

Page 1
TÜRKÇE
KULLANMA KILAVUZU
Page 2

İÇİNDEKİLER
1. ÖZELLİKLER ..................................................................................................................1
2. DİKİŞ MAKİNESİNİN HAZIRLANMASI ...........................................................................1
2-1. Makine kafasının montajı ...................................................................................................................1
2-2. Yağlama ...............................................................................................................................................2
2-3. İğnenin takılması ................................................................................................................................2
2-4. İğne mili kapağının takılması ............................................................................................................3
2-5. Düğme tepsisi tertibatının takılması .................................................................................................3
2-6. Makineye iplik geçirme ......................................................................................................................3
3. DİKİŞ MAKİNESİNİN AYARLANMASI ............................................................................4
3-1. İplik tansiyonunun ayarlanması ........................................................................................................4
3-2.
İplik çekip çıkarma kolunun ayarlanması ................................................................................................. 4
3-3. Germe kolunu ayarlama ....................................................................................................................4
3-4. Kıskacın ayarlanması .........................................................................................................................5
3-5. Siper üstündeki iplik gerilim kılavuzunun ayarlanması ..................................................................5
3-6.
İğne-lüper ilişkisi .................................................................................................................................................5
İğne kılavuzunun konumu .................................................................................................................6
3-7.
3-8. Düğme kıskacının yüksekliği ............................................................................................................6
3-9. İşi bastırma kuvveti ............................................................................................................................ 6
3-10.
Düğme kıskacı durdurma kolunun ayarlanması .............................................................................6
3-11. İplik gerilimi gevşetme zamanlaması .............................................................................................7
3-12. 2- veya 4- delikli düğmelerin takılması ........................................................................................... 7
3-13. Bir ilmek sayısının ayarlanması ...................................................................................................... 8
3-14. Durdurma tertibatı konumunun ayarlanması ................................................................................8
3-15. Otomatik iplik kesici ........................................................................................................................9
(1) Hareketli bıçağın konumunun ayarlanması .................................................................................... 9
3-16. Düğme kıskacı kaldırma kolu ve ayarlama vidası arasındaki açıklık ..........................................9
3-17. L biçimli kaldırma kolunun ayarlanması ........................................................................................9
3-18. Düğüm atma mekanizmaları ..........................................................................................................10
(1) Düğüm atma bağlantı plakasının ayarlanması ............................................................................. 10
(2) Düğüm atma kolu durdurucusunun ayarlanması ......................................................................... 10
(3) Düğüm atma kertiğinin ayarlanması ............................................................................................10
(4) Düğüm atmalı/düğüm atmasız arasında değiştirme .................................................................... 11
4. BAKIM, ALT SINIF MODELLERİ VE EK TERTİBATLAR ............................................. 11
4-1. Kayışın metal teçhizatının bağlanması ..........................................................................................11
4-2. Alt sınıf modelleri ............................................................................................................................ 11
4-3. Ek tertibatlar .....................................................................................................................................12
(1) Saplı düğmeler (Sedef düğmeler) için ek tertibatlar (Z033) ......................................................... 13
(2) Etrafı sarılan düğmelerin ilk işlemi için ek tertibat (Z041) ............................................................13
(3) Etrafı sarılan düğmelerin ikinci işlemi için ek tertibat (Z035) ........................................................14
(4) Çıtçıtlar için ek tertibatlar (Z037) ..................................................................................................14
(5) Metal düğmeler için ek tertibatlar (Z038) .....................................................................................15
4-4. Motor kasnağı ve kayış .................................................................................................................... 15
5. SORUNLAR VE DÜZELTİCİ ÖNLEMLER .....................................................................16
i
Page 3
1. ÖZELLİKLER
MB-1373 MB-1377
Dikiş hızı
İlmek sayısı 8, 16 ve 32 ilmek
Besleme miktarı Yanal besleme 2.5 ila 6.5 mm
Uzunlamasına besleme 0, 2.5 ila 6.5 mm
Düğme büyüklüğü
Kullanılan iğne
Yağlama yağız
Gürültü
Nominal 1,500 dev/dak’da işyeri bağıl gürültü seviyesi : LPA 84 dB(A) Gürültü
Normal 1.300 dev/dk (Maksimum 1.500 dev/dk)
Uzunlamasına besleme 0, 2.5 ila 4.5 mm
10 ile 28 mm
TQx1 #16 (#14 ila #20) TQx7 #16 (#14 ila #20)
JUKI New Defrix Oil No. 1
seviye ölçümü DIN 45635-48-B-1. ‘e göre yapılmıştır.
