


MF-7900,7900D/UT59
使用说明书
No.00
70003572

目 录
I. 规格 ........................................................................1
II. 前言 .......................................................................1
III. 附属品的安装 ..............................................................2
1. 空气调节器的安装 ........................................................................2
2. 总管的安装 ..............................................................................2
3. 电缆线的连接方法 ........................................................................3
4. 机头的设定方法 ..........................................................................4
IV. 空气配管图 .................................................................5
1. 切线装置的配管 ..........................................................................5
2. 空气调节器的调节 ........................................................................5
V. 穿线方法 ....................................................................6
VI. 底线切线机构的调整 .........................................................7
1. 底线切线机构的初期位置 ..................................................................7
VII.SS 拨杆装置的安装 ..........................................................8
1.SS 拨杆装置的安装 ........................................................................8
2.SS 拨杆装置的调整 ........................................................................8
VIII. 机台图纸 .................................................................9
IX. 针杆上停止位置的设定 ......................................................10
X. 防止绽线参数的设定 .........................................................12
i
I. 规格
机种名称 高速筒形机台装饰缝缝纫机
型式 MF-7900 系列
缝迹形式 ISO 规格 406、407、602、605
用途例 折边缝工序等防止缝制结束的绽线
缝纫速度 最高缝纫速度 6,000 sti/min(间歇运转时)直接驱动规格
出货缝纫速度 4,500 sti/min(间歇运转时)
针幅 3 根针 ... 5.6mm、6.4mm
2 根针 ... 4.0mm、4.8mm
差动送布比 1 ∶ 0.9 ~ 1∶1.4(缝迹长度 2.5mm 以下) ※ 仅限于 H23
(1 ︰ 0.6 ~ 1 ︰ 1.1 改换安装差动环阶梯螺丝时)
装备有微量差动送布调节机构(微调整)
缝迹长度 0.9mm ~ 3.6mm(经调整可至 4.5mm)
使用机针 UY128GAS #9S ~ #14S(标准 #10S)
针杆行程 31mm(33mm 偏心销变换时)
外观尺寸 高度 :450× 左右 :456× 前后 :299
质量 45kg(带气动式切线装置)
压脚上升量 8mm(针幅 5.6mm 无上装饰)、5mm(有上装饰)
装备有微量压脚提升机构
送布调节方法 主送布 .....拨盘式缝迹间距调节方式
差动送布 ...拨杆调节方式(装备有微调机构)
弯针机构 球面杆驱动方式
润滑方法 齿轮泵强制润滑加油方式
润滑油 JUKI GENUINE OIL 18
贮油量 油尺下线 600cc ~上线 900cc
安装方法 台式、半落地式
II. 前言
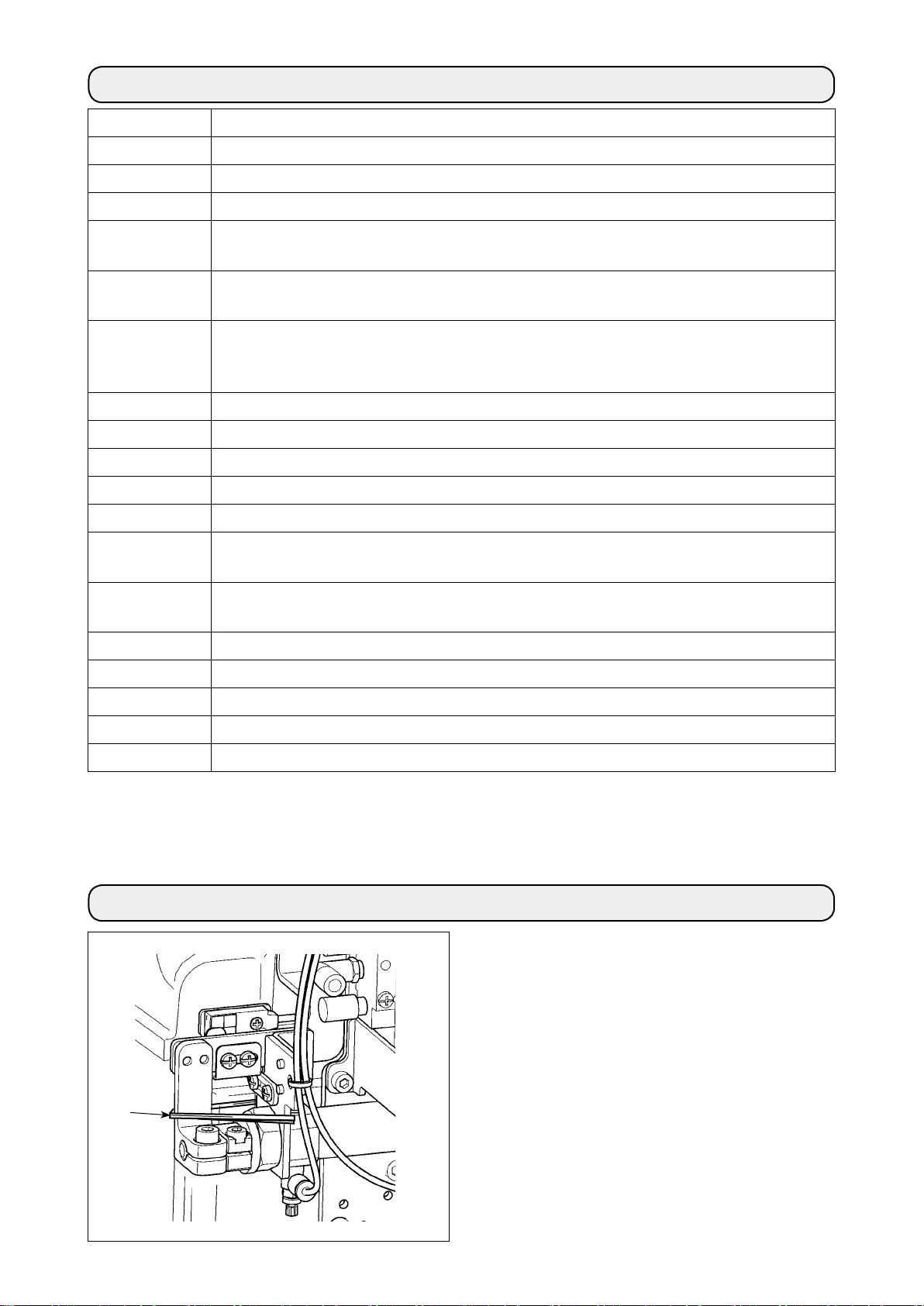
