

Page 1

MF-7900DR-H24
ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
Page 2

СОДЕРЖАНИЕ
1. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ..................................................................................1
2. ЧЕРТЕЖ СТОЛА
3. УСТАНОВКА
3-1. Установка SC-921 ................................................................................................................................................ 4
3-2. Установка MC-450................................................................................................................................................ 4
3-3. Установка реакторной коробки (только для моделей CE)
3-4. Подсоединение и установка переключателя кабеля электропитания
3-5. Установка поворотного переключателя
3-6. Монтаж электропроводки и соединение кабелей
3-7. Установка воздушного регулятора
3-8. Чертеж воздухопровода
3-9. Процедура установки шпиндельной головки
3-10. Установка функции автоподъемника
3-11. Коды ошибок
...................................................................................................................2
.........................................................................................................................4
..........................................................................7
.....................................................9
....................................................................................................... 10
....................................................................................... 11
................................................................................................................16
.................................................................................................................................. 17
.............................................................................................18
.........................................................................................................19
...................................................................................................................................................20
4. НАСТРОЙКА ФУНКЦИЯ МЕХАНИЗМА ВЕРХНЕЙ РЕМЕННОЙ ПОДАЧИ ................... 21
4-1. Регистрация шаблонов шага подачи ............................................................................................................21
4-2. Настройка шага подачи
...................................................................................................................................22
5. ДАВЛЕНИЕ ПРИЖИМНОЙ ЛАПКИ ..................................................................................23
5-1. Настройка давления прижимной лапки ........................................................................................................ 23
5-2. Регулировка давления прижимной лапки
.................................................................................................... 23
6. ЗАМЕНА ВЕРХНЕГО РЕМНЯ ...........................................................................................24
6-1. Удаление ремня ................................................................................................................................................24
6-2. Установка ремня
............................................................................................................................................... 26
i
Page 3
Данное «Руководство по эксплуатации» описывает только исключительные детали MF-7900DR-H24.
Относительно разъяснений по остающимся элементам для данной модели швейной машины, не
покрываемых данным Руководством, обращайтесь к «Руководству по эксплуатации» ниже.
· MF-7900
· MF-7500D, 7900D
· MF-7900D-H24
· MF-7900(D)/UT55, 56, 57
· MC37, 40
· SC-921
1. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Название модели
Полусухая головка, цилиндрическая станина, плоскошовная машина с нижним переплетением и цифровым механизмом подачи, для подшивания (с обрезателем ткани слева)
Модель MF-7900DR-H24
Тип стежка ISO стандарт 406 и 407
Пример применения Подшивание края вязаных изделий и свитеров
Скорость шитья
Расстояние между иглами
Пример применения Максимальная скорость шитья : 5.000 ст/мин
Установленная на заводе во время отгрузки скорость шитья : 4.000 ст/мин
3 иглы
........5,6 мм и 6,4 мм
2 иглы ........4,0 мм
1 : 0,9 до 1 : 1,8 (длина стежка : менее 2,5 мм)
Соотношение дифференциальной подачи ткани
(1 : 0,6 до 1 : 1,1
..... когда заменяется шарнирный винт кулисы дифференциала)
Машина снабжена механизмом регулировки микро-дифференциальной подачи ткани.
(Микро-регулировка)
