

jf~ftffi~I~ffl~nt}J~ INDUSTRIAL SEWING MACHINE
M@IIDJ111
UH9000
...
-\
-2
3
,_._
~
(user
ffiffl\ffl\~JH~f,fffillffl_~q]
http://www.kingtexsewing.com.
CHING
Manua!)
CHI
MACHINE CO.,
tw
LTD
1. INSTALLATION
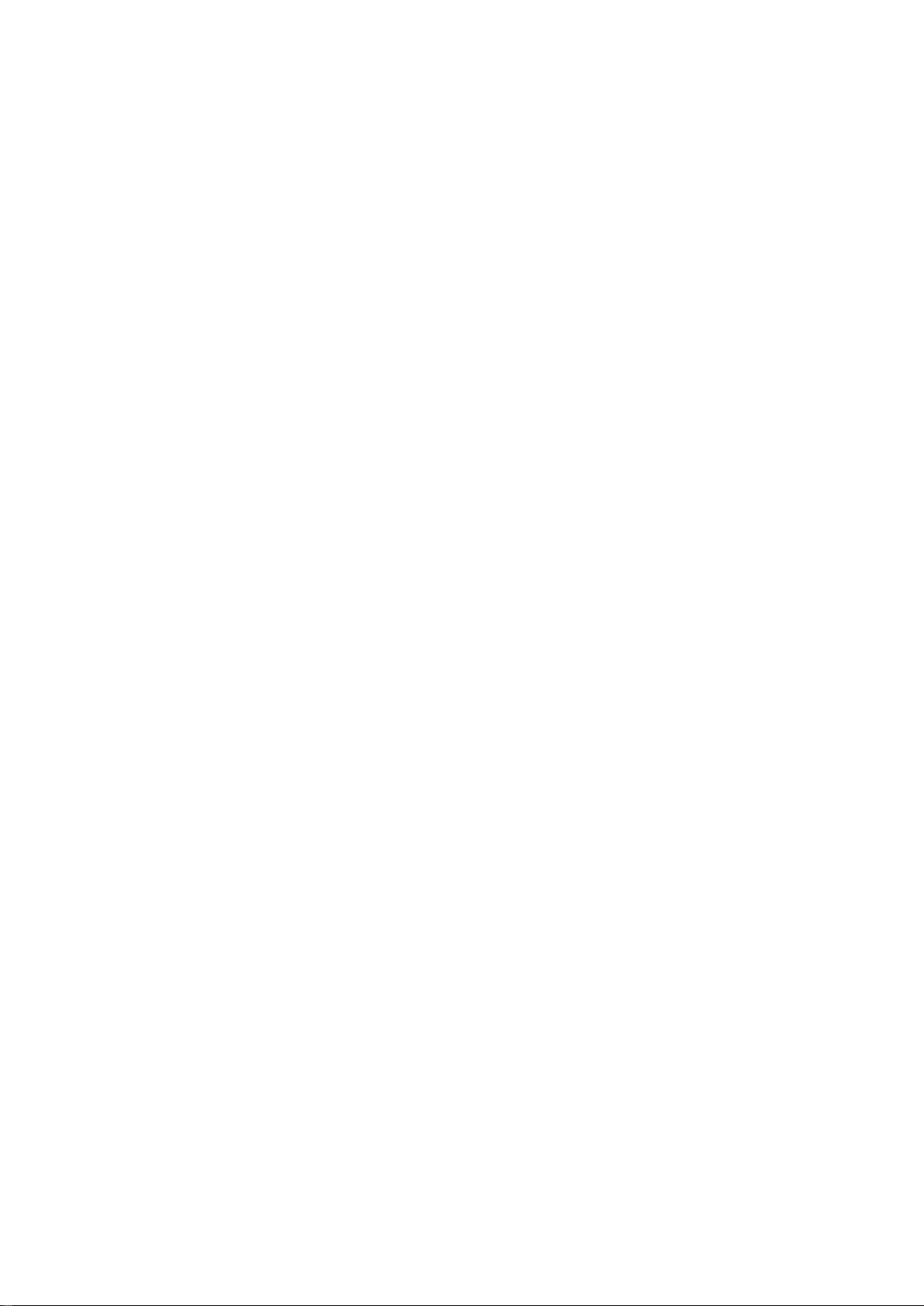
1-1 MOVING:
CLOTH PLATE COVER
1-2 INSTALLATION OF FRAME SUPPORT PLATE AND WA S TE CHUTE:
DURING INSTALLATION
PROCESS , DO NOT MOVE
SEWING MACHINE BY
HOLDING CLOTH PLATE.
22
33
90009000
44
55
66
40mm
WASHER
1
0
~
1-3 IN STALLATIO N OF SEWIN G MACHINE :
PLEASE USING STANDARD TABLE
OF 40 mm IN THICKNESS . IF
USE THE TABLE IN 35 mm IN
THICKNESS , THEN , PLEASE
REFER TO INSTALLATION MAP .
7
PLEASE MAKE SURE THERE
22
33
90009000
44
55
66
HAVE ENOUGH ROOM BETW EEN
SEWIN G MACHIN E AND THE
TABLE AROUND IT AFTER
INSTALLATIO N . TABLE CAN
NOT INTERFERENCE WIT H THE
SEWING MACHINE .
--
++

1-4. INSTALLATION OF MOTOR BELT :
CENTER OF
BELT PULLEY
-
-
CLUTCH
MOTOR MOTOR
-
CLUTCH
CENTER OF
BELT PULLEY
-
-,
I '
'
-
-
UH9000 UH9000 UH9000
INSTALL MOTOR BELT AND MAKE SURE MOTOR BELT IN PARALLEL
WITH BOTH PULLEY OF CLUTCH MOTOR AND SEWING MACHINE BY
ADJUSTING CLUTCH MOTOR'S POSITION PROPERLY .
CENTER OF
BELT PULLEY
CLUTCH
MOTOR
SEWING MACHINES
BELT
2cm
MOTOR BELT
1-5 INSTALLATION OF BELT COVER :
INSTALL MOTOR BELT AND MAKE
SURE THERE HAVE 2 c.m.
TOLERANCE BY PRESS THE MOTOR
BELT.
FOR SAFTY REASON , BELT COVER
MUST BE INSTALLED .
BELT COVER
11
22
33
44
2. BEFORE OPERATION :
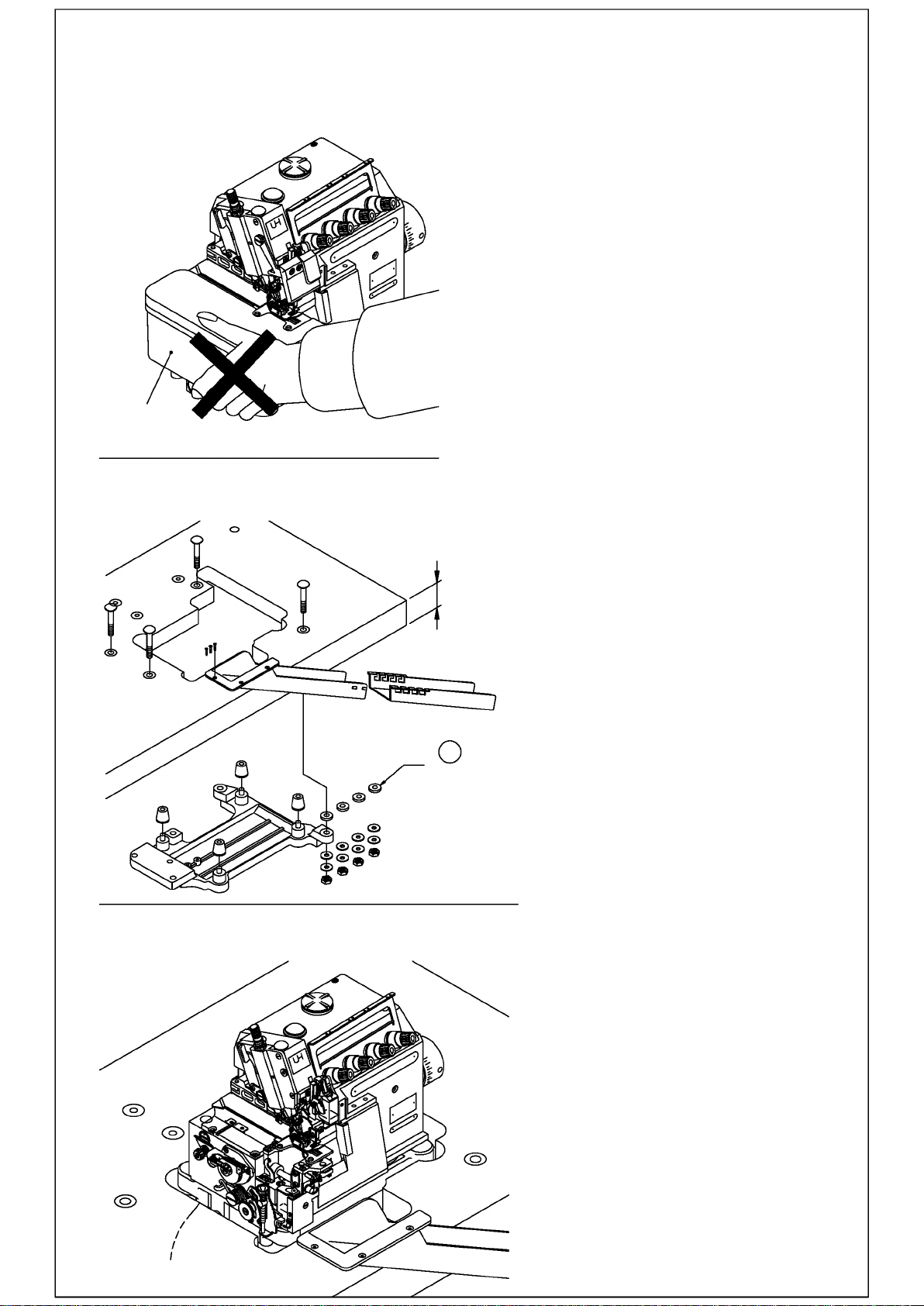
2-1TURNING DIRECTION OF BELT PULLEY:
PLEASE MAKE SURE SEWING MACGINE'S
BELT PULLEY IS TURNING CLOCKWISE .
