

JUKI MF-7500D/UT35 Instruction Manual [tr]

TÜRKÇE
MF-7500(D)/UT35
KULLANMA KILAVUZU

İÇİNDEKİLER
!
. TEKNİK ÖZELLİKLER ...................................................................................................1
@
. BAŞLANGIÇTA ..............................................................................................................1
#
. AKSESUARLARIN MONTAJI ........................................................................................2
1. SC-921 montajı ve kurulumu .......................................................................................................... 2
(1) SC-921’in masaya montajı ( Yarı gömülü tip ) ............................................................................................2
(2) Kabloların bağlanması .................................................................................................................................3
(3) Makine kafasının ayar prosedürü ................................................................................................................4
(4) İğne milinin alt duruş konumunun ayarlanması ........................................................................................5
(5) Otomatik kaldırma fonksiyonunun ayarlanması ........................................................................................6
(6) Pedalın hareket aralığının ayarlanması ......................................................................................................6
$
. MAKİNE KAFASINA İPLİK TAKMA ...............................................................................7
%
. LÜPER İPLİĞİ KESME MEKANİZMASININ AYARLANMASI .......................................8
1. Lüper iplik kesici solenoid ayarı .................................................................................................... 8
2. Alt bıçağın ayarlanması .................................................................................................................. 9
3. Kelepçe basıncı ayar yayı konumunun ayarlanması ................................................................... 9
4. Bıçak basıncı ayarlama yayının ve bıçak angajmanının ayarlanması ........................................ 9
5. Kelepçe yayı basıncının ayarlanması ............................................................................................ 9
6. Lüper ipliği kesme mekanizmasının başlangıç konumu ........................................................... 10
7. Durdurucu ayarı ............................................................................................................................ 10
8. Alt bıçak yüksekliğinin ayarlanması ............................................................................................ 10
9. Alt bıçak keskin ucunun yatay konumunun ayarlanması ..........................................................11
