

Page 1

MF-7900DR-H24
KULLANMA KILAVUZU
Page 2
İÇİNDEKİLER
1. TEKNİK ÖZELLİKLER ................................................................................ 1
2. MASANIN ÇİZİMİ
3. KURULUM
3-1. SC-921’in yüklenmesi .........................................................................................................4
3-2. MC-450’in yüklenmesi
3-3. Reaktör kutusunun montajı (Sadece CE türü için)
3-4. Güç şalteri kablosunun bağlanması ve kurulması
3-5. Jog dial kurulumu
3-6. Kabloların hattı ve bağlanması
3-7. Hava regülatörünün kurulması
3-8. Hava borusu donanımı çizimi
3-9. Makine kafasının ayar prosedürü
3-10. Otomatik kaldırma fonksiyonunun ayarlanması
3-11. Hata kodları
.................................................................................................. 4
........................................................................................ 2
........................................................................................................4
..........................................................7
..........................................................9
.............................................................................................................10
........................................................................................ 11
........................................................................................16
..........................................................................................17
....................................................................................18
..........................................................19
.....................................................................................................................20
4. ÜST KAYIŞ BESLEME FONKSİYONUNUN AYARLANMASI .................. 21
4-1. Besleme aralığı deseninin kaydedilmesi ........................................................................21
4-2. Besleme aralığının ayarlanması
