


MF-7900DR-H24
MANUALE D’ISTRUZIONI

INDICE
1. CARATTERISTICHE TECNICHE ...............................................................1
2. DISEGNO DEL TAVOLO
............................................................................2
3. MESSA IN SERVIZIO.................................................................................. 4
3-1. Installazione della SC-921 ..................................................................................................4
3-2. Installazione della MC-450
3-3. Installazione della centralina reattore (solo per il tipo CE)
3-4. Collegamento e installazione del cavo dell'interruttore di alimentazione.....................9
3-5. Installazione della manopola "jog dial"
3-6. Cablaggio e connessione dei cavi
3-7. Installazione del regolatore dell'aria
3-8. Disegno della tubazione dell’aria
3-9. Procedura di impostazione della testa della macchina
3-10. Impostazione della funzione dell'alzapiedino automatico
3-11. Codice errore
...................................................................................................................20
.................................................................................................4
.............................................7
..........................................................................10
..................................................................................11
...............................................................................16
....................................................................................17
................................................18
..........................................19
4. IMPOSTAZIONE DELLA FUNZIONE DI TRASPORTO DELLA
CINGHIA SUPERIORE ............................................................................. 21
4-1. Registrazione del modello di passo del trasporto .........................................................21
4-2. Impostazione del passo del trasporto
............................................................................22
5. PRESSIONE DEL PIEDINO PREMISTOFFA ........................................... 23
5-1. Impostazione della pressione del piedino premistoffa .................................................23
5-2. Regolazione della pressione del piedino premistoffa
...................................................23
6. SOSTITUZIONE DELLA CINGHIA SUPERIORE .....................................24
6-1. Rimozione della cinghia ...................................................................................................24
6-2. Installazione della cinghia
...............................................................................................26
i
Questo Manuale d'Istruzioni descrive solo le parti esclusive della MF-7900DR-H24. Per le
restanti voci riguardanti questo modello di macchina per cucire le quali non sono comprese in
questo Manuale, fare riferimento ai Manuali d'Istruzioni qui di seguito menzionati.
· MF-7900
· MF-7500D, 7900D
· MF-7900D-H24
· MF-7900(D)/UT55, 56, 57
· MC37, 40
· SC-921
1. CARATTERISTICHE TECNICHE
Nome del modello
Macchina a punto di copertura inferiore, testa semisecca, braccio cilindrico con
trasporto di tipo digitale, per orli (dotata di rasafilo del tessuto sinistro)
Modello MF-7900DR-H24
Tipo di punto Standard ISO 406 e 407
Esempio di applicazione Orlatura per maglieria e tessuti di maglia generali
Velocità max di punto
Calibro ago
5.000 sti/min max
Velocità di punto alla consegna : 4.000 sti/min
........5,6 mm e 6,4 mm
3 aghi
2 aghi ........4,0 mm
Da 1 : 0,9 a 1 : 1,8 (lunghezza del punto : meno di 2,5 mm)
Rapporto di trasporto
differenziale
(da 1 : 0,6 a 1 : 1,1
ziale è cambiata)
Provvista di meccanismo di regolazione del micro-trasporto differenziale. (Mi-
.....quando il perno filettato dell'asta di collegamento differen-
cro-regolazione)
Lunghezza del punto Da 0,9 a 3,6 mm
Ago UY128GAS da #9S a #12S (standard #10S)
Corsa barra ago 31 mm (o 33 mm quando si cambia il perno eccentrico)
Dimensione (Altezza) 490 mm × (Larghezza) 490 mm × (Lunghezza) 299 mm
Peso 48 kg
Alzata piedino premi-
stoffa
8 mm (calibro ago : 5,6 mm)
Provvista di meccanismo di micro-alzapiedino.
Trasporto principale
..........................Sistema di regolazione del passo del punto
a manopola
Metodo di regolazione
del trasporto
Trasporto differenziale ......................Sistema di regolazione a leva (Provvista di
meccanismo di micro-regolazione.)
Trasporto della cinghia superiore .....Regolabile digitalmente impostando il pan-
nello operativo
Meccanismo del crochet Sistema di movimentazione ad asta sferica
Sistema di lubrificazione Sistema di lubrificazione forzata tramite la pompa a ingranaggio
Olio lubrificante JUKI GENUINE OIL 18
Capacità serbatoio
dell’olio
Dalla linea inferiore dell'indicatore di livello dell'olio : 600 cc alla linea superiore :
900 cc
Installazione Tipo montaggio sulla superficie, Tipo semi-sommerso
- Livello di pressione acustica (LpA) dell'emissione continua equivalente dell'am-
Rumorosità
biente lavorativo :
Valore ponderato A di 79,5 dB ; (Include KpA = 2,5 dB); secondo la norma ISO
10821- C.6.2 -ISO 11204 GR2 a 4.000 sti/min.
– 1 –
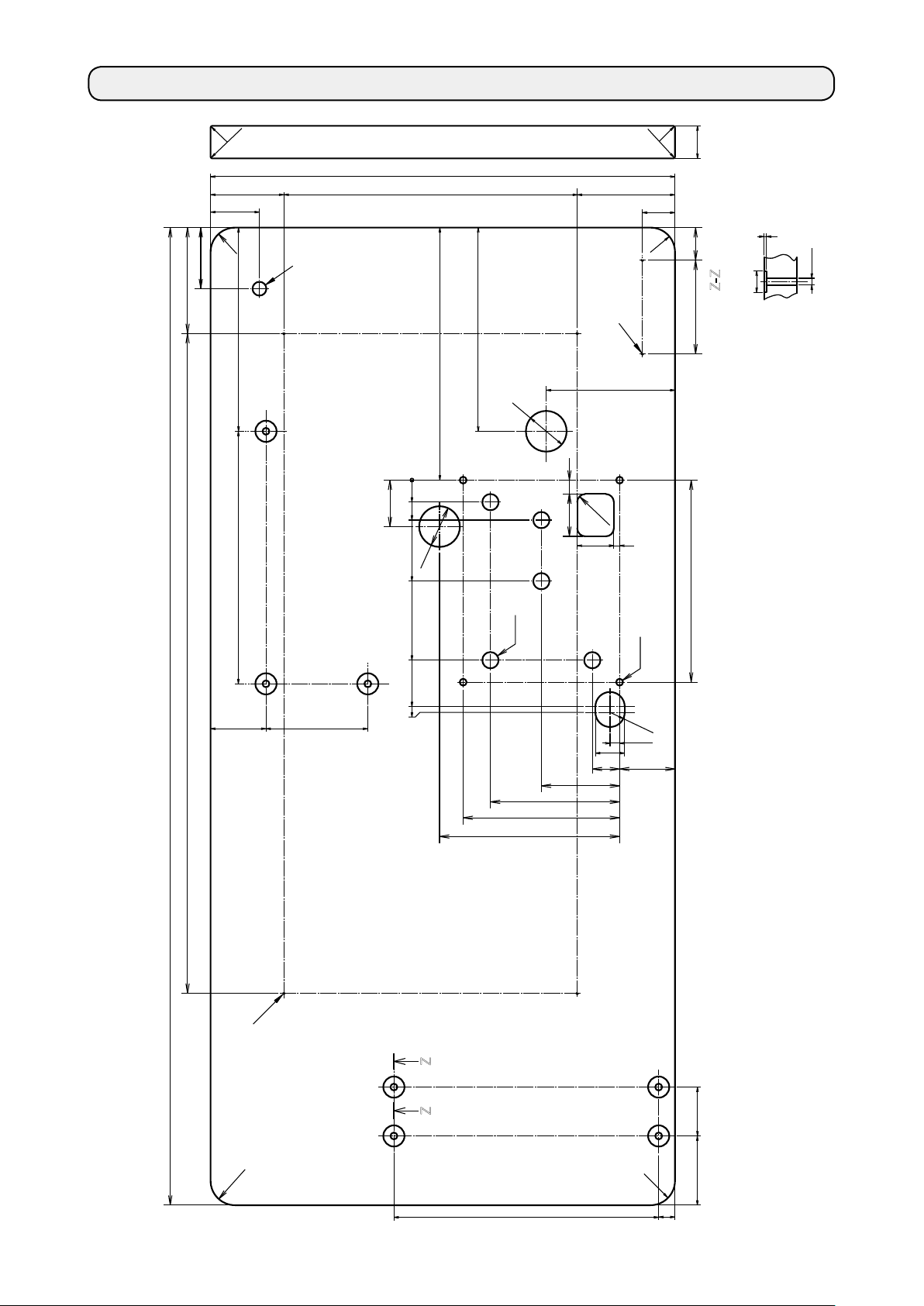
2. DISEGNO DEL TAVOLO
75
130810±1
R2
60
R30
250
310
(90)
B
57
27
49
124
Ø50
310
570
360
250
Ø50
17
52
45
C
158
4×R10
7
120
R2
R30
40
40
40
115±1
248±1
Z-Z
(7 posti)
(7ヶ所)
3
Ø8.5
Ø26
1200
68
A
125
221
278
285
5×20
221
96
158.5
192±1
4×8.5
2×R
11.7
36
33.5
68
R30
Z Z
– 2 –
325±2
R30
20
60±1
85
A 4 × ø3,4 sulla superficie inferiore, profondità 20 (Trapanare un foro al momento della messa a punto.)
B Foro trapanato 17
C 2 × ø3,4 sulla superficie inferiore, profondità 20