AS FIGURE 2-1 .
SEWING MACHINES
BELT
2-2 ADDING LUBRICATION OIL AND SILICON OIL :
ADDING LUBRICATION OIL DURING ADDING PROCESS ,
PLEASE MAKE SURE THE
LUBRICATION OIL CAN NOT OVER
THE UPPER LIMIT OF OIL
GAUGE .
TOP
000
9
SPECIFICATION OF LUBRICATION OIL:
MOBIL VELOCTE OIL NO.10(ISO/VG22).
OR SAME SPECIFICATION OF OTHER
BRAND'S OIL .
LOW
ADDING SILICON OIL
PLEASE ADD PROPER SILICON OIL INTO
SILICON OIL RESERVOIRS IN ORDER TO
PREVENT THREAD BREAKAGE.
SPECIFICATION OF SILICON OIL:
UNION CARBIDE CORP. UCC L-45 (10)
OR SAME SPECIFICATION OF OTHER
-
-
+
+
BRAND'S SILICON OIL .
3. TEST SEWING AND ADJUSTING :
3-1 DESCRIPTION :
EVEN THOUGHT THE MACHINE IS UNDER ITS BEST NORMAL
SEWING CONDITION WHEN OUT OF THE FACTORY , HOWE VER ,
DUE TO DIFFERENT SEWING REQUIRENENTS , SUCH AS SEWING
FABRICS , SEWING THREADS , IT MAY REQUIRED MINOR
ADJUSTNENTS ON SEWING MACHINES AS FOLLOWS:
OIL SIGHT WINDOW
DURING THE FIRST USAGE , PLEASE MAKE
SURE LUBRICATION OIL CIRCULATES
PROPERLY.
09 00
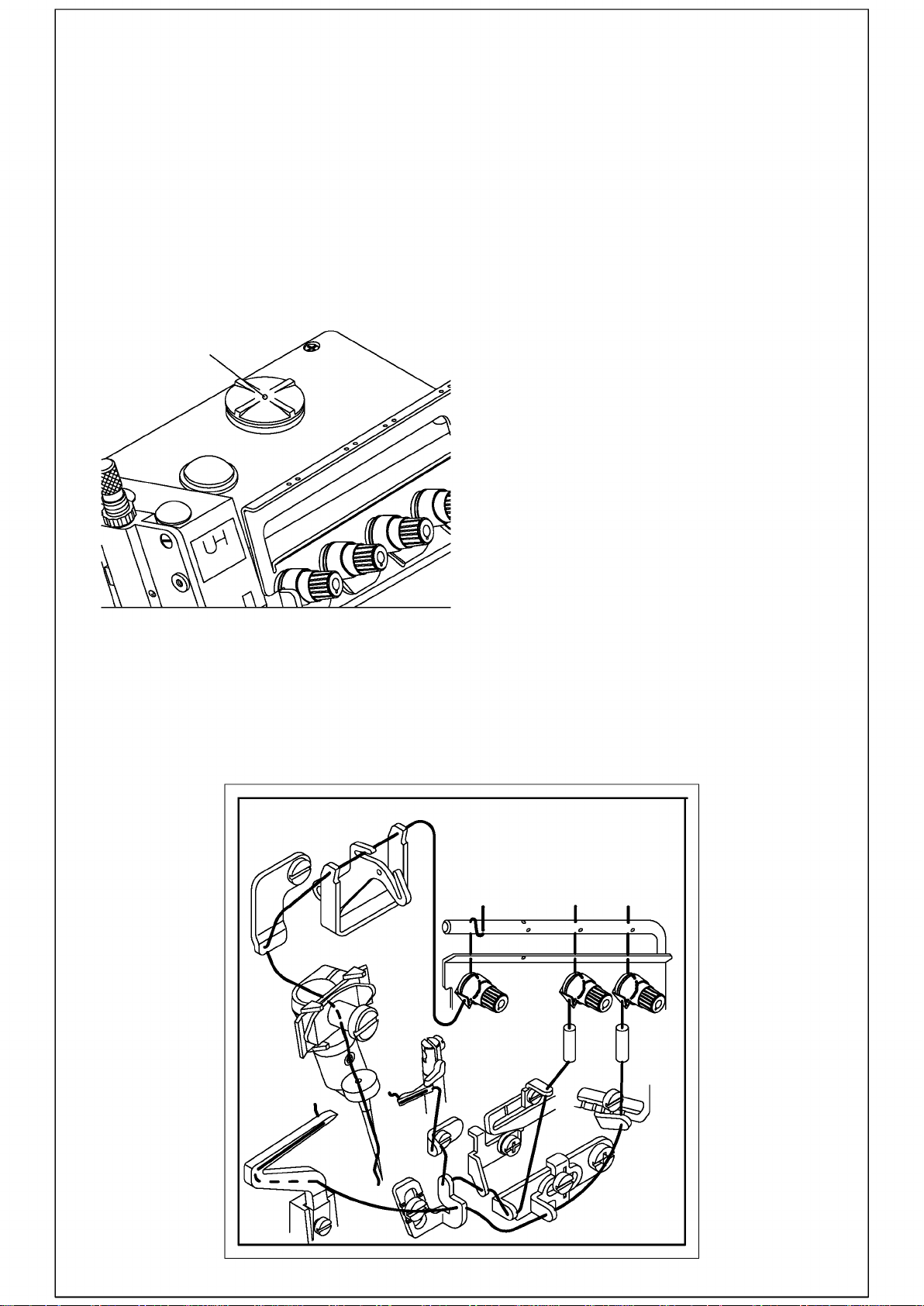
3-2 THREADING MAP :
MISTHREADING WILL CAUSE THREAD BREAKAGE , SKIP
STITCH OR OTHER SEWING DEFECTS , THUS , PLEASE MAKE
SURE FOLLOW THE THREADING MAP AND THREADING
PROPERLY .
Uh9003 . STITCH TYPE 504 .
