

Page 1

MEB-3810N
使用说明书
Page 2

目 录
1. 规格 .............................. 1
2. 各部分的名称 ...................... 2
3. 安装 .............................. 3
3-1. 机台 ................................... 3
(1) 腿图纸 .................................... 3
(2) 机台图纸 (台式规格)
(3) 机台图纸 (半落地式规格)
........................ 4
.................... 5
3-2. 电气箱的安装 ........................... 6
3-3. 电源开关的安装和连接 ................... 6
3-4. 缝纫机的取出 ........................... 8
3-5. 缝纫机的安装 ........................... 9
(1) 台式规格时 ................................. 9
(2) 半落地式规格时
............................ 11
3-6. 缝纫机的抬起方法和复原方法 ............ 16
3-7. 聚酯油杯的安装 ........................ 19
3-8. 操作盘的安装 .......................... 19
3-9. 调节器和总管的安装 .................... 20
3-10. 电线的连接 ........................... 22
3-11. 电线的处理 ........................... 23
3-12. 脚踏板开关的安装(选购品) ............ 24
3-13. 空气的连接 ........................... 25
(1) 调节器和总管的连接 ........................ 25
(2) 空气管的连接
.............................. 26
3-14. 空气软管的安装 ....................... 27
3-15. 有关压缩空气源(空气供给源)设备的注
意事项 ............................... 28
3-16. 线架装置的安装 ....................... 29
3-17. 导线器的安装 ......................... 30
3-18. 眼睛防护罩和手指防护器的安装 ......... 31
3-19. 布屑袋的安装 ......................... 32
3-20. 压脚部件的安装拆卸 ................... 33
4. 运转前的准备 ..................... 34
4-1. 向缝纫机加油和加油的方法 .............. 34
(1) 往机臂油槽加油 ............................ 34
(2) 往机台油槽加油
(3) 往弯针、分布器部加油
(4) 向弯针支架机油槽里加油
(5) 向针杆和齿轮部加油
............................ 34
...................... 35
.................... 35
........................ 36
4-2. 机针的安装 ............................ 37
4-3. 穿线的方法 ............................ 38
(1) 上线 ( 针线 ) 关系 .......................... 38
(2) 底线 ( 弯针线 ) 关系
(3) 芯线关系
.................................. 40
........................ 39
4-4. 布料的安放方法 ........................ 40
5. 操作开关的构成 ................... 41
5-1. 操作盘的构成 .......................... 41
5-2. 暂停开关 .............................. 43
5-3. 手持开关 .............................. 43
5-4. 脚踏开关(选购品) ..................... 43
6-1. 缝纫机的基本操作 ...................... 44
6-2. 线张力的设定 .......................... 44
6-3. 在途中中止缝纫机 ...................... 45
6-4. 重新缝制 .............................. 46
6-5. 穿线 .................................. 47
6-6. 使用计数器 ............................ 47
6-7. 暂时不想让切刀下落时 .................. 48
6-8. 变更动作模式 .......................... 48
6-9. 缝制图案的变更方法 .................... 50
6-10. 图案形状的确认 ....................... 50
7. 缝制数据的设定方法 ............... 51
7-1. 切刀 No. 的设定 ........................ 52
7-2. 切割长度的设定 ........................ 52
7-3. 前切刀 / 后切刀的设定 ................. 53
7-4. 平行针数的设定 ........................ 53
7-5. 圆头扣眼针数的设定 .................... 53
7-6. 切割空间的设定 ........................ 54
7-7. 圆头扣眼空间的设定 .................... 54
7-8. 修正切刀位置 .......................... 54
7-9. 修正缝制结束针数 ...................... 55
7-10. 旋转角度的修正 ....................... 55
7-11. 平行部旋转角度的修正 ................. 55
7-12. 圆头扣眼横方向的修正 ................. 56
7-13. 圆头扣眼纵方向的修正 ................. 56
7-14. 圆头扣眼左纵方向的修正 ............... 56
7-15. 平行部左纵方向的修正 ................. 57
7-16. 切割空间的左修正 ..................... 57
7-17. 圆头扣眼右下振幅的设定 ............... 57
7-18. 圆头扣眼左下振幅的设定 ............... 58
7-19. 振幅的设定 ........................... 58
7-20. 加固种类的设定 ....................... 58
7-21. 流动加固长度的设定 ................... 59
7-22. 流动加固针数的设定 ................... 59
7-23. 流动加固对称的设定 ................... 59
7-24. 流动加固倾斜针数的设定 ............... 60
7-25. 流动加固右针数的修正 ................. 60
7-26. 直线加固长度的设定 ................... 60
7-27. 直线加固针数的设定 ................... 61
7-28. 直线加固重叠量的设定 ................. 61
7-29. 直线加固振幅的设定 ................... 61
7-30. 圆形加固针数的设定 ................... 62
7-31. 圆形加固双重针数的设定 ............... 62
7-32. 圆加固摆动宽度的设定 ................. 62
7-33. 圆头扣眼上摆动宽度的设定 ............. 63
7-34. 直线加固 / 圆形加固减速速度的设定 ..... 63
7-35. 缝制速度的设定 ....................... 63
7-36. 圆头扣眼减速速度的设定 ............... 63
6. 操作盘的使用方法 ................. 44
i
Page 3

