRE-OPERATION INSTALLATION
WARNING
Do not attempt to use this equipment until you
have thoroughly read the engine manufacturerʼs
manual supplied with your welder. It includes
important safety precautions, detailed engine
starting, operating and maintenance instructions,
and parts lists.
------------------------------------------------------------------------
ELECTRIC SHOCK can kill.
• Do not touch electrically live parts or
electrode with skin or wet clothing.
• Insulate yourself from work and
ground
• Always wear dry insulating gloves.
------------------------------------------------------------------------
ENGINE EXHAUST can kill.
• Use in open, well ventilated areas or
vent exhaust outside.
------------------------------------------------------------------------
MOVING PARTS can injure.
• Do not operate with doors open or
guards off.
• Stop engine before servicing.
• Keep away from moving parts.
------------------------------------------------------------------------
See additional warning information at the
front of this operatorʼs manual.
------------------------------------------------------------------------
EXHAUST SPARK ARRESTER
Some federal, state or local laws may require that
engines be equipped with exhaust spark arresters
when they are operated in certain locations where
unarrested sparks may present a fire hazard. The
standard muffler included with this welder does not
qualify as a spark arrester. When required by local
regulations, a suitable spark arrester must be installed
and properly maintained.
CAUTION
Use of an incorrect arrester may lead to engine damage or performance loss. Contact the engine manufacturer for specific recommendations.
------------------------------------------------------------------------
LOCATION/VENTILATION
Always operate the welder with the doors closed.
Leaving the doors open changes the designed air flow
and may cause overheating.
The welder should be located to provide an unrestricted flow of clean, cool air. Also, locate the welder so
that engine exhaust fumes are properly vented to an
outside area.
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
CAUTION
DO NOT MOUNT OVER COMBUSTIBLE SURFACES.
Where there is a combustible surface directly under
stationary or fixed electrical equipment, the surface
shall be covered with a steel plate at least .06”(1.6mm)
thick, which shall extend not more than 5.90”(150mm)
beyond the equipment on all sides.
------------------------------------------------------------------------
MACHINE GROUNDING
According to the United States National Electrical
Code, the frame of this portable generator is not
required to be grounded and is permitted to serve as
the grounding means for cord connected equipment
plugged into its receptacle.
Some state, local, or other codes or unusual operating
circumstances may require the machine frame to be
grounded. It is recommended that you determine the
extent to which such requirements may apply to your
particular situation and follow them explicitly. A
machine grounding stud marked with the symbol is
provided on the welding generator frame foot. In general, if the machine is to be grounded, it should be connected with a #8 or larger copper wire to a solid earth
ground such as a metal water pipe going into the
ground for at least ten feet and having no insulated
joints, or to the metal framework of a building which
has been effectively grounded. The U.S. National
Code lists a number of alternate means of grounding
electrical equipment.
LIFT BAIL
A lift bail is provided for lifting with a hoist.
WARNING
• Lift only with equipment of
adequate lifting capacity.
• Be sure machine is stable
when lifting.
• Do not lift this machine using
lift bale if it is equipped with a
heavy accessory such as trailer or gas cylinder.
• Do not lift machine if lift bale is EQUIPMENT can damaged.
• Do not operate machine while suspended
from lift bale.
------------------------------------------------------------------------
PIPELINER® 200D KUBOTA
Page 11
A-5 A-5
TRAILER (See Accessories Section)
If the user adapts a non-Lincoln trailer, the user must
assume responsibility that the method of attachment
and usage does not result in a safety hazard nor damage the welding equipment. Some of the factors to be
considered are as follows:
1. Design capacity of trailer vs. weight of Lincoln
equipment and likely additional attachments.
2. Proper support of, and attachment to, the base of
the welding equipment so there will be no undue
stress to the framework.
3. Proper placement of the equipment on the trailer to
ensure stability side to side and front to back when
being moved and when standing by itself while
being operated or serviced.
4. Typical conditions of use, i.e., travel speed, roughness of surface on which the trailer will be operated; environmental conditions, likely maintenance.
5. Conformance with federal, state and local laws.
(1)
Consult your federal, state and local laws regarding specific
requirements for use on public highways.
VEHICLE MOUNTING
WARNING
Improperly mounted concentrated loads may
cause unstable vehicle handling and tires or other
components to fail.
• Only transport this Equipment on serviceable
vehicles which are rated and designed for such
loads.
• Distribute, balance and secure loads so vehicle
is stable under conditions of use.
• Do not exceed maximum rated loads for components such as suspension, axles and tires.
• Mount equipment base to metal bed or frame of
vehicle.
• Follow vehicle manufactureʼs instructions.
------------------------------------------------------------------------
INSTALLATION
RECOMMENDED COPPER CABLE SIZES
Amps Duty Cycle Up to 200ft.(61m) 200 to 250ft.
200 60% 1 1/0
PRE-OPERATION SERVICE
READ the engine operating and maintenance instruc-
tions supplied with this machine.
(1)
DIESEL FUEL
can
cause fire
------------------------------------------------------------------------
OIL
This unit is supplied from the factory with the engine
crankcase filled with a high quality SAE 10W/30 oil.
This oil should be acceptable for most typical ambient
temperatures. Consult the engine operation manual
for specific engine manufacturerʼs recommendations.
Upon receipt of the welder, check the engine dipstick to
be sure the oil is at the “full” mark. DO NOT overfill.
Cables Sizes for Combined Length
of Electrode Plus Work Cable
(61 to 76m)
CAUTION
WARNING
• Stop engine while fueling.
• Do not smoke when fueling.
• Keep sparks and flame away
from tank.
• Do not leave unattended while
fueling.
• Wipe up spilled fuel and allow
fumes to clear before starting
engine.
• Do not overfill tank, fuel expansion may cause overflow.
DIESEL FUEL ONLY
FUEL
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
POLARITY CONTROL AND CABLE SIZES
With the engine off, route the electrode and work
cables through the strain relief bracket on the base and
connect to the studs located below the fuel tank mounting rail. (See size recommendations below.) For pos-
itive polarity, connect the electrode cable to the terminal marked “+”. For Negative polarity, connect the
electrode cable to the “-” stud. These connections
should be checked periodically and tightened if necessary.
When welding at a considerable distance from the
welder, be sure you use ample sized welding cables.
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Fill the fuel tank with the grade of fuel recommended in
the Engine Operatorʼs manual. Make sure the valve on
the water separator is in the open position.
COOLING SYSTEM
The radiator has been filled at the factory with a 50-50
mixture of ethylene glycol antifreeze and water. Check
the radiator level and add a 50-50 solution as needed
(see engine manual or antifreeze container for alternate antifreeze recommendations).
PIPELINER® 200D KUBOTA
Page 12

A-6 A-6
INSTALLATION
Battery Charging
WARNING
GASES FROM BATTERY can explode.
• Keep sparks, flame and cigarettes
away.
BATTERY ACID can burn eyes and
skin.
• Wear gloves and eye protection and
be careful when boosting, charging
or working near battery.
To prevent EXPLOSION when:
a) Installing a new battery - disconnect the nega-
tive cable from the old battery first and connect the negative cable to the new battery last
b) Connecting a battery charger - remove the bat-
tery from the welder by disconnecting the negative cable first, then the positive cable and
battery clamp. When reinstalling, connect the
negative cable last.
c) Using a booster - connect the positive lead to
the battery first, then connect the negative lead
to the ground lead on the base.
To prevent ELECTRICAL DAMAGE when:
a) Installing a new battery.
b) Using a booster.
Use correct polarity - Negative Ground.
• To prevent BATTERY DISCHARGE, if you have an
ignition switch, turn it off when engine is not running.
• To prevent BATTERY BUCKLING, tighten nuts on
battery clamp until snug.
------------------------------------------------------------------------
The PIPELINER® 200D KUBOTA is equipped with a
wet charged battery. The charging current is automatically regulated when the battery is low (after starting
the engine) to a trickle current when the battery is fully
charged.
When replacing, jumping or otherwise connecting the
battery to the battery cables, the proper polarity must
be observed. This system is NEGATIVE GROUND.
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
PIPELINER® 200D KUBOTA
Page 13

B-1 B-1
Operation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .B-1
Engine Operation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .B-2
Welder Operation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .B-3
Idler Operation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .B-4
TABLE OF CONTENTS - OPERATION SECTION
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
PIPELINER® 200D KUBOTA
Page 14

B-2 B-2
OPERATION
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
ENGINE OPERATION
WARNING
Do not attempt to use this equipment until you
have thoroughly read the engine manufacturerʼs
manual supplied with your welder. It includes
important safety precautions, detailed engine
starting, operating and maintenance instructions,
and parts lists.
----------------------------------------------------------------
ELECTRIC SHOCK can kill.
• Do not touch electrically live parts or
electrode with skin or wet clothing.
• Insulate yourself from work and
ground
• Always wear dry insulating gloves.
------------------------------------------------------------------------
ENGINE EXHAUST can kill.
• Use in open, well ventilated areas or
vent exhaust outside.
------------------------------------------------------------------------
MOVING PARTS can injure.
• Do not operate with doors open or
guards off.
• Stop engine before servicing.
• Keep away from moving parts.
------------------------------------------------------------------------
See additional warning information at the
front of this operatorʼs manual.
Operate the welder with the doors closed. Leaving the
doors open changes the designed air flow and can
cause overheating.
STARTING THE PIPELINER® 200D KUBOTA V2203M
DIESEL ENGINE
1. Turn the “IDLER” switch to “HIGH”.
2. Turn the “IGNITION” switch to “ON”.
3. Press the Glow Plug button for 20 to 30 seconds.
(maximum 60 seconds).
4. Press the Glow Plug button and the Start button at the
same time. When the engine starts running, release
both buttons. If the engine fails to start in 20 seconds,
wait 30 seconds and repeat the above procedure.
5. Observe the oil pressure. If no pressure shows within
30 seconds, stop the engine and consult the engine
operating manual. To stop the engine, turn the “IGNITION” switch to “OFF”.
6. If the engine protection warning light comes on during
cranking or after start up, the “IGNITION” switch must
be turned “OFF” to reset the engine protection system.
7. Allow the engine to run at high idle speed for several
minutes to warm the engine. Stop the engine and
recheck the oil level, after allowing sufficient time for
the oil to drain into the pan. If the level is down, fill it to
the full mark again. The engine controls were properly
set at the factory and should require no adjusting when
received.
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
COLD WEATHER STARTING:
With a fully charged battery and the proper weight oil,
the engine should start satisfactorily even down to
about -5°F (-20°C), it maybe desirable to install coldstarting aides.
Note: Extreme cold weather staring may require longer
glow plug operation.
Under NO
fluids be used!
------------------------------------------------------------------------
HIGH ALTITUDE OPERATION:
At higher altitudes, output derating may be necessary.
For maximum rating, derate the welder 4% for every
300 meters (984 ft.) above 1500 meters (4920 ft.).
Contact a Kubota Service Representative for any
engine adjustments that may be required.
STOPPING THE ENGINE
1. Turn the “IGNITION” switch to “OFF”
At the end of each dayʼs welding, check the crankcase
oil level, drain accumulated dirt and water from the
water separator and refill the fuel tank to minimize
moisture condensation in the tank. Also, running out of
fuel tends to draw dirt into the fuel system.
When hauling the welder between job sites, close the
valve on the water separator.
If the fuel supply is cut off or runs out while the fuel
pump is operating, air may be entrapped in the fuel distribution system. If this happens, bleeding of the fuel
system may be necessary. Use qualified personnel to
do this per the instructions in the MAINTENANCE section of this manual.
ENGINE BREAK-IN
Lincoln Electric selects high quality, heavy-duty industrial engines for the portable welding machines we
offer. While it is normal to see a small amount of
crankcase oil consumption during initial operation,
excessive oil use, wetstacking (oil or tar like substance
at the exhaust port), or excessive smoke is not normal.
PIPELINER® 200D KUBOTA
WARNING
conditions should ether or other starting
Page 15

B-3 B-3
OPERATION
Larger machines with a capacity of 350 amperes and
higher, which are operated at low or no-load conditions
for extended periods of time are especially susceptible
to the conditions described above. To accomplish successful engine break-in, most diesel-powered equipment needs only to be run at a reasonably heavy load
within the rating of the welder for some period of time
during the engineʼs early life. However, if the welder is
subjected to extensive light loading, occasional moderate to heavy loading of the engine may sometimes be
necessary. Caution must be observed in correctly
loading a diesel/generator unit.
1. Connect the welder output studs to a suitable
resistive load bank. Note that any attempt to short
the output studs by connecting the welding leads
together, direct shorting of the output studs, or
connecting the output leads to a length of steel will
result in catastrophic damage to the generator and
voids the warranty.
2. Set the welder controls for an output current and
voltage within the welder rating and duty cycle.
Note that any attempt to exceed the welder rating
or duty cycle for any period of time will result in
catastrophic damage to the generator and voids
the warranty.
3. Periodically shut off the engine and check the
crankcase oil level.
WELDER OPERATION
WARNING
ELECTRIC SHOCK can kill.
• Do not touch electrically live parts or
electrode with skin or wet clothing.
• Insulate yourself from work and
ground.
FUMES & GASES can be dangerous.
• Keep your head out of the fumes.
• Use ventilation or exhaust to remove
fumes from breathing zone.
WELDING SPARKS can cause fire or
explosion.
• Keep flammable material away.
DUTY CYCLE
The NEMA output rating of the PIPELINER® 200D
KUBOTA is 200 amperes at 28 arc volts on
cycle (consult Specifications in this manual
ratings). Duty cycle is based on a ten minute period;
thus, the welder can be loaded at rated output for six
minutes out of every ten minute period.
CONTROL OF WELDING CURRENT
a 60% duty
for alternate
CAUTION
DO NOT TURN THE “CURRENT RANGE SELECTOR” WHILE WELDING because the current may
arc between the contacts and damage the switch.
------------------------------------------------------------------------
The “Current Range Selector” provides five overlapping current ranges. The “Fine Current Adjustment”
adjusts the current from minimum to maximum within
each range. Open circuit voltage is also controlled by
the “Fine Current Adjustment” permitting control of the
arc characteristics.
A high open circuit voltage setting provides the soft
“buttering” arc with best resistance to pop-outs preferred for most welding. To get this characteristic, set
the “Current Range Selector” to the lowest setting that
still provides the current you need and set the “Fine
Current Adjustment” near maximum. For example: to
obtain 175 amps and a soft arc, set the “Current
Range Selector” to the 190-120 position and then
adjust the “Fine Current Adjustment” for 175 amps.
When a forceful “digging” arc is required, usually for
vertical and overhead welding, use a higher “Current
Range Selector” setting and lower open circuit voltage.
For example: to obtain 175 amps and a forceful arc,
set the “Current Range Selector” to the 240-160 position and the “Fine Current Adjustment” setting to get
175 amps.
Some arc instability may be experienced with EXX10
electrodes when trying to operate with long arc techniques at settings at the lower end of the open circuit
voltage range.
CAUTION
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
ARC RAYS can burn.
• Wear eye, ear, and body protection.
------------------------------------------------------------------------
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
DO NOT attempt to set the “Current Range Selector”
between the five points designated on the nameplate.
------------------------------------------------------------------------
These switches have a spring loaded cam which
almost eliminates the possibility of setting this switch
between the designated points.
PIPELINER® 200D KUBOTA
Page 16
B-4 B-4
IDLER OPERATION
Start the engine with the “Idler” switch in the “High”
position. Allow it to run at high idle speed for several
minutes to warm the engine. See Specifications for
operating speeds.
The idler is controlled by the “Idler” toggle switch on
the welder control panel. The switch has two positions
as follows:
1. In the “High” position, the engine control unit
increases the engine to high idle speed.
2. In the “Auto” / position, the idler oper-
ates as follows:
a. When welding or drawing power for lights or tools
(approximately 100 watts minimum) from the receptacles, the engine operates at high idle speed.
b. When welding ceases or the power load is turned
off, a preset time delay of about 15 seconds starts.
This time delay cannot be adjusted.
OPERATION
c. If the welding or power load is not re-started before
the end of the time delay, the engine control unit
reduces the engine to low idle speed.
AUXILIARY POWER
1.75 kVA of 120 V DC auxiliary power is availiable at
the receptacle located on the control panel.
When the High Speed Adjustment knob is in the MIN
position, the voltage of the DC auxiliary output may be
reduced to below the rating on the nameplate of the
machine. It is recommended that the High Idle Speed
Adjustment knob should be in the MAX position when
using the DC auxiliary output.
Always replace blown fuse with type rated for DC voltage (i.e. Cooper Bussmann Inc. Model LP-CC-15 or
Littlefuse Model CCMR-15.
PIPELINER® 200D WITH KUBOTA V2203M DIESEL ENGINE
TYPICAL FUEL CONSUMPTION DATA
Low idle (1400 RPM ) .32gal/hr (1.21ltrs/hr )
No Load
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
High idle ( 1600 Rpm ) .37gal/hr (1.40ltrs/hr )
No load
200 Amps @ 28 Volts .85gal/hr (3.22ltrs/hr )
Auxiliary Power
1,750 Watts .50gal/hr (1.89ltrs/hr)
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
PIPELINER® 200D KUBOTA
Page 17
C-1 C-1
Accessories . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .C-1
Optional Features . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .C-2
TABLE OF CONTENTS - ACCESSORIES SECTION
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
PIPELINER® 200D KUBOTA
Page 18

C-2 C-2
ACCESSORIES
OPTIONAL FEATURES (Field Installed)
GENERAL OPTIONS
WARNING
Pipe Thawing with an arc welder can cause fire,
explosion, damage to electric wiring or to the arc
welder if done improperly. The use of an arc welder
for pipe thawing is not approved by the CSA, nor is
it recommended or supported by Lincoln Electric.
------------------------------------------------------------------------
Spark Arrestor Kit (K903-1) - Includes a heavy gage
steel, approved spark arrestor, clamp and adapter for
mounting to the muffler exhaust pipe.
TRAILER (K953-1) - Two-wheeled trailer with optional fender
and light package. For highway use, consult applicable federal, state, and local laws regarding possible additional requirements. There is a choice of 2 hitches, a fender & a light package.
K953-1 Trailer
K958-1 Ball Hitch
K958-2 Lunette Eye Hitch
K959-1 Fender & Light Kit
K965-1 Cable Rack
WIRE FEED OPTIONS
Wire Feed Module (K623-1) - Provides constant volt-
age (CV) output with improved arc stability for
Innershield welding. Excellent for MIG welding.
Recommended wire feeders are the LN-7, LN-23P and
LN-25. (Factory installed on the K1643-6).
LN-15 Wire Feeder (K1870-1,-2)-Portable CC/CV unit
for flux-cored and MIG welding.
LN-23P Wire Feeder (K316L-1)-Portable CV unit for
Innershield pipe welding. Control cable operates contactor inside Wire Feed Module for “cold” electrode.
Requires LN-23P Adapter Kit (K350-1) and Gun and
Cable Assembly.
LN-23P Adapter Kit (K350-1)-Required to adapt LN23P to any Lincoln power source. Makes 14 pin connection at power source.
Magnum® 250 Innershield Gun (for LN-23P) (K355-10)-
For lighter weight and easier handling. Rated 250
amps, 60% duty cycle. For .068 through 5/64” (1.7
through 2.0 mm) Innershield wire and includes
reduced speed switch. For pipewelding, an M11476
62° gun tube is recommended.
K1858-1 AIR CLEANER SERVICE INDICATOR
STICK OPTIONS
K704 ACCESSORY SET - Includes 35 ft.(10 m) of
electrode cable and 30 ft.(9 m) of work cable, headshield, work clamp and electrode holder. Cable is rated
at 500 amps, 60% duty cycle.
Remote Control Kit (K924-5) - Contains remote
control rheostat and 100 ft.(30.5 m) cable for adjusting
the OCV at the welding site. (For Codes 10910 and
above.)
Remote Control Kit (K2464-1) - Contains a remote
control rheostat (for adjusting the CC “STICK” OCV),
remote control potentiometer (for adjusting the CV
“WIRE” OCV), and 100ft.(30.5m) cable.
LN-25 Wire Feeder (K449)-Portable CC/CV unit for
flux-cored and MIG welding. Includes Gas Solenoid &
Internal Contactor. Requires Wire Feed Module.
Remote Voltage Control Kit for LN-25 (K444-2)
Provides 25 ft. (7.5m) of remote output voltage control
and output jumper (2 and 4) for machines having 14
pin MS-type connector.
Magnum® 350 Innershield Gun (for LN-25)(K126-2)-
For self-shielded wire with 15 ft. (4.5m) cable. For
.062-3/32” (1.6-2.8mm) wire.
Magnum® 200 MIG Gun (for LN-25)(K497-3)-With
15 ft. (4.5m) cable. For .025 (0.6m) wire.
Magnum Gun Connector KiT (K466-1) Connects
Magnum 200 MIG gun to LN-25 Wire Feeder.
62° gun tube for Pipe Welding (KP1909-1)-
Recommended modification for K355-X or K345-X
guns with 90° gun tubes. Compatible with K126-1,-2
K264-8 and K355-10.
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
PIPELINER® 200D KUBOTA
Page 19