504
6440-3
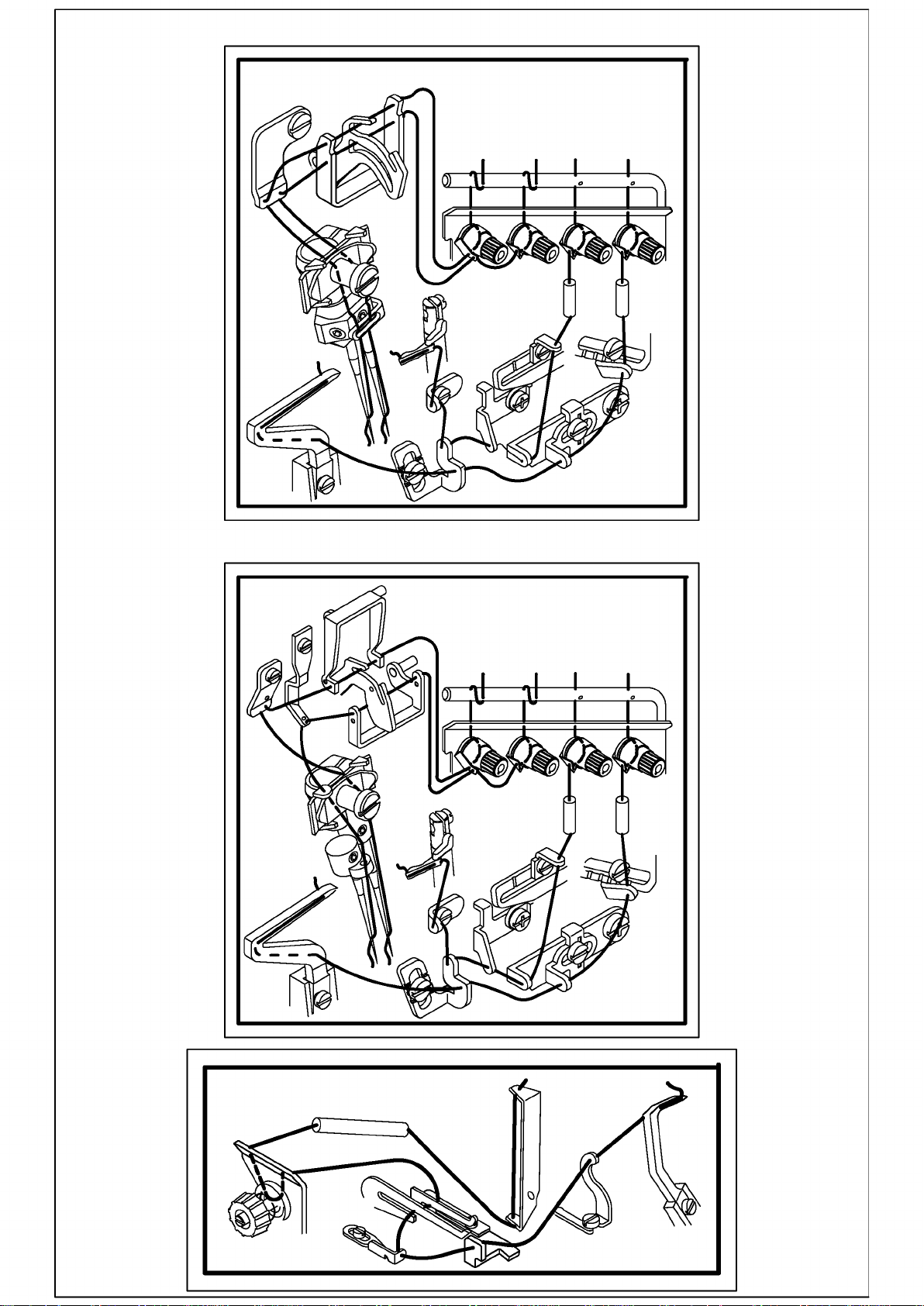
UH9004 . STITCH TYPE 514 .
514
UH9005 . STITCH TYPE 516 .
516
6440-4
401
6440-5
6440-6
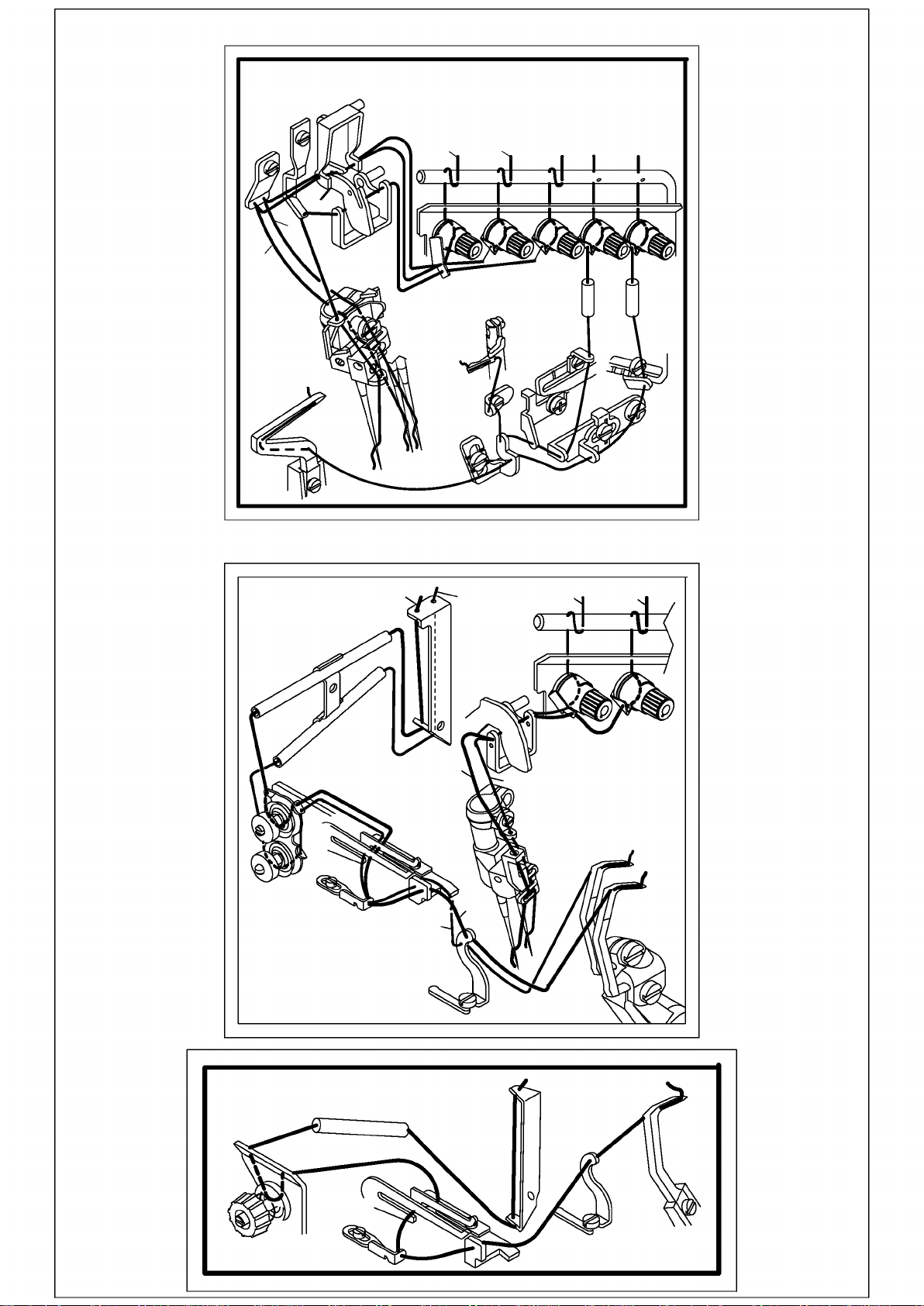
UH9006 . STITCH TYPE 544 .
514+401
1
2
for 34
2
UH9034
4
1
6440-7
3
2
1
401
6440-8
1
3
2
4
6440-6

3-3 OPEN AND CLOSE THE CLOTH PLATE
CLOTH PLATE
CLOSE
OPEN
9000
HOOK
AND FRONT COVER :
PRESS DOWN HOOK AND PUSH TO
LEFT IN ORDER TO OPEN CLOTH
22
33
44
55
66
PLATE , PUSHING RIGHT TO ITS
HOOK SET POSOTION , THE CLOTH
PLATE WILL BE CLOSED .
00
90
OPEN AND CLOSE FRONT COVER :
PUSHING FRONT COVER TO RIGHT SET
UP
POSITION AND PULL DOWN TO OPEN
IT . AND ON THE OTHER HAND , PULL UP
TO ITS SET POSITION AND TO LEFT IN
DOWN
ORDER TO CLOSE FRONT COVER .
AFTER CLOSING FRONT COVER ,
PLEASE MAKE SURE THERE IS NO
INTERFERENCE BETWEEN FRONT
COVER AND OTHER PARTS .