Длина стежка От 0,9 до 3,6 мм
Используемые иглы UY128GAS #9S до #12S (стандарт #10S)
Ход игольницы 31 мм (или 33 мм при переключении эксцентрикового шипа)
Размеры (Высота) 490 мм × (Ширина) 490 мм × (Длина) 299 мм
Вес 48 кг
Подъем прижимной лапки
8 мм (расстояние между иглами : 5,6 мм)
Машина снабжена микро-подъемным маханизмом.
Главная подача ткани
.......................... Способ регулировки шага стежка с помощью дис-
кового регулятора
Способ регулировки подачи
ткани
Дифференциальная подача ткани ..... Способ регулировки с помощью рычажка (машина
снабжена механизмом микро-регулировки).
Верхний механизм подачи ремня ....... Настраиваемый в цифровой форме с пульта
управления
Механизм петлителя Способ привода шаровидного штока
Система смазки Принудительная смазка с помощью шестерёнчатого насоса
Смазочное масло JUKI GENUINE OIL 18
Емкость масляного резервуара Индикатор уровня масла – нижняя линия : 600 см
3
– верхняя линия : 900 см
Установка Тип с установленным столом
- Уровень звукового давления при эквивалентном непрерывном излучении (LpA (линейный усилитель мощности)) на автоматизированном рабочем месте :
Шум
Уровень шума по шкале А 79,5 дБ; (Включает KpA = 2,5 дБ); согласно ISO (Междуна-
родной Организации по Стандартизации) 10821-C.6.2 - ISO 11204 GR2 при 4.000 ст/
мин.
* ст/мин : стежков/минуту
– 1 –
3
Page 4
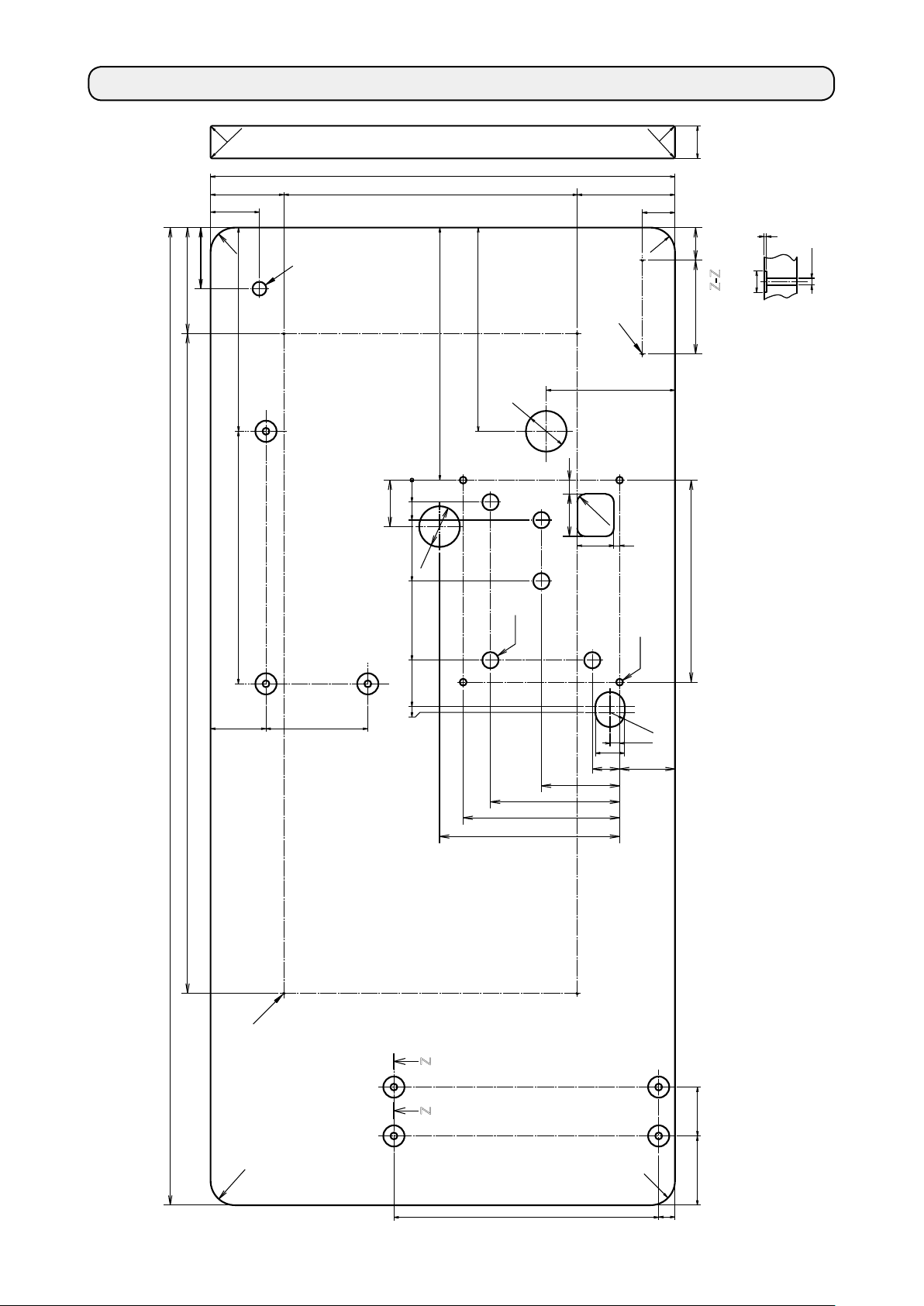
2. ЧЕРТЕЖ СТОЛА
75
130810±1
R2
60
R30
250
310
(90)
B
57
27
49
124
Ø50
310
570
360
250
Ø50
17
52
45
C
158
4×R10
7
120
R2
R30
40
40
40
115±1
248±1
3
Ø8.5
Ø26
Z-Z
(7ヶ所)
(7 местоположения)
1200
68
A
125
221
278
285
5×20
221
96
158.5
192±1
4×8.5
2×R
11.7
36
33.5
68
R30
Z Z
– 2 –
325±2
R30
20
60±1
85
A 4 × ø3,4 на нижней поверхности, глубина 20 (Просверлите отверстие во время установки.)
B Просверленное отверстие 17
C 2 × ø3,4 на нижней поверхности, глубина 20
Page 5
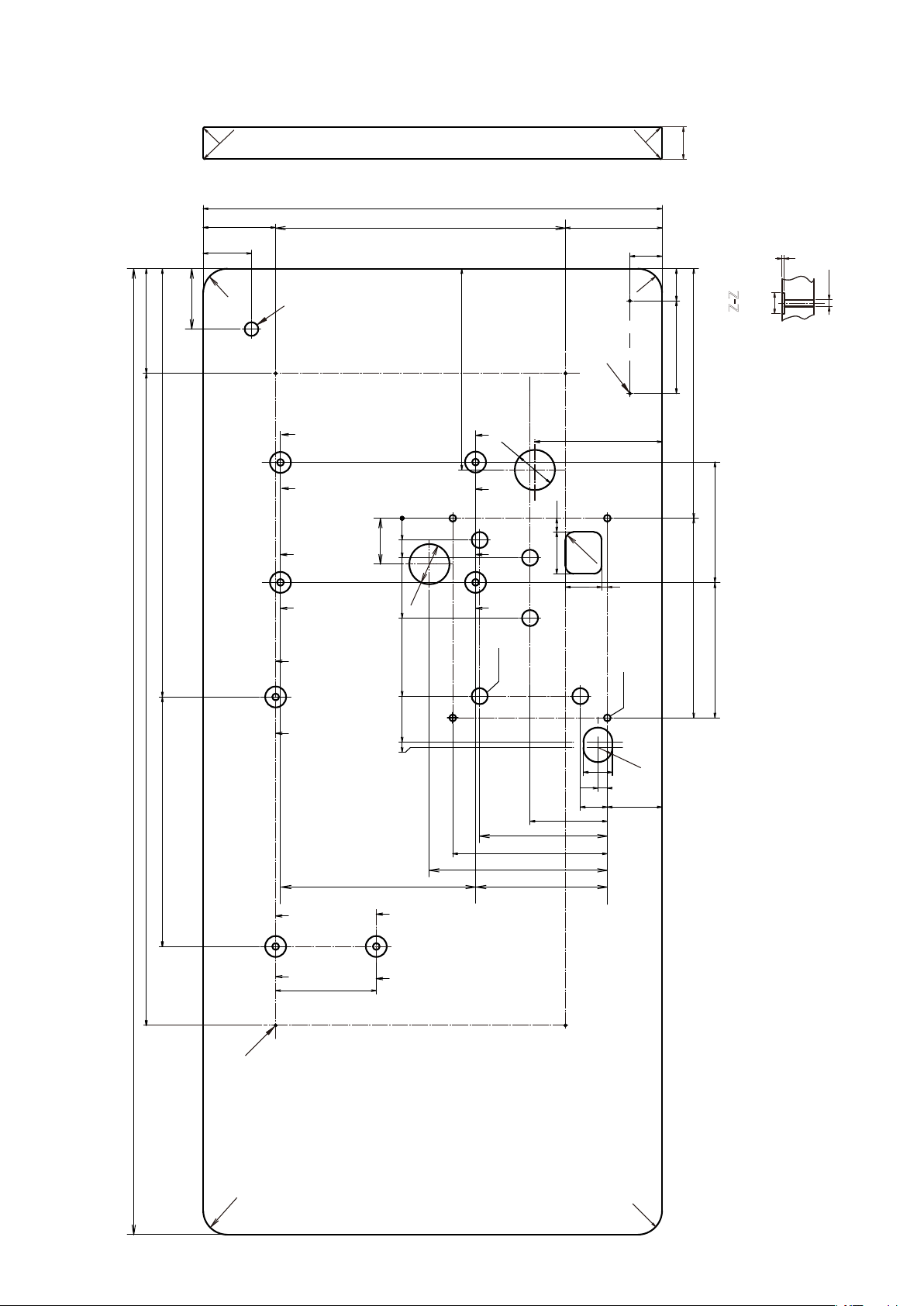
Для моделей CE
130
532
75
R2
60
R30
(90)
B
R2
40
570
4×R10
45
C
158
120
7
R30
40
40
115±1
310
248±1
Ø26
Z-Z
(7ヶ所)
(7 местоположения)
146
3
Ø8.5
360
250
Ø50
Z Z
27
57
49
Z Z
Ø50
124
Z Z
1752
Z Z
1200
810±1
310
A
Z
221
Z
Z
Z
125
278
285
Z
Z
5×20
221
96
158.5
192±1
165 241
4×8.5
2×R
11.7
33.53668
175
R30
– 3 –
R30
A 4 × ø3,4 на нижней поверхности, глубина 20 (Просверлите отверстие во время установки.)
