

Lincoln Electric IM565 User Manual
Square Wave TIG 175
RETURN TO MAIN MENU
IM565-B
April, 2000
For use with machines having Code Numbers:
Safety Depends on You
Lincoln arc welding and cutting
equipment is designed and built
with safety in mind. However, your
overall safety can be increased by
proper installation ... and thoughtful
operation on your part. DO NOT
INSTALL, OPERATE OR REPAIR
THIS EQUIPMENT WITHOUT
READING THIS MANUAL AND
THE SAFETY PRECAUTIONS
CONTAINED THROUGHOUT.
And, most importantly, think before
you act and be careful.
10265
10387
10456
Date of Purchase:
Serial Number:
Code Number:
Model:
Where Purchased:
Cleveland, Ohio 44117-1199 U.S.A. TEL: 216.481.8100 FAX: 216.486.1751 WEB SITE: www.lincolnelectric.com
OPERATOR’S MANUAL
• World's Leader in Welding and Cutting Products •
• Sales and Service through Subsidiaries and Distributors Worldwide •
i
SAFETY
WARNING
CALIFORNIA PROPOSITION 65 WARNINGS
For Diesel Engines: Diesel engine exhaust and
some of its constituents are known to the State
of California to cause cancer, birth defects, and
other reproductive harm.
ARC WELDING CAN BE HAZARDOUS. PROTECT YOURSELF AND OTHERS FROM POSSIBLE SERIOUS INJURY OR DEATH.
KEEP CHILDREN AWAY. PACEMAKER WEARERS SHOULD CONSULT WITH THEIR DOCTOR BEFORE OPERATING.
Read and understand the following safety highlights. For additional safety information, it is strongly recommended that you purchase a copy of “Safety in Welding & Cutting - ANSI Standard Z49.1” from the American Welding Society, P.O. Box 351040,
Miami, Florida 33135 or CSA Standard W117.2-1974. A Free copy of “Arc Welding Safety” booklet E205 is available from the
Lincoln Electric Company, 22801 St. Clair Avenue, Cleveland, Ohio 44117-1199.
BE SURE THAT ALL INSTALLATION, OPERATION, MAINTENANCE AND REPAIR PROCEDURES ARE
PERFORMED ONLY BY QUALIFIED INDIVIDUALS.
For Gasoline Engines: The engine exhaust from
this product contains chemicals known to the
State of California to cause cancer, birth defects,
or other reproductive harm.
i
FOR ENGINE
powered equipment.
1.a. Turn the engine off before troubleshooting and maintenance
work unless the maintenance work requires it to be running.
____________________________________________________
1.b.Operate engines in open, well-ventilated
areas or vent the engine exhaust fumes
outdoors.
____________________________________________________
1.c. Do not add the fuel near an open flame weld-
ing arc or when the engine is running. Stop
the engine and allow it to cool before refueling to prevent spilled fuel from vaporizing on
contact with hot engine parts and igniting. Do
not spill fuel when filling tank. If fuel is spilled,
wipe it up and do not start engine until fumes
have been eliminated.
____________________________________________________
1.d. Keep all equipment safety guards, covers and devices in position and in good repair.Keep hands, hair, clothing and tools
away from V-belts, gears, fans and all other moving parts
when starting, operating or repairing equipment.
____________________________________________________
1.e. In some cases it may be necessary to remove safety
guards to perform required maintenance. Remove
guards only when necessary and replace them when the
maintenance requiring their removal is complete.
Always use the greatest care when working near moving
parts.
___________________________________________________
1.f. Do not put your hands near the engine fan. Do
not attempt to override the governor or idler
by pushing on the throttle control rods while
the engine is running.
1.h. To avoid scalding, do not remove the
radiator pressure cap when the engine is
hot.
ELECTRIC AND
MAGNETIC FIELDS
may be dangerous
2.a. Electric current flowing through any conductor causes
localized Electric and Magnetic Fields (EMF). Welding
current creates EMF fields around welding cables and
welding machines
2.b. EMF fields may interfere with some pacemakers, and
welders having a pacemaker should consult their physician
before welding.
2.c. Exposure to EMF fields in welding may have other health
effects which are now not known.
2.d. All welders should use the following procedures in order to
minimize exposure to EMF fields from the welding circuit:
2.d.1.
