

Page 1
Safety Depends on You
Lincoln arc welding and cutting
equipment is designed and built
with safety in mind. However,
your overall safety can be
increased by proper installation
. . . and thoughtful operation on
your part. DO NOT INSTALL,
OPERATE OR REPAIR THIS
EQUIPMENT WITHOUT READING THIS MANUAL AND THE
SAFETY PRECAUTIONS CONTAINED THROUGHOUT. And,
most importantly, think before you
act and be careful.
SVM204-A
October, 2010
OUTBACK®185
For use with machine code number: 11516
SERVICE MANUAL
View Safety Info View Safety Info View Safety Info View Safety Info
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
• Sales and Service through Subsidiaries and Distributors Worldwide •
Cleveland, Ohio 44117-1199 U.S.A. TEL: 1.888.935.3877 FAX: 216.486.1751 WEB SITE: www.lincolnelectric.com
• World's Leader in Welding and Cutting Products •
Copyright © Lincoln Global Inc.
Page 2
i i
SAFETY
WARNING
CALIFORNIA PROPOSITION 65 WARNINGS
Diesel engine exhaust and some of its constituents
are known to the State of California to cause cancer, birth defects, and other reproductive harm.
The Above For Diesel Engines
ARC WELDING can be hazardous. PROTECT YOURSELF AND OTHERS FROM POSSIBLE SERIOUS INJURY OR DEATH.
KEEP CHILDREN AWAY. PACEMAKER WEARERS SHOULD CONSULT WITH THEIR DOCTOR BEFORE OPERATING.
Read and understand the following safety highlights. For additional safety information, it is strongly recommended that you
purchase a copy of “Safety in Welding & Cutting - ANSI Standard Z49.1” from the American Welding Society, P.O. Box 351040,
Miami, Florida 33135 or CSA Standard W117.2-1974. A Free copy of “Arc Welding Safety” booklet E205 is available from the
Lincoln Electric Company, 22801 St. Clair Avenue, Cleveland, Ohio 44117-1199.
BE SURE THAT ALL INSTALLATION, OPERATION, MAINTENANCE AND REPAIR PROCEDURES ARE
PERFORMED ONLY BY QUALIFIED INDIVIDUALS.
The engine exhaust from this product contains
chemicals known to the State of California to cause
cancer, birth defects, or other reproductive harm.
The Above For Gasoline Engines
FOR ENGINE
powered equipment.
1.a. Turn the engine off before troubleshooting and maintenance
work unless the maintenance work requires it to be running.
____________________________________________________
1.b.Operate engines in open, well-ventilated
areas or vent the engine exhaust fumes
outdoors.
____________________________________________________
1.c. Do not add the fuel near an open flame welding arc or when the engine is running. Stop
the engine and allow it to cool before refueling to prevent spilled fuel from vaporizing on
contact with hot engine parts and igniting. Do
not spill fuel when filling tank. If fuel is spilled,
wipe it up and do not start engine until fumes
have been eliminated.
____________________________________________________
1.d. Keep all equipment safety guards, covers and devices in position and in good repair.Keep hands, hair, clothing and tools
away from V-belts, gears, fans and all other moving parts
when starting, operating or repairing equipment.
____________________________________________________
1.e. In some cases it may be necessary to remove safety
guards to perform required maintenance. Remove
guards only when necessary and replace them when the
maintenance requiring their removal is complete.
Always use the greatest care when working near moving
parts.
___________________________________________________
1.h. To avoid scalding, do not remove the
radiator pressure cap when the engine is
hot.
ELECTRIC AND
MAGNETIC FIELDS
may be dangerous
2.a. Electric current flowing through any conductor causes
localized Electric and Magnetic Fields (EMF). Welding
current creates EMF fields around welding cables and
welding machines
2.b. EMF fields may interfere with some pacemakers, and
welders having a pacemaker should consult their physician
before welding.
2.c. Exposure to EMF fields in welding may have other health
effects which are now not known.
2.d. All welders should use the following procedures in order to
minimize exposure to EMF fields from the welding circuit:
2.d.1.
Route the electrode and work cables together - Secure
them with tape when possible.
2.d.2. Never coil the electrode lead around your body.
1.f. Do not put your hands near the engine fan.
Do not attempt to override the governor or
idler by pushing on the throttle control rods
while the engine is running.
___________________________________________________
1.g. To prevent accidentally starting gasoline engines while
turning the engine or welding generator during maintenance
work, disconnect the spark plug wires, distributor cap or
magneto wire as appropriate.
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
2.d.3. Do not place your body between the electrode and
work cables. If the electrode cable is on your right
side, the work cable should also be on your right side.
2.d.4. Connect the work cable to the workpiece as close as
possible to the area being welded.
2.d.5. Do not work next to welding power source.
OUTBACK® 185
Page 3
ii ii
SAFETY
ELECTRIC SHOCK can kill.
3.a. The electrode and work (or ground) circuits
are electrically “hot” when the welder is on.
Do not touch these “hot” parts with your bare
skin or wet clothing. Wear dry, hole-free
gloves to insulate hands.
3.b. Insulate yourself from work and ground using dry insulation.
Make certain the insulation is large enough to cover your full
area of physical contact with work and ground.
In addition to the normal safety precautions, if welding
must be performed under electrically hazardous
conditions (in damp locations or while wearing wet
clothing; on metal structures such as floors, gratings or
scaffolds; when in cramped positions such as sitting,
kneeling or lying, if there is a high risk of unavoidable or
accidental contact with the workpiece or ground) use
the following equipment:
• Semiautomatic DC Constant Voltage (Wire) Welder.
• DC Manual (Stick) Welder.
• AC Welder with Reduced Voltage Control.
3.c. In semiautomatic or automatic wire welding, the electrode,
electrode reel, welding head, nozzle or semiautomatic
welding gun are also electrically “hot”.
3.d. Always be sure the work cable makes a good electrical
connection with the metal being welded. The connection
should be as close as possible to the area being welded.
3.e. Ground the work or metal to be welded to a good electrical
(earth) ground.
3.f.
Maintain the electrode holder, work clamp, welding cable and
welding machine in good, safe operating condition. Replace
damaged insulation.
3.g. Never dip the electrode in water for cooling.
3.h. Never simultaneously touch electrically “hot” parts of
electrode holders connected to two welders because voltage
between the two can be the total of the open circuit voltage
of both welders.
3.i. When working above floor level, use a safety belt to protect
yourself from a fall should you get a shock.
3.j. Also see Items 6.c. and 8.
ARC RAYS can burn.
4.a. Use a shield with the proper filter and cover
plates to protect your eyes from sparks and
the rays of the arc when welding or observing
open arc welding. Headshield and filter lens
should conform to ANSI Z87. I standards.
4.b. Use suitable clothing made from durable flame-resistant
material to protect your skin and that of your helpers from
the arc rays.
4.c. Protect other nearby personnel with suitable, non-flammable
screening and/or warn them not to watch the arc nor expose
themselves to the arc rays or to hot spatter or metal.
FUMES AND GASES
can be dangerous.
5.a. Welding may produce fumes and gases
hazardous to health. Avoid breathing these
fumes and gases.When welding, keep
your head out of the fume. Use enough
ventilation and/or exhaust at the arc to keep
fumes and gases away from the breathing zone. When
welding with electrodes which require special
ventilation such as stainless or hard facing (see
instructions on container or MSDS) or on lead or
cadmium plated steel and other metals or coatings
which produce highly toxic fumes, keep exposure as
low as possible and within applicable OSHA PEL and
ACGIH TLV limits using local exhaust or mechanical ventilation. In confined spaces or in some circumstances,
outdoors, a respirator may be required. Additional precautions are also required when welding on galvanized
steel.
5. b. The operation of welding fume control equipment is affected
by various factors including proper use and positioning of the
equipment, maintenance of the equipment and the specific
welding procedure and application involved. Worker exposure level should be checked upon installation and periodically thereafter to be certain it is within applicable OSHA PEL
and ACGIH TLV limits.
5.c.
Do not weld in locations near chlorinated hydrocarbon
coming from degreasing, cleaning or spraying operations.
The heat and rays of the arc can react with solvent vapors
form phosgene, a highly toxic gas, and other irritating products.
vapors
to
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
5.d. Shielding gases used for arc welding can displace air and
cause injury or death. Always use enough ventilation,
especially in confined areas, to insure breathing air is safe.
5.e. Read and understand the manufacturer’s instructions for this
equipment and the consumables to be used, including the
material safety data sheet (MSDS) and follow your
employer’s safety practices. MSDS forms are available from
your welding distributor or from the manufacturer.
5.f. Also see item 1.b.
OUTBACK® 185
Page 4