B Просверленное отверстие 17
C 2 × ø3,4 на нижней поверхности, глубина 20
Page 6
3. УСТАНОВКА
Блок управления для ряда MF-7900DR требует SC-921 и MC-450.
3-1. Установка SC-921
Установите SC-921 на столе швейной машины.
За подробностями обращайтесь к Руководству по эксплуатации для SC-921.
❷
❶
Для прочих типов, кроме моделей CE
❾
❸
❽
❸
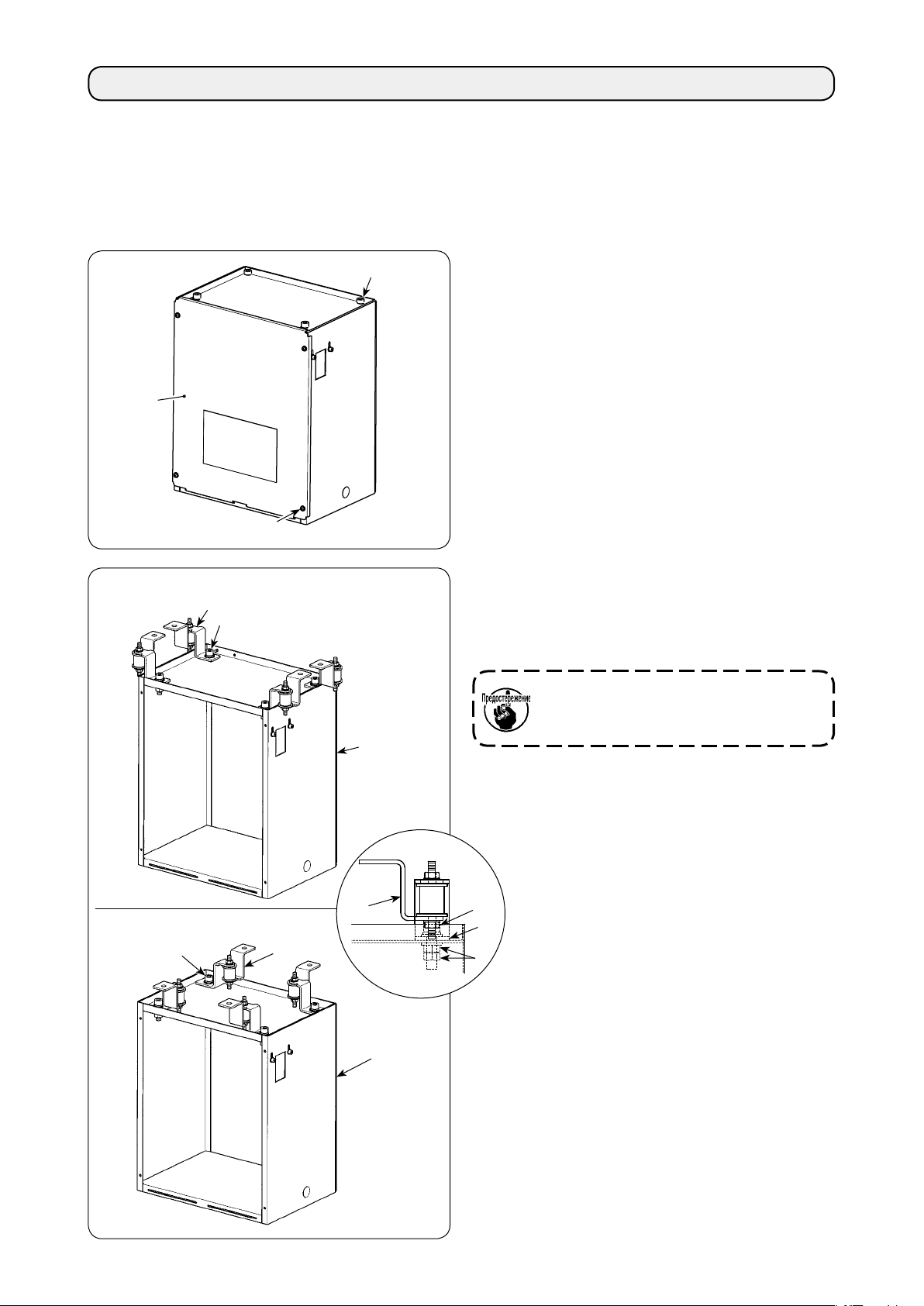
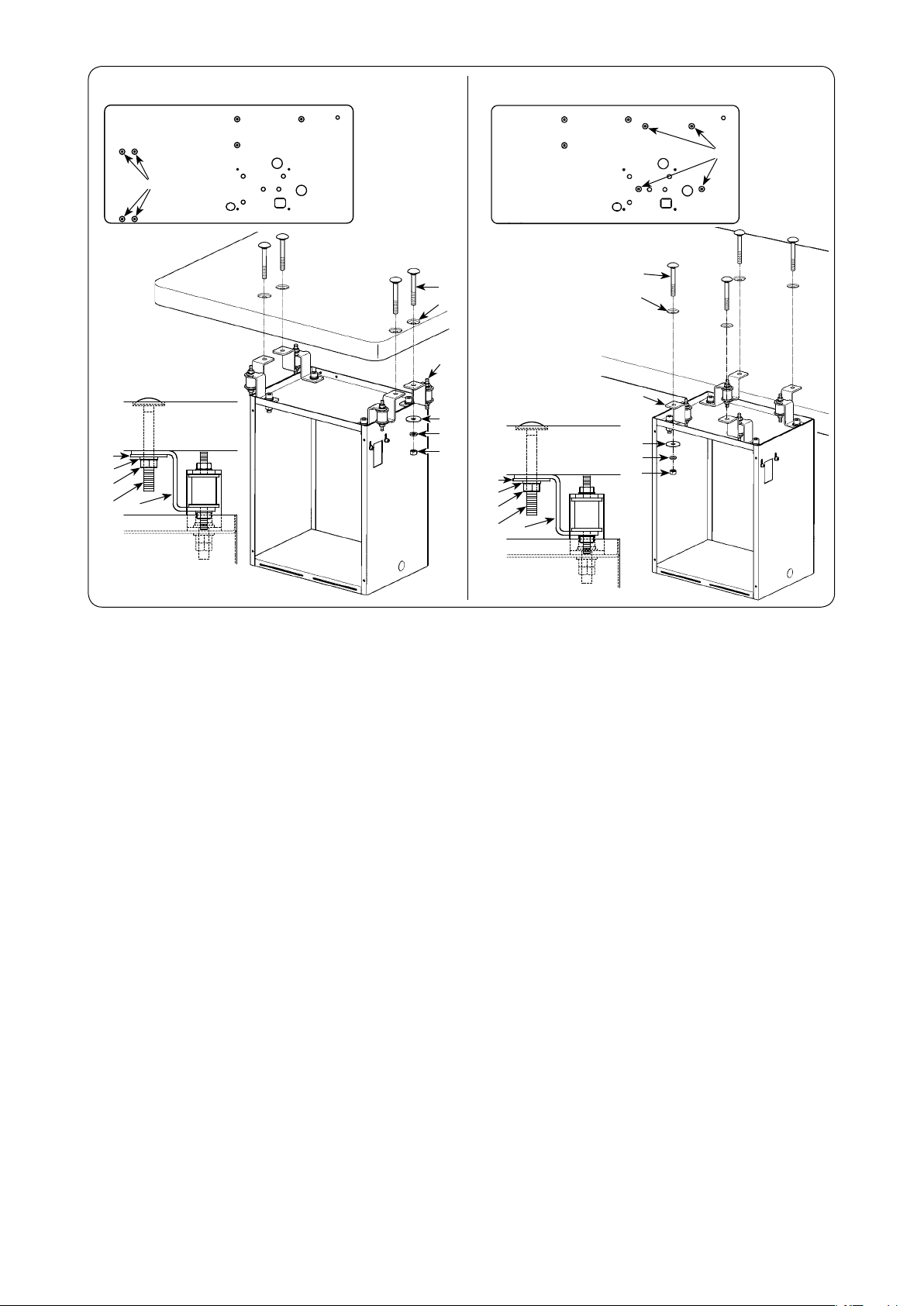
3-2. Установка MC-450
1) Ослабьте установочные винты ❶ (4 шт.). Удалите
заднюю крышку блока управления ❷.
2) Присоедините консоль блока управления (комплект)
❾ (четыре штуки) к блоку управления ❽ винтами ❸,
гайками ❺ и простыми шайбами ❻, поставляемыми
вместе с MC-450, как показано на рисунке.
Обязательно проверьте ориентацию консоли
блока управления (комплект) ❾ при его
установке.
Для моделей CE
❸
❾
❾
❸
❻
❺
❽
– 4 –
Page 7
A
Для моделей CEДля прочих типов, кроме моделей CE
A
A
❾
❾
A
❾
❾
3) Запрессуйте подвесные болты (4 шт.) в подвеске блока управления в болтовые отверстия подвески A (4 места) в
столе.
4) Подгоните консоль блока управления (комплект). ❾ к подвесному болту . Прикрепите их простой шайбой , пружинной шайбой и гайкой .
– 5 –
Page 8
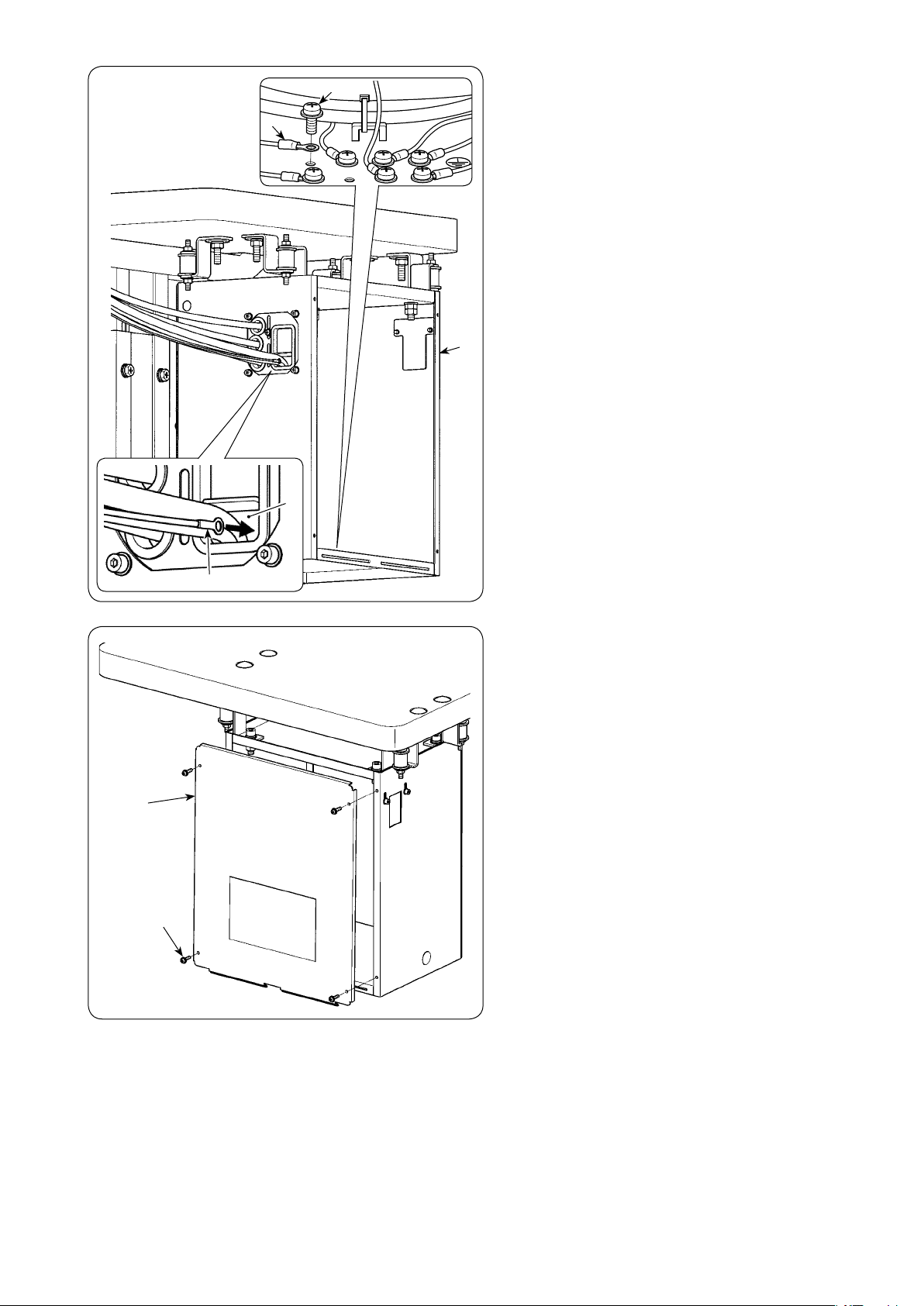
B
5) Протяните верхний заземляющий провод ремен-
ного электродвигателя , который подходит из
головной части машины к блоку управления ❽
через сегмент B.
6) Удалите установочный винт из нижней поверхности блока управления ❽. Прикрепите верхний
заземляющий провод ременного электродвигателя
.
❽
❷
7) Присоедините заднюю крышку блока управления
❷ винтами ❶ (4 шт.).
* Что касается моделей CE, присоедините крышку
после выполнения следующего пункта «3-3. Уста-
новка реакторной коробки (только для типов
CE)».
❶
– 6 –
Page 9
3-3. Установка реакторной коробки (только для моделей CE)
1)
Установите реакторную коробку ❶, поставляемую
вместе с SC-921 в месте A.
A
❶
2) Входной шнур реактора (черный) ❷, уже вытянут с
боковой стороны реакторной коробки. Протяните этот
входной шнур реактора (черный) ❷ в MC-450.
❷
3)
Присоедините входной шнур реактора, протянутый в
MC-450, на шаге 2 выше к клеммной колодке ❸ и корпу-
су блока управления.
❸
Присоедините синий шнур к A, коричневый шнур к B,
а также зеленый / желтый к C, и закрепите их соответ-
A
B
ственно винтами.
❷
C
A
B
– 7 –
Page 10

