

Page 1

使用说明书
Page 2

目 录
1. 规格 ...........................................................................................................................................................................1
2. 缝纫机的准备 ........................................................................................................................................................1
2-1. 缝纫机的安装 ................................................................................................................................................................................ 1
2-2. 加油 ...................................................................................................................................................................................................2
2-3. 机针的安装方法 ............................................................................................................................................................................2
2-4. 针杆护罩的安装方法 .................................................................................................................................................................. 3
2-5. 钮扣盘的安装方法 ....................................................................................................................................................................... 3
2-6. 上线的穿线方法 ............................................................................................................................................................................3
3. 缝纫机的调整 .........................................................................................................................................................4
3-1. 线张力 ............................................................................................................................................................................................... 4
3-2. 线调整杆的调整 ............................................................................................................................................................................4
3-3. 紧线拨杆的调整 ............................................................................................................................................................................4
3-4. 拔针器的调整 ................................................................................................................................................................................ 5
3-5. 面板线张力器的调整 .................................................................................................................................................................. 5
3-6. 机针和弯针的关系 ....................................................................................................................................................................... 5
3-7. 针导向器的位置 ............................................................................................................................................................................6
3-8. 抓扣装置的高度 ............................................................................................................................................................................6
3-9. 布压脚压力的调整 ....................................................................................................................................................................... 6
3-10. 抓脚打开拨杆的调整 ................................................................................................................................................................ 6
3-11. 松线同步时间的调整 ................................................................................................................................................................ 7
3-12. 2 眼和 4 眼扣的调整.................................................................................................................................................................7
3-13. 针数 ................................................................................................................................................................................................. 8
3-14. 遮挡位置的调整 ......................................................................................................................................................................... 8
3-15. 切线装置 .......................................................................................................................................................................................9
(1) 移动刀位置的调整 ............................................................................................................................ 9
3-16.
提升拨杆和调整螺丝的间隙 .........................................................................................................................................9
3-17.
L 型提升杆的安装方法 ...................................................................................................................................................9
3-18. 结线装置 .....................................................................................................................................................................................10
(1) 结线连接板的调整 .......................................................................................................................... 10
(2) 结线曲轴挡块的调整 ....................................................................................................................... 10
(3) 结线打结的调整 .............................................................................................................................. 10
(4) 有无结线的变换 .............................................................................................................................. 11
4. 维修、派生机种、附件 ..................................................................................................................................11
4-1. 皮带金属部件的连接方法 .......................................................................................................................................................11
4-2. 派生机种 ........................................................................................................................................................................................11
4-3. 附件 .................................................................................................................................................................................................12
(1) 柄扣(真珠扣)钉扣附件(Z033) ..................................................................................................13
(2) 绕线钉扣第 1 工序(钉扣工序)用附件(Z041) ............................................................................ 13
(3) 绕线钉扣第 2 工序(绕线工序)用附件(Z035) ............................................................................ 14
(4) 钉子母扣附件(Z037) .................................................................................................................... 14
(5) 钉金属扣附件(Z038) .................................................................................................................... 15
4-4. 马达皮带轮和皮带 .....................................................................................................................................................................15
5. 故障的原因和对策 ............................................................................................................................................ 16
i
Page 3