D-1 D-1
Maintenance . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .D-1
Safety Precautions, Bearings, Commutator & Brushes, . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .D-2
Idler Maintenance . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .D-3
Engine Service . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .D-4
Major Component Location . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .D-5
TABLE OF CONTENTS - MAINTENANCE SECTION
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
PIPELINER® 200D KUBOTA
Page 20

D-2 D-2
MAINTENANCE
SAFETY PRECAUTIONS
WARNING
Have qualified personnel do the maintenance
work. Turn the engine off before working inside
the machine. In some cases, it may be necessary
to remove safety guards to perform required
maintenance. Remove guards only when necessary and replace them when the maintenance
requiring their removal is complete. Always use
the greatest care when working near moving
parts.
Do not put your hands near the engine cooling
blower fan. If a problem cannot be corrected by
following the instructions, take the machine to
the nearest Lincoln Field Service Shop.
-----------------------------------------------------------------------
ELECTRIC SHOCK can kill.
• Do not touch electrically live parts or
electrode with skin or wet clothing.
• Insulate yourself from work and
ground
• Always wear dry insulating gloves.
------------------------------------------------------------------------
ENGINE EXHAUST can kill.
• Use in open, well ventilated areas or
vent exhaust outside.
------------------------------------------------------------------------
MOVING PARTS can injure.
• Do not operate with doors open or
guards off.
• Stop engine before servicing.
• Keep away from moving parts.
------------------------------------------------------------------------
See additional warning information at
front of this operatorʼs manual.
------------------------------------------------------------------------
GENERAL INSTRUCTIONS
1. Blow out the welder and controls with an air hose at
least once every two months. In particularly dirty
locations, this cleaning may be necessary once a
week. Use low pressure air to avoid driving dirt into
the insulation.
2. “Current Range Selector” contacts should not be
greased. To keep the contacts clean, rotate the current control through its entire range frequently. Good
practice is to turn the handle from maximum to minimum setting twice each morning before starting to
weld.
4. When necessary, remove the sediment bowl, if so
equipped, from beneath the fuel tank and clean
out any accumulated dirt and water.
5. Follow the engine service schedule in this manual
and the detailed maintenance and troubleshooting in
the engine manufacturerʼs manual.
COOLING SYSTEM
The PIPELINER® 200D KUBOTA is equipped with a
pressure radiator. Keep the radiator cap tight to prevent loss of coolant. Clean and flush the cooling system periodically to prevent clogging the passage and
overheating the engine. When antifreeze is needed,
always use the permanent type.
BEARINGS
This welder is equipped with a double-shielded ball
bearing having sufficient grease to last indefinitely
under normal service. Where the welder is used constantly or in excessively dirty locations, it may be necessary to add one half ounce of grease per year. A pad
of grease one inch wide, one inch long, and one inch
high weighs approximately one half ounce. Overgreasing is far worse than insufficient greasing.
When greasing the bearings, keep all dirt out of the
area. Wipe the fittings completely clean and use clean
equipment. More bearing failures are caused by dirt
introduced during greasing than from insufficient
grease.
COMMUTATOR AND BRUSHES
WARNING
Uncovered rotating equipment can be dangerous.
Use care so your hands, hair, clothing or tools do
not catch in the rotating parts. Protect yourself
from particles that may be thrown out by the rotating armature when stoning the commutator.
------------------------------------------------------------------------
Shifting of the commutator brushes may result in:
- Change in machine output
- Commutator damage
- Excessive brush wear
Periodically inspect the commutator, slip rings, and
brushes by removing the covers. DO NOT remove or
replace these covers while the machine is running.
Commutators and slip rings require little attention.
However, if they are black or appear uneven, have
them cleaned by an experienced maintenance man
using fine sandpaper or a commutator stone. Never
use emery cloth or paper for this purpose.
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
3. Put a drop of oil on the “Current Range Selector”
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
shaft at least once every month.
PIPELINER® 200D KUBOTA
Page 21
D-3 D-3
MAINTENANCE
Replace brushes when they wear within 1/4”(3.5mm)
of the pigtail. A complete set of replacement brushes
should be kept on hand. Lincoln brushes have a
curved face to fit the commutator. Have an experienced maintenance man seat these brushes by lightly
stoning the commutator as the armature rotates at full
speed until contact is made across the full face of the
brushes. After stoning, blow out the dust with low pressure air.
Arcing or excessive exciter brush wear indicates a possible misaligned shaft. Have an authorized Field
Service Shop check and realign the shaft.
IDLER MAINTENANCE
CAUTION
Before doing electrical work, disconnect the battery.
------------------------------------------------------------------------
When installing a new battery or using a jumper battery
to start the engine, be sure the battery polarity is connected properly. The correct polarity is negative
ground. Damage to the engine alternator and the
Engine Control Unit can result from incorrect connection.
PU RGI NG AI R FR OM FU EL SY STE M
(KUBOTA V2203M ENGINE)
WARNING
Keep fuel clear of open flames or arcs, allow
engine to cool before working on the fuel system.
Wipe up any spilled fuel and do not start engine
until fumes clear.
------------------------------------------------------------------------
If the engine is running rough and you suspect air has
been trapped in the fuel system, (e.g. the engine was
allowed to run out of fuel) perform the following steps
using qualified personnel:
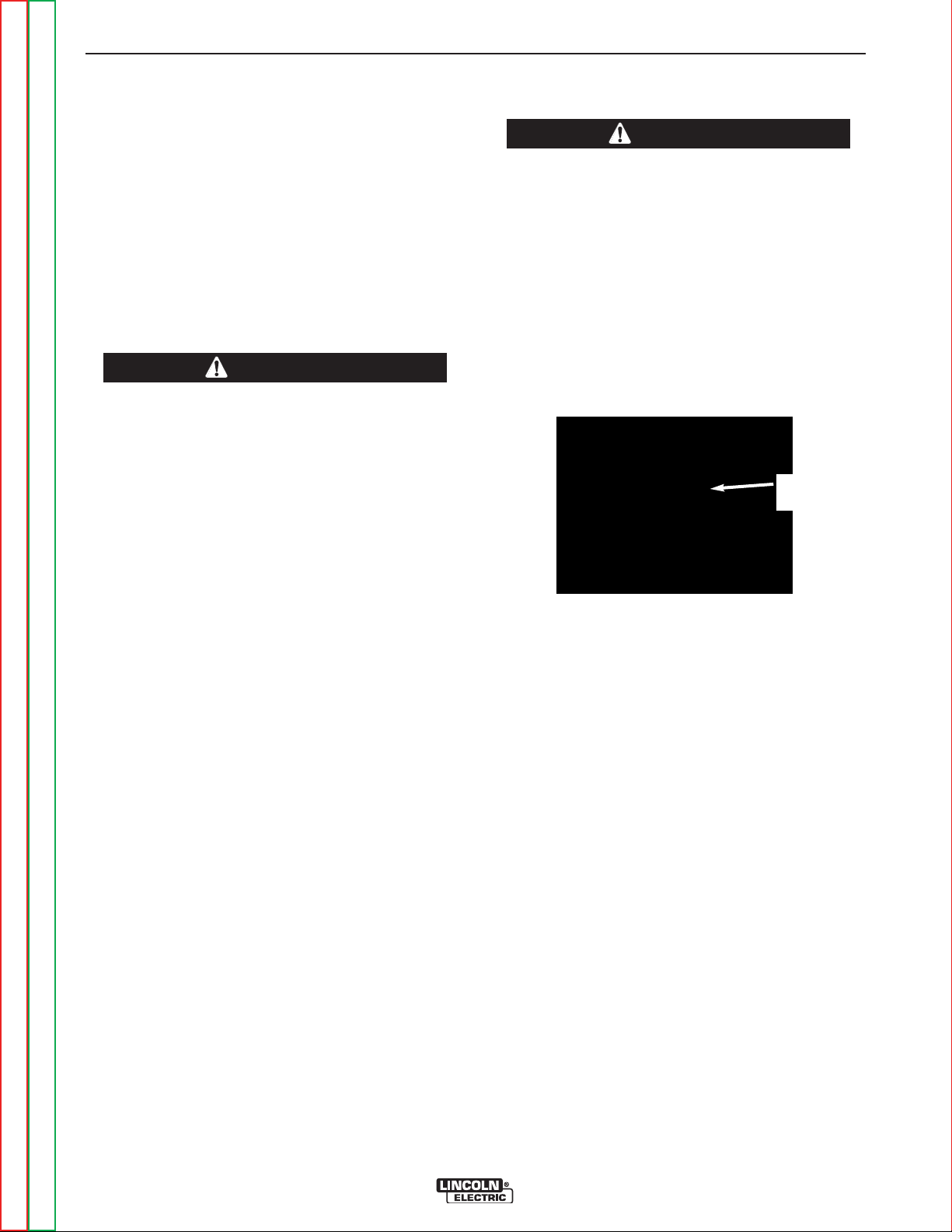
1. Fully open the air bleeding valve by turning it
counter clockwise, it is located on top of the fuel
injection pump next to the oil filler. (see figure D.1)
Air Bleeding
Valve
1. Proper operation of the idler requires good ground-
ing of the Engine Control Unit, current sensing
printed circuit board and battery.
2. If desired, the welder can be used without automat-
ic idling by setting the “Idler” switch to the “High”
position.
NAMEPLATES
Whenever routine maintenance is performed on this
machine - or at least yearly - inspect all nameplates
and labels for legibility. Replace those which are no
longer clear. Refer to the parts list for the replacement
item number.
FIGURE D.1
2. Turn the engine by pressing the start button until
the engine runs smoothly (this should take approximately 10 seconds).
3. Fully close the air bleeding valve by turning it clock-
wise.
Contact your Kubota Engine repair facility if problems
persist.
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
PIPELINER® 200D KUBOTA
Page 22
D-4 D-4
If necessary use shorter periods.
These preventive m
aintenance periods apply to average conditions of operation.
Above operations to be carried out by trained personnel with reference to the worksh
op manual where necessary.
(3) Fill slowly! Ensure correct quantity is used.
(2) Consult Engine Operators Manual for additional maintenance schedule information.
(1) Consult Engine Operators Ma
nual for oil recommendations.
Notes:
ENGINE SERVICE
S25833
R = Replace
C = Clean
I = Inspect
EVER Y DAY O R EV ERY 8 HO URS
F
IRST SERVICE (50 HOURS)
E
VERY 100 HOURS OR 3 MONTHS
EVERY 150 HO URS OR 4 M O NTHS
E
VERY 30O HOURS OR 9 MONTHS
EVERY 400 HOURS O R 12 MONTHS
EVERY 500 HO URS OR 15 MONTHS
EVERY 600 HOURS OR 18 MONTHS
ENGINE SERVICE (NOTE 2)
TY PE OR QUANTITY
I
locylGe
n
e
l
y
htE/r
eta
W
05/0
5I
L0.9,.strq5.9R
I
)r
etl
ifgnidulcni(L6.7,.strq0.8
RR
RR
C
R
I
I
01079-08471
#
atob
u
KR
C
575128P#nosdlanoDR
"6800.-"
1700.tsuahxE,"680
0.-
"1700.ekatnII
I
I
I
I
MAINTENANCE ITEM
C
oolant (NOTE 3)
Fuel filter canister
Coolant level
Concentration of antifreeze
Tension of alt ernator dri ve belt
Engine oil level (NOTE 1)
Engine oil (NOTE 1 & 3)
Engine oil filter
Drain water s eparator & fuel strai ner
Alternator drive belt wear
Alternator drive belt
Air filter (earlier c hec k may be req'd)
Air filter element
Leaks or engine damage
Battery
Valve clearances
Electrical systems
All nuts and bolts for tightness
MAINTENANCE
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
PIPELINER® 200D KUBOTA
Page 23

D-5 D-5
99
88
11
55
77
44
66
33
66
99
22
MAINTENANCE
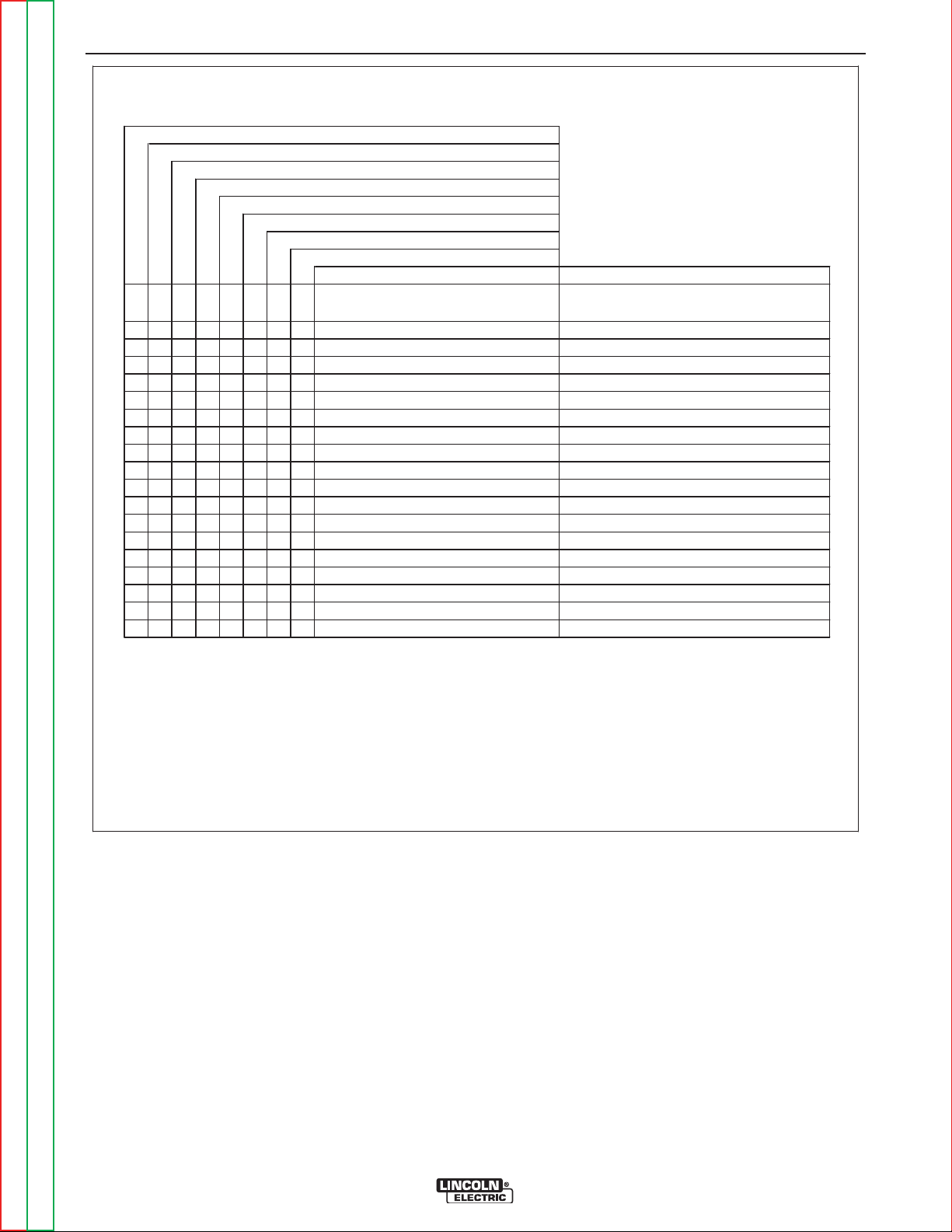
1. Case Front Assembly
2. Engine Assembly
3. Exciter Frame, Armature Assembly
4. Generator Frame, Armature & Coupling
5. Fuel Tank Assembly
6. Generator & Exciter Brush Holder Assemblies
7. Base & Lift Bale Assembly
8. Radiator Assembly
9. Roof & Doors
Figure D.2 - Major Component Location
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
PIPELINER® 200D KUBOTA
Page 24
D-6 D-6
NOTES
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
PIPELINER® 200D KUBOTA
Page 25
AA-1 AA-1
Installation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .AA-1
Technical Specifications . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .AA-2
Safety Precautions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .AA-3
Trailers, Polarity Control & Cable Sizes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .AA-4
Oil, Fuel, Cooling System & Battery Charging . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .AA-5
TABLE OF CONTENTS - INSTALLATION SECTION
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
PIPELINER® 200D PERKINS
Page 26
AA-2 AA-2
INSTALLATION
TECHNICAL SPECIFICATIONS - Pipeliner® 200D (K6090-9)
INPUT - DIESEL ENGINE
Make/Model Description Horsepower Operating
SPEED System
Perkins
104.22
4 Cylinder
4 Stroke
Naturally
Aspirated
Water
Cooled
Engine
28.2 HP
@ 1600RPM
High
1600RPM
Full Load
1550RPM
Low Idle
1400RPM
RATED OUTPUT @ 104°F(40C°) - WELDER
DESCRIPTION
200 Amp DC Welder
All Copper Windings
Pure DC Power
Generator
RATED DC OUTPUT
VOLTS @ RATED AMPS
Lincoln Plus Rating
40V @ 200A
NEMA Rating
28V @ 200A
Displacement
135.6 (2.2)
DUTY CYCLE*
60%
cu. in.(ltrs)
Starting Capacities
12VDC Battery
and starter
Push Button
Starter
(650 Cold
crank amps)
DC CURRENT RANGE
Fine Adjustment in each Range
40-300 Amps
Fuel:
15gal.
Oil: 8.7 qts.
(8.2L)
Radiator Coolant
9.5 qts.
(9.0L)
(57L)
RATED OUTPUT @ 104°F(40C°) - GENERATOR
Auxiliary Power1*
1.80 kW, 15 Amps @ 120V DC @ 35% Duty Cycle
ENGINE COMPONENTS
LUBRICATION FUEL SYSTEM GOVERNOR
Full Pressure with Full Flow Filter Indirect Fuel Injector Mechanical Governor
Electrical Shutoff Solenoid
Mechanical Fuel Pump
AIR CLEANER ENGINE IDLER MUFFLER ENGINE PROTECTION
Low noise Muffler: Shutdown on low oil
Single Element Automatic Idler Made from long life, pressure and engine
aluminized steel. temperature.
PHYSICAL DIMENSIONS
HEIGHT WIDTH DEPTH WEIGHT
40.94** in. 24.00 in. 66.50in.
1039.9 mm 609.6 mm 1689.1 mm 1318 lbs. (598 kg.)
**Top of enclosure, add 8.0” (203.2mm) for exhaust
1. Output rating in watts is equivalent to volt-amperes at unity power factor. Output voltage is within ± 10% at all loads up to
rated capacity. When welding, available auxiliary power will be reduced.
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
* Based on a 10 minute period.
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
PIPELINER® 200D PERKINS
Page 27
AA-3 AA-3
INSTALLATION
SAFETY PRECAUTIONS
WARNING
Do not attempt to use this equipment until you
have thoroughly read the engine manufacturerʼs
manual supplied with your welder. It includes
important safety precautions, detailed engine
starting, operating and maintenance instructions,
and parts lists.
------------------------------------------------------------------------
ELECTRIC SHOCK can kill.
• Do not touch electrically live parts or
electrode with skin or wet clothing.
• Insulate yourself from work and
ground
• Always wear dry insulating gloves.
------------------------------------------------------------------------
ENGINE EXHAUST can kill.
• Use in open, well ventilated areas or
vent exhaust outside.
------------------------------------------------------------------------
MOVING PARTS can injure.
• Do not operate with doors open or
guards off.
• Stop engine before servicing.
• Keep away from moving parts.
------------------------------------------------------------------------
See additional warning information at
front of this operatorʼs manual.
------------------------------------------------------------
EXHAUST SPARK ARRESTER
Some federal, state, or local laws may require that
engines be equipped with exhaust spark arresters
when they are operated in certain locations where
unarrested sparks may present a fire hazard. The standard mufflers included with these welders do not qualify as spark arresters. When required by local regulations, suitable spark arrester must be installed and
properly maintained.
CAUTION
DO NOT MOUNT OVER COMBUSTIBLE SURFACES.
Where there is a combustible surface directly under
stationary or fixed electrical equipment, the surface
shall be covered with a steel plate at least .06”(1.6mm)
thick, which shall extend not more than 5.90”(150mm)
beyond the equipment on all side.
------------------------------------------------------------------------
MACHINE GROUNDING
According to the United States National Electrical
Code, the frame of this portable generator is not
required to be grounded and is permitted to serve as
the grounding means for cord connected equipment
plugged into its receptacle.
Some state, local, or other codes or unusual operating
circumstances may require the machine frame to be
grounded. It is recommended that you determine the
extent to which such requirements may apply to your
particular situation and follow them explicitly. A
machine grounding stud marked with the symbol
is provided on the welding generator frame foot. In
general, if the machine is to be grounded it should be
connected with a #8 or larger copper wire to a solid
earth ground such as a metal water pipe going into the
ground for at least ten feet and having no insulated
joints, or to the metal framework of a building which
has been effectively grounded. The U.S. National
Electrical Code lists a number of alternate means of
grounding electrical equipment.
LIFT BAIL
A lift bail is provided for lifting with a hoist.
WARNING
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
CAUTION
Use of an incorrect arrester may lead to engine damage or performance loss. Contact the engine manufacturer for specific recommendations.
------------------------------------------------------------------------
LOCATION / VENTILATION
Always operate the welder with the doors closed.
Leaving the doors open changes the designed air flow
and may cause overheating.
The welder should be located to provide an unrestricted flow of clean, cool air. Also, locate the welder so that
engine exhaust fumes are properly vented to an outside area.
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
• Lift only with equipment of
adequate lifting capacity.
• Be sure machine is stable
when lifting.
• Do not lift this machine using
lift bale if it is equipped with a
heavy accessory such as trailer or gas cylinder.
FALLING • Do not lift machine if lift bail is
EQUIPMENT can damaged.
cause injury. • Do not operate machine while
suspended from lift bail.
------------------------------------------------------------------------
PIPELINER® 200D PERKINS
Page 28
AA-4 AA-4
INSTALLATION
TRAILERS (See ACCESSORIES SECTION)
If the user adapts a non-Lincoln trailer, he must
assume responsibility that the method of attachment
and usage does not result in a safety hazard, nor damage the welding equipment. Some of the factors to be
considered are as follows:
1. Design capacity of trailer vs. weight of Lincoln
equipment and likely additional attachments.
2. Proper support of, and attachment to, the base of
the welding equipment so there will be no undue
stress to the framework.
3. Proper placement of the equipment on the trailer to
ensure stability side to side and front to back when
being moved and when standing by itself while
being operated or serviced.
4. Typical conditions of use, i.e., travel speed; roughness of surface on which the trailer will be operated; environmental conditions; likely maintenance.
POLARITY CONTROL AND CABLE SIZES
With the engine off, route the electrode and work
cables through the strain relief bracket on the base and
connect to the studs located below the fuel tank mounting rail. (see size recommendations below). For
Positive polarity, connect the electrode cable to the
terminal marked “Positive”. For Negative polarity,
connect the electrode cable to the “Negative” stud.
These connections should be checked periodically and
tightened if necessary.
When welding at a considerable distance from the
welder, be sure you use ample size welding cables.
RECOMMENDED COPPER CABLE SIZES
Cable Sizes for Combined
Length of Electrode Plus
Work Cable
Amps
200
Duty Cycle
60%
Up to 200 ft1200-250 ft
1/0
5. Conformance with federal, state, and local laws.
(1)
Consult applicable federal, state, and local laws
regarding specific requirements for use on public highways.
VEHICLE MOUNTING
(1)
WARNING
Improperly mounted concentrated loads may
cause unstable vehicle handling and tires or other
components to fail.
• Only transport this Equipment on serviceable
vehicles which are rated and designed for such
loads.
• Distribute, balance and secure loads so vehicle
is stable under conditions of use.
• Do not exceed maximum rated loads for components such as suspension, axles and tires.
• Mount equipment base to metal bed or frame of
vehicle.
• Follow vehicle manufactureʼs instructions.
------------------------------------------------------------------------
PRE-OPERATION SERVICE
CAUTION
READ the engine operating and maintenance
instructions supplied with this machine.
------------------------------------------------------------------------
WARNING
• Stop engine while fueling.
• Do not smoke when fueling.
• Keep sparks and flame away
from tank.
• Do not leave unattended while
fueling.
• Wipe up spilled fuel and allow
DIESEL FUEL
can
cause fire
fumes to clear before starting
engine.
• Do not overfill tank, fuel expansion may cause overflow.
DIESEL FUEL ONLY
------------------------------------------------------------------------
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
PIPELINER® 200D PERKINS
Page 29

