


MF-7900
MANUAL DE INSTRUCCIONES
No.03
8
70002027

INDICE
!
. ESPECIFICACIONES
@
. CONFIGURACION DE LOS COMPONENTES DE LA MAQUINA DE COSER
#
. INSTALACION
1. Modo de instalar el cabezal de la máquina de coser en la mesa ........................................ 3
2. Modo de seleccionar la polea y la correa del motor ............................................................. 9
3. Modo de instalar el motor ....................................................................................................... 9
4. Modo de jar la correa ............................................................................................................. 9
5. Modo de instalar la cubierta de la correa ............................................................................ 10
6. Modo de instalar la cadena ................................................................................................... 10
7. Instalación de guíahilos ........................................................................................................ 10
8. Instalación de la cubierta del tomahilos de la barra de agujas ......................................... 11
$
. LUBRICACIÓN Y MODO DE APLICAR EL ACEITE
1. Aceite lubricante .................................................................................................................... 11
2. Mode de aplicar el aceite ....................................................................................................... 11
3. Unidad para lubricación con aceite de silicona .................................................................. 12
%
. OPERACION
1. Aguja ....................................................................................................................................... 12
2. Modo de colocar la aguja ...................................................................................................... 12
3. Modo de enhebrar el cabezal de la máquina de coser ....................................................... 13
(1) Enhebrado estándar ................................................................................................................. 13
4. Modo de ajustar la longitud de puntada .............................................................................. 14
5. Ajuste de la relación de transporte diferencial .................................................................. 14
6. Ajuste de la presión del pie prensatelas ............................................................................. 15
7. Ajuste de tensión de hilos .................................................................................................... 15
...............................................................................................................3
................................................................................................................12
.....................................................................................................1
............2
...................................................11
^
. MODO DE AJUSTAR LA MÁQUINA DE COSER
1. Ajuste del guíahilos del recipiente de silicona ................................................................... 16
2. Ajuste del receptor de hilo del tomahilos de la barra de agujas ....................................... 16
3. Ajuste del tomahilos oscilante ............................................................................................. 17
4. Ajuste del guíahilos de la estiradora .................................................................................. 17
5. Ajuste de la leva del hilo del enlazador y el ojete de la leva del hilo del enlazador ....... 17
6. Ajuste del enlazador .............................................................................................................. 18
7. Ajuste de la altura de agujas ................................................................................................ 18
8. Ajuste del guarda-agujas trasero ......................................................................................... 19
9. Relación entre la sincronización del tomahilos oscilante y el lazo del hilo de la aguja .... 19
(1) Ajuste mediante la palanca ..................................................................................................... 19
(2) Ajuste mediante la leva excéntrica ......................................................................................... 20
10. Ajuste de la altura del dentado de transporte ..................................................................... 21
11. Posición de instalación de la estiradora .............................................................................21