Route the electrode and work cables together - Secure
them with tape when possible.
2.d.2. Never coil the electrode lead around your body.
2.d.3. Do not place your body between the electrode and
work cables. If the electrode cable is on your right
side, the work cable should also be on your right side.
___________________________________________________
1.g. To prevent accidentally starting gasoline engines while
turning the engine or welding generator during maintenance
work, disconnect the spark plug wires, distributor cap or
magneto wire as appropriate.
2.d.4. Connect the work cable to the workpiece as close as
possible to the area being welded.
2.d.5. Do not work next to welding power source.
Mar ‘95
ii
SAFETY
ii
ELECTRIC SHOCK can kill.
3.a. The electrode and work (or ground) circuits
are electrically “hot” when the welder is on.
Do not touch these “hot” parts with your bare
skin or wet clothing. Wear dry, hole-free
gloves to insulate hands.
3.b. Insulate yourself from work and ground using dry insulation.
Make certain the insulation is large enough to cover your full
area of physical contact with work and ground.
In addition to the normal safety precautions, if welding
must be performed under electrically hazardous
conditions (in damp locations or while wearing wet
clothing; on metal structures such as floors, gratings or
scaffolds; when in cramped positions such as sitting,
kneeling or lying, if there is a high risk of unavoidable or
accidental contact with the workpiece or ground) use
the following equipment:
• Semiautomatic DC Constant Voltage (Wire) Welder.
• DC Manual (Stick) Welder.
• AC Welder with Reduced Voltage Control.
3.c. In semiautomatic or automatic wire welding, the electrode,
electrode reel, welding head, nozzle or semiautomatic
welding gun are also electrically “hot”.
3.d. Always be sure the work cable makes a good electrical
connection with the metal being welded. The connection
should be as close as possible to the area being welded.
3.e. Ground the work or metal to be welded to a good electrical
(earth) ground.
3.f.
Maintain the electrode holder, work clamp, welding cable and
welding machine in good, safe operating condition. Replace
damaged insulation.
3.g. Never dip the electrode in water for cooling.
3.h. Never simultaneously touch electrically “hot” parts of
electrode holders connected to two welders because voltage
between the two can be the total of the open circuit voltage
of both welders.
3.i. When working above floor level, use a safety belt to protect
yourself from a fall should you get a shock.
3.j. Also see Items 6.c. and 8.
ARC RAYS can burn.
4.a. Use a shield with the proper filter and cover
plates to protect your eyes from sparks and
the rays of the arc when welding or observing
open arc welding. Headshield and filter lens
should conform to ANSI Z87. I standards.
4.b. Use suitable clothing made from durable flame-resistant
material to protect your skin and that of your helpers from
the arc rays.
4.c. Protect other nearby personnel with suitable, non-flammable
screening and/or warn them not to watch the arc nor expose
themselves to the arc rays or to hot spatter or metal.
FUMES AND GASES
can be dangerous.
5.a. Welding may produce fumes and gases
hazardous to health. Avoid breathing these
fumes and gases.When welding, keep
your head out of the fume. Use enough
ventilation and/or exhaust at the arc to keep
fumes and gases away from the breathing zone. When
welding with electrodes which require special
ventilation such as stainless or hard facing (see
instructions on container or MSDS) or on lead or
cadmium plated steel and other metals or coatings
which produce highly toxic fumes, keep exposure as
low as possible and below Threshold Limit Values (TLV)
using local exhaust or mechanical ventilation. In
confined spaces or in some circumstances, outdoors, a
respirator may be required. Additional precautions are
also required when welding on galvanized steel.
5.b.
Do not weld in locations near chlorinated hydrocarbon
coming from degreasing, cleaning or spraying operations.
The heat and rays of the arc can react with solvent vapors
form phosgene, a highly toxic gas, and other irritating
products.
5.c. Shielding gases used for arc welding can displace air and
cause injury or death. Always use enough ventilation,
especially in confined areas, to insure breathing air is safe.
5.d. Read and understand the manufacturer’s instructions for this
equipment and the consumables to be used, including the
material safety data sheet (MSDS) and follow your
employer’s safety practices. MSDS forms are available from
your welding distributor or from the manufacturer.
vapors
to
5.e. Also see item 1.b.