AA-5 AA-5
INSTALLATION
OIL
This unit is supplied from the factory with the engine
crankcase filled with a high quality SAE 10W/30 oil.
This oil should be acceptable for most typical ambient
temperatures. Consult the engine operation manual
for specific engine manufacturers recommendations.
Upon receipt of the welder, check the engine dipstick to
be sure the oil is at the “full” mark. Add if required. DO
NOT OVERFILL.
FUEL
Fill the fuel tank with the grade of fuel recommended in
the Engine Operatorʼs Manual. Make sure fuel valve on
the sediment bowl and water separator are in the open
position.
COOLING SYSTEM
The radiator has been filled at the factory with a 50-50
mixture of ethylene glycol antifreeze and water. Check
the radiator level and add a 50-50 solution as needed.
(See engine manual or antifreeze container for alternate antifreeze recommendations.)
BATTERY CHARGING
WARNING
GASES FROM BATTERY can explode.
• Keep sparks, flame and cigarettes
away.
BATTERY ACID can burn eyes and
skin.
• Wear gloves and eye protection and
be careful when boosting, charging
or working near battery.
To prevent EXPLOSION when:
a) Installing a new battery - disconnect the nega-
tive cable from the old battery first and connect the negative cable to the new battery last
b) Connecting a battery charger - remove the bat-
tery from the welder by disconnecting the negative cable first, then the positive cable and
battery clamp. When reinstalling, connect the
negative cable last.
c) Using a booster - connect the positive lead to
the battery first, then connect the negative lead
to the ground lead on the base.
To prevent ELECTRICAL DAMAGE when:
a) Installing a new battery.
b) Using a booster.
Use correct polarity - Negative Ground.
• To prevent BATTERY DISCHARGE, if you have an
ignition switch, turn it off when engine is not running.
• To prevent BATTERY BUCKLING, tighten nuts on
battery clamp until snug.
------------------------------------------------------------------------
The Pipeliner® 200D is equipped with a wet charged
battery. The charging current is automatically regulated when the battery is low (after starting the engine) to
a trickle current when the battery is fully charged.
When replacing, jumping, or otherwise connecting the
battery to the battery cables the proper polarity must
be observed. The correct polarity is NEGATIVE
GROUND.
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
PIPELINER® 200D PERKINS
Page 30
AA-6 AA-6
NOTES
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
PIPELINER® 200D PERKINS
Page 31

BB-1 BB-1
Operation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .BB-1
Safety Precautions & Design Summary . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .BB-2
Engine Operation & Cold Weather Starting . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .BB-3
Welder Operation & Engine Break-In . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .BB-4
Idler Operation & Auxiliary Power . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .BB-5
TABLE OF CONTENTS - OPERATION SECTION
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
PIPELINER® 200D PERKINS
Page 32

BB-2 BB-2
OPERATION
SAFETY PRECAUTIONS
WARNING
Do not attempt to use this equipment until you
have thoroughly read the engine manufacturerʼs
manual supplied with your welder. It includes
important safety precautions, detailed engine
starting, operating and maintenance instructions,
and parts lists.
------------------------------------------------------------------------
ELECTRIC SHOCK can kill.
• Do not touch electrically live parts or
electrode with skin or wet clothing.
• Insulate yourself from work and
ground
• Always wear dry insulating gloves.
------------------------------------------------------------------------
ENGINE EXHAUST can kill.
• Use in open, well ventilated areas or
vent exhaust outside.
------------------------------------------------------------------------
MOVING PARTS can injure.
• Do not operate with doors open or
guards off.
• Stop engine before servicing.
• Keep away from moving parts.
------------------------------------------------------------------------
The Pipeliner® 200D has a current range of 40-300 DC
amps with output ratings as follows:
RATED OUTPUT DUTY CYCLE
200A @ 28V 60%
200A @ 40V 60%
The unit is also capable of providing 1.80 kw of 120V
DC auxiliary power at 35% duty cycle maximum.
This unit uses the PERKINS 104.22 Industrial water
cooled diesel engine.
DESIGN SUMMARY
Control Panel
Both the engine and the welder controls are located on
one recessed panel at the exciter end of the machine.
The welder controls consist of a five step “Current
Range Selector” switch and a “Fine Current
Adjustment” rheostat. The welder is equipped with a
“Start” button,”Glow Plug” button, “Ignition” switch,
“Idler” control switch, hour meter, “Engine Protection”
indicator light, “Remote / Local Switch and Receptacle
a battery charging ammeter, an oil pressure gauge and
engine coolant temperature gauge.
See additional warning information at
front of this operatorʼs manual.
------------------------------------------------------------------------
Operate the welder with the doors closed. Leaving
the doors open changes the designed air flow and
can cause overheating.
------------------------------------------------------------------------
GENERAL DESCRIPTION
The Pipeliner® 200D is a heavy duty engine driven DC
arc welding power source capable of providing DC
constant current output for stick welding and DC TIG
welding. With the addition of the optional Wire Feed
Module the Pipeliner® 200D will provide constant voltage output for running the LN-25 wire feeder.
The optional Remote Control Kit provides a remote
control rheostat for remote fine current and open circuit
voltage adjustment.
The Pipeliner® 200D has Diesel Engine Protection. In
the event of sudden low oil pressure or high coolant
temperature, the engine immediately shuts down.
The control panel also contains a three prong grounding type receptacle for auxiliary power.
Welding Generator
The Pipeliner® 200D uses the old style, round, all copper FJW Generator frame which provides the customer
with the original “Classic” pipe welding arc.
Engine Idler
The Pipeliner® 200D is equipped with an electronic
automatic engine idler. It automatically increases and
decreases engine speed when starting and stopping
welding or using auxiliary power. A built-in time delay
permits changing electrodes before the engine slows
to its low idle speed. The “Idler” control switch on the
panel locks the idler in the full speed position when
desired.
Auxiliary Power
1.80 kw of nominal 120V DC auxiliary power at 35%
duty cycle maximum. Output voltage is maintained
within ± 10% at all loads up to rated capacity.
Welder Enclosure
The complete welder is rubber mounted on a rugged
steel “C” channel base.
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
The output terminals are placed at the side of the
machine so that they are protected by the door. The
output terminals are labeled (+) and (-).
PIPELINER® 200D PERKINS
Page 33

BB-3 BB-3
OPERATION
Cranking System
A 12V electric starter is standard.
Air Cleaner
Heavy duty two-stage dry type
Exhaust
A muffler and stainless steel exhaust outlet pipe are
standard.
Engine Hour Meter
A meter to record the hours of operation.
ENGINE OPERATION
Operate the welder with the doors closed. Leaving the
doors open changes the designed air flow and can
cause overheating.
STARTING THE PIPELINER® 200D PERKINS
104.22 DIESEL ENGINE
1. Turn the “IDLER” switch to “HIGH”.
2. Turn the “IGNITION” switch to “ON”.
3. Press the Glow Plug button for 20 to 30 seconds.
(maximum 60 seconds).
4. Press the Start button. When the engine starts running, release both buttons. If the engine fails to start
in 20 seconds, wait 30 seconds and repeat the
above procedure.
5. Observe the oil pressure. If no pressure shows within 30 seconds, stop the engine and consult the
engine operating manual. To stop the engine, turn
the “IGNITION” switch to “OFF”.
6. If the engine protection warning light comes on during cranking or after start up, the “IGNITION” switch
must be turned “OFF” to reset the engine protection
system.
7. Allow the engine to run at high idle speed for several minutes to warm the engine. Stop the engine and
recheck the oil level after allowing sufficient time for
the oil drain into the pan. If the level is down, fill it to
the full mark again. The engine controls were properly set at the factory and should require no adjusting when received.
COLD WEATHER STARTING
With a fully charged battery and a proper weight oil, the
engine should start satisfactorily even down to about 15°F -(26°C). If the engine must be frequently started
at or below -15°F -(26°C), it may be desirable to install
cold-starting aides.
Note: Extreme cold weather starting may require
longer glow plug operation
WARNING
Under NO
fluids be used!
------------------------------------------------------------------------
STOPPING the ENGINE
1. Turn the “IGNITION” switch to “OFF”
At the end of each dayʼs welding, check the crankcase
oil level, drain accumulated dirt and water from the
sediment bowl under the fuel tank and refill the fuel
tank to minimize moisture condensation in the tank.
Also, running out of fuel tends to draw dirt into the fuel
system.
When hauling the welder between job sites, close the
fuel feed valve beneath the fuel tank.
If the fuel supply is cut off or runs out while the fuel
pump is operating, air may be entrapped in the fuel distribution system. If this happens, bleeding of the fuel
system may be necessary. Use qualified personnel to
do this per the instructions in the MAINTENANCE section of this manual.
PIPELINER® 200D WITH PERKINS 104.22
DIESEL ENGINE
Low idle (1400 RPM ) .33gal/hr (1.25ltrs/hr )
No Load
High idle ( 1800 Rpm ) .39gal/hr (1.48ltrs/hr )
No load
200 Amps @ 28 Volts .67gal/hr (2.54ltrs/hr )
200 Amps @ 40 Volts .75gal/hr (2.84ltrs/hr )
Auxiliary Power
15 Amps @ 120 Volts .50gal/hr (1.89ltrs/hr)
conditions should ether or other starting
TYPICAL FUEL CONSUMPTION DATA
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
PIPELINER® 200D PERKINS
Page 34

BB-4 BB-4
OPERATION
ENGINE BREAK-IN
Lincoln Electric selects high quality, heavy-duty industrial engines for the portable welding machines we
offer. While it is normal to see a small amount of
crankcase oil consumption during initial operation,
excessive oil use, wetstacking (oil or tar like substance
at the exhaust port), or excessive smoke is not normal.
Larger machines with a capacity of 350 amperes and
higher, which are operated at low or no-load conditions
for extended periods of time are especially susceptible
to the conditions described above. To accomplish successful engine break-in, most diesel-powered equipment needs only to be run at a reasonably heavy load
within the rating of the welder for some period of time
during the engineʼs early life. However, if the welder is
subjected to extensive light loading, occasional moderate to heavy loading of the engine may sometimes be
necessary. Caution must be observed in correctly
loading a diesel/generator unit.
1. Connect the welder output studs to a suitable
resistive load bank. Note that any attempt to short
the output studs by connecting the welding leads
together, direct shorting of the output studs, or
connecting the output leads to a length of steel will
result in catastrophic damage to the generator and
voids the warranty.
2. Set the welder controls for an output current and
voltage within the welder rating and duty cycle.
Note that any attempt to exceed the welder rating
or duty cycle for any period of time will result in
catastrophic damage to the generator and voids
the warranty.
3. Periodically shut off the engine and check the
crankcase oil level.
WELDER OPERATION
WARNING
ELECTRIC SHOCK can kill.
• Do not touch electrically live parts or
electrode with skin or wet clothing.
• Insulate yourself from work and ground.
FUMES & GASES can be dangerous.
• Keep your head out of the fumes.
• Use ventilation or exhaust to remove
fumes from breathing zone.
WELDING SPARKS can cause fire or
explosion.
• Keep flammable material away.
ARC RAYS can burn.
• Wear eye, ear, and body protection.
DUTY CYCLE
The NEMA output rating of the Pipeliner® 200D is 200
amperes at 28
cycle is based on a ten minute period; thus, the welder
can be loaded at rated output for six minutes out of
every ten minute period.
(1)
The “Lincoln Plus” output rating at 60% duty cycle
is 200 amperes at 40 Volts.
(1)
arc volts on a 60% duty cycle. Duty
CONTROL OF WELDING CURRENT
CAUTION
DO NOT TURN THE “CURRENT RANGE SELECTOR” WHILE WELDING because the current may
arc between the contacts and damage the switch.
-----------------------------------------------------------------------
The “Current Range Selector” provides five overlapping current ranges. The “Fine Current Adjustment”
adjusts the current from minimum to maximum within
each range. Open circuit voltage is also controlled by
the “Fine Current Adjustment” permitting control of the
arc characteristics.
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
A high open circuit voltage setting provides the soft
“buttering” arc with the best resistance to pop-outs preferred for most welding. To get this characteristic, set
the “Current Range Selector” to the lowest setting that
still provides the current you need and set the “Fine
Current Adjustment” near maximum. For example: to
obtain 175 amps and a soft arc, set the “Current Range
Selector” to the 190-120 position and then adjust the
“Fine Current Adjustment” for 175 amps.
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
PIPELINER® 200D PERKINS
Page 35

BB-5 BB-5
When a forceful “digging” arc is required, usually for
vertical and overhead welding, use a higher “Current
Range Selector” setting and lower open circuit voltage.
For example: to obtain 175 amps and a forceful arc, set
the “Current Range Selector” to the 240-160 position
and the “Fine Current Adjustment” setting to get 175
amps.
OPERATION
CAUTION
DO NOT attempt to set the “Current Range Selector”
between the five points designated on the nameplate.
------------------------------------------------------------------------
These switches have a spring loaded cam which
almost eliminates the possibility of setting this switch
between the designated points.
IDLER OPERATION
Start the engine with the “Idler” switch in the “High”
position. Allow it to run at high idle speed for several
minutes to warm the engine. See Specifications for
operating speeds.
The idler is controlled by the “Idler” toggle switch on the
welder control panel. The switch has two positions as
follows:
1. In the “High” position, the idler solenoid acti-
vates, and the engine goes to high idle speed. The
speed is controlled by the governor.
2. In the “Auto” / position, the idler oper-
ates as follows:
When welding or drawing power for lights or tools
•
(approximately 100-150 watts minimum) from the
receptacle, the idler solenoid activates and the engine
operates at high idle speed.
• When welding ceases or the power load is turned off,
a preset time delay of about 15 seconds starts. This
time delay cannot be adjusted.
• If the welding or power load is not re-started before the
end of the time delay, the idler solenoid deactivates
and reduces the engine to low idle speed.
AUXILIARY POWER
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
1.80 kW of 120V DC auxiliary power at 35% duty cycle
maximum is available at the receptacle located on the
control panel.
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
PIPELINER® 200D PERKINS
Page 36

BB-6 BB-6
NOTES
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
PIPELINER® 200D PERKINS
Page 37

CC-1 CC-1
Accessories . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .CC-1
TABLE OF CONTENTS - ACCESSORIES SECTION
Optional Features . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .CC-2
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
PIPELINER® 200D PERKINS
Page 38