Per il tipo CE
130
532
75
R2
60
R30
(90)
B
R2
40
570
4×R10
45
C
158
120
7
R30
40
40
115±1
310
248±1
146
Z-Z
(7 posti)
(7ヶ所)
3
Ø8.5
Ø26
360
250
Ø50
Z Z
27
57
49
Z Z
Ø50
124
Z Z
1752
Z Z
1200
810±1
310
A
Z
221
Z
Z
Z
125
278
285
Z
Z
5×20
221
96
158.5
192±1
165 241
4×8.5
2×R
11.7
33.53668
175
R30
– 3 –
R30
A 4 × ø3,4 sulla superficie inferiore, profondità 20 (Trapanare un foro al momento della messa a punto.)
B Foro trapanato 17
C 2 × ø3,4 sulla superficie inferiore, profondità 20
3. MESSA IN SERVIZIO
La centralina di controllo per la Serie MF-7900DR richiede la SC-921 e il MC-450.
3-1. Installazione della SC-921
Installare la SC-921 sul tavolo della macchina per cucire.
Per ulteriori informazioni, consultare il Manuale d'Istruzioni per la SC-921.
❷
❶
Per altri tipi tranne il tipo CE
❾
❸
❸
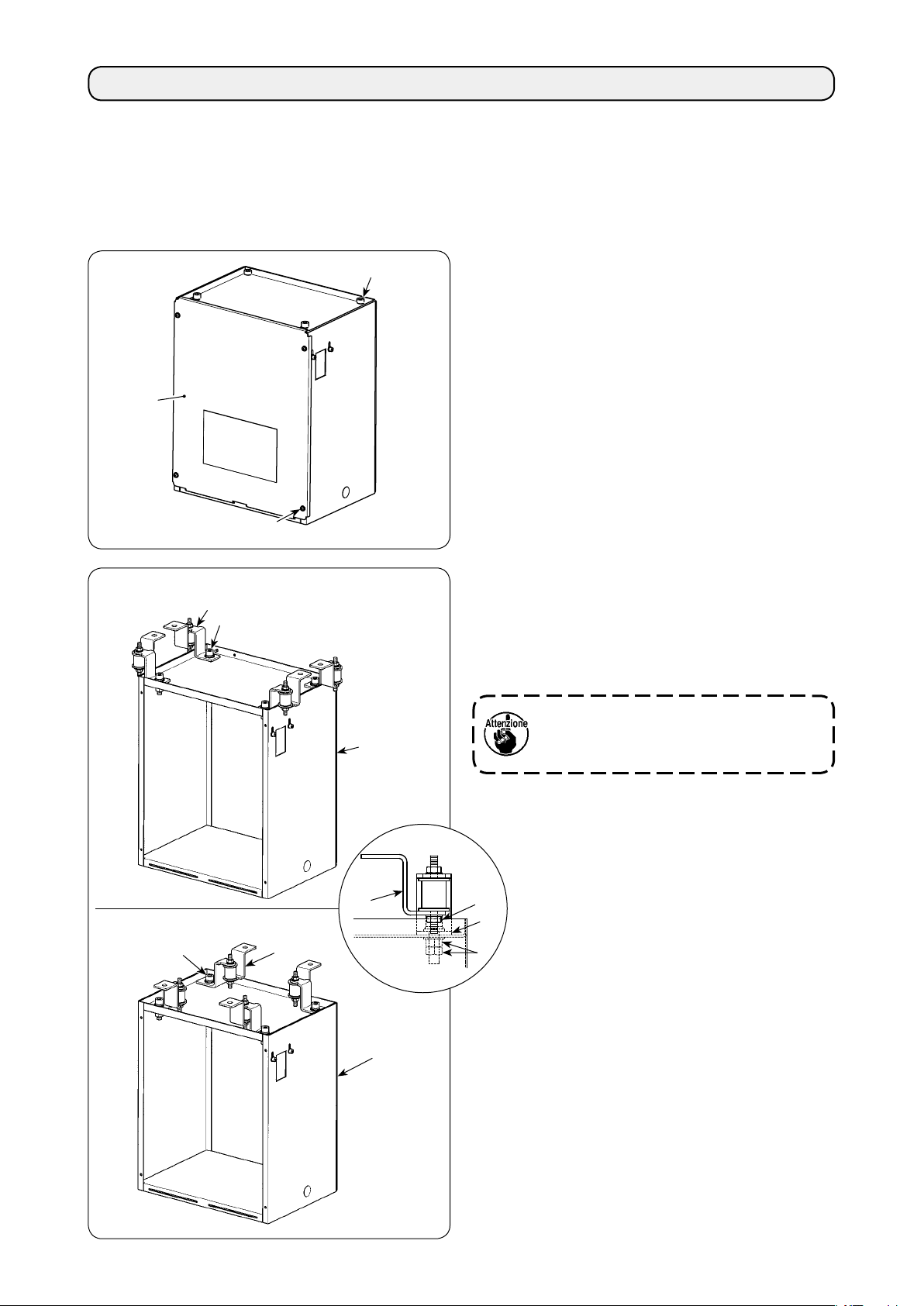
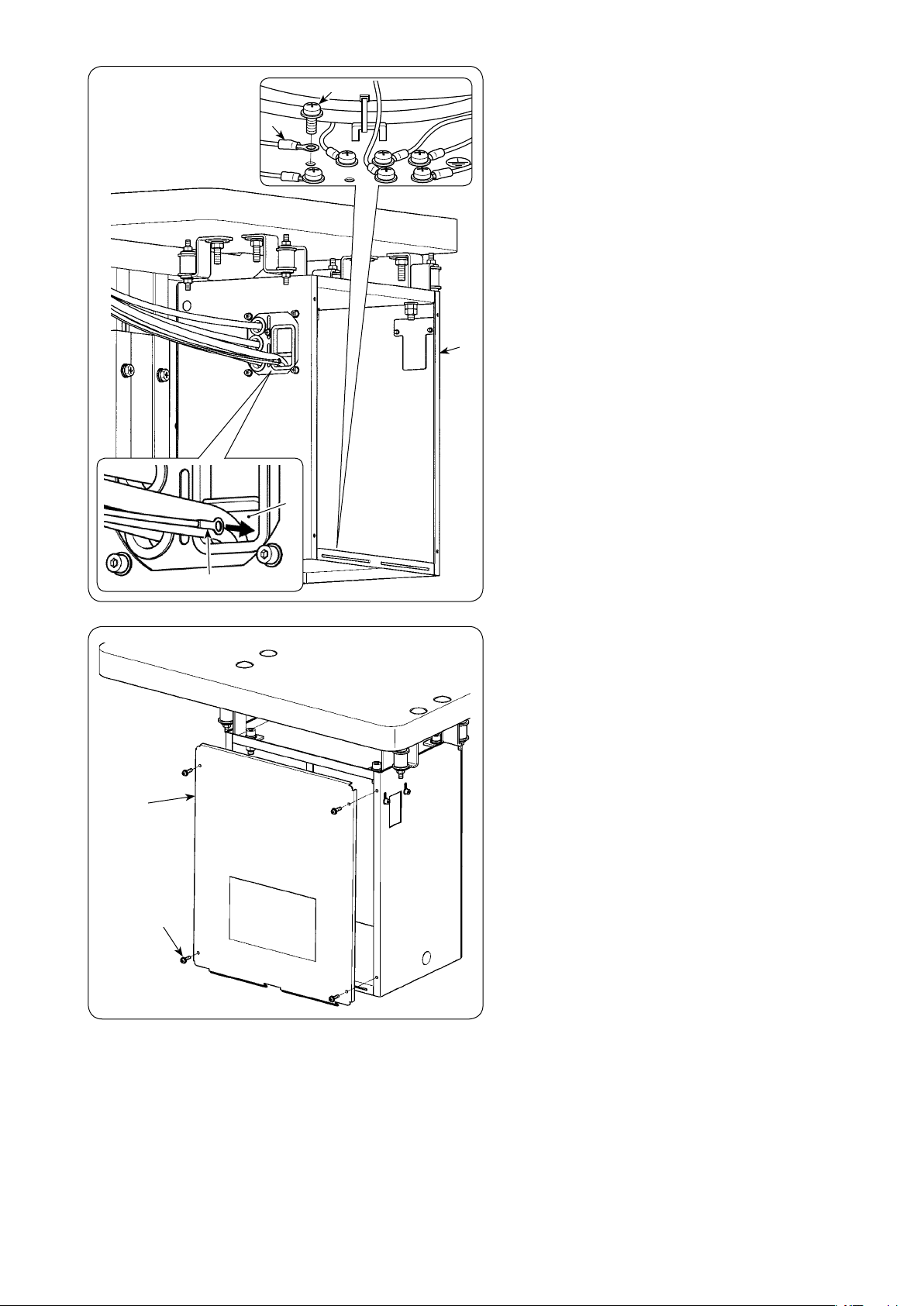
3-2. Installazione della MC-450
1) Allentare le viti ❶ (4 pezzi) di fissaggio. Rimuovere il coperchio posteriore ❷ della centralina di
controllo.
2) Attaccare la staffa (asm.) ❾ (quattro pezzi) della
centralina di controllo alla centralina ❽ di controllo con le viti ❸ di fissaggio, i dadi ❺ e le rondelle
piane ❻ in dotazione con il MC-450 come mostrato in figura.
Per il tipo CE
❸
❾
❽
❾
Assicurarsi di controllare l'orientamento
della staffa (asm.) ❾ della centralina di
controllo durante l'installazione.
❸
❻
❺
❽
– 4 –
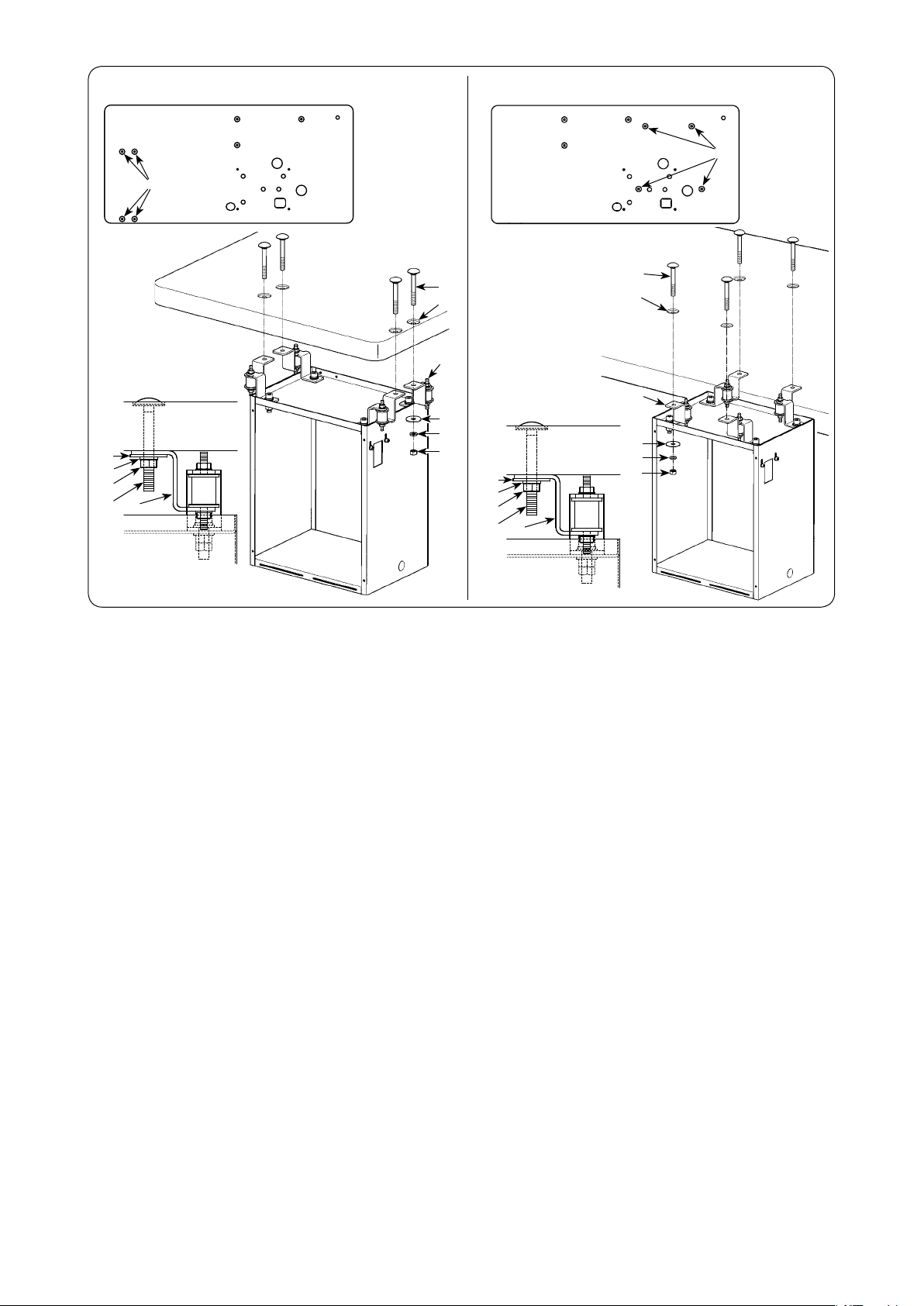
A
Per il tipo CEPer altri tipi tranne il tipo CE