12. Ajuste del guíahilos de la estiradora y el guíahilos del portaagujas ................................ 22
13. Ajuste del guardaagujas frontal ........................................................................................... 22
14. Ajuste de la elevación del pie prensatelas .......................................................................... 23
15. Ajuste del microelevador ...................................................................................................... 23
16. Ajuste del lugar geométrico de transporte .......................................................................... 24
(1) Para retardar el movimiento de accionamiento del transporte ........................................... 24
(2) Para retardar el movimiento oscilante del transporte .......................................................... 25
17. Valor de ajuste de puntada balón ......................................................................................... 26
........................................................16
&
. MANTENIMIENTO
1. Limpieza de la máquina de coser ......................................................................................... 28
2. Modo de reemplazar el aceite lubricante ............................................................................ 28
3. Inspección y reemplazo del ltro de aceite ......................................................................... 28
........................................................................................................28
i
!
. ESPECIFICACIONES
Nombre del modelo Máquina de coser de alta velocidad y base cilíndrica para puntadas de recubri-
miento
Modelo Serie MF-7900
Tipo de puntada Normas ISO 406, 407, 602 y 605
Ejemplo de aplicación Dobladillado y recubrimiento para tejidos de punto y géneros de punto en general
Máx. 6.500 sti/min (en funcionamiento intermitente) Tipo correa en V
Velocidad de cosido
Distancia entre agujas 3 agujas … 5,6 mm , 6,4 mm
Relación de transporte
diferencial
Longitud de puntada 0.9 mm a 3,6 mm (se puede ajustar hasta 4,5 mm)
6.000 sti/min (en funcionamiento intermitente) Tipo accionamiento directo
Velocidad de costura a la entrega: 4.500 sti/min (en funcionamiento intermitente)
2 agujas … 3,2 mm, 4,0 mm y 4,8 mm
1: 0,9 a 1: 1,8 (longitud de puntada: menos de 2,5 mm)
(1:0,6 a 1:1,1, cuando se cambia el tornillo de bisagra de eslabón diferencial)
Se provee mecanismo de ajuste de transporte microdiferencial (microajuste)
Aguja
Recorrido de la barra de
aguja
Dimensiones (Altura) 450 x (Anchura) 468 x (Longitud) 264
Peso 42 kg
Elevación del prensatelas 8 mm (distancia entre agujas: 5,6 mm sin recubrimiento superior), y 5 mm (con
Método de ajuste de
transporte
Mecanismo del enlazador
(áncora)
Sistema de lubricación Método de lubricación forzada mediante bomba de engranaje
Aceite lubricante JUKI GENUINE OIL 18
Capacidad del depósito
del aceite
Instalación Tipo no sumergido, Tipo semisumergido
Ruido -
UY128GAS #9S a #12S (estándar #10S)
31 mm (33 mm, cuando se cambia el pasador excéntrico)
recubrimiento superior) Se provee un mecanismo microelevador.
Transporte principal … método de ajuste de paso de puntada tipo cuadrante
Transporte diferencial … método de ajuste tipo palanca (Se provee un mecanismo
de microajuste.)
Método de accionamiento por varilla esférica
Línea inferior : 600 cc a línea superior : 900 cc del manómetro de aceite
Nivel de presión de ruido de emisión continua equivalente (LpA) en el puesto de trabajo:
Valor ponderado A de 79,5 dB (incluye KpA = 2,5 dB); de acuerdo con ISO
10821-C.6.2 - ISO 11204 GR2 a 4.500 sti/min.
– 1 –
@
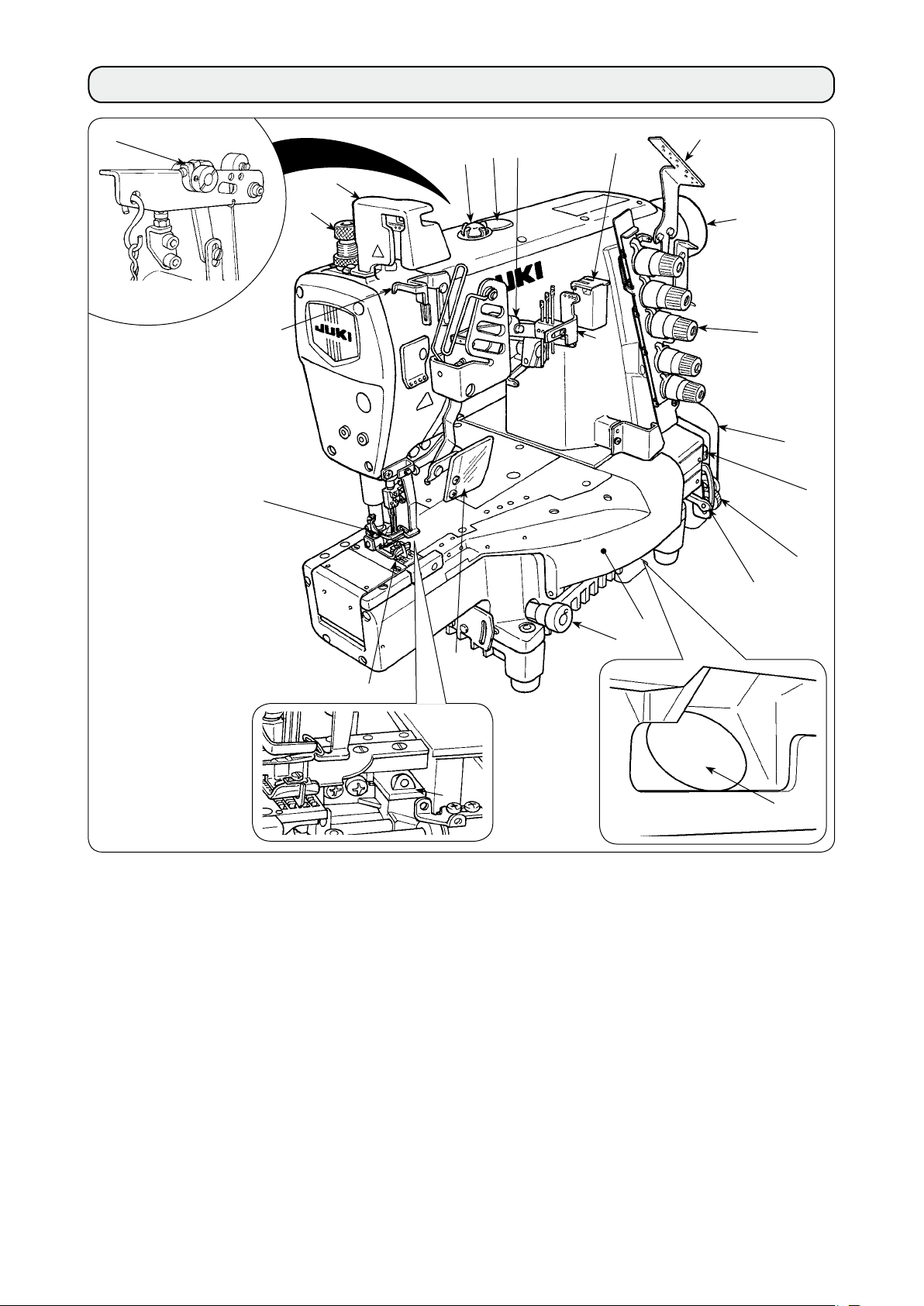
CONFIGURACION DE LOS COMPONENTES DE LA MAQUINA DE COSER
.
5
!7
@0
1
2
3
4
!8
@1
6
7
8
9
@2
!6
!5
!3
Regulador del resorte del prensatelas
1
Cubierta de tomahilos de la barra de agujas
2
Mirilla de vericación de circulación de aceite
3
Tapa de agujero de lubricación
4
Microelevador
5
Unidad lubricante con aceite de silicona para hilo de
6
agujas
Guíahilos No. 1
7
Polea superior
8
Tuerca tensora del hilo
9
Manómetro de aceite
!0
Perilla reguladora de transporte
!1
Cubierta de protector ocular
!2
Placa de agujas
!3
!4
!9
!1
!2
Unidad lubricante con aceite de silicona para punta de
!4
agujas
Contratuerca diferencial
!5
Perilla de microajuste
!6
Guardamano
!7
Tomahilos oscilante
!8
Cubierta frontal
!9
Receptor de hilo del tomahilos de la barra de agujas
@0
Guíahilos del recipiente de silicona
@1
Cubierta de la correa
@2
Palanca reguladora de transporte diferencial
@3
@3
!0
– 2 –
#
. INSTALACION
¡AVISO! :