CC-2 CC-2
ACCESSORIES
OPTIONAL FEATURES (Field Installed)
Accessory Set (K704) - Includes electrode and work
cables, headshield, work clamp and electrode holder.
Remote Control Kit (K924-5) - Contains a remote
control rheostat and 100 ft (30.5m) cable for adjusting
the OCV at the welding site.
Remote Control Kit (K2464-1) - Contains a remote
control rheostat (for adjusting CC “STICK” OCV),
remote control potentiometer (for adjusting CV
“STICK” OCV) and 100ft. (30.5m) cable.
(See Wiring/Connection Diagram Section)
Trailer (K957-1) - Two-wheeled trailer for in-plant and
yard towing at speeds under 20 mph only.
Trailer (K953-1) - Two-wheeled trailer with optional
fender and light package. For highway use, consult
applicable federal, state, and local laws regarding possible additional requirements. Choice of 2 hitches and
add on fender & light package. Order: K953-1
Trailer, K958-1 Ball Hitch, K958-2 Lunette Eye
Hitch, K959-1 Fender & Light Kit.
Wire Feed Module (K623-1) - Provides constant volt-
age (CV) output with improved arc stability for
Innershield welding. Excellent for MIG welding.
Recommended wire feeders are the LN-7, LN-23P and
LN-25.
Spark Arrestor Kit (K903-1) - Includes a heavy gage
steel, approved spark arrestor, clamp and adapter for
mounting to the muffler exhaust pipe.
Oil Drain Kit (K1586-1) - Includes ball valve, hose and
clamp.
WARNING
Pipe Thawing with an arc welder can cause fire,
explosion, damage to electric wiring or to the arc
welder if done improperly. The use of an arc welder
for pipe thawing is not approved by the CSA, nor is
it recommended or supported by Lincoln Electric.
------------------------------------------------------------------------
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
PIPELINER® 200D PERKINS
Page 39

DD-1 DD-1
Maintenance . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .DD-1
Safety Precautions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .DD-2
Bearings, Commutator & Brushes, Idler Control Maintenance . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .DD-3
Engine Service . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .DD-4
Major Component Location . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .DD-5
TABLE OF CONTENTS - MAINTENANCE SECTION
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
PIPELINER® 200D PERKINS
Page 40

DD-2 DD-2
MAINTENANCE
SAFETY PRECAUTIONS
WARNING
Have qualified personnel do the maintenance
work. Turn the engine off before working inside
the machine. In some cases, it may be necessary
to remove safety guards to perform required
maintenance. Remove guards only when necessary and replace them when the maintenance
requiring their removal is complete. Always use
the greatest care when working near moving
parts.
Do not put your hands near the engine cooling
blower fan. If a problem cannot be corrected by
following the instructions, take the machine to
the nearest Lincoln Field Service Shop.
-----------------------------------------------------------------------
ELECTRIC SHOCK can kill.
• Do not touch electrically live parts or
electrode with skin or wet clothing.
• Insulate yourself from work and
ground
• Always wear dry insulating gloves.
------------------------------------------------------------------------
ENGINE EXHAUST can kill.
• Use in open, well ventilated areas or
vent exhaust outside.
4. When necessary, remove the sediment bowl from
beneath the gas tank and clean out any accumulated dirt and water. Replace the fuel filter in the fuel
line as needed.
5. See the engine manufacturers operation manual for
detailed engine maintenance and troubleshooting
instructions.
COOLING SYSTEM
The Pipeliner® 200D is equipped with a pressure radiator. Keep the radiator cap tight to prevent loss of
coolant. Clean and flush the cooling system periodically to prevent clogging the passage and overheating the
engine. When antifreeze is needed, always use the
permanent type.
ENGINE MAINTENANCE
Refer to the Engineʼs operation and maintenance manual for additional information on
the engine.
------------------------------------------------------------------------
MOVING PARTS can injure.
• Do not operate with doors open or
guards off.
• Stop engine before servicing.
• Keep away from moving parts.
------------------------------------------------------------------------
See additional warning information at
front of this operatorʼs manual.
------------------------------------------------------------------------
GENERAL INSTRUCTIONS
1. Blow out the welder and controls with an air hose at
least once every two months. In particularly dirty
locations, this cleaning may be necessary once a
week. Use low pressure air to avoid driving dirt into
the insulation.
2. “Current Range Selector” contacts should not be
greased. To keep the contacts clean, rotate the current control through its entire range frequently.
Good practice is to turn the handle from maximum
to minimum setting twice each morning before starting to weld.
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
3. Put a drop of oil on the “Current Range Selector”
shaft at least once every month.
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
PIPELINER® 200D PERKINS
Page 41

DD-3 DD-3
MAINTENANCE
BEARINGS
This welder is equipped with a double-shielded ball
bearing having sufficient grease to last indefinitely
under normal service. Where the welder is used constantly or in excessively dirty locations, it may be necessary to add one-half ounce of grease per year. A pad
of grease one inch wide, one inch long, and one inch
high weighs approximately one-half ounce. Overgreasing is far worse than insufficient greasing.
When greasing the bearings, keep all dirt out of the
area. Wipe the fittings completely clean and use clean
equipment. More bearing failures are caused by dirt
introduced during greasing than from insufficient
grease.
COMMUTATOR AND BRUSHES
WARNING
Uncovered rotating equipment can be dangerous.
Use care so your hands, hair, clothing or tools do
not catch in the rotating parts. Protect yourself
from particles that may be thrown out by the rotating armature when stoning the commutator.
------------------------------------------------------------------------
The generator brushes are properly adjusted when the
welder is shipped. They require no particular attention.
DO NOT SHIFT THE BRUSHES or adjust the rocker
setting. Shifting of the brushes may result in:
• Change in machine output
• Commutator damage
• Excessive brush wear
Periodically inspect the commutator and brushes by
removing the covers. DO NOT remove or replace
these covers while the machine is running.
Commutators require little attention. However, if they
are black or appear uneven, have them cleaned by an
experienced maintenance man using fine sandpaper
or a commutator stone. Never use emery cloth or
paper for this purpose.
IDLER MAINTENANCE
CAUTION
Before doing electrical work on the idler printed
circuit board, disconnect the battery.
------------------------------------------------------------------------
When installing a new battery or using a jumper battery
to start the engine, be sure the battery polarity is connected properly. The correct polarity is negative
ground. Damage to the engine alternator and the printed circuit board can result from incorrect connection.
1. The solenoid plunger must work freely and not bind.
Dust the plunger about once a year with graphite
powder.
2. Proper operation of the idler requires good ground-
ing of the printed circuit board, current sensor and
battery.
3. Idler solenoid is activated for high idle.
4. If desired, the welder can be used without automat-
ic idling by setting the “Idler” switch to the “High”
position.
NAMEPLATES
Whenever routine maintenance is performed on this
machine - or at least yearly - inspect all nameplates
and labels for legibility. Replace those which are no
longer clear. Refer to the parts list for the replacement
item number.
PURGING AIR from FUEL SYSTEM
(Perkins 104.22 Engine)
Keep fuel clear of open flames or arcs, allow
engine to cool before working on the fuel system.
Wipe up any spilled fuel and do not start engine
until fumes clear.
------------------------------------------------------------------------
If the engine is running rough and you suspect air has
been trapped in the fuel system, (EG. the engine was
allowed to run out of fuel) perform the following steps
using qualified personnel:
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Replace brushes when they wear within 1/4” of the pigtail. A complete set of replacement brushes should be
kept on hand. Lincoln brushes have a curved face to fit
the commutator. Have an experienced maintenance
man seat these brushes by lightly stoning the commutator as the armature rotates at full speed until contact
is made across the full face of the brushes. After stoning, blow out the dust with low pressure air.
Arcing or excessive exciter brush wear indicates a possible misaligned shaft. Have an authorized Field
Service Shop check and realign the shaft.
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
PIPELINER® 200D PERKINS
Page 42

DD-4 DD-4
I
EVERY 400 HOURS OR 12 MONTHS
EVERY 200 HOURS OR 6 MONTHS
EVERY 100 HOURS OR 3 MONTHS
FIRST SERVICE-(20 / 50 HOURS)
EVERY DAY OR EVERY 8 HOURS
Perkins #140517000
If necessary use shorter periods.
These preventive maintenance periods apply to average conditions of operation.
Perkins #26560017
TYPE OR QUANTITY
Above operations to be carried out by trained personnel with reference to the workshop manual where necessary.
9.5qrts., 9.0L
(3) Fill slowly! Ensure correct quantity is used.
8.7qrts, 8.2L (including filter)
(2) Consult Engine Operators Manual for additional maintenance schedule information.
(1) Consult Engine Operators Manual for oil recommendations.
Notes:
Alternator drive belt
Alternator drive belt wear
R
Tension of alternator drive belt
Fuel filter canister
I
Drain water separator & fuel strainer
Engine oil (NOTE 1 & 3)
R
Engine oil level (NOTE 1)
Coolant (NOTE 3)
MAINTENANCE ITEM
Concentration of antifreeze
C
I
R
Coolant level
R
C
R
R
I
R
I
EVERY 600 HOURS OR 18 MONTHS
S25557
Contact Perkins
Intake .008", exhaust .008"
Donaldson #P181050, Nelson #70206N
R = ReplaceC = Clean
Battery
Leaks or engine damage
I
Injector performance
All nuts and bolts for tightness
I = Inspect
Electrical systems
I
I
Valve clearances
I
Tighten cylinder head
I
I
Check and adjust idle speed
I
Air filter element
Air filter (earlier check may be req'd.)
R
I
CC
Engine oil filter
ENGINE SERVICE (NOTE 2)
50/50 Water/Ethylene Glycol
Perkins #080109080
MAINTENANCE
1. Loosen by two or three turns, the vent screw
(Figure DD.1) on the fuel inlet connection.
Vent Screw
FIGURE DD.1
2. Operate the electric fuel pump by turning the
“Ignition” switch “ON” until fuel, free of air, flows
from the vent point. Tighten the vent screw.
3. Contact your Perkins Engine repair facility if problems persist.
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
PIPELINER® 200D PERKINS
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 43

DD-5 DD-5
10
9
1
5
7
4
6
3
10
2
8
MAINTENANCE
1. Case Front Assembly
2. Engine Assembly
3. Exciter Frame, Armature Assembly
4. Generator Frame, Armature & Coupling
5. Fuel Tank Assembly
6. Generator & Exciter Brush Holder Assemblies
7. Base & Lift Bale Assembly
8. Idler Solenoid Assembly
9. Radiator Assembly
10. Roof & Doors
Figure DD.2 - Major Component Location
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
PIPELINER® 200D PERKINS
Page 44

DD-6 DD-6
NOTES
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
PIPELINER® 200D PERKINS
Page 45

AAA-1 AAA-1
Installation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .AAA-1
Technical Specifications . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .AAA-2
Safety Precautions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .AAA-3
Angle of Operation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .AAA-4
Pre-Operation Service . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .AAA-5
TABLE OF CONTENTS - INSTALLATION SECTION
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
PIPELINER® 200G
Page 46

AAA-2 AAA-2
INSTALLATION
TECHNICAL SPECIFICATIONS - Pipeliner® 200G (K6090-7)
INPUT - GASOLINE ENGINE
Make/Model Description Speed (RPM) Displacement Ignition Capacities
cu. in. (Ltrs.) System
4 Cylinder High Energy
GM 4 Cycle Oil: 4.5Qts.(4.3L)
3.0 Liter Full Load 1600 Distributor Type
Pipeliner® 200G 183.0(3.0) Electronic
(K6090-7) 46 HP @
1600 RPM Low Idle 1360
High Idle 1600 Delco Voyager Fuel: 15gal.(57L)
Coolant: 9.9 Qts.
RATED OUTPUT - WELDER
DESCRIPTION
200 Amp DC Welder
All Copper Windings
Pure DC Power
Generator
RATED DC OUTPUT*
VOLTS @ RATED AMPS
Lincoln Plus Rating
40V @ 200A
NEMA Rating
28V @ 200A
DUTY CYCLE
60%
60%
DC CURRENT RANGE
Fine Adjustment in each Range
40-300 Amps
OUTPUT - GENERATOR
Auxiliary Power
1.75 kW, 15 Amps @ 120V DC
1
(9.4L)
ENGINE OPERATING LOAD FUEL CONSUMPTION
Low Idle (1360 RPM)-No Load
High Idle (1600 RPM)-No Load
DC Auxiliary-128 Volts-15 Amps-1600 RPM
50 Amps @ 38 Volts @ 60% Duty Cycle
100 Amps @ 34 Volts @ 60 % Duty Cycle
150 Amps @ 29 Volts @ 60% Duty Cycle
200 Amps @ 40 Volts @ 60 % Duty Cycle
.7 gal/hr (2.8 ltrs/hr)
.8 gal/hr (3.1 ltrs/hr)
1.1 gal/hr (4.0 ltrs/hr)
1.04 gal/hr (3.94 ltrs/hr)
1.12 gal/hr (4.25 ltrs/hr)
1.15 gal/hr (4.37 ltrs/hr)
1.34 gal/hr (5.07 ltrs/hr)
PHYSICAL DIMENSIONS
HEIGHT WIDTH DEPTH WEIGHT
40.94** in. 24.00 in. 68.16in.
1039.9 mm 609.6 mm 1731.0 mm 1295.0 lbs. (587kg.)
**Top of enclosure, add 4.6” (116.8mm) for exhaust
1. Output rating in watts is equivalent to volt-amperes at unity power factor. Output voltage is within ± 10% at all loads up to
rated capacity. When welding, available auxiliary power will be reduced.
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
PIPELINER® 200G
Page 47

AAA-3 AAA-3
INSTALLATION
SAFETY PRECAUTIONS
WARNING
Do not attempt to use this equipment until you
have thoroughly read the engine manufacturerʼs
manual supplied with your welder. It includes
important safety precautions, detailed engine
starting, operating and maintenance instructions,
and parts lists.
------------------------------------------------------------------------
ELECTRIC SHOCK can kill.
• Do not touch electrically live parts or
electrode with skin or wet clothing.
• Insulate yourself from work and
ground
• Always wear dry insulating gloves.
------------------------------------------------------------------------
ENGINE EXHAUST can kill.
• Use in open, well ventilated areas or
vent exhaust outside.
------------------------------------------------------------------------
MOVING PARTS can injure.
• Do not operate with doors open or
guards off.
• Stop engine before servicing.
• Keep away from moving parts.
------------------------------------------------------------------------
See additional warning information at
front of this operatorʼs manual.
------------------------------------------------------------------------
PRE-OPERATION INSTALLATION
EXHAUST SPARK ARRESTER
Some federal, state, or local laws may require that
engines be equipped with exhaust spark arresters
when they are operated in certain locations where
unarrested sparks may present a fire hazard. The standard mufflers included with these welders do not qualify as spark arresters. When required by local regulations, suitable spark arrester must be installed and
properly maintained.
LOCATION / VENTILATION
Always operate the welder with the doors closed.
Leaving the doors open changes the designed air flow
and may cause overheating.
The welder should be located to provide an unrestricted flow of clean, cool air. Also, locate the welder so that
engine exhaust fumes are properly vented to an outside area.
CAUTION
DO NOT MOUNT OVER COMBUSTIBLE SURFACES.
Where there is a combustible surface directly under
stationary or fixed electrical equipment, the surface
shall be covered with a steel plate at least .06”(1.6mm)
thick, which shall extend not more than 5.90”(150mm)
beyond the equipment on all sides.
------------------------------------------------------------------------
MACHINE GROUNDING
Because this portable engine driven welder creates its
own power, it is not necessary to connect its frame to
an earth ground, unless the machine is connected to
premises wiring (home, shop, etc.).
To prevent dangerous electric shock, other equipment
powered by this engine driven welder must:
• be grounded to the frame of the welder using a
grounded type plug,
or
• be double insulated.
When this welder is mounted on a truck or trailer, its
frame must be securely connected to the metal frame
of the vehicle. When this engine driven welder is connected to premises wiring such as that in a home or
shop, its frame must be connected to the system earth
ground. See further connection instructions in the section entitled “Standby Power Connections” as well as
the article on grounding in the latest U.S. National
Electrical Code and the local code.
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
CAUTION
Use of an incorrect arrester may lead to engine damage or performance loss. Contact the engine manufacturer for specific recommendations.
-----------------------------------------------------------------------
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
In general, if the machine is to be grounded, it should
be connected with a #8 or larger copper wire to a solid
earth ground such as a metal water pipe going into the
ground for at least ten feet and having no insulated
joints, or to the metal framework of a building which
has been effectively grounded. The U.S. National
Electrical Code lists a number of alternate means of
grounding electrical equipment. A machine grounding
stud marked with the symbol is provided on the
front of the welder.
PIPELINER® 200G
Page 48

AAA-4 AAA-4
INSTALLATION
ANGLE OF OPERATION
To achieve optimum engine performance the
Pipeliner® 200G should be run in a level position. The
maximum angle of operation for the engine is 60
degrees in a direction to cause the air intake manifold
to be angled up, 45 degrees for the air intake manifold
to be angled down; and 50 degrees for the welder control panel to be angled up or down. If the engine is to
be operated at an angle, provisions must be made for
checking and maintaining the oil level at the normal
(FULL) oil capacity in the crankcase. When operating
the welder at an angle, the effective fuel capacity will
be slightly less than the specified 15 gallons.
LIFT BAIL
A lift bail is provided for lifting with a hoist.
WARNING
• Lift only with equipment of
adequate lifting capacity.
• Be sure machine is stable
when lifting.
• Do not lift this machine using
lift bale if it is equipped with a
heavy accessory such as trailer or gas cylinder.
• Do not lift machine if lift bale
is damaged. Equipment can
be damaged or cause injury.
• Do not operate machine while
suspended from lift bale.
------------------------------------------------------------------------
5. Conformance with federal, state, and local laws.
(1)
Consult applicable federal, state, and local laws
regarding specific requirements for use on public highways.
VEHICLE MOUNTING
(1)
WARNING
Improperly mounted concentrated loads may
cause unstable vehicle handling and tires or other
components to fail.
• Only transport this Equipment on serviceable vehicles which are rated and designed for such loads.
• Distribute, balance and secure loads so vehicle is
stable under conditions of use.
• Do not exceed maximum rated loads for components such as suspension, axles and tires.
• Mount equipment base to metal bed or frame of vehicle.
• Follow vehicle manufactureʼs instructions.
------------------------------------------------------------------------
POLARITY CONTROL AND CABLE SIZES
With the engine off, route the electrode and work
cables through the strain relief bracket on the base and
connect to the studs located below the fuel tank mounting rail. (see size recommendations below). For
Positive polarity, connect the electrode cable to the
terminal marked “Positive”. For Negative polarity,
connect the electrode cable to the “Negative” stud.
These connections should be checked periodically and
tightened if necessary.
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
TRAILERS (See ACCESSORIES SECTION)
If the user adapts a non-Lincoln trailer, he must
assume responsibility that the method of attachment
and usage does not result in a safety hazard, nor damage the welding equipment. Some of the factors to be
considered are as follows:
1. Design capacity of trailer vs. weight of Lincoln
equipment and likely additional attachments.
2. Proper support of, and attachment to, the base of
the welding equipment so there will be no undue
stress to the framework.
3. Proper placement of the equipment on the trailer to
ensure stability side to side and front to back when
being moved and when standing by itself while
being operated or serviced.
4. Typical conditions of use, i.e., travel speed; roughness of surface on which the trailer will be operated; environmental conditions; likely maintenance.
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
When welding at a considerable distance from the
welder, be sure you use ample size welding cables.
Amps
200
PIPELINER® 200G
RECOMMENDED COPPER CABLE SIZES
Cable Sizes for Combined
Length of Electrode Plus
Work Cable
Duty Cycle
60%
Up to 200 ft
(61.0m)
1
200-250 ft
(61.0-72.2m)
1/0
Page 49

