

Page 1
Page 2
Page 2
SECTION I — INSTALLATION
Piping Details
Recommended Straight Run Piping Dimensions inlet and
outlet — All Types and Pressures
Valve Position
Install valve upright in the highest horizontal line of piping, in
an accessible location and with the arrow on the side of the
body in the direction of fluid flow.
NOTE: STOP VALVE IS NECESSARY WHEN SENSING LINE IS
LOCATED DOWN STREAM OF OUTLET STOP VALVE.
Problem Preventing Procedure
1. Provide space above, below and around the valve for
removal of parts during maintenance.
2. Blow or flush out the pipe lines thoroughly before
installing the valve.
3. Remove raised faces of iron or steel line flanges to
which bronze valves are to be bolted. Make outside
diameter of gaskets the same as flanges; inside diameter is 1/4” larger than the bore of the flanges.
4. Do not use red lead or cement in making up joints. In
threaded valves use pipe compound sparingly on male
threads only.
5. STRAINER — Protect the valve and following equipment with a Self-Cleaning Strainer.
6. Install stop valves nd gages in inlet and outlet lines to
provide a means for checking adjustment and operation of the equipment.
7. In steam service, insulate all piping before and after the
valve to minimize condensation. Provide proper inlet
drainage to prevent water hammer or erosion in the
equipment.
8. Adhere to good piping practice. Install a bypass
around the valve.
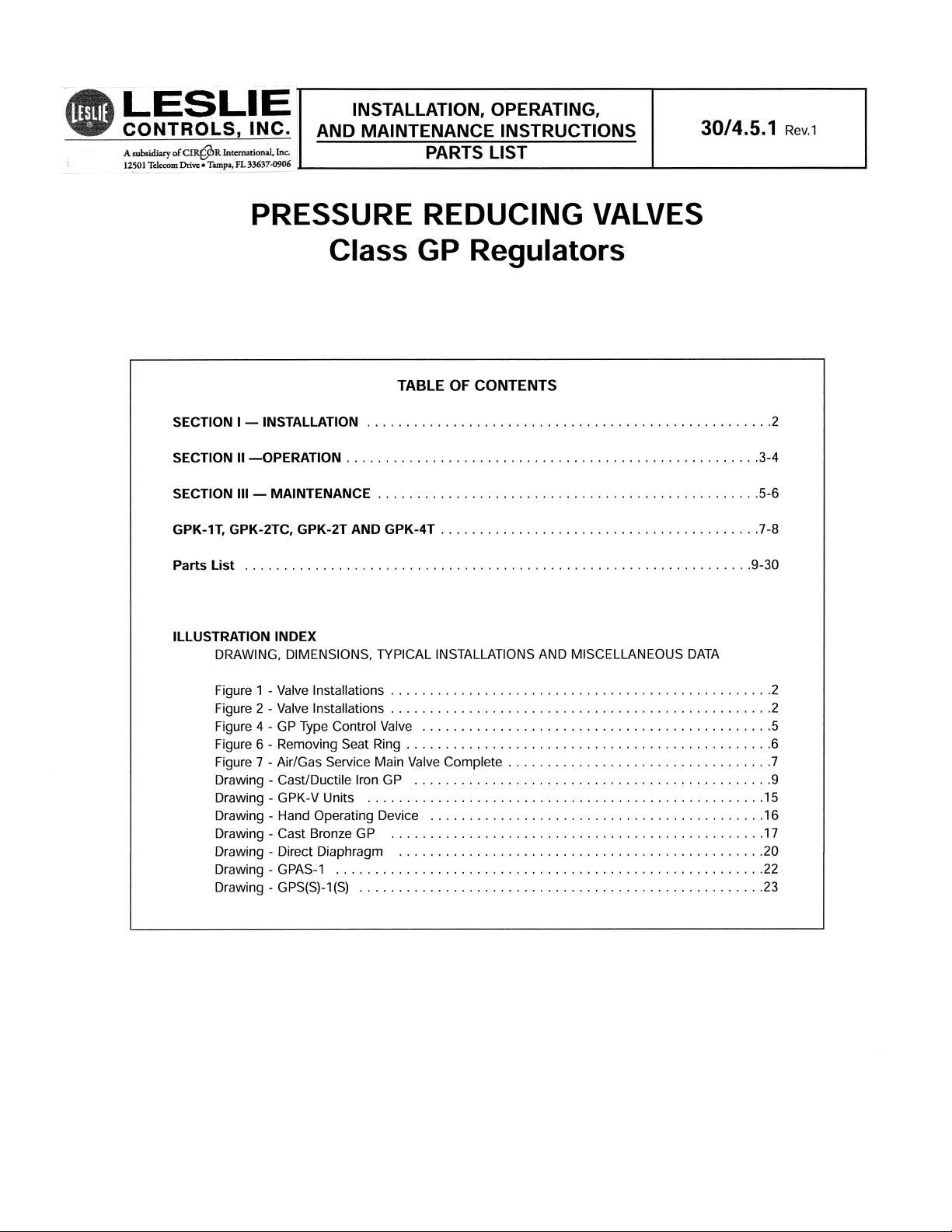
Control Pipe — All Pressures
Connect 3/8” control pipe )having I.D. equivalent to 40 schedule pipe) with stop valve, union and pressure gage (as shown
in Figures 1 and 2) from threaded connection in main body of
valve to section of outlet piping before outlet stop valve.
Slop control pipe downward to outlet piping to prevent
water pockets.
Important — Make control pipe connection in expanded outlet piping at a point at least 24” downstream from the end of
the expander and not within 18” to 24” of the outlet stop
valve, any elbow or other flow direction changing fitting.
Control pipe length should be held to approximately 3’.
Connect control pipe to side of outlet pipe if necessary to
obtain proper slope.
Recommended outlet piping for valves controlling compressible fluids at values of 25% or less of inlet pressure;
Expand outlet pipe (E Dimension) to twice the valve size.
Use tapered expander — 15°/20° on included angle.
Note: Further expansion of low pressure outlet piping
beyond the outlet stop valve has no effect on operation of
this valve.
Figures 1 and 2
Recommended Valve Installations
DIMENSIONS
VALVE SIZE
DE
1/2” to 1-1/2” 1’6” to 5’ 4’ to 5’
2” to 4” 3’ to 5’ 4’ to 8’
Operating medium from air loader or sensing element
Operating medium from air loader or sensing element
Fig. 1 — For controlled pressures above 25%
of Inlet pressure (Compressible Fluid).
Fig. 2 — For controlled pressures of 25% or less
of Inlet pressure (Compressible Fluid).
Top view of Pressure Reducing Station showing
Bypass arrangement.
* Expand line after stop valve to cross sectional area
as required for steam flow.
Page 3

Page 3
SECTION II — OPERATION
For installation, adjustment of loading device and operating
details, consult the proper instructions pertaining to the particular type of loading, sensing or other operating device.
Overall Valve Dimensions
For overall valve dimensions — face-to-face, height, etc., —
consult the drawing which applies to the valve in use.
Principle of Operation
The control valves are operated by means of an airloading
force delivered by a loading valve, temperature pilot or similar
device which delivers an air signal to the diaphragm of the
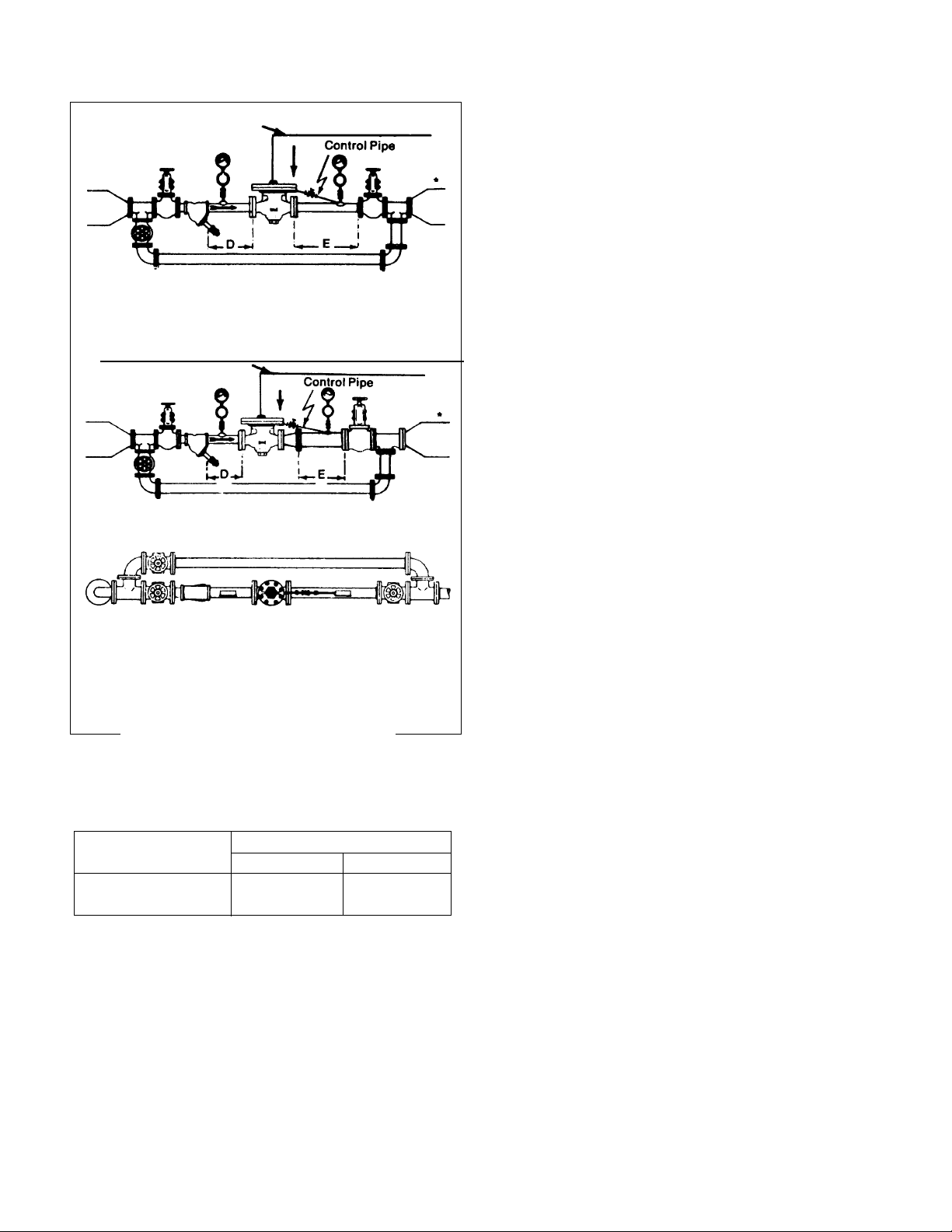
regulator. Figure 3 shows the loading pressures required for
various valve sizes and pressure drops. Diaphragm pressure
quoted, for any particular size or pressure drop, is the pressure required on the diaphragm to open the valve under the
existing conditions. Beyond this value an ratio of 1:1 delivered
steam pressure to additional air loading pressure will be
obtained. The valve will them maintain the controlled pressure accurately and in direct relation to the loading pressure
value above that which is necessary to open the valve.
Operation of GP Type Control Valves
In conjunction With Air Loaders
Important: DO NOT apply air-loading force to diaphragm of
control valve until inlet stop valve is fully opened with full pressure to inlet of the control valve.
Starting Up:
1. Open inlet stop valve.
2. Close outlet stop valve.
3. Dispose of condensation, dirt, etc., by opening the
strainer blow-off valve.
4. Crack outlet stop valve to permit slight flow when
adjusting the control valve.
5. Slowly supply loading pressure to control valve
diaphragm until the valve begins to open. Gradually
increase loading pressure until desired downsteam
controlled pressure is obtained.
6. Slowly open outlet stop valve.
7. To increase controlled pressure, increase loading pres-
sure. To decrease controlled pressure, decrease loading pressure.
Shutting down:
To turn steam off, relieve loading pressure from diaphragm of
the control valve and close inlet and outlet stop valves.
Page 4
Page 4
DIAPHRAGM PRESSURE ABOVE REDUCED PRESSURE
70
65
60
55
50
45
40
35
30
25
20
15
10
5
0
GPS-1T (S)
GPK-4T (S)
limit 25 psi
4” GPS-1
4” GPK only
100 200 300 400 500 600
PRESSURE DROP PSI (INLET PRESSURE MINUS OUTLET PRESSURE)
Classes GPHS & GPHS-1 only
4“ GPHS and
GPHS-1 only
1-1/2” and 2”
3”
1”
2-1/2””
3/4”
1/2”
MAX. INLET*
CLASS
& MAX. ∆P
GPK 250
GPB 300
GPS 300
GPS-1 300
GPHS 600
GPHS-1 600
GPAK 400
GPAS-1 400
*Subject to valve body limitations.
The above curves indicate the loading pressures above the
outlet pressure require for each size class GPK, GPAK,
GPB, GPS, GPHS, GPS-1, GPHS-1, and variants for all pressure differentials across the valves.
EXAMPLE: If a 3” GPB reducing valve is required to reduce
steam from 300 psig to 20 psig, 44 psig air loading is
required. This is determined as follows: Enter the chart at
280 psi pressure drop and read up to the 3” size. Read
across to 24 psi, which must be added to the outlet pressure
to determine the required loading pressure.
NOTE: Maximum diaphragm joint pressure is 300 psig.
Loading pressure (reduced pressure plus diaphragm pressure above reduced pressure must not exceed 300 psig.
SECTION II — OPERATION (CON’T)
Page 5