iii iii
SAFETY
WELDING and CUTTING
SPARKS can cause fire or
explosion.
6.a.
this is not possible, cover them to prevent the welding sparks
from starting a fire. Remember that welding sparks and hot
materials from welding can easily go through small cracks
and openings to adjcent areas. Avoid welding near hydraulic
lines. Have a fire extinguisher readily available.
6.b. Where compressed gases are to be used at the job site,
special precautions should be used to prevent hazardous
situations. Refer to “Safety in Welding and Cutting” (ANSI
Standard Z49.1) and the operating information for the
equipment being used.
6.c. When not welding, make certain no part of the electrode
circuit is touching the work or ground. Accidental contact can
cause overheating and create a fire hazard.
6.d. Do not heat, cut or weld tanks, drums or containers until the
proper steps have been taken to insure that such procedures
will not cause flammable or toxic vapors from substances
inside. They can cause an explosion even
been “cleaned”. For information, purchase “Recommended
Safe Practices for the
Containers and Piping That Have Held Hazardous
Substances”, AWS F4.1 from the American Welding Society
(see address above).
6.e. Vent hollow castings or containers before heating, cutting or
welding. They may explode.
Sparks and spatter are thrown from the welding arc. Wear oil
6.f.
free protective garments such as leather gloves, heavy shirt,
cuffless trousers, high shoes and a cap over your hair. Wear
ear plugs when welding out of position or in confined places.
Always wear safety glasses with side shields when in a
welding area.
6.g. Connect the work cable to the work as close to the welding
area as practical. Work cables connected to the building
framework or other locations away from the welding area
increase the possibility of the welding current passing through
lifting chains, crane cables or other alternate circuits. This can
create fire hazards or overheat lifting chains or cables until
they fail.
6.h. Also see item 1.c.
Remove fire hazards from the welding area.
though
they have
Preparation
for Welding and Cutting of
CYLINDER may explode
if damaged.
7.a. Use only compressed gas cylinders
If
pressure used. All hoses, fittings, etc. should be suitable for
the application and maintained in good condition.
7.b. Always keep cylinders in an upright position securely
chained to an undercarriage or fixed support.
7.c. Cylinders should be located:
• Away from areas where they may be struck or subjected to
physical damage.
• A safe distance from arc welding or cutting operations and
any other source of heat, sparks, or flame.
7.d. Never allow the electrode, electrode holder or any other
electrically “hot” parts to touch a cylinder.
7.e. Keep your head and face away from the cylinder valve outlet
when opening the cylinder valve.
7.f. Valve protection caps should always be in place and hand
tight except when the cylinder is in use or connected for
use.
7.g. Read and follow the instructions on compressed gas
cylinders, associated equipment, and CGA publication P-l,
“Precautions for Safe Handling of Compressed Gases in
Cylinders,” available from the Compressed Gas Association
1235 Jefferson Davis Highway, Arlington, VA 22202.
containing the correct shielding gas for the
process used and properly operating
regulators designed for the gas and
FOR ELECTRICALLY
powered equipment.
8.a. Turn off input power using the disconnect
switch at the fuse box before working on
the equipment.
8.b. Install equipment in accordance with the U.S. National
Electrical Code, all local codes and the manufacturer’s
recommendations.
8.c. Ground the equipment in accordance with the U.S. National
Electrical Code and the manufacturer’s recommendations.
6.I. Read and follow NFPA 51B “ Standard for Fire Prevention
During Welding, Cutting and Other Hot Work”, available from
NFPA, 1 Batterymarch Park,PO box 9101, Quincy, Ma
022690-9101.
6.j. Do not use a welding power source for pipe thawing.
Refer to http://www.lincolnelectric.com/safety for additional safety information.
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
OUTBACK® 185
Page 5
iv iv
SAFETY
PRÉCAUTIONS DE SÛRETÉ
Pour votre propre protection lire et observer toutes les instructions
et les précautions de sûreté specifiques qui parraissent dans ce
manuel aussi bien que les précautions de sûreté générales suivantes:
Sûreté Pour Soudage A L’Arc
1. Protegez-vous contre la secousse électrique:
a. Les circuits à l’électrode et à la piéce sont sous tension
quand la machine à souder est en marche. Eviter toujours
tout contact entre les parties sous tension et la peau nue
ou les vétements mouillés. Porter des gants secs et sans
trous pour isoler les mains.
b. Faire trés attention de bien s’isoler de la masse quand on
soude dans des endroits humides, ou sur un plancher metallique ou des grilles metalliques, principalement dans
les positions assis ou couché pour lesquelles une grande
partie du corps peut être en contact avec la masse.
c. Maintenir le porte-électrode, la pince de masse, le câble de
soudage et la machine à souder en bon et sûr état defonctionnement.
d.Ne jamais plonger le porte-électrode dans l’eau pour le
refroidir.
e. Ne jamais toucher simultanément les parties sous tension
des porte-électrodes connectés à deux machines à souder
parce que la tension entre les deux pinces peut être le total
de la tension à vide des deux machines.
f. Si on utilise la machine à souder comme une source de
courant pour soudage semi-automatique, ces precautions
pour le porte-électrode s’applicuent aussi au pistolet de
soudage.
2. Dans le cas de travail au dessus du niveau du sol, se protéger
contre les chutes dans le cas ou on recoit un choc. Ne jamais
enrouler le câble-électrode autour de n’importe quelle partie du
corps.
3. Un coup d’arc peut être plus sévère qu’un coup de soliel, donc:
6. Eloigner les matériaux inflammables ou les recouvrir afin de
prévenir tout risque d’incendie dû aux étincelles.
7. Quand on ne soude pas, poser la pince à une endroit isolé de
la masse. Un court-circuit accidental peut provoquer un
échauffement et un risque d’incendie.
8. S’assurer que la masse est connectée le plus prés possible de
la zone de travail qu’il est pratique de le faire. Si on place la
masse sur la charpente de la construction ou d’autres endroits
éloignés de la zone de travail, on augmente le risque de voir
passer le courant de soudage par les chaines de levage,
câbles de grue, ou autres circuits. Cela peut provoquer des
risques d’incendie ou d’echauffement des chaines et des
câbles jusqu’à ce qu’ils se rompent.
9. Assurer une ventilation suffisante dans la zone de soudage.
Ceci est particuliérement important pour le soudage de tôles
galvanisées plombées, ou cadmiées ou tout autre métal qui
produit des fumeés toxiques.
10. Ne pas souder en présence de vapeurs de chlore provenant
d’opérations de dégraissage, nettoyage ou pistolage. La
chaleur ou les rayons de l’arc peuvent réagir avec les vapeurs
du solvant pour produire du phosgéne (gas fortement toxique)
ou autres produits irritants.
11. Pour obtenir de plus amples renseignements sur la sûreté, voir
le code “Code for safety in welding and cutting” CSA Standard
W 117.2-1974.
PRÉCAUTIONS DE SÛRETÉ POUR
LES MACHINES À SOUDER À
TRANSFORMATEUR ET À
REDRESSEUR
a. Utiliser un bon masque avec un verre filtrant approprié ainsi
qu’un verre blanc afin de se protéger les yeux du rayonnement de l’arc et des projections quand on soude ou
quand on regarde l’arc.
b. Porter des vêtements convenables afin de protéger la peau
de soudeur et des aides contre le rayonnement de l‘arc.
c. Protéger l’autre personnel travaillant à proximité au
soudage à l’aide d’écrans appropriés et non-inflammables.
4. Des gouttes de laitier en fusion sont émises de l’arc de
soudage. Se protéger avec des vêtements de protection libres
de l’huile, tels que les gants en cuir, chemise épaisse, pantalons sans revers, et chaussures montantes.
5. Toujours porter des lunettes de sécurité dans la zone de
soudage. Utiliser des lunettes avec écrans lateraux dans les
zones où l’on pique le laitier.
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
1. Relier à la terre le chassis du poste conformement au code de
l’électricité et aux recommendations du fabricant. Le dispositif
de montage ou la piece à souder doit être branché à une
bonne mise à la terre.
2. Autant que possible, I’installation et l’entretien du poste seront
effectués par un électricien qualifié.
3. Avant de faires des travaux à l’interieur de poste, la debrancher à l’interrupteur à la boite de fusibles.
4. Garder tous les couvercles et dispositifs de sûreté à leur place.
OUTBACK® 185
Page 6
v v
SAFETY
Electromagnetic Compatibility (EMC)
Conformance
Products displaying the CE mark are in conformity with European Community Council Directive of 15 Dec
2004 on the approximation of the laws of the Member States relating to electromagnetic compatibility,
2004/108/EC. It was manufactured in conformity with a national standard that implements a harmonized
standard: EN 60974-10 Electromagnetic Compatibility (EMC) Product Standard for Arc Welding Equipment.
It is for use with other Lincoln Electric equipment. It is designed for industrial and professional use.
Introduction
All electrical equipment generates small amounts of electromagnetic emission. Electrical emission may be
transmitted through power lines or radiated through space, similar to a radio transmitter. When emissions
are received by other equipment, electrical interference may result. Electrical emissions may affect many
kinds of electrical equipment; other nearby welding equipment, radio and TV reception, numerical controlled
machines, telephone systems, computers, etc. Be aware that interference may result and extra precautions
may be required when a welding power source is used in a domestic establishment.
Installation and Use
The user is responsible for installing and using the welding equipment according to the manufacturer’s
instructions. If electromagnetic disturbances are detected then it shall be the responsibility of the user of the
welding equipment to resolve the situation with the technical assistance of the manufacturer. In some cases
this remedial action may be as simple as earthing (grounding) the welding circuit, see Note. In other cases
it could involve construction of an electromagnetic screen enclosing the power source and the work complete with associated input filters. In all cases electromagnetic disturbances must be reduced to the point
where they are no longer troublesome.
Note: The welding circuit may or may not be earthed for safety reasons according to national
codes. Changing the earthing arrangements should only be authorized by a person who is
competent to access whether the changes will increase the risk of injury, e.g., by allowing
parallel welding current return paths which may damage the earth circuits of other equipment.
Assessment of Area
Before installing welding equipment the user shall make an assessment of potential electromagnetic problems in the surrounding area. The following shall be taken into account:
a) other supply cables, control cables, signaling and telephone cables; above, below and adjacent to the
welding equipment;
b) radio and television transmitters and receivers;
c) computer and other control equipment;
d) safety critical equipment, e.g., guarding of industrial equipment;
e) the health of the people around, e.g., the use of pacemakers and hearing aids;
f) equipment used for calibration or measurement
g) the immunity of other equipment in the environment. The user shall ensure that other equipment being
used in the environment is compatible. This may require additional protection measures;
h) the time of day that welding or other activities are to be carried out.
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
OUTBACK® 185
Page 7
vi vi
SAFETY
Electromagnetic Compatibility (EMC)
The size of the surrounding area to be considered will depend on the structure of the building and other
activities that are taking place. The surrounding area may extend beyond the boundaries of the premises.
Methods of Reducing Emissions
Mains Supply
Welding equipment should be connected to the mains supply according to the manufacturer’s recommendations. If interference occurs, it may be necessary to take additional precautions such as filtering of the mains
supply. Consideration should be given to shielding the supply cable of permanently installed welding equipment, in metallic conduit or equivalent. Shielding should be electrically continuous throughout its length. The
shielding should be connected to the welding power source so that good electrical contact is maintained
between the conduit and the welding power source enclosure.
Maintenance of the Welding Equipment
The welding equipment should be routinely maintained according to the manufacturer’s recommendations.
All access and service doors and covers should be closed and properly fastened when the welding equipment is in operation. The welding equipment should not be modified in any way except for those changes
and adjustments covered in the manufacturers instructions. In particular, the spark gaps of arc striking and
stabilizing devices should be adjusted and maintained according to the manufacturer’s recommendations.
Welding Cables
The welding cables should be kept as short as possible and should be positioned close together, running at
or close to floor level.
Equipotential Bonding
Bonding of all metallic components in the welding installation and adjacent to it should be considered.
However, metallic components bonded to the work piece will increase the risk that the operator could
receive a shock by touching these metallic components and the electrode at the same time. The operator
should be insulated from all such bonded metallic components.
Earthing of the Workpiece
Where the workpiece is not bonded to earth for electrical safety, not connected to earth because of its size
and position, e.g., ships hull or building steelwork, a connection bonding the workpiece to earth may reduce
emissions in some, but not all instances. Care should be taken to prevent the earthing of the workpiece
increasing the risk of injury to users, or damage to other electrical equipment. Where necessary, the connection of the workpiece to earth should be made by a direct connection to the workpiece, but in some
countries where direct connection is not permitted, the bonding should be achieved by suitable capacitance,
selected according to national regulations.
Screening and Shielding
Selective screening and shielding of other cables and equipment in the surrounding area may alleviate
problems of interference. Screening of the entire welding installation may be considered for special applica-
1
tions.
_________________________
1
Portions of the preceding text are contained in EN 60974-10: “Electromagnetic Compatibility (EMC) product standard for arc welding equipment.”
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
OUTBACK® 185
Page 8
I I
- MASTER TABLE OF CONTENTS FOR ALL SECTIONS -
Page
Safety . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .i-vi
Installation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Section A
Operation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Section B
Accessories . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Section C
Maintenance . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Section D
Theory of Operation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Section E
Troubleshooting and Repair . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Section F
Electrical Diagrams . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Section G
Parts Manual . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .P-591
OUTBACK® 185
Page 9
A-1 A-1
Installation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .A-1
Technical Specifications . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .A-2
Safety Precautions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .A-3
Pre-Operation Engine Service . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .A-4
TABLE OF CONTENTS - INSTALLATION SECTION
Location and Ventilation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .A-3
Storing . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .A-3
Stacking . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .A-4
Tilting . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .A-4
Lifting . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .A-4
Oil . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .A-4
Fuel . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .A-4
Spark Arrester . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .A-4
Electrical and Welding Connections . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .A-5
Machine Grounding . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .A-6
Plugs and Hand-Held Equipment, Auxiliary Power Receptacles . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .A-7
Premises Wiring . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .A-7
Circuit Breakers . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .A-7
Electrical Devices used with the OUTBACK® 185 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .A-8
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
OUTBACK® 185
Page 10
A-2 A-2
INSTALLATION
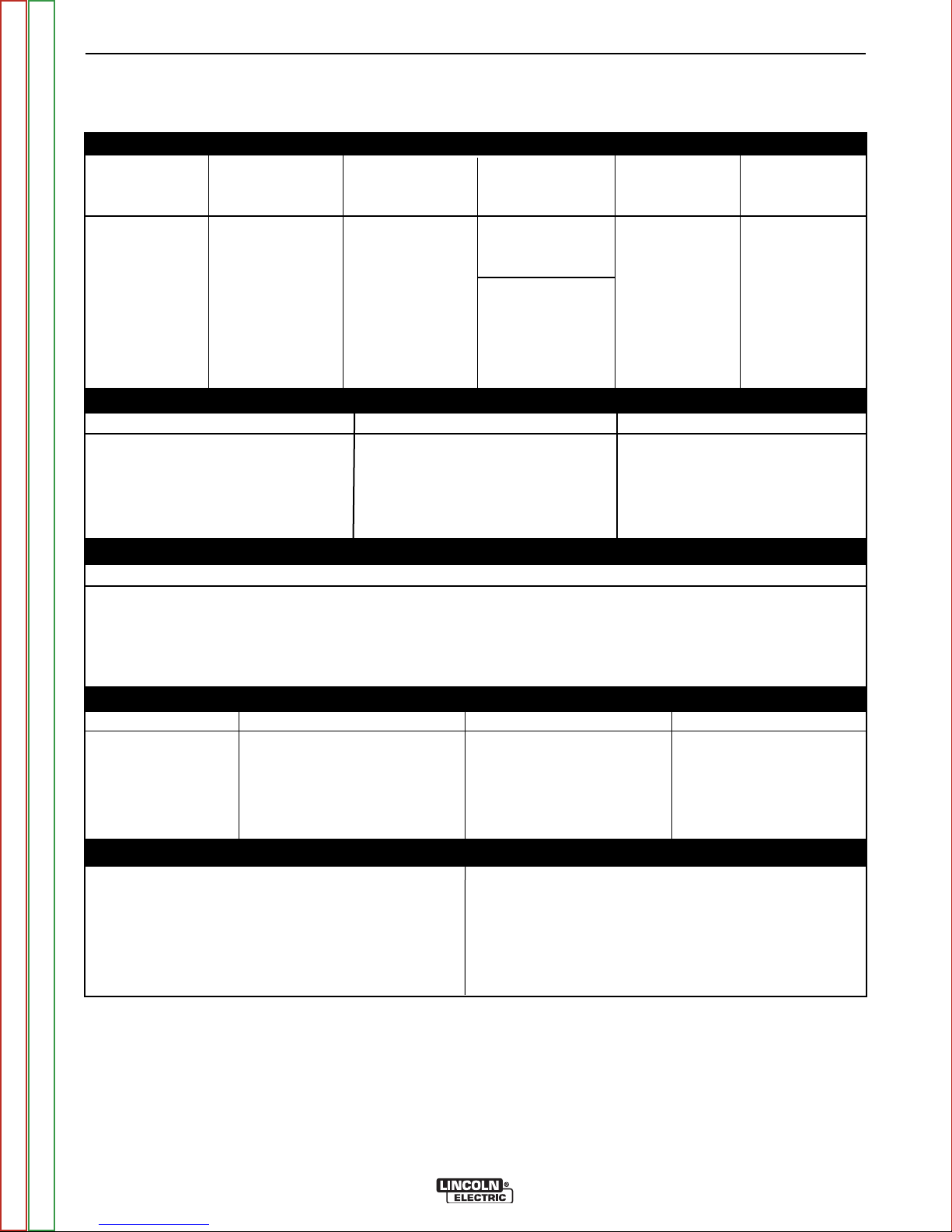
TECHNICAL SPECIFICATIONS -
OUTBACK® 185 (K2706-1)
INPUT - GASOLINE ENGINE
Make/Model Description Speed (RPM) Displacement Ignition Capacities
System
KOHLER 1 cylinder
CS 12.75 4 cycle 1825RPM Low Idle (360 cc) Start; (24.9L)
air-cooled 3400RPM Full Load
OHV gasoline Bore x Stroke
12.75 HP @ Choke (1.1L)
3600 RPM 3.35” x 2.48”
Aluminum Block
w/ Cast Iron Sleeve
3750RPM High Idle 21.96 cu. in
(85 mm x 63mm)
Electric & Recoil
Manual
Fuel: 6.86 gal.
Oil: 1.2 Qts.
RATED OUTPUT - WELDER
AMPS @ DC CONSTANT CURRENT DUTY CYCLE VOLTS @ RATED AMPERES
100 100% 25
130 60% 25
150 20% 25
185 MAX OUTPUT ---
OUTPUT -WELDER AND GENERATOR
Welding Ranges Welding Open Circuit Voltage AC Auxiliary Power
4600 Watts 115V 1PH
100% Duty Cycle
50 - 185 Amps DC 80 VDC Max. 5700 Peak Watts
5200 Continuous Watts
120 / 230 V 1PH
PHYSICAL DIMENSIONS
HEIGHT WIDTH DEPTH WEIGHT
25.47 in. 21.12 in. 31.48 in. 310.0 lbs.
646.94 mm 536.45 mm 799.59 mm 140.6 kg
OPERATING TEMPERATURE RANGE STORAGE TEMPERATURE RANGE
0° F TO 104° F (-18° C TO 40° C) -40° F TO 131° F (-40° C TO 55° C)
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
OUTBACK® 185
Page 11
A-3 A-3
INSTALLATION
SAFETY PRECAUTIONS
Read this entire installation section before you
start installation.
WARNING
Do not attempt to use this equipment until you
have thoroughly read all operating and maintenance manuals supplied with your machine. They
include important safety precautions, detailed
engine starting, operating and maintenance
instructions, and parts lists.
Hazards of Electric Shock, Engine
Exhaust & Moving Parts
WARNING
ELECTRIC SHOCK can kill.
• Do not touch electrically live parts
or electrode with skin or wet clothing.
• Insulate yourself from work and
ground.
• Always wear dry insulating gloves.
ENGINE EXHAUST can kill.
• Use in open, well ventilated areas
or vent exhaust outside.
• Do not stack anything on or near
the engine.
MOVING PARTS can injure.
• Do not operate with doors open or
guards off.
• Stop engine before servicing.
• Keep away from moving parts.
Only qualified personnel should install, use, or
service this equipment.
LOCATION AND VENTILATION
Whenever you use the
cooling air can flow around the machine’s gasoline engine
and the generator. Avoid dusty, dirty areas. Also, keep the
machine away from heat sources. Do not place the back end
of the generator anywhere near hot engine exhaust from
another machine. And of course, make sure that engine
exhaust is ventilated to an open, outside area.
OUTBACK® 185
The
the machine in puddles or otherwise submerge it in water.
Such practices pose safety hazards and cause improper
operation and corrosion of parts.
Always operate the
and all machine components completely assembled. This will
help to protect you from the dangers of moving parts, hot
metal surfaces, and live electrical devices.
OUTBACK® 185
must be used outdoors. Do not set
OUTBACK® 185
, be sure that clean
with the case roof on
STORING
1. Store the machine in a cool, dry place when it is not in
use. Protect it from dust and dirt. Keep it where it can not
be accidentally damaged from construction activities,
moving vehicles and other hazards.
2. If you will be storing the machine for over 30 days, you
should drain the fuel to protect fuel system and carburetor parts from gum deposits. Empty all fuel from the tank
and run the engine until it stops from lack of fuel.
3. You can store the machine for up to 24 months if you use
a stabilizing Additive in the fuel system. Mix the additive
with the fuel in the tank and run the engine for a short
time to circulate the additive through the carburetor.
4. While the engine is still warm, drain the oil and refill with
fresh 10W30 oil.
5. Remove the spark plug and pour approximately 1/2
ounce (15ml) of engine oil into the cylinder. Replace the
spark plug and crank the engine slowly to distribute the
oil.
6. Clean any dirt and debris from the cylinder and cylinder
head fins and housing, rotating screen, and muffler
areas.
7. Store in a clean, dry area.
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
OUTBACK® 185
Page 12
A-4 A-4
INSTALLATION
STACKING
OUTBACK® 185 machines CANNOT be stacked.
TILTING
Place the machine on a secure, level surface whenever you use it or store it. Any surfaces you place it on
other than the ground must be firm, non-skid, and
structurally sound.
The gasoline engine is designed to run in a level position for best performance. It can operate at an angle,
but this should never be more than 15 degrees in any
direction. If you do operate it at a slight angle, be sure
to check the oil regularly and keep the oil level full.
Also, fuel capacity will be a little less at an angle.
LIFTING
The OUTBACK® 185 should be lifted by two people.
(See Technical Specification page for weight). The
LowLift™ grab bars on both ends make lifting easier.
PRE-OPERATION ENGINE SERVICE
Read and understand the engine operating and
maintenance instructions supplied with this machine
before you operate the OUTBACK® 185.
OIL
The OUTBACK® 185 is shipped with the engine filled
with SAE 10W30 oil. CHECK THE OIL LEVEL
BEFORE YOU START THE ENGINE. This is an added
precaution. Do not screw in dipstick when checking oil
level. DO NOT OVERFILL. Be sure the fill plug is tight
after servicing.
FUEL
Fill the fuel tank with clean, fresh, regular grade (minimum 87 octane lead free gasoline. DO NOT MIX OIL
WITH GAS. The OUTBACK® 185 capacity is approximately 6.8 gallons (25.74 Liter). DO NOT OVERFILL,
allow room in the fuel tank for fuel expansion.
SPARK ARRESTER
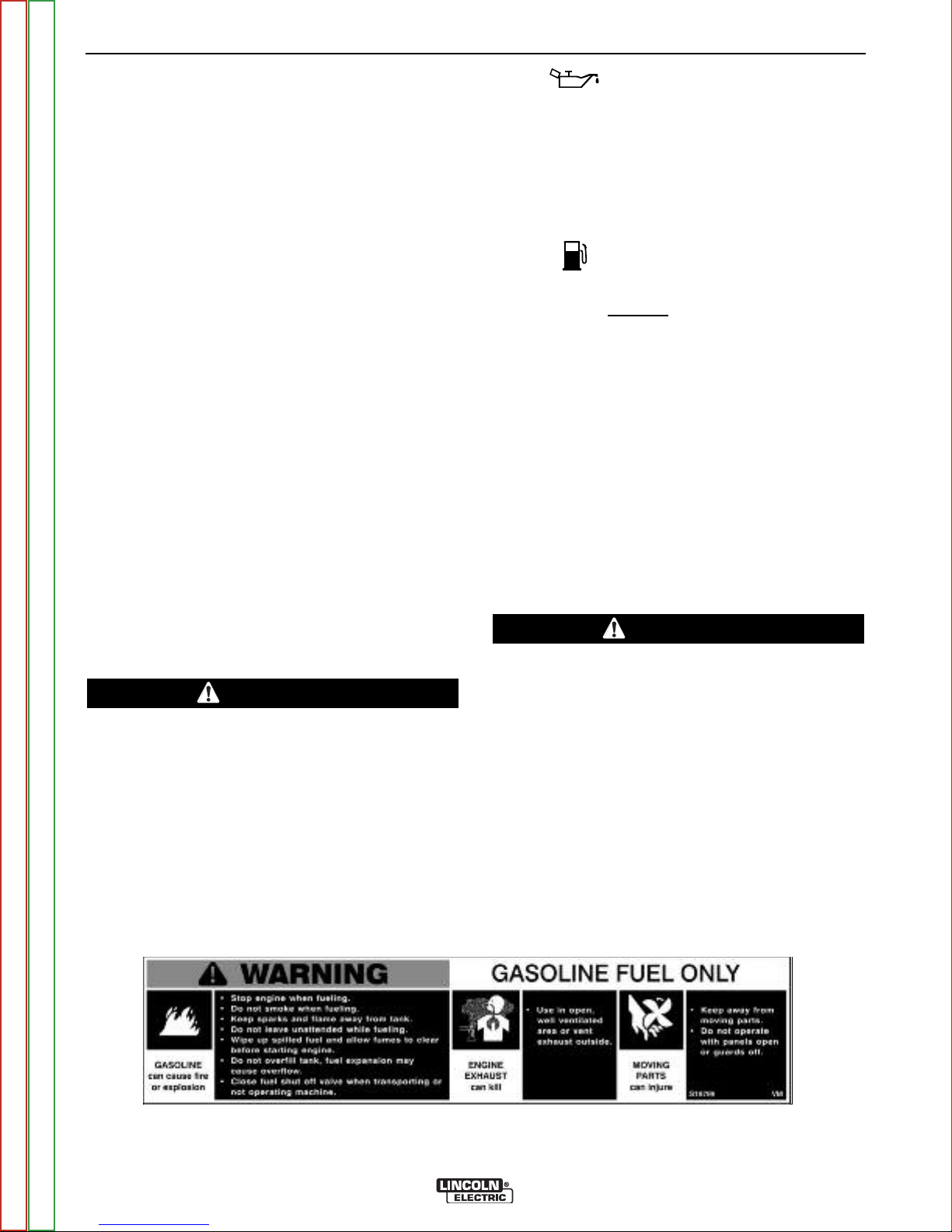
Some federal, state or local laws may require gasoline
engines to be equipped with exhaust spark arresters
when they are operated in certain locations where
unarrested sparks may present a fire hazard. The
standard muffler included with this machine does not
qualify as a spark arrester. For areas requiring spark
arrestors, use K2793-1.
CAUTION
WARNING
• Keep hands away from muffler or HOT engine
parts.
• Stop the engine when fueling.
• Do not smoke when fueling.
• Remove fuel cap slowly to release pressure.
• Do not overfill tank.
• Wipe up spilled fuel and allow fumes to clear
before starting engine.
• Keep sparks and flame away from tank.
------------------------------------------------------------------------
An incorrect additional arrester may lead to damage to the engine or adversely affect performance.
------------------------------------------------------------------------
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
OUTBACK® 185
Page 13

