

Page 1
P223 FLUX AWS A5.17-97: F7A4-EM12K and A5.23-97: F8A2-EA1-A2
Lincolnweld®P223 flux is an industry
standard for spiral pipe welding on
up to X80 grade pipe, especially
where good impact properties are
required. It is also well-suited for
longitudinal seam welding on pipe,
producing a low bead profile with
very straight edges, while minimizing
undercuts. Its fast freezing slag
makes it ideal for even small diameter pipe. In most cases, the slag is
self-peeling. For these same reasons, P223 is an excellent choice for
many two-pass welding applications.
While designed for two-pass welding
applications, P223 is a neutral flux
which is also suitable for use in multiple pass welding with mild steel
and low alloy electrodes.
ADVANTAGE LINCOLN
• The weld deposits of neutral
P223 flux are extremely resistant
to procedural variations.
• Fast solidification of weld metal
and slag for excellent bead
appearance.
• Low dust levels make handling at
the work station clean and easy.
• Excellent weld profiles with straight
and consistent weld bead edges.
• Fast freezing slag makes P223
suitable for smaller diameter pipe.
• Slag is self-peeling on most applications.
• Designed to deliver Charpy
V-Notch impact properties that
exceed most line pipe requirements.
• Low diffusible hydrogen levels.
• Manufactured under a quality
system certified to ISO 9001.
TYPICAL APPLICATIONS
• Oil and gas line pipe fabrication
through X-80 grades.