Page 5
SECTION III — MAINTENANCE
Leslie control valves may be dismantled without removal from
pipeline when maintenance checks are desired.
Play Safe! Use Only Genuine
Leslie Replacement Parts
All Leslie control valves are made of high quality materials,
are time-tested and backed by more than a half century of
knowhow. Machining is done by expert craftsmen and each
valve is inspected and service-tested before shipment to
you.
Use of other than GENUINE LESLIE PARTS may impair their
ability to work properly. DO NOT change any dimensions
except as noted in these instructions. To assure long life,
preservation of parts interchangeability and low maintenance
costs, use only standard LESLIE PARTS.
CHECK NAMEPLATE FOR PROPER CLASS AND WRITE
FOR APPLICABLE DRAWINGS.
Dismantling
1. Shut off air supply. Disconnect loading line to release
air pressure from diaphragm area.
2. Close stop valves on inlet and outlet sides of control
valve and open strainer blowdown valve to vent
trapped fluid.
3. Loosen and remove bottom cap. Gasket, main valve
spring and main valve will follow.
4. Do not remove seat ring unless remachining or replacement is necessary. If removal is necessary, see Figure
6 with accompanying instructions.
5. To examine diaphragm (two leaves) and main valve
guide or to clean diaphragm area, remove diaphragm
cover bolts/nuts, diaphragm and diaphragm disc. To
take out diaphragm disc, form two hooks of 1/16”
diameter wire and lift out disc.
Cleaning, Replacing or Repairing Parts
Clean all parts with kerosene or other approved solvent and
check as follows:
1. Examine main valve, seat ring and main valve guide.
Remove any encrusted material with crocus cloth.
2. FOR ALL-METAL SEATS ONLY: If main valve or seat
ring seating surfaces are cut or scored, regrind with
600 grit grinding compound. Remove all trace of
grinding compound before reassembling.
NOTE: If main valve, seat rings or both must be remachined
due to damage to seating surfaces, in order to maintain correct diaphragm disc to diaphragm seat dimension, it will be
necessary to shorten the main valve. To do this, remove
from the top of the main valve stem (diaphragm disc end) an
amount of metal equal to the amount (dimensional thickness)
removed from the main valve and or the seat ring.
Use 600 grit compound, lap the main valve into the seat.
When relapping main valves in sizes 2-1/2” larger, take off
diaphragm cover and remove diaphragms so that their spring
action will not interfere with the lapping operations.
Replacing Seat Rings
To remove seat rings, use the special wrench which is available on request. See Figure 6.
Position seat ring wrench and socket wrench as shown in
Figure 6. Hold tightly against seat ring. Tap handle of socket with hammer to loosen seat ring. Then unscrew seat ring.
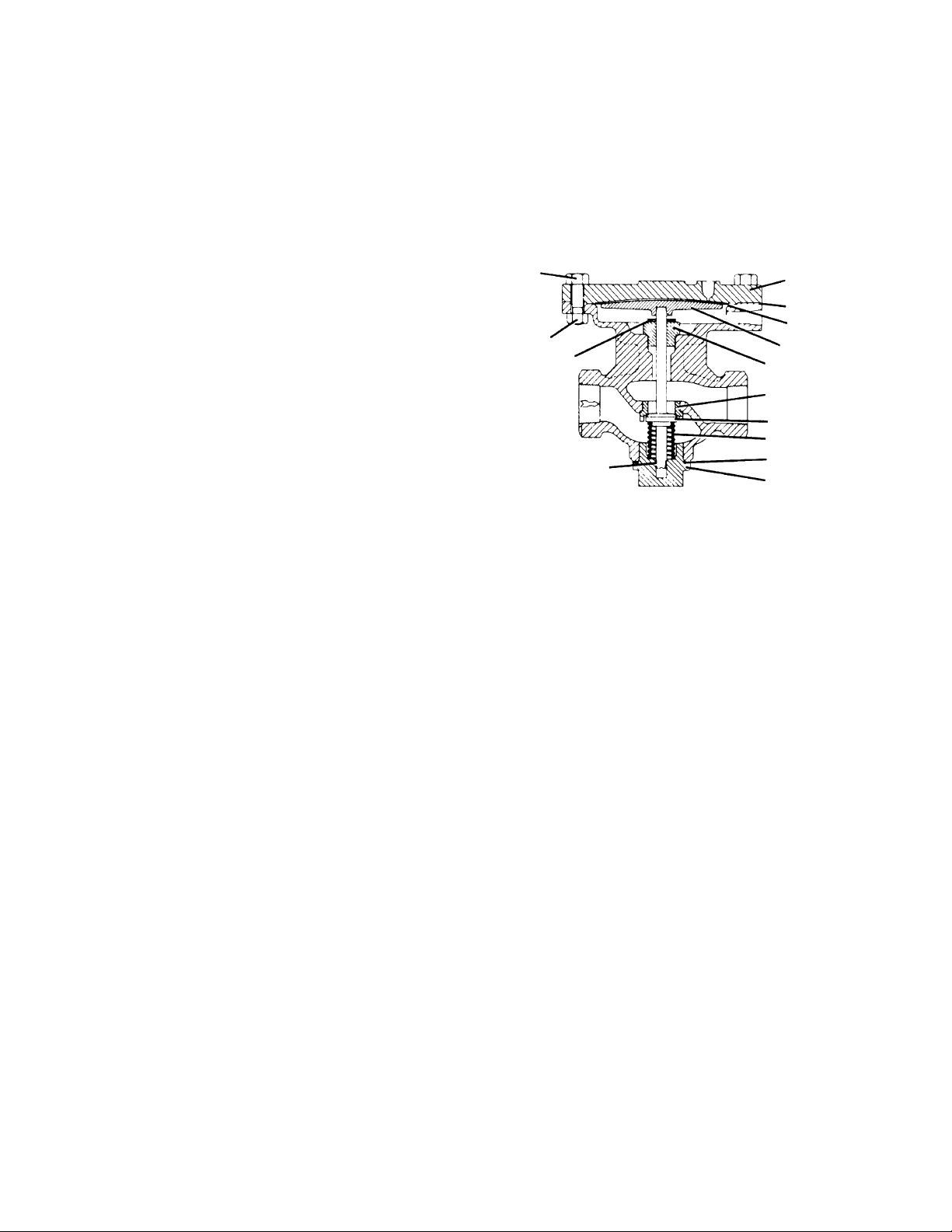
Figure 4 — GP Type Control Valve
Figure 5 — Soft Seat Ring
Figure 6 — Removing Seat Ring
Seat Ring Wrench Insert Bar Through Hole
Seat Ring
Diaphragm
Cover
Seat Ring
Diaphragm
(2 leaves)
Diaphragm
Disc
Main Valve
Guide
Main Valve
Main Valve
Spring
Gasket
Bottom Cap
Page 6
Page 6
To Install Seat Ring
1. Carefully clean threads and joint contact surfaces on
seat ring and in the valve body.
2. Make sure joint surfaces are undamaged.
3. Use a light coating of Never-Seez or similar lubricant
on the first two threads only of seat ring. Screw seat
ring into valve body threads and pull up tight with
wrench.
4. Tap handle of socket wrench with hammer to lock seat
ring in place.
Hard Seats Only:
5. Lap in main valve and seat ring carefully. Use very fine
lapping compound.
Reassembly
1. Do not use graphite or compound on joints.
2. Place main valve, main valve spring and gasket on bot-
tom cap. Assemble bottom cap part way (enough to
hold in place) on main body.
3. Place diaphragm disc on main valve with guide end
over stem end of the main valve.
4. Put diaphragm leaves together, matching convolutions
as closely as possible, and position them carefully in
main body above diaphragm disc.
5. Assemble diaphragm cover and bolts/nuts to main
body. Snug up bolts alternately and evenly across
diaphragm cover. Then tighten firmly. Tighten bottom
cap. Reconnect air-loading line.
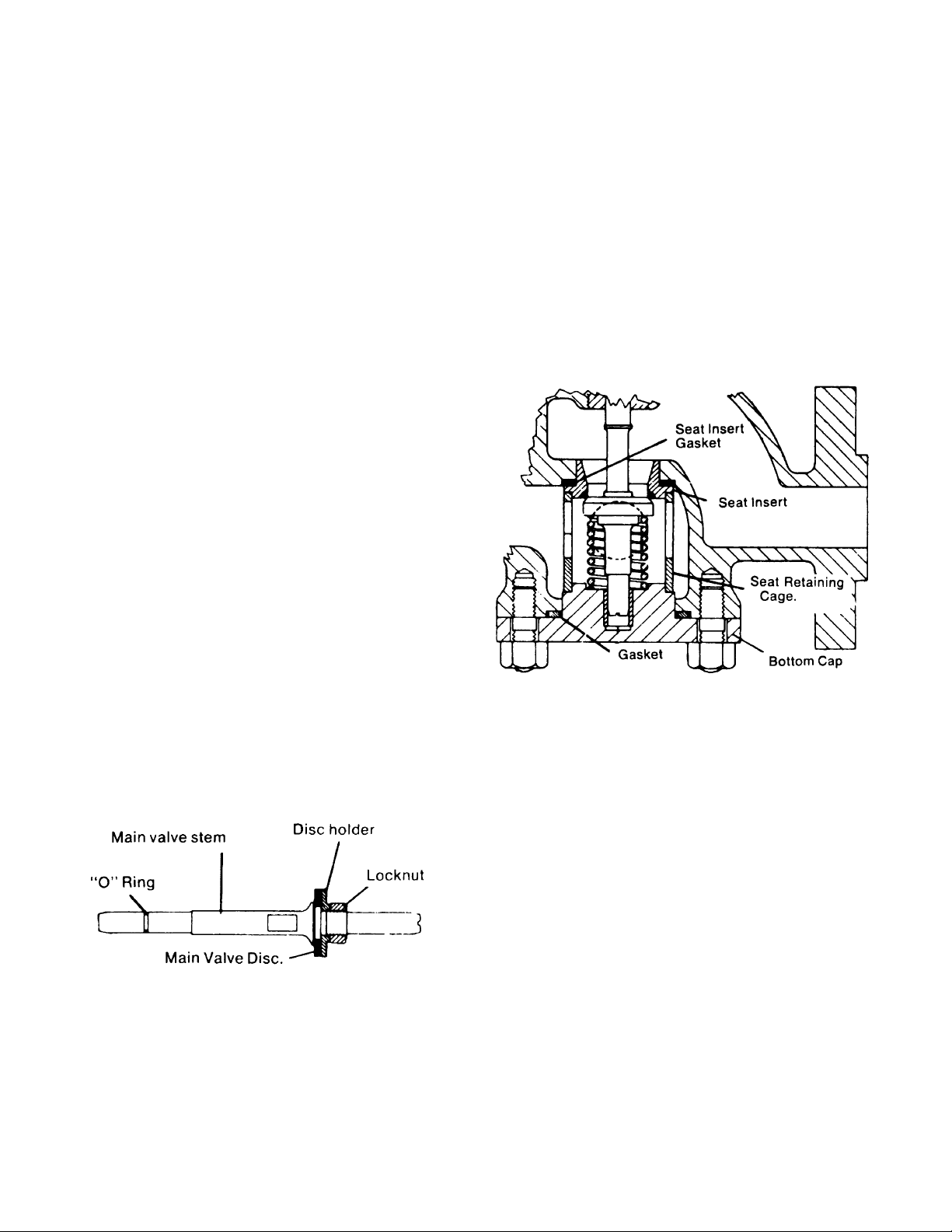
Replacing Main Valve Disc
Air or Gas Service Valves
Figure 7 — Air/Gas Service
Main Valve Complete
Hold locknut rigidly. Use wrench on flats of stem to
loosen stem. Disassemble parts. Install new valve
disc and reassemble. Replace “O” ring if worn.
Lubricate "O" ring (use grease suitable to fluid under
control). If valve is controlling oxygen, use suitable
lubricate. Note: Do not grind in main valve.
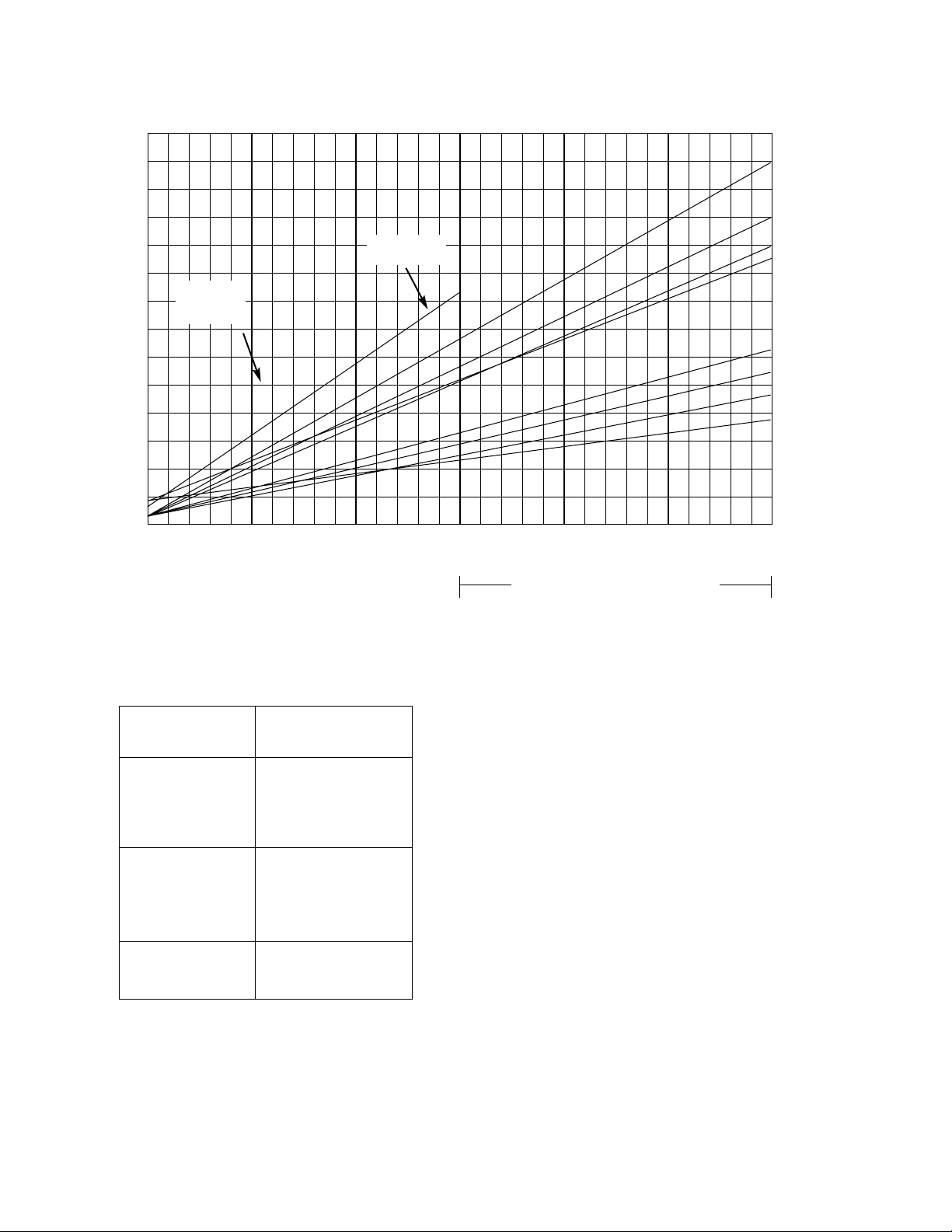
Steel Valves Fitted with Cage Type Trim
When dismantling steel valves fitted with cage trim, the seat
insert, seat-insert cage and the seat-insert gasket may be
easily removed for inspection, cleaning or rework after the
bottom cap and other parts have been removed. When
reassembling, always use new seat insert and bottom cap
gaskets. Tighten bottom cap down evenly until the faces of
the bottom cap and main body meet.
For steel valves without cage trim, use the procedures.
Figure 7 — Cage Type Trim
Page 7
Page 7
GPK-1T, GPK-2TC, GPK-2T AND GPK-4T
PRESSURE REDUCING VALVES SIZES
1
⁄2
" THROUGH 4"
HOW TO IDENTIFY YOUR VALVE TYPE
GPK-1 T— Fitted with three (3) stainless steel diaphragms.
GPK-2T—This is a converted GPK-1T fitted with a SUPER-
FLEX diaphragm and a metal spacer ring to control diaphragm
crush.
GPK-4T— As” - 1As” sizes only with Super G body design and
resilient seat.
NOTE: If you wish to take advantage of the long-life
expectancy of the new SUPERFLEX diaphragm, your
GPK-1T can be easily converted to either a GPK-2TC or
GPK-2T during your valve maintenance period.
DISASSEMBLY
1. Remove bolts and nuts from diaphragm cover and lift off
cover. Take out diaphragm(s) and diaphragm disc.
Remove spacer ring if used.
2. Remove bottom cap and bottom cap gasket, main valve
and spring.
3. To remove seat ring, place seat ring wrench over lugs of
ring and strike end of wrench with a hammer several
times while holding wrench in place to loosen seat ring
for removal.
4. Clean diaphragm disc, diaphragm cover and main body
diaphragm seating surface including the rounded portion
below diaphragm face. Cleaning is important as a
diaphragm life can be decreased if diaphragm is allowed
to flex over any rough or scaled areas. A rotary wire
brush is excellent for cleaning these surfaces. Check
diaphragm cover air connection making sure it is not
plugged.
5. Clean and polish seat ring threads and flat face, bottom
cap gasket face and threads, main valve guide in main
body and main valve guide bushing in bottom cap
(Bottom cap bushings are removable in 1/2” through 2”
sizes). To polish main valve and guides, place them in a
lathe and spin rapidly. Use 320 Aluminum Oxide cloth
as polishing agent.
6. After cleaning check all parts for erosion or damage.
Replace if necessary.
7. Use a rotary wire brush and clean main body seat ring
face and threads. Check for any erosion or damage to
threads or flat face. All deposits must be removed from
flat face as a metal to metal steam seal must be
obtained between ring face and main body. Check bottom cap gasket face of main body. Gasket face must be
flat and square; minor nicks should be removed with fine
emery.
8. Blow out all loose scale etc. from body with air.
ASSEMBLY
1 Use a light coating of Never-Seez or similar lubricant on
the first two threads only of seat ring. Blue in seat ring
before final tightening making sure there is full, allaround contact between seat ring and main body flat
faces. Tighten seat ring to 150 foot pounds torque.
Install main valve guide and tighten.
2. FOR ALL-METAL SEATS ONLY: Place a small amount
of extra fine lapping compound (Carborundum Grade
CF) evenly spaced on main valve seating surface and
lightly lap valve to seat ring. Remove all traces of compound from parts before reassembly.
For TROUBLE FREE OPERATION and TIGHT SHUT-OFF
carefully follow the MAINTENANCE PROCEDURES outlined in this INSTRUCTION.
Diaphragm Cover
Crush Limit Ring
Diaphragm(s)
Diaphragm Disc
Main Valve Guide
Seat Ring
Main Valve
Main Valve Spring
Bottom Cap Gasket
Bottom Cap
Bolt
Nut
*Travel Stop
Bottom Cap Guide
*1/2” through 2” GPK-2TC and GPK-2T do not have a travel stop.
Page 8
Page 8
3. Install main valve, main valve spring, bottom cap with
guide bushing and bottom cap gasket. Tighten bottom
cap.
4. Place travel stop washer over upper end of main valve
stem followed by diaphragm disc (GPK-2T and GPK2TC, sizes 1” through 2” do not have a travel stop).
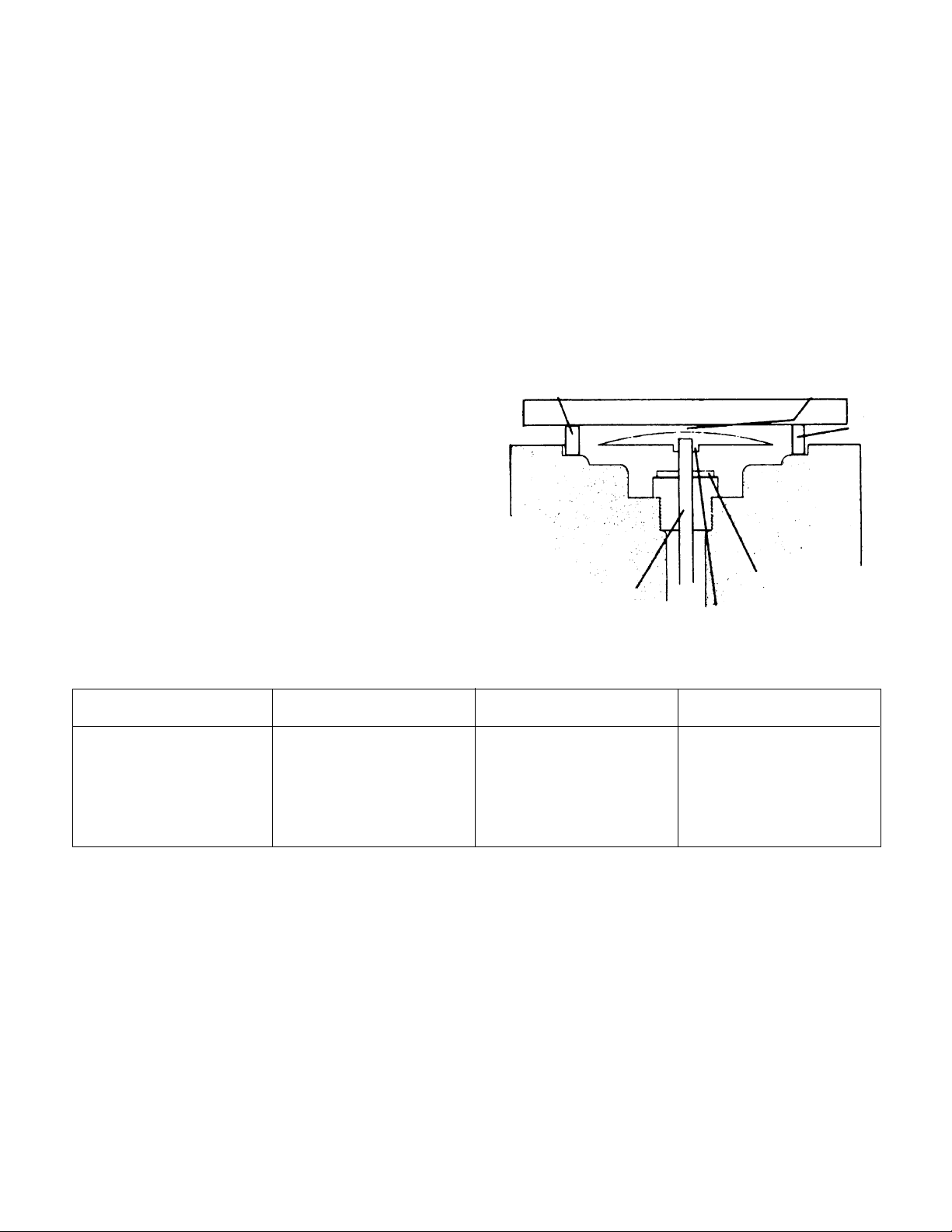
5. Check height of disc. IMPORTANT: Height of diaphragm
disc MUST be correct to obtain TIGHT SHUT-OFF of
main valve. See Clearance Table and sketch for details.
If MINIMUM clearance is LESS than that shown in
Clearance Table, remove main valve and grind just
enough metal from end of main valve stem to obtain
proper clearance* (see view) If MAXIMUM clearance is
MORE than that shown in Clearance Table, the rated
travel of main valve will be reduced causing a reduction
in the rated steam capacity of valve. If reduced capacity
is great enough to affect system operation, a new seat
ring and main valve should be installed.
6. GPK-1T Type—Replace the three diaphragms mak- ing
sure the lower two leaves are those having a small bleed
hole. The upper or top diaphragm is solid and does not
have a bleed hole. GPK-2TC and GPK-2T Types —
Replace SUPERFLEX DIAPHRAGM.
7. Loosen bottom cap sufficiently until diaphragm disc
rests against main valve guide or travel stop if one is
used. Place SUPERFLEX diaphragm on top of disc and
center into recess of valve body. Replace diaphragm
cover spacer ring on GPK-2TC only. In-stall diaphragm
cover and tighten nuts evenly and securely. Retighten
bottom cap.
8. If possible check valve for tight seating, using steam
pressure equal to actual operating pressure before
installing valve in line.
9. BEFORE INSTALLING VALVE: Clean strainer at in-let of
valve and blow out piping including impulse pipe.
Check traps for proper operation. Check pressure
gages to make sure they read pressure correctly.
GAGE BLOCK MINIMUM MAXIMUM
VALVE SIZE HEIGHT CLEARANCE CLEARANCE
1
⁄2" - 11⁄2" .187 + .000 .073 to .071 .100
- .022
1
1
⁄2" - 2" .218 + .000 .076 to .074 .103
- .002
21⁄
2" - 4" .312 + .000 .024 to .022 .066
- .002
To check disc height, place two gage blocks on flat of diaphragm face opposite each other. Place a straight edge across blocks
and measure clearance between bottom edge of straight edge and top of diaphragm disc as shown in sketch.
CLEARANCE TABLE
Gage Block
Clearance
(See Table)
Straight Edge
Gage
Block
Travel Stop
Dia. Disc
*Grind Off
Main Valve
Stem At
This End
Page 9