A-5 A-5
1
2
7
8
4
6
3
9
10
5
INSTALLATION
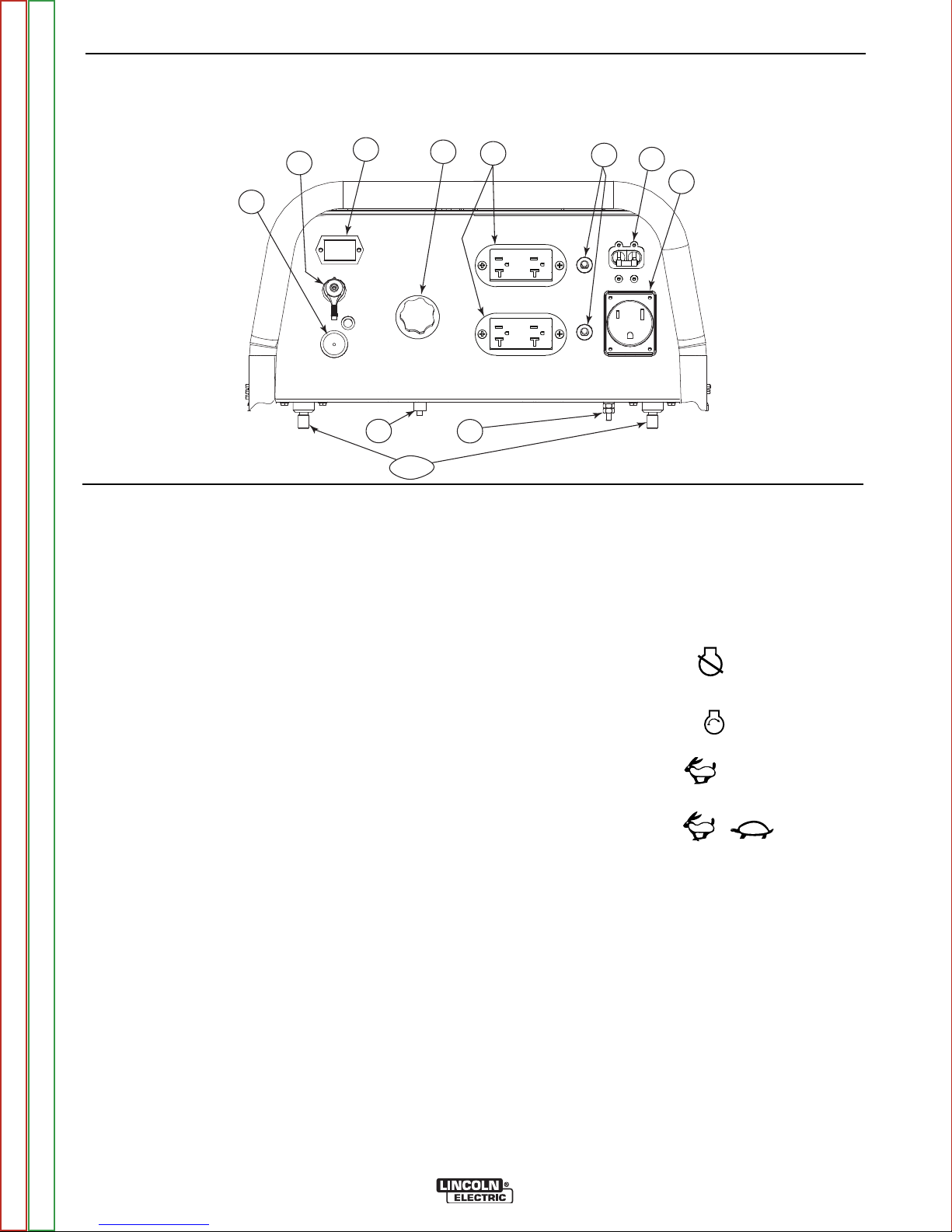
OUTBACK® 185 OUTPUT CONNECTIONS
1. CURRENT CONTROL DIAL
2. WELD OUTPUT TERMINALS (2)
3. GROUND STUD
4. CIRCUIT BREAKERS (2) - 20 AMP
5. CIRCUIT BREAKER 30 Amp
6. RECEPTACLE - 240 VOLT, 50 AMP
ELECTRICAL OUTPUT CONNECTIONS
See Figure A.1 for the location of the current control
dial, weld output terminals, ground stud, circuit breakers, 240 and 120 volt receptacles.
WELDING CABLE CONNECTIONS
Cable Size and Length
Be sure to use welding cables that are large enough.
The correct size and length becomes especially important when you are welding at a distance from the welder.
Table A.1 lists recommended cable sizes and lengths for
rated current and duty cycle. Length refers to the distance from the welder to the work and back to the
welder. Cable diameters are increased for long cable
lengths to reduce voltage drops.
FIGURE A.1
7. DUPLEX RECEPTACLE (2)- 120 VOLT, 20 AMP
8. HOURMETER
9. ENGINE SWITCH
10. CHOKE
100-150 ft (30-46 m)
150-200 ft (46-61 m)
200-250 ft (61-76m)
TABLE A.1
RECOMMENDED WELDING CABLE
SIZE AND LENGTH
TOTAL COMBINED LENGTH OF
ELECTRODE AND WORK CABLES
Cable
Length
0-50 ft (0-15m)
50-100 ft (15-30 m)
125 Amps
30% Duty Cycle
6 AWG
5 AWG
3 AWG
2 AWG
1 AWG
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
OUTBACK® 185
Page 14
A-6 A-6
Cable Installation
INSTALLATION
MACHINE GROUNDING
Install the welding cables to your OUTBACK® 185 as
follows. See Figure A.1 for the location of parts.
1. The gasoline engine must be OFF to install weld-
ing cables.
2. Remove the 1/2-13 flanged nuts from the output
terminals.
3. Connect the electrode holder and work cables to
the weld output terminals. Normally, the electrode
cable is connected to the positive (+) output stud.
4. Tighten the flanged nuts securely.
5. Be certain that the metal piece you are welding
(the “work”) is securely connected to the work
clamp and cable.
6. Check and tighten the connections periodically.
CAUTION
• Loose connections will cause the output studs to
overheat and the studs may eventually melt.
• Do not cross welding cables at output stud connec-
tion. Keep isolated and separate from one another.
------------------------------------------------------------------------
Lincoln Electric offers a welding accessory kit with #6
welding cables. See the ACCESSORIES section of
this manual for more information.
Because this portable engine driven welder or generator creates its own power, it is not necessary to connect
its frame to an earth ground, unless the machine is
connected to premises wiring (your home, shop, etc.).
To prevent dangerous electric shock, other equipment
to which this engine driven welder supplies power,
must:
a) be grounded to the frame of the welder using a
grounded type plug
or
b) be double insulated
When this welder is mounted on a truck or trailer, the
machine grounding stud must be securely connected to the metal frame of the vehicle.
In general if the machine is to be grounded, it should
be connected with a #8 or larger copper wire to a solid
earth ground such as a metal water pipe going into the
ground for at least ten feet and having no insulated
joints, or to the metal framework of a building which
has been effectively grounded. The U.S. National
Electrical Code lists a number of alternate means of
grounding electrical equipment. A machine grounding
stud marked with the symbol is provided on the
front of the welder.
WARNING
DO NOT GROUND MACHINE TO A PIPE WHICH CARRIES EXPLOSIVE OR COMBUSTIBLE MATERIAL.
------------------------------------------------------------------------
For more information on welding , see WELDING
OPERATION in the OPERATION section of this manual.
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
OUTBACK® 185
Page 15
A-7 A-7
INSTALLATION
PLUGS AND HAND HELD EQUIPMENT
For further protection against electric shock, any electrical equipment connected to the generator receptacles must use a three-blade, grounded type plug or an
Underwriter’s Laboratories (UL) approved double insulated tool with a two blade plug.
WARNING
Never operate this machine with damaged or
defective cords. All electrical equipment must be
in safe operating condition.
------------------------------------------------------------------------
AUXILIARY POWER RECEPTACLES
The control panel of the OUTBACK® 185 features
three auxiliary power receptacles:
• Two 20 amp,120 volt duplex (double outlet)
receptacle.
• A 50 amp, 240 volt single outlet receptacle.
See Figure A.1
PREMISES WIRING
The OUTBACK® 185 is not recommended for premises wiring. The OUTBACK® 185 does not have a combined 120/240 volt receptacle and cannot be connected to a premises as described in other Lincoln literature.
The OUTBACK® 185 is intended only for backup,
intermittent use power. Certain electrical devices cannot be powered by the OUTBACK® 185. Refer to
Table A.2 for these devices.
CIRCUIT BREAKERS
Auxiliary power is protected by circuit breakers. When
the machine is operated in high temperature environments, the breakers may tend to trip at lower loads
than normally.
CAUTION
NEVER BYPASS THE CIRCUIT BREAKERS. WITHOUT OVERLOAD PROTECTION, THE UNIT COULD
OVERHEAT AND/OR CAUSE DAMAGE TO THE
EQUIPMENT BEING USED.
Through these receptacles the machine can supply up
to 5700 watts surge or 5200 watts continuous of singlephase 60 Hertz AC power. The machine output voltages meet UL standards and fall within ± 10% of the
rated voltage.
------------------------------------------------------------------------
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
OUTBACK® 185
Page 16
A-8 A-8
INSTALLATION
CAUTION
Certain Electrical devices cannot be powered by the OUTBACK® 185. See Table A.2
TABLE A.2
ELECTRICAL DEVICE USE WITH THE OUTBACK® 185
Type
Resistive
Capacitive
Inductive
Common Electrical Devices
Heaters, toasters, incandescent
light bulbs, electric range, hot
pan, skillet, coffee maker.
TV sets, radios, microwaves,
appliances with electrical control.
Single-phase induction motors,
drills, well pumps, grinders, small
refrigerators, weed and hedge
trimmers.
Possible Concerns
NONE
Voltage spikes or high voltage
regulation can cause the capacitative elements to fail. Surge
protection, transient protection,
and additional loading is recommended for 100% fail-safe operation. DO NOT RUN
THESE DEVICES WITHOUT
ADDITIONAL RESISTIVE TYPE
LOADS.
These devices require large
current inrush for starting. (See
Table B.3, AUXILIARY POWER
APPLICATIONS, in the OPERATION section of this manual for
required starting wattages.)
Some synchronous motors may
be frequency sensitive to attain
maximum output torque, but
they SHOULD BE SAFE from
any frequency induced failures.
Capacitive / Inductive
The Lincoln Electric Company is not responsible for any damage to electrical components
improperly connected to a OUTBACK® 185.
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Computers, high resolution TV sets,
complicated electrical equipment.
OUTBACK® 185
An inductive type line conditioner along with transient and
surge protection is required,
and liabilities still exist.
DO NOT USE THESE DEVICES
WITH A OUTBACK® 185.
Page 17
B-1 B-1
Operation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .B-1
Safety Instructions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .B-2
Symbols . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .B-3
General Description . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .B-4
Recommended Applications . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .B-4
Operational Features and Controls . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .B-4
Design Features and Advantages . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .B-4
Welding Capability . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .B-4
Limitations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .B-4
TABLE OF CONTENTS - OPERATION SECTION
Controls and Settings . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .B-5
Welder/Generator Controls . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .B-5
Engine Operation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .B-6
Welding Operation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .B-7
Auxiliary Power . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .B-8
Electrode selection Guide . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .B-8
Auxiliary Power Application . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .B-9
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
OUTBACK® 185
Page 18
B-2 B-2
OPERATION
SAFETY INSTRUCTIONS
WARNING
ELECTRIC SHOCK
can kill.
• Do not touch electrically live parts
or electrode with skin or wet
clothing.
• Insulate yourself from work and
ground.
• Always wear dry insulating
gloves.
FUMES AND GASES
can be dangerous.
• Keep your head out of fumes.
• Use ventilation or exhaust to
remove fumes from breathing
zone.
WARNING
ENGINE EXHAUST can kill.
• Use in open, well ventilated areas
or vent exhaust outside.
• Do not stack anything on or near
the engine.
MOVING PARTS can injure.
• Do not operate with doors open or
guards off.
• Stop engine before servicing.
• Keep away from moving parts.
Only qualified personnel should install, use, or
service this equipment.
Observe additional Safety Guidelines detailed
throughout this manual.
WELDING SPARKS
can cause fire or
explosion
• Keep flammable material away.
• Do not weld on containers that
have held combustibles.
ARC RAYS
can burn.
• Wear eye, ear and body
protection.
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
OUTBACK® 185
Page 19
B-3 B-3
OPERATION
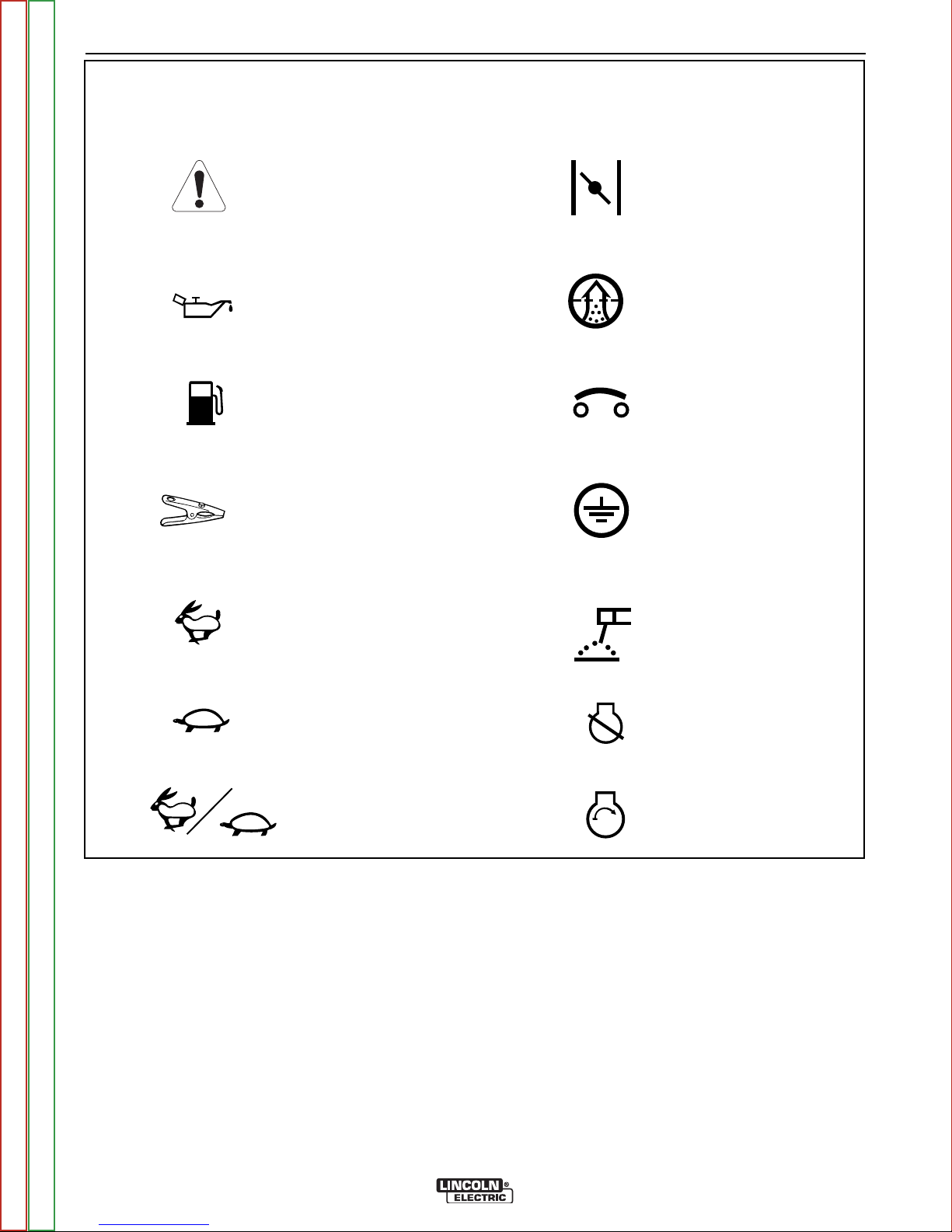
GRAPHIC SYMBOLS USED ON THIS EQUIPMENT OR IN THIS MANUAL
WARNING /
CAUTION
OIL
FUEL
WORK CLAMP
FAST
CHOKE
AIR CLEANER
CIRCUIT
BREAKER
GROUND
(AUXILIARY
POWER)
ELECTRODE
WELDING ARC
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
SLOW
AUTO IDLE
ENGINE OFF
ENGINE START
OUTBACK® 185
Page 20
B-4 B-4
OPERATION
GENERAL DESCRIPTION
The OUTBACK® 185 is designed for commercial use
welder/generator applications. As a welder it provides
185 amps of DC constant current for welding with DC
stick electrodes. A single dial lets you select a full
range of welding output from 50 to 185 amps.
As a generator it can supply up to surge watts or continuous watts of 120 / 240 volt, single-phase AC power.
The machine is portable.
A Kohler CS 12.75 HP air cooled, OHV gasoline
engine powers the welder / generator. It has an engine
warranty of 3 years.
RECOMMENDED APPLICATIONS
Welder
The OUTBACK® 185 provides excellent constant current DC welding output for stick (SMAW) welding.
Generator
The OUTBACK® 185 gives smooth AC generator output for continuous auxiliary power usage within the
engine manufacturer’s required maintenance recommendations.
OPERATIONAL FEATURES AND
CONTROLS
DESIGN FEATURES AND
ADVANTAGES
• 185 amp DC constant current welding for stick
electrodes.
• Lightweight / portable.
• Full range, continuous welding output control with
a single knob.
• Automatic shutdown under low oil level condition.
• Hour Meter Standard.
• Surge watts or Watts of continuous 120 / 240 volt
single phase AC auxiliary power.
• Kohler CS 12.75 HP overhead cam air-cooled
gasoline engine. Smooth running, long life.
WELDING CAPABILITY
The OUTBACK® 185 rated 185 amps, 20 VDC at 10%
duty cycle on a ten-minute basis. This means that you
can load the welder to 185 amps for one minute out of
every ten-minute period. The machine is capable of
higher duty cycles at lower output currents. For example, you can load the welder to 120 amps for ten minutes out of ten for a 100% duty cycle.
The current is continuously variable from 50 to 185
amps DC. The OUTBACK® 185 can, therefore, weld
with all 3/32”, 1/8” and most 5/32” diameter Lincoln DC
electrodes.
The OUTBACK® 185 was designed for simplicity.
Therefore, it has very few operating controls. A single
dial on the control panel lets you select either welder
or generator use. For welding, the same dial selects
continuous current output over the machine’s 50 to
185 amp range.
The gasoline engine controls include a recoil starter,
choke and stop switch. See ENGINE OPERATION in
the OPERATION section of this manual for details
about starting, running, stopping, and breaking in the
gasoline engine.
LIMITATIONS
• The OUTBACK® 185 is not recommended for any
processes besides those that are normally performed using stick welding (SMAW) procedures.
• The OUTBACK® 185 is not recommended for pipe
thawing.
• During welding, generator power is limited to 100
watts, and output voltages can drop from 120 to 80
volts and 240 to 160 volts. Therefore, DO NOT
OPERATE ANY SENSITIVE ELECTRICAL EQUIPMENT WHILE YOU ARE WELDING.
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
OUTBACK® 185
Page 21
B-5 B-5
1
2
7
8
3 or 4
6
9
10
12
11
5
OPERATION
CONTROLS AND SETTINGS All welder/generator controls are located on the Output Control Panel. Gasoline
engine controls are mounted on the engine. See Figure B.1 and the figures in engine operation section.
OUTPUT PANEL CONTROLS
FIGURE B.1
WELDER/GENERATOR CONTROLS
See Figure B.1 for the location of the following features:
1. CURRENT CONTROL DIAL: Adjusts continuous current output. The amperages on the dial correspond to
10. HOUR METER: Records the time that the engine has
run for maintenance purposes.
11. ENGINE CHOKE: Engine starting aid.
the approximate amperages needed for specific
Lincoln welding electrodes.
2. 30 AMP CIRCUIT BREAKER: Provide separate overload current protection for the 120 Volt and 240 Volt
Receptacles
3. WELD POSITIVE OUTPUT TERMINAL: Pro vides the
12. ENGINE SWITCH:
Used to start the engine, Select High Idle or Auto Idle
while the engine is running and stops the engine.
When placed in the “OFF” position, the ignition
circuit is de-energized to shut down the engine.
connection point for either the electrode holder or the
work cable. (Because the OUTBACK® 185 is a DC
output machine, either output terminal can be used for
either cable.)
4. WELD NEGATIVE OUTPUT TERMINAL: Provides the
connection point for either the electrode holder or the
When held in the “START” position, the engine
starter motor is energized.
When in “HIGH IDLE” ( ) position, the engine
will run continuously at high idle.
work cable. (Because the OUTBACK®185 is a DC output machine, either output terminal can be used for
either cable.)
5. GROUND STUD: Provides a connection point for connecting the machine case to earth ground for the safest
grounding procedure.
6. CIRCUIT BREAKER: Provides overload protection for
weld output terminals.
7.
CIRCUIT BREAKERS (2): Provide separate overload current protection for the 120 volt and 240 volt receptacles
8. 240 VOLT RECEPTACLE: Connection point for supplying 250 volt power to operate one electrical device.
9. 120 VOLT DUPLEX RECEPTACLES (2): Connection
point for supplying 120 volt power to operate devices
needed for maintenance purposes.
When in “AUTO IDLE” ( / ) position, the
engine will run continuously and the idler operates as
follows:
• Welding
When the electrode touches the work, the welding
arc is initiated and the engine accelerates to full
speed. After welding ceases (and no auxiliary power
is being drawn), the engine will return to low idle after
approximately 10 to 14 seconds.
• Auxiliary Power
With the engine running at low idle and auxiliary
power for lights or tools is drawn (approximately 0150 watts or greater) from the receptacles, the
engine will accelerate to high speed. If no power is
being drawn from the receptacles (and not welding)
for 10-14 seconds, the idler reduces the engine
speed to low idle.
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
OUTBACK® 185
Page 22
B-6 B-6
OPERATION
ENGINE OPERATION
Starting/Shutdown Instructions
Be sure all Pre-Operation Engine Service has been
performed. Also, Read owners manual before starting
for the first time. (See INSTALLATION section)
Remove all loads connected to the AC power receptacles. Before starting, first open the fuel shutoff valve.
Always pull the choke control out when starting the
engine; cold, warm or hot.
Turn the engine switch to the “Start” position and
crank the engine until it starts, slowly return the choke
control to the full “in” position (choke open), and turn
the switch to the Auto Idle ( / ) position.
Do not turn the switch to the “start” position while the
engine is running because this will cause damage to
the ring gear and/or starter motor.
Stopping the Engine
Remove all welding and auxiliary power loads and
allow engine to run for a few minutes to cool the
engine.
Break-in Period
It is normal for any engine to use larger quantities of oil
until break-in is accomplished. Check the oil level
twice a day during the break-in period (about 50 running hours). Change the oil after the first 5 hours of
operation. See the Engine Instruction Manual for further details.
CAUTION
IN ORDER TO ACCOMPLISH THIS BREAK-IN, THE
UNIT SHOULD BE SUBJECTED TO MODERATE
LOADS, WITHIN THE RATING OF THE MACHINE.
AVOID LONG IDLE RUNNING PERIODS. REMOVE
LOADS AND ALLOW ENGINE TO COOL SEVERAL
MINUTES AT LOW IDLE BEFORE SHUTDOWN.
-----------------------------------------------------------------------
Low Oil Sensing
This engine has a built in sensor which responds to low
oil level (not pressure). When activated, the system
will shut the engine down. The engine will not restart
until sufficient oil is added. Check oil level frequently
and add oil as required to the full mark on the dipstick.
DO NOT OVERFILL.
Stop the engine by placing the engine switch in the
“Off” ( ) position.
WARNING
Close the fuel valve when the machine is
transported to prevent fuel leakage from
the carburetor.
------------------------------------------------------------------------
Typical Fuel Consumption
KOHLER CS 12.75 HP
NO LOAD
2250 R.P.M .75
NO LOAD .40 GALLONS/HOUR
3750 R.P.M. 1.51 ( LITERS/HOUR)
DC CC WELD OUTPUT .73 GALLONS/HOUR
100 AMPS, 25 VOLTS 2.77 ( LITERS/HOUR)
AUXILIARY POWER .99 GALLONS/HOUR
5200 KVA 3.74 ( LITERS/HOUR)
. .20 GALLONS/HOUR
( LITERS/HOUR)
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
OUTBACK® 185
Page 23
B-7 B-7
WELDING OPERATION
WARNING
ELECTRIC SHOCK can kill.
• Do not touch electrically live parts
or electrode with skin or wet clothing.
• Insulate yourself from work and
ground.
• Always wear dry insulating gloves.
ENGINE EXHAUST can kill.
• Use in open, well ventilated areas
or vent exhaust outside.
• Do not stack anything on or near
the engine.
MOVING PARTS can injure.
• Do not operate with doors open or
guards off.
• Stop engine before servicing.
• Keep away from moving parts.
Only qualified personnel should install, use, or
service this equipment.
The OUTBACK® 185 can deliver from 50 to 185
amps of welding output current . Output can be
adjusted by setting the current control dial on the output control panel.
You can get maximum welding output by setting the
dial to 185 AMPS. At high current settings like this,
some output may decrease as the machine is used.
If you are welding for a long time, you may need to
turn the dial slightly upward to maintain the same
results.
The numbers on the dial correspond to the approximate amps needed to weld using specific Lincoln
welding rods. Table B.2, WELDING APPLICATIONS,
give you the recommended dial settings based on the
thickness of the work and the size and type of rod
you’re using.
TO USE THE OUTBACK® 185 FOR WELDING:
1. Remove the flange nuts from the weld output terminals and place the work and electrode welding
cables over the terminals. See Figure B.1 and
B.1a. Replace and tighten the flange nuts
securely. Be sure the connections are tight.
2. Select the appropriate electrode. See Table B.2
3. Attach the work clamp securely to the work you are
welding.
OPERATION
4. Insert the electrode into the electrode hold
5. Set the current control dial to the desired output
current .
6. Start the gasoline engine.
See ENGINE OPERATION in this section of
the manual.
7. Strike an arc and begin welding.
AFTER YOU FINISH THE WELD:
1. Stop the gasoline engine. See ENGINE OPERATION in this section of the manual.
2. Allow the electrode and work to cool completely.
3. Remove the work clamp from the work.
4. Remove any remaining piece of electrode from the
electrode holder.
5. If you are finished using the OUTBACK® 185 for
welding, disconnect the welding cables from the weld
output terminals. Reattach the flange nuts and leave
them on the terminals.
For DC+ welding, the electrode cable is to be connected
to the “+” output stud and work cable to the “-” output
stud. (For DC- welding, reverse these connections.)
Semi-automatic Wire Welding with a Lincoln Wire
Feeder/Welder
The
OUTBACK® 185
supply up to 5,200 watts continuous input power to a
Lincoln Wire Feeder/Welder. The Wire Feeder/ Welder is
equipped with all the supplies needed for Flux-Cored Arc
Welding (FCAW). Also some Wire Feeder/Welders come
equipped with the essentials needed for Gas Metal Arc
Welding (GMAW) or MIG processes, while others require
the purchase of a conversion kit. These products are
available where Lincoln products are sold. Contact your
local authorized Lincoln representative for more details.
Plasma Cutting with Lincoln Pro-Cut 25.
OUTBACK® 185
The
supply up to 5,200 watts continuous input power to a ProCut 25. The Pro-Cut will work satisfactorily under the following conditions:
1. Set the Current Control on the
185 amp position. (Higher Settings may result in a
shutdown of the Pro-Cut 25.)
2. Leave the "ON/OFF" switch on the Pro-Cut "OFF"
until the OUTBACK® 185 has been started and is at
full operating speed.
er.
generator power can be used to
generator power can be used to
OUTBACK® 185
to the
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
OUTBACK® 185
Page 24
B-8 B-8
120V Receptacle Operation:
• Set the Output Control on the Pro-Cut 25 no higher
than the 15 amp position.( Higher settings may cause
circuit breaker on the
• Maximum material thickness that can be cut is 1/4".
240V Receptacle Operation:
• The Pro-Cut 25 may be used for its full range of control.
• Maximum material thickness that can be cut is 3/8".
OUTBACK® 185
OPERATION
to trip.)
Electrical loads in watts are calculated by multiplying
the voltage rating of the load by the number of amps it
draws. (This information is given on the load device
nameplate.) For example, a device rated 120 volts, 2
amps will need 240 watts of power (120 x 2 = 240).
You can use Table B.3, AUXILIARY POWER APPLICATIONS, to determine the wattage requirements of
the most common types of loads you can power with
the OUTBACK® 185 Be sure to read the notes at the
bottom of the table.
TO USE THE OUTBACK® 185 AS AN AUXILIARY
POWER SUPPLY:
AUXILIARY POWER OPERATION
1. Start the gasoline engine. See ENGINE OPERA-
WARNING
Be sure that any electrical equipment plugged into the
generator AC power receptacles can withstand a ±10%
voltage and a ±5% frequency variation. Some electronic devices cannot be powered by the OUTBACK®
185 Refer to Table A.2, ELECTRICAL DEVICE USE
WITH THE OUTBACK® 185, in the INSTALLATION
section of this manual.
TION in this section of the manual.
2. Set the current control dial on the output control
panel to “MAX.” See Figure B.1.
3. Plug the load(s) into the appropriate 120 volt or
240 volt power receptacle.
NOTE: During welding, the maximum generator out-
put for auxiliary loads is 100 watts.
GENERAL INFORMATION
The OUTBACK® 185 is rated at 5700 Peak watts or
5200 continuous watts. It provides both 120 volt and
240 volt power. You can draw up to 20 amps from
either side of the 120 volt duplex receptacle, but not
more than 35.4 amps from both sides at once. Up to
17.7 amps can be drawn from the single 240 volt
receptacle.
TABLE B.2
ELECTRODE SELECTION GUIDE
AWS ELECTRODE
CLASSIFICATION ELECTRODE TYPE POLARITY
E6010 FLEETWELD® 5P DC+ 50-75 75-135 90-175
E6011 FLEETWELD® 35 DC+ 50-75 70-110 80-145
E6011 FLEETWELD® 180 DC+ 50-80 55-110 105-135
E6013 FLEETWELD® 37 DC± 70-95 100-135 145-180
E7018 EXCALIBUR® 7018 DC+ 70-100 90-125 125-185
E7018 JETWELD® LH-73 DC+ 65-85 90-125 130-185
E708-17 & E308L-17
ENi-CI SOFTWELD® 99Ni DC+ 50-80 80-110 100-140
- WEARSHIELD® ABR DC+ - 50-150 50-185
BLUE MAX® 308/308L AC-DC
SHEET THICKNESS THINNER 1/8 AND THICKER
NOTE: You can supply multiple loads as long as the
total load does not exceed 5700 Peak watts or
5200 continuous watts. Be sure to start the
largest loads first.
CURRENT RANGE (AMPS)
3/32 SIZE 1/8 SIZE 5/32 SIZE
DC+ 50-80 75-110 95-150
1/8 AND
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
OUTBACK® 185
Page 25
B-9 B-9
AUXILIARY POWER APPLICATIONS
Suggested Power Applications Running Watts *Start-up Watts
*Air Compressor - 1 HP 2,000 4,000 - 8,000
*Air Compressor - 3/4 HP 1,250 3,100 - 5,000
*Airless Sprayer - 1/3 HP 600 1,500 - 2,400
Chain Saw 1,200
Circular Saw 1,200
Coffee Maker 1,000
*Deep Freezer 500 750 - 2,000
*Electric Motor - 1 HP 1,000 2,500 - 4,000
Electric Range (1 element) 1,500
Electric Skillet 1,250
*Furnace Fan - 1/3 HP 1,200 3,000 - 4,800
Portable Grinder (4 1/2”) 600
Portable Grinder (7”) 2,000
Halogen Work Light 500
Hand Drill - 1/4” 500
Hand Drill - 3/8” 700
1500 Watt Heater 1,750
Hedge Trimmer 450
Light Bulb 100
Reciprocating Saw 900
Radial Arm Saw 2,600
Radio 50
*Refrigerator/Freezer (small) 600 1,500 - 2,400
Slow Cooker 200
*Submersible Pump - 1 HP 1,000 2,500 - 4,000
*Sump Pump 600 1,500 - 2,400
Toaster 1,100
Weed Trimmer 500
Lincoln Wire Feeder/Welder 4,000
OPERATION
TABLE B.3
(Continuous) (Peak)
NOTES:
Wattages listed are approximate. Check your equipment for actual wattage.
Equipment with unusually high *START-UP WATTS are listed. For start-up of other equipment that uses a
motor, listed in the table, multiply RUNNING WATTS by 2.
Multiple loads can be used as long as the total load does not exceed 5,700 Peak watts. Be sure to start
the largest loads first.
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
OUTBACK® 185
Page 26
B-10 B-10
NOTES
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
OUTBACK® 185
Page 27
C-1 C-1
Accessories . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .C-1
Options / Accessories . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .C-2
TABLE OF CONTENTS - ACCESSORIES SECTION
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
OUTBACK® 185
Page 28
C-2 C-2
ACCESSORIES
OPTIONS/ACCESSORIES
The following options/accessories are available for
your OUTBACK®185 from your local Lincoln
Distributor:
Accessory Kit (K875) – Includes the following:
• Twenty feet (6.1 meters) of #6 AWG electrode cable
with lug.
• Fifteen feet (4.6 meters) of #6 work cable with lugs.
• Work Clamp
• Headshield with No. 10 filter
• Insulated electrode holder and sample electrodes
150 amp capacity.
Undercarriage (K2722-1) - A two-wheeled, hand movable undercarriage is available for field installation.
Rotor Removal Kit (S20925) - A service kit with thru
bolt and impact bolt’s for removing the generator rotor
from tapered engine crank shaft.
Spark Arrestor Kit (K2793-1) - Attaches to muffler
exhaust tube. Virtually eliminates spark emissions.
Canvas Covers (K2804-1) - To protect the Outback®
185 when not in use. Made from attractive red canvas
which is flame retardant, mildew resistant and water
repellent.
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
OUTBACK® 185
Page 29
D-1 D-1
Maintenance . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .D-1
Service Instructions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .D-2
Safety Precautions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .D-3
Routine and Periodic Maintenance . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .D-3
Engine Adjustments . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .D-4
Slip Rings . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .D-4
Engine Maintenance Parts . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .D-4
Operational Clearance . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .D-4
Major Component Locationss . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .D-5
TABLE OF CONTENTS - MAINTENANCE SECTION
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
OUTBACK® 185
Page 30
D-2 D-2
MAINTENANCE
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
OUTBACK® 185
Page 31

