

Page 1
PARTS LIST
SAFETY PRECAUTION
Parts identified by the symbol are critical for safety. Replace only with specified part numbers.
BEWARE OF BOGUS PARTS
Parts that do not meet specifications may cause trouble in regard to safety and performance. We recommend that genuine
JVC parts be used.
1. EXPLODED VIEW
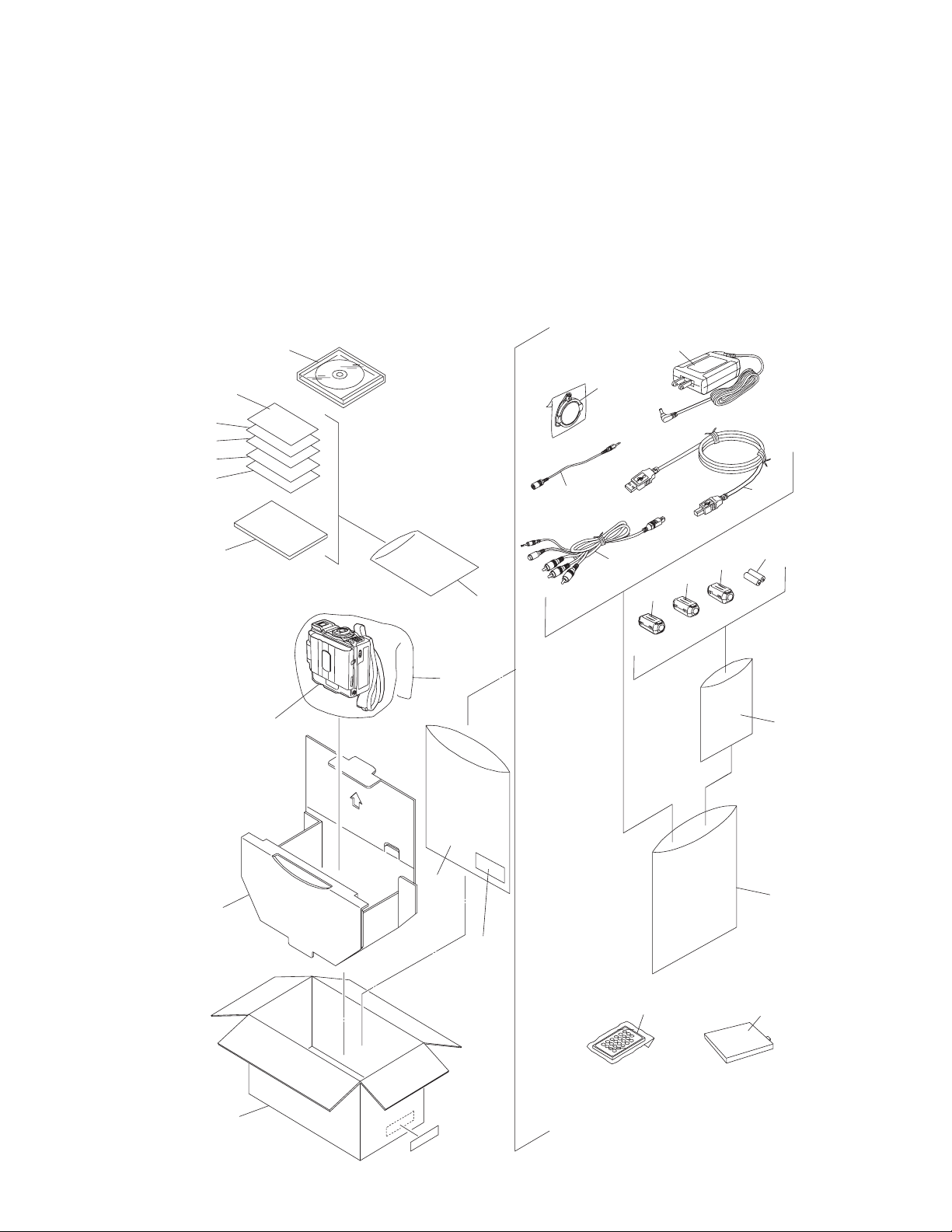
1.1 PACKING AND ACCESSORY ASSEMBLY <M1>
The instruction manual to be provided with this product will differ according to the destination.
061
060
059
056
053
052
008
FINAL ASSY
<M2>
014
051
073
078
072
075
076
077
080
074
079
082
013
012
010
(SERIAL,
LABEL
(SERIAL)
LABEL
ACC.)
007
071
006
(No.86766)5-1
Page 2
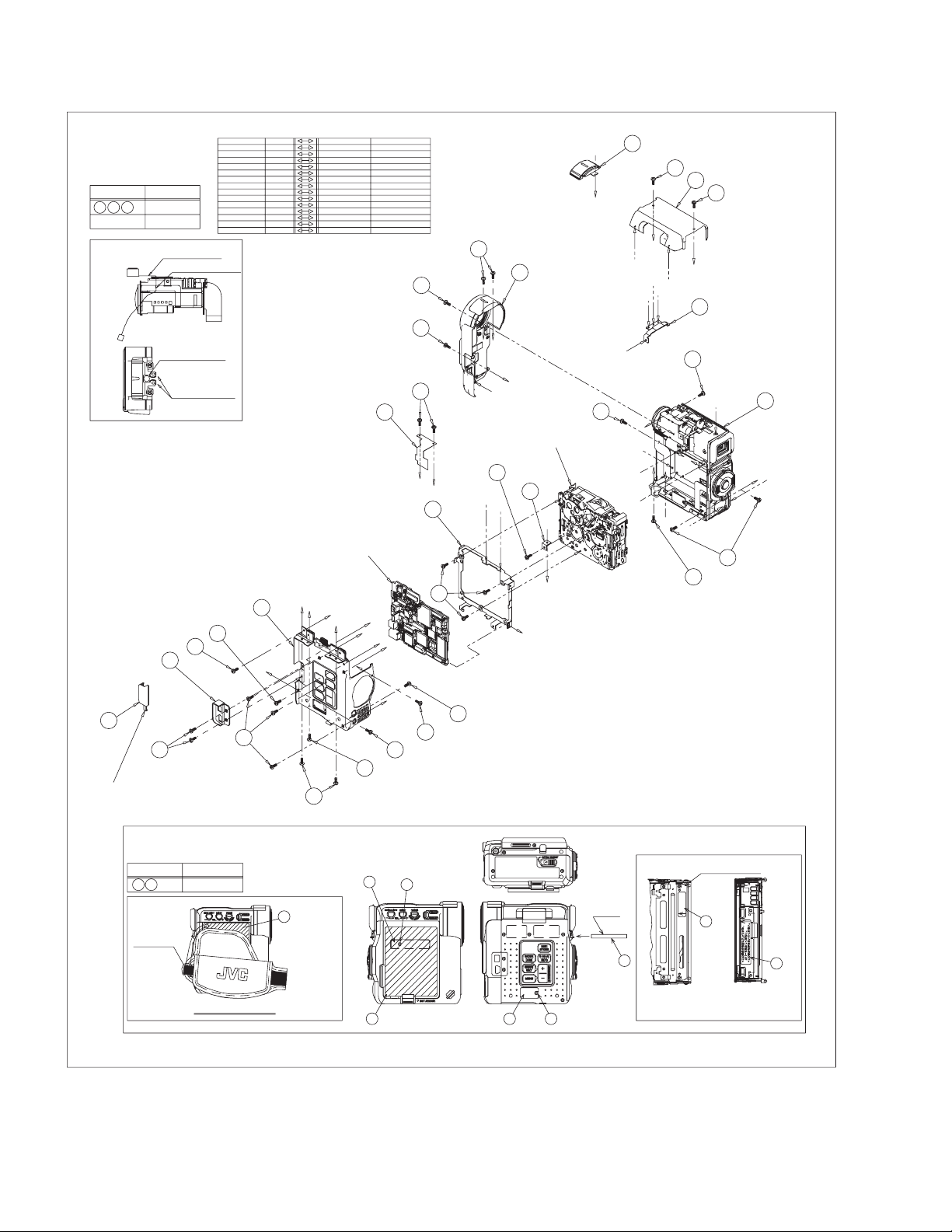
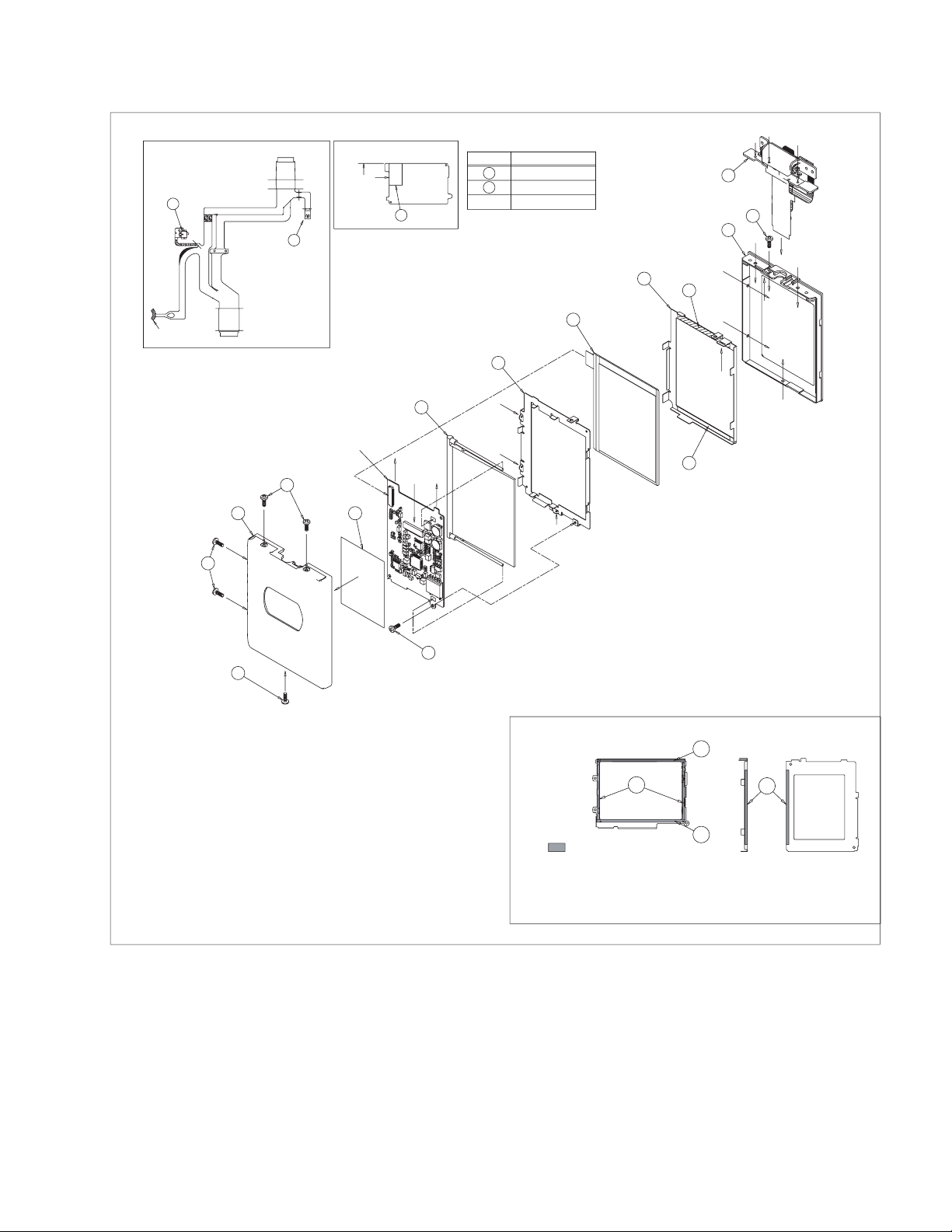
1.2 FINAL ASSEMBLY <M2>
FINAL ASS'Y<M2>
TABLE OF SETTING TORQUE FOR SCREW DRIVER
PART NO.
OTHER SCREW
PROCESSING J7C MIC WIRE.
[J7C: Megapixel CCD MODEL]
116115
117
HOLDER(DV/USB)
COVER(DV)
SETTING TORQUE
_
+
0.01N
0.07
_
+
0.01N
0.09
THIS MIC WIRE PASS ON SPACER.
THIS MIC WIRE PASS OUTSIDE BKT(OP).
PROCESSING MIC WIRE TO THIS AREA
WHEN BUILT IN OF FRONT ASS'Y(F).
THIS AREA DON'T BITE ON MIC WIRE.
112
Table.1 WIRE(FPC) CONNECTION TABLE
PWB NAME
MAIN PWB ASS'Y
MAIN PWB ASS'Y
MAIN PWB ASS'Y
MAIN PWB ASS'Y
MAIN PWB ASS'Y
MAIN PWB ASS'Y
MAIN PWB ASS'Y
MAIN PWB ASS'Y
MAIN PWB ASS'Y
MAIN PWB ASS'Y
.
m
MAIN PWB ASS'Y
MAIN PWB ASS'Y
.
m
MAIN PWB ASS'Y
MAIN PWB ASS'Y
132
127
CN No.
CN101
CN102
CN103
CN104
CN106
CN107
CN108
CN109
CN110
CN111
CN112
CN113
CN114
CN115
UPPER ASS'Y(G)
(Refer to the Exploded
view for this part.)
104
P
ASS'Y NAME
LOWER ASS'Y(F)
LOWER ASS'Y(F)
MECHA(A) ASS'Y
MECHA(A) ASS'Y
MECHA(A) ASS'Y
MECHA(A) ASS'Y
MECHA(A) ASS'Y
LOWER ASS'Y(F)
MECHA(A) ASS'Y
LOWER ASS'Y(F)
UPPER ASS'Y(G)
UPPER ASS'Y(G)
MIC ASS'Y
FRONT ASS'Y(G)
SHIELD PLATE
<01> MAIN BOARD ASS'Y
U
J
R
V
WIRE(FPC)NAME
BATT.TERM.
CCD
LOAD.MOTOR
DRUM MOTOR
SENSOR
R.ENC
CAPSTAN
SD PWB ASS'Y (CN301)
HEAD
CAMERA OPE
SUB OPE
MONI PWB
MIC WIRE
STROBE PWB
109
MECHA BKT ASS'Y
N
K
R
L
G
MIC COVER
106
X1
TOP COVER
130
113
X2
129
102
FRONT ASS'Y(G)
134
(Refer to the Exploded
view for this part.)
X1
U
X2
S
T
133
W
V
BRACKET(TOP)
114
126
T
S
117
Q
P
<M3> MECHANISM ASS'Y
BKT
116
A
B1
108
(PRE-REC)
110
A
B2
B1
R
118
128
W
LOWER ASS'Y(F)
(Refer to the Exploded
view for this part.)
103
Q
C
D
J
K
E
H
L
M
118
115
B2
NOTES
- While assembling the SET, don't touch CLEANER ROLLER portion of MECHA ASS'Y.
- PREVENT THE MOTOR FPC FROM ENTERING IN FERNALLY IN THE DRUM UPPER BASE.
- OPEN CASSETTE CAVER AND ASSEMBLE UPPER ASS'Y(G) AND FRONT ASS'Y(G).
119
111
124
HOOK THIS PART BETWEEN COVER(DV) AND FRONT COVER ASS'Y.
TABLE OF SETTING TORQUE FOR SCREW DRIVER
STRING IS CONNECTED
TO GRIP BELT.
SETTING TORQUEPART NO.
_
+
0.007N
0.069
189188
FIG. PROCESSING TAG
M
H
123
125
121
120
122
131
COVER(ADJ)
.
m
191
TAG
A AFTER BERAKING INTO DOUBLE
FOLD PUT IN BETWEEN GRIP BELT
AND DUMMY(BATT.).
183
DUMMY BATTERY
188
COVER(JIG CONN)
RATING LABEL
LABEL SIDE
190
MEMORY CARD
189184185
NOTE THE DIRECTION WHERE LABELS ARE STICKED.
FINAL ASS'Y LYH20619
CLEANER ASS'Y LYH20615
CASSETTE HOUSING
PUSH
187
LABEL(PUSH)
LABEL(HOUSING)
186
5-2(No.86766)
Page 3
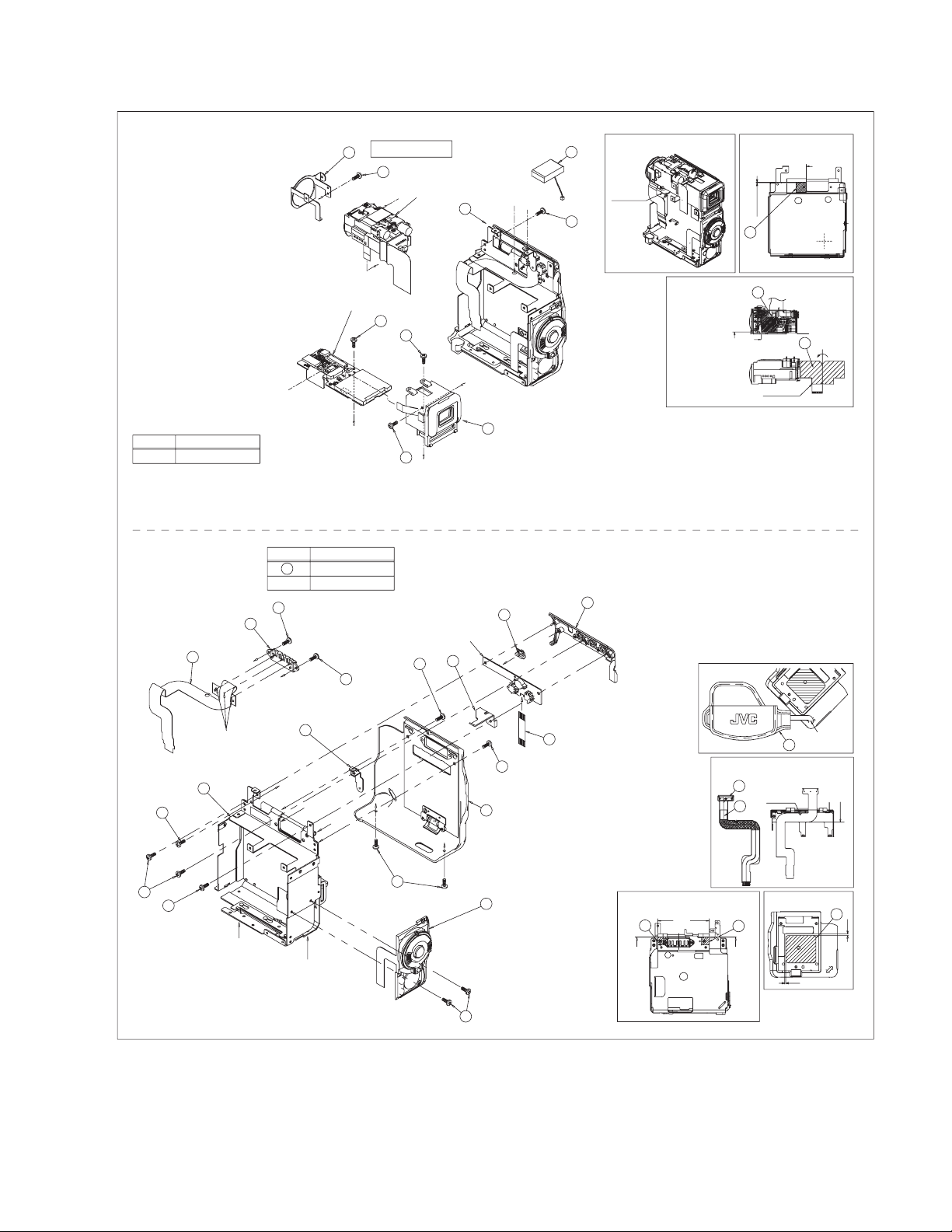
1.3 LOWER ASSEMBLY(F) AND LOWER ASSEMBLY(G) <M2>
<M2> LOWER ASS'Y(F)
CONCLUSION SCREW TORQUE TABLE
ALL SCREW
TORQUEPART.NO
_
+
0.009N
0.09
<M2> LOWER ASS'Y(G)
BATT.TERMINAL
508
FPC
BKT(OPJ7C)
G
[J7C: Megapixel CCD MODEL]
555
[For Non Megapixel CCD MODEL]
MIC ASS'Y
PROCESSING E-CARD WIRE (ONLY THE MODEL OF OP ASS'Y OF K185).
[K185: Non Megapixel CCD MODEL]
562
558
G
OP F. ASS'Y
[J7C]
(Refer to the
Exploded view
for this part.)
LOWER ASS'Y(G)
(Refer to the Exploded
view for this part.)
552
B
D
AFTER ASSEMBLY
BENT 180" PART
OF E-CARD WIRE.
560
DRAWING FOR SPACER STICKING.
LESS THAN 1mm
570
PASTE
SPACER
SPACER IS NOT
PROTRUDED FROM
ARM BRACKET.
F
<03>
SD BOARD ASS'Y
[J7C: Megapixel CCD MODEL]
561
SPACER(A)
PROCESSING J7C OP ASS'Y.
557
559
F
B
.
m
559
C
BE CAREFUL NOT TO TOUCH BY THE FINGER, AND BE CAREFUL
NOT TO BEND THE TERMINAL FPC OF CAMERA OPE UNIT.
(USE TWEEZERS OR FINGER STALL)
(COUNTERMEASURE OF MIGRATION)
553
VF ASS'Y(G)
(Refer to the Exploded
D
view for this part.)
PASTE SPACER
TO COVER FPC OF OP ASS'Y.
PASTE SHIELD INSIDE FPC.
