


MF-7900(D)/UT55,56,57
MANUEL D'UTILISATION
6

SOMMAIRE
!
. CARACTERISTIQUES ...................................................................................................1
@
. AU DEBUT .....................................................................................................................1
#
. POSE DES ACCESSOIRES ..........................................................................................2
1. Pose du cylindre de relevage de presseur ................................................................................... 2
2. Pose du régulateur pneumatique .................................................................................................. 2
3. Installation et paramétrage de la SC-921 ...................................................................................... 3
(1) Installation du SC-921 sur la table ( Type monté sur table ) .....................................................................3
(2) Installation du SC-921 sur la table ( Type semi-encastré ) .......................................................................3
(3) Raccordement des cordons ........................................................................................................................4
(4) Procédure d'installation de la tête de la machine .....................................................................................5
(5) Réglage de la position d’arrêt inférieur de la barre à aiguille ..................................................................6
$
. SCHÉMA DE LA TUYAUTERIE D’AIR ..........................................................................7
1. Tuyauterie du dispositif de coupe du l (UT57) ........................................................................... 7
2. Tuyauterie du dispositif de coupe du l (UT55) ........................................................................... 8
3. Schéma de pose des tuyaux pour le soufage d’air (UT56) ....................................................... 9
4. Réglage du régulateur pneumatique ............................................................................................. 9
%
. ENFILAGE DE LA TÉTE DE LA MACHINE ................................................................10
^
. RÉGLAGE DU MÉCANISME DU COUPE-FIL DE BOUCLEUR .................................11
1. Réglage du cylindre pneumatique de coupe-l ..........................................................................11
2. Réglage du couteau inférieur ....................................................................................................... 12
3. Réglage de la position du ressort de réglage de la pression de serrage .....................................12
4.
Ajustement de l’enclenchement du couteau et du ressort de régulation de la pression du couteau
5. Réglage de la pression du ressort de serrage ........................................................................... 12
6. Position initiale du mécanisme de coupe-l de boucleur ......................................................... 13
7. Réglage de la butée ...................................................................................................................... 13
8. Réglage de la hauteur du couteau inférieur ............................................................................... 13
9. Réglage du guide du porte-couteau inférieur ............................................................................ 13
10. Réglage de la position longitudinale de la pointe de la lame du couteau inférieur ................ 14
11. Réglage du capteur du coupe-l ................................................................................................. 14