1. 规格
MB-1373 MB-1377
缝制速度 常用 1,300rpm(最高 1,500rpm)
针数 8, 16, 32 针
横向送布 2.5 ~ 6.5mm
横向送布 2.5 ~ 6.5mm
送布量
竖向送布 0, 2.5 ~ 6.5mm
竖向送布 0, 2.5 ~ 4.5mm
钮扣尺寸 10 ~ 28mm
使用机针 TQx1 #16(#14 ~ #20) TQx7 #16(#14 ~ #20)
机油 JUKI 新 No.1 机油
2. 缝纫机的准备
2-1. 缝纫机的安装
把防震胶垫1放到机台上,然后把
2
5
6
7
机头放到上面,用固定螺丝2、垫
片3、螺母4固定好。
然后把 S 型挂钩6和铁链7安装
到起动环5上。
3
4
1
– 1 –
Page 4
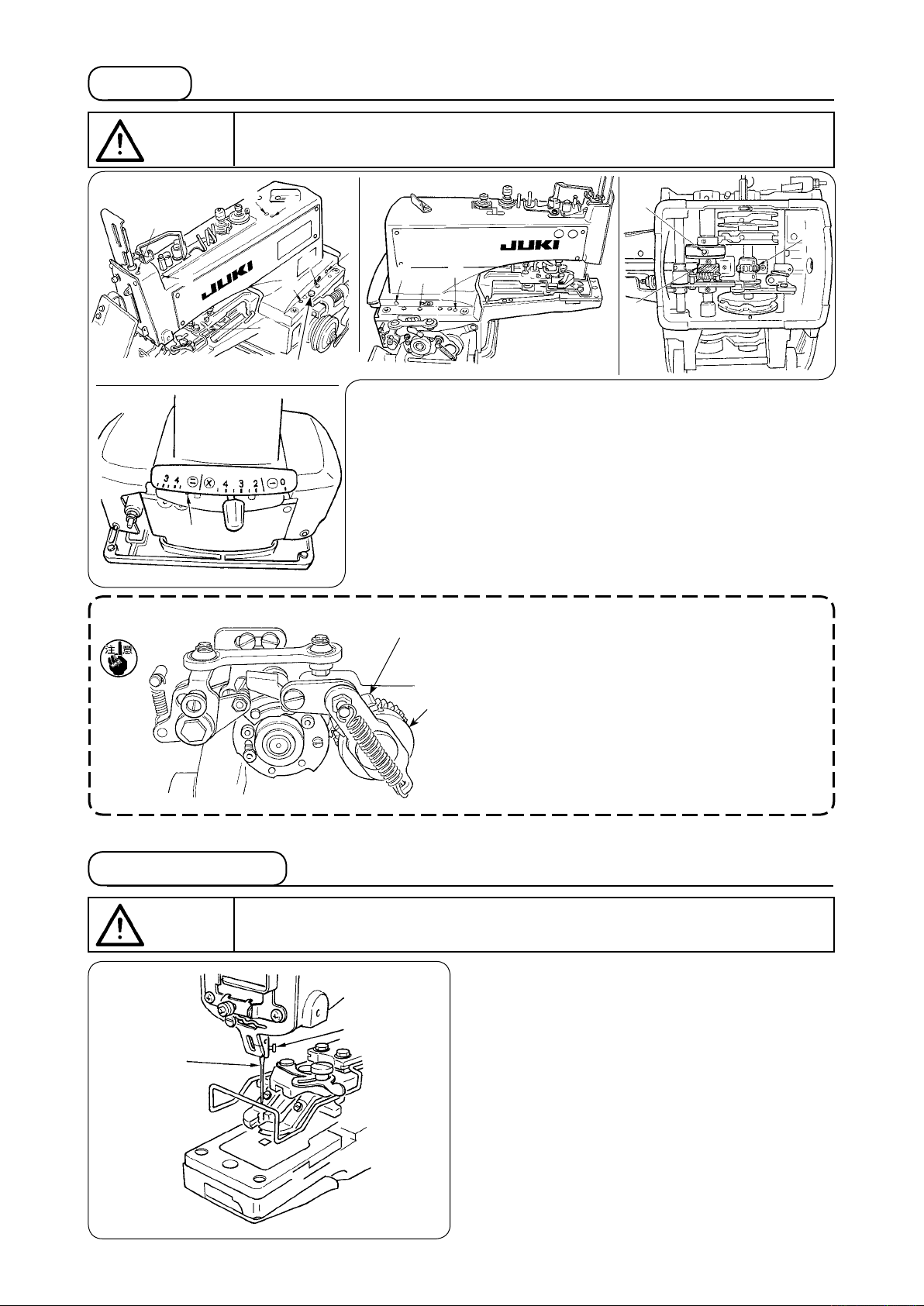
2-2. 加油
注意
1
2
!2
为了防止突然启动造成人身事故,请关掉电源,确认马达确实停止转动后再进行。
4
!1
5
3
!3
6
7
!0
9
8
!4
!5
1) 打开侧面护罩,向红色标记的部分1~!2(7仅为 MB-1377
用 ) 加入 JUKI New Defrix No.1 机油。( 每星期 1 ~ 2 次,每
次大约加油 1cc)
2) 拧松安装螺丝
,放倒缝纫机,把润滑脂 (JUKI 指定润滑脂 )
!3
加到螺丝齿轮!5和蜗轮齿轮!6上。
3) 每周检查 1 次机座安装台内的加油毛毡上面是否吸满油,油
不够时请加油。同时请往曲轴部!4上也加油。
!6
2-3. 机针的安装方法
注意
2
为了防止突然启动造成人身事故,请关掉电源,确认马达确实停止转动后再进行。
1
2
[加油时的注意事项]
1. 预备停止摩擦轮1和摩擦板2具有防止减速性
能降低的功能,因此请注意不要粘附油类。如果
粘附到油时,请擦拭干净。
1
2. 为了防止缝纫机皮带劣化,请注意不要让缝纫机
皮带粘附油类物质。
★标准机针为使用 TQx1 #16。
拧松固定螺丝1,把机针2的长沟朝向面前,插
进针杆的深处,然后拧紧固定螺丝1。
– 2 –
Page 5