设置缝纫机之前,请卸下运输用的固定带❶。
❶
– 1 –
III. 附属品的安装
警告
为了防止缝纫机的突然起动造成人身伤亡事故,请关闭电源,确认了马达停止转动之后再进行操作。
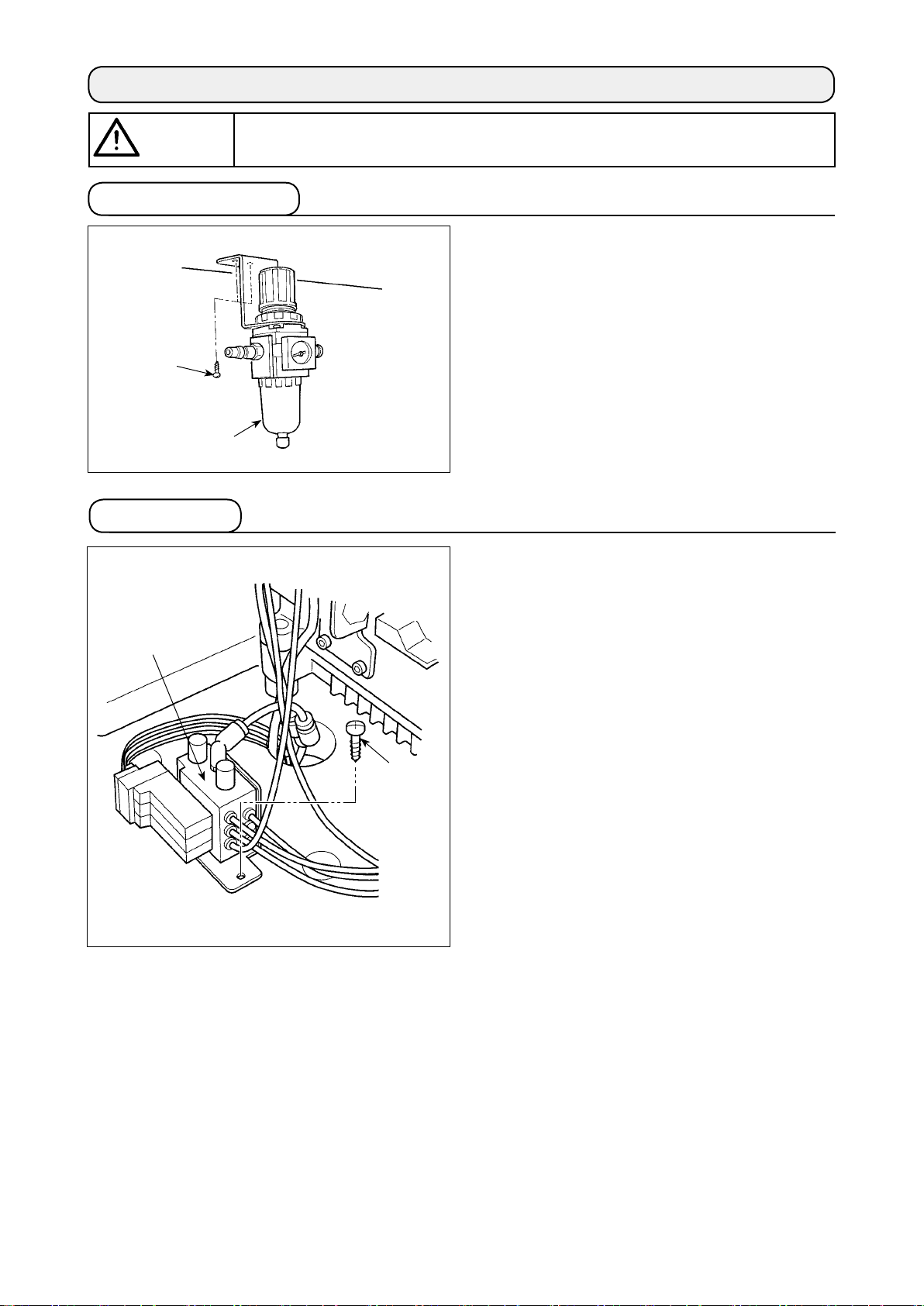
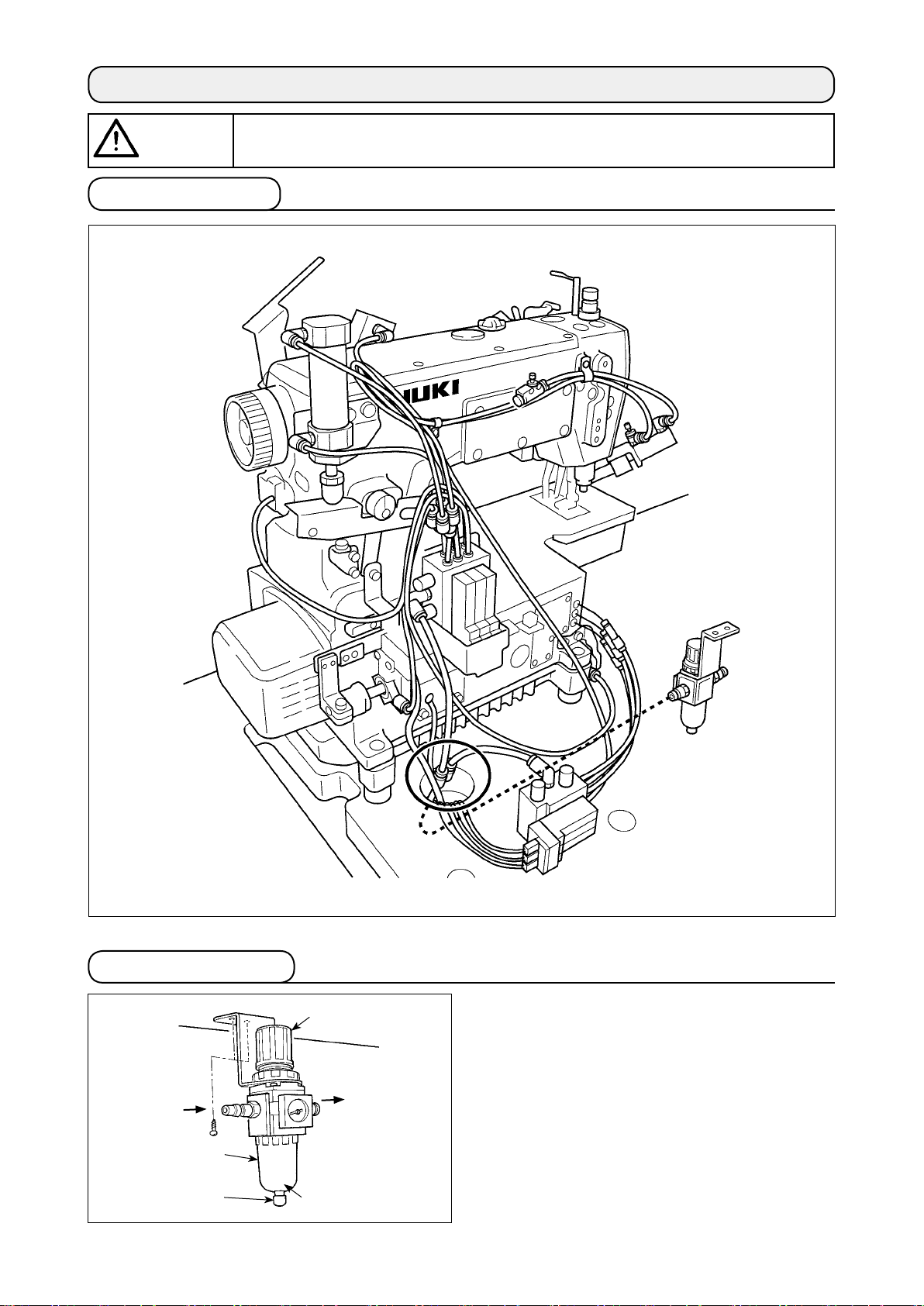
1. 空气调节器的安装
❷
❶
2. 总管的安装
1) 请用木螺丝❷把空气调节器组件❶安装到机台下。
请用木螺丝❷把总管组件❶安装到机台上。
❶
❷
– 2 –
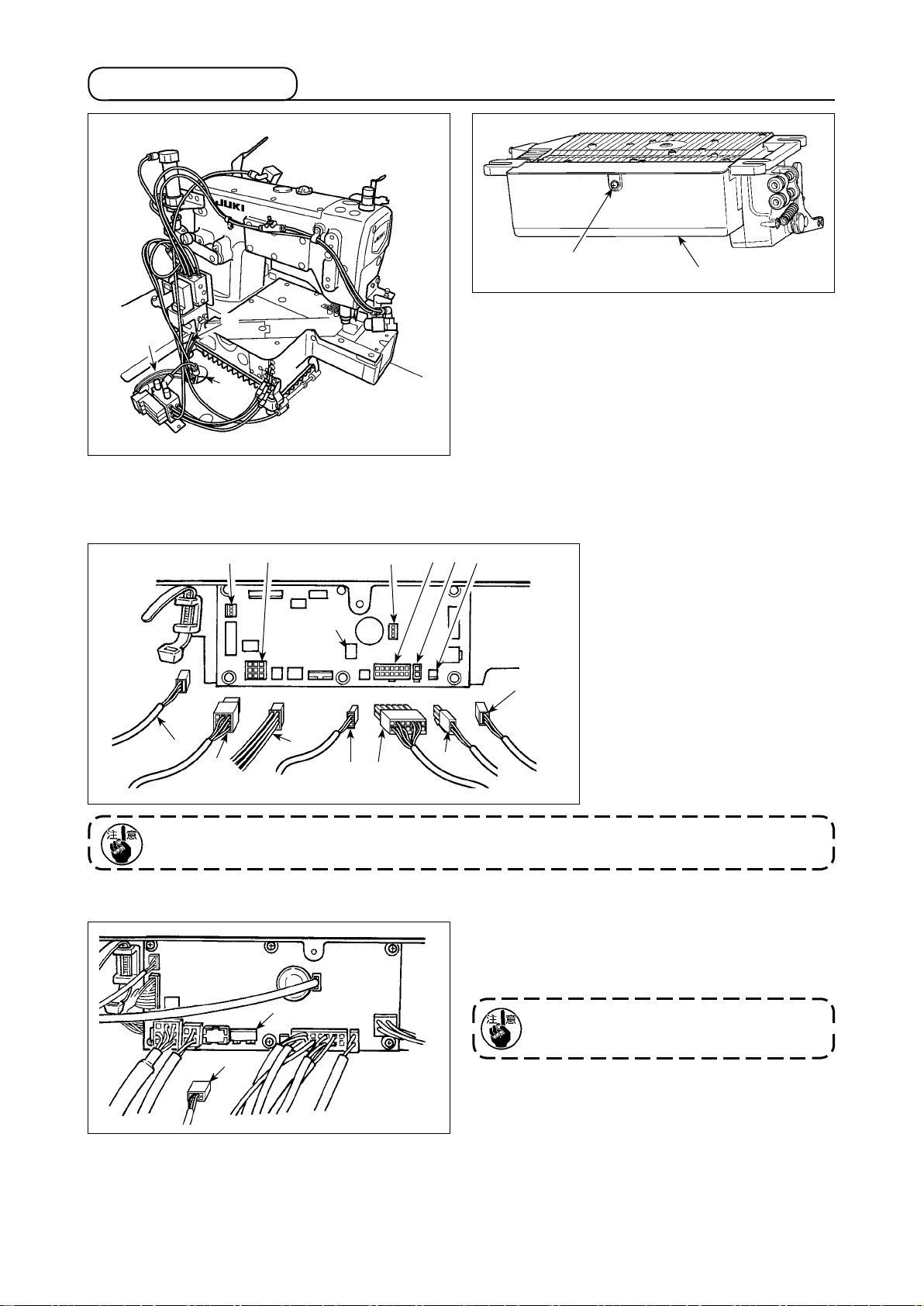
3. 电缆线的连接方法
❶
A
1) 请把切线继电器、倒缝、马达信号等电线❶以及
从马达连接出来的电线穿过机台孔A,然后再从机
台下面穿过。
❽
❾
❺
❸
B
❷
2) 用螺丝刀拧松护罩❷的螺丝B,然后打开护罩。
❻
❼
3) 把从机头过来的 14P 插销❸插进
接头❻里(CN36)。
4) 把从机头过来的 3P 电线❾插进连
接器(CN42)。
5) 把压脚提升电线 2P❹插入连接器
(CN37)。
❼
6) 把从马达过来的连接器❺连接到
电路板上的连接器❽(CN30)。
7) 把踏板传感器电缆插进连接器
(CN34)。
❹
8) 把马达风扇电线插入连接器。
9 )
把 8P 电线插入连接器(CN56)。
请把各插头确实地插好。(带锁定卡头的机种,请把卡头锁定好)如果没有插好,缝纫机就不能动作。不仅会
发出警报音,而且缝纫机以及电气箱会被损坏。
[操作盘用插头的连接]
本机备有操作盘连接用的专用连接器。
请注意插头的方向,插到电路基板上的插座(CN38)
上。插入后,请确实地进行锁定,不要让它们轻易地脱落。