7-37. 软起动的设定 ......................... 64
7-38. 线张力缝制开始针数的设定 ............. 64
7-39. 线张力缝制结束针数的设定 ............. 64
8. 各部分的调整 ..................... 65
8-1. 布切刀的压力调整 ...................... 65
8-2. 包边宽度的调整 ........................ 66
8-3. 压脚的调整 ............................ 67
8-4. 压脚开放量的调整 ...................... 68
8-5. 针线拉线量的调整 ...................... 69
8-6. 挑线杆导向器的调整 .................... 69
8-7. 芯线残量的调整 ........................ 70
8-8. 芯线线张力的张力调节 .................. 70
8-9. 针线夹装置(选购品) ................... 71
8-10. 手持灯的亮度调整 ..................... 72
9. 各种功能的用法 ................... 73
9-1. 各部的线张力修正的方法 ................ 73
9-2. 布料安放位置的变更 .................... 76
9-3. 开始开关的模式变换 .................... 76
9-4. 压脚动作变换 .......................... 76
9-5. 计数器的变换 ( 减算计数器 ) ............ 76
9-6. 切布前停止模式的变换 .................. 76
9-7. 图案花样数据的复制 .................... 77
9-8. 图案花样数据的删除 .................... 78
(5) 切线保持板的更换(切线规格)
(6) 气簧的大致更换时期
(7) 气簧的更换
................................ 95
........................ 94
............... 94
11. 交换标准配件 , 选购品 ............ 96
11-1. 针板 ................................. 96
11-2. 压脚头 ............................... 96
11-3. 压脚座板 ............................. 97
11-4. 布切刀 ............................... 97
11-5. 切刀座 ............................... 98
11-6. 其它 ................................. 98
12. 缝制时出现的现象和对策 .......... 99
13. 存储器开关 ..................... 101
13-1. 操作的方法 .......................... 101
13-2. 存储器开关一览表 .................... 102
14. 异常故障一览 ................... 104
15. 标准图案一览 ................... 107
16. 缝制数据填写表 ................. 108
10. 维修保养 ........................ 79
10-1. 切底线(综合切线规格) ................ 79
10-2. 机针和弯针的同步时机 ................. 79
10-3. 针杆高度 ............................. 82
(1) 针杆高度的调整 ............................ 82
(2) 针杆的大致高度
10-4. 细微摆动宽度的三角跳针的对应调整 ..... 83
10-5. 机针和弯针的间隙 ..................... 84
10-6. 针座的调整 ........................... 84
10-7. 分布器和弯针的间隙以及开闭同步 ....... 85
10-8. 针板高度 ............................. 87
(1) 针板高度 .................................. 87
(2) 针板高度的调整
10-9. 压脚头的位置 ......................... 88
10-10. 切刀落刀位置的调整 .................. 88
10-11. 切线刀的安装位置 .................... 89
10-12. 清扫的方法 .......................... 90
10-13. 废油 ................................ 90
10-14. 消耗零件的更换 ...................... 91
(1) 切刀座面的磨损 ............................ 91
(2) 布切刀·切刀座的更换
(3) 底线切刀的更换(综合切线规格)
(4) 切线切刀的更换
............................ 82
............................ 87
...................... 92
............. 93
............................ 94
ii
Page 4
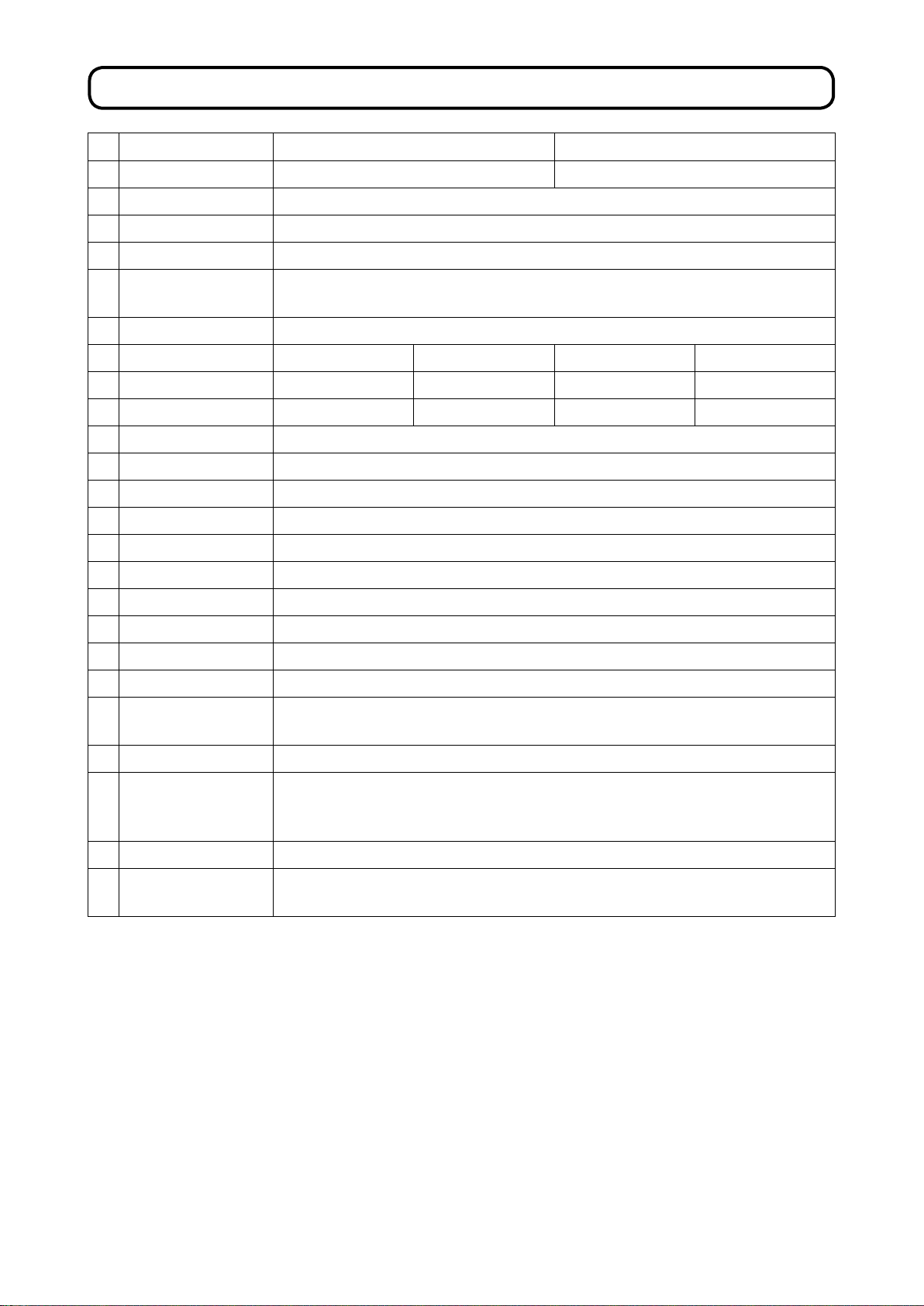
1. 规格
规 格 J 规格 C 规格
1 用途 牛仔布 棉便裤、工作裤
2 使用温度范围 5℃~ 35℃
3 使用湿度范围 35% ~ 85%(无结露)
4 记忆图案花样数量 99(1 ~ 99)(90 ~ 99 是标准图案花样 )
5 输入电源
6 缝制速度 400 ~ 2500sti/min (100sti/min 步骤 )
7 切线规格 切线规格 (00) 综合切线规格 (01) 切线规格 (00) 综合切线规格 (01)
8 缝迹长度 10 ~ 38mm 10 ~ 34mm 10 ~ 38mm 10 ~ 34mm
9 钮扣眼长度 10 ~ 38mm
10 机针摆动宽度 2.0 ~ 4.0mm(工厂出货时设定为 2.5mm)[ 用传送操作盘修正后为 1.5 ~ 5.0mm]
11 流动加固长度 3 ~ 15mm
12 布压脚高度 标准 13mm
13 缝制形状的变更 程序选择方式
14 钮扣眼切割 前刀、后刀、无刀
15 布切刀驱动方式 气缸驱动
16 传送方式 脉冲马达间歇传送
17 使用针 DO×558 Nm90 ~ 120(出货安装机针号 Nm110)
18 安全装置 暂停开关和故障检测时的自动停止功能
19 使用机油 JUKI New Defrix Oil No.2 或 JUKI MACHINEOIL No.18
20 空气压力
※1
单相 / 三相 200 ~ 240V 50/60Hz
电源电压变动 额定 ±10% 以内
10 ~ 28mm 10 ~ 38mm
※2
主调节器 :0.5MPa
锤压力调节器 :标准 0.35MPa(最大 0.4MPa)
※1
10 ~ 28mm
21 空气消费量 49.5 ℓ/min(11.6 周期 /min)
机头 :横 382mm× 纵 656mm× 高 584mm
22 机器尺寸
23 消费电力 200 VA
24 质量
※1 :安装有选购品针线夹装置时为 10 ~ 28mm。
※2 :平行部、圆头扣眼加固部的合计量请在不超过最大缝迹长度的范围内进行设定。
※3 :脚桌的高度不同完成的高度亦不同。
完成(台式规格):横 1050mm× 纵 700mm× 高 1248mm
完成(半落地式规格):横 1060mm× 纵 790mm× 高 1096mm ※3(不包括线架装置)
机头 :约 110kg、操作盘 :约 0.3kg
电气箱 :约 4.5kg
※3
(不包括线架装置)
– 1 –
Page 5
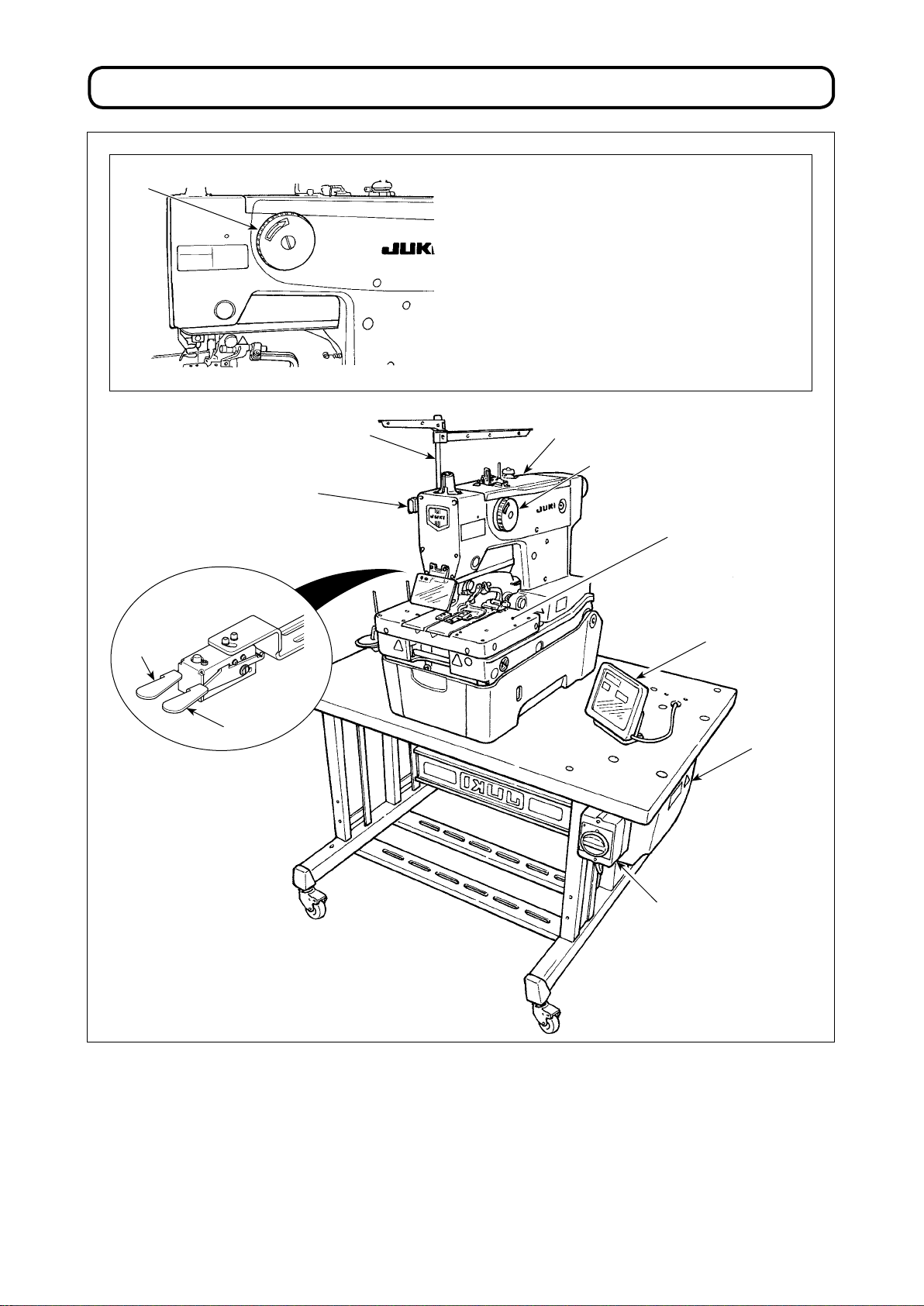
2. 各部分的名称
❼
❶
❾
· 手转动飞轮
❼
用手转动飞轮 , 可以让针杆上下移动。
❽
❼
❸
暂停开关
❶
压脚开关
❷
开始开关
❸
操作盘
❹
❷
控制箱
❺
电源开关
❻
手转飞轮
❼
缝纫机机头
❽
线架装置
❾
送布台
❹
❺
❻
– 2 –
Page 6
3. 安装
1. 关于缝纫机的安装,请让接受过训练的技术人员来安装。
2. 为了防止电气配线造成的事故,请委托销售店或电气的专门技术人员来进行。
3. 缝纫机的质量约 110kg。请用 4 人以上的工人来安装缝纫机和调整机台的高度。
4. 为了防止突然的起动造成的事故,在安装结束之前,请不要连接电源插头。
危险
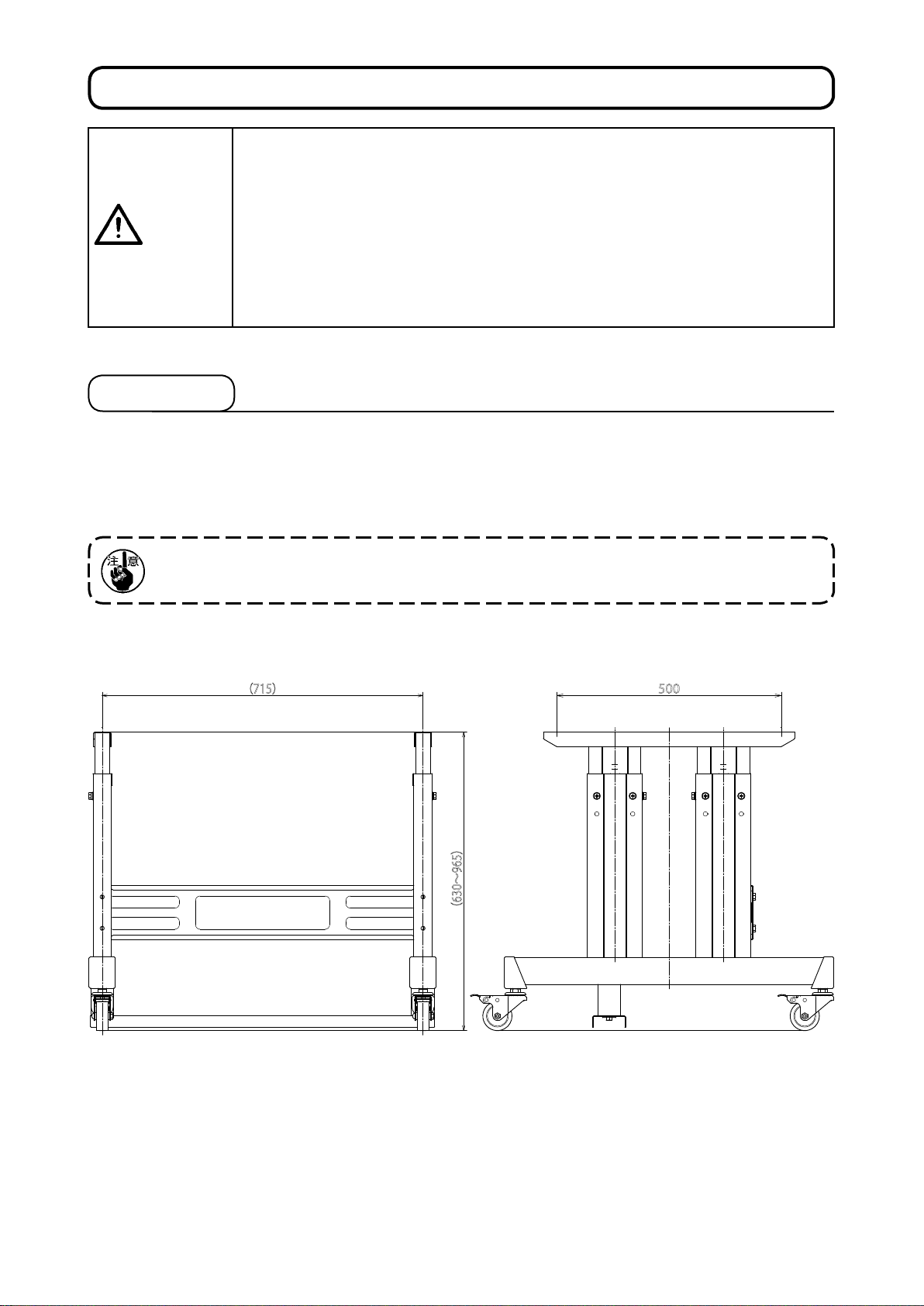
3-1. 机台
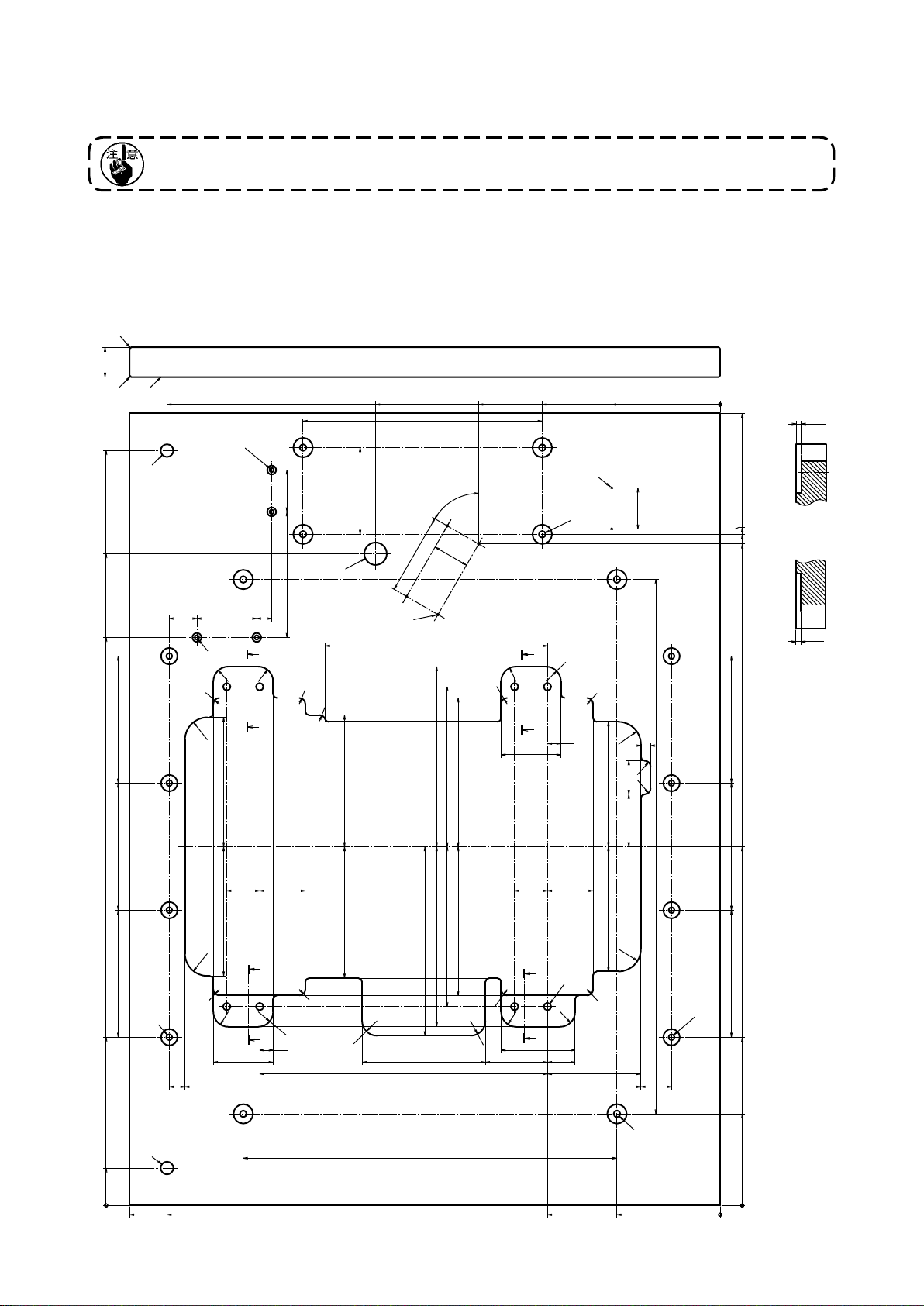
· 请使用可以经受缝纫机的质量(110kg)和振动强度的机台和桌腿。请使用厚度为 40 ~ 60mm 的机台。
· 请使用方便操作人员操作高度的桌腿。
· 请使用适合机台厚度那样长度的机台和桌腿的固定螺栓。
· 机台分为台式规格和半落地式规格。请参照适合各种规格的机台图纸,进行适当加工。
5. 为了防止漏电事故,请一定安装地线。
6. 抬起缝纫机时或者返回到原来位置时,请用双手一边抬稳一边操作。
7. 在抬起缝纫机的状态下,请不要施加过大的力量。有平衡破坏,缝纫机或缝纫机和机
台一起翻倒,发生受伤或缝纫机损坏的危险。
1. 机台的厚度超过了 60mm 的话,附属的螺栓长度就不够长了。
2. 如果机台和桌腿的固定螺栓过长的话,就有使手和头受伤的危险。
(1) 腿图纸
(715)
500
(630~965)
– 3 –
Page 7
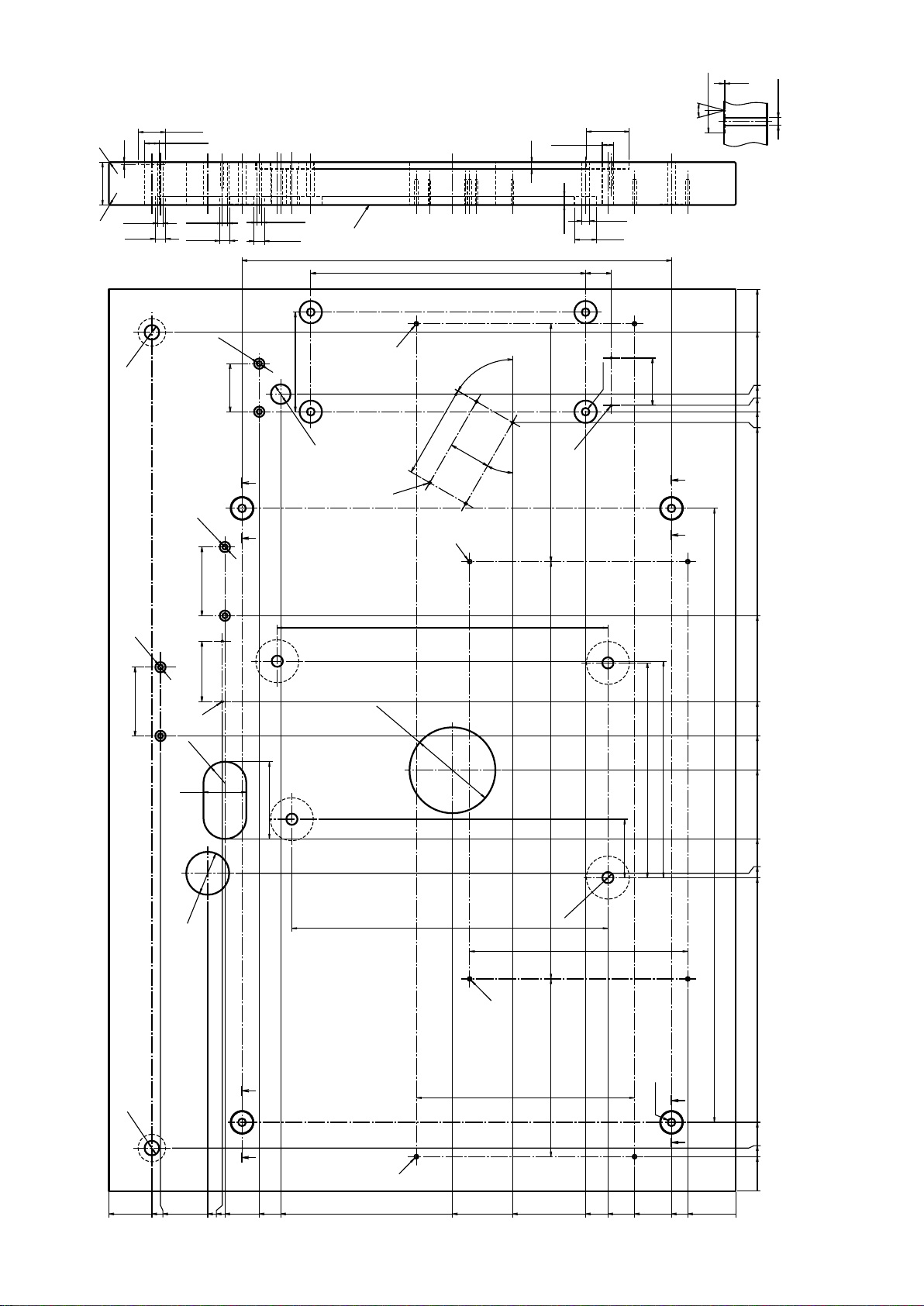
(2) 机台图纸 (台式规格)
2X
Ø32
2X(
H
±1
50
H
3±1
Ø
Ø6)
Ø12
+2
-1
17
Ø17)
2X(
2X(
2X
Ø6)
Ø12
2X
Ø6
2X
56±1
Ø6)
Ø12
2X(
2X
116±4
-1
+2
23
Ø
ZZ
I
D
F
109±1
500±1.5
320±1
60°±5°
48.5±1
0
+0.1
0
1
4X
26
+0.1
Ø
4X
30°
4X
55±1
(4箇所)
Z-Z(4 处 )
Z-Z
ZZ
4X
Ø50
4X(
Ø13)
8±1
4X(
G
Ø9
4X
Ø9)
Ø26
30±2
4X
10±1
277±3.5
(30°)
Ø9)
(4X
1050
1000
928
915
907.5
895
Ø6
80±1
2X
50±4
Ø
80±1
70±1
C
X(R)
2
50±4
Ø6
2X
±5
100
Ø
±1
E
670
385
570
530
2×φ3.5±0.5 深度 30( 背面 )H R2 ( 四周 )I 表面
G
490
250±1
68±1
252±1
715±3
410
370
365
4×φ2.5±0.5 深度 30E 2×φ4.5±0.5 深度 30F 2×φ4.5±0.5 深度 30
90±4
±1
368
486±3.5207±3.5
X
4
Ø13
254±3.5
D
730
B
254±3.5
-1
+2
17
Ø
Z Z
ZZ
Ø9
X
4
80
50
40
A
680
670
615
598
595
555
530
330
260
175
149
118
56
75
2×φ4.5±0.5 深度 30B 2×φ4.5±0.5 深度 30C 2×φ3.5±0.5 深度 30( 背面 )
A
– 4 –
Page 8
(3) 机台图纸 (半落地式规格)
使用半落地式规格时,需要半落地式用组件(货号 :40157881)。请一起准备好。
使用半落地式缝纫机时,请一定安装机台加固板(货号:32080707)(货号:40157881)。(参照「3-5.
(2) ① 机台加固板的安装」 p.11)
0
+ 1
0
+ 1
0
+ 1
0
+ 1
0
+ 1
0
+ 1
40±1
1010
872
760
H
H
±1
170
R 为 R5。
注) 没有指示的
I
4×9 钻 孔,
A
740
K
37±2
8
R
30
R
F
±2
173
深度 26 1
深度1
深度1
钻孔,深度
20±3
深度1
深度1
钻孔,深度
20±3 ( 背
4×8 钻 孔,
B
4×9 钻 孔,
C
4×2.5±0.5
D
4×8 钻 孔,
2×6 钻 孔,
2×3.5±0.5
F
E
461
320
±1
G
323
面 )
R2 ( 四周 )I 表面J 17 钻孔K 17 钻孔L 8×10 钻孔M 30 钻孔N 2×6 钻 孔,
H
238
145±3
深度1
1060
7
±0.5
N
±1
56
±4
116
60°±5°
G
55±1
C
±1
168
80
±1
20
±1
20
20
R
R
8
R
M
8
R
109±1
Y Y
±2
176
D
±2
241
297±3
±1
214
48.5±1
±2
199
YY
20
R
20
R
8
R
80
±1
8
R
±1
30
18
±1
R
13
8
R
45
8
±2
R
167
170
(2カ所)
Z-Z
Z-Z(2 处 )Y-Y(2 处 )
905
898
885
(2カ所)
Y-Y
7
±0.5
70
±1
170
61
61
±2
44±144±1
±2
173
30
E
R
8
R
20
R
21
±1
±1
170
225
ZZ
20
R
18
80
±1
±1
±2
176
8
R
20
R
385
±1.5
±2
±1
199
214
±2
±2
241
253
8
R
20
R
20
R
165
±2
610
±2
83
±2
±2
±2
167
ZZ
L
8
R
20
R
99
±1
37
±1
125
±2
±3
715
30
R
B
41
±1
480
±1
170
±1
170
225
122.5
A
500
50
J
740
790
±1.5
231
138
– 5 –
Page 9
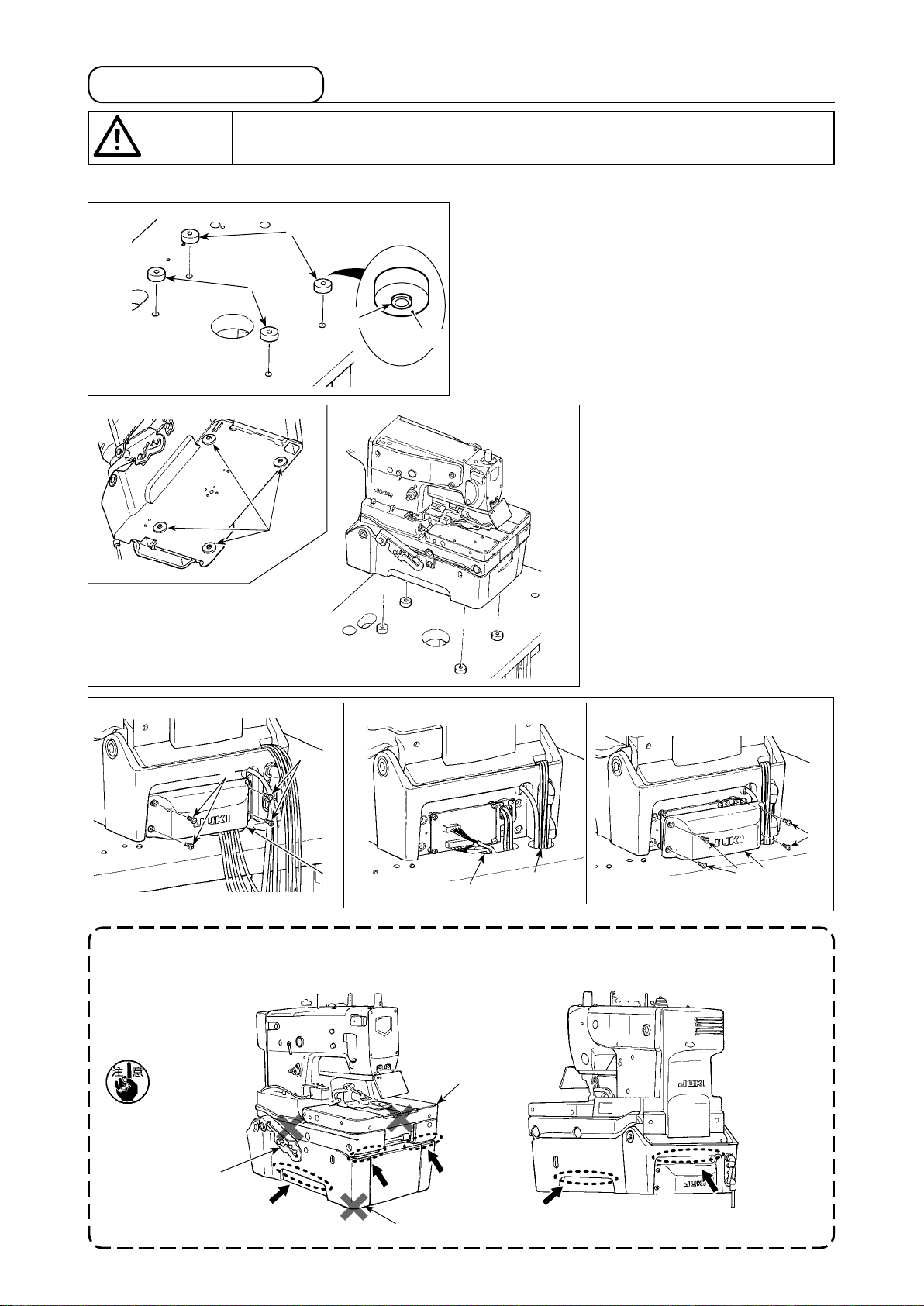
3-2. 电气箱的安装
❷
请用电气箱附属的 4 个螺栓❷、4 个平垫片❸、4
个弹簧垫❹、4 个六角螺母❺把电气箱❶安装的图
示的位置。
❸
❹
❺
❶
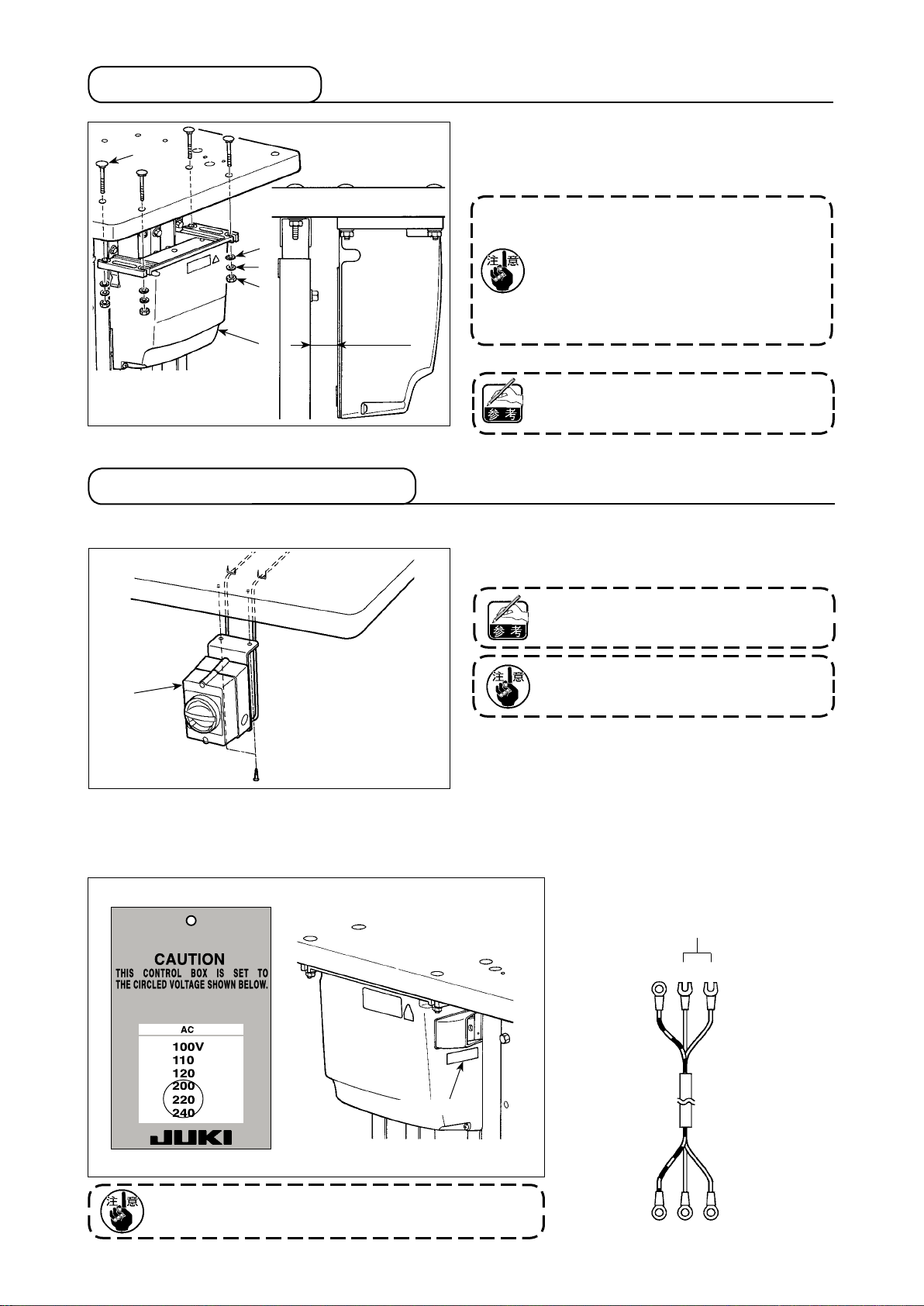
3-3. 电源开关的安装和连接
1) 电源开关的安装
30mm 以上
1. 请把电气箱
安装到距离腿 30mm 以上
❶
的位置。电气箱❶距离腿过近的话,电
气箱发热会造成缝纫机错误动作。
2. 半落地式规格时,请进行了「3-9. 调节
器和总管的安装」 p.20 之后,再进行
实施。
螺栓❷是角根螺栓 M8 长度为 70,螺母
❺
时六角螺母 M8。
请把电源开关❶用 2 个木螺丝❷固定到机台下面。
木螺丝
的口径是 5.1 长度为 20。
❷
❶
2) 电源电缆的连接
在电源电缆上的电源表示标签上以及在电源箱上粘贴的额定
标牌上都标明着电源规格。请链接适合规格要求的电缆线。
电源表示标签
额定规格标牌
半落地式规格时,请进行了「3-9. 调节器
和总管的安装」 p.20 之后,再进行实施。
■单相 200 ~ 240V 的连接
AC200 ~ 240V
浅蓝
绿 / 黄 -GND
褐
电源开关侧
电源线
(例如 :200V 时)
请绝对不要在电压规格不同的状态下使用机器。
插头侧
– 6 –
Page 10
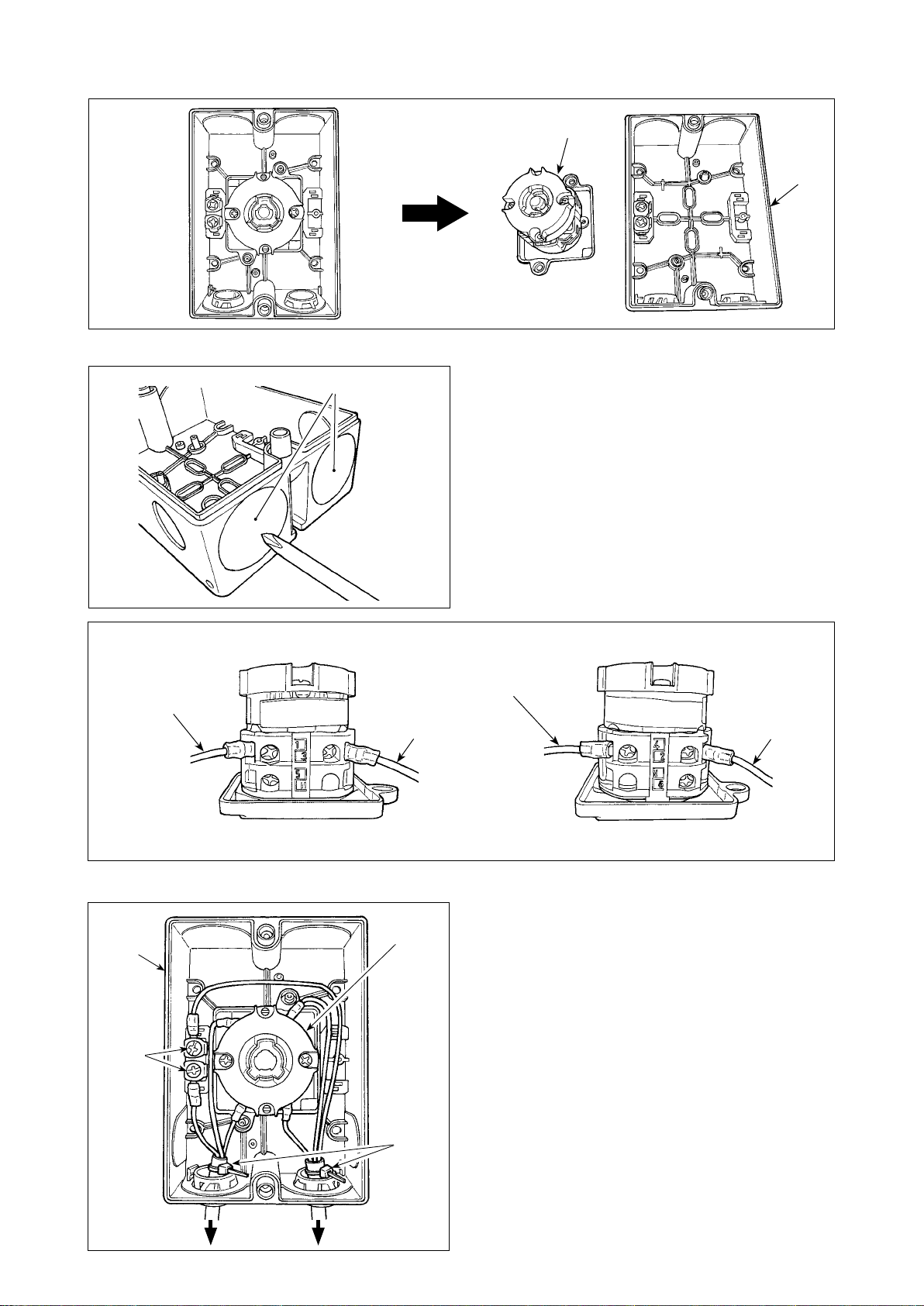
[ 电源电缆线的连接 ]
❷
❶
1) 从开关箱
上卸下开关主体❷。
❶
从电气箱连接出来的电缆
褐色
❸
浅蓝色
2) 有关开关箱下部的蒙蔽嵌管
,用带尖的东西
❸
一扎蒙蔽嵌管的中心就可以开孔。(2 处)
※ 开孔时,请注意不要扎到手。
从插头连接出来的电缆
浅蓝色
褐色
褐色 : 开关端子 1 浅蓝色 : 开关端子 3
褐色 : 开关端子 2 浅蓝色 : 开关端子 4
3) 如图所示那样,把从电气箱和插头连接过来的电缆连接到开关主体
4) 如左图所示那样,请把从电气箱和插头连接过
❶
❷
来的地线(绿/黄)连接到开关箱的地线端子
上。
❹
把开关主体
(安装时请注意不要把开关主体的安装方向上
下颠倒。)
❹
❺
电气箱 插头
如图所示那样安装附属的扎线带
– 7 –
上。
❷
安装到开关箱❶上。
❷
。(2 处)
❺
Page 11
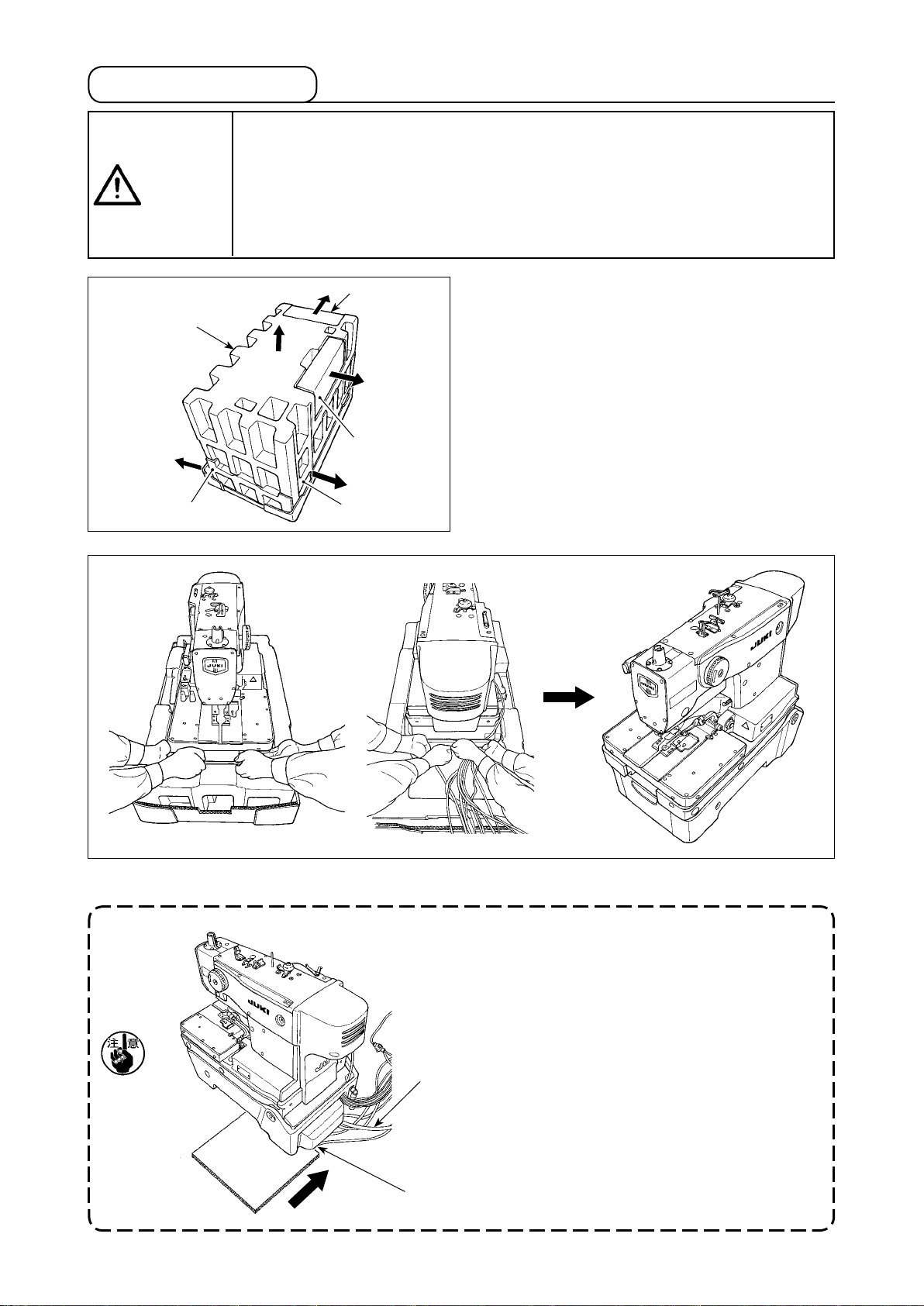
3-4. 缝纫机的取出
1. 取出缝纫机时,请让接受过培训的技术人员来进行操作。
2. 缝纫机约有 110kg 重的质量。请用 4 人以上来取出缝纫机。
3. 安装缝纫机完了之前,请不要给缝纫机施加过大的力量。否则机器的平衡破坏,发
危险
生缝纫机或缝纫机机台翻倒,因而发生人受伤或损坏缝纫机的事故。
4. 为了防止缝纫机突然的起动造成的事故,缝纫机安装完了之前,请不要连接电源插
头。
❹
❸
❺
❷
❶
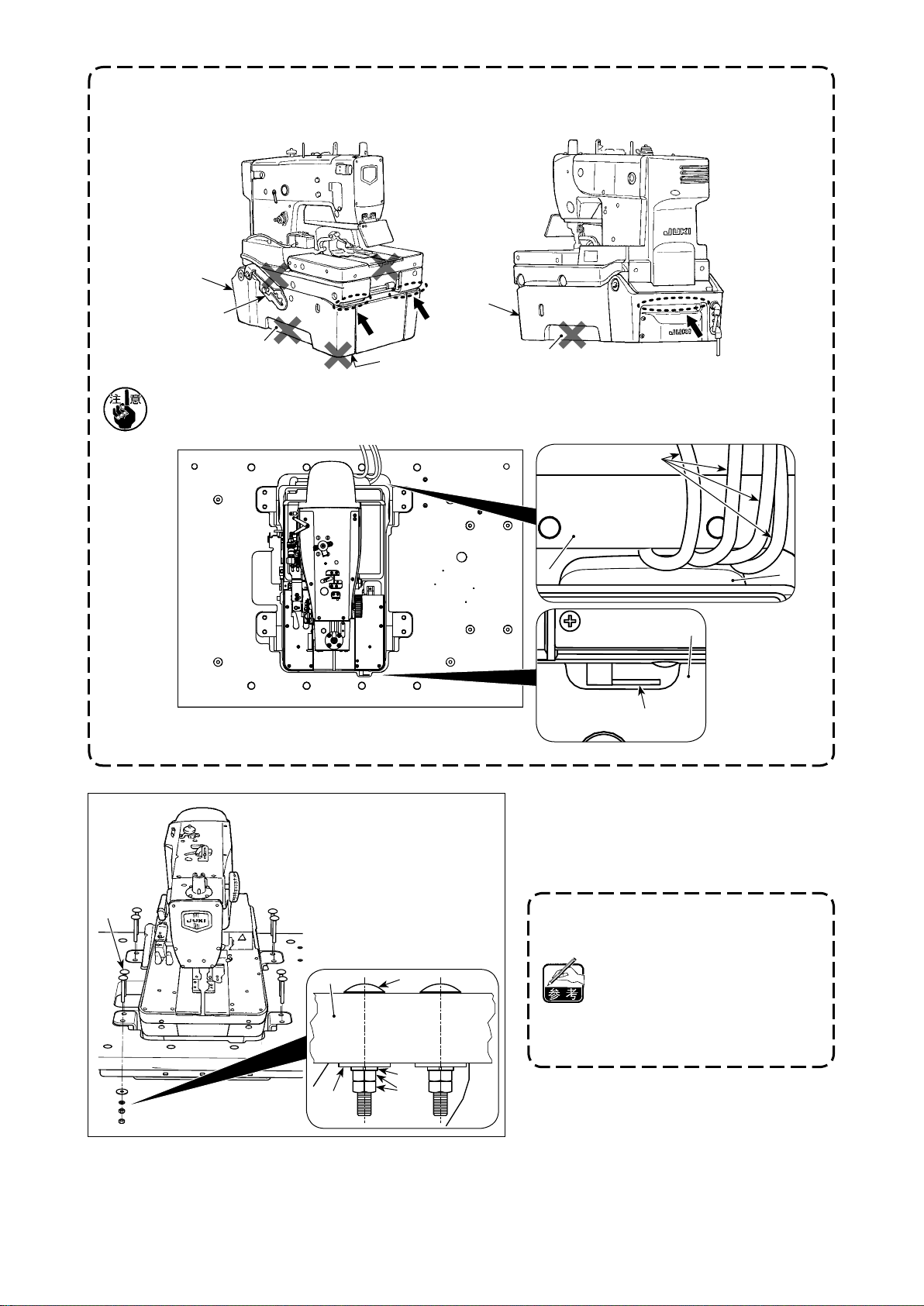
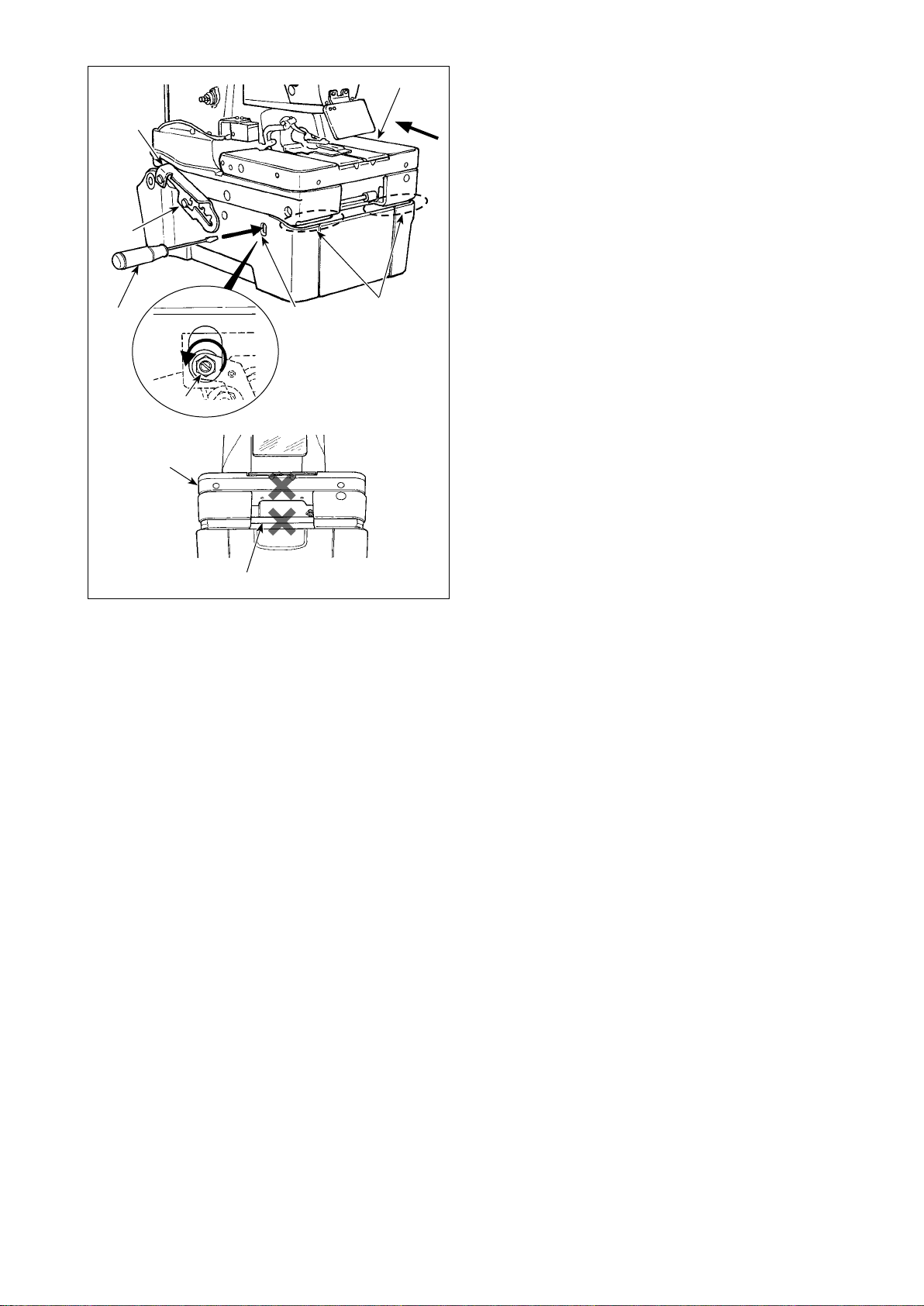
1) 向箭头方向移动卸下附属品箱
2) 向箭头方向移动卸下上泡沫塑料
3)
向箭头方向移动卸下左右的中泡沫塑料
❶和❷
❸
。
。
❹❺
。
4) 用 4 个人一起手持图示的部位,从包装箱中取出缝纫机,放到地面上。
请用不使用的纸箱、包装材料铺到地面和缝纫机之间,
以免损伤地面,另外还请注意不要把电线等夹到 INT 护
罩和地面之间。
电线
INT 护罩
– 8 –
Page 12
3-5. 缝纫机的安装
警告
(1) 台式规格时
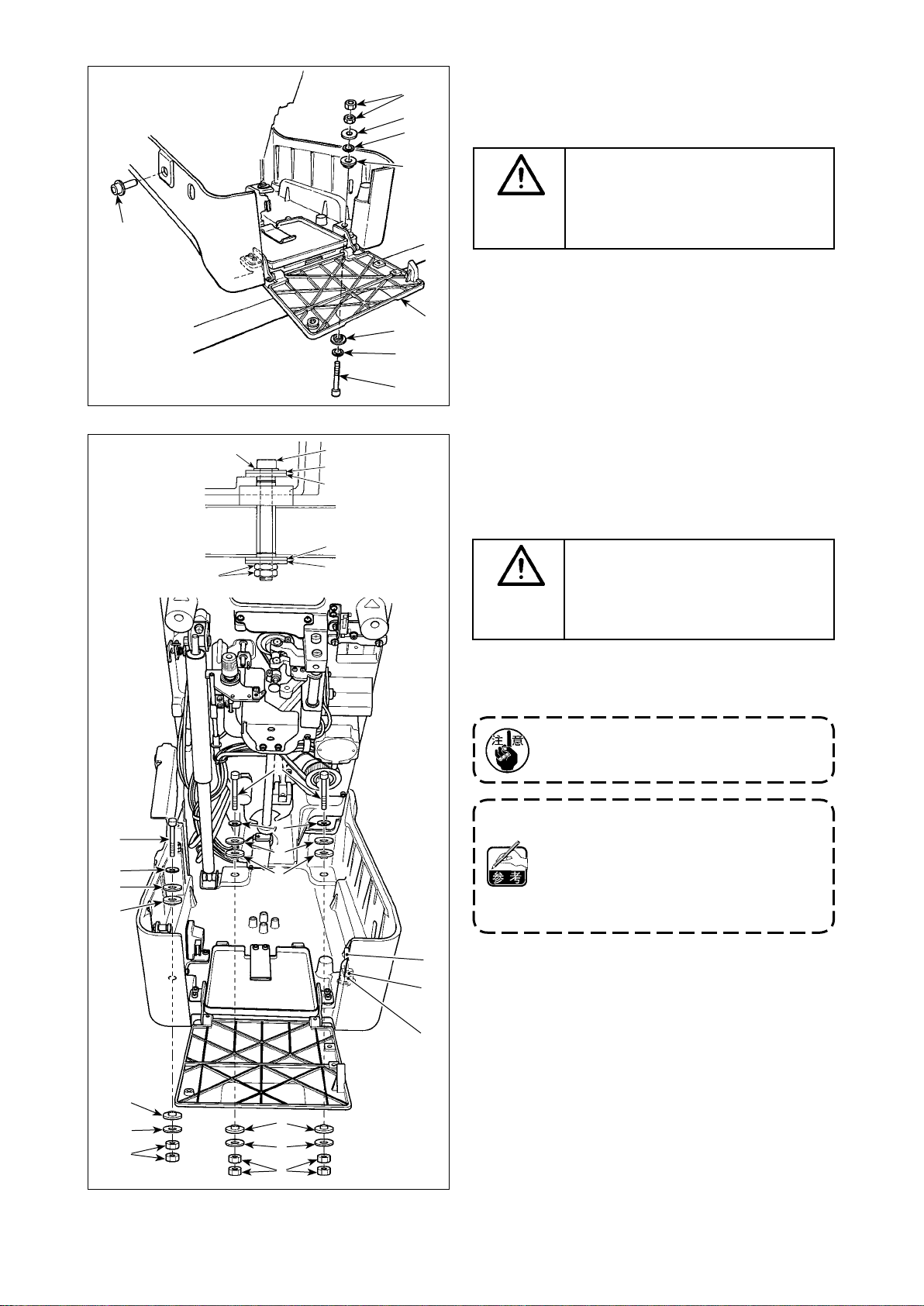
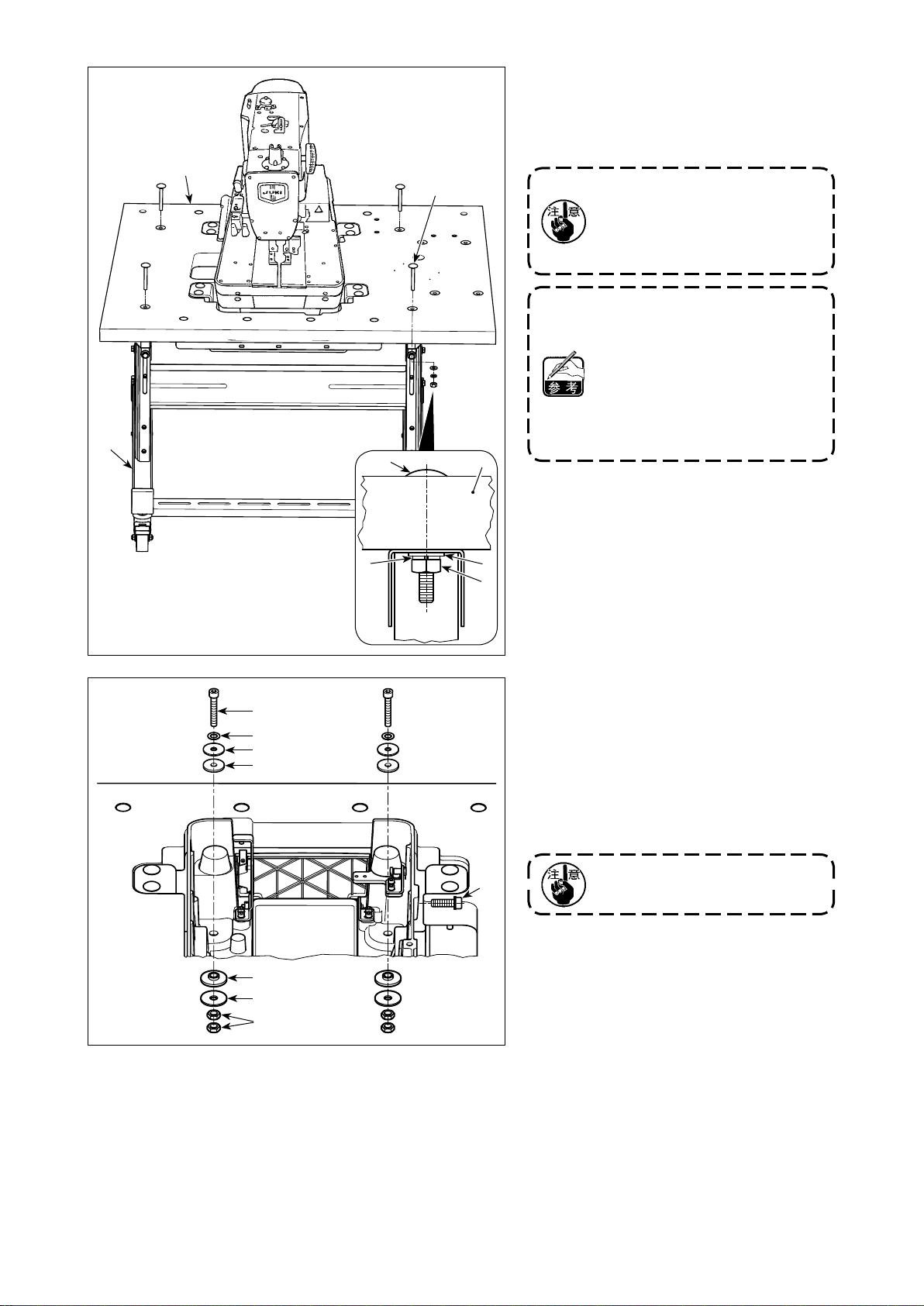
1)
搬运缝纫机时,请用 4 人以上来进行搬运。
操作请在地面水平的地点进行。
1) 剥下 4 个位置上的螺栓橡胶 B
❶
排地黏贴到机台的各个孔上。 ( 请让螺栓橡
胶 B 的凸侧朝下方向。)
❶
下
側
剥离纸
A
的剥离纸,并
❶
2) 把缝纫机放置到机台上面,
让底座护罩的凹部 A 进入
螺栓橡胶 B❶的上方。
3) 卸下 4 个固定螺丝
❾
,然
后再卸下 INT 护罩。
4) 把从缝纫机机头引出来的
空气软管、电线插入到机
台的孔里。
5) 用 4 个固定螺丝
安装好
❾
INT 护罩。
2)
3)
4) 5)
❾
❾
电线