2. DİKİŞ MAKİNESİNİN HAZIRLANMASI
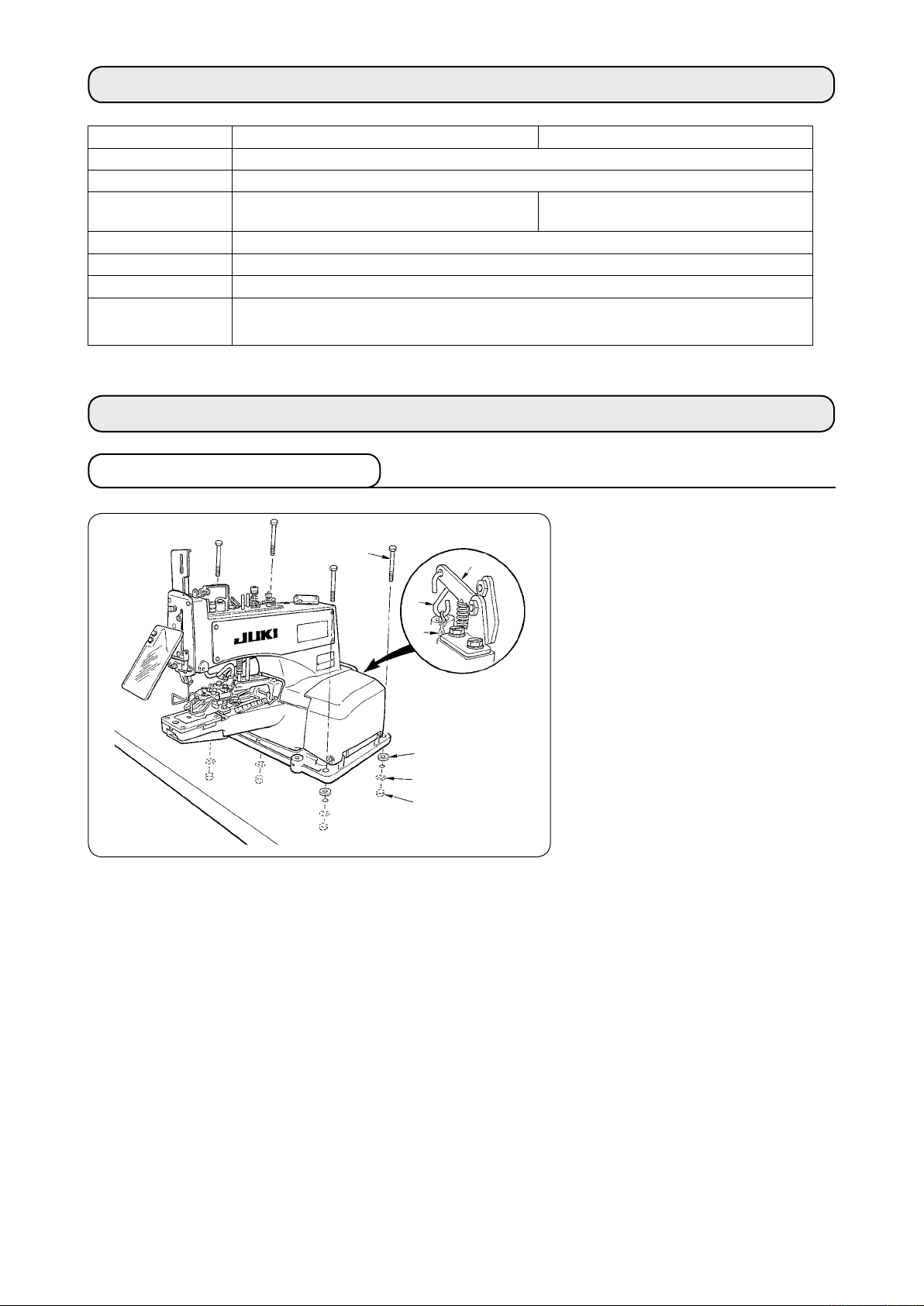
2-1. Makine kafasının montajı
2
6
7
5
Yanal besleme 2.5 ila 6.5 mm
Kauçuk yastığı 1 masanın üstüne koyun ve makine kafasını kauçuk yastık
üstüne yerleştirip, vidaları 2, yassı
pulları 3 ve somunları 4 kullanarak
masaya sabitleyin.
“S” zincir kancasını 6 ve zinciri 7
durdurma tertibatı engelleme koluna
takın.
5
3
4
1
– 1 –
Page 4
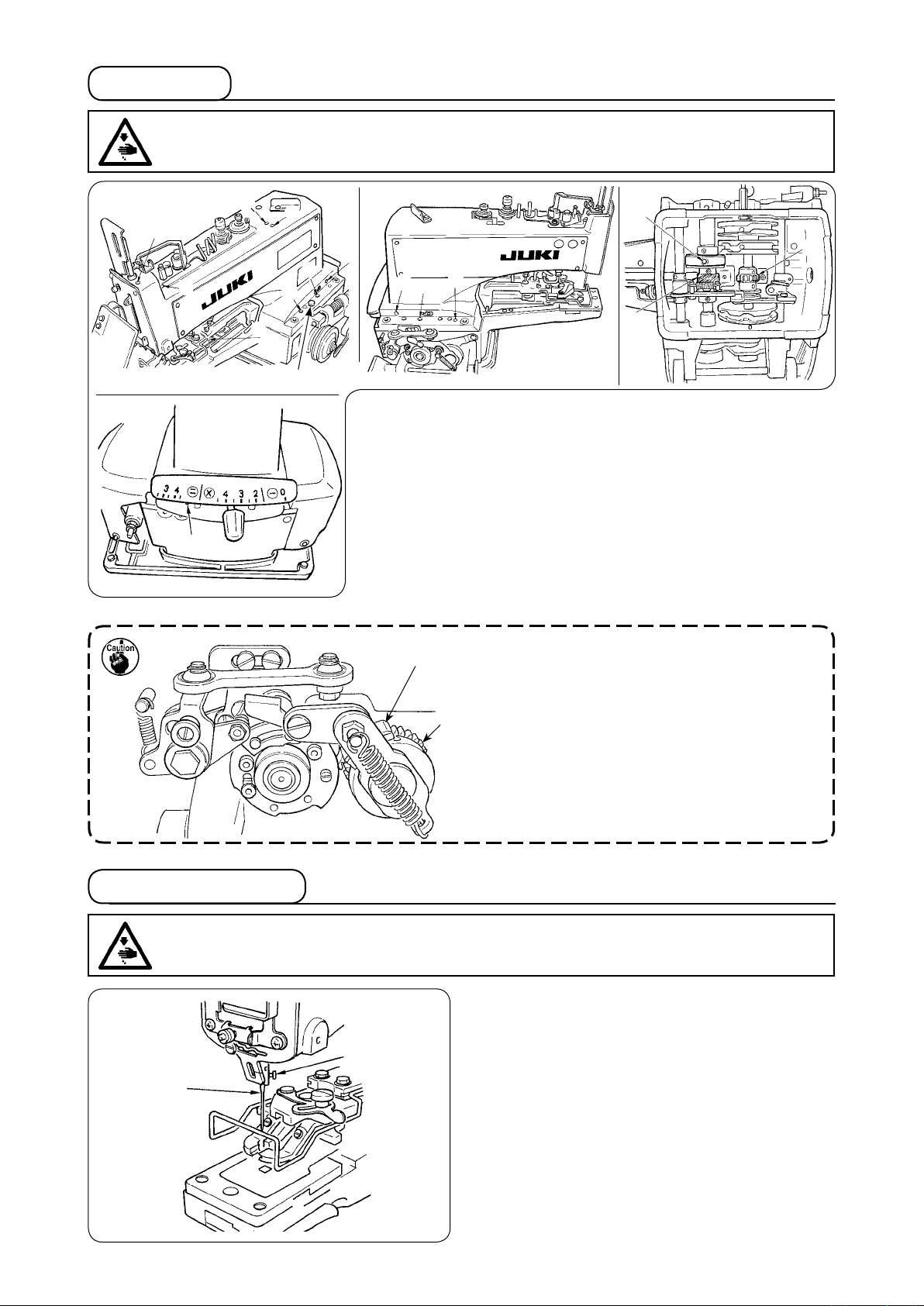
2-2. Yağlama
UYARI
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmalardan korunmak için, aşağıda belirtilen
işlemleri şalter kapatıldıktan ve makine tamamen durduktan sonra yapmaya kesinlikle çok dikkat edin.