SHIELD(CCD)
568
PASTE
BENT
LOWER ASS'Y(F) LYH20622
CONCLUSION SCREW TORQUE TABLE
PART.NO
514
ANOTHER SCREW
513
507
A
B
TORQUE
.
_
+
m
0.009N
0.07
.
_
+
m
0.01N
0.12
KNOB(DSC)
514
<04>
SIDE OPE
BOARD ASS'Y
HOLDER
(G.OUTER)
519
515
513
502
SIDE COVER ASS'Y
E
LOWER ASS'Y(G) LYH20620
PROCESSING GRIP BELT.
BKT(S.COVER/VF)
SOLDERING
ARM ASS'Y
504
521
510
515
E
A
D
B
505
CASS.COVER ASS'Y
E-CARD WIRE
509
GRIP BELT
PROCESSING BATT. FPC
SHEET(BAT.FPC)
SHOULD BE COVERED
TERMINAL PART.
516
SHOULD NOT BE
COVERED SCREW HOLE.
520
SPACER(A)
ATTACHING
511
DON'T STICK OUT
BATT. FPC IN
ARM BRACKET.
C
514
522
D
C
BE CAREFUL NOT TO TOUCH BY THE FINGER, AND BE CAREFUL
NOT TO BEND THE TERMINAL FPC OF CAMERA OPE UNIT.
(USE TWEEZERS OR FINGER STALL)
(COUNTERMEASURE OF MIGRATION)
515
506
CAMERA OPE UNIT
DRAWING FOR SPACER STICKING.
PASTE SPACER AFTER ATTACHING BATT. TERMINAL.
STICK ALONG
SPACER(A)
THE EDGE OF ARM.
518
STICK ALONG
THE EDGE
OF ARM.
SPACER(A)
STICK ALONG
THE EDGE
OF ARM.
518
PROCESSING STICKER.
LABEL(C.COVER)
_
+
1mm
1
517
1mm
_
+
2
512
(No.86766)5-3
Page 4
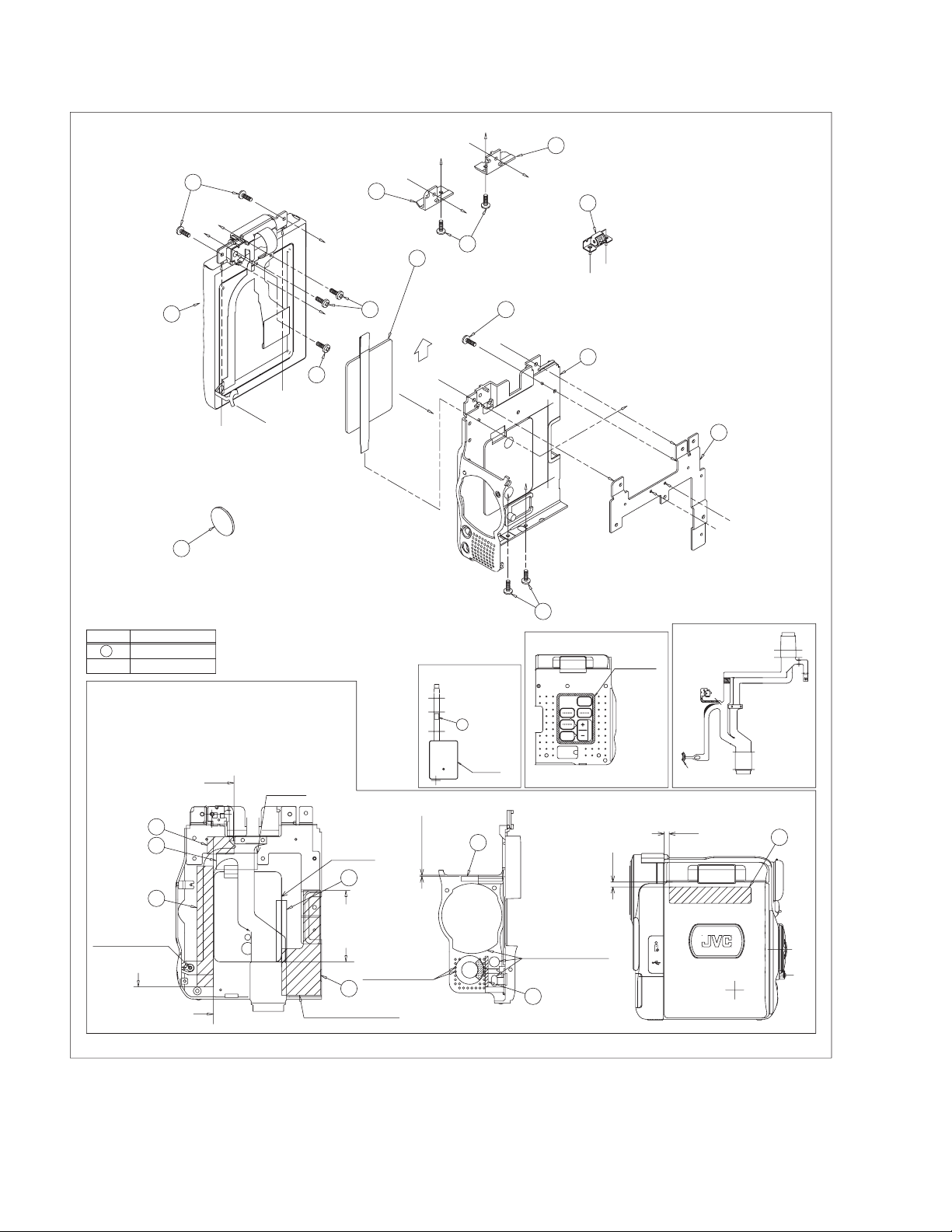
1.4 UPPER ASSEMBLY(G) <M2>
<M2> UPPER ASS'Y(G)
MONITOR ASS'Y(G)
(Refer to the Exploded
view for this part.)
601
SPEAKER
609
F
C1
E
611
J
H
COVER(TOP/UPP)R
C1
D1
D1
606
D2
607
616
UPWARDS
612
SUB OPE UNIT
610
C2
C2
605
COVER(TOP/UPP)L
604
U.CASE ASS'Y
MONI.LOCK ASS'Y
B
A
602
617
F
E
SOLDERING
2 POINT
PASTE
D2
FRAME(UPPER) ASS'Y
603
B
A
J
H
CONCLUSION SCREW TORQUE TABLE
PART.NO
611
ANOTHER SCREW
TORQUE
0.2
0.08
_
+
_
+
0.01N m
0.01N
.
.
DRAWING FOR SPACER STICKING.
SHEET STICK ALONG
THE REINFORCEMENT
BOARD OF FPC.
618
SPACER(A)
623
SPACER(A)
621
SPACER(A)
STICK FPC SO THAT THERE
MAY BE NO CREVICE BET MEEN
THE HOLE OF IT IN THE RIGHT
SIDE OF THE HOLE RING.
THE SIDE OF THE
HOLE RING IS MET.
DON'T RUN A GROUND
OF UPPER CASE.
613
PROCESSING SUB OPE.
AFTER PASTING SUB OPE
m
PASTE SPACER
INSIDE BKT(UPPER).
SHOULD BE COVERED
THIS CONVEX.
624
SPACER(A)
SHEET STICK ALONG
THE CORNER OF FRAME.
PASTE SPACER THIS CONVEX
IN UNDER SIDE.
THESE HOLES CAN BE SSEN.
619
SHEET(SHIELD)
DON'T SEPARATE.
PROCESSING SUB OPE FPC.
VALLEY FOLDING
MOUNTAIN FOLDING
SPACER(A)
615
DON'T STICK OUT
SPACER IN
VALLEY FOLDING
SUB OPE FPC.
STICK TO U.CASE.
SPACER(A)
620
LESS THAN 0.5mm
DON'T STICK OUT SPACER
IN UPPER CASE.
DON'T RUN A GROUND TO A LEVEL DIFFERENCE OF UPPER CASE.
DON'T BE SEEN SPACER OUTSIDE
OF UPPER CASE.
SPACER(A)
622
STICK SPACER THAT FPC
MAY BE PRESSED DOWN.
PUSH TO THIS SLASH PART.
1mm
_
+
3
UPPER ASS'Y(G) LYH20626
PROCESSING MONITOR FPC.
VALLEY FOLDING
MOUNTAIN FOLDING
SOLDER
2 POINT
_
+
1mm
3
STICKER
VALLEY FOLDING
MOUNTAIN FOLDING
625
5-4(No.86766)
Page 5
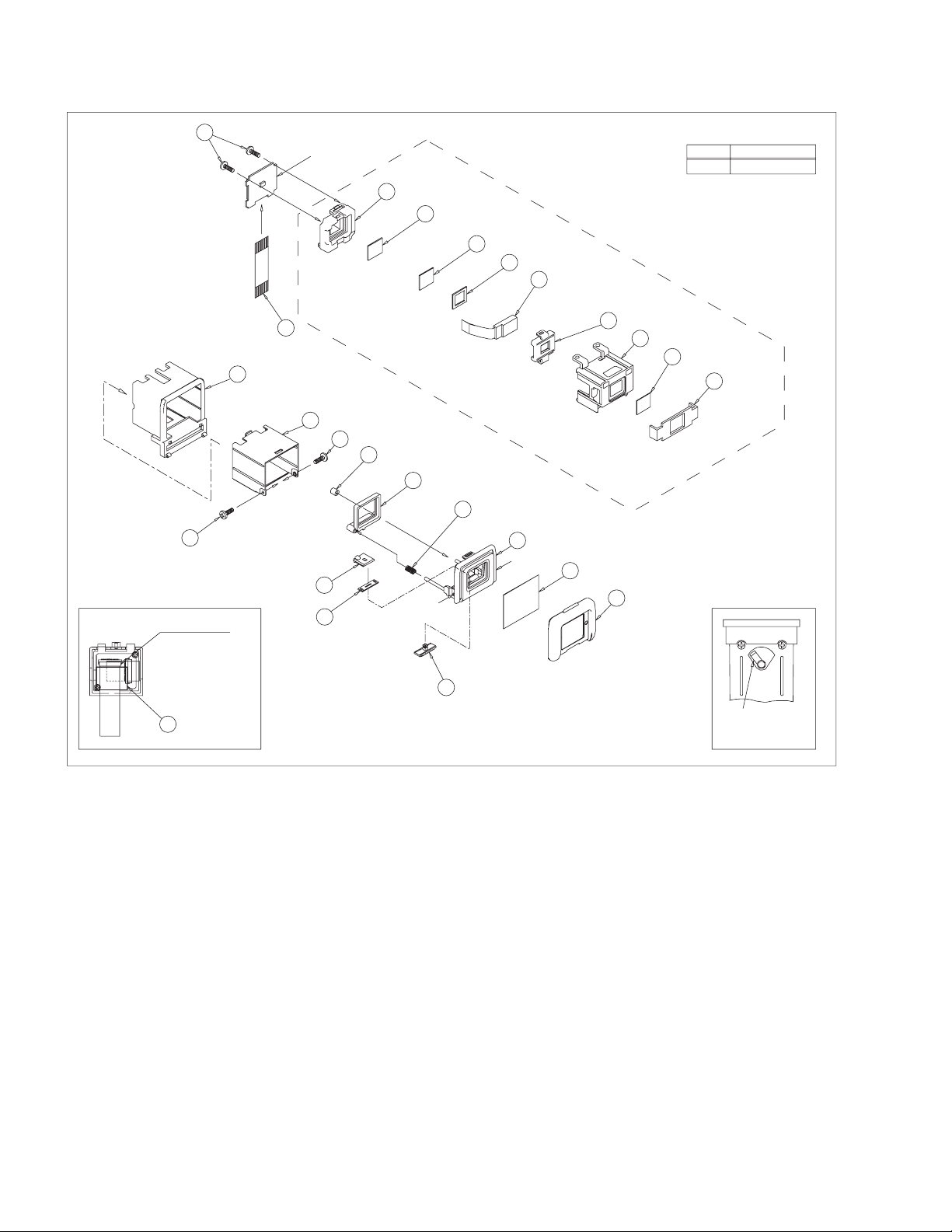
1.5 MONITOR ASSEMBLY(G) <M2>
<M2> MONITOR ASS'Y(G)
PROCESSING MONITOR FPC.
VALLEY FOLDING
DETECT SWITCH
808
SOLDER
2 POINT
SOLDER
4 POINT
MOUNTAIN FOLDING
803
C1
815
D1
VALLEY FOLDING
MOUNTAIN FOLDING
A1
809
IC
SOLDER
3 POINT
<06> MONITOR BOARD ASS'Y
814
I.SHEET(M.COVER)M.COVER ASS'Y
B1
PUTTING OF SPACER(A).
MONITOR P. ASS'Y
THE END OF PWB IS
NOT OVER FLOWED.
PASTE
(3.0 INCH)
SPACER(A)
BACK LIGHT
804
F
A2
CONCLUSION SCREW TORQUE TABLE
PART NO.
819
811
OTHER SCREW
LCD BKT(3INCH)2
Z
X
a
SETTING TORQUE
.
_
+
0.02N
m
814
815
0.2
.
_
+
0.01N
m
0.055
.
_
+
0.01N
m
0.07
LCD BKT(3INCH)1
810
LCD MODULE
806
805
HINGE UNIT ASS'Y
MONITOR CASE(3)
SPACER(A)
816
PASTE
807
802
C1
D1
X
C2
D2
816
PASTE
SPACER(A)
B2
813
A1
a
B1
A2
F
C2
Z
B2
D2
E2
E1
E2
NOTES
- SHOULD BE NO SCRATCHES, NO DUSTS AND OTHER ON COSMETIC COMPONENTS.
- SHOULD BE NO FLOATAGE, MISSING PARTS OF THE SCREW.
- BE GODS ALL-IN WHEN M.COVER ASS'Y IS BUILT IN OF FPC AND WIRE, ETC.
- SHOULD BE PASTE SYMBOL"804" OF THE REVERSE SIDE OF M.COVER.
812
815
E1
MONITOR ASS'Y(G) LYH20625
LCD MODULE S.A.
1. PUTTING OF SPACER(A)
RANGE OF PUTTING
MASKING AREA IN ENGRAVE LINE CETAINLY.
DON'T STICK OUT SPACER(A) IN LCD DISPLAY FACE.
2. PUTTING OF LCD MODULE (3.0 INCH)
- PEEL OFF PROTECTION SHEET OF SPACER(A) ON LCD BKT2.
- CONFORM THAT LCD MODULE IS SUITABLE FOR POSITION OF
LCD BKT2 AND PUT TWO PARTS.
LCD BKT(3INCH)2
SPACER(A)
817
SPACER(A)
818
818
SPACER(A)
SPACER(A)
820
TURN UP
LCD BKT(2.5INCH)2
& LCD BKT(3INCH)2
(No.86766)5-5
Page 6
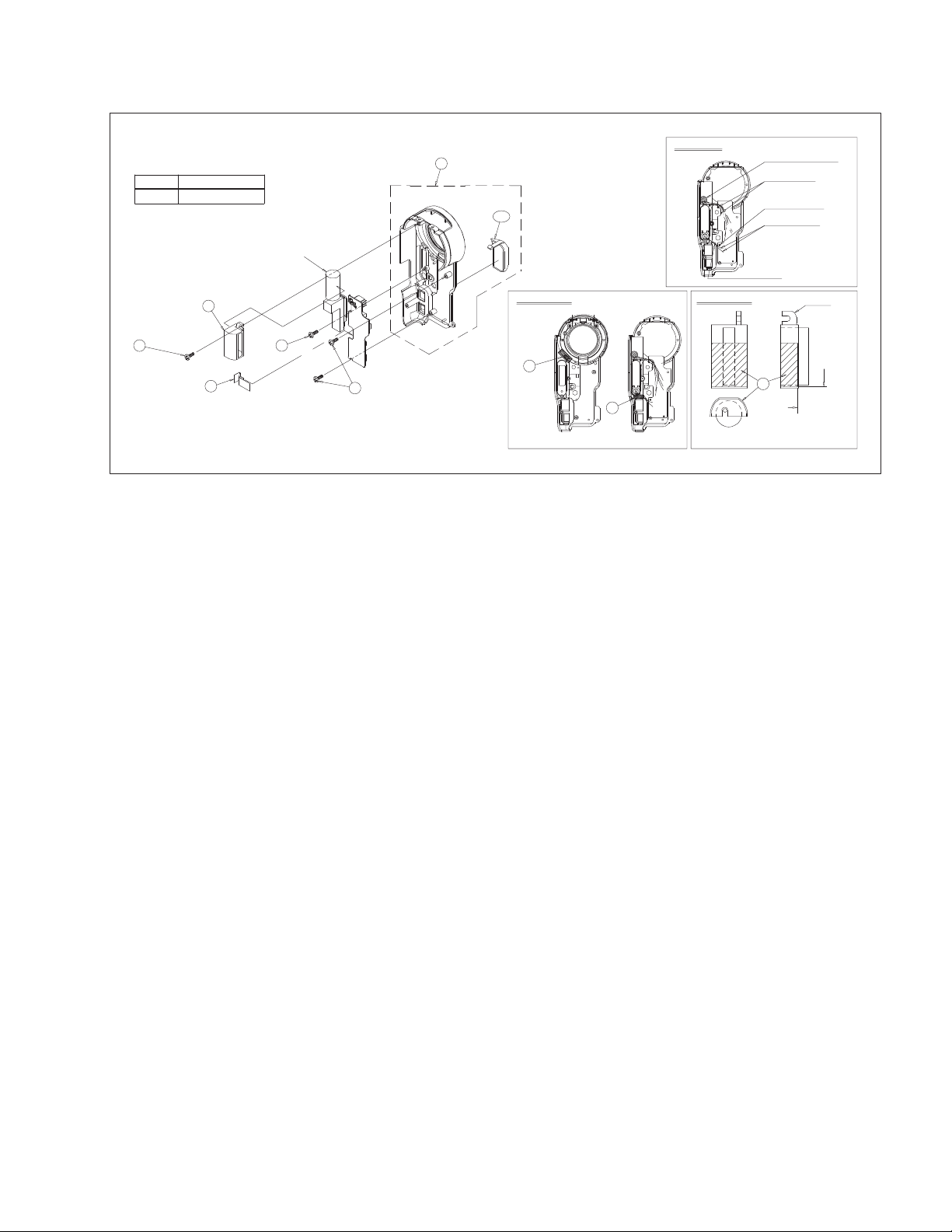
1.6 VF ASSEMBLY(G) <M2>
<M2> VF ASS'Y(G)
PROCESSING SPACER(A)
875
871
GUIDE SCREW
DON'T RUN A GROUND ON
THIS CONNECTOR.
E-CARD WIRE
861
GUIDE(OUTER) ASS'Y
872
B
A
V.ADJ.PLATE
<08>
VFBW BOARD ASS'Y
860
S.PLATE
CASE(VF) ASS'Y
871
865
866
GUIDE SCREW
STP RING
870
852
B.LIGHT CASE 2
BLOW OUT AIR.
853
LENS HOLDER ASS'Y
868
IN CLEAN BOOTH
SHEET(DIFF)
869
A
SHEET(POLA)
854
COMPRES.SPRING
CUSHION(LCD)3
BLOW OUT AIR.
857
862
B
LCD MODULE
BLOW OUT AIR.
PASTE TAPE TO LCD RESPECT,
856
AND PEEL OFF TAPE.
S.GUIDE ASS'Y
864
855
SHEET(LENS)
LCD HOLDER2
BLOW OUT AIR.
EYE CUP
863
858
FRAME(VF)2
BLOW OUT AIR.
854
SHEET(POLA)
PASTE INSIDE THAT EXFOLIATION
PAPER'S COLOR IS TRANSPARENT.
CONCLUSION SCREW TORQUE TABLE
PART.NO
ALL SCREW
859
0.09
SHEET HOLD
BLOW OUT AIR.
TORQUE
_
+
0.009N
.
m
B/W VF
874
SPACER(A)
V.ADJ.KNOB
867
SHUOLD BE MATCHED KNOB
TO FULL LEFT SIDE.
(REFER TO THE CHART)
VF ASS'Y(G) LYH20621
DIOPTER ADJUSTMENT CONTROL
5-6(No.86766)
Page 7
1.7 FRONT ASSEMBLY(G) <M2>
<M2> FRONT ASS'Y (G)
TABLE OF SETTING TORQUE FOR SCREW DRIVER
PART NO.
ALL SCREW
706
SETTING TORQUE
_
+
0.009N
0.09
COVER(C)
703
705
E-CARD WIRE
.
m
<07> STROBE BOARD ASS'Y
707
PROCESSING WIRE.
702
F.COVER ASS'Y
702A
DRAWING(1) FOR SPACER STICKING. DRAWING(2) FOR SPACER STICKING.
SPACER(A)
710
PASTE FOR COVER
708
TO BOARD OF HOOD.
711
PASTE
SPACER(A)
PROCESSING SLACK OF WIRE TO THIS AREA.
WIRE PASS TO UP THIS STICK.
WIRE PASS TO BETTOM THIS STICK.
DON'T OVERLAP THESE WIRE.
SHOULD MAKE CRAWL ON THE
SIDE OF THIS WALL.
SPACER(A)
709
PASTE
INSIDE COVER(C)
COVER(C) IS NOT
OVER FLOWED.
PASTE SPACER(A) AFTER ATTACHING
THE CONDENCER OF STROBE PWB ASS'Y.
COVER(C)
COVER(C) IS NOT
OVER FLOWED.