❹
4)
Закрепите бандажную ленту ❹ с тем, чтобы препят-
ствовать выскальзыванию шнуров из клеммной колодки
и корпуса блока управления.
5)
Удалите крышку реакторной коробки. Присоедините
входной шнур AC ❺, вытягиваемый из SC-921, к реакторной коробке ❻.
❻
❻
❺
Коричневый
Зеленый /
желтый
Синий
– 8 –
Page 11

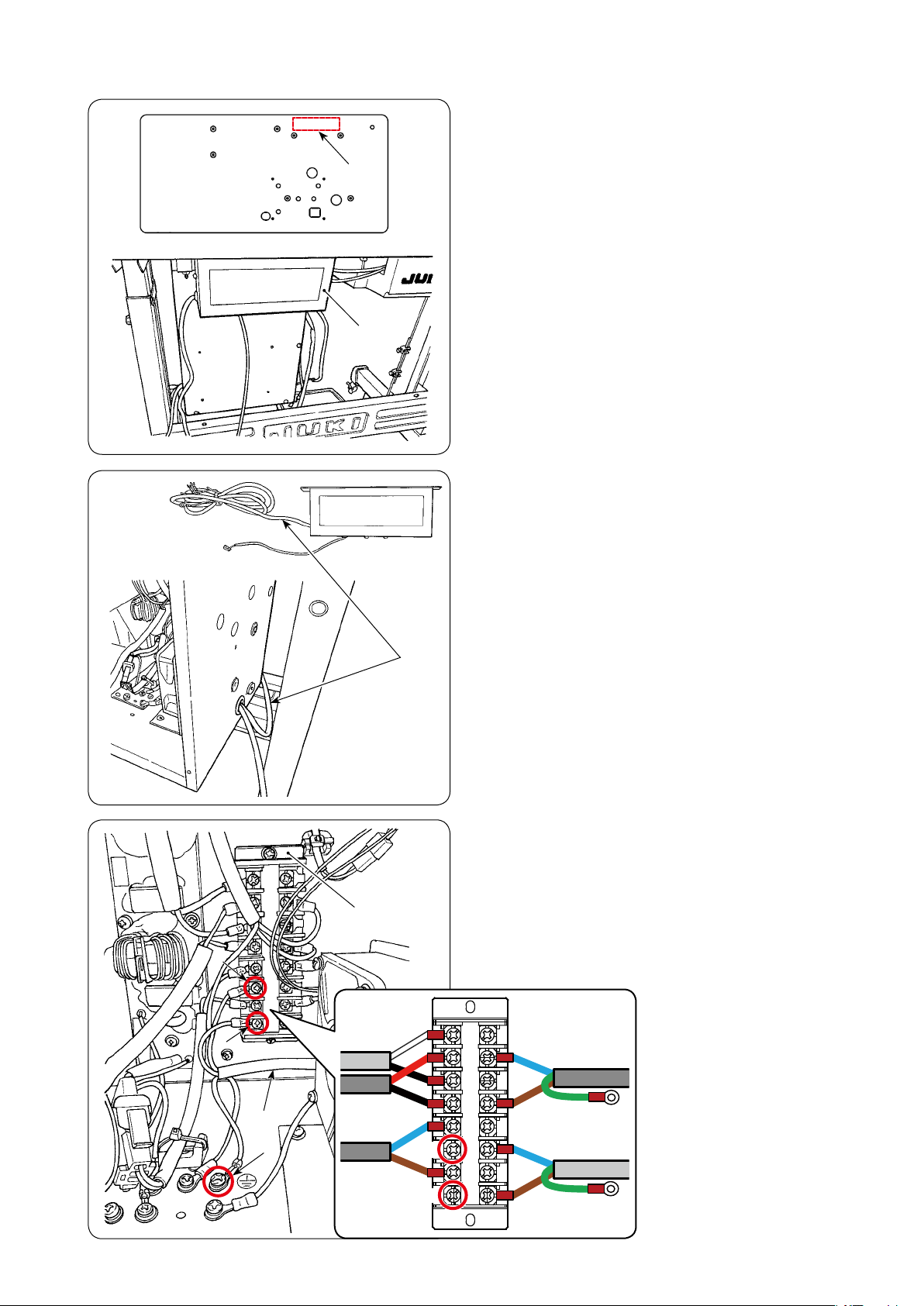
3-4. Подсоединение и установка переключателя кабеля электропитания
(1) Подсоединение переключателя электропитания, силового кабеля и соединительного шнура MC-450
Спецификация напряжения указана на паспортной табличке. Подсоедините кабель согласно техническим требованиям.
Никогда не используйте
машину, если технические
требования напряжения,
описанные на наклейке
индикатора питания, не
удовлетворяются.
Табличка с техническими данными
Для прочих типов, кроме моделей CE
• Подсоединение одной фазы 220 до 240В
Коричневый Белый
Таблица
MC-450
Зеленый/Желтый
Голубой
Выключатель электропитания
Черный
Неиспользование
MC-450
Зеленый/Желтый
Источник питания
Выключатель электропитания
Черный
Белый
Зеленый/Желтый — ЗЕМЛЯ
Переменный ток 220 до 240В
– 9 –
Page 12

Для моделей CE
Силовой шнур
клеммной колодки
Присоедините переключатель питания к силовому
кабелю клеммной колодки (серый), выходящий с
боковой стороны MC-450.
CE 1ø 230В
❶
Коричневый
Синий
Зелёный/ Жёлтый
(заземляющий провод)
❸
❷
❶
AC
220В-240В
Установка выключателя электропитания
Подключите шнур блока электропитания к выключателю
электропитания.
[Технические требования СЕ]
Одна фаза 230В : шнуры блока питания: коричневый,
синий, и зеленый/желтый (заземляющий провод)
(2) Монтаж переключателя питания (Для прочих типов,
кроме моделей CE)
Закрепите переключатель питания ❶ под столом машины
шурупами ❷.
Закрепите кабель со скобками ❸, поставленными вместе
с машиной в качестве принадлежностей в соответствии с
формой использования.
3-5. Установка поворотного переключателя
Прикрепите под машинным столом поворотный переключатель ❶ шурупами ❷ (2 шт.).
❷
– 10 –
Page 13