1
2
!2
4
!1
5
3
!3
6
!4
7
9
8
!5
!0
1) Yan kapağı açın ve 1 ile !2 kırmızı işaretleriyle gösterilen kısımlara JUKI New Defrix Oil No. 1 sürün (1: sadece MB-1377 için).
(İlgili yağlama noktalarına haftada bir ya da iki kez yaklaşık 1 cc
yağ sürün.)
2) Bağlantı vidasını !3 gevşetin, makine kafasını geriye doğru devirin ve çapraz sarmal dişli !5 ile helezoni dişliye !6 yağ (JUKI’nin
belirlediği yağ) sürün.
3) Yaklaşık haftada bir, yağ miktarının yatak montaj tabanı içinde
bulunan yağ keçesinin üstüne ulaşmaya yeterli olduğunu kontrol
edin. Yağ miktarı yetersizse, gerekli miktarda yağ ekleyin. Bu
sırada, krank çubuğunu !4 da yağlayın.
!6
2-3. İğnenin takılması
UYARI
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmalardan korunmak için, aşağıda belirtilen
işlemleri şalter kapatıldıktan ve makine tamamen durduktan sonra yapmaya kesinlikle çok dikkat edin.
2
1
2
[Yağlama sırasında dikkat edilmesi gereken noktalar]
1. Sürtünme çarkı 1 ve sürtünme plakasının 2 bozulmasını ya da performansının düşmesini önlemek için yağ ile tıkanmamasına dikkat edin. Ayrıca
1
parçalar yağ ile tıkandığı zaman üzerlerindeki yağı
silin.
2. Makine kayışının bozulmaması için yağlanmamasına dikkat edin.
Standart bir TQx1 # 16 iğnesi kullanın.
★
Tespit vidasını 1 gevşetin ve iğneyi 2; uzun
kanallı tarafın size bakacak şekilde tutun. Sonra
iğneyi, iğne milindeki kanalına tamamen geçirin ve
tespit vidasını 1 sıkın.
– 2 –
Page 5

2-4. İğne mili kapağının takılması
UYARI
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmalardan korunmak için, aşağıda belirtilen
işlemleri şalter kapatıldıktan ve makine tamamen durduktan sonra yapmaya kesinlikle çok dikkat edin.
4
3
2
1
2-5. Düğme tepsisi tertibatının takılması
1) Vidayı 2 gevşetin ve iplik kılavuzunu 3 çıkarın.
2) İğne mili siperini 1 iplik kılavuzunun 3 altına
yerleştirin ve iplik kılavuzunu makine çalışmaya
başladığında kol 4 onun ortasına gelecek şekilde takın.
3) Kapağı vidayla
sabitleyin.
2
Düğme tepsisinin 1 direklerini makine alt kaidesinin
sağındaki deliğe geçirin ve her bir tespit vidasını 2
sıkın. Operatör sağdaki düğmeleri alırken zorlanıyorsa, soldaki deliğe 3 geçirin.
3
2
2-6. Makineye iplik geçirme
UYARI
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmalardan korunmak için, aşağıda belirtilen
işlemleri şalter kapatıldıktan ve makine tamamen durduktan sonra yapmaya kesinlikle çok dikkat edin.
!4
A
!6
!7
!1
1
!0
7
5
2
1
!9
!5
!3
!2
9
8
1
6
4 3
ila
sırasıyla geçirin. Sonra, kıskacı açan
@1
!8
@0
@1
Yukarıdaki resimde gösterildiği gibi makine kafasına ipliği
tırtıklı topuz düğmeye A basarak, ipliği önden iğne gözüne yaklaşık 60 ila 70 mm geçirin.
* Standart iğne TQ X1 #16’dır.
– 3 –
Page 6
3. DİKİŞ MAKİNESİNİN AYARLANMASI
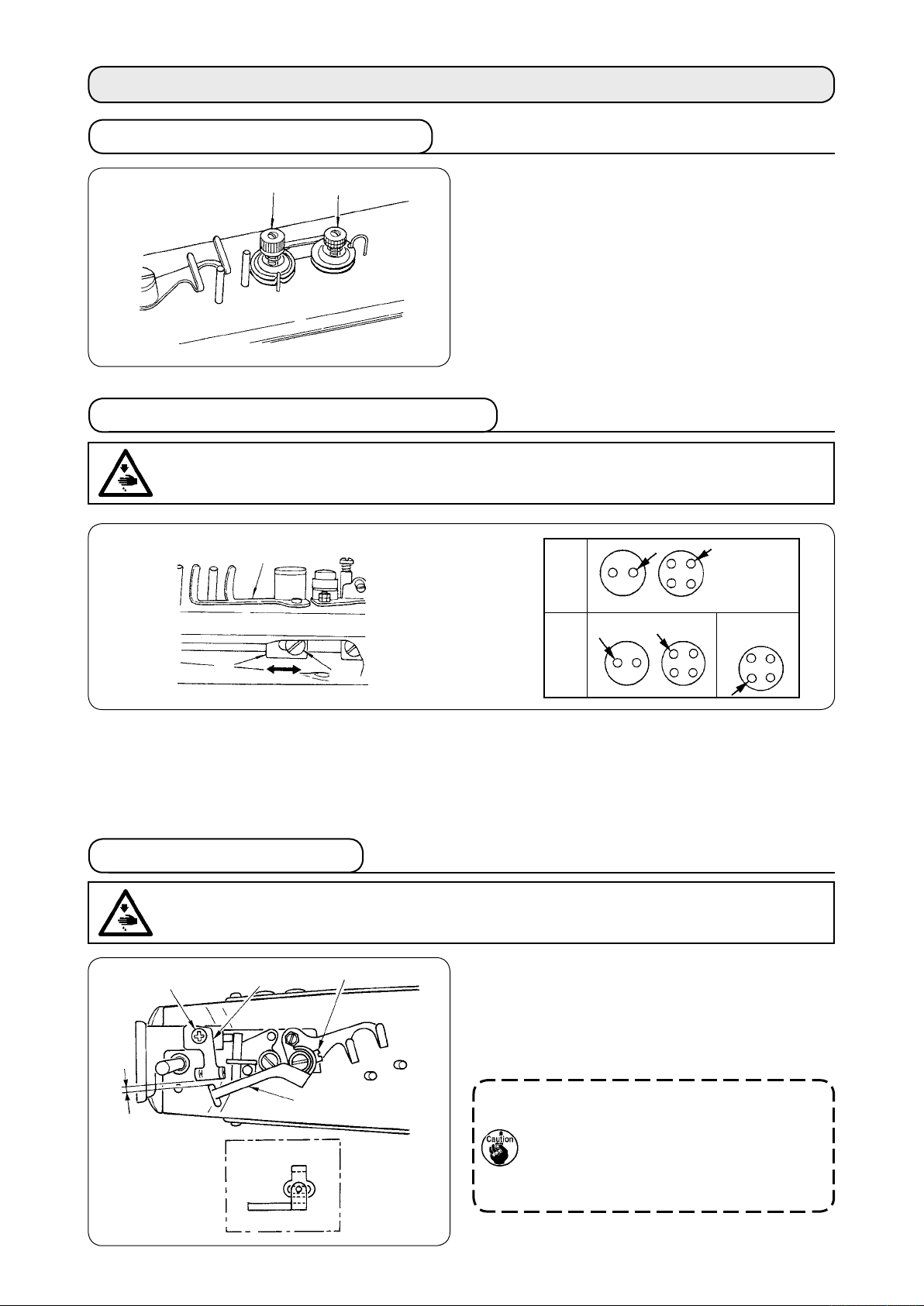
3-1. İplik tansiyonunun ayarlanması
2
3-2.