FRONT ASS'Y(G) LYH20627
(No.86766)5-7
Page 8

1.8 OP F. ASSEMBLY AND OP BLOCK ASSEMBLY <M2>
<M2> OP F.ASS'Y
<M2> OP BLOCK ASS'Y
IRIS
MOTOR
UNIT
208 209
244
209
209
[J7C: Megapixel CCD MODEL]
281
OP BLOCK ASS'Y [J7C]
208
209
FOCUS
MOTOR
234
209
SUB CASE
ZOOM MOTOR
235
OPTICAL LPF
SPACER RUBBER
(fig1)
SOLDERING
(fig2)
SPACER RUBBER
0 -1mm
CUT
(fig3)
SHOULD BE PUT "CCD PWB" IN THE DIRECTION OF FIG.
CCD PWB
SOLDERING
FPC
5-8(No.86766)
MAIN CASE
OPTICAL LPF
SPACER RUBBER SHEET
223
243
224
CCD BASE ASS'Y
210
<02>
CCD BOARD ASS'Y
OP BLOCK ASS'Y LYH20156
OP F.ASS'Y LYH20648
Page 9
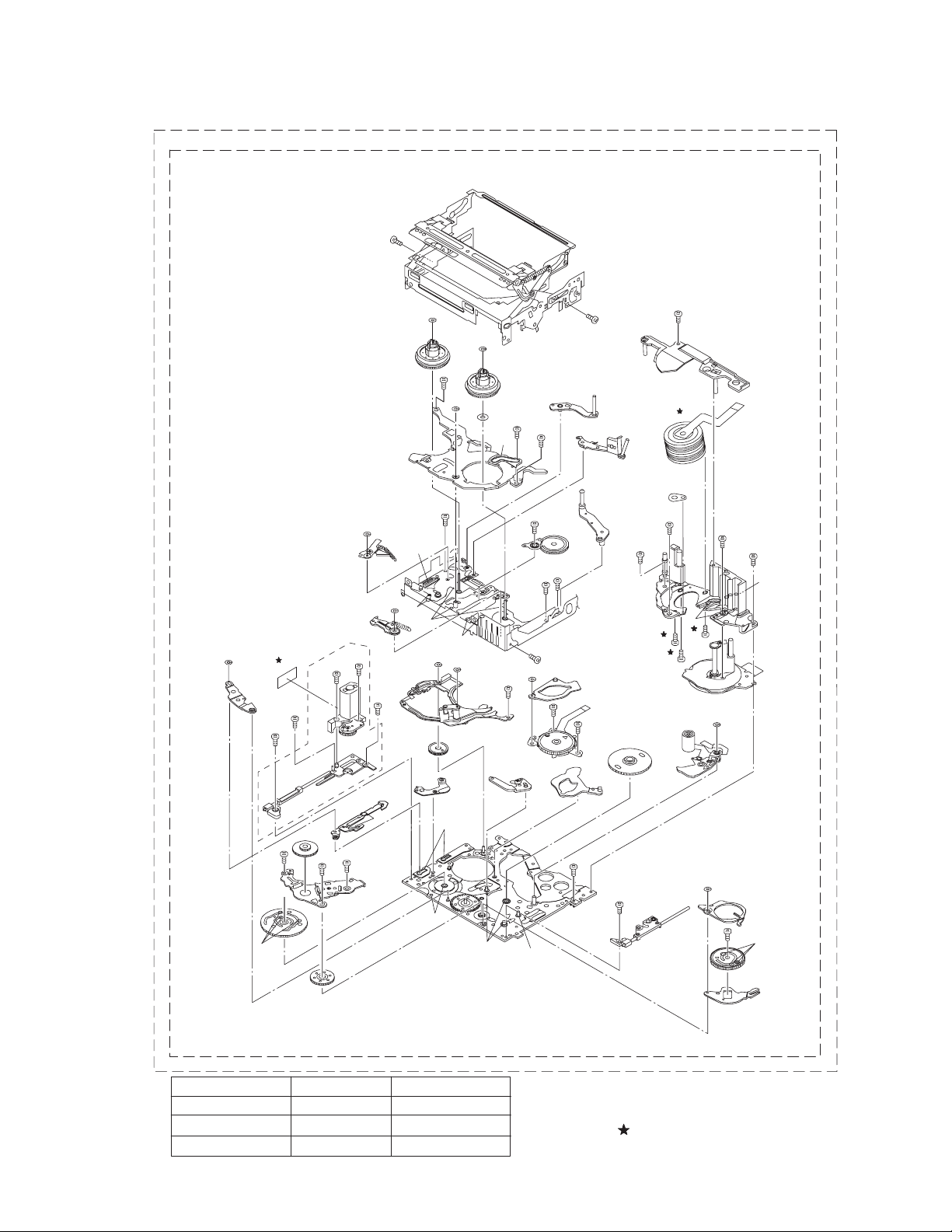
1.9 MECHANISM ASSEMBLY <M3>
900A
Classification
Part No.
ymbol in drawing
Grease
KYODO-SH-JB
AA
Oil
YTU94027
NOTE1: The section marked in AA, BB and CC
indicate lubrication and greasing areas.
NOTE2: Mark
is not contained in 900A.
BB
Grease (HANARL)
RX-410R
CC
940
940
938
949
956
950
951
942
943
951
939
901
902
902
907
906
906
902
920
904
903
905
917
963
918
919
921
921
922
913
913
914
912
909
978
911
916
915
910
910
908
963
962
964
933
932
947
948
946
966
945
944
959
958
960
941
957
955
952
953
953
931
936
937
937
925
924
937
936B
936A
936B
928
929
954
935
961
963
965
BB
AA
AA
AA
CC
AA
CC
CC
CC
CC
AA
AA
930
AA
976
979
934
900
AA
999
900
900A
901
902
910
902
904
976
930
953
AA
Classification
Grease
Oil
Grease (HANARL)
936
979
936B
937
937
931
953
955
957
Part No.
KYODO-SH-JB
YTU94027
RX-410R
910
908
913
925
924
929
928
936B
937
936A
934
954
952
AA
914
922
CC
AA
BB
AA
940
940
938
949
935
CC
AA
Symbol in drawing
AA
BB
909
978
912
CC
911
939
941
966
AA
915
913
916
919
918
921
920
902
943
942
950
956
AA
917
963
921
951
951
948
962
906
961
947
946
NOTE1: The section marked in AA, BB and CC
indicate lubrication and greasing areas.
NOTE2: Mark
is not contained in 900A.
903
905
999
963
906
965
963
CC
CC
907
964
933
932
945
944
959
AA
958
960
CC
(No.86766)5-9
Page 10

2. PARTS LIST PACKING AND ACCESSORY ASSEMBLY <M1>
Symbol No.
006 LY32203-003A B.PACK ASSY BN-V107U-S
007 LY20750-001A REMOCON RM-V717U
008 LY32210-050A CD ROM ASSY
008 LY32210-043A CD ROM ASSY
010 QPA02503505P POLY BAG
012 LY33433-016A PACKING CA SE
013 LY21053-001B CUSHION
014 LY30023-003A POLY BAG
051 QPA02003506 POLY BAG
052 LYT1140-001A INST BOOK(EN) (ENGLISH)
052 LYT1140-002A INST BOOK(FR) (FRENCH)
052 LYT1140-003A INST BOOK(SP) (SPANISH)
053 LYT1085-001A
053 LYT1085-003A
053 LYT1085-005A
056 LYT1119-016A SHEET(ATT.VF.2)
059 BT-51005-6 WARRANTY INF.
060 BT-51028-2 REGISTER CARD
061 BT-52006-2 WARRANTY CARD
071 QPA01703005 POLY BAG
072 QAM0403-001 MULTI CABLE MULTI
073 QAM0402-001 RM CABLE EDIT EXT
074 QAM0451-001 USB CABLE USB
075 QQR0491-002 FERRITE CORE
076 LY20968-001B AC ADAPTER AP-V13U
076 or LY20790-001A AC ADAPTER AP-V11U
077 QQR0917-002 CORE FILTER
078 LY33346-001A HOOD CAP ASSY
079 ------------ BATTERY
080 QQR0917-002 CORE FILTER MULTI
082 LY30023-014A POLY BAG CORE FILT.
Part No. Part Name Description Local
ACC. 25cm x 35cm
DOCUMENT 20cm x 35cm
INST BOOK(SOFT.EN) (SOFT.ENGLISH)
INST BOOK(SOFT.FR)
INST BOOK(SOFT.SP)
(SOFT.FRENCH)
(SOFT.SPANISH)
CABLE ASSY 17cm x 30 cm
USB 1T TDK (BLACK)
FOR RCU_AAA(R03)(x2)
Symbol No.
187 LY40699-002A LABEL(PUSH)
188 LY30018-043B SPECIAL SCREW COV(ADJ-AR)
189 LY30018-026A SPECIAL SCREW COV(JIG-UP)
190 QAM0404-002 MEMORY CARD *MMC 8MB
191 LY44266-001B TAG
*NOTE:
DATA FILE is not contained in MEMORY CARD of the service part.
Part No. Part Name Description Local
OP BLOCK ASSEMBLY <M2>
Symbol No.
208 LY30727-001A TAPPING SCREW (x2)
209 LY30727-002A TAPPING SCREW (x8)
210 QYSPSGU1750Z TAP SCREW M1.7 x 5mm(x2)
223 LY43384-001A OP LPF
224 LY43494-001A SHEET
234 LY31571-001A FOCUS MOTOR
235 LY31572-001A ZOOM MOTOR
243 LYH30375-009A CCD BASE ASSY
244 LY33431-001A IRIS MOTOR UNIT
281 J7C-118A OP BLOCK ASSY
Part No. Part Name Description Local
LOWER ASSEMBLY(G) <M2>
Symbol No.
Part No. Part Name Description Local
FINAL ASSEMBLY <M2>
Symbol No.
102 LYH20627-026C FRONT ASSY(G)
103 LYH20622-026D LOWER ASSY(F)
104 LYH20626-026C UPPER ASSY(G)
106 LY33332-001A MIC COVER
108 LY44087-001A MECHA BKT ASSY
109 LY33354-001A SHIELD PLATE
110 LY43083-001A BKT(PRE-REC)
111 LY33333-002A COVER(DV)
112 LY33386-001C HOLDER(DV/USB)
113 LY21032-001E TOP COVER
114 LY33318-001A BRACKET(TOP)
115 LY30019-028A SPECIAL SCREW MECHA-BKT(x3)
116 QYSPSPT1414M MINI SCREW BKTP/R-MEC
117 LY30018-032A SPECIAL SCREW SH.P/R-M.B(x2)
118 LY30018-032A SPECIAL SCREW BKT(M)-ARM(x3)
119 LY30018-0K2A SPECIAL SCREW
120 LY30018-0D8A SPECIAL SCREW UP-C.OPE(U)
121 LY30018-048A SPECIAL SCREW UP-C.OPE(L)
122 LY30018-043B SPECIAL SCREW UP-BASE
123 LY30018-006B SPECIAL SCREW UP-ARM(x3)
124 LY30018-0E4A SPECIAL SCREW COV(D/U)-F(x2)
125 LY30018-0B7A SPECIAL SCREW UP-FR
126 LY30018-043B SPECIAL SCREW FR-ARM
127 LY30018-0E4A SPECIAL SCREW BKT(T)-ARM
128 LY30018-043B SPECIAL SCREW BKT(T-FR(U))
129 LY30018-043B SPECIAL SCREW BKT(T-BK(F))(x2)
130 LY30018-006B SPECIAL SCREW TOP-BKT(T)
131 LY30018-0B7A SPECIAL SCREW
132 LY30018-0B7A SPECIAL SCREW UP-VF
133 LY30018-0B7A SPECIAL SCREW TOP-VF
134 QYSPSPT1730R SCREW
183 LY33383-001A COVER(ADJ)
184 LY41393-005A COVER(JIG CONN)
185 LY32884-002A DUMMY BATT ERY
186 LY32001-002A LABEL(HOUSING)
Part No. Part Name Description Local
BKT(M)-BAS 1.4m m x 1.4m m
TOP-CO(T/U)(x2)
FR-ARM M1.7 x 3mm
502 LY33305-001C SIDE COVER ASSY
503 LY33306-001A KNOB(DSC)
504 LY21028-001C ARM ASSY
505 LY33316-001C CASS.COVER ASSY
506 LY21031-001C CAMERA OPE UNIT
507 LY32575-002A BATT.TERNIMAL
508 QAL0467-001 FPC BATT.FPC
509 WJT0104-001A E-CARD WIRE SIDE-SD
510 LY44140-001A BKT(S.COVER/VF)
511 LY33439-003A GRIP BELT
512 LY30018-0A2A SPECIAL SCREW C.OPE-ARM(x2)
513 LY30018-0A2A SPECIAL SCREW BATT-ARM(x2)
514 LY30018-063A SPECIAL SCREW S.COV-S.PW(x2)
515 LY30018-0A2A SPECIAL SCREW COVER-ARM(x4)
516 LY44213-001A SHEET(BAT.FPC)
517 LY44216-001A LABEL(C.COVER)
518 LY30030-059B SPACER(A) (x2)
519 LY33587-001A HOLDER(G.OUTER)
520 LY30030-0P8A SPACER(A)
521 LY30018-021A SPECIAL SCREW SCOV-SPWBL
522 LY30018-060A SPECIAL SCREW HLDR-S.COV
LOWER ASSEMBLY(F) <M2>
Symbol No.
552 LYH20620-026B LOWER ASSY(G)
553 LYH20621-026D VF ASSY(G)
555 LY33343-001B BRACKET(OPJ7C)
557 LY30018-032A SPECIAL SCREW SD-ARM
558 LY30018-019A SPECIAL SCREW OP-BKT(OP)
559 LY30018-006B SPECIAL SCREW VF-BKT(VF)(x2)
560 LY30018-006B SPECIAL SCREW BKT(OP)-AR
561 LY30029-0P8A SPACER(A) FOR OP
562 LY33392-001A MIC ASSY
568 LY44318-001A SHIELD(CCD) CCD FPC
570 LY44361-001A SPACER FOR OP
Part No. Part Name Description Local
5-10(No.86766)
Page 11

Symbol No.
UPPER ASSEMBLY(G) <M2>
Part No. Part Name Description Local
Symbol No.
VF ASSEMBLY(G) <M2>
Part No. Part Name Description Local
601 LYH20625-026B MONITOR ASSY(G)
602 LY33319-004A U.CASE ASSY
603 LY33580-001A
604 LY33320-001B MONI.LOCK ASSY
605 LY44136-001B COVER(TOP/UPP)L
606 LY44137-001B COVER(TOP/UPP)R
607 LY33322-001B SUB OPE UNIT
609 QAS0132-002 SPEAKER
610 LY30018-043B SPECIAL SCREW UPPER-FRM
611 LY30018-068A SPECIAL SCREW
612 LY30018-043B SPECIAL SCREW C(T/U)-HIN(x2)
613 LY30018-043B SPECIAL SCREW
615 LY30030-0A9A SPACER(A) SUB OP FPC
616 LY30018-032A SPECIAL SCREW MFPC-UFRM(x2)
617 LY30018-0D8A SPECIAL SCREW MONSW-UPPR
618 LY30030-0F4A SPACER(A)
619 LY44237-001B SHEET(SHIELD)
620 LY30030-0K9B SPACER(A) UPP BSIDE
621 LY30030-0M9A SPACER(A) UP-SPK1
622 LY30030-0N1A SPACER(A) UP-SPK2
623 LY30030-0N2A SPACER(A) FOR MONIFP
624 LY30030-0N3A SPACER(A) FOR MONIFP
625 LY44295-008A STICKER
FRAME(UPPER)ASSY
UPPER-HING(x2)
UPPER-M.LO(x2)
FRONT ASSEMBLY(G) <M2>
Symbol No.
702 LY21036-012C F.COVER ASSY
702A LY33334-002C COVER(JACK)
703 LY33352-001A COVER(C)
705 WJT0110-001A E-CARD WIRE STROBE-MAI
706 LY30018-063A SPECIAL SCREW COV(C)-FR
707 LY30018-021A SPECIAL SCREW STB-FR
708 LY30018-021A SPECIAL SCREW
709 LY30030-0U9A SPACER(A) COVER(C)
710 LY30030-0M8A SPACER(A) STB WIRE
711 LY30030-0Q8A SPACER(A) FRONT-HOOD
Part No. Part Name Description Local
STB.PWB-FR(x2)
MONITOR ASSEMBLY(G) <M2>
Symbol No.
802 LY21034-001C MONITOR CASE(3)
803 LY33324-008A M.COVER ASSY
804 LY43438-001A I.SHEET(M.COVER) M.COV B.S
805 LY33325-001A LCD BKT(3INCH)1
806 LY33326-001A LCD BKT(3INCH)2
807 LY33327-001C HINGE UNIT ASSY
808 NSW0122-001X DETECT SWITCH
809 DN8797MS-X IC
810 QLD0274-001 LCD MODULE
811 QLL0154-001 BACK LIGHT
812 LY30018-070A SPECIAL SCREW BK(LCD-M.P)
813 LY30018-070A SPECIAL SCREW M.CAS-HIN
814 LY30018-028A SPECIAL SCREW HIN-M.COV(x2)
815 LY30018-0A2A SPECIAL SCREW M.COV-BK(2)(x3)
816 LY30030-0G1A SPACER(A) LCD-BKT1-V(x2)
817 LY30030-0G1A SPACER(A) LCD-BKT2(x2)
818 LY30030-0G2A SPACER(A) LCD-BKT1-H(x2)
819 LY30030-0M6A SPACER(A) MONI PWB
820 LY30030-0K7A SPACER(A) BKT1-MCASE
Part No. Part Name Description Local
852 LY33384-001A B.LIGHT CASE2
853 LY44100-001A SHEET(DIFF)
854 LY44098-001A SHEET(POLA) (x2)
855 LY33335-001B LCD HOLDER2
856 QLD0193-002 LCD MODULE
857 LY44319-001A CUSHION(LCD)3
858 LY21047-001C FRAME(VF)2
859 LY33341-001A SHEET HOLD
860 LY33382-001B CASE(VF)ASSY
861 LY33403-004A GUIDE(OUTER)ASSY
862 LY33345-001C S.GUIDE ASSY
863 LY33432-001A EYE CUP
864 LY44097-001A SHEET(LENS)
865 LY33379-001B V .A DJ.PLATE
866 LY44102-001A S.PLATE
867 LY33378-001A V .A DJ.KNO B
868 LY44103-001B LENS HOLDER ASSY
869 LY30002-055A COMPRES. SPRING
870 LY44095-001B STP RING
871 LY44096-001A GUIDE SCREW (x2)
872 WJT0111-001A E-CARD WIRE
874 LY30030-0A8A SPACER(A)
875 LY30018-0B7A SPECIAL SCREW (x2)
MECHANISM ASSEMBLY <M3>
Symbol No.
900 YMA0029H MECHA(A)ASSY
900A YMA0029P MECHA(A)ASSY JVM/BJVC
901 LY32870-001M CASSETTEHOUSING ASSY
902 YQ43893-8 MINI SCREW (x3)
903 LYH30420-001A UPPER BASE ASSY
904 QYSPSPU1425M SCREW
905 YDV2102B DRUM ASSY JVM/BJVC
906 LY42820-001A DAMP.SCREW ASSY JVM/BJVC(x2)
907 LY42820-002A DAMP.SCREW ASSY JVM/BJVC
908 LY31538-001F REEL DISK ASSY
909 LY31538-002H REEL DISK ASSY
910 YQ44246 SLIT WASHER (x2)
911 LY10372-001E REEL COVER ASSY
912 LY42120-002A MINI SCREW
913 LY41945-003A MINI SCREW (x2)
914 YQ44246 SLIT WASHER
915 LY43725-001D TENSION ARM ASSY
916 LYH40269-001A SLANT POLE ARM ASSY
917 LY43731-001F TU ARM ASSY
918 LY31531-001D SWING ARM ASSY
919 YQ43893 MINI SCREW
920 LYH30424-001A SLIDE DECK FINAL ASSY
921 YQ43893 MINI SCREW (x2)
922 LY43023-001A MINI SCREW
924 LYH30419-001A PAD ARM ASSY
925 YQ44246 SLIT WASHER
928 LYH40270-001A TU BRAKE ASSY
929 YQ44246 SLIT WASHER
930 LY43684-001A TENSION CONTROL LEVER ASSY
931 LY32861-001A CENTER GEAR
932 LY31516-001G PINCH ROLLER ARM FINAL ASSY
933 YQ44246 SLIT WASHER
934 LY43681-001A TENSION CONTROL PLATE ASSY
935 LY43687-001A BRAKE CONTROL LEVER ASSY
936 LYH30421-001A MOTOR BRACKET ASSY
936A QAR0138-001 LOADING MOTOR
936B LY41940-001A TAPPING SCREW (x2)
937 YQ43893 MINI SCREW (x3)
938 LYH30422-001A GUIDE RAIL ASSY
939 YQ43893 MINI SCREW
940 YQ44246 SLIT WASHER (x2)
941 LY32843-001A SLIDE LEVER2 ASSY
942 LY43690-001A LOADING PLAT E ASSY
943 YQ44246 SLIT WASHER
944 LY32858-001B EJECT LEVER
Part No. Part Name Description Local
(No.86766)5-11
Page 12
Symbol No.
Part No. Part Name Description Local
Symbol No.
