

Page 1
Run Around
Heat Recovery
PRODUCT DATA
Bulletin K70-RA-PDS-11
We are on the Internet
www.keepriterefrigeration.com
GENERAL SELECTION INFORMATION
Quick Selection Data
8 Row Coils
AIR VELOCITY
Selection Charts show performance from 400 to 600
S.F.P.M. and are based on an 8 row deep coil. Low velocities
result in increased recovery performance; however, coil size
and initial costs will be greater.
FIN SP ACING
For standard Heating and Ventilation applications, a fin
spacing of 12 fins per inch is recommended. For
applications where heavy deposits of foreign matter are
present, a fin spacing of 8 fins per inch should be used.
MASS FLOW RA TIO AND RECOVER Y F ACTOR
The mass Flow Ratio is:
Larger Air Flow (SCFM)
Small Air Flow (SCFM)
The recovery Factor, Ra, (Fig. 1) is always for the smaller air
flow. The Recovery factor, Ra, divided by the mass flow ratio
equals the recovery factor, Rb, for the larger air flow.
APPLICA TION
The KeepRite Refrigeration Run-Around cycle of heat
recovery can be used on systems where exhaust air
temperatures do not exceed 300 °F. The Run-Around
method of heat recovery utilizes the KeepRite
Refrigeration high-efficiency coil surface: Coils are
interconnected by a system of piping in which a 50%
ethylene glycol solution is circulated. Coils may be
remotely located and exhaust and supply air streams kept
entirely separate.
SELECTION CRITERIA
This Run-Around cycle selection data is based on the
following criteria:
1. 8 - Row deep coils only.
2. Sensible heat recovery only.
3. Glycol flow rate of 3 USGPM/Feed.
4. 50% Glycol solution.
5. face velocity and fin spacing is determined by the type of
system, the degree of fouling expected and the general
space limitations.
6. Ten basic steps are outlined to make a complete
selection with all necessary air and fluid side data.
However, Step 9 (fluid temperatures) may be omitted
unless specifically required.
7. Coil row depths are the same for the exhaust and
supply side with the fluid conditions balancing to suit.
8. Data based on minimum supply air temp. of 0 °F.
EXHAUST AIR TEMPERATURES
For exhaust air temperatures lower than 200 °F the recovery
factor must be corrected accordingly as shown in Fig. 1,
Page 5.
LIMITATIONS
The method of selection will result in an approximate
capacity only. In the interest of simplicity, some degree of
accuracy must be forfeited.
For more accurate selections for various row depths,
consult the local KeepRite Refrigeration Sales Office.
TERMS AND DEFINITIONS
ITD = Initial temperature difference between supply and
exhaust entering air, °F.
ITD
= Initial temperature difference between entering
ff
supply air and hot glycol, °F.
ÄTs = Supply air temperature difference, °F.
ÄTe = Exhaust air temperature difference, °F.
ÄTg = Glycol temperature difference, °F.
Ä
=
g
SCFM = Actual air, cubic feet per minute.
ACFM = Actual air, cubic feet per minute.
M = Mass flow ratio.
R
= Recovery factor for smaller air flow.
a
Rb = recovery factor for larger air flow.
GPM = U.S. gallons per minute
Supply air temperature difference, °F
Glycol temperature difference, °F
Page 2
SAMPLE RUN AROUND COIL SELECTION
GIVEN: Exhaust Air: 20,000 A.C.F.M. (Actual Cubic
feet per minute) at 200 °F.
5. BTU/HR AND PERCENT AGE HEA T RECOVERY
(a) Supply S.C.F .M. x Supply side ÄTs x 1.09
= 10,800 x 124 x 1.09
= 1,459,728 BTU/HR.
Supply Air: 10,000 A.C.F.M. at 0 °F .
NOTES: - Exhaust air is relatively clean
- Altitude is 2,000 ft. above sea level
- Glycol solution is 50% (by weight)
- Face velocity to be used is 400 F.P.M.
