


MF-7900(D)/UT55,56,57
KULLANMA KILAVUZU

İÇİNDEKİLER
!
. TEKNİK ÖZELLİKLER ...................................................................................................1
@
. BAŞLANGIÇTA ..............................................................................................................1
#
. AKSESUARLARIN MONTAJI ........................................................................................2
1. Baskı ayağını kaldıran silindirin montajı ....................................................................................... 2
2. Hava regülatörünün montajı .......................................................................................................... 2
3. SC-921 montajı ve kurulumu .......................................................................................................... 3
(1) SC-921’in masaya montajı ( Masaya monte edilen tip ) ............................................................................3
(2) SC-921’in masaya montajı ( Yarı gömme tip ) ............................................................................................3
(3) Kabloların bağlanması .................................................................................................................................4
(4) Makine kafasının ayar prosedürü ................................................................................................................5
(5) İğne milinin alt duruş konumunun ayarlanması ........................................................................................6
$
. HAVA BORUSU DONANIMI ÇİZİMİ ...............................................................................7
1. İplik kesme cihazı boru donanımı (UT57) ...................................................................................... 7
2. İplik kesme cihazı boru donanımı (UT55) ...................................................................................... 8
3. Hava üeme için boru donanımı çizimi (UT56) ............................................................................. 9
4. Hava regülatörünün ayarlanması .................................................................................................. 9
%
. MAKINE KAFASINA IPLIK GEÇIRILMESI ..................................................................10
^
. LÜPER İPLİĞİ KESME MEKANİZMASININ AYARLANMASI .....................................11
1. İplik kesici hava silindirinin ayarı .................................................................................................11
2. Alt bıçağın ayarlanması ................................................................................................................ 12
3. Kelepçe basıncı ayar yayı konumunun ayarlanması ................................................................. 12
4. Bıçak basıncı ayarlama yayının ve bıçak angajmanının ayarlanması ...................................... 12
5. Kelepçe yayı basıncının ayarlanması .......................................................................................... 12
6. Lüper ipliği kesme mekanizmasının başlangıç konumu ........................................................... 13
7. Durdurucu ayarı ............................................................................................................................ 13
8. Alt bıçak yüksekliğinin ayarlanması ............................................................................................ 13