12. Réglage de la vitesse du coupe-l de boucleur ......................................................................... 14
&
. RÉGLAGE DU MÉCANISME DE LIBÉRATION DU FIL ..............................................15
1. Réglage de l’ouverture du disque ............................................................................................... 15
2. Réglage du crochet de libération du lo ..................................................................................... 15
*
.
RÉGLAGE DU MÉCANISME DU COUPE-FIL DE RECOUVREMENT SUPÉRIEUR
1. Réglage de l’engagement des couteaux ..................................................................................... 16
2. Réglage de la pression du ressort de serrage ........................................................................... 16
3. Réglage de la position de la pointe de la lame du couteau mobile .......................................... 16
4. Réglage de la vitesse du couteau mobile ........................................................................................17
.....12
.....16
(
. RÉGLAGE DU TIRE-FIL SOUFFLANT (UT56) ...........................................................18
1. Pose du tire-l soufant ............................................................................................................... 18
2. Réglage du tire-l soufant .......................................................................................................... 18
)
. RÉGLAGE DU TIRE-FILS D’AIGUILLE (UT55) ..........................................................19
1. Réglage du ressort du pinceur .................................................................................................... 19
2. Installation du tire-ls d’aiguille .................................................................................................. 19
_
. MAINTENANCE ...........................................................................................................20
1. Nettoyage du ventilateur du moteur ............................................................................................ 20
i
!
. CARACTERISTIQUES
Désignation de modèle
Modèle Série MF-7900 Série MF-7900D
Type de points Norme ISO 406, 407, 602 et 605
Exemple d’application Ourlage et recouvrement pour tricots et tissus maillés généraux
Vitesse de couture 6.500 sti/min maxi (lors d’un fonctionnement intermittent)
Ecartement des
aiguilles
Rapport d’entraînement différentiel
Longueur des points 0,9 à 3,6 mm (réglage possible jusqu’à 4,5 mm)
Aiguille UY128GAS nº 9S à 14S (standard nº 10S) UY128GAS nº 9S à 12S (standard nº 10S)
Course de barre à
aiguille
Dimensions (Hauteur) 450 X (Largeur) 456 X (Longueur) 267
Poids 45 kg (Avec coupe-l pneumatique) , 42 kg
Hauteur de relevage du
piedpresseur
Méthode de réglage
de l’entraînement
Mécanisme de boucleur
Système de lubrication
Huile lubriante JUKI GENUINE OIL 18
Capacité du réservoir
d’huile
Installation Type xé à une table, Type semi-encastrée
Bruit
Machine rapide à point de recouvrement à
Machine à courroie en V
6.000 sti/min maxi (lors d’un fonctionnement intermittent)
Machine à entraînement direct
Vitesse de point à la sortie d’usine :
4.500 sti/min (lors d’un fonctionnement intermittent)
3 aiguilles ... 5,6 mm et 6,4 mm
2 aiguilles ... 3,2 mm, 4,0 mm et 4,8 mm
8 mm (écartement des aiguilles : 5,6 mm sans recouvrement supérieur) et 5 mm (avec recouvrement supérieur)
Entraînement principal ... méthode de réglage du pas de couture à cadran
Entraînement différentiel ... méthode de réglage à levier
(un mécanisme de micro-réglage est fourni.)
-
Niveau de pression acoustique d’émission continu équivalent (LpA) au poste de travail :
Valeur pondérée A de 79,5 dB; (comprend KpA = 2,5 dB);
selon ISO 10821- C.6.2 -ISO 11204 GR2 à 4.500 sti/min.