GENERAL REQUIREMENTS AND ASSUMPTIONS:
- 8 Row coils only (circuiting to be determined)
using 12 F.P.I. fin spacing.
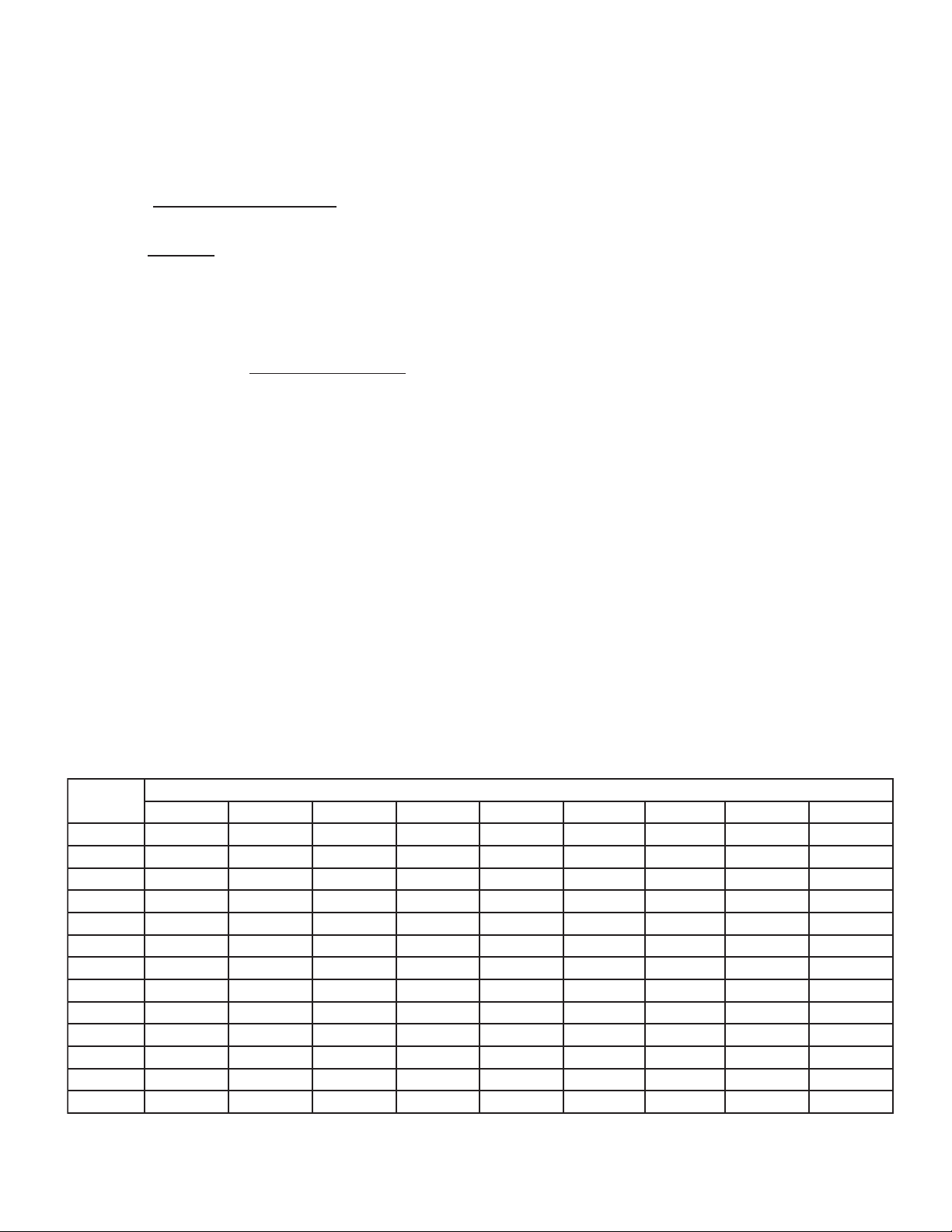
1. CONVERT TO S.C.F.M.
(Air frlow at 70 °F, sea level)
For exhaust air at 200 °F. Altitude density ratio is .75
(Table 1) Converted exhaust air flow is therefore 20,000
A.C.F.M. x .75 = 15,000 S.C.F.M.