9. Alt bıçak tutucu kılavuzunun ayarlanması .................................................................................. 13
10. Alt bıçak keskin ucunun yatay konumunun ayarlanması ......................................................... 14
11. İplik kesme sensörünün ayarlanması ......................................................................................... 14
12. Lüper ipliği kesme hızının ayarlanması ...................................................................................... 14
&
. İPLİĞİ SERBEST BIRAKMA MEKANİZMASI AYARI ..................................................15
1. Disk yükselmesinin ayarlanması ................................................................................................. 15
2. İpliği serbest bırakan çağanoz ayarı ........................................................................................... 15
*
. ÜST KAPLAMA İPLİĞİ KESME MEKANİZMASININ AYARLANMASI .......................16
1. Bıçakların birbirine geçme ayarı .................................................................................................. 16
2. Kelepçe yayı basıncının ayarlanması .......................................................................................... 16
3. Hareketli bıçakta keskin uç konumunun ayarlanması ............................................................... 16
4. Hareketli bıçak hızının ayarlanması ............................................................................................. 17
(
. HAVA ÜFLEMELİ TOKATLAYICININ AYARLANMASI (UT56) ....................................18
1. Hava üeyicili tokatlayıcının montajı .......................................................................................... 18
2. Hava üeyicili tokatlayıcının ayarlanması .................................................................................. 18
)
. İĞNE İPLİĞİ TOKATLAYICININ (UT55) AYARLANMASI ............................................19
1. Kelepçe yayı ayarlanması ............................................................................................................. 19
2. İğne ipliği tokatlayıcının takılması ............................................................................................... 19
_
. BAKIM ..........................................................................................................................20
1. Motor fanının temizlenmesi .......................................................................................................... 20
i
!
. TEKNİK ÖZELLİKLER
Model adı: Yüksek hızlı, silindir yataklı reçme dikiş makinesi Yarı kuru tip kafalı, yüksek hızlı, silindir yataklı reçme
dikiş makinesi
Model MF-7900 serisi MF-7900D serisi
İlmek tipi ISO standardı 406, 407, 602 ve 605
Uygulama örneği
Dikiş hızı Maksimum 6.500 sti/min (aralıklı çalışma sırasında)
V kayış tipi
Maksimum 6.000 sti/min (aralıklı çalışma sırasında)
Doğrudan tahrik tipi
Teslimat sırasındaki dikiş hızı
4.500 sti/min (aralıklı çalışma sırasında)
İğne numarası 3 iğne … 5,6 mm ve 6,4 mm
2 iğne ... 3,2 mm ve 4,0 mm ve 4,8 mm
Diferansiyel besleme
oranı
İlmek uzunluğu 0,9 mm ile 3,6 mm arasında (4,5 mm’ye kadar ayarlanabilir)
İğne UY128GAS #9S ile #14S arasında (standart #10S) UY128GAS #9S ile #12S arasında (standart #10S)
İğne mili stroku 31 mm.(ya da eksantrik pimi değiştirirken 33 mm)
Boyutlar (Yükseklik) 450 x (Genişlik) 456 x (Uzunluk) 267
Ağırlık 45 kg (Pnömatik tip iplik kesicili) , 42 kg
Baskı ayağı kalkışı 8 mm (iğne numarası: üst muhafaza yokken 5,6 mm) ve 5 mm (üst muhafaza varken)