......................................................................................22
5. BASKI AYAĞI BASINCI ............................................................................ 23
5-1. Baskı ayağı basıncının ayarlanması ...............................................................................23
5-2. Baskı ayağı basıncının ayarlanması
...............................................................................23
6. ÜST KAYIŞIN DEĞİŞTİRİLMESİ .............................................................. 24
6-1. Kayışın çıkarılması ...........................................................................................................24
6-2. Kayışın takılması
...............................................................................................................26
i
Page 3
Bu Kullanım Kılavuzu MF-7900DR-H24 modelinin yalnızca özel parçalarını açıklamaktadır. Bu
Kılavuzun kapsamında yer almayan bu dikiş makinesi modelinin diğer parçaları için aşağıda
sözü edilen diğer Kullanım Kılavuzlarına bakın.
· MF-7900
· MF-7500D, 7900D
· MF-7900D-H24
· MF-7900(D)/UT55, 56, 57
· MC37, 40
· SC-921
1. TEKNİK ÖZELLİKLER
Model adı
Dijital tip beslemeye sahip yarı kuru kafalı, silindir yataklı, alt reçme dikiş makinesi, kenar katlama için (sol kumaş kırpıcı ile birlikte sağlanır)
Model MF-7900DR-H24
İlmek tipi ISO standardı 406 ve 407
Uygulama örneği Kıvırma gizlenmesi ve genel olarak örme kumaşlar
Maksimum dikiş hızı
İğne numarası
Maksimum 5.000 sti/min
Teslimat sırasındaki dikiş hızı : 4.000 sti/min
.........5,6 mm ve 6,4 mm
3 iğne
2 iğne .........4,0 mm
1 : 0,9 ile 1 : 1,8 arasında (ilmek uzunluğu : 2,5 mm'den küçük)
Diferansiyel besleme oranı
(1 : 0,6 ile 1 : 1,1
.....diferansiyel bağ menteşe vidası değiştirildiğinde)
Mikro-diferansiyel besleme ayar plakası temin edilmektedir. (Mikro ayar)
İlmek uzunluğu 0,9 ile 3,6 mm arasında
İğne UY128GAS #9S ile #12S arasında (standart #10S)
İğne mili stroku 31 mm (ya da eksantrik pimi değiştirirken 33 mm)
Boyutlar (Yükseklik) 490 mm × (Genişlik) 490 mm × (Uzunluk) 299 mm