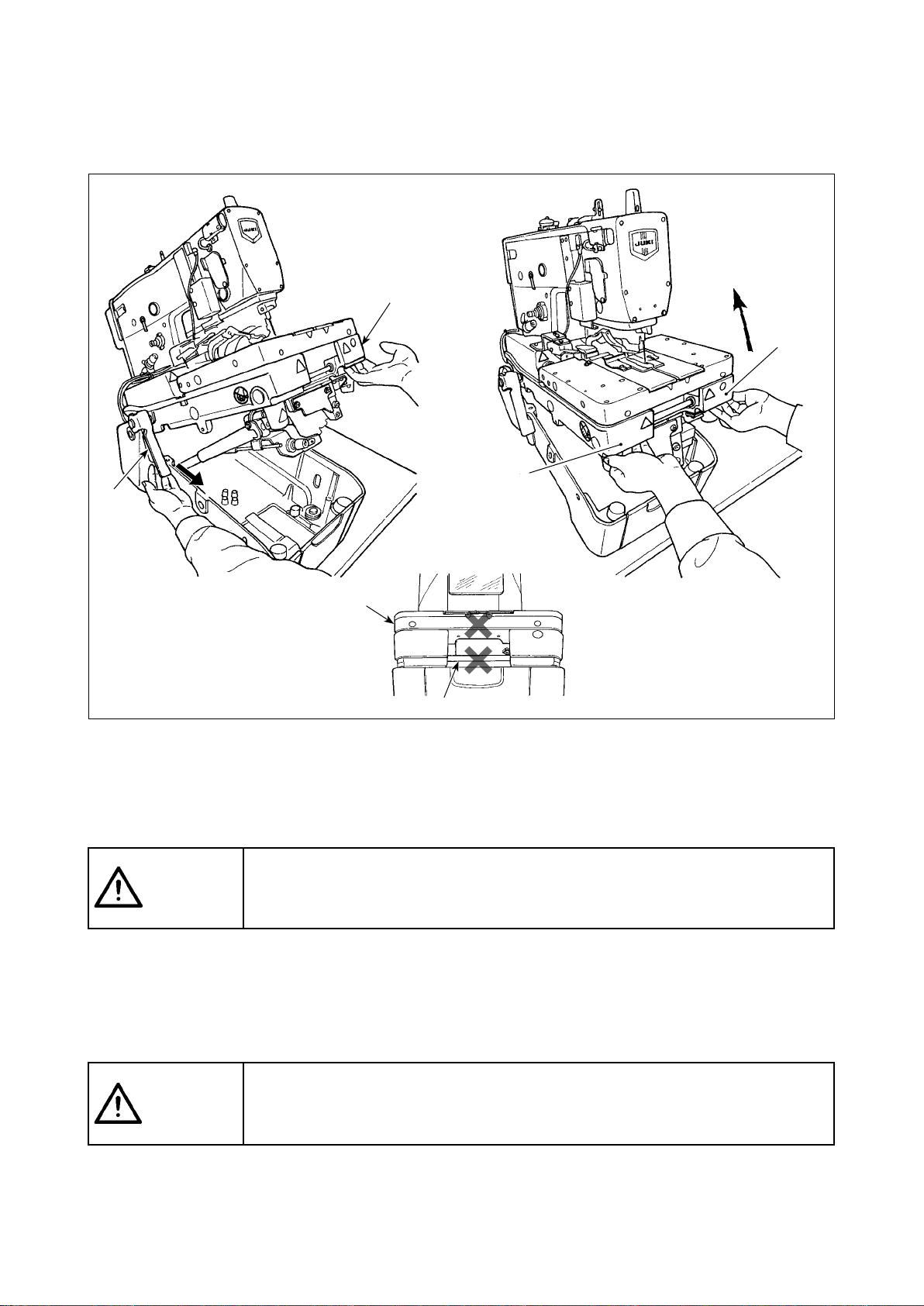
1. 抬起缝纫机机头时,请手持图中的虚线圆圈处,而且至少要 4 人以上来操作。
2. 请不要手持铰链止动器、底盘护罩的底面和传送台。
传送台
空气软管
❾
❾
铰链止动器
底盘护罩
– 9 –
Page 13
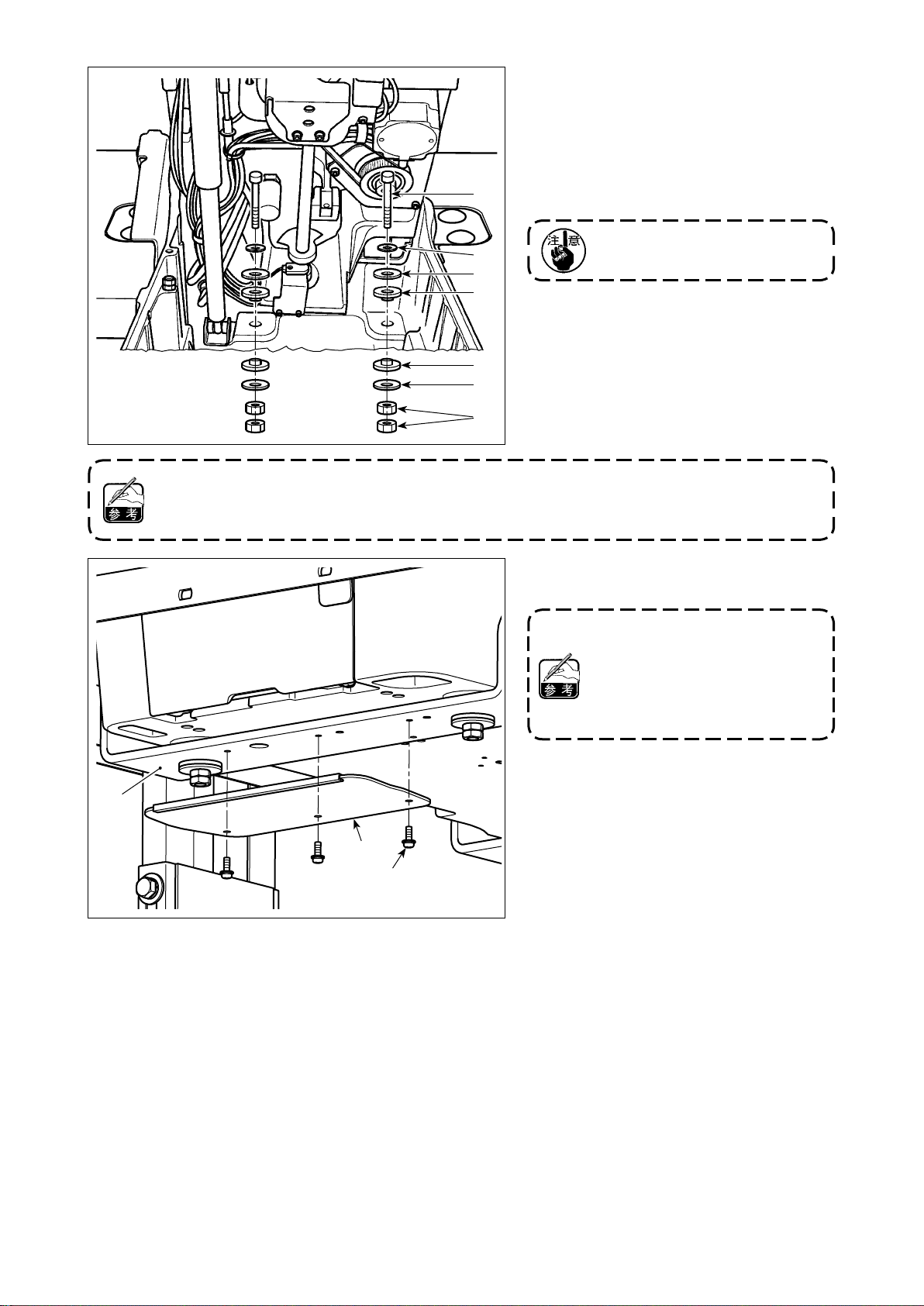
6), 7)
❻
❼
❹
6) 卸下机头固定螺栓
,把缝纫机抬起到铰链止
❽
动器的第 1 段。抬起缝纫机时,请参照「3-6.
缝纫机的抬起方法和复原方法」 p.16。
❽
8) ~ 10)
❻
❼
❸
❹
❺
❺
❹
❺
❹
❸
❺
❷
请不要抬起到比第 1 段更高的位置。
因为缝纫机翻倒、掉落,有发生负伤
警告
7) 打开前护罩
或缝纫机损坏的危险。
,把 1 个螺栓❸、1 个垫片❹、
❷
1 个螺栓胶垫❺从机台下方插入缝纫机右手前
侧,然后用 1 个螺栓胶垫❺、1 个垫片❹、1
个小垫片❼和 2 个螺母❻暂时进行固定。
8) 一定把缝纫机抬起到第 4 级,然后用剩余的 3
个螺栓❸、6 个垫片❹、6 个螺栓橡胶❺、3 个
垫圈❼以及 6 个螺母❻进行固定。
9) 卸下暂时固定的 1 个螺栓
操作中,请充分注意不要让身体接触
到横方向马达的连接器护罩❾的角
警告
部,以免发生人身伤害事故。
和 2 个螺母❻。
❸
❸
❼
❹
❺
❺
❹
❻
❸
❼
❹
❺
❺
❻
❹
❻
❸
❻
10) 请按照相反的顺序把卸下的 1 个螺栓
螺母❻更换后固定好。
固定螺栓❸和螺母❻时,请让螺栓胶垫
稍稍有些挤瘪的程度。
1. 机头固定螺栓
用,因此请妥善保管好。移动缝纫机时,
请一定安装好。
2. 螺栓
螺母❻为 M8。
是带六角孔螺栓 M8 长度为 85、
❸
在移动缝纫机时需要
❽
和2个
❸
❺
– 10 –
Page 14
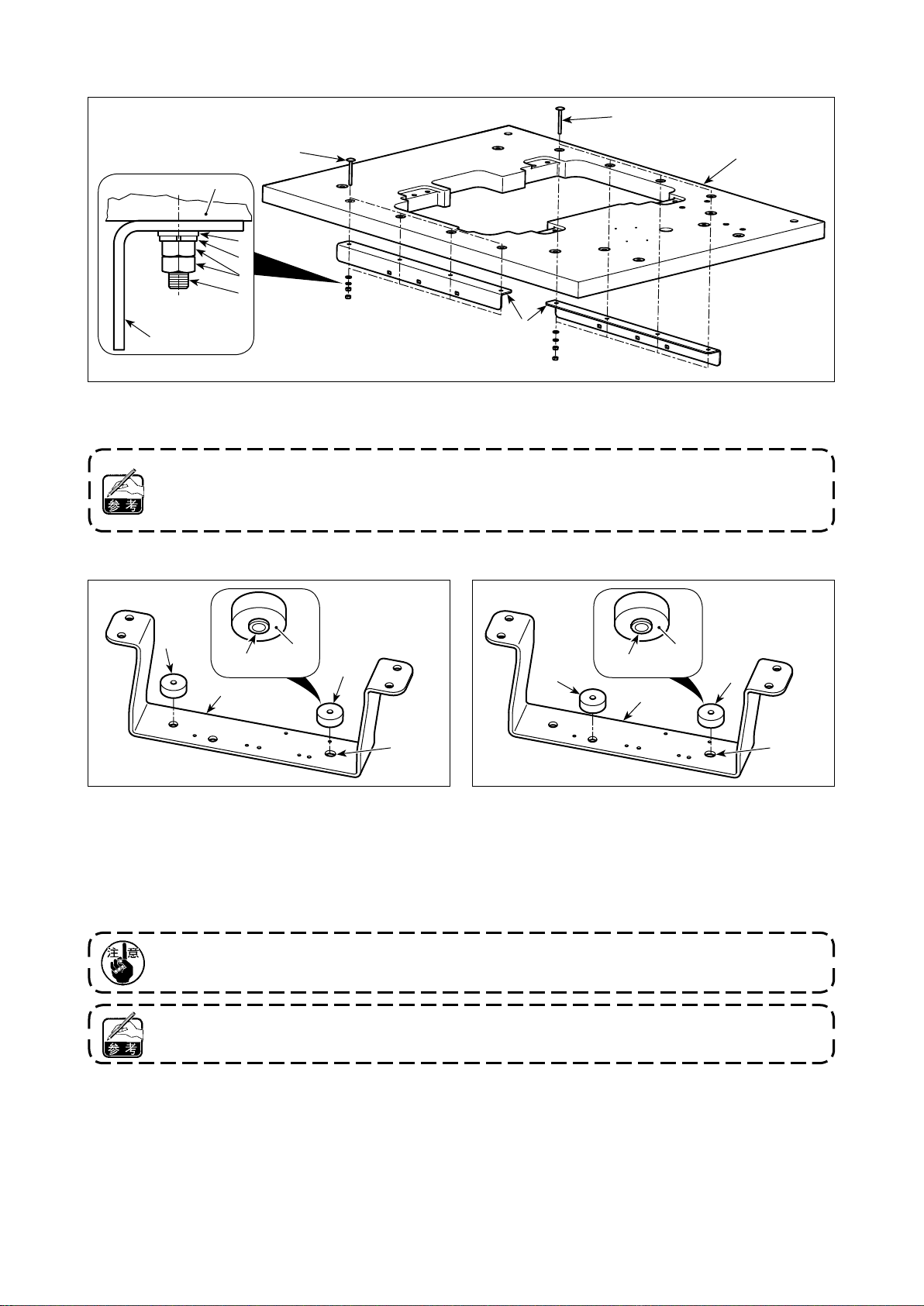
(2) 半落地式规格时
❸
❷
机台加固板的安装
①
1) 用 8 个螺栓
螺栓❸是圆头方颈螺栓 M6 长度 60、平垫片❹是 φ12.5×φ6.4×t1.6、弹簧垫片❺是 M6 用、螺母
是 M6(1 种)。
❻
螺栓❸,平垫片❹,弹簧垫片❺,螺母❻均是半落地式组件(货号 :40157881)中同包装的零件。
❸
❶
❹
❺
❻
❸
❷
、8 个平垫片❹、8 个弹簧垫片❺、16 个螺母❻把 2 个机台加固板❷固定到机台❶上。
❸
❶
❶
下
側
❷
底座护罩支架(前)的组装
②
1) 卸下 2 个螺栓橡胶 B
座护罩支架❷上。
※ 右侧的螺栓橡胶
来将是靠近左侧(尖头方向)粘贴。
A
对于底座护罩支架❷的长孔
❶
1. 把螺栓橡胶 B
2. 请注意左侧的螺栓橡胶 B
把螺栓橡胶 B❶均是头配件。同时,
包装的零件。
剥离纸
❶
下
側
剥离纸
❷
⇦
A
底座护罩支架(后)的组装
③
上的剥离纸❸,贴到底
❶
1) 卸下 2 个螺栓橡胶 B
上的剥离纸❸,贴到底
❶
座护罩支架❷上。
※ 右侧的螺栓橡胶
来将是靠近右侧(尖头方向)粘贴。
A
的凸部朝向下侧,然后分别插入到底座护罩支架❷的各个孔里。
❶
的安装位置。
❶
底座护罩支架
均是半落地式组件(货号 :40157881)中同
❷
对于底座护罩支架❷的长孔
❶
❶❶
⇦
A
– 11 –
Page 15
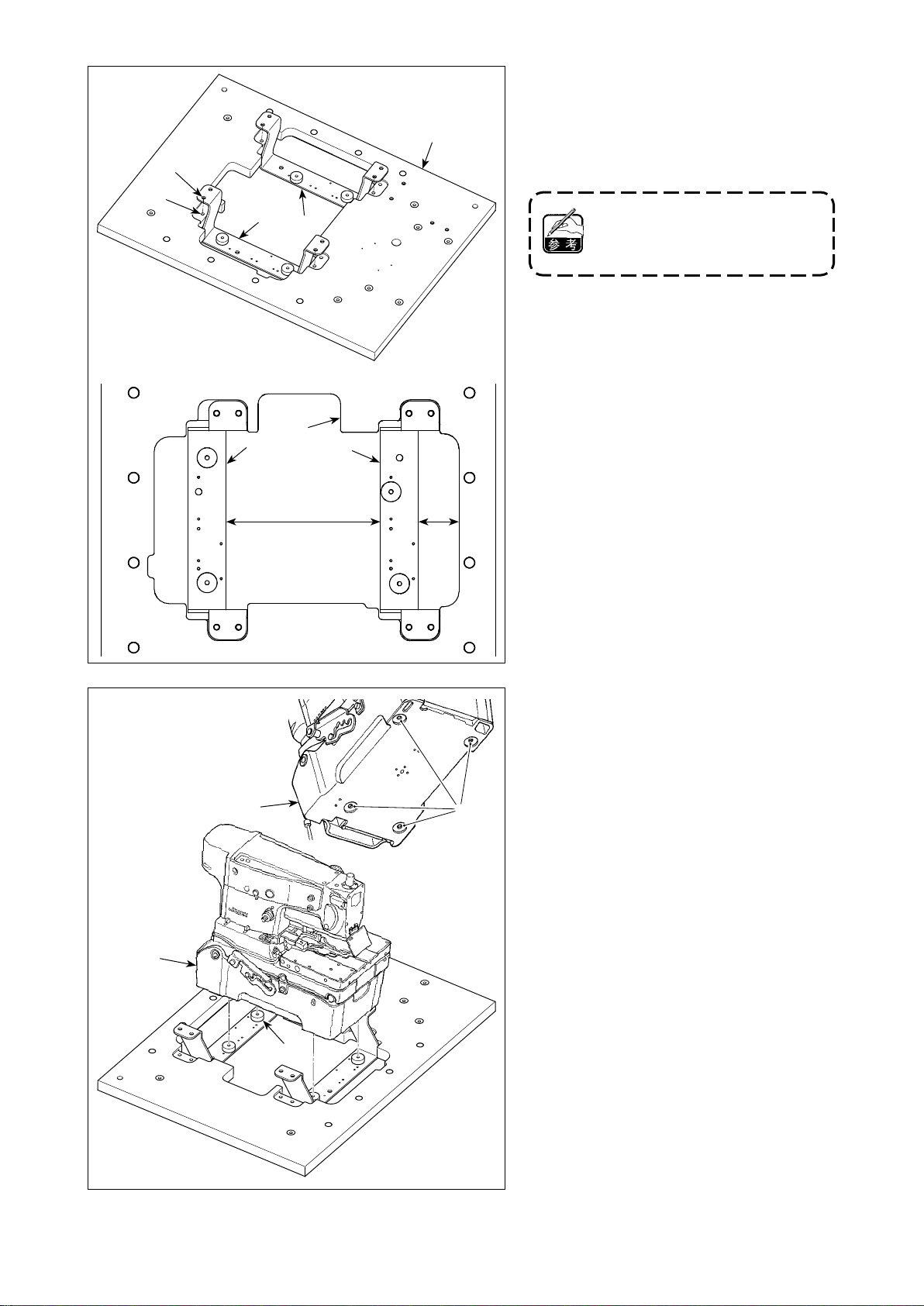
A
B
❷
❷
❶
❸
❸
❶
④ 安装
1) 把机台
、底座护罩支架(前)❷、
❶
底座护罩支架(后)❸放到地面上。
2) 把各个底座护罩支架的安装孔
机台❶的底座护罩支架安装孔A。
此时,底座护罩支架之间的距离
为 309mm,底座护罩支架(后)
和机台❶之间的距离为 81mm。
❸
B
对准
❺
❺
309mm
81mm
3) 把缝纫机机头安放到底座护罩支架上。
此时,安放上缝纫机机头,并让螺栓
橡胶 B❹进入到底座护罩❺的凹部C。
C
❹
– 12 –
Page 16
1. 抬起缝纫机机头时,请手持图中的虚线圆圈处,而且至少要 4 人以上来操作。
2. 请不要手持铰链止动器
❺
❻
、底座护罩❺的底面D以及侧面的凹部E。
❻
❺
E
D
3. 安放缝纫机机头时,请不要让手柄
管夹到 INT 护罩❽和机台❶之间。
E
、INT护罩❽碰撞到机台❶。同时,请注意不要把配线和配
❼
配线、配管
❶
❶
❼
❽
❾
4) 向上抬起机
,请用 8 个螺栓❾8个
❶
平垫片、8 个弹簧垫片16 个螺母
固定机台❶和底座护罩支架(前)❷、
底座护罩支架(后)❸。
螺栓
是圆头方颈螺栓
❾
M8长度70、平垫片是
φ30×φ8.5× t2、弹簧垫片是
❾❶
M8 用、螺母是 M8(1 种)。
螺栓❾,平垫片,弹簧垫片,
螺母均是半落地式组件(货号 :
40157881)中同包装的零件。
– 13 –
Page 17
❶
5) 用 4 人以上来抬起机台
的 4 角,放
❶
到组装起来的脚上,然后用 4 个螺
栓、4 个平垫片、4 个弹簧垫片、
4 个螺母固定起来。
搬运机台❶时,请用 4 人以上
1.
来进行搬运。
2. 请不要倾斜机台
,水平地抬
❶
起机台。
❶
螺栓
为圆头方颈螺栓5/16
齿18长度70,平垫片为
φ18× φ8.5× t1.6, 弹 簧 垫 片
为 φ15× φ9× t2, 螺 母为
5/16 齿 18。
螺栓,平垫片,弹簧垫片,
螺母均是头配件。
6) 卸下机头固定螺栓
,把缝纫机抬起
到铰链止动器的第 3 段。抬起缝纫机时,
请参照「3-6. 缝纫机的抬起方法和复
原方法」 p.16。
7) 用 2 个螺栓
、2 个垫片、4 个平垫
片、4 个螺栓橡胶、4 个螺栓橡胶
固定到缝纫机前侧的 2 处。
– 14 –
固定螺栓和螺母时,请让螺
栓胶垫稍稍有些挤瘪的程度。
Page 18
8) 把缝纫机抬起到铰链止动器的第 4 段。
抬起缝纫机时,请参照「3-6. 缝纫机
的抬起方法和复原方法」 p.16。
9) 用 2 个螺栓
、2 个垫片、4 个平垫
片、4 个螺栓橡胶、4 个螺母固
定到缝纫机里面前侧的 2 处。
1. 机头固定螺栓
2. 固定螺栓
固定螺栓
是带六角孔螺栓 M8 长度 50、平垫片是 φ30.5×φ8.5×t2、螺母是 M8(3 种)。
,垫片,平垫片,平垫片,螺母均是头配件。
固定螺栓
在移动缝纫机时需要用,因此请妥善保管好。移动缝纫机时,请一定安装好。
栓胶垫稍稍有些挤瘪的程度。
10) 用 3 个固定螺丝
和螺母时,请让螺
把托盘固定到底
座护罩支架(前)❷上。
固定螺丝
的带垫片盘小螺丝 M4
长度为 12。
托盘、固定螺丝均是半落地
式组 件( 货号 :40157881) 中 同
包装的零件。
❷
– 15 –
Page 19
3-6. 缝纫机的抬起方法和复原方法
1. 为了防止因被夹入而造成的人身伤亡事故,除了安装、修理、调整缝纫机以外的目
的请不要抬起缝纫机。另外,因修理、调整缝纫机需要抬起缝纫机时,请让熟悉机
器的维修保养技术人员在指示范围内进行操作。
2. 想抬起缝纫机,但是因为缝纫机很重而无法抬起时,有可能是气簧的气体泄漏等引
起的功能不良。在此状态下抬起缝纫机的话,因为有缝纫机掉落而砸伤手、手指、
手臂等的危险,所以请绝对不要去抬起缝纫机。
危险
警告
※ 请参照「10-14.(6) 气簧的大致更换时期」 p.94 和「10-14.(7) 气簧的更换」
p.95。
3. 为了防止手、手指、手臂等被夹伤的事故,请一定遵守以下的规定进行操作。
用手扳动缝纫机时,请一定手持机台前侧的扳手。
・
请在抬起缝纫机后的位置锁定铰链止动器,牢固地固定好缝纫机。
・
4. 请不要手持机台前侧的扳手以外的地方。
5. 把传送台移动到前侧的位置的状态下抬起缝纫机,传送台移动,有夹伤手、手指的
意想不到的危险。
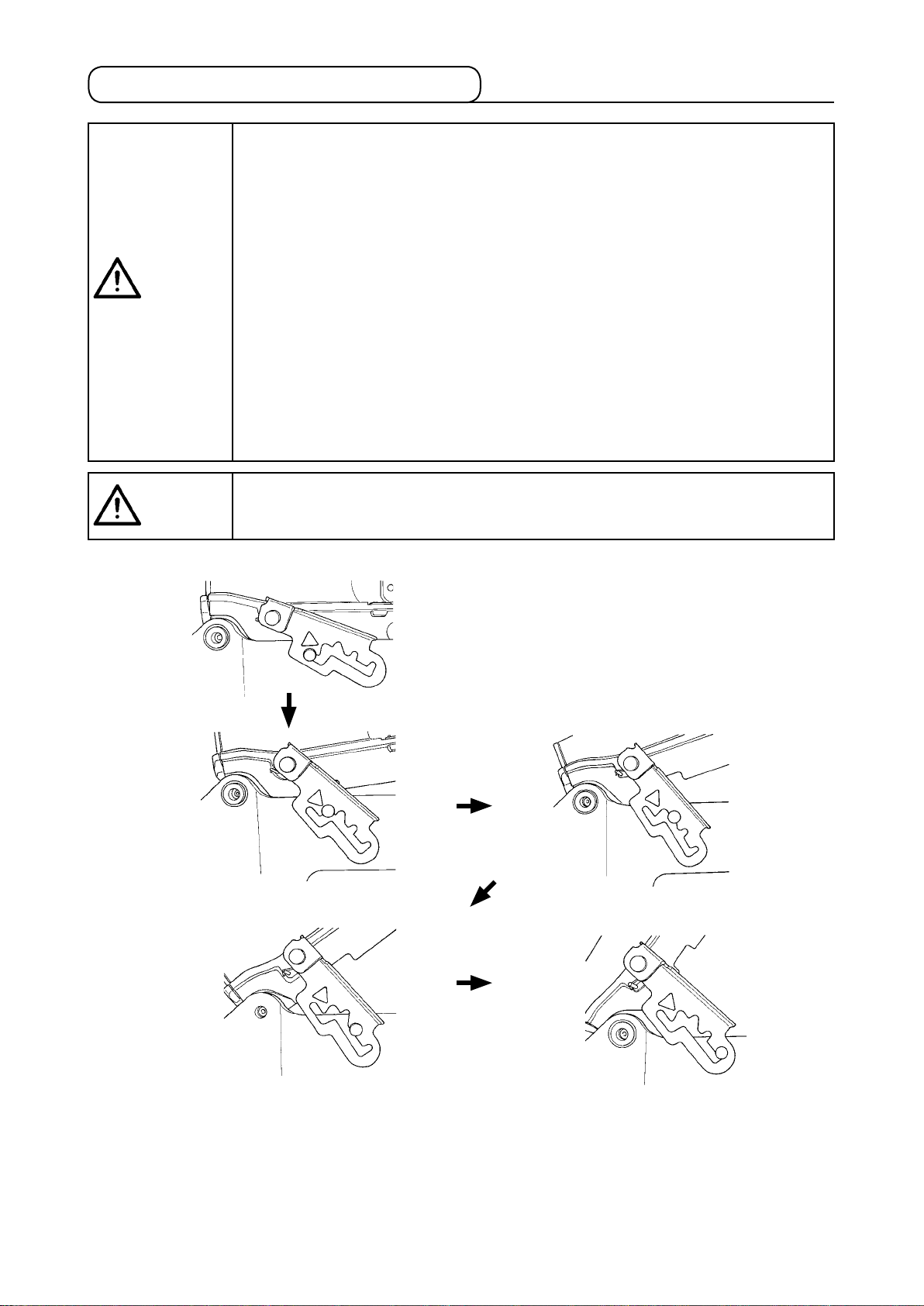
抬起缝纫机和返回到原来的位置时,请在铰链止动器的各阶段停止位置确认支撑轴是
否被锁定。
缝纫机最大可以抬起到第 4 段的高度和返回到原来位置。
第1段
第3段
第2段
第4段
– 16 –
Page 20
❹
❼
❻
❷
❺
❸
❶
❷
1) 抬起缝纫机时,把传送台
安进里面(箭头方
❷
向)之后,把螺丝刀❹插进底盘护罩开闭用工
具孔❸里,然后向反时针方向转动缝纫机升降
锁定器❺,就可以解除锁定。
2)
转动一字形螺丝刀
,在解除了锁定的状态下,
❹
手持机台前侧的把手❶,慢慢地抬起缝纫机。
3)
取下一字形螺丝刀
,用双手扳着机台前侧的
❹
把手❶,慢慢地抬起到铰链止动器❻的第 1 段。
此时,请注意不要手持传送台
。
❽
4)
请确认铰链止动器
是否被支撑轴❼锁定,然
❻
、传送导向轴
❷
后把手放开。
5)
把缝纫机从第 1 段抬起到第 3 段时,用双手持
机台前侧的把手❶,慢慢地抬起到铰链止动器
需要的段。
❽
– 17 –
Page 21
[ 把缝纫机从第 3 段抬起到第 4 段时 ]
6) 请用右手手持机台前侧的把手
7)
用双手持机台前侧的把手
❻
A
❶
,慢慢地抬起到铰链止动器❻的第 4 段。
❶
,向箭头 A 方向拉铰链止动器❻,解除锁定,然后慢慢地抬起缝纫机。
❶
❶
❶
❷
❽
8)
返回缝纫机到原处时,请确认在底盘护罩内是否没有螺丝刀类的工具等。
9) 用右手持机台前侧的把手
方向)解除锁定,然后慢慢地放下缝纫机。
10)
从铰链止动器处放开左手,然后用双手支撑机台前侧的把手
1. 为了防止发生夹伤手、手指、手臂等事故,请不要持续向 A 方向移动铰链止动器
危险
2. 请不要手持传送台
11) 在各段锁定铰链止动器,缝纫机停止。然后按照 9)的要领用右手持机台前侧的把手
后,再用左手持铰链止动器的把手,接触锁定,慢慢地放下缝纫机。
12)
为了安全,在下降最终阶段再一次停止缝纫机。按照 9)的要领用右手持机台前侧的把手
起之后,用左右持铰链止动器的把手,解除锁定然后再慢慢地放下缝纫机。
,稍稍抬起缝纫机之后,再用左手持铰链止动器的把手❻,拉到前侧(A
❶
,继续地下落缝纫机。
❶
的状态下放下缝纫机。(请一定手放开铰链止动器。)
、传送导向轴❽。
❷
,稍稍抬起之
❶
,稍稍抬
❶
危险
请注意不要把手、手指夹进缝纫机和底槽护罩之间。
特别是数个人一起手持机台前侧的把手以外的位置放下缝纫机时,有发生手、手指、
手臂被夹伤的危险,请绝对不能这样做。
– 18 –
Page 22
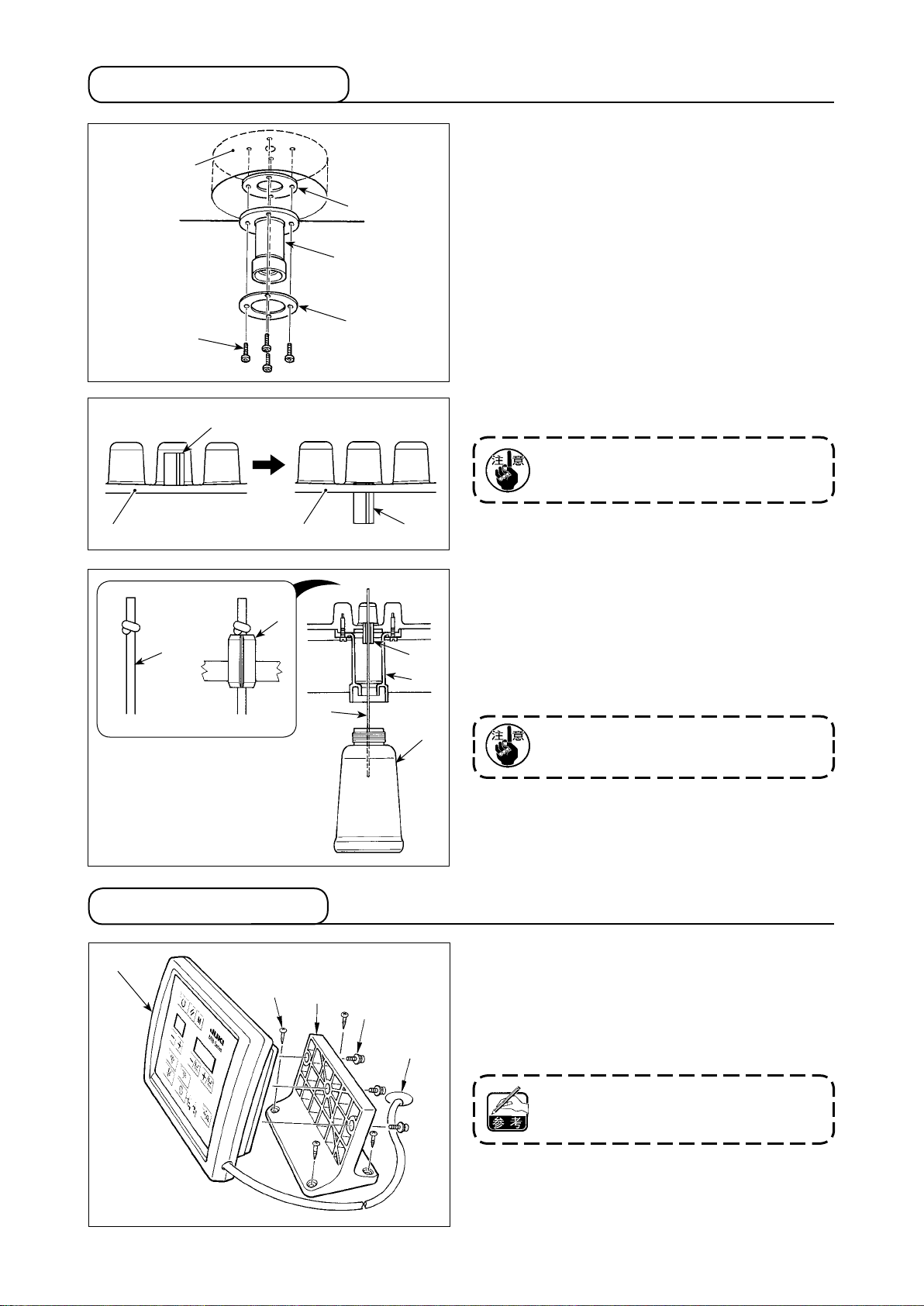
3-7. 聚酯油杯的安装
❺
❹
❶
❷
❸
1) 请先把缝纫机返回原来的状态。
2) 用固定螺丝
(4 个)把放油管❶、油封❷、
❹
垫片❸安装到底盘护罩❺上。
3)
抬起缝纫机。
❺
❻
❼
❼
❺
❻
❼
❼
❶
❽
4) 把底盘护罩
的弹簧销❼打进去让其与底盘护
❺
罩❺的高度基本一样。
打进弹簧销❼时,请注意不要弄坏底盘护
罩❺。
5) 在油芯 φ2.5
上打结,把油芯 φ2.5❻插入
❻
到底盘护罩❺的弹簧销❼,直到放油管❶出来
为止。
此时,请把附属品的油芯 φ2.5
的缝隙里。
❼
6)
把聚酯油杯
抬起缝纫机和返回缝纫机时,请参照「3-6.
缝纫机的抬起方法和复原方法」 p.16。
安装到放油管❶上。
❽
插进弹簧销
❻
3-8. 操作盘的安装
❺
❷
❶
❸
❹
1) 用 4 个木螺丝
右端附近的适当位置。
2)
把操作盘
3)
用 3 个固定螺丝
装板❶上。
– 19 –
把操作盘安装板❶安装到机台
❷
的电缆穿过机台的孔❹。
❺
把操作盘❺固定到操作盘安
❸
木螺丝
❸
的口径 3.8 长度为 20 ;固定螺丝
❷
的带垫片盘小螺丝 M4 长度为 16。
Page 23
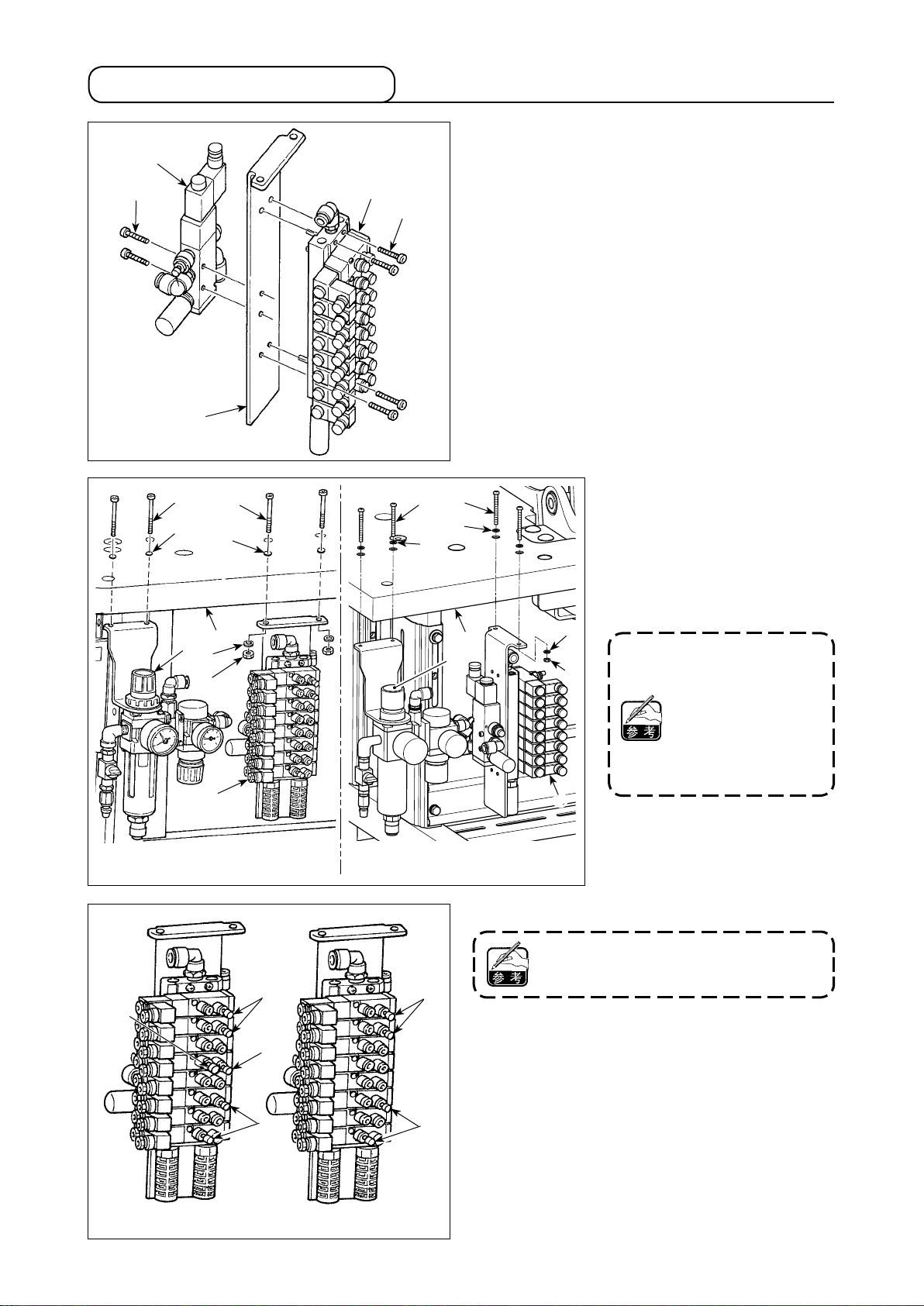
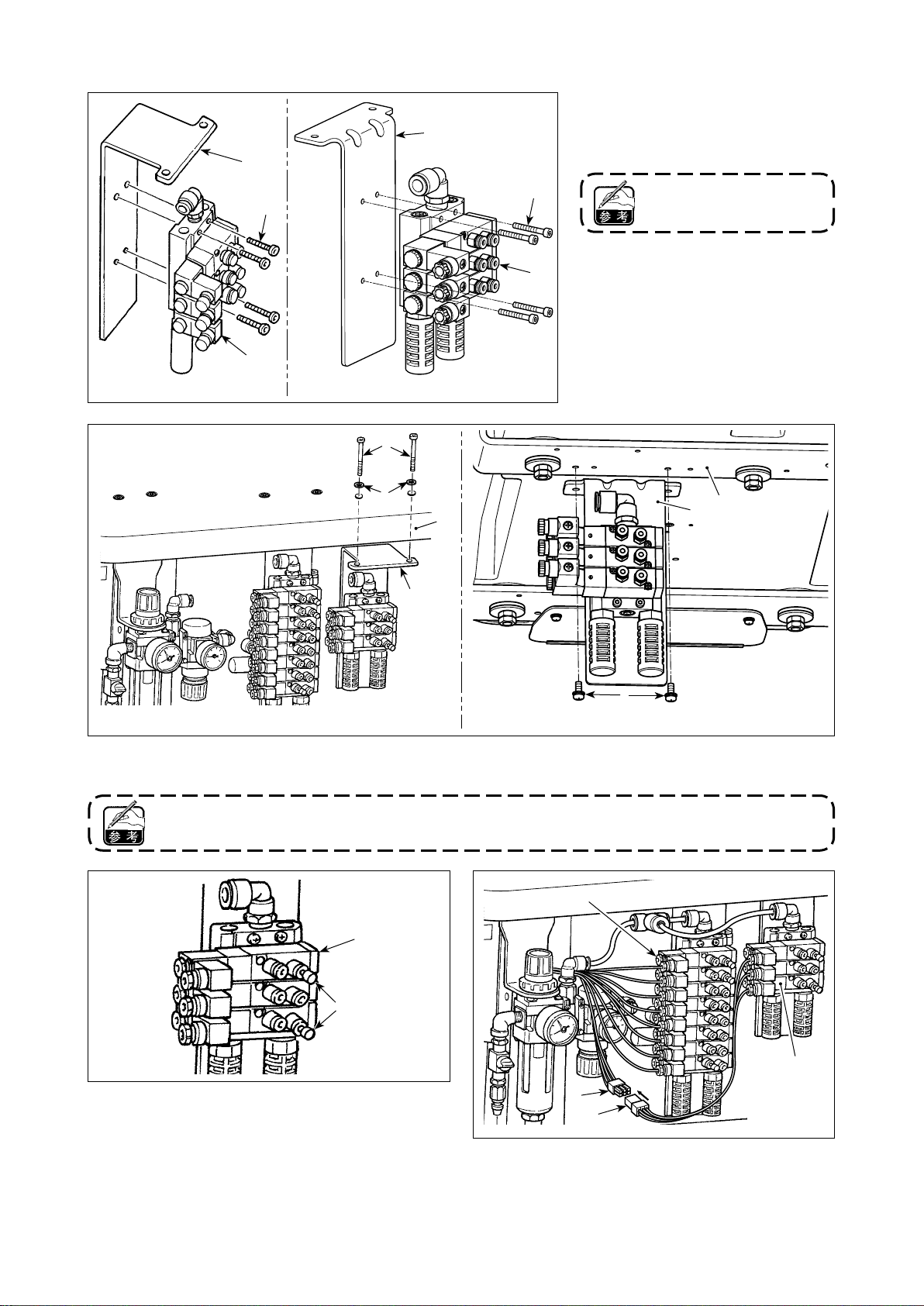
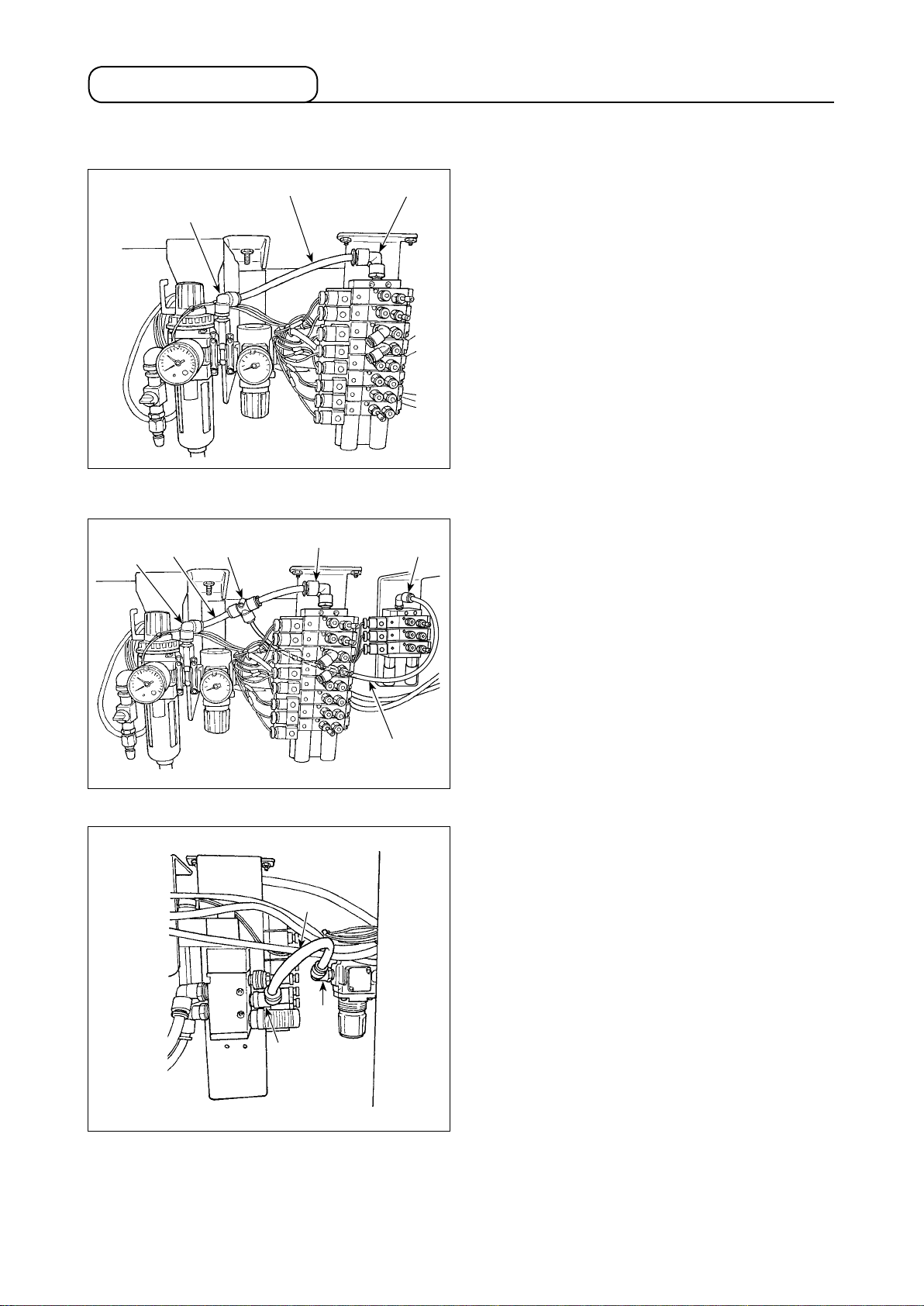
3-9. 调节器和总管的安装
❸
❹
❶
❾
❼
❽
❺
❷
❼
❻
❸
❹
1) 用 4 个固定螺丝
装板❾。
2)
用 2 个固定螺丝
板❾。
❻
❼
❷
❶
❺
❽
把总管组件安装到总管安
把电磁阀安装到总管安装
3) 用 2 个固定螺丝
片❹把调节器组件❶安装
到机台❷上。
4) 用 2 个固定螺丝
片❼、2 个螺母❽把总管
安装到机台❷上。
❼
、2 个垫
❸
、4 个垫
❻
固定螺丝❸、❻是盘
型螺丝 M5 长度 50,
固定螺丝、是带
六角孔螺栓 M4 长度
30,螺母❽是六角螺
母 M5。
❺
台式规格 半落地式规格
00 规格 01 规格
– 20 –
把固定栓
5)
安装到总管组件的左记位置。
固定栓是 φ4 孔用,是 φ6 孔用。
Page 24
[ 针线夹装置时 ]
台式规格
❷
❶
❸
❷
半落地式规格
❺
❽
❹
❶
❸
用 4 个固定螺丝
1)
把针线夹用
❸
总管组件❶安装到总管安装板
。
❷
固定螺丝
是带六角孔螺
❸
栓 M4 长度 30。
❻
❷
❷
❼
台式规格
2) 台式规格时,用 2 个固定螺丝
、用 2 个垫片❽把在 1)的步骤中组装的总管安装板❷安装到机台❹。
❺
半落地式规格
半落地式规格时,用 2 个固定螺丝❼把上述总管安装板安装到底座护罩支架(后)❻。
固定螺丝
是圆头螺丝 M5 长度 50,固定螺丝❼是带垫片圆头螺丝 M5 长度 12。
❺
❶
❾
3) 把固定栓
安装到针线夹用总管组件❶的左记
❾
位置。
固定栓
的一个请使用卸下总管组件的 No.39
❾
来进行安装。(No.39 连接在配管上。)
4) 连接标准总管
组件❶的连接器B。
– 21 –
A
B
的连接器A和针线夹用总管
❶
Page 25
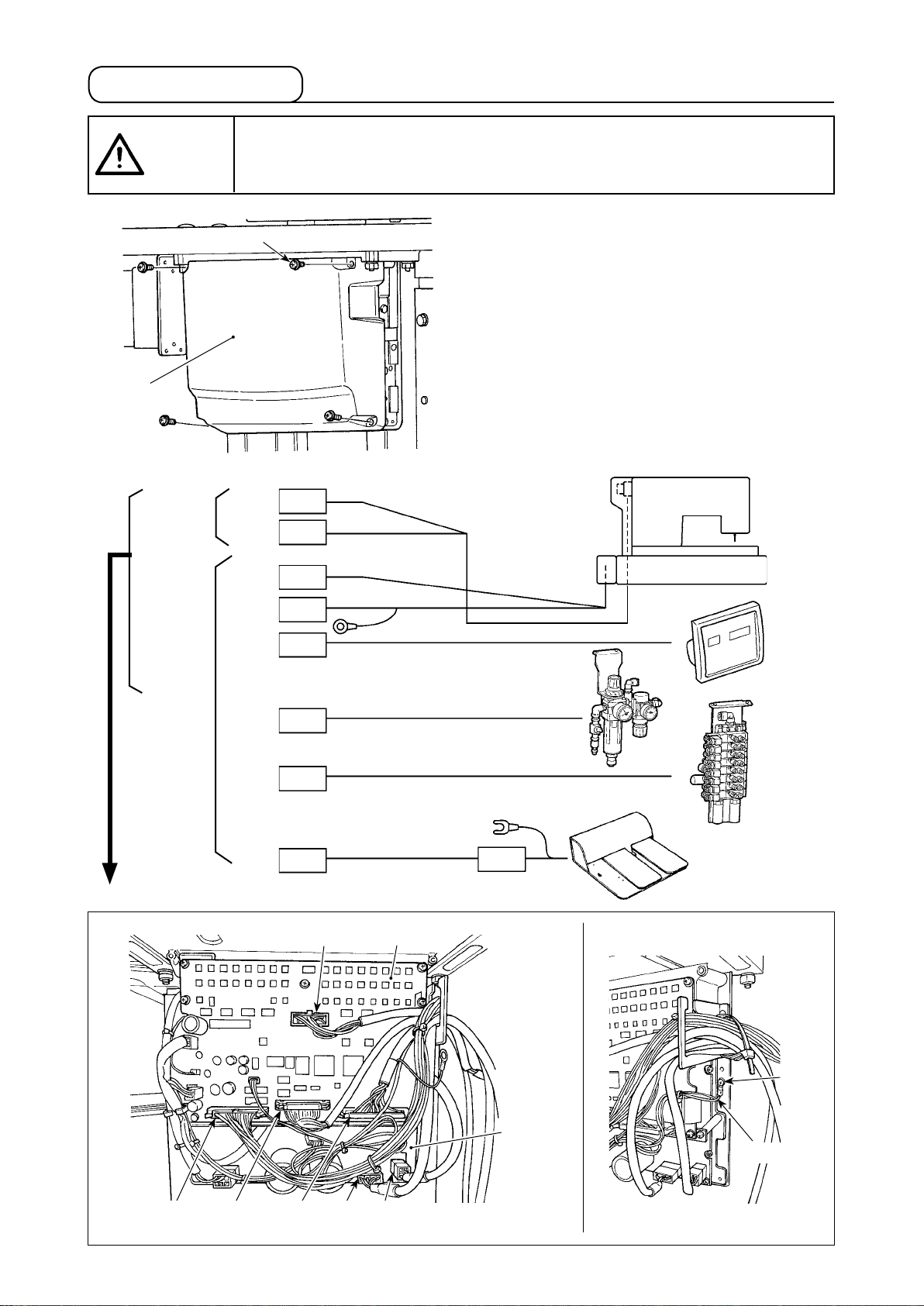
3-10. 电线的连接
为了防止触电 , 突然的起动造成人身的损伤 , 请关闭电源 , 经过 5 分钟以上之后再卸下护罩。
危险
为了防止因不熟练而造成的事故以及防止触电事故,请一定让具有电气专门知识的人或委
托本公司、代理店的技术人员进行有关电气的修理和维修。
❶
SDC 电路板
MAIN 电路板
❷
CN15
CN17
CN30
CN45 50P
CN34
9P
4P
16P
26P
白
白
白
褐
灰
1) 拧松电气箱护罩
的 4 个固定螺丝❷,卸下电
❶
气箱护罩❶。
2)
把各个电线分别连接到 MAIN 电路板、SDC 电路
板上的连接器。( 图 1)
3) 用螺丝把 INT 电路板信号电线的屏蔽地线固定
到电气箱 A 的位置。( 图 2)
缝纫机机头
操作盘
空气 SW
CN35
CN44
CN43 9P
30P
3P
CN30 白
白
蓝
红
电磁阀
10P
脚开关(选购品)
MAIN 电路板
A
SDC 电路板
屏蔽地线
CN44 蓝CN34
灰
CN45
褐
CN17
白
CN15
白
– 22 –
图1
图2
Page 26
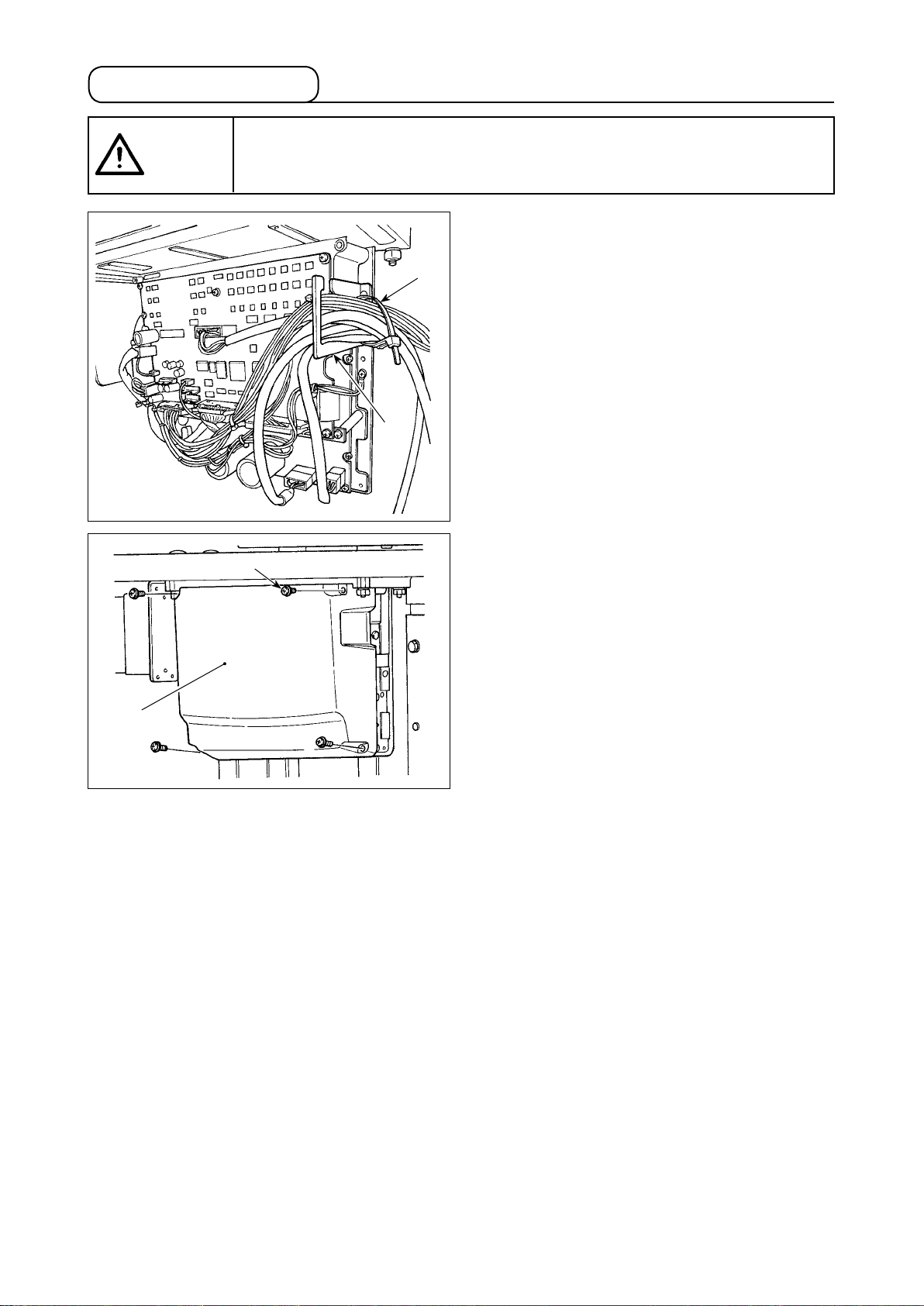
3-11. 电线的处理
为了防止触电 , 突然的起动造成人身的损伤 , 请关闭电源 , 经过 5 分钟以上之后再卸下护罩。
危险
为了防止因不熟练而造成的事故以及防止触电事故,请一定让具有电气专门知识的人或委
托本公司、代理店的技术人员进行有关电气的修理和维修。
❶
❷
1) 把机台下面的各个电线引到电气箱内。
2) 引进电气箱内的电线,请把它穿过电线出口板
,然后用扎线带❷进行固定。
❶
❸
❹
3) 用 4 个固定螺丝
安装电气箱盖❸。
❹
– 23 –
Page 27
3-12. 脚踏板开关的安装(选购品)
为了防止触电 , 突然的起动造成人身的损伤 , 请关闭电源 , 经过 5 分钟以上之后再卸下护罩。
危险
标准规格为手持开关。
使用选购品脚踏板开关(货号 40033831)时,请用以下的方法进行连接。另外,连接时还需要脚踏板
开关连接电缆组件(货号 40114433)。请参照「11-6. 其它」 p.98。
❶
为了防止因不熟练而造成的事故以及防止触电事故,请一定让具有电气专门知识的人或委
托本公司、代理店的技术人员进行有关电气的修理和维修。
1) 拧松电气箱的护罩固定螺丝(4 个),卸下护罩
。
❶
❹
❷
❸
2)
❺
A
B
用螺丝把脚踏板开关的地线
位置。
请把地线穿过电线出口板❸。不穿过的话,
关闭护罩时会被夹住。
3) 请把脚踏板开关连接电缆
缆连接起来(B),然后再把另一侧连接到电路
板上的 CN43 连接器上(C)。
4)
固定电缆。
松开扎线带
缆(除地线❷以外)和其他电缆线一起捆扎固
定。
,用扎线带❺把脚踏板开关的电
❺
固定电气箱的 A
❷
与脚踏板开关的电
❹
连接电路板的电缆的连接器如果连接错
误的话非常危险,因此连接时请充分注
危险
C
– 24 –
意安全。
安装了选购品的脚踏板开关后,手持开关
也有效。哪一个操作之后,机器都动作,
因此请充分注意安全。
Page 28
3-13. 空气的连接
(1) 调节器和总管的连接
[ 针线夹时 ]
❸
❶
❶
❹
❸
❷
❷
❻
1) 用空气软管 φ10
连接调节器的接头❶和总
❸
管的接头❷。
-1. 用安装着短的空气软管的 T 型接头
1)
气软管 φ10❸和总管的接头❷。
1)
-2. 用空气软管 φ10
连接 T 型接头❹和针线夹
❼
用总管组件的接头❻。
连接空
❹
❾
❺
❽
❼
用空气软管 φ10
2)
和切布用电磁阀的接头❾。
❽
连接切布用调节器的接头
❺
– 25 –
Page 29
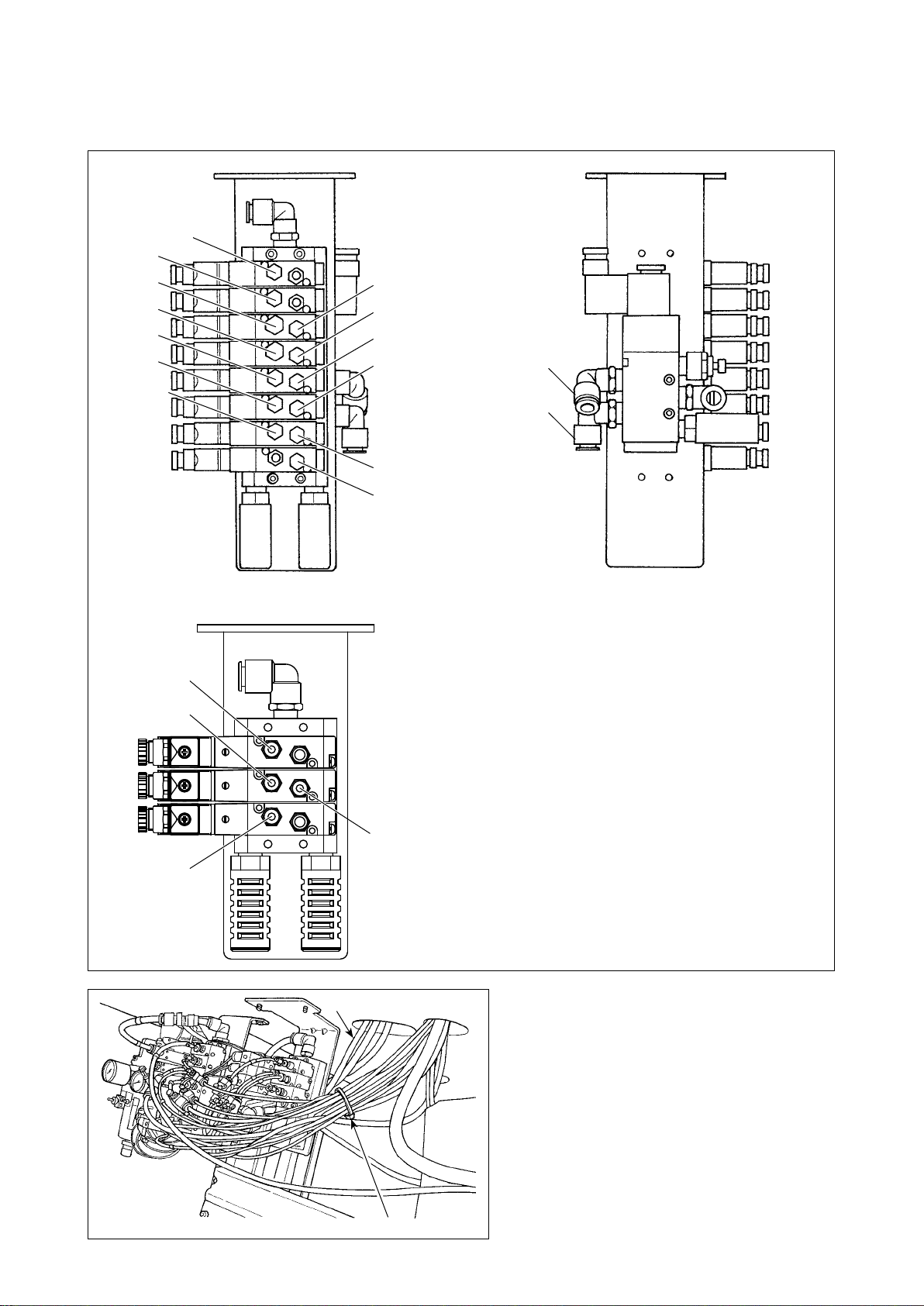
(2) 空气管的连接
把从缝纫机机头连接过来的空气管连接到与电磁阀的各号码相同的部位。
No.1
No.2
No.3
No.5
No.7
No.9
No.10
No.35
No.36
[ 针线夹装置时 ]
No.4
No.6
No.8
No.39
(针线夹时)
No.11
No.12
No.15
No.16
No.38
No.37
电缆
附属捆扎线 (L150)
各个空气软管连接结束之后,请使用附属的捆
扎线捆扎好从缝纫机引来的电缆等。
– 26 –
Page 30
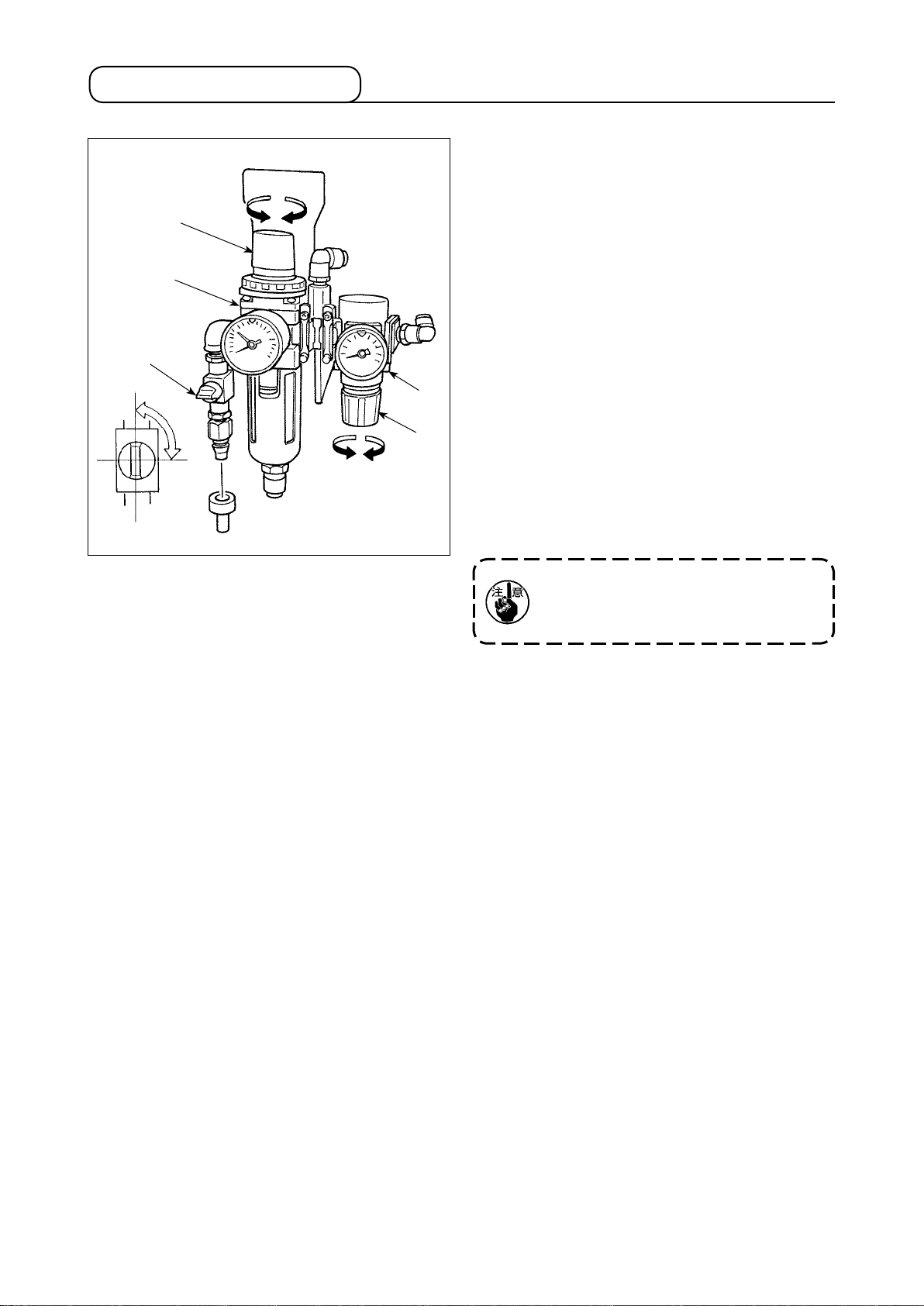
3-14. 空气软管的安装
❸
❷
❶
打开
关闭
❺
❹
■ 空气软管的配管
请使用附属的软管带和接插头把空气软管连接
到连接器上。
■ 空气压力的调整
打开空气旋钮
❶
。
[ 主调节器 ]
向上拉主调节器
的空气调整旋钮❸再转动,
❷
把空气压力调整为 0.5MPa,然后放下旋钮固定
好。
[ 布切刀压力用调节器 ]
请向下拉布切刀压力用调节器
的空气调整旋
❹
钮❺并转动,把空气压力调整到 0.35 MPa ,
然后拔起旋钮进行固定。
(布切刀压力用调节器
的空气压力可以调整
❹
至 0.2 ~ 0.4MPa。)
不切刀用调节器❹调整为 0.35M P a。请不
要随便地提高压力。否则有可能使刀刃发
钝或损坏刀刃。
调整了各个空气压力后,请一旦关闭空气旋钮❶,
排放掉空气,然后重新打开,确认各个部位的空气
压力。
* 关闭了空气旋钮❶之后,可以排放空气。
– 27 –
Page 31

