


AVVERTENZE PER LA SICUREZZA
MF-7900D-H24
MANUALE D’ISTRUZIONI
I

INDICE
1. CARATTERISTICHE TECNICHE ..................................................................................................... 1
2. DISEGNO DEL TAVOLO (TIPO MONTAGGIO SUL TAVOLO / TIPO CINGHIA A V) ..................... 2
3.
DISEGNO DEL TAVOLO (TIPO MONTAGGIO SUL TAVOLO / TIPO AZIONAMENTO DIRETTO) .....3
4. DISEGNO DEL TAVOLO (TIPO SEMI-SOMMERSO / TIPO CINGHIA A V) .................................... 4
5.
DISEGNO DEL TAVOLO (TIPO SEMI-SOMMERSO / TIPO AZIONAMENTO DIRETTO) .................... 5
6. INFILATURA DEL FILO NELLA TESTA DELLA MACCHINA ......................................................... 6
7. REGOLAZIONE DEL GUIDAFILO DEL CONTENITORE DEL SILICONE...................................... 7
8.
REGOLAZIONE DEL TIRAFILO OSCILLANTE .....................................................................................7
9. REGOLAZIONE DEL SUPPORTO DEL TIRAFILO OSCILLANTE ................................................. 8
10. INSTALLAZIONE DEL TUBO DEI RITAGLI DEL TESSUTO .......................................................... 8
11. REGOLAZIONE DELLA PRESSIONE DEL COLTELLO SUPERIORE........................................... 9
12. REGOLAZIONE DELLA POSIZIONE LATERALE DEL COLTELLO INFERIORE .......................... 9
13. PROCEDURA DI REGOLAZIONE DELLA QUANTITÀ DI INGRANAMENTO DEI COLTELLI .... 10
14.
PROCEDURA DI SOSTITUZIONE DEL COLTELLO SUPERIORE E COLTELLO INFERIORE ........................10
15. REGOLAZIONE DELLA CORSA DEL COLTELLO SUPERIORE .................................................. 11
i
1. CARATTERISTICHE TECNICHE
Modello MF-7900D-H24
Nome della classe Macchina a punto di copertura con rifilatrice inferiore del tessuto del lato sinistro
(per materiali ultraleggeri)
Applicazione Orlatura della maglieria e prodotti di jersey
Velocità di cucitura
Calibro ago 3 aghi 5,6 mm, 6,4 mm
2 aghi 3,2 mm, 4,0 mm
Rapporto di trasporto
differenziale
Lunghezza del punto Da 0,9 mm a 3,6 mm
Rumorosità
5.000 sti/min max (al momento del funzionamento intermittente)
Velocità di cucitura impostata in fabbrica al momento della consegna:
4.500 sti/min (al momento del funzionamento intermittente)
Da 1 : 0,9 a 1 : 1,6 (lunghezza del punto : meno di 2,5 mm)
(da 1 : 0,6 a 1 : 0,9, quando il perno filettato dell'asta di collegamento differenziale è cambiato)
Provvista di meccanismo di regolazione del micro-trasporto differenziale. (Micro-regolazione)
- Livello di pressione acustica (LpA) dell'emissione continua equivalente dell'ambiente
lavorativo :
Valore ponderato A di 79,5 dB ; (Include KpA = 2,5 dB); secondo la norma ISO 10821-
C.6.2 -ISO 11204 GR2 a 4.000 sti/min.
