

Page 1

CONTROL NUMÉRICO COMPUTERIZADO
BLOQUE III: PROGRAMACIÓN. FAGOR 8025.
Page 2

Apuntes de: C
ONTROL NUMÉRICO COMPUTERIZADO TEMA
ÍNDICE
ÍNDICE 2
1.- INTRODUCCIÓN 7
1.1.- EL LENGUAJE FAGOR CNC 8025/8030. ___________________________________________ 7
1.2.- ORÍGENES. __________________________________________________________________ 7
1.3.- BLOQUE DE PROGRAMACIÓN ESTÁNDAR. _______________________________________ 7
1.3.1.- Ejemplo_________________________________________________________ 8
1.4.- PROGRAMACIÓN PARAMÉTRICA. _______________________________________________ 9
1.5.- FUNCIONES MÁS UTILIZADAS._________________________________________________ 10
1.6.- FUNCIONES AUXILIARES. _____________________________________________________ 11
1.6.1.- Parada de programa. M00._________________________________________ 11
1.6.2.- Parada condicional del programa. M01. _______________________________ 11
1.6.3.- Final de programa. M02.___________________________________________ 12
1.6.4.- Final de programa y vuelta a condiciones iniciales. M30.__________________ 12
1.6.5.- Arranque de cabezal. M03 / M04.____________________________________ 12
1.6.6.- Parada del cabezal. M05. __________________________________________ 12
1.6.7.- Código de cambio de herramienta. M06. ______________________________ 12
1.6.8.- Activar y desactivar refrigerante. M08 / M09. ___________________________ 12
1.6.9.- Abrir y cerrar protección. M10 / M11. _________________________________ 12
1.6.10.- Abrir y cerrar almacén de herramientas. M15 / M16. ____________________ 13
1.6.11.- Sujetar y soltar pinza de herramienta. M20 / M21. ______________________ 13
1.6.12.- Abrir y cerrar sujeción de pieza. M17 / M18. __________________________ 13
1.7.- FUNCIONES PREPARATORIAS. ________________________________________________ 13
1.7.1.- Programación absoluta o incremental. G90 / G91._______________________ 13
1.7.2.- Programación en milímetros o pulgadas. G71 / G70._____________________ 14
1.7.3.- Velocidad de avance. G94 / G95.____________________________________ 15
1.7.4.- Velocidad de corte. G96 / G97.______________________________________ 15
2.- FUNCIONES DE CONTROL DE TRAYECTORIAS (I). 17
2.1.- FUNCIONES DE COMPENSACIÓN. G43/G44. G41/G42/G40. _________________________ 17
2.1.1.- Introducción ____________________________________________________ 17
2.1.2.- Compensación de Radio. G41/G42.__________________________________ 17
2.1.3.- Anulación de Compensación de radio. G40. ___________________________ 18
2.1.4.- Compensación de Longitud (Solo Fresadora). G43.______________________ 18
2.1.5.- Anulación Compensación de Longitud. G44. ___________________________ 19
2.2.- POSICIONAMIENTO RÁPIDO. G00. ______________________________________________ 20
2.2.1.- Descripción y Sintaxis del Bloque____________________________________ 20
2.2.2.- Comentarios sobre la Programación _________________________________ 20
2.2.3.- Ejemplos _______________________________________________________ 20
2.3.- INTERPOLACIÓN LINEAL. G01. _________________________________________________ 23
2.3.1.- Descripción y Sintaxis del Bloque____________________________________ 23
2.3.2.- Comentarios sobre la Programación _________________________________ 23
2.3.3.- Ejemplos _______________________________________________________ 23
2.4.- INTERPOLACIÓN CIRCULAR. G02/G03. __________________________________________ 30
2.4.1.- Descripción y Sintaxis del Bloque____________________________________ 30
2.4.2.- Programación de G02/G03 En coordenadas Cartesianas: punto final y centro _ 31
2.4.3.- Programación de G02/G03 En coordenadas Cartesianas: punto final y Radio _ 31
Páginas: 2
Page 3

Apuntes de: C
2.4.4.- Programación de G02/G03 En coordenadas Polares: Centro y ángulo del Punto Final
2.4.5.- Programación del Centro en Coordenadas Absolutas (No Simulada).________ 33
2.4.6.- Ejemplos _______________________________________________________ 34
ONTROL NUMÉRICO COMPUTERIZADO BLOQUE III: APUNTES DE C.N.C.
_______________________________________________________________ 33
3.- EJES, SISTEMAS DE COORDENADAS Y LLAMADAS A BLOQUES. 41
3.1.- GUARDAR / RECUPERAR ORIGEN DE COORDENADAS. G31. G32.___________________ 41
3.1.1.- Descripción y Sintasix_____________________________________________ 41
3.1.2.- Ejemplos _______________________________________________________ 41
3.2.- PRESELECCIÓN DE COTAS. G92. ______________________________________________ 42
3.2.1.- Descripción y Sintaxis del Bloque. ___________________________________ 42
3.2.2.- Limitación de velocidad del Cabezal. G92._____________________________ 42
3.2.3.- Ejemplos _______________________________________________________ 43
3.3.- PRESELECCIÓN DE ORIGEN DE COORDENADAS POLARES. G93. ___________________ 46
3.3.1.- Descripción y Sintaxis del Bloque. ___________________________________ 46
3.3.2.- Ejemplos _______________________________________________________ 46
3.4.- TRASLADO DE ORIGEN. G53. G54. G55. G56. G57. G58. G59. _______________________ 50
3.4.1.- Descripción _____________________________________________________ 50
3.4.2.- Carga del Origen ________________________________________________ 50
3.4.3.- Activación del Origen._____________________________________________ 50
3.4.4.- Ejemplos _______________________________________________________ 50
4.- FUNCIONES DE CONTROL DE TRAYECTORIAS (II). 57
4.1.- INTERPOLACIÓN CIRCULAR TANGENTE A LA TRAYECTORIA ANTERIOR. G08. ________ 57
4.1.1.- Descripción y Sintaxis del Bloque____________________________________ 57
4.1.2.- Programación de G08 En coordenadas Cartesianas _____________________ 57
4.1.3.- Programación de G08 En coordenadas Polares (No simulado en WinUnisoft) _ 57
4.1.4.- Ejemplos _______________________________________________________ 58
4.2.- INTERPOLACIÓN CIRCULAR DEFINIDA POR TRES PUNTOS. G09. ___________________ 61
4.2.1.- Descripción y Sintaxis del Bloque____________________________________ 61
4.2.2.- Programación de G09 En coordenadas Cartesianas _____________________ 61
4.2.3.- Programación de G09 En coordenadas Polares ________________________ 61
4.2.4.- Ejemplos _______________________________________________________ 62
4.3.- REDONDEO CONTROLADO DE ARISTAS. G36. ___________________________________ 66
4.3.1.- Descripción y Sintaxis del Bloque____________________________________ 66
4.3.2.- Ejemplos _______________________________________________________ 66
4.4.- ACHAFLANADO CONTROLADO DE ARISTAS. G39. ________________________________ 70
4.4.1.- Descripción y Sintaxis del Bloque____________________________________ 70
4.4.2.- Ejemplos _______________________________________________________ 70
4.5.- ENTRADA Y SALIDA TANGENCIAL. G37/G38. _____________________________________ 74
4.5.1.- Entrada Tangencial. G37. Descripción y Sintaxis del Bloque. ______________ 74
4.5.2.- Salida Tangencial. G38. Descripción y Sintaxis del Bloque.________________ 74
4.5.3.- Ejemplos _______________________________________________________ 75
4.6.- ROSCADO ELECTRÓNICO. G33.________________________________________________ 79
4.6.1.- Descripción Y Sintaxis del Bloque. ___________________________________ 79
4.6.2.- Ejemplos _______________________________________________________ 80
4.7.- INTERPOLACIÓN HELICOIDAL. G02/G03. (NO SIMULADA POR WINUNISOFT) __________ 83
4.7.1.- Descripción y Sintaxis del Bloque. ___________________________________ 83
4.7.2.- Ejemplos _______________________________________________________ 83
Páginas: 3
Page 4

Apuntes de: C
ONTROL NUMÉRICO COMPUTERIZADO TEMA
5.- SALTOS Y LLAMADAS A BLOQUES, SIMETRÍAS, GIROS Y ESCALAS. 85
5.1.- SALTOS Y LLAMADAS A BLOQUE. G25. G26. G27. G28 G29. ________________________ 85
5.1.1.- Descripción _____________________________________________________ 85
5.1.2.- Saltos _________________________________________________________ 86
5.1.3.- Llamadas ______________________________________________________ 86
5.1.4.- Ejemplos _______________________________________________________ 87
5.2.- IMAGEN ESPEJO. G10. G11. G12. G13. __________________________________________ 92
5.2.1.- Descripción y Sintaxis_____________________________________________ 92
5.2.2.- Ejemplos _______________________________________________________ 92
5.3.- FACTOR DE ESCALA. G72. ____________________________________________________ 96
5.3.1.- Descripción _____________________________________________________ 96
5.3.2.- Factor de Escala Aplicado a todos los ejes ____________________________ 96
5.3.3.- Factor de Escala aplicado a un solo eje (No simulado).___________________ 96
5.3.4.- Ejemplos _______________________________________________________ 97
5.4.- GIRO DEL SISTEMA DE COORDENADAS. G73.___________________________________ 100
5.4.1.- Descripción ____________________________________________________ 100
5.4.2.- Ejemplos ______________________________________________________ 100
6.- CICLOS FIJOS DE MECANIZADO EN TORNO (I): TRAYECTORIAS RECTAS Y CURVAS.107
6.1.- CICLOS FIJOS DE MECANIZADO EN TORNO. CARACTERÍSTICAS GENERALES. ______ 107
6.2.- TORNEADO DE TRAMOS RECTOS. G81.________________________________________ 109
6.2.1.- Descripción y Sintaxis del Bloque___________________________________ 109
6.2.2.- Ciclo de Trabajo Elemental. _______________________________________ 110
6.2.3.- Comentarios Sobre La Programación. _______________________________ 111
6.2.4.- Ejemplos ______________________________________________________ 112
6.3.- REFRENTADO DE TRAMOS RECTOS. G82.______________________________________ 117
6.3.1.- Descripción y Sintaxis____________________________________________ 117
6.3.2.- Ciclo de Trabajo Elemental. _______________________________________ 118
6.3.3.- Comentarios Sobre La Programación. _______________________________ 119
6.3.4.- Ejemplos ______________________________________________________ 120
6.4.- TORNEADO DE TRAMOS CURVOS. G84.________________________________________ 123
6.4.1.- Descripción y Sintaxis. ___________________________________________ 123
6.4.2.- Ciclo de Trabajo Elemental. _______________________________________ 124
6.4.3.- Ejemplos ______________________________________________________ 126
6.5.- REFRENTADO DE TRAMOS CURVOS. G85. _____________________________________ 130
6.5.1.- Descripción y Sintaxis. ___________________________________________ 130
6.5.2.- Ciclo de Trabajo Elemental. _______________________________________ 131
6.5.3.- Ejemplos ______________________________________________________ 133
7.- CICLOS FIJOS DE MECANIZADO EN TORNO (II): RANURAS, ROSCAS Y TALADROS.139
7.1.- RANURADO EN EL EJE X. G88.________________________________________________ 139
7.1.1.- Descripción y Sintaxis. ___________________________________________ 139
7.1.2.- Ciclo de Trabajo Elemental. _______________________________________ 140
7.1.3.- Comentarios Sobre La Programación. _______________________________ 141
7.1.4.- Ejemplos ______________________________________________________ 142
7.2.- RANURADO EN EL EJE Z. G89. ________________________________________________ 147
7.2.1.- Descripción y Sintaxis. ___________________________________________ 147
7.2.2.- Ciclo de Trabajo Elemental. _______________________________________ 148
7.2.3.- Comentarios Sobre La Programación. _______________________________ 149
Páginas: 4
Page 5

Apuntes de: C
7.2.4.- Ejemplos ______________________________________________________ 150
ONTROL NUMÉRICO COMPUTERIZADO BLOQUE III: APUNTES DE C.N.C.
7.3.- ROSCADO LONGITUDINAL. G86. ______________________________________________ 154
7.3.1.- Descripción y Sintaxis. ___________________________________________ 154
7.3.2.- Ciclo de Trabajo Elemental. _______________________________________ 156
7.3.3.- Ejemplos ______________________________________________________ 157
7.4.- ROSCADO FRONTAL. G87. ___________________________________________________ 160
7.4.1.- Descripción y Sintaxis. ___________________________________________ 160
7.4.2.- Ciclo de Trabajo Elemental. _______________________________________ 161
7.4.3.- Ejemplos ______________________________________________________ 163
7.5.- TALADRADO. G83. __________________________________________________________ 165
7.5.1.- Descripción y Sintaxis. ___________________________________________ 165
7.5.2.- Ciclo de Trabajo Elemental. _______________________________________ 166
7.5.3.- Comentarios Sobre La Programación. _______________________________ 166
7.5.4.- Ejemplos ______________________________________________________ 167
8.- CICLOS FIJOS DE MECANIZADO EN TORNO (III): MECANIZADO DE PERFILES
COMPUESTOS. 169
8.1.- DESBASTADO EN EL EJE X. G68.______________________________________________ 169
8.1.1.- Descripción y Sintaxis del Bloque___________________________________ 169
8.1.2.- Ciclo de trabajo Elemental ________________________________________ 170
8.1.3.- Comentarios Sobre La Programación. _______________________________ 172
8.1.4.- Ejemplos ______________________________________________________ 173
8.2.- DESBASTADO EN EL EJE Z. G69. ______________________________________________ 175
8.2.1.- Descripción y Sintaxis del Bloque___________________________________ 175
8.2.2.- Ciclo de trabajo Elemental ________________________________________ 176
8.2.3.- Comentarios Sobre La Programación. _______________________________ 178
8.2.4.- Ejemplos ______________________________________________________ 179
8.3.- G66. CICLO FIJO DE SEGUIMIENTO DE PERFIL. _______________________________ 180
8.3.1.- Descripción y Sintaxis del Bloque___________________________________ 180
8.3.2.- Ejemplos ______________________________________________________ 181
9.- CICLOS FIJOS DE MECANIZADO EN FRESADORA (I). 183
9.1.- CICLOS FIJOS DE MECANIZADO EN FRESADORA. CARACTERÍSTICAS GENERALES. _ 183
9.2.- ANULACIÓN DE CICLO FIJO. G80. _____________________________________________ 184
9.2.1.- Descripción y Sintaxis del Bloque. __________________________________ 184
9.3.- FORMATO GENERAL DE LOS CICLOS FIJOS G81, G82, G84, G84 R, G85, G86 Y G89. __ 184
9.3.1.- Formato y Sintaxis del Bloque. _____________________________________ 184
9.4.- CICLO FIJO DE TALADRADO. G81. _____________________________________________ 186
9.4.1.- Descripción y Sintaxis del Bloque. __________________________________ 186
9.4.2.- Ciclo de trabajo del Bloque. _______________________________________ 186
9.4.3.- Ejemplos. _____________________________________________________ 186
9.5.- CICLO FIJO DE TALADRADO CON TEMPORIZACIÓN. G82._________________________ 191
9.5.1.- Descripción y Sintaxis del Bloque. __________________________________ 191
9.5.2.- Ciclo de trabajo del Bloque. _______________________________________ 191
9.5.3.- Ejemplos. _____________________________________________________ 192
9.6.- CICLO FIJO DE TALADRADO PROFUNDO. G83. __________________________________ 194
9.6.1.- Descripción y Sintaxis del Bloque. __________________________________ 194
9.6.2.- Ciclo de trabajo del Bloque – Formato A. _____________________________ 196
9.6.3.- Ciclo de trabajo del Bloque – Formato B. _____________________________ 197
Páginas: 5
Page 6

Apuntes de: C
9.6.4.- Ejemplos. _____________________________________________________ 198
ONTROL NUMÉRICO COMPUTERIZADO TEMA
9.7.- CICLO FIJO DE ROSCADO CON MACHO. G84. ___________________________________ 202
9.7.1.- Descripción y Sintaxis del Bloque. __________________________________ 202
9.7.2.- Ciclo de trabajo del Bloque. _______________________________________ 202
9.7.3.- Ejemplos. _____________________________________________________ 203
9.8.- CICLO FIJO DE ROSCADO RÍGIDO. G84 R. ______________________________________ 206
9.8.1.- Descripción y Sintaxis del Bloque. __________________________________ 206
9.8.2.- Ciclo de trabajo del Bloque. _______________________________________ 206
9.9.- CICLO FIJO DE ESCARIADO. G85. _____________________________________________ 208
9.9.1.- Descripción y Sintaxis del Bloque. __________________________________ 208
9.9.2.- Ciclo de trabajo del Bloque. _______________________________________ 208
9.9.3.- Ejemplos. _____________________________________________________ 208
9.10.- CICLO FIJO DE MANDRINADO CON RETROCESO EN G00. G86. ___________________ 210
9.10.1.- Descripción y Sintaxis del Bloque. _________________________________ 210
9.10.2.- Ciclo de trabajo del Bloque. ______________________________________ 210
9.11.- CICLO FIJO DE CAJERA RECTANGULAR. G87.__________________________________ 211
9.11.1.- Descripción y Sintaxis del Bloque. _________________________________ 211
9.11.2.- Ciclo de trabajo del Bloque. ______________________________________ 212
9.11.3.- Ejemplos. ____________________________________________________ 213
9.12.- CICLO FIJO DE CAJERA CIRCULAR. G88. ______________________________________ 217
9.12.1.- Descripción y Sintaxis del Bloque. _________________________________ 217
9.12.2.- Ciclo de trabajo del Bloque. ______________________________________ 218
9.13.- CICLO FIJO DE MANDRINADO CON RETROCESO EN G01. G89. ___________________ 220
9.13.1.- Descripción y Sintaxis del Bloque. _________________________________ 220
9.13.2.- Ciclo de trabajo del Bloque. ______________________________________ 220
Páginas: 6
Page 7

Dpto. de Electrónica e Ing. Electromecánica Área: Ing. de los Procesos de Fabricación
Apuntes de: C
ONTROL NUMÉRICO BLOQUE III: PROGRAMACIÓN. FAGOR 8025T
1.- INTRODUCCIÓN
1.1.- EL LENGUAJE FAGOR CNC 8025/8030.
Se ha seleccionado este lenguaje para el aprendizaje de CNC por ser el más completo, sin llegar a los
nuevos lenguajes de alto nivel de FAGOR. Aprendiendo con él se comprende muy bien, a nuestro entender, lo
que ocurre realmente en máquina y le facilitará al lector el cambio a otros lenguajes si así fuese requerido. Tal
y como nosotros pensamos, es un lenguaje muy didáctico.
No existen diferencias apreciables a nivel de lenguaje entre los modelos CNC 8025 y los modelos CNC
8030, la única diferencia entre estos, es a nivel constructivo del control. El modelo CNC 8025 es de tipo
compacto y el modelo 8030 es de tipo modular.
Dentro del lenguaje FAGOR CNC 8025/8030 existen pequeñas modificaciones que afectan tanto a los
controles como a los lenguajes, para optimizarlos en la aplicación a diferentes máquinas:
• 8025/8030GP: Control para propósito general.
• 8025/8030T: Control específico para tornos.
• 8025/8030M: Control específico para centros de mecanizado de hasta 4 ejes.
• 8025/8030MS: Control específico para centros de mecanizado de hasta 5 ejes.
Además de los enumerados existen distintas opciones que pueden montarse en todos ellos:
• Si añaden la letra G, tienen la opción de gráficos.
• Si añaden la letra I, se construyen con un autómata programable integrado (PLC).
• Si añaden la letra K, dispondrá de una memoria de 512 Kb.
1.2.- ORÍGENES.
Para la programación en CNC se utilizan tres orígenes denominados comúnmente ceros:
• Cero máquina: Es el origen definido para la máquina, situado por el fabricante con referencia a
elementos fijos en ella, por lo cual este cero es inamovible por el usuario.
• Cero pieza: Es el origen elegido en la pieza para su programación. De la elección de la posición de
este cero dependerá en gran medida la facilidad para programarla, para ello si la pieza es simétrica
convendrá colocar el cero en el o los ejes de simetría. Asimismo si la pieza tiene elementos curvos
(taladros, redondeos, etc) será interesante en la medida de lo posible la colocación del cero en sus
ejes de simetría y/o revolución.
• Cero herramienta: Es el origen que toma como referencia la herramienta para su movimiento.
Este cero en función de los parámetros de la herramienta (longitud, ancho, radio de punta, etc)
será compensado mediante las funciones correspondientes.
1.3.- BLOQUE DE PROGRAMACIÓN ESTÁNDAR.
Se entiende por bloque de programación a cada una de las líneas de código que conforman un
programa de control numérico.
Está formado por una serie de letra, números y símbolos ordenados convenientemente.
Páginas: 7
Page 8

Apuntes de: C
ONTROL NUMÉRICO COMPUTERIZADO TEMA 1.- Introducción
Un bloque tipo es de la siguiente forma:
N4 G2 X4.3 Y4.3 Z4.3 I4.3 J4.3 K4.3 F4 S4 T4.4 M2 (Comentarios)
Veamos detenidamente que significa cada una de ellas:
N Æ Número de bloque. Todos los bloques de un programa comienzan por un número de máximo
cuatro cifras
que indica la posición que ocupa el bloque. Se utiliza este número de bloque, además, para hacer
llamadas y saltos entre bloques. Al iniciar la programación conviene escribir los bloques de 10 en 10 para así, si
fuese necesario incluir líneas intermedias.
G Æ Funciones preparatorias. Inmediatamente después del número de bloque se sitúa la función G
dos
seguida de
dígitos. Esta función indica al control como será el desplazamiento a realizar.
X Y Z Æ Coordenadas de posición. Indica al control las posiciones iniciales y/o finales entre las que se
desplazará. Utiliza cuatro dígitos para la parte entera y tres decimales para la parte decimal. (Cuando su valor
se da en pulgadas, utiliza tres cifras para la parte entera y cuatro para la parte decimal).
I J K Æ Coordenadas auxiliares. Al igual que las coordenadas de posición, indica coordenadas en
aquellos bloques en los que es necesaria su programación. (Cuando su valor se da en pulgadas, utiliza tres
cifras para la parte entera y cuatro para la parte decimal).
F Æ Función velocidad de avance. Utilizada para programar la velocidad de avance de los ejes, utiliza
cuatro dígitos.
S Æ Función velocidad de corte. Utilizada para programar la velocidad de corte, utiliza cuatro dígitos.
T Æ Función selección de herramientas. Se utiliza para designar la herramienta y su corrector a utilizar
en el mecanizado. La herramienta se define por los cuatro dígitos anteriores al punto y el corrector por las
cuatro posteriores al punto.
M Æ Función auxiliar. Se utiliza para definir funciones propias de cada máquina. Utiliza dos dígitos.
Algunas de ellas están predefinidas (p. e. M03 es giro del cabezal) y otras se dejan al criterio del fabricante.
( ) Æ Comentarios. Se utilizan para explicar el contenido del bloque. Todo aquello que aparezca entre
paréntesis no será tenido en cuenta por el simulador.
Todos los bloques del programa mantendrán este formato, aunque no tienen porqué existir todos los
parámetros.
Únicamente existe un bloque que no mantiene este formato, es el primer bloque de programa que se
utiliza para identificar el programa en el CNC (nombre de programa), su formato es el símbolo “%” seguido de
cinco cifras. El nombre de programa en un control es único.
1.3.1.- E
JEMPLO
A continuación se muestra un ejemplo de un programa en CNC llamado “00000”.
%00000
N0010 T1.1 M3
N0020 G0 X0 Z0
Páginas: 8
Page 9
Apuntes de: C
ONTROL NUMÉRICO COMPUTERIZADO BLOQUE III: APUNTES DE C.N.C.
N0030 M30
1.4.- PROGRAMACIÓN PARAMÉTRICA.
El CNC dispone de 255 parámetros (P0-P254) utilizables por el usuario, para ayuda a la programación,
con ellos se pueden definir operaciones y saltos. Estos pueden sustituir a valores de cotas, valores de
funciones, etc
La letra K seguido de un número indica un valor constante en formato decimal (p. e. K26, se utiliza
para indicar el valor 26). Puede ser positivo o negativo.
La letra H seguido de un número indica un valor constante en formato hexadecimal (p. e. H35AFD478,
se utiliza para indicar el valor en hexadecimal 35AFD478). Debe ser positivo, entero, de máximo 8 caracteres.
Solo se pueden utilizar en operaciones binarias y formando parte del segundo operando.
A continuación se recogen en una tabla las de operaciones que se pueden realizar entre parámetros o
constantes, mediante las funciones F1 a F33.
UNCIÓN OPERACIÓN REALIZADA FORMATO DESCRIPCIÓN
F
F1 Suma P1 = P2 F1 P3 El valor de P1 será la suma de P2 y P3
F2 Resta P1 = P2 F2 P3 El valor de P1 será la diferencia de P2 y P3
F3 Multiplicación P1 = P2 F3 P3 El valor de P1 será el producto de P2 y P3
F4 División P1 = P2 F4 P3
F5 Raíz cuadrada P1 = F5 P2 El valor de P1 será la raíz cuadrada de P2
F6
F7 Seno P1 = F7 P2
F8 Coseno P1 = F8 P2
F9 Tangente P1 = F9 P2
F10 Arco Tangente P1 = F10 P2
Raíz cuadrada de la suma
de los cuadrados
P1 = P2 F6 P3
El valor de P1 será el cociente de P2 entre
P3
El valor de P1 será la raíz cuadrada de la
suma de los cuadrados de P2 y P3
El valor de P1 será el valor del seno de P2
(en grados sexagesimales)
El valor de P1 será el valor del coseno de P2
(en grados sexagesimales)
El valor de P1 será el valor de la tangente
de P2 (en grados sexagesimales)
El valor de P1 será el arco en grados
sexagesimales cuya tangente es P2
Compara parámetros entre ellos o con una
F11 Comparación P1 = F11 P2
F12 Parte entera P1 = F12 P2
F13 Parte Entera más Uno P1 = F13 P2
F14 Parte Entera menos Uno P1 = F14 P2
F15 Valor absoluto P1 = F15 P2 El valor de P1 será el valor absoluto de P2
Páginas: 9
constante (Ver Capítulo de Saltos y
Llamadas)
El valor de P1 será el valor de la parte
entera de P2
El valor de P1 será el valor de la parte
entera de P2 más una unidad
El valor de P1 será el valor de la parte
entera de P2 menos una unidad
Page 10
Apuntes de: C
ONTROL NUMÉRICO COMPUTERIZADO TEMA 1.- Introducción
FUNCIÓN OPERACIÓN REALIZADA FORMATO DESCRIPCIÓN
F16 Complementación P1 = F16 P2
F17 Función especial P1 = F17 P2
F18 Función especial P1 = F18 P2
F19 Función especial P1 = F19 P2
F20 Función especial P1 = F20 P2
F21 Función especial P1 = F21 P2
F22 Función especial P1 = F22 P2
F23 Función especial P1 = F23 P2
F24 Función especial P1 = F24 P2
F25 Función especial P1 = F25 P2
El valor de P1 será el complementado de P2
(-P2)
El valor de P1 será el de la dirección de
memoria del bloque de valor P2
El valor de P1 será el de la cota X del
bloque de valor P2
El valor de P1 será el de la cota Y del
bloque de valor P2
El valor de P1 será el de la cota Z del
bloque de valor P2
El valor de P1 será el de la cota W del
bloque de valor P2
El valor de P1 será el de la dirección de
memoria del bloque anterior al valor P2
El valor de P1 será el del número de la tabla
de la herramienta en operación
El valor de P1 será el de R que se encuentra
en la posición de la tabla de herramientas
de valor P2
El valor de P1 será el de L que se encuentra
en la posición de la tabla de herramientas
de valor P2
F26 Función especial P1 = F26 P2
F27 Función especial P1 = F27 P2
F28 Función especial P1 = F28 P2
F29 Función especial P1 = F29 P2
F30 Operación binaria: AND P1 = P2 F30 P3
F31 Operación binaria: OR P1 = P2 F31 P3
F32 Operación binaria: XOR P1 = P2 F32 P3
F33 Operación binaria: NOR P1 = F33 P2
1.5.- FUNCIONES MÁS UTILIZADAS.
El valor de P1 será el de I que se encuentra
en la posición de la tabla de herramientas
de valor P2
El valor de P1 será el de K que se encuentra
en la posición de la tabla de herramientas
de valor P2
El valor de P1 será el de la cota V que se
encuentra en el bloque cuya dirección es P2
EL valor P1 será el de la cota V en el bloque
de dirección P2
El valor de P1 será el resultado de la
operación binaria AND de P2 con P3
El valor de P1 será el resultado de la
operación binaria OR de P2 con P3
El valor de P1 será el resultado de la
operación binaria XOR de P2 con P3
El valor de P1 será el del complemento a
uno de P2
La explicación de las funciones se realizará clasificándolas por el tipo de control que va a realizar, así las
agruparemos en:
• Funciones auxiliares.
• Funciones preparatorias.
Páginas: 10
Page 11