bras cylindrique
1 : 9 à 1 : 1,8 (longueur des points : inférieure à 2,5 mm)
(1:0.6 à 1:1.1, lorsque la vis de charnière du lien différentiel est remplacée)
Un mécanisme de réglage d’entraînement micro-différentiel est fourni. (Micro-réglage)
31 mm (ou 33 mm lorsque la broche excentrique est remplacée)
Un mécanisme micro-releveur est fourni.
Méthode de commande par tige sphérique
Méthode de lubrication forcée par pompe à engrenages
Trait inférieur de la jauge d’huile : 600 cm3 jusqu’au trait supérieur : 900 cm
Machine rapide à point de recouvrement à
bras cylindrique, tête semi-sèche
5.000 sti/min maxi (lors d’un fonctionnement intermittent)
Machine à courroie en V
5.000 sti/min maxi (lors d’un fonctionnement intermittent)
Machine à entraînement direct
Vitesse de point à la sortie d’usine :
4.000 sti/min (lors d’un fonctionnement intermittent)
3
-
Niveau de pression acoustique d’émission continu équivalent (LpA) au poste de travail :
Valeur pondérée A de 76,5 dB; (comprend KpA = 2,5 dB);
selon ISO 10821- C.6.2 -ISO 11204 GR2 à 4.000 sti/min
@
. AU DEBUT
1
Retirer la bande de xation 1 utilisée pour le transport
avant
d'installer la machine à coudre.
– 1 –
#
. POSE DES ACCESSOIRES
AVERTISSEMENT :
Pour ne pas risquer des blessures causées par une brusque mise en marche de la machine, toujours la
mettre hors tension et s’assurer que le moteur est au repos avant d’effectuer les opérations suivantes.
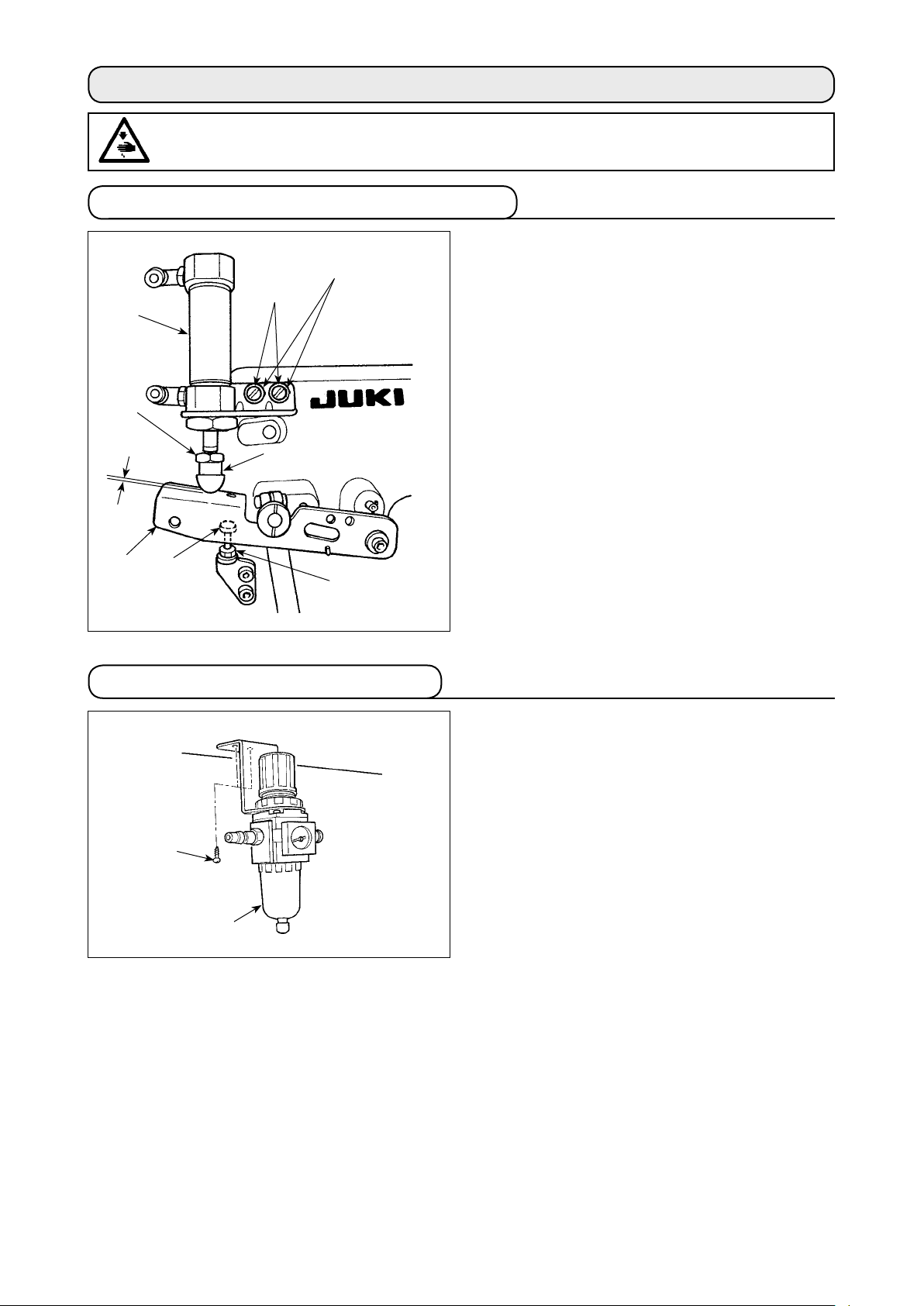
1. Pose du cylindre de relevage de presseur
1) Poser l’ensemble de cylindre de relevage de pres-
4,7
2) Serrer la vis 3 de façon qu’il y ait un jeu de 1 à 2
S’il n’est pas possible de régler le jeu sur 1 à 2 mm,
3) Régler la hauteur de la vis 5 comme il est indiqué
4) La course de l’ensemble de cylindre est 1 est
1
8
1 - 2 mm
2
3
9
5
6
seur 1 sur la machine avec les vis 3, les rondelles 4 et les rondelles Grower 7.
mm entre le chapeau 9 à l’extrémité supérieure de
l’ensemble cylindre de relevage de presseur 1 et le
levier de relevage de presseur 2.
ajuster la hauteur de l’écrou 8 et du chapeau 9
pour obtenir le jeu adéquat entre le chapeau et le
levier.
dans le manuel d’utilisation de la MF-7900 (
Réglage de la hauteur de relevage du pied pres-
), puis serrer l’écrou 6.
seur
de 30 mm. S’assurer que le levier de relevage de
presseur 2 vient en contact avec la vis 5 entre
les limites de la course du cylindre.
^
-14.
2. Pose du régulateur pneumatique
2
1
1) Poser l’ensemble de régulateur pneumatique 1
sur la face inférieure de la table à l’aide de vis à
bois 2.
– 2 –
3. Installation et paramétrage de la SC-921
(1) Installation du SC-921 sur la table ( Type monté sur table )
*
Ces instructions sont applicables dans le cas où la boîte de commande est installée sur la table de la MF-7900(D).
Pour utiliser toute autre tête de machine, installer la boîte de commande sur la table en vous reportant au
mode d’emploi de la machine à coudre concernée.
1
Fig. A
Rondelle
convexe
Rondelle
grower
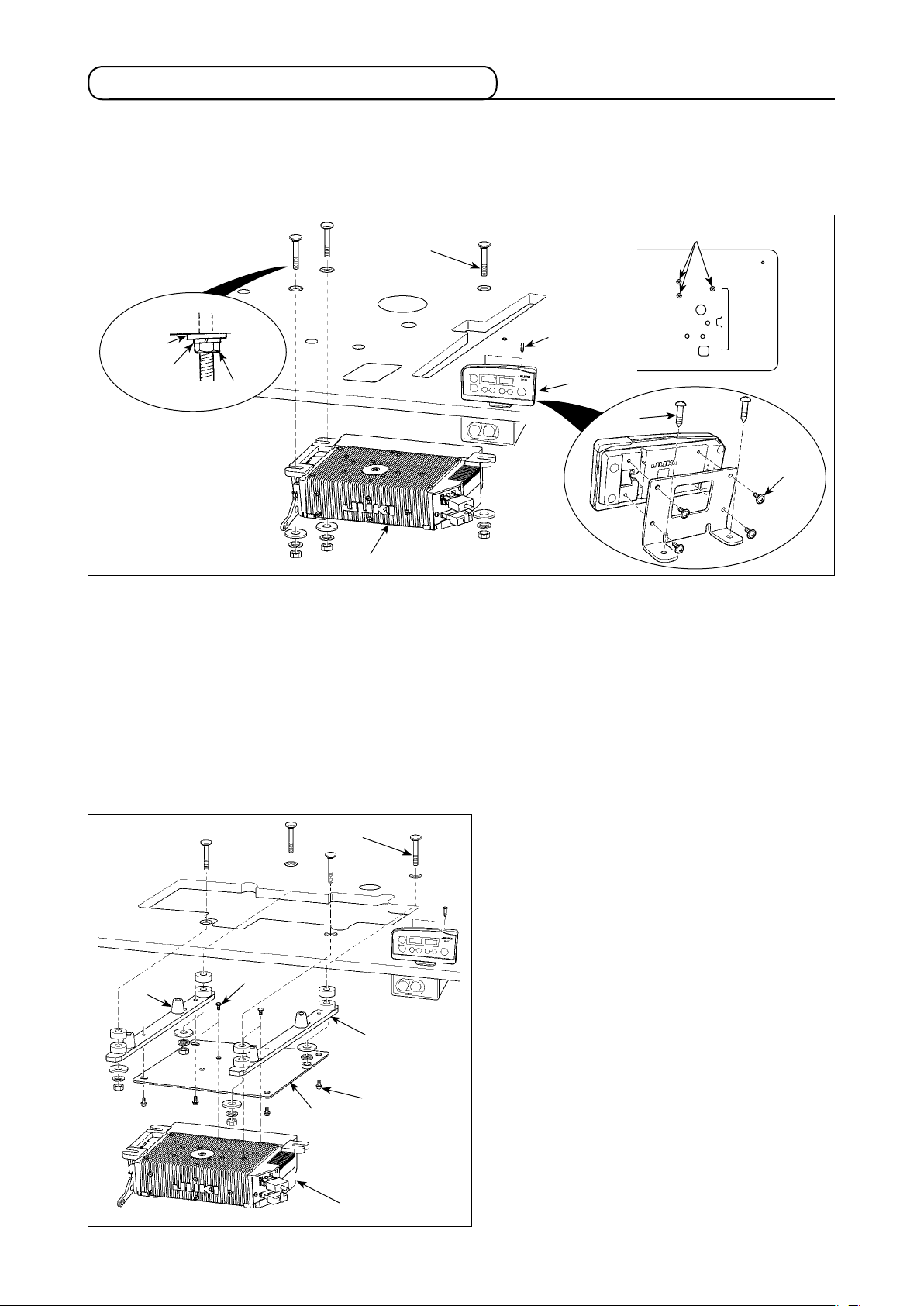
1)
Installer la boîte de commande 2 sur la table avec l’ensemble des boulons de montage 1 fournis avec l’unité.
Ecrou
2
6
5
6
1
Fig. B
4
À cette étape, insérer les écrous et les rondelles fournis avec l’unité comme indiqué sur la Figure A, de sorte
que les plaques support et la boîte de commande soient solidement xées.
2) Poser la boîte de commande 2 (ou celle équipée d’un moteur compact) sur la table. Puis placer la tête de
machine sur la table. (Consulter le mode d’emploi de la machine à coudre.)
3) Installer la plaque de montage sur le panneau CP-18 5 avec quatre vis autotaraudeuses 4 fournies avec l’
appareil. A ce moment, veiller à ce que le câble ne soit pas pris sous le support de montage.
(Installer le CP-18 sur la table comme indiqué sur la Fig. B.)