10. İplik kesme sensörünün ayarlanması ..........................................................................................11
^
. İPLİĞİ SERBEST BIRAKMA MEKANİZMASI AYARI ..................................................12
1. Disk yükselmesinin ayarlanması ................................................................................................. 12
2. İpliği serbest bırakan çağanoz ayarı .......................................................................................... 12
&
. ÜST KAPLAMA İPLİĞİ KESME MEKANİZMASININ AYARLANMASI .......................13
1. Bıçakların birbirine geçme ayarı .................................................................................................. 13
2. Kelepçe yayı basıncının ayarlanması .......................................................................................... 13
3. Hareketli bıçakta keskin uç konumunun ayarlanması ............................................................... 13
*
. BAKIM ..........................................................................................................................14
1. Motor fanının temizlenmesi .......................................................................................................... 14
i
!
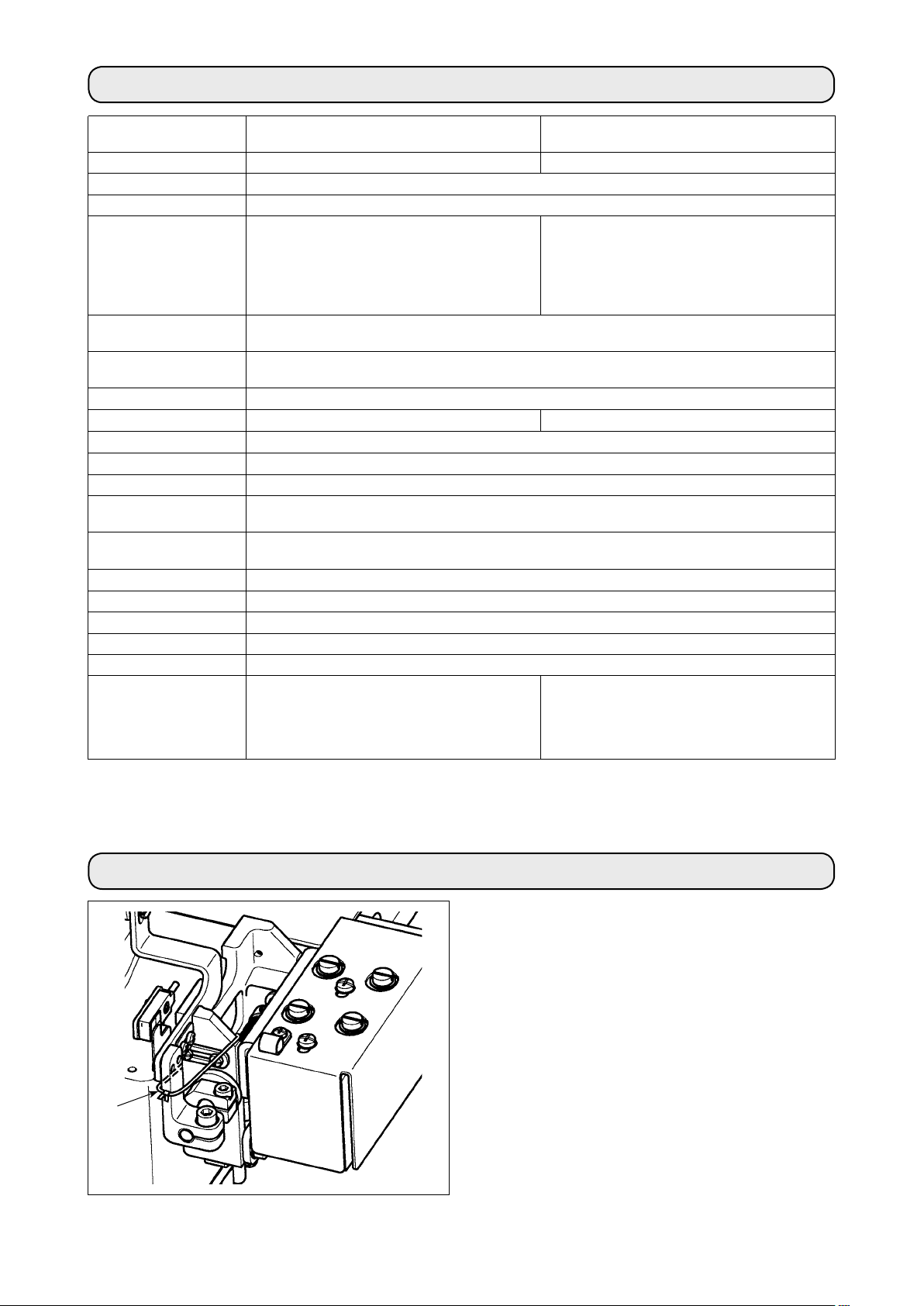
. TEKNİK ÖZELLİKLER
Model adı: Yüksek hızlı, düz yataklı reçme dikiş makinesi Yarı yağ sıçratmayan kafalı, yüksek hızlı,
düz yataklı reçme dikiş makinesi
Model MF-7500 serisi MF-7500D serisi
İlmek tipi ISO standardı 406, 407, 602, ve 605
Uygulama örneği Kıvırma, düğümlerin gizlenmesi ve genel olarak örme kumaşlar
Dikiş hızı
İğne numarası 3 iğne ........ 4,8 mm, 5,6 mm ve 6,4 mm
Diferansiyel besleme oranı 1 : 0,7 ile 1 : 2 (ilmek uzunluğu: 2,5 mm'den küçük)
İlmek uzunluğu 1,2 mm ile 3,6 mm (4,4 mm’ye kadar ayarlanabilir)
İğne UY128GAS #9S to #14S arasında (standart #10S) UY128GAS #9S to #12S arasında (standart #10S)
İğne mili stroku 31 mm (ya da eksantrik pimi değiştirirken 33 mm)
Boyutlar (Yükseklik) 451 x (Genişlik) 523 x (Uzunluk) 312
Ağırlık 52 kg (Solenoid tip iplik kesicili) , 46 kg
Baskı ayağı kalkışı 8 mm (iğne numarası: üst muhafaza yokken 5,6 mm), ve 5 mm (üst muhafaza varken)
Besleme ayar yöntemi Ana besleme .................... kadran tipi dikiş adımı ayar yöntemi
Lüper mekanizması Küresel çubuk tahrik yöntemi
Yağlama sistemi Dişli pompayla basınçlı yağlama yöntemi
Yağlama yağı JUKI GENUINE OIL 18
Yağ deposu kapasitesi Yağ göstergesi alt işaret çizgisi : 600 cc ile üst işaret çizgisi : 900 cc arasında
Kurulum Yarı gömülü tip
Gürültü seviyesi ‘- İş istasyonunda sürekli ses basıncı seviyesinin
Maksimum 6.500 sti/min (kesintili çalışma sırasında)
V kayış tipi
Maksimum 6.000 sti/min (kesintili çalışma sırasında)
Doğrudan tahrik tipi
Teslimattan önce fabrikada ayarlanan dikiş hızı.