İplik çekip çıkarma kolunun ayarlanması
1
UYARI
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmalardan korunmak için, aşağıda belirtilen
işlemleri şalter kapatıldıktan ve makine tamamen durduktan sonra yapmaya kesinlikle çok dikkat edin.
1
Germe kolonu No.1 1 düğme üstündeki dikiş iplik
gerilimini ayarlamak için kullanılır ve nispeten düşük
bir gerilim yeterlidir. Germe kolonu No.2 2 düğme
dikiş ilmeklerinin köküne uygulanan iplik gerilimini ayarlamak için kullanılır. Bu gerilim iplik tipine,
kumaşa ve düğmenin kalınlığına göre belirlenmeli
ve germe kolonu No.1 1 geriliminden daha yüksek
olmalıdır. Germe somunlarını iplik gerilimini arttırmak
için saat yönünde, azaltmak için saat yönünün tersine döndürün.
A
X ilmeği sırasında
3
2
B
İplik çekip çıkarma kolunu 1 ayarlamak için, makine kol tarafı kapağındaki (solda) bir deliğe bir tornavida
geçirin, vidayı 2 gevşetin ve kıskaç çubuğu bloğunun (arkada) 3 konumunu sola veya sağa ayarlayın. Eğer
ipliğin ucu dikişten sonra düğmedeki okla gösterilen delikten A geçiyorsa, kıskaç çubuğu bloğunun (arkada)
konumunu sola doğru değiştirin. İplik ucu okla gösterilen delikten B çıktığı zaman kolu sağa hareket ettirin.
3
3-3. Germe kolunu ayarlama
UYARI
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmalardan korunmak için, aşağıda belirtilen
işlemleri şalter kapatıldıktan ve makine tamamen durduktan sonra yapmaya kesinlikle çok dikkat edin.
2
8 ila 10 mm
A
3
4
1
1) Makine durdurma tertibatı durumundayken, vida-
yı 1 gevşetin.
2) Tespit vidasını 1 iplik germe kılavuzunun 3 ucu
ile kolun 4 ucu arasında standart olarak 8 ila 10
mm mesafe olacak şekilde sıkın.
Ayarlamadan sonra, makine çalışmaya başladığı zaman iplik yolunun Şek. A’da gösterildiği gibi yarığın içinde olması gerekir.
Eğer iplik yolları bir birleriyle karşılaşmıyorsa, germe iplik kılavuzundaki vidayı 2 gevşetin ve onu gerektiği gibi ayarlayın.
– 4 –
Page 7

3-4. Kıskacın ayarlanması
UYARI
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmalardan korunmak için, aşağıda belirtilen
işlemleri şalter kapatıldıktan ve makine tamamen durduktan sonra yapmaya kesinlikle çok dikkat edin.
1) Makine çalışırken kıskacın 1 ipliği
engellemesini önlemek için kıskaç
bloğu 2 ve kıskaç 1 arasında 0.4 ila
0.6 mm açıklık bırakın.
2) Vidayı 3 gevşetin ve kıskaç çubuğu
bloğunu 4 sağa veya sola hareket
ettirin.
0,4 ila 0,6 mm
1
2
4
3
3-5. Siper üstündeki iplik gerilim kılavuzunun ayarlanması
Dikmeye başladığınızda dikiş atılmazsa ve iplik çekip
çıkarma kolu ayarlandığı zaman bile dikişler yolda
1
atılıyorsa, iplik gerilimini azaltmak için topuz somunu
(çift somun) döndürün.
1
3-6.
İğne-lüper ilişkisi
UYARI
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmalardan korunmak için, aşağıda belirtilen
işlemleri şalter kapatıldıktan ve makine tamamen durduktan sonra yapmaya kesinlikle çok dikkat edin.
3
TQx1
1
2
İğne-lüper ilişkisini aşağıdaki gibi ayarlayın:
★
1) Pedalı tamamen ileri bastırın, iğneyi hareket ettiren makarayı normal dikiş yönünde elle döndürerek, iğne
milini hatvesinin en alt konumuna getirin ve vidayı 1 gevşetin.
(İğne mili yüksekliğinin ayarlanması)
2) İğne milinin yüksekliğini TQx1 iğne için iğne
miline 2 oyulmuş üstteki iki çizgiyi ve TQx7 iğne
için alttaki iki çizgiyi kullanarak ayarlayın. Üst
çizgiyi A iğne mili kovanının (alt) 3 dip uç yüzü
ile hizalayın ve vidayı 1 sıkın. Bu sırada, vidayı
iğnenin yivi C öne bakacak şekilde sıkın.
TQx7
2
A
2
6
B
C
4
5
(Lüper konumu)
3) Vidaları
gevşetin ve iğneyi hareket ettiren kas-
4
nağı elle döndürerek, iki çizgiden alttakini B iğne
mili kovanının (alt) 3 dip uç yüzüyle hizalayın.
4) Makineyi bu durumda tutarak, lüper bıçağını 5
iğnenin ortası ile hizalayın ve vidaları 4 sıkın.