Besleme ayar yöntemi Ana besleme ... kadran tipi dikiş adımı ayar yöntemi
Diferansiyel besleme ... kol ayar yöntemi (mikro ayar mekanizması temin edilmektedir.)
Lüper mekanizması Küresel çubuk tahrik yöntemi
Yağlama sistemi Dişli pompayla basınçlı yağlama yöntemi
Yağlama yağı JUKI GENUINE OIL 18
Yağ deposu kapasitesi Yağ göstergesi alt işaret çizgisi : 600 cc ile üst işaret çizgisi : 900 cc arasında
Kurulum Sabit masalı tip, Yarı gömülü tip
Gürültü
‘- İş istasyonunda sürekli ses basıncı seviyesinin (LpA)
yayılmasına denk :
A-79,5 dBA’nın ağırlıklı değeri; (KpA = 2,5 dBA dahil)
; ISO 10821- C.6.2 -ISO 11204 GR2 uyarınca 4.500
sti/min.
Kıvırma, düğümlerin gizlenmesi ve genel olarak örme kumaşlar
Maksimum 5.000 sti/min (aralıklı çalışma sırasında)
V kayış tipi
Maksimum 5.000 sti/min (aralıklı çalışma sırasında)
Doğrudan tahrik tipi
Teslimat sırasındaki dikiş hızı
4.000 sti/min (aralıklı çalışma sırasında)
1 : 0,9 ile 1 : 1,8 arasında (ilmek uzunluğu: 2,5 mm'den küçük)
(1:0.6 ilâ 1:1.1, diferansiyel bağ menteşe vidası değiştirildiğinde)
Mikro-diferansiyel besleme ayar plakası temin edilmektedir. (Mikro ayar)
Mikro-kaldırma mekanizması temin edilmektedir.
‘- İş istasyonunda sürekli ses basıncı seviyesinin (LpA)
yayılmasına denk :
A-76,5 dBA’nın ağırlıklı değeri; (KpA = 2,5 dBA dahil)
; ISO 10821- C.6.2 -ISO 11204 GR2 uyarınca 4.000
sti/min.
@
. BAŞLANGIÇTA
1
Dikiş makinesini kurmadan önce taşıma bandını 1
sökün.
– 1 –
#
. AKSESUARLARIN MONTAJI
UYARI :
Makinenin aniden çalışarak yaralanmaya sebep vermemesi için, bir sonraki çalışmayı güç şalterini kapatıp
motorun çalışmadığını kontrol ettikten sonra başlatın.
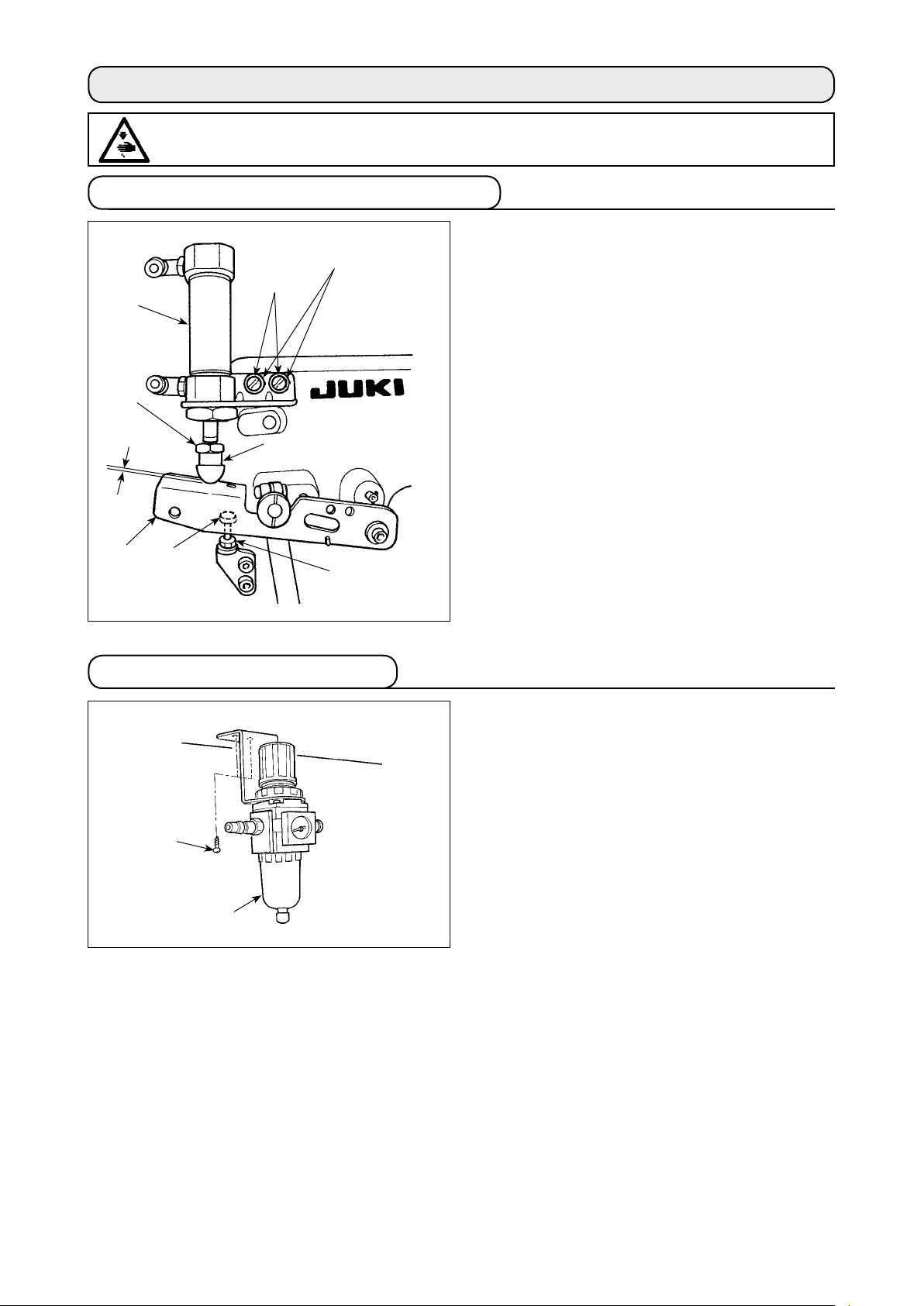
1. Baskı ayağını kaldıran silindirin montajı
4,7
3
1
8
1 - 2mm
2
5
9
6
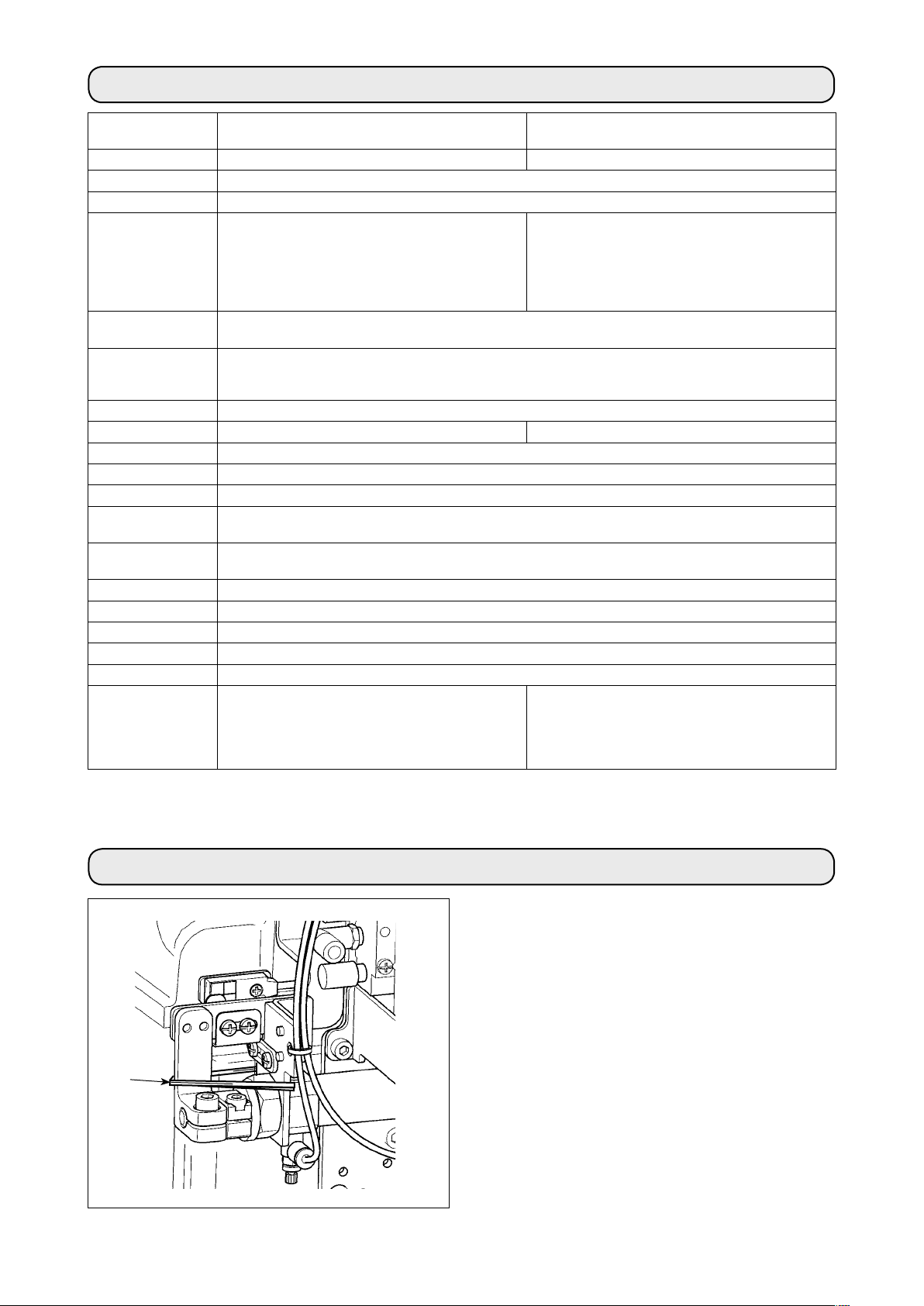
2. Hava regülatörünün montajı
1) Baskı ayağını kaldıran silindir grubunu
, pullarla 4 ve yaylı pullarla 7 dikiş makinesine
3
monte edin.
2) Baskı ayağını kaldıran silindir grubunun 1 üst
ucundaki kapak 9 ile baskı ayağı kaldırma kolu 2
arasında 1-2 mm boşluk kalacak şekilde vidayı 3
sıkın.
1-2 mm boşluk kalacak şekilde ayar yapılamazsa,
kapak ve kol arasında doğru boşluk değeri elde
etmek için somun 8 ve kapak 9 yüksekliğini ayarlayın.
3) Vida 5 yüksekliğini MF-7900 Kullanım Kılavuzuna
^
göre (
ması
4) Silindir grubu 1 stroku 30 mm’dir. Baskı ayağı
kaldırma kolunun 2, silindir stroku sınırları içinde
vidayla 5 temas ettiğini kontrol edin.
-14. Baskı ayağı kaldırıcısının ayarlan-
) ayarlayıp somunu 6 sıkın.
, vidalarla
1
2
1) Hava regülatörü grubunu 1, ahşap vidalarla 2
masanın altına monte edin.
1
– 2 –
3. SC-921 montajı ve kurulumu
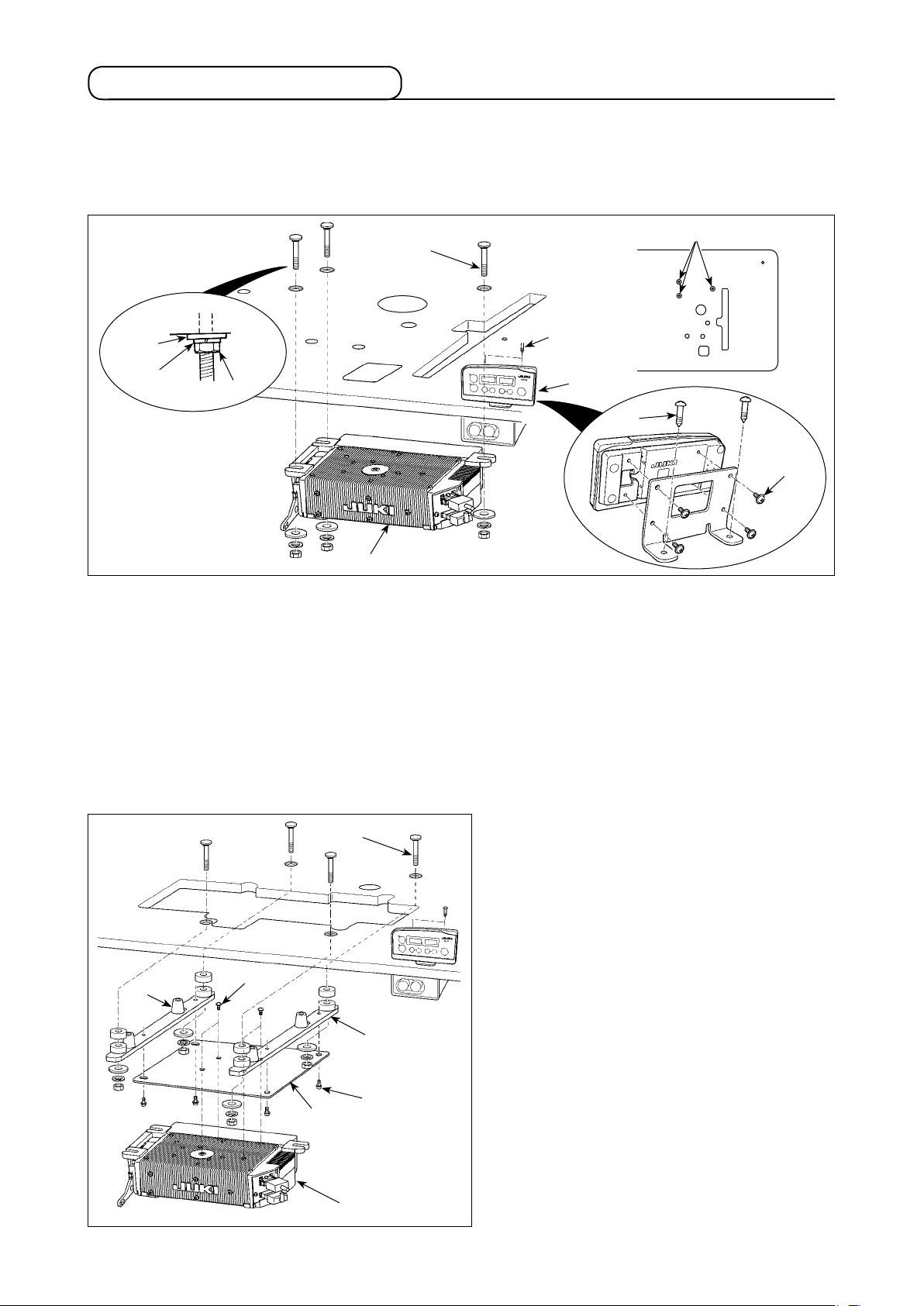
(1) SC-921’in masaya montajı ( Masaya monte edilen tip )
* Talimatlar, MF-7900(D) masasına kontrol kutusu monte edilmiş olması halinde geçerlidir.
Başka bir makine kafası kullanmak için, ilgili dikiş makinesinin ana gövdesine ait Kullanım Kılavuzuna göre
kontrol kutusunu monte edin.
1
Şekil B
4
Şekil A
Konveks
rondela
Yaylı
rondela
Altı köşe başlı
somun
1
6
5
6
2
1) Kontrol kutusunu 2 ünite ile birlikte temin edilen montaj cıvatalarıyla 1 masanın üzerine monte edin.
Bu sırada, destek plakaları ve kontrol kutusunu sıkıca sabitlemek için, ünite ile birlikte verilen somun ve pulları
Şekil A'da gösterildiği gibi takın.
2) Kontrol kutusunu 2 (ya da küçük boyutlu motor üniteli olanı) masaya takın. Ardından dikiş makinesinin kafasını masaya takın. (Dikiş makinesinin Kullanım Kılavuzuna bakınız.)