Mar ‘95

iii
SAFETY
iii
WELDING SPARKS can
cause fire or explosion.
6.a.
Remove fire hazards from the welding area.
If this is not possible, cover them to prevent
the welding sparks from starting a fire.
materials from welding can easily go through small cracks
and openings to adjacent areas. Avoid welding near
hydraulic lines. Have a fire extinguisher readily available.
6.b. Where compressed gases are to be used at the job site,
special precautions should be used to prevent hazardous
situations. Refer to “Safety in Welding and Cutting” (ANSI
Standard Z49.1) and the operating information for the
equipment being used.
6.c. When not welding, make certain no part of the electrode
circuit is touching the work or ground. Accidental contact can
cause overheating and create a fire hazard.
6.d. Do not heat, cut or weld tanks, drums or containers until the
proper steps have been taken to insure that such procedures
will not cause flammable or toxic vapors from substances
inside. They can cause an explosion even
been “cleaned”. For information, purchase “Recommended
Safe Practices for the
Containers and Piping That Have Held Hazardous
Substances”, AWS F4.1 from the American Welding Society
(see address above).
6.e. Vent hollow castings or containers before heating, cutting or
welding. They may explode.
Sparks and spatter are thrown from the welding arc. Wear oil
6.f.
free protective garments such as leather gloves, heavy shirt,
cuffless trousers, high shoes and a cap over your hair. Wear
ear plugs when welding out of position or in confined places.
Always wear safety glasses with side shields when in a
welding area.
6.g. Connect the work cable to the work as close to the welding
area as practical. Work cables connected to the building
framework or other locations away from the welding area
increase the possibility of the welding current passing
through lifting chains, crane cables or other alternate circuits.
This can create fire hazards or overheat lifting chains or
cables until they fail.
6.h. Also see item 1.c.
Remember that welding sparks and hot
though
they have
Preparation
for Welding and Cutting of
CYLINDER may explode
if damaged.
7.a. Use only compressed gas cylinders
containing the correct shielding gas for the
process used and properly operating
regulators designed for the gas and
pressure used. All hoses, fittings, etc. should be suitable for
the application and maintained in good condition.
7.b. Always keep cylinders in an upright position securely
chained to an undercarriage or fixed support.
7.c. Cylinders should be located:
• Away from areas where they may be struck or subjected to
physical damage.
• A safe distance from arc welding or cutting operations and
any other source of heat, sparks, or flame.
7.d. Never allow the electrode, electrode holder or any other
electrically “hot” parts to touch a cylinder.
7.e. Keep your head and face away from the cylinder valve outlet
when opening the cylinder valve.
7.f. Valve protection caps should always be in place and hand
tight except when the cylinder is in use or connected for
use.
7.g. Read and follow the instructions on compressed gas
cylinders, associated equipment, and CGA publication P-l,
“Precautions for Safe Handling of Compressed Gases in
Cylinders,” available from the Compressed Gas Association
1235 Jefferson Davis Highway, Arlington, VA 22202.
FOR ELECTRICALLY
powered equipment.
8.a. Turn off input power using the disconnect
switch at the fuse box before working on
the equipment.
8.b. Install equipment in accordance with the U.S. National
Electrical Code, all local codes and the manufacturer’s
recommendations.
8.c. Ground the equipment in accordance with the U.S. National
Electrical Code and the manufacturer’s recommendations.
Mar ‘95

iv
SAFETY
iv
PRÉCAUTIONS DE SÛRETÉ
Pour
votre propre protection lire et observer toutes les instructions
et les précautions de sûreté specifiques qui parraissent dans ce
manuel aussi bien que les précautions de sûreté générales suivantes:
Sûreté Pour Soudage A L’Arc
1. Protegez-vous contre la secousse électrique:
a. Les circuits à l’électrode et à la piéce sont sous tension
quand la machine à souder est en marche. Eviter toujours
tout contact entre les parties sous tension et la peau nue
ou les vétements mouillés. Porter des gants secs et sans
trous pour isoler les mains.
b. Faire trés attention de bien s’isoler de la masse quand on
soude dans des endroits humides, ou sur un plancher metallique ou des grilles metalliques, principalement dans
les positions assis ou couché pour lesquelles une grande
partie du corps peut être en contact avec la masse.