Part No. Part Name Description Local
945 YQ44246 SLIT WASHER
946 LYH40271-001A BASE R ASSY
947 YQ43893 MINI SCREW
948 LY41945-001B MINI SCREW
949 LY43665-001A MODE GEAR
950 QSW0876-003 ROTARY ENCODER
951 YQ43893 MINI SCREW (x2)
952 LY32860-001A GEAR COVER ASSY
953 YQ43893 MINI SCREW (x2)
954 YQ43893-4 MINI SCREW
955 LY43676-001A MAIN CAM ASSY
956 LY41941-001B SLIDE ARM ASSY
957 LY43678-001A CONNECT GEAR 2
958 LY41954-001C SUB CAM ASSY
959 LY42120-001A MINI SCREW
960 LY43692-001A CONTROL ARM ASSY
961 LY32859-001A REEL GEAR 1
962 LY31508-002B DRUM BASE ASSY
963 QYSPSPU1425M SCREW
964 QAR0142-001 CAPSTAN MOTOR
965 YQ43893 MINI SCREW
966 LY10367-001F MAIN DECK ASSY
976 YQ44246 SLIT WASHER
978 LY42047-005A WASHER
979 LY43987-001B SPACER JVM/BJVC
999 LY44431-001A SPACER JVM/BJVC
1.4mm x 2.5mm(x3)
MAIN BOARD ASSEMBLY <01>
Symbol No.
PW1 YB10428B-05 MAIN BOARD ASSY
IC1001 UPD703038F1-A17 IC(MICRO C ROM) CAM CPU
IC1001 or UPD70F3038F1A17 IC(MICRO C ROM) CAM CPU
IC1001 or UPD70F3038FA17A IC(MICRO C ROM) CAM CPU
IC1002 RS5C314-X IC
IC1003 X25330S8I-2.5-X IC
IC1003 or 25LC320-I/SN-X IC
IC1003 or AT25320N-10SI-X IC
IC1003 or M95320-WMN6-X IC
IC1003 or CAT25C32SI-X IC
IC1004 NJU7108F3-X IC
IC1005 74HC1G00GW-X IC
IC1005 or MC74HC1G00DF-X IC
IC1005 or SN74AHC1G00K-X IC
IC1005 or SN74AHC1G00DC-X IC
IC1006 MB90097PFV149-X IC(MICRO C ROM) MB90099
IC1007 SN74AHC1G08K-X IC
IC1007 or SN74AHC1G08DC-X IC
IC1008 74HC2G08DP-X IC
IC1009 IC-PST3423U-X IC
IC1009 or S-80823CNNB-X IC
IC1401 UPD703040YF-M20 IC(MICRO C ROM) D ECK MASK
IC1401 or UPD70F3040YFM20 IC(MICRO C ROM) DECK FLASH
IC1401 or UPD703040YFM20B IC(MICRO C ROM) PP ONLY
IC1601 BD6637KS IC MDA BD6637
IC1701 LM358DR2-X IC REELAMP5V
IC1702 BA10393F-XE IC REELSMT
IC1801 BA10358FVM-W IC IR AMP
IC1851 RPM7138 IR DETECT UNIT IR
IC1851 or RPM7138-S IR DETECT UNIT
IC2101 AK4550VT-X IC
IC2201 AK4564VQ IC
IC3001 JCY0152 IC JCY0152
IC3002 BU2501FV-X IC
IC3005 JCY0136-X IC JCY0136-X
IC3501 JCY0132 IC
IC3502 SN74AHC1G04K-X IC
IC3502 or SN74AHC1G04DC-X IC(DIGITAL)
IC3701 BA7665FS-X IC
IC3701 or BA7665AFS-X IC
IC3731 MM1504XN-X IC
IC3801 JCP8045 IC
IC3802 SN74AHC1G04K-X IC SN74AHC1G
Part No. Part Name Description Local
IC3802 or SN74AHC1G04DC-X IC(DIGITAL) SN74AHC1G
IC4201 HD49340HNP-X IC CDS/AD QFN
IC4202 MM1613BN-X IC REG 3.1V
IC4301 JCY0183 IC CAMERA DSP
IC4302 R1160N121B-X IC REG1.2V
IC5001 CXD3602AR IC TG/VDR
IC5002 W194-70G-X IC CLK72
IC5003 MM1613DN-X IC Regulator
IC5004 MM1613BN-X IC REG 3.1V
IC6001 S-80842CNNB-W IC
IC6002 S-817A33ANB-W IC
IC6003 R1224N102G-X IC
IC6101 FA3698F IC SW_REG IC
IC6201 BD3987FV-X IC SSOP 8PIN
IC6601 TC7W74FU-X IC(DIGITAL)
IC6601 or TC7WH74FU-X IC(DIGITAL) FLIP FLOP
IC6602 BA10358FVM-W IC
IC8001 TMS320DSC24GHKL IC DSC24
IC8002 K4S643232F-TC60 IC 64MSDRAM
IC8002 or HY57643220CT55 IC 64MSDRAM
IC8002 or HY57643220CT7 IC 64MSDRAM
IC8003 MBV160TE90PBA14 IC(MICRO C ROM) 16MFLASH
IC8003 or MR27T1602F1G1LA IC(MICRO C ROM) OTP
IC8004 BU2288FV-X IC FS PLL
IC8301 ISP1181ABS IC USBQNFΩ2.6
IC8302 S-80842CNNB-W IC
Q1001 DTC124EE-X DIGI TRANSISTOR
Q1002 2SC4617/QR/-X TRANSISTOR
Q1003 DTC143EE-X DIGI TRANSISTOR
Q1004 DTC143XE-X DIGI TRANSISTOR
Q1005 2SJ347-X MOS FET
Q1006 DTC143XE-X DIGI TRANSISTOR
Q1007 UMC3N-W DIGI TRANSISTOR
Q1401 DTA114EE-X DIGI TRANSISTOR MIC CTL
Q1401 or RN2102-X DIGI TRANSISTOR
Q1401 or PDTA114EE-X DIGI TRANSISTOR
Q1401 or UN9111J-X DIGI TRANSISTOR
Q1402 UMC3N-W DIGI TRANSISTOR REEL LED
Q1403 UMC3N-W DIGI TRANSISTOR TAPE LED
Q1601 UMC3N-W DIGI TRANSISTOR LD ON
Q1801 RPM-22PB PHOTO TRANSISTOR
Q2401 2SC4617/QR/-X TRANSISTOR
Q2401 or 2SD2216J/QR/-X TRANSISTOR
Q2403 2SC4617/QR/-X TRANSISTOR
Q2403 or 2SD2216J/QR/-X TRANSISTOR
Q2801 UMX1N-W PAIR TRANSISTOR
Q3001 2SC4617/RS/-X TRANSISTOR
Q3001 or 2SD2216J/RS/-X TRANSISTOR
Q3002 2SC4617/RS/-X TRANSISTOR
Q3002 or 2SD2216J/RS/-X TRANSISTOR
Q3701 UMT1N-W PAIR TRANSISTOR
Q3701 or XP4401-W TRANSISTOR
Q3702 UMZ1N-W PAIR TRANSISTOR
Q3702 or XP4601-W TRANSISTOR
Q3704 2SA1774/RS/-X TRANSISTOR
Q3704 or 2SB1462J/RS/-X TRANSISTOR
Q3705 UMT1N-W PAIR TRANSISTOR
Q3705 or XP4401-W TRANSISTOR
Q3731 2SC4617/RS/-X TRANSISTOR
Q3731 or 2SD2216J/RS/-X TRANSISTOR
Q3732 DTC144EE-X DIGI TRANSISTOR
Q3732 or UN9213J-X DIGI TRANSISTOR
Q3732 or RN1104-X DIGI TRANSISTOR
Q3732 or PDTC144EE-X DIGI TRANSISTOR
Q3733 UMZ1N-W PAIR TRANSISTOR
Q3733 or XP4601-W TRANSISTOR
Q3734 2SC4617/RS/-X TRANSISTOR
Q3734 or 2SD2216J/RS/-X TRANSISTOR
Q3735 UMZ1N-W PAIR TRANSISTOR
Q3735 or XP4601-W TRANSISTOR
Q6001 DTC144EE-X DIGI TRANSISTOR
Q6001 or RN1104-X DIGI TRANSISTOR
Q6001 or PDTC144EE-X DIGI TRANSISTOR
Q6001 or UN9213J-X DIGI TRANSISTOR
Q6002 MCH6613-W MOS FET
Q6003 FML9-W TRANSISTOR
Q6201 QS6U24-W MOS FET
5-12(No.86766)
Page 13

Symbol No.
Part No. Part Name Description Local
Symbol No.
Part No. Part Name Description Local
Q6202 2SA1577/RS/-X TRANSISTOR
Q6203 QS6U24-W MOS FET
Q6204 QS6U24-W MOS FET
Q6205 CPH3101-X TRANSISTOR
Q6206 DTC124TE-X DIGI TRANSISTOR
Q6206 or UN9210J-X DIGI TRANSISTOR
Q6207 QS6U24-W MOS FET
Q6208 QS6U24-W MOS FET
Q6209 CPH3314-X MOS FET
Q6601 DTC144EE-X DIGI TRANSISTOR
Q6601 or RN1104-X DIGI TRANSISTOR
Q6601 or UN9213J-X DIGI TRANSISTOR
Q6601 or PDTC144EE-X DIGI TRANSISTOR
Q6602 UMS1N-W PAIR TRANSISTOR
Q6611 2SA1774/RS/-X TRANSISTOR
Q6612 UMS1N-W PAIR TRANSISTOR
Q6613 2SC4617/RS/-X TRANSISTOR
Q6614 RN1702-X DIGI TRANSISTOR
Q6615 UMC4N-W DIGI TRANSISTOR
Q6701 CPH3314-X MOS FET
Q8001 2SA1774/RS/-X TRANSISTOR 2SA1774
D1001 DA221-X DIODE ARRAY
D1001 or MA133-X SI DIODE
D1002 1SS376-X SI DIODE
D1602 DAP222-X DIODE ARRAY LD OUT
D1602 or MA132WA-X SI DIODE
D1603 DAP222-X DIODE ARRAY LD ON
D1603 or MA132WA-X SI DIODE
D1604 DAP222-X DIODE ARRAY C.ERR-3V
D1604 or MA132WA-X SI DIODE
D1801 SML-711UW-X LED TALLY
D2807 RSA6.1J4-W SI DIODE
D3001 EC2C01C-X VARI CAP DIODE
D3002 EC2C01C-X VARI CAP DIODE
D3003 EC2C01C-X VARI CAP DIODE
D3004 MA2Z720-X SB DIODE
D5001 1SS355-X SI DIODE
D5001 or MA111-X SI DIODE
D5002 1SS355-X SI DIODE
D5002 or MA111-X SI DIODE
D6001 RB706D-40-X SB DIODE
D6002 RB715F-X SB DIODE
D6201 RB480Y-W SB DIODE
D6203 RB480Y-W SB DIODE
D6701 EP10HY03-X SB DIODE
D6702 EP10HY03-X SB DIODE
D8301 1SS355-X SI DIODE
D8301 or MA111-X SI DIODE
C1004 NCFA1AZ-104W C CAPACITOR 0.1uF 10V Z
C1005 NBE90JM-106X TA E CAPACITOR 10uF 6.3V M
C1006 NDCA1HJ-120W C CAPACITOR 12pF 50V J
C1007 NCFA1HZ-103W C CAPACITOR 0.01uF 50V Z
C1009 NCFA1HZ-103W C CAPACITOR 0.01uF 50V Z
C1010 NCFA1HZ-103W C CAPACITOR 0.01uF 50V Z
C1011 NCFA1HZ-103W C CAPACITOR 0.01uF 50V Z
C1013 NCFA1HZ-103W C CAPACITOR 0.01uF 50V Z
C1015 NCFA1HZ-103W C CAPACITOR 0.01uF 50V Z
C1016 NCFA1HZ-103W C CAPACITOR 0.01uF 50V Z
C1017 NCFA1HZ-103W C CAPACITOR 0.01uF 50V Z
C1018 NCFA1HZ-103W C CAPACITOR 0.01uF 50V Z
C1019 NCFA1HZ-103W C CAPACITOR 0.01uF 50V Z
C1020 NCFA1HZ-103W C CAPACITOR 0.01uF 50V Z
C1021 NCFA1HZ-103W C CAPACITOR 0.01uF 50V Z
C1023 NCFA1AZ-104W C CAPACITOR 0.1uF 10V Z
C1026 NCFA1AZ-104W C CAPACITOR 0.1uF 10V Z
C1027 NCFA1HZ-103W C CAPACITOR 0.01uF 50V Z
C1028 NCFA1HZ-103W C CAPACITOR 0.01uF 50V Z
C1029 NCFA1HZ-103W C CAPACITOR 0.01uF 50V Z
C1030 NCFA1HZ-103W C CAPACITOR 0.01uF 50V Z
C1031 NCF31AZ-105X C CAPACITOR 1uF 10V Z
C1034 NCFA1HZ-103W C CAPACITOR 0.01uF 50V Z
C1036 NCFA1HZ-103W C CAPACITOR 0.01uF 50V Z
C1037 NCFA1HZ-103W C CAPACITOR 0.01uF 50V Z
C1038 NCFA1HZ-103W C CAPACITOR 0.01uF 50V Z
C1041 NCFA1HZ-103W C CAPACITOR 0.01uF 50V Z
C1401 NDCA1HJ-100W C CAPACITOR 10pF 50V J
C1402 NDCA1HJ-220W C CAPACITOR 22pF 50V J
C1403 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C1404 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C1405 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C1406 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C1407 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C1409 NCBA1EK-682W C CAPACITOR 6800pF 25V K
C1410 NCBA1EK-682W C CAPACITOR 6800pF 25V K
C1411 NCBA1CK-103W C CAPACITOR 0. 01uF 16V K
C1412 NCBA1CK-223W C CAPACITOR 0.022uF 16V K
C1413 NCBA1CK-223W C CAPACITOR 0.022uF 16V K
C1414 NCBA1CK-223W C CAPACITOR 0.022uF 16V K
C1415 NCBA1CK-223W C CAPACITOR 0.022uF 16V K
C1416 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C1601 NCBA1CK-103W C CAPACITOR 0.01uF 16V K
C1602 NBE20JM-106X TA E CAPACITOR 10uF 6.3V M
C1603 NBE20JM-106X TA E CAPACITOR 10uF 6.3V M
C1605 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C1606 NCBA1HK-152W C CAPACITOR 1500pF 50V K
C1607 NCBA1CK-473W C CAPACITOR 0.047uF 16V K
C1614 NBE20JM-106X TA E CAPACITOR 10uF 6.3V M
C1618 NCBA1HK-222W C CAPACITOR 2200pF 50V K
C1619 NCBA1HK-222W C CAPACITOR 2200pF 50V K
C1620 NCBA1HK-222W C CAPACITOR 2200pF 50V K
C1621 NCB30JK-105X C CAPACITOR 1uF 6.3V K
C1622 NCBA1CK-223W C CAPACITOR 0.022uF 16V K
C1623 NCBA1AK-473W C CAPACITOR 0.047uF 10V K
C1624 NCBA1CK-103W C CAPACITOR 0.01uF 16V K
C1625 NCSA1HJ-101W C CAP ACITOR 100pF 50V J
C1626 NCBA1CK-822W C CAPACITOR 8200pF 16V K
C1627 NCBA1CK-822W C CAPACITOR 8200pF 16V K
C1628 NCB21CK-224X C CAPACITOR 0.22uF 16V K
C1629 NBP41DM-106X TA E CAPACITOR 10uF 20V M
C1630 NCB21CK-334X C CAPACITOR 0.33uF 16V K
C1632 NBE20JM-106X TA E CAPACITOR 10uF 6.3V M
C1633 NCB21CK-474X C CAPACITOR 0.47uF 16V K
C1641 NCB21CK-474X C CAPACITOR 0.47uF 16V K
C1701 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C1702 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C1801 NCBA1CK-103W C CAPACITOR 0.01uF 16V K
C1802 NBE20JM-226X TA E CAPACITOR 22uF 6.3V M
C1803 NCBA1CK-223W C CAPACITOR 0.022uF 16V K
C1804 NCBA1CK-223W C CAPACITOR 0.022uF 16V K
C1805 NBZ0015-106X TA E CAPACITOR 10uF 6.3V M
C1806 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C1807 NCB30JK-105X C CAPACITOR 1uF 6.3V K
C2101 NCB30JK-105X C CAPACITOR 1uF 6.3V K
C2102 NCB30JK-105X C CAPACITOR 1uF 6.3V K
C2103 NCBA1HK-222W C CAPACITOR 2200pF 50V K
C2104 NCBA1HK-222W C CAPACITOR 2200pF 50V K
C2105 NBE20JM-106X TA E CAPACITOR 10uF 6.3V M
C2106 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C2107 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C2108 NBE20JM-475X TA E CAPACITOR 4.7uF 6.3V M
C2112 NCB30JK-105X C CAPACITOR 1uF 6.3V K
C2113 NCB30JK-105X C CAPACITOR 1uF 6.3V K
C2201 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C2202 NCB30JK-105X C CAPACITOR 1uF 6.3V K
C2203 NCB30JK-105X C CAPACITOR 1uF 6.3V K
C2204 NCB30JK-105X C CAPACITOR 1uF 6.3V K
C2205 NCB30JK-105X C CAPACITOR 1uF 6.3V K
C2209 NCB30JK-105X C CAPACITOR 1uF 6.3V K
C2210 NCB30JK-105X C CAPACITOR 1uF 6.3V K
C2211 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C2212 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C2213 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C2214 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C2215 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C2216 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C2217 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C2218 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C2223 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C2224 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C2401 NBE20JM-106X TA E CAPACITOR 10uF 6.3V M
C2402 NBE20JM-106X TA E CAPACITOR 10uF 6.3V M
C2403 NBZ0015-106X TA E CAPACITOR 10uF 6.3V M
C2404 NBE20JM-106X TA E CAPACITOR 10uF 6.3V M
C2405 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
(No.86766)5-13
Page 14

Symbol No.
Part No. Part Name Description Local
Symbol No.