No inserte el enchufe de la corriente eléctrica del motor en el receptáculo hasta que se haya completado
todo el trabajo. Existe el peligro de lesión al ser atrapado en la máquina de coser.
1. Modo de instalar el cabezal de la máquina de coser en la mesa
¡AVISO! :
La máquina de coser pesa más de 42 kg. Asegúrese de ejecutar el trabajo entre dos personas o más en
al hacer el desembalaje o al transportar o instalar la máquina.
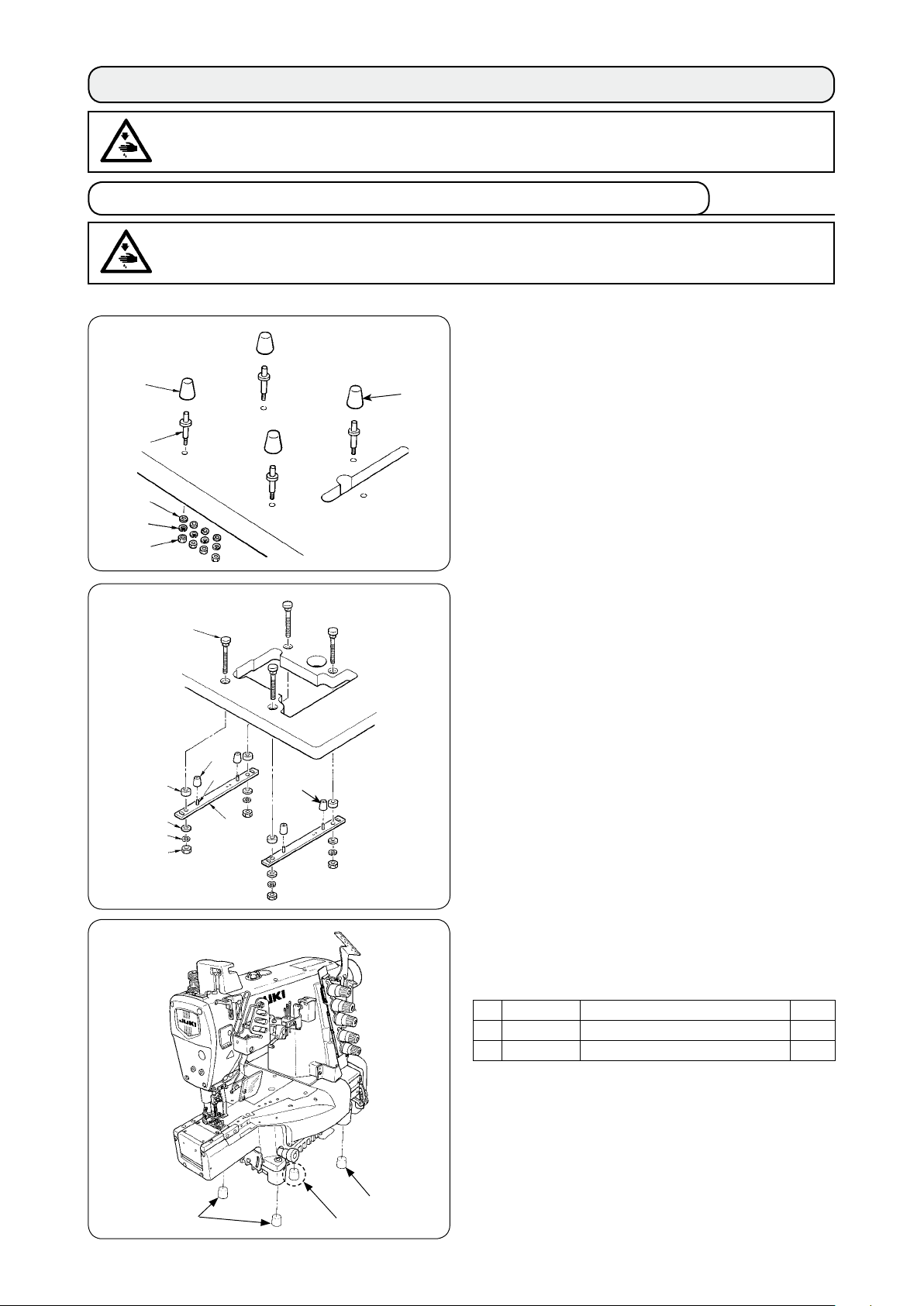
[Para tipo correa en V]
Tipo no sumergido
1
5
2
3
4
6
Coloque los pasadores y almohadillas de goma tal
como se muestra en la ilustración, e instale la máquina
de coser apropiadamente.
Amortiguador de goma (Negro) x 3
1
Arandela
2
Arandela de resorte
3
Tuerca
4
Pasador
5
Amortiguador de goma (Gris) x 1
6
Tipo semisumergido
1
8
2
3
4
7
6
5
9
Coloque la tabla de soporte y los asientos de goma, tal
como se muestran en la ilustración, e instale la máqui-
na de coser correctamente.
Perno
1
Espaciador
2
Arandela
3
Arandela de resorte
4
Tuerca
5
Tabla de soporte
6
Pasador de resorte
7
Amortiguador de goma (Negro) x 3(Negro) x 3
8
Amortiguador de goma (Gris) x 1(Gris) x 1
9
Instalación de la almohadilla de goma
■
Instale la goma gris a prueba de polvo en la sección A
solamente.
Pieza No. Nombre de pieza Cant.
40072505
1
13155403
2
Goma a prueba de polvo (gris) 1
Goma a prueba de polvo (negra)
3
2
A
2
1
– 3 –
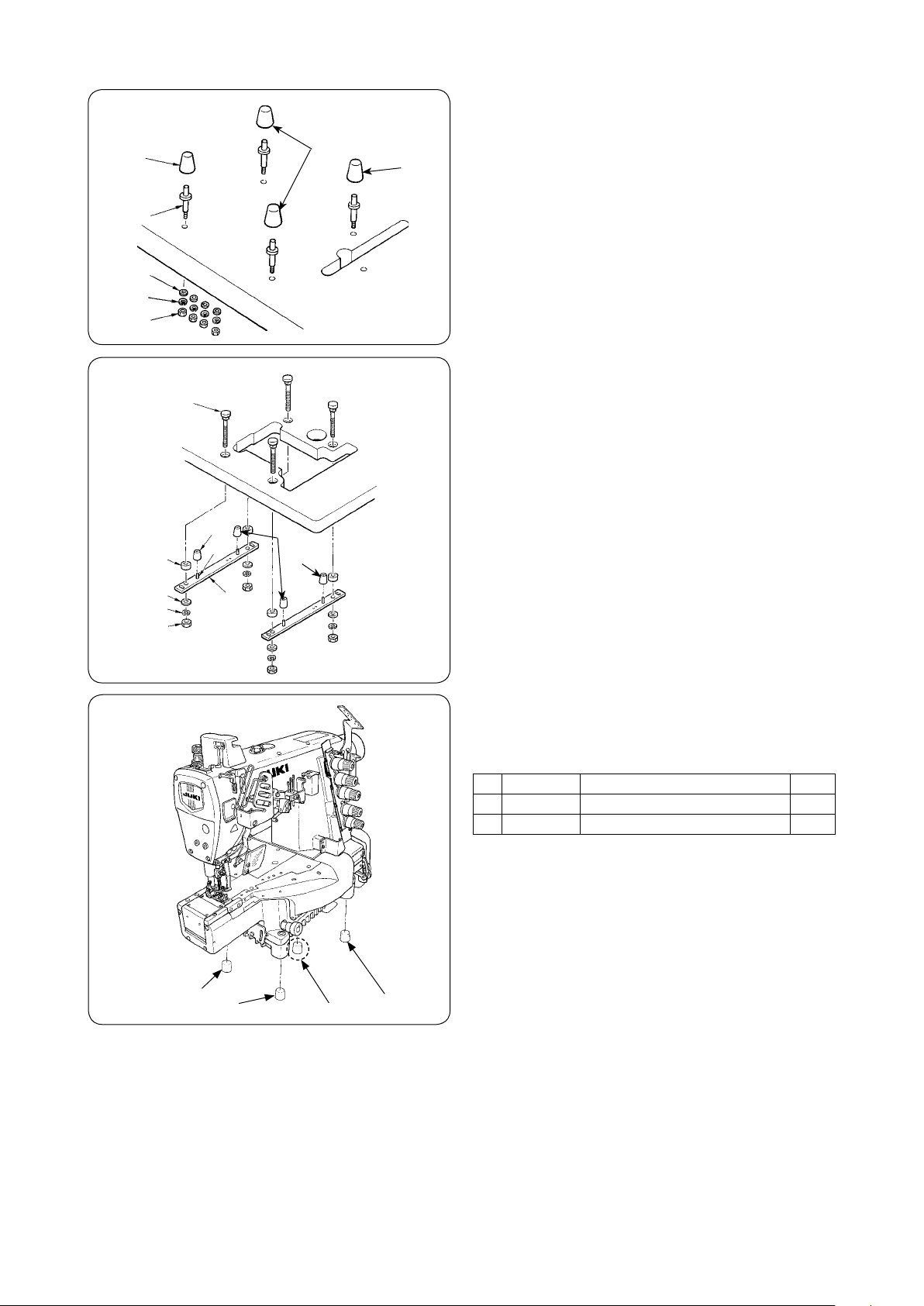
[Para tipo accionamiento directo]
Tipo no sumergido
6
5
2
3
4
1
6
Coloque los pasadores y almohadillas de goma tal
como se muestra en la ilustración, e instale la máquina
de coser apropiadamente.
Amortiguador de goma (Negro) x 2
1
Arandela
2
Arandela de resorte
3
Tuerca
4
Pasador
5
Amortiguador de goma (Gris) x 2
6
Tipo semisumergido
1
9
2
3
4
7
6
5
8
9
Coloque la tabla de soporte y los asientos de goma, tal
como se muestran en la ilustración, e instale la máqui-
na de coser correctamente.
Perno
1
Espaciador
2
Arandela
3
Arandela de resorte
4
Tuerca
5
Tabla de soporte
6
Pasador de resorte
7
Amortiguador de goma (Negro) x 2(Negro) x 2
8
Amortiguador de goma (Gris) x 2(Gris) x 2
9
Instalación de la almohadilla de goma
■
Instale la goma gris a prueba de polvo en la sección A
solamente.
Pieza No. Nombre de pieza Cant.
40072505
1
13155403
2
Goma a prueba de polvo (gris) 2
Goma a prueba de polvo (negra)
2
2
1
A
1
2
– 4 –
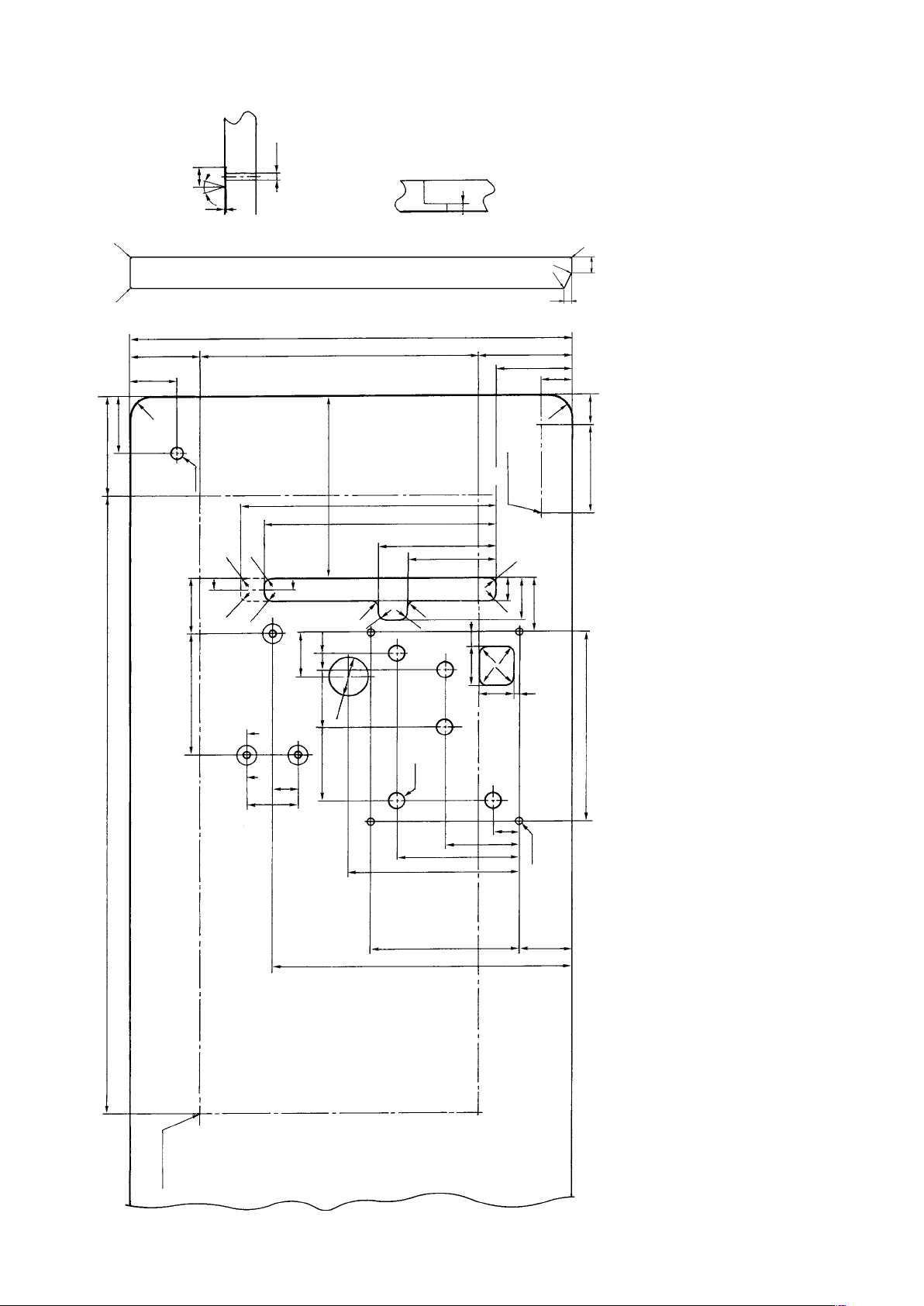
DIBUJO DE LA MESA (TIPO NO SUMERGIDO) TIPO CORREA EN V(TIPO NO SUMERGIDO) TIPO CORREA EN V
1
ø 8.5
ø 26
30˚
1
Z - Z
10
Y - Y (3 ubicaciones)
R2
R2
R2
130
R2
570
239 ± 1
27
49
124
ø 50
360
R10
R10
330
300
R10
R10
152
C
115
R10
34
R10
17
R10
R10
52
R10
R10
45
(90)
60
R30
75
B
R10
R10
74 ± 1
159 ± 1
Z
R10
R10
Z
57
Y
10
120
98
40
R30
55
71
7
R2
20
40
115
248 ± 1
810
A
Y
33
221
66 ± 1
5 x 20
1
387
221
158.5
192 ±
33.5
96
4 x 8.5
68
Agujero perforado 17
4 – ø3,4 en la supercie inferior, profundidad 20 (Taladre el agujero en el momento de la instalación.)
2 – ø3,4 en la supercie inferior, profundidad 10 (Taladre el agujero en el momento de la instalación.)
A
B
C
– 5 –
②
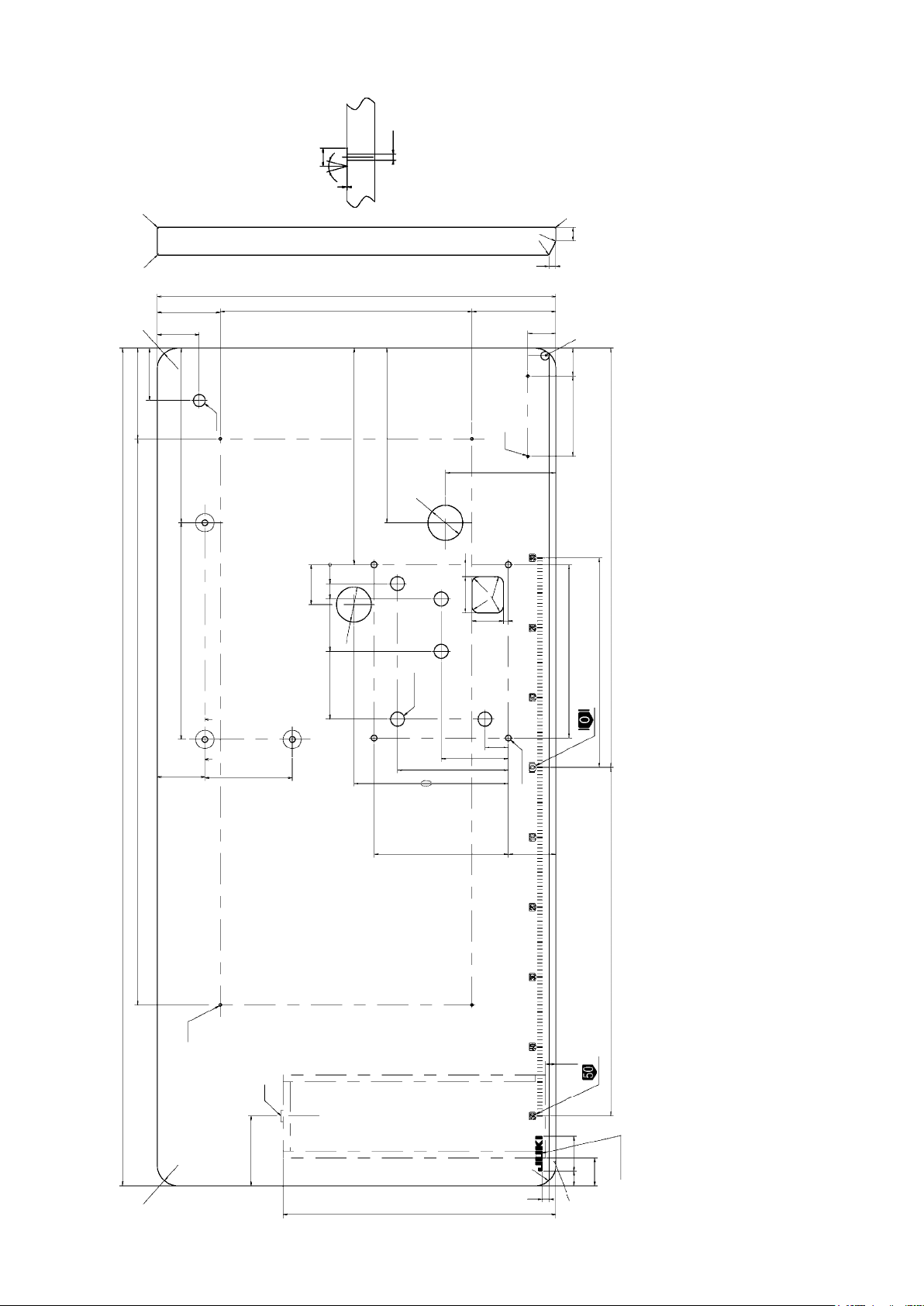
DIBUJO DE LA MESA (TIPO NO SUMERGIDO) TIPO ACCIONAMIENTO DIRECTO
ø8.5
ø26
30º
1
130
R2
R2
R30
75
60
250310
(90)
B
Y - Y (3 ubicaciones)
R2
20
R2
R2
10
570
360120
40
R30
R6
250
310
ø50
27
57
49
ø50
124
C
158
17
R10
R10
52
R10
R10
457
115 40
248 ± 1
600500
300
1200
810
A
Y
Y
68
125
221
5x20
33.5
96
158.5
221
192 ± 1
4 x 8.5
68
15
D
R30
100
390
– 6 –
10
R6
50
21
R30
40
E
Agujero perforado 17
4–ø3,4enlasupercieinferior,profundidad20(Taladreelagujeroenelmomentodelainstalación.)
2–ø3,4enlasupercieinferior,profundidad10(Taladreelagujeroenelmomentodelainstalación.)
Posición de instalación del retenedor del cajón (en el lado inverso)
C
D
Logotipo de JUKI
E
A
B
③
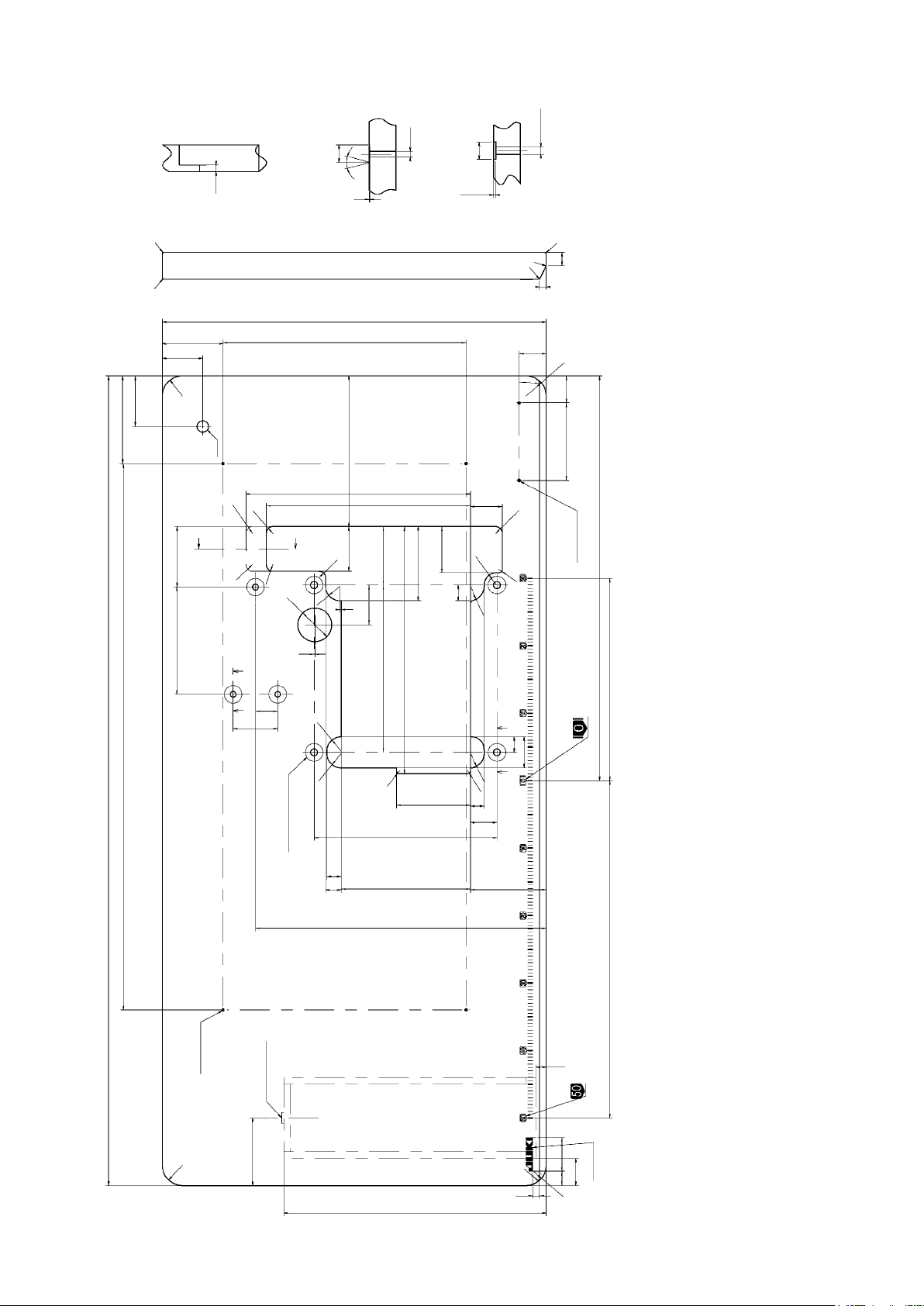
DIBUJO DE LA MESA (TIPO SEMISUMERGIDO) TIPO CORREA EN V
130
R10
R5
(ø10.5)
R2
R2
R2
10
40
R30
R6
20
40
115
D
600
ø8.5
X-X
10
ø26
30º
1
Y - Y (3 ubicaciones)
R2
R2
570
R21
R10
360
223.5 ± 1
333
303
66
(2)
59
86.5
109.4
90
60
75
R30
C
R10
R10
X
89.5 ± 1
R10
X
R10
ø50
(ø26)
(3.5)
(4 ubicaciones)
Z-Z
48
68
R18
23
R21
1200
810
159 ± 1
A
Y
1
33
Y
66 ± 1
R21
R21
F
21
23
B
366.5
248 ± 1
R5
432
110
272 ± 1
192 ± 1
R21
R5
21
300
Z
23
46
Z
40
113 ± 1
500
15
R30
100
390
– 7 –
R6
40
E
21 50
10
R30
4-ø3,4enlasupercieinferior,profundidad20(Taladreelagujeroenelmomentodelainstalación.)
Posición de instalación del retenedor del cajón(en el lado inverso)
Agujero perforado 17
2-ø3,4enlasupercieinferior,profundidad10(Taladreelagujeroenelmomentodelainstalación.)
C
D
Logotipo de JUKI FAgujero4-10,5,agujero26profundidadfrontal3,5
E
A
B