Ağırlık 48 kg
Baskı ayağı kalkışı 8 mm (iğne numarası : 5,6 mm)
Mikro-kaldırma mekanizması temin edilmektedir.
Besleme ayar yöntemi Ana besleme.................. Kadran tipi dikiş adımı ayar yöntemi
Diferansiyel besleme
..... Kol ayar yöntemi (mikro ayar mekanizması temin
edilmektedir.)
Üst kayış besleme ......... Operasyon paneli ayarı ile dijital olarak ayarlanabilir
Lüper mekanizması Küresel çubuk tahrik yöntemi
Yağlama sistemi Dişli pompayla basınçlı yağlama yöntemi
Yağlama yağı JUKI GENUINE OIL 18
Yağ deposu kapasitesi Yağ göstergesi alt işaret çizgisi : 600 cc ile üst işaret çizgisi : 900 cc arasında
Kurulum Sabit masalı tip
- İş istasyonunda sürekli ses basıncı seviyesinin (LpA) yayılmasına denk :
Gürültü
A-79,5 dBA’nın ağırlıklı değeri; (KpA = 2,5 dBA dahil) ; ISO 10821- C.6.2
-ISO 11204 GR2 uyarınca 4.000 sti/min.
– 1 –
Page 4
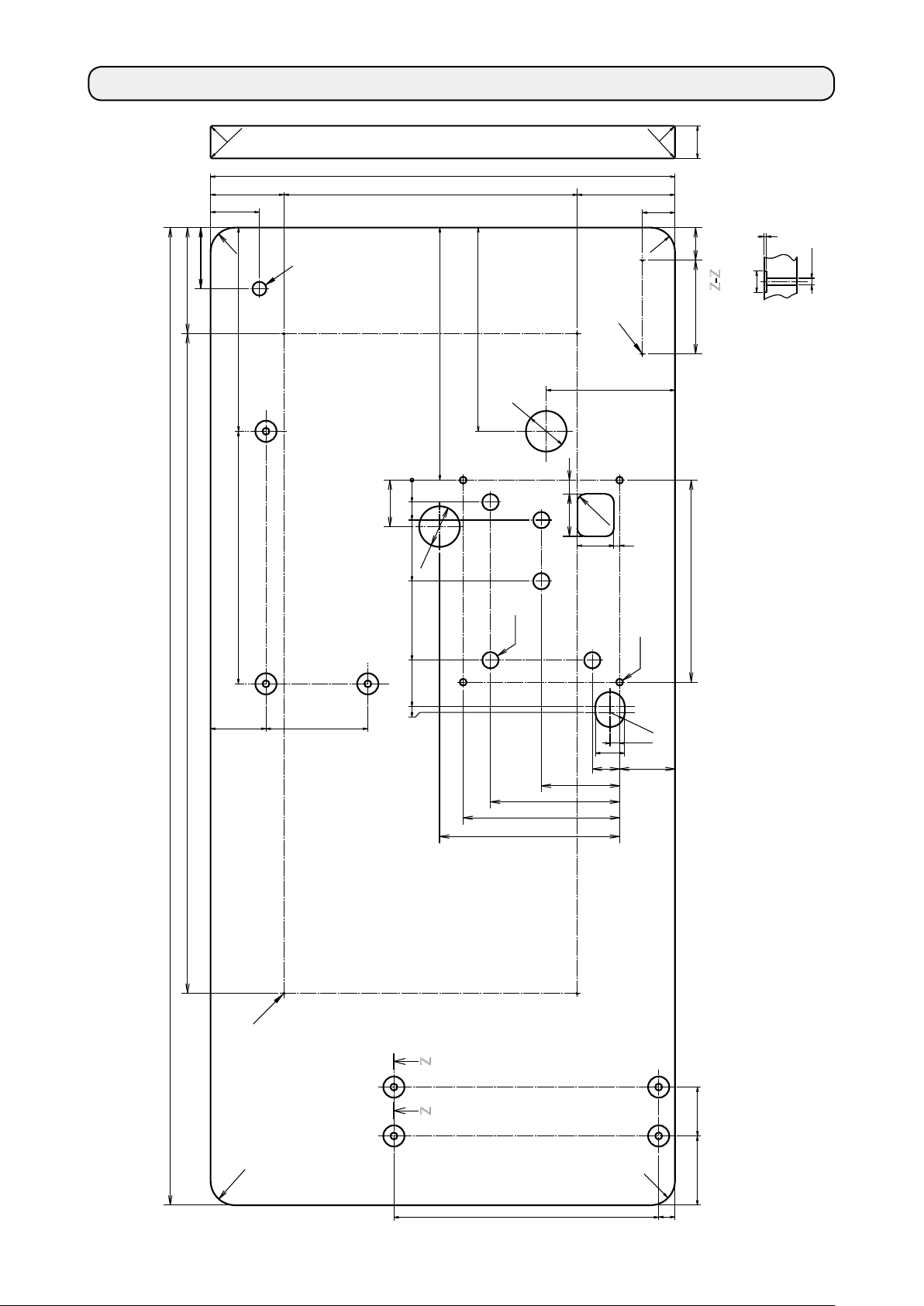
2. MASANIN ÇİZİMİ
75
130810±1
R2
60
R30
250
310
(90)
B
57
27
49
124
Ø50
310
570
360
250
Ø50
17
52
45
C
158
4×R10
7
120
R2
R30
40
40
40
115±1
248±1
Z-Z
(7-yers)
(7ヶ所)
3
Ø8.5
Ø26
1200
68
A
125
221
278
285
5×20
221
96
158.5
192±1
4×8.5
2×R
11.7
36
33.5
68
R30
Z Z
– 2 –
325±2
R30
20
60±1
85
A Alt yüzeyde 4 × ø3,4, derinlik 20 (Kurulum sırasında bir delik delin.)
B Delinen delik 17
C Alt yüzeyde 2 × ø3,4, derinlik 20
Page 5
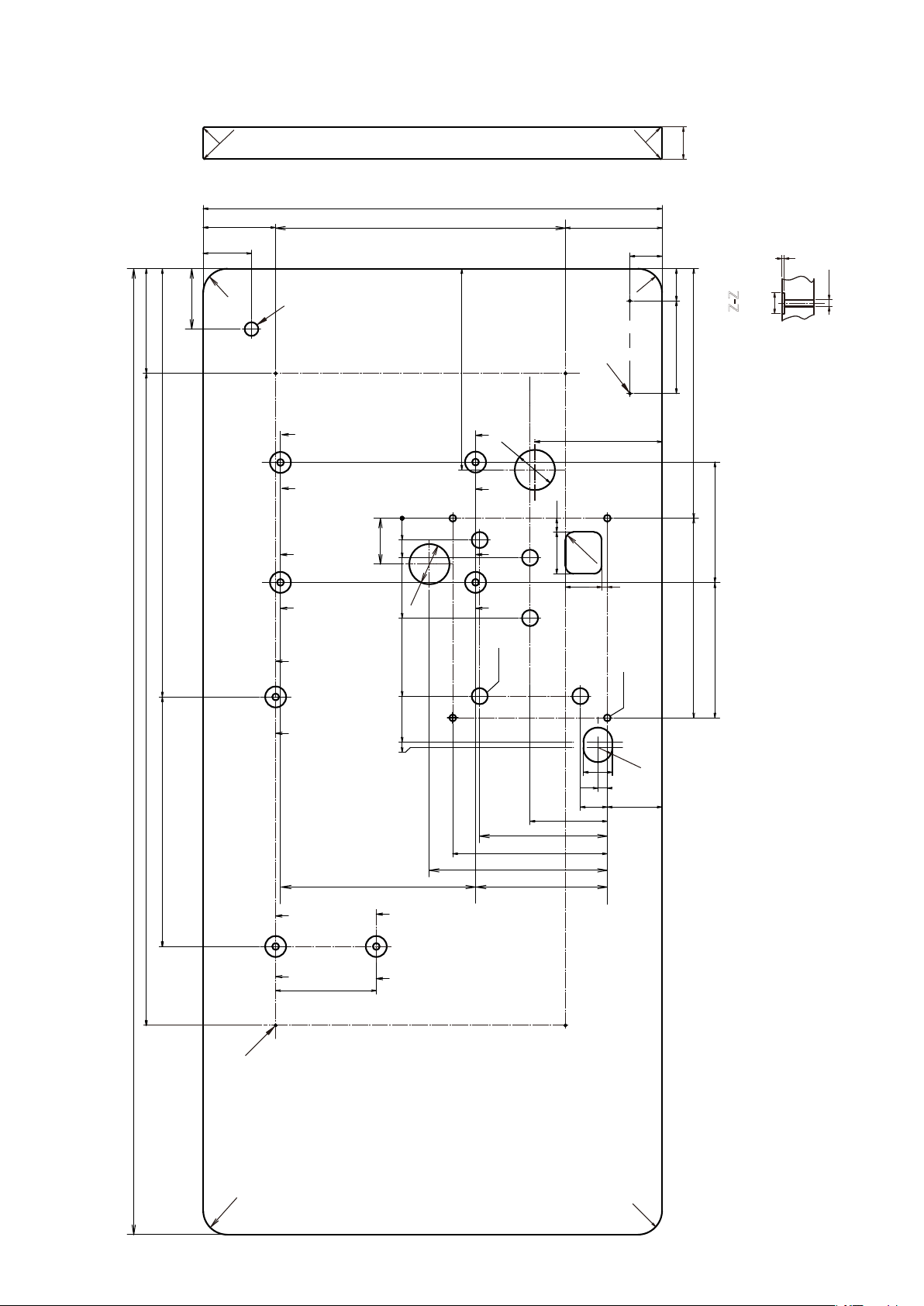
CE türü için
130
532
75
R2
60
R30
(90)
B
R2
40
570
4×R10
45
C
158
120
7
R30
40
40
115±1
310
248±1
146
Z-Z
(7-yers)
(7ヶ所)
3
Ø8.5
Ø26
360
250
Ø50
Z Z
27
57
49
Z Z
Ø50
124
Z Z
1752
Z Z
1200
810±1
310
A
Z
221
Z
Z
Z
125
278
285
Z
Z
5×20
221
96
158.5
192±1
165 241
4×8.5
2×R
11.7
33.53668
175
R30
– 3 –
R30
A Alt yüzeyde 4 × ø3,4, derinlik 20 (Kurulum sırasında bir delik delin.)
B Delinen delik 17
C Alt yüzeyde 2 × ø3,4, derinlik 20
Page 6
3. KURULUM
MF-7900DR Serisi kontrol kutusu, SC-921 ve MC-450 kullanımı gerektirir.
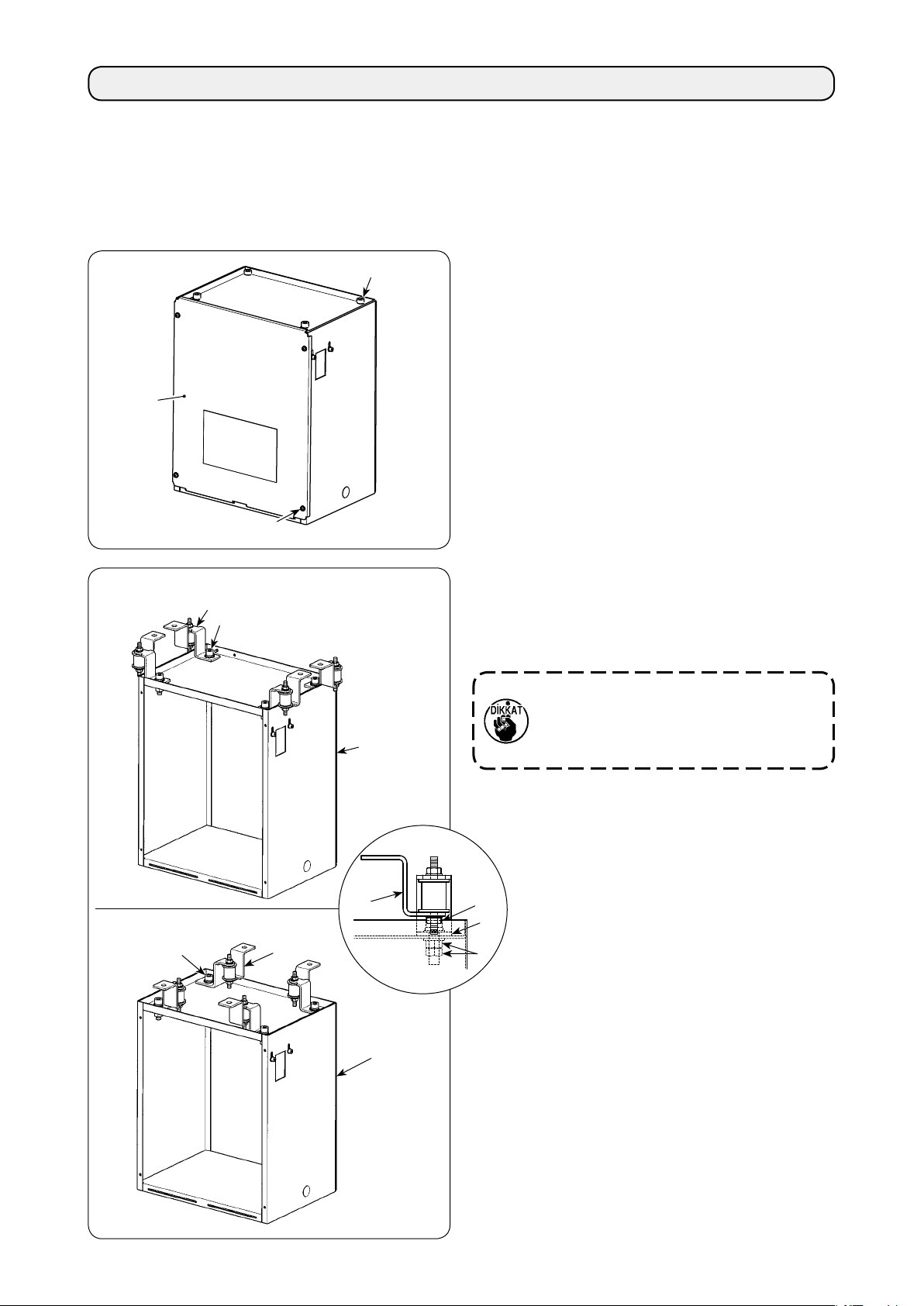
3-1. SC-921’in yüklenmesi
SC-921’in dikiş makinesinin masaya montajı.
Daha ayrıntılı bilgi almak için SC-921 Kullanım Kılavuzu’na başvurun.