连接时,请一定关掉 (OFF) 电源之后再进行连
接。
– 3 –
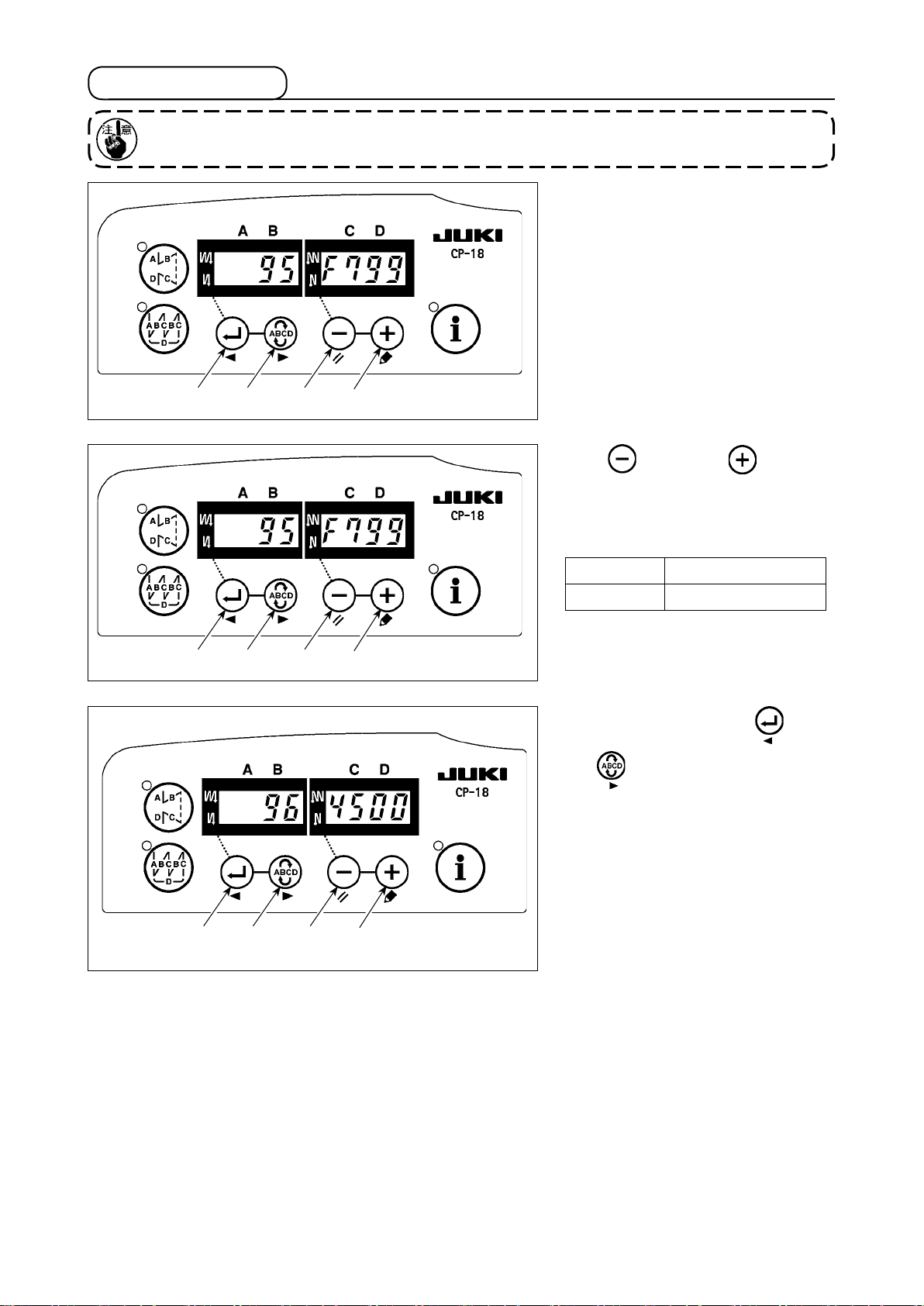
4. 机头的设定方法
有关用 CP-18 以外的操作盘设定机头的方法,请参照各操作盘的使用说明书。
1) 呼叫出功能设定 No.95。
❸❷❶
❹
2) 按 开关❸ ( 或 开关❹),
可以选择机头型号。
※ 机头的类型 , 请参照附件的「机头一
览表」或者有关机头的说明书。
机头类型 机种名称
F799 MF-7900/UT59
❸❷❶
❹
3) 选择机头类型后,通过按
(
开关❷
),进入步骤 96 或 94,
开关❶
自动地变换为机头类型里的设定内容。
❸❷❶
❹
– 4 –
IV. 空气配管图
为了防止缝纫机的突然起动造成人身伤亡事故,请关闭电源,确认了马达停止转动之后再进行操作。
警告
1. 切线装置的配管
另外,还请切断从空气压缩机来的空气供给。
2. 空气调节器的调节
空气软管
❶
❸
❷
A
1) 请把空气软管插到空气调节器❶。
2) 请把空气压力调整为 0.4 ~ 0.5MPa(4 ~ 5kgf/cm2)。
3) 调整空气压力时,请向上方拉调节器旋钮❷,然后
转动旋钮❷,把指针调节到 0.4 ~ 0.5MPa。
4) 调节后,请向下按调节器旋钮❷。
5) 使用中,如果调节器❶的 A 部有冷凝水积存时,请
按❸排水栓排放冷凝水。
– 5 –

V. 穿线方法
为了防止突然的起动造成人身事故,请关掉电源,确认马达确实停止后再进行操作。穿线方法不正确,
警告
请按照图示的要领进行穿线。
会造成跳针、断线、断针、张力不好等故障。
❷
❶
* 有关上述以外的调整方法等,请参照 MF-7900 使用说明书。
安装了切线装置,使用面部线张力器的话,切线后的机线残留长度变短,缝制开始时,有可能发生脱线的