④
DIBUJO DE LA MESA (TIPO SEMISUMERGIDO) TIPO ACCIONAMIENTO DIRECTO
(ø10.5)
(ø26)
(3.5)
(4 ubicaciones)
130
R2
R2
90
60
75
R30
C
Z-Z
570
360
235.5 ± 1
R2
R6
R2
20
R2
10
40
R30
40
115
1200
810
F
ø50
39
R21
R21
R10
R21
21
23
R10
R10
(2)
59
74.5
248 ± 1
R5
372 ± 1
97.4
354.5
163
56
110
192 ± 1
48
R10
D
R18
R5
23
R21
Z
R21
23
46
R21
Z
R5
21
40
113 ± 1
600
300
R30
A
100
B
390
– 8 –
500
15
50
R6
40
E
21
10
R30
Agujero perforado 17
4-ø3,4enlasupercieinferior,profundidad20(Taladreelagujeroenelmomentodelainstalación.)
Posición de instalación del retenedor del cajón (en el lado inverso)
2-ø3,4enlasupercieinferior,profundidad10(Taladreelagujeroenelmomentodelainstalación.)
C
D
Logotipo de JUKIFAgujero4-10,5,agujero26profundidadfrontal3,5
E
A
B

2. Modo de seleccionar la polea y la correa del motor
Polea y correade motor
50Hz 60Hz
Velocidad
de costura
(sti/min)
4.500
4.800
5.000
5.500
5.800
6.000
6.200
Diámetro
exterior de
la polea
Tamaño
de la
correa
Diámetro
exterior de
la polea
Tamaño
ø 100 M-39 ø 85 M-38
ø 110 M-40 ø 90 M-38
ø 115 M-40 ø 95 M-39
ø 125 M-41 ø 105 M-39
ø 135 M-42 ø 110 M-40
ø 140 M-42 ø 115 M-40
ø 145 M-43 ø 120 M-41
correa
6.500 ø 150 M-43 ø 125 M-41
Cuando usted quiera usar una máquina nue-
va, opérela a una velocidad de 4.500 sti/min
o menos para las primeras 200 horas (aproxi-
madamente un mes). Así se puede lograr un
buen resultado en términos de durabilidad.
de la
* La tabla muestra los números cuando usa motor de
embrague de corriente trifásica de 2 polos y 400W (1/
2HP).
* Se ha diseñado polea de motor disponible comer-
cialmente en el mercado cerca del valor contado
dado que el diámetro exterior de la polea de motor
disponible en el mercado cuenta por 5 mm.
Use una polea de motor que se adapte a esta
máquina de coser. Si la velocidad de cosido
excede la velocidad máxima de cosido pro-
pia de esta máquina de coser se producirán
fallas a menos que se una la polea de motor
que se adapte a esta máxima de coser.
3. Modo de instalar el motor
Polea
inferior
Polea
de
motor
40˚
5,5 mm
10 mm
Correa V tipo M
4. Modo de jar la correa
¡AVISO!
Cuando reemplace la correa, desconecte sin falta la corriente eléctrica del motor y cerciórese de que el
motor se para totalmente antes de iniciar el trabajo, porque se corre el peligro de lesiones debido a que
las manos o los vestidos pueden quedar atrapados en la correa.
3
2
15 a 20mm
1
Use un motor de embrague trifásico, 2 polos, 400 W (1/2
HP). Use correa en V tipo M. Use correa en V tipo M.Use correa en V tipo M.
1) La polea del motor se desvía hacia el lado izquierdo
cuando se presiona el pedal. En este caso, instale el
motor de modo que los centros de la polea del motor
y de la polea inferior queden alineados entre sí.
*
Para el procedimiento de instalación de la polea del motor, consulte el Manual de Instrucciones para el motor.
2) Instale el motor de modo que la polea de la máquina
gire hacia la izquierda.
Si la polea de la máquina gira en dirección
inversa, no se puede ejecutar la lubricación
normal. Como resultado, se producirán problemas en la máquina.
1) Fije la correa 1 a la polea inferior 2.
2) Girando la polea superior 3, je el otro lado de la
correa a la polea 4 del motor.
3) Ajuste la tensión de la correa de modo que la correa
ceda de 15 a 20 mm cuando el centro de la correa
se presiona con una carga de aproximadamente
10N (1,02 kgf).
4) Fije con seguridad la correa con la contratuerca 5
una vez que se ha colocado la correa.
5
Si la exión de la correa es excesiva cuando
la máquina está funcionando, vuelva a com-
probar la tensión de la correa.
4
– 9 –