3) Üniteyle birlikte temin edilen dört adet kılavuz cıvatayı 4 kullanarak, montaj plakasını CP-18 panelini 5 üzerine monte edin. Kablonun montaj plakasının altına sıkışmamasına dikkat edin.
(CP-18’i Şek. B.’de gösterildiği gibi masanın üzerine monte edin.)
4) Ahşap vida 6 kullanarak CP-18 panelini 5 masanın üzerine monte edin.
(2) SC-921’in masaya montajı ( Yarı gömme tip )
1
!0
8
7
!1
9
2
1) Sağ ve sol destek plakalarını 7 monte edin ve
destek plakalarına ait iki adet kauçuk yuvayı 8
takın.
2) Kontrol kutusu montaj plakasını 9 kontrol kutusunun üzerine dört vida !0 ile takın.
3) Yukarıda anlatılan grubu, dört vidaylaYukarıda anlatılan grubu, dört vidayla !1 takviye
plakasına 7 monte edin.
4) Destek plakalarını 7 ve kontrol kutusunu 2
ünite ile birlikte temin edilen montaj cıvatalarıy-
la 1 masanın üzerine monte edin. Bu sırada,
destek plakaları ve kontrol kutusunu 2 sıkıca
sabitlemek için, ünite ile birlikte verilen somun
ve pulları Şekil A'da gösterildiği gibi takın.
* Bundan sonraki adımlar masaya sabitlenen tip
makine kafalarınınki ile aynıdır.
– 3 –
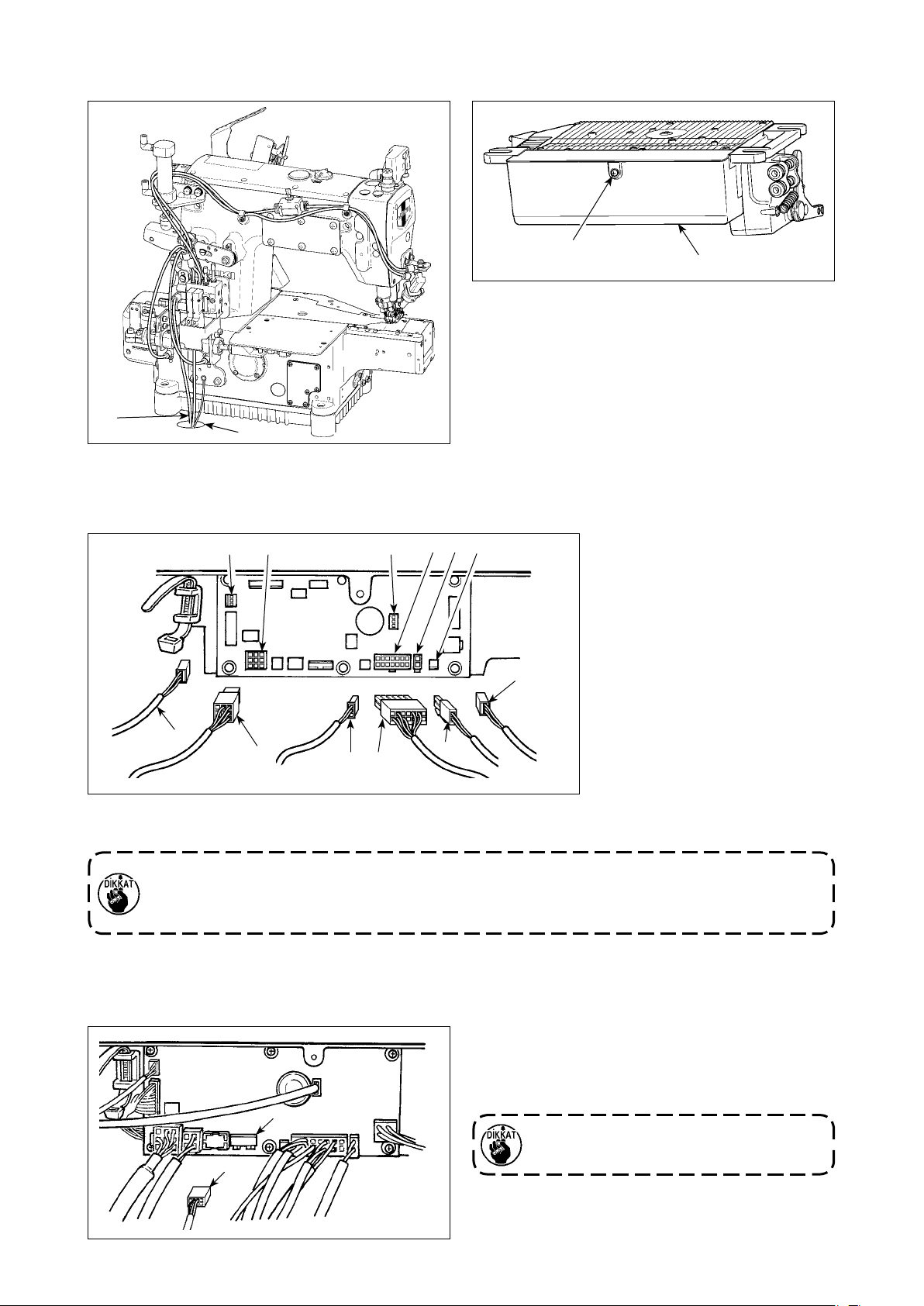
(3) Kabloların bağlanması
1
A
1) İplik kesici solenoid, geri dikiş solenoidi vb.İplik kesici solenoid, geri dikiş solenoidi vb.
kablolarını 1 ve motordan gelen kabloyu makine
masasının altına yönlendirmek için masadaki delikten A geçirin.
!1
!2!0
3
8
9
5
B
2) Kapağı açmak için kapaktakiKapağı açmak için kapaktaki
dayla gevşetin.
7
!4
6
!3
4
2
vidayı B tornavi-
2
3) Makine kafasından gelenMakine kafasından gelen
14P kodunu 3 konektöre 6
bağlayın (CN36).
4) Makine kafasından gelen 3PMakine kafasından gelen 3P
kabloyu 9 konektöre !0 (CN42)
bağlayın.
5) Baskı ayağı kaldırma kablosu
2P’yi 4 konektöre 7 (CN37)
yerleştirin.
6) Motordan gelen konektörüMotordan gelen konektörü 5
devre kartının üzerindeki konektöre 8 (CN30) bağlayın.
7) Pedal sensörü kablosunuPedal sensörü kablosunu !1 konektöre !2 (CN34) takın.
8) Motor fanı kablosunu !3 konektörekonektöre !4 yerleştirin.
Her konektörün bir takış yönü vardır, dolayısıyla takış yönlerini kontrol ettikten sonra ilgili konektörlerin sağlam takıldığını kontrol edin. (Kilitli tip kullanıyorsanız, konektörleri kilide iyice oturana kadar itin.)
Konektörler uygun şekilde takılmamışsa dikiş makinesi düzgün çalışmaz. Ayrıca sadece sorun ya da hata
uyarı mesajı çıkmaz, dikiş makinesi ve kumanda paneli de zarar görür.
[Çalışma paneli konektörü bağlanıyor]
!6
!5
Çalışma paneli konektörü temin edilmektedir.
Konektörün !5 yönüne dikkat ederek, devre levhası
üzerindeki konektöre !6 (CN38) bağlayın. Bağlantıyı
yaptıktan sonra konektörü sağlam şeklide kilitleyin.
Konektörü bağlamadan önce gücü mutlaka
kapatın.
– 4 –
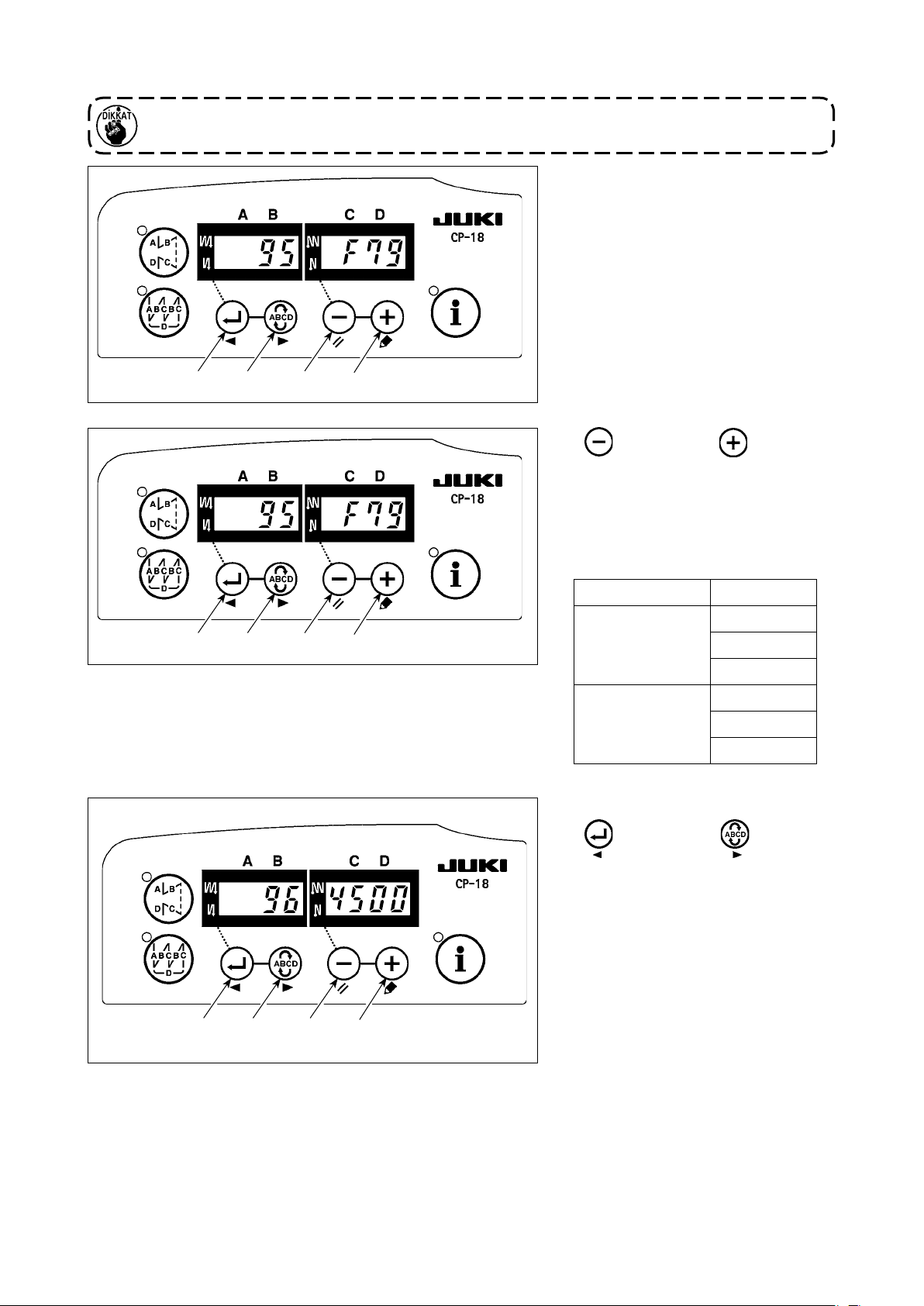
(4) Makine kafasının ayar prosedürü
CP-18 dışındaki çalışma panelleri için, makine kafasının ayarı sırasında kullanılacak olan çalışma panelinin
Kullanım Kılavuzuna bakınız.
1) 95 numaralı fonksiyon ayarını çağırın.
321
4
2)
düğmesine 3 (
düğmesi 4)
basarak makine kafası tipi seçilebilir.
* Makine kafası tipi için, dikiş makineni-Makine kafası tipi için, dikiş makineni-
zin makine kafası Kullanım Kılavuzuna
ya da ayrı sayfadaki
SI LISTESI”
ne bakınız.
“MAKINE KAFA-
Makine kafası tipi Model adı
MF-7900/UT55
321
4
F79
F79d
MF-7900/UT56
MF-7900/UT57
MF-7900D/UT55
MF-7900D/UT56
MF-7900D/UT57
3) Makine kafası tipini seçtikten sonra,
düğmesine 1 ( düğmesi 2)
basınca 96 ya da 94 numaralı adıma
geçilir ve ekran görünümünde otomatik olarak makine kafası tipine denk
düşen ayar içeriğine geçilir.
321
4
– 5 –