• Single pass or multiple pass
welding.
• Single arc or multiple arc (up to
3 arc tandem welding).
• Straight seam or spiral seam
welding.
PRODUCT INFORMATION
• Basicity Index: 1.60
• Particle Size:
+12 Mesh 2% max.
-12/+100 Mesh 96% min.
-100 Mesh 2% max.
• Density: 1.3 g/cm
3
CONFORMANCES
For Mild Steel:
Lincolnweld®L-61
AWS A5.17-97: F7A4-EM12K
ASME SFA-5.17
For Low Alloy Steel:
Lincolnweld®L-70
AWS A5.23-97: F8A2-EA1-A2
ASME SFA-5.23
RECOMMENDED ELECTRODES
Single Pass or Two-Pass Welds:
Lincolnweld®L-61, AWS EM12K
Lincolnweld®L-70, AWS EA1
(intended for applications requiring
robust Charpy impact properties).
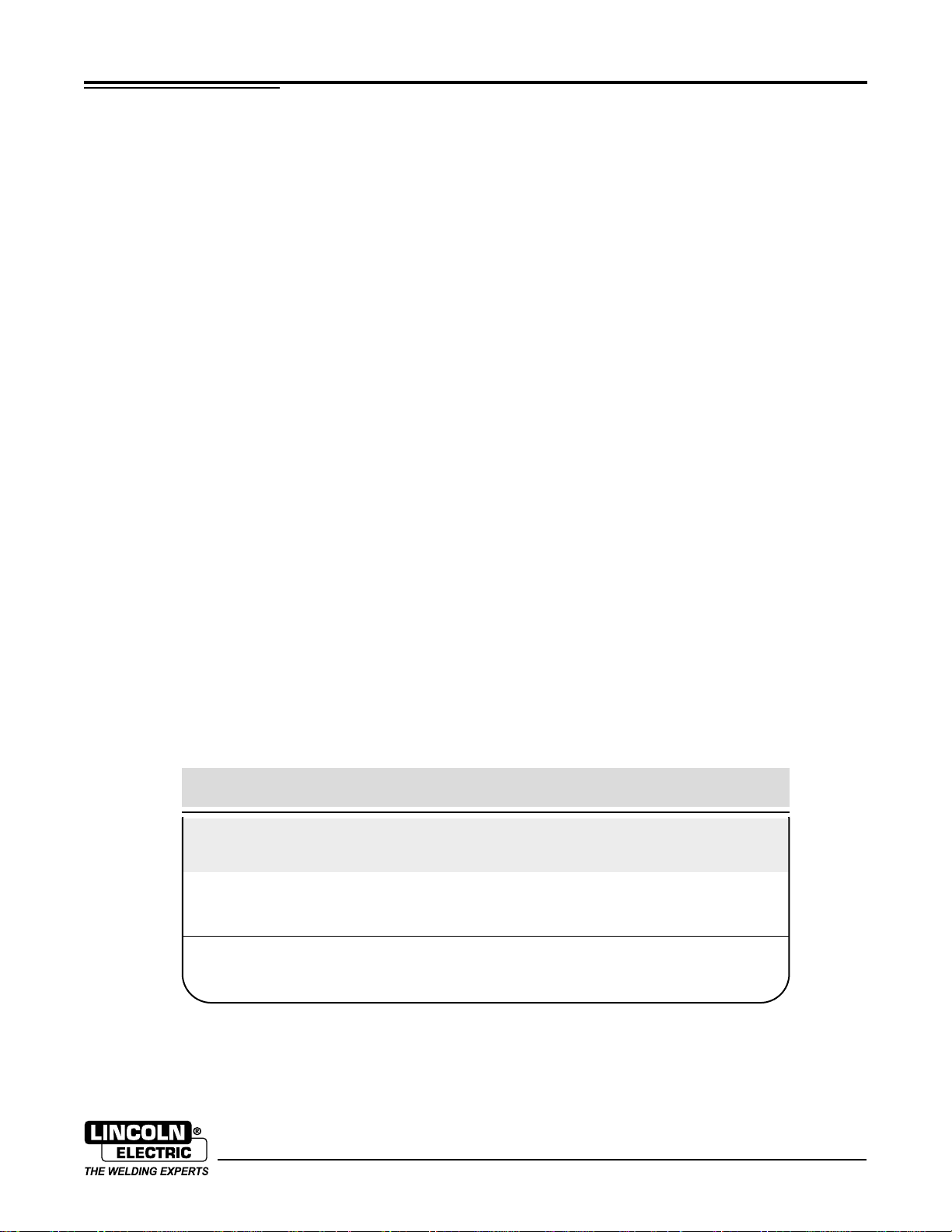
Tested on Pipe
MECHANICAL PROPERTIES
Charpy V-Notch Charpy V-Notch Charpy V-Notch Charpy V-Notch
Flux/Wire ft•lbf (Joules) ft•lbf (Joules) ft•lbf (Joules) ft•lbf (Joules)
Combination @ 0ºF (-18ºC) @ -20ºF (-29ºC) @ -40ºF (-40ºC) @ -60ºF (-51ºC)
Actual Test Results 75 76 87 45
As-welded (101) (103) (117) (61)
P223/L-61
Actual Test Results 113 101 99 82
As-welded (153) (136) (134) (111)
P223/L-70
(1)
Mechanical property results obtained on single pass or two-pass welds will vary with base plate composition,
welding procedure, heat input, etc. These results are shown only to demonstrate the potential for the products
being used.
(1)
– Two-pass seam weld on 0.688" wall X-65 pipe
AC/AC two-wire tandem arc procedure
Publication C5.10.1 12/03
www.lincolnelectric.com