3-6. Монтаж электропроводки и соединение кабелей
(1) Монтаж электропроводки на нижней поверхности стола
Закрепите кабели на столе скобками ❶ и бандажными лентами ❷, поставляемыми в качестве принадлежностей вместе с
машиной.
Не вводите скобы ❶ чрезмерно глубоко. Имейте в виду, что скобы, введённые чрезмерно глубоко, могут
поломать или закоротить провода.
Для прочих типов, кроме моделей CE
H
M
MC-450
I
Силовой кабель (верхний конец кабеля : с круглой клеммой)
A
Кабель входной мощности (верхний конец кабеля : 4-х штырьковый коннектор)
B
Верхний ременной электродвигатель (верхний конец кабеля : 6-х штырьковый коннектор)
C
Кабель, выходящий из MC-450 (верхний конец кабеля : 13-х штырьковый коннектор)
D
Верхний заземляющий провод ременного электродвигателя
E
Верхний провод кодировщика ременного электродвигателя (верхний конец кабеля : 12-х штырьковый коннектор)
F
Выключатель электропитания
G
Поворотный переключатель
H
Сумка для отходов (Компоненты MC37)
I
Устройство всасывания (Компоненты MC37)
J
Электромагнитный клапан (Компоненты MC37)
K
Воздушный регулятор
L
Верхняя часть швейной машины
M
❶ ❶
❷
J
F
BC
A
DE
❷
K
SC-921
❶
G
L
– 11 –
Page 14

Для моделей CE
H
M
F
E
K
J
I
SC-921
MC-450 Силовой шнур клеммной колодки (верхний конец кабеля : с круглой клеммой)
A
Входной шнур реакторной коробки (верхний конец кабеля : клемма Y)
B
Верхний ременной электродвигатель (верхний конец кабеля : 6-х штырьковый коннектор)
C
Кабель, выходящий из MC-450 (верхний конец кабеля : 13-х штырьковый коннектор)
D
Верхний заземляющий провод ременного электродвигателя
E
Верхний провод кодировщика ременного электродвигателя (верхний конец кабеля : 12-х штырьковый коннектор)
F
Выключатель электропитания
G
Поворотный переключатель
H
Сумка для отходов (Компоненты MC37)
I
Устройство всасывания (Компоненты MC37)
J
Электромагнитный клапан (Компоненты MC37)
K
Воздушный регулятор
L
Верхняя часть швейной машины
M
Шнур переключателя давления прижимной лапки
N
Тросик электромагнитного клапана
O
Реакторная коробка
P
Шнур двигателя вентилятора реакторной коробки
Q
Входной шнур переменного тока SC-921
R
D
C
NO
MC-450
P
B
Q
❶
G
A
L
– 12 –
Page 15

(2) Соединение кабелей
1) Пропустите кабель ❶, выходящий из головной части машины, через A и B в столе и
проведите его вниз.
B
❶
❶
C
A
2) Открутите винт C на крышке ❷ с помощью
отвертки, чтобы открыть крышку ❷.
❷
– 13 –
Page 16

❻
❹ ❽
G
❺ ❾
E
D
❸ ❼
F
3) Вставьте кабели в соответствующие разъемы в печатной плате SC-921, обращаясь к комбинации кабелей и разъемов,
приводимой в таблице ниже.
Кабель Соединитель
Кабель, выходящий из головной части машины (14-х штырьковый)
❸
Кабель, выходящий из головной части машины (3-х штырьковый)
❺
Кабель, выходящий из подъемника кронштейна прижима (2-х штырьковый)
❼
Кабель, выходящий из электродвигателя (9-х штырьковый)
❾
Кабель датчика педали (3-х штырьковый)
Тросик электромагнитного клапана (2-х штырьковый)
Кабель вентилятора электродвигателя (24В) (8-х штырьковый)
Кабель CP-18 (8-х штырьковый)
Кабель, выходящий из MC-450 (13-х штырьковый)
Соединительный кабель поворотного переключателя (10-х штырьковый)
Кабель вентилятора электродвигателя (ЗЕМЛЯ) (2-х штырьковый)
Шнур электродвигателя вентилятора реакторной коробки * Только для типов CE.
❹
❻
❽
CN36
CN42
CN37
CN30
CN34
CN58
CN56
CN38
CN50
CN51
CN55
CN62
4) Коннектор D, идущий от (13-х штырьковый) кабеля , выходящего из MC-450 с соединителем E, идущим от соединительного провода поворотного переключателя .
5) Прикрепите заземляющий провод F, идущий от (13-х штырьковый) кабеля , выходящий из MC-450 в резном отверстии G в каркасе SC-921 установочным винтом , поставляемым в качестве принадлежностей вместе с машиной.
6) (Для прочих типов, кроме моделей CE) Вставьте вход-
ной силовой кабель , идущий от MC-450 для блока
управления SC, в разъем на боковой стороне SC-
921.
7) Вставьте выходной кабель электродвигателя в разъем .
– 14 –
Page 17

8) Соедините кабель поворотного переключателя с
помощью соединительного провода поворотного переключателя .
9) Соедините кабель верхнего ременного электродвигателя и провод кодировщика с помощью соединительного провода , идущего от MC-450.
– 15 –
Page 18

3-7. Установка воздушного регулятора
Установите крышку игловодителя перед установкой воздушного регулятора.
❶
❶
❷
❷
1) Удалите гайку ❷, установленную на верхнем конце
цилиндра давления прижимной лапки ❶.
2) Присоедините воздушный регулятор (комплект) ❸ к
цилиндру давления прижимной лапки ❶ гайкой ❷,
который Вы удалили на этапе 1).
❸
B
❹
A
❸
❸
3) Вставьте воздушный шланг A, выходящий из (комплекта) воздушного регулятора ❸ в муфту B цилиндра
прижима прижимной лапки ❶.
4) Вставьте вентиляционное отверстие ❹, подсоединенное к головной части машины, в муфту C (комплекта)
воздушного регулятора ❸.
5) Вставьте воздушный шланг ❺, подсоединенный к головной части машины, в муфту D (комплекта) воздушного регулятора ❸.
C
❶
D
❺
– 16 –
Page 19

3-8. Чертеж воздухопровода
ПРЕДУПРЕЖДЕНИЕ :
Чтобы защититься от возможных травм из-за неожиданного запуска машины, убедитесь, что приступили к
следующей работе после выключения электропитания и, убедившись в том, что мотор отключен. Кроме того,
перекройте подачу воздуха от воздушного компрессора.
⑤
④
③
⑨
⑤
⑬
①②③
⑤
④
⑬
②
– 17 –
①
Page 20