4.500 sti/min (kesintili çalışma sırasında)
2 iğne ........ 3,2 mm ve 4,0 mm
Mikro-diferansiyel besleme ayar plakası temin edilmektedir. (Mikro ayar)
Mikro-kaldırma mekanizması temin edilmektedir.
Diferansiyel besleme ....... kol ayar yöntemi (mikro ayar mekanizması temin edilmektedir.)
(LpA) yayılmasına denk :
A-76,5 dBA’nın ağırlıklı değeri; (KpA = 2,5 dBA
dahil) ; ISO 10821- C.6.2 -ISO 11204 GR2 uyarınca 4.500 sti/min.
Maksimum. 5.000 sti/min (kesintili çalışma sırasında)
V kayış tipi
Maksimum. 5.000 sti/min (kesintili çalışma sırasında)
Doğrudan tahrik tipi
Teslimattan önce fabrikada ayarlanan dikiş hızı.
4.000 sti/min (kesintili çalışma sırasında)
‘- İş istasyonunda sürekli ses basıncı seviyesinin
(LpA) yayılmasına denk :
A-74,0 dBA’nın ağırlıklı değeri; (KpA = 2,5 dBA
dahil) ; ISO 10821- C.6.2 -ISO 11204 GR2 uyarınca 4.000 sti/min.
@
. BAŞLANGIÇTA
1
Dikiş makinesini kurmadan önce taşıma bandını 1
sökün.
– 1 –
#
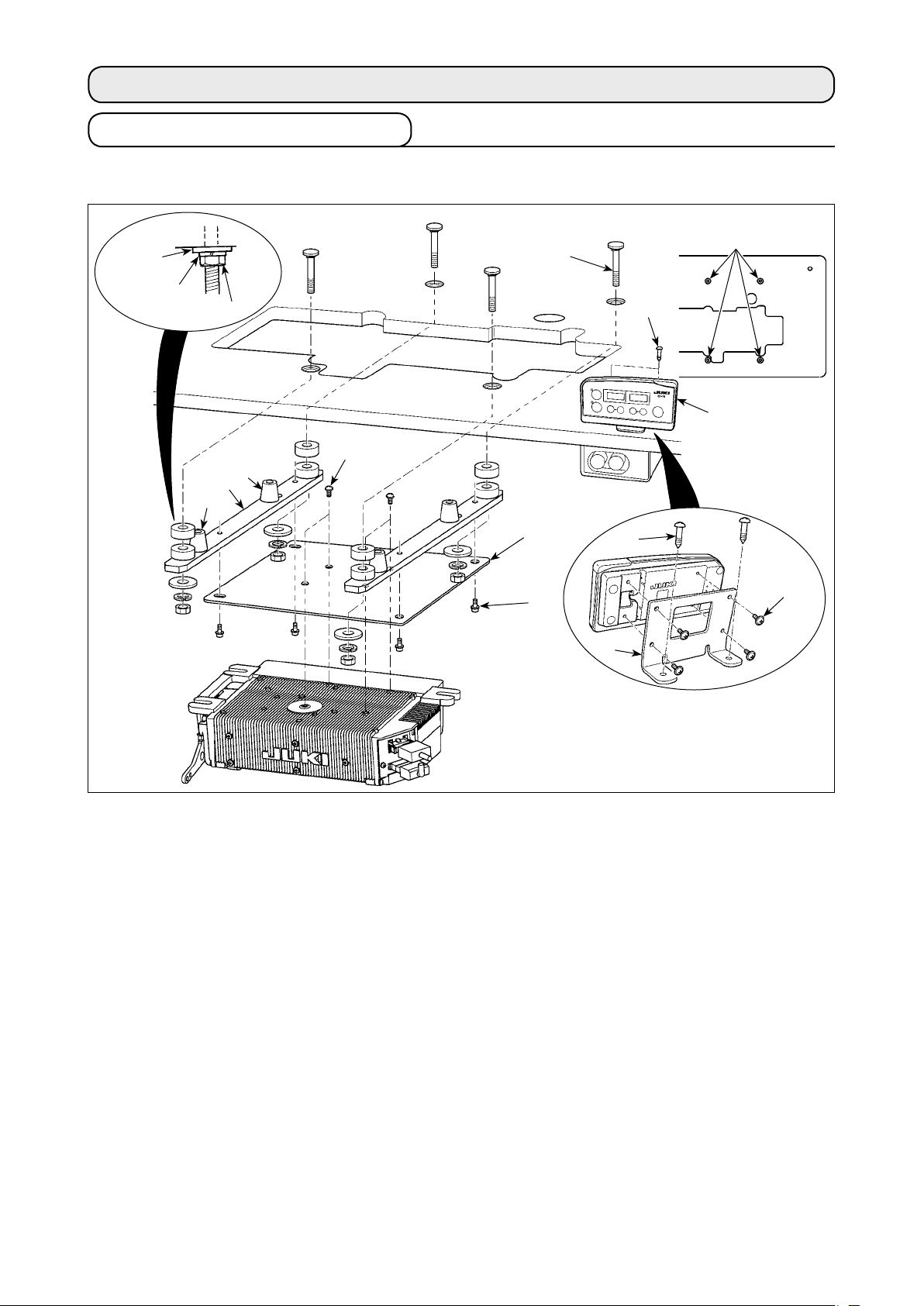
. AKSESUARLARIN MONTAJI
1. SC-921 montajı ve kurulumu
(1) SC-921’in masaya montajı ( Yarı gömülü tip )
Şekil A
Konveks
rondela
Yaylı rondela
Altı köşe başlı somun
2
1
2
4
3
5
6
6
!0
7
!0
8
9
1) Sağ ve sol destek plakalarını 1 monte edin ve destek plakalarına ait iki adet kauçuk yuvayı 2 takın.