2-4. 针杆护罩的安装方法
注意
为了防止突然启动造成人身事故,请关掉电源,确认马达确实停止转动后再进行。
4
2
2-5. 钮扣盘的安装方法
3
1
1) 拧松固定螺丝
2) 把针杆护罩
,卸下线调整导线器3。
2
安装到线调节导线器3的下面,
1
起动时让紧线杆4移动导线调节导线器3的中
心。
3) 用固定螺丝
固定针杆罩。
2
把钮扣盘1插进机座前部的右侧的孔上,并把固
定螺丝2拧紧固定。如果,右侧抓钮扣不方便的话,
请改装到左侧。如果安装在右侧不容易抓按扣的话,
请卸下后重新安装到左侧的孔3。
3
2
2-6. 上线的穿线方法
注意
A
!6
!7
!8
@0
@1
为了防止突然启动造成人身事故,请关掉电源,确认马达确实停止转动后再进行。
!4
!9
!5
!3
!1
1
!2
!0
9
8
7
5
6
4 3
2
1
按照图的1~@1的顺序穿线,从针孔的前面向后防按压夹线器松线杆螺母A,柄把线拉出约 60 ~
70mm。
※ 标准机针是 TQ×1 #16 缝纫机针。
– 3 –
Page 6

3. 缝纫机的调整
3-1. 线张力
3-2. 线调整杆的调整
注意
为了防止突然启动造成人身事故,请关掉电源,确认马达确实停止转动后再进行。
1
2
1
第一线张力螺母1是调整钉扣强度用的,仅能调
整微小的张力。
第二线张力调整螺母2是调整背面的紧线程度的,
其张力比第一线张力螺母1强,根据使用的机线、
布料、钮扣厚度等情况进行调整。
向右转动各线张力螺母之后,线张力变强,向左转
动则张力变弱。
A
× 缝时
3
调整线调整杆1时,请把螺丝刀插进左侧面板上的孔中,拧松固定螺丝2,然后左右移动调整杆的
活动滑块3进行调整。缝制结束,如果线头从 A 部箭头的孔中露出时,请把线调整杆活动滑块3向
左移动,如果线头从 B 部箭头的孔中露出时,请把滑块向右移动,不让线头露出来。
2
B
3-3. 紧线拨杆的调整
注意
2
8 ~ 10 mm
为了防止突然启动造成人身事故,请关掉电源,确认马达确实停止转动后再进行。
3
1
4
1) 在分离时,拧松固定螺丝1。
2) 把线张力导向器3的端面和紧线杆4的端面的
距离调整为 8 ~ 10mm,然后拧紧固定螺丝1。
调整后,请确认起动时线道如图A所示在
长孔的范围内。如果不正确时,请拧松线张
力导线器固定螺丝2,进行调整。
A
– 4 –
Page 7