c. Maintenir le porte-électrode, la pince de masse, le câble de
soudage et la machine à souder en bon et sûr état defonctionnement.
d.Ne jamais plonger le porte-électrode dans l’eau pour le
refroidir.
e. Ne jamais toucher simultanément les parties sous tension
des porte-électrodes connectés à deux machines à souder parce que la tension entre les deux pinces peut être le
total de la tension à vide des deux machines.
f. Si on utilise la machine à souder comme une source de
courant pour soudage semi-automatique, ces precautions
pour le porte-électrode s’applicuent aussi au pistolet de
soudage.
6. Eloigner les matériaux inflammables ou les recouvrir afin de
prévenir tout risque d’incendie dû aux étincelles.
7. Quand on ne soud
la masse. Un court-circuit accidental peut provoquer un
échauffement et un risque d’incendie.
8. S’assurer que la masse est connectée le plus prés possible de
la zone de travail qu’il est pratique de le faire. Si on place la
masse sur la charpente de la construction ou d’autres endroits
éloignés de la zone de travail, on augmente le risque de voir
passer le courant de soudage par les chaines de levage,
câbles de grue, ou autres circuits. Cela peut provoquer des
risques d’incendie ou d’echauffement des chaines et des
câbles jusqu’à ce qu’ils se rompent.
9. Assurer une ventilation suffisante dans la zone de soudage.
Ceci est particuliérement important pour le soudage de tôles
galvanisées plombées, ou cadmiées ou tout autre métal qui
produit des fumeés toxiques.
10. Ne pas souder en présence de vapeurs de chlore provenant
d’opérations de dégraissage, nettoyage ou pistolage. La
chaleur ou les rayons de l’arc peuvent réagir avec les vapeurs
du solvant pour produire du phosgéne (gas fortement toxique)
ou autres produits irritants.
11. Pour obtenir de plus amples renseignements sur la sûreté, voir
le code “Code for safety in welding and cutting” CSA Standard
W 117.2-1974.
e pas, poser la pince à une endroit isolé de
2. Dans le cas de travail au dessus du niveau du sol, se protéger
contre les chutes dans le cas ou on recoit un choc. Ne jamais
enrouler le câble-électrode autour de n’importe quelle partie
du corps.
3. Un coup d’arc peut être plus sévère qu’un coup de soliel,
donc:
a. Utiliser un bon masque avec un verre filtrant approprié
ainsi qu’un verre blanc afin de se protéger les yeux du rayonnement de l’arc et des projections quand on soude ou
quand on regarde l’arc.
b. Porter des vêtements convenables afin de protéger la peau
de soudeur et des aides contre le rayonnement de l‘arc.
c. Protéger l’autre personnel travaillant à proximité au
soudage à l’aide d’écrans appropriés et non-inflammables.
4. Des gouttes de laitier en fusion sont émises de l’arc de
soudage. Se protéger avec des vêtements de protection libres
de l’huile, tels que les gants en cuir, chemise épaisse, pantalons sans revers, et chaussures montantes.
5. Toujours porter des lunettes de sécurité dans la zone de
soudage. Utiliser des lunettes avec écrans lateraux dans les
zones où l’on pique le laitier.
PRÉCAUTIONS DE SÛRETÉ POUR
LES MACHINES À SOUDER À
TRANSFORMATEUR ET À
REDRESSEUR
1. Relier à la terre le chassis du poste conformement au code de
l’électricité et aux recommendations du fabricant. Le dispositif
de montage ou la piece à souder doit être branché à une
bonne mise à la terre.
2. Autant que possible, I’installation et l’entretien du poste seront
effectués par un électricien qualifié.
3. Avant de faires des travaux à l’interieur de poste, la debrancher à l’interrupteur à la boite de fusibles.
4. Garder tous les couvercles et dispositifs de sûreté à leur
place.
Mar. ‘93

for selecting a QUALITY product by Lincoln Electric. We want you
Thank You
to take pride in operating this Lincoln Electric Company product •••
as much pride as we have in bringing this product to you!
Please Examine Carton and Equipment For Damage Immediately
When this equipment is shipped, title passes to the purchaser upon receipt by the carrier. Consequently, Claims
for material damaged in shipment must be made by the purchaser against the transportation company at the
time the shipment is received.