Page 9
CAST /DUCTILE IRON GP, TYPE DIRECT,
DIAPHRAGM OPERATED REDUCING VALVES
DIMENSIONS IN INCHES AND MILLIMETERS
NOMINAL
BOLT NO. OF BOLT
PIPE A B C C-D D E F G H J K NET WT.
HOLE HOLES SIZE
SIZE
THREADED
1/2” 6-1/8 5-1/2 3-3/8 6-3/8 — — — — — 8-5/8 3-5/8 — — — 33 lb.
15 mm 155.6 139.7 85.7 161.9 — — — — — 219.1 92.1 — — — 15 kg.
3/4” 6-1/2 5-1/16 3-5/16 6-3/8 — — — — — 8-5/8 3-5/8 — — — 36 lb.
20 mm 165.1 128.6 84.1 161.9 — — — — — 219.1 92.1 — — — 16.3 kg.
1” 7-1/4 5-1/4 3-3/8 6-3/8 — — — — — 8-5/8 4 — — — 42 lb.
25 mm 184.2 133.3 85.7 161.9 — — — — — 219.1 101.6 — — — 19.1 kg.
1-1/4” 7-5/8 5-9/16 3-15/16 6-7/8 — — — — — 10-1/4 4-1/8 — — — 55 lb.
32 mm 193.7 141.3 100.0 174.6 — — — — — 260.4 104.4 — — — 24.9 kg.
1-1/2” 8-1/2 5-3/4 4-1/2 7-7/8 — — — — — 10-1/4 4-5/16 — — — 56 lb.
40 mm 215.9 146.0 114.3 200.0 — — — — — 260.4 109.5 — — — 25.4 kg.
2” 8-1/2 5-3/4 4-1/2 7-7/8 — — — — — 10-1/4 4-5/16 — — — 56 lb.
50 mm 215.9 146.0 114.3 200.0 — — — — — 260.4 109.5 — — — 25.4 kg.
125# ANSI FLANGED
2" 10 6-1/2 4-7/16 10 6 11/16 — 4-3/4 — 10-1/4 4-5/16 3/4 4 5/8 70 LB
50MM 254.0 165.1 112.1 254.0 152.4 17.5 — 121.6 — 260.4 109.5 19.1 4 15.9 31.8 KG
2-1/2" 10-7/8 7-3/16 5-1/2 7-1/8 7 11/16 — 5-1/2 — 16 4 3/4 4 5/8 192 LB
65MM 276.2 182.6 139.7 181.0 177.8 17.5 — 139.7 — 406.4 101.6 19.1 4 15.9 89.4 KG
3" 11-3/4 8-11/16 6-1/2 8 7-1/2 3/4 — 6 — 16 4-13/16 3/4 4 5/8 220 LB
80MM 298.5 220.6 165.1 203.2 190.5 19.1 — 152.4 — 406.4 122.2 19.1 4 15.9 99.7 KG
4" 13-7/8 9-15/16 7-5/16 9-1/4 9 15/16 — 7-1/2 — 16 6-1/8 3/4 8 5/8 247 KG
100MM 352.4 252.4 184.2 235.0 228.6 23.8 — 190.5 — 406.4 155.5 19.1 8 15.9 112.3 KG
250# ANSI FLANGED
1-1/2" 10-1/2 5-13/16 4-7/16 7-7/8 6-1/8 13/16 3-9/16 4-1/2 1/16 10-1/4 4-3/8 7/8 4 3/4 74 LB
44MM 266.7 147.6 112.7 200.0 155.6 20.6 90.5 114.3 1.6 260.4 111.1 22.2 4 19.1 33.6 KG
2" 10-1/2 5-13/16 4-7/16 7-7/8 6-1/2 1 4-3/16 5 1/16 10-1/4 4-3/8 3/4 8 5/8 74 LB
50MM 266.7 147.6 112.7 200.0 165.1 25.4 160.3 127.0 1.6 260.4 111.1 19.1 8 15.9 22.6 LB
2-1/2" 11-1/2 7-3/8 5-1/2 7-1/8 7-1/2 1 4-15/16 5-7/8 1/16 16 4 7/8 8 3/4 197 LB
65MM 292.1 187.3 139.7 180.9 190.5 25.4 125.4 149.2 1.6 406.4 101.6 22.2 8 19.1 89. KG
3" 12-1/2 8-5/8 6-3/8 8 8-1/4 1-1/8 5-11/16 6-5/8 1/16 16 5-1/4 7/8 8 3/4 230 LB
80MM 317.5 219.0 161.9 203.2 209.6 28.6 144.5 168.3 1.6 406.4 133.3 22.2 8 19.1 104.3 KG
4" 14-1/2 9-15/16 7-5/16 9-1/4 10 1-1/4 6-15/16 7-7/8 1/16 16 6-5/16 7/8 8 3/4 280 LB
100MM 368.3 252.4 185.7 235.0 254.0 31.7 176.2 200.0 1.6 406.4 160.3 22.2 8 19.1 127.3 kg
Page 10