A
A
❾
❾
A
❾
❾
3) Piantare le viti prigioniere (4 pezzi) per la sospensione della centralina di controllo nei fori A (4 posizioni) della vite prigioniera.
4) Inserire la vite prigioniera nella staffa (asm.) ❾ della centralina di controllo. Fissarle con la rondella
piana , la rondella elastica e il dado .
– 5 –
B
5) Tirare il cavo di terra del motore della
cinghia superiore proveniente dalla testa
della macchina nella centralina ❽ di controllo attraverso la sezione B.
6) Rimuovere la vita di fissaggio dal fondo
della centralina ❽ di controllo. Fissare il
cavo di terra del motore della cinghia
superiore.
❽
❷
7) Fissare il coperchio posteriore ❷ con le viti
❶ (4 pezzi) di fissaggio.
* Per il tipo CE, fissare il coperchio dopo aver
eseguito l'articolo successivo "3-3. Installa-
zione della centralina reattore (solo per il
tipo CE)".
❶
– 6 –
3-3. Installazione della centralina reattore (solo per il tipo CE)
1)
Installare la centralina reattore ❶ in dotazione
con la SC-921 nella posizione A.
A
❶
2) Il cavo (nero) ❷ di ingresso del reattore è stato
già estratto dalla faccia laterale della centralina
reattore. Tirare questo cavo (nero) ❷ di ingresso
del reattore dentro il MC-450.
❷
3)
Collegare il cavo di ingresso del reattore tirato
dentro il MC-450 nel passaggio 2 sopra indicato
alla morsettiera ❸ e al telaio della centralina di
❸
controllo.
Collegare il cavo blu ad A, quello marrone a B e
A
B
quello verde/giallo a C, e fissarli rispettivamente
con le viti.
❷
C
A
B
– 7 –