情况。
❶ ❷
– 6 –

VI. 底线切线机构的调整
为了防止缝纫机的突然起动造成人身伤亡事故,请关闭电源,确认了马达停止转动之后再进行操作。
警告
另外,还请切断从空气压缩机来的空气供给。
❹
24±0.5mm
针杆中心
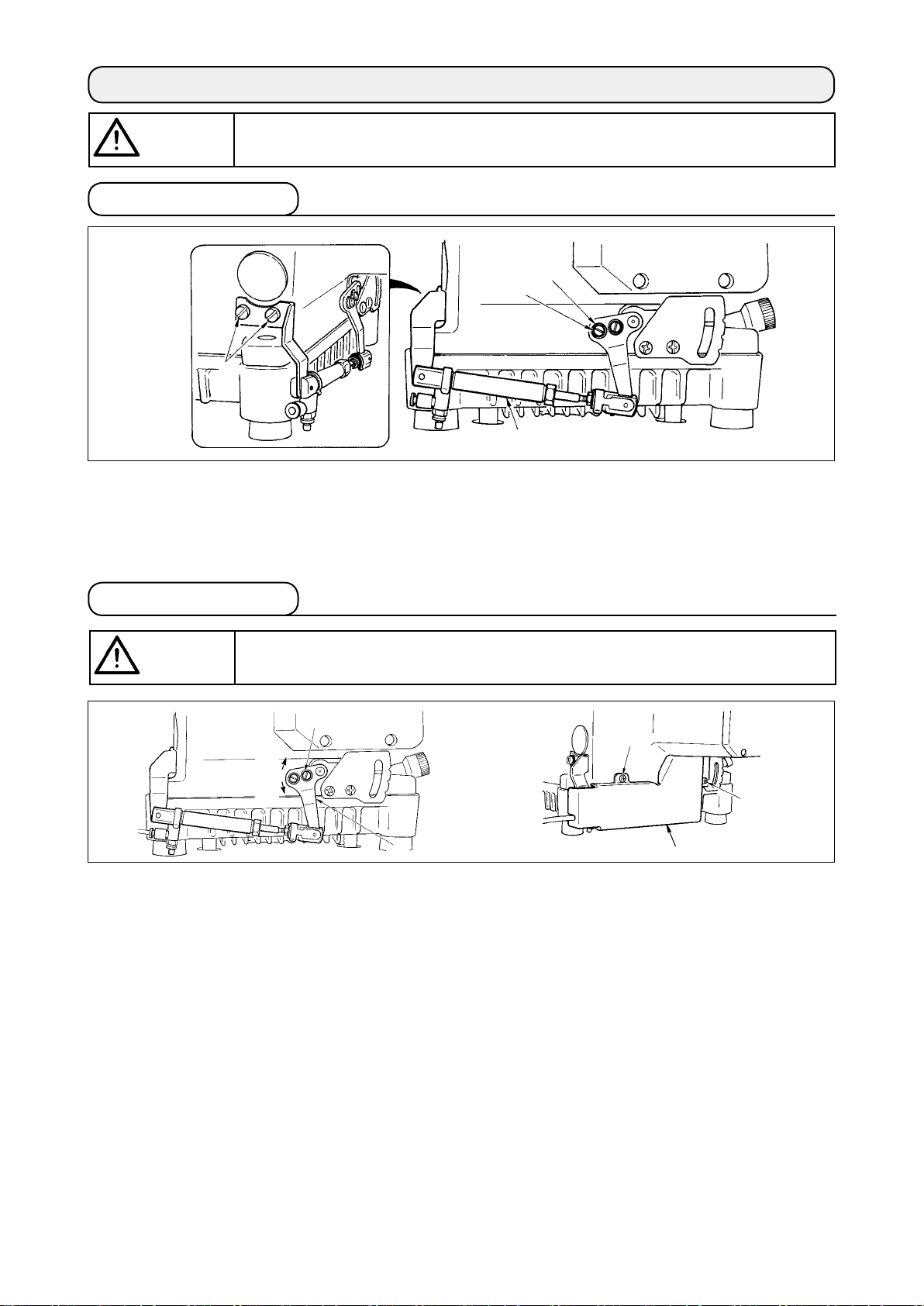
1. 底线切线机构的初期位置
下切刀❹在最左位置时,下切刀❹前端应距离针杆中心
24±0.5mm。
用手动方式让切线机构动作时,请在针杆最上
点时操作。
– 7 –
VII.SS 拨杆装置的安装
警告
为了防止缝纫机的突然起动造成人身伤亡事故,请关闭电源,确认了马达停止转动之后再进行操作。
1.SS 拨杆装置的安装
❸
❷
❶
❹
1
) 使用附属的 SS 拨杆装置固定螺丝 1❶、SS 拨杆装置固定螺丝 2❷、SS 拨杆装置垫片❸、安装 SS 拨杆装置❹。
※SS 拨杆装置固定螺丝 2❷在长孔中心位置临时固定,正式固定时先进行试缝,调整了短针脚的缝迹间距之后
再固定。
另外,正式固定作业结束之后,请再安装 SS 护罩。
有关调整方法和安装方法请参照「2.SS 拨杆装置的调整」p.8。
2.SS 拨杆装置的调整
为了防止缝纫机的突然起动造成人身伤亡事故,请关闭电源,确认了马达停止转动之后再进行操作。
警告
1) 拧松 SS 操作杆❶的固定螺丝❷,上下移动操作杆调整位置,就可以调整短缝迹间距。
※推荐缝迹间距是 1.4mm。(SS拨杆的长孔中心位置是大致位置。)
向A 方向转动 SS 拨杆❶之后,缝迹间距变大,向 B 方向转动之后,缝迹间距变小。
2) 调整结束之后,用附属的固定螺丝❸,安装 SS 护罩❹。固定螺丝❺与间距刻度板一起拧紧固定。