❷
❶
CE dışındaki diğer türler için
❾
❸
❽
❸
3-2. MC-450’in yüklenmesi
1) Tespit vidalarını ❹ gevşetin (4 parça). Kontrol
kutusunun arka kapağını ❷ çıkarın.
2) Kontrol kutusu braketini (tertibatı) ❾ (dört parça)
MC-450 ile birlikte sağlanan tespit vidaları ❸,
somunlar ❺ ve düz pullarla ❻ şekilde gösterildiği
gibi kontrol kutusuna ❽ takın.
Kurulum sırasında, kontrol
kutusu dirseğinin (asm.) ❾ doğru
konumlandırıldığını kontrol ettiğinizden
emin olun.
CE türü için
❸
❾
❾
❸
❻
❺
❽
– 4 –
Page 7
A
CE türü içinCE dışındaki diğer türler için
A
A
❾
❾
A
❾
❾
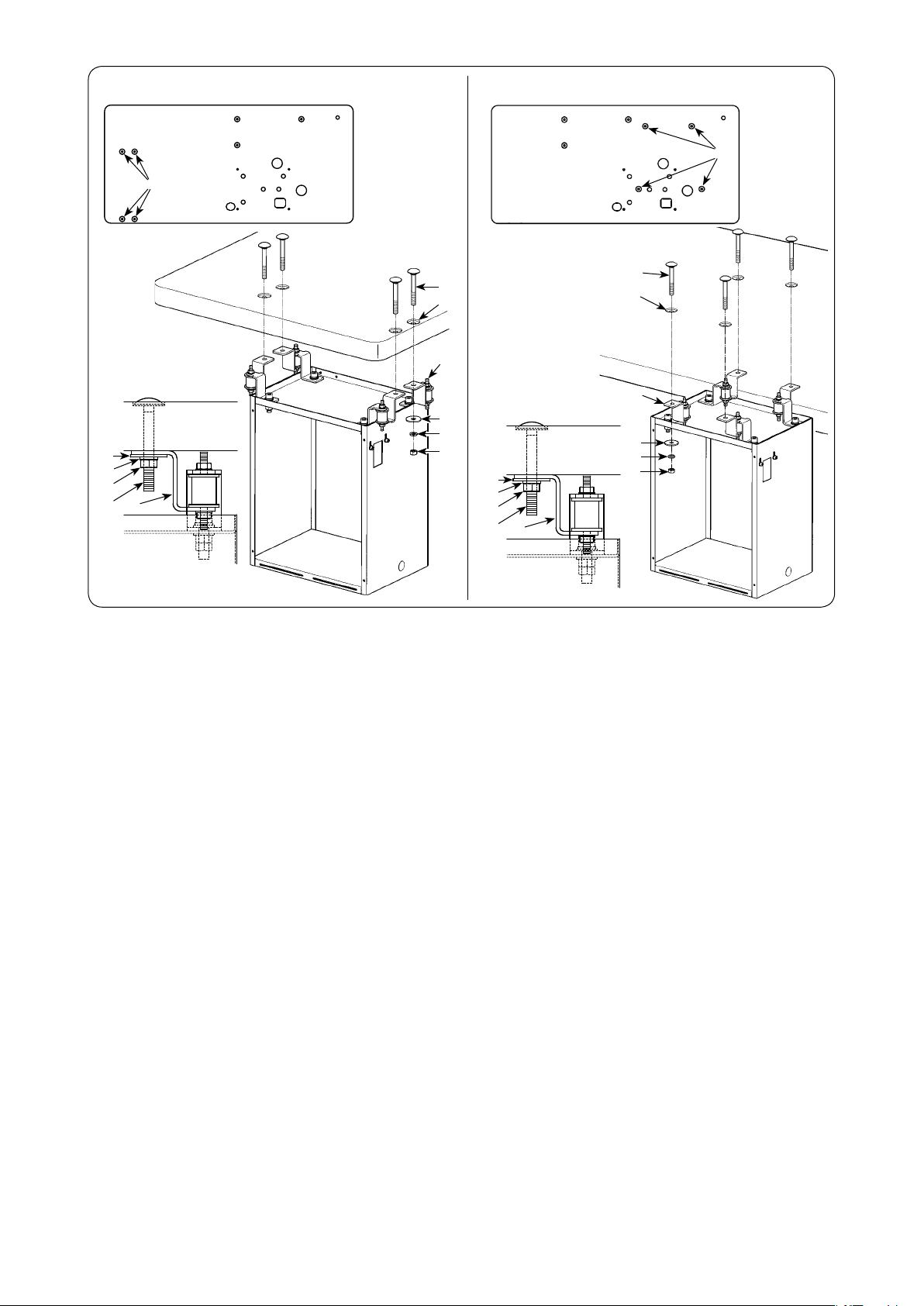
3) Kontrol kutusu askısındaki askı cıvatalarını (4 parça) masadaki askı cıvatası deliklerine A (4 konum)
bastırarak yerleştirin.
4) Kontrol kutusu dirseğini (asm.) ❾ askı cıvatasının üstüne yerleştirin. Bunları düz rondela , yaylı rondela ve somun kullanarak sabitleyin.
– 5 –
Page 8
B
5) Makine kafasından kontrol kutusuna ❽, B
bölümünden geçerek gelen üst kayış motoru
topraklama kablosunu çekin.
6) Tespit vidasını kontrol kutusunun alt yüzeyinden ❽ çıkarın. Üst kayış motoru topraklama kablosunu sabitleyin.
❽
❷
7) Kontrol kutusu arka kapağını ❷, tespit vidalarını ❶ (4 parça) kullanarak takın.
* CE türü kullanıldığında, “3-3. Reaktör ku-
tusunun montajı (Sadece CE türü için)”
bölümündeki talimatları yerine getirdikten
sonra kapağı takın.
❶
– 6 –
Page 9
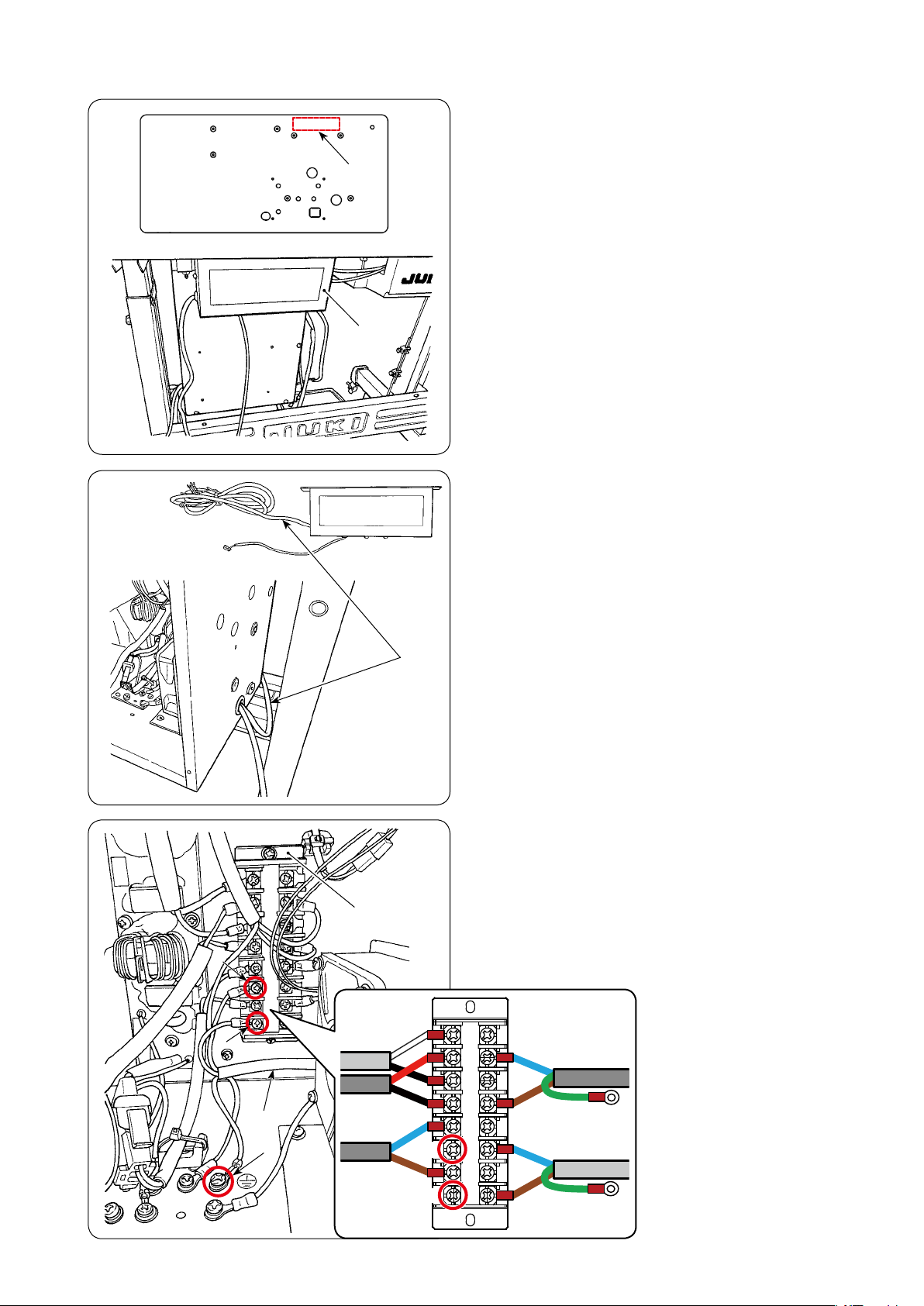
3-3. Reaktör kutusunun montajı (Sadece CE türü için)
1)
SC-921 ile birlikte sağlanan reaktör kutusunu ❶
A konumuna monte edin.
A
❶
2) Reaktörün giriş kablosu (siyah) ❷ reaktör kutu-
sunun yan tarafından dışarı çekilir. Bu reaktör
giriş kablosunu (siyah) ❷ MC-450’nin içine doğru
çekin.
❷
3)
Yukarıda 2 numaralı adımda açıklandığı şekilde
MC-450’nin içine çekilen reaktör giriş kablosunu,
terminal bloğuna ❸ ve kontrol kutusu şasisine
❸
bağlayın.
Mavi kabloyu A’ya, kahverengi kabloyu B’ye ve
A
B
yeşil/sarı kabloyu C’ye bağlayın ve her birini ilgili
konumlara vidayla sabitleyin.
❷
C
A
B
– 7 –
Page 10