5) Vidaları 6 gevşetin ve lüper ile iğne arasında 0.01
ila 0.1 mm arasında bir açıklık kalmasını sağlayın. Vidaları 6 sıkın.
– 5 –
Page 8

3-7. İğne kılavuzunun konumu
UYARI
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmalardan korunmak için, aşağıda belirtilen
işlemleri şalter kapatıldıktan ve makine tamamen durduktan sonra yapmaya kesinlikle çok dikkat edin.
2
0.05 ila 0.1 mm
1
3-8. Düğme kıskacının yüksekliği
UYARI
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmalardan korunmak için, aşağıda belirtilen
işlemleri şalter kapatıldıktan ve makine tamamen durduktan sonra yapmaya kesinlikle çok dikkat edin.
4
3
1
A
2
Vidayı 2 gevşetin ve iğne en alt konumdayken iğne
kılavuzunu 1 sola veya sağa hareket ettirerek, iğne
kılavuzu 1 ile iğne arasında 0,05 ila 0,1 mm arasında bir açıklık kalmasını sağlayın.
1) Düğme kıskaç çenesi kolu 1 alt yüzünün arka
tarafı ile besleme plakasının 2 üst yüzü arasındaki standart boşluk A, makinenin dikiş bittikten
sonra durduğu konumda 8 mm’dir.
2) Düğme kıskacı ünitesinin yüksekliğini ayarlamak
için, düğme kıskacı kaldırma kancasındaki vidayı
gevşetin ve düğme kıskacı kaldırma kancasını
3
yukarıya veya aşağıya hareket ettirin.
4
3-9. İşi bastırma kuvveti
UYARI
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmalardan korunmak için, aşağıda belirtilen
işlemleri şalter kapatıldıktan ve makine tamamen durduktan sonra yapmaya kesinlikle çok dikkat edin.
1
2
3-10.
Düğme kıskacı durdurma kolunun ayarlanması
UYARI
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmalardan korunmak için, aşağıda belirtilen
işlemleri şalter kapatıldıktan ve makine tamamen durduktan sonra yapmaya kesinlikle çok dikkat edin.
1
28.5 ila
29.5 mm
2
Standart iş bastırma kuvveti somunun 1 üst ucu ve
basınç ayarlama çubuğunun 2 alt ucu arasında 28,5
ila 29,5 mm mesafe sağlayarak oluşur.
Ayarlamak için somunu 1 döndürün.
Çene vidası 1 durdurma tertibatı konumunda
gevşetilirse, düğme kıskaç çenesi kolları 3, düğme
çenesi durdurucu kol 2 ile birlikte açılır/kapanır. Bir
düğmeyi doğru konuma yerleştirin ve düğme çenesi
durdurucu kolunu 2, düğmenin kolay koyulup çıkarıldığı konumda çene vidasıyla 1 sabitleyin.
3
– 6 –
Page 9

3-11. İplik gerilimi gevşetme zamanlaması
İpliği ok işareti A yönünde çekerken iğneyi hareket ettiren kasnağı
B
elle döndürün ve germe kolonu No. 2 üstündeki germe disklerinin
ipliği gevşettiği bir nokta bulursunuz. Bu sırada, iğne mili kovanının
(üst) üst ucundan iğne milinin üst ucuna kadar standart mesafe 44
ila 47 mm’dir (TQ X 7 iğnesinde, 54 ila 57 mm).
A
Özellikle aşağıda belirtilen sorunlar sıkça görüldüğü zaman aşağıdaki ayarlamaları yapın.
Somunu 1 gevşetin, germe kolonu No. 2’nin üst yarığına bir tor-
1
navidanın ucunu geçirin ve onu iplik gezici çubuğunun yüksekliğini
azaltmak için ok işareti B yönünde, arttırmak için ise ters yönde
döndürün.
Olay İğne milinin yüksekliği
1. İş parçasının yanlış tarafına atılmış dikiş çok gevşek
olduğu zaman;
2. Durdurma tertibatı hareketi sırasında iplik koptuğu zaman; İğne milini biraz alçaltın.
3. İplik sıkça koptuğu zaman; İğne milini biraz alçaltın.
İğne milini biraz yükseltin.
3-12. 2- veya 4- delikli düğmelerin takılması
UYARI
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmalardan korunmak için, aşağıda belirtilen
işlemleri şalter kapatıldıktan ve makine tamamen durduktan sonra yapmaya kesinlikle çok dikkat edin.
MB-1377
1
B C A
[MB-1373 durumunda]
Boylamasına besleme
★
Boylamasına besleme ayarlama
kolunu 1 aşağı bastırın ve onu
2 delikli düğmeler için “0”a veya
4 delikli düğmeler için karşılık
gelen bir miktara ayarlayın.
Çapraz besleme
★
Somunu 2 gevşetin ve ibreye
ait A bölümünü uygun
3
miktara getirin. Ardından somunu 2 sıkın.
Dikiş makinesinin durma hareketi konumunda olduğunu
2
3
kontrol ettikten sonra ayar yapın (Sayfa 8’de “3-14. Durma
hareketi konumunun ayarlanması” bölümüne bakınız).
Bir düğmedeki iki delik arasındaki
mesafeyi ölçün ve 4 delikli düğmeler
A
için çapraz ve boylamasına besleme
regülatörlerini eşit ayarlayın.
[MB-1377 durumunda]
Boylamasına besleme
★
Boylamasına besleme ayarlama kolunu 1 aşağı bastırın ve onu 2 delikli
düğmeler için “0”a veya 4 delikli düğmeler için dikiş metotlarına uygun olarak ilgili prosedürlere göre karşılık gelen bir miktara ayarlayın.
X dikiş: Boylamasına besleme ayarlama kolunu A aralığı içindeki düğme
için olan miktara karşılık gelen konuma ayarlayın.
U-keskin dikiş: Boylamasına besleme ayarlama kolunu B aralığı içindeki
düğme için olan miktara karşılık gelen konuma ayarlayın.
Boylamasına besleme ayarlama kolu C konumuna (kolu ayarlama
aralığı dışında) ayarlandığı zaman, dikiş mümkün olmadığı gibi sorun çıkmasına da neden olunur. Besleme ayarlama kolunu C konumuna ayarlamayın.
Çapraz besleme
★
Somunu 2 gevşetin ve ibreye 3 ait A bölümünü uygun miktara getirin.
Ardından somunu 2 sıkın.
Makineyi çalıştırmadan önce, iğnenin düğmedeki her deliğin ortasına girmesini temin edin.