Page 2
P223 FLUX AWS A5.17-97: F7A4-EM12K and A5.23-97: F8A2-EA1-A2
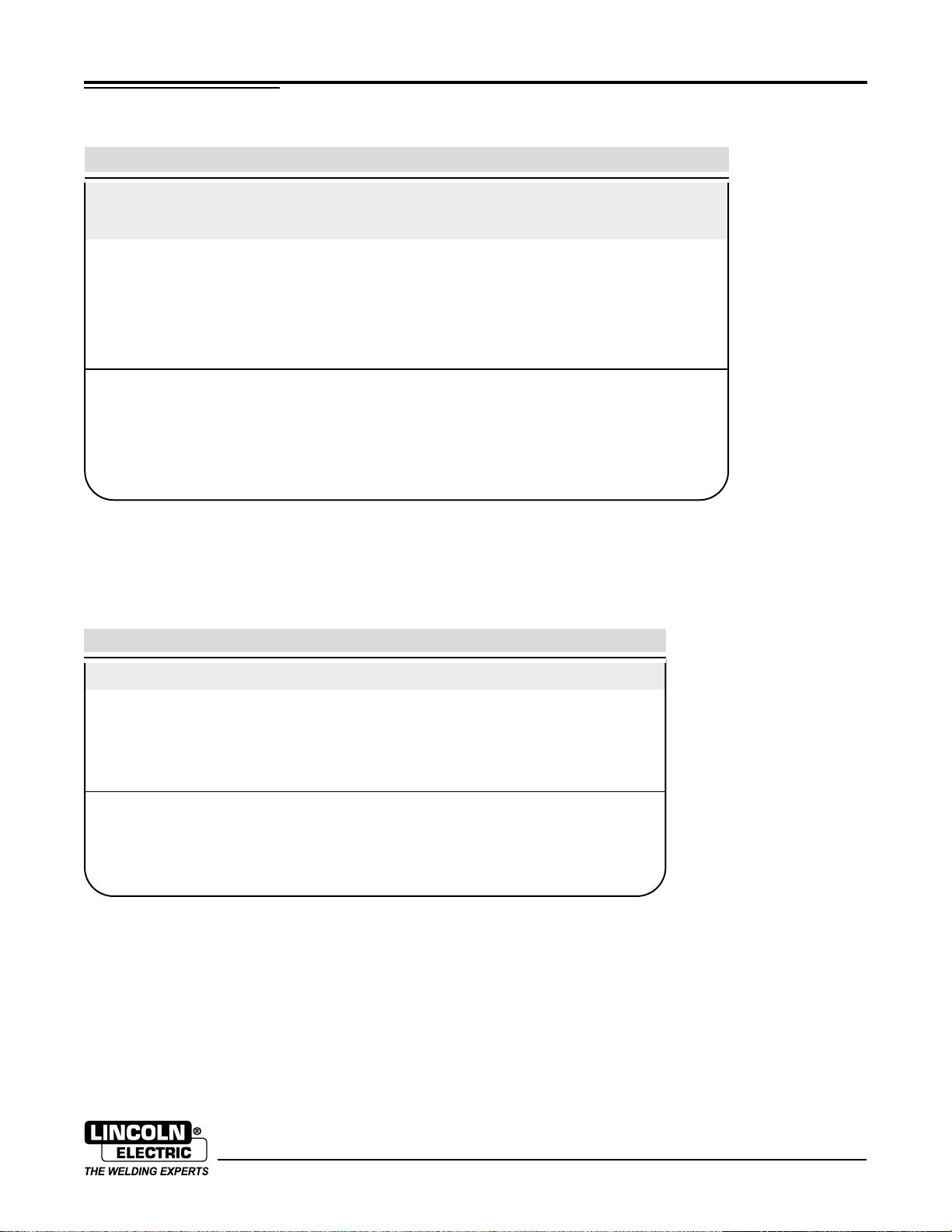
Tested per AWS
MECHANICAL PROPERTIES – As Required per AWS A5.17-97/A5.23-97
Yield Strength Tensile Strength Elongation ft•lbf (Joules)
psi (MPa) psi (MPa) (%) @ -40ºF (-40ºC)
Requirements
P223/L-61 58,000 70,000-95,000 22 20
AWS F7A4-EM12K (400) (483-655) (27)
AWS A5.17-97 min. min. min.
As-welded
Actual Test Results 63,400 77,300 31 93
(437) (533) (126)
Requirements @ -20ºF (-29ºC)
P223/L-70 68,000 80,000-100,000 20 20
AWS F8A2-EA1-A2 (469) (552-689) (27)
AWS A5.23-97 min. min. min.
As-welded
Actual Test Results 79,800 93,900 25 39
(550) (647) (53)
NOTE: The multiple pass procedure shown above is specified in AWS A5.17-97/AWS A5.23-97 and was employed
only for the purpose of AWS classification. The testing results and AWS classification shown should not be used to
determine the suitability of this flux/wire combination for service in limited pass applications. Actual procedural tests
should be conducted to verify the mechanical properties obtained on these applications.
Charpy V-Notch
DEPOSIT COMPOSITION - As Required per AWS A5.17-97/A5.23-97
%C %Mn %Si %S %P %Mo %Cu
Requirements
P223/L-61
AWS F7A4-EM12K Not Specified
AWS A5.17-97
Actual Test Results 0.08 1.38 0.43 0.003 0.011 — 0.06
Requirements
P223/L-70 0.12 1.40 .80 0.030 0.030 0.40-0.65 0.35
AWS F8A2-EA1-A2 max. max. max. max. max. max.