❹
4)
Kablo klips bantını ❹ sıkılayaralk kabloların
terminal bloğundan ve kontrol kutusu şasisinden
kaymasını önleyin.
5)
Reaktör kutusunun kapağını çıkarın. SC-921’den
çıkan AC giriş kablosunu ❺, reaktör kutusuna ❻
bağlayın.
❻
❻
❺
Kahverengi
Yeşil/
sarı
Mavi
– 8 –
Page 11

3-4. Güç şalteri kablosunun bağlanması ve kurulması
(1) Güç şalteri ve güç kablosunun bağlanması ve MC-450 bağlantı kablosu
Voltaj özellikleri,voltaj anma plakasında belirtilir. Kabloyu bu teknik özelliklere göre bağlayın.
Makineyi asla
yanlış gerilim ve
fazda kullanmayın.
Voltaj anma plakası
CE dışındaki diğer türler için
• 220 ile 240V tek faz bağlantı
Kahverengi Beyaz
Masa
MC-450
Yeşil/Sarı
Açık mavi
Siyah
Yeşil/Sarı
Güç şalteri
Kullanma
MC-450
Güç şalteri
Siyah
Beyaz
Yeşil/Sarı — GND
AC220 ile 240V
Güç kaynağı
– 9 –
Page 12

CE türü için
Terminal bloğu
güç kablosu
Güç anahtarını, MC-450’nin yan tarafından
çıkan terminal bloğu güç kablosuna (gri) bağlayın.
CE 1ø 230V
❶
Kahverengi
Mavi
Yeşil/Sarı
(topraklama kablosu)
❸
❷
❶
AC
220V-240V
Güç şalterinin takılması
Elektrik kablosunu güç şalterine bağlayın.
[CE spesifikasyonları]
Tek faze 230V : Güç kabloları : Kahverengi,
mavi ve yeşil/sarı (topraklama
kablosu)
(2) Güç şalterinin takılması (CE dışındaki diğer
türler için)
Güç şalterini ❶ makine masasının altına ahşap vidalar ❷ kullanarak tespit edin.
Kabloyu, makine ile birlikte aksesuar olarak verilen
zımbaları ❸ kullanarak kullanım şekline uygun olarak tespit edin.
3-5. Jog dial kurulumu
Jog dial’ı ❶ makine masasının altına ahşap vidalar
❷ (2 parça) kullanarak takın.
❷
– 10 –
Page 13

3-6. Kabloların hattı ve bağlanması
(1) Masa alt yüzeyindeki kablo hattı
Kabloları masaya, makineyle birlikte aksesuar olarak verilen zımbalar ❶ ve kablo klips bantları ❷ ile sabitle-
yin.
Zımba tellerini ❶ çok fazla derine zımbalamayın. Çok fazla derine zımbalanan zımba tellerinin
kabloları koparabileceğini veya kısa devre yapabileceğini unutmayın.
CE dışındaki diğer türler için
H
M
MC-450
I
Güç kablosu (kablonun üst ucu : yuvarlak tip terminal)
A
Güç girişi kablosu (kablonun üst ucu : 4P konektör)
B
Üst kayış motoru (kablonun üst ucu : 6P konektör)
C
MC-450’den gelen kablo (kablonun üst ucu : 13P konektör)
D
Üst kayış motoru topraklama kablosu
E
Üst kayış motoru kodlayıcı kablo (kablonun üst ucu : 12P konektör)
F
Güç şalteri
G
Jog dial
H
Atık torbası (MC37 tamamlayıcı parçalar)
I
Emme aygıtı (MC37 tamamlayıcı parçalar)
J
Solenoid valf (MC37 tamamlayıcı parçalar)
K
Hava regülatörü
L
Dikiş makinesi kafası
M
❶ ❶
❷
J
F
BC
A
DE
❷
K
❶
G
SC-921
L
– 11 –
Page 14

CE türü için
H
M
F
E
K
J
I
SC-921
MC-450 Terminal bloğu güç kablosu (kablonun üst ucu : yuvarlak tip terminal)
A
Reaktör kutusu giriş kablosu (kablonun üst ucu : Y terminali)
B
Üst kayış motoru (kablonun üst ucu : 6P konektör)
C
MC-450’den gelen kablo (kablonun üst ucu : 13P konektör)
D
Üst kayış motoru topraklama kablosu
E
Üst kayış motoru kodlayıcı kablo (kablonun üst ucu : 12P konektör)
F
Güç şalteri
G
Jog dial
H
Atık torbası (MC37 tamamlayıcı parçalar)
I
Emme aygıtı (MC37 tamamlayıcı parçalar)
J
Solenoid valf (MC37 tamamlayıcı parçalar)
K
Hava regülatörü
L
Dikiş makinesi kafası
M
Baskı ayağı basıncını değiştirme anahtarı kablosu
N
Solenoid vana kablosu
O
Reaktör kutusu
P
Reaktör kutusu fan motoru kablosu
Q
SC-921 AC giriş kablosu
R
D
C
NO
B
Q
MC-450
P
G
❶
A
L
– 12 –
Page 15