AAA-5 AAA-5
INSTALLATION
PRE-OPERATION SERVICE
CAUTION
READ the engine operating and maintenance instruc-
tions supplied with this machine.
------------------------------------------------------------------------
WARNING
• Stop engine while fueling.
• Do not smoke when fueling.
• Keep sparks and flame away
from tank.
• Do not leave unattended while
fueling.
• Wipe up spilled fuel and allow
GASOLINE
can cause fire
or explosion.
fumes to clear before starting
engine.
• Do not overfill tank, fuel expansion may cause overflow.
GASOLINE FUEL ONLY
------------------------------------------------------------------------
OIL
This unit is supplied from the factory with the engine
crankcase filled with a high quality SAE 10W/30 oil.
This oil should be acceptable for most typical ambient
temperatures. Consult the engine operation manual
for specific engine manufacturers recommendations.
Upon receipt of the welder, check the engine dipstick to
be sure the oil is at the “full” mark. Add if required. DO
NOT OVERFILL.
WARNING
GASES FROM BATTERY can explode.
• Keep sparks, flame and cigarettes
away.
BATTERY ACID can burn eyes and
skin.
• Wear gloves and eye protection and be
careful when boosting, charging or working near battery.
To prevent EXPLOSION when:
a) Installing a new battery - disconnect the
negative cable from the old battery first and
connect the negative cable to the new battery
last.
b) Connecting a battery charger - remove the
battery from the welder by disconnecting the
negative cable first, then the positive cable and
battery clamp. When reinstalling, connect the
negative cable last.
c) Using a booster - connect the positive lead to
the battery first, then connect the negative lead to
the ground lead on the base.
To prevent ELECTRICAL DAMAGE when:
a) Installing a new battery.
b) Using a booster.
Use correct polarity - Negative Ground.
To prevent BATTERY DISCHARGE, turn ignition
switch off when engine is not running.
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
FUEL
Fill the fuel tank with the grade of fuel recommended in
the Engine Operatorʼs Manual. Make sure fuel valve on
the sediment bowl is in the open position.
COOLING SYSTEM
The radiator has been filled at the factory with a 50-50
mixture of ethylene glycol antifreeze and water. Check
the radiator level and add a 50-50 solution as needed.
(See engine manual or antifreeze container for alternate antifreeze recommendations.)
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
• To prevent BATTERY BUCKLING, tighten nuts on
battery clamp until snug.
------------------------------------------------------------------------
BATTERY CHARGING
The Pipeliner® 200G is equipped with a wet charged
battery. The charging current is automatically regulated when the battery is low (after starting the engine) to
a trickle current when the battery is fully charged.
When replacing, jumping, or otherwise connecting the
battery to the battery cables the proper polarity must
be observed. The correct polarity is NEGATIVE
GROUND.
PIPELINER® 200G
Page 50

AAA-6 AAA-6
NOTES
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
PIPELINER® 200G
Page 51

BBB-1 BBB-1
Operation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .BBB-1
Safety Precautions & Design Summary . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .BBB-2
Engine/Welder Operation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .BBB-3
Control of Welding Current . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .BBB-4
TABLE OF CONTENTS - OPERATION SECTION
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
PIPELINER® 200G
Page 52

BBB-2 BBB-2
OPERATION
SAFETY PRECAUTIONS
WARNING
Do not attempt to use this equipment until you
have thoroughly read the engine manufacturerʼs
manual supplied with your welder. It includes
important safety precautions, detailed engine
starting, operating and maintenance instructions,
and parts lists.
------------------------------------------------------------------------
ELECTRIC SHOCK can kill.
• Do not touch electrically live parts or
electrode with skin or wet clothing.
• Insulate yourself from work and
ground
• Always wear dry insulating gloves.
------------------------------------------------------------------------
ENGINE EXHAUST can kill.
• Use in open, well ventilated areas or
vent exhaust outside.
------------------------------------------------------------------------
MOVING PARTS can injure.
• Do not operate with doors open or
guards off.
• Stop engine before servicing.
• Keep away from moving parts.
------------------------------------------------------------------------
See additional warning information at
front of this operatorʼs manual.
------------------------------------------------------------------------
Operate the welder with the doors closed. Leaving
the doors open changes the designed air flow and
can cause overheating.
------------------------------------------------------------------------
GENERAL DESCRIPTION
DESIGN SUMMARY
Control Panel
Both the engine and the welder controls are located on
one recessed panel at the exciter end of the machine.
The welder controls consist of a five step “Current
Range Selector” switch and a “Fine Current
Adjustment” rheostat. The welder is equipped with a
“Start” button, “Ignition” switch, “Idler” control switch,
hour meter, a battery charging ammeter, an oil pressure gauge and engine coolant temperature gauge.
The control panel also contains a three prong grounding type receptacle for auxiliary power.
Welding Generator
The Pipeliner® 200G uses the old style, round, all copper FJW Generator frame which provides the customer
with the original “Classic” pipe welding arc.
Engine Idler
The Pipeliner® 200G is equipped with an electronic
automatic engine idler. It automatically increases and
decreases engine speed when starting and stopping
welding or using auxiliary power. A built-in time delay
permits changing electrodes before the engine slows
to its low idle speed. The “Idler” control switch on the
panel locks the idler in the full speed position when
desired.
Auxiliary Power
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
The Pipeliner® 200G is a heavy duty engine driven DC
arc welding power source capable of providing DC
constant current output for stick welding and DC TIG
welding. With the addition of the optional K623-1 Wire
Feed Module the Pipeliner® 200G will provide constant voltage output for running the LN-25 wire feeder.
The Pipeliner® 200G has a current range of 40-300
DC amps with output ratings as follows:
RATED OUTPUT DUTY CYCLE
200A @ 28V 60%
200A @ 40V 60%
The units are also capable of providing 1.75 kw of
115V DC auxiliary power.
This unit uses the GM 3.0L industrial water- cooled
gasoline engine.
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
1.75 kw of nominal 120V DC. Output voltage is maintained within ± 10% at all loads up to rated capacity.
(See Optional Features for power plug kits).
Welder Enclosure
The complete welder is rubber mounted on a rugged
steel “C” channel base.
The output terminals are placed at the side of the
machine so that they are protected by the door. The
output terminals are labeled (+) and (-).
Ignition System
A High Energy Distributor Type electronic ignition is
standard.
PIPELINER® 200G
Page 53

BBB-3 BBB-3
OPERATION
Cranking System
A 12V electric starter is standard.
Air Cleaner
Heavy duty two-stage dry type
Exhaust
A muffler and stainless steel exhaust outlet pipe are
standard.
Engine Hour Meter
A meter to record the hours of operation.
High Idle RPM (OCV) Adjustment- A potentiometer
is mounted on the output rail that allows the operator to
adjust the high idle engine speed between 1500 and
1600 RPM in 20 RPM increments. This is to allow further adjustment of the OCV. Total OCV adjustment
range is about 10 Volts.
ENGINE OPERATION
STOPPING THE ENGINE
• Turn the Ignition switch to “OFF”.
At the end of each dayʼs welding, refill the fuel tank to
minimize moisture condensation in the tank. Also, running out of fuel tends to draw dirt into the fuel system.
When hauling the welder between job sites, close the
fuel feed valve beneath the fuel tank. Refer to engine
“Operation and Maintenance manual” for additional
information on the engine supplied with this welder.
WELDER OPERATION
WARNING
ELECTRIC SHOCK can kill.
• Do not touch electrically live parts or
electrode with skin or wet clothing.
• Insulate yourself from work and ground.
FUMES & GASES can be dangerous.
• Keep your head out of the fumes.
• Use ventilation or exhaust to remove
fumes from breathing zone.
STARTING THE GM 3.0L ENGINE
• Turn the Idler control switch to “HIGH”. (Optional)
• Turn the Ignition switch to “ON”.
• Press the “Start” button.
• If the engine fails to start in 20 seconds, wait 30 seconds before repeating the above procedure.
• Allow the engine to run at high idle speed for several minutes to warm up. If idle control switch is left in
“Auto” position , engine will run at 1600 RPM until
engine coolant temperature reaches 130°F.
WELDING SPARKS can cause fire or
explosion.
• Keep flammable material away.
ARC RAYS can burn.
• Wear eye, ear, and body protection.
DUTY CYCLE
The NEMA output rating of the Pipeliner® 200G is 200
amperes at 28
cycle is based on a ten minute period; thus, the welder
can be loaded at rated output for six minutes out of
every ten minute period.
(1)
The Lincoln “plus output” rating at 60% duty cycle is
200 amperes at 40 Volts.
(1)
arc volts on a 60% duty cycle. Duty
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
PIPELINER® 200G
Page 54

BBB-4 BBB-4
OPERATION
CONTROL OF WELDING CURRENT
CAUTION
DO NOT TURN THE “CURRENT RANGE SELECTOR” WHILE WELDING because the current may
arc between the contacts and damage the switch.
------------------------------------------------------------------------
The “Current Range Selector” provides five overlapping current ranges. The “Fine Current Adjustment”
adjusts the current from minimum to maximum within
each range. Open circuit voltage is also controlled by
the “Fine Current Adjustment” permitting control of the
arc characteristics.
A high open circuit voltage setting provides the soft
“buttering” arc with the best resistance to pop-outs preferred for most welding. To get this characteristic, set
the “Current Range Selector” to the lowest setting that
still provides the current you need and set the
Current Adjustment” near maximum. For example: to obtain
175 amps and a soft arc, set the “Current Range Selector” to
the 190-120 position and then adjust the “Fine Current
Adjustment” for 175
When a forceful “digging” arc is required, usually for
vertical and overhead welding, use a higher “Current
Range Selector” setting and lower open circuit voltage.
For example: to obtain 175 amps and a forceful arc, set
the “Current Range Selector” to the 240-160 position
and the “Fine Current Adjustment” setting to get 175
amps.
amps.
“Fine
IDLER OPERATION
The operating speeds are as follows:
ORDERING
INFO.
K6090-7 GM 3.0L 1600-
The idler is controlled by the “Idler” toggle switch on the
welder control panel. The switch has two positions as
follows:
1. In the “High” position, the idler is off, and the
engine runs at the high speed controlled by the governor. This speed can be adjusted between 1500
and 1600 RPM using the RPM dial on the output
rail.
2. In the “Automatic” / position, the
idler operates as follows:
• When welding or drawing power for lights or tools
(approximately 100-150 watts minimum) from the
receptacle, the engine operates at the speed, set
by the RPM dial.
• When welding ceases or the power load is turned
off, a preset time delay of 10 seconds starts. This
time delay cannot be adjusted.
ENGINE FULL
LOAD
1500
HIGH
IDLE
1600-
1500
LOW
IDLE
1360
CAUTION
DO NOT attempt to set the “Current Range Selector”
between the five points designated on the nameplate.
------------------------------------------------------------------------
These switches have a spring loaded cam which
almost eliminates the possibility of setting this switch
between the designated points.
TBI DEICING SYSTEM
The welder has been designed to allow continuous
year-round operation. Engine coolant is channeled
through the TBI housing to prevent the build up of ice
on the TBI throat around the throttle plate. the electronic controller is programmed to automatically compensate for the build up of ice on the throttle plate.
There will be no noticeable change in the operation of
the welder should icing develop. On start-up, there is a
possibility for the engine to overspeed (to a maximum
of 2000 RPM) for up to 10 seconds after throttle body
icing conditions have occurred. The electronic governor will correct itself for the new operating conditions
and normal operation will resume.
• If the welding or power load is not re-started
before the end of the time delay, the idler reduces
the engine to low idle speed.
AUXILIARY POWER
1.75 kw of 120V DC auxiliary power is available at the
receptacle located on the control panel.
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
PIPELINER® 200G
Page 55

CCC-1 CCC-1
Accessories . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .CCC-1
Optional Equipment & Remote Controls . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .CCC-2
TABLE OF CONTENTS - ACCESSORIES SECTION
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
PIPELINER® 200G
Page 56

CCC-2 CCC-2
ACCESSORIES
OPTIONAL EQUIPMENT
(K704) Accessory Set
Includes 35 ft (10.7m) electrode and 30 ft (9.1m) work
cables, headshield, work clamp, and electrode holder.
(FIELD INSTALLED)
WARNING
Pipe Thawing with an arc welder can cause fire,
explosion, damage to electric wiring or to the arc
welder if done improperly. The use of an arc welder
for pipe thawing is not approved by the CSA, nor is
it recommended or supported by Lincoln Electric.
------------------------------------------------------------------------
(K924-4) REMOTE CONTROL
For machines having Code Number 10660:
For “Stick” operation which contains switch, remote
control rheostat and 100 ft (30.5m) or 25 ft (7.6m)
cable. Easy Installation.
(K953-1) TRAILER - Two-wheeled trailer with
optional fender and light package. For highway use,
consult applicable federal, state, and local laws regarding possible additional requirements. There is a choice
of 2 hitches, a fender & a light package. Order:
K953-1 Trailer
K958-1 Ball Hitch
K958-2 Lunette Eye Hitch
K959-1 Fender & Light Kit
K965-1 Cable Rack
(K623-1) WIRE FEED MODULE -Provides con-
stant voltage (CV) output with improved arc stability for
Innershield welding. Also, excellent for MIG welding.
Easy Installation. Recommended wire feeder is the
LN-25.
(K2261-1) OIL DRAIN KIT-Includes ball valve,
hose and clamp.
(K924-5) REMOTE CONTROL
For machines having Code Number 10913:
For “Stick” operation containing remote control rheostat
and 100 ft (30.5m) cable. Easy Installation.
REMOTE CONTROL (K2464-1) - Contains
remote control rheostat (for adjusting the CC “STICK”
OCV), remote control potentiometer (for adjusting the
CV “WIRE” OCV), and 100 ft. (30.5m) cable. Easy
Installation.
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
PIPELINER® 200G
Page 57

DDD-1 DDD-1
Maintenance . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .DDD-1
Safety Precautions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .DDD-2
Bearings, Commutator & Brushes, Idler Control Maintenance . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .DDD-3
Engine Service . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .DDD-4
Major Component Location . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .DDD-5
TABLE OF CONTENTS - MAINTENANCE SECTION
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
PIPELINER® 200G
Page 58

DDD-2 DDD-2
MAINTENANCE
SAFETY PRECAUTIONS
WARNING
Have qualified personnel do the maintenance
work. Turn the engine off before working inside
the machine. In some cases, it may be necessary
to remove safety guards to perform required
maintenance. Remove guards only when necessary and replace them when the maintenance
requiring their removal is complete. Always use
the greatest care when working near moving
parts.
Do not put your hands near the engine cooling
blower fan. If a problem cannot be corrected by
following the instructions, take the machine to
the nearest Lincoln Field Service Shop.
-----------------------------------------------------------------------
ELECTRIC SHOCK can kill.
• Do not touch electrically live parts or
electrode with skin or wet clothing.
• Insulate yourself from work and
ground
• Always wear dry insulating gloves.
------------------------------------------------------------------------
ENGINE EXHAUST can kill.
• Use in open, well ventilated areas or
vent exhaust outside.
3. Change the crankcase oil and oil filter after the first
50 hours of operation and thereafter at regular
intervals using the proper grade of oil. See the recommendations in the engine operation manual.
4. Inspect the air filter daily - - more often in dusty conditions when necessary clean or replace. The air filter should never be removed while the engine is
running. The air filter element part number is
Donaldson #181050 or Nelson #70206N.
5. When necessary, remove the sediment bowl from
beneath the gas tank and clean out any accumulated dirt and water. Replace the fuel filter in the fuel
line as needed. In an emergency, the fuel filter can
be back-flushed for continued use until a replacement can be obtained.
6. Fan belts tend to loosen after the first 50 hours of
operation. Check engine operation manual and
tighten if necessary. DO NOT OVERTIGHTEN.
7. Put a drop of oil on the “Current Range Selector”
shaft at least once every month.
8. See the engine manufacturers operation manual for
detailed engine maintenance and troubleshooting
instructions.
------------------------------------------------------------------------
MOVING PARTS can injure.
• Do not operate with doors open or
guards off.
• Stop engine before servicing.
• Keep away from moving parts.
------------------------------------------------------------------------
See additional warning information at
front of this operatorʼs manual.
------------------------------------------------------------------------
GENERAL INSTRUCTIONS
1. Blow out the welder and controls with an air hose at
least once every two months. In particularly dirty
locations, this cleaning may be necessary once a
week. Use low pressure air to avoid driving dirt into
the insulation.
2. “Current Range Selector” contacts should not be
greased. To keep the contacts clean, rotate the current control through its entire range frequently.
Good practice is to turn the handle from maximum
to minimum setting twice each morning before starting to weld.
COOLING SYSTEM
The Pipeliner® 200G is equipped with a pressure radiator. Keep the radiator cap tight to prevent loss of
coolant. Clean and flush the cooling system periodically to prevent clogging the passage and overheating the
engine. When antifreeze is needed, always use the
permanent type. Capacity = 9.9 Qty. (9.4 liter) Consult
the engine owners manual for the proper frequency
and procedure.
ENGINE MAINTENANCE
Refer to the Engineʼs operation and maintenance manual for additional information on the engine.
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
PIPELINER® 200G
Page 59

DDD-3 DDD-3
MAINTENANCE
BEARINGS
This welder is equipped with a double-shielded ball
bearing having sufficient grease to last indefinitely
under normal service. Where the welder is used constantly or in excessively dirty locations, it may be necessary to add one-half ounce of grease per year. A pad
of grease one inch wide, one inch long, and one inch
high weighs approximately one-half ounce. Overgreasing is far worse than insufficient greasing.
When greasing the bearings, keep all dirt out of the
area. Wipe the fittings completely clean and use clean
equipment. More bearing failures are caused by dirt
introduced during greasing than from insufficient
grease.
COMMUTATOR AND BRUSHES
WARNING
Uncovered rotating equipment can be dangerous.
Use care so your hands, hair, clothing or tools do
not catch in the rotating parts. Protect yourself
from particles that may be thrown out by the rotating armature when stoning the commutator.
------------------------------------------------------------------------
The generator brushes are properly adjusted when the
welder is shipped. They require no particular attention.
DO NOT SHIFT THE BRUSHES or adjust the rocker
setting. Shifting of the brushes may result in:
IDLE CONTROL MAINTENANCE
CAUTION
Before doing electrical work on the idler printed
circuit board, disconnect the battery.
------------------------------------------------------------------------
1. Proper operation of the idler requires good grounding of the battery and TBI controller.
2. If desired, the welder can be used without automatic idling by setting the “Idler” switch to the “High
Idle” position.
3. When installing a new battery or using a jumper
battery to start the engine, be sure the battery
polarity is connected properly. The correct polarity
is negative ground. Damage to the engine alternator and the TBI controller board can result from
incorrect connection.
NAMEPLATES
Whenever routine maintenance is performed on this
machine - - or at least yearly - - inspect all nameplates
and labels for legibility. Replace those which are no
longer clear. Refer to the parts list for the replacement
item number.
PURGING AIR FROM FUEL SYSTEM
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
• Change in machine output
• Commutator damage
• Excessive brush wear
Periodically inspect the commutator and brushes by
removing the covers. DO NOT remove or replace
these covers while the machine is running.
Commutators require little attention. However, if they
are black or appear uneven, have them cleaned by an
experienced maintenance man using fine sandpaper
or a commutator stone. Never use emery cloth or
paper for this purpose.
Replace brushes when they wear within 1/4” of the pigtail. A complete set of replacement brushes should be
kept on hand. Lincoln brushes have a curved face to fit
the commutator. Have an experienced maintenance
man seat these brushes by lightly stoning the commutator as the armature rotates at full speed until contact
is made across the full face of the brushes. After stoning, blow out the dust with low pressure air.
Arcing or excessive exciter brush wear indicates a possible misaligned shaft. Have an authorized Field
Service Shop check and realign the shaft.
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
The fuel system operates as follows: The fuel pump
will operate for a maximum of 3 seconds when the ignition switch is turned “ON”. The pump will restart once
the start button is pushed and continue when the
engine starts. To purge the system of air if fuel lines
have been removed, the ignition switch can be toggled
“ON” and “OFF” (at 3 second intervals) until fuel flows
through the fuel return line in the neck of the fuel line.
PIPELINER® 200G
Page 60