Part No. Part Name Description Local
C2406 NBE20JM-106X TA E CAPACITOR 10uF 6.3V M
C2603 NCBA1CK-153W C CAPACITOR 0.015uF 16V K
C2604 NCBA1CK-153W C CAPACITOR 0.015uF 16V K
C2605 NCBA1EK-472W C CAPACITOR 4700pF 25V K
C2606 NCBA1EK-472W C CAPACITOR 4700pF 25V K
C2607 NCBA1HK-102W C CAPACITOR 1000pF 50V K
C2608 NCBA1HK-102W C CAPACITOR 1000pF 50V K
C2609 NCBA1HK-102W C CAPACITOR 1000pF 50V K
C2610 NCBA1HK-102W C CAPACITOR 1000pF 50V K
C2611 NCB30JK-105X C CAPACITOR 1uF 6.3V K
C2612 NCB30JK-105X C CAPACITOR 1uF 6.3V K
C2613 NCB30JK-105X C CAPACITOR 1uF 6.3V K
C2614 NDCA1HJ-101W C CAPACITOR 100pF 50V J
C2615 NDCA1HJ-101W C CAPACITOR 100pF 50V J
C2801 NCB31HK-472X C CAPACITOR 4700pF 50V K
C2802 NCB31HK-472X C CAPACITOR 4700pF 50V K
C3001 NBZ0015-106X TA E CAPACITOR 10uF 6.3V M
C3003 NCB30JK-105X C CAPACITOR 1uF 6.3V K
C3005 NBE20JM-106X TA E CAPACITOR 10uF 6.3V M
C3006 NCB30JK-105X C CAPACITOR 1uF 6.3V K
C3007 NBE20GM-476X TA E CAPACITOR 47uF 4V M
C3008 NBE20JM-106X TA E CAPACITOR 10uF 6.3V M
C3009 NCB30JK-105X C CAPACITOR 1uF 6.3V K
C3011 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C3012 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C3013 NCBA1CK-103W C CAPACITOR 0.01uF 16V K
C3015 NCBA1CK-103W C CAPACITOR 0.01uF 16V K
C3016 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C3017 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C3020 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C3021 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C3022 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C3023 NDCA1HJ-330W C CAPACITOR 33pF 50V J
C3024 NCBA1HK-102W C CAPACITOR 1000pF 50V K
C3025 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C3026 NCB30JK-105X C CAPACITOR 1uF 6.3V K
C3027 NCBA1EK-472W C CAPACITOR 4700pF 25V K
C3028 NDCA1EJ-271W C CAP ACITOR 270pF 25V J
C3029 NCBA1CK-103W C CAPACITOR 0.01uF 16V K
C3030 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C3031 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C3032 NCBA1HK-102W C CAPACITOR 1000pF 50V K
C3033 NDCA1HJ-220W C CAPACITOR 22pF 50V J
C3036 NDCA1HJ-8R0W C CAPACITOR 8pF 50V J
C3037 NDCA1HJ-8R0W C CAPACITOR 8pF 50V J
C3038 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C3039 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C3042 NCBA1CK-103W C CAPACITOR 0.01uF 16V K
C3043 NCBA1CK-103W C CAPACITOR 0.01uF 16V K
C3044 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C3045 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C3046 NCBA1CK-103W C CAPACITOR 0.01uF 16V K
C3047 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C3048 NCB31CK-473X C CAPACITOR 0.047uF 16V K
C3049 NCBA1HK-222W C CAPACITOR 2200pF 50V K
C3050 NCBA1CK-103W C CAPACITOR 0.01uF 16V K
C3055 NCBA1CK-103W C CAPACITOR 0.01uF 16V K
C3059 NBE20GM-226X TA E CAPACITOR 22uF 4V M
C3060 NCBA1CK-103W C CAPACITOR 0.01uF 16V K
C3064 NCBA1HK-102W C CAPACITOR 1000pF 50V K
C3066 NCB30JK-105X C CAPACITOR 1uF 6.3V K
C3067 NCBA1HK-102W C CAPACITOR 1000pF 50V K
C3069 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C3501 NBZ0015-106X TA E CAPACITOR 10uF 6.3V M
C3502 NBZ0015-106X TA E CAPACITOR 10uF 6.3V M
C3503 NBZ0015-106X TA E CAPACITOR 10uF 6.3V M
C3504 NCBA1AK-473W C CAPACITOR 0.047uF 10V K
C3505 NCBA1CK-223W C CAPACITOR 0.022uF 16V K
C3506 NCB30JK-105X C CAPACITOR 1uF 6.3V K
C3507 NCBA1CK-103W C CAPACITOR 0.01uF 16V K
C3508 NCBA1CK-103W C CAPACITOR 0.01uF 16V K
C3509 NCBA1CK-103W C CAPACITOR 0.01uF 16V K
C3510 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C3511 NCBA1CK-103W C CAPACITOR 0.01uF 16V K
C3512 NCB31CK-104X C CAPACITOR 0.1uF 16V K
C3513 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C3514 NCBA1AK-473W C CAPACITOR 0.047uF 10V K
C3515 NCBA1AK-473W C CAPACITOR 0.047uF 10V K
C3516 NCBA1AK-473W C CAPACITOR 0.047uF 10V K
C3517 NCBA1CK-103W C CAPACITOR 0.01uF 16V K
C3518 NCBA1CK-103W C CAPACITOR 0.01uF 16V K
C3519 NCBA1HK-102W C CAPACITOR 1000pF 50V K
C3520 NCBA1CK-103W C CAPACITOR 0.01uF 16V K
C3521 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C3522 NCB20JM-475X C CAPACITOR 4.7uF 6.3V M
C3523 NCBA1CK-103W C CAPACITOR 0.01uF 16V K
C3524 NCBA1CK-103W C CAPACITOR 0.01uF 16V K
C3525 NCB20JM-475X C CAPACITOR 4.7uF 6.3V M
C3526 NCBA1CK-103W C CAPACITOR 0.01uF 16V K
C3527 NDCA1EJ-221W C CAPACITOR 220pF 25V J
C3528 NCBA1CK-103W C CAPACITOR 0.01uF 16V K
C3701 NBE20JM-106X TA E CAPACITOR 10uF 6.3V M
C3702 NDCA1HJ-560W C CAPACITOR 56pF 50V J
C3703 NDCA1HJ-270W C CAPACITOR 27pF 50V J
C3704 NDCA1HJ-680W C CAPACITOR 68pF 50V J
C3705 NDCA1HJ-270W C CAPACITOR 27pF 50V J
C3706 NCB30JK-105X C CAPACITOR 1uF 6.3V K
C3707 NCBA1CK-103W C CAPACITOR 0.01uF 16V K
C3708 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C3709 NCBA1CK-103W C CAPACITOR 0.01uF 16V K
C3710 NBE90GM-226X TA E CAPACITOR 22uF 4V M
C3711 NBE90GM-226X TA E CAPACITOR 22uF 4V M
C3712 NBE20GM-107X TA E CAPACITOR 100uF 4V M
C3713 NBE20GM-107X TA E CAPACITOR 100uF 4V M
C3715 NCBA1CK-103W C CAPACITOR 0.01uF 16V K
C3731 NCBA1CK-103W C CAPACITOR 0.01uF 16V K
C3732 NCBA1HK-102W C CAPACITOR 1000pF 50V K
C3733 NDCA1HJ-3R0W C CAPACITOR 3pF 50V J
C3734 NDCA1HJ-5R0W C CAPACITOR 5pF 50V J
C3735 NDCA1HJ-330W C CAPACITOR 33pF 50V J
C3736 NCBA1HK-102W C CAPACITOR 1000pF 50V K
C3738 NCBA1CK-103W C CAPACITOR 0.01uF 16V K
C3739 NCBA1CK-103W C CAPACITOR 0.01uF 16V K
C3740 NCB30JK-105X C CAPACITOR 1uF 6.3V K
C3741 NCB30JK-105X C CAPACITOR 1uF 6.3V K
C3742 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C3743 NDCA1HJ-3R0W C CAPACITOR 3pF 50V J
C3744 NDCA1HJ-5R0W C CAPACITOR 5pF 50V J
C3745 NDCA1HJ-330W C CAPACITOR 33pF 50V J
C3746 NCB20JM-475X C CAPACITOR 4.7uF 6.3V M
C3747 NCBA1CK-103W C CAPACITOR 0.01uF 16V K
C3801 NCB30JK-105X C CAPACITOR 1uF 6.3V K
C3802 NCB30JK-105X C CAPACITOR 1uF 6.3V K
C3803 NBE20JM-106X TA E CAPACITOR 10uF 6.3V M
C3804 NBE20GM-476X TA E CAPACITOR 47uF 4V M
C3805 NCBA1CK-103W C CAPACITOR 0.01uF 16V K
C3806 NCBA1CK-103W C CAPACITOR 0.01uF 16V K
C3807 NCBA1CK-103W C CAPACITOR 0.01uF 16V K
C3808 NCBA1CK-103W C CAPACITOR 0.01uF 16V K
C3809 NCB31CK-104X C CAPACITO R 0.1uF 16V K
C3810 NCBA1CK-103W C CAPACITOR 0.01uF 16V K
C3811 NCB31CK-104X C CAPACIT O R 0.1uF 16V K
C3812 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C3813 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C3814 NCBA1CK-103W C CAPACITOR 0.01uF 16V K
C3815 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C3816 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C3817 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C3818 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C3819 NCBA1CK-103W C CAPACITOR 0.01uF 16V K
C4201 NCB30JK-105X C CAPACITOR 1uF 6.3V K
C4203 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C4204 NBE20GM-107X TA E CAPACITOR 100uF 4V M
C4205 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C4206 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C4207 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C4208 NCBA1CK-123W C CAPACITOR 0.012uF 16V K
C4209 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C4210 NCB30JK-105X C CAPACITOR 1uF 6.3V K
C4211 NCB21CK-105X C CAPACIT O R 1uF 16V K
C4213 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C4214 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C4215 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C4216 NCB30JK-105X C CAPACITOR 1uF 6.3V K
C4219 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C4220 NCB30JK-105X C CAPACITOR 1uF 6.3V K
5-14(No.86766)
Page 15

Symbol No.
Part No. Part Name Description Local
Symbol No.
Part No. Part Name Description Local
C4221 NCB30JK-105X C CAPACITOR 1uF 6.3V K
C4222 NCB30JK-105X C CAPACITOR 1uF 6.3V K
C4301 NBZ0015-106X TA E CAPACITOR 10uF 6.3V M
C4302 NBZ0015-106X TA E CAPACITOR 10uF 6.3V M
C4303 NBZ0015-106X TA E CAPACITOR 10uF 6.3V M
C4304 NCBA1CK-103W C CAPACITOR 0.01uF 16V K
C4305 NCB30JK-105X C CAPACITOR 1uF 6.3V K
C4306 NBZ0015-106X TA E CAPACITOR 10uF 6.3V M
C4307 NBZ0015-106X TA E CAPACITOR 10uF 6.3V M
C4308 NBZ0015-106X TA E CAPACITOR 10uF 6.3V M
C4309 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C4310 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C4311 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C4312 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C5001 NCB30JK-105X C CAPACITOR 1uF 6.3V K
C5002 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C5003 NBE20JM-226X TA E CAPACITOR 22uF 6.3V M
C5004 NCB30JK-105X C CAPACITOR 1uF 6.3V K
C5005 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C5006 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C5008 NBE20GM-476X TA E CAPACITOR 47uF 4V M
C5009 NBZ0015-106X TA E CAPACITOR 10uF 6.3V M
C5010 NBP21DM-475X TA E CAPACITOR 4.7uF 20V M
C5011 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C5012 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C5013 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C5014 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C5015 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C5017 NBE41AM-476X TA E CAPACITOR 47uF 10V M
C5018 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C5019 NCF31EZ-104X C CAPACITOR 0.1uF 25V Z
C5021 NBP21DM-475X TA E CAPACITOR 4.7uF 20V M
C5022 NCF31EZ-104X C CAPACITOR 0.1uF 25V Z
C5023 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C5025 NBP21VM-105X TA E CAPACITOR 1uF 35V M
C5027 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C5029 NCB30JK-105X C CAPACITOR 1uF 6.3V K
C5030 NCB31CK-104X C CAPACITO R 0.1uF 16V K
C5031 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C5032 NCB30JK-105X C CAPACITOR 1uF 6.3V K
C5033 NCB30JK-105X C CAPACITOR 1uF 6.3V K
C6001 NCB31EK-103X C CAPACITOR 0.01uF 25V K
C6002 NCB31CK-104X C CAPACITO R 0.1uF 16V K
C6003 NBE80JM-106X TA E CAPACITOR 10uF 6.3V M
C6004 NCB21CK-105X C CAPACITO R 1uF 16V K
C6005 NBE20JM-226X TA E CAPACITOR 22uF 6.3V M
C6008 NDCA1HJ-151W C CAPACITOR 150pF 50V J
C6101 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C6103 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C6105 NCB21CK-105X C CAPACITO R 1uF 16V K
C6106 NBP41DM-106X TA E CAPACITOR 10uF 20V M
C6107 NCB21CK-105X C CAPACITO R 1uF 16V K
C6108 NCB21CK-105X C CAPACITO R 1uF 16V K
C6109 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C6110 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C6111 NCB30JK-105X C CAPACITOR 1uF 6.3V K
C6112 NCB30JK-105X C CAPACITOR 1uF 6.3V K
C6113 NCB30JK-105X C CAPACITOR 1uF 6.3V K
C6114 NCB30JK-105X C CAPACITOR 1uF 6.3V K
C6115 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C6116 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C6117 NCBA1AK-333W C CAPACITOR 0.033uF 10V K
C6118 NCBA1HK-561W C CAPACITOR 560pF 50V K
C6119 NCBA1HK-272W C CAPACITOR 2700pF 50V K
C6120 NCBA1HK-561W C CAPACITOR 560pF 50V K
C6121 NCBA1CK-223W C CAPACITOR 0.022uF 16V K
C6123 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C6124 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C6125 NDCA1HJ-101W C CAPACITOR 100pF 50V J
C6126 NCB31CK-473X C CAPACITO R 0.047uF 16V K
C6127 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C6128 NCBA1AK-473W C CAPACITOR 0.047uF 10V K
C6129 NCBA1CK-103W C CAPACITOR 0.01uF 16V K
C6130 NCBA1CK-103W C CAPACITOR 0.01uF 16V K
C6131 NCBA1CK-103W C CAPACITOR 0.01uF 16V K
C6132 NCBA1CK-103W C CAPACITOR 0.01uF 16V K
C6133 NCBA1HK-102W C CAPACITOR 1000pF 50V K
C6134 NCB21CK-105X C CAPACITO R 1uF 16V K
C6201 NCB21CK-105X C CAPACITOR 1uF 16V K
C6202 NCB10JK-106X C CAP ACITOR 10uF 6.3V K
C6203 NCBA1HK-102W C CAPACITOR 1000pF 50V K
C6204 NCBA1HK-561W C CAPACITOR 560pF 50V K
C6205 NCB30JK-105X C CAPACITOR 1uF 6.3V K
C6206 NCB21CK-105X C CAPACITOR 1uF 16V K
C6207 NCB10JK-106X C CAP ACITOR 10uF 6.3V K
C6208 NCBA1EK-472W C CAPACITOR 4700pF 25V K
C6209 NCB21CK-105X C CAPACITOR 1uF 16V K
C6210 NCB10JK-106X C CAP ACITOR 10uF 6.3V K
C6211 NCBA1HK-102W C CAPACITOR 1000pF 50V K
C6212 NCB21CK-105X C CAPACITOR 1uF 16V K
C6213 NCB30JK-105X C CAPACITOR 1uF 6.3V K
C6214 NCBA1AK-683W C CAPACITOR 0.068uF 10V K
C6215 NCB21CK-105X C CAPACITOR 1uF 16V K
C6216 NCB30JK-105X C CAPACITOR 1uF 6.3V K
C6217 NCB21CK-105X C CAPACITOR 1uF 16V K
C6218 NCB21CK-105X C CAPACITOR 1uF 16V K
C6219 NCB11EK-105X C CAPACITOR 1uF 25V K
C6220 NCB21CK-105X C CAPACITOR 1uF 16V K
C6221 NCBA1HK-102W C CAPACITOR 1000pF 50V K
C6223 NCB21CK-105X C CAPACITOR 1uF 16V K
C6224 NCB11EK-105X C CAPACITOR 1uF 25V K
C6225 NCB21CK-105X C CAPACITOR 1uF 16V K
C6226 NCB21CK-105X C CAPACITOR 1uF 16V K
C6601 NCBA1CK-103W C CAPACITOR 0.01uF 16V K
C6602 NCB21CK-105X C CAPACITOR 1uF 16V K
C6603 NCBA1HK-102W C CAPACITOR 1000pF 50V K
C6604 NCBA1AK-473W C CAPACITOR 0.047uF 10V K
C6611 NCBA1HK-332W C CAPACITOR 3300pF 50V K
C6612 NDCA1EJ-221W C CAP ACITOR 220pF 25V J
C6613 NDCA1EJ-121W C CAP ACITOR 120pF 25V J
C6614 NCBA1CK-103W C CAPACITOR 0.01uF 16V K
C6701 NCB21CK-105X C CAPACITOR 1uF 16V K
C6702 NCB21CK-105X C CAPACITOR 1uF 16V K
C8001 NBE20JM-106X TA E CAPACITOR 10uF 6.3V M
C8002 NBE20JM-106X TA E CAPACITOR 10uF 6.3V M
C8003 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C8004 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C8005 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C8006 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C8007 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C8008 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C8009 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C8010 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C8011 NBE20JM-106X TA E CAPACITOR 10uF 6.3V M
C8012 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C8013 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C8014 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C8015 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C8016 NCB30JK-105X C CAPACITOR 1uF 6.3V K
C8017 NCBA1CK-103W C CAPACITOR 0.01uF 16V K
C8018 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C8021 NCBA1CK-103W C CAPACITOR 0.01uF 16V K
C8022 NBE20JM-106X TA E CAPACITOR 10uF 6.3V M
C8023 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C8024 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C8025 NBE20JM-106X TA E CAPACITOR 10uF 6.3V M
C8026 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C8027 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C8301 NBZ0015-106X TA E CAPACITOR 10uF 6.3V M
C8305 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C8306 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C8307 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C8310 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
C8311 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
Ω
R1001 NRSA6AJ-104W MG RESISTOR 100k
R1002 NRSA6AJ-0R0W MG RESISTOR 0
R1003 NRSA6AJ-472W MG RESISTOR 4.7kΩ 1/16W J
R1004 NRSA6AJ-103W MG RESISTOR 10k
R1005 NRSA6AJ-153W MG RESISTOR 15k
R1006 NRSA6AJ-103W MG RESISTOR 10kΩ 1/16W J
R1007 NRSA6AJ-333W MG RESISTOR 33k
R1009 NRSA6AJ-471W MG RESISTOR 470
R1010 NRSA6AJ-561W MG RESISTOR 560Ω 1/16W J
R1015 NRSA6AJ-474W MG RESISTOR 470k
R1017 NRSA6AJ-102W MG RESISTOR 1k
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
(No.86766)5-15
Page 16

Symbol No.
Part No. Part Name Description Local
Symbol No.