RIGHT
LEFT
3-4 OPEN AND CLOSE THE PRESSER FOOT ARM AND ADJUSTING PRESSURE :
OPEN AND CLOSE THE PRESSER FOOT ARM :
PUSH LEVER DOWN TO ITS SET
LEVER
9 000
PRESSER
FOOT ARM
POSITION THEN TAKE OUT PRESSER FOOT ARM .
VICE VERSA , PUSH DOWN LEVER TO
ITS SET POSITION , CAN PUT PRESSER
FOOT ARM BACK .
WHEN PUT PRESSER FOOT ARM
BACK , PLEASE MAKE SURE IT WILL
BE BACK TO ITS SET POSITION .
OPEN
STRONG
WEAK
ADJUSTING PRESSURE
TURING ADJUSTING SCREW
CLOCKWISE IN ORDER TO INCREASE PRESSURE .
TURNING ADJUSTING SCREW
2
9000
COUNTERCLOCKWISE IN ORDER TO
DECREASE PRESSURE .
1
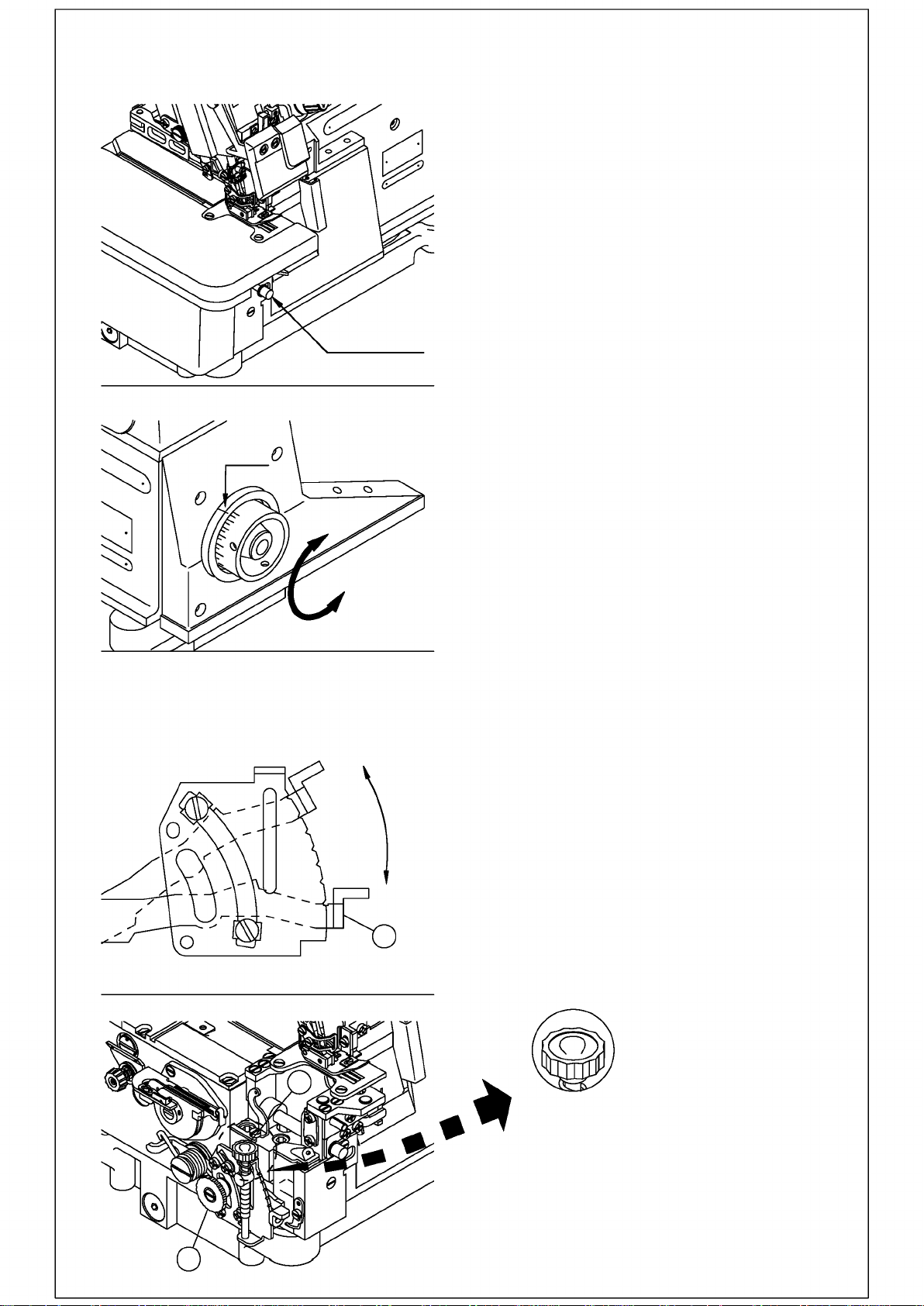
3-5 ADJUSTING STITCH LENGTH AND DIFFERENTIAL RATIO :
ADJUSTING STITCH LENGTH :
PUSHING THE PUSH BUT TON
LIGHTLY FIRST AND TURNING
PULLEY TO SET POSITION THEN
PUSHING DOWN THE PUSH BUT TON
INTO ITS SET POSITION AND ADJUST
THE LENGTH OF STITCH .
PUSH BUTTON
REMARK : THE DISTANCE MARK ON
MARK
11
22
33
44
55
66
77
LONG
SHORT
THE PULLEY ONLY REPRESENT
APPROX LENGTH OF STITCH AND
ACTUAL STITCH LENGTH NEEDED
SHOULD GET FROM TEST SEWING .
ADJUSTING DIFFERENTIAL RATIO :
DIFFERENTIAL RATIO WAS SET AT 1 : 1
SHRINK STITCH
WHEN MACHINES WERE OUT OF
FACTORY . ADJUST DIFFERENTIAL
RATIO AS NEEDED .
OPEN UP CLOTH PLATE , LOOSEN NUT
(2) MOVE LEVEL (1) UPWARD OR
DOWNWARN TO THE POSITION NEEDED.
THEN
TIGHTEN NUT (2) . FOR
MICRO-ADJUSTMENT PLEASE TURN
ADJUSTING SCREW (3) .
STRETCH STITCH
1
SHRINK STITCH
(+)
3
--
++
+
-
(-)
STRETCH STITCH
2

3-6 ADJUSTING THREAD TENSION AND TENSION AMOUNT :
WEAK
00 00
STRONG
NEEDLE THREAD TENSION AMOUNT :
aa
bb
AABBCC
ADJUSTING THREAD TENSION
THREAD TENSION CORRELATE WITH
THREAD TENSION AMOUNT . PLEASE
REFER TO THIS ITEM AND NEXT ITEM
TO ADJUST THREAD TENSION
AMOUNT IN ORDER TO GET BEST
RESULT .
TURNING CLOCKWISE IN ORDER TO
GET STRONG THREAD TENSION .
TURNING COUNTERCLOCKWISE IN
ORDER TO GET WEAK THREAD
TENSION .
A : FOR UH-9003 , UH-9004 USAGE .
TOWARD (+) DIRECTION GET
BIGGER THREAD TENSIION AMOUNT .
TOWARD (-) DIRECTION GET
SMALLER THREAD TENSION AMOUNT .
B : FOR UH-9005 USAGE .
TOWARD (+) DIRECTION IN ORDER
TO GET BIGGER THREAD TENSION AMOUNT
TOWARD (-) DIRECTION IN
ORDER TO GET SMALLER THREAD
TENSION AMOUNT .
C : IF CHAIN STITCH NEEDLE THREAD
LOOP FORMED TOO EARLY , PLEASE
ADJUST THREAD GUIDE TO
DIRECTION .
0
a
UPPER / LOWER LOOPER THREAD TENSION AMOUNT :
CHAINSTITCH LOOPER THREAD TENSION AMOUNT :
PLEASE ADJUST TENSION AMOUNT
ACCORDING TO ARROW DIRECTION
(+) INCREASE LOOPER THREAD
TENSION AMOUNT .
(-) DECREASE LOOPER THREAD
TENSION AMOUNT .
WHEN ADJUSTING CHAINSTITCH
LOOPER THREAD , IF THREAD LOOP
COLLAPSE , UNSTABLE OR CAN NOT
FORM THREAD LOOP , PLEASE ADJUST
THREAD TENSION AMOUNT
ACCORDING TO ARROW DIRECTION
(+) INCREASE .
(-) DECRCASE .