Apuntes de: C
ONTROL NUMÉRICO COMPUTERIZADO BLOQUE III: APUNTES DE C.N.C.
• Funciones de control de trayectorias.
• Funciones de ejes y sistemas de coordenadas.
• Funciones de ciclos fijos.
Dentro de cada uno de estos grupos existen lo que se llaman funciones modales, es decir, funciones
incompatibles entre sí y que permanecerán activa mientras no se programe lo contrario. Además, existen
funciones predefinidas por el fabricante y que asume el control en el arranque, de modo que si no se dice lo
contrario la máquina utilizará esos parámetros (p. e. si no se dice lo contrario una máquina arrancará con
programación en mm.).
1.6.- FUNCIONES AUXILIARES.
Las funciones auxiliares son utilizadas para programar eventos, externos a la programación, paradas,
puesta en marcha de refrigerantes, abrir mordazas, etc.
Su formato es:
N4 M2
Donde:
N Æ Número de bloque (de hasta cuatro cifras).
M Æ Función auxiliar cuyo código puede ir desde 00 hasta 99
Se pueden programar más de una función auxiliar a la vez, hasta un máximo de siete, pero hay que
tener en cuenta que se ejecutarán en el orden programado. No obstante para mayor claridad del programa se
recomienda utilizar una por cada bloque.
Las órdenes estándar de programación son M00, M01, M02, M03, M04, M05, M06 y M30, el resto de las
funciones son programadas por el fabricante, y es él quien asigna su uso. A continuación veremos las estándar
y las programadas en las máquinas de la empresa ALECOP.
1.6.1.- P
ARADA DE PROGRAMA. M00.
La función auxiliar M00 interrumpe la ejecución de un programa, para reanudarlo habrá de reanudarlo
con la orden marcha.
La ejecución se reiniciará en el punto en que se interrumpió, así como las características tecnológicas
utilizadas hasta el momento (unidades, etc).
No se debe utilizar para finalizar un programa pues no restaura el control a las condiciones iniciales.
1.6.2.- P
ARADA CONDICIONAL DEL PROGRAMA. M01.
La función auxiliar M01 interrumpe la ejecución de un programa siempre que esté activada una señal
externa al control, se utiliza como parada de control.
Páginas: 11
Page 12
Apuntes de: C
ONTROL NUMÉRICO COMPUTERIZADO TEMA 1.- Introducción
1.6.3.- FINAL DE PROGRAMA. M02.
La función auxiliar M02 acaba la ejecución de un programa y lo devuelve a las condiciones iniciales con
parada de cabezal. Si se diese de nuevo la orden de marcha el programa se ejecutaría donde se dejó pero en
condiciones iniciales.
1.6.4.- F
INAL DE PROGRAMA Y VUELTA A CONDICIONES INICIALES. M30.
La función auxiliar M30 es similar a M02 con la única diferencia que en este caso el programa vuelve al
primer bloque programado. Es la utilizada habitualmente para acabar la ejecución de un programa.
1.6.5.- A
RRANQUE DE CABEZAL. M03 / M04.
Las funciones auxiliares M03 y M04 activan el arranque y giro del eje principal de la máquina en sentido
horario (M03) o sentido antihorario (M04).
Para ejecutar esta función es necesario haber programado previamente alguna velocidad S. Si en el
programa no existiese ninguna velocidad programada, el control no sabrá a que velocidad girar y nos reportará
un mensaje de error.
1.6.6.- P
ARADA DEL CABEZAL. M05.
La función M05 efectúa una parada del eje principal de la máquina.
1.6.7.- C
ÓDIGO DE CAMBIO DE HERRAMIENTA. M06.
Esta función solo es necesario en fresadora.
La función M06 ejecuta la subrutina de cambio de herramientas, esta puede ser de dos formas, en
función de la existencia o no de cambiador automático de herramientas.
Si no existe cambiador automático, se ejecuta una parada de cabezal y posteriormente una parada de
programa.
Si existe cambiador automático de herramienta, se ejecutará una parada de cabezal, y posteriormente
una subrutina que variará en función de la construcción de la máquina. El propósito de esta subrutina es
acercar le cabezal al cambiador, posicionar el cambiador, efectuar el cambio, etc
1.6.8.- A
CTIVAR Y DESACTIVAR REFRIGERANTE. M08 / M09.
Solo válido para las máquinas de ALECOP.
La función M08 activa la puesta en marcha del refrigerante.
La función M09 desactiva la puesta en marcha del refrigerante.
1.6.9.- A
BRIR Y CERRAR PROTECCIÓN. M10 / M11.
Solo válido para las máquinas de ALECOP.
La función M10 envía una señal de apertura del sistema de protección de la máquina.
La función M11 envía una señal de cierre del sistema de protección de la máquina.
Páginas: 12
Page 13

Apuntes de: C
ONTROL NUMÉRICO COMPUTERIZADO BLOQUE III: APUNTES DE C.N.C.
1.6.10.- ABRIR Y CERRAR ALMACÉN DE HERRAMIENTAS. M15 / M16.
Solo válido para las máquinas de ALECOP.
Esta función solo está asignada en fresadora.
Esta función por sí sola no tiene utilidad, pero se utiliza como parte de la subrutina M06 de cambio de
herramienta.
Debido a que para el cambio de herramientas es necesario posicionar el almacén de herramientas en un
punto determinado, es necesario definir estas funciones que ejecutan la entrada y salida del almacén desde y
hasta su posición.
1.6.11.- S
UJETAR Y SOLTAR PINZA DE HERRAMIENTA. M20 / M21.
Solo válido para las máquinas de ALECOP.
Esta función solo está asignada en fresadora.
Se utiliza también como parte de la subrutina del cambio de herramientas, realiza la apertura (M20) y
cierre (M21) de la pinza del portaherramientas.
1.6.12.- A
BRIR Y CERRAR SUJECIÓN DE PIEZA. M17 / M18.
Solo válido para las máquinas de ALECOP.
Esta función envía una señal de apertura (M17) o cierre (M18) del sistema de sujeción de la pieza.
Estas son, la mordaza en el caso de la fresadora y el plato de garras en el caso del torno.
1.7.- FUNCIONES PREPARATORIAS.
1.7.1.- PROGRAMACIÓN ABSOLUTA O INCREMENTAL. G90 / G91.
Indica el modo en el que se indicará las coordenadas de trabajo.
Si el modo es absoluto (G90), las cotas estarán siempre referidas al origen de coordenadas, por el
contrario si estamos en modo incremental (G91), las cotas se indicarán con respecto a la cota del movimiento
anterior.
El control asume al inicio la programación absoluta (G90).
Se pretende programar un movimiento OABCA según las coordenadas de la figura siguiente:
Páginas: 13
Page 14
Apuntes de: C
ONTROL NUMÉRICO COMPUTERIZADO TEMA 1.- Introducción
Y
B (100,70)
A (8,10)
O (0,0)
EJEMPLO I: PROGRAMACIÓN EN COORDENADAS ABSOLUTAS G90.
El programa resultante sería:
N110 ...
N120 G00 Y8 Z10 (Desplazamiento desde O hasta A)
N130 G00 Y100 Z70 (Desplazamiento desde A hasta B)
N130 G00 Y100 Z70 (Desplazamiento desde B hasta C)
N140 G00 Y10 Z100 (Desplazamiento desde C hasta A)
N150 ...
C (10,100)
Z
EJEMPLO II: PROGRAMACIÓN EN COORDENADAS INCREMENTALES G91.
El programa resultante sería:
N110 ...
N120 G00 Y8 Z10 (Desplazamiento desde O hasta A)
N130 G00 Y92 Z60 (Desplazamiento desde A hasta B)
N130 G00 Y-90 Z30 (Desplazamiento desde B hasta C)
N140 G00 Y-2 Z-90 (Desplazamiento desde C hasta A)
N150 ...
1.7.2.- P
ROGRAMACIÓN EN MILÍMETROS O PULGADAS. G71 / G70.
Especifica si el control interpretará las coordenadas en milímetros (G71) o pulgadas (G70) en su
ejecución. Estas unidades también afectarán a las compensaciones de herramientas.
El control inicia su programación en milímetros (G71).
Estas funciones son modales, es decir se mantendrán activas hasta no se programe alguna función que
la cambie o se programe un final de programa.
Páginas: 14
Page 15
Apuntes de: C
ONTROL NUMÉRICO COMPUTERIZADO BLOQUE III: APUNTES DE C.N.C.
1.7.3.- VELOCIDAD DE AVANCE. G94 / G95.
Especifica si la velocidad de avance indicada en la función F se indicará en unidades de mm/min, en
cuyo caso será constante (G94), o en mm/rev, en cuyo caso variará con la velocidad de giro del cabezal (G95).
En torno se iniciará G95 (mm/rev).
En fresadora con G94 (mm/min).
Estas funciones son modales, es decir se mantendrán activas hasta no se programe alguna función que
la cambie o se programe un final de programa.
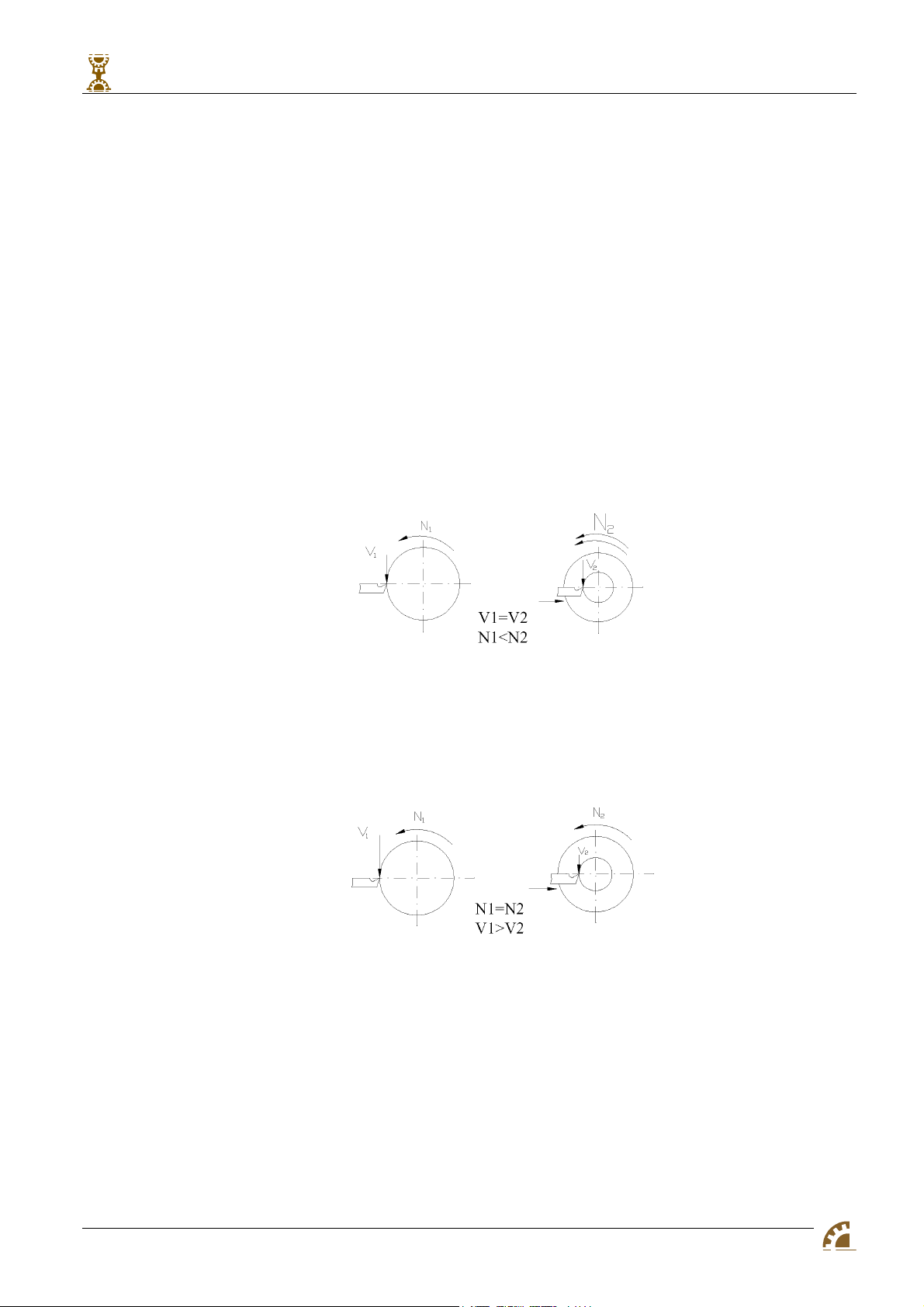
1.7.4.- V
ELOCIDAD DE CORTE. G96 / G97.
Esta función es distinta en función de que su aplicación sea en torno o en fresadora.
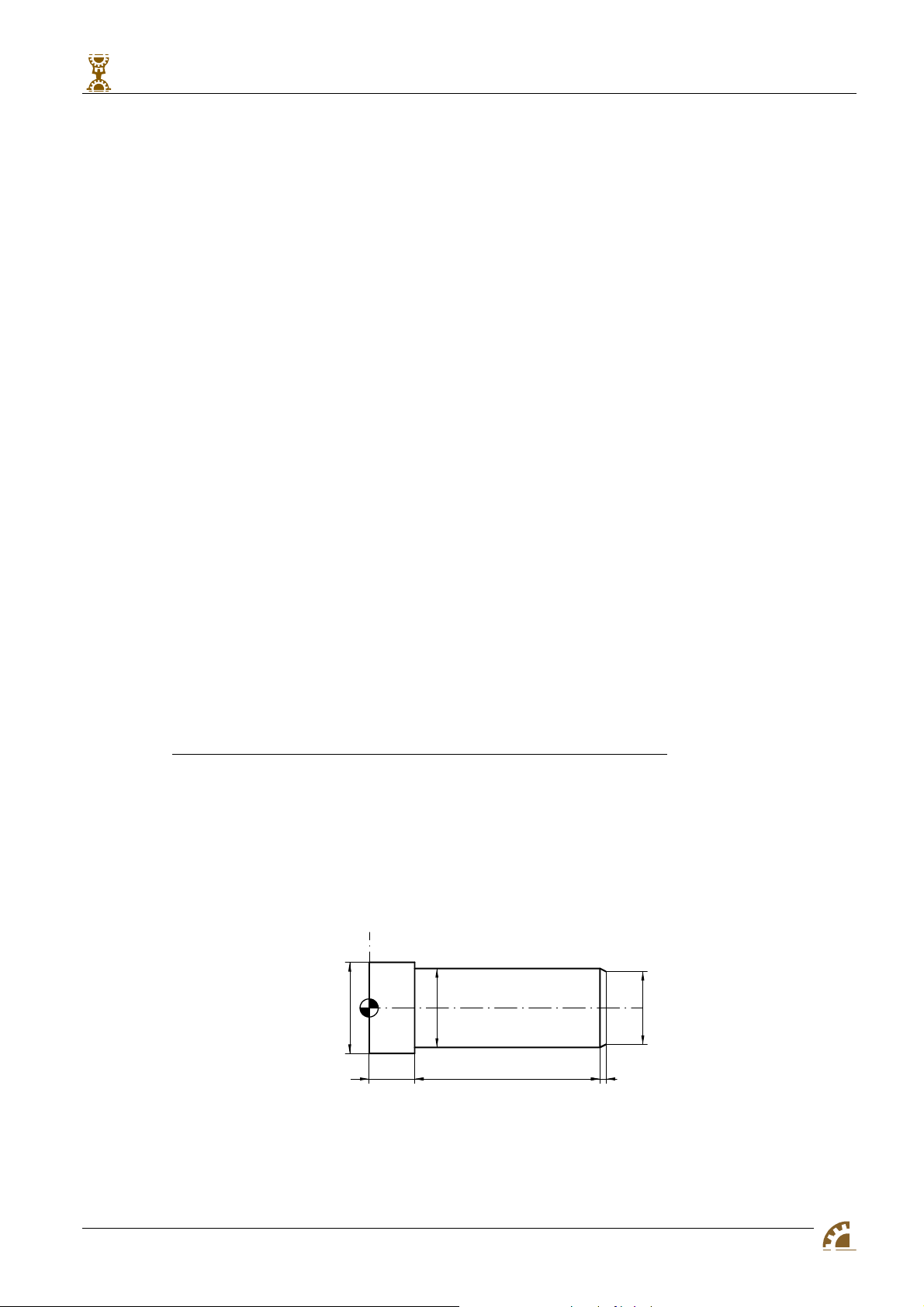
• Torno:
• G96: Indica las unidades de la velocidad de corte en m/min, con lo que la velocidad de corte es
constante, y el control calcula en cada momento la velocidad de giro del cabezal.
Figura 1-1 Velocidad de corte constante (G96).
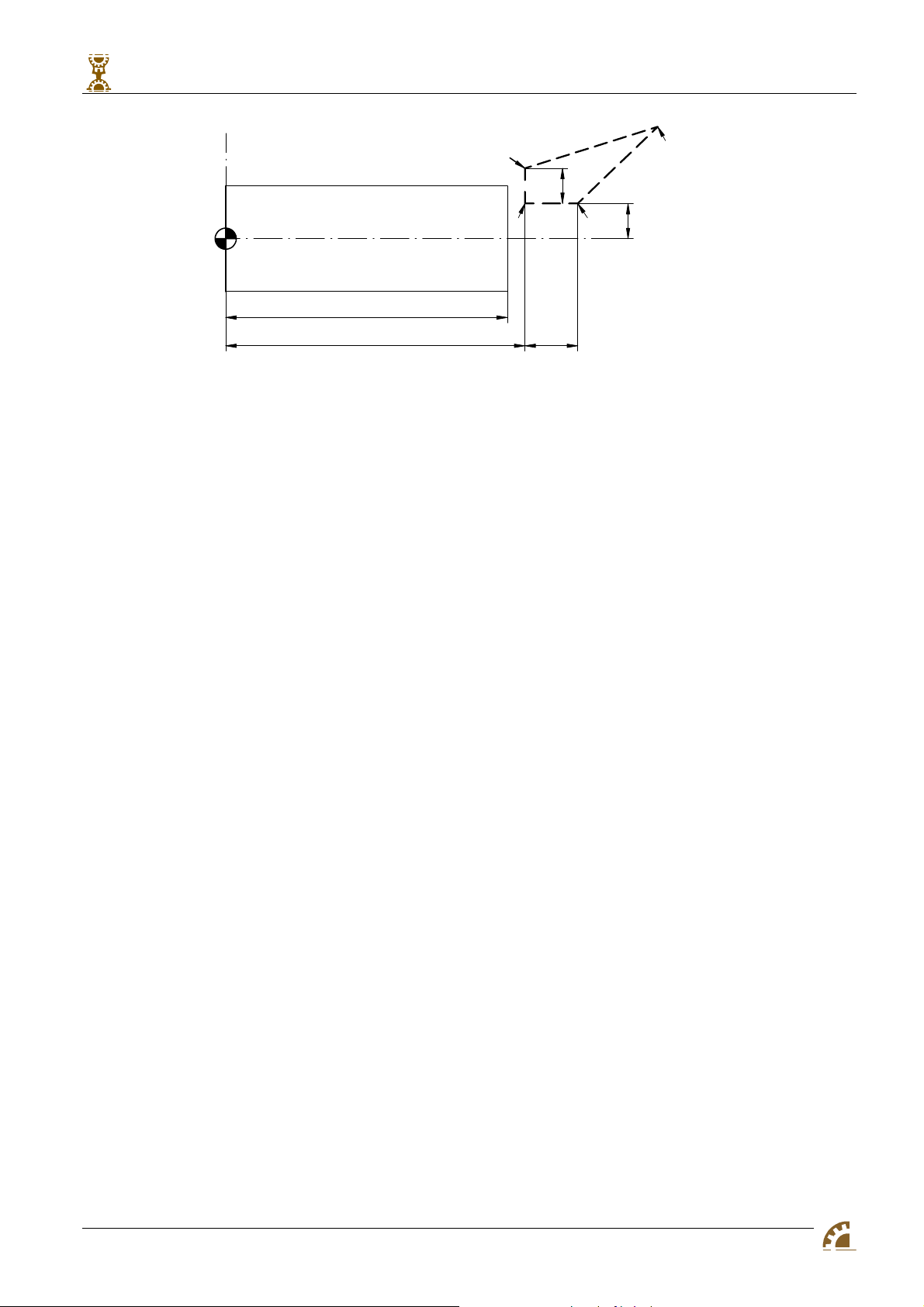
• G97: Indica las unidades de la velocidad de giro en rpm., con lo que esta permanece constante. En
este caso habrá de tenerse en cuenta para el cálculo de la potencia y de la velocidad de corte, el
caso mas desfavorable, que será el del diámetro mayor.
Figura 1-2 Velocidad de giro constante (G97).
• Fresadora:
• G96: Indica si se trabaja en velocidad de avance superficial constante, es decir considera la
velocidad programada como la velocidad de contacto con la pieza con lo cual esta variará en
función del diámetro de la herramienta.
• G97: Considera la velocidad programada como la de avance del centro de la herramienta.
En ambos casos se inicia el control con G97.
Páginas: 15
Page 16

Apuntes de: C
ONTROL NUMÉRICO COMPUTERIZADO TEMA 1.- Introducción
Estas funciones son modales, es decir se mantendrán activas hasta no se programe alguna función que
la cambie o se programe un final de programa.
Páginas: 16
Page 17
Dpto. de Electrónica e Ing. Electromecánica Área: Ing. de los Procesos de Fabricación
Apuntes de: C
ONTROL NUMÉRICO BLOQUE III: PROGRAMACIÓN. FAGOR 8025T
2.- FUNCIONES DE CONTROL DE TRAYECTORIAS (I).
2.1.- FUNCIONES DE COMPENSACIÓN. G43/G44. G41/G42/G40.
2.1.1.- INTRODUCCIÓN
En los trabajos habituales de mecanizado es necesario tener en cuenta la longitud y el radio de la
herramienta para definir su trayectoria y obtener en la pieza las dimensiones deseadas.
En CNC se utilizan funciones de compensación de longitud y radio para poder programar directamente
la geometría deseada. El control calcula la trayectoria a seguir por la herramienta según la trayectoria
programada y las dimensiones almacenadas en la tabla de herramientas.
2.1.2.- C
OMPENSACIÓN DE RADIO. G41/G42.
Indica al control que utilice el radio de la herramienta y lo compense a derecha (G42) o a izquierda
(G41) en función del sentido de mecanizado. Para que la compensación pueda hacerse efectiva es necesario
almacenar el radio de la herramienta y el factor de forma en la tabla de herramientas.
El simulador permite cargar los valores de las dimensiones de las herramientas directamente en la tabla
correspondiente, trabajando en modo gestor y en la pestaña herramientas.
También se pueden almacenar las dimensiones de una herramienta dentro de un programa de CN,
mediante el código G50.
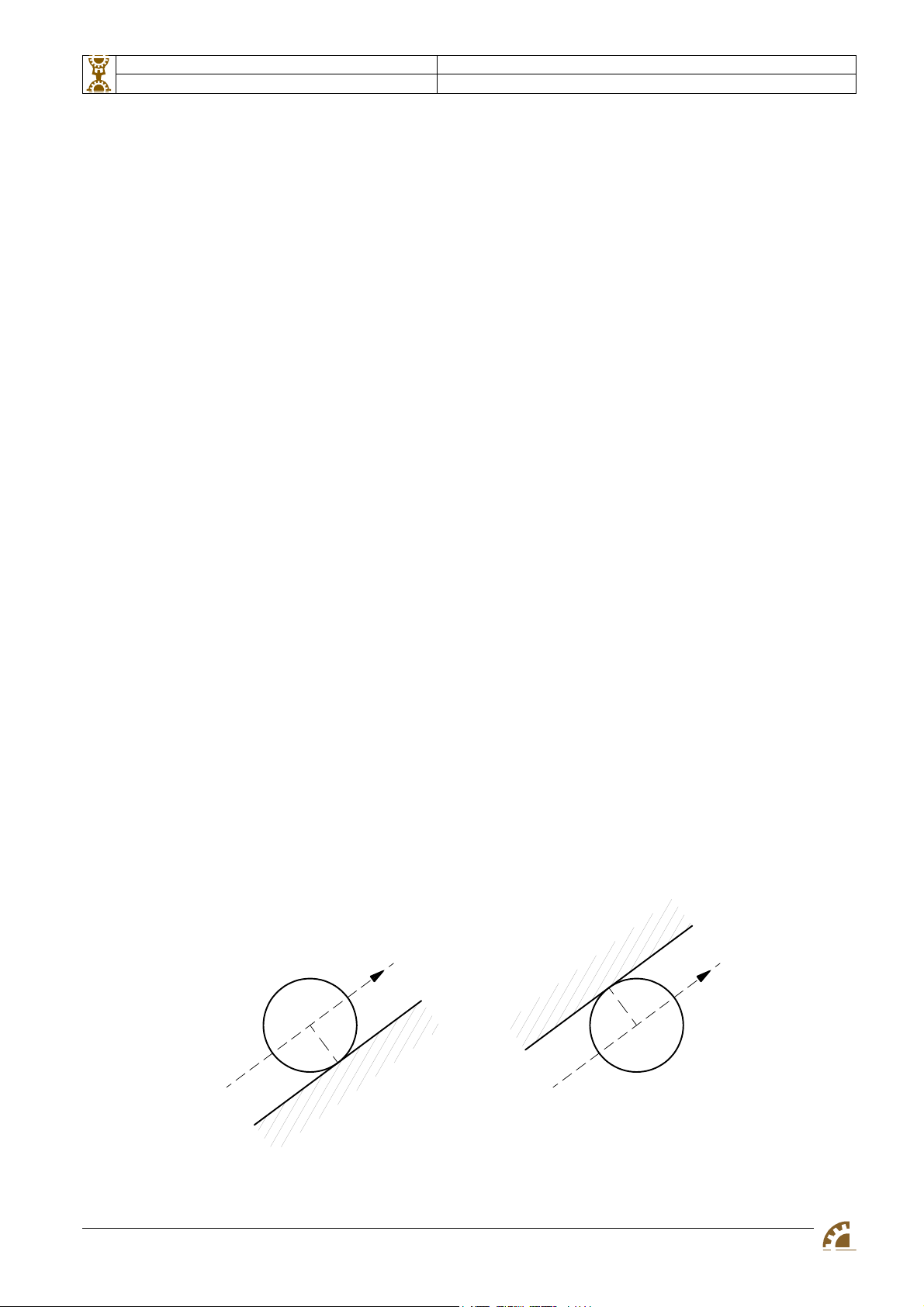
G41 Æ La compensación coloca la herramienta a la izquierda de la trayectoria programada, según el
sentido del movimiento.
G42 Æ La compensación coloca la herramienta a la derecha de la trayectoria programada, según el
sentido del movimiento.
En la Figura 2-1 se presenta como actúan las funciones G41 y G42. La trayectoria programada se ha
dibujado en línea continua, y la trayectoria calculada por el CNC para el centro está trazada en línea
discontinua. Se ha sombreado dónde quedará el material de la pieza.
G41
R
G42
R
Figura 2-1 Compensación de Radio G41/G42.
Páginas: 17
Page 18
Apuntes de: C
ONTROL NUMÉRICO COMPUTERIZADO TEMA 2 . -Funciones de control de trayectorias (I).
Las funciones G41 y G42 son modales y incompatibles entre sí. Se anulan, la una con la otra, con G40,
M02, M30 o por una Emergencia o Reset.
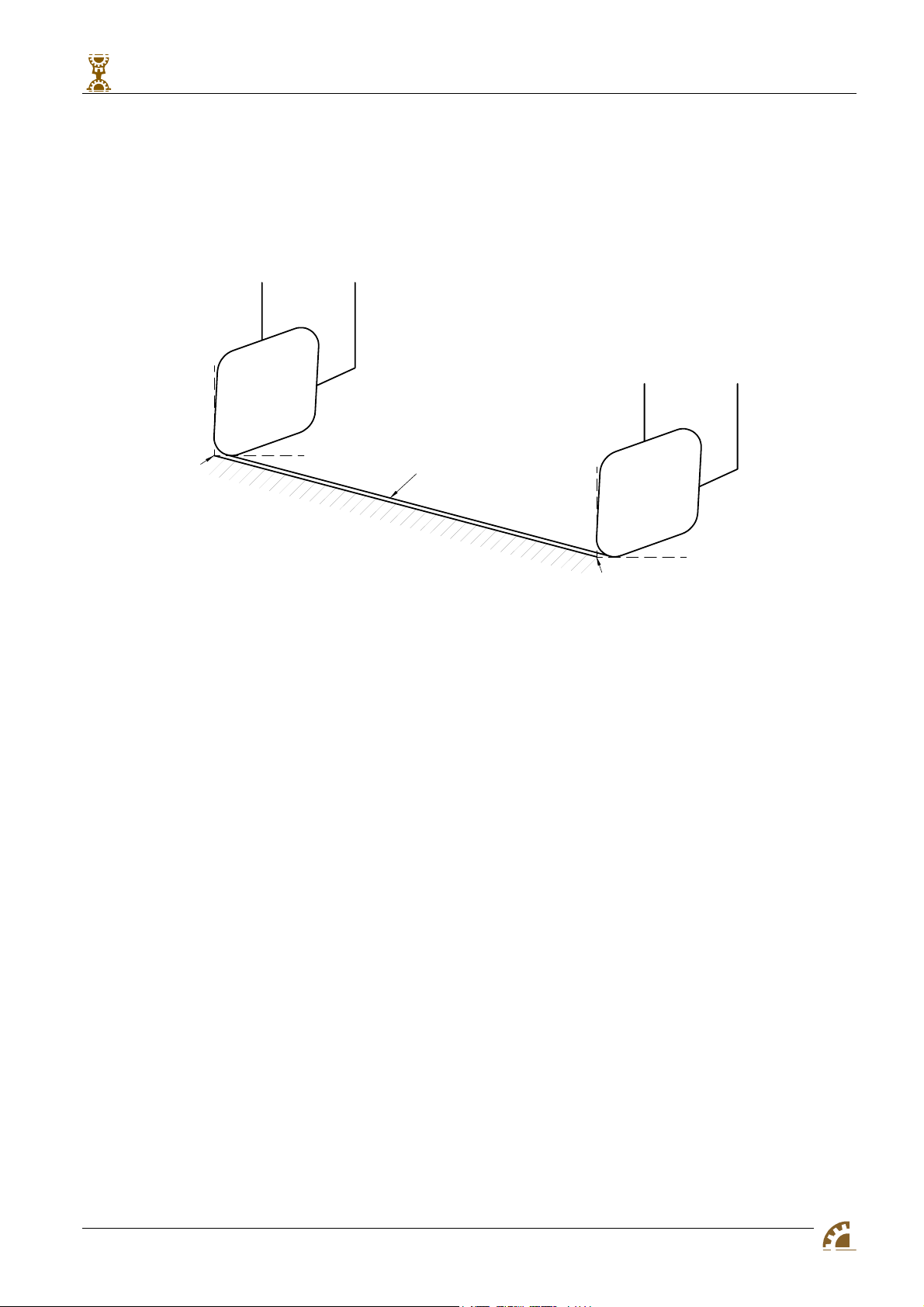
En torno, al programar las trayectorias sin compensar el radio de la herramienta, se producen errores
en las trayectorias no paralelas a los ejes, ver Figura 2-2. Si los movimientos son todos paralelos a los ejes,
activar la compensación de radio no produce ningún efecto.
B
Figura 2-2 Error debido a radio de herramienta en torno.
En fresadora, las trayectorias programadas, si no está activada la compensación de herramienta
corresponderán al centro de la herramienta.
2.1.3.- A
NULACIÓN DE COMPENSACIÓN DE RADIO. G40.
Esta función anula la compensación de radio de herramienta, programada con G41 o G42.
El código G40 sólo puede programarse en un bloque en el que se programe un movimiento rectilíneo,
sino el programa dará un error.
2.1.4.- C
OMPENSACIÓN DE LONGITUD (SOLO FRESADORA). G43.
Error
A
En el torneado, el control asume la longitud de la herramienta al cargar la herramienta con su código T
(Ej. T3.3). Sin embargo, en el fresado, para compensar la longitud de las herramientas es necesario programar
el código G43.
Al programar este código, el control suma o resta los valores de longitud y correctores de desgaste
almacenados en la tabla de herramientas a la cota de cada punto programado correspondiente al eje
perpendicular al plano de trabajo.
La compensación de longitud es modal, y se anula con las funciones G44, G74, M02, M30 o al
realizarse un Reset o una Emergencia.
Esta función no necesita estar programada sola en un bloque. Un posible formato del bloque es:
Páginas: 18
Page 19