3-4. 拔针器的调整
注意
0.4 ~ 0.6 mm
为了防止突然启动造成人身事故,请关掉电源,确认马达确实停止转动后再进行。
1
2
3-5. 面板线张力器的调整
1
4
1) 运转时,把拔针器1的方块2和拔
针器1的间隙调整为 0.4 ~ 0.6mm,
不让拔针器1压住机线。
2) 调整方法是,拧松固定螺丝
移动拔针器活动滑块4。
3
缝制 开 始不 能形成 缝迹,而 是从 中 途形 成缝迹,
调整了线 调节杆也不能纠正时,请转动旋钮螺母
( 双螺母 ),减弱线张力。
1
,左右
3
3-6. 机针和弯针的关系
注意
1
2
★机针和弯针按如下方法进行调整。
1) 在把踏板踩到底的状态下,用手向转动方向转动驱动皮带轮下降到最下点,然后拧松固定螺丝
(决定针杆高度。)
2) TQ × 1 针时,请把针杆
请把下方的 2 条刻线中的上刻线A对准针杆下滑块3的下端,然后拧紧固定螺丝1。此时,请把机
针的槽C调整到正面。
(决定弯针的位置。)
3) 拧松固定螺丝
的下端。
4) 在此状态,把弯针的针尖
5) 拧松固定螺丝
为了防止突然启动造成人身事故,请关掉电源,确认马达确实停止转动后再进行。
3
TQx1
TQx7
6
A
2
的上方 2 条刻线中的上刻线A对准针杆下滑块3的下端 ; TQ × 7 针时,
2
,转动皮带驱动轮,把针杆2的 2 条一组的刻线中的下刻线B对准针杆下端块
4
对准机针的中心,然后拧紧固定螺丝4。
5
,把弯针间隙调整为 0.01 ~ 0.1mm,然后再拧紧螺丝6。
6
2
B
C
4
5
1
。
3
– 5 –
Page 8

3-7. 针导向器的位置
注意
2
0.05 ~ 0.1 mm
为了防止突然启动造成人身事故,请关掉电源,确认马达确实停止转动后再进行。
1
3-8. 抓扣装置的高度
注意
1
A
为了防止突然启动造成人身事故,请关掉电源,确认马达确实停止转动后再进行。
4
3
在针杆最下点,拧松螺丝2,左右移动针导向器1,
把机针和针导向器1的间隙调整为 0.05 ~ 0.1mm。
1) 在缝制后停止的位置,钮扣抓爪1的底面里侧
和布压脚下板2的上面的标准间隙A是 8mm。
2) 调整时,拧松抓脚提升钩固定螺丝
动抓脚装置提升钩4。
,上下移
3
2
3-9. 布压脚压力的调整
注意
为了防止突然启动造成人身事故,请关掉电源,确认马达确实停止转动后再进行。
1
2
3-10. 抓脚打开拨杆的调整
注意
为了防止突然启动造成人身事故,请关掉电源,确认马达确实停止转动后再进行。
1
28.5 ~
29.5mm
2
螺母1的上端和压脚压力调节杆2下端的间隔为
28.5 ~ 29.5mm 时的布压脚压力是标准压力。请转
动螺母1进行调节。
在遮挡状态,拧松了固定螺丝1的话,可以用爪
脚张开杆2开闭钮扣爪脚3。把钮扣安放到正确
的位置,然后在钮扣容易放入取出的位置用固定螺
丝1固定爪脚张开杆2。
3
– 6 –
Page 9

3-11. 松线同步时间的调整
B
A
1
3-12. 2 眼和 4 眼扣的调整
注意
MB-1377
为了防止突然启动造成人身事故,请关掉电源,确认马达确实停止转动后再进行。
一边向箭头A方向拉线,一边转动驱动皮带轮时,第二线张力
盘浮起,有个线迅速脱线的点。此时,从针杆上金属滑块上面
到针杆上端的高度为 44 ~ 47mm(TQ × 7 针时为 54 ~ 57mm)
是标准。特别是经常发生下列现象时,请进行以下的调节。
拧松螺母1,把螺丝刀插入第二线张力杆,向箭头B方向转
动之后,线浮起,针杆高度变低,向相反方向转动之后则针杆
高度变高。
现象 针杆高度
1. 布料里侧的紧线不好时。 稍稍高一点。
2. 断开时,机线中途断线时。 稍稍低一点。
3. 经常断线时。 稍稍低一点。
请确认了缝纫机在遮挡位置 ( 参
照「3-14. 遮挡位置的调整」P.8)
2
3
之后再进行调整。
首先量一 下钮扣孔 间 隔有几 mm,4
眼钮扣的竖送量和横送量值应设为相
同。
1
B C A
A
[MB-1373 时 ]
★竖送量
向下压竖送调整杆1,2 眼钮扣时设到 0 的位置,4 眼钮扣时根据测定值进行设定。
★横送量
拧松螺母2,把指针3的A部对准对应测定值的刻度,然后拧紧固定螺母2。
[MB-1377 时 ]
★纵送刻度
一边向下按压纵送调节杆1,2 扣眼时调整到 0 位置,4 扣眼时请根据缝制方法分别采用下列方法调
整刻度。
X 缝制 :请在 A 的范围内设定到对应钮扣测定值的刻度位置。
字缝制 :请在 B 的范围内设定到对应钮扣测定值的刻度位置。
调整到 C 的位置 ( 刻度设定范围外 ) 的刻度之后,有可能发生不能缝制的故障。因此,请不要把调
节杆设定到 C 的位置。
★横送量
拧松螺母2,把指针3的A部对准对应测定值的刻度,然后拧紧固定螺母2。
请确认机针准确地落入钮扣各孔的中心后再运转缝纫机。
– 7 –
Page 10