3-15. 有关压缩空气源(空气供给源)设备的注意事项
空气压缩机(气缸、空气电磁阀)的故障原因的 90%是因空气质量「脏污的空气」。压缩空气中,含有水分、
脏污、劣化油炭粒子等各种各样的杂质,如果不经处理使用这些「脏污的空气」的话,就会发生故障,造
成机器运转率降低而影响生产。
设置使用空气机器的设备时,请一定准备下列的标准空气源设备。
用户方面需要的标准空气源设备
空气压缩机
后冷却器
自动排水
空气槽罐
主线过滤器
自动排水
空气干燥器
尘埃分离器
过滤器调节器
空气电磁阀
有关空气源的质量
空气源中含有大量的水分时
有关周围环境
在早晚气温差大的地方和容易发生冻结的地方设置本公司的机器时
请一定安装空气干燥器。
空气源中含有大量的炭尘脏污时
(大多数的空气电磁阀的故障原因是因为炭尘造成的。)
请一定安装尘埃分离器。
本公司标准装备
气缸
主配管方面的注意事项
・ 主配管在空气流动方向平均 1m 应该设置 1cm 的下倾坡度。
・ 从主配管安装分支时,压缩空气的取气口请用插座安装到配管上部,以防止管内积存的冷凝
水流出。
・ 请在所有低的部位和死端安装排水装置(自动排水),以防止冷凝水积存。
– 28 –
Page 32