DDD-4 DDD-4
I
EVERY 600 HOURS OR 12 MONTHS
E
VERY 200 HOURS OR 6 MONTHS
EVERY 100 HOURS OR 3 MONTHS
FIRST SERVICE-(50 HOURS)
E
VERY DAY OR EVERY 8 HOURS
If necessary use shorter periods.
These preventive maintenance periods apply to average conditions of operation.
PSI #32500292
AC PF25
T
YPE OR QUANTITY
Above operations to be carried out by trained personnel with reference to the workshop manual where necessary.
4.5qrts, (4.3L) (including filter)
(3) Fill slowly! Ensure correct quantity is used.
(2) Consult Engine Operators Manual for additional maintenance schedule information.
9.9qrts, (9.4L)
(1) Consult Engine Operators Manual for oil recommendations.
(4) Clean the air filter if the engine is operating in very dusty conditions.
NOTES:
Alternator belt Good Year 11AV0955
Fan belt Good Year 11AV1220
Alternator / fan belt wear
R
Tension of alternator / Fan belt
I
Drain fuel bowl
Engine oil (NOTE 1 & 3)
R
Engine oil level (NOTE 1)
Coolant (NOTE 3)
M
AINTENANCE ITEM
Concentration of antifreeze
50 / 50 water glycol mixture
Radiator for contamination or blockage
C
I
R
C
oolant level
R
C
R
R
I
I
R
ENGINE SERVICE
I
Fuel filter canister
S20919-3
BCI GROUP 45
Donaldson #P181050 or Nelson #70206N
4 - AC R46TS
R = ReplaceC = Clean
Battery
Leaks or engine damage
I
Air filter element
All nuts and bolts for tightness
I = Inspect
Electrical systems
R
4CC
Spark Plugs (Gap = 0.040")
I
Tighten cylinder head
I
I
R
Air filter (earlier check may be req'd.)
R
I
Engine oil filter
E
NGINE SERVICE (NOTE 2)
MAINTENANCE
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
PIPELINER® 200G
Page 61

DDD-5 DDD-5
9
8
1
5
2
7
9
4
6
3
6
MAINTENANCE
1. Case Front Assembly
2. Engine Assembly
3. Exciter Frame, Armature Assembly
4. Generator Frame, Armature & Coupling
5. Fuel Tank Assembly
6. Generator & Exciter Brush Holder Assemblies
7. Base & Lift Bale Assembly
8. Radiator Assembly
9. Roof & Doors
Figure DDD.1 - Major Component Location
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
PIPELINER® 200G
Page 62

DDD-6 DDD-6
NOTES
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
PIPELINER® 200G
Page 63

E-1 E-1
NEGATIVE
OUTPUT
TERMINAL
SWITCH
-
SELECTOR
90 Min.
Max
GENERATOR
ARMATURE
BRUSHES
&
COMMUTATOR
ENGINE
IDLER
SOLENOID
INTERPOLE
COILS
RESIDUAL
MAGNETISM
GENERATOR
FIELD CONTROL
SHUNT
FIELD
SERIES
F
IELD
ARMATURE
E
XCITER
DC
ARMATURE
SHAFT
_
+
S
ERIES
C
OILS
TO
ENGINE
CONTROL/PROTECTION
M
ODULE
POSITIVE
OUTPUT
TERMINAL
+
SHUNT
FIELD
COILS
1
5AMP
FUSE
R
ECEPTACLE
120VDC
MECHANICAL
C
OUPLING
12VOLT
BATTERY
ENGINE
PERKINS DIESEL
FROM CURRENT
SENSING P.C.BOARD
I
DLER
S
WITCH
IDLER/ENGINE
PROTECTION
P
.C. BOARD
ENGINE
F
AILURE
LAMP
ENGINE
H
OUR
METER
F
UEL
PUMP
FUEL
SOLENOID
O
IL
GAUGE
O
IL
SENSOR
SWITCH
TEMP.
S
ENSOR
SWITCH
T
EMP.
G
AUGE
S
TARTER
MOTOR
ENGINE
A
LTERNATOR
GLOWPLUGS
TO
BATTERY
IGNITION
SWITCH
+
-
Current
S
ensing
P
.C.Board
ENGINE
ALTERNATOR
12VOLT
BATTERY
MAP
SENSOR
WATER
&
AIRTEMP.
SENSOR
OIL
PRESSURE&
WATERTEMP.
SENSOR
THROTTLE
PLATE
MOTOR
FUEL
PUMP
FUEL
INJECTORS
FROMCURRENT
SENSINGP.C.BOARD
I
DLER
SWITCH
ENGINE
FAILURE
LAMP
ENGINE
HOUR
METER
R
PM
C
ONTROL
E
NG.IGNITION
CIRCUITRY
STARTER
MOTOR
ZENITH
THROTTLE
BODY
CONTROLLER
G.M.
GASOLINE
ENGINE
OIL
GAUGE
WATER
GAUGE
ENGINE
IGNITION
SWITCH
COUPLEDTO
GENERATOR
ENGINE
ALTERNATOR
ENGINE
SPEED
SENSOR
ENGINE
SPEED
ACTUATOR
FROMCURRENT
S
ENSINGP.C.BOARD
I
DLER
S
WITCH
ENGINE
P
ROTECTION
LAMP
ENGINE
HOUR
METER
RPM
CONTROL
STARTER
MOTOR
ENGINE
CONTROL
UNIT
(ECU)
KUBOTA
DIESEL
ENGINE
O
IL
GAUGE
GLOWPLUGS
OIL
SENSOR
SWITCH
TEMP.
SENSOR
SWITCH
TEMP.
GAUGE
START
RELAY
ENGINE
IGNITION
SWITCH
COUPLEDTO
GENERATOR
TABLE OF CONTENTS-THEORY OF OPERATION SECTION
Theory of Operation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .E-1
General Description . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .E-2
Engine Control . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .E-3/5
Generator & Exciter . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .E-6
DC Generator Theory . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .E-7
FIGURE E.1 — BLOCK LOGIC DIAGRAM
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
PIPELINER® 200
Page 64

E-2 E-2
NEGATIVE
OUTPUT
T
ERMINAL
SWITCH
-
SELECTOR
90 Min.
Max
GENERATOR
ARMATURE
BRUSHES
&
COMMUTATOR
ENGINE
IDLER
S
OLENOID
INTERPOLE
COILS
RESIDUAL
MAGNETISM
G
ENERATOR
FIELD CONTROL
S
HUNT
FIELD
SERIES
F
IELD
ARMATURE
EXCITER
D
C
ARMATURE
SHAFT
_
+
SERIES
COILS
TO
ENGINE
CONTROL/PROTECTION
MODULE
POSITIVE
OUTPUT
TERMINAL
+
S
HUNT
FIELD
COILS
15AMP
FUSE
R
ECEPTACLE
120VDC
M
ECHANICAL
COUPLING
1
2VOLT
BATTERY
ENGINE
P
ERKINS DIESEL
FROM CURRENT
SENSING P.C.BOARD
I
DLER
SWITCH
IDLER/ENGINE
P
ROTECTION
P.C.BOARD
ENGINE
FAILURE
L
AMP
E
NGINE
H
OUR
METER
F
UEL
PUMP
FUEL
SOLENOID
O
IL
GAUGE
OIL
S
ENSOR
SWITCH
TEMP.
SENSOR
S
WITCH
TEMP.
GAUGE
S
TARTER
MOTOR
ENGINE
ALTERNATOR
GLOWPLUGS
TO
BATTERY
IGNITION
SWITCH
+
-
C
urrent
Sensing
P.C.Board
ENGINE
ALTERNATOR
12VOLT
BATTERY
MAP
S
ENSOR
WATER
&
AIRTEMP.
SENSOR
OIL
PRESSURE&
WATERTEMP.
SENSOR
THROTTLE
PLATE
MOTOR
FUEL
PUMP
FUEL
INJECTORS
FROMCURRENT
SENSINGP.C.BOARD
IDLER
SWITCH
ENGINE
FAILURE
LAMP
ENGINE
HOUR
METER
RPM
C
ONTROL
ENG.IGNITION
CIRCUITRY
STARTER
MOTOR
ZENITH
THROTTLE
BODY
CONTROLLER
G.M.
GASOLINE
ENGINE
O
IL
GAUGE
WATER
GAUGE
ENGINE
IGNITION
SWITCH
COUPLEDTO
GENERATOR
ENGINE
ALTERNATOR
E
NGINE
S
PEED
S
ENSOR
ENGINE
SPEED
ACTUATOR
FROMCURRENT
SENSINGP.C.BOARD
IDLER
S
WITCH
ENGINE
PROTECTION
L
AMP
ENGINE
HOUR
METER
RPM
CONTROL
STARTER
MOTOR
E
NGINE
C
ONTROL
U
NIT
(
ECU)
KUBOTA
DIESEL
E
NGINE
OIL
GAUGE
GLOWPLUGS
OIL
S
ENSOR
S
WITCH
TEMP.
SENSOR
SWITCH
TEMP.
GAUGE
START
RELAY
ENGINE
IGNITION
SWITCH
C
OUPLED TO
GENERATOR
THEORY OF OPERATION
FIGURE E.2 — GENERAL DESCRIPTION
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
GENERAL DESCRIPTION
The PIPELINER® 200 is a heavy duty, engine driven,
DC arc welding power source capable of providing constant current output for stick welding or DC TIG welding. Also, a total of 1750 watts of auxiliary power is
available at the 120VDC receptacle. The PIPELINER®
200 is manufactured with all copper windings.
PIPELINER® 200
Page 65

E-3 E-3
ENGINE
ALTERNATOR
ENGINE
SPEED
SENSOR
E
NGINE
S
PEED
ACTUATOR
FROM CURRENT
SENSING P.C.BOARD
I
DLER
SWITCH
ENGINE
PROTECTION
LAMP
ENGINE
HOUR
METER
RPM
CONTROL
STARTER
M
OTOR
ENGINE
CONTROL
U
NIT
(ECU)
KUBOTA
DIESEL
ENGINE
OIL
GAUGE
G
LOWPLUGS
OIL
SENSOR
S
WITCH
TEMP.
SENSOR
SWITCH
T
EMP.
GAUGE
START
R
ELAY
E
NGINE
I
GNITION
SWITCH
COUPLED TO
GENERATOR
THEORY OF OPERATION
FIGURE E.3 — ENGINE CONTROL
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
BATTERY, STARTER, ENGINE
ALTERNATOR, OIL, & TEMPERATURE
SWITCH CIRCUITS
The 12VDC battery powers the starter motor and,
through the ignition switch, the engine ignition circuitry
(gas models only), the engine alternator, the engine
control protection modules and associated circuits.
See the appropriate block diagram. These engine control and protection modules monitor engine oil pressure, coolant temperature and engine RPM. The system shuts the engine down in the event of a sudden
low oil pressure or high coolant temperature. A warning light on the control panel provides fault codes, or on
some models the engine fault light will glow.
The engine idle control (solenoid, throttle plates or
actuator) is mechanically connected to the engine.
When welding current or auxiliary power (120VDC) is
drawn through the current sensing P.C. board a small
voltage signal is sent to the engine control circuitry.
This signals the engine control circuitry to increase the
engine RPM. This is accomplished in a variety of
methods depending upon the engine and control/protection being used.
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
When the welding or auxiliary load is removed a preset
time delay of about 15 seconds starts. After approximately 15 seconds of “no load” the engine control/protection circuitry returns the engine to low idle
RPM.
PIPELINER® 200
Page 66

E-4 E-4
ENGINE
IDLER
SOLENOID
12 VOLT
BATTERY
ENGINE
PERKINS DIESEL
F
ROM CURRENT
SENSING P.C. BOARD
IDLER
SWITCH
IDLER/ENGINE
PROTECTION
P.C. BOARD
ENGINE
FAILURE
LAMP
ENGINE
HOUR
M
ETER
F
UEL
PUMP
FUEL
SOLENOID
O
IL
GAUGE
OIL
SENSOR
SWITCH
TEMP.
S
ENSOR
S
WITCH
TEMP.
GAUGE
STARTER
MOTOR
E
NGINE
A
LTERNATOR
GLOWPLUGS
TO
BATTERY
IGNITION
S
WITCH
COUPLED TO
GENERATOR
THEORY OF OPERATION
FIGURE E.4 — ENGINE CONTROL
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
BATTERY, STARTER, ENGINE
ALTERNATOR, OIL, & TEMPERATURE
SWITCH CIRCUITS
The 12VDC battery powers the starter motor and,
through the ignition switch, the engine ignition circuitry
(gas models only), the engine alternator, the engine
control protection modules and associated circuits.
See the appropriate block diagram. These engine control and protection modules monitor engine oil pressure, coolant temperature and engine RPM. The system shuts the engine down in the event of a sudden
low oil pressure or high coolant temperature. A warning light on the control panel provides fault codes, or on
some models the engine fault light will glow.
The engine idle control (solenoid, throttle plates or
actuator) is mechanically connected to the engine.
When welding current or auxiliary power (120VDC) is
drawn through the current sensing P.C. board a small
voltage signal is sent to the engine control circuitry.
This signals the engine control circuitry to increase the
engine RPM. This is accomplished in a variety of
methods depending upon the engine and control/protection being used.
When the welding or auxiliary load is removed a preset
time delay of about 15 seconds starts. After approximately 15 seconds of “no load” the engine control/protection circuitry returns the engine to low idle
RPM.
PIPELINER® 200
Page 67

E-5 E-5
E
NGINE
ALTERNATOR
12 VOLT
B
ATTERY
MAP
SENSOR
WATER
&
A
IR TEMP.
SENSOR
O
IL
P
RESSURE &
WATERTEMP.
SENSOR
THROTTLE
PLATE
MOTOR
FUEL
PUMP
FUEL
INJECTORS
FROM CURRENT
SENSING P.C.BOARD
I
DLER
S
WITCH
E
NGINE
FAILURE
L
AMP
ENGINE
HOUR
METER
RPM
C
ONTROL
ENG.IGNITION
C
IRCUITRY
STARTER
MOTOR
ZENITH
THROTTLE
BODY
C
ONTROLLER
G
.M.
GASOLINE
ENGINE
O
IL
GAUGE
WATER
GAUGE
ENGINE
IGNITION
S
WITCH
COUPLED TO
G
ENERATOR
THEORY OF OPERATION
FIGURE E.5 — ENGINE CONTROL
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
BATTERY, STARTER, ENGINE
ALTERNATOR, OIL, & TEMPERATURE
SWITCH CIRCUITS
The 12VDC battery powers the starter motor and,
through the ignition switch, the engine ignition circuitry
(gas models only), the engine alternator, the engine
control protection modules and associated circuits.
See the appropriate block diagram. These engine control and protection modules monitor engine oil pressure, coolant temperature and engine RPM. The system shuts the engine down in the event of a sudden
low oil pressure or high coolant temperature. A warning light on the control panel provides fault codes, or on
some models the engine fault light will glow.
The engine idle control (solenoid, throttle plates or
actuator) is mechanically connected to the engine.
When welding current or auxiliary power (120VDC) is
drawn through the current sensing P.C. board a small
voltage signal is sent to the engine control circuitry.
This signals the engine control circuitry to increase the
engine RPM. This is accomplished in a variety of
methods depending upon the engine and control/protection being used.
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
When the welding or auxiliary load is removed a preset
time delay of about 15 seconds starts. After approximately 15 seconds of “no load” the engine control/protection circuitry returns the engine to low idle
RPM.
PIPELINER® 200
Page 68

E-6 E-6
N
EGATIVE
OUTPUT
TERMINAL
S
WITCH
-
S
ELECTOR
9
0 Min.
Max
GENERATOR
ARMATURE
BRUSHES
&
COMMUTATOR
INTERPOLE
C
OILS
RESIDUAL
MAGNETISM
GENERATOR
FIELD CONTROL
SHUNT
FIELD
S
ERIES
FIELD
ARMATURE
E
XCITER
DC
A
RMATURE
SHAFT
_
+
SERIES
C
OILS
TO
ENGINE
CONTROL/PROTECTION
MODULE
P
OSITIVE
OUTPUT
TERMINAL
+
SHUNT
FIELD
COILS
1
5 AMP
FUSE
RECEPTACLE
120VDC
MECHANICAL
COUPLING
+
-
Current
Sensing
P.C.Board
THEORY OF OPERATION
FIGURE E.6 — GENERATOR & EXCITER
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
ENGINE, MAIN GENERATOR ARMATURE
& FRAME AND DC EXCITER
EXCITATION (FLASHING)
The main generator armature and the exciter armature
are mechanically coupled to the engine. When the
engine is started and running, the residual magnetism
that is stored in the exciter pole pieces is induced upon
the exciter armature. This causes the exciter to “buildup” and produce a DC output voltage. This DC is
applied, via the field rheostat control, to the main generator shunt field coils. The exciter output is also connected to the 120VDC receptacle.
MAIN SHUNT, INTERPOLE & SERIES COILS
The generator armature rotates within the magnetic
field created by the shunt field windings. A DC voltage
is induced in the armature and is transferred, through
the armature commutator and brushes, to the series
and interpole coils. The interpole coils, which are connected in series with the positive output terminal, are
located so as to counteract any magnetic influences
that could cause mechanical distortion in the rotating
armature. The series coils are designed to oppose or
“buck” the DC voltage that is generated in the armature.
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
PIPELINER® 200
ENGINE, MAIN GENERATOR ARMATURE, FRAME
& DC EXCITER
CURRENT RANGE SELECTOR
The selector switch acts as a course current adjustment by allowing varying amounts of series windings to
be included in the welding current path. The series
coils and selector switch are connected in series with
the negative output terminal.
FINE CURRENT ADJUSTMENT
The field rheostat control functions as a fine output current adjustment by controlling the current through the
shunt windings, thus controlling the amount of magnetism created in the field windings. Open circuit weld
voltage can also be controlled by the field rheostat control.
Page 69

E-7 E-7
BRUSH
BRUSH
MAGNETIC FIELD
G
ENERATOR
ARMATURE
MAGNETIC FIELD
SHUNT FIELD WINDINGS
SHUNT FIELD WINDINGS
M
ECHANICAL
COUPLING
ARMATURE
SHAFT
DC CURRENT
DC CURRENT
F
I
E
L
D
C
U
R
R
E
N
T
F
I
E
L
D
C
U
R
R
E
N
T
THEORY OF OPERATION
FIGURE E.7 — DC GENERATOR THEORY
DC GENERATOR MACHINES
The armature winding of a DC generator is located on
the rotating member. Current is conducted from it by
means of carbon brushes. The field winding is located
in the stator, which is stationary and excited by direct
current.
The armature coil sides are placed at opposite points
on the rotating shaft with the conductors parallel to the
shaft. The armature assembly is normally turned at a
constant speed by a source of mechanical power connected to the shaft. When the armature rotates
through the magnetic field produced by the stationary
field winding, it induces a coil voltage in the armature
winding. The voltage induced in an individual armature
coil is an alternating (AC) voltage, which must be rectified. In a conventional DC generator machine, rectification is provided mechanically by means of a commutator. A commutator is a cylinder formed of copper segments insulated from each other and mounted on, but
insulated from, the rotating shaft. Stationary carbon
brushes held against the commutator surface connect
the armature windings to external terminals. The commutator provides full-wave rectification, transforming
the voltage waveform between brushes and making
available a DC voltage to the external circuit.
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
PIPELINER® 200
Page 70

E-8 E-8
NOTES
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
PIPELINER® 200
Page 71

F-1 F-1
Troubleshooting and Repair . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .F-1
TABLE OF CONTENTS - TROUBLESHOOTING & REPAIR
How to Use Troubleshooting Guide . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .F-2
PC Board Troubleshooting Procedures . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .F-3
Troubleshooting Guide . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .F-4
Test Procedures . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .F-13
DC Exciter Test . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .F-13
Idler Solenoid Test . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .F-17
Main Generator Test . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .F-19
Flashing The Fields . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . F-23
Engine Alternator Test . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .F-27
Oil Pressure - Temp. Switch Test . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .F-29
Current Sensor PCB Test . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .F-33
Engine Throttle Adjustment Test (Perkins Only) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .F-37
Waveforms . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .F-41/43
Removal & Replacement Procedures . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .F-45
DC Armature & Field Coils . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .F-45
Main Generator Frame . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .F-49
Main Generator Armature . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .F-61
Retest and Repair . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .F-63
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
PIPELINER® 200
Page 72