4) Installer le panneau CP-18 5 sur la table avec la vis à bois 6.
(2) Installation du SC-921 sur la table ( Type semi-encastré )
1) Installer les plaques support droite et gauche 7
1
!0
8
7
!1
9
2
et les deux joints en caoutchouc 8 des plaques
support respectives.
2) Installer la plaque de montage de la boîte de
commande 9 sur la boîte de commande avec
quatre vis !0.
3) Installer l’assemblage ci-dessus sur la plaque) Installer l’assemblage ci-dessus sur la plaque Installer l’assemblage ci-dessus sur la plaque
de renfort 7 avec les quatre vis !1.
4) Installer les plaques support 7 et la boîte de
commande 2 sur la table avec l’ensemble des
boulons de montage 1 fournis avec l’unité. À
cette étape, insérer les écrous et les rondelles
fournis avec l’unité comme indiqué sur la Figure
, de sorte que les plaques support et la boîte
A
de commande 2 soient solidement xées.
* Les étapes de la procédure à partir de la sui-
vante et ultérieure sont identiques à celles pour
la tête de la machine de type xé à une table.
– 3 –
(3) Raccordement des cordons
1
A
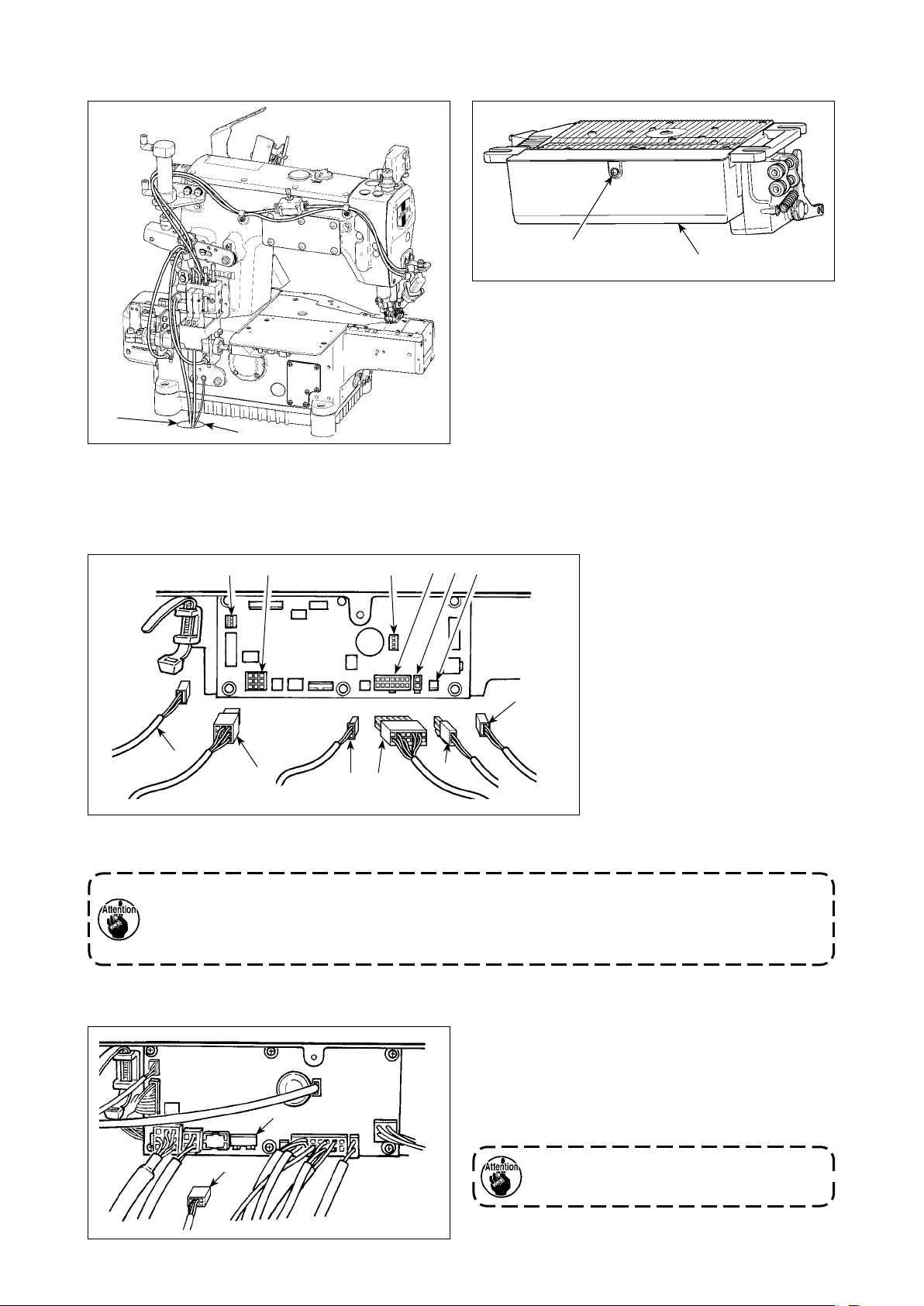
1) Enler les cordons 1 de la solenoïde de coupe
des ls, de la solenoïde d’exécution de points
arrière, etc. et le cordon du moteur dans l’orice A
de la table pour les faire passer en dessous de la
table de la machine.
!1
!2!0
3
8
9
5
2) Desserrer la vis
vis pour ouvrir le couvercle.
7
!4
6
4
!3
B
du couvercle 2 avec un tourne-
B
2
3) Brancher le connecteur à 14
broches 3 provenant de la tête
de la machine au connecteur 6
(CN36).
4) Insérer le cordon 3P 9 sortant
de la tête de machine dans le
connecteur !0 (CN42).
5) Insérer le cordon du releveur
du pied presseur 2P 4 dans le
connecteur 7 (CN37).
6) Connecter le connecteur 5
sortant du moteur au connecteur 8 (CN30) sur la carte.
7) Insérer le câble du capteur de pédale !1 dans le connecteur !2 (CN34).
8) Insérer le cordon du ventilateur du moteur !3 dans le connecteur !4.
Les connecteurs sont dotés d'un détrompeur an qu'ils ne puissent être introduits que dans un seul sens.
Veiller à bien les introduire dans le bon sens. (Si le connecteur comporte un verrouillage, l'insérer jusqu'à
ce qu'il s'enclenche.) La machine ne fonctionnera pas si les connecteurs ne sont pas correctement insérés.
Non seulement cela entraînera un message d'erreur ou autre, mais il pourra en résulter des dommages à la
machine et à la boîte de commande.
[Connexion du connecteur pour le panneau de commande]
Un connecteur est disponible pour le panneau de commande.
Brancher le connecteur !5 du panneau au connecteur
(CN38) de la carte en prêtant attention à son orien-
!6
!6
!5
tation. Après le branchement, verrouiller solidement le
connecteur.
Veiller à mettre l’appareil hors tension avant
de connecter le connecteur.
– 4 –
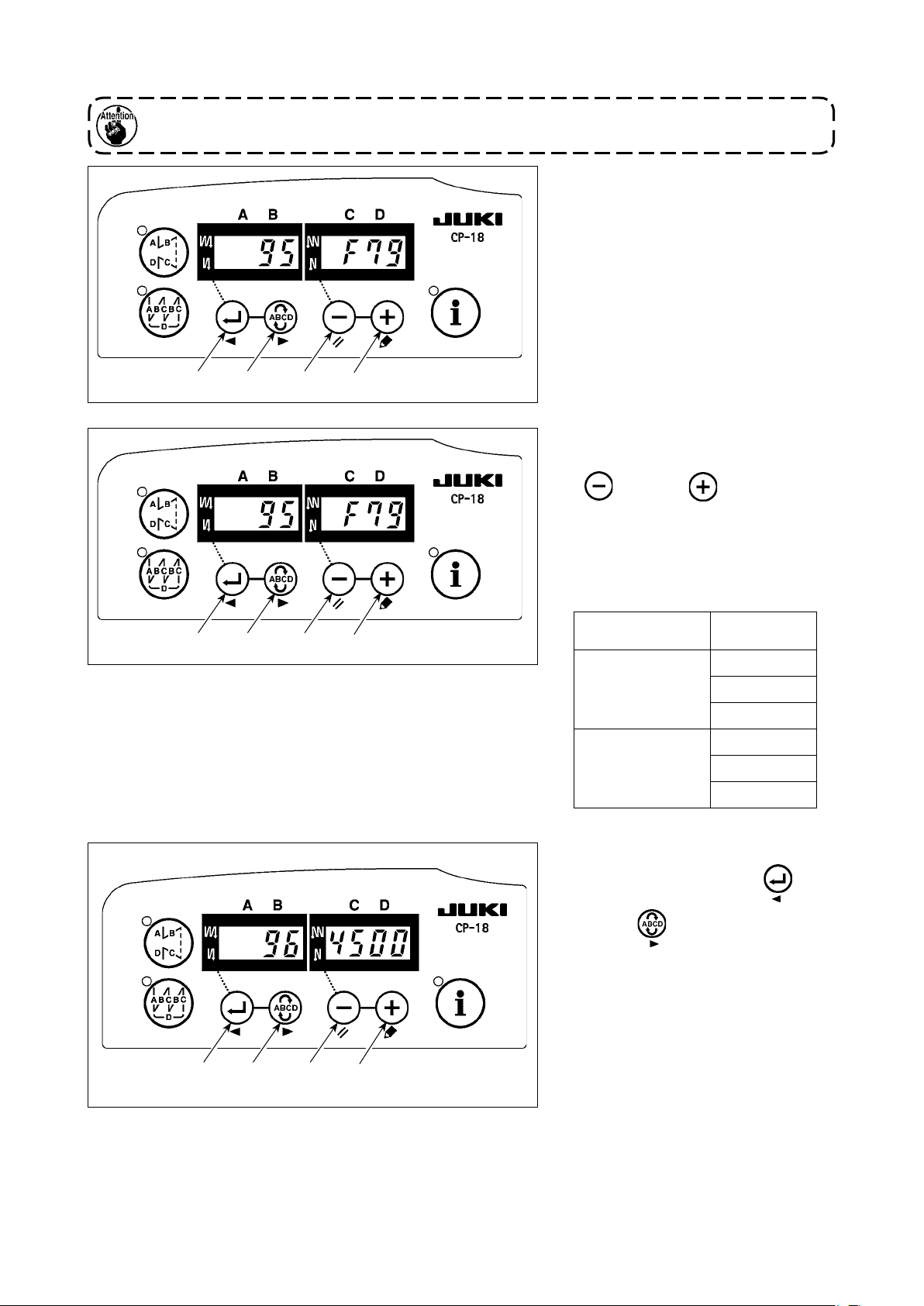
(4) Procédure d'installation de la tête de la machine
Dans le cas d’un panneau de commande autre que le CP-18, consulter le mode d’emploi du panneau de
commande utilisé pour connaître la procédure de réglage de la tête de machine.
1) Appeler le paramètre de fonction No.Appeler le paramètre de fonction No.
95.
321
4
2)
On peut alors sélectionner le type de
touche de machine avec la touche
3 (touche 4).
* Consulter la
MACHINE"
"LISTE DES TÊTES DE
en annexe ou le mode d’
emploi de la tête de machine de votre
machine à coudre pour en connaître
le type.
Type de tête de
321
4
machine
F79
F79d
Désignation de
modèle
MF-7900/UT55
MF-7900/UT56
MF-7900/UT57
MF-7900D/UT55
MF-7900D/UT56
MF-7900D/UT57
3) Lorsqu'on sélectionne le type de tête
de machine avec la touche
(touche
2), on passe à l'étape
1
96 ou 94 et le contenu du paramètre
correspondant au type de tête de ma-
chine s'afche.
321
4
– 5 –