3-16. 线架装置的安装
1) 组装线架装置,把线架安装到机台左后方的孔里。
2) 拧紧固定螺母
,不让线架晃动。
❶
❶
– 29 –
Page 33

3-17. 导线器的安装
❶
❷
❶
1) 卸下 2 块导线板
2)
把 1 块导线板
和固定螺丝❷。
❶
翻到背面,然后安装。
❶
此时,角度大致为约 40°,安装得让缝纫机线
走线顺畅。
40° 40°
❹
❸
❺
❹
安装导线杆
3)
❸
。
安装时,请把导线杆
的孔❹朝向 AT 导线器的
孔❺。
❸
– 30 –
Page 34

3-18. 眼睛防护罩和手指防护器的安装
危险
❷
❶
这是为了保护因断针而飞散伤害眼睛等,因此请一定安装后再使用缝纫机。
把手指防护器❶组装到安全
❸
时,请组装到与安全板支架
❶
、2 个垫片❻把眼睛防护罩
❺
是带垫片六角孔螺栓 M4 长度
❸
❸
❺
❻
❹
1) 用 2 个固定螺丝
板支架❷上。
组装手指防护器
均等的位置。
❷
2)
用 2 个固定螺丝
组装到安全板支架❷上。
❹
3)
关于组装的眼睛保护罩和手指防护组件
用固定螺丝❽安装到面板❾上。
固定螺丝
为 8,固定螺丝❺是盘形小螺丝 M4 长度为
6,固定螺丝❽是盘形小螺丝 M4 长度为 6。
❼
,请
❼
❾
❽
– 31 –
Page 35