For supply air at 0 °F. Altitude density ratio is 1.08 (Table 1)
Converted supply air flow is therefore
10,000 A.C.F.M. x 1.08 = 10,800 S.C.F.M.
2. CALCULA TE MASS FLOW RA TIO (M)
Mass flow ratio =
Large Air Flow S.C.F.M.
Small Air Flow S.C.F.M.
M =
15,000
10,800
= 1.38
3. RECOVERY F ACTOR (Ra)
The Recovery Factor (Ra) for small air flow, using 12 F.P.I.
fin spacing, 400 S.F.P.M. face velocity and mass flow ratio
(M) = 1.38, Ra = .62 (Fig. 1, Page 5).
Temperature Correction Factor =-1.0
The recovery Factor (Rb) for the large air flow =
M
Ra
=
.62
1.38
= .45
4. EST ABLISH LEA VING AIR TEMPERA TURES
Initial temperature difference (I.T.D.) is entering exhaust air
temperature minus entering supply air temperature:
200 °F - 0 °F = 200 °F I.T.D.
(b) Heat Recovery Effectiveness
Supply Side ÄTs
I.T.D. 200
=
124
= .62 = 62%
6. COIL SIZING AND SELECTION
Knowing the face velocities and the air quantities, the
exhaust and supply air coil face areas can be
determined as follows:
Exhaust Air Coil Face Area
15,000 S.C.F .M.
=
400 F.P.M.
Supply Air Coil Face Area
10,800 S.C.F .M.
Knowning the face areas required , consult Table 2 and
select coils that will result in face areas as close as
possible to those above. (Coil lengths should be
approximately double the coil width for the most
economic selection).
Exhaust Air Coil: Select a 45” wide x 120” fin
Supply Air Coil: Select a 45” wide x 90” fin
length coil Face Area = 28.1 Sq. Ft.
=
400 F.P.M.
length coil Face Area = 37.5 Sq. Ft.
= 37.5 Sq. Ft.
= 27.0 Sq. Ft.
7. DETERMINING INITIAL MINIMUM GL YCOL G.P.M.
U.S.G .P.M. =
= 34 U.S.G.P.M.
Large S.C.F .M. X 1.09 x (M+1)
2M x 410
= 15,000 x 1.09 x (1.38 + 1)
(2 x 1.38) x 410
8. CIRCULA TING AND ACTUAL GL YCOL G.P .M.
REQUIRED
The approximate number of circuiting feeds required may
be determined by using the minimum glycol
G.P.M. required (Step 7) and dividing by 3 G.P.M. / feed.
TEMPERA TURE DIFFERENCE ( ÄT)
(a) Supply side ÄTs = I.T.D. X (Ra) Recovery Factor
= 200 °F x .62
= 124 °F
(b) Exhaust side ÄTe = I.T.D. x (Rb) Recovery factor
= 200 °F x .45
= 90 °F
(c) Supply side leaving temperature = Supply air
entering temperature plus supply side ÄT
= 0 °F + 124 °F
= 124 °F
(d) Exhaust side leaving temperature = Exhaust air
entering temperature minus Exhaust side ÄT
= 200 °F - 90 °F
= 110 °F
s
This is as follows: 34 = Approximately 12 feeds
3
Referring to Table 3, a 45” wide coil KWH circuiting has
15 feeds. The actual G.P.M. / feed would be
34
= 2.26. This is lower than the allowable minimum
15 of 3 G.P.M. / feed.
In order to operate at the minimum G.P.M. / feed, the total
G.P.M. would be 15 x 3 = 45 G .P.M.