(5) Réglage de la position d’arrêt inférieur de la barre à aiguille
Appeler le paramètre de fonction No.
122. Vérier que la position d’arrêt inférieur de la barre à aiguille correspond
à celle indiquée sur la Fig. 1. Dans le
cas contraire, la régler correctement au
moyen du paramètre de fonction No.
122. (Réglable dans une plage de ±15°).
Fig. 1
321
4
– 6 –

$
. SCHÉMA DE LA TUYAUTERIE D’AIR
AVERTISSEMENT :
Pour ne pas risquer d’être blessé par une brusque mise en marche de la machine, couper l’alimentation
et s’assurer que le moteur est arrêté avant de commencer l’opération ci-dessous. Couper également l’
alimentation d’air du compresseur.
1. Tuyauterie du dispositif de coupe du l (UT57)
3
4
!1
@3
2
!1
9
9
9
!0
!0
!1
1
– 7 –

2. Tuyauterie du dispositif de coupe du l (UT55)
3
4
@3
!1
9
– 8 –

3. Schéma de pose des tuyaux pour le soufage d’air (UT56)
3
4
6
5
3
5
3
@3
1
2
4. Réglage du régulateur pneumatiqueRéglage du régulateur pneumatique
2
Flexible d’air
1
3
@3
A
1) Introduire le exible d’air dans le régulateur d’air 1.
2) Régler la pression d’air entre 0,4 et 0,5 MPa (4 à 5
kgf/cm2).
3) Tirer le bouton du régulateur 2 et le tourner pour
régler l’indication2 de pression d’air entre 0,4 et 0,5
MPa.
4) Après le réglage, enfoncer le bouton du régulateur
.
2
5) Lorsque des dépôts se sont accumulés sur la
partie A du régulateur 1 pendant l’utilisation, appuyer sur le robinet de vidange 3 pour évacuer les
dépôts.
– 9 –