D-3 D-3
Do not screw in
dipstick to check oil
OIL
FILL to FULL mark on
dipstick - recheck
Tighten dipstick
firmly before starting
Drain
plug
Oil drain
OIL DRAIN
PLUG
12 mm
HEX
SAFETY PRECAUTIONS
WARNING
• Have qualified personnel do all maintenance and
troubleshooting work.
• Turn the engine off before working inside the
machine.
• Remove guards only when necessary to perform
maintenance and replace them when the maintenance requiring their removal is complete.
• If guards are missing from the machine, get replacements from a Lincoln Distributor. See the EXPLODED VIEW AND PARTS LIST at the back of this manual.
------------------------------------------------------------------------
Read the Safety Precautions in the front of this manual and in the Kohler Operating and Maintenance
Instructions manual before working on the OUT-
BACK®185 Keep all equipment safety guards, covers,
and devices in position and in good repair. Keep your
hands, hair, clothing, and tools away from the recoil
housing, fans, and all other moving parts when starting, operating, or repairing this machine.
MAINTENANCE
OIL: Check the oil level after every 5
hours of operation or daily. BE SURE
TO MAINTAIN THE OIL LEVEL.
Change the oil the first time after 20 hours of operation. Then, under normal operating conditions, change
the oil after every 100 hours or once a year, whichever occurs first. If the engine is operated under heavy
load or in high ambient temperatures, change the oil
every 50 hours.
Drain the oil from the drain plug located on either side
of the engine bottom, as shown in Figure D.1. Refill
through the oil fill plug until the oil reaches the full mark
on the dip stick. See Engine Owner’s manual for specific oil recommendations.
FIGURE D.1 - OIL DRAIN AND
REFILL LOCATION
ROUTINE AND PERIODIC
MAINTENANCE
ENGINE MAINTENANCE
CAUTION
To prevent the engine from accidentally starting, disconnect the spark plug lead before servicing the
engine.
------------------------------------------------------------------------
See the Kohler Owner’s manual for a summary of
maintenance intervals for the engine. Follow either the
hourly or the calendar intervals, whichever come first.
More frequent service may be required, depending on
your specific application and operating conditions. The
Kohler Owner’s manual shows engine maintenance
replacement parts and numbers.
FUEL: At the end of each day’s use, refill
the fuel tank to minimize moisture condensation and dirt contamination in the fuel
line.
AIR CLEANER: With normal operating
conditions, the maintenance schedule for
cleaning and re-oiling the foam pre-filter is
every 50 hours and replacement of the air
cleaner filter element every 100 hours.
More frequent servicing is required with dusty operating conditions. Refer to the maintenance section of the
Engine Owner’s Manual for more information.
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
OUTBACK® 185
Page 32

D-4 D-4
MAINTENANCE
To service the pre-cleaner:
Remove the cover. Carefully remove the foam precleaner from the filter element.
1. Wash in liquid detergent and water.
2. Squeeze dry in a clean cloth.
3. Saturate in clean engine oil.
4. Squeeze in a clean, absorbent cloth to remove all
excess oil.
Carefully place the pre-cleaner back over the filter element and reinstall the air cleaner cover and wing nuts.
CLEAN ENGINE: Remove dirt and debris with a cloth
or a brush. Do not clean with a forceful spray of water.
Water might contaminate the fuel system. Use low
pressure air to blow out the machine periodically. In
particularly dirty locations this may be required once a
week.
SPARK PLUG SERVICE
To service spark plug, remove the 9 screws securing
the side panel. Remove side panel and place provided
fiber spacer between the muffler and bottom of control
panel. See Figure D.2.
SLIP RINGS
CAUTION
A slight amount of darkening and wear of the slip
rings and brushes is normal. Brushes should be
inspected when a general overhaul is necessary. If
brushes are to be replace, clean slip rings with a
fine emery paper.
Do not attempt to polish slip rings while engine is
running.
-----------------------------------------------------------------------
HARDWARE
Both English and Metric fasteners are used in this
welder.
ENGINE MAINTENANCE PARTS
Kohler CS 12.75
Air Filter Element 63 083 19-S
Air Filter Pre-Cleaner 63 083 17-S
Spark Plug Champion RC 12YC
(Resistor Type) (Gap .030” [.76mm])
FIGURE D.2
ENGINE ADJUSTMENTS
WARNING
OVERSPEED IS HAZARDOUS - The maximum
allowable high idle speed for this machine is 3750
RPM, no load. Do NOT tamper with the governor
components or setting or make any other
adjustments to increase the maximum speed.
Severe personal injury and damage to the machine
can result if operated at speeds above maximum.
------------------------------------------------------------------------
OPERATIONAL CLEARANCE
CAUTION
Approximately 12-18” of clearance should be
around this unit during operation for air flow.
Reducing this clearance will reduce air flow to the
machine causing operational temperatures to
increase. Possible damage to the machine can
result if to much air flow is restricted.
------------------------------------------------------------------------
Adjustments to the engine are to be made only by a
Lincoln Service Center or an authorize Field Service
Shop.
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
OUTBACK® 185
Page 33

D-5 D-5
11
55
44
22
33
1. CRADLE ASBLY, BATTERY & ROOF
2. CONTROL PANEL ASSEMBLY
3. STATOR & ROTOR ASSEMBLY
4. REAR CONTROL PANEL & FUEL TANK ASSEMBLY
5. ENGINE ASSEMBLY
MAINTENANCE
MAJOR COMPONENT LOCATION
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
OUTBACK® 185
Page 34

D-6 D-6
NOTES
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
OUTBACK® 185
Page 35

E-1 E-1
+
CB1
CB3
CB2
CB4
__
++
_
+
240 VAC
RECEPTACLE
ENGINE
OIL
LEVEL
MODULE
(KOHLER)
OIL LEVEL
INDICATOR
OIL LEVEL
SWITCH
IGNITION
STATOR
ROTOR
OFF
AUTO
HIGH
START
ALTERNATOR
IDLE
SOLENOID
SLIP
RINGS
AUXIIARY WINDINGS
WELD
WINDINGS
REACTOR
EXCITER
WINDING
CURRENT
SENSOR
120 VAC RECEPTACLES
BOOST
WINDING
OUTPUT
RECTIFIER
(2 PHASE)
CHOKE
OUTPUT
STUDS
BATTERY
ENGINE
SHUTDOWN
RELAY
HOUR
METER
FIELD / CONTROL PC BOARD
AUTOMATIC
IDLER
CIRCUIT
OUTPUT
CONTROL CIRCUIT
OUTPUT
CONTROL
10 A MP
FUSE
STARTER /
SOLENOID
BRUSHES
TABLE OF CONTENTS-THEORY OF OPERATION SECTION
Theory of Operation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .E-1
Engine Starting, Protection and Battery Charging . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .E-2, E-3
Automatic Idle System . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .E-4
Generating Power . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .E-5, E-6
FIGURE E.1 BLOCK LOGIC DIAGRAM
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
OUTBACK® 185
Page 36

E-2 E-2
+
CB1
CB3
CB2
CB4
__
++
_
+
240 VAC
RECEPTACLE
ENGINE
OIL
LEVEL
MODULE
(KOHLER)
OIL LEVEL
INDICATOR
OIL LEVEL
SWITCH
IGNITION
STATOR
ROTOR
OFF
AUTO
HIGH
START
ALTERNATOR
IDLE
SOLENOID
SLIP
RINGS
AUXIIARY WINDINGS
WELD
WINDINGS
REACTOR
EXCITER
WINDING
CURRENT
SENSOR
120 VAC RECEPTACLES
BOOST
WINDING
OUTPUT
RECTIFIER
(2 PHASE)
CHOKE
OUTPUT
STUDS
BATTERY
ENGINE
SHUTDOWN
RELAY
HOUR
METER
FIELD / CONTROL PC BOARD
AUTOMATIC
IDLER
CIRCUIT
OUTPUT
CONTROL CIRCUIT
OUTPUT
CONTROL
10 AM P
FUSE
STARTER /
SOLENOID
BRUSHES
THEORY OF OPERATION
FIGURE E.2 - ENGINE STARTING, PROTECTION AND BATTERY CHARGING
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
ENGINE STARTING, PROTECTION
AND BATTERY CHARGING
ENGINE STARTING
A 12 Volt battery supplies power to the rotary
run/stop/idle switch through a fuse that is located
inside the control box. There is also a lead running
from the fuse to the PC board. This is for battery
charging only.
When the switch is placed in the “Low Idle” or “High
Idle” position, a relay on the PC board is activated.
This relay activates the engine ignition system by
opening a ground lead from the engine magneto.
When the switch is held in the “Start” position, the
starter motor solenoid is activated, cranking the
engine. After the engine starts, the switch is released
and returns to the “high idle” position.
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
NOTE: Unshaded areas of Block Logic
Diagram are the subject of discussion
OUTBACK® 185
If the battery is too low to properly power the starter
motor, the built-in recoil starter can be used to crank
the engine. (As long as the battery can produce 6 volts
or more, the engine ignition system will remain
enabled.)
NOTE: This machine will only start if there is at least 6
volts available to activate the engine ignition system. If
the battery is removed or completely dead, the engine
will not start.
ENGINE PROTECTION
The Kohler engine has a built-in oil level sensor that is
connected to an oil level module. If the oil level is low,
the ignition magneto is disabled. This will prevent the
engine from starting, or shut it down. Low oil level will
also cause a warning light on the Outback®’s control
panel to flicker for a few seconds when cranking the
engine.
Page 37

E-3 E-3
+
CB1
CB3
CB2
CB4
__
++
_
+
240 VAC
RECEPTACLE
ENGINE
OIL
LEVEL
MODULE
(KOHLER)
OIL LEVEL
INDICATOR
OIL LEVEL
SWITCH
IGNITION
STATOR
ROTOR
OFF
AUTO
HIGH
START
ALTERNATOR
IDLE
SOLENOID
SLIP
RINGS
AUXIIARY WINDINGS
WELD
WINDINGS
REACTOR
EXCITER
WINDING
CURRENT
SENSOR
120 VAC RECEPTACLES
BOOST
WINDING
OUTPUT
RECTIFIER
(2 PHASE)
CHOKE
OUTPUT
STUDS
BATTERY
ENGINE
SHUTDOWN
RELAY
HOUR
METER
FIELD / CONTROL PC BOARD
AUTOMATIC
IDLER
CIRCUIT
OUTPUT
CONTROL CIRCUIT
OUTPUT
CONTROL
10 AM P
FUSE
STARTER /
SOLENOID
BRUSHES
THEORY OF OPERATION
FIGURE E.3 - ENGINE STARTING, PROTECTION AND BATTERY CHARGING
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
ENGINE STARTING, PROTECTION
AND BATTERY CHARGING (continued)
BATTERY CHARGING
The Kohler engine has a built-in battery charging system. Output from the charging system is applied to the
PC board where it is stabilized by the battery and then
used to power the board electronics, the generator
flashing system, and the hour meter. The remaining
output exits the PC board, is routed through a fuse
located inside the control box, and applied to the battery.
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
NOTE: Unshaded areas of Block Logic
Diagram are the subject of discussion
OUTBACK® 185
NOTE: The engine charging system must be function-
al for the Outback® 185 to produce weld or auxiliary
output.
NOTE: The battery must remain connected at all times.
If the battery is disconnected while the machine is running, unstable voltage from the charging system will
likely cause the PC board electronics to malfunction
and may cause permanent damage to the PC board.
Page 38

E-4 E-4
+
CB1
CB3
CB2
CB4
__
++
_
+
240 VAC
RECEPTACLE
ENGINE
OIL
LEVEL
MODULE
(KOHLER)
OIL LEVEL
INDICATOR
OIL LEVEL
SWITCH
IGNITION
STATOR
ROTOR
OFF
AUTO
HIGH
START
ALTERNATOR
IDLE
SOLENOID
SLIP
RINGS
AUXIIARY WINDINGS
WELD
WINDINGS
REACTOR
EXCITER
WINDING
CURRENT
SENSOR
120 VAC RECEPTACLES
BOOST
WINDING
OUTPUT
RECTIFIER
(2 PHASE)
CHOKE
OUTPUT
STUDS
BATTERY
ENGINE
SHUTDOWN
RELAY
HOUR
METER
FIELD / CONTROL PC BOARD
AUTOMATIC
IDLER
CIRCUIT
OUTPUT
CONTROL CIRCUIT
OUTPUT
CONTROL
10 AM P
FUSE
STARTER /
SOLENOID
BRUSHES
THEORY OF OPERATION
FIGURE E.4 - AUTOMATIC IDLE SYSTEM
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
AUTOMATIC IDLE SYSTEM
The Outback® 185 is equipped with an automatic
engine idle system. A solenoid is used to pull the
engine throttle to a preset low speed position when 12
volts DC is applied. When no voltage is applied, the
solenoid is released allowing the engine governor to
control the RPM.
The “high” and “auto” positions on the rotary
run/stop/idle switch control the supply of positive (+)
battery voltage to the idle solenoid. When the switch is
in the “high” position, the solenoid is shut off and the
engine will remain in high idle. When the switch is in
the “auto” position, positive (+) battery voltage is
applied to the solenoid and the negative (-) connection
is controlled by the PC board as described below.
The following explanation assumes that the rotary
switch is in the “auto” position and the engine is operating at low RPM.
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
NOTE: Unshaded areas of Block Logic
Diagram are the subject of discussion
OUTBACK® 185
Weld and auxiliary current are detected by a toroidal
current sensor that is connected to the PC board.
When sufficient current flows through the sensor; the
PC board detects this and immediately interrupts the
negative (-) connection to the solenoid. The solenoid
is released and the engine RPM increases to the high
setting. When the current flow stops, the PC board will
begin a time delay of about 12 seconds. If the current
flow begins again during this time delay, the solenoid
remains inactive and the engine continues to operate
at high RPM. If no current flow is detected at the end
of the 12 second delay, the negative (-) connection to
the solenoid is restored and the engine will drop to low
idle RPM.
Page 39

E-5 E-5
+
CB1
CB3
CB2
CB4
__
++
_
+
240 VAC
RECEPTACLE
ENGINE
OIL
LEVEL
MODULE
(KOHLER)
OIL LEVEL
INDICATOR
OIL LEVEL
SWITCH
IGNITION
STATOR
ROTOR
OFF
AUTO
HIGH
START
ALTERNATOR
IDLE
SOLENOID
SLIP
RINGS
AUXIIARY WINDINGS
WELD
WINDINGS
REACTOR
EXCITER
WINDING
CURRENT
SENSOR
120 VAC RECEPTACLES
BOOST
WINDING
OUTPUT
RECTIFIER
(2 PHASE)
CHOKE
OUTPUT
STUDS
BATTERY
ENGINE
SHUTDOWN
RELAY
HOUR
METER
FIELD / CONTROL PC BOARD
AUTOMATIC
IDLER
CIRCUIT
OUTPUT
CONTROL CIRCUIT
OUTPUT
CONTROL
10 AM P
FUSE
STARTER /
SOLENOID
BRUSHES
THEORY OF OPERATION
FIGURE E.5 - GENERATING POWER
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
GENERATING POWER
Flashing
When the engine is running, power from the engine
charging system is stabilized, and then applied to the
rotor brushes through a series of PC board mounted
current limiting resistors and a “flashing” diode.
Building Output
The flashing current produces a weak magnetic field in
the rotor, which is coupled to the now running engine.
This rotating magnetic field begins to generate AC output from all of the stator windings. Output from the
exciter winding is rectified by a diode bridge, filtered by
a capacitor, controlled by circuitry on the PC board,
and fed back into the rotating field winding, making the
magnetic field stronger. This stronger magnetic field
then produces higher voltage from the stator windings,
which feeds back to the rotor, making its magnetic field
even stronger.
This process of strengthening the magnetic field
through feedback from the exciter winding continues to
increase the output of the main generator. If the output
control is set to maximum and the idle switch is in the
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
NOTE: Unshaded areas of Block Logic
Diagram are the subject of discussion
OUTBACK® 185
“high” position, all of the windings should be putting out
maximum voltage almost immediately. The rotor field
voltage is now considerably higher than the flashing
voltage that was used to start the generating process.
The “flashing” diode on the control PC board blocks
that higher field voltage from intruding into the 12VDC
battery system.
AC Output
The generator is now producing normal AC power from
all four of the windings. These windings consist of two
64 VAC weld windings, a 120/240 VAC auxiliary power
winding, and an 82 VAC excitation winding.
Page 40