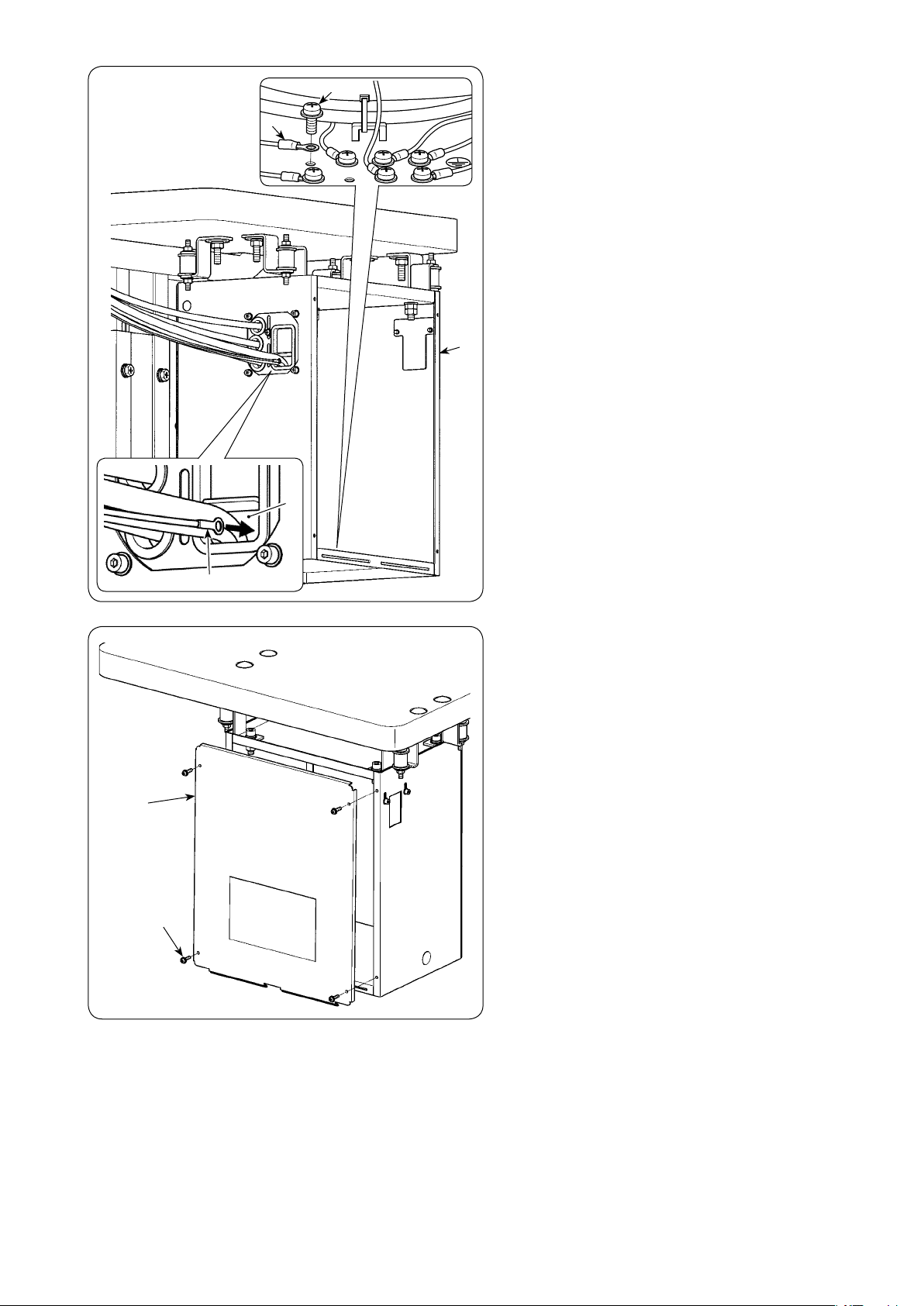
(2) Kabloların Bağlanması
1) Makinenin kafasından gelen kabloları
❶, masadaki A ve B öğesinden geçirerek aşağı yönlendirin.
B
❶
❶
C
A
2) Kapağı ❷ açmak için kapaktaki ❷ vidayı C tornavidayla gevşetin.
❷
– 13 –
Page 16

❻
❹ ❽
G
❺ ❾
E
D
❸ ❼
F
3) Kabloları, aşağıdaki tabloda listelenen kablo ve konektör eşleşmelerine bakarak SC-921 PCB üzerindeki
ilgili konektörlere takın.
Kablo Konektör
Makine kafasından gelen kablo (14P konektör)
❸
Makine kafasından gelen kablo (3P konektör)
❺
Baskı ayağı kaldıracından gelen kablo (2P konektör)
❼
Motordan gelen kablo (9P konektör)
❾
Pedal sensör kablosu (3P konektör)
Motor fanı kablosu (2P konektör)
Solenoid valfi kablosu (24V) (8P konektör)
CP-18 kablo (8P konektör)
MC-450’den gelen kablo (13P konektör)
Jog dial bağlantı kablosu (10P konektör)
Solenoid valfi kablosu (GND) (2P konektör)
Reaktör kutusu fan motoru kablosu * Sadece CE tipi.
❹
❻
❽
CN36
CN42
CN37
CN30
CN34
CN58
CN56
CN38
CN50
CN51
CN55
CN62
4) MC-450’den gelen kablodan (13P konektör) gelen konektör D ile jog dial bağlantı kablosundan
gelen konektör E.
5) MC-450’den gelen kablodan (13P konektör) gelen topraklama kablosunu F, makineyle birlikte aksesuar olarak verilen tespit vidası ile SC-921 kasasındaki dişli vida deliğine G takın.
6) (CE dışındaki diğer türler için) SC kontrol kutusu
için MC-450’den gelen güç girişi kablosunu ,
SC-921’in yan yüzündeki konektöre takın.
7) Motor çıkış kablosunu konektöre takın.
– 14 –
Page 17

8) Jog dial kablosunu , jog dial bağlantı kablosu
ile bağlayın.
9) Üst kayış motor kablosunu ve kodlayıcı kablosunu MC-450’den gelen bağlantı kablosu
ile bağlayın.
– 15 –
Page 18

3-7. Hava regülatörünün kurulması
Hava regülatörünü kurmadan önce iğne mili kapağını takın.
❶
❶
❷
❷
1) Baskı ayağı basınç silindirinin ❶ üst ucuna monte edilmiş olan somunu ❷ çıkarın.
2) Hava regülatörünü (asm.) ❸, 1) Adım’da çıkardığınız somunla ❷ baskı ayağı basınç silindirine ❶
takın.
❸
B
❹
A
❸
❸
3) Hava regülatöründen (asm.) ❸ gelen hava borusunu A, baskı ayağı basınç silindirinin ❶ kuplajına B takın.
4) Makine kafasına bağlı olan hava deliğini ❹ hava
düzenleyicinin (asm.) ❸ kuplajına C takın.
5) Makine kafasına bağlı olan hava borusunu ❺
hava düzenleyicinin (asm.) ❸ kuplajına D takın.
C
❶
D
❺
– 16 –
Page 19

3-8. Hava borusu donanımı çizimi
UYARI :
Makinenin aniden çalışarak yaralanmaya sebep vermemesi için, bir sonraki çalışmayı başlatmadan
önce güç şalterini kapatıp motorun çalışmadığını kontrol edin. Ayrıca kompresörden gelen havayı
kesin.
⑤
④
③
⑨
⑤
⑬
①②③
⑤
④
⑬
②
– 17 –
①
Page 20

3-9. Makine kafasının ayar prosedürü
❸ ❹ ❺ ❻
❸ ❹ ❺ ❻
1) 95 numaralı fonksiyon ayarını çağırın.
2) anahtarına ❺ (veya anahtarına ❻) basarak makine kafası tipi
seçilebilir.
Makine kafası tipi Model adı
79dr MF-7900DR-H24
❸ ❹ ❺ ❻
3) Makine kafası tipini seçtikten sonra,
anahtarına ❸ (veya anahtarı-
na ❹) basınca "94" ya da "96" numaralı adıma geçilir ve ekran görünümünde otomatik olarak makine kafası tipine
denk düşen ayar içeriğine geçilir.
– 18 –
Page 21