Apuntes de: C
ONTROL NUMÉRICO COMPUTERIZADO BLOQUE III: APUNTES DE C.N.C.
N0040 G43 G0 X-110 Y-95 Z-178 M03
En el que está programado también un desplazamiento a máxima velocidad.
2.1.5.- A
NULACIÓN COMPENSACIÓN DE LONGITUD. G44.
Mediante este código se anula la compensación de la longitud de la herramienta en el fresado,
programado mediante el código G43.
El formato del bloque sería similar al de la función G43, y la anulación de la compensación sería efectiva
en el siguiente desplazamiento.
Páginas: 19
Page 20
Apuntes de: C
ONTROL NUMÉRICO COMPUTERIZADO TEMA 2 . -Funciones de control de trayectorias (I).
2.2.- POSICIONAMIENTO RÁPIDO. G00.
2.2.1.- DESCRIPCIÓN Y SINTAXIS DEL BLOQUE
Cuando se programa G00 se realiza un movimiento desde la posición en que se encuentra hasta la
posición indicada a la máxima velocidad que los ejes permitan (es decir, sin tener en cuenta la velocidad de
avance programada). La trayectoria resultante es siempre una línea recta entre el punto inicial y el punto final.
El avance en este movimiento estará determinado por el del eje más lento. Esta función se utiliza para realizar
desplazamientos rápidos de la herramienta antes de realizar una determinada operación (arranque de material,
cambio de herramienta ...).
Al programar la función G00, no se anula el último avance programado (F), es decir, cuando se
programa de nuevo G01, G02 ó G03 el desplazamiento se realizará con ese avance.
El bloque se construye de la siguiente manera:
N0010 G00 X300 Y100 Z200
Donde X, Y y Z son las coordenadas del punto final de la trayectoria. Según el modo de programación
elegido estas coordenadas vendrán dadas en cotas absolutas, medidas respecto al origen que esté activo, o en
cotas incrementales.
Esta función es modal e incompatible con G01, G02, G03 y G33. Está activa después de ejecutarse
M02/M30 y después de una EMERGENCIA o RESET.
2.2.2.- C
OMENTARIOS SOBRE LA PROGRAMACIÓN
• Si el programa es para torno, el punto final de la trayectoria vendrá definido únicamente por las
coordenadas X y Z.
• Las coordenadas del punto final pueden venir dadas como constantes o en función de parámetros
previamente definidos.
• Si alguna de las coordenadas del punto final coincide con la del punto de inicio, no será necesario
indicar su valor en el bloque.
2.2.3.- E
EJEMPLO I: PROGRAMACIÓN DE POSICIONAMIENTO RÁPIDO EN TORNO.
JEMPLOS
El programa que se presenta en este ejemplo realiza los desplazamientos representados en la Figura
2-3. El punto 0 de la figura representa al punto de cambio de herramientas (X75 Z200).
Bruto de 80 â 30 ∆ (mm). Cero pieza coincide con cero máquina. Programación en diámetros.
Páginas: 20
Page 21
Apuntes de: C
ONTROL NUMÉRICO COMPUTERIZADO BLOQUE III: APUNTES DE C.N.C.
X
1
10
2 3
Z
80
85 15
0
10
Figura 2-3 Trayectoria para ejemplo de programación con G00 en torno.
N0010 G90 (Cotas Absolutas)
N0020 G94 (Avance en mm/min)
N0030 G97 (Velocidad de giro en rev/min)
N0040 F100 S800 (Avance 100 mm/min, Velocidad de giro 800 rev/min)
N0050 T1.1 (Herramienta 1, corrector 1)
N0060 G0 X40 Z85 (Tray 0-1)
N0070 G91 X-20 (Cotas Incrementales, Tray 1-2)
N0080 Z 15 (Tray 2-3)
N0090 G90 X75 Z200 (Tray 3-0)
N0100 M30
Nótese que como G00 (que también puede programarse G0) permanece activo durante todo el
programa no es necesario incluirlo en todos los bloques (no aparece en los bloques N0070 a N0090). De hecho,
no hubiera sido necesario incluirlo en el bloque N0060 ya que al iniciar el programa también está activo.
Las trayectorias 1-2 y 2-3 son trayectorias paralelas a un eje, por lo que una de las coordenadas de los
puntos origen y destino coinciden. El bloque se programa incluyendo únicamente la coordenada que varía. La
trayectoria (1-2) es paralela al eje X, los puntos 1 y 2 tienen la misma coordenada Z (85), por lo tanto, en el
bloque N0070 sólo se programa el valor de la cota Z.
En el bloque N0010 se indica que la programación se realizará con cotas absolutas. En el bloque N0060
se programa la trayectoria 0-1 indicando las coordenadas del punto final con cotas absolutas (respecto al 0
pieza).
En el bloque N0070 se indica que la programación se realizará con cotas incrementales. Las
coordenadas del punto 2 (en éste caso la X, que es la única que varía) se programan con cotas incrementales.
Como la programación es en diámetros, la cota X incremental (X-20) será el doble de la distancia entre los
puntos 1 y 2 (10). El signo indicará el sentido del movimiento.
La programación de los códigos G90 y G91 (cotas absolutas/incrementales) no desactiva el código G00
de desplazamiento rápido.
Páginas: 21
Page 22
Apuntes de: C
ONTROL NUMÉRICO COMPUTERIZADO TEMA 2 . -Funciones de control de trayectorias (I).
EJEMPLO II: PROGRAMACIÓN DE POSICIONAMIENTO RÁPIDO EN FRESADORA.
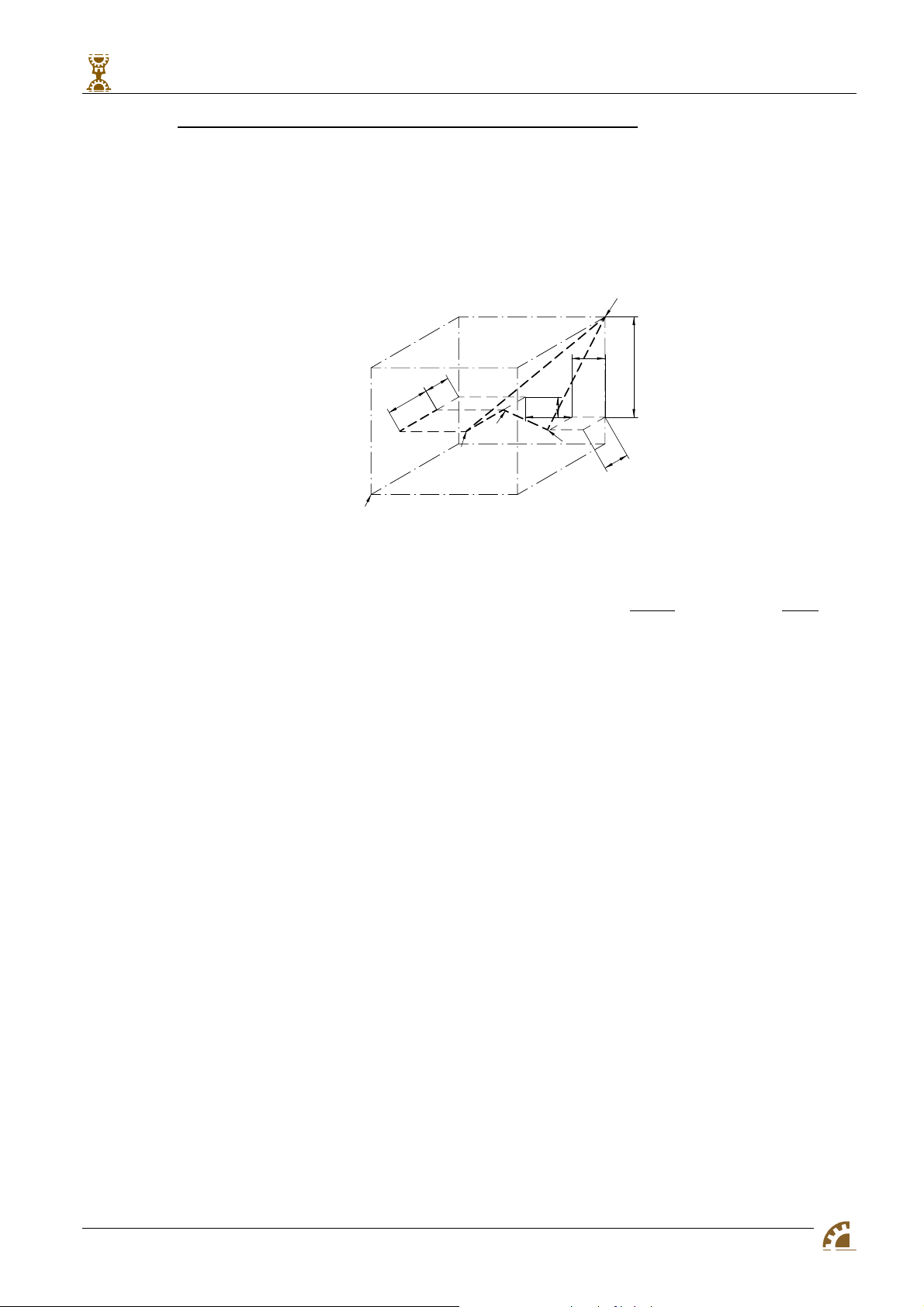
El programa que se presenta en este ejemplo realiza los desplazamientos representados en la Figura
2-4. El punto 0 de la figura representa al punto de cambio de herramientas (X0 Y0 Z0) y coincide con el cero
máquina y el cero pieza.
Bruto Cilindro Z, 20 â 100 ∆ (mm). Situado centrado y apoyado sobre el plano Z-190.
(0,0,0)
X
Y
Z
50
8
3
4
6
B
C
70
30
A
150
8
3
(-220,-190,-190)
Figura 2-4 Trayectoria para ejemplo de programación con G00 en fresadora.
La forma y dimensiones del bruto en el simulador, se indican en modo Gestor en el panel de Bruto.
Forma: Cilindro Z. Fijación: Ninguna.
Las coordenadas X
minimo
, Y
minimo
y Z
cilindro. En nuestro caso: -110, -95, -190.
Dimensiones: Longitud: 20. Diámetro: 100.
N0010 F100 S1000 T1.1
N0020 M6 (Cambio Herramienta)
N0030 G90 (Cotas Absolutas)
N0040 G0 X-50 Y-38 Z-150 (Tray 0-1)
N0050 M3 (Arranque del cabezal)
N0060 G91 X-70 Z30 (Tray 1-2)
N0070 Y-64 (Tray 2-3)
N0080 G90 X0 Y0 Z0 (Tray 3-0)
N0090 M30
solicitadas corresponden al punto central de la base inferior del
minimo
Nótese que los movimientos dentro de un plano (N0060) o según la dirección de un eje (N0070) se han
programado indicando únicamente las coordenadas del punto final de la trayectoria que no coinciden con las
del punto inicial.
Al igual que en el ejemplo anterior, algunas trayectorias se han programado en cotas absolutas (G90) y
otras en cotas incrementales (G91). Como son funciones modales e incompatibles, una estará activa hasta que
se programe la otra. Así, como en el bloque N0060 se ha programado el cogido G91, todas las coordenadas se
darán con cotas incrementales hasta que se programe el cogido G90 (N0080).
Páginas: 22
Page 23
Apuntes de: C
ONTROL NUMÉRICO COMPUTERIZADO BLOQUE III: APUNTES DE C.N.C.
2.3.- INTERPOLACIÓN LINEAL. G01.
2.3.1.- DESCRIPCIÓN Y SINTAXIS DEL BLOQUE
Cuando se programa G01 se realiza un desplazamiento desde la posición en que se encuentra hasta la
posición indicada, según una trayectoria recta y con el avance (F) programado. El CNC calcula el avance
correspondiente a cada eje, para que el avance resultante coincida con el programado.
El bloque se construye de la siguiente manera:
N0010 G01 X300 Y100 Z200
Donde X, Y y Z son las coordenadas del punto final de la trayectoria. Según el modo de programación
elegido estas coordenadas vendrán dadas en cotas absolutas, medidas respecto al origen que esté activo, o en
cotas incrementales.
Es una función modal, incompatible con G00, G02, G03 y G33.
2.3.2.- C
OMENTARIOS SOBRE LA PROGRAMACIÓN
• Si el programa es para torno, el punto final de la trayectoria vendrá definido únicamente por las
coordenadas X y Z.
• Las coordenadas del punto final pueden venir dadas como constantes o en función de parámetros
previamente definidos (Ver Ejemplo I:).
• Si alguna de las coordenadas del punto final coincide con la del punto de inicio, no será necesario
indicar su valor en el bloque.
2.3.3.- E
JEMPLOS
EJEMPLO I: INTERPOLACIÓN LINEAL EN TORNO. PROGRAMACIÓN EN DIÁMETROS.
El programa que se presenta en este ejemplo genera la geometría de la Figura 2-5. El punto de cambio
de herramientas es (X75 Z200).
Bruto de 80 â 30 ∆ (mm). Cero pieza coincide con cero máquina. Programación en diámetros.
Programar pasadas de 1 mm de espesor.
X
Ø26
Ø30
15 61 2
Figura 2-5 Geometría para ejemplos de programación con G01 en Torno.
N0010 G90 (Cotas Absolutas)
N0020 G94 (Avance en mm/min)
Páginas: 23
Ø24
Z
Page 24
Apuntes de: C
ONTROL NUMÉRICO COMPUTERIZADO TEMA 2 . -Funciones de control de trayectorias (I).
N0030 G97 (Velocidad de giro en rev/min)
N0040 F100 S800 (Avance 100 mm/min, Velocidad de giro 800 rev/min)
N0050 T1.1 (Herramienta 1, corrector 1)
N0060 G0 X28 Z81 M03 (Posición de inicio y arranque del cabezal)
N0070 (Cilindrado a Diam. 26)
N0080 P01=K15
N0090 G01 Z P01
N0100 X29
N0110 G0 Z81
N0120 X26
N0130 G01 Z P01
N0140 X27
N0150 G0 Z79
N0160 (Refrentado a Long 78)
N0170 G01 X-5
N0180 G0 Z79.5
N0190 X27
N0200 Z78
N0210 G01 X-5
N0220 G0 Z78.5
N0230 X24
N0240 (Chaflán)
N0250 G01 Z78
N0260 X26 Z76
N0270 G0 X75 Z200
N0280 M30
El arranque de material se va a realizar en pasadas de 1 mm, separando la herramienta 0.5 mm para
retroceder. Se realizarán tres operaciones (Ver Figura 2-6):
X
Ø30
15 65
X
Ø30
15 61 2
Figura 2-6 Operaciones para la generación de la geometría de la Figura 2-5. a) Cilindrado a 26 mm de
diámetro. b) Refrentado a 78 mm de longitud. c) Achaflanado.
Ø26
Ø26
Z
Ø30
80
X
15 63
Z
Ø24
Ø26
Z
• Generación de la superficie cilíndrica de 26 mm de diámetro.
Páginas: 24
Page 25
Apuntes de: C
ONTROL NUMÉRICO COMPUTERIZADO BLOQUE III: APUNTES DE C.N.C.
• Refrentado de la base del cilindro, a una longitud de 78 mm.
• Achaflanado.
Se han programado con interpolación lineal (G01), es decir, a avance programado, los movimientos con
arranque de material y los movimientos próximos a la superficie de la pieza. Se han programado con
desplazamientos rápidos (G00) los movimientos de retroceso para realizar las diferentes pasadas y los
movimientos de la herramienta desde y hasta el punto de cambio.
Como G00 y G01 son modales, no es necesario incluirlas en todos los bloques consecutivos en los que
se realice el desplazamiento rápido o el desplazamiento a velocidad de avance programado, por ejemplo en los
bloques N180-N200 todos los desplazamientos son a máximo avance, pero no se programa el código G00 en
todos ellos.
Como G00 y G01 son incompatibles, no pueden estar activos simultáneamente. Para activarlos y
desactivarlos se van programando alternativamente según sea necesario: por ejemplo los bloques N90-N100
son desplazamientos a avance programado (G01 en bloque N90) y los bloques N110-N120 son desplazamientos
a máximo avance (G00 en bloque N110).
Todos los movimientos paralelos a los ejes se han programado únicamente con la coordenada que varía
en el desplazamiento (Ver bloques N110-N130).
Las coordenadas de los puntos pueden definirse como constantes, o en función de parámetros. En el
bloque N80 se asigna un valor a un parámetro (P01) y en los bloques N90 y N130 se define una coordenada del
punto final en función de ese parámetro.
EJEMPLO II: INTERPOLACIÓN LINEAL EN TORNO. PROGRAMACIÓN EN RADIOS.
El mismo programa del ejemplo anterior utilizando la cota X expresada en radios sería el que se
presenta a continuación:
N0010 G90 (Cotas Absolutas)
N0020 G94 (Avance en mm/min)
N0030 G97 (Velocidad de giro en rev/min)
N0040 F100 S800 (Avance 100 mm/min, Velocidad de giro 800 rev/min)
N0050 T1.1 (Herramienta 1, corrector 1)
N0060 G0 X14 Z81 M03 (Posición de inicio y arranque del cabezal)
N0070 (Cilindrado a Diam. 26)
N0080 P01=K15
N0090 G01 Z P01
N0100 X14.5
N0110 G0 Z81
N0120 X13
N0130 G01 Z P01
N0140 X13.5
N0150 G0 Z79
N0160 (Refrentado a Long 78)
N0170 G01 X-2.5
N0180 G0 Z79.5
Páginas: 25
Page 26
aparezca.
Apuntes de: C
ONTROL NUMÉRICO COMPUTERIZADO TEMA 2 . -Funciones de control de trayectorias (I).
N0190 X13.5
N0200 Z78
N0210 G01 X-2.5
N0220 G0 Z78.5
N0230 X12
N0240 (Chaflán)
N0250 G01 Z78
N0260 X13 Z76
N0270 G0 X37.5 Z200
N0280 M30
Este programa se obtiene del anterior dividiendo entre 2 la cota X en todos los bloques en los que
EJEMPLO III: INTERPOLACIÓN LINEAL EN FRESADORA.
El programa que se presenta en este ejemplo genera la geometría de la Figura 2-7. El punto de cambio
de herramientas es (X0 Y0 Z0) y coincide con el cero máquina y con el cero pieza.
Bruto Cilindro Z, 20 â 100 ∆ (mm). Situado centrado y apoyado sobre el plano Z-190.
68
0
6
3
6
Ø
68
3
20
Ø100
Figura 2-7 Geometría para ejemplos de programación con G01 en Fresadora.
El bruto se define como en el apartado 0.
El programa sería:
N0010 F100 S1000 T2.2
N0020 M6
N0030 G90 (Cotas Absolutas)
N0040 G43 (Compensación de Longitud)
Páginas: 26
Page 27
Apuntes de: C
ONTROL NUMÉRICO COMPUTERIZADO BLOQUE III: APUNTES DE C.N.C.
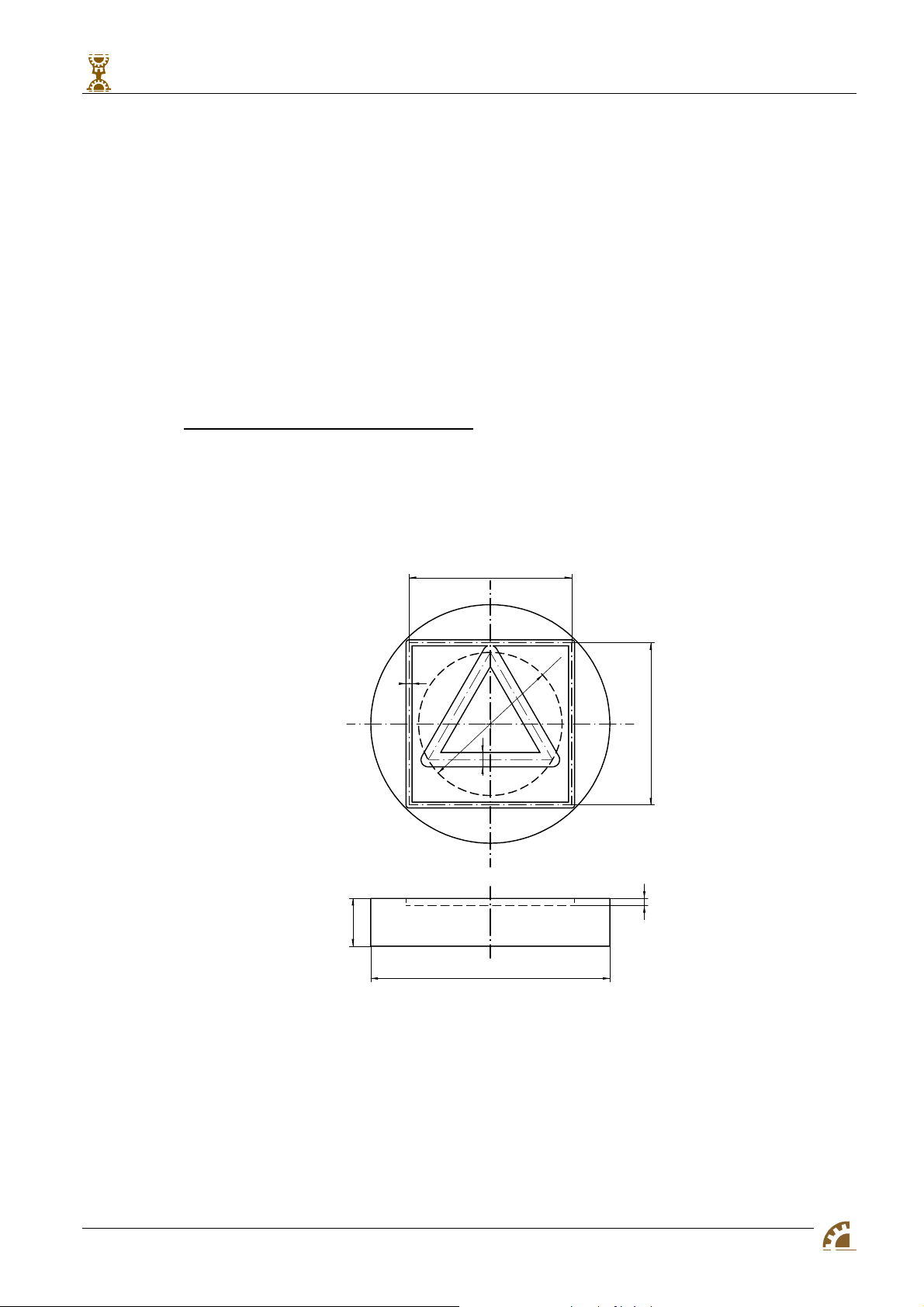
N0050 (Triángulo)
N0060 G0 X-110 Y-65 Z-168 M03
N0070 G01 G91 Z-5
N0080 X25.9808 Y-45
N0090 X-51.9616
N0100 X25.9808 Y45
N0110 Z 5
N0120 G90 X0 Y0 Z0
N0130 (Cuadrado)
N0140 T1.1
N0150 M6
N0160 G0 X-76 Y-61 Z-168 M3
N0170 G01 G91 Z-5
N0180 X-68
N0190 Y-68
N0200 X68
N0210 Y68
N0220 Z5
N0230 G90 X0 Y0 Z0
N0240 M30
El programa realiza el mecanizado en dos operaciones:
• Mecanizado del triángulo, con la herramienta T2.2 que tiene 6 mm de diámetro.
• Mecanizado del cuadrado, con la herramienta T1.1 que tiene 2.5 mm de diámetro.
Después de programar la herramienta hay que programar el código de la rutina de cambio de
herramienta (M06).
Para que los desplazamientos programados correspondan a la punta de la herramienta se programa el
código G43 (Véase el apartado 2.1.4.-).
Cada operación tendrá la siguiente secuencia de movimientos:
• Acercamiento de la herramienta
de cambio de herramienta a uno de los puntos de la geometría a generar, quedando una
determinada distancia (2 mm) por encima de la superficie. Como la superficie superior del cilindro
está a una cota absoluta de Z-170, el acercamiento se realizará a una cota Z-168 (Bloques N60 y
N160). En estos bloques se programa también el arranque del cabezal (M03).
• Bajada de la herramienta a la cota de la ranura
herramienta desciende hasta la cota de la ranura. Este movimiento se ha programado en cotas
incrementales, el desplazamiento será (hacia abajo) de 2 mm de la distancia de seguridad más 3
: La herramienta se desplazará a máxima velocidad desde el punto
: Mediante un movimiento a avance programado, la
mm de la profundidad de la ranura (Z-5, Bloques N70 y N170). En estos bloques se programa el
código de programación en cotas incrementales (G91).
• Programación de la geometría
: Se programan las trayectorias rectas que componen la geometría,
indicando únicamente las cotas que varían. Como los movimientos son en un plano no es necesario
indicar la variación de la cota Z. En algunos casos los movimientos son paralelos a los ejes X o Y, y
tampoco es necesario programar alguna de estas coordenadas. Como está activo G91, las
Páginas: 27
Page 28
Apuntes de: C
ONTROL NUMÉRICO COMPUTERIZADO TEMA 2 . -Funciones de control de trayectorias (I).
coordenadas están dadas con cotas incrementales. (Bloques N80-N100 y N180-N210). También
está activo G01, por lo que no se programa en ninguno de esos bloques.
• Ascenso de la herramienta para salir de la ranura
: La herramienta se extrae verticalmente a la
velocidad de avance programada, hasta la misma cota en la que se colocó al acercarla. (Bloques
N110 y N220).
• Desplazamiento al punto de cambio de herramienta
: Para llevar la herramienta la punto de cambio,
se activa la programación de cotas absolutas (G90). El desplazamiento se realiza a máxima
velocidad G00.
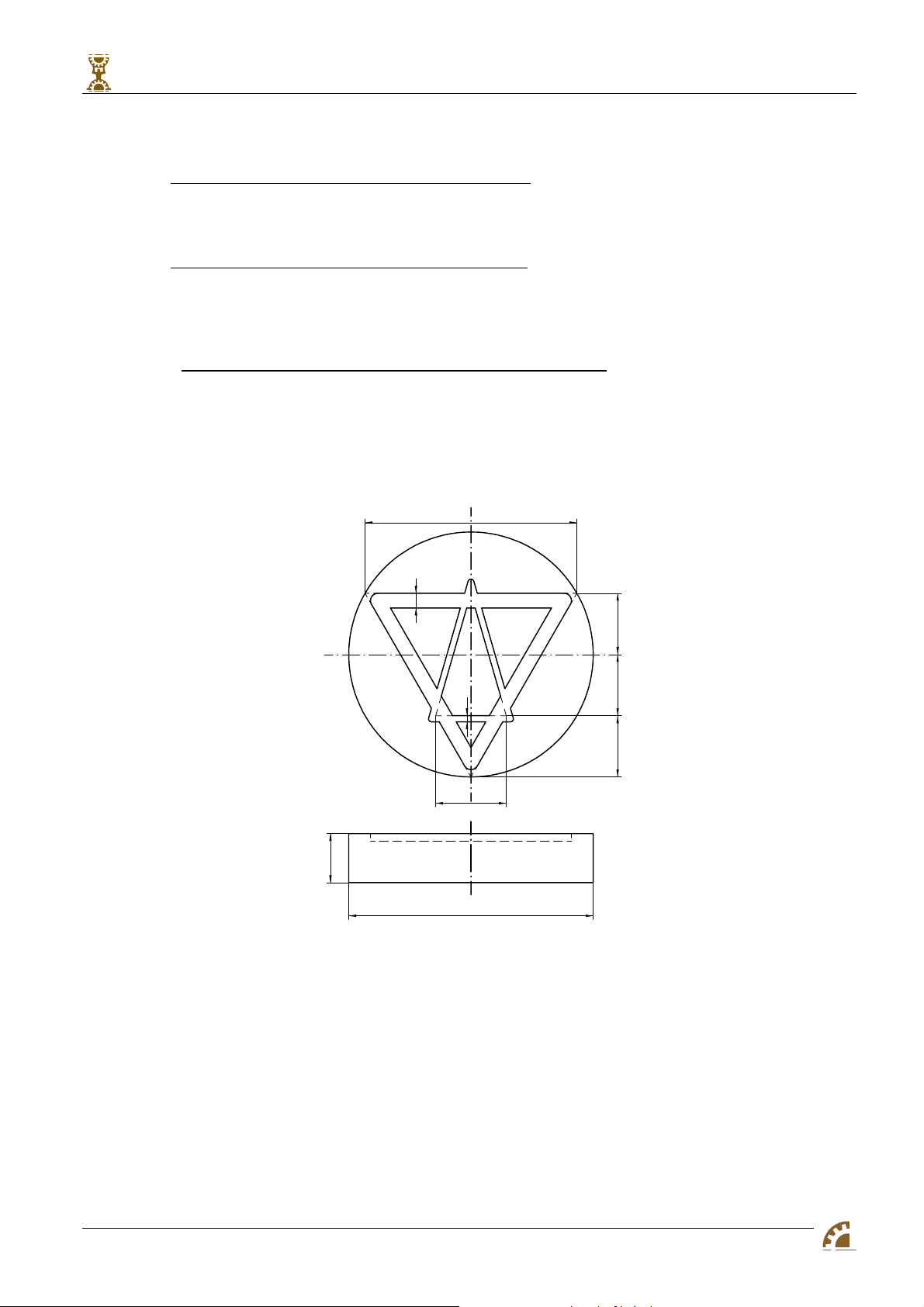
EJEMPLO IV: INTERPOLACIÓN LINEAL CON COMPENSACIÓN. FRESADORA.
El programa que se presenta en este ejemplo genera la geometría de la Figura 2-8. El punto de cambio
de herramientas es (X0 Y0 Z0) y coincide con el cero máquina y con el cero pieza.
Bruto Cilindro Z, 20 â 100 ∆ (mm). Situado centrado y apoyado sobre el plano Z-190.
86,603
6
252525
2,5
28,868
20
Ø100
Figura 2-8 Geometría para ejemplo de programación de G01 con compensación.
N0010 F100 S1000 T2.2
N0020 M6
N0030 G90 (Cotas Absolutas)
N0040 P00=K3 (Radio de la herramienta)
N0050 P01=K70 F1 P00
N0060 G43 G0 X-110 Y- P01 Z-168 M03
N0070 G01 Z-171
N0080 G42 Y-70
N0090 G91 X43.3015
N0100 X-43.3015 Y-75
Páginas: 28
Page 29