Page 10
30/4.4.1.1
PARTS LIST, GPK & VARIANTS:
WHEN ORDERING PARTS, GIVE SIZE, CLASS, PART NAME, AND PART REFERENCE NUMBER FROM
TABLE BELOW. USE PART NUMBER ONLY TO LOCATE PART ON DRAWING.
PART
PART NAME MATERIAL MATERIAL SPECIFICATION QTY.
NO.
A) COMMON PARTS:
12 BOLT STEEL COMMERCIAL (1)
15 NUT STEEL COMMERCIAL (1)
16 DIAPHRAGM DISC (NOTE 2) (NOTE 2) 1
17 * MAIN VALVE GUIDE BRONZE ASTM-B124, ALLOY 3 1
18 MAIN BODY, THREADED CAST IRON ASTM-A126, CL. B 1
18 MAIN BODY, 125# FLANGED CAST IRON ASTM-A126, CL. B 1
18 MAIN BODY, 250# FLANGED CAST IRON ASTM-A126, CL. B 1
18 MAIN BODY, THRD. -GPD DUCTILE IRON ASTM-A395, GR. 6-40-18 1
19 MAIN VALVE COMPLETE SST, P.H. ASTM-A564, GR. 630 1
21* MAIN VALVE SPRING SST AISI TYPE 301 1
22+ BOTTOM CAP GASKET COPPER ASTM-B152 1
23 BOTTOM CAP (NOTE 3) (NOTE 4) NOTE 4 1
23A BOTTOM CAP BUSHING BRONZE ASTM-B124, ALLOY 3 1
24 CAP SCREW STEEL ASTM-A193, GR. B7 (5)
25 DIAPHRAGM BASE CAST IRON ASTM-A126, CL. B 1
26 BOLT STEEL ASTM-A193, GR. B7 (6)
27+ DIAPHRAGM BASE GASKET SHEET PACKING COMMERCIAL 1
28 NUT STEEL ASTM-A194, GR. 2H 8
29 BOLT STEEL ASTM-A193, GR. B7 8
SEAT RING WRENCH STEEL ASTM-A519, GR. 1015 1
B) 1/2” - 1-1/2" GPK-4, 2" - 4" GPK - 1, 1/2" & 3/4" GPD-4,
1/2" - 1-1/2" GPK-4S, 2" GPK-1S, 1/2" & 3/4 GPD-4S
13 DIAPHRAGM COVER CARBON STEEL ASTM-A285, GR. C 1
14+ DIAPHRAGM SST AISI TYPE 316 2
20* SEAT RING, –4/–1 (NOTE 7) AISI TYPE 416 1
20* SEAT RING, –4S/ –1S STELLITED SST AISI TYPE 416 1
43 ADAPTER BRASS ASTM-B16 1
C) 1/2” - 1-1/2" GPK-4T, 2" - 4" GPK-2T, 1/2" & 3/4" GPD-4T.
1/2" - 1-1/2" GPK-4TS, 2" GPK-2TS, 1/2" & 3/4" GPD-4TS:
13 DIAPHRAGM COVER (NOTE 9) CARBON STEEL ASTM-A285, GR. C 1
14+ DIAPHRAGM TEFLON COMMERCIAL 1
20* SEAT RING, -4T/ -2T (NOTE 7) AISI TYPE 416 1
20* SEAT RING -4TS/ -2TS STELLITED SST AISI TYPE 416 1
42 TRAVEL STOP WASHER BRASS ASTM-B16 1
Page 11