3-10. Otomatik kaldırma fonksiyonunun ayarlanması
❶ ⒷⒶ
1) düğme ❺ basılıyken güç şalterini
AÇIK konuma getirin.
2) Ⓐ ve Ⓑ göstergelerinde “FL ON” (FL
AÇIK) ifadesi görülür, otomatik kaldırma fonksiyonunu etkin hale gelirken
bip sesi duyulur.
❷
❹❸
❺
❻
❼
FL ON (FL AÇIK) : Otomatik kaldırma cihazı etkin hale gelir. Solenoid sürücü (+33V) ya da havalı sürücü
(+24V) seçimi, düğme ❻ ile yapılabilir.(CN37’de +33V ya da +24V güçlü sürücü
arasında seçim yapılır.)
Solenoid sürücü ekranı (+33V) Havalı sürücü ekranı (+24V)
* Dikiş makinesinin bu modeli için "havalı sürücüyü" seçin.
FL OFF (FL KAPALI) : Otomatik kaldırma fonksiyonu işlevsizdir. (Benzer şekilde, programlanan dikiş
tamamlandığı zaman baskı ayağı otomatik olarak kalkmaz.)
3) Güç şalterini kapalı konuma getirin ve ön kapağı kaldırdıktan sonra güç şalterini açık konuma getirin.
Makinenin hareketi normale döner.
1. Otomatik kaldırma fonksiyonu hatalı ayarlanırsa solenoid yanabilir. Bu nedenle otomatik
kaldırma fonksiyonunun düzgün ayarlanması gerekmektedir.
2. Gücü yeniden açmak için mutlaka en az beş saniye geçmesini bekleyin. (Gücü açma/kapama
işlemi hızlı yapılırsa ayarlar değişebilir.)
3. Bu fonksiyon uygun şekilde seçilmezse otomatik kaldırıcı çalıştırılamaz
4. Otomatik kaldırma cihazı takılmadan “FL ON” (FL AÇIK) seçilirse, dikiş başlangıcında
çalışmada anlık gecikme olur. Ayrıca otomatik kaldırıcı takımlı olmadığı zaman mutlaka “FL
OFF” (FL KAPALI) seçeneğini seçin, çünkü geriye doğru hareket düğmesi çalışmayabilir.
– 19 –
Page 22

3-11. Hata kodları
MF-7900DR aşağıda belirtilen kendine özel hatalara sahiptir. Diğer hatalar için SC-921 Kullanma Kılavuzuna
bakın.
No. Saptanan hatanın tanımı Sorunun olası nedenleri Kontrol edilecek noktalar
E968 Motor sürücü hatası (MC-
450’nin içinde)
Aşağıdaki durumlarda, sorun hakkında karar vermeden önce bir kez daha kontrol edin.
No. Durum Sebep Düzeltici önlem
1 Dikiş sırasında üst bes-
leme kayışı çalışmıyor
(hata E968 oluşmazsa)
• Gücü yeniden açma zamanlaması çok erken.
• Motor kablosu veya kodlayıcı
kablosu çıkmış veya kopmuş.
• Motor sürücü arızası
• Motor kontrol kablosu konektörü CN50
(SC-921 tarafı) veya MD_CN1 (MC-450
tarafı) çıkmış veya sıkıca bağlanmamış.
• En az beş saniye bekledikten sonra
gücü yeniden açın.
• Aşağıdaki motor/kodlayıcı kablo konektörlerinin çıkıp çıkmadığını veya kablonun kopup kopmadığını kontrol edin.
Motor kablosu konektörleri: MOT_3D
(motor tarafı) - MD_CN3 (MC-450 tarafı)
Kodlayıcı kablosu konektörleri: MOT_2D
(motor tarafı) - MD_CN2 (MC-450 tarafı)
• Konektörün çıkıp çıkmadığını
kontrol edin.
• Çıkan/gevşek konektörü sıkıca
tekrar takın.
– 20 –
Page 23

4. ÜST KAYIŞ BESLEME FONKSİYONUNUN AYARLANMASI
4-1. Besleme aralığı deseninin kaydedilmesi
En fazla beş farklı besleme aralığı deseni kaydedilebilir.
❸ ❹ ❺
Ⓑ
Ⓔ
❻ ❼
1) Tek dokunuşla ayar moduna geçmek
için anahtarını ❼ basılı tutun.
LED Ⓔ ışığı yanar.
2) anahtarına ❸ (veya anahtarına ❹) basarak besleme aralığı deseninin kayıtlı olduğu modu (PiT1 - PiT5
arasından) seçin.
3) anahtarına ❺ (veya anahtarına ❻) basarak besleme aralığını
ayarlayın.
* Gösterge üzerindeki pencere bölümün-
de Ⓑ gösterilen "25", 2,5 mm anlamına gelir.
Ⓑ
4) anahtarına ❸ (veya anahtarına ❹) basarak "PiTM" öğesini seçin
ve kullanılacak modu (1 - 5 arasından)
ayarlayın.
5) Besleme aralığını kaydetmek için
anahtarına ❼ basın. LED Ⓔ
ışığı söner.
❸ ❹ ❺
Besleme aralığı ayarlanır ancak Adım 5)’te kaydedilmezse ayarlı değer, dikiş makinesinin gücü
kapatılana kadar geçerli kalır. Dikiş makinesinin gücü kapatıldığında besleme aralığı, ayarlama
öncesinde geçerli olan değere döner.
Ⓔ
❻ ❼
– 21 –
Page 24

4-2. Besleme aralığının ayarlanması
Operasyon paneli kullanılarak besleme aralığının ayarlanması yöntemine ilave olarak besleme aralığı ayrıca
jog dial ile 0,9 ila 3,6 mm (0,1 mm pay ile) aralığında ayarlanabilir.
1. Baskı ayağı ve boğaz plakası arasına bir materyal yerleştirmeden dikiş yapmanın üst kayışı
kırabileceğini unutmayın. Bu nedenle dikiş makinesinin bir materyal olmadan çalıştırılması
kesinlikle yasaktır.
2. Operasyon panelinde gösterilen besleme aralığı ve tamamlanmış besleme aralığı, dikiş
durumuna göre farklılık gösterebilir. Dikiş koşullarını değiştirdiğinizde, tamamlanmış besleme
aralığının, gerçek dikiş başlamadan önce operasyon paneli üzerinde ayarlanmış olanla aynı
olup olmadığını kontrol etmek gereklidir.
❶
❺
ⒷⒶ
Ⓔ
❻ ❼
(1) Besleme aralığının jog dial ile ayarlanması
① Besleme aralığının ayarlanması
Besleme aralığını, jog dial’ı ❶ çevirerek seçilen moda ayarlayın.
• Jog dial’ı saat yönünde çevirmek besleme aralığını artırır, saat yönünün tersine çevirmek ise azaltır.
• Seçilen mod, göstergenin Ⓐ pencere bölümünde ve besleme aralığı Ⓑ pencere bölümünde gösterilir.
* Gösterge üzerindeki pencere bölümünde Ⓑ gösterilen "2,5", 2,5 mm anlamına gelir.
② Besleme aralığının kaydedilmesi
1) Tek dokunuşla ayar moduna geçmek için anahtarını ❼ basılı tutun. LED Ⓔ ışığı yanar.
2) Besleme aralığını kaydetmek için anahtarına ❼ basın. LED Ⓔ ışığı söner.
Yukarıda bahsedilen prosedürde besleme aralığı ayarlanmış fakat kaydedilmemişse jog dial
❶ ile belirlenen ayar değeri, dikiş makinesinin gücü KAPATILANA kadar geçerli kalır. Dikiş
makinesinin gücü KAPATILDIĞINDA, besleme aralığı hafızaya kaydedilen bir önceki değere geri
döner.
(2) Besleme aralığının operasyon paneli üzerinde ayarlanması
1) Tek dokunuşla ayar moduna geçmek için anahtarını ❼ basılı tutun. LED Ⓔ ışığı yanar.
2) Besleme aralığını anahtarına ❺ (veya anahtarına ❻) basarak ayarlayın.
3) Besleme aralığını kaydetmek için anahtarına ❼ basın. LED Ⓔ ışığı söner.
Üst kayışın besleme aralığının önemli ölçüde değişmesi durumunda alt besleme aralığını da
değiştirmek gereklidir.
– 22 –
Page 25