3-9. Процедура установки шпиндельной головки
❸ ❹ ❺ ❻
❸ ❹ ❺ ❻
1) Вызовите функциональную установку № 95.
2) Тип шпиндельной головки можно выбрать,
нажимая переключателя ❺ (или
переключателя ❻).
Тип головки машины Название модели
79dr MF-7900DR-H24
❸ ❹ ❺ ❻
3) После выбора типа шпиндельной головки,
нажимая переключателя ❸ (или
переключателя ❹), двигайтесь пошагово к
«94» или «96», при этом на дисплее будет
автоматически меняться содержание на-
стройки в соответствии с типом шпиндель-
ной головки.
– 18 –
Page 21

3-10. Установка функции автоподъемника
❶ ⒷⒶ
1) Включите источник питания с помощью
выключателя ❺, и удерживайте его
нажатым.
2) На индикаторах Ⓐ и Ⓑ появится надпись
"FL ON", сопровождаемая звуковым сигна-
лом, это значит, что функция автоматиче-
ского подъемного устройства включена.
❷
❹❸
❺
❻
❼
Фильтр включен : Автоматический подъемник работает. Выбор автоматического подъемника с соленоидным приводом
(+33В) или с воздушным приводом (+24В) может быть выполнен с помощью выключателя ❻.
(Переключение выполняется, чтобы подвести ток +33В или +24В CN37.)
Показ (дисплей) соленоидного
привода (+33В)
Показ (дисплей) воздушного
привода (+24В)
* Для этой модели швейной машины, выберите «воздушный привод».
Фильтр выключен : Функция автоматического подъемника не работает. (Точно так же прижимная лапка автоматически
не поднимается, когда запрограммированное шитье закончено.)
3) Выключите сетевое питание (OFF) и снова его включите (ON) после того, как закроете переднюю крышку. Машина вер-
нется к нормальному режиму работы.
1. Если функция автоподъемника установлена неправильно, соленоид может перегореть. Поэтому,
необходимо правильно установить функцию автоподъемника.
2. При повторном включении сетевого питания, убедитесь в том, что прошло не менее пять секунд. (Если
операцию включения/выключения произвести быстро, установка может быть не переключена правильно).
3. Автоподъемник не будет действовать, пока эта функция не будет правильно выбрана.
4. Если выбрать "FL ON" без установки автоподъемного устройства, пуск мгновенно задержится в начале
строчки. Кроме того, следует выбрать "FL OFF", если автоподъемное устройство не установлено, потому
что сенсорный переключатель может не работать.
– 19 –
Page 22

3-11. Коды ошибок
У MF-7900DR имеются свои определенные ошибки, указанные ниже. Относительно прочих ошибок обратитесь к «Инструк-
ции по эксплуатации для SC-921».
Описание обнаружен-
№
E968 Ошибка привода элек-
В следующих случаях проверьте еще раз прежде чем расценивать данный случай как ошибку.
№ Проявление Причина Меры для исправления
1 Главный ремень механизма
ной ошибки
тродвигателя (внутри
MC-450)
подачи во время шитья не
работает (в случае если не
возникла ошибка E968)
Предполагаемая причина
возникновения
• Синхронизация для повтор-
ного подключения электропи-
тания слишком опережает.
• Кабель электромотора или
провод кодирующего устрой-
ства отошёл или оборван.
• Сбой привода электродвига-
теля
• Соединитель провода устройства управ-
ления двигателем CN50 (сторона SC-921)
или MD_CN1 (сторона MC-450) отошёл
или не присоединён надежно.
• Подождите в течение еще пяти секунд и повторно под-
ключите электропитание.
• Проверьте, не отсоединён ли последующий соединитель
проводов электродвигателя/ кодирующего устройства или
не порван ли провод.
Соединитель проводов электродвигателя: MOT_3D (сто-
рона двигателя) - MD_CN3 (сторона MC-450)
Кабельные соединители кодирующего устройства:
MOT_2D (сторона двигателя) - MD_CN2 (сторона MC-450)
Пункты, которые следует проверить
• Проверьте, не отошёл ли соединитель.
• Повторно надежно вставьте отошед-
ший/ ослабший соединитель.
– 20 –
Page 23

4. НАСТРОЙКА ФУНКЦИЯ МЕХАНИЗМА ВЕРХНЕЙ РЕМЕННОЙ ПОДАЧИ
4-1. Регистрация шаблонов шага подачи
Может быть зарегистрировано максимально пять различных шаблонов шага подачи.
❸ ❹ ❺
Ⓑ
Ⓔ
❻ ❼
1) Удерживайте нажатым переключа-
тель ❼, чтобы войти в режим настройки
однокнопочного включения. Светодиод Ⓔ
загорится.
2) Нажмите переключатель ❸ (или
переключатель ❹), чтобы выбрать режим
(из числа PiT1 - PiT5), в которых зарегистри-
рованы шаблоны шага подачи.
3) Установите шаг подачи, нажатием
переключатель ❺ (или переключатель
❻).
* Значение «25», показанное в сегменте окна
Ⓑ на экране, относится к шагу подачи 2,5
мм.
Ⓑ
4) Нажмите переключатель ❸ (или
переключатель ❹), чтобы выбрать «PiTM»
и установить используемый режим (из числа
1 - 5).
5) Нажмите переключатель ❼, чтобы
зарегистрировать шаг подачи. Светодиод Ⓔ
погаснет.
❸ ❹ ❺
В случае, когда шаг подачи установлен, но не зарегистрирован на этапе 5), заданное значение остаётся
действительным до отключения электропитания на швейной машине. Как только электропитание от
швейной машины будет отключено, шаг подачи возвратится к значению, которое было действительным до
регулировки.
Ⓔ
❻ ❼
– 21 –
Page 24

4-2. Настройка шага подачи
В дополнение к способу настройки шага подачи посредством пульта управления шаг подачи может также устанавливаться в
пределах диапазона от 0,9 до 3,6 мм (в приращениях 0,1 мм) с помощью поворотного переключателя.
1. Имейте в виду, что шитье без материала, помещенного между прижимной лапкой и игольной пластиной,
может привести к обрыву верхнего ремня. Следовательно, строго запрещается управлять швейной
машиной без материала.
2. Шаг подачи, показанный на пульте управления, и завершённый шаг подачи, могут отличаться в
зависимости от условий шитья. Каждый раз, когда Вы изменяете условия шитья, прежде, чем начать
фактический пошив, необходимо проверять, является ли завершённый шаг подачи тем же самым что и
шаг, установленный на пульте управления.
❶
❺
ⒷⒶ
Ⓔ
❻ ❼
(1) Настройка шага подачи поворотным переключателем
① Настройка шага подачи
Установите шаг подачи для выбранного режима, поворотом поворотного переключателя ❶.
• Поворот поворотного переключателя по часовой стрелке увеличивает шаг подачи, и поворот против часовой стрелки,
уменьшает его.
• Выбранный режим отображается в сегменте окна Ⓐ, а шаг механизма подачи отображается на экране в сегменте Ⓑ.
* Значение «2,5», показанное в сегменте окна Ⓑ на экране, относится к шагу подачи 2,5 мм.
② Регистрация шага подачи
1) Удерживайте нажатым переключатель ❼, чтобы войти в режим настройки однокнопочного включения. Светодиод Ⓔ загорится.
2) Нажмите переключатель ❼, чтобы зарегистрировать шаг подачи. Светодиод Ⓔ погаснет.
В случае, когда в вышеупомянутой процедуре шаг подачи установлен, но не зарегистрирован, заданное
значение, установленное поворотным переключателем ❶, остаётся действительным до тех пор, пока
электропитание от швейной машины не будет отключено. После отключения электропитания от швейной
машины, шаг подачи возвратится к ранее зарегистрированному значению, сохраненному в памяти.
(2) Настройка шага подачи на пульте управления
1) Удерживайте нажатым переключатель ❼, чтобы войти в режим настройки однокнопочного включения. Светодиод Ⓔ загорится.
2) Установите шаг подачи нажатием переключатель ❺ (или переключатель ❻).
3) Нажмите переключатель ❼, чтобы зарегистрировать шаг подачи. Светодиод Ⓔ погаснет.
В случае, когда шаг подачи верхнего ремня значительно изменен, необходимо изменить соответственно шаг
подачи нижней подачи.
– 22 –
Page 25