Page 11
REFERENCE NUMBER — EACH SIZE
1/2” 3/4” 1” 1-1/4” 1-1/2” 2” 2-1/2” 3” 4”
65235 65235 65235 65235 65235 65235 58741 45812 45812
33816 33816 33816 33816 33816 33816 36147 36147 36147
33715 33715 33715 33663 33663 33663 36138 36138 36138
41294 41294 41294 41294 41294 41294 36145 36145 36145
41998 60357 60361 60365 60369 42060 — — —
— — — — — 41376 36332 36134 42878
— — — — 60370 41377 36333 36135 42879
41998-28 60357-28 — — — — — — —
59281 59283 59279 59276 59265 59265 59267 59257 59274
48035 48035 48036 48036 48037 48037 48038 48038 48039
28138 28138 28139 28140 16511 16511 49654-67 49655-67 49656-67
55883-28 A33698 A33732 A33702 A33665 A33665 36310 36140 37061
56934 56934 56936 55880 56943 56943 — — —
— — — 9008 9008 9008 — — —
— — — — — — 36309 36136 37060
— — — — — — 4021 11886 11886
— — — — — — 18524-67 18525-67 18526-67
— — — — — — 3676 3677 3678
— — — — — — 33754 45371 12984
28066 28066 28067 28068 28069 28069 53156 53157 53159
65395 65395 65395 65398 65398 65398 42869 42869 42869
46729 46729 46729 45953 45953 45953 58640 58640 58640
60401 60402 60403 60404 60405 60405 9448 9569 11970
9821 9445 9544 9446 9447 9447 — — —
65393 65393 65393 65393 65393 65393 (NOTE 8) (NOTE 8) (NOTE 8)
60028 60028 60028 60029 60029 60029 60030 60030 60030
60022 60022 60022 60023 60023 60023 60024 60024 60024
60401 60402 60403 60404 60405 60405 9448 9569 11970
9821 9445 9544 9446 9447 9447 — — —
— — — — — — 59404 59404 59404
Page 12

Page 12
PART
PART NAME MATERIAL MATERIAL SPECIFICATION QTY.
NO.
A) 1/2" - 1-1/2" GPKC-4, 2" -4" GPKC:
13 DIAPHRAGM COVER CARBON STEEL ASTM-A285, GR. C 1
14+ DIAPHRAGM SET (NOTE 10) SST AISI TYPE 316 1
20* SEAT RING (NOTE 7) AISI TYPE 416 1
43 ADAPTER BRASS ASTM-B16 1
E) 1/2” - 1-1/2" GPK-4V, 2" - 4" GPK - 1V, 1/2" - 1-1/2" GPK-4VS, 2" GPK-1VS: (NOTE 11)
13 DIAPHRAGM COVER CARBON STEEL ASTM-A285, GR. C 1
14+ DIAPHRAGM SST AISI TYPE 316 2
17 MAIN VALVE GUIDE BRONZE COMMERCIAL 1
20* SEAT RING, – 4/ –1V (NOTE 7) AISI TYPE 416 1
20* SEAT RING, – 4VS/ -1VS STELLITED SST AISI TYPE 416 1
35+ WIPER TEFLON COMMERCIAL 1
36* BUSHING BRONZE COMMERCIAL 1
37 RETAINING RING COPPER COMMERCIAL 1
38 VACUUM BREAKER VALVE ALUMINUM COMMERCIAL 1
39 VAC. BREAKER VALVE DISC VITON A COMMERCIAL 1
43 ADAPTER BRASS ASTM-B16 1
F) 1/2” - 1-1/2" GPAK-4, 2" - 4" GPAK-2:
13 DIAPHRAGM COVER (NOTE 12) (NOTE 12) 1
14+ DIAPHRAGM RUBBER COMMERCIAL 1
17 MAIN VALVE GUIDE BRONZE ASTM-B124, ALLOY 3 1
19* MAIN VALVE COMPLETE (NOTE 13) (NOTE 13) 1
20* SEAT RING BRONZE ASTM-A124, ALLOY 3 1
30 O-RING SYNTH, RUBBER COMMERCIAL 1
31* MAIN VALVE STEM CAST BRONZE ASTM-A143, ALLOY 903 1
32+ MAIN VALVE DISC SYNTH, RUBBER COMMERCIAL 1
33* DISC HOLDER BRONZE ASTM-B139 1
34* MAIN VALVE NUT SST AISI TYPE 302 1
40+ MAIN VALVE DISC COMPLETE RUBBER/BRONZE COMMERCIAL 1
41* RETAINING WASHER BRONZE ASTM-B124, ALLOY 3 1
ORIFICE DISC SST AISI TYPE 416 1
Page 13

Page 13
REFERENCE NUMBER — EACH SIZE
1/2” 3/4” 1” 1-1/4” 1-1/2” 2” 2-1/2” 3” 4”
65395 65395 65395 65398 65398 65398 56626 56626 56626
55062 55062 55062 55063 55063 55063 55064 55064 55064
60401 60402 60403 60404 60405 60405 9448 9569 11970
65394 65394 65394 65394 65394 65394 (NOTE 8) (NOTE 8) (NOTE 8)
65395 65395 65395 65398 65398 65398 42869 42869 42869
46729 46729 46729 45953 45953 45953 58640 58640 58640
51455 51455 51455 51455 51455 51455 53378 53378 53378
60401 60402 60403 60404 60405 60405 9448 9569 11970
9821 9445 9544 9446 9447 — — — —
38713 38713 38713 38713 38713 38713 53377 53377 53377
38715 38715 38715 38715 38715 38715 53376 53376 53376
38725 38725 38725 38725 38725 38725 53382 53382 53382
53951 53951 53951 53951 53951 53951 53951 53951 53951
53952 53952 53952 53952 53952 53952 53952 53952 53952
65393 65393 65393 65393 65993 65393 (NOTE 8) (NOTE 8) (NOTE 8)
51449 51449 51449 51453 51453 51453 49856 49856 49856
50655-95 50655-95 50655-95 50656-95 50656-95 50656-95 49855-95 49855-95 49855-95
60310 60310 60310 60310 60310 60310 47792 47792 47792
43335 43335 43350 43362 43369 43369 — — —
23403 23403 24696 24689 24676 24676 23415 24730 24786
23656-94 23656-94 23656-94 23656-94 23656-94 23656-94 47671-94 47671-94 47671-94
36187 36187 38202 37992 38557 38557 57114 57114 47208
23405 23405 24614 24615 43144 43144 — — —
23404 23404 23698 24691 43142 43142 — — —
24801 24801 24699 24693 38585 38585 24839 24839 24857
— — — — — — 57889 57889 57891
— — — — — — 58597 58598 58599
48832 48832 48832 49725 49725 49725 56631 56631 56631
Page 14

Page 14
NOTE 1: QUANTITY IS 12 FOR 1/2" TO 1" & 2" SIZES, 14 FOR 1-1/4" & 1-1/2" SIZES, AND 20 FOR 2-1/2" TO 4" SIZES.
NOTE 2: MATERIAL FOR 1/2" TO 2" SIZES IS CARBON STEEL/COMMERCIAL AND FOR 2-1/2" TO 4" SIZES IS CAST
BRONZE/ASTM-B61.
NOTE 3: 2-1/2" - 4" BOTTOM CAP IS FURNISHED COMPLETE WITH BOTTOM CAP BUSHING. PART NO.23A BUSHING
IS FURNISHED SEPARATELY FOR 1/2" - 2" SIZES.
NOTE 4: MATERIAL FOR 1/2" TO 2" SIZES IS DUCTILE IRON/STM-A395, GR. 60-4-18, AND FOR 2-1/2" TO 4" SIZES IS
CAST IRON/ASTM-A126, CL. B.
NOTE 5: QUANTITY IS 2 FOR 1-1/4" & 1-1/2" SIZES AND 4 FOR 2" SIZE.
NOTE 6: QUANTITY IS 6 FOR 3" SIZE AND 8 FOR 2-1/2" & 4" SIZES.
NOTE 7: MATERIAL IS SST/TEFLON FOR 1/2" TO 2" SIZES AND STELLITED SST FOR 2-1/2" TO 4" SIZES.
NOTE 8: ADAPTER NOT REQUIRED.
NOTE 9: INCLUDES EXTERNAL INTEGRAL ADAPTER FOR 1/2" TO 2" SIZES.
NOTE 10: 2 LEAVES, BOTTOM DIAPHRAGM HAS BLEED HOLE.
NOTE 11: VACUUM BREAKER VALVE, REFERENCE NUMBER A53951, MUST BE LISTED AS A SEPARATE LINE ITEM
WHEN ORDERING NEW GPK – 4V/ – 1V/ – 4VS/ – 1VS UNITS.
NOTE 12: MATERIAL FOR 1/2" TO 2" SIZES IS CAST IRON/ASTM-A126, CL. B, AND FOR 2-1/2" TO 4" SIZES IS CAR
BON STEEL/ASTM-A285, GR. C.
NOTE 13: MAIN VALVE COMPLETE MAY BE FURNISHED AS INDIVIDUAL PARTS.
FOR 1/2" TO 2" SIZES, SEE PART NUMBERS 30, 31, 32, 33, & 34.
FOR 2-1/2" TO 4" SIZES, SEE PART NUMBERS 30, 31, 34, 40, & 41.
+ RECOMMENDED SPARE PARTS.
* THESE PARTS SHOULD BE ON HAND, PLUS RECOMMENDED SPARE PARTS, WHEN OVERHAULING THIS
EQUIPMENT.
FOR CAST BRONZE GP TYPE DIRECT, DIAPHRAGM OPERATED REDUCING VALVES, SEE DRAWING 30/4.1.1.2.
Page 15