%
. ENFILAGE DE LA TÉTE DE LA MACHINE
AVERTISSEMENT :
Pour ne pas risquer des blessures dues à une brusque mise en marche de la machine, toujours mettre la machine hors tension et s’assurer que le moteur est complètement arrêté avant de commencer
l’opération ci-dessous. Un enlage incorrect peut se traduire par des sauts de points, une cassure du
l, une cassure de l’aiguille ou des points irréguliers. Faire attention.
Pour le montage du porte-bobines, se reporter à la liste des pièces. Enler les ls comme sur les gures.
2
1
* Pour les autres réglages, consulter le manuel d’utilisation de la MF-7900.
Lorsqu'on utilise le petit bloc-tension de la plaque frontale pour une machine avec coupe-l, la longueur de l
d'aiguille restant sur l'aiguille après la coupe du l diminue et le l peut glisser hors du chas d'aiguille au début de
la couture.
1
2
– 10 –

^
. RÉGLAGE DU MÉCANISME DU COUPE-FIL DE BOUCLEUR
AVERTISSEMENT :
Pour ne pas risquer d’être blessé par une brusque mise en marche de la machine, couper l’alimentation
et s’assurer que le moteur est arrêté avant de commencer l’opération ci-dessous. Couper également l’
alimentation d’air du compresseur.
1. Réglage du cylindreRéglage du cylindre
pneumatique de coupe-l
1)
La course du cylindre pneumatique 3 est de 18 mm.
2
1
3
18 mm
Pour régler la course, desserrer la vis de xation 2
de l’entretoise 1 et déplacer l’entretoise 1 vers la
droite ou la gauche.
– 11 –

4
0,5 mm
4
65,5 mm
2,5 ± 0,5 mm
!0
8
7
6
5
9
2. Réglage du couteau inférieur
1) Placer le couteau inférieurPlacer le couteau inférieur 4 et le porte-couteau
inférieur 5 avec les vis 6 sur la position illustrée.
3.
Réglage de la position du ressort de réglage de la pression de serrage
1) Desserrer les vis 9.
2) Ajuster de sorte qu’un écartement de 2,5 ± 0,5 mm
soit prévu entre l’extrémité supérieure du ressort
de réglage de la pression du pinceur !2 et l’extrémité supérieure du couteau inférieur 4 lorsque le
couteau inférieur 4 est amené sur la position la
plus à droite.
3) Après le réglage, serrer les vis 9.
4.
Ajustement de l’enclenchement du couteau et du ressort de régulation de la pression du couteau
1) Desserrer les visDesserrer les vis 7 et 8 et régler la position du
couteau supérieur !0 de façon que l’engagement
du couteau supérieur !0 avec le couteau inférieur
soit de 0,5 mm lorsque le couteau inférieur 4 se
trouve complètement à droite.
2) Simultanément, ajuster de sorte qu’un écartement
de 0,5 à 1 mm soit prévu entre le ressort de réglage de la pression du couteau !1 et le ressort deet le ressort de
réglage de la pression du pinceur !2.
3) Après le réglage, serrer les visAprès le réglage, serrer les vis 7.
!2
4
!1
Écartement de 0,5 à 1 mm
!2
5. Réglage de la pression du ressort de serrage
1) Le l du boucleur est maintenu par le ressort de réglage de la pression du pinceur !2 après la coupe
du l.
2) La pression de maintien du l de boucleur peut êtreLa pression de maintien du l de boucleur peut être
réglée en tournant al vis 8.
3) Pour augmenter la pression de maintien, tourner
la vis 8 dans le sens des aiguilles d’une montre. Pour la diminuer, tourner la vis dans le sens
inverse des aiguilles d’une montre.
4) Diminuer la pression de maintien jusqu’au niveau
minimum où l de boucleur est encore maintenu.
!1
– 12 –

4
Centre de la barre
à aiguille
6. Position initiale du mécanisme
de coupe-l de boucleur
Lorsque le couteau inférieur 4 se trouve à l’extrême
gauche, son extrémité supérieure doit être à une distance de 22 ± 0,5 mm par rapport au centre de la barre
à aiguille.
22 ± 0,5 mm
!4
0 à 0,1 mm
!3
4
!2
0,3 à 1 mm
7. Réglage de la butée
Pour vérier le point à l’extrême gauche, le dispositif
pneumatique doit être activé. Pour procéder au réglage, régler la pression d’air sur 0,5 MPa.
Régler la position de l’arrêtoir !4 de manière à ménager
un jeu de 0,3 à 1 mm entre le boucleur !3 et le pression du pinceur !2 lorsque le couteau xe se trouve à l’
extrême gauche (extrémité avant).
8. Réglage de la hauteur du couteau inférieur
Lorsque l’aiguille se trouve à son point mort supérieur,
le jeu entre la surface inférieure du coupe-l du boucleur 4 et la surface supérieure du boucleur !3 doit
être de 0 à 0,1 mm.
Lorsqu’on actionne le mécanisme de cou-
pe-l à la main, la barre à aiguille doit être
remontée au maximum.
!3
9. Réglage du guide du portecouteau inférieur
Lorsque le couteau inférieur se déplace de droite à
gauche, le porte-couteau inférieur doit entrer légèrement en contact avec le guide.
Contact léger
– 13 –