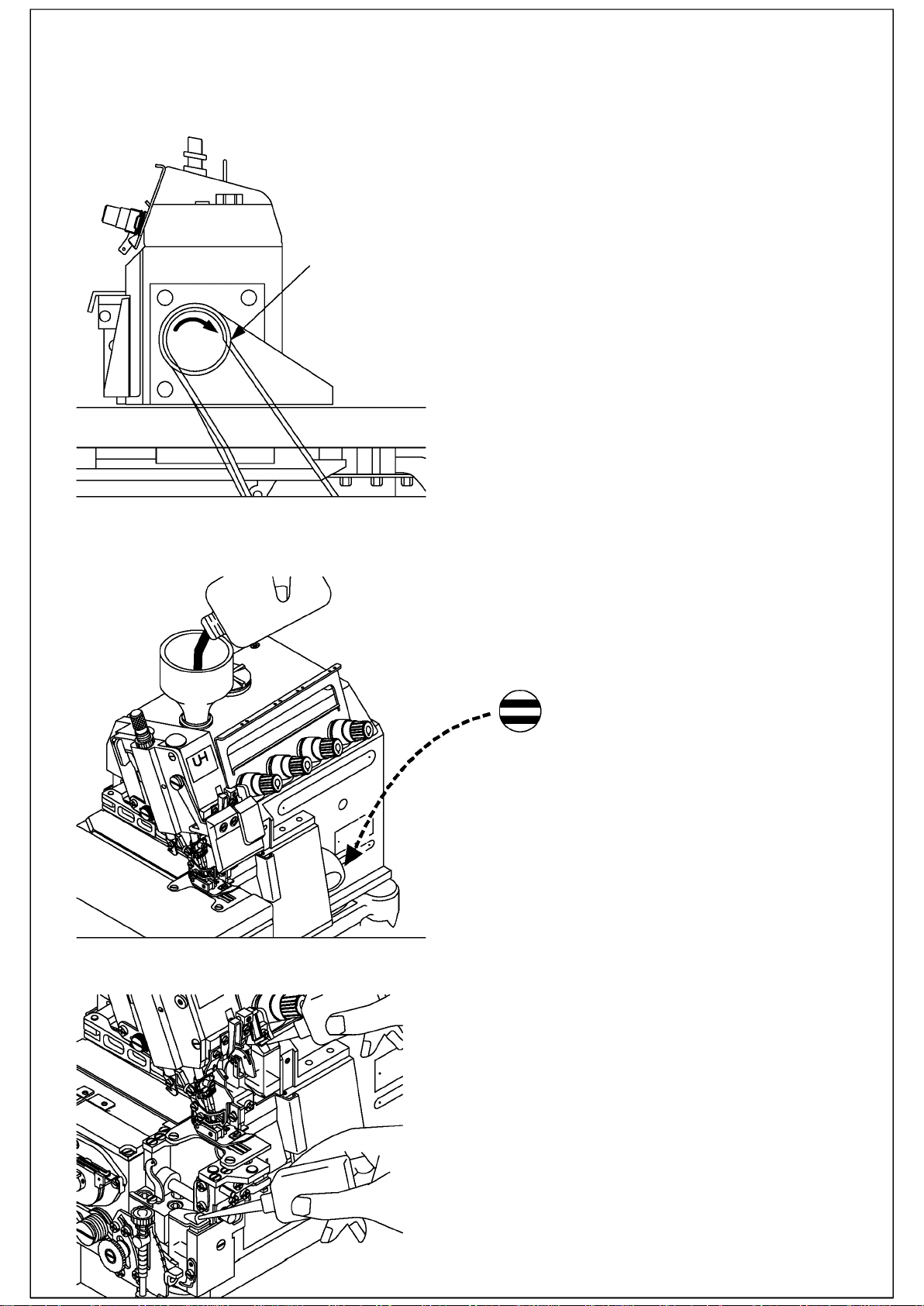
4. REPAIRING AND MAINTENANCE :
4-1 CHANGING LUBRICATION OIL , OIL FILTER AND NEEDLES
CHANGE LUBRICATION OIL .
AFTER OPERATING SEWING
MACHINE FOR 160-200 HOURS
( APPROX ONE MONTH .) PLEASE
CHANGE LUBRICATION OIL AND
CHANGE LUBRICATION OIL EVERY 6
MONTHS THEREAFTER .
IF STOP USING SEWING MACHINE FOR
A LONG TIME , PLEASE CHANGE
LUBRICATION OIL BEFORE OPERATE
AGAIN . CHANGE LUBRICATION OIL
BY TAKE OFF PLUG .
PLUG
CHANGE OIL FILTER
OIL SIGHT WINDOW
CHANGE NEEDELS
9000
9000
PLEASE CHANGE OIL FILTER AFTER
APPROX 6 MONTHS USAGE OR FOUND
OUT OIL CIRCULATION WAS NOT
NORMAL FROM OIL SIGHT WINDOW .
1
MAKE SURE TO INSERT NEEDLES
ALL THE WAY TO THE BOTTOM OF
NEEDLE HOLES .
WHEN CHANGING NEEDLES , PLEASE
MAKE SURE NEEDLE GROOVE IS IN ITS
CORRENT POSITION AND ALSO MAKE
SURE NEEDELS BE INSERTED ALL THE
WAY TO THE BOTTOM OF NEEDLE
HOLES .
NEEDLE
GROOVE
FRONT
VIEW
SIDE
VIEW

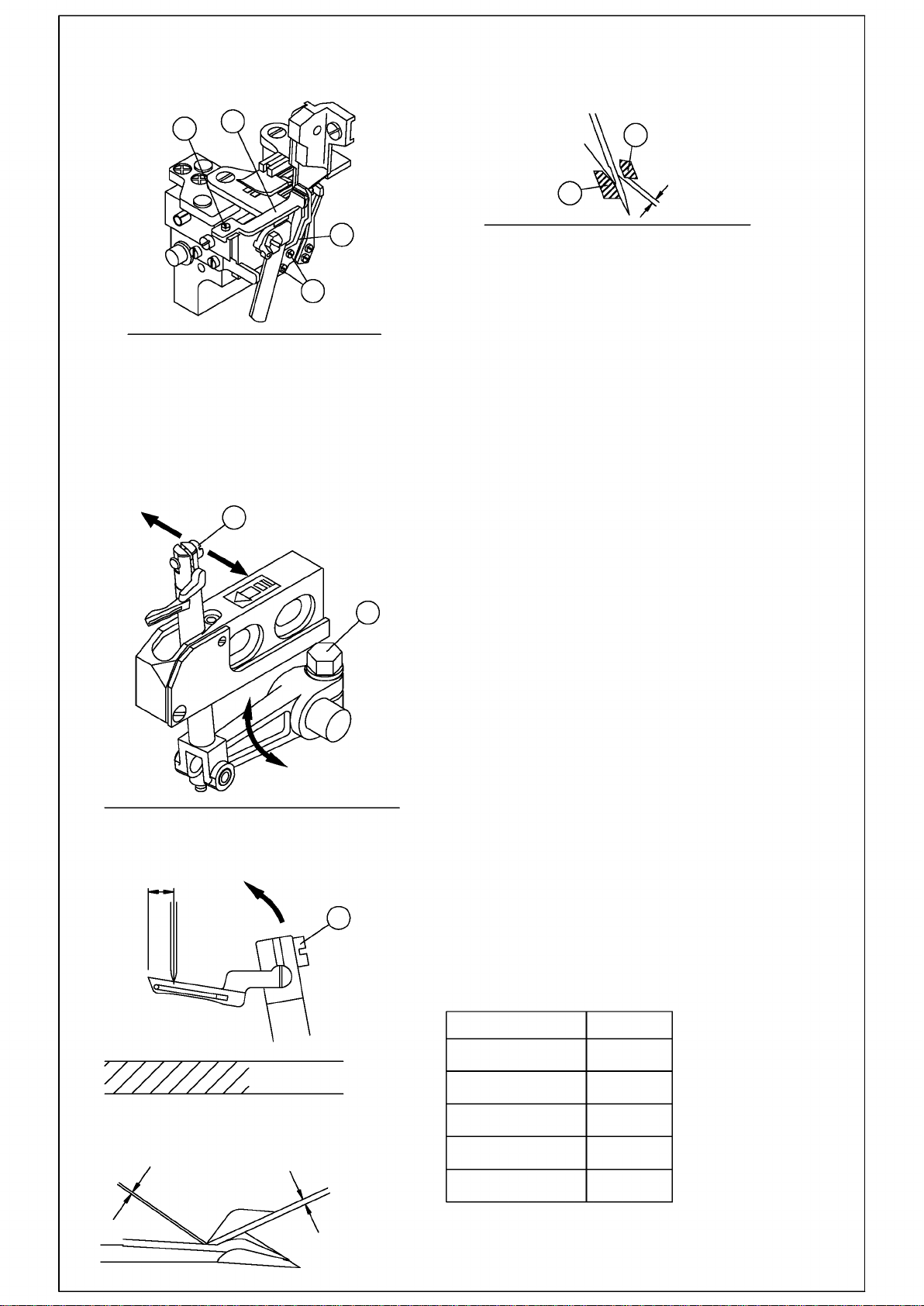
4-2 CHANGING UPPER , LOWER KNIFE :
CHANGING UPPER KNIFE:
3
4
1
2
7
6
5
8
A . LOOSEN SCREW (1) PUSH LOWER
KNIFE HOLDER (2) TO LEFT , THEN ,
TIGHTEN SCREW (1) LIGHTY .