3-13. 针数
注意
为了防止突然启动造成人身事故,请关掉电源,确认马达确实停止转动后再进行。
变换针数时,请打开左侧面护罩,然后用针数调节螺丝1和针数调节杆4( 附属品 ) 进行变换。
★ 8 针的调整方法 ★ 16 针的调整方法
1
调整为 8 针时,请拧松针数调节螺丝1,调整到
图示的位置后进行固定。
调整为 8 针后,把针数调节螺丝1移动到左侧,
然后拧松针数调节螺丝1,调整到图示的位置
1
后进行固定。
★ 32 针的调整方法
4
在 16 针的状态安装在大齿轮5上的针数调节齿
轮凸起2转到下侧后,请用梯形螺丝3( 附属品 )
组装针数调节杆4( 附属品 )。
3
3-14. 遮挡位置的调整
1
2
2
4
5
缝纫机缝制结束停止后,请把遮挡凸轮的爪1和
遮挡钩2调整为相接。
更 换 马 达 皮 带 轮, 转 速 变 更 为 1300rpm
1500rpm 时,请一定重新调整遮挡位置。
,/
A
B
[ 调整方法 ]
· 遮挡钩碰到遮挡凸轮反弹时 ( 爪1和
遮挡钩2之间有间隙时 )
请拧松遮挡位置调整螺丝
(2 处 ),向
3
A 方向转动遮挡调节凸轮4,然后固定
遮挡位置调整螺丝3。
3
– 8 –
· 遮挡钩碰到遮挡凸轮爪之前停止不动时
请拧松遮挡位置调整螺丝
(2 处 ),向
3
B 方向转动遮挡调节凸轮4,然后固定
遮挡位置调整螺丝3。
Page 11

3-15. 切线装置
(1) 移动刀位置的调整
注意
1
为了防止突然启动造成人身事故,请关掉电源,确认马达确实停止转动后再进行。
在遮挡位置 ( 参照「3-14 遮挡位置的调整」p.8) 压
脚完全地上升到最高位置,切线连接板 ( 前 )1和
针板2槽端面的标准间隙是 10 ~ 11mm。
2
调整 10 ~ 11m m 时,请放倒缝纫机,卸下防油板,
拧松螺母3(2 个),前后移动连结螺丝4,进行
调整。另外,拧紧螺母3时,请注意切线连结头
应基本保持水平。
10 ~ 11 mm
3
4
5
5
3-16.
3-17.
提升拨杆和调整螺丝的间隙
0.5mm
2
3
1
L 型提升杆的安装方法
6
4
3
5
2
在遮挡位置 ( 参照「3-14 遮挡位置的调整」p.8) 请
把提升杆1的端面和调节 螺 丝2的间隙调整为
0.5mm,然后用调节螺丝螺母3拧紧固定。
★ L 型提升杆的安装方法
按移动刀反弹弹簧2、分离垫片3、分离垫4、
分离垫片5的顺序安装到 L 型提升杆1上。
在遮挡位置 ( 参照「3-14 遮挡位置的调整」p.8) 让
机臂的腭部和遮挡缓冲垫片的端部紧密接触,安装
时注意不要有松动,然后用螺丝6拧紧固定。
1
– 9 –
Page 12