Please record your equipment identification information below for future reference.This information can be found
on your machine nameplate.
Model Name & Number _____________________________________
Code & Serial Number _____________________________________
Date of Purchase _____________________________________
Whenever you request replacement parts for or information on this equipment always supply the information you
have recorded above.
vv
Read this Operators Manual completely before attempting to use this equipment. Save this manual and keep it
handy for quick reference. Pay particular attention to the safety instructions we have provided for your protection.
The level of seriousness to be applied to each is explained below:
WARNING
This statement appears where the information must be followed exactly to avoid serious personal injury or
loss of life.
CAUTION
This statement appears where the information must be followed to avoid minor personal injury or damage to
this equipment.

TABLE OF CONTENTS
Page
SAFETY .........................................................................................................................i-iv
INSTALLATION SECTION .................................................................................................1
TECHNICAL SPECIFICATIONS......................................................................................1
SELECT SUITABLE LOCATION......................................................................................2
STACKING ................................................................................................................2
LIFTING & MOVING .................................................................................................2
TILTING .....................................................................................................................2
ENVIRONMENTAL RATING ............................................................................................2
MACHINE GROUNDING AND HIGH FREQUENCY INTERFERENCE PROTECTION.2
INPUT CONNECTIONS ..................................................................................................3
INPUT RECONNECT PROCEDURE ..............................................................................3
OUTPUT CONNECTIONS ..............................................................................................4
CONNECTIONS FOR TIG (GTAW) WELDING.........................................................4
TIG TORCH CONNECTION ...............................................................................4
WORK CABLE CONNECTION...........................................................................4
SHIELDING GAS CONNECTION ......................................................................4
REMOTE CONTROL CONNECTION.................................................................5
CONNECTIONS FOR STICK (SMAW) WELDING ..................................................5
STICK ELECTRODE CABLE AND WORK CABLE CONNECTION ..................5
vivi
OPERATION SECTION ......................................................................................................6