❹
4)
Fissare la fascetta fermacavi ❹ al fine di evitare
che i cavi si sfilino dalla morsettiera e dal telaio
della centralina di controllo.
5)
Rimuovere il coperchio della centralina reattore.
Collegare il cavo ❺ di ingresso CA estratto dalla
SC-921 alla centralina reattore ❻.
❻
❻
❺
Marrone
Verde/
giallo
Blu
– 8 –

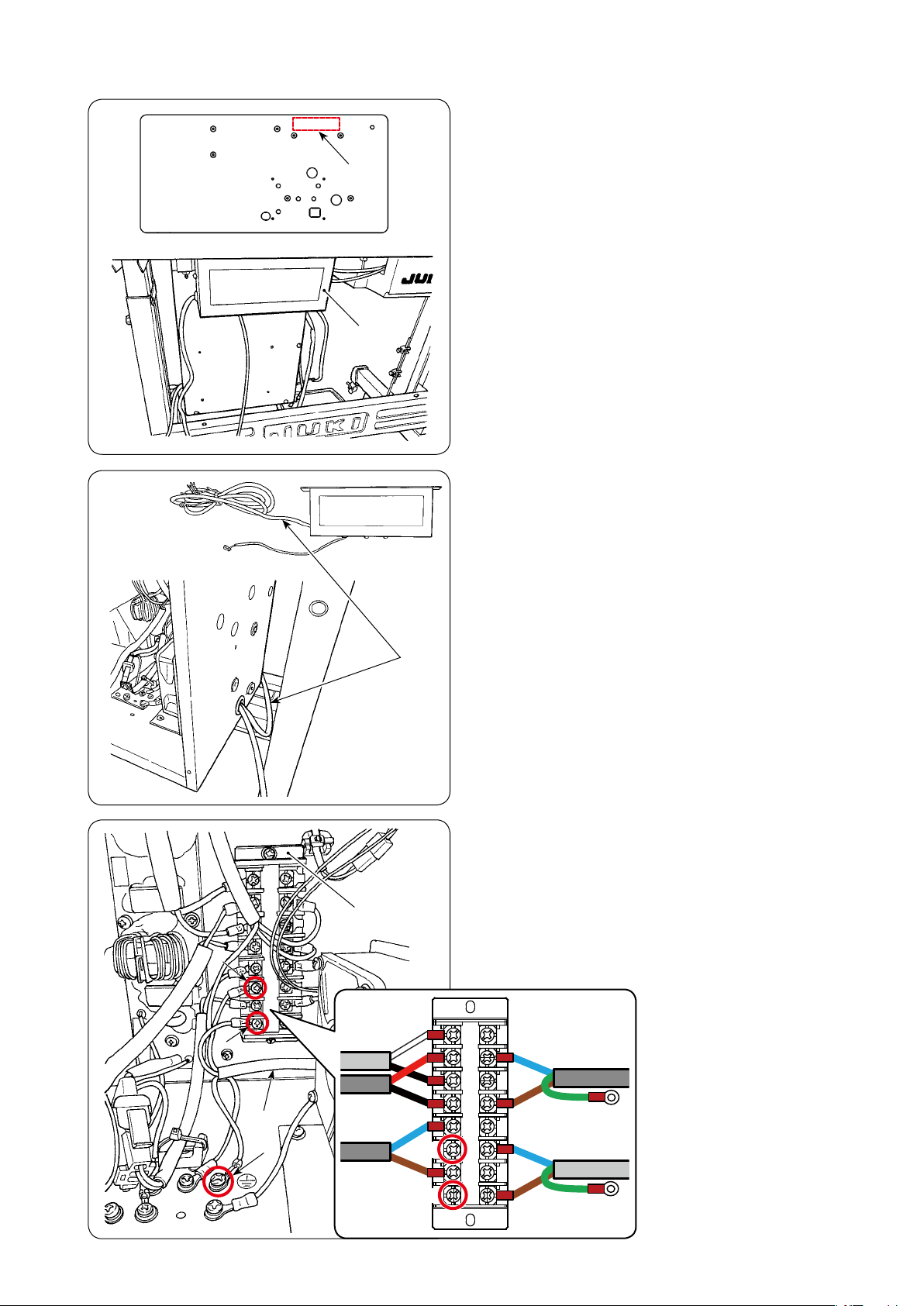
3-4. Collegamento e installazione del cavo dell'interruttore di alimentazione
(1) Collegamento del cavo di alimentazione e cavo di collegamento del MC-450 all'interruttore di
alimentazione
La specifica di tensione è indicata sulla targhetta. Collegare il cavo secondo le specifiche.
Mai usare la macchina
sotto la tensione e fase
scorretta.
Targhetta della potenza
Per altri tipi tranne il tipo CE
• Collegamento monofase da 220 a 240V
Marrone Bianco
Tavolo
MC-450
Verde/giallo
Blu chiaro
Interruttore dell’alimentazione
Nero
Disuso
MC-450
Verde/giallo
Alimentazione elettrica
Interruttore dell’alimentazione
Nero
Bianco
Verde/giallo — TERRA
AC220 a 240V
– 9 –