Part No. Part Name Description Local
R1018 NRSA6AJ-103W MG RESISTOR 10kΩ 1/16W J
R1019 NRSA6AJ-623W MG RESISTOR 62kΩ 1/16W J
R1020 NRSA6AJ-331W MG RESISTOR 330Ω 1/16W J
R1021 NRSA6AJ-331W MG RESISTOR 330Ω 1/16W J
R1022 NRSA6AJ-331W MG RESISTOR 330Ω 1/16W J
R1023 NRSA6AJ-103W MG RESISTOR 10k
R1024 NRSA6AJ-823W MG RESISTOR 82k
R1025 NRSA6AJ-473W MG RESISTOR 47kΩ 1/16W J
R1026 NRSA6AJ-472W MG RESISTOR 4.7kΩ 1/16W J
R1027 NRSA6AJ-104W MG RESISTOR 100kΩ 1/16W J
R1028 NRSA6AJ-185W MG RESISTOR 1.8MΩ 1/16W J
R1029 NRSA6AJ-473W MG RESISTOR 47kΩ 1/16W J
R1030 NRSA6AJ-104W MG RESISTOR 100kΩ 1/16W J
R1031 NRSA6AJ-102W MG RESISTOR 1kΩ 1/16W J
R1032 NRSA6AJ-104W MG RESISTOR 100kΩ 1/16W J
R1033 NRSA6AJ-102W MG RESISTOR 1kΩ 1/16W J
R1036 NRSA6AJ-102W MG RESISTOR 1kΩ 1/16W J
R1037 NRSA6AJ-103W MG RESISTOR 10kΩ 1/16W J
R1038 NRSA6AJ-104W MG RESISTOR 100kΩ 1/16W J
R1039 NRSA6AJ-103W MG RESISTOR 10kΩ 1/16W J
R1041 NRSA6AJ-103W MG RESISTOR 10k
R1042 NRSA6AJ-102W MG RESISTOR 1k
R1044 NRSA6AJ-123W MG RESISTOR 12kΩ 1/16W J
R1045 NRSA6AJ-822W MG RESISTOR 8.2kΩ 1/16W J
R1046 NRSA6AJ-103W MG RESISTOR 10kΩ 1/16W J
R1047 NRSA6AJ-473W MG RESISTOR 47kΩ 1/16W J
R1048 NRSA6AJ-104W MG RESISTOR 100kΩ 1/16W J
R1049 NRSA6AJ-393W MG RESISTOR 39kΩ 1/16W J
R1050 NRSA6AJ-223W MG RESISTOR 22kΩ 1/16W J
R1051 NRSA6AJ-272W MG RESISTOR 2.7kΩ 1/16W J
R1052 NRSA6AJ-183W MG RESISTOR 18kΩ 1/16W J
R1053 NRSA6AJ-154W MG RESISTOR 150kΩ 1/16W J
R1054 NRSA6AJ-473W MG RESISTOR 47kΩ 1/16W J
R1055 NRSA6AJ-103W MG RESISTOR 10kΩ 1/16W J
R1056 NRSA6AJ-472W MG RESISTOR 4.7kΩ 1/16W J
R1058 NRSA6AJ-222W MG RESISTOR 2.2kΩ 1/16W J
R1060 NRSA6AJ-473W MG RESISTOR 47kΩ 1/16W J
R1063 NRSA6AJ-102W MG RESISTOR 1kΩ 1/16W J
R1064 NRSA6AJ-102W MG RESISTOR 1kΩ 1/16W J
R1065 NRSA6AJ-102W MG RESISTOR 1kΩ 1/16W J
R1066 NRSA6AJ-473W MG RESISTOR 47kΩ 1/16W J
R1071 NRSA6AJ-474W MG RESISTOR 470kΩ 1/16W J
R1072 NRSA6AJ-104W MG RESISTOR 100kΩ 1/16W J
R1076 NRSA6AJ-0R0W MG RESISTOR 0Ω 1/16W J
R1077 NRSA6AJ-0R0W MG RESISTOR 0Ω 1/16W J
R1081 NRSA6AJ-0R0W MG RESISTOR 0Ω 1/16W J
R1084 NRSA6AJ-0R0W MG RESISTOR 0Ω 1/16W J
R1085 NRSA6AJ-102W MG RESISTOR 1kΩ 1/16W J
R1088 NRSA6AJ-103W MG RESISTOR 10kΩ 1/16W J
R1090 NRSA6AJ-103W MG RESISTOR 10k
R1111 NRSA6AJ-0R0W MG RESISTOR 0Ω 1/16W J
R1401 NRSA6AJ-105W MG RESISTOR 1M
R1402 NRSA6AJ-102W MG RESISTOR 1k
R1403 NRSA6AJ-103W MG RESISTOR 10kΩ 1/16W J
R1404 NRSA6AJ-472W MG RESISTOR 4.7k
R1405 NRSA6AJ-332W MG RESISTOR 3.3k
R1406 NRSA6AJ-332W MG RESISTOR 3.3kΩ 1/16W J
R1407 NRSA6AJ-332W MG RESISTOR 3.3k
R1408 NRSA6AD-753W MG RESISTOR 75kΩ 1/16W D
R1409 NRSA6AJ-334W MG RESISTOR 330k
R1411 NRSA6AJ-332W MG RESISTOR 3.3k
R1412 NRSA6AJ-332W MG RESISTOR 3.3kΩ 1/16W J
R1413 NRSA6AJ-332W MG RESISTOR 3.3k
R1414 NRSA6AJ-332W MG RESISTOR 3.3k
R1415 NRSA6AJ-472W MG RESISTOR 4.7kΩ 1/16W J
R1416 NRSA6AJ-472W MG RESISTOR 4.7k
R1417 NRSA6AJ-101W MG RESISTOR 100
R1427 NRSA6AJ-103W MG RESISTOR 10k
R1428 NRSA6AJ-0R0W MG RESISTOR 0
R1429 NRSA6AJ-103W MG RESISTOR 10kΩ 1/16W J
R1430 NRSA6AJ-103W MG RESISTOR 10k
R1431 NRSA6AJ-0R0W MG RESISTOR 0
R1432 NRSA6AJ-103W MG RESISTOR 10kΩ 1/16W J
R1601 NRSA6AJ-681W MG RESISTOR 680
R1602 NRSA6AJ-124W MG RESISTOR 120k
R1603 NRSA6AJ-472W MG RESISTOR 4.7kΩ 1/16W J
R1604 NRSA6AJ-104W MG RESISTOR 100k
R1610 NRSA6AJ-471W MG RESISTOR 470
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
R1611 NRSA6AJ-471W MG RESISTOR 470Ω 1/16W J
R1612 NRSA6AJ-104W MG RESISTOR 100kΩ 1/16W J
R1613 NRSA6AJ-102W MG RESISTOR 1kΩ 1/16W J
R1614 NRZ0072-R330X MG RESISTOR 0.33Ω 1/4W F
R1616 NRSA6AD-332W MG RESISTOR 3.3kΩ 1/16W D
R1617 NRZ0072-R330X MG RESISTOR 0.33
R1620 NRSA6AJ-103W MG RESISTOR 10k
R1621 NRSA6AJ-103W MG RESISTOR 10kΩ 1/16W J
R1622 NRSA6AJ-103W MG RESISTOR 10kΩ 1/16W J
R1624 NRSA6AD-183W MG RESISTOR 18kΩ 1/16W D
R1625 NRSA6AD-361W MG RESISTOR 360Ω 1/16W D
R1629 NRSA6AJ-564W MG RESISTOR 560kΩ 1/16W J
R1630 NRSA6AJ-0R0W MG RESISTOR 0Ω 1/16W J
R1631 NRSA6AJ-0R0W MG RESISTOR 0Ω 1/16W J
R1635 NRSA6AJ-332W MG RESISTOR 3.3kΩ 1/16W J
R1636 NRSA6AJ-123W MG RESISTOR 12kΩ 1/16W J
R1637 NRSA6AJ-154W MG RESISTOR 150kΩ 1/16W J
R1638 NRSA6AJ-0R0W MG RESISTOR 0Ω 1/16W J
R1639 NRSA6AJ-0R0W MG RESISTOR 0Ω 1/16W J
R1640 NRSA6AJ-0R0W MG RESISTOR 0Ω 1/16W J
R1641 NRSA6AJ-0R0W MG RESISTOR 0
R1642 NRSA6AJ-0R0W MG RESISTOR 0
R1648 NRSA6AJ-0R0W MG RESISTOR 0Ω 1/16W J
R1701 NRSA6AJ-823W MG RESISTOR 82kΩ 1/16W J
R1702 NRSA6AJ-222W MG RESISTOR 2.2kΩ 1/16W J
R1703 NRSA6AJ-222W MG RESISTOR 2.2kΩ 1/16W J
R1704 NRSA6AJ-222W MG RESISTOR 2.2kΩ 1/16W J
R1705 NRSA6AJ-222W MG RESISTOR 2.2kΩ 1/16W J
R1706 NRSA6AJ-823W MG RESISTOR 82kΩ 1/16W J
R1707 NRSA6AJ-103W MG RESISTOR 10kΩ 1/16W J
R1708 NRSA6AJ-124W MG RESISTOR 120kΩ 1/16W J
R1709 NRSA6AJ-103W MG RESISTOR 10kΩ 1/16W J
R1710 NRSA6AJ-124W MG RESISTOR 120kΩ 1/16W J
R1711 NRSA6AJ-102W MG RESISTOR 1kΩ 1/16W J
R1712 NRSA6AJ-102W MG RESISTOR 1kΩ 1/16W J
R1801 NRSA6AJ-105W MG RESISTOR 1MΩ 1/16W J
R1802 NRSA6AJ-472W MG RESISTOR 4.7kΩ 1/16W J
R1803 NRSA6AJ-333W MG RESISTOR 33kΩ 1/16W J
R1804 NRSA6AJ-105W MG RESISTOR 1MΩ 1/16W J
R1805 NRSA6AJ-472W MG RESISTOR 4.7kΩ 1/16W J
R1806 NRSA6AJ-103W MG RESISTOR 10kΩ 1/16W J
R1807 NRSA6AJ-103W MG RESISTOR 10kΩ 1/16W J
R1808 NRSA6AJ-302W MG RESISTOR 3kΩ 1/16W J
R1851 NRSA6AJ-470W MG RESISTOR 47Ω 1/16W J
R2101 NRSA6AJ-471W MG RESISTOR 470Ω 1/16W J
R2102 NRSA6AJ-471W MG RESISTOR 470Ω 1/16W J
R2103 NRSA6AJ-0R0W MG RESISTOR 0Ω 1/16W J
R2201 NRSA6AJ-684W MG RESISTOR 680kΩ 1/16W J
R2202 NRSA6AJ-564W MG RESISTOR 560kΩ 1/16W J
R2203 NRSA6AJ-393W MG RESISTOR 39k
R2204 NRSA6AJ-154W MG RESISTOR 150kΩ 1/16W J
R2206 NRSA6AJ-333W MG RESISTOR 33k
R2207 NRSA6AJ-333W MG RESISTOR 33k
R2208 NRSA6AJ-223W MG RESISTOR 22kΩ 1/16W J
R2209 NRSA6AJ-223W MG RESISTOR 22k
R2212 NRSA6AJ-2R7W MG RESISTOR 2.7
R2213 NRSA6AJ-2R7W MG RESISTOR 2.7Ω 1/16W J
R2217 NRSA6AJ-100W MG RESISTOR 10
R2225 NRSA6AJ-0R0W MG RESISTOR 0Ω 1/16W J
R2226 NRSA6AJ-0R0W MG RESISTOR 0
R2227 NRSA6AJ-822W MG RESISTOR 8.2k
R2228 NRSA6AJ-822W MG RESISTOR 8.2kΩ 1/16W J
R2229 NRSA6AJ-333W MG RESISTOR 33k
R2230 NRSA6AJ-333W MG RESISTOR 33k
R2401 NRSA6AJ-472W MG RESISTOR 4.7kΩ 1/16W J
R2402 NRSA6AJ-472W MG RESISTOR 4.7k
R2403 NRSA6AJ-183W MG RESISTOR 18k
R2407 NRSA6AJ-100W MG RESISTOR 10
R2601 NRSA6AJ-272W MG RESISTOR 2.7k
R2602 NRSA6AJ-272W MG RESISTOR 2.7kΩ 1/16W J
R2607 NRSA6AJ-222W MG RESISTOR 2.2k
R2608 NRSA6AJ-222W MG RESISTOR 2.2k
R2609 NRSA6AJ-223W MG RESISTOR 22kΩ 1/16W J
R2610 NRSA6AJ-223W MG RESISTOR 22k
R2801 NRSA6AJ-821W MG RESISTOR 820
R2802 NRSA6AJ-821W MG RESISTOR 820Ω 1/16W J
R2803 NRSA6AJ-564W MG RESISTOR 560k
R2804 NRSA6AJ-564W MG RESISTOR 560k
Ω
1/4W F
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
5-16(No.86766)
Page 17

Symbol No.
Part No. Part Name Description Local
Symbol No.
Part No. Part Name Description Local
R2805 NRSA6AJ-332W MG RESISTOR 3.3kΩ 1/16W J
R2806 NRSA63J-0R0X MG RESISTOR 0Ω 1/16W J
R2807 NRSA63J-0R0X MG RESISTOR 0Ω 1/16W J
R2808 NRSA6AJ-0R0W MG RESISTOR 0Ω 1/16W J
R2809 NRSA6AJ-0R0W MG RESISTOR 0Ω 1/16W J
R2810 NRSA6AJ-0R0W MG RESISTOR 0
R2812 NRSA63J-0R0X MG RESISTOR 0
R2813 NRSA63J-0R0X MG RESISTOR 0Ω 1/16W J
R2901 NRSA6AJ-682W MG RESISTOR 6.8kΩ 1/16W J
R2902 NRSA6AJ-392W MG RESISTOR 3.9kΩ 1/16W J
R2903 NRSA6AJ-272W MG RESISTOR 2.7kΩ 1/16W J
R2904 NRSA6AJ-182W MG RESISTOR 1.8kΩ 1/16W J
R2905 NRSA6AJ-152W MG RESISTOR 1.5kΩ 1/16W J
R3002 NRSA6AJ-103W MG RESISTOR 10kΩ 1/16W J
R3004 NRSA6AJ-103W MG RESISTOR 10kΩ 1/16W J
R3005 NRSA6AJ-100W MG RESISTOR 10Ω 1/16W J
R3006 NRSA6AJ-100W MG RESISTOR 10Ω 1/16W J
R3007 NRSA6AJ-562W MG RESISTOR 5.6kΩ 1/16W J
R3008 NRSA6AJ-222W MG RESISTOR 2.2kΩ 1/16W J
R3009 NRSA6AJ-103W MG RESISTOR 10kΩ 1/16W J
R3010 NRSA6AJ-103W MG RESISTOR 10k
R3011 NRSA6AJ-224W MG RESISTOR 220k
R3013 NRSA6AJ-242W MG RESISTOR 2.4kΩ 1/16W J
R3014 NRSA6AJ-392W MG RESISTOR 3.9kΩ 1/16W J
R3015 NRSA6AJ-392W MG RESISTOR 3.9kΩ 1/16W J
R3016 NRVA6AD-560W CMF RESISTOR 56Ω 1/16W D
R3017 NRVA6AD-560W CMF RESISTOR 56Ω 1/16W D
R3018 NRVA6AD-560W CMF RESISTOR 56Ω 1/16W D
R3019 NRVA6AD-560W CMF RESISTOR 56Ω 1/16W D
R3020 NRVA6AD-512W CMF RESISTOR 5.1kΩ 1/16W D
R3025 NRSA6AJ-102W MG RESISTOR 1kΩ 1/16W J
R3027 NRSA6AJ-103W MG RESISTOR 10kΩ 1/16W J
R3029 NRSA6AJ-822W MG RESISTOR 8.2kΩ 1/16W J
R3030 NRSA6AJ-224W MG RESISTOR 220kΩ 1/16W J
R3031 NRSA6AJ-224W MG RESISTOR 220kΩ 1/16W J
R3032 NRSA6AJ-105W MG RESISTOR 1MΩ 1/16W J
R3034 NRSA6AJ-222W MG RESISTOR 2.2kΩ 1/16W J
R3036 NRSA6AJ-103W MG RESISTOR 10kΩ 1/16W J
R3037 NRSA6AJ-681W MG RESISTOR 680Ω 1/16W J
R3057 NRSA6AJ-100W MG RESISTOR 10Ω 1/16W J
R3066 NRSA6AJ-561W MG RESISTOR 560Ω 1/16W J
R3067 NRSA6AJ-561W MG RESISTOR 560Ω 1/16W J
R3068 NRSA6AJ-181W MG RESISTOR 180Ω 1/16W J
R3069 NRSA6AJ-472W MG RESISTOR 4.7kΩ 1/16W J
R3071 NRSA6AJ-0R0W MG RESISTOR 0Ω 1/16W J
R3074 NRSA6AJ-103W MG RESISTOR 10kΩ 1/16W J
R3501 NRSA6AJ-471W MG RESISTOR 470Ω 1/16W J
R3502 NRSA6AJ-104W MG RESISTOR 100kΩ 1/16W J
R3503 NRSA6AJ-102W MG RESISTOR 1kΩ 1/16W J
R3504 NRSA6AD-241W MG RESISTOR 240
R3505 NRSA6AD-241W MG RESISTOR 240Ω 1/16W D
R3506 NRSA6AD-241W MG RESISTOR 240
R3507 NRSA6AD-241W MG RESISTOR 240
R3508 NRSA6AJ-223W MG RESISTOR 22kΩ 1/16W J
R3511 NRSA6AJ-101W MG RESISTOR 100
R3521 NRSA6AJ-0R0W MG RESISTOR 0
R3522 NRSA6AJ-0R0W MG RESISTOR 0Ω 1/16W J
R3523 NRSA6AJ-0R0W MG RESISTOR 0
R3524 NRSA6AJ-0R0W MG RESISTOR 0Ω 1/16W J
R3525 NRSA6AJ-0R0W MG RESISTOR 0
R3526 NRSA6AJ-0R0W MG RESISTOR 0
R3527 NRSA6AJ-0R0W MG RESISTOR 0Ω 1/16W J
R3701 NRSA6AD-271W MG RESISTOR 270
R3702 NRSA6AD-271W MG RESISTOR 270
R3703 NRSA6AJ-332W MG RESISTOR 3.3kΩ 1/16W J
R3704 NRSA6AD-301W MG RESISTOR 300
R3705 NRSA6AD-301W MG RESISTOR 300
R3706 NRSA6AJ-332W MG RESISTOR 3.3k
R3707 NRSA6AD-680W MG RESISTOR 68
R3708 NRSA6AD-680W MG RESISTOR 68Ω 1/16W D
R3709 NRSA6AD-680W MG RESISTOR 68
R3710 NRSA6AJ-104W MG RESISTOR 100k
R3711 NRSA6AJ-104W MG RESISTOR 100kΩ 1/16W J
R3712 NRSA6AJ-105W MG RESISTOR 1M
R3713 NRSA6AJ-104W MG RESISTOR 100k
R3714 NRSA6AJ-823W MG RESISTOR 82kΩ 1/16W J
R3715 NRSA6AJ-103W MG RESISTOR 10k
R3722 NRSA6AD-131W MG RESISTOR 130
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W D
Ω
1/16W D
Ω
1/16W D
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W D
Ω
1/16W D
Ω
1/16W D
Ω
1/16W D
Ω
1/16W J
Ω
1/16W D
Ω
1/16W D
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W D
R3724 NRSA6AJ-332W MG RESISTOR 3.3kΩ 1/16W J
R3725 NRSA6AD-131W MG RESISTOR 130Ω 1/16W D
R3726 NRSA6AJ-472W MG RESISTOR 4.7kΩ 1/16W J
R3727 NRSA6AJ-472W MG RESISTOR 4.7kΩ 1/16W J
R3728 NRSA6AD-131W MG RESISTOR 130Ω 1/16W D
R3730 NRSA6AJ-472W MG RESISTOR 4.7k
R3731 NRSA6AJ-472W MG RESISTOR 4.7k
R3732 NRSA6AJ-101W MG RESISTOR 100Ω 1/16W J
R3733 NRSA6AD-561W MG RESISTOR 560Ω 1/16W D
R3734 NRSA6AJ-822W MG RESISTOR 8.2kΩ 1/16W J
R3735 NRSA6AD-182W MG RESISTOR 1.8kΩ 1/16W D
R3736 NRSA6AJ-183W MG RESISTOR 18kΩ 1/16W J
R3737 NRSA6AJ-183W MG RESISTOR 18kΩ 1/16W J
R3738 NRSA6AJ-681W MG RESISTOR 680Ω 1/16W J
R3739 NRSA6AJ-821W MG RESISTOR 820Ω 1/16W J
R3740 NRSA6AJ-821W MG RESISTOR 820Ω 1/16W J
R3741 NRSA6AJ-102W MG RESISTOR 1kΩ 1/16W J
R3742 NRSA6AJ-104W MG RESISTOR 100kΩ 1/16W J
R3743 NRSA6AJ-104W MG RESISTOR 100kΩ 1/16W J
R3744 NRSA6AD-561W MG RESISTOR 560Ω 1/16W D
R3745 NRSA6AD-152W MG RESISTOR 1.5k
R3746 NRSA6AJ-222W MG RESISTOR 2.2k
R3747 NRSA6AJ-102W MG RESISTOR 1kΩ 1/16W J
R3748 NRSA6AJ-474W MG RESISTOR 470kΩ 1/16W J
R3801 NRSA6AJ-101W MG RESISTOR 100Ω 1/16W J
R3802 NRSA6AD-821W MG RESISTOR 820Ω 1/16W D
R3803 NRSA6AD-273W MG RESISTOR 27kΩ 1/16W D
R3804 NRSA6AD-153W MG RESISTOR 15kΩ 1/16W D
R3805 NRSA6AD-821W MG RESISTOR 820Ω 1/16W D
R3809 NRSA6AJ-0R0W MG RESISTOR 0Ω 1/16W J
R4201 NRSA6AJ-0R0W MG RESISTOR 0Ω 1/16W J
R4202 NRSA6AJ-510W MG RESISTOR 51Ω 1/16W J
R4203 NRSA6AJ-333W MG RESISTOR 33kΩ 1/16W J
R4204 NRSA6AJ-101W MG RESISTOR 100Ω 1/16W J
R4205 NRSA6AJ-101W MG RESISTOR 100Ω 1/16W J
R4301 NRSA6AJ-0R0W MG RESISTOR 0Ω 1/16W J
R4303 NRSA6AJ-220W MG RESISTOR 22Ω 1/16W J
R4304 NRSA6AJ-220W MG RESISTOR 22Ω 1/16W J
R4306 NRSA6AJ-220W MG RESISTOR 22Ω 1/16W J
R4307 NRSA6AJ-220W MG RESISTOR 22Ω 1/16W J
R4308 NRSA6AJ-0R0W MG RESISTOR 0Ω 1/16W J
R4310 NRSA6AJ-0R0W MG RESISTOR 0Ω 1/16W J
R4311 NRSA6AJ-0R0W MG RESISTOR 0Ω 1/16W J
R4312 NRSA6AJ-220W MG RESISTOR 22Ω 1/16W J
R4313 NRSA6AJ-220W MG RESISTOR 22Ω 1/16W J
R4314 NRSA6AJ-102W MG RESISTOR 1kΩ 1/16W J
R4315 NRSA6AJ-101W MG RESISTOR 100Ω 1/16W J
R4316 NRSA6AJ-101W MG RESISTOR 100Ω 1/16W J
R4317 NRSA6AJ-101W MG RESISTOR 100Ω 1/16W J
R4318 NRSA6AJ-101W MG RESISTOR 100
R4319 NRSA6AJ-101W MG RESISTOR 100Ω 1/16W J
R4320 NRSA6AJ-0R0W MG RESISTOR 0
R4321 NRSA6AJ-0R0W MG RESISTOR 0
R4322 NRSA6AJ-0R0W MG RESISTOR 0Ω 1/16W J
R4323 NRSA6AJ-0R0W MG RESISTOR 0
R4324 NRSA6AJ-0R0W MG RESISTOR 0
R4325 NRSA6AJ-0R0W MG RESISTOR 0Ω 1/16W J
R4326 NRSA6AJ-0R0W MG RESISTOR 0
R4327 NRSA6AJ-0R0W MG RESISTOR 0Ω 1/16W J
R4328 NRSA6AJ-0R0W MG RESISTOR 0
R5001 NRSA6AJ-104W MG RESISTOR 100k
R5002 NRSA6AJ-100W MG RESISTOR 10Ω 1/16W J
R5003 NRSA6AJ-100W MG RESISTOR 10
R5004 NRSA6AJ-100W MG RESISTOR 10
R5005 NRSA6AJ-100W MG RESISTOR 10Ω 1/16W J
R5006 NRSA6AJ-100W MG RESISTOR 10
R5009 NRSA6AJ-100W MG RESISTOR 10
R5010 NRSA6AJ-100W MG RESISTOR 10
R5017 NRSA6AJ-101W MG RESISTOR 100
R5020 NRSA6AJ-100W MG RESISTOR 10Ω 1/16W J
R6001 NRSA6AJ-104W MG RESISTOR 100k
R6002 NRSA6AJ-104W MG RESISTOR 100k
R6003 NRSA6AJ-224W MG RESISTOR 220kΩ 1/16W J
R6004 NRSA6AJ-183W MG RESISTOR 18k
R6005 NRSA6AJ-104W MG RESISTOR 100k
R6006 NRSA63J-471X MG RESISTOR 470Ω 1/16W J
R6007 NRSA63J-102X MG RESISTOR 1kΩ 1/16W J
R6008 NRSA6AJ-681W MG RESISTOR 680
Ω
1/16W J
Ω
1/16W J
Ω
1/16W D
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
(No.86766)5-17
Page 18

Symbol No.
Part No. Part Name Description Local
Symbol No.