B . TAKE OFF SCREW (3) CHANGE NEW
UPPER KNIFE (4) . THEN , TIGHTEN
SCREW (3) LIGHTLY .
C . LOOSEN SCREW (1) MAKE SURE
LOWER KNIFE (8) TOUCH UPPER
KNIFE CLOSELY .
D . TURNING HAND WHEEL TILL UPPER
KNIFE CLAMP REACH ITS LOWEST
POSITION . THEN , ADJUSTING THE
POSITION OF UPPER KNIFE IN ORDER
TO MAKE SURE UPPER KNIFE AND
LOWER KNIFE OVERLAP BY 0.5 mm .
E . TIGHTEN SCREW (3) , (1) .
CHANGING LOWER KNIFE
KNIFE TIP
8
9
NEEDLE
PLATE
A . LOOSEN SCREW (1) PUSH LOWER
KNIFE HOLDER (2) TO LEFT , THEN ,
TIGHTEN SCREW (1) LIGHTY .
B . LOOSEN SCREW (9) TAKE OFF OLD
LOWER KINFE (8) AND CHANGE NEW
LOWER KNIFE .
C . MAKE SURE THE TIP OF LOWER
KNIFE LINE EVEN WITH THE TOP OF
NEEDLE PLATE . THEN , TIHGTEN
SCREW (9) .
D . LOOSEN SCREW (1) MAKE SURE
LOWER KNIFE TOUCH UPPER KNIFE
(4) CLOSELY . THEN , TIGHEN
SCREW (1) .
UPPER AND LOWER
KNIFE OVERLAP
AMOUNT 0.5 mm
TOP OF NEEDLE PLATE
DIAGRAM 1

4-3 CHANGING AND ADJUSTING FEED DOGS .
CHANGING FEED DOGS .
LOOSEN SCREW (1) CAN CHANGE
1
2
ADJUSTING FEED DOGS AFTER CHANGED :
0.8-1mm
3
TOP OF
2
2
1
NEEDLE PLATE
TOP OF
NEEDLE PLATE
1
4
MAIN FEED DOG (4) ,
LOOSEN SCREW (2) CAN CHANGE
DIFFERENTIAL FEED DOG (3) .
AFTER CHANGED FEED DOGS ,
TIGHTEN SCREWS LIGHTLY . PLEASE
REFER TO FOLLOWING ITEMS IN
ORDER TO SET UP CORRECT
POSITION OF FEED DOGS . THEN ,
TIGHTEN SET SCREWS .
AFTER CHANGE FEED DOGS , MUST
ADJUST FEED DOGS TO ITS
CORRECT POSOTION . TURNING BELT
PULLEY , MAKE SURE MAIN FEED
DOG (2) TO ITS HIGHEST POSITION ,
MAKE SURE THE TIP OF FEED DOG
TEETH HIGHER THAN TOP OF
NEEDLE PLATE BY 0.8-1 mm .
( STANDARD SETTING VALUE )
THEN , TURNING BELT PULLEY ,
LOWERING MAIN FEED DOG , MAKE
SURE THE TIP OF TEETH LINE EVEN
WITH TOP OF NEEDLE PLATE , THEN ,
ADJUSTING THE TIP OF TEETH OF
DIFFERENTIAL FEED DOGS LINE
EVEN WITH TOP OF NEEDLE PLATE .
AFTER SET UP , TIGHTEN SCREW (1) ,
(2) AND MAKE SURE FEED DOGS ARE
AT ITS CORRECT POSITION AGAIN .
AFTER ADJUSTING , PLEASE TIGHTEN SCREW (1) , (2)
AND IN THE SAME TIME , PLEASE MAKE SURE
a. IF FEED DOGS WILL RAISE 0.8~1 mm . ABOVE
THE TOP OF NEEDLE PLATE BY TURNING BELT PULLEY
AND MOVING FEED DOG UP .
b. IF FEED DOGS WILL HIDE UNDERNEATH THE NEEDLE
PLATE BY KEEP TURNING BELT PULLEY .
ADJUSTING FEED DOGS LEVEL (TILT AMOUNT) :
2
1
ADJUSTING THE HEIGHT OF AUXILIARY FEED DOG:
1
0.5mm
THE HEIGHT OF AUXILIARY FEED DOG SHOULD BE
0.5 mm LOWER THAN MAIN FEED DOG ( STANDARD
SETTING VALUE ) AND ADJUSTMENT CAN BE MADE
BY LOOSEN SCREW (2) .
2
DURING FEED DOGS MOVEMENT , THE TEETH OF
FEED DOGS MUST BE LEVEL OFF ALWAYS .
ADJUSTING ITS LEVEL OR DURING SOME SPECIAL
REQUIREMENTS , FEED DOG TEETH MUST TILT TO
FRONT OR REAR .
A . LOOSEN SCREW (2) .
B . TURNING SHAFT (1) IN ORDER TO ADJUST
LEVEL OF FEED DOGS .
0

4-4 CHANGING AND ADJUSTING PRESSER FOOT SET
CHANGE PRESSER FOOT SET :
TURNING ADJUSTING SCREW (1)
1
90009000
2
ADJUSTING:
PRESSER FOOT MUST BE INSTALLED CORRECTLY IN ORDER TO
OBTAIN BEST SEWING EFFECTS .
COUNTERCLOCKWISE IN ORDER TO
LOOSE PRESSURE SPRING .
LOOSEN SCREW (2) CAN TAKE OFF
PRESSER FOOT SET .
SET SCREW
PRESSER
FOOT
NEEDLE PLATE
UH9003 UH9004
3
UH9005
NEEDLE HOLE NEEDLE HOLE
0-500-50
2
X
1. TURNING HAND WHEEL IN ORDER
2
TO LOWER THE NEEDLE BAR TO ITS
LOWEST SET POSITION AND
NEEDLE CAN BE MOVED INTO
NEEDLE HOLE .
2. MAKE SURE THE NEEDLE HOLE OF
PRESSER FOOT IN LINE WITH THE
NEEDLE HOLE OF NEEELE PLATE
AND SEWING NEEDLE IS IN THE
CENTER OF NEEDLE HOLE . IN THE
MEANTIME , THE BOTTOM OF
PRESSER FOOT SHOULD LAY FLAT
ON THE TOP OF NEEDLE PLATE
( LEFT DIAGRAM )
3. TIGHTEN SCREW (2)
4. THE BOTTOM OF PRESSER BAR
4
SHOULD HOLD PRESSER ARM
PROPERLY . SO , PRESSER ARM CAN
BE HELD AND RELEASED EASILY ,
WHILE ADJUSTING , LOOSEN SCREW
(4) MOVE SHAFT (3) TO RIGHT OR
LEFT IN ORDER TO SET UP
CORRECT POSITION .
6
5
5

4-5 ADJUDTING THE LIFTING HEIGHT OF PRESSER FOOT :
4
A
3
1
SETTING TOLERANCE UP :
THE TOLERANCE BETWEEN LEVEL (1)
AND STOPPER SHOULD BE 1 mm .
1. LOWER FEED DOGS UNDER NEEDLE
PLATE BY TURNING HAND WHEEL .
2. LOOSEN SCREW (3) LIGHTLY ( CAN
2
B
1mm
NOT LOOSEN SCREW COMPLETELY . )
3. HOLDING BUSHING FROM A AND B
SIDES TURNING COLLAR (4) IN
ORDER TO SET UP 1 mm TOLERANCE
BETWEEN LEVEL (1) AND STOPPER (2)
4. TIGHTEN SCREW (3) .
6
5
DIAGRAM 1
SETTING UP PRESSER FOOT LIFTING AMOUNT :
AS SHOWN ON DIAGRAM 2 (UH9003,UH9004) AND DIAGRAM 3 (UH-9005)
MAX . PRESSER FOOT LIFTING AMOUNT "a" IS 7 mm .