E-6 E-6
+
CB1
CB3
CB2
CB4
__
++
_
+
240 VAC
RECEPTACLE
ENGINE
OIL
LEVEL
MODULE
(KOHLER)
OIL LEVEL
INDICATOR
OIL LEVEL
SWITCH
IGNITION
STATOR
ROTOR
OFF
AUTO
HIGH
START
ALTERNATOR
IDLE
SOLENOID
SLIP
RINGS
AUXIIARY WINDINGS
WELD
WINDINGS
REACTOR
EXCITER
WINDING
CURRENT
SENSOR
120 VAC RECEPTACLES
BOOST
WINDING
OUTPUT
RECTIFIER
(2 PHASE)
CHOKE
OUTPUT
STUDS
BATTERY
ENGINE
SHUTDOWN
RELAY
HOUR
METER
FIELD / CONTROL PC BOARD
AUTOMATIC
IDLER
CIRCUIT
OUTPUT
CONTROL CIRCUIT
OUTPUT
CONTROL
10 A MP
FUSE
STARTER /
SOLENOID
BRUSHES
THEORY OF OPERATION
FIGURE E.6 - GENERATING POWER
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
GENERATING POWER
(continued)
DC Weld Output
AC output from the two phase-shifted weld windings
pass through a reactor then to a two-phase bridge rectifier. DC output from the rectifier is then stabilized by
a choke and terminates at two weld output terminals.
Weld Output Control
Weld output is controlled by varying the current in the
rotating field winding. This is done through circuitry on
the PC board that detects the position of the output
control potentiometer and then limits the rotor current
accordingly.
NOTE: Because the strength of the rotating field
affects the output of all the windings, auxiliary output
will also drop when the weld output control setting is
decreased.
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
NOTE: Unshaded areas of Block Logic
Diagram are the subject of discussion
OUTBACK® 185
Weld Boost:
The Outback® 185 is equipped with a weld boost circuit that improves weld performance. The reactor contains a weld boost winding that produces output relative to the weld current. In high welding load situations,
the exciter winding will tend to drop off in output while
the boost winding’s output tends to increase. The output from this boost winding is routed through a circuit
breaker. It is then rectified and added to the exciter circuit, resulting in a significant improvement in weld performance.
Page 41

F-1 F-1
TABLE OF CONTENTS - TROUBLESHOOTING AND REPAIR
Troubleshooting and Repair . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .F-1
How to Use Troubleshooting Guide . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .F-2
PC Board Troubleshooting Procedures . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .F-3
Troubleshooting Guide . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .F-4
Test Procedures . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .F-13
Engine RPM Adjustment Procedure . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .F-13
Throttle Adjustment Procedure . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .F-17
Brush and Slip Ring Procedure . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .F-19
Rotor Flashing and Voltage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .F-23
Battery Charging System . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . F-25
Stator Voltage Test . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .F-27
Rotor Resistance and Ground Test (Static) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .F-29
Rotor Resistance and Ground Test (Dynamic) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .F-31
Stator Short Circuit and Ground . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .F-33
Weld Boost System Test . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .F-35
Case Cover Removal and Replacement Procedure . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .F-37
Fuel Tank and Enclosure Removal and Replacement Procedure . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .F-39
Control Box Removal and Replacement Procedure . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .F-43
Stator Removal and Replacement Procedure . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .F-47
Rotor Removal and Replacement Procedure . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .F-51
Retest and Repair . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .F-53
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
OUTBACK® 185
Page 42

F-2 F-2
TROUBLESHOOTING AND REPAIR
HOW TO USE TROUBLESHOOTING GUIDE
WARNING
Service and Repair should only be performed by Lincoln Electric Factory Trained
Personnel. Unauthorized repairs performed on this equipment may result in danger to
the technician and machine operator and will invalidate your factory warranty. For your
safety and to avoid Electrical Shock, please observe all safety notes and precautions
detailed throughout this manual.
---------------------------------------------------------------------------------------------------------------------------
This Troubleshooting Guide is provided to
help you locate and repair possible machine
malfunctions. Simply follow the three-step
procedure listed below.
Step 1. LOCATE PROBLEM (SYMPTOM).
Look under the column labeled “PROBLEM
(SYMPTOMS)”. This column describes possible symptoms that the machine may exhibit. Find the listing that best describes the
symptom that the machine is exhibiting.
Symptoms are grouped into the following
categories: output problems.
Step 2. PERFORM EXTERNAL TESTS.
The second column labeled “POSSIBLE
AREAS OF MISADJUSTMENT(S)” lists the
obvious external possibilities that may contribute to the machine symptom. Perform
these tests/checks in the order listed. In
general, these tests can be conducted without removing the case wrap-around cover.
Step 3. RECOMMENDED
COURSE OF ACTION
The last column labeled “Recommended
Course of Action” lists the most likely components that may have failed in your
machine. It also specifies the appropriate
test procedure to verify that the subject component is either good or bad. If there are a
number of possible components, check the
components in the order listed
one possibility at a time until you locate the
cause of your problem.
All of the referenced test procedures
referred to in the Troubleshooting Guide are
described in detail at the end of this chapter.
Refer to the Troubleshooting and Repair
Table of Contents to locate each specific
Test Procedure. All of the specified test
points, components, terminal strips, etc. can
be found on the referenced electrical wiring
diagrams and schematics. Refer to the
Electrical Diagrams Section Table of
Contents to locate the appropriate diagram.
to eliminate
If for any reason you do not understand the test procedures or are unable to perform the
tests/repairs safely, contact the Lincoln Electric Service Department for technical troubleshooting
assistance before you proceed. Call 1-888-935-3877.
-----------------------------------------------------------------------------------------------------------------------------------
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
CAUTION
OUTBACK® 185
Page 43

F-3 F-3
TROUBLESHOOTING AND REPAIR
PC BOARD TROUBLESHOOTING PROCEDURES
WARNING
ELECTRIC SHOCK
can kill.
•
Have an electrician install and
service this equipment. Turn the
input power OFF at the fuse box
before working on equipment. Do
not touch electricall y hot par ts.
CAUTION
Sometimes machine failures appear to be due to PC
board failures. These problems can sometimes be
traced to poor electrical connections. To avoid problems when troubleshooting and replacing PC boards,
please use the following procedure:
1. Determine to the best of your technical ability
that the PC board is the most likely component
causing the failure symptom.
2. Check for loose connections at the PC board
to a ss ur e th a t the PC b oa rd is p ro pe rl y
connected.
3. If the problem persists, replace the suspect PC
board using standard practices to avoid static
electrical damage and electrical shock. Read
the warning inside the static resistant bag and
perform the following procedures:
PC board can be damaged by static electricity.
- Rem o ve y o ur b o dy ’s s t at ic
charge before opening the staticshielding bag. Wear an anti-static
wris t strap. For sa f e t y, use a 1
Meg ohm resistive cord connected
ATTENTION
Static-Sensitive
Devices
Handle only at
Static-Safe
Workstations
to a g ro un de d p ar t of th e
equipment frame.
- If you don’t have a wrist strap,
touch an un-painted, grounded,
part of the equipment frame. Keep
touc h in g t h e fram e to pr ev en t
stat i c bui l d- up . Be su r e not to
touch any electrically live parts at
the same time.
- Remove the PC board from the static-shielding bag
and place it directly into the equipment. Don’t set the
PC board on or near paper, plastic or cloth which
could have a static charge. If the PC board can’t be
installed immediately, put it back in the static-shielding bag.
- If the PC board uses protective shorting jumpers,
don’t remove them until installation is complete.
- If you return a PC board to The Lincoln Electric
Company for credit, it must be in the static-shielding
bag. This will prevent further damage and allow proper failure analysis.
4. Test the machine to determ ine if the failure
symp t om has b een c o rrect e d by t he
replacement PC board.
NOTE: It is desirable to have a spare (known good)
PC board available for PC board troubleshooting.
NOTE: Allow the machine to heat up so that all
electrica l components can reach their operating
temperature.
5. Rem o ve t he r ep lacem e nt P C boar d a nd
subs t it ute it wi t h the ori g in al PC boa r d to
recreate the original problem.
a. If the original problem does not reappear by
substituting the original board, then the PC
board was not the problem. Continue to look
fo r bad connect ions in the control wiring
harness, junction blocks, and terminal strips.
b. If the original problem is recreated by the
substitution of the original board, then the PC
boar d wa s the pr ob le m. Rei n st all the
replacement PC board and test the machine.
6. Alw a ys in d ic at e th a t thi s pro c edure wa s
foll o we d whe n warra n ty re p or ts are to b e
submitted.
NOTE: Following this procedure and writing on the
warranty report, “INSTALLED AND SWITCHED PC
BOARDS TO VERIFY PROBLEM,” will help avoid
denial of legitimate PC board warranty claims.
- Tools which come in contact with the PC board must
be either conductive, anti-static or static-dissipative.
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
OUTBACK® 185
Page 44

F-4 F-4
Observe Safety Guidelines detailed in the beginning of this manual.
TROUBLESHOOTING AND REPAIR
PROBLEMS
(SYMPTOMS)
Majo r p hy sical or e le ct ri cal
damage.
The engine will not crank while
using the electric start function.
POSSIBLE AREAS OF
MISADJUSTMENT(S)
OUTPUT PROBLEMS
Cont a ct t he L in coln E l ec tric
Service Department at 1-888-935-
3877.
1. Be certain th a t the battery is
prop e rl y conn e ct ed and
adequately charged.
2. Try cranking the engine using
the recoil starter. If the engine
will still not turn, or the recoil
starter is hard to pull, remove
the spark plug and chec k for
water or oil in the cylinder. Also
check for high oil level.
3. If th e engi ne cranks normally
wh ile usi n g the recoil starter,
remove the top cover from the
mach i ne ad chec k th e fus e .
The fuse is located under the
white cover of the back of the
control box.
RECOMMENDED
COURSE OF ACTION
1. Test the fuse located under the
white cover at the back of the
control box.
2. Test for battery voltage at lead
210B where it connects to the
starter solenoid, while holding
the switch in the “start” position.
If v ol ta ge is p re se nt , the
star t er /sole n oi d ass e mb ly is
de f e c t ive; contact the engine
manu f ac turer for par ts a nd
service.
3. If battery voltage is not present,
check the engine switch, and all
conn e ct ors and wir e s
connecting the fuse, switch and
starter solenoid. See the wiring
diagram.
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Engine will not start. The starter
moto r w i ll c ra nk t h e e n gine
normally.
1. If using the recoil starter, be
sure the engine switch is in the
“high” or “auto” position.
2. C h ec k th at the fu e l va lve is
open , and tha t the re is
sufficient, fresh gasoline in the
tank.
3. Be certain th a t the battery is
prop e rl y conn e ct ed and
adeq u at ely cha r ge d, even if
using the recoil starter.
4. Check the engine oil level.
5. Check or replace the fuel filter.
6. Check or replace air filter.
7. Check the spark plug. Clean or
replace if necessary.
1. Check for battery voltage at the
PC board pin J3-10. (lead #211)
If vo lt ag e is not re sent, the
engine switch or wire #211 may
be defective.
2. Check PC board ground at pin
J1-2. (lead GND-G)
3. Place the engine switch in the
“stop” position, unplug engine to
weld e r h ar ne ss c o nn ec to r
(P4/ J 4) lo c at ed in s id e t h e
control box at the bottom left.
CAUTI ON : Di sc onnect in g
this plug disables the normal
engine shut down function of
the engine switch.
CAUTION
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely,
contact the Lincoln Electric Service Department for technical troubleshooting assistance before you proceed.
Call 1-888-935-3877.
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
OUTBACK® 185
Page 45

F-5 F-5
Observe Safety Guidelines detailed in the beginning of this manual.
TROUBLESHOOTING AND REPAIR
PROBLEMS
(SYMPTOMS)
(Continued)
The engine will not shut down.
POSSIBLE AREAS OF
MISADJUSTMENT(S)
OUTPUT PROBLEMS
8. Observe the oil level indicator
light while cranking the engine.
If the lig h t is bli n ki ng whi l e
cranking the engine, the oil level
may be lo w, or t h e oil level
system may be faulty. Contact
the engine manufacturer.
RECOMMENDED
COURSE OF ACTION
Re connect P4/J4 to shut the
engine down.
Atte m pt to st a rt the en g in e
using the recoil starter; if the
engine starts, check lead #212
for fau l t y insulation. If le a d
#212 is good, replace the PC
board.
If the engine fails to start, have
the engine and oil level system
checked by a qualified engine
service technician.
1. Place the engine switch in the
“stop” position and check for
battery voltage at the PC board
pin J3- 1 0. (le a d #2 11 ) I f
voltage is present, the switch is
defective.
2. Lo c at e and g ro un d the
brow n /w hite lea d fro m th e
engine ignition magneto. If the
engine still will not shut down,
the en gi n e ign i t ion magn e t o
may be defective. Contact a
qualified engine technician.
3. If the engine shuts down when
the b r ow n/whi t e l ead is
groun d ed , c h ec k wir i ng a n d
conn e ct ions at le a ds #2 12 ,
GND-I, GND-J, and the brown
leads between connector J4/P4
and th e e n gi ne ign i ti on
magneto. If these leads and
connections are good, replace
the PC board.
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely,
contact the Lincoln Electric Service Department for technical troubleshooting assistance before you proceed.
Call 1-888-935-3877.
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
CAUTION
OUTBACK® 185
Page 46

F-6 F-6
Observe Safety Guidelines detailed in the beginning of this manual.
TROUBLESHOOTING AND REPAIR
PROBLEMS
(SYMPTOMS)
The engi ne ru ns er ratic a ll y or
stops running.
POSSIBLE AREAS OF
MISADJUSTMENT(S)
OUTPUT PROBLEMS
1. Check that the fuel valve is fully
open , an d th a t the r e i s
sufficient, fresh gasoline in the
tank.
2. T h e cho k e may be eng a ge d .
Be sur e t h e c h ok e h a nd le i s
pushed in completely after the
engine has begun to warm up.
3. Be certain that th e batter y is
prop e rl y con n ec ted a n d
adeq u at ely cha rg ed , ev en if
using the recoil starter.
4. Check the engine oil level.
5. Check or replace the fuel filter.
6. Check or replace air filter.
7. C h ec k spa r k plug ; cle a n o r
replace if necessary.
8. Observe the oil level indicator
light while cranking the engine.
If the lig h t is bli n ki ng whi l e
cranking the engine, the oil level
may be lo w, or t h e oil level
system may be faulty. Contact
the engine manufacturer.
9.Pe r fo rm any ad d it ional
maintenance suggested in the
engine operator’s manual.
RECOMMENDED
COURSE OF ACTION
1. C h ec k th e i dl e so l en oi d an d
en gine carburetor linkage for
dama g e, exc e ss iv e dir t , or
bi nding. I f possib le, perf orm
the eng ine RPM adj ustment
procedure.
2. Place the engine switch in the
“stop” position, unplug engine
to we l d er harnes s conn e c t or
(P4/ J 4) l ocate d i ns ide t h e
control box at the bottom left.
CAUTION: Disconnecting this
plug disables the normal engine
shut do w n fu n ct io n of the
engi n e s w it ch . Re c on ne ct
P4/J4 to shut the engine down.
3. A t te mp t to sta r t t he en gi ne
using the recoil starter.
4. If the problem persists check for
faulty insula tion at the brown
and bro w n/ wh it e wi r es
connecting P4/J4 to the engine
ma gneto. If the insulati o n is
good, contact a qualified engine
repair technician.
5. If the engine runs normally with
P4/J4 disconnected, check for
battery voltage between J3-10
(+) and J1-2 (-). If the voltage
is lo w o r e rr at ic , c he ck
conductors and connections at
GND-G, lead #211, lead 209A,
and lead 230. Check the fuse,
fuse ho ld er, and th e en g in e
switch. Replace or repair any
defective leads or components.
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely,
contact the Lincoln Electric Service Department for technical troubleshooting assistance before you proceed.
Call 1-888-935-3877.
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
6. If the voltage between J3-10 (+)
and J1-2 (-) is normal, check for
defe c ti ve i n su la tion on le ad
212. If i n sulat i on is g o od ,
replace PC board.
CAUTION
OUTBACK® 185
Page 47

F-7 F-7
Observe Safety Guidelines detailed in the beginning of this manual.
TROUBLESHOOTING AND REPAIR
PROBLEMS
(SYMPTOMS)
Engine will not idle down. Weld
and auxiliary outputs are normal.
POSSIBLE AREAS OF
MISADJUSTMENT(S)
OUTPUT PROBLEMS
1. Check that the engine switch is
in the “Auto” position.
2. Check that the engine choke is
fully open.
3. T h er e may be a loa d on th e
weld or a u xi li ar y ou t put.
Disconnect all cables and cords.
RECOMMENDED
COURSE OF ACTION
1. T h e id l e so l en oid may be
improperly adjusted. Perform
the Engine RPM adjustment
procedure.
2. With the engine running, place
the engine switch in the “Auto”
posit i on . Chec k f o r ba t te r y
volt a g e at the id l e solenoid,
lead 213B. if battery voltage is
not p r esent , c heck e ng in e
switch, connector P4/J4, and
leads 213A and 213B.
3. If battery voltage was detected
in st e p # 2 a b ove, c h ec k
conne c to r P4/ J 4, l e a ds 2 1 5
and 215A.
4. Check for AC voltage at leads
260 (J2- 3 ) and 261 (J2 - 4) .
With no load on either the weld
or auxiliary output, the meter
should read about 26 mV. If
the volt ag e is sign i fi cantl y
higher than this , the toroidal
curr e nt t r an sf or me r m a y be
faul t y, or im pr op er ly wi r ed .
This may also indicate a load
on ma c hi ne in pu t o r f a ul ty
internal components drawing
current.
Engine idles own but will not stay
at low idle.
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely,
contact the Lincoln Electric Service Department for technical troubleshooting assistance before you proceed.
Call 1-888-935-3877.
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
5. I f the abo v e re a di ngs a re
normal, replace the PC board.
Low idle ROM may be set too low.
Perf o rm the e ngine RPM
adjustment procedure.
CAUTION
OUTBACK® 185
Page 48

F-8 F-8
Observe Safety Guidelines detailed in the beginning of this manual.
TROUBLESHOOTING AND REPAIR
PROBLEMS
(SYMPTOMS)
The engine will not go to high idle
when a welding or auxiliary load
is appl i ed . Engi n e id l es up
normally and outputs are normal
when the engine switch is placed
in the “high” position.
POSSIBLE AREAS OF
MISADJUSTMENT(S)
OUTPUT PROBLEMS
1. Poor connection in weld circuit;
check cables, connectors, work
clam p and elect r od e ho ld er.
Chec k that work clam p is
ma k i n g a good connection to
the work piece.
2. Load too low to activate the idle
ci r cuit. Plug in a devic e that
applies a load of 100 watts or
more.
NOTE: Some tools and devices
check for “good” power before
fully turning on. These devices
will require the machine to be
plac e d in th e “ hi gh ” posit io n
before they will function.
RECOMMENDED
COURSE OF ACTION
1. Unplug P4/J 4 con nector and
meas u re the idl e s ol en oid
resi s ta nce betw e en le a ds
213B an d 21 5 A. it sho u ld
meas u re a bo ut 1 5 o hm s.
Measure the resistance from
lead 21 3 B or lea d 215A to
chassis ground. Res istance
should be very high; 500,000
(500 K ) o hm s o r h ig he r.
Repl a ce the s o le no id if the
resi s ta nce is si g ni fi ca ntly
different.
2. Reconnect P4/J4 and start the
machin e p l a ci n g the eng i ne
switch in th e hi g h ” po s i t ion .
Plug in a 100-watt light bulb.
Check for AC voltage at leads
260 (J2-3) and 261 (J2-4). The
meter should read about 1.2
volts. If voltage is significantly
lowe r, rep l ac e th e to r oi da l
current transformer.
No weld or auxil ia ry o u tp ut –
Engine runs normally.
1. Make sure there is no load on
the machi n e. Disc o nn e ct al l
cables and cords from the weld
outp u t ter m in al s and the
auxiliary receptacles. Check for
DC open circuit voltage (OCV)
(Abou t 7 0 t o 8 0 v o l ts ) at the
weld output terminals and check
for AC auxiliary voltage at the
120 and 240 VAC receptacles.
2. Check that circuit breakers are
not tripped.
CAUTION
3. I f the abo v e re a di ngs a re
normal, replace the PC board.
1. The brushes and slip rings may
be worn or faulty. Perform the
brus h and sli p ring se r vi ce
procedure.
2. With the engine running, check
for battery voltage at the PC
board, J3-9 (lead #208A). If
voltage is not present, check
conductors and connection at
lead s 2 0 8A , 2 08 , a nd t h e
engine wiring leading to the
engine charging system. If the
conn e ct ions a re go od , the
battery charging system may
be faulty. Contact a qualified
engine repair technician.
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely,
contact the Lincoln Electric Service Department for technical troubleshooting assistance before you proceed.
Call 1-888-935-3877.
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
OUTBACK® 185
Page 49

F-9 F-9
Observe Safety Guidelines detailed in the beginning of this manual.
TROUBLESHOOTING AND REPAIR
(SYMPTOMS)
(Continued)
PROBLEMS
POSSIBLE AREAS OF
MISADJUSTMENT(S)
OUTPUT PROBLEMS
RECOMMENDED
COURSE OF ACTION
3. If voltage is present at J3-9, check
for battery voltage at J3-8 (lead
#224A). If voltage is not present,
replace the PC board.
4. If voltage is present at J3-8,
check for battery voltage at J19 (lead #224). If voltage is not
present, check leads 224 and
224A . C he ck t he pos it iv e
term i na l co nn ec ti on s at t h e
hour meter.
5. C h ec k th a t t h e PC bo a rd i s
properly grounded, pin J1-2
(lead GND-G).
6. Pe r f o r m the rotor flashing,
volt a ge , a nd re s is ta nce
tests.
7. Perform the stator resistance
and voltage tests.
There is no weld output, or weld
voltage drops dramatically when
tryi n g to s tr ike a n a rc. T he
115/230 VAC auxiliary output is
norm a l; e n gi ne op e ra tes
normally.
1. C h ec k weld cabl e s,
connections, work clamps, and
electrode holder.
2. W i th e ng in e ru nn in g at h i gh
idle, and output control set to
maxi m um , ch e ck t he D C
volt a ge a t t he w e ld o ut pu t
terminals. It should measure
70 to 80 Volts RMS.
1. Check for lo ose or damaged
conn e ct ions betw e en th e
output te r minals , the choke,
the rectifier, the rector, and the
stator. See wiring diagram.
2. W i t h engi n e r u n ni n g a t hig h
idle, and output control set to
maximum, check for about 63
VAC f ro m ea ch of t he two
stator weld windings (W1 to
W2) an d (W3 to W4) . Se e
wiring diagram. If voltage is
not present for either test, the
stator is probably defective.
3. With the engine still running,
chec k for ab o ut 63 VAC at
W1A to W2 and from W3A to
W4. If voltage is not present
for either test, the reactor may
be defective.
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely,
contact the Lincoln Electric Service Department for technical troubleshooting assistance before you proceed.
Call 1-888-935-3877.
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
CAUTION
OUTBACK® 185
Page 50