Part No. Part Name Description Local
R6009 NRSA6AJ-0R0W MG RESISTOR 0Ω 1/16W J
R6010 NRSA6AD-513W MG RESISTOR 51kΩ 1/16W D
R6012 NRSA6AD-243W MG RESISTOR 24kΩ 1/16W D
R6101 NRSA6AD-103W MG RESISTOR 10kΩ 1/16W D
R6102 NRSA6AJ-751W MG RESISTOR 750Ω 1/16W J
R6103 NRSA6AD-622W MG RESISTOR 6.2k
R6104 NRSA6AJ-333W MG RESISTOR 33k
R6105 NRSA6AJ-562W MG RESISTOR 5.6kΩ 1/16W J
R6106 NRSA6AJ-223W MG RESISTOR 22kΩ 1/16W J
R6107 NRSA6AJ-472W MG RESISTOR 4.7kΩ 1/16W J
R6108 NRSA6AJ-823W MG RESISTOR 82kΩ 1/16W J
R6109 NRSA6AJ-823W MG RESISTOR 82kΩ 1/16W J
R6110 NRSA6AD-153W MG RESISTOR 15kΩ 1/16W D
R6111 NRSA6AJ-0R0W MG RESISTOR 0Ω 1/16W J
R6112 NRSA6AJ-0R0W MG RESISTOR 0Ω 1/16W J
R6113 NRSA6AJ-102W MG RESISTOR 1kΩ 1/16W J
R6201 NRSA6AJ-0R0W MG RESISTOR 0Ω 1/16W J
R6202 NRSA6AD-223W MG RESISTOR 22kΩ 1/16W D
R6203 NRSA6AJ-474W MG RESISTOR 470kΩ 1/16W J
R6204 NRSA6AD-103W MG RESISTOR 10kΩ 1/16W D
R6205 NRSA6AJ-473W MG RESISTOR 47k
R6206 NRSA6AJ-102W MG RESISTOR 1k
R6207 NRSA6AD-183W MG RESISTOR 18kΩ 1/16W D
R6208 NRSA6AD-123W MG RESISTOR 12kΩ 1/16W D
R6209 NRSA6AJ-0R0W MG RESISTOR 0Ω 1/16W J
R6210 NRSA6AD-123W MG RESISTOR 12kΩ 1/16W D
R6211 NRSA6AD-153W MG RESISTOR 15kΩ 1/16W D
R6212 NRSA6AJ-0R0W MG RESISTOR 0Ω 1/16W J
R6213 NRSA6AD-183W MG RESISTOR 18kΩ 1/16W D
R6215 NRSA6AD-472W MG RESISTOR 4.7kΩ 1/16W D
R6216 NRSA6AJ-103W MG RESISTOR 10kΩ 1/16W J
R6217 NRSA6AJ-152W MG RESISTOR 1.5kΩ 1/16W J
R6218 NRSA6AJ-0R0W MG RESISTOR 0Ω 1/16W J
R6219 NRSA6AD-243W MG RESISTOR 24kΩ 1/16W D
R6220 NRSA6AD-302W MG RESISTOR 3kΩ 1/16W D
R6221 NRSA6AD-104W MG RESISTOR 100kΩ 1/16W D
R6222 NRSA6AD-123W MG RESISTOR 12kΩ 1/16W D
R6223 NRSA6AD-103W MG RESISTOR 10kΩ 1/16W D
R6224 NRSA6AJ-0R0W MG RESISTOR 0Ω 1/16W J
R6225 NRSA6AD-473W MG RESISTOR 47kΩ 1/16W D
R6226 NRSA6AD-562W MG RESISTOR 5.6kΩ 1/16W D
R6227 NRSA6AD-273W MG RESISTOR 27kΩ 1/16W D
R6228 NRSA6AD-473W MG RESISTOR 47kΩ 1/16W D
R6229 NRSA6AJ-0R0W MG RESISTOR 0Ω 1/16W J
R6230 NRSA6AJ-272W MG RESISTOR 2.7kΩ 1/16W J
R6231 NRSA6AD-473W MG RESISTOR 47kΩ 1/16W D
R6232 NRSA6AD-332W MG RESISTOR 3.3kΩ 1/16W D
R6234 NRSA6AD-822W MG RESISTOR 8.2kΩ 1/16W D
R6235 NRSA6AD-623W MG RESISTOR 62kΩ 1/16W D
R6240 NRSA6AD-473W MG RESISTOR 47k
R6241 NRSA6AD-103W MG RESISTOR 10kΩ 1/16W D
R6242 NRSA6AD-683W MG RESISTOR 68k
R6601 NRSA6AJ-822W MG RESISTOR 8.2k
R6603 NRVA6AD-683W CMF RESISTOR 68kΩ 1/16W D
R6604 NRVA6AD-104W CMF RESISTOR 100k
R6605 NRSA6AJ-184W MG RESISTOR 180k
R6606 NRSA6AJ-823W MG RESISTOR 82kΩ 1/16W J
R6611 NRSA6AJ-335W MG RESISTOR 3.3M
R6612 NRSA6AJ-474W MG RESISTOR 470kΩ 1/16W J
R6613 NRSA6AJ-473W MG RESISTOR 47k
R6614 NRSA6AJ-473W MG RESISTOR 47k
R6615 NRSA6AJ-684W MG RESISTOR 680kΩ 1/16W J
R6618 NRSA6AJ-154W MG RESISTOR 150k
R6619 NRSA6AJ-333W MG RESISTOR 33k
R6620 NRSA6AJ-104W MG RESISTOR 100kΩ 1/16W J
R6621 NRSA6AJ-563W MG RESISTOR 56k
R6623 NRSA6AJ-105W MG RESISTOR 1M
R6701 NRZ0058-R20X MG RESISTOR 0.2
R6702 NRSA6AD-104W MG RESISTOR 100k
R6703 NRSA6AD-123W MG RESISTOR 12kΩ 1/16W D
R6704 NRSA6AD-823W MG RESISTOR 82k
R6705 NRSA6AD-333W MG RESISTOR 33k
R8001 NRSA6AJ-0R0W MG RESISTOR 0Ω 1/16W J
R8002 NRSA6AJ-103W MG RESISTOR 10k
R8003 NRSA6AJ-220W MG RESISTOR 22
R8004 NRSA6AJ-220W MG RESISTOR 22Ω 1/16W J
R8005 NRSA6AJ-220W MG RESISTOR 22
R8007 NRSA6AJ-102W MG RESISTOR 1k
Ω
1/16W D
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W D
Ω
1/16W D
Ω
1/16W J
Ω
1/16W D
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/2W J
Ω
1/16W D
Ω
1/16W D
Ω
1/16W D
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
R8008 NRSA6AJ-561W MG RESISTOR 560Ω 1/16W J
R8009 NRSA6AJ-105W MG RESISTOR 1MΩ 1/16W J
R8011 NRSA6AJ-0R0W MG RESISTOR 0Ω 1/16W J
R8012 NRSA6AJ-0R0W MG RESISTOR 0Ω 1/16W J
R8013 NRSA6AJ-0R0W MG RESISTOR 0Ω 1/16W J
R8014 NRSA6AJ-0R0W MG RESISTOR 0
R8016 NRSA6AJ-103W MG RESISTOR 10k
R8017 NRSA6AJ-103W MG RESISTOR 10kΩ 1/16W J
R8019 NRSA6AJ-0R0W MG RESISTOR 0Ω 1/16W J
R8021 NRSA6AJ-0R0W MG RESISTOR 0Ω 1/16W J
R8022 NRSA6AJ-0R0W MG RESISTOR 0Ω 1/16W J
R8023 NRSA6AJ-472W MG RESISTOR 4.7kΩ 1/16W J
R8025 NRSA6AJ-472W MG RESISTOR 4.7kΩ 1/16W J
R8027 NRSA6AJ-103W MG RESISTOR 10kΩ 1/16W J
R8028 NRSA6AJ-103W MG RESISTOR 10kΩ 1/16W J
R8029 NRSA6AJ-103W MG RESISTOR 10kΩ 1/16W J
R8030 NRSA6AJ-103W MG RESISTOR 10kΩ 1/16W J
R8031 NRSA6AJ-100W MG RESISTOR 10Ω 1/16W J
R8032 NRSA6AJ-0R0W MG RESISTOR 0Ω 1/16W J
R8033 NRSA63J-0R0X MG RESISTOR 0Ω 1/16W J
R8036 NRSA6AJ-220W MG RESISTOR 22
R8302 NRS181J-220X MG RESISTOR 22
R8303 NRS181J-220X MG RESISTOR 22Ω 1/8W J
R8305 NRSA6AJ-105W MG RESISTOR 1MΩ 1/16W J
R8306 NRSA6AJ-103W MG RESISTOR 10kΩ 1/16W J
R8307 NRSA6AJ-103W MG RESISTOR 10kΩ 1/16W J
R8308 NRSA6AJ-103W MG RESISTOR 10kΩ 1/16W J
R8309 NRSA6AJ-103W MG RESISTOR 10kΩ 1/16W J
R8310 NRSA6AJ-153W MG RESISTOR 15kΩ 1/16W J
R8313 NRSA6AJ-0R0W MG RESISTOR 0Ω 1/16W J
R8314 NRSA6AJ-105W MG RESISTOR 1MΩ 1/16W J
R8315 NRSA6AJ-105W MG RESISTOR 1MΩ 1/16W J
RA1008 NRZ0034-104W NET RESISTOR 100kΩ 1/32W J
RA1009 NRZ0034-104W NET RESISTOR 100kΩ 1/32W J
RA1010 NRZ0034-104W NET RESISTOR 100kΩ 1/32W J
RA1401 NRZ0034-473W NET RESISTOR 47kΩ 1/32W J
RA3001 NRZ0034-560W NET RESISTOR 56Ω 1/32W J
RA3002 NRZ0034-560W NET RESISTOR 56Ω 1/32W J
RA3003 NRZ0034-100W NET RESISTOR 10Ω 1/32W J
RA3004 NRZ0034-103W NET RESISTOR 10kΩ 1/32W J
RA3005 NRZ0040-0R0X NET RESISTOR 0Ω 1/16W J x4
RA4201 NRZ0034-101W NET RESISTOR 100Ω 1/32W J
RA4202 NRZ0034-101W NET RESISTOR 100Ω 1/32W J
RA4301 NRZ0034-101W NET RESISTOR 100Ω 1/32W J
RA4302 NRZ0034-101W NET RESISTOR 100Ω 1/32W J
RA4303 NRZ0034-101W NET RESISTOR 100Ω 1/32W J
RA4304 NRZ0034-101W NET RESISTOR 100Ω 1/32W J
RA4305 NRZ0034-100W NET RESISTOR 10Ω 1/32W J
RA4306 NRZ0034-100W NET RESISTOR 10Ω 1/32W J
RA4307 NRZ0034-100W NET RESISTOR 10
RA4308 NRZ0034-100W NET RESISTOR 10Ω 1/32W J
RA8001 NRZ0034-101W NET RESISTOR 100
RA8002 NRZ0034-101W NET RESISTOR 100
RA8003 NRZ0034-101W NET RESISTOR 100Ω 1/32W J
RA8004 NRZ0034-101W NET RESISTOR 100
L1002 NQL402M-100X COIL 10uH M
L1401 NQR0006-001X FERRITE BEADS
L1801 NQL402M-100X COIL 10uH M
L2101 NQL402M-100X COIL 10uH M
L2401 NQL402M-100X COIL 10uH M
L2402 NQL402M-100X COIL 10uH M
L2601 NRSA63J-0R0X MG RESISTOR 0
L2602 NRSA63J-0R0X MG RESISTOR 0
L2603 NRSA63J-0R0X MG RESISTOR 0Ω 1/16W J
L2801 NQR0251-004X FERRITE BEADS
L2802 NQR0251-004X FERRITE BEADS
L2803 NRSA63J-0R0X MG RESISTOR 0
L2804 NRSA63J-0R0X MG RESISTOR 0
L2805 NRSA63J-0R0X MG RESISTOR 0Ω 1/16W J
L3001 NQR0129-002X FERRITE BEADS
L3002 NQR0129-002X FERRITE BEADS
L3004 NQR0006-001X FERRITE BEADS
L3005 NQR0006-001X FERRITE BEADS
L3007 NQL085J-2R2X COIL 2.2uH J
L3008 NQL085J-120X COIL 12uH J
L3012 NQR0129-002X FERRITE BEADS
L3014 NQL38DK-100X P COIL 10uH K
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/8W J
Ω
1/32W J
Ω
1/32W J
Ω
1/32W J
Ω
1/32W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
5-18(No.86766)
Page 19

Symbol No.
Part No. Part Name Description Local
Symbol No.
Part No. Part Name Description Local
L3015 NQR0006-001X FERRITE BEADS
L3501 NQR0129-002X FERRITE BEADS
L3502 NQL402M-100X COIL 10uH M
L3503 NQR0006-001X FERRITE BEADS
L3504 NQR0006-001X FERRITE BEADS
L3505 NQR0006-001X FERRITE BEADS
L3701 NQL38DK-100X P COIL 10uH K
L3731 NQL085J-6R8X COIL 6.8uH J
L3732 NQL085J-6R8X COIL 6.8uH J
L3801 NQR0129-002X FERRITE BEADS
L3802 NQR0129-002X FERRITE BEADS
L3803 NQR0006-001X FERRITE BEADS
L3804 NQL38DK-100X P COIL 10uH K
L4201 NQL38DK-100X P COIL 10uH K
L4301 NQR0129-002X FERRITE BEADS
L4302 NQR0129-002X FERRITE BEADS
L4303 NQR0129-002X FERRITE BEADS
L4304 NQR0129-002X FERRITE BEADS
L4305 NQR0129-002X FERRITE BEADS
L5001 NQR0129-002X FERRITE BEADS
L5002 NQL38DK-100X P COIL 10uH K
L5003 NQL38DK-100X P COIL 10uH K
L5004 NQL38DK-100X P COIL 10uH K
L5005 NQR0129-002X FERRITE BEADS
L5006 NQL38DK-100X P COIL 10uH K
L5007 NQR0129-002X FERRITE BEADS
L6001 NQL62EM-470X COIL 47uH M
L6101 NQLZ011-4R7X COIL 4.7uH N
L6102 NQLZ011-4R7X COIL 4.7uH N
L6201 NQLZ010-390X COIL 39uH
L6202 NQLZ011-390X COIL 39uH M
L6203 NQLZ011-390X COIL 39uH M
L6204 NQL144K-220X P COIL 22uH K
L6205 NQL62EM-470X COIL 47uH M
L6206 NQL62EM-470X COIL 47uH M
L6207 NQLZ011-221X COIL 220uH M
L6601 NQR0006-001X FERRITE BEADS
L6602 NQR0129-002X FERRITE BEADS
L6701 NQL52EM-100X COIL 10uH M
L8001 NQR0129-002X FERRITE BEADS
L8002 NQR0129-002X FERRITE BEADS
L8003 NQR0129-002X FERRITE BEADS
L8004 NQR0006-001X FERRITE BEADS
L8005 NQR0129-002X FERRITE BEADS
L8006 NQR0006-001X FERRITE BEADS
L8301 NQR0129-002X FERRITE BEADS
CN101 QGF0530F1-17W CONNECTOR
CN102 QGF0532F1-20X CONNECTOR
CN103 QGF0517F1-06X CONNECTOR
CN104 QGF0517F2-11X CONNECTOR
CN105 QGB0509M3-30X CONNECTOR
CN106 QGF0517F2-16X CONNECTOR
CN107 QGF0517F2-06X CONNECTOR
CN108 QGF0517F2-18X CONNECTOR
CN109 QGB0405L1-60X CONNECTOR
CN110 QGF0517F1-08X CONNECTOR
CN111 QGF0517F2-11X CONNECTOR
CN112 QGF0517F1-09X CONNECTOR
CN113 QGF0306F2-49X CONNECTOR
CN114 QGA1001F1-04X CONNECTOR MIC W-B (1-4)
CN115 QGF0532F1-12X CONNECTOR
F1601 NMFZ007-R20X-K FUSE UNREG
F1602 NMFZ007-R50X-K FUSE REG_3V
F6001 NMFZ007-R50X-K FUSE 0.5A 50V
F6101 NMFZ007-2R0X-K FUSE 2A 32V
F6201 NMFZ007-1R25X-K FUSE 1.25A 32V
F6701 NMFZ007-1R25X-K FUSE 1.25A 32V
J101 QNZ0518-002 D CONNECTOR DV
J102 QNZ0617-001 USB CONNECTOR USB
J103 NNZ0088-001X M CONNECTOR MULTI
J104 QNA0035-001 DC JACK DC JACK
TH6601 NRSA63J-0R0X MG RESISTOR 0
X1001 NAX0474-001X C RESONATOR 16.000MHz
X1002 NAX0564-001X CRYSTAL
X1401 NAX0204-001X CRYSTAL
X3002 NAX0480-001X CRYSTAL 24.576MHz
X4301 NAX0587-001X CXO
BATT.TERM. FFC/FPC (1-17)
CCD FFC/FPC (1-20)
LOAD.MOTOR FFC/FPC (1-6)
DRUM MOTOR FFC/FPC (1-11)
JIG CN B-B (1-30)
SENSOR FFC/FPC (1-16)
R.ENC FFC/FPC (1-6)
CAPSTAN FFC/FPC (1-18)
SD PWB B-B (1-60)
HEAD FFC/FPC (1- 8 )
CAMERA OPE FFC/FPC (1-11)
SUB OPE FFC/FPC (1-9)
MONI PWB FFC/FPC (1-49)
STROBE PWB FFC/FPC (1-12)
Ω
1/16W J
X8301 NAX0612-001X C RESONA TOR
BK1 LY44288-001A BRACKET(MULTI) FOR J103
OT1 LY30030-099A SPACER(A)
OT2 LY30030-0C1A SPACER(A)
OT3 LY30030-0A3A SPACER(A)
OT4 LY30030-0A4A SPACER(A)
OT5 LY30030-0A5A SPACER(A)
OT6 LY44243-001A SHEET(PWB) B TO B
OT7 LY30030-0F6A SPACER(A)
OT8 LY44158-001A SHEET(SHIELD) DVMAIN
OT9 LY30030-0M3A SPACER(A) FOR J103
SD1 LY33355-001A SHIELD CASE(PR) PRE/REC
CCD BOARD ASSEMBLY <02>
Symbol No.
PW1 YB10430A-01 CCD BOARD ASSY
Q5201 2SC3931/CD/-X TRANSISTOR
C5201 NCB31EK-103X C CAPACITOR 0.01uF 25V K
C5202 NBP41DM-106X TA E CAPACITOR 10uF 20V M
C5203 NCF31EZ-104X C CAPACITOR 0.1uF 25V Z
C5204 NBE21AM-106X TA E CAPACITOR 10uF 10V M
C5205 NCB31CK-104X C CAPACITOR 0.1uF 16V K
C5206 NCB31HK-102X C CAPACITOR 1000pF 50V K
R5201 NRSA63J-222X MG RESISTOR 2.2kΩ 1/16W J
R5202 NRSA63J-101X MG RESISTOR 100Ω 1/16W J
R5203 NRSA63J-105X MG RESISTOR 1MΩ 1/16W J
R5204 NRSA63J-105X MG RESISTOR 1MΩ 1/16W J
R5205 NRSA63J-102X MG RESISTOR 1kΩ 1/16W J
R5206 NRSA63J-0R0X MG RESISTOR 0Ω 1/16W J
R5207 NRSA63J-0R0X MG RESISTOR 0Ω 1/16W J
L5201 NQL315K-100X COIL 10uH K
L5202 NQL315K-100X COIL 10uH K
Part No. Part Name Description Local
SD BOARD ASSEMBLY <03>
Symbol No.
PW1 YB10432A-02 SD BOARD ASSY
IC4802 NJM2143R-X IC HALL AMP+
IC4803 NJM2143R-X IC HALL AMPIC4804 NJM3414AV-X IC DRIVE AMP
IC4805 MM6564XFBE-X IC DAMPER
IC4851 UPD16879GS-X IC F/Z_MDA
Q4801 2SC4655/BC/-X TRANSISTOR HALL DRIVE
Q4802 2SC4617/RS/-X TRANSISTOR DRIVEQ4803 DTC144EE-X DIGI TRANSISTOR SS MINI
Q4803 or RN1104-X DIGI TRANSISTOR SS MINI
Q4803 or PDTC144EE-X DIGI TRANSISTOR SS MINI
Q4803 or UN9213J-X DIGI TRANSISTOR SS MINI
Q4804 DTA144EE-X DIGI TRANSISTOR SS MINI
Q4804 or RN2104-X DIGI TRANSISTOR SS MINI
Q4804 or PDTA144EE-X DIGI TRANSISTOR SS MINI
Q4804 or UN9113J-X DIGI TRANSISTOR SS MINI
Q4805 2SC4617/RS/-X TRANSISTOR SS MINI
Q4806 2SA1774/QR/-X TRANSISTOR
Q4851 2SC4617/RS/-X TRANSISTOR
D8501 EMZ6.8N-X Z DIODE
D8502 UMZ6.8EN-W Z DIODE
C4803 NBZ0015-106X TA E CAPACITOR 10uF 6.3V M
C4804 NCFA1AZ-104W C CAPACITOR 0.1uF 10V Z
C4806 NCFA1AZ-104W C CAPACITOR 0.1uF 10V Z
C4808 NCB30JK-105X C CAPACITOR 1uF 6.3V K
Part No. Part Name Description Local
(No.86766)5-19
Page 20

Symbol No.
Part No. Part Name Description Local
Symbol No.