WHEN ADJUSTING , LOOSEN NUT (5) AND ADJUST THE
TOLERANCE TO DESIRED POSITION BETWEEN SCREW (6) AND
LEVEL (1) .
UH9003 UH9005
UH9004
a
DIAGRAM 2 DIAGRAM 3
4-6. ADJUSTING THE HEIGHT OF NEEDLE .
3
1
2
THE DISTANCE BETWEEN NEEDLE TIP
TO TOP OF NEEDLE PLATE SHOULD BE
10 mm ( STANDARD SETTING ).
PLEASE REFER TO LEFT DIAGRAM :
1. TUFNING BELT PULLEY IN ORDER
TO RAISE NEEDLE BAR TO ITS
HIGHEST POSITION .
2. OPEN UP PLUG (3) AND LOOSEN
SCREW (1) .
3. ADJUST THE HEIGHT OF NEEDLE
BAR .
4. AFTER ADJUSTMENT PLEASE
MAKE SURE TIGHTEN SCREW (1) .
A
UH9003
UH9004
10mm 10mm
UH9005

4-7. CHANGING LOOPERS.
4-7-1.
CHANGING LOWER
LOOPER:
CHANGING LOWER LOOPER BY
TAKE OFF SCREW (1)
WHEN INSTALLING,PLEASE MAKE
SURE THE CRANK OF LOWER
LOOPER MUST ATTACH TO THE
BOTTOM OF GROOVE OF LOWER
LOOPER ARM CLOSELY.
4-7-2.
4-7-3.
CHANGING UPPER CHANGING CHAIN
LOOPER:
1
1
CHANGING LOWER LOOPER BY
TAKE OFF SCREW (1)
LOOPER:
1
CHANGING THE CHAIN LOOPER BY
LOOSEN SCREW (1),
WHEN INSTALLING,PLEASE MAKE
SURE THE CRANK OF CHAIN
LOOPER MUST ATTACH TO THE
BOTTOM OF GROOVE OF CHAIN
LOOPER ARM CLOSELY.
4-8. CHANGING NEEDLE GUARD:
4-8-1. CHANGING NEEDLE GUARD OF UH-9003,UH-9004
3
4
4-8-2. CHANGING NEEDLE GUARD OF UH-9005
CAN TAKE OFF REAR NEEDLE GUARD (2)
BY LOOSEN SCREW (1) . LOOSEN SCREW (3)
CAN TAKE OFF FRONT NEEDLE GUARD (4)
2
1
3
4
2
4
3
PLEASE TAKE OFF REAR NEEDLE
GUARD (2) BY LOOSEN SET SCREW
(1) . LOOSEN SET SCREW (3) CAN
TAKE OFF FRONT NEEDLE GUARD.
1
LOOSEN SET SCREW (1) CAN
TAKE OFF REAR
CHAINSTITCH NEEDLE
GUARD . LOOSEN SET SCREW (3)
CAN TAKE OFF FRONT CHAINSTITCH
NEEDLE GUARD,
2
1

4-9. SETTING UP LOOPER AND NEEDLE GUARD
4-9-1. SETTING UP LOWER LOOPER
EDGING NEEDLE/
RIGHT NEEDLE
A
APPROX
0.03mm~0.05mm
INTERENCE
CENTER OF
NEEDLE
UTMOST
LEFT
POSITION
1
LOOSEN SCREW (1)
MODEL
THE DISTANCE A BETWEEN TIP OF
LOOPER AND THE CENTER OF NEEDLE(S)
9003
9004
9005
3.8~4
3.6~3.8
3.8~4
UNIT mm
WHEN LOWER LOOPER MOVES TO ITS UTMOST LEFT
POSITION , PLEASE REFER TO THE CHART ABOVE
FOR THE DISTANCE A BETWEEN THE TIP OF LOWER
LOOPER AND THE CENTER OF EDGING NEEDLE .
4-9-2. SETTING UP NEEDLE GUARD OF EDGING NEEDLE
LEFT
RIGHT
2
1
FRONT
WHEN LOWER LOOPER MOVES FROM RIGHT TO LEFT
AND THE TIP OF LOOPER MOVES TO EDGING
NEEDLE/RIGHT NEEDLE,THERE WILL HAVE A
INTERFERENCE APPROX 0.03mm TO 0.05 mm .
LOOSEN SCREW (1) AND ADJUSTMENT CAN BE
MADE BY MOVING LOOPER ARM FORWARD OR
BACKWARD.
REAR
UH9003 , UH9004
TOLERANCE
0~0.05mm
UH9005
2
1
1.AS MENTIONED ABOVE, WHEN LOWER LOOPER MOVES TO THE
CENTER OF EDGING NEEDLE, THERE WILL HAVE APPROX
0.03mm~0.05mm INTERFERENCE.
2
2.IN THE SAME TIME, ADJUSTING REAR NEEDLE GUARD (1)
3
0.1~0.2mm
IN ORDER TO PUSH NEEDLE FORWARD AND CREATE A
TOLERANCE OF 0~0.05mm BETWEEN NEEDLE AND THE TIP
OF LOWER LOOPER.
3.IN THE SAME TIME,ALSO ADJUSTING FRONT NEEDLE GUARD
1
(2) (UH-9003,UH-9004) (3) (UH-9005) TO CREATE A
TOLERANCE OF 0.1mm~0.2mm BETWEEN FRONT NEEDLE
GUARD AND NEEDLE.
3
1

4-9-3. SETTING UP CHAINSTITCH LOOPER
1.5mm~1.8mm
UTMOST
LEFT
POSITION
11
TOLERANCE
0~0.05mm
11
REAR
FRONT
WHEN CHAINSTITCH LOOPER MOVES TO ITS UTMOST
LEFT POSITION,THE DISTANCE BETWEEN TIP OF
CHAINSTITCH LOOPER AND THE CENTER OF
CHAINSTITCH NEEDLE SHOULD BE 1.5 mm .
ADJUSTMENT CAN BE MADE BY LOOSEN SCREW(1).
MOVEMENT ROUTE
FOR TIP OF LOOPER
FRONT AND REAR
a
MOVEMENT AMOUNT
OF TIP OF LOOPER
WHEN TIP OF LOOPER MOVES TO THE CENTER OF
CHAINSTITCH NEEDLE, THE TOLERANCE BETWEEN
LOOPER TIP AND NEEDLE GROOVE SHOULD BE
0~0.05mm.
ADJUSTMENT CAN BE MADE BY LOOSEN SCREW(1).
22
11
DIAGRAM 1.
WHEN CHANGING THE SIZE OF NEEDLE OR WHEN ADJUSTING THE FRONT AND REAR MOVEMENT
AMOUNT OF TIP OF LOOPER.
PLEASE REFER TO DIAGRAM 1.
1.PLEASE OPEN UP BACK COVER (1) OF SEWING MACHINE.
2.LOOSEN SCREW (3) A LITTLE BIT (PLEASE DO NOT LOOSEN SCREW (3) COMPLETELY.)
3.TURNING ADJUSTING SCREW (2).
4.TURNING TOWARD (+) DIRECTION IN ORDER TO OBTAIN BIGGER MOVEMENT.
TURNING TOWARD (-) DIRECTION IN ORDER TO OBTAIN SMALLER MOVEMENT.
5.AFTER ADJUSTMENT,PLEASE MAKE SURE TIGHTEN SCREW (3) AND BACK COVER (1).
33
4-9-4. SETTING UP NEEDLE GUARD OF CHAINSTITCH LOOPER.
4
ADJUSTMENT CAN BE MADE BY LOOSEN
SCREW (3),(4) AND AFTER ADJUSTMENT,
MUST MAKE SURE TIGHTEN SCREWS.
2
4-9-5. SETTING UP UPPER LOOPER
DIAGRAM 1.
2
TOLERANCE
0~0.05mm
1
1
WHEN CHAINSTITCH NEEDLE REACHED LOWEST
POINT OF ITS STROKE, THE TOLERANCE
3
BETWEEN REAR NEEDLE GUARD AND NEEDLE
IS 0~0.05mm AND THE TOLERANCE BETWEEN
FRONT NEEDLE GUARD AND NEEDLE IS 0.1~0.2mm.