F-10 F-10
Observe Safety Guidelines detailed in the beginning of this manual.
TROUBLESHOOTING AND REPAIR
PROBLEMS
(SYMPTOMS)
(Continued)
No 115/230 VAC auxiliary output –
Weld output is normal and engine
operates normally.
POSSIBLE AREAS OF
MISADJUSTMENT(S)
OUTPUT PROBLEMS
1. C h ec k fo r faul t y ext en si on
cords, tools, lights, etc. Plug in
a known working device.
2. C h ec k for t r ip ped c i rcuit
breakers.
3. I f th e Ou t ba c k ® has opt i o na l
GFCI receptacles, try resetting
them.
NOTE: Engine must be running at
high idle RPM or the GFCI
receptacles will not reset.
RECOMMENDED
COURSE OF ACTION
4. With the engine still running,
check for about 70 to 80 VDC
at the output rectifier positive
and neg a ti ve t er mi na l. I f
volt a ge is no t pre s en t, the
rectifier is probably faulty.
5. If the is voltage at the rectifier
outp u t, bu t not at the weld
termina ls, the choke may be
open.
1. Chec k for A C voltage at the
back of th e recep ta cl es . I f
voltage is present at the back
of th e r e cepta c le s b ut t he
rece p ta cles s t ill wi l l not
func t io n, re pl ac e th e
receptacle.
2. Check for 120 VAC from lead
#5 to leads #3 and #6 at the
ci r c u it breakers. See wiring
diag r am . If 12 0 VA C is
present, one or mo r e circuit
breakers may be defective.
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
3. If AC voltage is not detected in
step 2 abov e , c he ck leads
between the test points and the
stator winding. If the leads are
good , th e st a to r is li k el y
defective.
Lo w weld and auxiliary output ,
the engine operates normally.
1. The output control may be set
too low.
2. Engine RPM may be low.
3. The battery may be faulty.
1. P e rf or m the Engi n e RPM
adjustment procedure.
2. The brushes and slip rings may
be worn or faulty. Perform the
brush and slip ring service
procedure.
3. P e rf or m t he b a tt er y a n d
charging system tests.
4. Perform the rotor and stator
voltage tests.
CAUTION
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely,
contact the Lincoln Electric Service Department for technical troubleshooting assistance before you proceed.
Call 1-888-935-3877.
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
OUTBACK® 185
Page 51

F-11 F-11
Observe Safety Guidelines detailed in the beginning of this manual.
TROUBLESHOOTING AND REPAIR
PROBLEMS
(SYMPTOMS)
The welding arc is “cold” or weld
perf o rm ance is po o r. En g in e
operates normally and auxiliary
output is normal.
POSSIBLE AREAS OF
MISADJUSTMENT(S)
OUTPUT PROBLEMS
1. The weld boost circuit breaker
may have tripped. This circuit
breaker is a small button on the
bottom of the control box, not
far from the positive weld output
terminal.
2. C h ec k the wel d cab l es ,
elec t ro de hold e r, and w o rk
clam p . Tr y w e ld in g w i th a
know n g oo d s et of s ho rt ,
adequately sized cables.
3. T h e ba tt er y ma y be lo w or
defective.
4. The welding electrode may be
wet or contaminated. Try using
a fresh dry welding electrode.
RECOMMENDED
COURSE OF ACTION
1. P e rf or m t he En g in e R PM
adjustment procedure.
2. T h e brush e s a n d sl ip rin gs
may be worn or faulty. Perform
the brus h and sli p ring
service procedure,
3. P e rf or m th e batt e ry a n d
charging system tests.
4. P e rf or m th e wel d boos t
circuit tests.
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely,
contact the Lincoln Electric Service Department for technical troubleshooting assistance before you proceed.
Call 1-888-935-3877.
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
CAUTION
OUTBACK® 185
Page 52

F-12 F-12
NOTES
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
OUTBACK® 185
Page 53

F-13 F-13
TROUBLESHOOTING AND REPAIR
ENGINE RPM ADJUSTMENT PROCEDURE
WARNING
Service and repair should be performed only by Lincoln Electric factory trained personnel.
Unauthorized repairs performed on this equipment may result in danger to the technician
or machine operator and will invalidate your factory warranty. For your safety and to avoid
electrical shock, please observe all safety notes and precautions detailed throughout this
manual.
If for any reason you do not understand the test procedures or are unable to perform the
test/repairs safely, contact the Lincoln Electric Service Department for electrical troubleshooting assistance before you proceed. Call 1-888-935-3877.
TEST DESCRIPTION
Test will determine whether the engine is operating at the correct speed (RPM) during
both HIGH and LOW idle conditions.
MATERIALS NEEDED
Miscellaneous hand tools and metric wrench set
High visibility marker
Strobe-tach, frequency counter, or vibratach
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
OUTBACK® 185
Page 54

FAN BLADE
STROBE-TACH MARK
F-14 F-14
TROUBLESHOOTING AND REPAIR
ENGINE RPM ADJUSTMENT PROCEDURE (continued)
FIGURE F.1 – STROBE-TACH METHOD
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
PROCEDURE
Strobe-Tach Method
1. Turn the engine off.
2. Place a highly visible mark on a component that
rotates while the engine is running. The rotorcooling fan is a good place for this mark. See
Figure F.1.
3. Connect the strobe-tach according to the manufacturer’s instructions.
4. Start the engine and place the idle switch in the
“HIGH IDLE” position. Make sure that there is
no load on the machine.
5. Direct the strobe-tach light at the mark and synchronize the strobe-tach.
6. The tach should read between 3700 and 3800
RPM.
OUTBACK® 185
7. Move the idle switch to the “AUTO IDLE” position and wait for the idle solenoid to energize.
The engine RPM should drop and stabilize at
the low idle RPM.
8. Synchronize the strobe-tach to read the low idle
RPM.
9. The tach should read between 2250 and 2500
RPM.
10. If either of the readings is incorrect, proceed to
the Throttle Adjustment Procedure in this
section.
Page 55

Low Idle
Jam Nuts
Swivel
Fitting
Solenoid
Rubber
Boot
High Idle
Screw &
Jam Nut
Engine Speed
Control Lever
Engine
Solenoid & Fuel
Pump Bracket
Electric Fuel Pump
(codes 10926 &11121 only)
INCREASE
(RPM)
DECREASE
(RPM)
MOVING ENGINE
SPEED CONTROL
LEVER
F-15 F-15
TROUBLESHOOTING AND REPAIR
ENGINE RPM ADJUSTMENT PROCEDURE (continued)
FIGURE F.2 – FREQUENCY COUNTER METHOD
Frequency Counter Method
NOTE: A dedicated frequency counter can be
1. Set your frequency counter per the meter manufacturer’s instructions and plug it into one of
the 120VAC auxiliary receptacles.
2. Start the engine and place the idle switch in the
“HIGH IDLE” position. Make sure that there is
no load on this machine.
3. The frequency should read between 61.6 and
63.3 Hz.
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
used for this test, but many high quality
digital multimeters also have this function,
and can be easily utilized. See the manufacturer’s instructions for your frequency
counter or multimeter.
OUTBACK® 185
4. Move the idle switch to the “AUTO IDLE” position and wait for the idle solenoid to energize.
The engine RPM should drop and stabilize at
the low idle RPM.
5. The frequency should read between 47.5 and
41.6 Hz.
6. If either of the readings is incorrect, proceed to
the Throttle Adjustment Procedure later in
this section.
NOTE: For the Outback® 185, and any other
Lincoln Electric 3600 RPM (2 Pole)
machine, engine RPM can be determined
by multiplying the frequency, in Hz. by 60.
(Example: 60 Hz. x 60 = 3600 RPM).
Page 56

HIGH IDLE ADJUSTMENT
LOW IDLE ADJUSTMENT
TOP VIEW OF ENGINE
F-16 F-16
TROUBLESHOOTING AND REPAIR
ENGINE RPM ADJUSTMENT PROCEDURE (continued)
FIGURE F.3 – VIBRATACH METHOD
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Vibratach Method
A Vibratach is used to measure the vibrations
caused by the running engine. It can be positioned
anywhere where the engine vibration is reasonably
strong.
1. Read and understand the manufacturer’s
instructions for the Vibratach.
2. Start the engine and place the idle switch in the
“HIGH IDLE” position. Make sure there is no
load on the machine.
3. Position and adjust the Vibratach; is should
read between 3700 and 3800 RPM.
OUTBACK® 185
4. Move the idle switch to the “AUTO IDLE” position and wait for the idle solenoid to energize,
and the engine RPM to drop and stabilize at the
low idle RPM.
5. Position and adjust the Vibratach; it should read
between 2250 and 2500 RPM.
6. If either of the readings is incorrect, proceed to
the Throttle Adjustment Procedure later in
this section.
Page 57

F-17 F-17
TROUBLESHOOTING AND REPAIR
THROTTLE ADJUSTMENT PROCEDURE
WARNING
Service and repair should be performed only by Lincoln Electric factory trained personnel.
Unauthorized repairs performed on this equipment may result in danger to the technician
or machine operator and will invalidate your factory warranty. For your safety and to avoid
electrical shock, please observe all safety notes and precautions detailed throughout this
manual.
If for any reason you do not understand the test procedures or are unable to perform the
test/repairs safely, contact the Lincoln Electric Service Department for electrical troubleshooting assistance before you proceed. Call 1-888-935-3877.
TEST DESCRIPTION
This procedure will aid the technician in the adjustment of the throttle.
MATERIALS NEEDED
Flathead Screw
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
OUTBACK® 185
Page 58

HIGH IDLE ADJUSTMENT
LOW IDLE ADJUSTMENT
TOP VIEW OF ENGINE
F-18 F-18
TROUBLESHOOTING AND REPAIR
THROTTLE ADJUSTMENT PROCEDURE (continued)
FIGURE F.4 – HIGH AND LOW IDLE ADJUSTMENT
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
PROCEDURE
High Idle Adjustment
Check that the linkage attaching the solenoid to the
engine speed control lever is in good condition and
moves freely.
1. Start the engine and place the engine switch in
the “HIGH IDLE” position. The solenoid should
be de-energized. Be certain that there is no
load on the machine.
2. If the high idle RPM requires adjustment, using
flathead screw turn the high idle adjustment
screw. See Figure F.4. Turning the screw
clockwise will increase RPM and turning it
counterclockwise will decrease the RPM.
Engine high idle RPM should be between 3700
and 3800 RPM.
OUTBACK® 185
Low Idle Adjustment
1. With engine running and no load applied to the
machine, place the engine switch in the “AUTO
IDLE” position. Wait for the idle solenoid to
energize and the engine speed to drop and stabilize at low idle RPM.
2. If the low idle RPM requires adjustment, turn
the low idle adjustment screw. See Figure F.4.
The low idle RPM should be between 2250 and
2500 RPM.
Page 59

F-19 F-19
TROUBLESHOOTING AND REPAIR
BRUSH AND SLIP RING SERVICE PROCEDURE
WARNING
Service and repair should be performed only by Lincoln Electric factory trained personnel.
Unauthorized repairs performed on this equipment may result in danger to the technician
or machine operator and will invalidate your factory warranty. For your safety and to avoid
electrical shock, please observe all safety notes and precautions detailed throughout this
manual.
If for any reason you do not understand the test procedures or are unable to perform the
test/repairs safely, contact the Lincoln Electric Service Department for electrical troubleshooting assistance before you proceed. Call 1-888-935-3877.
PROCEDURE DESCRIPTION
This procedure provides guidance in testing and maintaining the brush and slip ring system.
MATERIALS NEEDED
500 or 600 grit emery cloth
220 or 320 grit commutator stone (Optional)
Needlenose Pliers
1/4” Nut Driver
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
OUTBACK® 185
Page 60

GENERATOR END BRACKET
BRUSH HOLDER ASSEMBLY
COVER
SCREWS (2)
LOCKING TABS
F-20 F-20
TROUBLESHOOTING AND REPAIR
BRUSH AND SLIP RING SERVICE PROCEDURE (continued)
FIGURE F.5 – BRUSH HOLDER ASSEMBLY LOCATION
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
PROCEDURE
1. Remove the brush cover from the end of the
generator.
2. Pry outward at the top of the plastic brush cover
while depressing the two locking tabs at the
sides of the cover. See Figure F.5.
3. Remove the brush and brush holder assembly.
4. Use needle-nose pliers to remove the leads
from the brush terminals, and then use the 1/4”
nut driver to remove the two screws holding the
brush holder in place. The brush holder assembly can now be pulled straight out from the end
of the generator toward the front of the
machine.
5. Examine brushes and slip rings. The slip rings,
brush holder, and brushes should be clean and
free from oil or grease. The brushes should be
making good, continuous contact with the slip
rings.
OUTBACK® 185
6. The brushes should be of sufficient length and
have adequate spring tension. Generally, the
brushes should be replaced if either brush has
less than 1/4” remaining before it reaches the
end of its travel. Spring tension should be sufficient to hold the brushes firmly against the slip
rings.
7. The brushes should be removed from the brush
holder and be examined. The terminals should
be clean. The shunt, (braided lead connecting
the carbon brush to the terminal) should be in
good condition and firmly connected to the carbon brush and to the connection terminal.
8. If the slip rings are discolored, display evidence
of excessive sparking, or the brushes have
worn prematurely; these may be signs of a
grounded or shorted roter. Perform The Rotor
Resistance Test.
Page 61

CABLE TIE
BRUSHES
F-21 F-21
TROUBLESHOOTING AND REPAIR
BRUSH AND SLIP RING SERVICE PROCEDURE (continued)
FIGURE F.6 – BRUSH REMOVAL AND REPLACEMENT
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
9. Check for evidence of sticking brushes.
Sticking brushes will normally result in the slip
rings being pitted and discolored from excessive arcing. Another sign of sticking brushes is
instability or loss of both weld and auxiliary output, but the machine may also begin to work
properly for a short time after being jarred or
moved.
10. If there is any evidence that the brushes may
have been sticking in the brush holders, a new
brush holder and brush assembly should be
installed.
Cleaning Slip Rings
1. In the event that the slip rings have become
dirty, discolored or mildly pitted, it will become
necessary to clean them using very fine 500 or
600 grit emery cloth or a 220 or 320 grit commutator stone.
OUTBACK® 185
2. Use low-pressure compressed air to thoroughly
blow the carbon, commutator stone and sandpaper dust from the machine before operating.
3. To install the brush holder assembly, push the
brushes into the brush holder assembly and
place a plastic cable tie through the holes provided. See Figure F.6.
4. Slide the brush holder assembly back into the
generator and secure with the two screws
removed earlier. Reattach the leads and
remove the cable tie. Replace the plastic generator cover.
Page 62

F-22 F-22
NOTES
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
OUTBACK® 185
Page 63

F-23 F-23
TROUBLESHOOTING AND REPAIR
ROTOR FLASHING AND VOLTAGE TEST
WARNING
Service and repair should be performed only by Lincoln Electric factory trained personnel.
Unauthorized repairs performed on this equipment may result in danger to the technician
or machine operator and will invalidate your factory warranty. For your safety and to avoid
electrical shock, please observe all safety notes and precautions detailed throughout this
manual.
If for any reason you do not understand the test procedures or are unable to perform the
test/repairs safely, contact the Lincoln Electric Service Department for electrical troubleshooting assistance before you proceed. Call 1-888-935-3877.
TEST DESCRIPTION
This test will determine if correct voltage is being applied to the rotor slip rings.
MATERIALS NEEDED
Misc. hand tools
Multimeter
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
OUTBACK® 185
Page 64

+
-
BRUSHES
SLIP RINGS
F-24 F-24
TROUBLESHOOTING AND REPAIR
ROTOR FLASHING AND VOLTAGE TEST (continued)
FIGURE F.7 – BRUSH AND SLIP RING LOCATIONS
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
PROCEDURE
1. Be certain the battery is fully charged and the
battery charging system is functioning normally.
2. Ensure that there is no load on either the weld
or auxiliary outputs.
3. Set the output control to maximum.
4. Remove the plastic brush cover from the end of
the generator. See Brush and Slip Ring
Service Procedure.
5. Attach voltmeter leads to the brush terminals.
(The positive terminal is closest to the generator winding)
6. Start the engine and place the engine switch in
the “HIGH” position.
7. The voltmeter should read about 50 VDC.
8. If the voltage reading is zero or near zero, perform the Rotor Resistance Test.
OUTBACK® 185
9. Check for battery voltage at lead 224 (J1-9).
Check that the PC board is properly grounded
at lead GND-G (J1-2). If the board is getting
battery voltage and is properly grounded,
replace the board.
10. If the voltage reading is about 3 to 5 volts DC,
check for AC voltage between Lead #7
(Terminal B2) and Lead #9 (Terminal B1). If
the voltage is about the same or higher than
the voltage reading of the brush leads, replace
the board.
11. If the AC voltage between leads #7 and #9 is
significantly lower than the DC voltage on the
brush leads, perform the Stator Short Circuit
and Ground Test and Stator Voltage Test.
Page 65

F-25 F-25
TROUBLESHOOTING AND REPAIR
BATTERY CHARGING SYSTEM TEST
WARNING
Service and repair should be performed only by Lincoln Electric factory trained personnel.
Unauthorized repairs performed on this equipment may result in danger to the technician
or machine operator and will invalidate your factory warranty. For your safety and to avoid
electrical shock, please observe all safety notes and precautions detailed throughout this
manual.
If for any reason you do not understand the test procedures or are unable to perform the
test/repairs safely, contact the Lincoln Electric Service Department for electrical troubleshooting assistance before you proceed. Call 1-888-935-3877.
TEST DESCRIPTION
This test will determine if the battery charging system is functioning properly.
MATERIALS NEEDED
Misc. hand tools
Multimeter
Jumper lead with a 10-amp inline fuse or circuit breaker
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
OUTBACK® 185
Page 66

+
-
BATTERY
F-26 F-26
TROUBLESHOOTING AND REPAIR
BATTERY CHARGING SYSTEM TEST (continued)
FIGURE F.8 – CHARGING SYSTEM
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
PROCEDURE
WARNING
DO NOT REMOVE BATTERY
CABLE WHILE MACHINE IS RUNNING, OR ATTEMPT TO OPERATE
THE ENGINE WITHOUT A BATTERY CONNECTED. Serious damage to the PC board may result.
1. Be sure the battery is fully charged, in good
condition and is securely connected.
2. Start the engine and test the voltage at the battery terminals. The meter should read between
13.5 and 14.5 volts DC.
3. If the voltage is low, shut off the engine.
OUTBACK® 185
4. Disconnect lead #208 from the engine alternator and place a fused jumper lead between the
alternator and the positive battery terminal.
See Figure F.8. See wiring diagram.
5. Start the engine and check voltage at the battery. If the DC voltage is now 13.5 to 14.5,
check leads 208, 208A, and lead 209. If these
leads and connections are good, replace the
board.
6. If the voltage is still low, or if the inline fuse
blows, the engine charging system is most likely faulty. Contact a qualified engine repair technician.
Page 67

F-27 F-27
TROUBLESHOOTING AND REPAIR
STATOR VOLTAGE TEST
WARNING
Service and repair should be performed only by Lincoln Electric factory trained personnel.
Unauthorized repairs performed on this equipment may result in danger to the technician
or machine operator and will invalidate your factory warranty. For your safety and to avoid
electrical shock, please observe all safety notes and precautions detailed throughout this
manual.
If for any reason you do not understand the test procedures or are unable to perform the
test/repairs safely, contact the Lincoln Electric Service Department for electrical troubleshooting assistance before you proceed. Call 1-888-935-3877.
TEST DESCRIPTION
This test determines if the stator is producing the correct voltage from each of the windings. This test should be performed if rotor voltage is normal but one or more of the output voltage readings are incorrect.
MATERIALS NEEDED
Miscellaneous hand tools
Wiring diagram
Multimeter
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
OUTBACK® 185
Page 68

HIGH IDLE ADJUSTMENT
LOW IDLE ADJUSTMENT
TOP VIEW OF ENGINE
F-28 F-28
TROUBLESHOOTING AND REPAIR
STATOR VOLTAGE TEST (continued)
FIGURE F.9 – HIGH AND LOW IDLE ADJUSTMENT
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
PROCEDURE
1. Verify that the engine RPM is normal. See the
Engine RPM Adjustment Procedure.
2. Start the machine and place the idle switch in
the high position. See Figure F.9.
3. Check for AC voltage between the neutral stud
on the control panel bottom and the #3 lead
connection at the CB1 circuit breaker. Also
check the voltage between the neutral stud and
the #6 lead connection at the CB1 circuit breaker. Voltage should read between 115 and 130*
volts. See wiring diagram.
4. Check for AC voltage between leads W1 and
W2. See Wiring Diagram. Voltage reading
should be about 64*VAC. Also check for AC
voltage between leads W3 and W4. Voltage
reading should be about 62*VAC. See wiring
digram.
OUTBACK® 185
5. If the voltage is not present or is significantly different from expected readings, check the wiring
between test points and the stator winding. See
wiring diagram. If the wiring is in good condition, the stator is defective.
*Voltage shown is for a stator that is at normal full
load temperature. Readings will likely be slightly
higher if machine is cold.
Page 69