Page 15
Page 16

Page 16
PART PART NAME MATERIAL MATERIAL QTY. REFERENCE
NO. SPECIFICATION NUMBERS
1/2" - 1”
1 SCREW STEEL COMMERCIAL 1 24726
2 WASHER STEEL COMMERCIAL 1 27649
3 HANDWHEEL BRONZE ASTM-B62 1 20616
4* STEM COMPLETE STAINLESS STEEL AISI TYPE 302 1 35618
5 GLAND NUT BRASS ASTM-B16 1 20409
6 GLAND BRASS ASTM-B16 1 33684
7+ PACKING RING MOLDED COMMERCIAL 3 54769
8 RETAINING WASHER BRASS ASTM-B16 1 33756
9 BONNET PHOSPHOR BRONZE ASTM-B139 1 33685
10 BONNET WASHER ARMSTRONG COMMERCIAL 1 33755
11 DIAPHRAGM COVER CAST IRON ASTM-A126, CL. B 1 33719
Page 17

Page 17
DIMENSIONS IN INCHES AND MILLIMETERS
NOMINAL
BOLT NO. OF BOLT
PIPE A B C C-D D E G J K NET WT.
HOLE HOLES SIZE
SIZE
THREADED
1/2” 6-1/8 5-1/2 3-3/8 6-3/8 — — — 8-5/8 3-5/8 — — — 33 lb.
15 mm 155.6 139.7 85.7 161.9 — — — 219.1 92.1 — — — 15 kg.
3/4” 6-1/2 5-1/16 3-5/16 6-3/8 — — — 8-5/8 3-5/8 — — — 36 lb.
20 mm 165.1 128.6 84.1 161.9 — — — 219.1 92.1 — — — 16.3 kg.
1” 7-1/4 5-1/4 3-3/8 6-3/8 — — — 8-5/8 4 — — — 42 lb.
25 mm 184.2 133.3 85.7 161.9 — — — 219.1 101.6 — — — 19.1 kg.
1-1/4” 7-5/8 5-9/16 3-15/16 6-7/8 — — — 10-1/4 4-1/8 — — — 55 lb.
32 mm 193.7 141.3 100.0 174.6 — — — 260.4 104.4 — — — 24.9 kg.
1-1/2” 8-1/2 5-3/4 4-1/2 7-7/8 — — — 10-1/4 4-5/16 — — — 56 lb.
40 mm 215.9 146.0 114.3 200.0 — — — 260.4 109.5 — — — 25.4 kg.
2” 8-1/2 5-3/4 4-1/2 7-7/8 — — — 10-1/4 4-5/16 — — — 56 lb.
50 mm 215.9 146.0 114.3 200.0 — — — 260.4 109.5 — — — 25.4 kg.
300# ANSI FLANGED
1/2” 7-1/2 5-1/8 3-1/4 8-11/16 3-3/4 9/16 2-5/8 8-5/8 3-5/8 5/8 4 1/2 —
15 mm 190.5 130.1 82.5 220.6 95.3 14.3 66.7 219.1 92.1 15.9 4 12.7 —
3/4” 7-3/4 5-1/8 3-1/4 8-11/16 4-5/8 5/8 3-1/4 8-5/8 3-5/8 3/4 4 5/8 —
20 mm 196.9 130.1 82.5 220.6 117.5 15.9 82.6 219.1 92.1 19.1 4 15.9 —
1” 8-1/4 5-7/16 3-5/16 9 4-7/8 5/8 3-1/2 8-5/8 3-29/32 3/4 4 5/8 —
25 mm 209.5 138.1 84.1 228.6 123.8 15.9 88.9 219.1 99.2 19.1 4 15.9 —
1-1/4” 9-1/4 5-3/4 3-15/16 10 5-1/4 21/32 3-7/8 10-1/4 4-1/8 3/4 4 5/8 —
32 mm 234.9 146.0 100.0 254.0 133.3 16.6 98.4 260.4 104.4 19.1 4 15.9 —
1-1/2” 10-1/2 5-13/16 4-1/2 7-7/8 6-1/2 11/16 4-1/2 10-1/4 4-5/16 7/8 4 3/4 74 lb.
40 mm 266.7 147.6 114.3 200.0 165.1 17.4 114.3 260.4 109.5 22.2 4 19.1 33.6 kg.
2” 10-1/2 5-13/16 4-1/2 7-7/8 6-1/2 13/16 5 10-1/4 4-5/16 3/4 8 5/8 74 lb.
50 mm 266.7 147.6 114.3 200.0 165.1 20.6 127.0 260.4 109.5 19.1 8 15.9 33.6 kg.
2-1/2” 11-1/2 7-13/16 5-1/2 7-1/8 7-1/2 7/8 5-7/8 16 4-1/8 7/8 8 3/4 197 lb.
65 mm 292.1 198.4 139.7 180.9 190.5 22.2 149.2 406.4 104.7 22.2 8 19.1 89.3 kg.
3” 12-1/2 8-5/8 6-3/8 8 8-1/4 1 6-5/8 16 4-7/8 7/8 8 3/4 230 lb.
80 mm 317.5 219.1 161.9 203.2 209.6 25.4 168.2 406.4 123.8 22.2 8 19.1 104.5 kg.
4” 14-1/2 9-15/16 7-5/16 9-1/4 10 1-1/16 7-7/8 16 6-3/16 7/8 8 3/4 280 lb.
100 mm 368.3 252.4 185.7 235.0 254.0 27.0 200.0 406.4 157.1 22.2 8 19.1 127.3 kg.
CAST BRONZE GP TYPE DIRECT,
DIAPHRAGM OPERATED REDUCING VALVES
Page 18

Page 18
30/4.4.1.2
PARTS LIST, GPB & VARIANTS:
WHEN ORDERING PARTS, GIVE SIZE, CLASS, PART NAME, AND PART REFERENCE NUMBER FROM
TABLE BELOW. USE PART NUMBER ONLY TO LOCATE PART ON DRAWING.
NOTE 1 : QUANTITY IS 12 FOR 1/2” TO 1” SIZES, 14 FOR 1-1/4” & 1-1/2” SIZES, AND 16 FOR 2-1/2” TO 4” SIZES.
NOTE 2: MATERIAL FOR 1/2” TO 2” SIZES IS CARBON STEEL/COMMERCIAL AND FOR 2-1/2” TO 4” SIZES IS CAST
BRONZE/ASTM-B61.
NOTE 3: QUANTITY IS 2 FOR 1-1/4” & 1-1/2” SIZES AND 4 FOR 2” TO 4” SIZES.
NOTE 4: QUANTITY IS 6 FOR 3” SIZE AND 8 FOR 2-1/2” & 4” SIZES.
NOTE 5: ADAPTER NOT REQUIRED.
PART
PART NAME MATERIAL MATERIAL SPECIFICATION QTY.
NO.
A) COMMON PARTS:
1 BOLT STEEL COMMERCIAL (1)
4 NUT STEEL COMMERCIAL (1)
5 DIAPHRAGM DISC (NOTE 2) (NOTE 2) 1
6 * MAIN VALVE GUIDE BRONZE ASTM-B124, ALLOY 3 1
7 MAIN BODY, THREADED CAST BRONZE ASTM-B61 1
7 MAIN BODY, 300# FLANGED CAST BRONZE ASTM-B61 1
8 MAIN VALVE COMPLETE SST, P.H. ASTM-A564, GR. 630 1
10 * MAIN VALVE SPRING SST AISI TYPE 301 1
11 + BOTTOM CAP GASKET COPPER ASTM-B152 1
12 BOTTOM CAP CAST BRONZE ASTM-B61 1
13 CAP SCREW STEEL ASTM-A193, GR. B7 (3)
14 DIAPHRAGM BASE CAST BRONZE ASTM-B61 1
15 BOLT STEEL ASTM-A193, GR. B7 (4)
16 + DIAPHRAGM BASE GASKET SHEET PACKING COMMERCIAL 1
17 NUT STEEL ASTM-A194, GR. 2H 8
18 BOLT STEEL ASTM-A193, GR. B7 8
SEAT RING WRENCH STEEL ASTM-A519, GR. 1015 1
B) 1/2” - 1-1/2” GPB-4, 2” - 4” GPB:
2 DIAPHRAGM COVER CARBON STEEL ASTM-A285, GR. C 1
3 + DIAPHRAGM SST AISI TYPE 316 2
9 * SEAT RING STELLITED SST AISI TYPE 416 1
19 * ADAPTER BRASS ASTM-B16 1
C) 1/2” - 1-1/2” GPB-4T, 2” - 4” GPB-2T, 1/2” -1-1/2” GPB-4TS, 2” GPB-2TS:
2 DIAPHRAGM COVER (NOTE 8) CARBON STEEL ASTM-A285, GR. C 1
3+ DIAPHRAGM TEFLON COMMERCIAL 1
9 * SEAT RING, -4T/ -2T (NOTE 6) AISI TYPE 416 1
9 * SEAT RING -4TS/ -2TS STELLITED SST AISI TYPE 416 1
20 TRAVEL STOP WASHER BRASS ASTM-B16 1
D) 1/2” - 1-1/2” GPBC-4, 2” - 4” GPBC:
2 DIAPHRAGM COVER CARBON STEEL ASTM-A285, GR. C 1
3 + DIAPHRAGM SET (NOTE 7) SST AISI TYPE 316 1
9 * SEAT RING STELLITED SST AISI TYPE 416 1
19 ADAPTER BRASS ASTM-B16 1
Page 19

Page 19
NOTE 6 : MATERIAL IS SST/TEFLON FOR 1/2” TO 2” SIZES AND STELLITED SST FOR 2-1/2” TO 4” SIZES.
NOTE 7: 2 LEAVES, BOTTOM DIAPHRAGM HAS BLEED HOLE.
NOTE 8: INCLUDES EXTERNAL INTEGRAL ADAPTER FOR 1/2” SIZES.
+ RECOMMENDED SPARE PARTS.
* THESE PARTS SHOULD BE ON HAND, PLUS RECOMMENDED SPARE PARTS, WHEN OVERHAULING THIS EQUIPMENT.
REFERENCE NUMBER — EACH SIZE
1/2” 3/4” 1” 1-1/4” 1-1/2” 2” 2-1/2” 3” 4”
65236 65236 65236 65235 65235 65235 58741 45812 45812
33816 33816 33816 33816 33816 33816 36147 36147 36147
33715 33715 33715 33663 33663 33663 42870 42870 42870
41294 41294 41294 41294 41294 41294 36145 36145 36145
41997 60356 60360 60364 60368 42031 — — —
41301 60359 60363 60367 60372 41379 42875 42877 42881
59281 59283 59279 59276 59265 59265 59267 59257 59274
48035 48035 48036 48036 48037 48037 48038 48038 48039
28138 28138 28139 28140 16511 16511 49654-67 49655-67 49656-67
41397 41397 41459 41460 41461 41461 42866 42867 42868
— — — 9008 9008 9008 45813 45813 45813
— — — — — — 42871 42872 42873
— — — — — — 4021 11886 11886
— — — — — — 18524-67 18525-67 18526-67
— — — — — — 3676 3677 3678
— — — — — — 4488 36150 12984
28066 28066 28067 28068 28069 28069 53156 53157 53159
65395 65395 65395 65398 65398 65398 42869 42869 42869
46729 46729 46729 45953 45953 45953 58640 58640 58640
9821 9445 9544 9446 9447 9447 9448 9569 11970
65393 65393 65393 65393 65393 65393 (NOTE 5) (NOTE 5) (NOTE 5)
60028 60028 60028 60029 60029 60029 60030 60030 60030
60022 60022 60022 60023 60023 60023 60024 60024 60024
60401 60402 60403 60404 60405 60405 9448 9569 11970
9821 9445 9544 9446 9447 9447 — — —
— — — — — — 59404 59404 59404
65395 65395 65395 65398 65398 65398 56626 56626 56626
55062 55062 55062 55063 55063 55063 55064 55064 55064
9821 9445 9544 9446 9447 9447 9448 9569 11970
65394 65394 65394 65394 65394 65394 (NOTE 5) (NOTE 5) (NOTE 5)
Page 20