5. Modo de instalar la cubierta de la correa
¡AVISO!
Instale sin falta la cubierta de la correa. Si no la instala, existe el peligro de lesión dado que es fácil que
las manos o vestidos queden cazados en la máquina o que se dañe la máquina dado que el producto de
cosido puede ser atrapado por la máquina.
Instale la cubierta ❷ de la correa tal como se muestra
❷
en la ilustración.
Los tornillos de jación ❶ son para jar la cubierta ❶
de la correa.
* Al instalar la cubierta de la correa, use la cubierta
con la parte ❸ recortada.
❶
❸
❹
6. Modo de instalar la cadena
❸
❷
❶
7. Instalación de guíahilos
* Cuando se usa la mesa tipo semisumergido con la
máquina, no se usa la cubierta ❹.
1) Enganche el gancho
elevadora del la barra prensatela.
❸
2) Enganche el otro lado de la cadena ❶ al pedal.
de la cadena
❷
a la palanca
❶
❶
❷
❹
❸
1) Instale, utilizando los tornillos (negro, longitud de
espiga del tornillo 6 mm) ❷, el guíahilos No. 1 ❶
(que se suministra como accesorio) en el brazo de
la máquina.
2) Instale, utilizando el tornillo
longitud de espiga del tornillo 6 mm) ❸ en el guíahi-
los No. 1 ❶.
, el guíahilos (negro,
❹
– 10 –

8. Instalación de la cubierta del tomahilos de la barra de agujas
Instale sobre el brazo de la máquina la cubierta del
1
tomahilos de la barra de agujas suministrada con la
unidad, utilizando para ello los dos tornillos
1
$
. LUBRICACIÓN Y MODO DE APLICAR EL ACEITE
1. Aceite lubricante
1
.
2
Lubrication
3
2. Mode de aplicar el aceite
1
<Cuando la máquina de coser se usa por primera vez>
El aceite lubricante se ha extraído al tiempo de la entrega. Cerciórese de suministrar aceite lubricante antes
de usar por primera vez la máquina de coser.
• Aceite a usar: JUKI GENUINE OIL 18
No use ningún agente adicional al aceite porque se corre el peligro de deteriorar el aceite
lubricante causando problemas en la máquina de coser.
Retire la tapa 2 del agujero de aceite que lleva la marca “OIL”
(aceite) y llene el depósito con aceite lubricante hasta el nivel
entre las líneas demarcadoras grabadas superior e inferior.
<Vericaciones antes de usar la máquina de coser>
1)
Revise el manómetro de aceite 1 y asegúrese de que el nivel del aceite lubricante se encuentre entre las líneas superior
e inferior. Cuando el nivel del aceite lubricante se encuentre
por debajo de la línea inferior, rellene aceite lubricante.
2)
Asegúrese de que el aceite lubricante fluya de la boqui-
lla de la mirilla de vericación de circulación de aceite 3
cuando se gira la máquina de coser. En caso de que no
uya el aceite lubricante, ejecute el procedimiento de
Inspección y reemplazo del ltro de aceite” p.28.
&
“
-3.
¡AVISO!
Para protegerse contra posibles lesiones personales debido a un arranque brusco de la máquina de co-
ser, cerciórese de comenzar el siguiente trabajo después de desconectar la corriente y de estar seguro
que el motor está completamente parado.
Cuando utilice la máquina por primera vez o después
de un período prolongado de desuso, asegúrese de
aplicar de 2 a 3 gotas de aceite lubricante a la barra de
agujas 4.
Utilice el JUKI GENUINE OIL 18 como aceite lubricante.
4
– 11 –

3. Unidad para lubricación con aceite de silicona
2
1
2
1
Esta máquina de coser viene provista, como estándar,
con la unidad lubricante con aceite de silicona.
En el caso de coser a alta velocidad, o de usar hilos
químicos o materiales químicos, use la unidad lubricante
con aceite de silicona para evitar rotura de hilo o salto de
puntada. El aceite a usar es el aceite de silicona (silicona
dimetílica).
Abra la cubierta 2 del contenedor de silicona
cerciórese de que el aceite de silicona entra en el hilo
de la aguja, en la punta de la aguja y en la unidad
lubricante de aceite de silicona. En caso de que el
aceite de silicona sea insuciente ahí, rellene (silicona
dimetílica).
Cuando el aceite de silicona se adhiere a
componentes que no sean la unidad lubricante de aceite de silicona, hay que limpiarlos
sin falta. Si estos componentes a los que se
ha adherido aceite de silicona se mantienen
sin limpiarlos quitando bien el aceite, aparecerán problemas en la máquina de coser.
1
y
%
. OPERACION
1. Aguja
No. de Japón
No. de Alemania
9 10 11 12 14
65 70 75 80 90
2. Modo de colocar la aguja
¡AVISO!
Para protegerse contra posibles lesiones personales debido a un arranque brusco de la máquina de co-
ser, cerciórese de comenzar el siguiente trabajo después de desconectar la corriente y de estar seguro
que el motor está completamente parado.
2
○
×
3
La aguja que se utiliza en esta máquina de coser es
UY128GAS.
En cuanto al No. de la aguja, seleccione la aguja apropiada
de acuerdo con las condiciones de cosido.
1) Aoje el tornillo
dor.
2) Sostenga la nueva aguja con su parte indentada
mirando hacia atrás e insértela en el agujero del
sujetador 3 de la aguja, hasta que llegue al n del
agujero.
3) Apriete bien el tornillo
de la aguja
2
2
con un destornilla-
1
de la aguja.
Partes
[
indentadas
1
– 12 –

3.
Modo de enhebrar el cabezal de la máquina de coser
¡AVISO!
Para evitar posibles lesiones personales debido a un arranque brusco de la máquina, desconecte la corriente eléctrica de la máquina y compruebe de antemano para mayor seguridad que el motor está com-
pletamente parado. Si el enhebrado es incorrecto, puede causar salto de puntada, rotura del hilo, rotura Si el enhebrado es incorrecto, puede causar salto de puntada, rotura del hilo, roturaSi el enhebrado es incorrecto, puede causar salto de puntada, rotura del hilo, rotura
de la aguja o puntadas irregulares. Por lo tanto, asegúrese de hacerlo correctamente.
(1) Enhebrado estándar
Pase los hilos como se ilustra en las guras.
2
1
3
1
A
Líneas partidas A cuando se utiliza hilo estirable
3
Cuando use hilo más elástico
Cuando use hilo menos elástico
4
B
C
Cuando el hilo de recubrimiento es
demasiado ojo =
Cuando el hilo de recubrimiento es
demasiado ojo aun después de pasar B =
B
Línea interrumpida E cuando use hilo más elástico
2
D
Cuando el hilo de recubrimiento
es demasiado tenso =
C
4
D
– 13 –
E