3-19. 布屑袋的安装
❷
❻
❸
❶
1) 连接布屑吸引器
带❻进行固定。
2) 把吊装金属部件
位置。
3)
把布屑袋
安装到吊装金属部件❸。
❹
和布屑软管❷,然后用软管
❶
安装到机台下面使用方便的
❸
❹
❶
❶
❹
❷
❺
4) 打开布屑袋
5)
把布屑吸尘器
关闭拉锁。
布屑软管
❷
量切得短一些。
布屑软管❷过长的话,布屑吸尘器❶的空
气会因被布屑堵住而不通畅,发生布屑软
管❷内堵塞故障。
另外,请在布屑到达布屑吸尘器❶的前端
之前把布屑清除掉。
的拉锁,放入布屑吸尘器❶。
❹
放到布屑袋❹的最上边,然后
❶
的长度,在机台的下方位置,请尽
– 32 –
Page 36

3-20. 压脚部件的安装拆卸
用手移动传送台时,或者装卸压脚单元时,请务必注意不要碰到布切刀和压脚座板。
❹
❺
❹
❸
❹
❷
❻
❹
❷
❶
■ 安装
1) 把压脚拨杆
2)
把压脚板
3)
转动夹子保持板
❺
套在压脚座❷的 U 字位置上。
❸
的孔插到布开放销❹上。
, 夹住压脚板❺。
❶
■ 拆卸
1) 转动夹子保持板
2)
向上抬起压脚板
❶
❺
把送布台❻移动到切布位置的话 , 就比较容易安装 , 同时也可以拆卸。
用手移动送布台❻时 , 请一定遵守以上的注意事项。
❻
❶
❺
, 并从压脚板❺取下。
拉出来 , 卸下压脚板。
– 33 –
Page 37

4. 运转前的准备
4-1. 向缝纫机加油和加油的方法
警告
※ 请使用 JUKINewDefrixOilNo.2或JUKIMACHINEOILNo.18 机油。
为了防止缝纫机的突然起动造成事故 , 请关掉电源后再进行操作。
(1) 往机臂油槽加油
请把机油加到机臂槽❶的 80% 左右。
另外,经过多日的使用机油下降到红点位置后,请
进行加油。
❶
(2) 往机台油槽加油
[ 台式规格时 ]
把机油加到机台油槽❷的 MAX 线A。
使用一段时间之后油量下降之后,请加油到 MIN 线
A
B
。
❷
[ 半落地式规格时 ]
A
B
❷
❷
B
如果加油超过 MAX 线A的话,缝纫机机头
最大程度地放倒后,缝纫机油会从加油口冒
出来,因此请加以注意。
把缝纫机抬起到铰链止动器的第 2 段。
往机座机油槽❷里加油至 MAX 线A的下面为止。
使用一段时间之后油量下降之后,请加油到 MIN 线
。
B
加油超过了 MAX 线A的话,放倒机头后,
会从加油口溢出机油,请加以注意。
– 34 –
Page 38

(3) 往弯针、分布器部加油
❺
❹
❸
1) 卸下左右的压脚板。
2) 往弯针环
、分布器环❷、右分布器❸、左分
❶
布器❹、分布器动作凸轮❺上滴2~3滴油。
❷
(4) 向弯针支架机油槽里加油
❶
请一定每日加油一次。加油次数少时 , 会造
成
的磨损 , 发生跳针、断针现象。
❸❹❺
向弯针支架机油槽❻加油加到 MAX 线。
使用一段时间之后油量下降之后,请加油到 MIN 线。
向弯针支架油槽加油时,请使用附属品的油
壶(小型),并注意不要把机油撒得到处都是。
撒到周围的机油,有可能由于弯针支架的动
作,飞溅到操作人员身上,请一定擦拭干净。
❻
– 35 –
Page 39

(5) 向针杆和齿轮部加油
进货时和长期没使用时请加油。
❸
❹
❾
❽
❶
❶
❶
❶
❷
❶
1) 拧松固定螺丝
请向针杆金属部件
2)
1 ~ 2 滴机油。
❶
3
) 拧松固定螺丝❾,卸下后面护罩。
, 卸下面板❷。
❶
、针杆❹、毛毡❽上注入
❸
❻
❾
❼
❺
❺
❺
4) 拧松固定螺丝
, 取下上护罩❻。
❺
空气管和电缆线连接在一起 , 所以拆卸时请
注意。
5) 请向缝纫机机臂内的齿轮加油毛毡❼上加油。
加油后 , 安装好面板
6)
、上护罩❻。
❷
请注意不要夹住电缆线。
– 36 –
Page 40

4-2. 机针的安装
警告
❶
为了防止缝纫机的突然起动造成事故 , 请关掉电源后再进行操作。
插入机针
直到顶到最里面
机针凹部
机针的方向 , 机针凹部与导线器
1. 机针的号码根据使用机线的种类、粗细
以及布料的种类来选择最适的机针。
2. 交换机针的号码时,必须调整机针和弯
针的间隙。(请参照「10-5. 机针和弯针
的间隙」 p.84)
呈相反方向。
❶
– 37 –
Page 41

4-3. 穿线的方法
警告
为了防止缝纫机的突然起动造成事故 , 请关掉电源后再进行操作。
(1) 上线 ( 针线 ) 关系
Ⓑ
Ⓐ
Ⓑ
Ⓐ
Ⓒ
Ⓒ
– 38 –
Page 42

(2) 底线 ( 弯针线 ) 关系
带针线夹装置的机种时
弯针线
切
线
芯糸
规
格
芯线
切线保持板
切线保持板
1. 穿弯针线时,请把弯针支架旋转 180°之后再进行穿线。
2. 综合切线规格时,请把弯针线穿过针板针孔,夹住底线爪之后再进行缝制。
切线规格时,请把弯针线和芯线夹到切线保持板之后再进行缝制。另外,如果夹到线屑时,请
把线屑除去。否则会发生钳夹不良,在缝制开始时跳针。
– 39 –
Page 43

(3) 芯线关系
4-4. 布料的安放方法
❶
细线时请把芯线夹
到芯线压板里。
❶
❷
1) 把缝制物顶到左右布挡
拧松左右的固定螺丝
2)
❷
。
❶
, 前后移动布挡调整缝制位置。
– 40 –
❷ ❷
Page 44

5. 操作开关的构成
5-1. 操作盘的构成
❺
❽
❼
❶
❷
❹❸
❻
❾
[ 操作盘功能一览表 ]
No. 名 称 内 容
缝制 LED 设定状态时灭灯,缝制状态时亮灯。按准备键可以进行变换。
❶
准备键 可以变换设定状态和缝纫机实际动作的缝制状态。
❷
复位键 解除异常,复位计数器值,解除穿线模式等时使用。
❸
模式键 此键是缝制模式的设定、动作模式的设定、图案花样的复制 / 删除、存储器
❹
开关的设定等辅助功能模式。
2 位 LED 通常时为图案花样 No.,设定数据时为显示数据 No.。
❺
4 位 LED 通常时为切割长度,设定数据时为显示数据设定内容。另外还显示计数器值、
❻
异常 No. 等。
-键
❼
+键 通常时为花样图案 No.,设定数据时为加算数据 No.。
❽
- / 后退键 设定数据时减算数据设定内容。另外减算计数器值。
❾
+ / 前进键
线张力
LED
通常时为图案花样 No.,设定数据时为减算数据 No.。
暂停时返回 1 针传送。
设定数据时加算数据设定内容。另外加算计数器值。
暂停时向前 1 针传送。
显示上线张力数据 / 设定时亮灯。
– 41 –
Page 45

No. 名 称 内 容
线张力键
显示和设定上线张力数据。
计数器 LED
计数器键
穿线键
切刀 ON/OFF 键
前切刀 LED
后切刀 LED
数据 LED
数据键
显示计数器 / 设定时亮灯。
显示和设定计数器值。
穿线模式。(注 1)
变换布切刀的动作 / 不动作。
前切刀 / 后切刀 LED 亮灯 / 灭灯。(注 2)
切布刀为前切刀动作时亮灯。
切布刀为后切刀动作时亮灯。
显示 / 设定数据时亮灯。(注 3)
显示和设定图案花样数据。(注 3)
注 1. 电源刚刚 ON 后无效。请重新按一次准备键,传送台到达原点检索后变为有效。
注 2. 图案花样数据的数据 No.3 前切刀 / 后切刀数据没有切刀时,前切刀 / 后切刀 LED 一直灭灯。
注 3. 仅在缝制 LED 灭灯后的设定状态时有效。
(参考)2 位数 LED 和 4 位数 LED 如下表所示。
数字 0 1 2 3 4 5 6 7 8 9
数字显示
文字 A B C D E F G H I J K L M
数字显示
文字 N O P Q R S T U V W X Y Z
数字显示
– 42 –
Page 46

5-2. 暂停开关
5-3. 手持开关
开始开关灯
停止缝纫机动作。
暂停开关
[压脚开关(右) ❶]
实行压脚上升 / 下降。
❷
❶
5-4. 脚踏开关(选购品)
❷
[ 开始开关 ( 左 ) ❷]
实行缝制开始。
开始开关有效的时候 , 开始开关电灯闪亮。
让缝纫机开始转动,开关为有效时,请关
闭前护罩。
[ 压脚开关 ❶]
实行压脚上升 / 下降。
[ 开始开关 ❷]
实行缝制开始。
让缝纫机开始转动,开关为有效时,请关
闭前护罩。
❶
– 43 –
Page 47

6. 操作盘的使用方法
按了准备键
此时,请用手转动飞轮把针杆移动到上停止位置。移动到上停止位置之后,异常(E030)显示消失。
在此状态下请再一次按准备键
另外,即使针杆不在上停止位置,而是停止在上停止位置至下死点之前时,按了准备键
自动地复位到上停止位置。
之后,如果针杆停止在上停止位置以外的位置时,显示异常(E030)并停止。
6-1. 缝纫机的基本操作
出货时,图案花样 No.90 ~ 99 被设定为标准图案花样。
有关图案花样形状,请参照「15. 标准图案一览」 p.107。
A
❶
B
❹
❺
,让 LED A 亮灯。
1) 按-键
图案花样 No. B。
2
) 按准备键
成可以缝制的状态。此时,压脚下降,传送台、
针杆进行原点检索。
因为压脚、送布台动作 , 所以请主要不要
夹到手或手指。
3) 把缝制品安放到压脚部,按压脚开关让压脚下
降,然后再按开始开关,缝纫机开始进行缝制。
、+键
❹
,选择想缝制的
❺
,让缝制 LED A 亮灯,变
❶
后
6-2. 线张力的设定
即使是相同的设定值 , 使用机线的种类或粗细不同 , 实际的张力也有可能不同。请根据使用机线来
进行设定。张力设定值过高时 , 容易发生跳针的故障。
❶
D
❽
让缝纫机开始转动,开关为有效时,请关
闭前护罩。
1) 按线张力键
,让线张力 LED D 亮灯,
❽
显示线张力值。
2)
按- / 后退键
,设定线张力值。
C
3) 按准备键
❼
时记忆设定值。
❼
❶
4) 线张力 LED D 亮灯时,按线张力键
❻
之后,返回通常显示。
不进行 3)的操作,变更了图案花样
No. 后,或者切断电源后,设定值不能记忆
保存。
、[+/前进]键
❻
,或者按开始开关开始缝制
❽
可以让缝制形状各部的线张力分别地变化。
有关方法,请参照「9-1. 各部的线张力修正的方法」 p.73。
– 44 –
Page 48

6-3. 在途中中止缝纫机
■ 停止缝纫机的方法
1) 按暂停开关❶。
2) 缝纫机停止显示出“E050”。
■ 再开始的方法
❷
❶
❻
“E050”显示时,按复位键
1)
故障,返回到异常以前的显示。
可以用开始开关再开始或按前进键
2)
后退键
按复位键
❼
解除异常
❷
, 1 针 1 针移动。
❼
, 可以返回到开始位置。
❷
1. 前进键
复位键
2. 在缝纫途中停止或用复位键
回到开始位置时 , 请拉出机线 , 或用剪
刀剪断之后再进行操作。这样就可以不
给机针或缝制物施加过度的力量。
让缝纫机开始转动,开关为有效时,请关
闭前护罩。
、后退键
❻
的动作不能进行切线。
❷
❷
❼
❻
、
返
– 45 –
Page 49

6-4. 重新缝制
不让压脚进行分布动作可以进行缝制。
❸
❶
缝制 LED 亮灯时,请按准备键
灭灯。
❶
< 模式设定画面 >
❶
< 缝制模式设定画面 >
❸
2)的操作
❼
❻
❼
❻
1) 按模式键
按- / 后退键
,显示“oPEn”。
❼
2) 按准备键
3) 按- / 后退键
,设定缝制模式“0”/“1”/“2”。
❼
4) 按准备键
式键
❸
,变为模式设定画面。然后
❸
、+ / 前进键
❻
,变为缝制模式设定画面。
❶
、+ / 前进键
❻
结束设定。另外,按了模
❶
之后,设定被取消。
5) 显示“oPEn”时,按模式键
通常显示。
,则返回
❸
各缝制模式时的缝纫机动作
(1) 通常模式(缝制模式=“0”设定时…电源 ON 时的状态)
按准备键
①
,传送台 / 针杆进行原点检索。存储器开关 No.12 布安放位置选择设定为面前时,
❶
传送台移动到存储器开关 No.23 面前安放位置。分布器关闭。
用压脚开关、开始开关进行缝制。前切刀动作时,布切刀动作后,分布器打开。后切刀 / 无切刀时,
②
缝制开始的同时打开。缝制结束后分布器关闭。
(2) 重新缝制模式(缝制模式=“1”设定时)
按准备键
①
,传送台 / 针杆进行原点检索。布安放位置选择即使设定为面前,传送台仍然
❶
在布切刀动作位置的原点不动。分布器打开不关闭。
用压脚开关、开始开关进行缝制时,分布器打开不关闭。
②
(3) 分布模式(缝制模式=“2”设定时)
按准备键
①
,传送台 / 针杆进行原点检索。布安放位置选择设定为面前时,传送台移动到面前。
❶
分布器打开不关闭。
用压脚开关、开始开关进行缝制时,分布器打开不关闭。
②
1. 不让布切刀动作时,请用切刀 ON/OFF 键 禁止切刀动作。
有关方法,请参照「6-7. 暂时不想让切刀下落时」 p.48。
2. 有关把布安放位置设定为面前的方法,请参照「9-2. 布料安放位置的变更」 p.76。
让缝纫机开始转动,开关为有效时,请关闭前护罩。
– 46 –
Page 50

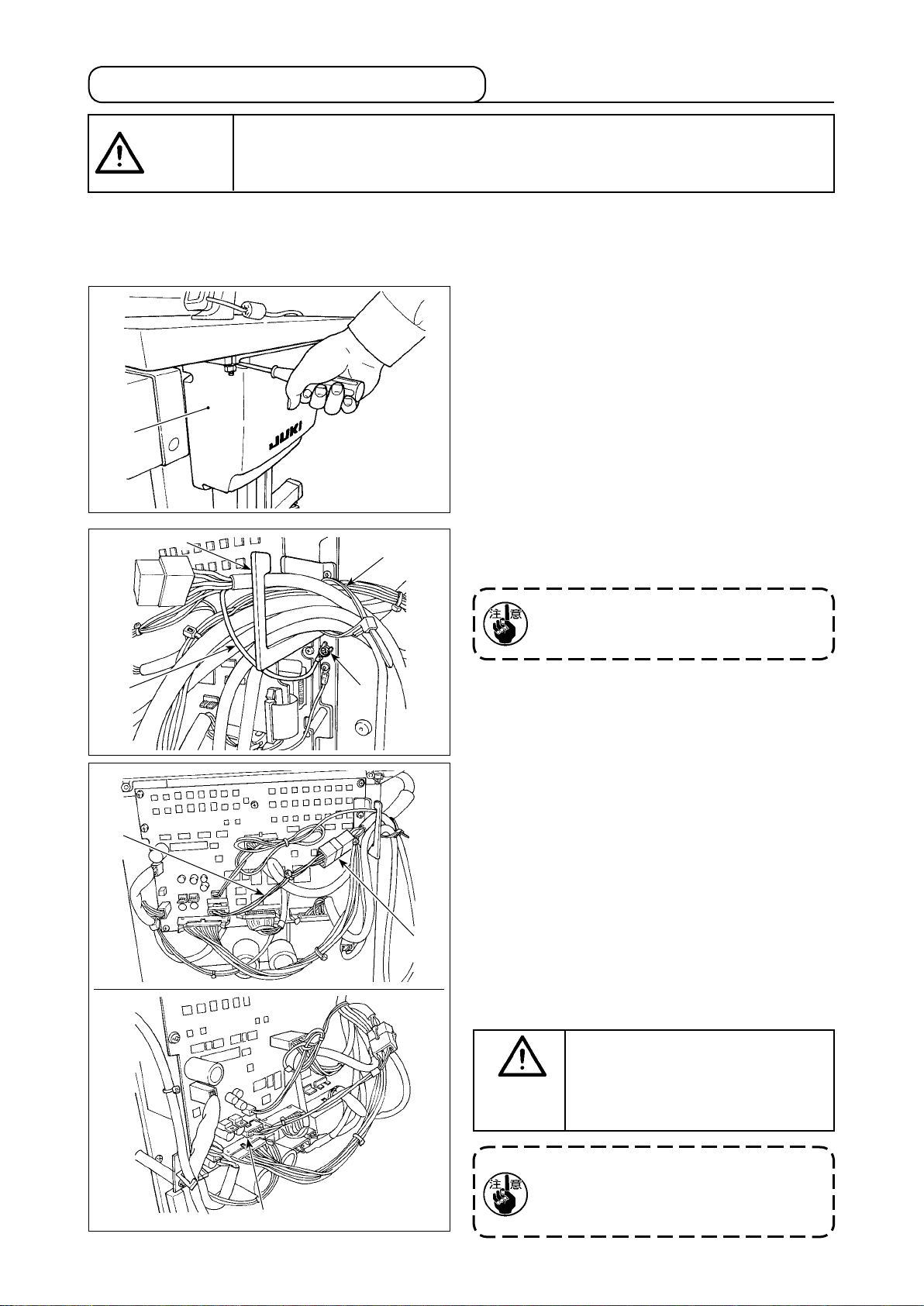
6-5. 穿线
更换机针、更换机线、更换切布刀、刀座时 ,1)、2) 的操作完了后请关掉 ( O F F) 电源在进
警告
电源刚刚打开(ON)后缝纫机不动作。
行这些操作。
❶
请再一次按
❷
准备键,进行了传送台 / 针杆的原点检索后,再进行操作。
❶
1) 按穿线键
压脚下降。
①
存储器开关 No.12 布安放位置选择被设定
②
为面前时,传送台移动到后方(原点位置)。
针杆转动 180°,可以从面前进行穿线。
③
2) 再一次按了穿线键
回到原点位置。
3) 按了复位键
因为压脚、送布台动作 , 所以请主要不要
夹到手或手指。
建议压脚装置的拆卸也请在上述 1) 的操作
完了后 , 关掉 (OFF) 电源再进行操作。
。
之后, ①~③返回。
❷
之后,仅针杆返
6-6. 使用计数器
❷
1) 按计数器键
C
2)
E
❾
可以作为减算计数器来使用。
有关方法,请参照「9-5. 计数器的变换 ( 减算计数器 )」 p.76。
❼
❻
每缝制 1 次 , 就加算 1。
3) 按左键
按复位键
4)
5) 计数器 LED E 点亮灯时,按了计数器键
出货状态设定为加算计数。
❾
显示计数器值 C。
、按右键
❻
计数值 C。
之后 , 计数值变为“0”。
❷
之后,返回到通常显示。
❾
,计数器 LED E 亮灯,
可以变更
❼
– 47 –
Page 51

6-7. 暂时不想让切刀下落时
F
前切刀动作 后切刀动作
6-8. 变更动作模式
1) 按切刀 ON/OFF 键
,让前切刀 LED F
和后切刀 LED G 灭灯。
2) 再一次按切刀 ON/OFF 键
LED
F 或者让后切刀 LED G 亮灯之后,
,让前切刀
布切刀动作变为有效。
1. 前切刀 / 后切刀用图案花样数据的数据
No.3 前切刀 / 后切刀数据进行设定。
2. 用图案花样数据的数据 No.3 前切刀 /
后切刀数据设定为无切刀时,前切刀 /
G
后切刀 LED 不亮灯。
用手动动作 / 步骤动作可以进行缝纫机的缝制动作。
❸
❶
❼
❻
< 模式设定画面 >
❷
❸
❶
2)的操作
❼
缝制 LED 亮灯时,请按准备键
灭灯。
1) 按模式键
/ 后退键
,变成模式设定画面。按-
❸
、 + / 前进键
❻
显示出“STEP”。
2) 按准备键
3) 按- / 后退键
,设定动作模式“0”/“1”/“2”。
❼
4) 按准备键
模式键
❸
,变成动作模式设定画面。
❶
、 + / 前进键
❻
,结束设定。另外,按了
❶
之后,设定被取消。
5) 显示“STEP”时,按模式键
通常的显示。
,返回到
❸
❶
❼
,
< 动作模式设定画面 >
❻
– 48 –
Page 52

各动作模式时的缝纫机动作
(1) 通常模式(缝制模式=“0”设定时…电源 ON 时的状态)
用压脚开关、开始开关进行布切刀的驱动、缝制、切线等一连串的动作的通常缝制模式。
让缝纫机开始转动,开关为有效时,请关闭前护罩。
(2) 手动模式(缝制模式=“1”设定时)
用压脚开关下降了压脚后,
前切刀时,如果传送台不在原点位置,用开始开关把把传送台移动到原点位置。
①
前切刀时,用开始开关让布切刀动作。
②
用开始开关让分布器打开。
③
用开始开关,把送布台移动到缝制开始位置,蜂鸣器鸣响。
④
向箭头方向转动皮带轮。连动机针位置,让传送台 1 针 1 针地移动。
⑤
转动皮带轮,到达缝制结束位置之后,蜂鸣器鸣响。
按- / 后退键
反方向转后飞轮也不做后退动作 , 因此一定正方向转动。
用开始开关,把传送台移动至原点位置,进行切上线的动作。
⑥
后切刀时,用开始开关,让布切刀动作。
⑦
综合切线规格时,用开始开关,进行底线切线动作。
⑧
用开始开关,把针杆返回到原点位置,分布器关闭。
⑨
中途想停止时,按了复位键
⑩
让缝纫机开始转动,开关为有效时,请关闭前护罩。
、+ / 前进键
❻
之后,传送台返回至安放位置。
❷
,可以只移动传送台。
❼
(3) 步骤模式(缝制模式=“2”设定时)
用压脚开关下降压脚后,(2) 手动模式的①~④和⑥~⑩同样动作。⑤的动作是,用⑤开始开关进行通
常动作的缝制动作,缝制结束停止动作。
让缝纫机开始转动,开关为有效时,请关闭前护罩。
– 49 –
Page 53

6-9. 缝制图案的变更方法
A
❶
B
❹
❺
6-10. 图案形状的确认
缝制 LED 亮灯时,请按准备键
灭灯。
1) 按-键
、 +键
❹
,选择想缝制的
❺
图案花样 No. B。( 图案没登记的号码 , 不能显
示)
2
) 按准备键
, 缝制 LED A 亮灯 , 可以
❶
进行缝制。此时,压脚下降,传送台、针杆进
行原点检索。
因为压脚、送布台动作 , 所以请主要不要
夹到手或手指。
❶
❶
A
❷
1) 按准备键
以进行缝制。此时,压脚下降,传送台、针杆
进行原点检索。
因为压脚、送布台动作 , 所以请主要不要
夹到手或手指。
❼
2) 用压脚开关下降压脚。
❻
3) 按- / 后退键
之后,传送器 1 针 1 针地移动,移动到缝制
❼
结束的位置。另外,持续按键的话可以持续地
移动。
图案花样的形状确认结束之后,按复位键
4)
,返回到布安放位置。
❷
确认图案形状时 , 按了开始开关之后 , 即从其位置开始缝制 , 请加以注意。
, 让缝制 LED A 亮灯,可
❶
、 + / 前进键
❻
让缝纫机开始转动,开关为有效时,请关闭前护罩。
– 50 –
Page 54

7. 缝制数据的设定方法
按了准备键 之后,如果针杆停止在上停止位置以外的位置时,显示异常(E030)并停止。
此时,请用手转动飞轮把针杆移动到上停止位置。移动到上停止位置之后,异常(E030)显示消失。
❶
B
❹
❺
在此状态下请再一次按准备键
另外,即使针杆不在上停止位置,而是停止在上停止位置至下死点之前时,按了准备键
自动地复位到上停止位置。
图案花样 No.90 ~ 99 的标准图案花样可以变更缝制速度和线张力 , 但是不能变更形状。如果想变
更形状时 , 请拷贝复制到另外的 No. 上。
有关操作方法,请参照「9-7. 图案花样数据的复制」 p.77。
,让 LED A 亮灯。
缝制 LED 亮灯时,请按准备键
灭灯。
1) 按-键
、+键
❹
,选择想变更的
❺
后
❶
缝制数据的图案花样 No. B。(没有登记图案花
样的号码不能显示)
H
2) 按数据键
数据设定值。
3) 按-键
,让数据 LED H 亮灯,显示
、+键
❹
,选择数据 No. B,
❺
A
❶
B C
❹
❺
H
6) 在亮灯中,按了数据键
把存储器开关 No.16 设定为禁止数据设定 = 1 之后,可以禁止 4)时的数据的设定变更。有关方法,
请参照「13. 存储器开关」 p.101。
之后,就可以让数据 LED H 返回到通常显示。
❼
❻
显示数据设定值 C。
4) 按- / 后退键
,设定数据设定值 C。
❼
5) 按准备键
❶
、+ / 前进键
❻
,缝制 LED A 亮灯之后,
缝制数据被记忆。此时压脚下降,传送台、针
杆进行原点检索。
1. 不按准备键
样 No. 后,或者关闭了电源,设定值就
不能被记忆。
2. 因为压脚、送布台动作 , 所以请主要不
要夹到手或手指。
,变更了图案花
❶
– 51 –
Page 55

※ 把数据 No. 记载到以下的 2 位 LED B, 把设定值例记载到 4 位 LED C 上。
● 有关设定范围在文章中有说明。
● 各修正的缝迹,用从缝制表面一侧看到的缝迹来表示。
7-1. 切刀 No. 的设定
a
b
0
平扣眼
...
1~6
圆头扣眼
...
缝制背面
No. a×b
1 2.1×3.2
2 2.5×3.8
3 2.9×4.4
4 3.0×4.6
5 3.2×5.4
6 2.7×5.1
❼
❻
缝制表面
设定与缝纫机安装切刀相同形状的 No.。
用- / 后退键
、+ / 前进键
❻
进行设定。
可以设定 0 ~ 6。
标准装备的切布刀是“3”。
有关选购件,请参照「11-4. 布切刀」 p.97。
,
❼
7-2. 切割长度的设定
设定切刀切割长度。
用- / 后退键
进行设定。
❼
❻
长度
根据规格可以在下表的范围内以 1mm 单位进行设定。
规格 切线规格
J 规格
C 规格
切针线规格 10 ~ 38mm 5 ~ 38mm
综合切线规格 10 ~ 34mm 5 ~ 34mm
切针线规格 10 ~ 38mm 5 ~ 38mm
综合切线规格 10 ~ 34mm 5 ~ 34mm
1. 变更切割长度之后 , 平行针数也自动变更。
2. 切割长度的设定,请在使用的切刀切割长度的基础上加上延长的缝制长度后的长度来进行设定。
3. 流动加固长度、缝制结束修正等变更了缝制长度变长的话 , 其切割长度设定范围变小。
例 ) 切割长度 + 流动加固长度
38mm( 切针线规格 )
≦
、+ / 前进键
❻
圆头扣眼
设定范围
平扣眼
设定范围
❼
,
– 52 –
Page 56

7-3. 前切刀 / 后切刀的设定
设定前切刀或后切刀。
无切刀
前切刀动作
7-4. 平行针数的设定
后切刀动作
❼
❻
❼
❻
用- / 后退键
、+ / 前进键
❻
❼
进行设定。
可以在下表的范围内进行设定。
设定值 切布刀动作
0 无切刀
1 前切刀
2 後切刀
设定平行部和到圆头扣眼下的针数。
用- / 后退键
、+ / 前进键
❻
❼
进行设定。
关于针数,可以根据切割长度在间距 0.5mm ~ 4mm
的范围内进行设定。
例)切割长度 = 21mm,5 ~ 39 针
,
,
针数
7-5. 圆头扣眼针数的设定
针数
❼
❻
针数少时,自动地降低缝制速度。
设定圆头扣眼的针数。
用- / 后退键
进行设定。
可以设定 3 ~ 20 针。
针数少时,自动地降低缝制速度。
、+ / 前进键
❻
,
❼
– 53 –
Page 57