Page 20
DIRECT DIAPHRAGM OPERATED
PRESSURE REDUCING VALVES
VIEW SHOWING 1/2–2" GPS(S)–1S
WITH STELLITED SEAT RING
MINIMUM CLEARANCE
DIMENSION REQUIRED
TO REMOVE VALVE PLUG.
INSTALLATION VIEW OF
ORIFICE DISC FOR GPAS-1
3/8" NPT DOWNSTREAM
PRESSURE CONNECTION
(NOT ACTUAL LOCATION)
VIEW SHOWING
RESILIENT SEAT RING
MINIMUM CLEARANCE
DIMENSION REQUIRED
TO REMOVE VALVE PLUG.
VIEW SHOWING 3–4" GPS(S)–1TS
WITH STELLITED SEAT RING
SLIP ON FLANGES TO MATE
WITH ANSI CLASS
150# & 300# FLANGES
3/8" NPT DOWNSTREAM
PRESSURE CONNECTION
1/4" NPT LOADING
PRESSURE CONNECTION
Page 21

Page 21
DIMENSIONS IN INCHES AND MILLIMETERS
NOMINAL
BOLT NO. OF BOLT
PIPE A B C C-D D E F G H J K NET WT.
HOLE HOLES SIZE
SIZE
THREADED
1/2” 8-1/2 5-1/2 3-3/8 6-3/8 — — — — — 8-5/8 3-5/8 — — — 39 lb.
15 mm 215.9 139.7 85.7 161.9 — — — — — 219.1 92.1 — — — 17.7 kg.
3/4” 8-1/2 5-1/2 3-3/8 6-3/8 — — — — — 8-5/8 3-5/8 — — — 41.8 lb.
20 mm 215.9 128.6 84.1 161.9 — — — — — 219.1 92.1 — — — 19.0 kg.
1” 8-1/2 5-1/4 3-1/2 6-3/8 — — — — — 8-5/8 3-29/32 — — — 48.7 lb.
25 mm 215.9 139.7 88.9 161.9 — — — — — 219.1 99.2 — — — 22.2 kg.
1-1/2” 9-1/2 6-1/16 4-1/2 7-1/2 — — — — — 10-1/4 4-5/16 — — — 65 lb.
40 mm 241.3 154.0 114.3 190.5 — — — — — 260.4 109.5 — — — 29.5 kg.
2” 11-1/2 6-1/16 4-1/2 7-1/2 — — — — — 10-1/4 4-5/16 — — — 70 lb.
50 mm 292.1 154.0 114.3 190.5 — — — — — 260.4 109.5 — — — 31.8 kg.
150# ANSI FLANGED
1" 8-1/2 5-1/2 3-1/2 6-3/8 4-1/4 9/16 2 3+1/8 1/16 8-5/8 3-29/32 5/8 4 1/2 53 lb
25MM 215.9 139.7 88.9 161.9 108.0 14.3 50.8 79.4 1.6 219.1 99.2 15.9 12.7 24.1 kg
1-1/2" 9-1/2 6-1/16 4-1/2 7-1/2 5 11/16 2-7/8 3-7/8 1/16 10-1/4 4-5/16 5/8 4 1/2 68 lb
40MM 241.3 154.0 114.3 190.5 127.0 17.5 73.0 98.4 1.6 260.4 190.5 15.9 12.7 30.9 kg
2" 11-1/2 6-1/16 4-1/2 7-1/2 6 3/4 3-5/8 4-3/4 1/16 10-1/4 4-5/16 3/4 4 5/8 76 lb
60MM 292.1 154.0 114.3 190.5 152.4 19.1 92.1 120.7 1.6 260.4 109.5 19.1 15.9 34.5 kg
3" 11-3/4 8-7/8 6-5/8 9-1/2 7-1/2 15/16 5 6 1/16 16 4-7/8 3/4 4 5/8 256 lb
80MM 298.5 225.4 168.3 241.3 190.5 23.8 127.0 152.4 1.6 406.4 123.8 19.1 15.9 116 kg
4" 13-7/8 10-1/8 7-5/8 11-3/4 9 15/16 6-3/16 7-1/2 1/16 16 6-3/16 3/4 8 5/8 286.5 lb
100MM 352.4 257.2 193.7 298.5 228.6 23.8 157.2 190.5 1.6 406.4 157.2 19.1 15.9 130.2 kg
300# ANSI FLANGED
1" 8-1/2 5-1/2 3-1/2 6-3/8 4-7/8 11/16 2 3-1/2 1/16 8-5/8 3-29/32 3/4 4 5/8 57 lb
25MM 215.9 139.7 88.9 161.9 123.8 17.5 50.8 88.9 1.6 219.1 99.2 19.1 15.9 25.9 kg
1-1/2" 9-1/2 6-1/16 4-1/2 7-1/2 6-1/8 13/16 2-7/8 4-1/2 1/16 10-1/4 4-5/16 7/8 4 3/4 72 lb
40MM 241.3 154.0 114.3 190.5 155.6 20.6 73.0 114.3 1.6 260.4 109.5 22.2 19.1 32.7 kg
2" 11-1/2 6-1/16 4-1/2 7-1/2 6-1/2 7/8 3-5/8 5 1/16 10-1/4 4-5/16 3/4 4 5/8 86 lb
50MM 292.1 154.0 114.3 190.5 165.1 22.2 92.1 127.0 1.6 260.4 109.5 19.1 15.9 39 kg
3" 12-1/2 8-7/8 6-5/8 9-1/2 8-1/4 1-1/8 5 6-5/8 1/16 16 4-7/8 7/8 8 3/4 267 lb
80MM 317.5 225.4 168.3 241.3 209.6 28.6 127.0 168.3 1.6 406.4 123.8 22.2 19.1 121.3 kg
4" 14-1/2 10-1/8 7-5/8 11-3/4 10 1-1/4 6-3/16 7-7/8 1/16 16 6-3/16 7/8 8 3/4 324.8 lb
100MM 368.3 257.2 193.7 298.5 254.0 31.8 157.2 200.0 1.6 406.4 157.2 22.2 19.1 147.6 kg
Page 22

Page 22
Page 23

Page 23
NOM. NET
PIPE A B C C-D J K L M N WT.*
SIZE
1/2" 8-1/2 5-1/2 3-3/8 6-3/8 8-5/8 3-5/8 3/8 35/64 .855 39 lb
15MM 215.9 139.7 85.7 161.9 219.1 92.1 9.5 13.9 21.7 17.7 kg
3/4" 8-1/2 5-1/2 3-3/8 6-3/8 8-5/8 3-5/8 1/2 3/4 1.065 41.8 lb
20MM 215.9 139.7 85.7 161.9 219.1 92.1 12.7 19.1 27.1 19.0 kg
1" 8-1/2 5-1/2 3-3/8 6-3/8 8-5/8 3-29/32 1/2 61/64 1.330 48.7 lb
25MM 215.9 139.7 85.7 161.9 219.1 99.2 12.7 24.2 33.8 22.2 kg
1-1/2" 9-1/2 6-1/16 4+1/2 7-1/2 10-1/4 4-5/16 1/2 1-1/2 1.915 65 lb
40MM 241.3 154.0 114.3 190.5 260.4 109.5 12.7 38.1 48.6 29.5 kg
2" 11-1/2 6-1/16 4-1/2 7-1/2 10-1/4 4-5/16 5/8 1-15/16 2.406 70 lb
50MM 292.1 154.0 114.3 190.5 260.4 109.5 15.9 49.2 61.1 31.8 kg
Page 24

Page 24
PARTS LIST, GPS-1 & VARIANTS:
WHEN ORDERING PARTS, GIVE SIZE, CLASS, PART NAME, AND PART REFERENCE NUMBER FROM TABLE
BELOW. USE PART NUMBER ONLY TO LOCATE PART ON DRAWING.
PART
PART NAME MATERIAL MATERIAL SPECIFICATION QTY.
NO.
A) COMMON PARTS:
1 ADAPTER BRASS ASTM-B16 1
3 BOLT STEEL COMMERCIAL (NOTE 1)
4 NUT STEEL COMMERCIAL (NOTE 17)
6 DIAPHRAGM DISC (NOTE 9) COMMERCIAL 1
7 * MAIN VALVE GUIDE BRONZE ASTM-B21, ALLOY C46400 1
8 BODY THREADED CAST STEEL ASTM-A216, GR, WCB 1
8 BODY S.O. FLG CAST STEEL ASTM-A216, GR, WCB 1
8 BODY 150# FLG CAST STEEL ASTM-A216, GR. WCB 1
8 BODY 300# FLG CAST STEEL ASTM-A216, GR. WCB 1
8 BODY S.W.E. CAST STEEL ASTM-A216, GR. WCB 1
9 MAIN VALVE COMPLETE STAINLESS STEEL AISI 17-4 PH 1
11 MAIN VALVE SPRING STAINLESS STEEL AISI TYPE 300 1
12 + BOTTOM CAP GASKET COPPER ASTM-B152 1
12 + BOTTOM CAP GASKET NON-ASBESTOS COMMERCIAL 1
13 BOTTOM CAP (NOTE 2) CAST STEEL ASTM-A216, GR. WCB 1
14 BOTTOM CAP BUSHING BRONZE ASTM-B21, ALLOY C46400 1
15 BOLT STEEL COMMERCIAL 8
16 + BOLT` STEEL COMMERCIAL (NOTE 5)
17 DIAPHRAGM BASE CAST STEEL ASTM-A216, GR. WCB 1
19 DIAPHRAGM BASE GASKET SHEET PACKING COMMERCIAL 1
20 LOCK WASHER STEEL COMMERCIAL (NOTE 5)
21 RETAINING RING STEEL AISI 1018 2
22 SLIP-ON FLANGE, 150# STEEL COMMERCIAL 2
23 SLIP-ON FLANGE, 300# STEEL COMMERCIAL 2
SEAT RING WRENCH STEEL ASTM-A519, GR. 1015 1
B) 1/2" - 4" GPS-1 & 1/2" - 4" GPS-1S
2 + DIAPHRAGM STAINLESS STEEL AISI TYPE 316 2
5 DIAPHRAGM CARBON STEEL ASTM A-285, GR. C 1
10 * SEAT RING, -1 (NOTE 6) (NOTE 6) 1
10 * SEAT RING, -IS STELLITED SST (NOTE 8) 1
+ RECOMMENDED SPARE PARTS.
* THESE PARTS, PLUS RECOMMENDED SPARE PARTS, SHOULD BE ON HAND WHEN OVERHAULING THIS
EQUIPMENT.
Page 25