另外,还请切断从空气压缩机来的空气供给。
❷
B
A
❶
❸
❹
❺
– 8 –

VIII. 机台图纸
机台图纸 ( 半落地式 )H22/23-UT59直接驱动规格
钻挖 17
4-10.5 孔 26 挖深 3.5
2-φ3.4 背面深度 10
( 安装时应钻孔 )
Z-Z(4 处)
抽屉止动器安装位置 ( 背面 )
4-φ3.4 背面深度 20
( 安装时应钻孔 )
– 9 –
IX. 针杆上停止位置的设定
❸
Ⓐ
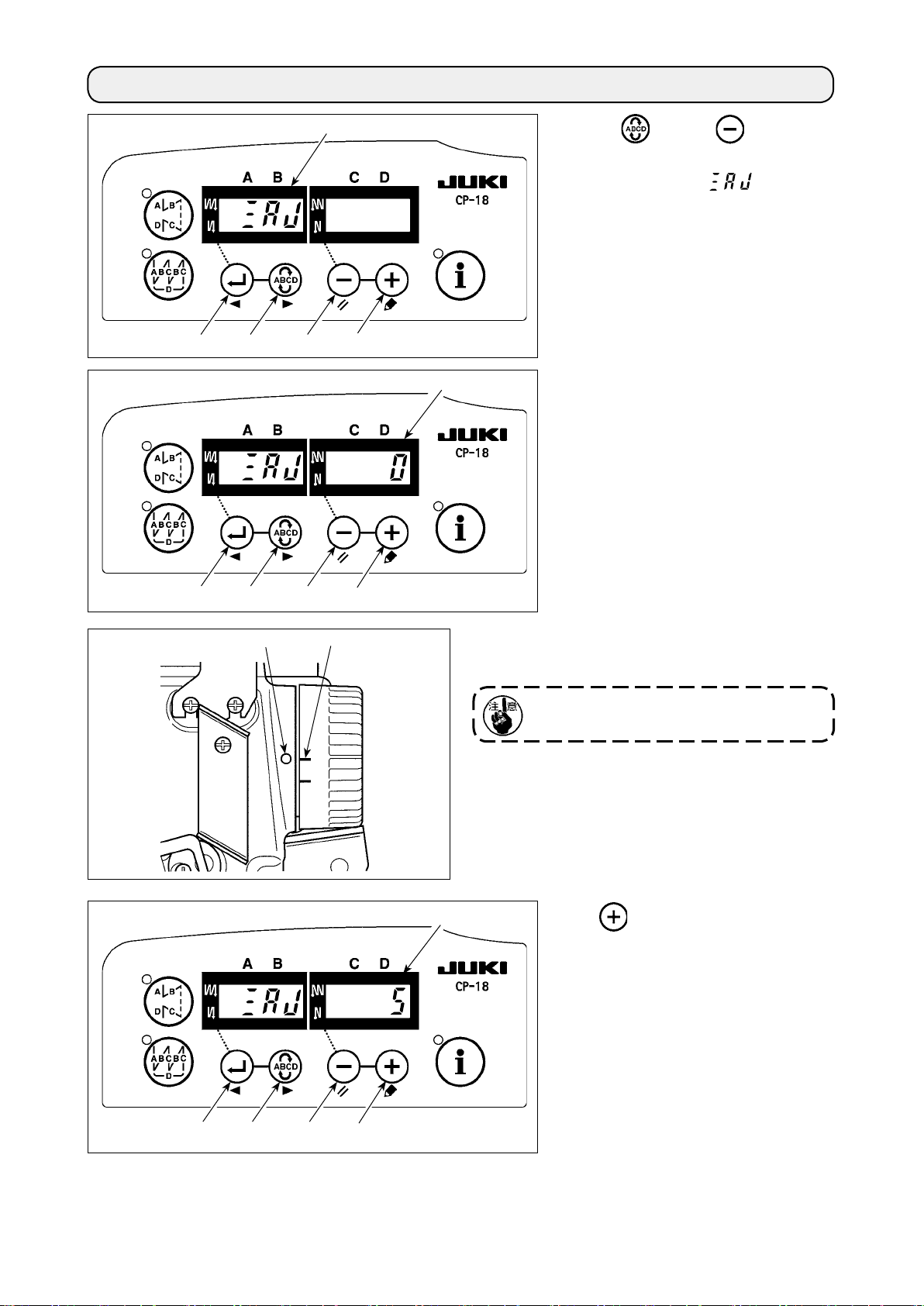
1) 按住 开关❹和 开关❺的同时
打开 (ON) 电源开关。
2) 在显示器上显示出
(Ⓐ
),变
换为调整模式。
❺❹
❻
Ⓑ
3) 用手转动机头飞轮一圈之后,检测主轴
基准信号,在显示部Ⓑ上显示出与主轴
基准信号的角度,并发出吡的声音。( 此
值为参考值。)
❷
❺❹❸
❶
❻
4) 在此状态下,再用手转动机头飞轮 1 圈,如图所示
那样让飞轮的刻线❶和机架的凹部❷对齐。
转动方向是顺时针转动方向。如果逆时针方向
转动了,有可能角度偏移 2 度左右。
Ⓑ
5 ) 按 开关❻。( 此值为参考值。)
显示部Ⓑ上显示的数值将在「X. 防止
绽线参数的设定」p.12 中使用,请把
它记录保存好。
❺❹❸
❻
– 10 –
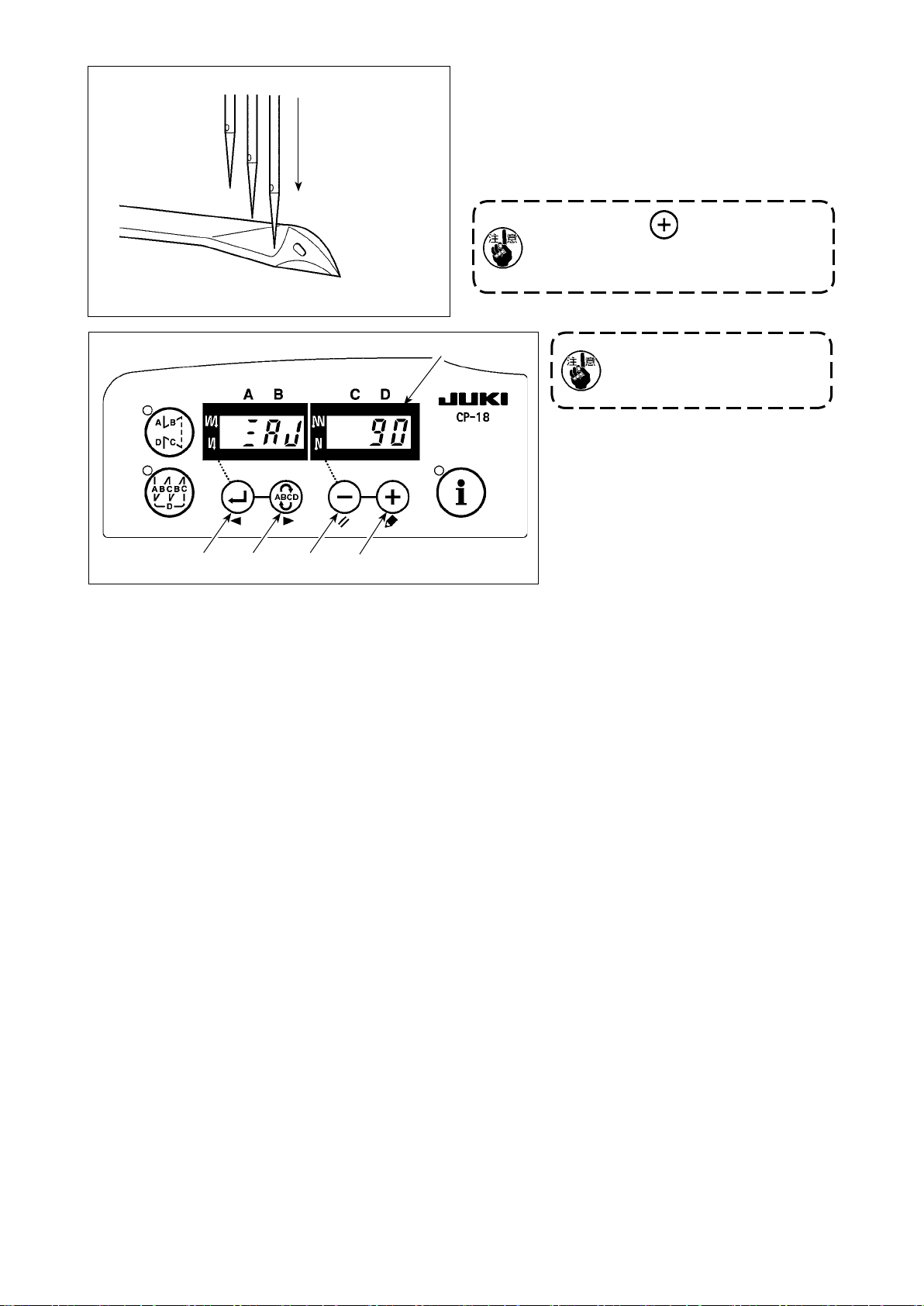
机针下降方向时
6) 在针杆上停止位置的设定模式的状态下,用手转动
机头上飞轮,在如图所示的那样把机针的前端对准
弯针的中心的位置,请把固定显示部Ⓑ的数值记录
保存好。
显示部Ⓑ上显示的数值将在「X. 防止绽线参数的设
定」p.12 中使用,请把它记录保存好。
在此状态下,按了 开关❻之后,针杆上停