Apuntes de: C
ONTROL NUMÉRICO COMPUTERIZADO BLOQUE III: APUNTES DE C.N.C.
N0110 X-43.3015 Y75
N0120 X43.3015
N0130 G40 G90 Z-168
N0140 G0 X0 Y0 Z0 (Herramienta al punto de cambio)
N0150 T1.1
N0160 M06
N0170 P00=K1.25
N0180 P01=K120 F1 P00
N0190 G43 G0 X-110 Y- P01 Z-168 M03
N0200 G01 Z-171
N0210 G41 Y-120
N0220 G91 X-14.434
N0230 X14.434 Y50
N0240 X14.434 Y-50
N0250 X-14.434
N0260 G40 G90 Z-168
N0270 G00 X0 Y0 Z0
N0280 M30 (Fin del programa)
Páginas: 29
Page 30
Apuntes de: C
ONTROL NUMÉRICO COMPUTERIZADO TEMA 2 . -Funciones de control de trayectorias (I).
2.4.- INTERPOLACIÓN CIRCULAR. G02/G03.
2.4.1.- DESCRIPCIÓN Y SINTAXIS DEL BLOQUE
Cuando se programan los códigos G02 o G03, se realiza un desplazamiento desde la posición en que se
encuentra hasta la posición indicada, siguiendo una trayectoria circular y con el avance (F) programado. El CNC
calcula el avance correspondiente a cada eje, para que el avance resultante coincida con el programado.
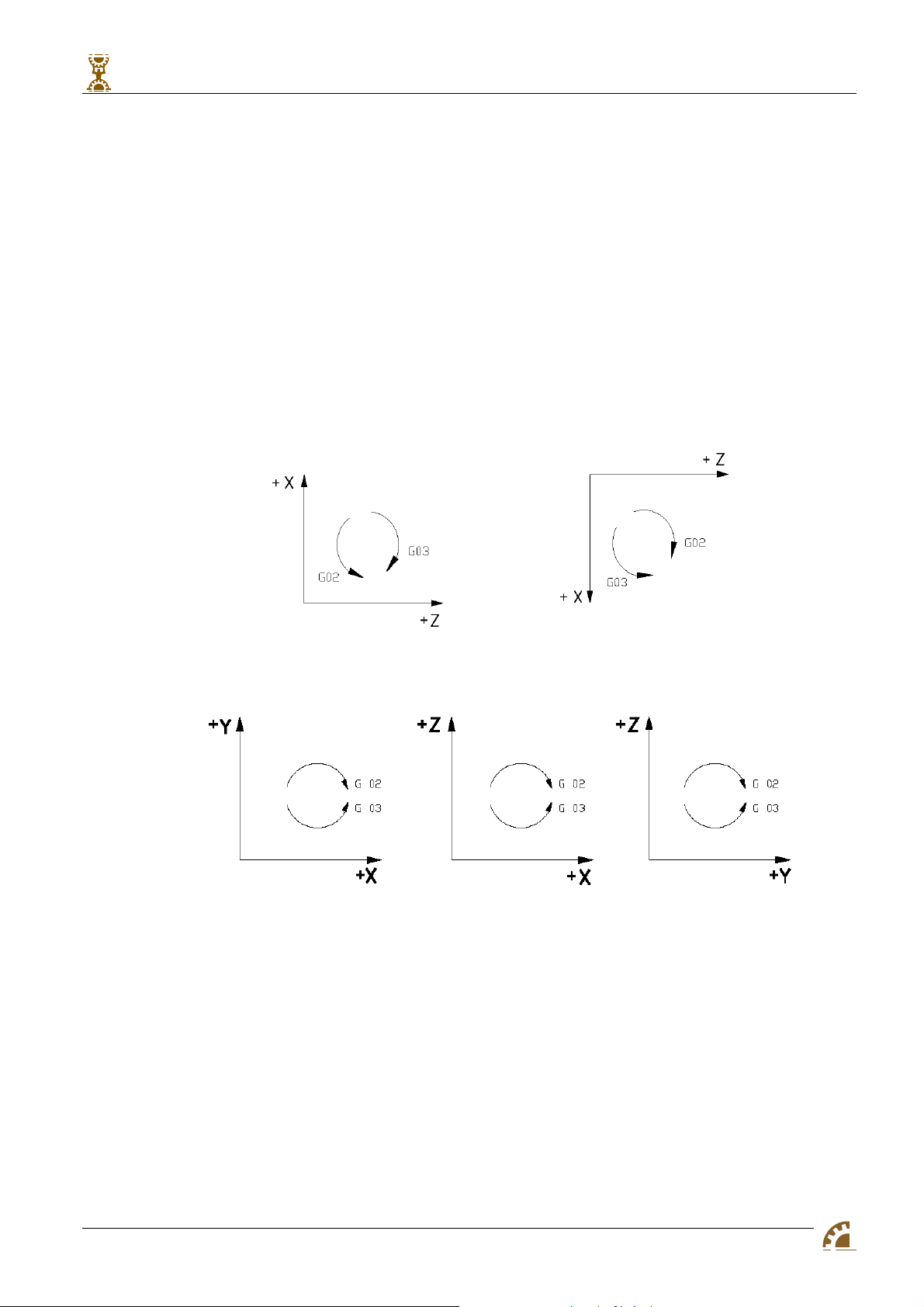
La interpolación circular sólo se puede ejecutar en un plano. En torno se ejecutará en el plano XZ. En
fresadora se podrá ejecutar en el plano XY, en el plano XZ y en el plano YZ. Las definiciones de sentido horario
(G02) y sentido antihorario (G03) se han fijado de acuerdo con el sistema de coordenadas representado en la
Figura 2-9 para torno y en la Figura 2-10 para fresadora, siempre referido al movimiento de la herramienta
sobre la pieza.
Figura 2-9 Definición de sentido G02, G03 en torno.
Figura 2-10 Definición de los sentidos de G02, G03 en fresadora.
G02 y G03 son funciones modales, incompatibles entre sí e incompatibles también con G00, G01 y G33.
Cuando se programan estas funciones el control asume como nuevo origen de coordenadas polares el centro
del arco trazado.
Para calcular la trayectoria el CNC necesita, además de las coordenadas del punto final, las
coordenadas del centro o el radio del arco. El bloque se puede construir de las siguientes maneras:
• En coordenadas Cartesianas: con las coordenadas del punto final y las del centro (estas últimas
medidas respecto al punto de inicio del arco).
• En coordenadas Cartesianas: con las coordenadas del punto final y el radio del arco.
Páginas: 30
Page 31

Apuntes de: C
ONTROL NUMÉRICO COMPUTERIZADO BLOQUE III: APUNTES DE C.N.C.
• En coordenadas Polares: con las coordenadas del punto final y las del centro. El centro se dará con
sus coordenadas cartesianas medidas respecto al punto de inicio del arco. La coordenada polar
radial del punto final coincidirá con la del punto inicial (al asumir el CNC como nuevo origen polar el
centro del arco), por lo tanto sólo habrá que indicar la coordenada angular del punto final.
2.4.2.- P
ROGRAMACIÓN DE G02/G03 EN COORDENADAS CARTESIANAS: PUNTO FINAL Y CENTRO
TORNO:
El plano en el que se calcula la interpolación es el plano XZ.
El formato del bloque es:
N0260 G03 (G02) X26 Z74 I0 K-4
FRESADORA:
Existen tres planos posibles para calcular la interpolación circular XZ, XY, YZ.
Así, los formatos de los bloques son:
• Plano XY:
N0260 G17 G03 (G02) X26 Y74 I0 J-4
El código G17 indica que el plano de trabajo es el plano XY.
• Plano XZ:
N0260 G18 G03 (G02) X26 Z74 I0 K-4
El código G18 indica que el plano de trabajo es el plano XZ.
• Plano YZ:
N0260 G19 G03 (G02) Y26 Z74 J0 K-4
El código G19 indica que el plano de trabajo es el plano YZ.
Donde X, Y y Z son las coordenadas del punto final de la trayectoria. Según el modo de programación
elegido estas coordenadas vendrán dadas en cotas absolutas, medidas respecto al origen que esté activo, o en
cotas incrementales.
I Æ Distancia según el eje X desde el punto de inicio del arco (donde está situada la herramienta) al
centro del mismo. Este parámetro tiene que programarse siempre, aunque su valor sea 0, y se programa con
signo (según el sentido del eje). Como este parámetro es una distancia, en el caso de torno su valor será
independiente de si se está programando la coordenada X en radios o diámetros.
J Æ Distancia según el eje Y desde el punto de inicio del arco al centro del mismo. Se programa con
signo (indicado por el sentido del eje). Tiene que programarse siempre, aunque tenga valor 0.
K Æ Distancia según el eje Z desde el punto de inicio del arco al centro del mismo. Se programa con
signo (indicado por el sentido del eje). Tiene que programarse siempre, aunque tenga valor 0.
2.4.3.- P
ROGRAMACIÓN DE G02/G03 EN COORDENADAS CARTESIANAS: PUNTO FINAL Y RADIO
TORNO:
El formato del bloque es:
Páginas: 31
Page 32

Apuntes de: C
ONTROL NUMÉRICO COMPUTERIZADO TEMA 2 . -Funciones de control de trayectorias (I).
N0260 G03 (G02) X26 Z74 R4
FRESADORA:
Los formatos de los bloques son:
• Plano XY:
N0260 G17 G03 (G02) X26 Y74 R4
• Plano XZ:
N0260 G18 G03 (G02) X26 Z74 R4
• Plano YZ:
N0260 G19 G03 (G02) Y26 Z74 R4
Donde X, Y y Z son las coordenadas del punto final de la trayectoria. Según el modo de programación
elegido estas coordenadas vendrán dadas en cotas absolutas, medidas respecto al origen que esté activo, o en
cotas incrementales.
R Æ Radio del Arco. Existen cuatro arcos de circunferencias que unan dos puntos con un mismo radio
(Ver Figura 2-11), el arco quedará determinado por el código programado (G02 ó G03) y por el signo del radio.
El radio positivo corresponde al arco de circunferencia de ángulo inferior a 180º y el negativo al de ángulo
mayor a 180º.
En la Figura 2-11 se puede diferenciar los siguientes arcos:
o Arco 1: G02 X Z R< 0.
o Arco 2: G02 X Z R >0.
Figura 2-11 Signo del radio en la programación de arcos con G02/G03.
o Arco 3: G03 X Z R >0
o Arco 4: G03 X Z R <0
Si se programa un círculo completo, con la programación del radio, el CNC visualizará el error 47,
debido a que existen infinitas soluciones.
Páginas: 32
Page 33

Apuntes de: C
ONTROL NUMÉRICO COMPUTERIZADO BLOQUE III: APUNTES DE C.N.C.
2.4.4.- PROGRAMACIÓN DE G02/G03 EN COORDENADAS POLARES: CENTRO Y ÁNGULO DEL PUNTO FINAL
TORNO:
El formato del bloque es:
N0260 G03 (G02) A90 I0 K-4
FRESADORA:
• Plano XY:
N0260 G17 G03 (G02) A90 I0 J-4
• Plano XZ:
N0260 G18 G03 (G02) A90 I0 K-4
• Plano YZ:
N0260 G19 G03 (G02) A90 J0 K-4
Donde:
I Æ Distancia según el eje X desde el punto de inicio del arco (donde está situada la herramienta) al
centro del mismo. Este parámetro es una distancia, y por lo tanto su valor será independiente de si se está
programando la coordenada X en radios o diámetros. Se programa con signo (indicado por el sentido del eje).
Tiene que programarse siempre, aunque tenga valor 0.
J Æ Distancia según el eje Y desde el punto de inicio del arco al centro del mismo. Se programa con
signo (indicado por el sentido del eje). Tiene que programarse siempre, aunque tenga valor 0.
K Æ Distancia según el eje Z desde el punto de inicio del arco al centro del mismo. Se programa con
signo (indicado por el sentido del eje). Tiene que programarse siempre, aunque tenga valor 0.
A Æ Ángulo del punto final respecto al centro polar. Cuando se programa una interpolación circular con
G02 o G03 el CNC asume el centro del arco como centro polar.
2.4.5.- P
ROGRAMACIÓN DEL CENTRO EN COORDENADAS ABSOLUTAS (NO SIMULADA).
La función G06, con G02 o G03 activo, permite programar las coordenadas del centro (I J K) con cotas
absolutas medidas respecto al cero pieza y no respecto al punto inicial del arco como se hacía en los apartados
anteriores (2.4.2.- y 2.4.4.-).
Esta función no es modal, por lo tanto debe programarse en cada bloque en el que se quiera dar las
coordenadas del centro en coordenadas absolutas. El programa WinUnisoft no simula esta función.
TORNO:
El plano en el que se calcula la interpolación es el plano XZ.
El formato del bloque es:
N0260 G03 (G02) G06 X26 Z74 I0 K-4
FRESADORA:
Páginas: 33
Existen tres planos posibles para calcular la interpolación circular XZ, XY, YZ.
Page 34

Apuntes de: C
ONTROL NUMÉRICO COMPUTERIZADO TEMA 2 . -Funciones de control de trayectorias (I).
Así, los formatos de los bloques son:
• Plano XY:
N0260 G17 G03 (G02) G06 X26 Y74 I0 J-4
El código G17 indica que el plano de trabajo es el plano XY.
• Plano XZ:
N0260 G18 G03 (G02) G06 X26 Z74 I0 K-4
El código G18 indica que el plano de trabajo es el plano XZ.
• Plano YZ:
N0260 G19 G03 (G02) G06 Y26 Z74 J0 K-4
El código G19 indica que el plano de trabajo es el plano YZ.
2.4.6.- E
JEMPLOS
EJEMPLO I: INTERPOLACIÓN CIRCULAR EN TORNO. PROGRAMACIÓN EN DIÁMETROS.
El programa que se presenta en este ejemplo genera la geometría de la Figura 2-12. El punto de
cambio de herramientas es (X75 Z200).
Bruto de 80 â 30 ∆ (mm). Cero pieza coincide con cero máquina. Programación en diámetros.
Programar pasadas de 2 mm de espesor como máximo.
6
8
0
X
Ø30
1
R
15 6 20 8 31
3
Ø26
4
1
80
,
6
7
8
0
°
5
Z
Ø 18,5
Figura 2-12 Geometría para ejemplos de programación con G02/G03 en Torno
N0010 G90 (Cotas Absolutas)
N0020 G94 (Avance en mm/min)
N0030 G97 (Velocidad de giro en rev/min)
N0040 F100 S800 (Avance 100 mm/min, Velocidad de giro 800 rev/min)
N0050 T1.1 (Herramienta 1, corrector 1)
N0060 G0 X26 Z81 M03 (Posición de inicio y arranque del cabezal)
N0070 (Cilindrado a Diam. 26 y curva R 10)
N0080 G01 Z21
N0130 G02 X30 Z15 R10
N0140 G0 Z81
N0150 (Torneado del Extremo)
N0160 X22
N0170 G01 Z80
Páginas: 34
Page 35

Apuntes de: C
ONTROL NUMÉRICO COMPUTERIZADO BLOQUE III: APUNTES DE C.N.C.
N0180 G03 A68.678 I-1 K-5
N0190 G0 Z81
N0240 X18.5
N0250 G01 Z80
N0260 G03 A68.678 I-1 K-5
N0270 (Torneado de la Ranura Curva)
N0280 G0 X75 Z200
N0290 T4.4
N0300 G0 X27 Z49
N0310 G01 G91 X-0.5
N0320 G02 G06 X0 Z-8 I3 K-4
N0330 M30
El mecanizado se ha programado en tres fases.
• Cilindrado a 26 y curva de R10 (Trayectoria 1–2-3 en la Figura 2-13): Se ha programado la
trayectoria completa. La curva se ha programado en coordenadas cartesianas (absolutas), con el
punto final y el radio (N130).
81
0
1
R
3
Ø30
15
2
4
1
Ø26
Figura 2-13 Cilindrado y curva de la Figura 2-12.
• Torneado de la Curva del Extremo (ver Figura 2-14): Se ha realizado en dos pasadas paralelas
(Tray 6-7 y 10-11). La curva está programada en coordenadas polares (igual en los dos bloques
N180 y N260), pero están desplazada 2 mm una respecto a la otra porque está desplazado el
origen del arco (Bloques N170 y N250).
6
8
,
6
7
8
°
8
9
10
5
Ø18,5
Ø26
6
8
,
6
7
8
7
°
12
1
8
5
6
Ø 29,5
Ø22
Ø26
11
1
1
Figura 2-14 Mecanizado de la curva del extremo.
Páginas: 35
1
Page 36

Apuntes de: C
ONTROL NUMÉRICO COMPUTERIZADO TEMA 2 . -Funciones de control de trayectorias (I).
• Torneado de la ranura curva (trayectoria 14-15 de la Figura 2-15): Se ha programado dando las
coordenadas en cotas incrementales. La trayectoria se ha definido por el punto final y la posición
del centro (N320).
4
16
3
15
13
14
12
8 31
Figura 2-15 Mecanizado de la Ranura curva.
EJEMPLO II: INTERPOLACIÓN CIRCULAR EN FRESADORA. PROGRAMACIÓN DE UNA CIRCUNFERENCIA
COMPLETA.
El programa que se presenta en este ejemplo genera la geometría de la Figura 2-16. El punto de
cambio de herramientas es (X0 Y0 Z0) y coincide con el cero máquina y con el cero pieza.
Bruto Cilindro Z, 20 â 100 ∆ (mm). Situado centrado y apoyado sobre el plano Z-190.
R
2
0
20
Ø100
Figura 2-16 Geometría para ejemplos de programación con G02/G03 en Fresadora
N0010 G71 G91 G94 G96 F100 S2000 T2.2
N0020 M06
N0030 G43 (Act. Compensación Longitud)
0
2
R
3
0
°
3
Páginas: 36
Page 37

Apuntes de: C
ONTROL NUMÉRICO COMPUTERIZADO BLOQUE III: APUNTES DE C.N.C.
N0040 G0 X-110 Y-115 Z-168 M03
N0050 G01 Z-7
N0060 G03 X17.32 Y30 I17.32 J10 (Tray 1-2: Punto Final y Centro)
N0070 A-120 I-17.32 J10 (Tray 2-3: Polares)
N0080 X17.32 Y-30 R-20 (Tray 3-1: Punto Final y Radio)
N0090 X0 I0 J20 (Circunf. Completa: Punto Final y Centro)
N0100 G01 Z7
N0110 G0 G90 G44 X0 Y0 Z0 (Desact. Compensación long)
N0120 M30 (Fin de programa)
En la primera línea del programa se indica el modo en que se va a programar (N10), las coordenadas se
darán como cotas incrementales (G91) y en mm (G71). La velocidad de avance se dará en mm/min (G94) y
corresponderá al punto de corte de la herramienta (G96).
El mecanizado de los tres arcos se ha realizado como se indica en la Figura 2-17.
17,32
2
30
20
10
1
R
30°
°
0
5
2
0
3
1
17,32
10
2
3
20
4
3
Figura 2-17 Secuencia en el mecanizado de los arcos. Izq) Tray. 1-2. Centro) Tray. 2-3. Der) Tray.
3-1.
Las trayectorias se han programado del siguiente modo:
• Trayectoria 1-2 (Figura 2-17.Izq): Se ha programado en coordenadas cartesianas, con las
coordenadas del centro (respecto al punto 1) y del punto final (medidas respecto a 1 porque G91
está activo).
• Trayectoria 2-3 (Figura 2-17.Centro): Se ha programado en coordenadas polares. El centro se da en
coordenadas cartesianas respecto a 1). El ángulo dado es el incremento de ángulo entre el final (150º) y el inicial (-30º), considerando el centro del arco como origen de coordenadas polares. Así:
0°
A=-150-(-30)=-120º.
• Trayectoria 3-1 (Figura 2-17.Der): Se ha programado en coordenadas cartesianas, dando el radio.
La circunferencia completa (ver Figura 2-18) se ha programado en coordenadas cartesianas (dando el
punto final y el radio), y también podría haberse programado del siguiente modo:
N0120 G02 A0 I0 J20
Páginas: 37
Page 38

Apuntes de: C
ONTROL NUMÉRICO COMPUTERIZADO TEMA 2 . -Funciones de control de trayectorias (I).
R
2
0
4
Figura 2-18 Circunferencia completa.
Como la función G03 es modal, sólo se ha escrito en el bloque N60, aunque permanece activo durante
todas las trayectorias curvas programadas, hasta el bloque N90 (incluido).
EJEMPLO III: INTERPOLACIÓN CIRCULAR EN FRESADORA. COMPENSACIÓN DE RADIO.
El programa que se presenta en este ejemplo genera la geometría de la Figura 2-19. El punto de
cambio de herramientas es (X0 Y0 Z0) y coincide con el cero máquina y con el cero pieza.
Bruto Cilindro Z, 20 â 100 ∆ (mm). Situado centrado y apoyado sobre el plano Z-190.
34,641
0
2
R
0
2
R
6
10
5
20
Ø 100
Figura 2-19 Geometría para ejemplo de programación con G02/G03 con compensación.
N0010 G71 G91 G94 G96 F100 S2000 T2.2
N0020 M06
N0030 G43 (Act. Compensación Longitud)
N0040 P1 = K6 (Diam. Herram.)
N0050 P2 = P1 F4 K2 (Radio Herram.)
Páginas: 38
Page 39

Apuntes de: C
ONTROL NUMÉRICO COMPUTERIZADO BLOQUE III: APUNTES DE C.N.C.
N0060 P3 = K-75 F2 P2 (Coor Y del punto 1)
N0070 P4 = K20 F1 P1 (Coor Y del punto 5)
N0080 G0 X-110 Y P3 Z-168 M03
N0090 G01 Z-7
N0100 G42 Y P2 (Act. Compensación Radio; tray 1-2)
N0110 G02 I0 J-20 (Circunf. completa 1-1: Punto Final y Centro)
N0120 G01 G40 Y- P2 (Desact. Compensación Radio; tray 2-1)
N0130 Z7
N0140 G0 Y P4
N0150 G01 Z-7
N0160 G41 Y- P2 (Act. Compensación Radio; tray 5-6)
N0170 G02 A-120 I0 J-20 (Tray 6-7: Polar)
N0180 X-17.32 Y-30 R-20 (Tray 7-8: Punto Final y Radio)
N0190 X-17.32 Y30 R-20 (Tray 8-9: Punto Final y Radio)
N0200 A-120 I17.32 J10 (Tray 9-10: Polar)
N0210 G01 G40 Y P2 (Desact. Compensación Radio; tray 10-5)
N0220 Z7
N0230 G0 G90 G44 X0 Y0 Z0 (Desact. Compensación long)
N0240 M30 (Fin de programa)
En la primera línea se define el modo en que se va a programar (N10), en cotas incrementales medidas
en mm, con el avance dado en mm/min y referido al punto de corte de la herramienta.
En primer lugar se realiza el mecanizado de la circunferencia completa. Se va a realizar con
compensación de radio del radio de la herramienta. La programación se realizará de forma paramétrica, para
poder cambiar la herramienta sin tener que modificar todo el programa.
El parámetro que hay que introducir es el diámetro de la herramienta, P1 (bloque N40). A partir de este
parámetro se calcula el radio de la herramienta, P2 (N50) y las coordenadas del punto en el que hay que se
sitúa la herramienta al entrar, P3 (N60), ver Figura 2-20.
Ø
2
6
R
2
0
1
Figura 2-20 Detalle del mecanizado realizado.
Los códigos de compensación de radio de la herramienta no se pueden activar ni desactivar durante
una trayectoria curva, por lo que se programa una primera trayectoria recta para activar la compensación, pero
que no provoca ningún movimiento de la herramienta. Esta trayectoria es la trayectoria 1-2 (bloque N100).
Páginas: 39
Page 40