La pointe de la lame du couteau
inférieur est au centre de l’épaisseur
du boucleur
!3
9 mm
4
!5
5
10. Réglage de la position longitudinale de la pointe de la lame du couteau inférieur
1) Remonter la barre à aiguille au maximum.
2)
Régler de façon que la pointe de la lame du couteau
inférieur 4 se trouve au centre de l’épaisseur du
boucleur !3 lorsque le jeu entre le bord droit du boucleur !3 et la pointe de la lame du couteau inférieur
est de 9 mm.
4
3) Desserrer la l’écrou !5, déplacer le porte-couteau
inférieur 5 dans les deux sens et régler la position
de la pointe de la lame du couteau inférieur 4.
4) Après le réglage, serrer les l’écrou !5.
Lorsqu’on actionne le mécanisme de cou-
pe-l à la main, la barre à aiguille doit être
remontée au maximum.
!7
!6
!8
@2
3
@3
11. Réglage du capteur du coupe-l
Un contacteur de sécurité empêche la machine de se
mettre en marche tant que le dispositif de coupe du l
de boucleur n’est pas revenu en position de repos.
1) Desserrer les vis de xation !6.
2) Régler la plaque de contacteur !7 de façon que la
diode-témoin du capteur de coupe-l !8 s’allumes’allume
lorsque le dispositif de coupe-l se trouve sur sa
position d’origine.
3) Resserrer les vis de xation !6.
Lorsqu’on actionne le mécanisme de cou-
pe-l à la main, la barre à aiguille doit être
remontée au maximum.
12. Réglage de la vitesse du
coupe-l de boucleur
On peut régler la vitesse du dispositif de coupe du l de
boucleur à l’aide des régulateurs de vitesse @2 et @3 du
cylindre pneumatique 3.
1) Pour régler la vitesse de sortie du couteau inférieur, desserrer l’écrou du régulateur de vitesse @2
et tourner la vis de réglage. Pour régler la vitesse
de retour du couteau inférieur, desserrer l’écrou du
régulateur de vitesse @3 et tourner la vis de régla-
ge.
2) Après le réglage, serrer les écrous des régulateurs
de vitesse @2 et @3.
Si la vitesse de sortie du couteau inférieur
・
est insufsante, le l n’est pas coupé.
Si la vitesse de retour du couteau inférieur
・
est excessive, le serrage du l inférieur
ne s’effectuera pas ou la longueur de l d’
aiguille restante sera irrégulière.
– 14 –

&
. RÉGLAGE DU MÉCANISME DE LIBÉRATION DU FIL
AVERTISSEMENT :
Pour ne pas risquer d’être blessé par une brusque mise en marche de la machine, couper l’alimentation
et s’assurer que le moteur est arrêté avant de commencer l’opération ci-dessous. Couper également l’
alimentation d’air du compresseur.
*A
Le jeu entre la position d’encliquetage et le disque
est de 0,2 à 0,5 mm. (5 points)
9
7
4
1
2
3
5
!0
45 ± 1mm
*A
6
8
1. Réglage de l’ouverture du disque
1) Pour relever ou abaisser la plaque d’ouverture du
disque3, desserrer la vis de xation 2 de la came
de réglage 1 et tourner la came de réglage 1.
2) Régler le jeu entre la partie d’encliquetage de la
plaque d’ouverture du disque 3 et le disque de
tension du l 4 entre 0,2 et 0,5 mm, puis serrer la
vis de xation 2.
3) Si la partie d’encliquetage de la plaque d’ouverture
du disque 3 vient en contact avec le disque de
tension 4, il en résultera des problèmes de couture. Faire attention.
2. Réglage du crochet de
libération du lo
1) Desserrer la vis de xation 5. Ajuster de sorte que
l’extrémité supérieure de la tige de relâchement
de la tension 6 soit espacé de 45 ± 1 mm de l’
extrémité supérieure du guide-l releveur 7. Puis,
serrer la vis de xation 5.
2) Pour régler la longueur de l restant au début de la
couture, desserrer la vis de xation 9, puis remonter ou abaisser le crochet de libération du l 8.
• Lorsqu’on relève le crochet de libération du l
, la longueur de l restant au début de la cou-
8
ture diminue. Lorsqu’on l’abaisse la longueur
de l restant au début de la couture augmente.
• Si des sauts de point se produisent en début de
couture lorsque du l non élastique est utilisé,
régler correctement la longueur restante du l
de couture de dessus au début de la couture
au moyen de la vis de réglage !0 et réduire la
longueur restante du l du boucleur au début
de la couture avec la vis !1.
!1
Si la longueur de l restant au début de la
couture est insufsante, un saut de points ou
un glissement du l hors du chas d’aiguille
pourra se produire au début de la couture.
– 15 –

*
.
RÉGLAGE DU MÉCANISME DU COUPE-FIL DE RECOUVREMENT SUPÉRIEUR
AVERTISSEMENT :
Pour ne pas risquer d’être blessé par une brusque mise en marche de la machine, couper l’alimentation
et s’assurer que le moteur est arrêté avant de commencer l’opération ci-dessous. Couper également l’
alimentation d’air du compresseur.
1. Réglage de l’engagement des couteaux
1) Régler de façon que l’engagement du couteau xe
avec le couteau mobile 2 soit de 0,5 mm.
1
4
5
2) Pour régler l’engagement des lames, desserrer les
vis de xation 4 et déplacer le porte-couteau 5
vers le haut ou le bas.
2. Réglage de la pression du
1
!0
2
8
7
0,5 mm
6
3
!2
ressort de serrage
1) Après la coupe du l, le l de recouvrement supérieur est maintenu par le ressort de serrage
2) La pression de maintien peut être réglée en desserrant l’écrou 6 et en tournant la vis 7.
3) Lorsqu’on serre la vis 7, la pression de maintien
augmente. Lorsqu’on la desserre, la pression de
maintien diminue.
4) Après le réglage, serrer l’écrou 6.
5) Diminuer la pression de maintien jusqu’au niveau
minimum où le l de recouvrement supérieur est
encore maintenu.
3
.
!1
9
2
9
2
0,5 mm
3. Réglage de la position de la pointe de la lame du couteau mobile
1) Remonter la barre à aiguille au maximum.Remonter la barre à aiguille au maximum.
2) Lorsque la vis de charnière 8 est abaissée, le couteau mobile 2 s’abaisse avec elle.
3) Ajuster de sorte que le crochet du couteau mobile
pénètre le renfoncement sur la face supérieure
2
de l’étendeur 9 pour être amené sur la position où
le couteau mobile attrape le l de fond lorsque le
couteau mobile 2 est amené à sa position la plus
basse. Ensuite, serrer les vis !0, !1 et !2.
Ajuster le couteau mobile verticalement de sorte
qu’un écartement de 0,5 mm soit prévu entre la
section de renfoncement de l’étendeur 9 et le
couteau mobile, et horizontalement de sorte que
le couteau mobile 2 soit amené au centre de la
largeur du renfoncement dans l’étendeur, comme
indiqué sur la Figure A.
4) Les visLes vis !2 sont destinées au réglage de la position
verticale du couteau, les vis !0 au réglage de la
position latérale du couteau et les vis !1 au réglage
de l’angle du couteau.
S’assurer que le couteau mobile ne vient pas
en collision avec d’autres pièces telles que
presseur, aiguille, étendeur, etc., dans la plage
de déplacement du couteau mobile 2.
Fig. A
– 16 –