F-29 F-29
TROUBLESHOOTING AND REPAIR
ROTOR RESISTANCE AND GROUND TEST (STATIC)
WARNING
Service and repair should be performed only by Lincoln Electric factory trained personnel.
Unauthorized repairs performed on this equipment may result in danger to the technician
or machine operator and will invalidate your factory warranty. For your safety and to avoid
electrical shock, please observe all safety notes and precautions detailed throughout this
manual.
If for any reason you do not understand the test procedures or are unable to perform the
test/repairs safely, contact the Lincoln Electric Service Department for electrical troubleshooting assistance before you proceed. Call 1-888-935-3877.
TEST DESCRIPTION
This test will determine if the rotor winding is open, shorted or grounded.
MATERIALS NEEDED
Miscellaneous hand tools
Ohmmeter (analog type meter required for dynamic resistance test)
Wiring Diagram
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
OUTBACK® 185
Page 70

+
BRUSHES
SLIP RINGS
F-30 F-30
TROUBLESHOOTING AND REPAIR
ROTOR RESISTANCE AND GROUND TEST (STATIC) (continued)
FIGURE F.10 – ROTOR RESISTANCE
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
PROCEDURE
1. Turn the engine off.
2. Remove the plastic cover from the end of the
generator. See Brush and Slip Ring Service
Procedure.
3. Using needle-nose pliers, remove the leads
from the brush terminals. This will electrically
isolate the rotor windings.
4. Remove the brush and brush holder assembly.
See Brush and Slip Ring Service Procedure.
5. Using the ohmmeter, check the rotor winding
resistance across the slip rings. Normal resistance is approximately 9* ohms, at 77°F.
(25°C.)
6. Measure the resistance to ground. Place one
meter probe on either of the slip rings. Place
the other probe on any good, unpainted chassis
ground. The resistance should be very high, at
least 500,000 (500k) ohms.
7. If the test does not meet the resistance specifications, then the rotor may be faulty and should
be replaced.
8. If this test meets resistance specifications, continue testing using the Dynamic Rotor
Resistance and Ground Test.
*Voltage shown is for a stator that is at normal full
load temperature. Readings will likely be slightly
higher if machine is cold.
OUTBACK® 185
Page 71

F-31 F-31
TROUBLESHOOTING AND REPAIR
ROTOR RESISTANCE AND GROUND TEST (DYNAMIC)
WARNING
Service and repair should be performed only by Lincoln Electric factory trained personnel.
Unauthorized repairs performed on this equipment may result in danger to the technician
or machine operator and will invalidate your factory warranty. For your safety and to avoid
electrical shock, please observe all safety notes and precautions detailed throughout this
manual.
If for any reason you do not understand the test procedures or are unable to perform the
test/repairs safely, contact the Lincoln Electric Service Department for electrical troubleshooting assistance before you proceed. Call 1-888-935-3877.
TEST DESCRIPTION
This test will aid the technician in checking for faults in the rotor winding.
MATERIALS NEEDED
Analog Ohmmeter
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
OUTBACK® 185
Page 72

+
-
BRUSHES
SLIP RINGS
F-32 F-32
TROUBLESHOOTING AND REPAIR
ROTOR RESISTANCE AND GROUND TEST (DYNAMIC) (continued)
FIGURE F.11 – BRUSH AND SLIP RING LOCATIONS
PROCEDURE
NOTE: This test is performed using a good quali-
1. This test requires that the brushes and slip rings
2. Perform the Brush and Slip Ring Service
3. Insulate the lead wires that had been discon-
4. Securely attach the ohmmeter leads to the
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
ty analog type ohmmeter. Many digital
meters will not provide stable or accurate
resistance readings while the rotor is spinning.
are clean, in good condition, and are properly
seated.
Procedure. Then reinstall the brush holder and
brush assembly.
nected from the brushes during the static rotor
resistance test.
brush terminals. Use clips or terminals to
attach the leads BEFORE starting the engine.
See Figure F.11.
OUTBACK® 185
5. Start the engine and run it at high idle speed.
The resistance should read approximately 9*
ohms at 77°F. (25°C.)
6. Shut off engine, and move one of the ohmmeter
leads to a good clean chassis ground connection.
7. Restart the engine and run it at high idle speed.
The resistance should be very high, at least
500,000 (500k) ohms.
8. If the resistance readings differ significantly
from the values indicated, re-check the brushes
and the brush spring tension. If the brushes
and slip rings are good, replace the rotor.
9. Re-attach the brush leads and install the brush
cover.
*NOTE: The resistance of the copper windings will
change the temperature. Higher temperatures will produce higher resistance, and
lower temperatures will produce lower
resistance.
Page 73

F-33 F-33
TROUBLESHOOTING AND REPAIR
STATOR SHORT CIRCUIT AND GROUND TEST
WARNING
Service and repair should be performed only by Lincoln Electric factory trained personnel.
Unauthorized repairs performed on this equipment may result in danger to the technician
or machine operator and will invalidate your factory warranty. For your safety and to avoid
electrical shock, please observe all safety notes and precautions detailed throughout this
manual.
If for any reason you do not understand the test procedures or are unable to perform the
test/repairs safely, contact the Lincoln Electric Service Department for electrical troubleshooting assistance before you proceed. Call 1-888-935-3877.
TEST DESCRIPTION
This test will determine if there are undesirable electrical connections between the stator
windings and chassis ground, or between individual windings within the stator. This test
should be performed if flashing voltage is present at the rotor slip rings, but the voltage
output on leads #7 and #9 is too low.
MATERIALS NEEDED
Miscellaneous hand tools
Ohmmeter
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
OUTBACK® 185
Page 74

F-34 F-34
TROUBLESHOOTING AND REPAIR
STATOR SHORT CIRCUIT AND GROUND TEST (continued)
PROCEDURE
1. Perform Case Cover Removal Procedure.
2. Disconnect anything that may be connected to
the auxiliary receptacles or the weld output terminals.
3. Disconnect and isolate GND-C lead from the
ground stud on the control panel front. See
wiring diagram.
4. Disconnect and isolate lead #5 from the neutral
stud on the control panel bottom. See wiring
diagram.
5. Disconnect the #7 and #9 leads from the PC
board.
6. Using an ohmmeter, check the resistance
between chassis ground and each of the following points; resistance should read very high:
500,000 (500k) ohms minimum.
a) The #5 lead that had been disconnected from
the neutral stud. (This tests for a grounded
auxiliary winding.)
b) The #7 or #9 lead. (This tests for a ground-
ed exciter winding.)
c) W1 or W2 lead. (This tests for a grounded
weld winding.)
d) W3 or W4 lead. (This tests for a grounded
weld winding.)
If any of these readings are less than 500,000
(500k) ohms, check for grounded components or
wiring that remain connected to the stator, such as
circuit breakers, receptacles, output rectifier, reactor, etc. See Wiring Diagram. If necessary, disconnect and isolate the stator leads as close to the
stator winding as possible. If the low resistance to
ground is determined to be in the stator windings,
the stator is defective and should be replaced.
7. If the stator is not grounded, check for short circuit connections between the windings that
should be isolated from each other.
8. Using an ohmmeter; check the resistance
between the following points. Resistance
should red very high, 500,000 (500k) ohms minimum.
a) The #5 lead that had been disconnected
from the neutral stud, and either lead #7 or
lead #9. (This checks for a connection
between the auxiliary power winding and
the excited winding.)
b) The #5 lead that had been disconnected
from the neutral stud, and lead W1 or W2.
(This checks for a connection between the
wire auxiliary power winding and one of
the weld windings.)
c) The #5 lead that has been disconnected from
the neutral stud, and lead W3 or W4. (This
checks for a connection between the auxiliary
power winding and the other weld winding.)
d) Lead #7 and lead W1 or W2. (This checks
for a connection between the exciter winding and one of the weld windings.)
e) Lead #7 and lead W3 or W4. (This checks
for a connection between the exciter winding and the other weld winding.)
If any of the above readings is less than 500,000
(500k) ohms, check for damaged, contaminated, or
shorted wiring, or defective components connected
to the stator windings. If necessary, disconnect
and isolate leads as close to the stator winding as
possible. See Wiring Diagram. If the low resistance is determined to be between the windings
within the stator, the stator is defective and should
be replaced.
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
OUTBACK® 185
Page 75

F-35 F-35
TROUBLESHOOTING AND REPAIR
WELD BOOST SYSTEM TEST
WARNING
Service and repair should be performed only by Lincoln Electric factory trained personnel.
Unauthorized repairs performed on this equipment may result in danger to the technician
or machine operator and will invalidate your factory warranty. For your safety and to avoid
electrical shock, please observe all safety notes and precautions detailed throughout this
manual.
If for any reason you do not understand the test procedures or are unable to perform the
test/repairs safely, contact the Lincoln Electric Service Department for electrical troubleshooting assistance before you proceed. Call 1-888-935-3877.
TEST DESCRIPTION
This test checks the functionality of the weld boost system. This test should be done if
the weld terminal open circuit voltage and engine RPM are normal, but the machine weld
output is low.
MATERIALS NEEDED
Resistive load bank
Misc. hand tools
Multimeter
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
OUTBACK® 185
Page 76

HIGH IDLE ADJUSTMENT
LOW IDLE ADJUSTMENT
TOP VIEW OF ENGINE
F-36 F-36
TROUBLESHOOTING AND REPAIR
WELD BOOST SYSTEM TEST (continued)
FIGURE F.12 – HIGH AND LOW IDLE ADJUSTMENT
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
PROCEDURE
1. Check that the CB4 circuit breaker is not tripped.
2. Check that the battery is fully charged and in
good condition.
3. Set the output dial to the Maximum position.
4. Start the engine and place the engine switch in
the High idle position.
5. Verify that the engine RPM is correct. See the
Engine RPM adjustment procedure.
6. Turn on the load bank and adjust to get a 165 to
190 Amp load.
7. Check engine RPM, it should not fall below 3300
RPM.
8. Read the DC voltage at the output terminals. If
the voltage is between 21 and 27, the boost system is functioning normally.
9. If the weld terminal voltage is low. Shut off the
engine and perform the Case Cover Removal
Procedure.
OUTBACK® 185
10. Start the engine and apply a load of about 80
to 100 Amps.
11. Check for AC voltage between leads 13 and 14
at the PC board. See wiring diagram.
12. If voltage is present, rotate the output control
knob and observe the voltage between leads
13 and 14. The voltage should rise and fall as
the output control is moved.
13. If the voltage at leads 13 and 14 is responding
as described above, the PC board is probably
defective.
14. If no significant voltage is detected at leads 13
and 14, and if the voltage does not respond to
changes to the output control knob setting,
check for a defective CB4 circuit breaker.
Check for poor connections or damaged wires
at leads 13, 13A and 14. If the breaker and
wires are good, the reactor is likely defective.
Page 77

F-37 F-37
TROUBLESHOOTING AND REPAIR
CASE COVER REMOVAL AND REPLACEMENT PROCEDURE
WARNING
Service and repair should be performed only by Lincoln Electric factory trained personnel.
Unauthorized repairs performed on this equipment may result in danger to the technician
or machine operator and will invalidate your factory warranty. For your safety and to avoid
electrical shock, please observe all safety notes and precautions detailed throughout this
manual.
If for any reason you do not understand the test procedures or are unable to perform the
test/repairs safely, contact the Lincoln Electric Service Department for electrical troubleshooting assistance before you proceed. Call 1-888-935-3877.
TEST DESCRIPTION
This procedure will aid the technician in the removal and replacement of the case sheet
metal covers.
MATERIALS NEEDED
3/8” Wrench
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
OUTBACK® 185
Page 78

CASE SCREWS
CASE SCREWS
F-38 F-38
TROUBLESHOOTING AND REPAIR
CASE COVER REMOVAL AND REPLACEMENT PROCEDURE (continued)
FIGURE F.13 – CASE COVER REMOVAL
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
PROCEDURE
1. Using a 3/8” wrench, remove all screws from
the top of the red sheet metal cover.
2. Lift the top cover off of the machine
3. To replace the cover, reverse the above procedure.
OUTBACK® 185
Page 79

F-39 F-39
TROUBLESHOOTING AND REPAIR
FUEL TANK AND ENCLOSURE
REMOVAL AND REPLACEMENT PROCEDURE
WARNING
Service and repair should be performed only by Lincoln Electric factory trained personnel.
Unauthorized repairs performed on this equipment may result in danger to the technician
or machine operator and will invalidate your factory warranty. For your safety and to avoid
electrical shock, please observe all safety notes and precautions detailed throughout this
manual.
If for any reason you do not understand the test procedures or are unable to perform the
test/repairs safely, contact the Lincoln Electric Service Department for electrical troubleshooting assistance before you proceed. Call 1-888-935-3877.
TEST DESCRIPTION
This procedure will aid the technician in the removal and replacement of the fuel tank
enclosure.
MATERIALS NEEDED
Approved gasoline container and pump
7/16” Wrench
Rags
Pliers
3/8” Wrench
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
OUTBACK® 185
Page 80

3/8’ SCREWS
FUEL TANK
3/8’ SCREWS
FUEL TANK ENCLOSURE
F-40 F-40
TROUBLESHOOTING AND REPAIR
FUEL TANK AND ENCLOSURE
REMOVAL AND REPLACEMENT PROCEDURE (continued)
FIGURE F.14 – FUEL TANK REMOVAL
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
PROCEDURE
WARNING
1. Perform the Case Cover Removal Procedure.
2. Close gasoline valve. “Red Lever” located on
bottom of gas tank.
3. Using a 7/16” wrench, disconnect the negative
battery cable. See Figure F.15. Note washer
placement; label and disconnect for reassembly.
4. Pump gasoline into an approved gasoline container.
Because gasoline is highly
flammable, the following
procedures should be done in
a well-ventilated area; far
away from flame, sparks, or
any other sources of ignition.
OUTBACK® 185
5. Using pliers, remove fuel line clamp located on
gasoline valve.
6. Carefully remove the fuel line from the gasoline
valve.
7. Flex the end of the sheet steel fuel tank enclosure out slightly and lift the tank out of the
machine.
8. If access to the top of the engine is required,
using the 3/8” wrench, remove the five screws
holding the bottom of the fuel tank enclosure
and lift it out of the machine.
Page 81

+
-
BATTERY
MOUNTING BRACKET
F-41 F-41
TROUBLESHOOTING AND REPAIR
FUEL TANK AND ENCLOSURE
REMOVAL AND REPLACEMENT PROCEDURE (continued)
FIGURE F.15 – BATTERY LOCATION
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
OUTBACK® 185
Page 82

F-42 F-42
NOTES
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
OUTBACK® 185
Page 83

F-43 F-43
TROUBLESHOOTING AND REPAIR
CONTROL BOX REMOVAL AND REPLACEMENT PROCEDURE
WARNING
Service and repair should be performed only by Lincoln Electric factory trained personnel.
Unauthorized repairs performed on this equipment may result in danger to the technician
or machine operator and will invalidate your factory warranty. For your safety and to avoid
electrical shock, please observe all safety notes and precautions detailed throughout this
manual.
If for any reason you do not understand the test procedures or are unable to perform the
test/repairs safely, contact the Lincoln Electric Service Department for electrical troubleshooting assistance before you proceed. Call 1-888-935-3877.
TEST DESCRIPTION
This procedure will aid the technician in the removal and replacement of the control box.
MATERIALS NEEDED
Cable Ties
Wire Marking Supplies
Wiring Diagram
Phillips Screwdriver
3/8” Wrench
7/16” Wrench
Needle Nose Pliers
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
OUTBACK® 185
Page 84

3/8’ SCREWS
CONTROL BOX
END PANEL
FUEL TANK
F-44 F-44
TROUBLESHOOTING AND REPAIR
CONTROL BOX REMOVAL AND REPLACEMENT PROCEDURE (continued)
FIGURE F.16 – CONTROL BOX REMOVAL
PROCEDURE
1. Perform the Case Cover Removal Procedure.
2. Using the 7/16” wrench, loosen battery mount-
3. Remove the battery.
4. Perform the Fuel Tank and Enclosure Removl
5. Disconnect the spark plug wire to prevent acci-
6. Replace three of the screws that had been
7. Using Phillips screwdriver, remove choke cable
8. Using pliers, remove choke cable from engine.
ing bracket. See Figure F.16.
Procedure.
dental starting of the engine.
removed when the fuel tank enclosure bottom
was removed. These screws are used to temporarily secure the end panel on the control
box.
mounting.
9. Using the wiring diagram, identify all of the
wires, wire splices, and plugs that connect control box components to the engine and generator. If any wire or connector is not clearly
marked, mark them so they can be properly
reconnected. It is also helpful to make notes as
needed.
10. Cut cable ties as needed and disconnect
these wires.
11. Remove any remaining 3/8” screws from left
side of the control box and gently lift the control box off the generator assembly.
12. Reverse the above procedure to reassemble.
13. Replace any cable ties removed during disas-
sembly.
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
OUTBACK® 185
Page 85

+
-
BATTERY
MOUNTING BRACKET
F-45 F-45
TROUBLESHOOTING AND REPAIR
CONTROL BOX REMOVAL AND REPLACEMENT PROCEDURE (continued)
FIGURE F.17 – BATTERY LOCATION
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
OUTBACK® 185
Page 86

F-46 F-46
NOTES
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
OUTBACK® 185
Page 87

F-47 F-47
TROUBLESHOOTING AND REPAIR
STATOR REMOVAL AND REPLACEMENT PROCEDURE
WARNING
Service and repair should be performed only by Lincoln Electric factory trained personnel.
Unauthorized repairs performed on this equipment may result in danger to the technician
or machine operator and will invalidate your factory warranty. For your safety and to avoid
electrical shock, please observe all safety notes and precautions detailed throughout this
manual.
If for any reason you do not understand the test procedures or are unable to perform the
test/repairs safely, contact the Lincoln Electric Service Department for electrical troubleshooting assistance before you proceed. Call 1-888-935-3877.
DESCRIPTION
This procedure will aid the technician in the removal and replacement of the stator.
MATERIALS NEEDED
1/2” Wrench
7/16” Wrench
Hoist
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
OUTBACK® 185
Page 88

TOLERANCE RING
BRUSH ASSEMBLY
BEARING BRACKET END COVER
CAST END BRACKET
HAMMER TAPPING
POINTS
F-48 F-48
TROUBLESHOOTING AND REPAIR
STATOR REMOVAL AND REPLACEMENT PROCEDURE (continued)
FIGURE F.18 – STATOR REMOVAL
PROCEDURE
1. Perform the Control Box Removal Procedure.
2. Remove the brushes. See the Brush and Slip
Ring Service Procedure.
3. Label and disconnect any wiring connecting the
engine/generator assembly to the tubular
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
frame. Remove cable ties and flexible plastic
conduit as needed. See wiring diagram.
4. Using the 1/2” wrench, remove the nuts securing the generator and engine to the rubber
mounts. Note ground lead and washer placement for reassembly. See Figure F.19.
5. Use a hoist or get a helper and lift the engine
and generator assembly out of the tubular steel
frame. Place the engine and generator assembly on a strong, solid work surface.
6. Using a 7/16” wrench, remove the four bolts
connecting the cast stator brackets. Note the
precise position of all hardware components
and washers. Using a plastic hammer, gently
and evenly tap outward on the end cast bracket. See Figure F.18.
The stator frame assembly can now be carefully
removed.
IMPORTANT: Handle and store the stator carefully to avoid damage to the windings.
OUTBACK® 185
Page 89

RUBBER ENGINE MOUNT
“OTHER ENGINE MOUNTS NOT
VISIBLE FROM THIS ANGLE
”
F-49 F-49
TROUBLESHOOTING AND REPAIR
STATOR REMOVAL AND REPLACEMENT PROCEDURE (continued)
FIGURE F.19 – NUTS & RUBBER ENGINE MOUNTS
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Installing the stator assembly:
1. If the rotor has been removed, it must be
replaced before installation of the stator assembly. See the Rotor Removal Procedure.
Important! Always use a new tolerance ring
when reassembling the brush-end end bracket.
It is also highly recommended that the bearing
be replaced.
2. Examine the cast end brackets and the stator
assembly. Be sure the locating points are free
of varnish and any debris.
3. Place the stator in the cast end bracket.
4. Clean the bearing recess in the brush end
bracket and install a new tolerance ring.
5. Place the brush end bracket over the stator.
Use a plastic or rubber hammer to tap the
bracket in place.
OUTBACK® 185
6. Adjust the stator and brackets as needed and
install the stator through bolts, placing the hardware components the same as they were
before removal.
7. Place the engine and generator assembly into
the tubular frame of the machine and loosely
install the rubber mount fasteners.
8. Make final adjustments to the position of the
brackets and stator. The stator lead bundle
should exit the end bracket at the center of the
hole provided. Evenly tighten the stator through
bolts to a torque of 4.5 to 5.5 ft-lbs.
9. Tighten the mounting fasteners.
Page 90

TOLERANCE RING
STATOR
F-50 F-50
TROUBLESHOOTING AND REPAIR
STATOR REMOVAL AND REPLACEMENT PROCEDURE (continued)
FIGURE F.20 – STATOR LOCATION
10. Check the air gap between the rotor and the
stator. Feeler gages are inserted between the
rotor and stator through the brush access
opening. A .010 gage should be able to pass
completely through the air gap and a .030
gage should not penetrate the air gap any farther than any tapered portion on the end of the
gage.
11. Reinstall the control box and fuel tank previ-
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
ously removed.
12. Replace the case wraparound cover.
OUTBACK® 185
Page 91