F-2 F-2
TROUBLESHOOTING & REPAIR
HOW TO USE TROUBLESHOOTING GUIDE
WARNING
Service and Repair should only be performed by Lincoln Electric Factory Trained
Personnel. Unauthorized repairs performed on this equipment may result in danger to
the technician and machine operator and will invalidate your factory warranty. For your
safety and to avoid Electrical Shock, please observe all safety notes and precautions
detailed throughout this manual.
---------------------------------------------------------------------------------------------------------------------------
This Troubleshooting Guide is provided to
help you locate and repair possible machine
malfunctions. Simply follow the three-step
procedure listed below.
Step 1. LOCATE PROBLEM (SYMPTOM).
Look under the column labeled “PROBLEM
(SYMPTOMS)”. This column describes possible symptoms that the machine may exhibit. Find the listing that best describes the
symptom that the machine is exhibiting.
Symptoms are grouped into the following
categories: output problems and welding
problems.
Step 2. PERFORM EXTERNAL TESTS.
The second column labeled “POSSIBLE
AREAS OF MISADJUSTMENT(S)” lists the
obvious external possibilities that may contribute to the machine symptom. Perform
these tests/checks in the order listed. In
general, these tests can be conducted without removing the case wrap-around cover.
Step 3. RECOMMENDED
COURSE OF ACTION
The last column labeled “Recommended
Course of Action” lists the most likely components that may have failed in your
machine. It also specifies the appropriate
test procedure to verify that the subject component is either good or bad. If there are a
number of possible components, check the
components in the order listed
one possibility at a time until you locate the
cause of your problem.
All of the referenced test procedures
referred to in the Troubleshooting Guide are
described in detail at the end of this chapter.
Refer to the Troubleshooting and Repair
Table of Contents to locate each specific
Test Procedure. All of the specified test
points, components, terminal strips, etc. can
be found on the referenced electrical wiring
diagrams and schematics. Refer to the
Electrical Diagrams Section Table of
Contents to locate the appropriate diagram.
to eliminate
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
CAUTION
If for any reason you do not understand the test procedures or are unable to perform the
tests/repairs safely, contact the Lincoln Electric Service Department for technical troubleshooting
assistance before you proceed. Call 1-888-935-3877.
-----------------------------------------------------------------------------------------------------------------------------------
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
PIPELINER® 200
Page 73

F-3 F-3
TROUBLESHOOTING & REPAIR
PC BOARD TROUBLESHOOTING PROCEDURES
WARNING
ELECTRIC SHOCK
can kill.
•
Have an electrician install and
service this equipment. Turn the
input power OFF at the fuse box
before working on equipment. Do
not touc h electrically hot parts.
CAUTION
Sometimes machine failures appear to be due to PC
board failures. These problems can sometimes be
traced to poor electrical connections. To avoid problems when troubleshooting and replacing PC boards,
please use the following procedure:
1. Determine to the best of your technical ability
that the PC board is the most likely component
causing the failure symptom.
2. Check for loose connections at the PC board
to assur e that the PC board is properly
connected.
3. If the problem persists, replace the suspect PC
board using standard practices to avoid static
electrical damage and electrical shock. Read
the warning inside the static resistant bag and
perform the following procedures:
PC board can be damaged by static electricity.
- R e m o v e y o u r b o dyʼs static
charge before opening the staticshielding bag. Wear an anti-static
wrist st rap. For s afety, use a 1
Meg ohm resistive cord connected
ATTENTION
Static-Sensitive
Devices
Handle only at
Static-Safe
Workstations
to a groun d e d part of th e
equipment frame.
- If you donʼt have a wrist strap,
touch an un-pain ted, grounded,
part of the equipment frame. Keep
touching t h e f r a m e to pr event
static build-up. Be su r e n o t t o
touch any electrically live parts at
the same time.
- Remove the PC board from the static-shielding bag
and place it directly into the equipment. Donʼt set the
PC board on or near paper, plastic or cloth which
could have a static charge. If the PC board canʼt be
installed immediately, put it back in the static-shielding bag.
- If the PC board uses protective shorting jumpers,
donʼt remove them until installation is complete.
- If you return a PC board to The Lincoln Electric
Company for credit, it must be in the static-shielding
bag. This will prevent further damage and allow proper failure analysis.
4. Test the machine to determine if the failure
symptom has been co r r e c t e d by t h e
replacement PC board.
NOTE: It is desirable to have a spare (known good)
PC board available for PC board troubleshooting.
NOTE: Allow the machine to heat up so that all
electrical compo nents can r each th eir operating
temperature.
5. Remov e t h e r e p l a c e m ent PC board and
substitute it with the original PC board to
recreate the original problem.
a. If the original problem does not reappear by
substituting the original board, then the PC
board was not the problem. Continue to look
fo r bad connections in th e co ntrol wiring
harness, junction blocks, and terminal strips.
b. If the original problem is recreated by the
substitution of the original board, then the PC
board w a s the problem. R einstall t h e
replacement PC board and test the machine.
6. Alwa y s indicate th a t this procedure wa s
followed when w a r r a n t y reports are t o b e
submitted.
NOTE: Following this procedure and writing on the
warranty report, “INSTALLED AND SWITCHED PC
BOARDS TO VERIFY PROBLEM,” will help avoid
denial of legitimate PC board warranty claims.
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
- Tools which come in contact with the PC board must
be either conductive, anti-static or static-dissipative.
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
PIPELINER® 200
Page 74

F-4 F-4
Observe Safety Guidelines detailed in the beginning of this manual.
TROUBLESHOOTING & REPAIR
PROBLEMS
(SYMPTOMS)
The engine starts and runs at correct speed, but there is no, or very low, welder output voltage. There is no DC auxiliary output voltage.
The engine starts and runs at the correct speed but there is no, or very low, welder output. The DC auxiliary output voltage is normal.
POSSIBLE AREAS OF
MISADJUSTMENT(S)
OUTPUT PROBLEMS
1. Check for loose or missing
brushes in the DC exciter.
2. The exciter may need
“flashing.” See Flashing the
Fields in this section.
1. Check the welding cables for
loose or faulty connections.
2. Check for loose or missing
brushes in the welding
generator.
3. Check for open circuit voltage
at weld studs, check heavy
current carrying leads for loose
or corroded connections
RECOMMENDED
COURSE OF ACTION
1. Check for loose or broken
wires between the exciter
brushes and the DC
receptacle and the fine
current control field rheostat.
See the Wiring Diagram.
2. Perform the DC Exciter Test.
1. Check the fine current control
field rheostat for resistance
and proper operation. Normal
resistance is 64 ohms. Check
associated wires for loose or
faulty connections. See the
Wiring Diagram.
2. Perform the Main Generator
Shunt Field Winding Test.
3. Check the continuity of the
interpole coils. They should
show continuity from the
positive brusholders to the
positive output terminal and
should NOT be grounded to
the generator frame.
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
4. Check the continuity of the
series coils. They should
show continuity from the
negative brusholders, through
the current selector switch, to
the negative output terminal
and should NOT be grounded
to the generator frame.
5. The main armature may be
faulty. Check for grounds
and/or shorts.
CAUTION
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely,
contact the Lincoln Electric Service Department for technical troubleshooting assistance before you proceed.
Call 1-888-935-3877.
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
PIPELINER® 200
Page 75

F-5 F-5
Observe Safety Guidelines detailed in the beginning of this manual.
TROUBLESHOOTING & REPAIR
PROBLEMS
(SYMPTOMS)
The welding output varies abnormally. The auxiliary output remains constant. The engine is operating correctly.
POSSIBLE AREAS OF
MISADJUSTMENT(S)
OUTPUT PROBLEMS
1. Check for loose or faulty
welding cables.
2. This may be a normal
condition. The machine will
normally lose some output as
the components are heated.
3. Check for loose, worn, dirty or
poorly seated main DC
generator brushes.
4. The main armature
commutator may need
cleaning.
RECOMMENDED
COURSE OF ACTION
1. Check the fine current control
field rheostat for resistance
and proper operation. Normal
resistance is 64 ohms. Check
associated wires for loose or
faulty connections. See the
Wiring Diagram.
2. Perform the Main Generator
Shunt Field Winding Test.
3. Check the current range
selector switch and contacts
for proper operation.
4. While the machine is loaded,
check the interpole and series
coils for signs of “arcing.”
This condition would indicate
shorted turns in the “arcing”
coil.
The engine starts and runs at the correct speed, but there is no DC auxiliary output voltage at the 115VDC receptacle. The welding generator is functioning correctly.
1. Check the DC receptacle and
plug for loose or faulty
connections.
2. Check the 15 Amp fuse. (Not
on GM 3.0L gas)
5. The main armature may be
faulty. Check for grounds.
1. Check for loose or faulty
connections or wires at the
120 VDC receptacle and
associated circuitry. See the
Wiring Diagram.
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
CAUTION
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely,
contact the Lincoln Electric Service Department for technical troubleshooting assistance before you proceed.
Call 1-888-935-3877.
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
PIPELINER® 200
Page 76

F-6 F-6
TROUBLESHOOTING & REPAIR
PROBLEMS
(SYMPTOMS)
The actual welding current is much less than is indicated on the dials.
POSSIBLE AREAS OF
MISADJUSTMENT(S)
OUTPUT PROBLEMS
1. Check the welding cables for
loose or faulty connections.
2. The welding cables may be
excessively long or coiled.
3. Check the main DC generator
brushes for good commutation
and alignment. Contact the
Lincoln Electric Service Dept. 1-
888-935-3877.
RECOMMENDED
COURSE OF ACTION
1. The engine RPM may be low.
If necessary perform the
Engine Throttle Adjustment
Test. (PERKINS code 10929
ONLY)
2. Perform the DC Exciter Test.
3. Check the fine current control
field rheostat for resistance
and proper operation. Normal
resistance is 64 ohms. Check
associated wires for loose or
faulty connections. See the
Wiring Diagram.
4. Check the current range
selector switch and contacts
for proper operation.
5. Perform the Main Generator
Shunt Field Winding Test.
The actual welding current is much greater than is indicated on the dials.
1. Check the main DC generator
brushes for good commutation
and alignment. Contact the
Lincoln Electric Service Dept.
1-888-935-3877.
6. The main armature may be
faulty. Check for grounds.
1. The engine operating speed
may be too high. If necessary
perform the Engine Throttle
Adjustment Test. (PERKINS
code 10929 ONLY)
2. While the machine is loaded,
check the series coils for signs
of “arcing.” This condition
could point to shorted turns in
the series coils.
3. Perform the DC Exciter Test.
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
CAUTION
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely,
contact the Lincoln Electric Service Department for technical troubleshooting assistance before you proceed.
Call 1-888-935-3877.
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
PIPELINER® 200
Page 77

F-7 F-7
Observe Safety Guidelines detailed in the beginning of this manual.
TROUBLESHOOTING & REPAIR
PROBLEMS
(SYMPTOMS)
The engine will not return to low idle when the welding and auxiliary loads are removed.
POSSIBLE AREAS OF
MISADJUSTMENT(S)
OUTPUT PROBLEMS
1. Make sure the idler control
switch is set to the “Auto”
position.
2. Make sure both welding and
auxiliary loads are removed.
3. Check for mechanical
restrictions in the idler and
throttle linkage (PERKINS
code 10929 ONLY) There may
be a problem with the ECU or
Throttle Body Controller or
associated engine control
components on Kubota Diesel
(1114, 11316) and GM
Gas(10660, 10913,
11136)Contact the Lincoln
Electric Service Dept. 1-888935-3877.
RECOMMENDED
COURSE OF ACTION
1. Check the idler control switch
and associated leads for
loose or faulty connections.
See the Wiring Diagram.
2. Check the CURRENT
SENSING PC BOARD
Perform the Current Sense
Board Test. Replace if
necessary.
3. Perform the Idler Solenoid
Test. (PERKINS 10929
ONLY)
4. Check for loose or faulty
connections at the idler PC
board (PERKINS) ECU in
Kubota and Throttle Body
Controller GM 3.0 liter.
5. The idler PC board
(PERKINS) ECU in Kubota or
Throttle Body Controller -GM
3.0 liter may be faulty.
Contact the Lincoln Electric
Service Dept. 1-888-935-
3877.
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
CAUTION
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely,
contact the Lincoln Electric Service Department for technical troubleshooting assistance before you proceed.
Call 1-888-935-3877.
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
PIPELINER® 200
Page 78

F-8 F-8
Observe Safety Guidelines detailed in the beginning of this manual.
TROUBLESHOOTING & REPAIR
PROBLEMS
(SYMPTOMS)
The engine will NOT go to high
speed when a load is applied to
the welding output terminals.
The engine does go to high
speed when a load is applied to
the DC auxiliary power
receptacle. When the engine is
operating in the high RPM
condition, both welding output
and DC auxiliary are normal.
POSSIBLE AREAS OF
MISADJUSTMENT(S)
OUTPUT PROBLEMS
1. Check welding cables for loose
or faulty connections.
RECOMMENDED
COURSE OF ACTION
1. Check the idler control switch
and associated leads for
loose or faulty connections.
See the Wiring Diagram.
2. Check the CURRENT
SENSING PC BOARD.
Perform the Current Sense
Board Test. Replace if
necessary.
3. Perform the Idler Solenoid
Test. (PERKINS 10929
ONLY)
4. Check for loose or faulty
connections at the idler PC
board (PERKINS) ECU in
Kubota and Throttle Body
Controller GM 3.0 liter.
5. The idler PC board
(PERKINS) ECU in Kubota or
Throttle Body Controller -GM
3.0 liter may be faulty.
Contact the Lincoln Electric
Service Dept. 1-888-935-
3877.
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
CAUTION
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely,
contact the Lincoln Electric Service Department for technical troubleshooting assistance before you proceed.
Call 1-888-935-3877.
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
PIPELINER® 200
Page 79

F-9 F-9
Observe Safety Guidelines detailed in the beginning of this manual.
TROUBLESHOOTING & REPAIR
PROBLEMS
(SYMPTOMS)
The engine will NOT go to high
speed when a load is applied to
the DC auxiliary receptacle. The
engine does go to high speed
when a load is applied to the
welding output terminals. When
the engine is operating in the
high RPM condition, both
welding output and DC auxiliary
are normal.
POSSIBLE AREAS OF
MISADJUSTMENT(S)
OUTPUT PROBLEMS
1. Check the auxiliary power plug
and associated leads for loose
or faulty connections.
2. The load may be too small.
The load must be above 150
watts.
RECOMMENDED
COURSE OF ACTION
1. Check the idler control switch
and associated leads for
loose or faulty connections.
See the Wiring Diagram.
2. Check the CURRENT
SENSING PC BOARD.
Perform the Current Sense
Board Test. Replace if
necessary.
3. Perform the Idler Solenoid
Test. (PERKINS 10929
ONLY)
4. Check for loose or faulty
connections at the idler PC
board (PERKINS) ECU in
Kubota and Throttle Body
Controller GM 3.0 liter.
5. The idler PC board
(PERKINS) ECU in Kubota or
Throttle Body Controller -GM
3.0 liter may be faulty.
Contact the Lincoln Electric
Service Dept. 1-888-935-
3877.
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
The engine “cranks” but will not start.
1. Make sure the ignition switch
is in the ON position.
2. Check for adequate fuel
supply.
1. Check the ignition switch for
proper operation. Check the
associated leads for loose or
faulty connections. See the
Wiring Diagram.
2. Check the fuel solenoid. Make
sure it is opening when
+12VDC is applied.(Except
Kubota) See the Wiring
Diagram.
3. The idler PC board may be
faulty (Perkins 10929)
Replace, OR The ECU Kubota
or Throttle Body Controller GM
3.0 Liter may be faulty. Contact
the Lincoln Electric Service
Dept. 1-888-935-3877.
CAUTION
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely,
contact the Lincoln Electric Service Department for technical troubleshooting assistance before you proceed.
Call 1-888-935-3877.
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
PIPELINER® 200
Page 80

F-10 F-10
Observe Safety Guidelines detailed in the beginning of this manual.
TROUBLESHOOTING & REPAIR
PROBLEMS
(SYMPTOMS)
The engine “cranks” AND starts, but runs only about 30-60 seconds and shuts down.
The welding arc is loud and spatters excessively.
POSSIBLE AREAS OF
MISADJUSTMENT(S)
WELDING PROBLEMS
1. Make sure the correct grade
and amount of oil is in the
engine crankcase. See the
Maintenance Section of this
manual.
2. Make sure the engine is not
overheating.
3. Make sure the engine
alternator is operating properly.
1. The current setting may be too
high for the electrode and
process.
2. The polarity may be wrong for
the electrode and process.
RECOMMENDED
COURSE OF ACTION
1. The oil pressure switch may
be faulty. Perform the Oil
Pressure Switch Test.
2. The Temperature Switch may
be fault. Perform the
Temperature Switch Test.
3. The alternator may be faulty.
Perform the Alternator Test.
4. The Idler/Engine Protection
Board may be faulty
(PERKINS) The ECU
(KUBO11:29 AMA) or Throttle
Body Controller (GM 3.0 Liter)
may be faulty. Contact the
Lincoln Electric Service Dept.
1-888-935-3877.
1. Check the engine speed.
High idle speed should be
1800 RPM. If Necessary,
perform the Engine Throttle
Adjustment Test. (PERKINS
ONLY 10929)
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
2. Check the main DC generator
brushes for good commutation
and alignment. Contact the
Lincoln Electric Service Dept.
at 1-888-935-3877.
The welding arc frequently “pops out”.
1. The fine current control field
rheostat may be set too low for
the process and electrode.
2. Check the welding cables for
loose or faulty connections.
1. Check the engine speed. High
idle speed should be 1800
RPM. If Necessary, perform the
Engine Throttle Adjustment
Test. (PERKINS ONLY 10929)
2. The Current Range Selector
Switch may be faulty. Check
for proper operation and
contact.
3. Check the DC generator
brushes for good commutation
and alignment. Contact the
Lincoln Electric Service Dept.
at 1-888-935-3877.
CAUTION
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely,
contact the Lincoln Electric Service Department for technical troubleshooting assistance before you proceed.
Call 1-888-935-3877.
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
PIPELINER® 200
Page 81