(5) İğne milinin alt duruş konumunun ayarlanması
122 numaralı fonksiyon ayarını çağırın.
İğne mili alt duruş konumunun Şekil 1’
deki gibi olduğunu kontrol edin. Değilse,
122 numaralı fonksiyon ayarını kullanarak iğne mili alt duruş konumunu uygun
şekilde ayarlayın. (±15° aralığında ayar
yapılabilir)
Şekil 1
321
4
– 6 –

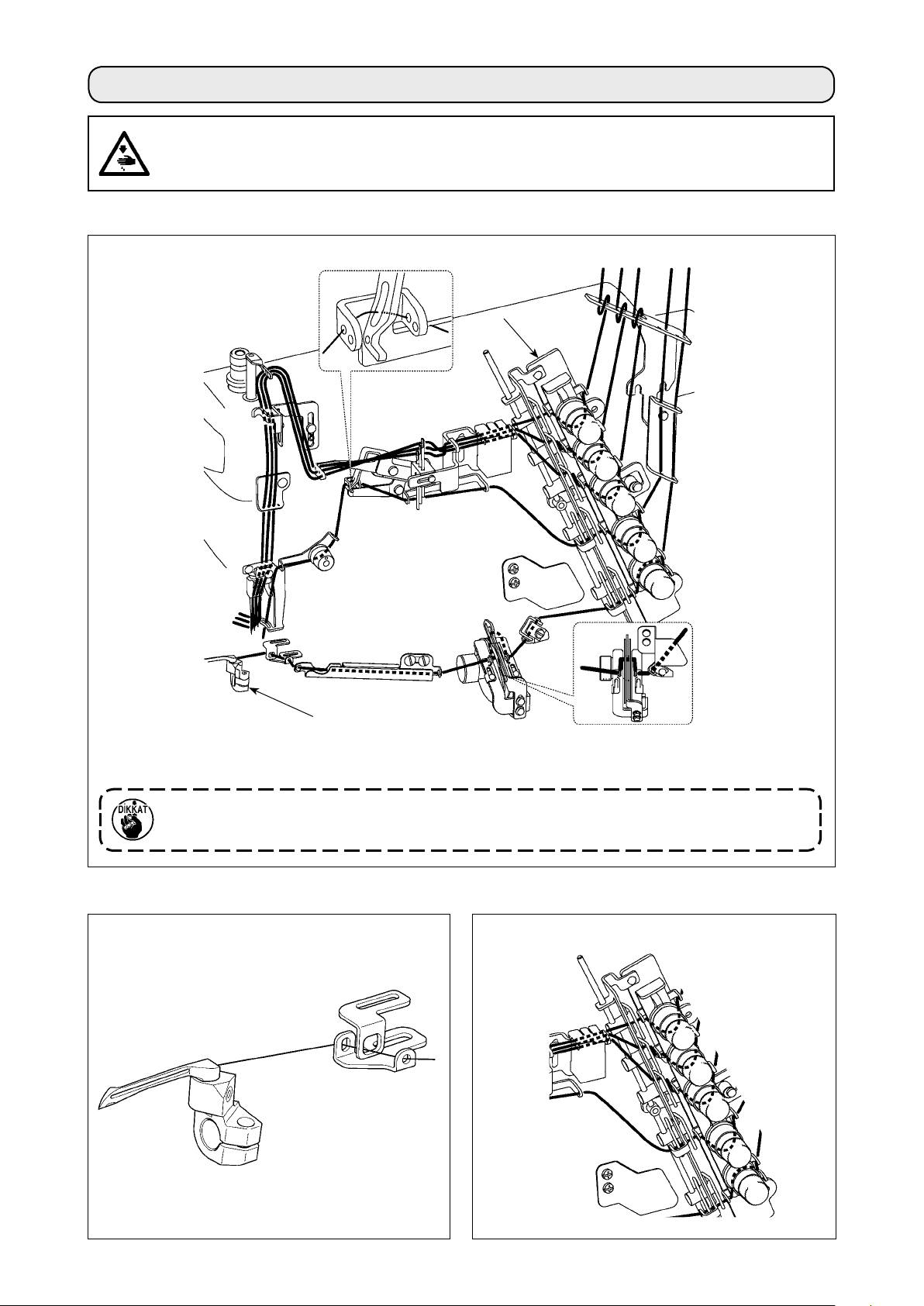
$
. HAVA BORUSU DONANIMI ÇİZİMİ
UYARI :
Makinenin aniden çalışarak yaralanmaya sebep vermemesi için, bir sonraki çalışmayı başlatmadan önce
güç şalterini kapatıp motorun çalışmadığını kontrol edin. Ayrıca kompresörden gelen havayı kesin.
1. İplik kesme cihazı boru donanımı (UT57)
3
4
!1
@3
2
!1
9
9
9
!0
!0
!1
1
– 7 –