Per il tipo CE
Cavo di
alimentazione
della morsettiera
Collegare l'interruttore di alimentazione al cavo
(grigio) di alimentazione della morsettiera proveniente dalla faccia laterale del MC-450.
CE 1ø 230V
❶
Marrone
Blu
Verde/Giallo
(lo di massa)
❷
❸
AC
220V-240V
Installazione dell'interruttore dell'alimentazione
Collegare il cavo dell'alimentazione all'interruttore dell'alimentazione.
[Specifica "CE" ]
Monofase 230V : Cavi dell'alimentazione: mar-
rone, blu, e verde/giallo (filo di
massa).
(2) Installazione dell’interruttore dell’alimentazio-
ne (Per altri tipi tranne il tipo CE)
Fissare l’interruttore dell’alimentazione ❶ sotto il
tavolo della macchina con le viti per legno ❷.
Fissare il cavo con i chiodi ❸ in dotazione con la
macchina come accessori a seconda delle forme di
uso.
3-5. Installazione della manopola "jog
❷
❶
dial"
Fissare la manopola "jog dial" ❶ sotto il tavolo della
macchina con le viti ❷ (2 pezzi) per legno.
– 10 –

3-6. Cablaggio e connessione dei cavi
(1) Cablaggio sulla superficie inferiore del tavolo
Fissare i cavi sul tavolo con i chiodi ❶ e la fascetta fermacavi ❷ in dotazione con la macchina come accessori.
Non conficcare i chiodi ❶ troppo profondamente. Tenere presente che i chiodi conficcati troppo
profondamente possono provocare un corto circuito o danneggiare i cavi.
Per altri tipi tranne il tipo CE
H
M
MC-450
I
Cavo di alimentazione (estremità del cavo : terminale di tipo rotondo)
A
Cavo di ingresso dell'alimentazione (estremità del cavo : connettore 4P)
B
Motore della cinghia superiore (estremità del cavo : connettore 6P)
C
Cavo proveniente dal MC-450 (estremità del cavo : connettore 13P)
D
Cavo di terra del motore della cinghia superiore
E
Cavo dell'encoder del motore della cinghia superiore (estremità del cavo : connettore 12P)
F
Interruttore dell’alimentazione
G
Manopola "jog dial"
H
Sacchetto per ritagli di tessuto (Componenti del MC37)
I
Dispositivo di aspirazione (Componenti del MC37)
J
Valvola solenoide (Componenti del MC37)
K
Regolatore dell'aria
L
Testa della macchina per cucire
M
❶ ❶
❷
J
F
BC
A
DE
❷
K
SC-921
❶
G
L
– 11 –

Per il tipo CE
H
M
F
E
K
J
I
SC-921
Cavo di alimentazione della morsettiera del MC-450 (estremità del cavo : terminale di tipo rotondo)
A
Cavo di ingresso della centralina reattore (estremità del cavo : morsetto a Y)
B
Motore della cinghia superiore (estremità del cavo : connettore 6P)
C
Cavo proveniente dal MC-450 (estremità del cavo : connettore 13P)
D
Cavo di terra del motore della cinghia superiore
E
Cavo dell'encoder del motore della cinghia superiore (estremità del cavo : connettore 12P)
F
Interruttore dell’alimentazione
G
Manopola "jog dial"
H
Sacchetto per ritagli di tessuto (Componenti del MC37)
I
Dispositivo di aspirazione (Componenti del MC37)
J
Valvola solenoide (Componenti del MC37)
K
Regolatore dell'aria
L
Testa della macchina per cucire
M
Cavo del commutatore della pressione del piedino premistoffa
N
Cavo della valvola solenoide
O
Centralina reattore
P
Cavo del motore del ventilatore della centralina reattore
Q
Cavo di ingresso CA della SC-921
R
D
C
NO
MC-450
P
B
Q
❶
G
A
L
– 12 –