SAFETY PRECAUTIONS................................................................................................6
GENERAL DESCRIPTION..............................................................................................6
INCLUDED EQUIPMENT .........................................................................................6
FOR GTAW (TIG WELDING):.............................................................................6
FOR SMAW (STICK WELDING): .......................................................................6
FOR INSTALLATION AND STARTUP: ...............................................................6
WELDING CAPABILITY ............................................................................................6
CONTROLS AND SETTINGS .........................................................................................7
OPERATING STEPS .......................................................................................................8
WELDING IN TIG MODE..........................................................................................8
AMPTROLTMACCESSORY OPERATION...........................................................8
BENEFITS OF THE SQUARE WAVE DESIGN ..................................................8
WELDING IN STICK MODE ....................................................................................9
ACCESSORIES SECTION...............................................................................................10
MAINTENANCE SECTION ..............................................................................................11
TROUBLESHOOTING SECTION.....................................................................................12
DIAGRAM SECTION........................................................................................................19
WIRING DIAGRAM 208/230 V MODEL ........................................................................19
WIRING DIAGRAM 460/575 V MODEL ........................................................................20
PARTS LISTS.......................................................................................................Appendix
1
INSTALLATION
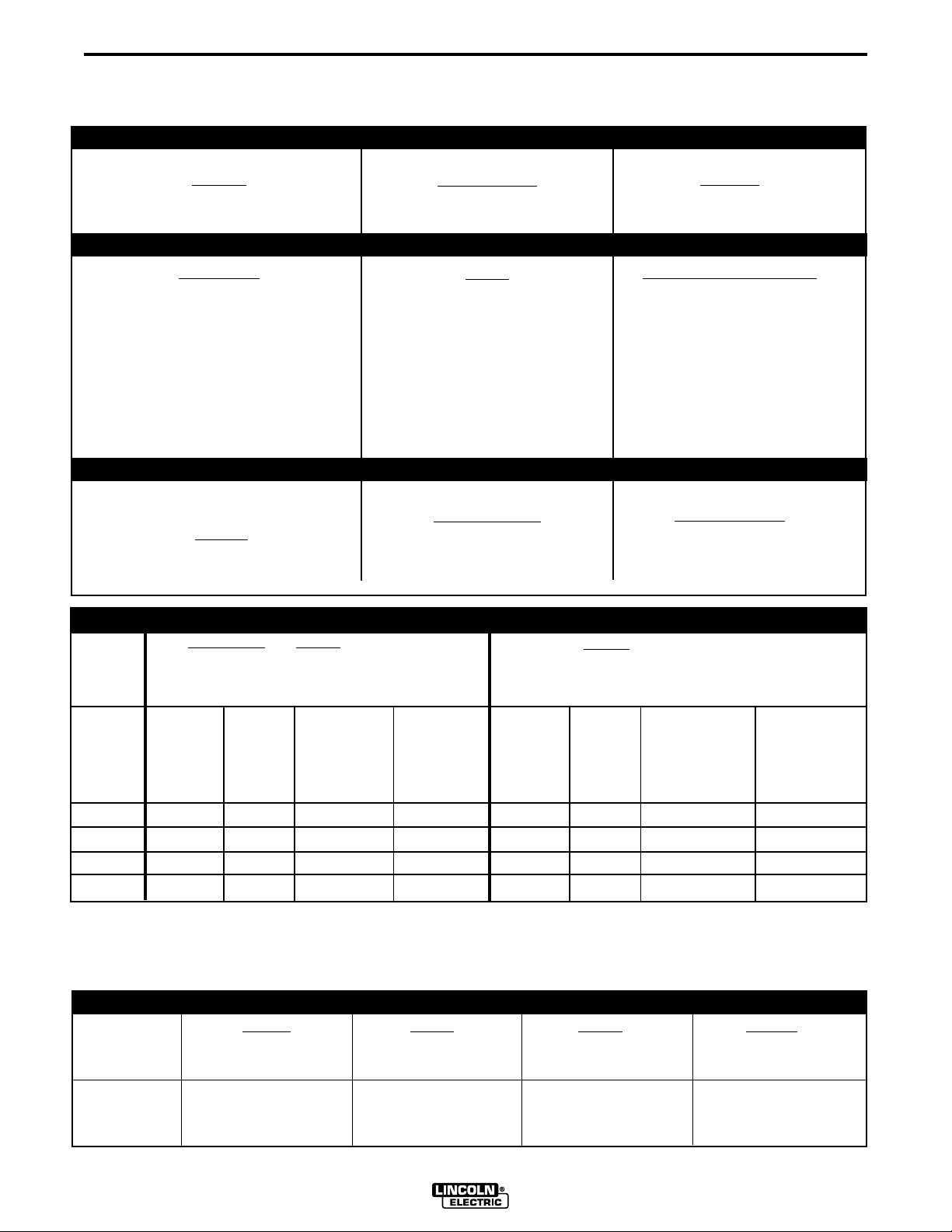
TECHNICAL SPECIFICATIONS - Square Wave TIG 175 (K1478-1 & -2 only)
INPUT - SINGLE PHASE ONLY
Standard
Voltage
208/230/1/60
460/575/1/60
Duty Cyc
le
GTAW 25% Duty Cycle
40% Duty Cycle
60% Duty Cycle
100% Duty Cycle
Input Current at
Rated Output
59/53 AC/DC Stick & DC TIG - 72/65 AC TIG
27/22 AC/DC Stick & DC TIG - 33/27 AC TIG
RATED OUTPUT
Amps
150
125
110
90
V
olts at Rated Amperes
Code
Number
10265
10387
14.8 V AC/DC
14.5 V AC/DC
14.3 V AC/DC
14.1V AC/DC
1
SMAW 25% Duty Cycle
40% Duty Cycle
60% Duty Cycle
100% Duty Cycle
150
125
110
90
26.0 V AC/DC
25.0 V AC/DC
24.4 V AC/DC
23.6 V AC/DC
OUTPUT
Maximum Open
ype of Output
Output Current
Rang
e
10-175 Amps
AC and DC
cuit Voltage
Cir
(STICK AND TIG)
AC OCV: 74
DC OCV: 59
RECOMMENDED INPUT WIRE AND FUSE SIZES
For AC/DC Stick and DC TIG Welding at 150A/25%
Duty Cycle and for AC TIG Welding up to
110A/25% Duty Cycle. Based on the 1996 U.S.