Apuntes de: C
ONTROL NUMÉRICO COMPUTERIZADO TEMA 2 . -Funciones de control de trayectorias (I).
La circunferencia completa se programa dando las coordenadas del punto final, que como coinciden con
las del punto inicial no es necesario escribirlas, y las coordenadas del centro, que son obligatorias (N110).
Para anular la compensación se programa la misma trayectoria recta que antes, pero en sentido
contrario (bloque 110).
La trayectoria formada por los arcos exteriores se programa comenzando en el punto 5, y con la
trayectoria recta 5-6 definida para activar la compensación (Ver Figura 2-21). Para los arcos, se han definido las
trayectorias del siguiente modo:
• Trayectoria 6-7 (Figura 2-21.a): Se define en coordenadas polares (N170). Cuando se programa
una trayectoria curva, el centro del arco pasa a ser el centro polar. Como se está programando en
coordenadas incrementales, el ángulo que habrá que indicar será el incremento de ángulo entre los
puntos 6 (90º) y 7 (-30º), esto es: A = -30 –90 = -120º. El centro debe indicarse mediante sus
coordenadas cartesianas, medidas respecto al punto de inicio. Es obligatorio introducir su valor,
aunque conincidan con las del punto de inicio.
• Trayectorias 7-8 y 8-9 (Figura 2-21.b): Se definen en coordenadas cartesianas, dando el punto final
y el radio (N180-190). Las coordenadas de los puntos finales se dan medidas respecto al punto de
inicio (porque se está trabajando en coordenadas incrementales). Como el arco que se quiere trazar
cubre un ángulo superior a 180º, el valor del radio es negativo.
• Trayectoria 9-10 (Figura 2-21.c): Al igual que la trayectoria 6-7 está definida en coordenadas
polares (N200). Los datos que hay que introducir son las coordenadas cartesianas del centro
(medidas respecto al punto de inicio) y el ángulo del punto final considerando el centro polar
situado en el centro del arco trazado (en coordenadas incrementales porque G91 está activo). El
ángulo sería el ángulo del punto final 6 (90º) menos el del punto inicial (210º), así: A= 90 – 210 =
120º.
5
6
0
2
R
30
43
17,32
1
2
0
°
7
17,32
7
0
30
2
R
8
R
2
0
17,32
9
0
2
R
30
8
9
17,32
5
10
°
0
2
1
10
Figura 2-21 Trayectorias definidas para el mecanizado de los arcos exteriores de laFigura 2-19. a)
Tray. 5-6 y 6-7. b) Tray. 7-8. c) Tray. 8-9. d)Tray 9-10 y 10-1.
La compensación se desactiva en la trayectoria recta 6-5 (N210). Para llevar la herramienta al punto de
cambio se programa la trayectoria en cotas absolutas (N230).
Páginas: 40
Page 41

Dpto. de Electrónica e Ing. Electromecánica Área: Ing. de los Procesos de Fabricación
Apuntes de: C
ONTROL NUMÉRICO BLOQUE III: PROGRAMACIÓN. FAGOR 8025T
3.- EJES, SISTEMAS DE COORDENADAS Y LLAMADAS A BLOQUES.
3.1.- GUARDAR / RECUPERAR ORIGEN DE COORDENADAS. G31. G32.
3.1.1.- DESCRIPCIÓN Y SINTASIX
Mediante las funciones G31 y G32 se puede guardar y recuperar un origen de coordenadas con el que
se estuviera trabajando. La función G31 programada en un bloque guarda en memoria las coordenadas del
origen activo en ese instante y mediante la función G32 se puede recuperar ese origen en otro bloque de
programación, es decir, volver a activarlo. Esta función es útil cuando se trabaja en programación con varios
orígenes (que no se almacenen en memoria).
Estas funciones deben programarse solas en un bloque. Los formatos de bloque son, respectivamente:
N0140 G31
N0220 G32
3.1.2.- EJEMPLOS
EJEMPLO I: GUARDAR Y RECUPERAR ORÍGENES. FRESADORA.
Véase el Ejemplo I: del siguiente apartado (3.2.-).
Páginas: 41
Page 42

Apuntes de: C
ONTROL NUMÉRICO COMPUTERIZADO
T
EMA 3 . -Ejes, Sistemas de coordenadas y llamadas a
bloques.
3.2.- PRESELECCIÓN DE COTAS. G92.
3.2.1.- DESCRIPCIÓN Y SINTAXIS DEL BLOQUE.
El código G92 puede utilizarse para desplazar el origen de coordenadas de modo que un determinado
punto tenga respecto al nuevo origen las coordenadas que se especifiquen.
En torno, el código G92, puede programarse también con otro objetivo, limitar la velocidad del cabezal
(ver apartado 3.2.2.-).
Esta función tiene que programarse sola en un bloque, no puede ir con otras funciones.
El formato del bloque sería:
N0060 G92 X26 Y34 Z2
Donde X Y Z son las coordenadas que tendrá el punto en que está situada la herramienta, respecto al
nuevo sistema de coordenadas (ver O’ en la Figura 3-1), que será el que esté activo en los siguientes
desplazamientos. En torno, sólo se darán X Z.
P
O
Figura 3-1 Preselección de cotas. G92.
3.2.2.- LIMITACIÓN DE VELOCIDAD DEL CABEZAL. G92.
En programación en torno, se puede utiliza el código G92 para limitar la máxima velocidad del cabezal
cuando se trabaja a velocidad de corte constante (G96).
El formato del bloque es:
N0100 G92 S2700
O'
Donde S indica la máxima velocidad en r.p.m. permitida al cabezal.
Cuando se programa velocidad de corte constante (m/min) el control calcula la velocidad de giro del
cabezal correspondiente a cada desplazamiento. Si está activo el código G92, cuando la velocidad calculada
supere al límite máximo programado con G92, el cabezal girará a la velocidad máxima fijada.
Páginas: 42
Page 43

Apuntes de: C
ONTROL NUMÉRICO COMPUTERIZADO BLOQUE III: APUNTES DE C.N.C.
3.2.3.- EJEMPLOS
EJEMPLO I: PRESELECCIÓN DE COTAS. GUARDAR Y RECUPERAR ORIGEN. PROGRAMACIÓN PARAMÉTRICA.
FRESADORA.
El programa que se presenta en este ejemplo genera la geometría de la Figura 3-2. El punto de cambio
de herramientas es (X0 Y0 Z0) y coincide con el cero máquina. El cero pieza es el representado en la figura (O).
Bruto Cilindro Z, 20 â 100 ∆ (mm). Situado centrado y apoyado sobre el plano Z-190.
R
2
0
6
5
20
O
Ø100
0
2
R
3
0
°
Figura 3-2 Geometría para ejemplo de programación con G31/G32 y G92.
N0010 G71 G90 G94 G96 F100 S2000 T2.2
N0020 M06
N0030 G43 (Act. Compensación Longitud)
N0040 P1 = K6 (Diam. Herram.)
N0050 P2 = P1 F4 K2 (Radio Herram.)
N0060 P3 = K-75 F2 P2 (Coor Y del punto 1 resp. a CM)
N0070 P31 = K20 F2 P2 (Coor Y del punto 1 resp. a O)
N0080 P41 = K40 F1 P2 (Coor Y del punto 5 resp. a O)
N0090 G0 X-110 Y P3 Z-168 M03
N0100 G31 (Guardar Origen Coordenadas Anterior)
N0110 G92 X0 Y P31 Z2 (Crear origen O...)
N0120 G01 Z-5
N0130 G42 Y 20 (Act. Compensación Radio; tray 1-2)
N0140 G02 I0 J-20 (Circunf. completa 1-1: Punto Final y Centro)
N0150 G01 G40 Y P31 (Desact. Compensación Radio; tray 2-1)
N0160 Z2
N0170 G0 Y P41
N0180 G01 Z-5
Páginas: 43
Page 44

Apuntes de: C
ONTROL NUMÉRICO COMPUTERIZADO
T
EMA 3 . -Ejes, Sistemas de coordenadas y llamadas a
bloques.
N0190 G41 Y40 (Act. Compensación Radio; tray 5-6)
N0200 G02 A-30 I0 J-20 (Tray 6-7: Polar)
N0210 X0 Y-20 R-20 (Tray 7-8: Punto Final y Radio)
N0220 X-17.32 Y10 R-20 (Tray 8-9: Punto Final y Radio)
N0230 A90 I17.32 J10 (Tray 9-10: Polar)
N0240 G01 G40 Y P41 (Desact. Compensación Radio; tray 10-5)
N0250 Z2
N0260 G32 (Recuperar origen guardado en N100)
N0270 G0 G90 G44 X0 Y0 Z0 (Desact. Compensación long)
N0280 M30 (Fin de programa)
La programación se va a realizar en cotas absolutas medidas respecto al cero pieza, que se ha situado
en el centro de la base superior del cilindro.
El acercamiento se la herramienta (N90) se realiza hasta un punto 2 mm por encima del punto 1 (Ver
Figura 3-3). Una vez estamos situados en ese punto, realizamos el cambio de sistema de coordenadas con el
código G92, indicando las coordenadas que tendría ese punto respecto al nuevo origen, O (N110).
Antes de realizar el cambio de origen (N100), guardamos las coordenadas del origen activo (Cero
máquina) en memoria, mediante el código G31.
Ø
R
2
0
Figura 3-3 Detalle de la geometría de la Figura 3-2.
Una vez realizado el cambio de coordenadas las trayectorias se programan indicando el punto final en
coordenadas absolutas medidas respecto al punto O.
En el bloque N140 se programa la circunferencia completa, y los arcos externos se mecanizan según la
2
6
1
secuencia de la Figura 3-4 en los bloques N200-230.
La activación y desactivación de la compensación de radio se realiza siempre en trayectorias rectas en
el plano principal, XY (bloques N130, N150, N190 y N240).
Páginas: 44
Page 45

Apuntes de: C
ONTROL NUMÉRICO COMPUTERIZADO BLOQUE III: APUNTES DE C.N.C.
a) b) c) d)
5
6
0
2
R
40
0°
3
7
20
0
2
R
7
R
2
0
8
17,32
9
10
0
2
R
8
Figura 3-4 Trayectorias para el mecanizado de los arcos exteriores.
9
17,32
5
10
9
0
°
10
Páginas: 45
Page 46

Apuntes de: C
ONTROL NUMÉRICO COMPUTERIZADO
T
EMA 3 . -Ejes, Sistemas de coordenadas y llamadas a
bloques.
3.3.- PRESELECCIÓN DE ORIGEN DE COORDENADAS POLARES. G93.
3.3.1.- DESCRIPCIÓN Y SINTAXIS DEL BLOQUE.
Por medio de la función G93 se puede preseleccionar cualquier punto de un plano (XY, XZ, YZ), como
origen de coordenadas polares.
Existen dos formas de programar esta función:
• Dando las coordenadas cartesianas del origen polar:
El formato del bloque es (en el plano XY):
N0060 G93 I-110 J-95
Donde I J son las coordenadas cartesianas absolutas (respecto al origen activo) del punto en el que se
desea colocar el origen de coordenadas polares. Si no se programan los valores de I J, el control asume como
nuevo centro de coordenadas polares el punto donde está situada la herramienta en ese instante. En este caso,
esta función tiene que programarse sola en un bloque, no puede ir con otras funciones.
Las coordenadas I y J corresponderán a las coordenadas cartesianas del plano en el que se esté
trabajando, es decir, a las coordenadas X Y absolutas del centro polar si se trabaja en el plano XY, a las
coordenadas X Z si se trabaja en el plano XZ y a las coordenadas Y Z si se trabaja en el plano YZ.
• Dentro de un bloque de programación:
Cuando el código G93 se programa dentro de un bloque en el que está programada una trayectoria, el
control asume como origen polar el punto en el que se encuentra la herramienta. El formato del bloque podría,
por ejemplo ser:
N0090 G93 G01 R30 A-30
Cuando se programa una interpolación circular o helicoidad (G02 / G03), el control asume el centro del
arco programado como nuevo origen polar.
3.3.2.- E
EJEMPLO I: PRESELECCIÓN DE ORIGEN POLAR CON COTAS EN FRESADORA. G93.
JEMPLOS
El programa que se presenta en este ejemplo genera la geometría de la Figura 3-5. El punto de cambio
de herramientas es (X0 Y0 Z0) y coincide con el cero máquina. El origen de coordenadas polares es el indicado
en la figura.
Bruto Cilindro Z, 20 â 100 ∆ (mm). Situado centrado y apoyado sobre el plano Z-190.
Páginas: 46
Page 47

Apuntes de: C
ONTROL NUMÉRICO COMPUTERIZADO BLOQUE III: APUNTES DE C.N.C.
3
8
0
,
8
4
R
C'
2
6
9
,
1
5
2,5
A
C
0
3
R
O
B'
D'
20
6
68
Ø100
B
D
68
3
Figura 3-5 Geometría para ejemplo de programación con G93.
N0010 F100 S1000 T2.2
N0020 M06
N0030 G90 (Cotas Absolutas)
N0040 G43 (Compensación de Longitud)
N0050 G93 I-110 J-95 (Coordenadas cartesianas del centro Polar)
N0060 (* TRIÁNGULO *)
N0070 G0 R30 A90 Z-168 M03
N0080 G01 Z-173
N0100 A-30 (Tray. A-B)
N0110 A-150 (Tray. B-B')
N0120 A90 (Tray. B-A')
N0130 Z-168
N0140 G00 X0 Y0 Z0 (Desplaz. a Punto de Cambio)
N0150 T1.1
N0160 M06
N0170 (* CUADRADO *)
N0180 G00 R48.083 A45 Z-168 M03
N0190 G01 Z-173
N0200 A-45 (Tray. C-D)
N0210 A-135 (Tray. D-D')
N0220 A135 (Tray. D'-C')
N0230 A45 (Tray. C'-C)
N0240 Z-168
N0250 G00 X0 Y0 Z0 (Desplaz. a Punto de Cambio)
N0260 M30 (Fin de programa)
En el bloque N50 se definen las coordenadas cartesianas del centro polar (en el plano XY) y respecto a
el cero máquina (cero pieza activo).
Páginas: 47
Page 48

Apuntes de: C
ONTROL NUMÉRICO COMPUTERIZADO
T
EMA 3 . -Ejes, Sistemas de coordenadas y llamadas a
Aunque esté fijado el centro polar, se pueden realizar desplazamientos perpendiculares al plano XY
(bloques N70-N80).
Al igual que en programación con cotas cartesianas, solo es necesario indicar la coordenada del punto
final si no coincide con la del punto inicial (bloques N100-N120).
El sistema de coordenadas cartesiano sigue activo, lo que posibilita llevar la herramienta al punto de
cambio sin tener que calcular las coordenadas polares de ese punto (bloque N140 y N250).
bloques.
EJEMPLO II: COTAS POLARES Y COTAS INCREMENTALES EN FRESADORA.
El programa que se presenta en este ejemplo genera la geometría de la Figura 3-5, que se realizó en el
Ejemplo I:.
N0010 F100 S1000 T2.2
N0020 M06
N0030 G90 (Cotas Absolutas)
N0040 G43 (Compensación de Longitud)
N0050 G93 I-110 J-95 (Coordenadas cartesianas del centro Polar)
N0060 (* TRIÁNGULO *)
N0070 G0 R30 A90 Z-168 M03
N0080 G91 G01 Z-5
N0100 A-120 (Tray. A-B)
N0110 A-120 (Tray. B-B')
N0120 A-120 (Tray. B-A')
N0130 Z5
N0140 G90 G00 X0 Y0 Z0 (Desplaz. a Punto de Cambio)
N0150 T1.1
N0160 M06
N0170 (* CUADRADO *)
N0180 G00 R48.083 A45 Z-168 M03
N0190 G01 G91 Z-5
N0200 A-90 (Tray. C-D)
N0210 A-90 (Tray. D-D')
N0220 A-90 (Tray. D'-C')
N0230 A-90 (Tray. C'-C)
N0240 Z5
N0250 G00 X0 Y0 Z0 (Desplaz. a Punto de Cambio)
N0260 M30 (Fin de programa)
Las trayectorias en cotas polares e incrementales corresponden al incremento del radio y al incremento
del ángulo. En este caso, el radio no varía y el ángulo varía una cantidad constante para el triángulo (N100N120) y otra para el cuadrado (N200-N230).
EJEMPLO III: PRESELECCIÓN DE ORIGEN POLAR EN TRAYECTORIA. COTAS INCREMENTALES. FRESADORA
El programa que se presenta en este ejemplo genera la geometría de la Figura 3-5, que se realizó en el
Ejemplo I:.
N0010 F100 S1000 T2.2
N0020 M06
Páginas: 48
Page 49

Apuntes de: C
ONTROL NUMÉRICO COMPUTERIZADO BLOQUE III: APUNTES DE C.N.C.
N0030 G90 (Cotas Absolutas)
N0040 G43 (Compensación de Longitud)
N0050 (* TRIÁNGULO *)
N0060 G0 X-110 Y-65 Z-168 M03
N0070 G91 G01 Z-5
N0080 G93 G01 R51.962 A-60 (Tray. A-B)
N0090 A-60 (Tray. B-B')
N0100 R-51.962 A60 (Tray. B-A')
N0110 Z5
N0120 G90 G00 X0 Y0 Z0 (Desplaz. a Punto de Cambio)
N0130 T1.1
N0140 M06
N0150 (* CUADRADO *)
N0160 G00 X-76 Y-61 Z-168 M03
N0170 G01 G91 Z-5
N0180 G93 G01 R68 A-90 (Tray. C-D)
N0190 R28.166 A-45 (Tray. D-D')
N0200 R-28.166 A-45 (Tray. D'-C')
N0210 R-68 A180 (Tray. C'-C)
N0220 Z5
N0230 G90 G00 X0 Y0 Z0 (Desplaz. a Punto de Cambio)
N0240 M30 (Fin de programa)
En este caso se ha elegido como origen polar uno de la trayectoria.
En el caso del triángulo el origen polar es el punto A, que es la posición en la que se encuentra la
herramienta cuando se programa el código G93 (N80). Las trayectorias se programan en cotas incrementales
respecto a ese origen. Si el punto A es el origen polar, la trayectoria A-B tendrá una variación de radio y una
variación de ángulo (N80), la trayectoria B-B’ se dará sólo por la variación de ángulo (ya que B y B’ tienen el
mismo radio respecto a A), y la trayectoria B’-A se programará con la variación de radio y de ángulo.
En el cuadrado, el origen polar es el punto C y existe variación tanto de radio como de ángulo en todas
las trayectorias.
Páginas: 49
Page 50

Apuntes de: C
ONTROL NUMÉRICO COMPUTERIZADO
T
EMA 3 . -Ejes, Sistemas de coordenadas y llamadas a
bloques.
3.4.- TRASLADO DE ORIGEN. G53. G54. G55. G56. G57. G58. G59.
3.4.1.- DESCRIPCIÓN
Mediante las funciones G53, G54, G55, G56, G57, G58, G59 se puede trasladar el origen del sistema de
referencia, para facilitar la programación. Se pueden almacenar hasta siete orígenes de coordenadas diferentes
(uno en cada código) y utilizarlos cuando sea necesario en el programa.
Los mismos códigos se utilizan para cargar las coordenadas del origen en memoria y para activar el
origen.
3.4.2.- C
ARGA DEL ORIGEN
La carga de los orígenes puede realizarse fuera del programa, directamente en el panel frontal del CNC
(o en la pestaña de
orígenes del programa
trabajando en modo
Gestor
en el simulador
Winunisoft
programa se almacenan las coordenadas de los orígenes mediante los códigos G53 – G59.
• Para almacenar las coordenadas de los orígenes pueden indicarse las coordenadas absolutas
origen respecto al cero máquina (programación absoluta). El formato del bloque en ese caso es:
N0130 G53 (G54…) X0 Y100 Z-190
Donde X Y Z son las coordenadas del origen respecto al cero máquina.
• Las coordenadas del origen pueden darse indicando los incrementos
respecto a los valores
almacenados previamente en ese código (programación incremental).
N0130 G53 (G54…) I0 J100 K-190
Donde I J K son las coordenadas incrementales del nuevo origen respecto al previamente
almacenado en ese código.
3.4.3.- A
CTIVACIÓN DEL ORIGEN.
Para que el traslado de origen se haga efectivo en el programa se debe programar el código que
). Dentro del
del
contiene el nuevo origen sólo en un bloque. El formato es:
N0140 G53
A partir del bloque programado todas las coordenadas están dadas respecto al nuevo origen, que es el
punto almacenado en esa memoria.
3.4.4.- EJEMPLOS
EJEMPLO I: TRASLADO DE ORIGEN. ORIGEN EN COORDENADAS INCREMENTALES. PROGRAMACIÓN
PARAMÉTRICA. TORNO.
El programa que se presenta en este ejemplo genera la geometría de la Figura 3-6. El punto de cambio
de herramientas es (X75 Z200).
Bruto Cilindro Z, 100 â 60 ∆ (mm).
Páginas: 50
Page 51

Apuntes de: C
ONTROL NUMÉRICO COMPUTERIZADO BLOQUE III: APUNTES DE C.N.C.
20 20 20 20
20
Ø60
M
Figura 3-6 Geometría para ejemplo de programación con G53-G59. Torno.
G53G53G53G53
50°
8
R
0
1
R
Ø58
5
0
°
N0010 G71 G90 G94 G97 (Cotas mm, Abs, F mm/min, S rpm)
N0020 F100 S800 (Avance 100 mm/min, Velocidad de giro 800 rev/min)
N0030 T2.2 (Herramienta 4, corrector 4)
N0040 G53 Z100
N0050 G53
N0060 G0 X58 Z1 M03 (Posición de inicio y arranque del cabezal)
N0070 (Definición Paramétrica de la GEOMETRÍA)
N0080 P1=K10 P2=K8 P3=K50 (Radio 1, Radio 2 y ángulo)
N0090 P4=P3 F4 K2 (P4=50/2, la mitad del ángulo)
N0100 P5=F7 P4 (P5 = cos 50/2)
N0110 P6=P1 F3 P5 (P6= 10 x cos 25)
N0120 P7=K2 F3 P6 (P7 = 2 x 10 x cos 25)
N0130 P8=P2 F3 P5 (P8= 8 x cos 25)
N0140 P9=K2 F3 P8 (P9 = 2 x 8 x cos 25)
N0150 P10= P7 F1 P9
N0160 (Primer Origen)
N0170 G42 G01 Z0 (Act. Compensación Radio)
N0180 Z- P7 (tray. 1-2)
N0190 X60 (tray. 2-3)
N0200 Z- P10 (tray. 3-4)
N0210 X58 (tray. 4-5)
N0220 Z-20 (tray. 5-1')
N0230 (Segundo Origen)
N0240 G53 K-20
N0250 G53
N0260 Z- P7
N0270 X60
N0280 Z- P10
N0290 X58
N0300 Z-20
N0310 (Tercer Origen)
N0320 G53 K-20
Páginas: 51
Page 52

Apuntes de: C
ONTROL NUMÉRICO COMPUTERIZADO
T
EMA 3 . -Ejes, Sistemas de coordenadas y llamadas a
bloques.
N0330 G53
N0340 Z- P7
N0350 X60
N0360 Z- P10
N0370 X58
N0380 Z-20
N0390 (Cuarto Origen)
N0400 G53 K-20
N0410 G53
N0420 Z- P7
N0430 X60
N0440 Z- P10
N0450 X58
N0460 Z-20
N0470 (Primer Origen)
N0480 G53 K60
N0490 G53
N0500 G40 X61
N0510 G0 Z1
N0520 X58
N0530 G42 G01 Z0 (Activación Compensación Radio)
N0540 G02 Z- P7 R10 (Tray. A-B)
N0550 G03 Z- P10 R8 (Tray. B-C)
N0580 G01 Z-20 (Tray. C-A')
N0590 (Segundo Origen)
N0600 G53 K-20
N0610 G53
N0620 G42 G01 Z0
N0540 G02 Z- P7 R10
N0550 G03 Z- P10 R8
N0580 G01 Z-20
N0660 (Tercer Origen)
N0670 G53 K-20
N0680 G53
N0690 G42 G01 Z0
N0540 G02 Z- P7 R10
N0550 G03 Z- P10 R8
N0580 G01 Z-20
N0730 (Cuarto Origen)
N0740 G53 K-20
N0750 G53
N0760 G42 G01 Z0
N0540 G02 Z- P7 R10
N0550 G03 Z- P10 R8
N0580 G01 Z-20
N0560 M30
Como la geometría se repite a lo largo del eje Z, para no tener que calcular las coordenadas absolutas
de cada punto, se va a dividir la geometría en la trayectoria que se repite y se repetirá el mismo código
cambiando la posición del origen de coordenadas.
Páginas: 52
Page 53

Apuntes de: C
ONTROL NUMÉRICO COMPUTERIZADO BLOQUE III: APUNTES DE C.N.C.
Los cambios de origen en el programa se han dado de forma incremental. Se utiliza siempre una misma
memoria para los distintos orígenes, G53. Las cotas de los nuevos orígenes se programan con los incrementos
de cota, respecto a las del origen previamente almacenada en esa línea de memoria. Sólo se indican los valores
de las cotas que varían. En el ejemplo dado las cota Z del origen (N230, N470...).
Para activar el origen, después de los bloques en los que se indica un cambio de coordenadas, se
programa el código de la memoria que se está utilizando solo. (N240, N480...).
Las coordenadas de la trayectoria se darán de forma paramétrica, de modo que todos los cálculos a
partir de las cotas indicadas en el plano los realice la propia máquina. Las operaciones con parámetros sólo
pueden realizarse una a una, de ahí que deban definirse parámetros intermedios para cálculos con más de una
operación (bloques N90-N100), en el ejemplo, los parámetros P4 y P5 solo se utilizan como paso intermedio en
un cálculo que necesita más de una operación.
El mecanizado se realizará en dos etapas (ver Figura 3-7): mecanizado recto inicial (N170-210) y
mecanizado curvo final (N530-560).
50°
R
1
0
A
8
B
20
Ø60
1'
4
5
R
3
8
2
20
A'
1
0
1
R
Ø58
G53
C
R
Ø58
Figura 3-7 Secuencia de operaciones en el mecanizado de la geometría de la Figura 3-6.
EJEMPLO II: TRASLADO DE ORIGEN. ORIGEN EN COORDENADAS ABSOLUTAS. PROGRAMACIÓN
PARAMÉTRICA. FRESADORA.
El programa que se presenta en este ejemplo genera la geometría de la Figura 3-8. El punto de cambio
de herramientas es (X0 Y0 Z0) y coincide con el cero máquina. El cero pieza es el marcado en la figura.
Bruto caja 100 â 85 â 10 (mm). Situado centrado y apoyado sobre el plano Z-190.
Páginas: 53
Page 54

Apuntes de: C
ONTROL NUMÉRICO COMPUTERIZADO
100
T
EMA 3 . -Ejes, Sistemas de coordenadas y llamadas a
bloques.
6
85
G54
R
1
0
G55
1
20 20 20 20
10
Figura 3-8 Geometría para ejemplo de programación con G53-G59. Fresadora.
G56
G57
15 15 15 15
4
N0010 F100 S1000 T2.2
N0020 M06
N0030 M03
N0040 G90 (Cotas Absolutas)
N0050 G43 (Compensación de Longitud)
N0060 (CARGA DE LAS COORDENADAS DE LOS ORIGENES)
N0070 G54 X-140 Y-92.5 Z-180
N0080 G55 X-120 Y-122.5 Z-180
N0090 G56 X-100 Y-77.5 Z-180
N0100 G57 X-80 Y-107.5 Z-180
N0110 G54 (ACTIVACIÓN ORIGEN G54)
N0120 P02=F7 K30 P03=F8 K30 (seno y coseno 30º)
N0130 P04=K10 F3 P03 P05=K10 F3 P02 (cota X y Y de 1)
N0140 P06=P05 F1 K3
N0150 G00 X0 Y- P06 Z2
N0160 G01 Z-4
N0170 G42 Y- P05 (Tray. 0-A. Activación Compensación Radio)
N0180 X P04 (Tray. A-B)
N0190 X0 Y10 (Tray. B-C)
N0200 X- P04 Y- P05 (Tray. C-B’)
N0210 X0 Y- P05 (Tray. B’-A)
N0220 G40 Y- P06 (Tray. A-0. Desactivación Compensación Radio)
N0230 Z2
N0240 G55 (ACTIVACIÓN ORIGEN G55)
N0250 G00 X0 Y- P06 Z2
N0260 G01 Z-4
N0270 G42 Y- P05
Páginas: 54
Page 55

Apuntes de: C
ONTROL NUMÉRICO COMPUTERIZADO BLOQUE III: APUNTES DE C.N.C.
N0280 X P04
N0290 X0 Y10
N0300 X- P04 Y- P05
N0310 X0 Y- P05
N0320 G40 Y- P06
N0330 Z2
N0340 G56 (ACTIVACIÓN ORIGEN G56)
N0350 G00 X0 Y- P06 Z2
N0360 G01 Z-4
N0370 G42 Y- P05
N0380 X P04
N0390 X0 Y10
N0400 X- P04 Y- P05
N0410 X0 Y- P05
N0420 G40 Y- P06
N0430 Z2
N0440 G57 (ACTIVACIÓN ORIGEN G57)
N0450 G00 X0 Y- P06 Z2
N0460 G01 Z-4
N0470 G42 Y- P05
N0480 X P04
N0490 X0 Y10
N0500 X- P04 Y- P05
N0510 X0 Y- P05
N0520 G40 Y- P06
N0530 Z2
N0540 M30 (Fin de programa)
En este programa, la geometría se repite en distintos puntos de la pieza. Cada triángulo tiene sus
dimensiones definidas respecto a su centro, por lo tanto la programación de cada triángulo se va a realizar
respecto a su centro. Es necesario definir 4 orígenes, que en este caso se definirán en coordenadas absolutas
respecto al cero máquina (N70-N100). Dentro del programa habrá que activar el origen que corresponda en
cada momento (N110, N240, N340, N440). La programación se realizará en función de los parámetros que se
indican en el plano, para que puedan realizarse variaciones de forma sencilla.
R
1
0
B'
Figura 3-9 Detalle de la Figura 3-8.
C
A
B
0
°
0
3
Páginas: 55
Page 56