(2) Collegamento dei cavi
1) Fare passare i cavi ❶ provenienti dalla
testa della macchina attraverso A e B
nel tavolo e instradarli verso il basso.
B
❶
❶
C
A
2) Allentare la vite C nel coperchio ❷ con
un cacciavite per aprire il coperchio ❷.
❷
– 13 –

❻
❹ ❽
G
❺ ❾
E
D
❸ ❼
F
3) Inserire i cavi nei connettori corrispondenti sulla scheda a circuito stampato della SC-921 facendo riferimento alla combinazione tra i cavi e i connettori elencati nella tabella seguente.
Cavo Connettore
Cavo proveniente dalla testa della macchina (connettore 14P)
❸
Cavo proveniente dalla testa della macchina (connettore 3P)
❺
Cavo proveniente dall'alzapiedino (connettore 2P)
❼
Cavo proveniente dal motore (connettore 9P)
❾
Cavo del sensore del pedale (connettore 3P)
Cavo della ventola del motore (connettore 2P)
Cavo della valvola solenoide (24V) (connettore 8P)
Cavo del CP-18 (connettore 8P)
Cavo proveniente dal MC-450 (connettore 13P)
Cavo di giunzione della manopola "jog dial" (connettore 10P)
Cavo della valvola solenoide (TERRA) (connettore 2P)
Cavo del motore del ventilatore della centralina reattore * Solo il tipo CE.
❹
❻
❽
CN36
CN42
CN37
CN30
CN34
CN58
CN56
CN38
CN50
CN51
CN55
CN62
4) Collegare il connettore D proveniente dal cavo (connettore 13P) , proveniente a sua volta dal MC-450
con il connettore E proveniente dal cavo di giunzione della manopola "jog dial".
5) Fissare il cavo F di terra proveniente dal cavo (connettore 13P) , proveniente a sua volta dal MC-450
nel foro filettato G nel telaio della SC-921 con la vite di fissaggio in dotazione con la macchina come
accessori.
6) (Per altri tipi tranne il tipo CE) Inserire il cavo
di alimentazione in ingresso per la centralina di
controllo SC proveniente dal MC-450 nel connettore sulla faccia laterale della SC-921.
7) Inserire il cavo di uscita del motore nel connettore .
– 14 –

8) Collegare il cavo della manopola "jog dial" con
il cavo di giunzione della manopola "jog dial".
9) Collegare il cavo del motore della cinghia
superiore e il cavo dell'encoder con il cavo
di collegamento proveniente dal MC-450.
– 15 –

3-7. Installazione del regolatore dell'aria
Installare il coperchio della barra ago prima dell'installazione del regolatore dell'aria.
❶
❶
❷
❷
1) Togliere il dado ❷ montato all'estremità superiore
del cilindro ❶ di pressione del piedino premistoffa.
2) Fissare il regolatore ❸ (asm.) dell'aria al cilindro
❶ di pressione del piedino premistoffa con il
dado ❷ che è stato rimosso nel passaggio 1).
❸
B
❹
A
❸
❸
3) Inserire il tubo A dell'aria proveniente dal regolatore ❸ (asm.) dell'aria nell'accoppiamento B del
cilindro ❶ di pressione del piedino premistoffa.
4) Inserire il tubo ❹ dell'aria collegato alla testa della macchina nell'accoppiamento C del regolatore
❸ (asm.) dell'aria.
5) Inserire il tubo ❺ dell'aria collegato alla testa della macchina nell'accoppiamento D del regolatore
❸ (asm.) dell'aria.
C
❶
D
❺
– 16 –

3-8. Disegno della tubazione dell’aria
AVVERTIMENTO :
Come misura di sicurezza contro possibili ferimenti causati dall’avvio improvviso della macchina,
prima di iniziare le seguenti operazioni aver cura di spegnere la macchina e di assicurarsi che il
motore sia fermo. Inoltre, tagliare l’alimentazione dell’aria dal compressore d’aria.
⑤
④
③
⑨
⑤
⑬
①②③
⑤
④
⑬
②
– 17 –
①

3-9. Procedura di impostazione della testa della macchina
1) Chiamare l'impostazione della funzione No. 95.
❸ ❹ ❺ ❻
2) Il tipo di testa della macchina può
essere selezionato premendo l'interrut-
❸ ❹ ❺ ❻
❸ ❹ ❺ ❻
tore
della macchina
❺ (o l'interruttore ❻).
Tipo di testa
Nome del modello
79dr MF-7900DR-H24
3) Dopo aver selezionato il tipo di testa
della macchina, premendo l'interrut-
tore
❸ (o l'interruttore ❹), il
passo procede a "94" o "96", e l'indicazione cambia automaticamente al
contenuto dell'impostazione corrispondente al tipo di testa della macchina.
– 18 –

3-10. Impostazione della funzione dell'alzapiedino automatico
❶ ⒷⒶ
1) Accendere l'interruttore dell'alimentazione tenendo premuto l'interruttore
❺.
2) "FL ON" è visualizzato sugli indicatori
Ⓐ e Ⓑ con il suono "pio", e la funzione
di sollevamento automatico del piedino
premistoffa è resa valida.
❷
❹❸
❺
❻
❼
FL ON : L’alzapiedino automatico diventa valido. La selezione dell’alzapiedino automatico azionato da
elettrovalvola (+33V) o azionato da aria (+24V) può essere effettuata con l’interruttore ❻.
(La commutazione viene effettuata all’alimentazione di azionamento +33V o +24V del CN37.)
Indicazione dell’azionamento
a elettrovalvola (+33V)
Indicazione dell’azionamento
ad aria (+24V)
* Per questo modello di macchina per cucire, selezionare "azionamento ad aria".
FL OFF : La funzione di alzapiedino automatico non lavora. (Allo stesso modo, il piedino premistoffa non
viene sollevato automaticamente quando la cucitura programmata è completata.)
3) Spegnere l'interruttore dell'alimentazione, accendere di nuovo l'interruttore dell'alimentazione per ritornare al modo operativo normale.
1. Se la funzione di sollevamento automatico è erroneamente impostata, il solenoide può
bruciarsi. È pertanto necessario impostare correttamente la funzione di sollevamento
automatico.
2. Aver cura di accendere di nuovo l'interruttore dell'alimentazione dopo che cinque secondo o
più è passato. (Se la macchina per cucire viene accesa immediatamente dopo averla spenta,
l'impostazione potrebbe non essere commutata bene.)
3. L'alzapiedino automatico non viene azionato tranne che questa funzione venga selezionata
correttamente.
4. Quando "FL ON" è selezionato senza installare il dispositivo alzapiedino automatico, l'avvio
è momentaneamente ritardato a inizio cucitura. Inoltre, aver cura di selezionare "FL OFF"
quando l'alzapiedino automatico non è installato poiché l'interruttore di inversione del
trasporto potrebbe non funzionare.
– 19 –