– 7 –
Page 10

3-13. Bir ilmek sayısının ayarlanması
UYARI
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmalardan korunmak için, aşağıda belirtilen
işlemleri şalter kapatıldıktan ve makine tamamen durduktan sonra yapmaya kesinlikle çok dikkat edin.
İlmek sayısını değiştirmek için, sol taraftaki kapağı açın ve ilmek sayısı ayarlama vidasını 1 ve ilmek sayısı
ayarlama kolunu 4 (isteğe bağlı) kullanarak ilmek sayısını değiştirin.
16 ilmeğe ayarlama
8 ilmeğe ayarlama
★
★
1
8 ilmek yapmak için, ilmek sayısı ayar vidasını 1
gevşetin ve şekilde gösterilen konumda sıkın.
Sol uçta “8 ilmek” için ayarlanan ilmek sayısı ayarlama eksantrik düğmesine 1 ulaşıldığı zaman, ilmek
sayısı ayarlama eksantrik düğmesini 1 gevşetin,
resimde gösterilen konuma ayarlayın ve sabitleyin.
32 ilmeğe ayarlama
★
4
16 ilmek halinde, büyük dişliye 5 bağlı olan ilmek
sayısı ayarlama dişli silindiri 2 alt konuma geldiği
zaman, menteşe vidası 3 (aksesuar olarak temin
3
5
2
edilir) kullanarak ilmek sayısı ayarlama kolunu 4
(aksesuar olarak temin edilir) monte edin.
3-14. Durdurma tertibatı konumunun ayarlanması
Dikiş makinesi dikişi tamamlayıp, durduğu zaman
2
1
durdurma tertibatı eksantriğinin tırnağı 1 durdurma
tertibatı kancasına 2 temas edecek şekilde ayarlayın.
1
Motor kasnağını değiştirirken ve dikiş hızını
1.300 dev/dak değerinden 1.500 dev/dak değerine çıkarırken ya da bu işlemin tersini yaparken, durma hareketi konumunu mutlaka
yeniden ayarlayın.
3
4
[Ayarlama prosedürü]
• Durdurma tertibatı kancası durdurma
tertibatı eksantriğine değip, geri geldiği
A
B
zaman, (Çene 1 ile durdurma tertibatı
kancası 2 arasında boşluk varken)
iki durdurma tertibatı konumu ayarlama vidasını
gevşetin, durdurma tertibatı ayarlama ek-
3
santriğini 4 A yönünde döndürün ve durdurma
tertibatı konum ayarlama vidalarını 3 sıkın.
• Durdurma tertibatı kancası durdurma
tertibatı eksantriği tırnağına değmeden
önce durduğu zaman,
iki durdurma tertibatı konumu ayarlama vidasını
gevşetin, durdurma tertibatı ayarlama ek-
3
santriğini 4 B yönünde döndürün ve durdurma
tertibatı konum ayarlama vidalarını 3 sıkın.
– 8 –
Page 11

3-15. Otomatik iplik kesici
(1) Hareketli bıçağın konumunun ayarlanması
UYARI
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmalardan korunmak için, aşağıda belirtilen
işlemleri şalter kapatıldıktan ve makine tamamen durduktan sonra yapmaya kesinlikle çok dikkat edin.
2
1
10 ila 11 mm
3
4
Baskı parçası durdurma tertibatı konumunda tamamen yükseltildiği zaman (bkz
tertibatı konumunun ayarlanması”, sayfa 8
“3-14. Durdurma
), iplik
kesici bağlantı plakası (ön) 1 ile boğaz plakası 2
yarığının uçtaki yüzü arasındaki boşluk standart
olarak 10 ile 11 mm arasındadır. Yukarıda belirtilen
açıklığı ayarlamak için, makine kafasını yana devirin, yağ siperini çıkarın, iki somunu 3 gevşetin ve
bağlama vidasını 4 ileri veya geri hareket ettirin.
Somunları 3 sıkarken, eklemin 5 yatay konumda
kalmasını temin edin.
5
3-16. Düğme kıskacı kaldırma kolu ve ayarlama vidası arasındaki açıklık
Düğme çenesi kaldırma kolunun 1 uçtaki yüzü ile
ayar vidası 2 arasında, durdurma tertibatı konumun-
0.5 mm
da 0,5 mm boşluk bırakın (bkz
tibatı konumunun ayarlanması”, sayfa 8
“3-14. Durdurma ter-
vidası somununu 3 sıkın.
2
3
1
3-17. L biçimli kaldırma kolunun ayarlanması
6
4
3
5
2
1
Hareketli bıçak geri itme yayını 2, durdurma tertibatı kauçuk yastık rondelasını 3, durdurma tertibatı
kauçuk yastığını 4 ve durdurma tertibatı kauçuk
yastık rondelasını 5, bu sırayla, L biçimli kaldırma
koluna 1 takın. Makine kolu kıskacını, durdurma
mekanizması kauçuk yastık rondelasının uç yüzü
ile durdurma tertibatı konumunda temas ettirin (bkz
“3-14. Durdurma tertibatı konumunun ayarlanması”, sayfa 8
) ve L şeklindeki kaldırma kolunu hareket
serbestliği olmadan tespit edin. Ardından vida
sıkın.
) ve ayar
ile
6
– 9 –
Page 12

3-18. Düğüm atma mekanizmaları
UYARI
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmalardan korunmak için, aşağıda belirtilen
işlemleri şalter kapatıldıktan ve makine tamamen durduktan sonra yapmaya kesinlikle çok dikkat edin.
(1) Düğüm atma bağlantı plakasının ayarlanması
2
3
1
Vidaları 1 gevşetin ve düğüm atma kolunun silindiri
düğüm atma kertiğinin en dış çevresi üstüne geldiği
zaman iğne 2 ve düğüm atma plakası 3 arasında 1
ila 1,5 mm açıklık olacak şekilde ayarlayın.
Ayarlamadan sonra, iğnenin düğüm atma plakasına değmediğinden emin olun.
1 ila 1.5 mm
(2) Düğüm atma kolu durdurucusunun ayarlanması
1
2
3
4
(3) Düğüm atma kertiğinin ayarlanması
30 ila 35 mm
1
Dikiş makinesini çalıştırmaya başlarken, düğüm
atma silindiri ile düğüm atma çentiği temas etmezse vidaları 3 gevşetin ve durdurucuyu 4 o şekilde
ayarlayın ki, iğne deliğinin dış çevresi 1 hemen
hemen düğme atma plakasının üst ucu 2 ile aynı
hizada olsun.