5. BASKI AYAĞI BASINCI
❷
Baskı ayağı basıncı, baskı ayağı basınç değiştirme
anahtarına ❶ basılarak iki basınç deseni arasında
değiştirilebilir.
5-1. Baskı ayağı basıncının ayarlanması
Standart baskı ayağı basıncı 0,4 MPa ila 0,2 MPa
arasındadır.
Baskı ayağı basıncının nakliye sırasında fabrika
ayarı yapılmamıştır. Bu nedenle baskı ayağı basıncının bir sonraki maddede açıklanan uygulamaya göre
ayarlanması gereklidir.
5-2. Baskı ayağı basıncının ayarlanması
1) Baskı ayağı basınç regülatörü topuzunu ❷ kaldırın. Daha sonra topuzu ❷ çevirerek baskı ayağı
basıncını ayarlayın.
2) Ayarı yaptıktan sonra topuzu ❷ yuva konumuna
geri itin.
❶
– 23 –
Page 26

6. ÜST KAYIŞIN DEĞİŞTİRİLMESİ
UYARI :
Makinenin aniden çalışarak yaralanmaya sebep vermemesi için, bir sonraki çalışmayı başlatmadan
önce güç şalterini kapatıp motorun çalışmadığını kontrol edin. Ayrıca kompresörden gelen havayı
kesin.
İplik atığı ya da benzerinin üzerine dolanıp dolanmadığını kontrol etmek için üst kayış
mekanizmasını düzenli olarak kontrol ettiğinizden emin olun.
Üst kayış hasar durumunu ve bitmiş dikişleri kontrol ederken üst kayışı yaklaşık olarak her altı ayda bir yenisi
ile değiştirin. Kayış değiştirme prosedürü aşağıda açıklanmıştır:
6-1. Kayışın çıkarılması
❷
1) Tespit vidalarını gevşetin ❶ (10 parça). Üst kayış
kapaklarını A ❷ ve B ❸ çıkarın.
❹
❸
❶
2) Omuzlu vidayı ❹ gevşetin. Durdurucu plaka ❺
ve ön baskı yayını ❻ çıkarın.
❺
❻
– 24 –
Page 27

❽
❼
❾
3) Tespit vidalarını ❼ (2 parça) kayış gerilim
ayarlama plakasından çıkarın.
4) Kavrama kolu yayını ❽ çıkarın.
5) Sol kayışı ❾ baskının üst tarafından çıkarın.
6) Sağ kayışı baskının üst tarafından çıka-
rın.
7) Orta kayışın tahrik makarası bölümünü
çıkarın.
8) Tespit vidalarını (2 parça) gevşetin. Baskı
ayağını çıkarın.
❾
9) Baskının ön tarafındaki tespit vidalarını
gevşetin. Makara milini (arka) çekerek
çıkarın.
Bu durumda, baskı ayağı , baskı ayağı
kaidesi tertibatından ayrılır.
Kasnak manşonunu baskı ayağı kaidesin-
den dışarı doğru çekin.
Baskı ayağı kasnağı (arka) , baskı ayağı
kaidesinden ayrılır.
– 25 –
Page 28

10)
Baskının arka tarafındaki tespit vidalarını
gevşetin. Makara milini (ön) çekerek
çıkarın.
Şimdi, baskı ayağı , baskı ayağı makara-
sından (ön) ayrılmış durumdadır ve orta
kayışın çıkarılmasına izin verir.
6-2. Kayışın takılması
1) Baskı ayağı kasnağını ve kayışı baskı
ayağı kaidesindeki oyuğa yerleştirin. Kasnak manşonunu baskı ayağı kaidesine
yerleştirin.
❺
2) Baskı ayağı kaidesi tertibatını baskı ayağının içine yerleştirin. Kasnak şaftına (arka)
gres uygulayın. Gres uygulanmış olan
kasnak şaftını (arka) baskı ayağının ve
baskı ayağı kaidesinin içine yerleştirin.
3) Makara milini (arka) sabitlemek için tespit
vidasını sıkın.
Bu sefer makara mili (arka) sabitlenerek
baskı ayağının uç yüzünden 1 mm çıkıntı
yapar.
* Durdurucu plakası ❺ 1 mm kalınlığa sa-
hiptir. Bu kalınlığı referans olarak alın.
1 mm
– 26 –
Page 29

1 mm
4) Kayışı üzerindeki oyuğun içinde, baskı
ayağı kasnağına (ön) doğru çekin.
Kasnak şaftını (ön) baskı ayağının ve
baskı ayağı kasnağının (ön) içine yerleştirin.
5) Makara milini (ön) sabitlemek için tespit
vidasını sıkın.
Bu sefer makara mili (ön) sabitlenerek
baskı ayağının uç yüzünden 1 mm çıkıntı
yapar.
* Durdurucu plakası ❺ 1 mm kalınlığa sa-
hiptir. Bu kalınlığı referans olarak alın.
❽
❼
❾
Hizalama
6) Baskı ayağını sabitlemek için tespit vidalarını (2 parça) sıkın.
Bu sefer baskı ayağı sabitlenerek baskı
ayağındaki yuva, boğaz plakasındaki
iğne deliğinin merkeziyle hizalanır.
7) Sağ kayışı yerine yerleştirin.
8) Orta kayışı tahrik makarasının üzerine
yerleştirin.
9) Sol kayışı ❾ yerine yerleştirin.
10)
Kavrama kolu yayını ❽ yerine yerleştirin.
11)
Kayış gerilim ayarlama plakasının tespit
vidalarını ❼ (2 parça) sıkın.
– 27 –
Page 30

❹
12)
Omuzlu vidayı ❹ baskı yayının ❻ içine
❺❻
takın. Durdurucu plakasını ❺ geçici olarak
sabitleyin.
13)
Dikiş makinesine hava tedarik edin.
14)
Baskı ayağı kaldıracı solenoid valf anah-
tarına basarak baskı ayağını yukarı konuma
getirin.
❻
❺
❹
6 ile 7 mm
15)
Baskı ayağının üst ucuyla boğaz plaka-
sının üst yüzeyi arasındaki mesafeyi 6 ile
7 mm olarak ayarlayın. Daha sonra omuzlu
vidayı ❹ sıkarak durdurucu plakayı ❺ sabit-
leyin.
16)
Ön baskı yayını ❻ yerine yerleştirin.
– 28 –
 Loading...
Loading...