National Electrical Code
Type 75°C
Input
Voltage /
phase/
Frequency
208/1/60
230/1/60
460/1/60
575/1/60
(1)
The National Electrical Code permits operation at rated output and duty cycle from a 50 amp receptacle when supply lines and fuses are sized per this table.
Fuse
(Super Lag)
or Breaker
Size
100
100
50
40
Input
Ampere
Rating on
Nameplate
59
53
27
22
Type 75°C
Copper Wire in
Conduit AWG
(IEC) Sizes
10 (5.2 mm2)
10 (5.2 mm2)
14 (2.1 mm2)
14 (2.1 mm2)
Copper Ground
Wire in
Conduit AWG
(IEC) Sizes
10 (5.2 mm2)
10 (5.2 mm2)
14 (2.1 mm2)
14 (2.1 mm2)
(Super Lag)
or Breaker
For AC TIG Welding at 150 A/25% Duty
Cycle, Based on the 1996 U.S. National
Fuse
Size
125
125
60
50
Input
Ampere
Rating on
Nameplate
72
65
33
27
T
CC (Constant Current)
AC/DC
(1)
Electrical Code
Type 75°C
Copper Wire in
Conduit AWG
(IEC) Sizes
8 (8.2 mm2)
8 (8.2 mm2)
14 (2.1 mm2)
14 (2.1 mm2)
Type 75°C
Copper Ground
Wire in
Conduit AWG
(IEC) Sizes
8 (8.2 mm2)
8 (8.2 mm2)
14 (2.1 mm2)
14 (2.1 mm2)
PHYSICAL DIMENSIONS
Height Width Depth Weight
Power 19.53 in. 13.72 in. 24.94 in. Approx. 200 lbs.
Source
Power Source 27.93 in. 19.22 in. 36.74 in. Approx. 230 lbs.
on
Undercarriage
496 mm 349 mm 633 mm 90.9 kgs.
709 mm 488 mm 933 mm 105 kgs.
SQUARE WAVE TIG 175
2
INSTALLATION
2
Read entire installation section before starting
installation.
Safety Precautions
WARNING
ELECTRIC SHOCK can kill.
• Only qualified personnel should
perform this installation.
• Turn the input power OFF at the
disconnect switch or fuse box
before working on this
equipment.
• Do not touch electrically hot
parts.
• Always connect the Square Wave TIG 175 to
a power supply grounded per the National
Electrical Code and any local codes.
SELECT SUITABLE LOCATION
Place the welder where clean cooling air can freely circulate in through the rear louvers and out through the
front and side louvers. Dirt, dust or any foreign material that can be drawn into the welder should be kept at
a minimum. Failure to observe these precautions can
result in excessive operating temperatures and nuisance shut-downs.
STACKING
Square Wave TIG 175’s cannot
LIFTING AND MOVING
The Square Wave TIG 175 should be lifted by two or
more people or with a hoist. (It weighs approximately
200 lbs./90.9 kg.) Its lifting handles are designed to
make lifting more convenient. An optional undercarriage
is available to easily move the unit. Refer to the
Accessories section of this manual.
TILTING
Each machine must be placed on a secure, level
surface, either directly or on a recommended
undercarriage. The machine may topple over if this
procedure is not followed.
ENVIRONMENTAL RATING
be stacked.
MACHINE GROUNDING AND HIGH FREQUENCY INTERFERENCE PROTECTION
The welder must be grounded. See your local and national
electrical codes for proper grounding methods.
The high frequency generator, being similar to a radio
transmitter, can be blamed for radio, TV and electronic
equipment interference problems.These problems may
be the result of radiated interference. Proper grounding
methods can reduce or eliminate radiated interference.
Radiated interference can develop in the following four
ways:
1. Direct interference radiated from the welder.
2. Direct interference radiated from the welding leads.
3. Direct interference radiated from feedback into the
power lines.
4. Interference from re-radiation of “pickup” by
ungrounded metallic objects.
Keeping these contributing factors in mind, installing
equipment per the following instructions should minimize problems.
1. Keep the welder power supply lines as short as possible and enclose as much of them as possible in
rigid metallic conduit or equivalent shielding for a
distance of 50 feet (15.2m). There should be good
electrical contact between this conduit and the
welder case ground. Both ends of the conduit
should be connected to a driven ground and the
entire length should be continuous.