Vidaları 1 gevşetin ve iğne mili on dördüncü ilmekte
30 ila 35 mm (TQ x 7 iğne kullanıldığında 40 ila 45
mm) yukarı kalktığı zaman düğüm atma kolu silindiri
düğüm atma kertiğine temas edecek şekilde ayarlayın.
– 10 –
Eğer iki düğüm atma kertiği (atlama dikiş olmadan) takılacaksa, yukarıda belirtilen ayarlamayı 6. ve 14. ilmeklerde yapın.
Page 13

(4) Düğüm atmalı/düğüm atmasız arasında değiştirme
1
“Düğüm atmalı”yı seçmek için, düğüm atma değiştirme düğmesini 1 öne doğru çekin ve şekildeki
konuma getirin.
“Düğüm atmasız”ı seçmek için, düğüm atma değiştirme düğmesini 1 öne doğru çekin ve şekildeki
konuma getirin.
1
4. BAKIM, ALT SINIF MODELLERİ VE EK TERTİBATLAR
4-1. Kayışın metal teçhizatının bağlanması
Kayışın bağlantı vidalarını 1 sıkarken, vidalar standart olarak ters taraftan 1,5 ila 2 mm dışarı çıkacak
şekilde sıkın.
Kayışı kasnağa takarken ve yan kapağı ka-
1
1.5 ila 2mm
padıktan sonra motoru döndürürken, yan
kapağın kayış metal bağlantı parçasına takılmadığını kontrol edin.
4-2. Alt sınıf modelleri
MB-1373 MB-1373-11
8, 16, 32 ilmek 8, 16, 32 ilmek
– 11 –
Page 14

4-3. Ek tertibatlar
UYARI
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmalardan korunmak için, aşağıda belirtilen
işlemleri şalter kapatıldıktan ve makine tamamen durduktan sonra yapmaya kesinlikle çok dikkat edin.
5
1
1) Et tertibatı makineye takmak için, düğme kıskacı
mekanizmasını 1 veya besleme plakasını 2
çıkarmak zorunda kalabilirsiniz.
2) Çıtçıt halkasını düğme kıskacı takma saplama-
sından 3 sökün ve düğme kıskaç mekanizması
tertibatını 1 sökebilirsiniz. Vidayı 4 çıkarın ve
besleme plakasını 2 çıkarabilirsiniz.
4
2
Kullanım Yassı düğmeler Saplı düğmeler
3
Büyük boylu Orta boy
MB-1373
MB-1377
Şematik çizim
Açıklamalar
Kullanım Etrafı sarılan düğmeler
MB-1373
MB-1377
Şematik çizim
Z201 Z202 Z033 Z037
A
B
Düğme büyüklüğü:
A: 3 ila 6.5 mm
B: ø20 ila ø28 mm
İlk işlem İkinci işlem Genel
Z041 Z035 Z038 Z039 Z044
Düğme büyüklüğü:
A: 3 ila 5 mm
B: ø12 ila ø20 mm
A
B
MB-373NS ve MB-377NS ek tertibatları arasında farklılık oluşturan tek özellik düğme
kıskacı kaldırma kancasıdır 5.
Genel
Düğme çapı: 16 mm’den az
Sap büyüklüğü:
Kalınlık: 6 ila 5 mm
Genişlik: 3 ila 2,5 mm
Metal düğmeler
Takviye düğmesi
Çıtçıtlar
Çıtçıt büyüklüğü:
A: 8 mm
Etiketler
Açıklamalar
A
İplik sap yüksekliği
: A: 5,5 mm
– 12 –
Z004 için olağan
Dikiş genişliği:
3 ila 6,5 mm
Page 15

(1) Saplı düğmeler (Sedef düğmeler) için ek tertibatlar (Z033)
UYARI
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmalardan korunmak için, aşağıda belirtilen
işlemleri şalter kapatıldıktan ve makine tamamen durduktan sonra yapmaya kesinlikle çok dikkat edin.
(MONTAJ)
Düğme kıskaç mekanizması tertibatını ve besleme
plakasını makineden sökün ve ek tertibatı 1 yerine
takın. Vidaları 3 gevşetin ve iğnenin saplı düğme
adaptöründeki 2 iğne yarığının ortasına kadar
inmesini sağlamak için düğme kıskaç konsolunu 4
ayarlayın. Vidaları 7 kullanarak düğme kıskacı besleme plakasını 5, iğnenin besleme plakasındaki 6
iğne yarığının ortasına kadar inmesine izin verecek
şekilde takın. Düğme kıskacı saplamasının 8 üst
ucunu makine kolunun çenesindeki bir deliğe geçirin
ve vidayla 9 sabitleyin.
!4
!5
2
6
!6
!3
!8
8
9
!2
!9
!7
4
5
@0
!0
7
!1
1
3
(AYARLAMA VE KULLANMA)
1) Vidayı
gevşetin, besleme plakasının 6 düğme kıskaç çenesi kolunun 2 sol ucundan 0,5 ila 1,0 mm
!2
geri çekilmesini sağlayın ve vidayı !2 sıkın.
2) Bir düğme yerleştirin, vidaları
ve !4 gevşetin ve saplı düğme tutma kıskacını !5 düğmenin ortasıyla
!3
hizalayın.
3) Saplı düğme tutma kıskacı
düğmeye, dikilirken yerinde sabit kalması için gerekli basıncı uygulamalı-
!5
dır. Sıkma bileziğindeki tespit vidasını gevşetin ve sıkma bileziğini saplı düğme tutma kıskacı !6 gerekli
basıncı uygulayıncaya kadar döndürün.
4) Düğme kıskacı bloğunu
kullanım için uygun bir konumda sabitleyebilirsiniz.
!7
1. Sıkma bileziğini sabitlediğiniz zaman, düğme kıskacı döner mili !8 konsolunda eksenel olarak oynamaz.
2. Kaldırma kancasını
luna 4 değmeyecek şekilde ayarlayın.
ve durdurucu pimi !1 L biçimli kaldırma kolu silindiri !9 düğme kıskacı konso-
@0
(2) Etrafı sarılan düğmelerin ilk işlemi için ek tertibat (Z041)
UYARI
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmalardan korunmak için, aşağıda belirtilen
işlemleri şalter kapatıldıktan ve makine tamamen durduktan sonra yapmaya kesinlikle çok dikkat edin.