3
2
1
4.
Réglage de la vitesse du couteau mobile
La course du cylindre pneumatique 1 est de 20 mm.
La vitesse du couteau mobile peut être changée avec
les contrôleurs de vitesse 2 et 3.
1) Pour régler la vitesse de sortie du couteau mobile,
desserrer l’écrou du régulateur de vitesse 2 et
tourner la vis de réglage.
Pour régler la vitesse de retour du couteau mobile,
desserrer l’écrou du régulateur de vitesse 3 et
tourner la vis de réglage.
2) Après le réglage, serrer les écrous des régulateurs
de vitesse 2 et 3.
• Si la vitesse de sortie du couteau mobile
est insufsante, le l n’est pas coupé.
•
Si la vitesse de retour du couteau mobile
est excessive, le serrage du l d’aiguille ne
s’effectuera pas.
– 17 –

(
. RÉGLAGE DU TIRE-FIL SOUFFLANT (UT56)
AVERTISSEMENT :
Pour ne pas risquer d’être blessé par une brusque mise en marche de la machine, couper l’alimentation
et s’assurer que le moteur est arrêté avant de commencer l’opération ci-dessous. Couper également l’
alimentation d’air du compresseur.
1. Pose du tire-l soufant
1) Lors de l’utilisation du tire-l soufant 1, retirer le
dispositif de coupe du l de recouvrement supé-
rieur.
2) Serrer le tire-l soufant 1 avec les vis de xation
.
2
1
2
3) Poser les tuyaux comme il est indiqué sous
SCHÉMA DE LA TUYAUTERIE D’AIR” p.7
“$.
.
2. Réglage du tire-l soufantRéglage du tire-l soufant
3
Régler la position de soufage du tire-l soufant 1.
1) Régler de façon que la sortie d’air du tire-l soufant 1 se trouve à l’arrière de l’aiguille et légère-
ment vers le bas du chas de l’aiguille gauche lorsque la barre à aiguille et remontée au maximum.
2) Après le réglage, serrer provisoirement les vis de
xation 2.
3) Fournir l’air du compresseur d’air et mettre la machine sous tension.
4) Lorsqu’on appuie sur l’arrière de la pédale de la
machine, le presseur remonte et l’air et l’air est
soufé simultanément par le tire-l soufant 1. Régler la position du tire-l soufant 1 de façon que l’
air ne soit soufé que vers le l d’aiguille à l’arrière
du chas d’aiguille.
5) Après le réglage, serrer les vis de xation 2.
•
Si l’air est soufé devant l’aiguille, le l d’
aiguille sort du chas d’aiguille. Faire attention.
• Régler la puissance de soufage avec le
contrôleur de vitesse 3.
• A la mise sous tension, il se peut que le
volant tourne jusqu’à la position xée.
Faire attention.
– 18 –

)
. RÉGLAGE DU TIRE-FILS D’AIGUILLE (UT55)
AVERTISSEMENT :
Pour ne pas risquer d’être blessé par une brusque mise en marche de la machine, couper l’alimentation
et s’assurer que le moteur est arrêté avant de commencer l’opération ci-dessous. Couper également l’
alimentation d’air du compresseur.
L’extrémité supérieure
du ressort du pinceur
ne doit pas dépasser
du tire-ls
1
4
Centre de la
barre à aiguille
5
8mm
15mm
7
6
2
3
8
9
!0
5
1. Réglage du ressort du pinceur
Ajuster le ressort à lame qui pince le l d'aiguille après
le fonctionnement du tire-ls.
1) Installer le ressort du pinceur 8 sur le tire-ls 5
avec la vis 9 de sorte qu’ils se retrouvent parallèle
l’un à l’autre.
2) Fixer le ressort du pinceur avec la vis d sorte que
l’extrémité supérieure du ressort du pinceur 8 ne
dépasse pas de la partie oblique sur l’extrémité
supérieure du tire-ls 5.
2. Installation du tire-ls d’aiguille
1) Amener la barre à aiguille à la position la plus
haute.
2) Mettre le socle de xation 1 à plat et le xer provisoirement en serrant la vis 2 au centre de la fente.
3) Ajuster de sorte que le levier 3 est placé à l’hori-
zontale par rapport au socle de xation 1 et qu’un
écartement de 4 mm est prévu ente eux. Dans cet
état, serrer la vis 4.
4) Ajuster le tire-ls 5 de sorte que l’extrémité supé-
rieure soit espacée de 15 mm depuis le centre de
la barre à aiguille et que sa hauteur soit de 8 mm
au-dessus de la surface supérieure de la plaque
à aiguille 6 lorsque le tire-ls 5 est amené à la
position la plus à gauche.
5) Ajuster la position de l’extrémité supérieure du
tire-ls 5 au moyen de la vis 7 et la hauteur de l’
extrémité supérieure du tire-ls 5 au moyen de la
vis !0 respectivement.
6) Après avoir terminé le réglage, serrer les vis 2.
4mm
4
3
– 19 –
Lorsque le solénoïde fonctionne, l’arbre du
solénoïde se déplace en avant de 0,9 mm
tout en tournant. Pour ajuster le solénoïde,
le faire pivoter tout en tirant vers soi le levier
. Après avoir terminé le réglage, activer le
3
solénoïde pour vérier qu’il ne gêne pas les
autres pièces comme le pied presseur et l’
aiguille dans le rayon d’action du tire-ls 5.

_
. MAINTENANCE
AVERTISSEMENT :
Pour ne pas risquer d’être blessé par une brusque mise en marche de la machine, couper l’alimentation
et s’assurer que le moteur est arrêté avant de commencer l’opération ci-dessous. Couper également l’
alimentation d’air du compresseur.
1. Nettoyage du ventilateur du moteur
Ouvrir le couvercle du moteur 1 et déposer les vis 2.
Nettoyer la périphérie du ventilateur du moteur 3 et le
couvercle du moteur 1.
Une fois le nettoyage terminé, réinstaller le ventilateur
du moteur 3 et le couvercle du moteur 1.
1
2
3
– 20 –
 Loading...
Loading...