3-18. 结线装置
注意
(1) 结线连接板的调整
2
1
1 ~ 1.5 mm
为了防止突然启动造成人身事故,请关掉电源,确认马达确实停止转动后再进行。
结线曲轴的凸轮转到打结器的最外周时,机针
和结线板3之间的间隙为 1 ~ 1.5mm,请拧松固
定螺丝1,进行调整。
(调整后请确认机针和结线板不能相碰。)
3
2
(2) 结线曲轴挡块的调整
2
(3) 结线打结的调整
30 ~ 35 mm
3
1
1
缝纫机起动时,结线曲柄的凸起没有接触到结线触
点,请拧松固定螺丝3,用挡块4进行调整,让
针孔的外周1和结线板的前端2基本一致。
4
在第 14 针针杆上升时,针杆上金属部件的端面为
30 ~ 35mm(使用 TQ×7 机针时为 40 ~ 45mm)时,
请拧松固定螺丝1,让结线曲轴的凸轮与打结器相
接触。
打双线结时(无连线),请调整第 6 针和第
14 针。
– 10 –
Page 13

(4) 有无结线的变换
设定为有结线时,请把结线变换旋钮1拉到图示
的前侧位置。
1
设定为无结线时,请把结线变换旋钮1拉到图示
的前侧位置。
1
4. 维修、派生机种、附件
4-1. 皮带金属部件的连接方法
1
1.5 ~ 2mm
安装皮带的联结螺丝1时,请让螺丝向背面突出 1.5
~ 2mm 左右,然后拧紧固定。
1. 把皮带安装到 皮带轮上,盖上侧盖, 转
动马达后,请确认 侧盖和皮带金属器具
不相碰。
2. 组装皮带时,请注意不要让 缝纫机皮带
粘附油类物质。
4-2. 派生机种
MB-1373 MB-1373-11
8、16、32 针 8、16、32 针
– 11 –
Page 14

4-3. 附件
注意
用途
MB-1373
MB-1377
为了防止突然启动造成人身事故,请关掉电源,确认马达确实停止转动后再进行。
1) 安装各附件时,有的机种不能拆卸抓扣装置1、
5
1
布压脚下板2。
2) 抓扣装置
可以卸下安装轴3上的拉环,布压
1
脚下板2可以卸下固定螺丝4。
与 MB-373NS·MB-377NS 的附件不同的
仅是旋钮装置拉起钩5。
4
2
平扣用 平扣用
大钮扣 中钮扣 一般
3
Z201 Z202 Z033 Z037
子母扣用
示意图
备考 钮扣尺寸
A : 3 ~ 6.5 mm
B:φ20~φ28 mm
用途
MB-1373
第 1 工序 第 2 工序 一般
Z041 Z035 Z038 Z039 Z044
MB-1377
示意图
备考 钉扣高度 :
A : 5.5 mm
钮扣尺寸
A : 3 ~ 5 mm
B:φ12~φ20 mm
钮扣绕线用 金属钮扣用 力扣用
钮扣直径 :16mm
柄尺寸 厚 :6.5mm
宽 :3,2.5mm
与 Z041 共通 折边宽度 :
尺寸 :
A : 8 mm
钉标牌
3 ~ 6.5 mm
– 12 –
Page 15