3-11. Codice errore
La MF-7900DR ha i suoi errori specifici come descritto di seguito. Per altri errori, fare riferimento al Manuale
d'Istruzioni per la SC-921.
Descrizione dell'errore
No.
E968 Errore di driver del moto-
re (interno del MC-450)
Nei casi seguenti, prima di giudicare il caso come inconveniente controllare nuovamente.
No. Fenomeno Causa Misura correttiva
1 La cinghia del trasporto supe-
riore non funziona durante la
cucitura (nel caso in cui l'erro-
re E968 non si sia vericato)
rilevato
Causa supponibile dell'avveni-
mento
• Il tempismo per la riattivazione
dell'alimentazione è prematuro.
• Il cavo del motore o il cavo
dell'encoder è scollegato o
rotto.
• Guasto del driver del motore
• Il connettore CN50 (lato SC-
921) o MD_CN1 (lato MC-
450) del cavo di comando del
motore è scollegato o non è
collegato in modo sicuro.
Articoli da controllare
• Aspettare per più di cinque secondi e
riaccendere l'alimentazione.
• Controllare se il seguente connettore
del cavo del motore/encoder è scollegato o meno o se il cavo è rotto o
meno.
Connettori del cavo del motore:
MOT_3D (lato motore) - MD_CN3 (lato
MC-450)
Connettori del cavo dell'encoder:
MOT_2D (lato motore) - MD_CN2 (lato
MC-450)
• Controllare se il connettore è scollegato o meno.
• Inserire nuovamente il connettore
scollegato/allentato in modo sicuro.
– 20 –

4. IMPOSTAZIONE DELLA FUNZIONE DI TRASPORTO DELLA CINGHIA SUPERIORE
4-1. Registrazione del modello di passo del trasporto
Cinque diversi modelli di passo del trasporto possono essere registrati al massimo.
❸ ❹ ❺
Ⓑ
Ⓔ
❻ ❼
1) Tenere premuto l'interruttore ❼
per accedere alla modalità di impostazione a tocco singolo. Il LED Ⓔ si
accende.
2) Premere l'interruttore ❸ (o l'interruttore
❹) per selezionare la
modalità (tra PiT1 e PiT5) nella quale
il modello di passo del trasporto viene
registrato.
3) Impostare il passo del trasporto premendo l'interruttore
tore
❻).
❺ (o l'interrut-
* "25" illustrato nella finestra Ⓑ sul di-
splay si riferisce al passo del trasporto
di 2,5 mm.
Ⓑ
4) Premere l'interruttore ❸ (o l'interruttore
❹) per selezionare "PiTM"
e impostare la modalità (tra 1 e 5) da
utilizzare.
5) Premere l'interruttore ❼ per
registrare il passo del trasporto. Il LED
Ⓔ si spegne.
❸ ❹ ❺
Nel caso in cui il passo del trasporto sia impostato ma non sia registrato nel passaggio 5), il
valore di impostazione rimarrà valido finché l'alimentazione alla macchina per cucire non venga
disattivata. Una volta che l'alimentazione alla macchina per cucire viene disattivata, il passo del
trasporto ritornerà al valore che era operante prima dell'impostazione.
Ⓔ
❻ ❼
– 21 –

4-2. Impostazione del passo del trasporto
In aggiunta al metodo di impostazione del passo del trasporto tramite il pannello operativo, il passo del trasporto può essere impostato entro la gamma compresa tra 0,9 e 3,6 mm (con incrementi di 0,1 mm) mediante la manopola "jog dial".
1. Tenere presente che la cucitura senza il materiale posto tra il piedino premistoffa e la placca
ago può rompere la cinghia superiore. È quindi assolutamente vietato fare funzionare la
macchina per cucire senza il materiale.
2. Il passo del trasporto finito può essere diverso dal passo del trasporto visualizzato sul
pannello operativo a seconda delle condizioni di cucitura. Ogni volta che si cambiano le
condizioni di cucitura, è necessario verificare se il passo del trasporto finito è uguale a
quello impostato sul pannello operativo prima di iniziare la cucitura reale.
❶
❺
ⒷⒶ
Ⓔ
❻ ❼
(1) Impostazione del passo del trasporto con la manopola "jog dial"
① Impostazione del passo del trasporto
Impostare il passo del trasporto per la modalità selezionata ruotando la manopola "jog dial" ❶.
• Ruotare la manopola "jog dial" in senso orario per aumentare il passo del trasporto, o ruotarla in senso
antiorario per diminuirlo.
• La modalità selezionata viene visualizzata nella finestra Ⓐ e il passo del trasporto viene visualizzato nella
finestra Ⓑ sul display.
* "2,5" illustrato nella finestra Ⓑ sul display si riferisce al passo del trasporto di 2,5 mm.
② Registrazione del passo del trasporto
1) Tenere premuto l'interruttore ❼ per accedere alla modalità di impostazione a tocco singolo. Il LED
Ⓔ si accende.
2) Premere l'interruttore ❼ per registrare il passo del trasporto. Il LED Ⓔ si spegne.
Nel caso in cui il passo del trasporto sia impostato ma non sia registrato nella procedura
di cui sopra, il valore di impostazione impostato con la manopola "jog dial" ❶ rimarrà
valido finché l'alimentazione alla macchina per cucire non venga disattivata. Una volta che
l'alimentazione alla macchina per cucire viene disattivata, il passo del trasporto ritorna al valore
precedentemente registrato in memoria.
(2) Impostazione del passo del trasporto sul pannello operativo
1) Tenere premuto l'interruttore ❼ per accedere alla modalità di impostazione a tocco singolo. Il LED
Ⓔ si accende.
2) Impostare il passo del trasporto premendo l'interruttore ❺ (o l'interruttore ❻).
3) Premere l'interruttore ❼ per registrare il passo del trasporto. Il LED Ⓔ si spegne.
Nel caso in cui il passo del trasporto della cinghia superiore venga cambiato significativamente,
il passo del trasporto del trasporto inferiore va modificato di conseguenza.
– 22 –