This is the final G.P.M. that should be used.
e
- 2 -
Page 3
9. DETERMINING GL YCOL TEMPERA TURES
(This step may be omitted if not specifically required)
(a) Find the glycol temperature difference (ÄTg) as
follows:
BTU/HR recovered (Step 5a)
Final GPM (Step 8) x 410
= 1,459,728
= 79 °F
45 x 410
(f) Cold Glycol Temperature = Hot Glycol Temperature
(Step 9e) minus Glycol ÄTg (Step 9a)
= 158 °F - 79 °F
= 79 °F
10. DETERMINE FLUID AND AIR SIDE PRESSURE DROP
(a) Fluid Pressure Drop:
Refer to Fig. 2, Page 5 and using 3 GPM / feed, the base
fluid pressure drop can be read as 10.5 feet of water.
The conversion factor for the exhaust air coil is 2.93
(Table 4) and 2.31 for the supply air coil.
(b) Find the approximate hot and cold glycol temperatures
as follows:
Supply Air ÄTs (Step 4a)
Factor Ä
=
g
= 124
Glycol ÄTg (Step 9a)
79
= 1.57
(c) Find Factor ITD / ÄTg from I.T.D. factor Chart Fig 4B
Page 6 using factor Äg above of 1.57. Factor ITD / ÄT
= 2.0.
(d) Initial temperature between entering supply air and hot
glycol (I.T .D.f) =
ITDf / ÄTg Factor x ÄTg (Step 9a)
= 2.0 x 79 °F
= 158 °F
(e) Hot Glycol Temperature = ITDf + Entering Supply Air
Temperature °F
= 158 °F + 0 °F
= 158 °F
TEMPERATURE AND ALTITUDE CONVERSION FACTORS
TABLE 1
The exhaust air coil glycol pressure drop is
10.75 x 2.93 = 31.5 ft. of water.
The supply air coil glycol pressure drop is
10.75 x 2.31 = 24.8 ft. of water.
(b) Air side Pressure Drop:
Fig. 3, Page 5 indicates the air side pressure drop for an
8 row coil, 12 FPI at 400 F.P.M. face velocity is .49
inches W.G.
g
CONCLUSION
The following are the final coil selections:
Exhaust Air Coil: 1 - 8 row, 12 FPI, 45” x 120”
Fluid pressure drop -31.5 ft. of
water Air side pressure drop .49” W.G.
Supply Air Coil: 1 - 8 row, 12 FPI, 45” x 90”
Fluid pressure drop - 24.8 ft. of water
Air side pressure drop - .49” W.G.
Required Glycol Flow Rate: 45 U.S.G.P.M. of 50%
Glycol solution. (By wt.)
RIA )TEEF(EDUTITLA
F°PMET000010002000300040005000600070008
02-
0
02
04
06
07
08
001
021
041
061
002
052
02.161.121.180.140.100.179.39.98.
51.101.180.120.199.59.29.88.58.
11.160.120.189.59.29.88.58.28.
60.120.189.49.19.88.48.18.87.
20.189.49.19.88.58.18.97.67.
00.169.39.98.68.38.08.77.47.
89.49.19.88.48
49.19.88.48.18.87.57.27.07.
29.88.58.18.87.67.27.07.76.
98.58.28.97.67.37.07.86.56.
58.28.97.67.47.07.86.56.36.
8.77.57.27.96.76.46.26.06.
0
57.27.96.76.56.26.06.85.65.
.18.87.57.27.
- 3 -
Page 4

TABLE 2
"W" )SEHCNI(-LTN-HTGNELEBUTLANIMON
SEHCNI2151811242036324844506662787480969201801411021
21
51
81
12
42
72
03
33
63
93
24
54
84
45
06
00.152.105.157.100.205.200.305.30.45.40.55.50.65
65.178.191.205.221.357.373.40.56.52.69.65.71.87.84.90.016.012.119.115.21
52.226.200.357.305.452.50.67.65.72.80
60.305.373.452.521.60.79.77.86.95.014.112.211.310.419.417.516.615.71
SUPPLY AND RETURN
CONNECTIONS
COPPER TO M.P.T.