2. İplik kesme cihazı boru donanımı (UT55)
3
4
@3
!1
9
– 8 –

3. Hava üeme için boru donanımı çizimi (UT56)
3
4
6
5
3
5
3
@3
1
2
4. Hava regülatörünün ayarlanması
2
Hava hortumu
1
3
@3
A
1) Hava hortumunu hava regülatörüne 1 takın.
2) 0,4 - 0,5 Mpa (4 ila 5 kgf/cm2) arasında basınçlı
hava kullanın.
3) Regülatör topuzunu 2 yukarı çekin, hava basıncını ayarlamak için topuzu 2 çevirip ibreyi 0,4 - 0,5
değerine getirin.
4) Ayar yaptıktan sonra, regülatör topuzunu 2 aşağı
bastırın.
5) Kullanım sırasında regülatörün 1 A kısmında su
biriktiği zaman, suyu tahliye etmek için tahliye musluğunu 3 açın.
– 9 –
%
. MAKINE KAFASINA IPLIK GEÇIRILMESI
UYARI :
Makinenin aniden durarak yaralanmalara sebep vermemesi için, bir sonraki çalışmayı gücü kestikten ve
motorun çalışmadığını kontrol ettikten sonra başlatın. İplik yanlış takılırsa dikiş atlama, iplik kopması,
iğnenin kırılması ya da düzensiz dikişlere neden olur. Bu konuda dikkatli olun.
İpliği, aşağıdaki resimlere uygun olarak makine kafasına takın.
2
1
* Yukarıdakinden farklı ayar prosedürleri için, MF-7900 Kullanım Kılavuzuna bakınız.
Ön plaka bölümündeki küçük iplik gerginliği otomatik iplik kesicili makinelerde kullanıldığında, iplik kesiminden sonra iğnede kalan iğne ipliği uzunluğu kısalır ve dikişin başlangıcında iplik iğneden çıkabilir.
1
2
– 10 –
^
. LÜPER İPLİĞİ KESME MEKANİZMASININ AYARLANMASI
UYARI :
Makinenin aniden çalışarak yaralanmaya sebep vermemesi için, bir sonraki çalışmayı başlatmadan önce
güç şalterini kapatıp motorun çalışmadığını kontrol edin. Ayrıca kompresörden gelen havayı kesin
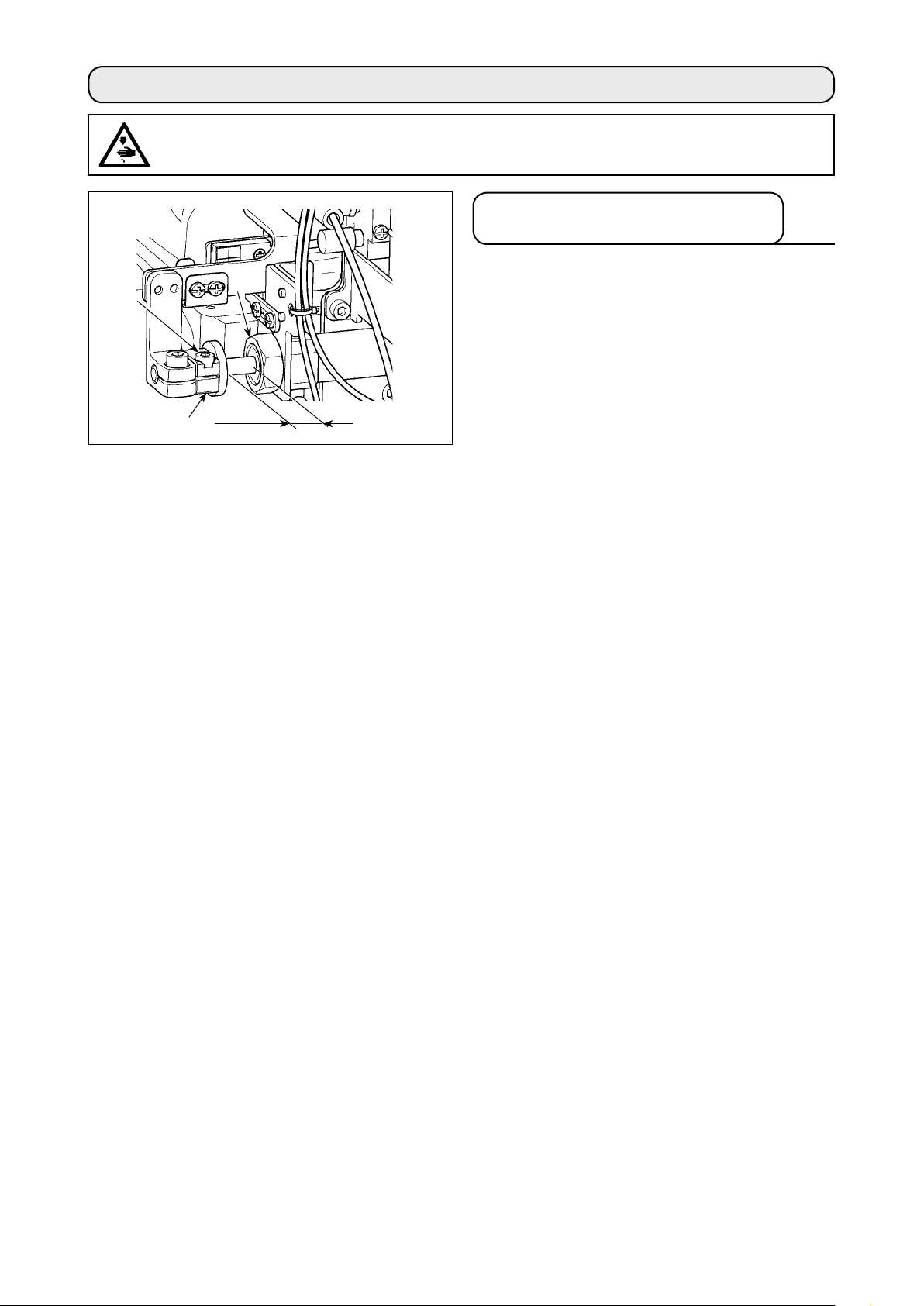
1. İplik kesici hava silindirinin ayarı
1) Hava silindiri 3 stroku 18 mm’dir.
2
1
3
18 mm
Stroku ayarlarken, bilezik tespit vidasını 2 gevşe-
tin ve bileziği 1 sola ya da sağa kaydırarak ayarlayın.
– 11 –

4
0,5 mm
4
65,5 mm
!0
8
7
6
5
9
2. Alt bıçağın ayarlanması
1) Tespit vidalarınıTespit vidalarını 6 kullanarak alt bıçağı 4 ve alt
bıçak tutucusunu 5 şekildeki konuma ayarlayın.
3. Kelepçe basıncı ayar yayı konumunun ayarlanması
1) Vidaları 9 gevşetin.
2) Alt bıçak en sağdaki konumuna getirildiğinde tutucu basıncı ayar yayının !2 üst ucu ile alt bıçağın 4
üst ucu arasında 2,5 ± 0,5 mm'lik bir açıklık olacak
şekilde ayarlayın.
3) Ayar yaptıktan sonra vidalarıAyar yaptıktan sonra vidaları 9 sıkın.
4. Bıçak basıncı ayarlamaBıçak basıncı ayarlama yayının ve bıçak angajmanının ayarlanması
1) 7 ve 8 vidalarını gevşetin, alt bıçak 4 en sağda
iken üst bıçak !0 ile alt bıçak birbirine 0,5 mm
geçecek şekilde üst bıçak !0 konumunu ayarlayın.
2) Aynı zamanda, bıçak basıncı ayar yayı !1 ile tutucu
basıncı ayar yayı !2 arasında 0,5 ila 1 mm’lik bir
açıklık olacak şekilde ayarlayın.
3) Ayar yaptıktan sonra vidalarıAyar yaptıktan sonra vidaları 7 sıkın.
2,5 ± 0,5 mm
4
0,5 ila 1 mm açıklık
!2
5. Kelepçe yayı basıncının ayarlanması
!1
1) İplik kesiminden sonra, ilmek yapıcı ipliği tutucu
basıncı ayar yayı !2 ile tutulur.
2) Lüper ipliğini tutma basıncı, vidayıLüper ipliğini tutma basıncı, vidayı 8 döndürerek
ayarlanır.
3) VidaVida 8 saat yönünde çevrildiği zaman tutma
basıncı artar, saat yönü tersine çevrildiğinde azalır.
4) Tutma basıncını, lüper ipliği tutma basıncı
aralığında mümkün olduğu kadar düşük tutun.
!1
!2
– 12 –