7-6. 切割空间的设定
设定平行部分的切刀落下间隙。
间隙
间隙
7-7. 圆头扣眼空间的设定
❼
❻
❼
用- / 后退键
、+ / 前进键
❻
进行设定。
可以以 0.1mm 单位在 -1.2 ~ 1.2mm 进行设定。
设定圆头扣眼部分切刀落下间隙。
用- / 后退键
、+ / 前进键
❻
进行设定。
可以以 0.1mm 单位在 -1.2 ~ 1.2mm 进行设定。
❼
❼
,
,
7-8. 修正切刀位置
+
间隙
❻
❼
❻
对切刀位置和缝制位置的偏差进行修正。
用- / 后退键
、+ / 前进键
❻
❼
进行设定。
可以以 0.1mm 在 -0.7 ~ 0.7mm 的范围进行设定。
对缝迹 , 想把切到位置放到里侧时设为 + 值 , 想放
到前侧时设定为 - 值。
,
-
-
– 54 –
Page 58

7-9. 修正缝制结束针数
以相同的间距增加缝制结束的针数。
-
+
7-10. 旋转角度的修正
❼
❻
❼
用- / 后退键
、+ / 前进键
❻
❼
进行设定。
可以设定 :
无加固 .......-1 ~ 6 针
流动加固 .....-1 ~ 6 针
直线加固 .....-1 ~ 3 针
圆眼加固 .....-1 ~缝制开始的右圆眼加固针数
圆眼加固 2 ... 0 针
可以进行圆头扣眼部和平行部的旋转角度的调整。
用- / 后退键
、+ / 前进键
❻
❼
进行设定。
可以在 -14°~ 14°的范围进行设定
,
,
+
-
7-11. 平行部旋转角度的修正
❻
❼
❻
平行部可以调整圆头扣眼下的旋转角度。
用- / 后退键
、+ / 前进键
❻
,
❼
进行设定。
进行「7-10. 旋转角度的修正」,在「7-10. 旋转角
度的修正」的基础上增加的形式进行修正。
可以在 -14°≦ 旋转修正 + 平行部旋转修正 ≦
14°为止的范围内进行设定。
+
-
– 55 –
Page 59

7-12. 圆头扣眼横方向的修正
左右移动圆头扣眼上的位置。
+
-
7-13. 圆头扣眼纵方向的修正
+
❼
❻
❼
❻
用- / 后退键
、+ / 前进键
❻
❼
进行设定。
可以以 0.1mm 为单位在 -0.6 ~ 0.6mm 的范围进行
设定。
在纵方向可以伸缩圆头扣眼上的形状。
用- / 后退键
、+ / 前进键
❻
❼
进行设定。
可以以 0.1mm 为单位在 -0.2 ~ 0.6mm 的范围进行
设定。
,
,
-
7-14. 圆头扣眼左纵方向的修正
-
+
❼
❻
可以调整圆头扣眼上的左边长度。
用- / 后退键
、+ / 前进键
❻
❼
进行设定。
可以以 0.1mm 为单位在 -0.2 ~ 0.6mm 的范围进行
设定。
,
– 56 –
Page 60

7-15. 平行部左纵方向的修正
可以调整圆头扣眼平行部左侧的长度。
长度
-
+
7-16. 切割空间的左修正
❼
❻
❼
❻
用- / 后退键
、+ / 前进键
❻
❼
进行设定。
可以以 0.1mm 为单位在 -0.6 ~ 0.6mm 的范围进行
设定。
可以修正平行部分的左侧切刀落刀间隙。
用- / 后退键
、+ / 前进键
❻
❼
进行设定。
在 No.6 切割空间设定的值的基础上增加的形式进
行修正。
定为 + 之后 , 右侧的间隙变得更宽 , 设定为 - 之后 ,
则变得更窄。
可以在 -1.2 ≦ (切割空间 + 切割空间左修正)
1.2mm 的范围内以 0.1mm 单位进行设定。
≦
,
,
间隙
+
-
7-17. 圆头扣眼右下振幅的设定
幅
❼
❻
可以设定圆头扣眼右下振幅。
在针摆动的同时让送布台动作 , 变更缝制幅。
用- / 后退键
、+ / 前进键
❻
❼
进行设定。
可以在 2.5±1.0mm 的范围内以 0.1mm 单位进行设
定。
,
– 57 –
Page 61

7-18. 圆头扣眼左下振幅的设定
可以设定圆头扣眼左下振幅。
在针摆动的同时让送布台动作 , 变更缝扣幅。
幅
7-19. 振幅的设定
❼
❻
❼
❻
用- / 后退键
、+ / 前进键
❻
❼
进行设定。
可以在 2.5±1.0mm 的范围内以 0.1mm 单位进行设
定。
设定平行部和流动加固的摆动宽度。
在针摆动的同时让送布台动作 , 变更缝制幅。
用- / 后退键
、+ / 前进键
❻
❼
进行设定。
可以在 2.5±1.0mm 的范围内以 0.1mm 单位进行设
定。
,
,
幅
7-20. 加固种类的设定
0 1 2 3 4
种类 无
形状
流动加固 直线加固
圆眼加固
❼
❻
圆眼加固 2
变更通常使用的锁眼宽度时,请参照「8-2.
包边宽度的调整」 p.66,进行缝纫机调
整。暂时变更时,请变更设定值。
设定加固的种类。
用- / 后退键
、+ / 前进键
❻
进行设定。
可以在下表 0 ~ 4 为止的范围内进行设定。
设定值 加固种类
0 无加固
1 流动加固
2 直线加固
3 圆眼加固
4 圆眼加固 2
S
,
❼
S
S :缝制开始位置
– 58 –
Page 62

7-21. 流动加固长度的设定
设定流动加固的长度。
长度
7-22. 流动加固针数的设定
❼
❻
❼
❻
用- / 后退键
、+ / 前进键
❻
❼
进行设定。
可以在 3 ~ 15mm 的范围内以 1mm 单位进行设定。
设定流动加固的针数。
用- / 后退键
、+ / 前进键
❻
❼
进行设定。
针数可以根据流动加固长度,在间距 0.5mm ~ 4mm
的范围内进行设定。
例)流动加固长度= 6mm 时,2 ~ 12 针
,
,
针数
7-23. 流动加固对称的设定
❼
❻
针数少时,自动地降低缝制速度。
设定流动加固的中心的对称量。
用- / 后退键
、+ / 前进键
❻
❼
进行设定。
以 0.1mm 为单位可以在 0.5mm ~ 2.0mm 的范围进行
设定。
,
对称量
– 59 –
Page 63

7-24. 流动加固倾斜针数的设定
可以设定流动加固到平行部的倾斜部分的针数。
针数
7-25. 流动加固右针数的修正
❼
❻
❼
用- / 后退键
、+ / 前进键
❻
,
❼
进行设定。
可以在 2 ~(流动加固针数)针的范围内进行设定。
可以减少流动加固右侧的针数的重叠部分。
用- / 后退键
、+ / 前进键
❻
,
❼
进行设定。
可以在-(流动加固针数)~ 0 针地范围内进行设定。
针数
7-26. 直线加固长度的设定
❻
❼
❻
设定直线加固的长度。
用- / 后退键
、+ / 前进键
❻
❼
进行设定。
可以在 2.0 ~ 10.0mm 的范围内以 0.1mm 单位进行
设定。
关于直线加固的长度,请考虑分布器打开
后的压脚板的位置,在针板和圆头扣眼压
脚接板不相碰的范围内进行设定。
,
长度
– 60 –
Page 64

7-27. 直线加固针数的设定
设定直线加固的针数。
针数
7-28. 直线加固重叠量的设定
❼
❻
❼
❻
用- / 后退键
、+ / 前进键
❻
❼
进行设定。
关于针数,可以根据直线加固长,在间距 0.5mm ~
4mm 的范围内进行设定。
例)直线加固长度= 5mm 时,3 ~ 11 针
针数少时,自动地降低缝制速度。
设定直线加固和平行部的重叠量。
用- / 后退键
、+ / 前进键
❻
❼
进行设定。
可以在 0.0 ~ 2.0mm 的范围内以 0.1mm 单位进行设
定。
,
,
重叠量
7-29. 直线加固振幅的设定
❼
❻
关于切割长度的设定,请设定为使用的切
刀切割长度加上重叠量的长度以上。
设定直线加固的摆动幅度。
随着机针摆动同时让传送台动作,变更缝制宽度。
用- / 后退键
、+ / 前进键
❻
❼
进行设定。
可以在 2.5±1.0mm 的范围内以 0.1mm 单位进行设
定。
,
摆动宽度
– 61 –
Page 65

7-30. 圆形加固针数的设定
设定圆形加固缝针数。
针数
7-31. 圆形加固双重针数的设定
❼
❻
❼
❻
用- / 后退键
、+ / 前进键
❻
❼
进行设定。
可以设定 4 ~ 20 针。
按照加固种类设定了圆形加固后,通过数
据 No.9 缝制结束针数修正,可以设定和缝
制结束的缝制开始重叠针数。
针数少时,自动地降低缝制速度。
设定和圆形加固 2 的缝制开始的缝制结束的重叠针
数。
用- / 后退键
、+ / 前进键
❻
❼
进行设定。
可以设定 1 ~ 10 针。
,
,
针数
7-32. 圆加固摆动宽度的设定
❼
❻
设定圆加固的摆动宽度。
随着机针摆动同时让传送台动作,变更缝制宽度。
用- / 后退键
、+ / 前进键
❻
❼
进行设定。
可以在 2.5±1.0mm 的范围内,以 0.1mm 单位进行
设定。
,
摆动宽度
– 62 –
Page 66

7-33. 圆头扣眼上摆动宽度的设定
设定圆头扣眼上的摆动宽度。
随着机针摆动同时让传送台动作,变更缝制宽度。
❼
幅
❻
用- / 后退键
进行设定。
可以在 2.5±1.0mm 的范围内,以 0.1mm 单位进行
设定。
7-34. 直线加固 / 圆形加固减速速度的设定
需要降低直线加固 / 圆形加固缝制速度时,需要设
定减速速度。
❼
❻
用- / 后退键
进行设定。
可以在 -600 ~ 0sti/min 的范围内以 100sti/min
单位进行设定。
、+ / 前进键
❻
、+ / 前进键
❻
,
❼
,
❼
7-35. 缝制速度的设定
7-36. 圆头扣眼减速速度的设定
❼
❻
❼
❻
设定缝制全体的缝制速度。
用- / 后退键
进行设定。
以 100sti/min 为单位可以在 400sti/min ~
2500sti/min 的范围进行设定。
设定想降低圆头扣眼的缝制速度时的速度。
用- / 后退键
进行设定。
以 100sti/min 为单位可以在 -600sti/min ~ 0sti/
min 的范围进行设定。
、+ / 前进键
❻
、+ / 前进键
❻
❼
❼
,
,
– 63 –
Page 67

7-37. 软起动的设定
可以限制缝制开始的缝制速度。
❼
❻
存储开关 No.02 ~ 07, 可以设定每 1 转缝制速度。
有关操作方法,请参照「13. 存储器开关」 p.101。
出货时全部设定为 600sti/min。
7-38. 线张力缝制开始针数的设定
❼
用- / 后退键
进行设定。
可以设定 0 ~ 6 圈。
※ 内针和外针 2 圈为 1 针。
可以设定上线张力设定时的缝制开始部分的针数。
用- / 后退键
进行设定。
可以在 0 ~ 3 针的范围内进行设定。
、+ / 前进键
❻
、+ / 前进键
❻
❼
❼
,
,
❻
7-39. 线张力缝制结束针数的设定
❼
❻
可以设定上线张力设定时的缝制结束部分的针数。
用- / 后退键
进行设定。
可以在 0 ~ 3 针的范围内进行设定。
、+ / 前进键
❻
❼
,
– 64 –
Page 68

8. 各部分的调整
8-1. 布切刀的压力调整
1. 为了防止缝纫机的突然起动造成的事故,请关闭了电源之后再进行操作。
警告
可以变更布切刀的压力。
・
通常用标准压力就完全可以切断,但是有的缝制素材和缝制条件,有可能发生压力不够的情况。
・
此时,可以把空气压力最大设定为 0.4MPa,因此请根据具体情况在最大压力以下进行调整。
空气压力的变更,请跟在充分调整和确认了切刀状态和缝合面之后再进行变更。
・
压力值,请从少的数值开始确认逐渐增大。
・
2. 作业中,碰撞到底线切刀、布切刀的话,有可能发生意外的伤害事故,请充分注意安全。
■ 切刀压力的调整
布切刀的压力通过布切刀压力调整用调节器的空气
压力来进行调整。
标准压力设定为 0.35MPa。
为了保护切刀、切刀座及其保持耐久性能,
请把压力尽量设定小一些。如果切刀的压
力设定得过大,就会发生损伤切刀刃等的
故障。
设定一定调整在最大压力(0.4MPa)以下。
– 65 –
Page 69

8-2. 包边宽度的调整
警告
为了防止缝纫机的突然起动造成事故 , 请关掉电源后再进行操作。
1) 打开机针摆动调节罩
2) 转动飞轮 , 把针杆移动到下死点。
❶
❷
一致
3) 拧松振动环 B 支点轴
· 向 A 方向移动后包边宽度变大。
· 向 B 方向移动后包变宽度变小。
4)
决定了包边宽度之后 , 固定振动环 B 支点轴
杆中心
, 关闭机针摆动调节罩。
❷
5) 上述 , 调整完包边宽度之后 , 请确认「10-2.
机针和弯针的同步时机」 p.79,「10-5. 机针
❷
最下点
机针摆动量(mm)的大致数值
摆动最小
B
2
2.5
和弯针的间隙」 p.84,及「10-7. 分布器和弯
针的间隙以及开闭同步」 p.85。
刻点是大致位置 , 因此准确的位置请用纸
等确认机针针迹。
❶
❷
。
。
机针振幅
2.0 ~ 4.0 mm
3
3.5
4
A
摆动最大
– 66 –
Page 70

8-3. 压脚的调整
警告
为了防止缝纫机的突然起动造成事故 , 请关掉电源后再进行操作。
❶
❷
■ 压脚高度的调整
1) 取下压脚板辅助罩
2) 拧松螺丝
, 调整压脚的高度。
❷
❶
。
标准压力高度 A 是 13mm。
A
– 67 –
Page 71

8-4. 压脚开放量的调整
❸
❶
❹
❶
■ 开布量的确认方法
1) 打开电源,按准备键 让缝制 LED 亮灯。
2) 按切刀打开 / 关闭键 熄灭 LED,不让
布切刀动作。
3) 按压脚开关,按了前进键 之后,打开
开布器,传送台移动到缝制开始位置后停止。
开布器打开的状态的标准调整值是 A =
2.3mm。
❷
4) 按了复位键 之后,压脚上升开布器关闭
❹
❷
A
B
A
B
返回到原点。
1. 关闭了开布器的状态下的标准调整值是
B = 3mm,因此标准开布量为 B - A =
0.7mm。
2. 特别是在前切刀缝制时,请根据缝制布
料的情况调整开布量。
■ 调整方法
[A 尺寸的调整 ]
从
用螺丝刀拧松螺丝,把螺丝刀插到❷的孔
❶
里,转动孔的里面的螺丝变更 A 尺寸。
顺时针方向转动螺丝刀之后,A 尺寸变大 ;逆
时针方向转动之后,A 尺寸变小。
[B 尺寸的调整 ]
从
用螺丝刀拧松螺丝,把螺丝刀插到❹的孔里,转动孔的里面的螺丝变更 B 尺寸。
❸
向顺时针方向转动螺丝刀之后,B 尺寸变小 ;向逆时针方向转动螺丝刀之后,B 尺寸变大。
警告
1. 以下的情况时,请把开布器打开的状态下的调整值 A 设定为标准尺寸以下。此时,还要注意不要
与零件相碰。
把直线加固长度设定为比 6mm 长时。
・
把针板提升到比标准位置开高,把直线加固设定为比 5.5mm 还长时。
・
布切割空间、切割空间左修正值、摆动宽度修正值的合计超过 1.1mm 时。
・
把针板向上提升到标准位置以上,布切割空间、切割空间左修正值、摆动宽度修正值的合计超
・
过 0.9mm 时
2. 用前刀缝制时,有可能发生标准开布量不足的情况。请根据缝制的布料进行调整充分地打开开布器。
用手动模式可以确认实际切断布的布开放量 , 但是要注意布切刀的动作。
– 68 –
Page 72

8-5. 针线拉线量的调整
警告
为了防止缝纫机的突然起动造成事故 , 请关掉电源后再进行操作。
■ 缝制开始的拉线量的调整
在供给着空气的状态下进行调整。
拧松螺丝
整。
B
A
❶
❷
标准调整值的 C 尺寸时 18mm(带针线夹装置
时为 23mm)。
C
,向 A-B 方向移动拉线臂❶进行调
❷
8-6. 挑线杆导向器的调整
警告
为了防止缝纫机的突然起动造成事故 , 请关掉电源后再进行操作。
❸
A
❶
❷
拧松螺丝❷,上下滑动安装在挑线杆导向器安装台
上的挑线杆导向器❸,调整安装位置。
❶
标准调整值的 A 尺寸是 15.5mm。
– 69 –
Page 73

8-7. 芯线残量的调整
1. 为了防止缝纫机的突然起动造成的事故,请关闭了电源之后再进行操作。
警告
❷
❶
2. 作业中,碰撞到底线切刀、布切刀的话,有可能发生意外的伤害事故,请充分注意安全。
A
❸
1) 拧松固定螺丝
2) 调整时请用多余的布料等一边进行实际缝制一边调整。
用缝制机线等作为芯线使用时 , 芯线残线有不稳定的可能。
此时 , 请把芯线夹到压脚板❸上。
,前后移动芯线导线器❷,调整缝制结束的芯线残留量 A。
❶
8-8. 芯线线张力的张力调节
拧松螺母❶进行调整。标准调整值为 11.5mm。
拧入螺母❶之后 , 芯线张力变高 , 切底线时线的留
线长度变短。
11.5 mm
❶
1. 薄料或容易伸缩的缝制物时,请把芯线
张力调整的弱一些。
2. 芯线线张力过弱或过强的话 , 芯线的
留线长度有时变得不稳定。标准值是
11.5mm。
– 70 –
Page 74

8-9. 针线夹装置(选购品)
警告
❶
为了防止缝纫机的突然起动造成事故 , 请关掉电源后再进行操作。
从针线夹装置的夹子下降时的压脚座板❷上面至夹
子下面为止的高度 A 是标准 6mm。
用厚料等缝制在标准位置碰到了布料时,请拧松螺
丝❶,把夹子下降时的夹子下面和布料之间的间隙
调整为 2 ~ 3mm。
调整高度之后,请确认夹前端和针杆导线
器的螺丝之间的间隙 D 是否为 1.5 ~
2mm。
安装了针线夹装置后,拉线臂的位置和无针线夹时
不同。
「8-5. 针线拉线量的调整」 p.69 的 C 尺寸为 23mm。
(无针线夹时为标准 18mm)
针线残留长度可以通过操作盘设定进行调整。
D
调整通过设定上线张力来进行调整。
设定方法请参照「9-1. 各部的线张力修正的方法」
p.73,显示修正位置 No.54。
增加设定值(初期值 0)之后,设定值数字变得越大,
针线残留长度变短。
减少设定值之后,相反针线残留长度变长。
设定可以按照各图案花样进行个别设定。
❷
A
针线夹用线张力器的作用是防止缝制结束时的松
线。
请转动线张力器旋钮,把 B 尺寸调整为 15 ~ 16mm。
B
– 71 –
Page 75

8-10. 手持灯的亮度调整
手持灯的亮度可以通过操作盘来进行调整。
1) 设定为存储器开关操作模式。
有关存储器开关操作模式的操作方法,请参照
「13. 存储器开关」 p.101。
❶
❺
❹
手持灯
2) 按-键
、+键
❹
,显示出存储器
❺
开关 No.30。
3) 按- / 后退键
,变更设定值。
❼
、+ / 前进键
❻
设定可以从 0(完全灭灯)开始至 100(最大)
为止分 20 级进行设定。
调整为适当的亮度会后,按准备键
进行确定,最后请结束存储器开关操作模式。
❼
❻
❶
– 72 –
Page 76

9. 各种功能的用法
有关以下记载的存储器开关的设定方法,请参照「13. 存储器开关」 p.101。
9-1. 各部的线张力修正的方法
可以个别地变更缝制形状各部的线张力。
各部分的线张力,为上线张力设定值(No.40)加上各修正值后的张力。
按线张力键
1)
❶
❺
B
C
出线张力器。
2)
按-键
、 +键
❹
助位置 No.B。(有关修正位置 No.,请参照附表 1、2)
3) 选择了修正位置 No. B 之后,按- / 后退键
❹
D
❽
❼
❻
、+ / 前进键
❻
力修正值 C。
4)
按准备键
时,设定值被记忆。
5
) 按了线张力 LED D 亮灯时,按了线张力键
之后,返回到通常显示。
❽
不进行 4)的操作,变更了图案花样 No. 后,或者切断电源后,设定值不能被记忆保存。
修正位置号码 , 请参照表 1,2, 图 1 ~ 4。
[ 上线张力的设定 ]
修正位置号码 设 定 项 目 内 容
40 上线张力 上线张力值
41 上线张力平行部右修正 平行部的右侧的上线张力修正值
42 上线张力平行部左修正 平行部的左侧的上线张力修正值
43 上线张力圆头扣眼上修正 圆头扣眼上线张力修正值
44 上线张力圆头扣眼下右修正 圆头扣眼下右侧的上线张力修正值
45 上线张力圆头扣眼下左修正 圆头扣眼下左侧的上线张力修正值
46 上线张力加固右修正 参照表 2 各加固的上线张力对应
47 上线张力加固左修正 参照表 2 各加固的上线张力对应
48 上线张力加固右 2 修正 参照表 2 各加固的上线张力对应
49 上线张力加固左 2 修正 参照表 2 各加固的上线张力对应
50 修正左上线张力圆形加固 圆形加固的左侧上线张力修正值
51 上线张力缝制开始修正 缝制开始的上线张力修正值
52 上线张力缝制结束修正 缝制结束的上线张力修正值
53 上线张力切线时修正 缝纫机切线时的上线张力修正值 *1
54
(选择针线夹选购品时)
上线张力针线夹上线拉线修正
缝纫机针线夹后的上线拉线时的上线张力修正值 *3
,让 LED D 亮灯,显示
❽
,选择各张力的辅
❺
,输入线张
❼
,或用开始开关开始缝制
❶
表1
* 1 : 对存储开关 No.8( 切线时下张力 ) 的修正值
(选择针线夹选购品时)
对于存储器开关 No.33(针线夹切线时上线张力)的修正值
* 2 : 对存储开关 No.10( 停止时线张力 ) 的修正值
* 3 : 对于存储器开关 No.34(针线夹上线拉线时上线张力)的修正值
– 73 –
Page 77

[ 各加固的上线张力对应 ]
加固种类
修正位置
46 上线张力加固右修正 直线部右侧 全体 缝制开始部 缝制开始重叠部
47 上线张力加固左修正 直线部左侧 - 缝制结束部 全体
48 上线张力加固右 2 修正 倾斜直线部右侧 平行部→直线加固 - -
49 上线张力加固左 2 修正 倾斜直线部的左侧 - - -
流动加固 直线加固 圆形加固 圆形加固 2
1. 虽然线张力设定值相同 , 但使用机线的种类或粗细不同 , 实际张力有可能不同。特别是线表面
不易滑动的线张力会变高 , 即使设定为 60 ~ 70 左右的低设定值线圈变小而发生跳针故障。
使用数种机线时 , 请编制使用输入各种张力设定值的图案。
2. 缝纫结束的上线张力 (No.52) 设定为高张力的话 , 有可能发生缝纫结束跳针或上线切不断的现
象。
表2
[ 流动加固的修正位置 ]
数据 No.45 上线圆头扣眼左下修正
数据 No.42 上线张力平行部左修正
数据 No.49 上线张力加固固定左 2 修正
数据 No.47 上线张力流动加固左修正
[ 直线加固的修正位置 ]
图1
数据 No.43 上线张力圆头扣眼上修正
数据 No.44 上线张力圆头扣眼右下修正
数据 No.41 上线平行部右修正
数据 No.48 上线张力加固右 2 修正
数据 No.46 上线张力加固右修正
图2
数据 No.45 上线圆头扣眼左下修正
数据 No.42 上线张力平行部左修正
数据 No.48 上线张力加固固定右 2 修正
(从平行部向直线加固部的 1 针)
数据 No.43 上线张力圆头扣眼上修正
数据 No.44 上线张力圆头扣眼右下修正
数据 No.41 上线平行部右修正
数据 No.46 上线张力加固右修正
– 74 –
Page 78

[ 圆形加固缝的修正位置 ]
图3
数据 No.43 上线张力圆头扣眼上修正
数据 No.45 上线圆头扣眼左下修正
数据 No.42 上线张力平行部左修正
数据 No.47 上线张力流动加固左修正
[ 圆形加固 2 缝的修正位置 ]
数据 No.45 上线圆头扣眼左下修正
数据 No.44 上线张力圆头扣眼右下修正
数据 No.41 上线平行部右修正
数据 No.46 上线张力加固右修正
图4
数据 No.43 上线张力圆头扣眼上修正
数据 No.44 上线张力圆头扣眼右下修正
数据 No.42 上线张力平行部左修正
数据 No.47 上线张力流动加固左修正
数据 No.41 上线平行部右修正
数据 No.46 上线张力加固右修正
– 75 –
Page 79

9-2. 布料安放位置的变更
在前侧时或者后切刀 / 无切刀时,可以把布的安放位置变更到缝制开始位置。
(1) 前切刀 / 后切刀 / 无切刀都变更为前侧时
1) 请设定存储开关 No.12=1。
2) 向面前的移动量,用存储器开关 No.23 进行设定。(标准出货状态 22mm)
(2) 前切刀时变更为原点,后切刀 / 无切刀时变更为缝制开始位置时
1) 请设定存储开关 No.12=2。
(3) 前切刀时变更为前侧,后切刀 / 无切达时变更为缝制开始位置时
1) 请设定存储开关 No.12=3。
2) 向面前的移动量,用存储器开关 No.23 进行设定。(标准出货状态 22mm)
9-3. 开始开关的模式变换
开始开关的操作让压脚下降 , 进行连续缝制。
请设定存储开关 No.15=1。
用压脚开关降下压脚 , 通常可以用开始开关进行缝制。但是手持开关的压脚 LED 变为常时闪亮状态。
9-4. 压脚动作变换
缝制终了后 , 可以降下着压脚返回到安放位置。
( 标准出货状态为缝制终了后 , 压脚上升返回安放位置 )
1) 请设定为存储器开关 No.20 = 1,或者= 2。
2) 用暂停开关在缝制中途停止后等,按复位键 传送台返回到安放位置时,压脚下降不动。
存储器开关 No.20 = 1 时,返回到安放位置后,压脚上升。
❶
存储器开关 No.20 = 2 时,返回到安放位置后,按压脚开关后压脚上升。
❷
9-5. 计数器的变换 ( 减算计数器 )
设定计数器值进行减算计数。用计数器值“0”可以禁止开始。
■ 减算计数器的变换
1) 请设定存储开关 No.13=2。
2) 计数器值达到“0”之后,显示闪烁亮灯,压脚 / 开始开关变为无效。
3) 按复位键 之后 , 计数值返回初期值。( 标准出货状态 : 初期值 =100) 计数器值“0”时也可以开始 ,
因此请把存储开关设定为 No.14=0。
■ 减算计数器初期值的设定
使用减算计数器时需要进行开始计数器初期值的设定。
1) 按计数器键 显示出计数器。
2) 按复位键 键让计数器返回初期值。标准出货状态为初期值 =100。
3) 按- / 后退键 、+ / 前进键 设定计数器值。
9-6. 切布前停止模式的变换
后切刀数据图案缝制时 , 进行切布动作前可以自动地暂停。
1) 请把存储开关设定位 No.21=1。缝制后缝纫机暂停 , 按再次开始开关后进行切布动作。
不按复位键 进行切布 , 可以返回到布料安放位置。
– 76 –
Page 80