AWS A5.23-97
Actual Test Results 0.08 1.33 0.38 0.009 0.014 0.51 0.09
[2]
P223 Flux 12/03
www.lincolnelectric.com
Page 3

P223 FLUX AWS A5.17-97: F7A4-EM12K and A5.23-97: F8A2-EA1-A2
DIFFUSIBLE HYDROGEN
- As Tested per AWS A4.3-93
(mL/100g
weld deposit)
Requirements
AWS F7A4-EM12K Not Specified
Actual Test Results
P223/L-61 3.7
Requirements
AWS F8A2-EA1-A2 Not Specified
Actual Test Results
P223/L-70 4.2
TYPICAL OPERATING PROCEDURES – Two-run seam weld on 0.688" wall X-65 pipe AC/AC two-wire tandem
arc procedure. 0.25" centered land, 90˚ included angle each side, 5˚ push lead arc, 20˚ push angle trail arc.
Diameter Approx.
Polarity Wire Feed Arc Travel
(1)
CTWD
Lead/Trail Spacing in/min (m/min) (volts) (amps) in/min (m/min)
Speed Voltage Current Speed
PACKAGING
Lincolnweld
Flux Paper Bag
P223 EDS30636
®
50 lb. (23 kg)
Side 1
Lead Arc – P223/L-61 or L-70 90 (2.3) 35 920 41 (1.04)
5/32" (4.0 mm)
AC
1-1/2" (38.1 mm)
5/8" (15.88 mm)
Trail Arc – P223/L-61 or L-70 50 (1.3) 36 640 41 (1.04)
5/32" (4.0 mm)
AC
1-1/2" (38.1 mm)
5/8" (15.88 mm)
Side 2
Lead Arc – P223/L-61 or L-70 100 (2.5) 36 980 38 (.97)
5/32" (4.0 mm)
AC
1-1/2" (38.1 mm)
5/8" (15.88 mm)
Trail Arc – P223/L-61 or L-70 48 (1.2) 41 620 38 (.97)
5/32" (4.0 mm)
AC
1-1/2" (38.1 mm)
5/8" (15.88 mm)
(1)
CTWD (Contact Tip to Work Distance). Subtract 1/4" to calculate Electrical Stickout.
[3]
P223 Flux 12/03
www.lincolnelectric.com
Page 4

P223 FLUX AWS A5.17-97: F7A4-EM12K and A5.23-97: F8A2-EA1-A2
TEST RESULTS
Test results for mechanical properties, deposit or electrode composition and diffusible hydrogen levels were obtained from a weld produced and tested according to prescribed
standards, and should not be assumed to be the expected results in a particular application or weldment. Actual results will vary depending on many factors, including, but not limited
to, weld procedure, plate chemistry and temperature, weldment design and fabrication methods. Users are cautioned to confirm by qualification testing, or other appropriate means,
the suitability of any welding consumable and procedure before use in the intended application.
CUSTOMER ASSISTANCE POLICY
The business of The Lincoln Electric Company is manufacturing and selling high quality welding equipment, consumables, and cutting equipment. Our challenge is to meet the
needs of our customers and to exceed their expectations. On occasion, purchasers may ask Lincoln Electric for advice or information about their use of our products. We respond
to our customers based on the best information in our possession at that time. Lincoln Electric is not in a position to warrant or guarantee such advice, and assumes no liability,
with respect to such information or advice. We expressly disclaim any warranty of any kind, including any warranty of fitness for any customer’s particular purpose, with respect to
such information or advice. As a matter of practical consideration, we also cannot assume any responsibility for updating or correcting any such information or advice once it has
been given, nor does the provision of information or advice create, expand or alter any warranty with respect to the sale of our products.
Lincoln Electric is a responsive manufacturer, but the selection and use of specific products sold by Lincoln Electric is solely within the control of, and remains the sole responsibility
of the customer. Many variables beyond the control of Lincoln Electric affect the results obtained in applying these types of fabrication methods and service requirements.
Subject to Change – This information is accurate to the best of our knowledge at the time of printing. Please refer to www.lincolnelectric.com for any updated information.
THE LINCOLN ELECTRIC COMPANY
22801 St. Clair Ave., Cleveland, OH 44117-1199 • 216.481.8100 • www.lincolnelectric.com
 Loading...
Loading...