2 1/4”
COIL SIZES - NOMINAL FACE AREA SQ. FT.
.60.75.70.85.80.95.90.01
.97.95.012.110.217.215.312.410.51
00.400.500.600.70.80.90.010.
26.557.678.70.91.012.114.215.316.417.519.610.811.912.024.125.22
52.605.757.80.012.115.217.
52.826.90.114.217.311.515.619.712.916.020.224.327.421.625.72
00.905.010.215.310.515.610.8
73.110.316.412.619.715.911.027.224.420.626.722.929.035.23
52.210.417.515.712.910.127.225.422.6
0.518.617.816.025.223.422.621.820.038.137.336.535.73
0.810.020.220.420.620.820.030.230.430.630.830.04
025.227.420.722.925.137.330.632.835.047.240.54
2.
VENT
“A”
3/4”
110.210.310.410.510.610.710.810.910.02
310.512.615.717.810.022.125.227.320.52
15.910.125.220.425.520.725.820.03
20.827.925.132.330.53
0.525.720.035.230.535.130.045.240.545.740.05
3/8” DIA. HOLES
1 1/2”
3/4”
3/4”
3/4”
1 1/2”
“A”
13 1/2”
NOTE: Headers may extend
beyond depth of 13 1/2”.
AIR
FLOW
DRAIN
W • 3’
4 1/4”
RETURN
SUPPLY
4”
MAX.
1 1/2”
3/4”
“W”
1 1/2”
N.T.L.
N.T.L. • 3’
3/4”
COIL CONNECTION SIZES (INCHES)
.M.P.GLATOT
"A".MID
01-002-1103-1205-1308-15521-18571-621
EZIS.NNOCDNAREDAEH
"1"4/11"2/11"2"2/12"3"2/13
"8/71"8/71"8/71"6
1/12"61/52"61/92"61/312
COIL CIRCUITING
TABLE 3
TIUCRIC )SEHCNI(HTDIWNIFLIOC
EPYT215181124272033363932454844506
QWK
2.A.N3 .A.N4 .A.N5 .A.N6 .A.N7 .A.N8901
3/8” MAX.
TWK
*HWK
*SWK
* Select KWH or KWS circuiting for low fluid side pressure drop.
N.A. = Not Available.
.A.N.A.N4 .A.N.A.N68 .A.N8 .A.N.A.N01.A.N21.A.
456789 011121314151618102
80121416181022242628203236304
N
- 4 -
Page 5

RUN AROUND CYCLE HEAT RECOVERY FACTOR
8 ROW COILS
FIG. 1
Based on minimum flow rate of 3 U.S.G.P.M. / feed and
200 °F exhaust air temperature*
BASE GLYCOL PRESSURE
DROP*
FIG. 2
LIOC)SEHCNI(HTGNELEBUTLANIMON
EPYT2142638406274869801021231441
QWK
72.187.162.247.252.357.319.337.422.537.512.607.6
TWK
99.83.147.101
HWK
07.59.02.154.196.149.191.244.296.239.281.334.3
SWK
83.15.36.57.88.00.121.152.173.105.126.147.1
.294.248.202.306.359.343.407.473.5
AIR SIDE PRESSURE LOSS
FIG. 3
- 5 -
Page 6

FIG. 4
I.T.D. FACTOR CHARTS
FIG. 4A
FIG. 4B
- 6 -
Page 7

NOTES
- 7 -
Page 8

US
C
NA TIONAL REFRIGERA TION &
03/17/2007
AIR CONDITIONING CANADA CORP.
CANADA
159 ROY BL VD., BRANTFORD, ONT ARIO, CANADA N3R 7K1
PHONE: 1-800-463-9517 (519)751-0444 FAX (519)753-1140
Due to National Refrigeration’s policy of continuous product improvement, we reserve the right to make changes without notice.
USA
985 WHEELER WA Y, LANGHORNE, PA. 19047 USA
PHONE:1-888-KEEPUS1 OR 1-888-533-7871
 Loading...
Loading...