Page 25
REFERENCE NUMBER — EACH SIZE
1/2” 3/4” 1” 1-1/2” 2” 3” 4”
65393 65393 65393 65393 65393 (NOTE 3) (NOTE 3)
30817 30817 30817 65236 65236 58741 58741
— — — — — 36147 36147
33715 33715 33715 33663 33663 36138 36138
41294 41294 41294 41294 41294 36145 36145
71284-03 71276-03 71287-03 71290+03 71499-03 — —
— — 71286-03 71292-03 71294-03 — —
— — — — — 71501-03 71503-0-
— — — — — 71502-03 71504-03
72265-03 72267-03 72269-03 72271-03 72273-03 — —
59281 59283 59279 59265 59265 59257 59274
48035 48035 48036 48037 48037 48038 48039
28138 28138 28139 16511 16511 — —
— — — — — 49655-67 49656-67
71349-03 71649-03 71350-03 71351-03 71351-03 71342-03 71344-03
56934 56934 56936 56943 56943 — —
— — — — — 71490 71491
— — — — — 45813 45813
— — — — — 71509-03 71510-03
— — — — — 18525-67 18526-67
_ — — — — 66503 66503
— — 71471 71472 71473 — —
— — 71474 71476 71478 — —
— — 71475 71477 71479 — —
28066 28066 28067 28069 28069 53157 53159
46729 46729 46729 45953 45953 58640 58640
65395 65395 65395 65398 65398 42869 42869
60401 60402 60403 60405 60405 9569 11970
9821 9445 9544 9447 9447 — —
Page 26

Page 26
PART
PART NAME MATERIAL MATERIAL SPECIFICATION QTY.
NO.
C) 1/2" - 4” GPS-1T & 1/2" - 2" GPS-1TS (TEFLON DIAPHRAGM):
2 + DIAPHRAGM TEFLON COMMERCIAL 1
5 DIAPH. COVER (NOTES 3&4) CARBON STEEL ASTM-A285, GR. C 1
10 * SEAT RING, -1T (NOTE 6) (NOTE 6) 1
10 SEAT RING, -1TS STELLITED SST (NOTE 8) 1
18 TRAVEL STOP WASHER BRASS ASTM-B16 1
D) 1/2” - 4” GPAS-1 (FOR AIR & GAS SERVICE)
2 + DIAPHRAGM RUBBER COMMERCIAL 1
5 DIAPH. COVER (NOTE 16) CARBON STEEL ASTM-A285, GR. C 1
7 MAIN VALVE GUIDE BRONZE ASTM-B21, ALLOY C46400 1
9 MAIN VALVE COMPLETE (NOTE 11) (NOTE 11) 1
10* SEAT RING BRONZE ASTM-B21, ALLOY C46400 1
24+ O-RING SYNTH. RUBBER COMMERCIAL 1
25+ MAIN VALVE STEM (NOTE 12) (NOTE 12) 1
26+ MAIN VALVE DISC SYNTH, RUBBER COMMERCIAL 1
27* DISC HOLDER BRONZE ASTM-B139 1
28* MAIN VALVE NUT STAINLESS STEEL AISI TYPE 302 1
29+ MAIN VALVE DISC COMPL. RUBBER/BRONZE COMMERCIAL 1
30* RETAINING WASHER BRONZE ASTM-B21, ALLOY C46400 1
31* ORIFICE DISC STAINLESS STEEL AISI TYPE 416 1
E) 1/2" - 4" GPSC-1 (CONSTANTEMP HEATER)
1 ADAPTER BRASS ASTM-B16 1
2+ DIAPHRAGM SET (NOTE 15) STAINLESS STEEL AISI TYPE 316 1
5 DIAPHRAGM COVER CARBON STEEL ASTM-A285, GR. C 1
10* SEAT RING (NOTE 6) (NOTE 6) 1
+ RECOMMENDED SPARE PARTS.
* THESE PARTS, PLUS RECOMMENDED SPARE PARTS, SHOULD BE ON HAND WHEN OVERHAULING THIS
EQUIPMENT.
PARTS LIST, GPS-1 & VARIANTS:
WHEN ORDERING PARTS, GIVE SIZE, CLASS, PART NAME, AND PART REFERENCE NUMBER FROM TABLE
BELOW. USE PART NUMBER ONLY TO LOCATE PART ON DRAWING.
Page 27

Page 27
REFERENCE NUMBER — EACH SIZE
1/2” 3/4” 1” 1-1/2” 2” 3” 4”
60022 60022 60022 60023 60023 60024 60024
60028 60028 60028 60029 60029 60030 60030
60401 60402 60403 60405 60405 9569 11970
9821 9445 9544 9447 9447 — —
— — — — — 59404 59404
50655-95 50655-95 50655-95 50656-95 50656-95 49855-95 49855-95
71556 71556 71556 71557 71557 49856 49856
60310 60310 60310 60310 60310 47792 47792
43335 43335 43335 43369 43369 — —
23403 23403 24696 24676 24676 24730 24786
23656-94 23656-94 23656-94 23656-94 23656-94 47671-94 47671-94
36187 36187 38202 38557 38557 57114 47208
23405 23405 24614 43144 43144 — —
23404 23404 24698 43142 43142 — —
24801 24801 24699 38585 38585 24839 24857
— — — — — 57889 57891
— — — — — 58598 58599
48832 48832 48832 49725 49725 56631 56631
65394 65394 65394 65394 65394 (NOTE 3) (NOTE 3)
55062 55062 55062 55063 55063 55064 55064
65395 65395 65395 65398 65398 56626 56626
60401 60402 60403 60405 60405 9569 11970
Page 28

Page 28
PART
PART NAME MATERIAL MATERIAL SPECIFICATION QTY.
NO.
F) 1/2" - 4” GPSS-1 & 1/2" GPSS-1S (STAINLESS STEEL - WETTED):
2 + DIAPHRAGM STAINLESS STEEL AISI TYPE 316 2
5 DIAPHRAGM COVER CARBON STEEL ASTM-A285, GR. C 1
6 DIAPHRAGM DISC STAINLESS STEEL AISI TYPE 316 1
7 * MAIN VALVE GUIDE NITRONIC 60 ASTM-A276 UNS S21800 1
8 BODY THREADED CAST SST ASTM-A351, GR. CF8M 1
8 BODY S.O. FLG (NOTE 7) CAST SST ASTM-A351, GR. CF8M 1
8 BODY 150# FLG CAST SST ASTM-A351, GR. CF8M 1
8 BODY 300# FLG CAST SST ASTM-A351, GR. CF8M 1
8 BODY S.W.E. CAST SST ASTM-A351, GR. CF8M 1
10* SEAT RING-1 (NOTE 6) (NOTE 6) 1
10* SEAT RING-1S STELLITED SST (NOTE 8) 1
12+ BOTTOM CAP GASKET GRAPHITE w/SST 304 COMMERCIAL 1
13 BOTTOM CAP (NOTE 2) CAST SST ASTM-A351, GR. CF8M 1
14 BOTTOM CAP BUSHING NITRONIC 60 ASTM-A276 UNS S21800 1
16 DIAPHRAGM BASE CAST SST ASTM-A351, GR. CF8M 1
G) 1/2" - 4" GPHS-1 (HIGH PRESSURE)
2+ DIAPHRAGM STAINLESS STEEL AISI TYPE 316 3
3 BOLT STEEL ASTM-A193, GR. B7 (NOTE 1)
5 DIAPHRAGM COVER CARBON STEEL ASTM-A285, GR. C 1
10* SEAT RING STELLITED SST (NOTE 13) 1
+ RECOMMENDED SPARE PARTS.
* THESE PARTS, PLUS RECOMMENDED SPARE PARTS, SHOULD BE ON HAND WHEN OVERHAULING THIS
EQUIPMENT.
PARTS LIST, GPS-1 & VARIANTS:
WHEN ORDERING PARTS, GIVE SIZE, CLASS, PART NAME, AND PART REFERENCE NUMBER FROM TABLE
BELOW. USE PART NUMBER ONLY TO LOCATE PART ON DRAWING.
Page 29

Page 29
REFERENCE NUMBER — EACH SIZE
1/2” 3/4” 1” 1-1/2” 2” 3” 4”
46729 46729 46729 45953 45953 58640 58640
65395 95395 65395 65398 65398 42869 42869
72089 72089 72089 71792 71792 72090 72090
72092 72092 72092 72092 72092 72093 72093
71284-05 71276-05 71287-05 71290-05 71499-05 — —
— — 71286-05 71292-05 71294-05 — —
— — — — — 71501-05 71503-05
— — — — — 71502-05 71504-05
72265-05 72267-05 72269-05 72271-05 72273-05 — —
60401 60402 60403 60405 60405 9569 11970
9821 9445 9544 9447 9447 — —
72459 72459 72460 72461 72461 72462 72471
72070-05 72070-05 72071-05 71795-05 71795-05 72066-05 72067-05
72069 72069 72068 71794 71794 — —
— — — — — 71509-05 71510-05
46729 46729 46729 45953 45953 58640 58640
4021 4021 4021 4021 4021 72448 72448
72291 72291 72291 72292 72292 72360 72360
9821 9445 9544 9447 9447 9569 11970
Page 30

Page 30
NOTE 1: QUANTITY IS 12 FOR 1/2" TO 1" & 2" SIZES, 14 FOR 1-1/2" SIZE, AND 20 FOR 3" & 4" SIZES.
NOTE 2: BOTTOM CAP IS FURNISHED COMPLETE WITH BOTTOM CAP BUSHING, PART NO. 14.
BUSHING CAN BE FURNISHED SEPARATELY FOR 1/2" TO 2" SIZES.
NOTE 3: ADAPTER NOT REQUIRED FOR 3" & 4" SIZES.
NOTE 4: INCLUDES EXTERNAL INTEGRAL ADAPTER FOR 1/2" TO 2" SIZES.
NOTE 5: QUANTITIY IS 6 FOR 3" SIZE AND 8 FOR 4" SIZE.
NOTE 6: MATERIAL IS AISI TYPE 416 SST/FLUOROSINT FOR 1/2" TO 2" SIZES AND AISI TYPE 410 SST
STELLITED FOR 3" AND 4" SIZES.
NOTE 7: WHEN ORDERING REPLACEMENT BODY, RETAINING RING (PART NO. 21), AND SLIP-ON
FLANGES (PART NO. 22 OR 23), MUST BE ORDERED SEPARATELY..
NOTE 8: MATERIAL IS AISI TYPE 410 STELLITED FOR 1/2" TO 1" SIZES AND AISI TYPE 17-4 PH
STELLITED FOR 1-1/2" AND 2" SIZES.
NOTE 9: MATERIAL IS CARBON STEEL/COMMERCIAL FOR 1/2" TO 2" SIZES, AND CAST IRON/ASTM-A126
CL. B FOR 3" AND 4" SIZES.
NOTE 10: FOR EXTERNAL PILOT AND TUBING KIT, SEE DRAWING 30/4.4.2.4.
NOTE 11: MAIN VALVE COMPLETE MAY BE FURNISHED AS INDIVIDUAL PARTS. FOR 1/2" TO 2" SIZES,
SEE PART NUMBERS 24,25, 26, 27, AND 28. FOR 3" AND 4" SIZES, SEE PART NUMBERS 24, 25, 28,
29 AND 30.
NOTE 12: MATERIAL IS CAST BRONZE ASTM-B584 ALLOW UNS C90300 FOR 1/2" TO 2" SIZES AND ASTM-
B21 ALLOY UNS C46400 TEMPER H02 FOR 3" AND 4" SIZES.
NOTE 13: MATERIAL IS AISI TYPE 410 STELLITED FOR 1/2" TO 1", 3" AND 4" SIZES, AND AISI TYPE 17-4
PH STELLITED FOR 1-1/2" AND 2" SIZES.
NOTE 14: FOR CAST IRON ‘GPK’ DIRECT, DIAPHRAGM OPERATED REDUCING VALVES, SEE
DRAWING 30/4.4.1.1.
NOTE 15: TWO LEAVES, BOTTOM DIAPHRAGM HAS BLEED HOLE.
NOTE 16: ADAPTER NOT REQUIRED.
NOTE 17: QUANTITY IS 20 FOR 3" AND 4" SIZES.
 Loading...
Loading...