Page 57

Dpto. de Electrónica e Ing. Electromecánica Área: Ing. de los Procesos de Fabricación
Apuntes de: C
ONTROL NUMÉRICO BLOQUE III: PROGRAMACIÓN. FAGOR 8025T
4.- FUNCIONES DE CONTROL DE TRAYECTORIAS (II).
4.1.- INTERPOLACIÓN CIRCULAR TANGENTE A LA TRAYECTORIA ANTERIOR. G08.
4.1.1.- DESCRIPCIÓN Y SINTAXIS DEL BLOQUE
Cuando se programa el código G08, se realiza un desplazamiento de la herramienta desde la posición
en que se encuentra hasta la posición indicada, siguiendo una trayectoria circular tangente a la trayectoria
anterior y con el avance (F) programado. Se hace innecesario pues programar las coordenadas del centro (I J
K).
La trayectoria anterior puede ser una trayectoria circular o una recta.
Las coordenadas del punto final de la trayectoria pueden darse en coordenadas cartesianas o en
coordenadas polares.
4.1.2.- P
ROGRAMACIÓN DE G08 EN COORDENADAS CARTESIANAS
TORNO:
El plano en el que se calcula la interpolación es el plano XZ.
El formato del bloque es:
N0260 G08 X26 Z74
FRESADORA:
Existen tres planos posibles para calcular la interpolación circular XZ, XY, YZ.
Así, los formatos de los bloques podrían ser:
• Plano XY:
N0260 G08 X26 Y74
• Plano XZ:
N0260 G08 X26 Z74
• Plano YZ:
N0260 G08 Y26 Z74
Donde X, Y y Z son las coordenadas del punto final de la trayectoria. Según el modo de programación
elegido estas coordenadas vendrán dadas en cotas absolutas, medidas respecto al origen que esté activo, o en
cotas incrementales.
4.1.3.- P
ROGRAMACIÓN DE G08 EN COORDENADAS POLARES (NO SIMULADO EN WINUNISOFT)
El formato del bloque es:
N0260 G08 R6 A30
Donde:
Donde R y A son las coordenadas polares del punto final.
Páginas: 57
Page 58

Apuntes de: C
4.1.4.- EJEMPLOS
ONTROL NUMÉRICO COMPUTERIZADO TEMA 4 . -Funciones de control de trayectorias (II).
EJEMPLO I: INTERPOLACIÓN CIRCULAR TANGENTE A LA TRAYECTORIA ANTERIOR EN TORNO.
El programa que se presenta en este ejemplo genera la geometría de la Figura 4-1. El punto de cambio
de herramientas es (X75 Z200).
Bruto de ∆30 × 80 mm. El cero pieza coincide con el cero máquina. La programación se realiza en
diámetros.
X
H
Ø28
Ø30
15
20
54 6 4 6 4 6
E
F G
Ø28
R
9
,
2
B
5
C D
Ø28
A
Ø28
Z
Figura 4-1 Geometría para ejemplos de programación con G08 en Torno
N0010 G71 G90 (Cotas Absolutas y en mm)
N0020 G94 F100 (Avance 100 mm/min)
N0030 G97 S800 (Velocidad de giro 800 rpm, cte)
N0040 T4.4 (Herramienta 4, corrector 4)
N0050 M3 (Arranque del cabezal)
N0060 G0 X28 Z81 (Aproximación)
N0070 G01 Z80 (Posición de inicio)
N0080 G02 Z74 R9.25 (Tray. A-B)
N0090 G08 Z70 (Tray. B-C)
N0100 G08 Z64 (Tray. C-D)
N0110 G08 Z60 (Tray. D-E)
N0120 G08 Z54 (Tray. E-F)
N0130 G01 Z20 (Tray. F-G)
N0140 G08 X30 Z15 (Tray. G-H)
N0150 G0 X75 Z200 (Herram. a Punto de Cambio)
N0160 M30
El mecanizado se realiza en una sola fase, debido a la sencillez de la pieza, en primer lugar se desplaza
la herramienta a un punto próximo al de inicio del mecanizado (N70), posteriormente se traslada la herramienta
con G01 hasta el punto de inicio del mecanizado. Debido a la forma de la herramienta en este movimiento se
produce un pequeño rebaje del material.
Páginas: 58
Page 59

Apuntes de: C
ONTROL NUMÉRICO COMPUTERIZADO BLOQUE III: APUNTES DE C.N.C.
La primera trayectoria curva (N90) se realiza programando las coordenadas del punto final (B) y el
radio del arco (G02). Las siguientes trayectorias curvas son tangentes a las anteriores, por lo que utilizaremos
el código G08 para realizar el mecanizado. Como la función G08 no es modal, es necesario programarla en cada
bloque en el que se programe una trayectoria circular tangente a la anterior.
Una vez finalizadas las curvas se realiza una trayectoria recta (N130) y una trayectoria curva tangente a
la anterior, programada con G08.
Todos los puntos extremos de las trayectorias curvas encadenadas tienen la misma cota X. Al igual que
con las funciones anteriores, puede omitirse una coordenada si la cota coincide con la del punto inicial (Bloques
N90-N120).
EJEMPLO II: INTERPOLACIÓN CIRCULAR TANGENTE A LA TRAYECTORIA ANTERIOR EN FRESADORA.
El programa que se presenta en este ejemplo genera la geometría de la Figura 4-2. El punto de cambio
de herramientas es (X0 Y0 Z0) y coincide con el cero máquina.
Bruto Cilindro con eje Z vertical, de ∆100 × 20 mm.
Situado centrado en el plano XY y apoyado sobre el plano Z-190.
2,5
A'
B'
20
D'
C'
34
26
D
A
B
15
C
34
26
19,667
3
20
Ø 100
Figura 4-2 Geometría para ejemplos de programación con G08 en Fresadora.
N0010 G71 G90 (Coord. en mm y Absolutas)
N0020 G94 G96 F100 (Avance 0.8 mm/rev, en el punto de corte de la Herram.)
N0030 S2500 T1.1 (Herram. 1.1, Veloc. de giro: 2500 rpm)
N0040 M06 (Rutina de Cambio de Herram.)
N0050 G43 (Compensación Long. Herram.)
N0060 G53 X-110 Y-95 Z-170 (Coordenadas del Cero Pieza)
Páginas: 59
Page 60

Apuntes de: C
ONTROL NUMÉRICO COMPUTERIZADO TEMA 4 . -Funciones de control de trayectorias (II).
N0070 G31 (Guardo Cero Máquina en memoria)
N0080 G53 (Activo Cero pieza)
N0090 G0 X26 Y34 Z2 M03 (Acerco Herram. 2mm por encima de A y Arranco
Cabezal)
N0100 G01 Z-3
N0110 X-26 (Tray. A-A')
N0120 G08 X-34 Y26 (Tray. A'-B')
N0130 Y-19.667 (Tray. B'-C')
N0140 G08 X-20 Y-15 (Tray. C'-D')
N0150 G08 X20 Y-15 (Tray. D'-D)
N0160 G08 X34 Y-19.667 (Tray. D-C)
N0170 Y26 (Tray. C-B)
N0180 G08 X26 Y34 (Tray. B-A)
N0190 Z2
N0200 G32 (Activo Cero Máquina)
N0210 G0 X0 Y0 Z0 (Herram. al pto de cambio)
N0220 M30
En los bloques N10-N30 se eligen las condiciones del mecanizado, velocidad de avance, velocidad de
giro y herramienta a utilizar.
Para realizar el mecanizado se va a colocar el cero pieza en el centro de la superficie superior de la
pieza (Ver Figura 4-2), y se va a programar mediante el código G53: almacenando las coordenadas de ese
punto respecto al cero máquina (N60) y activando el origen antes de realizar ningún desplazamiento (N80).
Las coordenadas del cero máquina se guardan en memoria mediante el código G31 (N70) y se
recuperará ese origen cuando sea necesario mediante G32 (N200).
Las trayectorias curvas se han programado mediante la función G08, ya que todas son trayectorias
tangentes a las anteriores. Como la función G08 no es modal, es necesario programarla en cada bloque en que
se quiera programar el mecanizado de una trayectoria curva de este tipo.
G08 no anula a la función modal G01, por lo que permanece activa después de haber programado G08
en bloques. Así, como G01 está activo en el bloque N110 y en el bloque N120 aparece la función G08, que no lo
anula, en el bloque N130 G01 permanece activo (y no es necesario programarlo).
Páginas: 60
Page 61

Apuntes de: C
ONTROL NUMÉRICO COMPUTERIZADO BLOQUE III: APUNTES DE C.N.C.
4.2.- INTERPOLACIÓN CIRCULAR DEFINIDA POR TRES PUNTOS. G09.
4.2.1.- DESCRIPCIÓN Y SINTAXIS DEL BLOQUE
Cuando se programa el código G09, se realiza un desplazamiento desde la posición en que se encuentra
la herramienta hasta la posición indicada (X Y Z), siguiendo una trayectoria circular que pase por un tercer
punto dado por las coordenadas (I J K) y con el avance (F) programado. Las coordenadas auxiliares se utilizan
para programar el tercer punto de la trayectoria y no el centro.
Las coordenadas del punto final de la trayectoria pueden darse en coordenadas cartesianas o en
coordenadas polares. Las coordenadas del tercer punto de la trayectoria deben venir dadas siempre en
coordenadas cartesianas.
4.2.2.- P
ROGRAMACIÓN DE G09 EN COORDENADAS CARTESIANAS
TORNO:
El plano en el que se calcula la interpolación es el plano XZ.
El formato del bloque es:
N0260 G09 X26 Z74 I0 K-4
FRESADORA:
Existen tres planos posibles para calcular la interpolación circular XZ, XY, YZ.
Así, los formatos de los bloques podrían ser:
• Plano XY:
N0260 G17 G09 X26 Y74 I0 J-4
• Plano XZ:
N0260 G18 G09 X26 Z74 I0 K-4
• Plano YZ:
N0260 G19 G09 Y26 Z74 J0 K-4
Donde X, Y, Z son las coordenadas del punto final de la trayectoria y I, J, K las coordenadas de un
punto de la trayectoria. Según el modo de programación elegido estas coordenadas vendrán dadas en cotas
absolutas, medidas respecto al origen que esté activo, o en cotas incrementales respecto al punto de inicio de
la trayectoria.
4.2.3.- P
ROGRAMACIÓN DE G09 EN COORDENADAS POLARES
TORNO:
El plano en el que se calcula la interpolación es el plano XZ.
El formato del bloque es:
N0260 G09 R26 A30 I0 K-4
FRESADORA:
Existen tres planos posibles para calcular la interpolación circular XZ, XY, YZ.
Así, los formatos de los bloques podrían ser:
• Plano XY:
N0260 G17 G09 R26 A30 I0 J-4
• Plano XZ:
N0260 G18 G09 R26 A30 I0 K-4
Páginas: 61
Page 62

Apuntes de: C
ONTROL NUMÉRICO COMPUTERIZADO TEMA 4 . -Funciones de control de trayectorias (II).
• Plano YZ:
N0260 G19 G09 R26 A30 J0 K-4
Donde R, A son las coordenadas polares del punto final de la trayectoria y I, J y K las coordenadas
cartesianas del tercer punto de la trayectoria. Según el modo de programación elegido estas coordenadas
vendrán dadas en cotas absolutas, medidas respecto al origen que esté activo, o en cotas incrementales.
4.2.4.- EJEMPLOS
EJEMPLO I: INTERPOLACIÓN CIRCULAR DEFINIDA POR TRES PUNTOS EN TORNO.
El programa que se presenta en este ejemplo genera la geometría de la Figura 4-3. El punto de cambio
de herramientas es (X75 Z200).
Bruto de ∆30 × 80 mm. El cero pieza coincide con el cero máquina. La programación se realiza en
diámetros.
X
H
Ø28
Ø30
0
15
G
F
4
0
,
4
1
R
Ø25,88
49,5
46,698
E
3
53,5
2
Ø27
57,5
Ø 28,12
61,5
D
1
65,5
C
69,5
Ø25,88
73,5
5
B
1,
R
A
Ø27
Ø25
Ø28
Z
80
78,5
Figura 4-3 Geometría para ejemplos de programación con G09 en Torno
N0010 G71 G90 G94 G97 F100 S800 T4.4 (Cotas en mm. Absolutas, F 100 mm/min,
S 800 r.p.m)
N0020 G0 X25 Z85 M03 (Acercamiento Herram. y arranque del cabezal)
N0030 G01 Z80 (Pto. A)
N0040 G03 X28.12 Z78.5 R1.5 (Tray. A-B, PF y R)
N0050 G08 X27 Z73.5 (Tray. B-C, tg a la ant.)
N0060 G09 Z65.5 I25.88 K69.5 (Tray. C-D, por 3 ptos)
N0070 G91 G09 Z-8 I1.12 K-4 (Tray. D-E, por 3 ptos)
N0080 G90 G09 Z49.5 I25.88 K53.5 (Tray. E-F, por 3 ptos)
N0090 G03 X28 Z46.698 R14.04 (Tray. F-G, PF y R)
N0100 G01 X31
N0110 G00 X75 Z200
N0120 T2.2
N0130 G0 X31 Z49.5
N0140 G01 X28
Páginas: 62
Page 63

Apuntes de: C
ONTROL NUMÉRICO COMPUTERIZADO BLOQUE III: APUNTES DE C.N.C.
N0150 Z15
N0160 X31
N0170 G0 X75 Z200
N0180 M30Z200
N0180 M30
El mecanizado se ha realizado en dos fases: en primer lugar la secuencia de las curvas con a
herramienta de perfilado (T4.4) y en segundo lugar el cilindrado a diámetro 28 con la herramienta de cilindrado
de exteriores a izquierda (T1.1).
Las condiciones de programación se recogen en el bloque 10.
Se han programado las trayectorias curvas de tres formas diferentes:
• G03: Indicando el punto final de la trayectoria y el radio de la misma (Bloques N40 y N90).
• G08: Indicando el punto final y que la trayectoria es tangente a la anterior (como en el bloque N50,
aunque también se podían haber programado así otras trayectorias: C-D, D-E...)
• G09: Indicando el punto final de la trayectoria y un punto intermedio (N60-N80). Las coordenadas
del punto final serán absolutas si está activo G90 (N60 y N80) o incrementales, medidas ambas
respecto al punto de inicio de la trayectoria si está activo G91 (N70).
G09 y G08 son funciones no modales, por lo tanto sólo están activas en el bloque en que están
programadas. Así si se quiere realizar una secuencia de varias curvas definidas, cada una de ellas, por tres
puntos, será necesario incluir el código G09 en el bloque correspondiente a cada curva (N60-N80).
En el caso de que alguna de las coordenadas del punto final de la trayectoria coincida con la
correspondiente del punto inicial, no será necesario programarla en el bloque. Por ejemplo en la trayectoria CD, la cota X del punto inicial (C) coincide con al del punto final (D), por lo tanto no aparece indicada en el
bloque N60.
EJEMPLO II: INTERPOLACIÓN CIRCULAR DEFINIDA POR TRES PUNTOS EN FRESADORA.
El programa que se presenta en este ejemplo genera la geometría de la Figura 4-4. El punto de cambio
de herramientas es (X0 Y0 Z0) y coincide con el cero máquina.
Bruto Caja de 100 × 80 × 20 mm (X × Y × Z). Situado centrado y apoyado sobre el plano Z-190.
Páginas: 63
Page 64

Apuntes de: C
ONTROL NUMÉRICO COMPUTERIZADO TEMA 4 . -Funciones de control de trayectorias (II).
35
25,981
17,5
1
A
B
B'
1'
6
80
2'
C'
3
20
30
3'
D
100
3
2
15
C
30,311
Figura 4-4 Geometría para ejemplos de programación con G09 en Fresadora.
N0010 G71 G90 (Coord. en mm y Absolutas)
N0020 G94 G96 F100 (Avance 0.8 mm/rev, en el punto de corte de la Herram.)
N0030 S2500 T2.2 (Herram. 2.2, Veloc. de giro: 2500 rpm)
N0040 M06 (Rutina de Cambio de Herram.)
N0050 G43 (Compensación Long. Herram.)
N0060 G53 X-110 Y-95 Z-170 (Coordenadas del Cero Pieza)
N0070 G31 (Guardo Cero Máquina en memoria)
N0080 G53 (Activo Cero pieza)
N0090 G0 X0 Y30 Z2 M03 (Punto de Inicio, Arranque del Cabezal)
N0100 G01 Z-3 (Despl. Profundidad de Trabajo)
N0110 G09 X25.981 Y15 I17.5 J30.311 (Tray. A-B)
N0120 G09 Y-15 I35 J0 (Tray. B-C)
N0130 G09 X0 Y-30 I17.5 J-30.311 (Tray. C-D)
N0140 Y30 (Interpolación lineal D-A)
N0150 G91 G09 X-25.981 Y-15 I-17.5 J0.311 (Tray. A-B')
N0160 G09 Y-30 I-9.019 J-15 (Tray. B'-C')
N0170 G09 X25.981 Y-15 I8.481 J-15.311 (Tray. C'-D)
N0180 G90 Z2 (Levanta la herramienta)
N0190 G32 (Recupero Cero Máquina)
N0200 G0 X0 Y0 Z0 (Cotas Absolutas. Herramienta a punto de cambio)
N0210 M30 (Fin del programa)
En los primeros bloques se seleccionan las condiciones de programación, las condiciones de
mecanizado y la herramienta que se va a utilizar (N10-N40).
Páginas: 64
Page 65

Apuntes de: C
ONTROL NUMÉRICO COMPUTERIZADO BLOQUE III: APUNTES DE C.N.C.
Se ha elegido como cero pieza el centro de la superficie superior del disco. En el bloque N60 se dan sus
coordenadas, y en el N80 se activa. En el bloque N70 se ha guardado en memoria el cero máquina (con G31)
para poder utilizarlo después (se recupera con G32 en el bloque N190).
En los bloques N110-N130 se han programado las trayectorias curvas A-B-C-D mediante la función
G09. Las coordenadas del punto final (X Y) y las del tercer punto (I J) están dadas como cotas absolutas.
Cuando alguna de las coordenadas del punto final coincide con la del inicial no es necesario ponerla (N120).
Como G09 no es modal, hay que programarlo en cada bloque en que se quiera realizar una trayectoria
de ese tipo, por lo que aparece en todos esos bloques.
En el bloque N140 se programa el desplazamiento rectilíneo desde D hasta A. No es necesario
programar G01 porque sigue activo ya que es modal y G09 no lo anula.
En los bloque N150-N170 se programan las curvas A-B’-C’-D con la función G09, pero trabajando con
cotas incrementales. Las coordenadas del punto final (X Y) y las del tercer punto (I J) se darán en
incrementales respecto al punto inicial de la trayectoria correspondiente.
Páginas: 65
Page 66

Apuntes de: C
ONTROL NUMÉRICO COMPUTERIZADO TEMA 4 . -Funciones de control de trayectorias (II).
4.3.- REDONDEO CONTROLADO DE ARISTAS. G36.
4.3.1.- DESCRIPCIÓN Y SINTAXIS DEL BLOQUE
Cuando se programa el código G36, se realiza el redondeo de una arista con un determinado radio, sin
necesidad de programar el punto inicial y final del arco o su centro. Este desplazamiento se realiza con el
avance (F) programado.
La función G36 no es modal, es decir, debe programarse cada vez que se desee el redondeo de una
arista. Debe programarse en el bloque en que se programe el desplazamiento cuyo final se desea redondear. El
redondeo puede realizarse entre diferentes trayectorias:
• Entre dos trayectorias rectas.
• Entre una trayectoria recta y un arco de circunferencia.
• Entre dos arcos de circunferencia.
Si la primera trayectoria fuera recta, El formato del bloque es:
Para el plano XZ:
N0260 G01 G36 R3 X26 Z74
Para el plano XY:
N0260 G01 G36 R3 X26 Y74
Para el plano YZ:
N0260 G01 G36 R3 Y26 Z74
Donde (X Y Z) son las coordenadas del punto en el que se cortarían las dos trayectorias si no se hiciera
el redondeo y R es el radio del redondeo.
Si la primera trayectoria fuera un arco de circunferencia, es recomendable utilizar los códigos G02/G03
programados dando el punto final (en coordenadas cartesianas) y el radio. El formato del bloque es:
N0260 G02 (G03) G36 R3 X26 Z74 R3
Para el plano XY:
N0260 G02 (G03) G36 R3 X26 Y74 R3
Para el plano YZ:
N0260 G02 (G03) G36 R3 Y26 Z74 R3
Donde (X Y Z) son las coordenadas del punto en el que se cortarían las dos trayectorias si no se hiciera
el redondeo, el valor de R que sigue al código G36 es el radio de redondeo y el valor de R final es el radio de la
trayectoria curva.
4.3.2.- E
EJEMPLO I: REDONDEO CONTROLADO DE ARISTAS EN TORNO.
JEMPLOS
El programa que se presenta en este ejemplo genera la geometría de la Figura 4-5. El punto de cambio
de herramientas es (X75 Z200).
Páginas: 66
Page 67

Apuntes de: C
ONTROL NUMÉRICO COMPUTERIZADO BLOQUE III: APUNTES DE C.N.C.
Bruto de ∆30 × 80 mm. El cero pieza coincide con el cero máquina. Programación en diámetros.
5
2
25
,
9
9,
B
R
R
A
7
6
,1
6
R
Ø28
Ø 29,936
Ø30
F
E
Ø28
15 5 33,297 8,703 10 8
D
C
R
7
,
8
3
1
2
R
2
Figura 4-5 Geometría para ejemplos de programación con G36 en torno.
N0010 G71 G90 G94 G97 F100 S800 T4.4 (Cotas en mm. Absolutas, F 100 mm/min,
S 800 r.p.m)
N0020 M03 (Arranque del cabezal)
N0030 G0 X28 Z81 (Posición de inicio)
N0040 G01 Z80 (Pto. A)
N0050 G02 G36 R6.167 X29.936 Z72 R9.25 (Tray. A-B y redondeo en B)
N0060 Z62 R9.25 (Tray. B-C)
N0070 G36 R18 X28 Z53.297 R7.322 (Tray. C-D y redondeo en D)
N0080 G01 Z20 (Tray. D-E)
N0090 G08 X30 Z15 (Tray. E-F, tg a D-E)
N0100 G01 X32
N0110 G0 X150 Z200 (Herram. al pto de cambio)
N0120 M30
El mecanizado se realiza en una sola fase, debido a la sencillez de la pieza.
En el bloque N10 se definen las condiciones de programación y las de mecanizado, y se selecciona la
herramienta de perfilado de exteriores: T4.4.
Para programar la geometría, como no disponemos de las cotas de los puntos de intersección de las
curvas de radio 9.25 y la de 6.167, tenemos que recurrir a la función de redondeos controlados.
Las trayectorias A-B (N50) y B-C (N60) se programan con G02, dando las coordenadas del punto final
(X Z) y el radio (R9.25). Si las coordenadas del punto final de la trayectoria coinciden con las del punto inicial,
pueden no indicarse (como no se indica la cota X de C en el bloque N60), el radio, sin embargo es un
parámetro obligatorio, que hay que indicar aunque coincida con el de la trayectoria anterior.
El redondeo en el punto B se programa en la primera de las dos trayectorias, la A-B (N50), escribiendo
el código G36 y el radio de redondeo (R6.167), delante del punto final de la trayectoria A-B.
El código G36 no es modal y no anula la función de trayectoria modal que esté activa (G02 sigue activo
y no hay que programarlo en los bloques N60-N70).
El redondeo en D, se programa en el bloque de la primera trayectoria, C-D (N70), colocando en código
G36 y el radio de redondeo (R18) antes de indicar las coordenadas del punto final (D).
Páginas: 67
Page 68

(N90).
Apuntes de: C
ONTROL NUMÉRICO COMPUTERIZADO TEMA 4 . -Funciones de control de trayectorias (II).
La trayectoria curva E-F es tangente a la trayectoria recta anterior, y se programa con el código G08
EJEMPLO II: REDONDEO CONTROLADO DE ARISTAS EN FRESADORA.
El programa que se presenta en este ejemplo genera la geometría de la Figura 4-6. El punto de cambio
de herramientas es (X0 Y0 Z0) y coincide con el cero máquina.
Bruto de tipo caja de 100 × 80 × 20 mm (X × Y × Z). Situado centrado en el plano XY y apoyado sobre
el plano Z-190.
5
R
R
1
6
80
B
9
R
2,5
19,298
A
C
19,231
19,298
R
15
6
1
R
D
R
8
6
E
25
3
20
100
Figura 4-6 Geometría para ejemplos de programación con G36 en Fresadora.
N0010 G71 G90 (Coord. en mm y Absolutas)
N0020 G94 G96 F100 (Avance 0.8 mm/rev, en el punto de corte de la Herram.)
N0030 S2500 T1.1 (Herram. 1.1, Veloc. de giro: 2500 rpm)
N0040 M06 (Rutina de Cambio de Herram.)
N0050 G43 (Compensación Long. Herram.)
N0060 G0 X-129.298 Y-120 Z-168 M03 (Punto de Inicio, Arranque del Cabezal)
N0070 G01 G91 Z-5 (Cotas Incrementales Despl. A Profundidad de Trabajo)
N0080 G01 G36 R6 X34.298 (Trayectoria A-B y redondeo)
N0090 G36 R8 X4.298 Y25 (Trayectoria B-C y redondeo)
N0100 G03 G36 R5 X-19.298 Y19.298 R-16 (Trayectoria C-D y redondeo)
N0110 G36 R9 X-19.298 Y-19.298 R-16 (Trayectoria D-E y redondeo)
N0120 G01 Y-25 (Trayectoria E-A)
N0130 Z5
N0140 G0 G90 X0 Y0 Z0 (Herramienta al punto de cambio)
N0150 M30 (Fin del programa)
Páginas: 68
Page 69

Apuntes de: C
ONTROL NUMÉRICO COMPUTERIZADO BLOQUE III: APUNTES DE C.N.C.
Las condiciones de mecanizado y programación y la herramienta a utilizar, están programadas en los
bloque N10 al N40.
Los desplazamientos de acercamiento (antes del mecanizado) y alejamiento (después del mecanizado)
de la herramienta se han programado con las coordenadas del punto final de la trayectoria en cotas absolutas.
En el bloque N60 se desciende la herramienta a profundidad de trabajo y se cambia a coordenadas
incrementales. El resto de movimientos se hará en cotas incrementales.
Se han programado redondeos:
• Entre dos tramos rectos: (D-E y E-A). Se definen las trayectorias rectas, considerando el punto de
intersección de las mismas (E), aunque la herramienta no pase por él. El radio de redondeo se
programa en la primera de las trayectorias (D-E, en el bloque N110), la segunda trayectoria se
programa como si no hubiera redondeo: se dan las cotas del punto A respecto al punto E (N120).
• Entre un tramo recto y uno curvo (A-B y B-C). Se programa la trayectoria recta (A-B) en el bloque
N80, aunque la herramienta no llegue al punto B, y también el radio de redondeo. El punto final de
la segunda trayectoria (B-C) se programa como si el origen de la misma fuera el punto B (N90).
• Entre dos tramos curvos (B-C y C-D): En el bloque N90 se programa la trayectoria curva B-C dando
su punto final y el radio. En el mismo bloque están programados dos radios, el radio de redondeo
entre las trayectorias R5 (que siempre es positivo), y el radio de la curva R16 (negativo porque la
curva recorre un ángulo mayor a 180º).
• Entre un tramo curvo y una recta (C-D y D-E), el radio de curvatura está programado en la primera
trayectoria, C-D.
Como G36 no es modal, debe programarse en todos y cada uno de los bloques de la trayectoria inicial
en la que se desee un redondeo. Además no anula a G01 ni a G03, por lo que no es necesario programar G01
en el bloque N90, ni G03 en el bloque N110.
Como siempre al programar G00, G01 ó G03 se pueden omitir coordenadas del punto final si estas
coinciden con las del punto de origen de la trayectoria.
Páginas: 69
Page 70

Apuntes de: C
ONTROL NUMÉRICO COMPUTERIZADO TEMA 4 . -Funciones de control de trayectorias (II).
4.4.- ACHAFLANADO CONTROLADO DE ARISTAS. G39.
4.4.1.- DESCRIPCIÓN Y SINTAXIS DEL BLOQUE
Cuando se programa el código G39, se realiza el achaflanado de una arista con un determinado radio,
sin necesidad de programar los puntos inicial y final del chaflán. Este desplazamiento se realiza con el avance
(F) programado.
La función G39 no es modal, es decir, debe programarse cada vez que se desee el achaflanado de una
arista. Debe programarse en el bloque en que se programe el desplazamiento cuyo final se desea achaflanar. El
achaflanado se realizará entre dos trayectorias rectas.
El formato del bloque es:
N0260 G01 G39 R3 X26 Y60 Z74
Donde (X Y Z) son las coordenadas del punto en el que se cortarían las dos trayectorias si no se hiciera
el chaflán y R es la distancia de los extremos del chaflán a ese punto. En torno, el punto final vendrá dado por
las coordenadas X, Z.
4.4.2.- E
JEMPLOS
EJEMPLO I: ACHAFLANADO CONTROLADO DE ARISTAS EN TORNO.
El programa que se presenta en este ejemplo genera la geometría de la Figura 4-7. El punto de cambio
de herramientas es (X75 Z200).
Bruto de ∆30 × 80 mm. El cero pieza coincide con el cero máquina. Programación en diámetros.
1
Ø28
Ø30
20 20 20 20
1,5
Ø25
0,75
Ø 23,5
Figura 4-7 Geometría para ejemplos de programación de G39 en Torno.
N0010 G71 G90 (Cotas en mm y Absolutas)
N0020 G94 F100 (Avance 100 mm/min)
N0030 G97 S800 (Velocidad de giro constante 800 rev/min)
N0050 T2.2 M03 (Herramienta 2, corrector 2, Arranque del cabezal)
N0060 G0 X28 Z81 (Posición de inicio A)
N0070 G01 G39 R1 Z20 (Tray. A-B y chaflán en B)
N0080 X32 (Tray. B-D)
N0090 G0 Z81 (Tray. D-E)
N0100 X25 (Tray. E-F)
Páginas: 70
Page 71