2) Kontrol kutusu montaj plakasını 3 kontrol kutusunun üzerine dört vida 4 ile takın.
3) Yukarıda anlatılan grubu, dört vidayla) Yukarıda anlatılan grubu, dört vidayla Yukarıda anlatılan grubu, dört vidaylaYukarıda anlatılan grubu, dört vidayla 5 takviye plakasına 1 monte edin.
4) Destek plakalarını 1 ve kontrol kutusunu ünite ile birlikte temin edilen montaj cıvatalarıyla 6 masanın üzerine monte edin. Bu sırada, destek plakaları ve kontrol kutusunu sıkıca sabitlemek için, ünite ile birlikte verilen
somun ve pulları Şekil A'da gösterildiği gibi takın.
5) Kontrol kutusunu (ya da küçük boyutlu motor üniteli olanı) masaya takın. Ardından dikiş makinesinin kafasını
masaya takın. (Dikiş makinesinin Kullanım Kılavuzuna bakınız.)
6) Üniteyle birlikte temin edilen dört adet kılavuz cıvatayı 8 kullanarak, montaj plakasını 9 CP-18 panelini 7
üzerine monte edin. Kablonun montaj plakasının altına sıkışmamasına dikkat edin.
7) Ahşap vida !0 kullanarak CP-18 panelini 7 masanın üzerine monte edin.
– 2 –
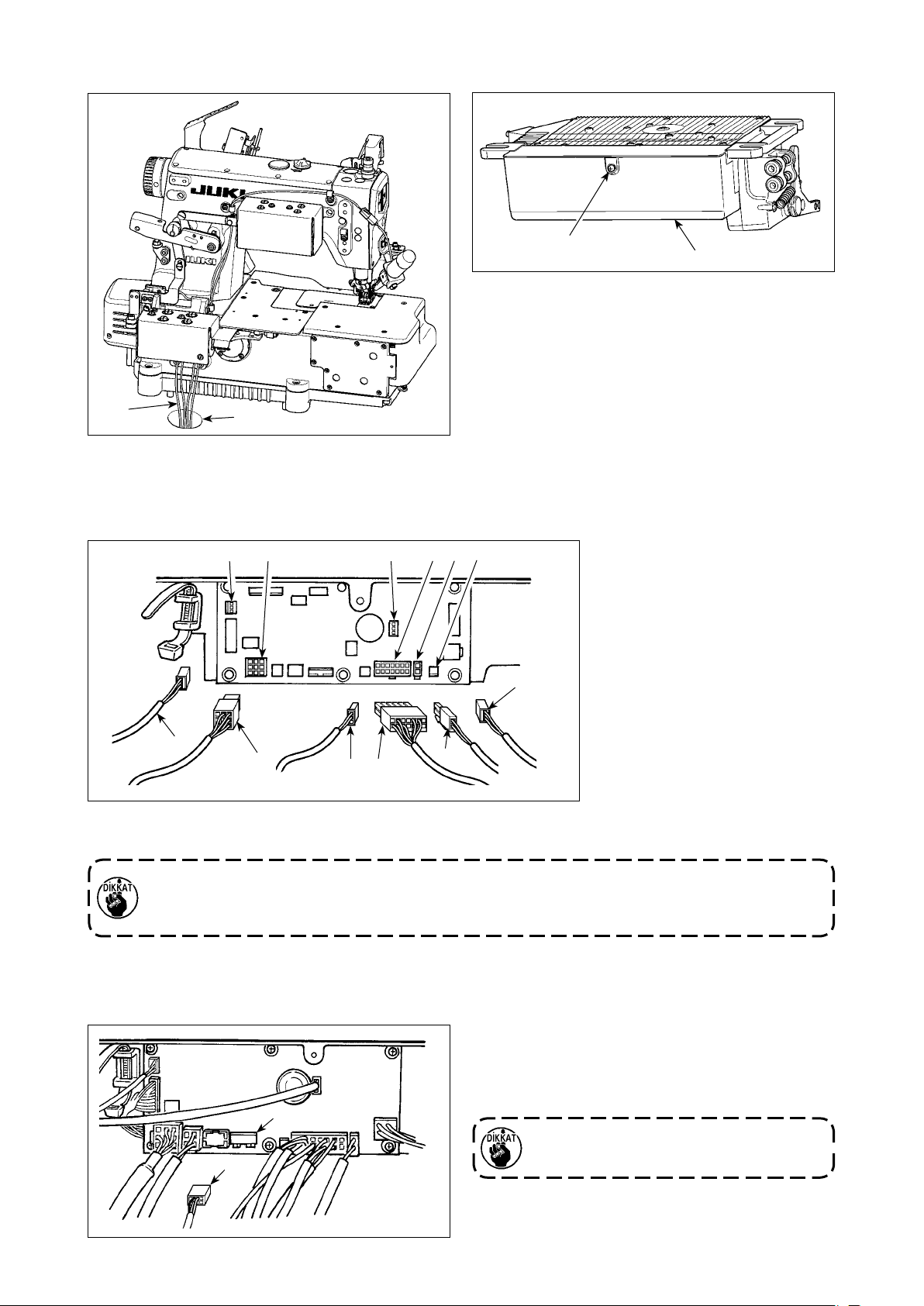
(2) Kabloların bağlanması
1
A
1) İplik kesici solenoid, geri dikiş solenoidi vb.İplik kesici solenoid, geri dikiş solenoidi vb.
kablolarını 1 ve motordan gelen kabloyu makine
masasının altına yönlendirmek için masadaki delikten A geçirin.
!1
!2!0
3
8
9
5
B
2