4
İğne mili merkezi
6.
Lüper ipliği kesme mekanizmasının başlangıç konumu
Alt bıçak 4 en sol konumunda yer aldığında, alt bıçağın 4 üst ucu ile iğne milinin merkezi arasında 22 ± 0,5
mm aralık olmalıdır.
22 ± 0,5 mm
!4
0 ila 0,1 mm
!3
4
!2
0,3 ila 1 mm
7. Durdurucu ayarı
Pnömatik cihaz açıkken en sol noktayı kontrol edin.
Ayar, hava basıncı 0,5 MPa iken yapılmalıdır.
Durdurucu !4 konumunu ayarlarken, karşı bıçak en sol
konumda iken (ön uç) lüper !3 ile tutucu basıncı ayar
yayı !2 arasında 0,3-1 mm boşluk bırakın.
8. Alt bıçak yüksekliğinin ayarlanması
İğne üst ölü noktadayken, lüper iplik kesici 4 alt yüzeyi
ile lüper !3 üst yüzeyi arasında 0-0,1 mm boşluk bırakılmalıdır.
İplik kesici mekanizmayı elle çalıştırma işlemini, iğne mili en yüksek konumdayken yapın.
!3
9. Alt bıçak tutucu kılavuzunun ayarlanması
Alt bıçak sağdan sola doğru hareket ederken alt bıçak
tutucu, kılavuz ile hafçe temas eder.
Haf temas
– 13 –

Alt bıçağın keskin kenarı, lüper
kalınlığının ortasındadır.
!3
9 mm
4
!5
5
10. Alt bıçak keskin ucunun yatay konumunun ayarlanması
1) İğne milini en üst konuma getirin.
2) Alt bıçak 4 keskin ucu, lüper !3 kalınlığının ortasında olacak şekilde ayarlayın; bu sırada lüperin
sağ kenarı ile alt bıçağın 4 sivri ucu arasında 9
!3
mm boşluk olmalıdır.
3) SomunuSomunu !5 gevşetin, alt bıçak tutucusunu 5 ileri
geri hareket ettirerek alt bıçak 4 keskin ucunun
konumunu ayarlayın.
4) Ayar yaptıktan sonra somunuAyar yaptıktan sonra somunu !5 sıkın.
İplik kesici mekanizmayı elle çalıştırma işlemini, iğne mili en yüksek konumdayken yapın.
!7
!6
!8
@2
3
@3
11. İplik kesme sensörünün ayarlanması
Lüper ipliği kesme cihaz başlangıç konumuna dönmeden dikiş makinesinin çalışmaması için emniyet cihazı
takılmıştır.
1) Tespit vidalarını !6 gevşetin.
2) İplik kesici cihaz tamamen başlangıç konumuna
döndüğü zaman iplik kesici sensörüne !8 ait LED
yanacak şekilde düğme plakasını !7 ayarlayın.
3) Tespit vidalarını !6 sıkın.
İplik kesici mekanizmayı elle çalıştırma işlemini, iğne mili en yüksek konumdayken yapın.
12.
Lüper ipliği kesme hızının ayarlanması
Lüper ipliği kesme cihaz hızı, 3 hava silindirinin @2 ve
hız kumandalarıyla değiştirilebilir.
@3
1) Alt bıçağın dışarı çıkma hızını değiştirmek isterseniz, hız kumandasının @2 somununu gevşetip ayar
vidasını çevirin.
Alt bıçağın dönüş hızını değiştirmek isterseniz, hız
kumandasının @3 somununu gevşetip ayar vidasını
çevirin.
2) Ayar yaptıktan sonra @2 ve @3 hız kumandalarının
somunlarını sıkın.
– 14 –
Alt bıçağın dışarı çıkış hızı düşükken iplik
・
kesme hatası meydana gelir.
Alt bıçağın dönüş hızı yüksekken, alt iplik
・
tutuş hatası ya da kalan üst iplik boyunda
düzensizlik meydana gelir.

&
. İPLİĞİ SERBEST BIRAKMA MEKANİZMASI AYARI
UYARI :
Makinenin aniden çalışarak yaralanmaya sebep vermemesi için, bir sonraki çalışmayı başlatmadan önce
güç şalterini kapatıp motorun çalışmadığını kontrol edin. Ayrıca kompresörden gelen havayı kesin.
*A
Yerine oturma yeri ile disk arasındaki mesafe 0,2-0,5
mm’dir (5 yerde).
9
7
4
1
2
3
5
!0
45 ± 1mm
*A
6
8
1. Disk yükselmesinin ayarlanması
1) Ayar kamındaki 1 tespit vidasını 2 gevşetin, ayar
kamını 1 çevirince disk yükselme plakası 3 aşağı
ya da yukarı hareket eder.
2) Disk yükselme plakasının 3 yerine oturduğu kısım
ile iplik gergi diski 4 arasındaki boşluğu 0,2-0,5
mm arasında ayarlayıp tespit vidasını 2 sıkın.
3) Disk yükselme plakasının 3 yerine oturduğu kısım
eğer iplik gergi diskiyle 4 temas ederse dikişte
sorun çıkar. Bu konuda dikkatli olun.
2. İpliği serbest bırakan çağanoz ayarı
1) Tespit vidasınıTespit vidasını 5 gevşetin, ipliği serbest bırakan
çubuğun 6 üst ucu ile iplik kılavuzunun 7 üst ucu
arasındaki ölçüyü 45 ± 1 mm arasında ayarlayıp
tespit vidasını 5 sıkın.
2) Tespit vidasınıTespit vidasını 9 gevşetin, ipliği serbest bırakan
çağanozu 8 aşağı ya da yukarı getirince dikiş
başlangıcında kalan iplik boyu ayarlanabilir.
• İpliği serbest bırakan çağanozİpliği serbest bırakan çağanoz 8 yükseltildiği
zaman dikiş başlangıcında kalan iplik boyu
azalır, alçaltıldığı zaman ise artar.
• Elastik olmayan iplik kullanılırken dikişElastik olmayan iplik kullanılırken dikiş
başlangıcında ilmek atlama oluyorsa, ayar
vidasını !0 kullanarak dikiş başlangıcında
kalan üst kaplama ipliği uzunluğunu uygun
şekilde ayarlayın ve vidayı !1 kullanarak dikiş
başlangıcında kalan lüper ipliği uzunluğunu en
aza indirin.
!1
Dikiş başlangıcında kalan iplik boyu kısa iken
ilmek atlama ya da dikiş başlangıcında iğnenin gözünden iplik çıkması olabilir.
– 15 –

*
. ÜST KAPLAMA İPLİĞİ KESME MEKANİZMASININ AYARLANMASI
UYARI :
Makinenin aniden çalışarak yaralanmaya sebep vermemesi için, bir sonraki çalışmayı başlatmadan önce
güç şalterini kapatıp motorun çalışmadığını kontrol edin. Ayrıca kompresörden gelen havayı kesin.
1. Bıçakların birbirine geçme ayarı
1
!0
2
8
0,5 mm
3
!2
4
5
7
6
1) Sabit bıçakSabit bıçak
şekilde ayarlayın.
2) Geçme miktarını ayarlarken, ayarlamak için tespit
vidasını 4 gevşetip bıçak tutucusunu 5 yukarı ya
da aşağı hareket ettirin.
hareketli bıçağa 2 0,5 mm geçecek
1
2. Kelepçe yayı basıncının ayarlanması
1) Kelepçe yayıKelepçe yayı
kaplama ipliğini tutar.
2) İplik tutma basıncı, somun 6 gevşetilip vida 7
çevrilerek ayarlanabilir.
3) Vida 7 sıkıldığı zaman tutma basıncı artar, gevşetildiği zaman azalır.
4) Ayar yaptıktan sonra somunu 6 sıkın.
5) Tutma basıncını, üst kaplama ipliği tutma basıncı
aralığında mümkün olduğu kadar düşük tutun.
, iplik kesme işleminden sonra üst
3
!1
9
2
9
2
0,5 mm
3. Hareketli bıçakta keskin uç konumunun ayarlanması
1) İğne milini en üst konuma getirin.İğne milini en üst konuma getirin.
2) Menteşe vidası 8 aşağı indirildiğinde, hareketli
bıçak da 2 birlikte aşağı iner.
3) Hareketli bıçağın 2 kancası hareketli bıçak 2 en
alt konumuna getirildiğinde hareketli bıçağın üst
kaplama ipliğini yakaladığı konuma getirilen yayıcının 9 üst yüzeyinin gerisine girer. Ardından, !0, !1
ve !2 numaralı tespit vidalarını sıkılayın.
Hareketli bıçağı dikey olarak ayarlayarak yayıcının
boşluk kısmı ile hareketli bıçak arasında 0,5
9
mm'lik bir açıklık olmasını sağlayın, yatay olarak
ayarlayarak da hareketli bıçağın 2 yayıcının boş
kısmındaki genişliğin merkezine, Şekil A’da gösterildiği gibi, gelmesini sağlayın.
4) !2 vidaları bıçağın düşey konum ayarı için, !0
vidaları bıçağın yatay konum ayarı için ve !1
vidaları bıçak açısını ayarlamak içindir.
Hareketli bıçağın 2, çalışma alanı içerisinde
baskı ayağı, iğne, yayıcı vb. parçalara değmediğini kontrol edin.
Şekil A
– 16 –