Apuntes de: C
N0110 G01 G39 R1.5 Z40 (Tray. F-G y chaflán en G)
N0120 X30 (Tray. G-I)
N0130 G0 Z81 (Tray. I-J)
N0140 X23.5 (Tray. J-K)
N0150 G01 G39 R0.75 Z60 (Tray. K-L y chaflán en L)
N0160 X27 (Tray. L-M)
N0170 G0 X150 Z200 (Herram. al Pto de cambio)
N0180 M30
El mecanizado se realiza de tres pasadas, generando uno de los chaflanes en cada una de ellas (Ver
Figura 4-8).
ONTROL NUMÉRICO COMPUTERIZADO BLOQUE III: APUNTES DE C.N.C.
D
a) b)
Ø30
C
1
B
20
1 59 1
c)
E
A
Ø28
40 1,5 38,5 1
M
1
L
Ø25
60
0,75 19,25 1
N
H
1
G
Ø28
K
Ø 23,5
Figura 4-8 Etapas del mecanizado de la geometría de la Figura 4-7.
En los primeros bloques se programan las condiciones de programación y las condiciones de
mecanizado (N10-N30), se selecciona la herramienta y se arranca el cabezal (N40).
En cada pasada se realiza un chaflán. Todos los chaflanes son de 45º, por lo que pueden programarse
con el código G39 y el radio del chaflán.
I
J
F
Ø25
El chaflán se programa en la primera de las dos trayectorias, por ejemplo, el chaflán entre A-B (N70) y
B-C (N80), se programa en la primera trayectoria A-B (N70). El punto final de esa trayectoria sería el punto de
intersección entre ambas trayectorias, B, aunque el mecanizado no llegue a ese punto.
En todos bloques en los que se daba la trayectoria anterior a un chaflán ha habido que incluir el código
G39 y el radio del chaflán, ya que esta función no es modal.
EJEMPLO II: ACHAFLANADO CONTROLADO DE ARISTAS EN COORDENADAS POLARES. FRESADORA.
El programa que se presenta en este ejemplo genera la geometría de la Figura 4-9. El punto de cambio
de herramientas es (X0 Y0 Z0) y coincide con el cero máquina.
El cero pieza es el marcado en la figura.
Bruto cilíndrico con eje Z vertical de ∅20 × 120 mm. Situado centrado en el plano XY y apoyado sobre
el plano Z-190.
Páginas: 71
Page 72

Apuntes de: C
ONTROL NUMÉRICO COMPUTERIZADO TEMA 4 . -Funciones de control de trayectorias (II).
120
R
1
5
A
4
,
2
4
R
B
6
2
°
5
4
30
6
C
15
4,5
3
3
3
,
0
2
R
B'
C'
R
1
5
Figura 4-9 Geometría para ejemplos de programación con G39 en Fresadora.
N0010 G71 G90 G94 G97 F100 S1000 T2.2
N0020 M06
N0030 G43 (Compensación de Longitud)
N0040 G53 X-110 Y-95 Z-175 (Coordenadas C. Pieza)
N0050 G53 (Activo Cero Pieza)
N0060 G93 I0 J0 (Origen Polar Coincide con Cero Pieza)
N0070 G0 R30 A90 Z2 M03 (2mm por encima de A, Arranque del Cabezal)
N0080 G01 Z-3 (Descenso a Prof. de Trabajo)
N0090 G01 G39 R15 R42.426 A45 (Tray. A-B, chaflán en B)
N0100 A-45 (Tray. B-C)
N0110 G39 R15 A-135 (Tray. C-C', chaflán en C')
N0120 G39 R20.233 A135 (Tray. C'-B', chaflán en B')
N0130 R30 A90 (Tray. B'-A)
N0140 Z2 (Elevo la herram.)
N0150 G0 X110 Y95 Z170 (Herram. al Pto. de Cambio)
N0160 M30 (Fin del programa)
En la primera línea se indica el modo de programación, se programan las condiciones de corte y se
selecciona la herramienta de 6 mm. de diámetro.
En el bloque N40, se introducen las coordenadas del cero pieza en la memoria G53, y en el bloque N50,
se activa el cero pieza.
Las coordenadas disponibles son coordenadas polares, por lo que en la línea N60 se activa el origen
polar, dando sus coordenadas respecto al origen activo (el cero pieza).
Para mecanizar la trayectoria se ha utilizado la función de achaflanado G39.
Páginas: 72
Page 73

Apuntes de: C
ONTROL NUMÉRICO COMPUTERIZADO BLOQUE III: APUNTES DE C.N.C.
El chaflán entre las trayectorias A-B y B-C, debe programarse en la primera trayectoria, A-B (N90),
introduciendo el código G39 y el radio del chaflán (R15) antes de dar las coordenadas del punto final B (en este
caso se dan las coordenadas polares de B, R42.426 A45).
Los puntos B, C, C’ y B’ tienen la misma coordenada polar R y distinta coordenada angular A. En las
trayectorias B-C, C-C’ y C’-B’ no será necesario indicar la coordenada R porque es la misma para los puntos
inicial y final, pero sí la angular (N100-N120).
El chaflán en C’, entre C-C’ y C’-B’ se programa en el bloque de la primera trayectoria C-C’ (N110). El
chaflán en D’, entre las trayectorias C’-D’ y D’-A, se programa en el bloque de la primera de estas C’-D’ (N120).
El desplazamiento de la herramienta al punto de cambio se ha hecho en coordenadas absolutas y con el
cero pieza activo, por lo que hay se han calculado las coordenadas del punto de cambio de herramienta
respecto al cero pieza.
Páginas: 73
Page 74

Apuntes de: C
ONTROL NUMÉRICO COMPUTERIZADO TEMA 4 . -Funciones de control de trayectorias (II).
4.5.- ENTRADA Y SALIDA TANGENCIAL. G37/G38.
4.5.1.- ENTRADA TANGENCIAL. G37. DESCRIPCIÓN Y SINTAXIS DEL BLOQUE.
Mediante el código G37, se pueden enlazar tangencialmente dos trayectorias sin necesidad de calcular
los puntos de intersección. Este desplazamiento se realiza con el avance (F) programado. La función G37 no es
modal, es decir, debe programarse cada vez que se desee realizar una entrada tangencial.
El código G37 puede utilizarse para enlazar una trayectoria recta (AB) a otra recta (BC) o a una curva
(BD), véase la Figura 4-10. La entrada tangencial se programa en el bloque en el que se programa la primera
trayectoria (AB).
A
B'
R
B
A
C
R
B'
B
D
Figura 4-10 Entrada tangencial a una trayectoria recta y a una trayectoria curva.
Cuando se programa este código, el control modifica la primera trayectoria (programada como lineal) y
la convierte en una trayectoria recta (AB’) tangente a un arco (B’B), de radio el programado en el bloque y que
es a su vez tangente a la segunda trayectoria programada en el punto B.
El formato del bloque es:
N0260 G01 G37 R3 X26 Y60 Z74
Donde (X Y Z) son las coordenadas del punto en el que inicia la trayectoria a la que se quiere realizar la
entrada tangente, y R el radio del arco que se genere y siempre es positivo. En torno, el punto final vendrá
dado por las coordenadas X, Z.
Las condiciones necesarias para que pueda realizarse una entrada tangencial son:
• La trayectoria en la que se programe el código debe ser lineal (G00 o G01)
• El radio de la trayectoria de entrada debe ser superior al de la herramienta.
• El radio de la trayectoria de entrada debe ser superior al de la trayectoria siguiente.
4.5.2.- S
ALIDA TANGENCIAL. G38. DESCRIPCIÓN Y SINTAXIS DEL BLOQUE.
Mediante el código G38, se pueden finalizar un mecanizado con un movimiento tangencial a una
trayectoria, sin necesidad de calcular los puntos de intersección. Este desplazamiento se realiza con el avance
(F) programado. La función G38 no es modal, es decir, debe programarse cada vez que se desee realizar una
entrada tangencial.
El código G38 puede utilizarse para enlazar una trayectoria recta (AC) o una trayectoria curva (BC) a
otra recta (CD), véase Figura 4-10. La salida tangencial se programa en el bloque en el que se programa la
primera trayectoria (AC ó BC).
Páginas: 74
Page 75

Apuntes de: C
ONTROL NUMÉRICO COMPUTERIZADO BLOQUE III: APUNTES DE C.N.C.
A
C
R
C'
D
B
C
C'
D
Figura 4-11 Salida tangencial a una trayectoria recta y a una trayectoria curva.
Cuando se programa este código, el control modifica la segunda trayectoria (programada como lineal) y
la convierte en una trayectoria recta (C’D) tangente a un arco (C’C), de radio el programado en el bloque y que
es a su vez tangente a la primera trayectoria programada en el punto C.
El formato del bloque es:
• Si la primera trayectoria es recta:
N0260 G01 G38 R3 X26 Y60 Z74
Donde (X Y Z) son las coordenadas del punto en el que inicia la salida tangente y el punto final de la
primera trayectoria y R el radio del arco que se genere y siempre es positivo.
• Si la primera trayectoria es curva, por ejemplo en coordenadas cartesianas
N0260 G02 (G03) G38 R3 X26 Y60 Z74 I10 J20 K10
Donde (X Y Z) son las coordenadas del punto en el que inicia la salida tangente y el punto final de la
primera trayectoria, (I J K) son las coordenadas relativas del centro de la trayectoria inicial, respecto al punto
inicial de la misma y R el radio del arco que se genere y siempre es positivo.
Las condiciones necesarias para que pueda realizarse una salida tangencial son:
• La trayectoria siguiente al bloque en el que se programe el código debe ser lineal (G00 o G01)
• El radio de la trayectoria de entrada debe ser superior al de la herramienta.
• El radio de la trayectoria de entrada debe ser superior al de la trayectoria siguiente.
4.5.3.- E
EJEMPLO I: ENTRADA TANGENCIAL. FRESADORA.
JEMPLOS
El programa que se presenta en este ejemplo genera la geometría de la Figura 4-12. El punto de
cambio de herramientas es (X0 Y0 Z0) y coincide con el cero máquina.
Bruto Cilindro con el eje Z vertical de ∅10 × 120 mm.
Situado centrado en el plano XY y apoyado sobre el plano Z-190.
Páginas: 75
Page 76

Apuntes de: C
ONTROL NUMÉRICO COMPUTERIZADO TEMA 4 . -Funciones de control de trayectorias (II).
27 18 14,821
0
2
R
R
1
0
E
19,365 33,718
0
2
R
F
16,144 13,856 18
D
C
A
3
R
G
7,365
6
1
R
H
R
5
R
0
1
R
2
1
B
24 23,571
10
3
120
Figura 4-12 Geometría para ejemplos de programación con G37/G38 en Fresadora.
N0010 G71 G94 G96 F100 S1000 T1.1
N0020 M06
N0030 G91 (Cotas Incrementales)
N0040 G43 (Compensación de Longitud)
N0050 G0 X-110 Y-95 Z-178 M03 (2mm sobre A, Arranque del cabezal)
N0060 G01 G91 Z-5 (Bajo a profundidad de trabajo)
N0070 G37 R5 X18 Y-12 (Tray. A-B, con entrada tangencial a B-C)
N0080 G03 G36 R10 X-3.179 Y23.571 R12 (Tray. B-C con redondeo en la unión
con C-D)
N0090 X-32.821 Y22.146 R20 (Tray. C-D)
N0100 G01 G37 R10 X-27 Y-33.717 (Tray. D-E con entrada tangencial a E-F)
N0110 G03 X15 Y-19.365 R 20 (Tray. E-F)
N0120 G01 G37 R4 X16.144 Y 7.365 (Tray. F-G con entrada tangencial a G-H)
N0130 G03 G36 R3 X13.856 Y-24 R16 (Tray. G-H con redondeo en la unión con H-
A)
N0140 G01 Y36 (Tray. H-A)
N0150 Z5
N0160 G0 G90 X0 Y0 Z0 (Herramienta al punto de cambio)
N0170 M30 (Fin del programa)
En los primeros bloques se determinan las condiciones de programación, se fijan los parámetros de
mecanizado (velocidad de corte y avance) y se elige la herramienta. La programación se va a realizar sin activar
un origen distinto al
cero máquina
, por eso las cotas se ha preferido darlas en incrementales.
La trayectoria A-B no es una trayectoria que realice la herramienta. La herramienta describe una
trayectoria modificada para entrar tangencialmente a la trayectoria B-C, con el radio indicado (Ver la Figura
4-12.a) . Es por tanto en el bloque en el que está programada la trayectoria A-B donde se programa la entrada
tangencial (N70). Como G37 no desactiva a la función modal G01, no es necesario programarla en este bloque.
Páginas: 76
Page 77

Apuntes de: C
ONTROL NUMÉRICO COMPUTERIZADO BLOQUE III: APUNTES DE C.N.C.
a)
D
23,571 22,146
A
32,821
2
R
0
0
1
R
C
3,179
R
1
2
5
R
18
B
Figura 4-13 Detalle de la geometría de la Figura 4-12.
b)
27
D
R
1
0
15
0
2
R
F
°
8
7
4
,
4
0
1
19,365 33,718
E
c)
16,144 13,856
A
3
R
G
7,365
F
6
1
R
R
24
3
H
En el bloque N80 se programa la trayectoria B-C y el redondeo en C, de la unión de la trayectoria B-C
con la C-D. Para programar el redondeo controlado se utiliza la función G36. La trayectoria C-D (N90) se
programa sin necesidad del código G03 porque es modal y la función G36 no lo desactiva.
Para programar la geometría D-E (Figura 4-12.b), utilizaremos una entrada tangencial, G37, del radio
indicado, programado en un bloque en el que se programe la trayectoria recta D-E (N100).
También se utiliza la función G07 para programar la geometría F-G (N120).
En el bloque N130 se programa, junto con la trayectoria G-H, el redondeo controlado en su unión en H,
con la trayectoria H-A.
EJEMPLO II: SALIDA TANGENCIAL. FRESADORA.
El programa que se presenta en este ejemplo genera la geometría de la Figura 4-12. El punto de
cambio de herramientas es (X0 Y0 Z0) y coincide con el cero máquina.
El mecanizado se ha realizado recorriendo la trayectoria en sentido contrario a como se hizo en el
apartado 4.5.3.-Ejemplo I:.
N0010 G94 G97 G71 F100 S1000 T1.1
N0020 M6
N0030 G90 (Cotas Absolutas)
N0040 G43 (Compensación de Longitud)
N0050 G0 X-110 Y-95 Z-178 M03 (2mm sobre A)
N0060 G01 G91 Z-5 (Prof. de Trabajo)
N0070 G36 R3 Y-36 (Tray. A-H y redondeo en H)
N0080 G02 G38 R4 X-13.856 Y24 R16 (Tray. H-G y salida tangencial por G)
N0090 G01 X-16.144 Y-7.365 (Tray. G-F)
N0100 G02 G38 R10 X-15 Y19.365 R20 (Tray. F-E y salida tangencial por E)
N0110 G01 X27 Y33.717 (Tray. E-D)
N0120 G02 G36 R10 X32.821 Y-22.146 R20 (Tray. D-C y redondeo en C)
Páginas: 77
Page 78

Apuntes de: C
ONTROL NUMÉRICO COMPUTERIZADO TEMA 4 . -Funciones de control de trayectorias (II).
N0130 G38 R5 X3.179 Y-23.571 R12 (Tray. C-B y salida tangencial por B)
N0140 G01 X-18 Y12 (Tray. B-A)
N0150 Z5
N0160 G0 G90 X0 Y0 Z0 (Herramienta al punto de cambio)
N0170 M30 (Fin del programa)
En los primeros bloques se indican las condiciones de programación, los parámetros de mecanizado y la
herramienta a utilizar.
Las salidas tangenciales se programan en una trayectoria que no se modifica. La trayectoria modificada
para realizar la salida es la siguientes. Así, en el bloque N80, se programa la trayectoria H-G, que se mecaniza
tal cual está programada. La trayectoria G-F se programa recta en el bloque N90, pero al estar programado el
código G38 en el bloque N80 se modifica y queda como se recoge en la Figura 4-12.
En el bloque N100 se programa la trayectoria F-E y su salida tangencial, por lo que la siguiente
trayectoria que realiza la herramienta no es la trayectoria recta programada en el bloque N110.
De igual modo, en el bloque N130 se programa la trayectoria curva C-B y la salida tangencial en B, que
modifica la trayectoria programada en el siguiente bloque N140.
Páginas: 78
Page 79

Apuntes de: C
ONTROL NUMÉRICO COMPUTERIZADO BLOQUE III: APUNTES DE C.N.C.
4.6.- ROSCADO ELECTRÓNICO. G33.
4.6.1.- DESCRIPCIÓN Y SINTAXIS DEL BLOQUE.
Por medio de la función G33, se pueden realizar roscas longitudinales, frontales y cónicas. Esta función
es modal y se anula mediante G00, G01, G02, G03, M02 y M30.
Para la realización de roscas es necesario que el o los ejes de la rosca tengan captadores rotativos para
así poder sincronizar los movimientos. Esta premisa es cumplida en la mayoría de los tornos pero en los centros
de mecanizado suele ser opcional (en estas máquinas se suelen utilizar roscadores mecánicos).
En toda rosca es necesario que el comienzo del roscado se efectúe con la herramienta en vacío, con el
fin de disminuir la carga en el arranque de los ejes.
Si se trabaja en arista matada (G05), se pueden empalmar diferentes roscas de forma continua en una
misma pieza.
Según el tipo de rosca que se quiera mecanizar, se utilizarían los siguientes formatos de bloque:
• Rosca Longitudinal:
El formato de bloque es:
N0010 G33 Z4.3 K3.4
Donde Z es la coordenada del punto final de la rosca, expresado en cotas absolutas o incrementales
según esté activo el código G90 o el G91 y K el paso de la rosca según el eje Z.
• Rosca frontal (Espiral):
El formato del bloque es:
N4 G33 X4.3 I3.4
Donde X es la coordenada del punto final de la rosca, expresado en cotas absolutas o incrementales
según esté activo el código G90 o el G91, I el paso de la rosca según el eje X.
• Rosca cónica:
El formato del bloque es:
N4 G33 X4.3 Z4.3 I3.4 K3.4
Donde X y Z son las coordenadas del punto final de la rosca, expresado en cotas absolutas o
incrementales según esté activo el código G90 o el G91, I junto con K el paso de la rosca según el eje X y Z
respectivamente.
En las roscas cónicas, basta con programar el paso de la rosca según un eje, ya que el control calcula el
paso del otro eje. Es decir, se puede programar:
N4 G33 X4.3 Z4.3 I3.4
o bien,
N4 G33 X4.3 Z4.3 K3.4
No obstante, se pueden programar los dos pasos (I, K) para forzar al control a que realice roscas
cónicas con paso diferente al que el propio control hubiera calculado.
Páginas: 79
Page 80

Apuntes de: C
ONTROL NUMÉRICO COMPUTERIZADO TEMA 4 . -Funciones de control de trayectorias (II).
4.6.2.- E
JEMPLOS
EJEMPLO I: EJEMPLO DE ROSCADO LONGITUDINAL
El programa que presenta este ejemplo genera la geometría de la Figura 4-14, que es un cilindro
roscado, con rosca cilíndrica a derechas de paso de 1 mm y una profundidad 0.866 mm.
El torno dispone de torreta por delante, y la X se programa en diámetros.
Ø16
40Mx 1
12 6 4 50
Figura 4-14 Geometría para ejemplo de programación con G33.
N0010 G90 G95 G97 F0.1 S1000 T7.7 (Herramienta de ranurar-tronzar)
N0020 M4 (Arranque en sentido antihorario)
N0030 G0 X41 Z6 (Pto. 1)
N0040 P1=K2.2 (Ancho Herramienta)
N0050 P2=K10 F2 P1 (Cota Z del Punto 3)
N0060 G01 X16 (Tray. 1-2)
N0070 X41 (Tray. 2-1)
N0080 Z P2 (Tray. 1-3)
N0090 X16 (Tray. 3-4)
N0100 X41 (Tray. 4-3)
N0110 G0 X150 Z200 (Pto. De Cambio de Herramienta)
N0120 T6.6 (Herramienta roscar)
N0130 P3=K0.866 (Prof. Rosca)
N0140 P4=K2 F3 P3 P5 = K40 F2 P4 (P5 -> Cota X del fondo de la rosca)
N0150 G0 X P5 Z53 (Punto 5)
N0160 S300 (Reducción de la velocidad)
N0170 G33 Z7 K1 (Roscado Tray. 5-6)
N0180 G0 X41 (Tray. 6-7)
N0190 X75 Z200 (Pto. De Cambio de Herr.)
N0200 M30 (Fin de Programa)
En el primer bloque se programan las condiciones de programación y de mecanizado, y se elige la
herramienta que se va a utilizar.
Páginas: 80
Page 81

Apuntes de: C
ONTROL NUMÉRICO COMPUTERIZADO BLOQUE III: APUNTES DE C.N.C.
En el bloque N20 se ha programado el arranque del cabezal. Como la torreta en este torno está por
delante, es necesario que el cabezal giro en sentido antihorario (M04) para realizar la rosca.
Antes de realizar la rosca, se va a realizar una ranura para dar salida a la rosca. Se utilizará la
herramienta T7.7 (seleccionada en el bloque N10). Para realizar la ranura hay que considerar el ancho de la
ranura, el de la herramienta y el punto de referencia de la herramienta.
Como la herramienta tiene factor de forma 2, el punto de referencia es el extremo izquierdo.
La ranura tiene 4 mm de anchura, y la herramienta 2.2 mm, para realizar la ranura habrá que realizar
dos pasadas, pero el desplazamiento de la herramienta según el eje Z para realizar la segunda pasada será
menor de 2.2 mm.
En el bloque N50 se calcula la cota Z (en absoluta) donde deberá situarse el punto de referencia de la
herramienta (Punto 3), para que la ranura realizada sea de 4 mm de anchura (ver Figura 4-15).
1
2
Ø40
Ø16
Ø40
6 4
Figura 4-15 Realización de la ranura de la Figura 4-14.
3
4
Ø16
6 4
El ranurado se realiza con la siguiente secuencia:
• Penetración de la herramienta (Trayectoria 1-2, bloque N60)
• Retroceso de la herramienta (Trayectoria 2-1, bloque N70)
• Desplazamiento axial de la herramienta (Trayectoria 1-3, bloque N80)
• Penetración de la herramienta (Trayectoria 3-4, N90)
• Retroceso de la herramienta (Trayectoria 4-3, N100).
Para realizar el roscado, utilizaremos la herramienta de roscar (T6.6, seleccionada en el bloque N120).
El roscado se realizará a la mínima velocidad de corte (que corresponde a la mínima velocidad de giro del
cabezal) permitida por la máquina: S300 r.p.m (N160) porque los esfuerzos y potencia necesaria para realizar la
rosca serán elevados. El roscado deberá iniciarse en vacío (sin cortar material), por eso se inicia en el punto 5
(3 mm del inicio de la rosca).
El control calculará el avance correspondiente para realizar la rosca del paso indicado (1mm), que será
F 1 mm/revolución, por la definición de paso de rosca.
Páginas: 81
Page 82

Apuntes de: C
ONTROL NUMÉRICO COMPUTERIZADO TEMA 4 . -Funciones de control de trayectorias (II).
La herramienta se colocará para que su punto de referencia (extremo de la herramienta) se situé en el
punto más bajo de la rosca. La cota X de ese punto (5) se calcula en el bloque N140.
7
56
Ø40
Figura 4-16 Realización de la rosca de la Figura 4-14.
El roscado se programa en el bloque N170. La herramienta se eleva para salvar el material y se retira al
punto de cambio de herramienta.
Ø16
Ø 38,268 0,866
Páginas: 82
Page 83

Apuntes de: C
ONTROL NUMÉRICO COMPUTERIZADO BLOQUE III: APUNTES DE C.N.C.
4.7.- INTERPOLACIÓN HELICOIDAL. G02/G03. (NO SIMULADA POR WINUNISOFT)
4.7.1.- DESCRIPCIÓN Y SINTAXIS DEL BLOQUE.
Esta función solo es aplicable a fresadora.
La realización de una interpolación helicoidal supone la ejecución de una interpolación circular en el
plano principal y simultáneamente un movimiento lineal sincronizado en el otro eje. La interpolación helicoidal
se programa en un bloque según los siguientes formatos:
• Coordenadas cartesianas:
Plano XY
N4 G02 (G03) X4.3 Y4.3 I4.3 J4.3 Z4.3 K4.3 F5.4
Plano XZ
N4 G02 (G03) X4.3 Z4.3 I4.3 K4.3 Y4.3 J4.3 F5.4
Plano YZ
N4 G02 (G03) Y4.3 Z4.3 J4.3 K4.3 X4.3 I4.3 F5.4
Donde:
o X, Y, Z son las coordenadas del punto final del movimiento circular.
o I, J, K Coordenadas del centro con respecto al punto inicial del arco.
o Z, Y, X Cota final de los ejes Z, Y, X.
o K Paso de la hélice según el eje Z, Y, o X respectivamente.
o F Avance a lo largo del círculo.
• Coordenadas polares:
Plano XY
N4 G02 (G03) A3.3 I4.3 J4.3 Z4.3 K4.3 F5.4
Plano XZ
N4 G02 (G03) A3.3 I4.3 K4.3 Y4.3 J4.3 F5.4
Plano YZ
N4 G02 (G03) A3.3 J4.3 K4.3 X4.3 I4.3 F5.4
En una interpolación helicoidal, es posible también programar la interpolación circular en el plano
principal mediante la programación del radio ó bien mediante las ayudas geométricas G08 ó G09.
Ejemplo de formato en el plano XY:
N4 G02 (G03) X4.3 Y4.3 R4.3 Z4.3 K4.3
N4 G08 X4.3 Y4.3 Z4.3 K4.3
N4 G09 X4.3 Y4.3 I4.3 J4.3 Z4.3 K4.3
4.7.2.- E
JEMPLOS
EJEMPLO I: REALIZACIÓN DE UNA INTERPOLACIÓN CIRCULAR.
Suponiendo que el punto de partida es el X0, Y0, Z0.
Páginas: 83
Page 84

Apuntes de: C
ONTROL NUMÉRICO COMPUTERIZADO TEMA 4 . -Funciones de control de trayectorias (II).
En coordenadas cartesianas:
N10 G03 X0 Y0 I15 J0 Z50 K5 F150
En coordenadas polares:
N10 G03 A180 I15 J0 Z50 K5 F150
Figura 4-17 Programación de una hélice.
Atención:
En una interpolación helicoidal, el movimiento circular finalizará cuando se alcance el desplazamiento
programado en el eje perpendicular al plano principal (Z en el plano XY), desde dicho punto los ejes del plano
principal, se desplazarán con trayectoria no controlada y avance equivalente al del eje perpendicular al plano
principal, hasta el punto final programado.
EJEMPLO II: EJEMPLO DE FINALIZACIÓN NO CONTROLADA EN LA INTERPOLACIÓN CIRCULAR:
Suponiendo que el punto de partida es el X0, Y0, Z0
N10 G03 X0 Y0 I15 J0 Z35 K10 F250
Figura 4-18 Ejemplo de retorno de una hélice.
Páginas: 84
Page 85

Dpto. de Electrónica e Ing. Electromecánica Área: Ing. de los Procesos de Fabricación
Apuntes de: C
ONTROL NUMÉRICO BLOQUE III: PROGRAMACIÓN. FAGOR 8025T
5.- SALTOS Y LLAMADAS A BLOQUES, SIMETRÍAS, GIROS Y ESCALAS.
5.1.- SALTOS Y LLAMADAS A BLOQUE. G25. G26. G27. G28 G29.
5.1.1.- DESCRIPCIÓN
Las funciones G25, G26, G27, G28 y G29 permiten realizar saltos a un determinado bloque del
programa desde cualquier punto del mismo o repeticiones de una determinada sección del programa el número
de veces que se indique. Estas funciones deben de programarse solas en un bloque.
Según el código que se utilice, el salto al bloque o la repetición de bloque se realizará
incondicionalmente, o si se da una determinada condición. Si no se diera la condición (en los códigos G26-G29),
el programa seguiría en el siguiente bloque programado, sin realizar el salto o llamada.
Código Descripción
G25 Salto/llamada incondicional
G26 Salto/llamada condicional si = 0
G27 Salto/llamada condicional si no = 0
G28 Salto/llamada condicional si menor
G29 Salto/llamada condicional si =>
Tabla 5-1 Funciones G de saltos y llamadas a bloque.
Para los códigos de salto o llamada condicional, el CNC dispone de dos indicadores internos, que se
activan o no dependiendo del resultado de operaciones o comparaciones programadas en bloques anteriores
(mediante los códigos F1-F33).
INDICADOR 1: CERO, IGUALDAD
Se activará en los siguientes casos:
o Si el resultado de una operación es igual a cero.
o Si el resultado de una comparación es igual.
Este indicador será el que la máquina consultará cuando se programen los códigos G26 y G27. Si se
programa un código G26 y el indicador 1 está activo, se realizará el salto o repetición programado; por el
contrario, si se programa un código G27 y el indicador 1 está activo, no se realizará el salto o repetición
programado. Las asignaciones de valores no alteran el estado de dichos indicadores.
INDICADOR 2: NEGATIVO, MENOR
Se activará en los siguientes casos:
o Si el resultado de una operación es menor que cero.
o Si en el resultado de una comparación, el primer operando es menor que el segundo.
Este indicador será el que la máquina consultará cuando se programen los códigos G28 y G29. Si se
programa un código G28 y el indicador 1 está activo, se realizará el salto o repetición programado; por el
UNIVERSIDAD DE EXTREMADURA Páginas: 85
Page 86