4. Modo de ajustar la longitud de puntada
¡AVISO!
Para protegerse contra posibles lesiones personales debido a un arranque brusco de la máquina de coser, cerciórese de comenzar el siguiente trabajo después de desconectar la corriente y de estar seguro
que el motor está completamente parado.
La longitud de puntada se puede ajustar indenidamente desde 0,9 a 3,6 mm.
* La longitud de puntada del cosido actual varía en
conformidad con la clase y grosor del material.
[Cómo modicar la longitud de puntada]
Gire la perilla reguladora de transporte ❶ en el sentido
de las manecillas del reloj, para aumentar la longitud
de puntada.
❶
Gírela en el sentido opuesto a las manecillas del reloj,
para disminuir la longitud de puntada.
• Cuando se desee una longitud de puntada de 3,6 mm o mayor
Aoje el tornillo ❷ y gire la perilla reguladora de transporte ❶ en el sentido de las manecillas del reloj para
ajustar la longitud de puntada. Por último, empuje el pasador ❸ hasta el extremo y fíjelo con el tornillo ❷.
Use la máquina dentro de la gama donde los dentados de transporte o el dentado de transporte y la placa de agujas
no se toquen entre sí.
5. Ajuste de la relación de transporte diferencial
A
❺
❹
❻
B
❷
❶
❺
❹
Aoje la tuerca de seguridad diferencial ❶ y mueva la
palanca ❷ hacia arriba para incrementar la relación
de transporte diferencial; esto hace que se frunza el
material de cosido. Mueva la palanca ❷ hacia abajo
para disminuir la relación de transporte diferencial;
esto hace que se estire el material de cosido.
El ajuste no de la relación de transporte diferencial
puede realizarse mediante la perilla de microajuste ❸.
[
Para ajustar la relación de transporte diferencial
enlagamade1:0,6a1:0,9]
Retire el tornillo de jación ❹ del eslabón de transpor-
te diferencial ❺.
Apriete el eslabón de transporte diferencial ❺ en el
agujero ❻ con el tornillo de jación ❹
que se había
retirado.
Puede darse el caso en que los dientes de
transporte o el dentado de transporte y la
placa de agujas entren en contacto debido al
ajuste anteriormente mencionado, dependiendo de la correspondencia entre la longitud de
puntada y la relación de transporte diferencial.
Por lo tanto, tenga mucho cuidado.
Relación de transporte
diferencial1:0,9a1:1,6
1:1.6
1:1
1:0.9
Relación de transporte
diferencial1:0,6a1:0,9
1:0.9
1:0.6
La proporción de transporte diferencial se puede cam-
biar de A a B cambiando la posición del eslabón ❺
de transporte diferencial al agujero ❻ de tornillo con el
tornillo ❹.
– 14 –

6. Ajuste de la presión del pie prensatelas
1
2
7. Ajuste de tensión de hilos
1
B
A
Disminuya la presión del pie prensatelas lo más posi-
ble, hasta el punto en que se estabilicen las puntadas.
Para ajustar la presión, aoje la contratuerca 2 del re-
gulador 1 del resorte del prensatelas y gire el regula-
dor 1 del resorte del prensatelas. Después del ajuste
apriete la contratuerca
Si es girado en el sentido de las manecillas del reloj,
aumentará la magnitud de la presión.
Si es girado en el sentido opuesto a las manecillas del
reloj, disminuirá la magnitud de la presión.
Ajuste la tensión de los hilos mediante las siguientes
tuercas tensoras de hilos.
Tuerca tensora del hilo de la aguja
1
Tuerca tensora del hilo de recubrimiento superior
2
Tuerca tensora del hilo del enlazador
3
Si son giradas en el sentido de las manecillas del reloj,
aumentará la tensión del hilo.
Si son giradas en el sentido opuesto a las manecillas del
reloj, disminuirá la tensión del hilo.
2
.
= Aumento
A
= Disminución
B
2
3
– 15 –

^
. MODO DE AJUSTAR LA MÁQUINA DE COSER
1. Ajuste del guíahilos del recipiente de silicona
¡AVISO!
Para protegerse contra posibles lesiones personales debido a un arranque brusco de la máquina de co-
ser, cerciórese de comenzar el siguiente trabajo después de desconectar la corriente y de estar seguro
que el motor está completamente parado.
29 mm
1
2
A
B
C
3
1) Aoje los tornillos de jación
de jación 1 a su posición extrema inferior. Luego,
fíjelos ahí.
2) Aoje el tornillo de jación 2. Haga el ajuste de
modo que el centro del tornillo quede espaciado
29 mm del centro de la varilla de guía del hilo de la
aguja. Luego, je el tornillo de jación 2.
. Mueva los tornillos
1
A B C
29 mm
3) Aoje los tornillos de jación 3 y haga el ajuste de
tal manera que las alturas de las respectivas varillas de guía del hilo de la aguja correspondan a las
dimensiones que se muestran en la tabla. Luego,
apriete los tornillos de jación 3 para jar las varillas de guía del hilo de la aguja.
17 mm 5 mm
2. Ajuste del receptor de hilo del tomahilos de la barra de agujas
¡AVISO!
Para protegerse contra posibles lesiones personales debido a un arranque brusco de la máquina de co-
ser, cerciórese de comenzar el siguiente trabajo después de desconectar la corriente y de estar seguro
que el motor está completamente parado.
3
2
1
Aoje el tornillo de jación 1 y haga el ajuste de
manera que el extremo inferior del centro del agujero
del hilo del tomahilos 3 de la barra de agujas quede
alineado con el extremo superior del receptor de hilo
del tomahilos de la barra de agujas cuando la barra
2
de agujas se encuentra en su posición más baja. Lue-
go, apriete el tornillo 1 para jar el receptor de hilo del
tomahilos de la barra de agujas.
– 16 –

3.
Ajuste del tomahilos oscilante
¡AVISO!
Para protegerse contra posibles lesiones personales debido a un arranque brusco de la máquina de co-
ser, cerciórese de comenzar el siguiente trabajo después de desconectar la corriente y de estar seguro
que el motor está completamente parado.
2
1
83mm
4
3
5
4. Ajuste del guíahilos de la estiradora
¡AVISO!
Para protegerse contra posibles lesiones personales debido a un arranque brusco de la máquina de co-
ser, cerciórese de comenzar el siguiente trabajo después de desconectar la corriente y de estar seguro
que el motor está completamente parado.
1
4
1
1)
Aoje el tornillo de jación 1. Mueva el tomahilos os-
cilante 2 hacia la derecha e izquierda para ajustar a
83 mm la distancia entre el agujero del hilo y el centro
del eje 3 del tomahilos oscilante. Luego, je el tornillo
de jación 1.
2)
Haga el ajuste de tal manera que la base 4 del tomahilos oscilante esté al ras cuando el tomahilos oscilante se encuentre en su posición más baja. Reapriete el
tornillo
Haga el ajuste de modo que el extremo superior de la tra-
yectoria del hilo de la guía de hilo (posterior)
del separador de hilo quede alineada con la posición
2
inferior de la ranura del tira-hilo
su posición más alta. Entonces apriete el tornillo
jar la guía del de hilo del separador.
para jar la base del tomahilos oscilante.
5
de la guía
3
del separador está en
1
4
para
2
2
4
3
5.
Ajuste de la leva del hilo del enlazador y el ojete de la leva del hilo del enlazador
¡AVISO!
Para protegerse contra posibles lesiones personales debido a un arranque brusco de la máquina de co-
ser, cerciórese de comenzar el siguiente trabajo después de desconectar la corriente y de estar seguro
que el motor está completamente parado.
Hilo
3
2
4
[Ajuste de la leva del hilo del enlazador]
Haga el ajuste de manera que el hilo se suelte desde
el punto más alto de la leva 2 del hilo del enlazador
cuando las agujas desciendan y el extremo superior de
la aguja izquierda 3 se alinee con la supercie inferior
del enlazador 4. Luego, apriete el tornillo 1 para jar
la leva del hilo del enlazador.
1
[
Modo de ajustar el ojete de la leva del hilo del enlazador]
Cuando se desee disminuir la cantidad del hilo que se
extrae en el caso de la máquina de 2 agujas o similar,
aoje los tornillos 7, mueva hacia arriba los guíahilos
A
B
6
A
B
y 6, y apriete los tornillos 7 para jarlos.
5
= Disminución
A
= Aumento
B
5
7
– 17 –

6.
Ajuste del enlazador
¡AVISO!
Para protegerse contra posibles lesiones personales debido a un arranque brusco de la máquina de co-
ser, cerciórese de comenzar el siguiente trabajo después de desconectar la corriente y de estar seguro
que el motor está completamente parado.
6
1
A
[Posición lateral]
La relación entre la separación
entre el enlazador 1 y
A
el centro de la aguja del lado derecho y la distancia entre
agujas es tal como se muestra en la siguiente tabla.
Unidad : mm
2 agujas 3 agujas
Distancia entre
agujas
3,2 4,3
4,0 3,9
4,8 3,5
5,6
6,4 2,7 6,4 2,7
Magnitud de
retorno
3,1 5,6 3,1
Distancia entre
A
agujas
Magnitud de
retorno
A
Aoje el tornillo sujetador 2 y ajuste lateralmente el so-
porte
del enlazador de acuerdo con la tabla anterior.
3
1
2
0 a 0,05 mm
5
4
3
[Posición longitudinal]
Haga el ajuste de manera que la separación entre la
punta 5 de la hoja del enlazador y la aguja media
sea de 0 a 0,05 mm cuando el extremo superior del en-
lazador se desplaza de la posición extrema derecha al
centro de la aguja media. Después del ajuste, apriete
el tornillo sujetador 2 para jar el enlazador.
* La punta de la hoja del enlazador entra en contacto
con la aguja del lado derecho cuando el guardaagujas trasero 6 no trabaja. Por lo tanto, tenga
cuidado.
4
7. Ajuste de la altura de agujas
¡AVISO!
Para protegerse contra posibles lesiones personales debido a un arranque brusco de la máquina de co-
ser, cerciórese de comenzar el siguiente trabajo después de desconectar la corriente y de estar seguro
que el motor está completamente parado.
B
1
A
1) Ajuste igualadamente la separación
y los agujeros 2 de las agujas en la placa de agujas.
1
2)
Ajuste la altura de la barra de agujas de modo que el
extremo superior del ojo de la aguja del lado izquierdo se alinee con el extremo inferior del enlazador
cuando el enlazador se desplaza de su posición de
extrema derecha hacia la izquierda hasta que el extremo superior
mo izquierdo de la aguja del lado izquierdo en aproximadamente de 1 a 1,2 mm. Luego, retire el casquete
de goma 4 de la placa frontal, y apriete el tornillo de
jación 3 de conexión de la barra de agujas.
2
entre las agujas
A
del enlazador sobresalga del extre-
B
4
C
Referencia
placa de agujas
A
Altura C desde la supercie superior de la
:
A
3
al extremo superior de la aguja
del lado izquierdo cuando la aguja está en su posición más alta como se muestra en la tabla.
Unidad : mm
2-agujas 3-agujas
Calibre
de aguja
3,2 8,9
4,0 8,6
4,8
5,6 7,8 5,6 7,8
6,4 7,3 6,4 7,3
Altura de la aguja
del lado izquierdo,
8,1
Calibre
de aguja
C
Altura de la aguja del
lado izquierdo,
C
– 18 –