9-7. 图案花样数据的复制
进行图案数据的复制。
❶
复制原件图案花样数据没有登记时
①
❶
B
❺
❹
❸
❸
2)的操作
❼
❻
❼
❻
缝制 LED 亮灯时,请按准备键
灭灯。
1) 按模式键
/ 后退键
,变成模式设定画面。按-
❸
、+ / 前进键
❻
❶
❼
,
显示出“CoPy”。
2) 按准备键
,变成图案花样数据复制
❶
画面。
3) 按-键
、+键
❹
,选择 2 位数
❺
LED B 上显示的复制原件的图案花样 No.。(图
案花样中没有登记的号码不显示)
4) 按- / 后退键
C
を,选择 4 位数 LED C 上显示的复制原本的
❼
、+ / 前进键
❻
图案花样 No.。
复制原件的图案花样数据没有被登记时,显示
为① ;登记的时候显示为②。可以设定为“1”
~“89”。
复制原件图案花样数据登记时
②
改写确认时
③
❷
❶
5) 按准备键
,从复制原件向复制位置
❶
复制图案花样数据。
另外,按了模式键
之后,图案花样数
❸
据复制被取消。
6) 有复制原件的图案花样 No. 时,按了准备键
之后,③的确认画面被显示出来。按
❶
了准备键
复位键
❷
7) 显示“CoPy”时,按模式键
之后,被进行改写。按了
❶
之后,被取消。
❸
,返回到
通常显示。
图案花样 No.90 ~ 99 为标准图案花样不能
进行改写。
– 77 –
Page 81

9-8. 图案花样数据的删除
进行图案花样数据的删除。
❶
❶
❸
❸
2)的操作
❼
❻
❼
缝制 LED 亮灯时,请按准备键
灭灯。
1) 按模式键
/ 后退键
显示出“dEL”。
2) 按准备键
画面。
3) 按- / 后退键
,选择 4 位数 LED C 上显示的删除的图案花
❼
样 No.。(图案花样中没有登记的号码不显示)
C
4) 按准备键
示出来。
,变成模式设定画面。按-
❸
、+ / 前进键
❻
,变成图案花样数据删除
❶
、+ / 前进键
❻
之后,①的确认画面被显
❶
❶
❼
,
确认删除时
①
❶
❷
❻
另外,按了模式键
之后,图案花样数
❸
据删除被取消。
5) 按准备键
除。按了复位键
之后,图案花样数据被删
❶
之后,被取消。
❷
6) 显示“dEL”时,按模式键
通常显示。
图案花样 No.90 ~ 99 为标准图案花样不能
进行改写。
,返回到
❸
– 78 –
Page 82

10. 维修保养
10-1. 切底线(综合切线规格)
1. 为了防止缝纫机的突然起动造成事故 , 请关掉电源后再进行操作。
警告
2. 作业中,如果接触了底线切刀的话,有可能发生意想不到的伤害事故,因此请充分注意
安全。
A
B
❶
底线切刀不需要因为缝制规格的变更而进行重新调
整,但是更换切刀等后,如果切刀抓不到线而不能
切线时,需要调整切刀位置的高度。
1) 调整切刀高度时,拧松螺丝
螺母,变更螺丝❶和螺母的高度来进行调整。
· 切芯线不能切断底线时,是切刀位置高,因此
向 A 方向移动螺丝❶和螺母,下降切刀位置。
· 切底线不能切断芯线时,是切刀位置低,因此
向 B 方向移动螺丝❶和螺母,提升切刀位置。
2) 确定位置之后,拧紧螺丝
和螺丝❶背面的
❶
和螺母进行固定。
❶
变更了切刀高度之后,缝纫机动作中请确认不能与压脚板等其他零件相碰。
10-2. 机针和弯针的同步时机
为了防止手、手指、手臂等受到伤害,请一定遵守以下操作规定。
在抬起缝纫机后的位置,请一定锁定铰链止动器,牢固地固定缝纫机。
危险
警告
・
※ 请确认「3-6. 缝纫机的抬起方法和复原方法」 p.16。
1. 为了防止缝纫机的突然起动造成事故 , 请关掉电源后再进行操作。
2. 作业中,如果接触了底线切刀的话,有可能发生意想不到的伤害事故,因此请充分注意
安全。
调整弯针凸轮时,抬起机头。
(有关抬起缝纫机的方法,请参照「3-6. 缝纫机的
抬起方法和复原方法」 p.16。)
卸下螺丝❶,再卸下弯针护罩❷之后再进行操作。
结束操作后,请安装弯针护罩。
❷
❶
– 79 –
Page 83

请根据机针摆动宽度,确认了针杆高度之后再进行操作。
用机针摆动把圆头扣眼的内侧落针称为内针,把外侧落针称为外针。
1)
2)
❻
A=B
❸
45°
A
机针 ( 内针下死点 )
B
机针 ( 外针下死点 )
❸
1) 拧松弯针驱动凸轮固定螺丝
(2 处 ),把针杆
❻
移动到内针下死点。
用手转动弯针驱动凸轮
,临时固定弯针驱动
❸
固定螺丝❻,让弯针驱动凸轮❸的平面成为左
下 45°。
转动弯针驱动凸轮❸时,请注意下轴也不
能转动。
2) 拧松弯针驱动轴导向器固定螺丝
,上下移动
❺
弯针驱动轴导向器❹,把针杆移动到外针下死
点和移动到内针下死点时的针和右弯针的间隙
以及和左弯针的间隙A调整为相同,然后
B
拧紧固定螺丝❺。
请注意不要弄伤上线切线弹簧❻,或者让
其发生变形。
❹
❺
❻
– 80 –
Page 84

3)
内针
3) 用弯针驱动凸轮
进行调整,让针杆从内针下
❸
死点上升 3mm 后,左弯针针尖来到机针中心的
位置,然后一边顶住驱动凸轮❸,一边固定好
弯针驱动凸轮固定螺丝❻(2 处)。
A 方向 : 同步变早
B 方向 : 同步变晚
没有间隙
4)
外针
摆动宽度小
3 mm
後
❻
❸
A
B
按压
3 mm
前
摆动宽度大
机针摆动宽度在 2mm 以下时,如果发生因
弯针翻倒等弯针捞线不良而造成跳针时,
请向 A 方向移动,把弯针的同步变更为 2.7
~ 2.8mm。
4) 同样,请确认,针杆从外针下死点上升 3mm 后,
机针和弯针针尖的位置。
让弯针尖基本上在左侧的范围内。如果在范围
以外时 , 请再次确认 2)、3)。
弯针同步时间调整后 , 如果变更了下列
①
~③时的机针摆动宽度 , 请再实施 1) ~ 4)
的调整操作。
对于弯针同步时间调整时机针摆动宽度
①
变更 0.3mm 以上后。
机针摆动幅度变更在 ±0.3mm:
机针摆动宽度在 3.4mm 以上时。
②
厚料或层部等机针容易弯曲的缝制时。
③
– 81 –
Page 85

10-3. 针杆高度
(1) 针杆高度的调整
1. 为了防止缝纫机的突然起动造成事故 , 请关掉电源后再进行操作。
警告
2. 作业中,如果接触了底线切刀的话,有可能发生意想不到的伤害事故,因此请充分注意
❶
安全。
2.5 mm
❶
针杆从内针最下点上升 3mm,机针和左弯针移动到内针捞线位置时,拧松螺丝❶调整针杆高度,让针孔上
部和弯针尖的距离为 2.5mm。
(2) 针杆的大致高度
起至针杆护罩❶上
❷
❷
❶
针杆的大致高度时从针杆上端
A
面为止的左图 A 的尺寸。
各点的 A 尺寸
针杆下死点 …… 42.5mm
(弯针同步 3mm 时)
弯针拉线同步 …… 39.5mm
(弯针同步 3mm 时)
请在「10-2. 机针和弯针的同步时机」
p.79 的调整之后进行调整。
– 82 –
Page 86

10-4. 细微摆动宽度的三角跳针的对应调整
分布器左
机针进入这里的
话,就会发生跳针
上线
内针
外针
弯针左
A
针板
底线三角(C)
底线
d
进行机针摆动宽度为 2mm 以下的细微摆动宽度的缝
制时,在标准调整状态下缝制时外针下降后,机针
进入底线三角(C 部)的左侧有可能发生跳针现象。
此时,请在调整了「10-2. 机针和弯针的同步时机」
p.79 以及「10-3.(1) 针杆高度的调整」 p.82 之
后的状态下进行调整。
1) 在挂上底线的状态下,用手转动皮带轮,下降
外针。
2) 机针与弯针左交叉时,拧松弯针驱动轴导向器
固定螺丝❶,向上方向移动弯针驱动轴导向器
❷,让A>B
以便外针进入底线三角(C 部 )。
A>B
机针 ( 内侧下死点 )
B
机针 ( 外侧下死点 )
❷
❶
大致的调整量
弯针同步 2.7mm 时,A和B的值
=约 4mm
A
=约 3mm
B
3) 决定弯针驱动轴导向器
的位置,用弯针驱动
❷
轴导向器固定螺丝❶进行固定,尽量让外针和
底线的间隙 d 尽量地小。
请注意不要弄伤上线切线弹簧
,或者让
❸
其发生变形。
用手转动飞轮后,即使进入了底线三角(C
部),缝制时机针也有可能进入到 C 步的外
部,发生跳针,请尽量把 d 尺寸调整的小
一些,一边缝制时可以进入 C 部。
❸
– 83 –
Page 87

10-5. 机针和弯针的间隙
1. 为了防止缝纫机的突然起动造成事故 , 请关掉电源后再进行操作。
警告
❶
0.03 ~ 0.05 mm
2. 作业中,如果接触了底线切刀的话,有可能发生意想不到的伤害事故,因此请充分注意
安全。
❷
❶
机针和弯针的间隙标准调整值是 0.03 ~ 0.05mm。
拧松弯针固定螺丝❶, 调整机针❷和左弯针❸以及
右弯针❹的间隙 , 然后固定。
1. 调整机针和弯针的间隙时还请同时也调
整「10-7. 分布器和弯针的间隙以及开闭
同步」 p.85 的分布器的高度位置。
2. 变更了针号后 , 请一定重新调整。
❸
10-6. 针座的调整
1. 为了防止缝纫机的突然起动造成事故 , 请关掉电源后再进行操作。
警告
❷
❸
–0.03 ~
0.05 mm
2. 作业中,如果接触了底线切刀的话,有可能发生意想不到的伤害事故,因此请充分注意
安全。
❶
❶
❹
❸
❷
1) 拧松固定螺丝
2) 把机针
~ 0.05mm。但是,请不要超过机针和弯
针的间隙。
3) 拧紧固定螺丝
4) 内针时 , 外针时均进行确认。
和针座❸的间隙调整为 -0.03
❷
变更针号码之后 , 调整机针和弯针后
请一定调整。
机针和内侧及外侧均分别和弯针尖一
致时 , 请调整间隙。
缝制厚料时,请把机针❷和针座❸的
间隙调整到 0 以下。
❶
❶
。
。
内针 外针
– 84 –
Page 88

10-7. 分布器和弯针的间隙以及开闭同步
1. 为了防止缝纫机的突然起动造成事故 , 请关掉电源后再进行操作。
警告
2. 作业中,如果接触了底线切刀的话,有可能发生意想不到的伤害事故,因此请充分注意
安全。
❶
A
左弯针
B
右弯针
❸ ❸
调整时,拧松固定弯针的固定螺丝❸,变更弯针的上下位置进行调整。
* 左分布器
左分布器
的间隙
❶
的前端下面和左弯针上面的间隙 A 是 0.1 ~ 0.2m m,而且调整到使用线 1 根通过时感觉
❶
到阻力。
* 右分布器
右分布器
的间隙
❷
的前端下面和右弯针上面的间隙 B 时 0 ~ 0.05mm 的范围。
❷
❷
1. 进行高度位置调整时,还请同时也调整「10-5. 机针和弯针的间隙」 p.84。
2. 分布器和弯针的间隙如果在调整范围外的话,就会发生跳针、断针的故障。
● 左分布器安装位置
移动分布器
和左弯针的底线孔中心一致。
左分线器的前端如果长出左弯针的
话 , 容易发生跳针。
● 右分布器安装位置
右弯针的内侧面是分布器❷的内侧面
的位置。分布器前端在距离右弯针内
❶
突出
❷
0~0.1mm
侧拉进 0 ~ 0.1mm 的位置。
左弯针
孔中心一致
右弯针
, 让前端二叉部的中心
❶
– 85 –
Page 89

❻
❶
❷
拧松分布器挡块固定螺丝❺, 调整分布器挡块❻,
然后固定。(左右分布器均相同。)
❻
❺
❽
❺
一致
机针
● 分布器开关同步
外针时,针杆下降左弯针后退时,针的端面(侧面)
和左弯针的前端一致时,把左分布器设定为关闭时
间。
另外,内针下死点时,右分布器设定为关闭状态。
变更了机针摆动宽度后或调整了弯针的同
步时间后 , 请一定进行确认。
拧松分布器驱动轴导向器❼的固定螺丝❽,让分布
器驱动轴导向器上下移动,调整后进行固定。
❼
❾
请注意不要弄伤上线切线弹簧
其发生变形。
,或者让
❾
– 86 –
Page 90

10-8. 针板高度
(1) 针板高度
❶ ❷
(2) 针板高度的调整
调整针板高度,采用下列的方法进行调整。
请把针板上面❷安装到距离压脚座板上面❶ 0.4mm
下方的位置。
0.4 mm
❹
❸
❻
❷
❺
❷
❻
1) 拧松螺丝
,移动芯
❸
线导向器❹。
2) 拧松针板固定螺丝
,卸下针板❷。
❺
3) 转动针板下面安装的
螺丝❻,根据螺丝拧
入高度来调整针板高
度。
4) 调整螺丝拧进高度,
让针板❷的下面顶到
螺丝❻,把针板和压
脚座板❶的高度调整
到 0.4mm。
5) 针板高度的调整结束
之后,把芯线导向
器❹返回到原来的位
置,然后固定螺丝❸。
– 87 –
Page 91

10-9. 压脚头的位置
1. 为了防止缝纫机的突然起动造成事故 , 请关掉电源后再进行操作。
警告
2. 作业中,如果接触了底线切刀的话,有可能发生意想不到的伤害事故,因此请充分注意
安全。
❺
❹
0 ~ 0.5 mm
❷
把压脚头右
A
B
❶
❸
0.5mm。
请拧松 2 个压脚臂座固定螺丝❶,向 A-B 方向移动
调整后,然后进行固定。
※ 请同样地对压脚头左也进行调整。
※ 用压脚曲柄固定螺丝
斜。
从座板右❺突出的量调整为 0 ~
❹
, 也可以调整前后、倾
❸
10-10. 切刀落刀位置的调整
1. 为了防止缝纫机的突然起动造成事故 , 请关掉电源后再进行操作。
警告
❶
2. 作业中,如果接触了底线切刀的话,有可能发生意想不到的伤害事故,因此请充分注意
安全。
❷
切布位置离开了中心时,请拧松切刀座固定螺丝❶,
向左右移动切刀座❷进行调整。
调整后,请拧紧固定好切刀座固定螺丝❶。
切布位置离开了中心之后,切布时有可能
发生切断缝迹等故障。
❶
– 88 –
Page 92

10-11. 切线刀的安装位置
1. 为了防止缝纫机的突然起动造成事故 , 请关掉电源后再进行操作。
警告
2. 作业中,如果接触了底线切刀的话,有可能发生意想不到的伤害事故,因此请充分注意
安全。
1) 上线切刀
拧松固定螺丝
0.6 ~ 0.75 mm
❶
A
❷
❽❺
0.1 ~ 0.15 mm
2) 上线切刀
移动上线切刀调节座❸,把与分布器右❺的间
隙调整为 0.1 ~ 0.15mm。
和机针的间隙约为 0.6 ~ 0.75mm。
❷
, 移动上线切刀 ❷调整间隙。
❶
的高度时 , 拧松固定螺丝❼,上下
❷
此时,请确认是否确保了和针板之间的间隙 A。
❸
3) 调整上线切刀
上线切刀❷顶到右链轮❺的话会造成零件
损坏的故障。
的动作位置时,向逆时针方向
❷
转动切上线动作臂❻,当上线切刀动作臂止动
0 ~ 0.2 mm
器 B ❾顶到上线切线动作臂❻时,上线切刀
❷
距离针板❽ 1.2 ~ 1.5mm。
需要调整时,请拧松上线切刀动作臂止动器 B
,调整螺丝突出量。
❾
4) 请把底线压脚和针板的前端的重合量调整为 0
~ 0.2 mm。
,变更螺丝的突出量
❹
0.6 ~ 0.75 mm
调整方法是,拧松螺母
来进行调整。
❾
1.2 ~ 1.5 mm
❽
❷
❸
❹
❼
❻
– 89 –
Page 93

10-12. 清扫的方法
1. 为了防止缝纫机的突然起动造成事故 , 请关掉电源后再进行操作。
警告
2. 作业中,如果接触了底线切刀的话,有可能发生意想不到的伤害事故,因此请充分注意
安全。
有时会缝入线屑,因此线屑、尘
埃堆积到针板、导线器等上的话,
请清除干净。
如果灰尘托盘里堆积了线屑,请打开前护罩❶,拉
出灰尘推盘❷,清除掉积存的线屑。
清除了线屑之后,把灰尘托盘❷安放到原来的位置,
然后关闭前护罩。
❶
10-13. 废油
警告
❷
拉出
为了防止缝纫机的突然起动造成事故 , 请关掉电源后再进行操作。
底盘护罩下的聚酯油杯❶里积满了油之后,请卸下
聚酯油杯❶,然后扔掉积存的油。
❶
– 90 –
Page 94

10-14. 消耗零件的更换
(1) 切刀座面的磨损
1. 为了防止缝纫机的突然起动造成事故 , 请关掉电源后再进行操作。
警告
2. 作业中,如果接触了底线切刀的话,有可能发生意想不到的伤害事故,因此请充分注意
安全。
与切刀座的布切刀的接触面
A
22 mm
修正了切刀之后,根据切削量把 0.1 ~ 0.3mm 的垫片粘结到上面,调整高度,然后确认切刀的钝快。
确认结果,如果切刀钝时,请选择 0.1 ~ 0.3mm 的垫片嵌入到切刀座和切布臂之间。
0.1 ~ 0.3mm 的垫片,请另外购买。
货号 : 40115638 SPECER_01( 厚度 0.1mm)
40115639 SPECER_02( 厚度 0.2mm)
40115640 SPECER_03( 厚度 0.3mm)
B
C
垫圈
可以修正到
0.3mm
1) 卸下切刀座,请确认切刀座表面的状态。
(请参照「10-14.(2) 布切刀·切刀座的更换」
p.92)
2) 切刀座面上有很深的刀迹 , 或使用不同的切
刀 , 刀迹双重 ( 左图的 A), 从刀迹看不是全部
切到祗有部分被切时 ( 左图的 B), 请用油石等
重新研磨 , 修正刀座面 , 让刀迹均一。
3) 不管切刀座是否正确地修正 , 布没有被正确地切断时 , 请确认布切刀刀尖的磨损状态。
1. 更换了切刀之后 , 请使用新切刀座或使用修正过的切刀座。否则有布切刀刀尖破损的可能。
2. 切刀研磨量最多 0.3mm,如果超过的话,请更换新切刀座。
– 91 –
Page 95

(2) 布切刀·切刀座的更换
1. 为了防止缝纫机的突然起动造成事故 , 请关掉电源后再进行操作。
警告
❹
2. 作业中,如果接触了底线切刀的话,有可能发生意想不到的伤害事故,因此请充分注意
安全。
■切刀座的更换
1) 拧松旋钮螺丝
,然后卸下切刀座❷。
❶
2) 把新的切刀座顶到止动器
丝❶。
,然后拧紧旋钮螺
❸
1. 挡块
❺
❶
❸
❷
切刀垫片
附属的垫片有 3 种(厚度 0.1mm、0.2mm、0.3mm)。
厚度 0.1 mm 货号 40115638
・
厚度 0.2 mm 货号 40115639
・
厚度 0.3 mm 货号 40115640
・
更换了切刀或者切刀座后,出货时安装的垫片如果切刀咬合不好时,请更换成咬合好的厚度的垫片。
切刀垫片高度的大致调整
圆头扣眼孔顶点侧不能切断 → 请把垫片更换成更厚一点的。
・
圆头扣眼孔终点侧不能切断 → 请把垫片更换成更薄一点的。
・
时放在切刀座和切刀臂之间用来调节高度的。
❺
2. 在切刀座
是定位用的 , 请不要移动。
❸
和切刀臂❹之间,工厂出货
❷
时安装了切刀高度调整用切刀垫片❺。
更换切刀座时,请注意不要忘记放入切
刀垫片❺。
■ 布切刀的更换
❼
❻
1) 拧松固定螺丝
2) 把新的布切刀顶到止动器
,卸下布切刀❼。
❽
,然后拧紧固定螺
❻
丝❽。
止动器❻,调整为距离针芯至布切刀圆头
扣眼定点 54mm,螺丝❾绝对不要松弛。
❾
❽
1. 更换布切刀后,请注意切刀的尺寸和操作盘的切刀 No. 应该一样。
详细内容请参阅「7-1. 切刀 No. 的设定」 p.52 和「11-4. 布切刀」 p.97。
2. 请使用配套的布切刀和切刀座。
如果不成套地使用,就会出现 2 个不同的切刀痕迹,而不能切断布料,或发生布切刀的损坏。
– 92 –
Page 96

(3) 底线切刀的更换(综合切线规格)
1. 为了防止缝纫机的突然起动造成事故 , 请关掉电源后再进行操作。
警告
[ 更换方法 ]
2. 作业中,如果接触了底线切刀的话,有可能发生意想不到的伤害事故,因此请充分注意
安全。
底线切刀单元
不容易切断底线后,请更换底线切刀。底线切刀的
货号是 40115260。
❶
❷
❸
❽
❹
❼
❺
❻
1) 关闭空气旋钮(请参照「3-14. 空气软管的安装」
p.27),排放出空气。
2) 卸下螺丝
3) 拧松固定螺丝
4) 卸下螺丝
5) 卸下切刀单元
号 40115260),然后固定好螺丝。
6) 打开空气旋钮(请参照「3-14. 空气软管的安装」
p.27),通入空气。
、垫片❷、金属方块❸。
❶
,卸下金属环❹。
❽
、垫片❺。
❻
,更换组装新的切刀单元(货
❼
– 93 –
Page 97

(4) 切线切刀的更换
1. 为了防止缝纫机的突然起动造成的事故,请关闭了电源之后再进行操作。
警告
2. 作业中,如果接触到底线切刀、切线切刀的话有发生人身伤害的危险,因此请加以注意。
(5) 切线保持板的更换(切线规格)
1. 为了防止缝纫机的突然起动造成事故 , 请关掉电源后再进行操作。
警告
2. 操作中有可能接触到切线保持板的切刀,发生意外的伤害,请充分注意安全。
❷
针线如果不容易切断的话,请更换针线切刀。切线
刀的货号是 40115277。
安装时,请参照「10-11. 切线刀的安装位置」
p.89。
如果弯针和芯线不容易切断的话,请更换切线保持
板❶。
更换时,请卸下螺丝❷,更换成新的切线保持板,
然后用 2 个螺丝❷进行固定。
❶
(6) 气簧的大致更换时期
因为缝纫机很重,所以气簧的功能无效时,抬起缝纫机的话,有发生夹伤手、手指、手臂
危险
警告
等事故的危险。
为了防止事故的发生,请按照气簧大致更换时期(下记)尽早更换气簧。
1. 为了防止缝纫机的突然起动造成事故 , 请关掉电源后再进行操作。
2. 作业中,如果接触了底线切刀的话,有可能发生意想不到的伤害事故,因此请充分注意
安全。
气簧是消耗品,即使使用次数很少,但是气簧内部
的气体也会自然泄漏,而不能发挥确保安全的推力。
如左图所示那样,把绳子挂到机台前脚部❶,抬起
缝纫机,需要 156N 以上的力量,请循序地更换成
JUKI 正牌的气簧(货号 :40100390)。
1. 请不要把绳子挂到前脚部
2. 气簧的杆部分有伤,气簧拉伸过长横向
荷重会出现软弱部分。缝纫机维修保养
或清扫等时,请注意不要施加过大的力
量。
以外的部分。
❶
❶
– 94 –
Page 98

(7) 气簧的更换
危险
❹
❺
关于更换作业,请让熟悉机器的维修技术人员在指示范围内进行更换。
1) 铰链止动器移动到第 4 段的位置之前,抬起缝
纫机进行锁定。
有关缝纫机抬起方法,请参阅「3-6. 缝纫机的
抬起方法和复原方法」 p.16。
如果铰链止动器没有被锁定的话,缝纫
机掉落有发生夹伤手、手指、手臂等事
故的危险。
请一定确认铰链止动器是否被支撑轴
危险
❶
2) 气簧
后,从支点轴❸取下螺母❹,然后请再卸下支
点轴❸、垫片❺、滑动环❻。
❻
锁定。
另外,更换气簧结束之前,请绝对不要
卸下铰链止动器的锁定。
的力量确认了缝纫机没有转动的状态之
❷
❶
❷
❼
❺
❸
❷
3) 拧松固定气簧
(共计 4 个),请卸下支点轴❼。
4) 把新的气簧按照原来的样子安装,按照与拆卸
相反的顺序进行组装。
请确认组装后的螺丝和螺母是否确实地拧
紧。
5) 组装完了后,请把缝纫机返回到原来的位置。
有关缝纫机的返回方法,请参阅「3-6. 缝纫机
的抬起方法和复原方法」 p.16。
的下侧的支点轴❼的螺丝
❷
❽
❽
– 95 –
Page 99

11. 交换标准配件 , 选购品
11-1. 针板
品 名
适用包边宽度 2.0 ~ 3.2mm 2.0 ~ 4.0mm 2.0 ~ 3.2mm 2.0 ~ 4.0mm
机针号 #90 ~ #110
芯线位置 W 1.8
形 状
货 号 40115404 40115406 40115403 40115405
规 格
※ 窄振幅用针板
适用包边宽度的条件最大为 3.2mm,但是可以让压脚比标准针板向内侧靠近 0.8mm,特别是解决前切刀规格的
跳针、牛仔布的开花等缝制问题十分有效。
A01
※(窄振幅用)
J01、C01 规格用
选购品
B01
(宽振幅用)
W W
J01、C01 规格用
标准
A00
※(窄振幅用)
J00、C00 规格用
选购品
B00
(宽振幅用)
J00、C00 规格用
标准
11-2. 压脚头
([ ] 内的记号是各规格的标准安装件。)
圆头扣眼用层压脚
品名
压
脚
形
头
左
状
部
货号 40115325 40115309 40115241 40115239
压
形
脚
头
状
右
货号 40115324 40115316 40115240 40115238
部
品名
压
脚
形
头
左
状
部
货号 40035239 40039844 14059604 14059802
34mm
[C01] [C00] [J01] [J00]
[C01] [C00] [J01] [J00]
圆头扣眼用边压脚
32mm
圆头扣眼用层压脚
38mm
圆头扣眼用边压脚
22mm
圆头扣眼用边压脚
34mm
圆头扣眼用
32mm
圆头扣眼用边压脚
38mm
圆头扣眼用
22mm
压
形
脚
头
状
右
部
货号 40035238 40039843 14059505 14059703
– 96 –
Page 100

11-3. 压脚座板
品 名 圆头扣眼压脚左顶板 圆头扣眼压脚右顶板 圆头扣眼压脚左顶板 圆头扣眼压脚右顶板
孔形状 圆头扣眼 圆头扣眼
芯线位置 10 ~ 34 10 ~ 38
形 状
货 号 40115322 40115323 32027104 32027005
规 格 J01、C01 规格用 J00、C00 规格用
11-4. 布切刀
品 名 圆头扣眼用 平扣眼用
形 状
圆
头
扣
眼
平
扣
眼
货 号 X Y L 备 考
标准装备 40115664 2.8 4.3 26
仅限切线规格 40115665 2.8 4.3 38
32063604 2.9 4.4 24
32063703 2.9 4.4 32
仅限切线规格 32063802 2.1 3.2 38
32063901 2.1 3.2 24
32064008 2.1 3.2 32
32064107 3.2 5.4 38
32064206 3.2 5.4 24
32064305 3.2 5.4 32
仅限切线规格 32066904 2.7 5.1 38
14041404 0 0 38
32065302 0 0 24
32065401 0 0 32
※1 选购品垫片的货号是 40115728。
选购品垫片和布切刀,请粘合到不堵孔的孔位置。
X
Y
L
选购品
使用垫片
※1
选购品垫片
– 97 –
对齐孔位置
布切刀
 Loading...
Loading...