2) Kapağı açmak için kapaktakiKapağı açmak için kapaktaki 2 vidayı B tornavidayla gevşetin.
6
7
!4
3) Makine kafasından gelenMakine kafasından gelen
14P kodunu 3 konektöre 6
bağlayın (CN36).
4) Makine kafasından gelen 3PMakine kafasından gelen 3P
kabloyu 9 konektöre !0 (CN42)
bağlayın.
5) Baskı ayağı kaldırma kablosu
!3
2P’yi 4 konektöre 7 (CN37)
yerleştirin.
6) Motordan gelen konektörüMotordan gelen konektörü 5
devre kartının üzerindeki ko-
4
nektöre 8 (CN30) bağlayın.
7) Pedal sensörü kablosunuPedal sensörü kablosunu !1 konektöre !2 (CN34) takın.
8) Motor fanı kablosunu !3 konektörekonektöre !4 yerleştirin.
Her konektörün bir takış yönü vardır, dolayısıyla takış yönlerini kontrol ettikten sonra ilgili konektörlerin
sağlam takıldığını kontrol edin. (Kilitli tip kullanıyorsanız, konektörleri kilide iyice oturana kadar itin.) Konektörler uygun şekilde takılmamışsa dikiş makinesi düzgün çalışmaz. Ayrıca sadece sorun ya da hata uyarı
mesajı çıkmaz, dikiş makinesi ve kumanda paneli de zarar görür.
[Çalışma paneli konektörü bağlanıyor]
!6
!5
Çalışma paneli konektörü temin edilmektedir.
Konektörün !5 yönüne dikkat ederek, devre levhası
üzerindeki konektöre !6 (CN38) bağlayın. Bağlantıyı
yaptıktan sonra konektörü sağlam şeklide kilitleyin.
Konektörü bağlamadan önce gücü mutlaka
kapatın.
– 3 –
 Loading...
Loading...