5. ДАВЛЕНИЕ ПРИЖИМНОЙ ЛАПКИ
❷
Давление прижимной лапки может переключаться между
двумя шаблонами давления нажатием переключателя
давления прижимной лапки ❶.
5-1. Настройка давления прижимной лапки
Стандартное давление прижимной лапки составляет 0,4
МПа и 0,2 МПа
Прижим прижимной лапки не установлен на заводе при
отгрузке. Следовательно, необходимо установить давление
прижимной лапки в зависимости от применения, обращаясь
к следующим пунктам.
5-2. Регулировка давления прижимной лапки
1) Поднимите рукоятку регулятора давления прижимной
лапки ❷. Затем наладьте давление прижимной лапки
поворотом рукоятки ❷.
2) После регулировки возвратите рукоятку назад ❷ вниз в
её исходное положение.
❶
– 23 –
Page 26

6. ЗАМЕНА ВЕРХНЕГО РЕМНЯ
ПРЕДУПРЕЖДЕНИЕ :
Чтобы защититься от возможных травм из-за неожиданного запуска машины, убедитесь, что приступили к
следующей работе после выключения электропитания и, убедившись в том, что мотор отключен. Кроме того,
перекройте подачу воздуха от воздушного компрессора.
Обязательно регулярно осматривайте механизм верхнего ремня, чтобы проверить, не намотаны ли на нем
обрезки нити и т.п.
Заменяйте верхний ремень новым примерно каждые шесть месяцев, проверяя обработанные швы и степень повреждения
верхнего ремня. Процедура замены ремня описана ниже:
6-1. Удаление ремня
❷
1) Ослабьте установочные винты ❶ (10 шт.). Удалите
кожухи верхнего ремня A ❷ и B ❸.
❹
❻
❺
❸
❶
2) Ослабьте ступенчатый винт ❹. Удалите пластину
стопорного стержня ❺ и переднюю пружину прижимной
лапки ❻.
– 24 –
Page 27

❽
❼
❾
3) Ослабьте установочные винты ❼ (2 шт.) пластины
регулировки натяжения ремня.
4) Удалите пружину качающегося рычага ❽.
5) Удалите левый ремень ❾ от верхней стороны
прижима.
6) Удалите правый ремень с верхней стороны
прижима.
7) Удалите сегмент шкива промежуточного ремня
.
8) Ослабьте установочные винты (2 шт.). Удалите
прижимную лапку .
❾
9) Ослабьте установочный винт с лицевой стороны прижима. Вытащите вал шкива (задний) .
В этом состоянии прижимная лапка отсоедине-
на от комплекта основания прижимной лапки .
Выньте кольцо шкива из основания прижимной
лапки.
Шкив прижимной лапки (задняя часть) отсоеди-
нен от основания прижимной лапки .
– 25 –
Page 28

10) Ослабьте установочный винт из задней части
прижима. Вытащите вал шкива (передний) .
Теперь, прижимная лапка отделена от шкива
прижимной лапки (переднего) , чтобы позволить
отделиться промежуточному ремню .
6-2. Установка ремня
1) Поместите шкив прижимной лапки и ремень
в паз на основании прижимной лапки . Вставьте
кольцо шкива в основание прижимной лапки.
❺
2) Поместите комплект основания прижимной лапки
в прижимной лапке. Нанесите смазку на вал
шкива (задний) . Вставьте смазанный вал шкива
(задний) в прижимную лапку и основание прижимной лапки .
3) Затяните установочный винт , чтобы закрепить
вал шкива (задний) .
При этом вал шкива (задний) должен быть
закреплен так, чтобы он выступал от торцевой
поверхности прижимной лапки на 1 мм.
* Толщина пластина стопорного стержня ❺
составляет 1 мм. Используйте это значение для
справки.
1 мм
– 26 –
Page 29

1 мм
4) Потяните ремень вниз к шкиву прижимной
лапки (лицевой стороне) в пазу на прижимной
лапке .
Вставьте вал шкива (передний) в прижимную
лапку и шкив прижимной лапки (передний) .
5) Затяните установочный винт , чтобы закрепить
вал шкива (передний) .
При этом вал шкива (передний) должен быть
закреплен так, чтобы он выступал от торцевой
поверхности прижимной лапки на 1 мм.
* Толщина пластина стопорного стержня ❺
составляет 1 мм. Используйте это значение для
справки.
❽
❼
❾
Выравнивание
6) Затяните установочные винты (2 шт.), чтобы
закрепить прижимную лапку .
При этом прижимная лапка должна быть закре-
плена так, чтобы прорезь в прижимной лапке
совмещалась с центром отверстия иглы в игольной пластине .
7) Поместите правый ремень на место.
8) Поместите промежуточный ремень на шкиве
привода .
9) Поместите левый ремень ❾ на место.
10) Поместите пружину качающегося рычага ❽ на
место.
11) Затяните установочные винты ❼ (2 шт.) пластины
регулировки натяжения ремня.
– 27 –
Page 30

❹
12) Вставьте ступенчатый винт ❹ в переднюю
❺❻
пружину прижимной лапки ❻. На время закрепите
пластину стопорного стержня ❺.
13) Подайте воздух в швейную машину.
14) Нажмите на переключатель электромагнитного
клапана подъемника кронштейна прижима ,
чтобы привести прижимную лапку в её верхнее
положение.
❻
❺
❹
6 до 7 мм
15) Наладьте расстояние, предусмотренное между
верхним концом прижимной лапки и верхней
поверхностью игольной пластины до 6 - 7 мм.
Затем затяните ступенчатый винт ❹, чтобы закрепить пластину стопорного стержня ❺.
16) Поместите переднюю пружину прижимной лапки
❻ на место.
– 28 –
 Loading...
Loading...