Part No. Part Name Description Local
C4809 NCFA1AZ-104W C CAPACITOR 0.1uF 10V Z
C4810 NCBA1CK-103W C CAPACITOR 0.01uF 16V K
C4811 NCBA1CK-103W C CAPACITOR 0.01uF 16V K
C4812 NCFA1AZ-104W C CAPACITOR 0.1uF 10V Z
C4813 NCFA1AZ-104W C CAPACITOR 0.1uF 10V Z
C4814 NCFA1AZ-104W C CAPACITOR 0.1uF 10V Z
C4815 NCBA1EK-152W C CAPACITOR 1500pF 25V K
C4816 NCFA1AZ-104W C CAPACITOR 0.1uF 10V Z
C4819 NCFA1AZ-104W C CAPACITOR 0.1uF 10V Z
C4851 NBE20JM-106X TA E CAPACITOR 10uF 6.3V M
C4852 NCFA1AZ-104W C CAPACITOR 0.1uF 10V Z
C4853 NBE21AM-335X TA E CAP A CITOR 3.3uF 10V M
C4854 NBE21AM-106X TA E CAPACITOR 10uF 10V M
C4855 NCB31CK-104X C CAPACITOR 0.1uF 16V K
C4858 NDCA1HJ-680W C CAPACITOR 68pF 50V J
C4859 NCBA1CK-103W C CAPACITOR 0.01uF 16V K
C4860 NCBA1CK-103W C CAPACITOR 0.01uF 16V K
C4861 NCBA1CK-103W C CAPACITOR 0.01uF 16V K
C4862 NCBA1CK-103W C CAPACITOR 0.01uF 16V K
C4864 NBE20JM-106X TA E CAPACITOR 10uF 6.3V M
C4865 NCFA1AZ-104W C CAPACITOR 0.1uF 10V Z
C8501 NBE20JM-106X TA E CAPACITOR 10uF 6.3V M
C8502 NCBA1AK-104W C CAPACITOR 0.1uF 10V K
R4804 NRSA6AJ-564W MG RESISTOR 560kΩ 1/16W J
R4805 NRSA6AJ-103W MG RESISTOR 10kΩ 1/16W J
R4806 NRSA6AJ-683W MG RESISTOR 68kΩ 1/16W J
R4807 NRSA6AJ-683W MG RESISTOR 68kΩ 1/16W J
R4808 NRSA6AJ-243W MG RESISTOR 24kΩ 1/16W J
R4809 NRSA6AJ-331W MG RESISTOR 330Ω 1/16W J
R4810 NRSA6AJ-103W MG RESISTOR 10kΩ 1/16W J
R4811 NRSA6AJ-564W MG RESISTOR 560kΩ 1/16W J
R4812 NRSA6AJ-153W MG RESISTOR 15kΩ 1/16W J
R4814 NRSA6AJ-105W MG RESISTOR 1MΩ 1/16W J
R4815 NRSA6AJ-472W MG RESISTOR 4.7kΩ 1/16W J
R4816 NRSA6AJ-105W MG RESISTOR 1MΩ 1/16W J
R4817 NRSA6AJ-472W MG RESISTOR 4.7kΩ 1/16W J
R4818 NRSA6AJ-103W MG RESISTOR 10kΩ 1/16W J
R4819 NRSA6AJ-103W MG RESISTOR 10kΩ 1/16W J
R4820 NRSA6AJ-104W MG RESISTOR 100kΩ 1/16W J
R4821 NRSA6AJ-104W MG RESISTOR 100kΩ 1/16W J
R4822 NRSA6AJ-473W MG RESISTOR 47kΩ 1/16W J
R4823 NRSA6AJ-102W MG RESISTOR 1kΩ 1/16W J
R4824 NRSA6AJ-472W MG RESISTOR 4.7kΩ 1/16W J
R4825 NRSA6AJ-222W MG RESISTOR 2.2kΩ 1/16W J
R4826 NRSA6AJ-473W MG RESISTOR 47kΩ 1/16W J
R4828 NRSA6AJ-183W MG RESISTOR 18kΩ 1/16W J
R4829 NRSA6AJ-302W MG RESISTOR 3kΩ 1/16W J
R4830 NRSA6AJ-222W MG RESISTOR 2.2kΩ 1/16W J
R4831 NRSA6AJ-473W MG RESISTOR 47k
R4832 NRSA6AJ-333W MG RESISTOR 33kΩ 1/16W J
R4833 NRSA6AJ-104W MG RESISTOR 100k
R4834 NRSA6AJ-104W MG RESISTOR 100k
R4836 NRSA6AJ-561W MG RESISTOR 560Ω 1/16W J
R4841 NRSA6AJ-103W MG RESISTOR 10k
R4842 NRSA6AJ-103W MG RESISTOR 10k
R4854 NRSA6AJ-0R0W MG RESISTOR 0Ω 1/16W J
R4856 NRSA6AJ-6R8W MG RESISTOR 6.8
R4857 NRSA6AJ-6R8W MG RESISTOR 6.8Ω 1/16W J
R4858 NRSA6AJ-333W MG RESISTOR 33k
R4859 NRSA6AJ-0R0W MG RESISTOR 0
R4860 NRSA6AJ-0R0W MG RESISTOR 0Ω 1/16W J
R4862 NRSA6AJ-6R8W MG RESISTOR 6.8
R4863 NRSA6AJ-6R8W MG RESISTOR 6.8
R4864 NRSA6AJ-102W MG RESISTOR 1kΩ 1/16W J
R4865 NRSA6AJ-102W MG RESISTOR 1k
R4866 NRSA6AJ-102W MG RESISTOR 1k
R4867 NRSA6AJ-102W MG RESISTOR 1k
R4868 NRSA6AJ-0R0W MG RESISTOR 0
R4870 NRSA6AJ-271W MG RESISTOR 270Ω 1/16W J
R4871 NRSA6AJ-0R0W MG RESISTOR 0
R4874 NRSA6AJ-0R0W MG RESISTOR 0
R8501 NRSA6AJ-103W MG RESISTOR 10kΩ 1/16W J
R8502 NRSA6AJ-103W MG RESISTOR 10k
R8503 NRSA6AJ-103W MG RESISTOR 10k
R8504 NRSA6AJ-103W MG RESISTOR 10kΩ 1/16W J
R8505 NRSA6AJ-103W MG RESISTOR 10k
R8506 NRSA6AJ-103W MG RESISTOR 10k
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
R8507 NRSA6AJ-0R0W MG RESISTOR 0Ω 1/16W J
R8508 NRSA6AJ-0R0W MG RESISTOR 0Ω 1/16W J
R8509 NRSA6AJ-0R0W MG RESISTOR 0Ω 1/16W J
L4802 NQL38DK-100X P COIL 10uH K
L4851 NQR0129-002X FERRITE BEADS
L4852 NQL315K-100X COIL 10uH K
L4853 NQL315K-100X COIL 10uH K
L8501 NQR0006-001X FERRITE BEADS
CN301 QGB0405M1-60X CONNECTOR
CN302 QGF0517F2-24X CONNECTOR FFC/FPC (1-24)
CN303 QGF0517F1-07X CONNECTOR
CN304 QGF0530F1-18W CONNECTOR
CN305 NNZ0067-001X
OT1 LY30029-0K7A SPACER(A)
OT2 LY30030-0Q7A SPACER(A) SD FPC
SD CARD CONNECTOR
60P B/B B-B (1-60)
SIDE OPE FFC/FPC (1-7)
VF FFC/FPC (1-18)
SIDE OPE BOARD ASSEMBLY <04>
Symbol No.
PW1 YB20950A-01 SIDE OPE BOARD ASSY
R401 NRSA6AJ-223W MG RESISTOR 22kΩ 1/16W J
R402 NRSA6AJ-682W MG RESISTOR 6.8kΩ 1/16W J
R403 NRSA6AJ-332W MG RESISTOR 3.3kΩ 1/16W J
BT401 QAB0040-001 LITHIUM BATTERY
CN401 QGF0517F1-07X CONNECTOR
S401 NSW0198-001X TACT SWITCH
S402 NSW0198-001X TACT SWITCH
S403 NSW0198-001X TACT SWITCH
S405 NSW0099-001X SLIDE SWITCH
S406 NSW0120-002X PUSH SWITCH EJECT SW
S407 NSW0201-001X PUSH SWITCH VF SW
SD1 LY44286-001A SHIELD(SIDE OPE)
Part No. Part Name Description Local
SD PWB FFC/FPC (1-7)
MONITOR BOARD ASSEMBLY <06>
Symbol No.
PW1 YB20952D-03 MONITOR BOARD ASSY
IC7601 AN12550A IC
IC7602 LM358DR2-X IC
IC7603 - IC
IC7604 MM1385GN-X IC
IC7605 TA75S393F-X IC
IC7606 SN74AHC1G08K-X IC
Q7501 2SD1664/QR/-W TRANSISTOR
Q7502 2SD1664/QR/-W TRANSISTOR
Q7503 DTA144EE-X DIGI TRANSISTOR
Q7503 or RN2104-X DIGI TRANSISTOR
Q7503 or UN9113J-X DIGI TRANSISTOR
Q7504 2SC4617/QR/-X TRANSISTOR
Q7504 or 2SC4738/YG/-X TRANSISTOR
Q7601 2SC4617/QR/-X TRANSISTOR
Q7601 or 2SC4738/YG/-X TRANSISTOR
Q7602 2SA1774/QR/-X TRANSISTOR
Q7602 or 2SA1832/YG/-X TRANSISTOR
Q7603 2SC4617/QR/-X TRANSISTOR
Q7603 or 2SC4738/YG/-X TRANSISTOR
Q7604 2SA1774/QR/-X TRANSISTOR
Q7604 or 2SA1832/YG/-X TRANSISTOR
Q7605 UMD3N-W DIGI TRANSISTOR
Q7605 or XP4311-W TRANSISTOR
Q7606 UMD3N-W DIGI TRANSISTOR 3.0
Q7607 DTA124EE-X DIGI TRANSISTOR
Q7608 DTC124EE-X DIGI TRANSISTOR
Q7609 2SD2654/VW/-X TRANSISTOR
Part No. Part Name Description Local
SD CN
5-20(No.86766)
Page 21

Symbol No.
Part No. Part Name Description Local
Symbol No.
Part No. Part Name Description Local
Q7610 2SC4617/QR/-X TRANSISTOR
D7601 RB480Y-W SB DIODE
D7602 MA111-X SI DIODE
C7501 NCZ1016-100X C CAPACITOR 10pF 2kV J
C7503 NFV41HJ-183X MPPS CAPACITOR 0.018uF 50V J
C7504 NCB31EK-103X C CAPACITOR 0.01uF 25V K
C7505 NBE20JM-106X TA E CAPACITOR 10uF 6.3V M
C7510 NCB10JK-106X C CAPACITOR 10uF 6.3V K
C7601 NBE90JM-106X TA E CAPACITOR 10uF 6.3V M
C7602 NCB30JK-105X C CAPACITOR 1uF 6.3V K
C7603 NCB30JK-105X C CAPACITOR 1uF 6.3V K
C7604 NBE21AM-106X TA E CAPACITOR 10uF 10V M
C7605 NCB31CK-104X C CAPACITO R 0.1uF 16V K
C7606 NCB11CK-225X-A C CAPACITOR 2.2uF 16V K
C7607 NCB11CK-225X-A C CAPACITOR 2.2uF 16V K
C7608 NCB11CK-225X-A C CAPACITOR 2.2uF 16V K
C7609 NCB31CK-104X C CAPACITO R 0.1uF 16V K
C7610 NCB31CK-104X C CAPACITO R 0.1uF 16V K
C7611 NCB11CK-225X C CAPACITO R 2.2uF 16V K
C7612 NCB21CK-105X C CAPACITO R 1uF 16V K
C7613 NBP41DM-106X TA E CAPACITOR 10uF 20V M
C7614 NCB31CK-104X C CAPACITO R 0.1uF 16V K
C7615 NCB31CK-104X C CAPACITO R 0.1uF 16V K
C7616 NRSA02J-274X MG RESISTOR 270kΩ 1/10W J
C7617 NCB31CK-104X C CAPACITO R 0.1uF 16V K
C7618 NCB30JK-105X C CAPACITOR 1uF 6.3V K
C7619 NCB30JK-105X C CAPACITOR 1uF 6.3V K
C7620 NCB31EK-103X C CAPACITOR 0.01uF 25V K
C7621 NCB31HK-152X C CAPACITO R 1500pF 50V K
C7622 NBE20JM-225X TA E CAPACITOR 2.2uF 6.3V M
C7623 NCB30JK-105X C CAPACITOR 1uF 6.3V K
C7624 NBE90JM-106X TA E CAPACITOR 10uF 6.3V M
C7625 NCB31HK-102X C CAPACITO R 1000pF 50V K
C7626 NCB30JK-105X C CAPACITOR 1uF 6.3V K
C7627 NCB30JK-105X C CAPACITOR 1uF 6.3V K
C7628 NCB30JK-105X C CAPACITOR 1uF 6.3V K
C7629 NBP41EM-475X TA E CAPACITOR 4.7uF 25V M
C7631 NCB31CK-104X C CAPACITO R 0.1uF 16V K
C7632 NBP41EM-475X TA E CAPACITOR 4.7uF 25V M
C7633 NCB21CK-105X C CAPACITO R 1uF 16V K
C7634 NBE90JM-106X TA E CAPACITOR 10uF 6.3V M
C7635 NCB31CK-104X C CAPACITO R 0.1uF 16V K
C7636 NCB31CK-104X C CAPACITO R 0.1uF 16V K
C7637 NCB11CK-105X C CAPACIT O R 1uF 16V K
C7638 NCB31EK-103X C CAPACITOR 0.01uF 25V K
C7639 NBE90JM-106X TA E CAPACITOR 10uF 6.3V M
C7640 NCB31EK-103X C CAPACITOR 0.01uF 25V K
C7642 NCB30JK-105X C CAPACITOR 1uF 6.3V K
C7643 NBP21CM-335X TA E CAPACITOR 3.3uF 16V M
C7645 NCB31CK-104X C CAPACITO R 0.1uF 16V K
C7646 NCB31EK-103X C CAPACITOR 0.01uF 25V K
C7647 NBE90JM-106X TA E CAPACITOR 10uF 6.3V M
C7648 NCB31CK-104X C CAPACITO R 0.1uF 16V K
C7649 NCB31CK-104X C CAPACITO R 0.1uF 16V K
C7651 NCB31CK-104X C CAPACITO R 0.1uF 16V K
C7652 NCB31CK-104X C CAPACITO R 0.1uF 16V K
Ω
R7501 NRSA63J-102X MG RESISTOR 1k
R7502 NRSA63J-102X MG RESISTOR 1k
R7503 NRSA63J-102X MG RESISTOR 1kΩ 1/16W J
R7506 NRSA63J-473X MG RESISTOR 47k
R7507 NRSA63J-473X MG RESISTOR 47k
R7601 NRVA63D-622X CMF RESISTOR 6.2kΩ 1/16W D
R7602 NRSA63J-153X MG RESISTOR 15k
R7604 NRVA63D-682X CMF RESISTOR 6.8k
R7605 NRVA63D-223X CMF RESISTOR 22k
R7606 NRVA63D-223X CMF RESISTOR 22k
R7607 NRSA63J-223X MG RESISTOR 22kΩ 1/16W J
R7608 NRSA63J-223X MG RESISTOR 22k
R7609 NRSA02J-330X MG RESISTOR 33
R7610 NRSA02J-330X MG RESISTOR 33Ω 1/10W J
R7611 NRSA63J-333X MG RESISTOR 33k
R7612 NRSA63J-335X MG RESISTOR 3.3M
R7614 NRVA63D-223X CMF RESISTOR 22kΩ 1/16W D
R7615 NRVA63D-433X CMF RESISTOR 43k
R7616 NRVA63D-821X CMF RESISTOR 820
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W D
Ω
1/16W D
Ω
1/16W D
Ω
1/16W J
Ω
1/10W J
Ω
1/16W J
Ω
1/16W J
Ω
1/16W D
Ω
1/16W D
R7617 NRSA63J-153X MG RESISTOR 15kΩ 1/16W J
R7619 NRSA63J-473X MG RESISTOR 47kΩ 1/16W J
R7621 NRSA63J-332X MG RESISTOR 3.3kΩ 1/16W J
R7623 NRSA63J-223X MG RESISTOR 22kΩ 1/16W J
R7624 NRSA63J-0R0X MG RESISTOR 0Ω 1/16W J
R7625 NRSA63J-223X MG RESISTOR 22k
R7626 NRSA63J-223X MG RESISTOR 22k
R7628 NRVA63D-333X CMF RESISTOR 33kΩ 1/16W D
R7629 NRVA63D-153X CMF RESISTOR 15kΩ 1/16W D
R7630 NRVA63D-222X CMF RESISTOR 2.2kΩ 1/16W D
R7631 NRSA63J-153X MG RESISTOR 15kΩ 1/16W J
R7632 NRSA63J-394X MG RESISTOR 390kΩ 1/16W J
R7633 NRSA63J-103X MG RESISTOR 10kΩ 1/16W J
R7634 NRSA63J-153X MG RESISTOR 15kΩ 1/16W J
R7635 NRSA63J-393X MG RESISTOR 39kΩ 1/16W J
R7636 NRSA63J-562X MG RESISTOR 5.6kΩ 1/16W J
R7639 NRSA63J-473X MG RESISTOR 47kΩ 1/16W J
R7640 NRSA63J-473X MG RESISTOR 47kΩ 1/16W J
R7642 NRSA63J-0R0X MG RESISTOR 0Ω 1/16W J
L7501 NQL76EM-680X COIL 68uH M
L7502 NQL76EM-220X COIL 22uH M
L7601 NQL04DK-100X COIL 10uH K
L7602 NQL04DK-100X COIL 10uH K
L7603 NQL04DK-100X COIL 10uH K
L7604 NQL04DK-100X COIL 10uH K
L7605 NQL04DK-100X COIL 10uH K
L7607 NQL04DK-100X COIL 10uH K
L7608 NQL04DK-100X COIL 10uH K
T7501 NQS0059-001X SW TARNSF
CN7601 QGF0306F2-45X CONNECTOR
CN7602 QGF0530F1-24W CONNECTOR
F7501 NMFZ007-R40X-K FUSE 0.4A 50V
Ω
1/16W J
Ω
1/16W J
MAIN FFC/FPC (1-45)
LCD FFC/FPC (1-24)
STROBE BOARD ASSEMBLY <07>
Symbol No.
PW1 YB20951A-01 STROBE BOARD ASSY
IC6502 TC7SET08FU-X IC(DIGITAL)
Q6501 2SB1462J/RS/-X TRANSISTOR
Q6502 UN9211J-X DIGI TRANSISTOR
Q6502 or DTC114EE-X DIGI TRANSISTOR
Q6502 or RN1102-X DIGI TRANSISTOR
Q6503 2SB1124/ST/-X CHIP TRANSISTOR
Q6504 2SD1628/FG/-X TRANSISTOR
Q6506 CT25ASJ-8-X POW TRANSISTOR
D6501 F1F16-X SI DIODE
D6502 DA121-X DIODE
D6503 F1SN4-X SI DIODE
D6504 CRG02-X SI DIODE
C6501 NBE41AM-336X TA E CAPACITOR 33uF 10V M
C6502 NBE41AM-226X TA E CAPACITOR 22uF 10V M
C6503 NCB31EK-103X C CAPACITOR 0.01uF 25V K
C6506 NCZ1008-333X C CAPACITOR 0.033uF 250V K
C6508 NCB31EK-103X C CAPACITOR 0.01uF 25V K
C6509 NCZ1024-103X C CAPACITOR 0.01uF 250V K
C6510 NCZ1043-333X C CAPACITOR 0.033uF 250V K
C6512 QEZ0450-326 E CAPACITOR 32uF 300V
R6501 NRSA63J-3R9X MG RESISTOR 3.9
R6502 NRSA63J-4R7X MG RESISTOR 4.7Ω 1/16W J
R6504 NRSA63J-471X MG RESISTOR 470
R6505 NRSA63J-222X MG RESISTOR 2.2k
R6506 NRSA63J-152X MG RESISTOR 1.5kΩ 1/16W J
R6507 NRSA02J-106X MG RESISTOR 10M
R6508 NRVA63D-184X CMF RESISTOR 180k
R6511 NRSA63J-473X MG RESISTOR 47kΩ 1/16W J
R6514 NRSA02J-105X MG RESISTOR 1M
Part No. Part Name Description Local
Ω
1/16W J
Ω
1/16W J
Ω
1/16W J
Ω
1/10W J
Ω
1/16W D
Ω
1/10W J
(No.86766)5-21
Page 22

Symbol No.
R6515 NRS181J-220X MG RESISTOR 22Ω 1/8W J
R6516 NRSA02J-104X MG RESISTOR 100kΩ 1/10W J
R6519 NRSA02J-106X MG RESISTOR 10MΩ 1/10W J
R6520 NRSA63J-330X MG RESISTOR 33Ω 1/16W J
R6527 NRSA63J-391X MG RESISTOR 390Ω 1/16W J
L6501 NQS0042-001X SW TARNSF
L6502 NQL302N-100X COIL 10uH N
L6503 NQL044K-470X P COIL 47uH K
CN6501 QGF0517F1-12X CONNECTOR
OT1 LY30030-098A SPACER(A) WIRE HOLD
OT2 LY30030-0K6A SPACER(A) Q6503
OT3 LY41409-002A SPACER(STROBE) SENSOR
WR1 WJV0070-001A E-PRIMARY WIRE
WR2 WJV0071-001A E-PRIMARY WIRE
UN1 LY33438-001B STROBE ASSY
Part No. Part Name Description Local
SD PWB FFC/FPC (1-12)
VFBW BOARD ASSEMBLY <08>
Symbol No.
PW1 YB20954A-02 VFBW BOARD ASSY
Q7001 PUMX1-W P AIR TRANSISTOR
D7001 E1S35AW0C501-X LED
C7001 NCF31CZ-104X C CAPACITOR 0.1uF 16V Z
C7002 NCF31CZ-104X C CAPACITOR 0.1uF 16V Z
C7003 NCF31CZ-104X C CAPACITOR 0.1uF 16V Z
C7004 NCF31CZ-104X C CAPACITOR 0.1uF 16V Z
R7001 NRVA63D-332X CMF RESISTOR 3.3kΩ 1/16W D
R7002 NRVA63D-561X CMF RESISTOR 560Ω 1/16W D
R7003 NRSA63J-820X MG RESISTOR 82Ω 1/16W J
R7004 NRSA63J-102X MG RESISTOR 1kΩ 1/16W J
CN7001 QGF0532F1-18X CONNECTOR
CN7002 QGF0530F1-20W CONNECTOR
Part No. Part Name Description Local
SD FFC/FPC (1-18)
LCD FFC/FPC (1-20)
5-22(No.86766)
 Loading...
Loading...