– 1 –
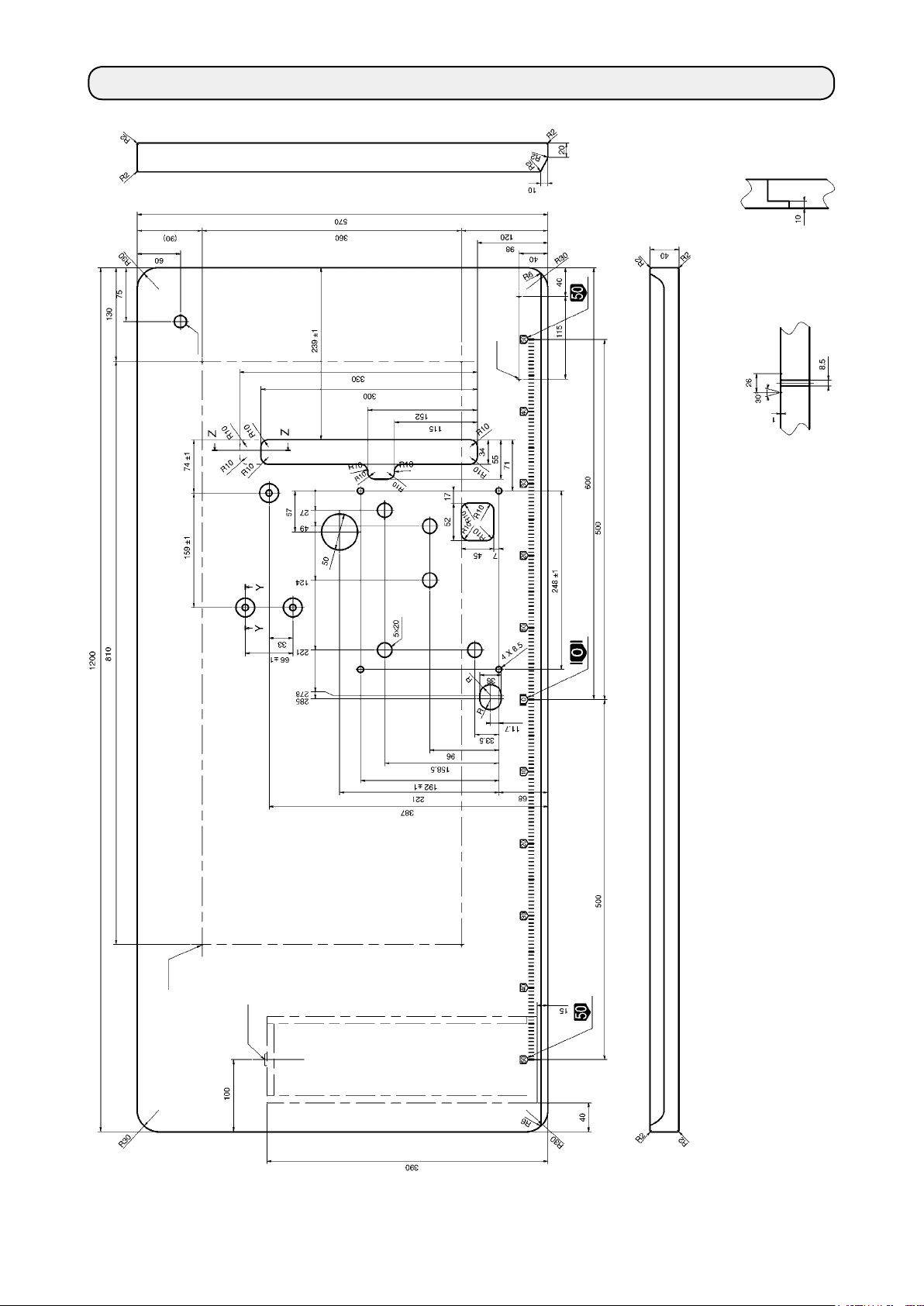
2. DISEGNO DEL TAVOLO (TIPO MONTAGGIO SUL TAVOLO / TIPO CINGHIA A V)
Z-Z
C
D
Y-Y (3 posti)
2 - ø 3,4 sulla supercie inferiore, profondità 10
(Trapanare un foro al momento della messa a punto.)
D
A
B
– 2 –
4 - ø 3,4 sulla supercie inferiore, profondità 20
Posizione di montaggio del fermo del cassetto
A
(Trapanare un foro al momento della messa a punto.)
Foro trapanato 17
B
(sul rovescio)
C
 Loading...
Loading...