F-11 F-11
TROUBLESHOOTING & REPAIR
Observe all Safety Guidelines detailed throughout this manual
Kubota - EUC - Codes
LIGHT CODE FAILURE DETECTED POSSIBLE CAUSE - CORRECTIVE MEASURE
LONG 1, SHORT 1 RPM IS OVER 115% OF RATED RPM (2070 RPM) ACTUATOR IS STUCK - REMOVE ACTUATOR AND VERIFY
LONG 1, SHORT 2 LOW OIL PRESSURE DETECTED FOR 1 SECOND LOW OIL - CHECK OIL LEVEL ON DIPSTICK
LONG 1, SHORT 3 "L" TERMINAL IS GROUNDED ON ALTERNATOR BROKEN OR LOOSE BELT
FOR 1 SECOND LEAD TO "L" TERMINAL ON ALTERNATOR MAYBE
LONG 1, SHORT 4 HIGH WATER TEMPERATURE DETECTED AMOUNT OR QUALITY OF COOLANT INCORRECT
FOR 1 SECOND - CHECK
LONG 1, SHORT 5 NOT ENABLED FOR LINCOLN PRODUCTS
LONG 2, SHORT 1 0 RPM IS DETECTED AND 12V IS DETECTED FAULTY RPM SENSOR-CHECK FOR GOOD CONNECTION
FROM "L" TERMINAL ON ALTERNATOR FAULTY ECU - CHECK FOR 12 VOLTS ON SUPPLY LEAD
LONG 2, SHORT 2 CURRENT TO ACTUATOR IS OUT OF LIMIT FAULTY ACTUATOR - CHECK FOR PROPER COIL
LONG 2, SHORT 3 NOT ENABLED FOR LINCOLN PRODUCTS
PLUNGER PULLS IN WHEN ENERGIZED
FAULTY OIL PRESSURE SWITCH - CHECK THAT "WK"
STUD IS OPEN WHEN ENGINE IS RUNNING
LEAD TO OIL PRESSURE SWITCH "WK" STUD MAY BE
GROUNDED - CHECK
SHORTED TO GROUND- CHECK
FAULTY ALTERNATOR - CHECK
FAULTY WATER TEMPERATURE SWITCH - CHECK THAT
"WK" STUD IS OPEN WHEN ENGINE IS NOT RUNNING
LEAD TO WATER TEMPERATURE SWITCH MAY BE
GROUNDED - CHECK
TO RPM SENSOR FROM ECU
RESISTANCE
LEADS TO ACTUATOR MAY BE OPEN OR GROUNDED
- CHECK
LONG 2, SHORT 4 -50C WATER TEMPERATURE DETECTED FAULTY WATER TEMPERATURE SENSOR - CHECK FOR
LONG 2, SHORT 5 150C WATER TEMPERATURE DETECTED FAULTY WATER TEMPERATURE SENSOR - CHECK FOR
LONG 2, SHORT 6 0 VOLTS DETECTED FROM "L" TERMINAL ON LEAD TO "L" TERMINAL ON ALTERNATOR MAY BE OPEN
ALTERNATOR FOR 1 SECOND - CHECK FOR CONTINUITY
LONG 2, SHORT 7 OVER 18 VOLTS DETECTED FROM ALTERNATOR INCORRECT BATTERY - INSPECT
LONG 2, SHORT 8 LESS THAN 4 VOLTS TO RPM SENSOR AND/OR FAULTY ECU -CHECK FOR 12 VOLTS ON LEADS TO RPM
ACTUATOR SENSED BY ECU SENSOR AND ACTUATOR FROM ECU
PROPER RESISTANCE
LEAD TO WATER TEMPERATURE SENSOR MAY BE OPEN
- CHECK FOR CONTINUITY
PROPER RESISTANCE
LEAD TO WATER TEMPERATURE SENSOR MAY BE
GROUNDED - CHECK
BROKEN OR LOOSE BELT - INSPECT
FAULTY ALTERNATOR - CHECK
FAULTY ALTERNATOR - CHECK
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
PIPELINER® 200
Page 82

F-12 F-12
NOTES
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
PIPELINER® 200
Page 83

F-13 F-13
TROUBLESHOOTING & REPAIR
DC EXCITER TEST
WARNING
Service and repair should be performed by only Lincoln Electric factory trained personnel.
Unauthorized repairs performed on this equipment may result in danger to the technician
or machine operator and will invalidate your factory warranty. For your safety and to avoid
electrical shock, please observe all safety notes and precautions detailed throughout this
manual.
If for any reason you do not understand the test procedures or are unable to perform the
test/repairs safely, contact the Lincoln Electric Service Department for electrical troubleshooting assistance before you proceed. Call 1-888-935-3877.
TEST DESCRIPTION
This test will help determine whether or not the DC exciter is operating correctly. If operation is not correct , the test will also determine what component(s) may be faulty.
MATERIALS NEEDED
3/8" wrench
Volt/Ohmmeter (Multimeter)
Wiring Diagram
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
PIPELINER® 200
Page 84

F-14 F-14
SERIES COIL CONNECTION
POINT (NEGATIVE)
POSITIVE
TROUBLESHOOTING & REPAIR
DC EXCITER TEST (CONTINUED)
FIGURE F.1 – 120VDC RECEPTACLE
TEST PROCEDURE
1. Turn off the engine and remove all external loads
to the welder terminals and auxiliary receptacle.
WARNING
MOVING PARTS can injure.
• Remove guards only when necessary
to perform service, and replace them
when the service requiring their
removal is complete.
• Keep hands, hair, clothing and tools away from Vbelts, gears, fans, and all other moving parts when
starting, operating, or repairing equipment.
• If fan guards are missing from a machine, obtain
replacements from a Lincoln Distributor. (See Parts
List.) Always use greatest care when working near
moving parts.
2. Start the engine and put the idler switch in the HIGH
idle position.
3. Using the volt/ohmmeter, carefully check the DC
voltage at the 120V receptacle. (Observe proper
polarity. The large slot of the receptacle is negative.
See Figure F.1.) Normal voltage is 125 - 135VDC,
no load, with the engine at the high idle speed of
1600 RPM. If the voltage is normal, the DC exciter
is functioning correctly. If the voltage is low or not
present, proceed to the next step.
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
PIPELINER® 200
Page 85

F-15 F-15
EXITER
COVER
W
ARRANTY
CHECK VOLTAGE
AT BRUSH
HOLDERS HERE
(RIGHT SIDE IS +)
+
TROUBLESHOOTING & REPAIR
DC EXCITER TEST (CONTINUED)
FIGURE F.2 – EXCITER COVER REMOVAL
4. Turn off the engine. Using the 3/8” nut driver,
remove the exciter cover. See Figure F.2.
5. Start the engine. Using the volt/ohmmeter, carefully check the DC voltage at the brush holders. See
Figure F.2. The right side brush holder is positive
polarity. Normal DC voltage is 125 - 135VDC with
the engine at the high idle speed of 1600 RPM.
6. If the DC voltage is normal at the brush holders, the
DC exciter armature and shunt coils are OK.
a. If the voltage is low or not present, proceed with
the shunt coil and series coil resistance tests.
b. If the correct DC voltage is present at the brush
holders but not at the 120VDC receptacle, the
series coil or associated leads may be faulty.
See the Wiring Diagram. Proceed with the
shunt coil and series coil resistance tests.
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
PIPELINER® 200
Page 86

F-16 F-16
WHITE
FLEX
LEAD
SMALL
FLEX
LEAD
SOLID
LEAD
WARRANTY
EXCITER SHUNT FIELD
EXCITER
ARMATURE
EXCITER SERIES FIELD
120 VOLTS
D
C
#2
#
1
TTTT
T
T
TT
12
11 1
2
43
13
1
4
-
+
RED LEAD -
TROUBLESHOOTING & REPAIR
DC EXCITER TEST (continued)
FIGURE F.3 – BRUSH HOLDER LEADS
SHUNT COIL AND SERIES COIL
RESISTANCE TESTS
Note: Two coils make up a set (L8707), and each coil
10. The coil leads should be disconnected from the
11. Using the Ohmmeter, measure the Exciter Series
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
7. Turn the engine OFF.
8. Using the 3/8" nut driver, disconnect the two leads
from the left side brush holder. See Figure F.3.
Separate the two leads. One will be a larger
"solid" lead (series coil). The other will be a smaller flex lead (shunt coil).
9. Using the 3/8" nut driver, remove the two flex leads
from the right side brush holder.
consists of two coils, wound together. An Exciter
Shunt Field Coil and an Exciter Series Coil.
positive and negative brush holder and also the
bolted connection within the exciter bracket that
connects T12 to the RED lead.
Coils from the T12 and T2 (heavy stiff magnet
wire) and the Exciter Shunt Field Coils from T4 and
T14 (fine stranded wire) to a good frame ground.
The resistance should be very high (500k Ohms or
higher). This indicates that the coils are not
grounded. If the resistance reading is less than
500k Ohms, this indicates a grounded condition
and replacement should be considered.
PIPELINER® 200
12. Using the Ohmmeter, measure Exciter Series
Field Coils from connection T12 to connection T2.
The resistance should be .276 to .296 Ohms.
Measure with the Ohmmeter the Exciter Shunt
Field Coils between T4 and T14, The resistance
should be 127.0 to 133.0 Ohms. If resistance is
very low, the coils are shorted. If coils are warmer
or colder than 25 degrees Celsius, the resistance
will be considerably higher or lower. If coil resistances vary significantly, REPLACEMENT MAY
BE NECESSARY.
13. If the shunt and series coils are good, and the
exciter is not operating properly, the exciter armature may be faulty. Replace the exciter armature.
14. After the test and repairs are completed, install the
exciter cover using the 3/8” nut driver.
Page 87

F-17 F-17
TROUBLESHOOTING & REPAIR
IDLER SOLENOID TEST
WARNING
Service and repair should be performed by only Lincoln Electric factory trained personnel.
Unauthorized repairs performed on this equipment may result in danger to the technician
or machine operator and will invalidate your factory warranty. For your safety and to avoid
electrical shock, please observe all safety notes and precautions detailed throughout this
manual.
If for any reason you do not understand the test procedures or are unable to perform the
test/repairs safely, contact the Lincoln Electric Service Department for electrical troubleshooting assistance before you proceed. Call 1-888-935-3877.
TEST DESCRIPTION
This test will determine whether or not the idler solenoid can function when it is energized
with 12VDC.
MATERIALS NEEDED
External 12VDC supply
Wiring Diagram
Volt/ohmmeter (Multimeter)
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
PIPELINER® 200
Page 88

F-18 F-18
QUICK
CONNECT
LEADS
TROUBLESHOOTING & REPAIR
IDLER SOLENOID TEST (continued)
FIGURE F.4 – IDLER SOLENOID CONNECTIONS
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
TEST PROCEDURE
1. Turn the engine OFF.
2. Unlatch and secure the right side door.
3. Locate the idler solenoid and the two leads with
quick connects. See Figure F.4.
4. Disconnect the two solenoid leads at the quick connection splices.
5. Using the external power supply, apply 12VDC to
the idler solenoid leads. The solenoid should activate.
6. The solenoid should deactivate when the 12VDC is
removed.
PIPELINER® 200
7. If the solenoid does not operate properly, check for
a mechanical restriction in the linkage or for a missing spring.
8. If the linkage is intact and the solenoid does not
operate correctly when 12VDC is applied, the idler
solenoid may be faulty. Replace the idler solenoid.
NOTE: Normal solenoid coil resistance is approxi-
mately 9 ohms.
9. After the test and repairs are completed, close and
latch the right side door.
Page 89

F-19 F-19
TROUBLESHOOTING & REPAIR
MAIN GENERATOR SHUNT FIELD WINDING TEST
WARNING
Service and repair should be performed by only Lincoln Electric factory trained personnel.
Unauthorized repairs performed on this equipment may result in danger to the technician
or machine operator and will invalidate your factory warranty. For your safety and to avoid
electrical shock, please observe all safety notes and precautions detailed throughout this
manual.
If for any reason you do not understand the test procedures or are unable to perform the
test/repairs safely, contact the Lincoln Electric Service Department for electrical troubleshooting assistance before you proceed. Call 1-888-935-3877.
TEST DESCRIPTION
This test will help determine whether or not the main shunt field coils are shorted, open,
or grounded.
MATERIALS NEEDED
Volt/ohmmeter (Multimeter)
Wiring Diagram
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
PIPELINER® 200
Page 90

F-20 F-20
PLUG P10
TROUBLESHOOTING & REPAIR
MAIN GENERATOR SHUNT FIELD WINDING TEST (continued)
FIGURE F.5 – PLUG P10 LOCATION
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
TEST PROCEDURE
1. Turn the engine OFF.
2. Unlatch, lift and secure the right side door.
3. Locate plug P10. See Figure F.5.
4. Remove plug P10.
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
PIPELINER® 200
Page 91

F-21 F-21
PIN 3
PIN 5
TAB
TROUBLESHOOTING & REPAIR
MAIN GENERATOR SHUNT FIELD WINDING TEST (continued)
FIGURE F.6 – PLUG P10 PIN ASSIGNMENTS
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
5. Locate the blue (U) (pin 3) and the brown (N)
(pin 5) leads in the harness plug. See
Figure F.6.
6. Using the volt/ohmmeter, measure the resistance between the blue and the brown lead.
Normal resistance is approximately 40
ohms.
7. Also measure the resistance from either
lead (blue or brown) to ground. This resistance should be at least 500,000 ohms.
8. If the test does not meet the resistance
specifications, then check the harness plug
for loose connections or shorted leads.
PIPELINER® 200
9. If the plug and associated leads are okay,
the shunt field coils may be faulty. Replace
the shunt field coils.
10. If the test does meet the resistance specifications, the main shunt coils are okay.
11. Replace plug P10, making sure the leads
and plug are secure.
12. After the test and repairs are completed,
close and latch the right side door.
Page 92

F-22 F-22
NOTES
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
PIPELINER® 200
Page 93

F-23 F-23
TROUBLESHOOTING & REPAIR
FLASHING THE FIELDS
WARNING
Service and repair should be performed by only Lincoln Electric factory trained personnel.
Unauthorized repairs performed on this equipment may result in danger to the technician
or machine operator and will invalidate your factory warranty. For your safety and to avoid
electrical shock, please observe all safety notes and precautions detailed throughout this
manual.
If for any reason you do not understand the test procedures or are unable to perform the
test/repairs safely, contact the Lincoln Electric Service Department for electrical troubleshooting assistance before you proceed. Call 1-888-935-3877.
TEST DESCRIPTION
This procedure will magnetize the exciter pole pieces. The exciter can then “build-up”
when the engine is started.
MATERIALS NEEDED
12-volt battery
Two jumper wires with alligator clips on each end
Wiring Diagram
3/8” Nutdriver
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
PIPELINER® 200
Page 94

F-24 F-24
EXITER
COVER
TROUBLESHOOTING & REPAIR
FLASHING THE FIELDS (continued)
FIGURE F.7 – EXCITER COVER REMOVAL
PROCEDURE
1. Turn the engine OFF.
2. Using a 3/8” Nutdriver, remove the exciter cover.
See Figure F.7.
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
PIPELINER® 200
Page 95

F-25 F-25
+
RAISE
EXCITER
BRUSH OFF
COMMUTATOR
TO POSITIVE
BATTERY
TERMINAL
TO NEGATIVE
BATTERY
TERMINAL
WARRANTY
TROUBLESHOOTING & REPAIR
FLASHING THE FIELDS (continued)
FIGURE F.8 - BRUSH HOLDER/BATTERY JUMPER CONNECTIONS
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
3. Raise one exciter brush off the armature commutator.
4. Using the jumper leads and the 12VDC battery, first
attach the clip of one lead to the POSITIVE terminal
of the battery. Attach the other end of this same
lead to the right side brush holder. See Figure F.8.
5. Carefully attach one clip of the other lead to the
NEGATIVE terminal of the battery. Attach the other
end of the same lead to the left side brush holder for
approximately five seconds. Pull the lead away
quickly to minimize arcing. See Figure F.8.
PIPELINER® 200
6. Remove both leads from the brush holders and the
battery.
7. Install the brush removed in step 3.
8. Install the exciter cover using the 3/8” nut
driver.
9. Start the engine. The exciter should produce DC
output voltage.
Page 96

F-26 F-26
NOTES
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
PIPELINER® 200
Page 97

F-27 F-27
TROUBLESHOOTING & REPAIR
ENGINE ALTERNATOR TEST
WARNING
Service and repair should be performed by only Lincoln Electric factory trained personnel.
Unauthorized repairs performed on this equipment may result in danger to the technician
or machine operator and will invalidate your factory warranty. For your safety and to avoid
electrical shock, please observe all safety notes and precautions detailed throughout this
manual.
If for any reason you do not understand the test procedures or are unable to perform the
test/repairs safely, contact the Lincoln Electric Service Department for electrical troubleshooting assistance before you proceed. Call 1-888-935-3877.
TEST DESCRIPTION
This test will determine if the engine alternator is properly charging the battery.
MATERIALS NEEDED
Miscellaneous Hand Tools
Volt/Ohm Meter
Wiring Diagram
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
PIPELINER® 200
Page 98

F-28 F-28
Alternator
Output
Leads
BACK OF ALTERNATOR
TROUBLESHOOTING & REPAIR
ENGINE ALTERNATOR TEST (CONTINUED)
FIGURE F.9 - ALTERNATOR LEAD LOCATIONS
TEST PROCEDURE
1. Turn the engine off.
2. Open the engine access door and check the
voltage at the battery terminals. It should be
approximately 12 volts DC.
3. Attach the meter leads to the battery terminals,
being careful to position them so they stay
clear of moving parts while the engine is running.
4. Place the idle switch in the “HIGH IDLE” position, start the engine, and allow it to run at high
idle speed for about 15 to 30 seconds.
5. The meter should read about 13.7 to 14.2
VDC.
6. If the meter reads correctly the engine alternator is producing adequate power to charge the
battery and this test is complete.
6. If the voltage is significantly higher than the
above values, the alternator is not properly
regulating the battery charging voltage and
should be replaced. If the voltage reads the
same or less than the measurement taken
when the engine was not running, proceed
with the following tests.
8. Make sure the idle switch is still in the “high”
position, start the engine, and allow it to run at
high idle speed for about 15 to 30 seconds.
9. Place the negative meter probe on a good
chassis ground, or the negative battery terminal. Place the positive meter probe on the battery terminal on the back of the alternator.
(Lead #51). See Wiring Diagram.
10. The meter should read about 13.7 to 14.2
VDC.
11. Move the positive probe to the DT terminal on
the back of the alternator. See Wiring
Diagram.
12. The meter should read about 13.7 to 14.2
VDC.
13. If the meter reads correctly, check the connections between the alternator and the battery.
See wiring diagram.
14. If the voltage at both of the above test points
reads the same or less than the battery voltage
measurement taken when the engine was not
running, the alternator is defective. Repair or
replace it.
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
7. Turn off the engine, disconnect the meter from
the battery, and open the engine access door
on the left side of the machine.
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
PIPELINER® 200
Page 99

F-29 F-29
TROUBLESHOOTING & REPAIR
OIL PRESSURE - TEMPERATURE SWITCH TEST
WARNING
Service and repair should be performed by only Lincoln Electric factory trained personnel.
Unauthorized repairs performed on this equipment may result in danger to the technician
or machine operator and will invalidate your factory warranty. For your safety and to avoid
electrical shock, please observe all safety notes and precautions detailed throughout this
manual.
If for any reason you do not understand the test procedures or are unable to perform the
test/repairs safely, contact the Lincoln Electric Service Department for electrical troubleshooting assistance before you proceed. Call 1-888-935-3877.
TEST DESCRIPTION
This test will determine if the Oil Pressure and/or Temperature Switch is functioning
properly.
MATERIALS NEEDED
OhmMeter
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
PIPELINER® 200
Page 100

G
WK
OIL SWITCH / SENDER
S17026-3
TEMP SW. / SENDER
S25162
1
/2-14 NPT 1/4" SPADETERMINAL
3/16" SPADETERMINAL
G
W
G
ND
.19 .03
+
-
F-30 F-30
TROUBLESHOOTING & REPAIR
OIL PRESSURE - TEMPERATURE SWITCH TEST (CONTINUED)
FIGURE F.10 - SWITCH
WK TERMINAL TO GROUND TO CASE AT 6 +/-2 PSI. OTHERWISE TERMINAL TO BE OPEN
Oil Pressure Switch/Sender Resistance Test. S17026-3 (Kubota and Perkins Only)
PROCEDURE
1. With the engine not running locate the Oil
Pressure Switch/Sender.
2. Remove the two leads from the switch.
3. Using the ohmmeter check the resistance from
terminal WK to case ground. This is a normally closed switch and should be at a very low
resistance. (Less than 1 ohm)
4. Using the ohmmeter check the resistance from
terminal G to case ground. This resistance
should be approximately 10 ohms with zero
PSI oil pressure.
5. With the engine running and an oil pressure of
6 PSI or greater the resistance from terminal
WK to case ground should be very high.
(open). While the engine is running if the oil
pressure should drop below 6 PSI the switch
would close and shut off the engine.
6. With the engine running the resistance from
terminal G to case ground should be as follows.
• 0 PSI equals approximately 10 ohms
• 40 PSI equals approximately 105 ohms
• 80 PSI equals approximately 187 ohms
8. Replace the two leads previously removed.
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
PIPELINER® 200
 Loading...
Loading...