1.WHEN UPPER LOOPER MOVES TO ITS HIGHEST POSITION,
THE DISTANCE BETWEEN TIP OF LOOPER AND CENTER
OF NEEDLE SHOULD BE AS SPECIFICATION CHART LISTED
BELOW AND ALSO PLEASE REFER TO DIAGRAM 2.
2
TOLERANCE
0.1~0.2mm
DIAGRAM 2.
a
1
2
2.WHEN UPPER LOOPER PASSING THROUGH THE BACK
OF LOWER LOOPER. PLEASE REFER TO DIAGRAM 3.
FOR CORRECT TOLERANCE BETWEEN UPPER LOOPER
AND LOWER LOOPER.
3.WHEN SETTING,PLEASE LOOSEN SCREW (1),(2) AS
PER DIAGRAM 1. AND SET UP THE TOLERANCES
BETWEEN UPPER LOOPER AND NEEDLE,UPPER LOOPER
AND LOWER LOOPER AS PER SPECIFICATION CHART.
THEN,TIGHTEN SCREW (1),(2).
SPECIFICATION CHART
MODEL
UH9003(L)
a
4.5~5.0
UH9003
DIAGRAM 3.
0.2mm
UH9004
UH9005
UH9005(H)
0.5mm
4.3~4.8
4.5~5.0
4.3~4.8
4.5~5.0
F======-==-==-==-==========-----
378
332
310
20
290
298
.
590
159
1200
-
-
@1
====+====:::::o
75
Ø19.5
l~
3
Ø25.5
75
84
139
共
R20
138
118
20
45
. '
處
3
'
~~
60
14-----
~------
C
1
A
l~
~
45
I
-
66
33
@~
(\\
140
T
R23
J
250
C
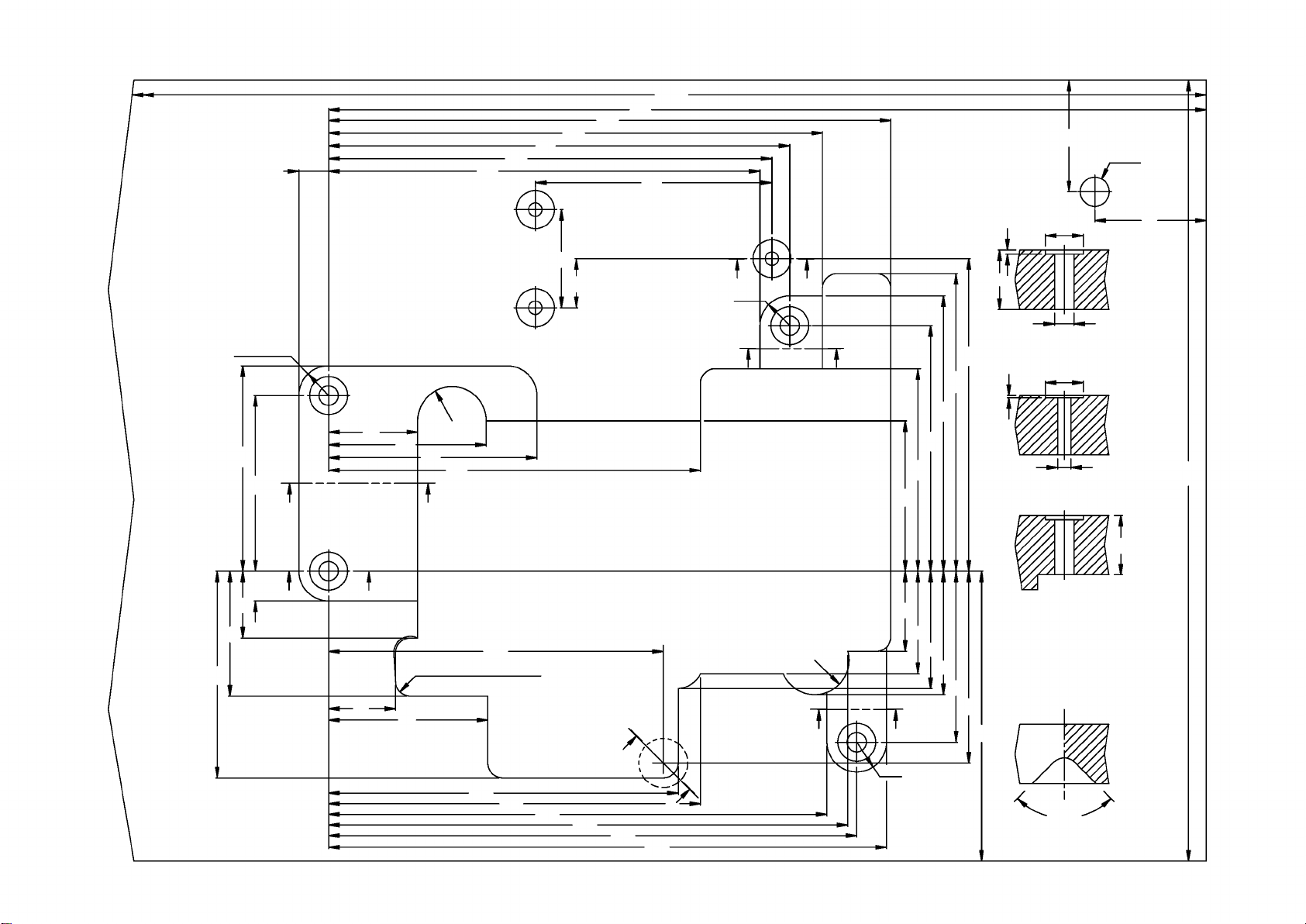
UH-9000
PATTERN PAPER FOR TABLE CUT-OUT
(SEMI-SUBMERGED INSTALLATION)
225
R10
\
235
250
335
系列 半沉式紙型
-
~
I
I
~
-
.,
'
r\.
~
F
375
349
F
~
355
./
\
I
-
106
A
,,
V
107
/
t t
tf
B
R20
~
Te--~-
E
R23
\.
B
' V
IT
"-
1
D
V
~
\~
'
'
EE
I
101
54
I
j j
---r-r
~
D
R20
m))
...
.I
200
185
165
136
69
79
83
~
t
115
I
--
40
• I
Ø13
A-A SIDE VIEW
210
129
TOTPH 4 PLACES
Ø25.5
1.5
.1 1.
-
IF TABLE THICKNESS IS MORE
THAN 40 mm , PLEASE THIN
OUT C , D , E SIDE VIEW
PLACES TO 40 mm .
195
Ø9
B-B SIDE VIEW
TOTPH 3 PLACES
C SIDE VIEW
D SIDE VIEW
E SIDE VIEW
90°
F SIDE VIEW
----+--i
I.
525
40

======~~-
2
1
---+
+----
R20
260
Dimensions for Fully Submerged Mounting
735
530
485
340
A
--=-=--=---==:-.I
30
rr·,----,
安裝
SS033
US040
TC011
時請削除
虛線指示部分
I
A
-+
R20
Ø26
3
部詳圖共 5 孔
A
Ø19.5
Ø13
265
225
90
A
i=-=$+-~1t,,~~~c
118
195
106
118
35
A
2
197
10
\
-r--·-
10
----Jr-
R20
455
I
I
I
------:---
530
555
580
4
2
UH-9000系列
全沉式紙型
PATTERN PAPER FOR TABLE CUT-OUT
(SEMI-SUBMERGED INSTALLATION)
C
15
660
810
C
A
R20
B
R40
40
36
60
90
105
115
140
195
45°
185
15
320
B-B
C-C
剖面
剖面

FT6503-0-56M
Tape Binding
MT4512P-050 /
12-Needle Double Chain Stitch Machine
(Lower
Feed
UH9055-353-M16
Pocket Bags Seaming
NT67
4 Needle Flat-Seame
PMD
/ FR0l
Metering Device , Elastic
r,
Feed-Off-The-Arm Machine
hemmer)
fflffltffltt)i~@fi(JH~q)
-
The specifications and /
~§tflnlilAilli.
~J!JJi~il!(Ji!,
CHING
http
this catalogue
liJjg;i,;j(iJMffl~.
CHI MACHINE CO., L
://
www
.kingtexsewing.
or
appearences
are
subject to change without further notice.
of
the equipments described in
imt.lA§i..z:9~111
.
.IJ!,1§,
1';13Jirr1Jil!(,
com.tw
TD
fl'tt•ll'!•aa•~-
 Loading...
Loading...