(1) 柄扣(真珠扣)钉扣附件(Z033)
注意
!6
!8
!3
!4
!5
2
6
8
为了防止突然启动造成人身事故,请关掉电源,确认马达确实停止转动后再进行。
9
!7
!2
(使用方法)
1) 拧松固定螺丝
,把布压脚下板6拉到离抓脚2的左端面 0.5 ~ 1.0mm 的地方,然后拧紧固定螺丝!2。
!2
2) 装上拗扣,拧松固定螺丝
3) 调整钮扣压脚
的压力时,请拧松推力环固定螺丝,转动推力环!6调节强度,以便在缝制中不让钮
!5
扣移动。
4) 打开钮扣压脚,把滑块
!0
@0
4
!9
5
!3和!4
固定到使用方便的位置。
!7
!1
1
3
7
,调整钮扣压脚!5使其稍稍压住钮扣的中心。
(安装方法)
卸下抓扣装置和布压脚下板,安装上珍珠扣用抓扣
装置1,拧松固定螺丝3,前后移动抓脚安装台4,
让机针正好落在抓脚2的落针沟中间。同时,让
珍珠扣用布压脚下板台5正好落在压脚下板6的
落针沟中间,然后用固定螺丝7固定起来。
把钮扣压开杆8插进机架凸部的孔里,再用固定
螺丝7固定起来。
1. 转动推力环后,不要让转动轴!8在轴方向产生松动。
2. 抓扣装置上升时,请调整抓扣装置的提升钩@0和抓扣装置的止动销!1,让 L 型提升杆凸块!9和
抓脚安装台4不相碰。
(2) 绕线钉扣第 1 工序(钉扣工序)用附件(Z041)
注意
为了防止突然启动造成人身事故,请关掉电源,确认马达确实停止转动后再进行。
2
(安装方法)
用安装螺丝2和导销螺丝3把绕线用爪1固定
到普通的钮扣抓爪部。
3
1
此时,把钮扣抓爪1安装到钮扣中心左右均等的
位置。
(使用方法)
与钉普通的平扣一样,但是从钮扣到布之间的距离
变长了,所以需要调节线调节拨杆把拉线量弄长。
(参照「3-2. 线调节拨杆的调节」p.4 项)
– 13 –
Page 16

(3) 绕线钉扣第 2 工序(绕线工序)用附件(Z035)
4
7
注意
3
2
8
6
1
为了防止突然启动造成人身事故,请关掉电源,确认马达确实停止转动后再进行。
(安装方法)
卸下抓扣装置、压脚压力调详杆和布压脚底板,安
装上绕线第 2 工序用附件1。
5
但是,Z035 需要卸掉 L 型拉杆,按照移动刀反弹
弹簧3、分离垫片5、分离垫圈4的顺序安装杆
,确认了完全分离之后,把机架和分离缓冲器
2
的端面紧紧地安装起来不让它有松动。
(使用方法)
1) 拧松安装螺丝
绕线用金属部件(小)8移动到落针位置的中心,
调整绕线长度。
2) 放进钮扣,把线从箭头部穿进。
3) 把竖送刻度设为 0。
,绕线用金属部件(大)7和
6
5
(4) 钉子母扣附件(Z037)
注意
2
4
为了防止突然启动造成人身事故,请关掉电源,确认马达确实停止转动后再进行。
1
3
(安装方法)
卸下抓扣装置和布压脚下板,横送布刻度和竖送布
刻度设定为 4mm 以后,安装子母扣用下布压板1,
让针均匀地落到四角孔里。
然后,在子母扣抓脚抓住子母扣的状态,安装上子
母扣抓扣装置2,让机针正确地落到扣孔里。
如果落针不正确的话,请拧松六角螺丝3进行调整。
最后,请确认下布压板1的凸形和子母扣用钮扣
导爪4下面的凹形是否完全一致。
– 14 –
Page 17

(5) 钉金属扣附件(Z038)
为了防止突然启动造成人身事故,请关掉电源,确认马达确实停止转动后再进行。
9
4
!7
5
!5
!0
!4
!1
!2
!3
2
6
注意
8
!6
(使用方法)
1) 拧松固定螺丝
,把布压脚下板6从抓爪2的左端面拉进 1.0 ~ 1.5mm,然后拧紧固定螺丝!0。
!0
2) 安放钮扣,拧松固定螺丝
3) 拧松固定螺丝,转动轴环
4) 把钮扣压脚打开凸轮
!9
!8
卸下抓扣装置和布压脚下板,安装金属扣用抓扣装
置1,拧松固定螺丝3,前后移动抓爪安装台4,
让机针正好落在抓 爪2的落针沟的中间。另 外,
用固定螺丝7固定金属扣用布压脚下板5,让机
针正好落在压脚下板6的落针槽中。把钮扣压开
(安装方法)
1
杆8插进机架头部的孔里,然后用固定螺丝9拧
紧固定。
3
7
!1和!2
!4
移动到使用方便的位置固定起来。
!5
,让钮扣压脚!3正好压住钮扣的中心。
进行调整,让钮扣压脚!3的压力在缝制中不让钮扣移动。
1. 转动轴环时,旋转轴!6在轴方向不能有松动。
2. 抓扣装置上升时,请调整抓扣装置的提升钩!9和抓扣装置的止动销!8,让 L 型提升杆凸块!7和
抓脚安装台4不相碰。
4-4. 马达皮带轮和皮带
1) 马达使用单相、输出功率 200W(1/4 马力)的通用马达。
2) 请使用 V 型皮带。
3) 马达皮带轮和缝纫机转速的关系如下表所示。
Hz rpm 马达皮带轮的货号
1500 40038291
50
1300 40038298
1500 40038298
60
1300 40042229
mm
φ
φ
φ
φ
76
64.5
64.5
57
★ 50Hz、1300rpm 和 60Hz、1500rpm 的皮带轮通用。
★ 马达的转动方向,从马达皮带轮侧看是逆时针转动。请注意不要让皮带轮逆转。
★ 更换马达皮带轮,转速变更为 1300rpm
1500rpm 时,请一定重新调整遮挡位置。( 参照「3-14. 遮
,/
挡位置的调整」p.8)
– 15 –
Page 18