Apuntes de: C
ONTROL NUMÉRICO COMPUTERIZADO
T
EMA 5.- Saltos y llamadas a bloques, Simetrías, Giros y
Escalas.
contrario, si se programa un código G29 y el indicador 1 está activo, no se realizará el salto o repetición
programado.
Ind 1 Ind 2
P1 > P2 DesAct DesAct
Comparación
P1 = F11 P2
P1 = P2 Act DesAct
P1 < P2 DesAct Act
P1 > 0 DesAct DesAct
Operación
P1=P2 F1 P3
P1 = 0 Act DesAct
P1 < 0 DesAct Act
Tabla 5-2 Situación de los Indicadores según el resultado de una comparación o una operación.
5.1.2.- SALTOS
Para realizar dentro del programa, un salto a un determinado bloque, el formato del bloque es:
N0100 G25 N0080
Donde la segunda N corresponde al bloque al que se quiere realizar el salto. En este formato G25
puede reemplazarse por el código que corresponda (G26-G29).
El bloque al que se realiza el salto podrá ser anterior o posterior al bloque programado.
Si el bloque es anterior, se producirá un bucle dentro del programa. La máquina repetirá
ininterrumpidamente esos bloques hasta que se realice un RESET o EMERGENCIA, si el código utilizado es G25,
o mientras se cumpla la condición y hasta que se realice un RESET o EMERGENCIA si es cualquiera de los otros
códigos (G26-G29).
5.1.3.- L
LAMADAS
Para repetir una sección del programa un determinado numero de veces, el formato del bloque es:
N0100 G25 N0080.0090.2
Donde, detrás de la segunda N se indican en este orden: el número de bloque en que inicia la sección
que se quiere repetir, el número de bloque en que finaliza esa sección y el número de veces que se quiere
repetir la sección (que tendrá un valor entre 0 y 99 si se programa numéricamente y entre 0 y 255 si se
programa de forma paramétrica). Si no se indica el número de veces, es decir si el bloque está programado
como sigue:
N0100 G25 N0080.0090
El programa repite esa sección una vez, es decir, asume que se ha programado:
N0100 G25 N0080.0090.1
Área: Ing. de los Procesos de Fabricación Páginas: 86
Page 87

Apuntes de: C
5.1.4.- EJEMPLOS
ONTROL NUMÉRICO COMPUTERIZADO BLOQUE III: APUNTES DE C.N.C.
EJEMPLO I: LLAMADA INCONDICIONAL. CAMBIOS DE ORIGEN. TORNO.
El programa que se presenta en este ejemplo genera la geometría de la Figura 5-1. El punto de cambio
de herramientas es (X75 Z200).
Bruto Cilindro Z, 100 â 60 ∆ (mm).
20
Ø60
20 20 20 20
50°
G53 G53 G53 G53
8
R
0
1
R
Ø58
5
0
°
Figura 5-1 Geometría para ejemplo de programación con G25. Torno.
N0010 G71 G90 G94 G97 (Cotas mm, Abs, F mm/min, S rpm)
N0020 F100 S800 (Avance 100 mm/min, Velocidad de giro 800 rev/min)
N0030 T2.2 (Herramienta 4, corrector 4)
N0040 G53 Z100
N0050 G53
N0060 G0 X58 Z1 M03 (Posición de inicio y arranque del cabezal)
N0070 (** Definición Paramétrica de la GEOMETRÍA **)
N0080 P1=K10 P2=K8 P3=K50 (Radio 1, Radio 2 y ángulo)
N0090 P4=P3 F4 K2 (P4=50/2, la mitad del ángulo)
N0100 P5=F7 P4 (P5 = cos 50/2)
N0110 P6=P1 F3 P5 (P6= 10 x cos 25)
N0120 P7=K2 F3 P6 (P7 = 2 x 10 x cos 25)
N0130 P8=P2 F3 P5 (P8= 8 x cos 25)
N0140 P9=K2 F3 P8 (P9 = 2 x 8 x cos 25)
N0150 (** Primera pasada **)
N0160 G42 G01 Z0
N0170 Z- P7
N0180 X60
N0190 G91 Z- P9
N0200 G90 X58
N0210 Z-20
N0220 G53 K-20 (Cambio de Origen)
N0230 G53
N0240 G25 N0170.0230.2 (Geom. y cambio de origen, repet 2 veces)
UNIVERSIDAD DE EXTREMADURA Páginas: 87
Page 88

Apuntes de: C
ONTROL NUMÉRICO COMPUTERIZADO
T
EMA 5.- Saltos y llamadas a bloques, Simetrías, Giros y
Escalas.
N0250 G25 N0170.0210.1 (Geom. sin cambio de origen, repet 1 vez)
N0260 (** 2ª Pasada **)
N0270 G53 K60
N0280 G53
N0290 G40 X61
N0300 G0 Z1
N0310 X58
N0320 G42 G01 Z0
N0330 G02 Z- P7 R10
N0340 G91 G08 Z- P9
N0350 G90 G01 Z-20
N0360 G53 K-20
N0370 G53
N0380 G25 N0320.0370.2 (Geom. y cambio de origen, repet 2 veces)
N0390 G25 N0320.0350.1 (Geom. sin cambio de origen, repet 1 vez)
N0400 G25 N0270.0300.1 (Vuelta al primer origen)
N0410 M30
EJEMPLO II: SALTO CONDICIONAL. TORNO.
El programa que se presenta en este ejemplo genera la geometría de la Figura 5-2. El punto de cambio
de herramientas es (X75 Z200).
Bruto Cilindro Z, 70 â 40 ∆ (mm).
Máxima profundidad de pasada, 1 mm.
Ø40
Figura 5-2 Geometría para ejemplos de programación con G26-G29.
Ø24
45 25
N0010 G71 G90 G94 G97 (Cotas mm, Abs, F mm/min, S rpm)
N0020 F100 S800 (Avance 100 mm/min, Velocidad de giro 800 rev/min)
N0030 T2.2 (Herramienta 4, corrector 4)
N0060 P1=K40 P2=K24 P3=K1 (P1->Diam. de Trab, P2->Prof. Pasada)
N0070 P4=K2 F3 P3 (Doble de la prof. Pasada)
N0080 G0 X P1 Z71 M03
N0090 G01 G91 X- P4
N0100 Z-26
N0110 X P4
N0120 Z26
Área: Ing. de los Procesos de Fabricación Páginas: 88
Page 89

Apuntes de: C
N0130 X- P4
N0140 P1=P1 F2 P4
N0150 P1= F11 P2
N0160 G27 N0090
N0170 G90 G0 X75 Z200
N0180 M30
Para simplificar la programación del mecanizado se utilizará un salto condicional.
Los bloques N90-N130 contienen los movimientos de una pasada arrancando material. La herramienta
penetra una profundidad P3 (N90), se desplaza axialmente arrancando material 26 mm. (N100), asciende
(N110) y retrocede a la cota Z de inicio (N120) y desciende hasta la cota X donde está el material.
La llamada condicional está programada en el bloque N160 y es del tipo: Llamada a bloque si no es
igual. La comparación que activa o no el indicador que controla este código está programada en el bloque
N150, que compara el diámetro alcanzado con el que se quería obtener:
• Si el diámetro alcanzado (P1) es igual a 24, no vuelve al bloque 90 a realizar una pasada.
• Si el diámetro alcanzado (P1) es distinto a 24, vuelve a realizar un pasada.
ONTROL NUMÉRICO COMPUTERIZADO BLOQUE III: APUNTES DE C.N.C.
DIÁMETRO
MAT. P1
¿ = 24 MM.?
P1 = F11 P2
NO
NUEVA PASADA
P1 = P1 – P4
Figura 5-3 Esquema de operación del programa.
EJEMPLO III: SALTOS Y LLAMADAS CONDICIONALES. TORNO.
Un programa más correcto para la geometría del ejemplo anterior (Figura 5-2) sería:
N0010 G71 G90 G94 G97 (Cotas mm, Abs, F mm/min, S rpm)
N0020 F100 S800 (Avance 100 mm/min, Velocidad de giro 800 rev/min)
N0030 T2.2 (Herramienta 4, corrector 4)
N0040 (* Definición de parámetros *)
N0050 P1=K40 P2=K24 P3=K1 (P1->Diam. Inicial, P2->Diam. Min, P3->Prof.
Pasada)
N0060 P4=K2 F3 P3 (Prof. Pasada en Diam.)
N0070 G0 X P1 Z71 M03 (Acercamiento Herram. y Arranque del cabezal)
N0080 P5=P1 F2 P2 (Diam. por eliminar)
N0090 P5=F11 P4 (Comparación con paso en diam.)
N0100 G26 N0190 (Si es igual)
SÍ
FIN DE
PROGRAMA
UNIVERSIDAD DE EXTREMADURA Páginas: 89
Page 90

Apuntes de: C
N0110 G28 N0190 (si es menor)
N0120 G01 G91 X- P4 (Pasada de profundidad P3)
N0130 Z-26
N0140 X P4
N0150 Z26
N0160 X- P4
N0170 P1=P1 F2 P4
N0180 G25 N0080
N0190 G01 G90 X P2 (Pasada hasta diám. Objetivo)
N0200 G91 Z-26
N0210 G90 X P1
N0220 G91 Z26
N0230 G0 G90 X75 Z200 (Herram. al Punto de Cambio)
N0240 M30
En el que no es necesario que el diámetro del punto de inicio esté a un número completo de pasadas
del diámetro objetivo. El esquema de trabajo es el indicado a continuación.
ONTROL NUMÉRICO COMPUTERIZADO
T
EMA 5.- Saltos y llamadas a bloques, Simetrías, Giros y
Escalas.
¿ P1 – P2 £ 2 ¥ P3?
DIÁMETRO
MAT. P1
P5 = P1 F2 P2
SÍ
PASADA DE
PROF. £ P3
P5 = F11 P4
NO
PASADA DE PROF.
P3
P1 P1 P4
Figura 5-4 Esquema de operación del programa
Se definen dos tipos de pasadas: una pasada de desbaste (N120-N170), cuya profundidad coincide con
la programada (P3); y una pasada final en la que se arranca un espesor igual o inferior a P3, para generar el
diámetro final (P2).
En los bloques N100 y N110 está el código que controla qué pasada será la siguiente. La comparación
que activa/desactiva los indicadores utilizados está programada en el bloque N90, en el que se compara el
material que queda por eliminar (en diámetro, P5) con la profundidad de pasada máxima (P3, en diámetro P4):
• Si es igual (P1 – P2 = P4), se activa el primer indicador interno, y al llegar al código G26
(llamada/salto condicional si igual) se ejecuta la llamada o salto programado, que corresponde a la
pasada final.
• Si es distinto (P1 – P2 π P4), se desactiva el primer indicador interno, y al llegar al código G26 no
se ejecuta la llamada o salto y se pasa al bloque siguiente (N110).
Área: Ing. de los Procesos de Fabricación Páginas: 90
Page 91

Apuntes de: C
ONTROL NUMÉRICO COMPUTERIZADO BLOQUE III: APUNTES DE C.N.C.
o Si es menor (P1 < P2) se activa el segundo indicador interno, al llegar al código G28
(llamada/salto condicional si menor) se ejecuta la llamada o salto que se programe, que es la
pasada final.
o Si es mayor (P2 > P1) y el segundo indicador interno no se activará, y al llegar al código G28,
pasará al siguiente bloque como si este no existiera, y realizará una pasada de espesor P3.
En el bloque N180, se ha programado un salto incondicional. Después de cada pasada de desbaste, se
vuelve a realizar la comparación para ver si la siguiente pasada es de desbaste o de acabado.
UNIVERSIDAD DE EXTREMADURA Páginas: 91
Page 92

Apuntes de: C
ONTROL NUMÉRICO COMPUTERIZADO
T
EMA 5.- Saltos y llamadas a bloques, Simetrías, Giros y
Escalas.
5.2.- IMAGEN ESPEJO. G10. G11. G12. G13.
5.2.1.- DESCRIPCIÓN Y SINTAXIS
Los códigos G11, G12 y G13 permiten realizar simetrías de geometrías generadas, respecto a los ejes X,
Y y Z respectivamente. Mediante el código G10 se indica que se ha finalizado la simetría. Estas funciones sólo
es aplicable en fresadora.
Internamente, el programa realiza los desplazamientos programados, cambiando los signos de las cotas
correspondientes, para lograr la simetría respecto a eje deseado.
Estas funciones son modales y se mantienen hasta que se programe la anulación de la imagen espejo
(G10) o se realice un RESET o EMERGENCIA de la máquina. Pero no son incompatibles, por lo que pueden
programarse simultáneamente y en el mismo bloque.
El formato del bloque puede ser:
N0100 G11 G01 X10 Y20 Z30
5.2.2.- E
JEMPLOS
EJEMPLO I: IMAGEN ESPEJO EJES X E Y. COORDENADAS CARTESIANAS.
El programa que se presenta en este ejemplo genera la geometría de la Figura 5-5. El punto de cambio
de herramientas es (X0 Y0 Z0) y coincide con el cero máquina.
Bruto Caja de 100 × 80 × 20 mm (X × Y × Z). Situado centrado y apoyado sobre el plano Z-190.
A
B'
6
0
6
Ø
80
C'
D
3
8
9
,
6
1
R
B
C
3
20
100
Figura 5-5 Geometría para ejemplo de programación con G10-G13.
Área: Ing. de los Procesos de Fabricación Páginas: 92
Page 93

Apuntes de: C
ONTROL NUMÉRICO COMPUTERIZADO BLOQUE III: APUNTES DE C.N.C.
N0010 G71 G90 G94 G96 F100 S1000 T2.2
N0020 M06
N0030 G43 (Compensación de Longitud)
N0040 G31 (Guardo el origen activo: CM)
N0050 G53 X-110 Y-95 Z-170 (Definición del CP)
N0060 G53 (Activación del CP)
N0070 G0 X0 Y30 Z2 M03 (Punto de Inicio, Arranque del Cabezal)
N0080 G01 Z-3 (Despl. a Profundidad de Trabajo)
N0090 G09 X25.981 Y15 I17.5 J30.311
N0100 G09 Y-15 I35 J0
N0110 G09 X0 Y-30 I17.5 J-30.311
N0120 G11 G12
N0130 G25 N0090.0120.1
N0140 G10 Y-30
N0150 Z5
N0160 G32 (Recupero el origen guardado)
N0170 G0 X0 Y0 Z0 (Cotas Absolutas. Herramienta a punto de cambio)
N0180 M30 (Fin del programa)
Las trayectorias se van a indicar en coordenadas absolutas medidas respecto al cero pieza, que se
carga en el bloque N50 y se activa en el N60.
Los bloques N100-N120 definen la trayectoria para generar la curva del semiplano +X (A-B-C-D en la
Figura 5-5). Los arcos se han programado con el código G09, indicando tres puntos del arco (ver Figura 5-6).
a) b) c)
A
30
17,5
25,981
1
B
30,311
15
B
25,981
35
C
30
2
15 15
D
C
17,5
3
30,311
Figura 5-6 Secuencia de mecanizado de la geometría de la Figura 5-5.
La curva del semiplano –X se ha programado realizando una imagen espejo según el eje X y el eje Y,
para que el desplazamiento de la herramienta sea continuo en el mismo sentido que en el semiplano +X. En el
bloque N140 se programa una llamada incondicional a los bloques en que se definía la trayectoria curva (N100-
120).
Una vez finalizada la simetría, se anula la imagen espejo (G10) y se programa el tramo recto, que como
G01 es modal y G09 no lo anula, se puede indicar sin necesidad de incluir el código G01 (N150).
El cero máquina se guarda en la memoria mediante el código G31 (bloque N50) y se recupera mediante
G32 (N170), para poder programar fácilmente el desplazamiento de la herramienta al punto de cambio.
UNIVERSIDAD DE EXTREMADURA Páginas: 93
Page 94

Apuntes de: C
ONTROL NUMÉRICO COMPUTERIZADO
T
EMA 5.- Saltos y llamadas a bloques, Simetrías, Giros y
EJEMPLO II: IMAGEN ESPEJO EJE Y. COORDENADAS POLARES.
El programa que se presenta en este ejemplo genera la misma geometría del ejemplo anterior. El punto
de cambio de herramientas es (X0 Y0 Z0) y coincide con el cero máquina.
Bruto Caja de 100 × 80 × 20 mm (X × Y × Z). Situado centrado y apoyado sobre el plano Z-190.
Cero pieza en el centro de la superficie superior de la caja.
N0010 G71 G90 G94 G96 F100 S2000 T2.2
N0020 M06
N0030 G43 (Act. Compensación Longitud)
N0040 G31
N0050 G53 X-110 Y-95 Z-170 (Coor. Cero Pieza)
N0060 G53 (Activación Cero Pieza)
N0070 G93 I0 J0 (Definición Origen Polar)
N0080 G0 R30 A90 Z2 M03
N0090 G01 Z-3
N0100 G02 G91 A-124.072 I9.009 J-14.397 (Tray. A-B)
N0110 A-124.072 I-7.964 J-15 (Tray. B-C)
N0120 A-124.072 I-16.972 J-0.603 (Tray. C-D)
N0130 G93 I0 J0 (Definición Origen Polar)
N0140 G01 G90 R30 A90 (Tray. D-A)
N0150 G11
N0160 G25 N0100.0120.1
N0170 G10
N0180 G32
N0190 G0 G40 X0 Y0 Z0
N0200 M30 (Fin de programa)
Escalas.
El proceso de mecanizado se va a realizar utilizando coordenadas polares. La secuencia de trayectorias
será: A-B-C-D-A-B’-C’-D. (Ver Figura 5-5).
Las cotas se van a programar en coordenadas absolutas respecto al cero pieza, que se define en el
bloque N50 y se activa en el N60. Como se van a utilizar coordenadas polares, en el bloque N70 se definen las
coordenadas del origen polar (C.P.) respecto al origen activo (G53).
Los arcos se programan en coordenadas polares. La máquina coloca el origen de coordenadas polares
en el centro del arco cada vez que se programa una trayectoria circular.
Los ángulos se darán en cotas incrementales, considerando el sentido del movimiento (positivo en
sentido antihorario y negativo en sentido horario). Los valores de los parámetros introducidos para programar
los tres arcos pueden verse en la Figura 5-7.
Área: Ing. de los Procesos de Fabricación Páginas: 94
Page 95

Apuntes de: C
ONTROL NUMÉRICO COMPUTERIZADO BLOQUE III: APUNTES DE C.N.C.
a) b) c)
B
A
1
2
4
,
0
7
2
C.P.
°
B
14,397
9,009
Figura 5-7 Secuencia del mecanizado de la Figura 5-5.
Al realizar los arcos, el origen polar queda en el centro del último arco realizado, por eso en el bloque
N130 se vuelve a colocar el origen polar en el centro de la caja.
El mecanizado de la geometría A-B’-C’-D es simétrico, respecto al eje Y, al de la geometría A-B-C-D
15
C.P.
C
7,964
16,972
D
0,603
C.P.
°
2
7
0
,
4
2
1
C
°
2
7
0
,
4
2
1
previamente realizado. Para realizarlo se indica el código de imagen espejo en el eje X (G11) y se realiza una
llamada incondicional a los bloques que definían la trayectoria A-B-C-D (N100-N120). Al finalizar este
mecanizado se anula la imagen espejo.
UNIVERSIDAD DE EXTREMADURA Páginas: 95
Page 96

Apuntes de: C
ONTROL NUMÉRICO COMPUTERIZADO
T
EMA 5.- Saltos y llamadas a bloques, Simetrías, Giros y
Escalas.
5.3.- FACTOR DE ESCALA. G72.
5.3.1.- DESCRIPCIÓN
Mediante el código G72 se pueden ampliar o reducir geometrías programadas previamente. Se facilita la
programación de mecanizados de semejante forma pero de distintas dimensiones.
La función G72 es modal, el programa multiplica por el factor de escala programado (K) todos las
coordenadas dadas, hasta que se defina otro valor para el factor de escala. Para anular la escala, bastará con
asignarle al factor de escala el valor unidad.
La función G72 debe programarse sola en un bloque.
El factor de escala puede aplicarse igual en todos los ejes, o distinto para cada eje. Si en un mismo
programa se aplican un factor de escala global y un factor de escala al eje, el factor de escala utilizado será el
producto de ambos.
5.3.2.- F
ACTOR DE ESCALA APLICADO A TODOS LOS EJES
Si el factor de escala se aplica a todos los ejes, el formato de programación es:
N0100 G72 K0.5
Donde K es el factor de escala que se desea aplicar, y que puede tomar un valor entre 0.0001 y 99.99.
Programando de esta forma se puede continuar utilizando la compensación de radio y de longitud de la
herramienta.
5.3.3.- FACTOR DE ESCALA APLICADO A UN SOLO EJE (NO SIMULADO).
Para aplicar un factor de escala diferente a cada eje, el formato de bloque es:
N100 G72 X1.2 Y2.3 Z2
Donde X, Y y Z son los factores de escala correspondientes a los ejes.
También puede aplicarse un factor de escala a ejes auxiliares (V, W) si se han definido. El formato de
bloque en ese caso es:
N100 G72 V0.8 W1.3 X1.2 Y2.3 Z2
Donde los valores que siguen a las letras V, W, X, Y y Z son los factores correspondientes a esos ejes.
Para poder aplicar el factor de escala a un eje, la herramienta debe estar situada en la cota 0 del
mismo. Si se programa un factor de escala de este modo se puede continuar trabajando con compensación de
longitud de herramienta.
Para poder trabajar con compensación de radio de la herramienta, es necesario que el factor de escala
esté aplicado sobre un eje rotativo, ya que si el eje es lineal y aplicamos la compensación, esta también se verá
afectada por el factor de escala (en la figura se aprecia el error que se produce al programar con compensación
y con un factor de escala sobre un eje lineal).
Área: Ing. de los Procesos de Fabricación Páginas: 96
Page 97

Apuntes de: C
ONTROL NUMÉRICO COMPUTERIZADO BLOQUE III: APUNTES DE C.N.C.
Figura 5-8 Programación de factor de escala a eje lineal.
Cuando el programa esté afectado por un factor de escala aplicado a un solo eje, no se puede modificar
el sistema de referencia de los ejes mediante alguna de las funciones G92, G53/G59 ó G32.
5.3.4.- E
JEMPLOS
EJEMPLO I: FACTOR DE ESCALA APLICADO A TODOS LOS EJES. PROGRAMACIÓN PARAMÉTRICA. FRESADORA.
El programa que se presenta en este ejemplo genera la geometría de la Figura 5-9. El punto de cambio
de herramientas es (X0 Y0 Z0) y coincide con el cero máquina. El cero pieza utilizado es el representado en la
figura.
Bruto Caja de 127.4 × 70 × 17 mm (X × Y × Z). Situado centrado y apoyado sobre el plano Z-190.
Las geometrías menores se obtienen de la primera, aplicando los factores de escala 0.8 y 0.64
respectivamente.
3,52
33,8
5
8
6
,
7
R
5
70
45
5,5
4,4
2
1
R
36
6
,
9
R
12
17
11
35
10 28
127,4
10 22,4
4
Figura 5-9 Geometría para ejemplo de programación con G72.
N0010 G71 G90 G94 G96 F100 S1000 T1.1
N0020 M06
N0030 G43 (Compensación de Longitud)
UNIVERSIDAD DE EXTREMADURA Páginas: 97
Page 98

Apuntes de: C
ONTROL NUMÉRICO COMPUTERIZADO
T
EMA 5.- Saltos y llamadas a bloques, Simetrías, Giros y
Escalas.
N0040 G31 (Guardo Origen Activo: CM)
N0050 G53 X-173.7 Y-130 Z-173
N0060 G53
N0070 P1=K1.25
N0080 G0 X11 Y12 Z2 M03
N0090 G91 G01 X P1 Y P1
N0100 Z-4
N0110 G41 X- P1
N0120 Y- P1
N0130 X35
N0140 Y45
N0150 X-5.5
N0160 G02 X-24 I-12 J0
N0170 G01 X-5.5
N0180 Y-45
N0190 X P1
N0200 G40 Y P1
N0210 G90 Z2
N0220 G0 X56 Y17
N0230 P2=K0.8 (Parámetro para factor de escala)
N0240 G25 N0090.0120.1
N0250 G72 K P2 (Factor de escala de forma paramétrica)
N0260 G25 N0130.0180.1
N0270 G72 K1
N0280 G25 N0190.0210.1
N0290 G0 X94 Y22
N0300 P2=K0.64
N0310 G25 N0240.0280.1
N0320 G32 (Recupero el Origen de coordenadas guardado)
N0330 G0 X0 Y0 Z0
N0340 M30 (Fin del programa)
El programa realiza tres mecanizados de igual forma pero diferentes dimensiones. Se programará uno
de ellos dando las trayectorias, y los otros dos, repitiendo la sección en que se realizó el primero, pero
aplicando un factor de escala.
La programación del primer mecanizado se ha definido en cotas incrementales (N90). Si se quisiera
programar en coordenadas absolutas, habría que considerar que el factor de escala afectaría a todo el sistema
de coordenadas (no sólo al trazado), por lo que habría que definir un origen asociado a cada geometría, para
lograr el resultado deseado.
Se consideran independientes los movimientos para compensar el radio de la herramienta (N90, N110120, N190-200), porque el factor de escala no debe afectar a estos movimientos, ya que el radio de la
herramienta es el mismo en todos los casos.
El factor de escala debe afectar únicamente al trazado compensado, por lo tanto, sólo a los bloques
N130-180 (N260). El factor de escala se programa en función del parámetro P2 (en el bloque N260) y se anula
Área: Ing. de los Procesos de Fabricación Páginas: 98
Page 99

Apuntes de: C
ONTROL NUMÉRICO COMPUTERIZADO BLOQUE III: APUNTES DE C.N.C.
después de la llamada a la sección que realiza la geometría, mediante el código G72, asignando el valor 1 al
factor de escala (N270).
El tercer mecanizado se ha realizado repitiendo la sección del segundo mecanizado, pero aplicando el
factor de escala correspondiente, mediante el parámetro P2.
UNIVERSIDAD DE EXTREMADURA Páginas: 99
Page 100

Apuntes de: C
ONTROL NUMÉRICO COMPUTERIZADO
T
EMA 5.- Saltos y llamadas a bloques, Simetrías, Giros y
Escalas.
5.4.- GIRO DEL SISTEMA DE COORDENADAS. G73.
5.4.1.- DESCRIPCIÓN
Mediante la función G73 se puede girar el sistema de coordenadas, tomando como centro de giro el
origen de referencia activo del plano principal.
Esta función debe programarse sola en un bloque. El formato del bloque es:
N262 G73 A90
Donde A es el ángulo, en grados, girado respecto al sistema de coordenadas activo. Puede tomar
valores entre 0 y 360. El signo determinará el sentido de giro, positivo indica un giro en sentido antihorario, y
negativo en sentido horario.
La función G73 es incremental, el giro se produce respecto al sistema de coordenadas activos, por lo
que el ángulo total que estará girado el sistema de coordenadas será la suma del ángulo previo, más el del
último giro.
La anulación de la función giro se puede realizar programando el código G73 solo en un bloque. El
formato de ese bloque es:
N263 G73
Este bloque no es equivalente a un bloque con ángulo de giro 0.
También se produce la anulación del giro si se programan G17, G18, G19, M02, M30 o realizando un
“RESET” o “EMERGENCIA” de la máquina.
No se puede programar estando activa la función giro G73, bloques que contengan la definición de un
punto mediante el ángulo y una coordenada cartesiana en coordenadas absolutas (G90).
5.4.2.- E
JEMPLOS
EJEMPLO I: GIRO DEL SISTEMA DE COORDENADAS. LLAMADA INCONDICIONAL. PROGRAMACIÓN
PARAMÉTRICA. CAMBIOS DE ORIGEN. FRESADORA.
El programa que se presenta en este ejemplo genera la geometría de la Figura 5-10. El punto de
cambio de herramientas es (X0 Y0 Z0) y coincide con el cero máquina.
Bruto Caja de 100 × 85 × 10 mm (X × Y × Z). Situado centrado y apoyado sobre el plano Z-190.
En la programación se utilizarán varios orígenes, situado cada uno de ellos en el centro de uno de los
triángulos.
Área: Ing. de los Procesos de Fabricación Páginas: 100
 Loading...
Loading...