5. PRESSIONE DEL PIEDINO PREMISTOFFA
La pressione del piedino premistoffa può essere
commutata tra i due modelli di pressione premendo
❷
❶
il commutatore ❶ della pressione del piedino premistoffa.
5-1. Impostazione della pressione del
Le pressioni standard del piedino premistoffa sono
0,4 MPa e 0,2 MPa.
La pressione del piedino premistoffa non è stata
impostata in fabbrica al momento della consegna. È
quindi necessario impostare la pressione del piedino premistoffa a seconda dell'applicazione facendo
riferimento alla voce successiva.
5-2. Regolazione della pressione del
1) Sollevare la manopola ❷ del regolatore di pressione del piedino premistoffa. Regolare quindi
la pressione del piedino premistoffa ruotando la
manopola ❷.
2) Al termine della regolazione, spingere la manopola ❷ verso il basso alla sua posizione iniziale.
piedino premistoffa
piedino premistoffa
– 23 –

6. SOSTITUZIONE DELLA CINGHIA SUPERIORE
AVVERTIMENTO :
Come misura di sicurezza contro possibili ferimenti causati dall’avvio improvviso della macchina,
prima di iniziare le seguenti operazioni aver cura di spegnere la macchina e di assicurarsi che il
motore sia fermo. Inoltre, tagliare l’alimentazione dell’aria dal compressore d’aria.
Assicurarsi di controllare regolarmente il meccanismo della cinghia superiore per verificare se
residui di fili o simili sono avvolti sul meccanismo.
Sostituire la cinghia superiore con una nuova ogni sei mesi circa, controllando le cuciture finite e il grado di
danneggiamento della cinghia superiore. La procedura di sostituzione della cinghia è descritta di seguito:
6-1. Rimozione della cinghia
❷
1) Allentare le viti ❶ (10 pezzi) di fissaggio. Rimuovere i coperchi A ❷ e B ❸ della cinghia superiore.
❹
❻
❺
❸
❶
2) Allentare la vite perno ❹. Rimuovere la piastra ❺
di bloccaggio e la molla anteriore ❻ del piedino
premistoffa.
– 24 –

❽
❼
❾
3) Allentare le viti ❼ (2 pezzi) di fissaggio dalla
piastra di regolazione della tensione della
cinghia.
4) Rimuovere la molla ❽ del bilanciere.
5) Rimuovere la cinghia sinistra ❾ dal lato
dell'estremità del piedino premistoffa.
6) Rimuovere la cinghia destra dal lato
dell'estremità del piedino premistoffa.
7) Rimuovere la sezione di puleggia di azionamento della cinghia intermedia .
8) Allentare le viti (2 pezzi) di fissaggio.
Rimuovere il piedino premistoffa .
❾
9) Allentare la vite di fissaggio dalla parte
anteriore del piedino premistoffa. Estrarre
l'albero (posteriore) della puleggia.
In questo stato, il piedino premistoffa
è staccato dalla base asm. del piedino
premistoffa.
Estrarre il collare della puleggia dalla
base del piedino premistoffa.
La puleggia (posteriore) del piedino pre-
mistoffa è staccata dalla base del piedino
premistoffa.
– 25 –

10)
Allentare la vite di fissaggio dalla parte
posteriore del piedino premistoffa. Estrarre
l'albero (anteriore) della puleggia.
Ora, il piedino premistoffa e la puleggia
(anteriore) del piedino premistoffa sono
separati e quindi si può rimuovere la cinghia
intermedia .
6-2. Installazione della cinghia
1) Mettere la puleggia del piedino premistoffa e la cinghia nella scanalatura sulla
base del piedino premistoffa. Inserire il
collare della puleggia nella base del piedino premistoffa.
❺
2) Mettere la base asm. del piedino premistoffa nel piedino premistoffa. Applicare
il grasso all'albero (posteriore) della
puleggia. Inserire l'albero (posteriore) della
puleggia al quale è stato applicato il grasso
nel piedino premistoffa e nella base
del piedino premistoffa.
3) Stringere la vita di fissaggio per fissare
l'albero (posteriore) della puleggia.
In questo momento, l'albero (posteriore)
della puleggia deve essere fissato in modo
che esso sporga di 1 mm dalla faccia finale
del piedino premistoffa .
* La piastra ❺ di bloccaggio è di 1 mm di
spessore. Utilizzare questo spessore come
riferimento.
1 mm
– 26 –

1 mm
4) Tirare giù la cinghia e inserire la puleggia
(anteriore) del piedino premistoffa nella
scanalatura sul piedino premistoffa .
Inserire l'albero (anteriore) della puleg-
gia nel piedino premistoffa e nella puleggia
(anteriore) del piedino premistoffa.
5) Stringere la vita di fissaggio per fissare
l'albero (anteriore) della puleggia.
In questo momento, l'albero (anteriore)
della puleggia deve essere fissato in modo
che esso sporga di 1 mm dalla faccia finale
del piedino premistoffa .
* La piastra ❺ di bloccaggio è di 1 mm di
spessore. Utilizzare questo spessore come
riferimento.
❽
❼
❾
Allineamento
6) Stringere le viti (2 pezzi) di fissaggio per
fissare il piedino premistoffa .
In questo momento, il piedino premistoffa
deve essere fissato in modo che la scanalatura nel piedino premistoffa sia allineata
al centro del foro dell'ago nella placca ago
.
7) Mettere la cinghia destra in posizione.
8) Mettere la cinghia intermedia sulla puleggia di azionamento.
9) Mettere la cinghia sinistra ❾ in posizione.
10)
Mettere la molla ❽ del bilanciere in posizio-
ne.
11)
Stringere le viti ❼ (2 pezzi) di fissaggio della
piastra di regolazione della tensione della
cinghia.
– 27 –

❹
12)
Inserire la vite perno ❹ nella molla anteriore
❺❻
❻ del piedino premistoffa. Fissare tempora-
neamente la piastra ❺ di bloccaggio.
13)
Alimentare l'aria alla macchina per cucire.
14)
Premere l'interruttore della valvola solenoi-
de dell'alzapiedino per portare il piedino
premistoffa nella sua posizione superiore.
❻
❺
❹
6 a 7 mm
15)
Regolare lo spazio lasciato tra l'estremità
del piedino premistoffa e la superficie
superiore della placca ago a 6 - 7 mm.
Stringere quindi la vite perno ❹ per fissare
la piastra ❺ di bloccaggio.
16)
Mettere la molla anteriore ❻ del piedino
premistoffa in posizione.
– 28 –
 Loading...
Loading...