3
2
1
4. Hareketli bıçak hızınınHareketli bıçak hızının ayarlanması
Hava silindirinin 1 stroku 20 mm’dir.
Hareketli bıçağın hareket hızı, 2 ve 3 hız kumandalarıyla değiştirilebilir.
1) Hareketli bıçağın dışarı çıkma hızını değiştirmek
isterseniz, hız kumandasının 2 somununu gevşetip ayar vidasını çevirin.
Hareketli bıçağın dönüş hızını değiştirmek isterse-
niz, hız kumandasının 3 somununu gevşetip ayar
vidasını çevirin.
2) Ayar yaptıktan sonra 2 ve 3 hız kumandalarının
somunlarını sıkın.
• Hareketli bıçağın dışarı çıkış hızı düşükken
iplik kesme hatası meydana gelir.
• Hareketli bıçağın dönüş hızı yüksekken,
üst iplik tutma hatası meydana gelir.
– 17 –

(
. HAVA ÜFLEMELİ TOKATLAYICININ AYARLANMASI (UT56)
UYARI :
Makinenin aniden çalışarak yaralanmaya sebep vermemesi için, bir sonraki çalışmayı başlatmadan önce
güç şalterini kapatıp motorun çalışmadığını kontrol edin. Ayrıca kompresörden gelen havayı kesin.
1. Hava üeyicili tokatlayıcının montajıHava üeyicili tokatlayıcının montajı
1) Hava üeyicili tokatlayıcı 1 kullanırken iplik kesme
cihazının üst kapağını çıkarın.
2) Hava üeyicili tokatlayıcıyı
sıkın.
3)
2
1
“$. HAVA BORUSU DONANIMI ÇİZİMİ” s.7
rınca boruları yerleştirin.
tespit vidalarıyla
1
2
uya-
2. Hava üeyicili tokatlayıcının ayarlanması
Hava üeyicili tokatlayıcının 1 hava üeme konumunu
ayarlayın.
1) Hava üeyicili tokatlayıcının 1 hava üemesini,
2) Ayar yaptıktan sonra tespit vidalarını 2 geçici olarak
3) Hava kompresöründen hava temin edin ve güç
3
4) Dikiş makinesi pedalının arka kısmına basıldığı
5) Yeniden ayar yaptıktan sonra tespit vidalarını 2
iğne mili en yüksek konumdayken iğnenin arkasına
ve sol iğnenin gözünün biraz alt tarafına gelecek
şekilde ayarlayın.
sıkın.
şalterini AÇIK konuma getirin.
zaman, baskı ayağı yukarı çıkar ve aynı anda hava
üeyicili tokatlayıcı 1 hava üer. Hava üeyicili
tokatlayıcının 1 konumunu yeniden ayarlayarak
havanın sadece iğne gözünün arkasındaki üst ipliğe üemesini sağlayın.
sıkın.
• İğnenin ön kısmına hava üediği zaman,
iğnenin gözündeki üst iplik kayar. Bu konuda dikkatli olun.
• Hız kumandasını 3 kullanarak hava üeme
gücünü ayarlayın.
• Güç şalterini AÇIK konuma getirirken,
kasnak sabit konuma kadar dönebilir. Bu
konuda dikkatli olun.
– 18 –

)
. İĞNE İPLİĞİ TOKATLAYICININ (UT55) AYARLANMASI
UYARI :
Makinenin aniden çalışarak yaralanmaya sebep vermemesi için, bir sonraki çalışmayı başlatmadan önce
güç şalterini kapatıp motorun çalışmadığını kontrol edin. Ayrıca kompresörden gelen havayı kesin.
Kelepçe yayı üst ucu
tokatlayıcıdan dışarı
çıkmamalıdır
1
4
İğne mili
merkezi
5
8mm
15mm
7
6
2
3
8
9
5
1. Kelepçe yayı ayarlanması
Tokatlayıcı çalıştıktan sonra iğne ipliğini tutan yaprak
yayı ayarlayın.
1) Kelepçe yayıKelepçe yayı 8 vida 9 ile birbirlerine paralel olacak şekilde tokatlayıcının 5 üzerine monte edin.
2) Kelepçe yayıKelepçe yayı 8 üst ucu tokatlayıcının 5 üst ucunun eğimli bölümünden dışarı çıkmayacak şekilde
kelepçe yayı vida ile sabitleyin.elepçe yayı vida ile sabitleyin. vida ile sabitleyin.
2. İğne ipliği tokatlayıcının takılması
1) İğne milini en üst konumuna getirin.
2) Montaj tabanını 1 hizalayın ve vidayı 2 sıkılayıp
yuvanın ortasına geçici olarak sabitleyin.
3) Kol 3 montaj tabanına 1 göre yatay olarak
konumlanacak ve aralarında 4 mm’lik bir açıklık
kalacak şekilde ayarlayın. Bu durumdayken, vidayı
sıkılayın.
4
4) Tokatlayıcının üst ucu ile iğne milinin ortası arasında 15 mm açıklık kalacak ve tokatlayıcı 5 en sol
konumuna getirildiğinde yüksekliği boğaz plakasının 6 üst yüzeyinin 8 mm üstünde olacak şekilde
tokatlayıcıyı 5 ayarlayın.
5) Tokatlayıcının 5 üst ucunun konumunu 7 numaralı vida ile tokatlayıcının 5 üst ucunun yüksekliğini ise !0 numaralı vida ile ayarlayın.
6) Ayarlamanın tamamlanmasından sonra, vidaları 2
sıkılayın.
4mm
4
3
!0
Solenoid çalıştığında, solenoid şaftı dönerken
0,9 mm ileri hareket eder. Solenoidi ayarlamak için, kolu 3 kendinize doğru çekerken
solenoidi döndürün. Ayarlamanın tamamlanmasından sonra, solenoidi etkinleştirerek
tokatlayıcının 5 çalışma aralığındaki baskı
ayağı ya da iğne gibi diğer parçalarla temas
edip etmediğini kontrol edin.
– 19 –

_
. BAKIM
UYARI :
Makinenin aniden çalışarak yaralanmaya sebep vermemesi için, bir sonraki çalışmayı başlatmadan önce
güç şalterini kapatıp motorun çalışmadığını kontrol edin. Ayrıca kompresörden gelen havayı kesin.
1. Motor fanının temizlenmesi
1
2
3
Motor kapağını
nın 3 çevresini ve motor kapağını 1 temizleyin.
Temizliğin tamamlanmasından sonra, motor fanını 3
ve motor kapağını 1 tekrar yerine takın.
açın ve vidaları 2 sökün. Motor fanı-
1
– 20 –
 Loading...
Loading...