5. 故障的原因和对策
故障 原因 对策
1. 断线。
2. 始缝时形成不了
缝迹,中途开始
出缝迹
3. 紧线不良。
4. 最终针的加固缝
紧线弱。
5. 钮扣上第一针的
线出得太长。
1
2
3
4
5
6
7
1
2
1
2
3
4
5
1
2
3
线张力拨杆调整不良。
靠线动作不良。
紧线拨杆调整不良。
第二线张力盘的同步不好。
抓扣装置的上升量太高。
拔针器压线。拔针器调整不良。(间
隙小)
机针没有落到钮扣的中心。
针与扣眼相比太粗。
线调详拨杆的调整不良。
面板线张力太大。
靠线动作不良。
第二线张力盘的同步不好。
第二线张力盘的张力不良。
机针没有落到钮扣的中心。
布压脚压力不良。
紧线拨杆调整不良。
结线板的同步不良。
拔针器调整不良。(间隙过大)
调整靠线器的前后左右同步。
™
调整紧线拨杆。
™
提早线张力盘浮起同步。
™
把抓脚上升量调整为 8mm。
™
调整拔针器摆动滑块。
™
用抓脚安装台调整。
™
换为细针。
™
调整线张力拨杆摆动轴。
™
减弱面板线张力。
™
调整靠线器的前后左右同步。
™
稍稍推迟线张力盘浮起同步时间。
™
用第二线张力盘调整。
™
用抓脚安装台调整。
™
调整布压脚压力。
™
调整紧线拨杆。
™
提早结线板的同步时间。(调整结线
™
打结)
用拔针器摆动滑块调整。
™
调整线张力拨杆摆动轴。
™
6. 分 离 时 切 线 不
良。
7. 切线不断。
8. 面线和底线 2 根
都断线。
9. 切线后布里侧线
出得太长。
10. 切断后布背面出
线 长 度 有 长 有
短。
第二线张力盘的同步不好。
1
机针碰到钮扣孔。
2
拔针器压线不良。
3
布压脚压力太大。
4
移动刀分线爪不能把布侧的线确
1
实分开。
机针没有落到钮扣的中心。
2
最后落针跳针。
3
移动刀分线爪高度不良。
4
移动刀位置不良。
1
移动刀分线爪高度不良。
2
线移动刀切线同步不良。
1
抓扣装置上升量过大。
2
移动刀位置不正确。
1
抓扣装置的上升量过高。
2
稍稍推迟线张力盘浮起同步,使紧
™
线变好。
调整落针。
™
调整拔针器摆动滑块。
™
用布压脚压力调整螺母进行调整。
™
调整移动刀位置。
™
用抓脚安装台调整。
™
调整弯针。
™
调整移动刀分线爪的高度。
™
调整分离时移动刀的位置。
™
调整移动刀分线爪的高度。
™
调整移动刀位置。
™
把抓脚上升量调整为 8mm。
™
调整 分 离 时 移动 刀 的 位 置。(10 ~
™
11mm)
把抓脚上升量调整为 8mm。
™
– 16 –
 Loading...
Loading...