8. Ajuste del guarda-agujas trasero
¡AVISO!
Para protegerse contra posibles lesiones personales debido a un arranque brusco de la máquina de co-
ser, cerciórese de comenzar el siguiente trabajo después de desconectar la corriente y de estar seguro
que el motor está completamente parado.
Ajuste la posición lateral del protector 1 de la aguja
2
A
B
1
1,5 a 2 mm
3
0 a
0,05 mm
0 a
0,05 mm
posterior de modo que reciba la aguja dentro de la gama
de B cuando la aguja está en su posición inferior.
1) Ajuste la altura con el tornillo
distancia desde la línea borde
de modo que la
2
de la guía 1 de la
A
aguja posterior hasta el extremo superior de la aguja
del lado derecho sea de 1,5 a 2 mm cuando el extremo superior 3 del enlazador viene desde el extremo
derecho al centro de la aguja del lado derecho.
2) La separación entre la aguja del lado derecho y el
extremo superior
cuando el extremo superior
del enlazador es de 0 a 0,05 mm
3
del enlazador se des-
3
plaza del extremo derecho hacia el centro de la aguja
del lado derecho, y haga que el guarda-agujas trasero entre ligeramente en contacto con la aguja media.
de la aguja pos-
1
2
Además, haga que el protector
terior haga un ligero contacto con la aguja de medio
de modo que la separación entre el extremo de la
aguja de medio y el extremo superior 3 del enlaza-
4
dor se mantenga de 0 a 0,05 mm cuando el extremo
superior 3 del enlazador pasa al centro de la aguja
de medio.
Ejecute el ajuste con los tornillos
2
y 4.
9. Relación entre la sincronización del tomahilos oscilante y el lazo del hilo de la aguja
¡AVISO!
Para protegerse contra posibles lesiones personales debido a un arranque brusco de la máquina de co-
ser, cerciórese de comenzar el siguiente trabajo después de desconectar la corriente y de estar seguro
que el motor está completamente parado.
En caso de que ocurran saltos de puntada o roturas de hilo debido a que el lazo del hilo de la aguja es demasiado grande o demasiado pequeño, modique la sincronización de transporte del hilo de la aguja del tomahilos oscilante, para ajustar el tamaño del lazo del hilo de la aguja.
(1) Ajuste mediante la palanca
1) Aoje el tornillo 1.
2) Mueva la palanca 2 hacia adelante o hacia atrás. La
relación entre la dirección del movimiento y el tamaño
4
3
2
8 mm
1
del lazo del hilo de la aguja es tal como se muestra
en la tabla de abajo.
3) Después del ajuste, apriete el tornillo 1 rmemente.
* La separación entre la palanca 2 y el collarín de
empuje
ha sido ajustada en fábrica a 8 mm al
3
momento de la entrega. (La línea demarcadora grabada en el eje del tomahilos oscilante 4 se alinea
con el borde de la palanca 2.)
Tamaño del lazo del hilo de la aguja
¡
Cuando se mueve
hacia adelante.
El lazo se hace
más pequeño.
Cuando se mueve
hacia atrás.
El lazo se hace
más grande.
Nota : La dirección de ajuste puede invertirse por el modo de enhebrado. Por lo tanto, tenga cuidado.
1. Cuando se aoja el tornillo 1, el tomahilos oscilante gira debido a su poco peso. Por lo tanto, tenga
cuidado. Si gira, vea el punto “^-3.Ajuste del tomahilos oscilante”p.17.
2. No haga ninguna otra modicación de sincronización más que la mencionada anteriormente ya que,
de lo contrario, se causarán problemas de cosido.
– 19 –

(2) Ajuste mediante la leva excéntrica
Líneas
1
demarcadoras
B
g
h
A
1) Retire la cubierta superior.
2) Aoje el tornillo
1
.
3) Gire la leva excéntrica. La dirección de giro de la
leva excéntrica y la relación entre la leva excéntrica
y el lazo del hilo de la aguja se muestra en la si-
guiente tabla.
4) Tras el ajuste, apriete rmemente el tornillo
1
.
※ Con el valor ajustado en fábrica al momento del
embarque, las líneas demarcadoras se encuentran
alineadas.
Tamaño de lazo del hilo de la aguja
¡
Leva excéntrica
Cuando se gira
A
hacia adelante
El lazo se hace
más pequeño
Cuando se gira
B
hacia atrás
El lazo se hace
más grande
– 20 –

10. Ajuste de la altura del dentado de transporte
¡AVISO!
Para protegerse contra posibles lesiones personales debido a un arranque brusco de la máquina de co-
ser, cerciórese de comenzar el siguiente trabajo después de desconectar la corriente y de estar seguro
que el motor está completamente parado.
Ajuste a 1 mm la altura desde la supercie superior
de la placa de agujas 1 hasta el extremo trasero del
dentado de transporte principal
de transporte se encuentra en su posición más alta, y
3
1mm
2
5
6
7
4
1
apriete el tornillo de jación 3 para jar el dentado de
transporte.
Para la altura del dentado de transporte diferencial
, ajuste la altura del extremo frontal 5 del dentado
4
de transporte principal
del dentado de transporte diferencial 4, y apriete el
tornillo de jación 7 para jar el dentado de transporte
diferencial.
Es norma estándar que la placa de agujas 1 esté a
ras con el dentado de transporte cuando el dentado de
transporte está en su posición más alta.
cuando el dentado
2
a la del extremo trasero 6
2
11. Posición de instalación de la estiradora
¡AVISO!
Para protegerse contra posibles lesiones personales debido a un arranque brusco de la máquina de co-
ser, cerciórese de comenzar el siguiente trabajo después de desconectar la corriente y de estar seguro
que el motor está completamente parado.
3
2
1
0,1 a 0,3 mm
1
7,8 a 8,2 mm
A
B
4
3
1
[Ajuste de la altura]
La altura del separador 1 es de 7,8 a 8,2 mm des-
de la supercie superior de la placa de agujas 2 a
la supercie inferior del separador 1.
Ajuste la altura con el tornillo sujetador 3 y le el se-
parador 1.
[Ajuste de la posición longitudinal]
Haga el ajuste de manera que la separación entre el
separador 1 y la aguja del lado izquierdo sea de 0,1
a 0,3 mm cuando la estiradora
se desplaza de la
1
posición extrema derecha a la izquierda y la sección
se desplaza hacia el frente de la aguja del lado
A
izquierdo. Luego, je el separador 1 con el tornillo
sujetador 3.
[Ajuste de la posición lateral]
Haga el ajuste de manera que la distancia desde el
centro de la aguja del lado izquierdo hasta la sección
de lel separador 1 sea de 4,5 a 5,5 mm cuando
B
el separador
izquierda. Luego, je el separador 1 con el tornillo su-
jetador 4.
se encuentra en su posición extrema
1
4,5 a 5,5 mm
17 a 18 mm
– 21 –

12. Ajuste del guíahilos de la estiradora y el guíahilos del portaagujas
¡AVISO!
Para protegerse contra posibles lesiones personales debido a un arranque brusco de la máquina de co-
ser, cerciórese de comenzar el siguiente trabajo después de desconectar la corriente y de estar seguro
que el motor está completamente parado.
5
4
0,8 a 1,2 mm
0,4 a 1,0 mm
4
5
3
[Guíahilos de la estiradora]
Haga el ajuste de manera que la separación entre el
guíahilos
de la el separador y el separador 1 sea
2
de 0,4 a 1,0 mm. Luego, je el guíahilos de la estirado-
ra con los tornillos de jación 3.
* Haga el ajuste de modo que el centro de la ranura
2
B
A
2
1
4
C
de la guía
con la punta B de la cuchilla del separador
do el separador
del hilo del separador quede alineado
2
1
está en la posición del extremo
1
derecho. Además, deje que la guía del separador
del separador se ponga en contacto con el sujetador
de aguja pero de modo que la guía del hilo del se-
A
cuan-
parador no interera con el sujetador de la aguja.
[Guíahilos del portaagujas]
Haga el ajuste de manera que el centro del agujero del
hilo del guíahilos 4 del portaagujas se alinee con el
centro C de la ranura A cuando la aguja se encuentra
en su posición más baja.
* En este momento, haga el ajuste de manera que la
separación entre el guíahilos
del portaagujas y el
4
guíahilos 2 de el separador sea de 0,8 a 1,2 mm.
2
1
Luego, je el guíahilos del portaagujas con el tornillo
de jación 5.
13.
Ajuste del guardaagujas frontal
¡AVISO!
Para protegerse contra posibles lesiones personales debido a un arranque brusco de la máquina de co-
ser, cerciórese de comenzar el siguiente trabajo después de desconectar la corriente y de estar seguro
que el motor está completamente parado.
2
0,5mm
±
3,3
4
0,5 mm
a
0,2
1
3
Ajuste la altura desde el protector de aguja 2 con el torni-
llo 4 de modo que quede a 3,3 ± 0,5 mm más alta que la
guía de aguja posterior.
Haga el ajuste con el tornillo de jación 3 de manera que
la separación entre las agujas y el guardaagujas frontal 2
sea de 0,2 a 0,5 mm cuando el enlazador 1 se desplaza
de su posición extrema derecha a la izquierda y pasa por
el lado trasero de las respectivas agujas.
* Haga que el guardaagujas frontal 2 se acerque a
la aguja lo más posible dentro del margen en que
el hilo de la aguja pasa suavemente según el tipo o
espesor del hilo.
– 22 –