2. Keep the work and electrode leads as short as possible and as close together as possible. Lengths
should not exceed 25 ft (7.6m). Tape the leads
together when practical.
3. Be sure the torch and work cable rubber coverings
are free of cuts and cracks that allow high frequency leakage.
The Square Wave TIG 175 power source carries an
IP21 environmental rating. It may be used in normal
industrial and commercial environments. Avoid using
it in environments which have falling water such as
rain. Read and follow “Electric Shock Warnings” in the
Safety section if welding must be performed under
electrically hazardous conditions such as welding in
wet areas or on or in the workpiece.
SQUARE WAVE TIG 175
4. Keep the torch in good repair and all connections
tight to reduce high frequency leakage.
5. The work piece must be connected to an earth
ground close to the work clamp, using one of the following methods:
a) A metal underground water pipe in direct contact

3
INSTALLATION
3
with the earth for ten feet or more.
b) A 3/4” (19mm) galvanized pipe or a 5/8” (16mm)
solid galvanized iron, steel or copper rod driven
at least eight feet into the ground.
The ground should be securely made and the grounding cable should be as short as possible using cable of
the same size as the work cable, or larger. Grounding
to the building frame electrical conduit or a long pipe
system can result in re-radiation, effectively making
these members radiating antennas.
6. Keep cover and all screws securely in place.
7. Electrical conductors within 50 ft (15.2m) of the
welder should be enclosed in grounded rigid metallic conduit or equivalent shielding, wherever possible. Flexible metallic conduit is generally not suitable.
8. When the welder is enclosed in a metal building, the
metal building should be connected to several good
earth driven electrical grounds (as in 5 (b) above)
around the periphery of the building.
Failure to observe these recommended installation
procedures can cause radio or TV and electronic
equipment interference problems and result in unsatisfactory welding performance resulting from lost high
frequency power.
ing at high currents.
INPUT RECONNECT PROCEDURE
On multiple input voltage welders, be sure the machine
is connected per the following instructions for the voltage being supplied to the welder.
CAUTION
Failure to follow these instructions can cause immediate failure of components within the welder.
___________________________________________
Multiple voltage models are shipped connected for the
highest voltage. To change this connection refer to the
following instructions.
WARNING
ELECTRIC SHOCK can kill.
• Turn the input power OFF at the
disconnect switch or fuse box
before working on this
equipment.
For the lowest rated voltage connection (Refer to figure A.1):
1. Remove the sheet metal cover.
INPUT CONNECTIONS
Be sure the voltage, phase, and frequency of the input
power is as specified on the rating plate, located on the
rear of the machine.
208/230 volt models have a NEMA 6-50P plug
attached to the input power cord and a NEMA 6-50R
receptacle is included. Other voltage models have an
input power cord but no plug or receptacle.
Have a qualified electrician provide input power supply
to the receptacle or cord in accordance with all local
and national electrical codes. Use a single phase line
or one phase of a two or three phase line. Choose an
input and grounding wire size according to local or
national codes. Refer to the Technical Specifications
page at the beginning of this section. Fuse the input
circuit with the recommended super lag fuses or delay
1
type
circuit breakers. Using fuses or circuit breakers
smaller than recommended may result in “nuisance”
shut-offs from welder inrush currents even if not weld-
1
Also called “inverse time” or “thermal/magnetic” circuit breakers; circuit breakers which have a delay in tripping action that decreases as the magnitude of
the current increases.
2. Disconnect lead H3 from the power switch and insulate with the insulation from the H2 lead.
3. Connect lead H2 to the power switch where H3 was
connected.
4. Tighten connections.
5. Replace sheet metal cover and all screws
For the highest rated voltage connection (Refer to figure A.1):
The machine is normally shipped connected for the
highest rated voltage, however verify the following:
1. Remove the sheet metal cover.
2. Disconnect lead H2 from the power switch and insulate with the insulation from the H3 lead.
3. Connect lead H3 to the line switch where H2 was
connected.
4. Tighten connections.
5. Replace sheet metal cover and all screws.
SQUARE WAVE TIG 175
 Loading...
Loading...