F-51 F-51
TROUBLESHOOTING AND REPAIR
ROTOR REMOVAL AND REPLACEMENT PROCEDURE
WARNING
Service and repair should be performed only by Lincoln Electric factory trained personnel.
Unauthorized repairs performed on this equipment may result in danger to the technician
or machine operator and will invalidate your factory warranty. For your safety and to avoid
electrical shock, please observe all safety notes and precautions detailed throughout this
manual.
If for any reason you do not understand the test procedures or are unable to perform the
test/repairs safely, contact the Lincoln Electric Service Department for electrical troubleshooting assistance before you proceed. Call 1-888-935-3877.
DESCRIPTION
This procedure will aid the technician in the removal and replacement of the rotor.
MATERIALS NEEDED
Rotor Puller Tool (See parts pages for the tool part number)
Impact Wrench
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
OUTBACK® 185
Page 92

THROUGH BOLT
ROTOR
F-52 F-52
TROUBLESHOOTING AND REPAIR
ROTOR REMOVAL AND REPLACEMENT PROCEDURE (continued)
FIGURE F.21 – ROTOR LOCATION
PROCEDURE
1. Perform the Stator Removal Procedure.
2. Remove the long through-bolt from the bearing
end of the rotor. (An impact wrench works best
for removing this through-bolt). See Figure
F.21.
3. Remove the rotor from the engine crankshaft
using the Lincoln rotor-pulling tool. See instructions supplied with the tool.
IMPORTANT
Handle and store the rotor very carefully to
avoid damage to the windings.
If necessary, the cast end bracket can now be
removed from the engine.
Replacing the Rotor
1. If the cast end bracket had been removed from
the engine, clean the mating surfaces and reinstall it on the engine at this time. Bolts should
be tightened to a torque of 22 to 24 ft-lbs.
IMPORTANT
It is highly recommended that a new bearing be
installed before the rotor is secured to the
engine crankshaft.
2. Thoroughly clean the engine crankshaft and the
rotor shaft where it mates to the engine crankshaft. Place the rotor on the crankshaft.
3. When installing rotor thru-bolt, apply threadlocking compound, (Locktite 2760 or equivalent) torque the rotor thru-bolt to 22 to 24 ft-lbs.
4. After the rotor is secured to the engine crankshaft, check the run-out at the bearing outer
race. Run out should not exceed .015” F.I.M.
5. See the stator removal and installation procedures for further assembly instructions.
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
OUTBACK® 185
Page 93

F-53 F-53
TROUBLESHOOTING AND REPAIR
RETEST AFTER REPAIR
PROCEDURE
No-load test values
High idle (No load) RPM: 3700-3800 RPM (61.7 – 63.3 Hz)
Low idle RPM: 2250-2500 RPM (37.5 – 41.7 Hz)
Weld terminal open Circuit Voltage (OCV):
Weld control at maximum: 70 – 80 VDC
Weld control at minimum: 45 – 60 VDC
Full load test values:
Weld output control set to maximum.
Output amps: 165 – 190, Volts: 21 – 27, RPM: 3300 – 3650
Weld output set to minimum:
Output amps: 40 – 55, Volts: 20 – 28
Auxiliary receptacles with weld output control set to maximum:
230 Volt receptacles:
Load amps: 22. – 25, Volts: 216 – 250 VAC
120 Volt receptacles:
Load amps: 20.2 – 24, Volts: 108 – 130 VAC
NOTE: Values shown above are for a machine that is at normal full load temperature. Readings will
likely be slightly higher if machine is cold.
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
OUTBACK® 185
Page 94

F-54 F-54
NOTES
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
OUTBACK® 185
Page 95

G-1 G-1
Electrical Diagrams . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .G-1
Wiring Diagram - Complete Machine Code 11516 (L13878) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .G-2
Schematic – Complete Machine Code 11516 (G6205) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .G-3
Schematic – Field Control / Idle PC Board (G4793-1) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .G-4
TABLE OF CONTENTS - DIAGRAM SECTION
* NOTE: Many PC Board Assemblies are now totally encapsulated, surface mounted and or multi-lay-
ered and are therefore considered to be unserviceable. Assembly drawings of these boards are
no longer provided.
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
OUTBACK® 185
Page 96

ElEcTrical DiaGramS
G-2
OUTBacK® 185
WiriNG DiaGram - cOmplETE machiNE cODE 11516 (l13878)
WORK
+
ELE
CT
RODE
CHOKE
L1
9
7
+
-
ROTOR
FIEL
D
SLIP
RIN
GS
OF
F
S1
AUTO
HIG
H
1
2
3
4
5
6
START
ER
S
OLENOID
EN
GIN
E
START
ER
FU
SE
230
OIL
LEVEL
MODUL
E
BL
UE
BL
ACK
BL
ACK
BW BW
YY
BR BR
B
IDLE
SOLEN
OID
ALT.
IGNITI
ON
C
OIL
S
SPARK
PL
UG
EN
GIN
E
OIL
LEVEL
SENSOR
(CL
OSEDWHEN
OIL LEVEL
IS TO
O LOW)
W3
W4
W1
W2
AC RE
ACTOR
FIELD / IDLER PC
BOA
RD
12
7
6
1
10
5
1
6
1
3
2
4
75
R1
76
77
J3
J1 J2
224A
224
GND-K
224
76
GND-G
215
GND-I
GND-J
213B
215A
215
213A
213
260
261
13
8
10
8
10
219
W
1A
W
3A
WRAP
1
TURN
200A
213
260
261
B2B1 B4B3
13 14
212
210A
208A
208
209A
211
209
209
77
212
GND-I
219
200A
_
+
W2
WORK
EL-B
C
B4
5A
D1
HOU
R MET
ER
LOWOIL
INDICAT
OR
L.E.D.
210A
BW
YR
210B
EL
EC
L13878PRINT
A
WIRING DIAGRAM - OUTBACK 185
14
(TO
P)
(BOTTOM)
13A
2N
D
1ST
(BOT
TOM)
4TH(TOP
)
3R
D
P4
22
4A
20
8A
75
21
1
240 V
SILVER
SILVER
6B
GN
D-G
GN
D-K
GND
NE
UTR
AL STU
D
ON C
ONT
ROL
PA
NEL B
OTTOM
5B
5B
5A
5A
5
GN
D-C
GND-E
GROU
ND ST
UD
ON C
ONT
ROL PANEL
FRO
NT
GN
D-C
WRAP IN
OPPO
SITE
DIRE
CTION
S
3
GND-D
3B
3A
11
GND-F
12
6B
6A
C
B1
30A
C
B3, 20A
C
B2
20A
J6
C
B1
30A
J5
J4
3
5
6
GND
NEG
POS
+
12
VOLT
B
ATTE
RY
GND-H
GENERATOR
SUPPO
RT
FR
AME
GROUND
G-2
NOTE: This diagram is for reference only. It may not be accurate for all machines covered by this manual. The wiring diagram specific to your code is pasted inside one of the enclosure panels of your machine.
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 97

ElEcTrical DiaGramS
G-3
OUTBacK® 185
SchEmaTic - cOmplETE machiNE cODE 11516 (G6205)
G6205
O
UTBACK 18
5
MAC
HINE SC
HEM
ATC
NONE
-
DO NOTSCALETHIS DRAWING
EQ
UIPMENT
TYPE:
SUBJECT:
SCALE:
UF
CRM40758
1
PAGE ___ OF
___
1
E
NGINEERINGCONTROLLE
D
MANUFACTURE
R:
No
THIS DOCUMENT CONTAINS PROPRIETARY INFORMATION OWNED BY LINCOLN GLOBA
L, INC.
AND MAY NOT BE DUPLICATED, COMMUNICATED
TO O
THER PARTIES OR US
ED FOR
ANY PURPOS
E WITHOUTTHE EXPRES
S WRIT
TEN PERMISSION
OF LINCOLN GLOBAL, INC.
PRO
PRIETARY & C
ONFIDENTIAL:
t
MAT
ERIAL TOLER
ANC
E ("") TO AGREE
WITHPUBLISHEDST
ANDARD
S.
ON ALLANGLE
S I
S ± .5 OF
A DEGR
EE
ON3PLACE DE
CIM
ALS
IS
± .002 in.(± 0.05
mm)
ON 2 PLAC
E D
ECIMALS I
S ± .02 in. (± 0.5 mm)
UNLESSOTHERWISE SPECIFIED TOLERANCE:
M
ANUF
ACTURING TOLER
ANCEPERE
2056
R
ELEASE
D A.02 F
ROM
X.
CHANGEDETAIL:
REFER
ENCE:
MATERI
AL
DISPOSITION:
AP
PROVAL
DATE:
PROJECT
NUMBER:
DOCUMEN
T
NUMBER:
DOCUMEN
T
REV
ISI
ON:
IF PRINT
ED
@ A1SIZ
E
UNITS:
IN
CH
3/6/
2009
mpa
trz
yk
AP
M
-
DRAWN BY:
ENGINEER:
CLEVEL
AND
APPROVED:
CONTROL:
A
G6205
+
-
+
-
DRIVER
CIRCUIT
13 kHz.
0.1
+10
V
+10VOLT
REG
ULAT
OR
CIRCUIT
20
C
R1
LO
AD
SENSOR
+10
V
IDL
E TIM
ER
(12 SEC.)
C
R1
_
WORK
B4B3
J2-3 J2-4
+
ELECTRODE
J1-12
J1-6
CHOKE
SUPPRESSO
R F
OR
D1RECTIFI
ER
130V
38J
5K
.05
+
-
ROTOR
FIEL
D
SLI
P
RI
NGS
OFF
S1
AUTO
HI
GH
START
1
2
3
4
5
6
START
ER
S
OLENOI
D
EN
GI
NE
START
ER
FU
SE
R
RW
OIL
LEVEL
MODUL
E
BL
UE
BL
ACK
BL
ACK
BW BW
YY
BR BR
B
HOU
R METER
ALT.
IG
NITI
ON
C
OIL
S
SPARK
PL
UG
ENGINE
OIL
LEVEL
SENSOR
(CL
OSEDWHEN
OIL LEVEL
IS TOO LOW)
R1
J3-5
J1-8
J3-6
J3-8
J1-9
J1-2
J3-4
J3-3
J3-9
J1-3
J2-1
J3-10
J3-7
B1
B2
J1-11 J1-5
62 V
AC
< 0
°
W3
W4
W1
W2
64 V
AC
< 90
°
ACREACTOR
A
C
REACTOR
GN
D-J
77
75
76
212
224
GND-G
LOWOIL
(RED)
name plat
e area
topleftengine
insulated inli
ne
connector
s
top engi
ne area
inside cont
rol
box botto
m left
Kohle
rs' pa
rt
Kohle
rs' pa
rt
208 bo
ard power
near LE
D
IDL
E
S
OLENOI
D
15 ohms
12 volt dc
top left rear engine
Energized for LO
W idle
( spring o
n solenoid
to hi )
LECO part
magneto type
Air filte
r
left front
,
intake
is on backsi
de of filter
asbly.
A
ll engine co
mponents
are
inside the
engine ho
using.
Engine parts a
re from
Kohle
r
Engine
muffle
r
is located in
the
middle RIGHT side area.
Engine oil fill / check / drai
n
LEFT or RIGHTsides lo
w on engine.
The
black oil cover is fill,
the
gray
one has
a dip stick o
n it
Bolt in casting is drain plu
g. Spark plugs are re
sistor type
Battery or
Pull start.
Pull is done from the lef
t rear sid
e engine
Engine is a Kohler C
S12.75
aluminum
block
w/ case iron sleeve. 12.
75HP@3600R
PM.Air Cooler
1 cylinder.
Manual
choke
(Front
on left na
me plate)
Fuel c
onsumption
charts in I
M manual
left side en
gine
SOLENOID DETAI L
coil
frame
ground
to starte
r motor
12
V
OLT
B
ATT
ERY
front
bottom ri
ght
10 amp 1
2vdc
under white cover
back of co
ntrol box
left front
panel
There is
an extra f
use
with the fuse holder
Battery MUST be > 6 VDC to use pull start cor
d.
If remove
d (gone
) or < 6vdc, en
gine will not start with pull cord.
( reason
, C
R 1 relay does not pull
in on boa
rd)
209
210A
208A
GN
D-I
back wall of co
ntrol box
BoardSchematic :
G4793
indicates qui
ck
connections
4 places
Pos. brush is closest to la
mination
9 ohms
30 min to
50 VDC max
Boost
Coils
Used to supply bd.
power during
heavy weld short
ckt condition
s.
6v in = 72 v out
1. 2 volts AC@ 55
HZ
Hi rpm
with a100
W bulb
on 115 a
ux
no load = 26mV.
brushes lower front
under cov
er
both
top front
both top
right
front top
left
under fr
ont edge
of control
box ( LEFT)
under fr
ont edge
of control
box ( RIGHT)
2N
D
1S
T (BOTTO
M)
4TH (TOP)
3R
D
82 V
AC
9
7
GND-K
SEE SOLENOIDD
ETAIL
BELOW
GND
GND-H
GENERATOR
SUPPORT
FRAME
GROUND
+
POS
NEG
240
V
SIL
VER
SIL
VER
6B
GND-G
GND-K
GND
NEUTRALST
UD
ONCO
NTROL
PANELBOTT
OM
5B
5B
5A
5A5
GND-C
GND-E
GROUNDSTUD
ONCO
NTROLPANE
L
FRONT
GND-C
WRAP 4 TUR
NS
INOPPOSITE
DI
RECTIO
NS
3
GND-D
3B
3A
11
GND-F
12
6B
6A
CB1
30
A
CB
3, 20
A
CB2
20
A
J6
CB1
30
A
J5
J4
3
5
6
210B
213B
215A
230
213A
215
209A
213
224A
4.7V
1.4V
FLASH
CURRENTPATH
8
10
97
200A
219
EL
EC
WORK
7 Ohms
TO
P
B
OTT
OM
W1
A
W3
A
EL-
B
C
B4
UNDER
CO
NTROL
BOX
13A
13
14
MAY OP
EN IF
MACHIN
E IS
OVER
LOA
DED
D1
260 261
G-3
NOTE: This diagram is for reference only. It may not be accurate for all machines covered by this manual.
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Page 98

ElEcTrical DiaGramS
G-4
OUTBacK® 185
SchEmaTic - FiElD cONTrOl / iDlE pc BOarD (G4793-1)
0.05uF
C1
600V
J1
1
J1
2
J1
3
J1
4
J1
5
J1
6
J1
7
J1
8
J1
9
J1
10
J1
11
J1
12
431I
8
6
1
X2
COM
+10V
+12V
CASE
COM
3A
600V
D2
COM
R68
475
475
R48
475
R47
R69
475
12
13
14
224N
X5
224N
5
6
7
X5
3
2
1
224N
X5
10
9
8
224N
X5
224N
11
4
X5
+10V
R67
10K
COM
0.022uF
50V
C36
0.022uF
50V
C22
COM
4536B
14
15
7
9
10
11
12
13
3
4
5
2
1
6
X4
CLOCK_INH
DECODE
OUT2
OUT1
D
C
B
A
8-BYPASS
OSC_INH
MONO_IN
IN1
RESET
SET
4536B
16
8
X4
Vdd
Vss
2901N
7
6
1
X1
2901N
9
8
14
X1
2901N5
4
2
X1
2901N
11
10
13
X1
10K
R42
+10V
+10V
COM
COM
R65
13.7K
R64
33.2K
+10V
10K
R38
133K
R24
R17
26.7K
+10V
DZ4
1W
15V
1A
400V
D12
R7
0.125
+12V
195mA
60V
Q7
.5A
40V
Q5
COM
DZ3
5W
17V
1A
400V
D11
14A
200V
D5
3A/FR
600V
D4
0.022uF
50V
C16
0.022uF
50V
C28
0.022uF
50V
C35
2901N
X1
12
3
COM
+10V
J2
1
J2
2
J2
3
J2
4
R6
2.21K
2.21K
R5
1A
30V
D9
1A
30V
D8
100K
R27
COM
750
R43
R9
162
R10
162
1W
12V
DZ2
1W
DZ1
12V
COM
C10
22uF
63V
82uF
35V
C7
5W
10
R3
5W
10
R4
5W
700
R20
1.3K
R14
B1
B2
56A
200V
Q3
D14
1A/FR
400V
18A
200V
Q1
100K
R44
5W
700
R19
1W
18V
DZ5
COM
C9
0.047uF
250V
22.1K
R39
1W
18VDZ7
1A
400V
D10
3.32K
R33
3.32K
R34
47.5
R30
47.5
R28
0.1uF
50V
C24
0.1uF
50V
C21
0.1uF
50V
C6
0.1uF
50V
C5
0.022uF
50V
C17
1K
R45
24.3K
R25
R8
332
332
R12
332
R13
0.047uF
250V
C34
R11
5W
0.51
100K
R29
100K
R26
0.1uF
50V
C18
0.1uF
50V
C20
D13
1A
400V
47pF
100V
C37
47pF
100V
C23
475
R23
TP2
50V
15J
TP1
130V
38J
9-16-2009
01
4-24-2009
APM
A4793-1G0
SCHEMATIC, FIELD/IDLE CONTROL PCB
---------
01
23
43
APM
OUTBACK 185
5026038
78
R-
PAGE OF
REVISION:
DOCUMENT
DOCUMENT
NUMBER:
NUMBER:
PROJECT
DATE:
APPROVAL
NA
DISPOSITION:
MATERIAL
SUBJECT:
EQUIPMENT TYPE:
PROPRIETARY & CONFIDENTIAL:
THIS DOCUMENT CONTAINS PROPRIETARY INFORMATION OWNED BY LINCOLN GLOBAL, INC. AND MAY NOT BE DUPLICATED, COMMUNICATED
TO OTHER PARTIES, OR USED FOR ANY PURPOSE WITHOUT THE EXPRESS WRITTEN PERMISSION OF LINCOLN GLOBAL, INC.
DRAWN BY:
ENGINEER:
APPROVED:
DESIGN INFORMATION
LAST NO. USED
C-
D-
DIODES =
ELECTRICAL SYMBOLS PER E1537
UNLESS OTHERWISE SPECIFIED)
RESISTORS = Ohms (
CAPACITORS =
MFD
GENERAL INFORMATION
(
UNLESS OTHERWISE SPECIFIED)
POWER SUPPLY SOURCE POINT
EARTH GROUND CONNECTION
(UNLESS OTHERWISE SPECIFIED)
COMMON CONNECTION
FRAME CONNECTION
SUPPLY VOLTAGE NET
LABELS
.022/50V
1/4W
1A,400V
HAVING A COMMON CODE NUMBER.
COMPONENTS OR CIRCUITRY OF CONTROLS
DIAGRAM MAY NOT SHOW THE EXACT
ABILITY OF A COMPLETE BOARD, THIS
WITHOUT AFFECTING THE INTERCHANGE-
PRINTED CIRCUIT BOARD MAY CHANGE
SINCE COMPONENTS OR CIRCUITRY ON A
G
REFERENCE:
5.1K
5W
R1
12VDC
1
2
CR1
43
5
CR1
1
J3
J3
10
J3
2
J3
9
5
J3
J3
3
7
J3
J3
4
J3
6
J3
8
CASE
CASE
330uF
100V
C2
330uF
100V
C3
0.1uF
50V
C19
B3
B4
GBPC3504W
2
3
14
D7
GBPC3504W
2
3
14
D6
COM
0.1
5W
R22
160V
0.0018F
C4
224N
8
9
10
X6
224N
1
2
3
X6
224N
7
6
5
X6
4
11
224N
X6
224N
14
13
12
X6
0.2A
30V
D18
0.2A
30V
D19
0.2A
30V
D20
D23
0.2A
30V
D22
0.2A
30V
50V
0.1uF
C25
50V
0.1uF
C40
50V
0.1uF
C38
R75
100K
100K
R51
+10V
+10V
+10V
+10V
COM
COM
COM
COM
COM
COM
R70
10
R71
1M
R73
10K
R72
4.75K
3.32K
R50
100uF
16V
C29
50V
0.022uF
C39
33074A
11
4
X7
33074A
1
2
3
X7
33074A
14
13
12
X7
33074A
8
9
10
X7
33074A
7
6
5
X7
200
R54
221
R53
R78
2K
C43
0.1uF
50V
475
R52
D21
400V
1A/FR
COM
100K
R56
50V
0.1uF
C26
2843A13
5
6
47
2
8
X3
VREF
RT/CT
VFB
COMP
CS
VCC
OUT
GND
100pF
100V
C33
C30
0.0027uF
50V
50V
0.1uF
C27
+10V
R62
10K
R61
10K
R58
22.1K
R63
51.1K
COM
4.32K
R55
820pF
50V
C13
COM
C31
0.0047uF
50V
C32
0.0047uF
50V
15K
R59
R57
2K
10K
R37
30V
0.2A
D15
249
R36
0.5A
40V
Q4
60V
195mA
Q6
10K
R35
0.022uF
50V
C42
COM
30V
0.2A
D17
30V
0.2A
D16
COM
1.8uF
20V
C15
10K
R40
+10V
R66
7.5K
2.67K
R46
8.25K
R49R76
8.25K
R74
6.19K
R60
10
162K
R41
+10V
750
R18
1K
R31
3.01K
R32
220uF
25V
C11
220uF
25V
C12
3A
100V
Q2
0.1uF
50V
C14
14A
200V
D1
14A
200V
D3
C41
50V
0.022uF
R77
10
22
R2
22
R15
20
5W
R16
DZ6
8.2V
5W
8.2V
5W
DZ8
DRS
CLUSTER 2
CLUSTER 1
CLUSTER INFORMATION
DEVELOPMENT
1L13696-1
1 & 2
CLUSTER No.ASSEMBLY No.
CR- 1
B- 4
TO IDLE
SOLENOID
10K CONTROL POT INPUT
TO IDLE
SOLENOID
+12 BATTERY
From
RUN SWITCH
9
7
219
TP-D
TP-B
FLASH
CURRENT AMP
- DIODES
+ DIODES
SNUBBER
5E
GND
77
76
75
#224
#215
OVERCURRENT
PROTECTION
OVERCURRENT
PROTECTION
#200B
+FIELD
-FIELD
NC
260
261
TOROID
TP-A
TP-C
X- 7
Q- 7 TP- 2
DZ- 7
NC
NC
NC
NC
NC
NC
G-4
NOTE: This diagram is for reference only. It may not be accurate for all machines covered by this manual.
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
 Loading...
Loading...