14. Ajuste de la elevación del pie prensatelas
¡AVISO!
Para protegerse contra posibles lesiones personales debido a un arranque brusco de la máquina de co-
ser, cerciórese de comenzar el siguiente trabajo después de desconectar la corriente y de estar seguro
que el motor está completamente parado.
Para ajustar la altura del pie prensatelas, ajuste la al-
tura del tornillo 1 de manera que el pie prensatelas no
entre en contacto con otros componentes, y je el pie
prensatelas con la tuerca 2.
2
15. Ajuste del microelevador
¡AVISO!
Para protegerse contra posibles lesiones personales debido a un arranque brusco de la máquina de co-
ser, cerciórese de comenzar el siguiente trabajo después de desconectar la corriente y de estar seguro
que el motor está completamente parado.
1
1
Cuando el collarín del microelevador 1 se gira en el senti-
do de las manecillas del reloj o en el sentido opuesto a las
manecillas del reloj, la palanca de elevación de la barra
prensadora es presionada para elevar el prensatelas.
Ajuste la altura del microelevador de acuerdo con las
condiciones de cosido.
En caso de que no se utilice el microelevador, utilice la máquina de coser con la línea
demarcadora en el collarín del microelevador
mirando hacia arriba.
– 23 –

16. Ajuste del lugar geométrico de transporte
¡AVISO!
Para protegerse contra posibles lesiones personales debido a un arranque brusco de la máquina de co-
ser, cerciórese de comenzar el siguiente trabajo después de desconectar la corriente y de estar seguro
que el motor está completamente parado.
(1) Cambio del movimiento de accionamiento del transporte
La sincronización de la leva excéntrica de acciona-
miento del transporte del mecanismo de transporte
se puede retardar de la sincronización obtenida por el
ajuste estándar.
1) Aoje los dos tornillos de jación de la leva excéntri-
ca de accionamiento del transporte.
Ejecute el ajuste cuando el agujero en la varilla de ac-
cionamiento del transporte se alinea con el tornillo de
Leva posicionadora
2do. pasador
1er. pasador
Contacto
Leve excéntrica
de accionamiento
del transporte
la leva excéntrica de accionamiento del transporte.
2) Desplace el 2do. pasador hacia la izquierda.
3)
Haga que la leva excéntrica de accionamiento del
transporte entre en contacto con la leva posicionadora.
4) Apriete los dos tornillos de jación de la leva excén-
trica de accionamiento del transporte.
5) Para reajustar la sincronización a su ajuste están-
dar, reponga el 2do. pasador a su posición original.
Ensamble la leva excéntrica de accionamiento del
transporte y el 2do. pasador de modo que entren en
contacto mutuamente. (Para obtener la sincroniza-
ción de ajuste estándar, el 2do. pasador debe posi-
cionarse en el extremo derecho del agujero.)
* Para evitar que se aflojen los tornillos de fijación,
asegúrese de que la leva de posicionamiento entre
en contacto con la leva excéntrica de accionamiento
del transporte.
Sin embargo, tenga en cuenta que el 2do. pasador
se puede mover hacia la derecha o izquierda. Por
lo tanto, es necesario asegurarse de que exista una
separación entre la leva excéntrica de accionamien-
to del transporte y la leva posicionadora antes de
comprobar la sincronización.
Leva posicionadora
– 24 –

(2) Cambio del movimiento oscilante del transporte
La sincronización de la leva excéntrica del movimiento
oscilante de transporte del mecanismo de transporte
se puede retardar de la sincronización obtenida por el
ajuste estándar.
1) Aoje los dos tornillos de jación de la leva excéntri-
Ejecute el ajuste cuando el agujero en la varilla os-
Leva posicionadora
2) Desplace el 1er. pasador hacia la derecha.
2do. pasador
1er. pasador
Leva excéntrica
oscilante del
transporte
Contacto
3) Haga que la leva excéntrica oscilante del transporte
4) Apriete los dos tornillos de jación de la leva excén-
5) Para reajustar la sincronización a su ajuste están-
* Para evitar que se aflojen los tornillos de fijación,
Sin embargo, tenga en cuenta que el 1er. pasador
ca oscilante del transporte.
cilante del transporte se alinea con el tornillo de la
leva excéntrica oscilante del transporte.
entre en contacto con la leva posicionadora.
trica oscilante del transporte.
dar, reponga el 1er. pasador a su posición original.
Ensamble la leva excéntrica oscilante del transporte
y el 1er. pasador de modo que entren en contacto
mutuamente. (Para obtener la sincronización de
ajuste estándar, el 1er. pasador debe posicionarse
en el extremo izquierdo del agujero.)
asegúrese de que la leva de posicionamiento en-
tre en contacto con la leva excéntrica oscilante del
transporte.
se puede mover hacia la derecha o izquierda. Por
lo tanto, es necesario asegurarse de que exista una
separación entre la leva excéntrica del movimiento
oscilante de transporte y la leva posicionadora antes
de comprobar la sincronización.
Leva posicionadora
– 25 –

17. Valor de ajuste de puntada balón
¡AVISO!
Para protegerse contra posibles lesiones personales debido a un arranque brusco de la máquina de co-
ser, cerciórese de comenzar el siguiente trabajo después de desconectar la corriente y de estar seguro
que el motor está completamente parado.
Para coser la puntada balón, ejecute el ajuste consul-
tando los valores de ajuste descritos a continuación.
[Puntada balón con 2 agujas sin recubrimiento superior]
Sincronización de transporte
1
Leva excéntrica de accionamiento del transporte: Para retardar la sincronización
Leva excéntrica oscilante del transporte: Para retardar la sincronización
Consulte
Sincronización de la leva del hilo del enlazador: El hilo del enlazador se desprende de la leva del
2
“^-16. Ajuste del lugar geométrico de transporte”, p. 24
.
hilo del enlazador en la mitad entre la supercie inferior y la supercie superior del enlazador.
[Ajuste de leva de hilo del enlazador]
Hilo
2
1
3
4
Haga el ajuste de modo que el hilo del enlazador se
desprenda de la leva del hilo del enlazador cuando el
extremo superior de la aguja izquierda
llega a la mitad entre la supercie inferior y supercie
superior del enlazador. Luego, je la leva del hilo del
enlazador con los tornillos de jación 1.
en descenso
3
– 26 –

Magnitud de halado de la leva del hilo del enlazador
3
6 mm más
abajo
Altura de referencia
4
29mm
Posición de 6 mm más abajo de la posición estándar
(Estándar: Alineada con la línea demarcadora superior)
Altura de referencia
Aguja derecha 17mm
Aguja izquierda 29mm
17mm
Receptor de hilo de tomahilos de barra de agujas
5
Receptor
de hilo de
tomahilos de
barra de agujas
Uña D (estándar: uña B)
6
Relación de transporte diferencial
7
El receptor de hilo del tomahilos de la barra de agujas
se alinea con el extremo superior del tomahilos de la
barra de agujas cuando la barra de agujas se encuen-
tra en su punto muerto inferior.
El material se estira ligeramente.
– 27 –

&
MANTENIMIENTOMANTENIMIENTO
.
1. Limpieza de la máquina de coser
¡AVISO!
Para protegerse contra posibles lesiones personales debido a un arranque brusco de la máquina de co-
ser, cerciórese de comenzar el siguiente trabajo después de desconectar la corriente y de estar seguro
que el motor está completamente parado.
Abra la cubierta frontal. Retire los tornillos de jación 1.
Retire la placa de agujas 2. Limpie las hendiduras de
la placa de agujas, ranuras del dentado de transporte y
área circundante.
Terminada la limpieza, je la placa de agujas 2 con los
tornillos 1.
1
2
2. Modo de reemplazar el aceite lubricante
¡AVISO!
Para protegerse contra posibles lesiones personales debido a un arranque brusco de la máquina de co-
ser, cerciórese de comenzar el siguiente trabajo después de desconectar la corriente y de estar seguro
que el motor está completamente parado.
En el caso de una máquina de coser nueva, reemplace el
aceite lubricante (
después de haber utilizado la máquina durante un mes
aproximadamente. Luego, reemplace el aceite lubricante
cada seis meses.
1) Coloque un recipiente debajo del tapón de drenaje
2) Retire el tapón de drenaje 1. Se drena el aceite lu-
3) Después del drenaje, limpie el aceite y coloque el
1
3. Inspección y reemplazo del ltro de aceite
¡AVISO!
Para protegerse contra posibles lesiones personales debido a un arranque brusco de la máquina de co-
ser, cerciórese de comenzar el siguiente trabajo después de desconectar la corriente y de estar seguro
que el motor está completamente parado.
La lubricación no puede llevarse a cabo normalmente
si hay polvo acumulado en el ltro de aceite 1. Inspeccione el ltro cada 6 meses.
1) Retire la tapa 2 del ltro de aceite y extraiga el ltro
1
2
3
2) Cuando el ltro de aceite 1 está atascado de polvo,
3) Después del reemplazo, je la tapa 2 del ltro con
JUKI GENUINE OIL 18
para contener el aceite lubricante que se drene.
1
bricante.
tapón de drenaje 1.
de aceite 1 para inspeccionarlo.
reemplace el ltro con uno nuevo.
los tornillos 3.
Cuando quite la tapa del filtro, el aceite lubricante acumulado en el ltro saldrá aceite.
Ponga cuidado.
) con uno nuevo
– 28 –
 Loading...
Loading...