止位置的设定会被重新设定,因此请什么也不
要按立即关闭(OFF)一次电源。
Ⓑ
❺❹❸
❻
转动方向是顺时针转动方向。如果
逆时针方向转动了,有可能角度偏
移 2 度左右。
– 11 –

X. 防止绽线参数的设定
Ⓓ
Ⓒ
❷
❶
Ⓐ
Ⓑ
1) 一边按 开关❼的同时一边打开
(ON) 电源。
(显示项目上显示出上次设定变更后的
项目。)
* 画面显示不变化时,请重新进行 1) 的
操作。
(注意)想要重新打开电源开关时,请一定
间隔 1 秒钟以上之后再进行操作。
关闭了电源后,如果立即打开电源
❻❺❹❸
Ⓔ
❼
的话,缝纫机有可能不能正常动作。
如果发生这种情况时,请重新再次
打开电源。
2) 按 开关❸或者按 开关❹,把设
定 No. 调整到 128。这样,现在的设定
值被显示到显示部Ⓑ。
按 开关❺或者按 开关❻,在左
机针下降方向,把数值变更为对准弯针
的中心的数值减去「IX. 针杆上停止位
置的设定」p.10 的 5)显示在显示部
的数值之后的数值。
Ⓑ
❺❹❸
❻
例如)在左机针下降方向对准弯针中心的
数值 90 减去「IX. 针杆上停止位置的
设定」p.10 的 5)显示在显示部Ⓑ的
数值 5 后的数值,即 90 - 5 = 85。
按 开关❺或者按 开关❻,变更
为 85。
3) 变更完了之后,按 开关❸或按 开关❹,确定更新的数值。
(注意) 进行此操作之前,如果关闭 (OFF) 了电源的话,则变更的内容不能被更新。
按了 开关❸之后,画面显示变为前 1 个设定 No.,按了 开关❹之后,画面显示变为后 1 个设定 No.。
操作结束后,关闭 (OFF) 电源,然后再次打开 (ON) 电源,就返回到通常的缝制状态。
– 12 –
 Loading...
Loading...