2
3
1
(MONTAJ)
Etrafı sarılan düğme ayağını vidayı 2 ve kılavuz
pim vidasını 3 kullanarak normal düğme kıskaç
çenesi kollarına takın.
Ayağı 1 bir düğmenin ortada kalmasına izin vermeleri için çene kollarıyla hizalayın.
(AYARLAMA VE KULLANMA)
Ayarlama ve kullanma yassı düğmelerdekiyle hemen
hemen aynıdır ama iplik sapı oluşumu için düğmenin
altında ipliği gevşetmek amacıyla daha fazla iplik
vermek üzere iplik çekip çıkarma kolunu ayarlamanız gerekir. (bkz
ayarlanması”, sayfa 4
“3-2. İplik çekip çıkarma kolunun
)
– 13 –
Page 16

(3) Etrafı sarılan düğmelerin ikinci işlemi için ek tertibat (Z035)
UYARI
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmalardan korunmak için, aşağıda belirtilen
işlemleri şalter kapatıldıktan ve makine tamamen durduktan sonra yapmaya kesinlikle çok dikkat edin.
(Z035)
(MONTAJ)
Düğme kıskaç mekanizması tertibatını, düğme kıskacı basınç ayarlama çubuğunu ve besleme plakasını
makineden sökün ve etrafı sarılan düğmelerin ikinci
4
2
5
3
işlemi için ek tertibatı 1 takın. Bir Z035 ek tertibatını takarken, L biçimli kaldırma kolunu da sökmeniz
gerekir.
Hareketli bıçak geri itme yayını 3, rondelayı 4,
yastığı 5 ve rondelayı 4 bu sırayla yay kılavuz miline 2 geçirin. Durdurma tertibatı mekanizmasının
7
8
6
tamamen kenetlendiğinden emin olun ve ek tertibatı
yastık 5 makine kolu yüzeyine oynamadan sıkıca
temas edecek şekilde yerine takın.
1
(AYARLAMA VE KULLANMA)
1) Vidayı
gevşetin ve hareketli kılavuzu (büyük) 7 ve kılavuzu (küçük) 8 iğne giriş noktasıyla aynı hiza-
6
da hareket ettirerek iplik sap boyunu ayarlayın.
2) Bir düğme yerleştirin (kolay giriş için düğmeyi hafçe eğin) ve ipliği okun gösterdiği gibi geçirin.
3) Uzunlamasına beslemeyi “0”a ayarlayın.
(4) Çıtçıtlar için ek tertibatlar (Z037)
UYARI
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmalardan korunmak için, aşağıda belirtilen
işlemleri şalter kapatıldıktan ve makine tamamen durduktan sonra yapmaya kesinlikle çok dikkat edin.
3
2
4
1
(MONTAJ)
Düğme kıskaç mekanizması tertibatını ve besleme
plakasını sökün. Çapraz besleme ve uzunlamasına
besleme kademeli plakalarının ikisini de “4 mm”ye
ayarlayın. Çıtçıt kıskacı besleme plakasını 1 iğnenin onun kare deliğinin dört köşesinde eşit şekilde
dalacağı şekilde takın. Çıtçıt ek tertibatını 2 makineye takın, çıtçık kıskacı çene kollarına bir çıtçıt
yerleştirin ve çıtçıt içindeki her deliğe iğnenin doğru
şekilde daldığından emin olun. Gerekirse, altıgen
başlı vidaları 3 gevşetin ve konumu doğru şekilde
ayarlayın. Son olarak, çıtçıt kıskacı sürgülü kılavuzunun 4 alt yüzeyindeki içbükey kısmın çıtçıt kıskacı
besleme plakası 1 üstündeki dışbükey kısma hassas biçimde karşılık geldiğinden emin olun.
– 14 –
Page 17

(5) Metal düğmeler için ek tertibatlar (Z038)
UYARI
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmalardan korunmak için, aşağıda belirtilen
işlemleri şalter kapatıldıktan ve makine tamamen durduktan sonra yapmaya kesinlikle çok dikkat edin.
!4
!6
8
9
!7
4
!9
!8
(MONTAJ)
Düğme kıskaç mekanizması tertibatını ve besleme
plakasını makineden sökün ve ek tertibatı 1 yerine
takın. Vidaları 3 gevşetin ve iğnenin metal düğme
adaptöründeki 2 iğne yarığının ortasına kadar
inmesini sağlamak için düğme kıskaç konsolunu 4
ayarlayın. Vidaları 7 kullanarak düğme kıskacı besleme plakasını 5, iğnenin besleme plakasındaki 6
iğne yarığının ortasına kadar inmesine izin verecek
şekilde takın. Düğme kıskacı saplamasının 8 üst
ucunu makine kolunun çenesindeki bir deliğe geçirin
!2
2
6
!3
!1
!0
!5
5
1
3
7
ve vidayla 9 sabitleyin.
(AYARLAMA VE KULLANMA)
1) Vidayı
gevşetin, besleme plakasının 6 düğme kıskaç çenesi kolunun 2 sol ucundan 1,0 ila 1,5 mm
!0
geri çekilmesini sağlayın ve vidayı !0 sıkın.
2) Bir düğme yerleştirin vidaları
ve !2 gevşetin ve metal düğme tutma kıskacını !3 düğmenin ortasıyla
!1
hizalayın.
3) Metal düğme tutma kıskacı
düğmeye, dikilirken yerinde sabit kalması için gerekli basıncı uygulamalıdır.
!3
Sıkma bileziğindeki !4 tespit vidasını gevşetin ve sıkma bileziğini metal düğme tutma kıskacı !3 gerekli
basıncı uygulayıncaya kadar döndürün.
4) Düğme kıskacı bloğunu !5 kullanım için uygun bir konumda sabitleyebilirsiniz.
1. Sıkma bileziğini sabitlediğiniz zaman, düğme kıskacı döner mili !6 konsolunda eksenel olarak oynamaz.
2. Kaldırma kancasını !9 ve durdurucu pimi !8 L biçimli kaldırma kolu silindiri !7 düğme kıskacı konsoluna 4 değmeyecek şekilde ayarlayın.
4-4. Motor kasnağı ve kayış
1) Bu makine için tek fazlı veya 3 fazlı 200 watt (1/4 HP) indüksiyon motoru kullanılır.
2) Bir V kayış kullanın.
3) Dikme hızı aşağıda listelendiği gibi motor kasnağının çapına bağlıdır;
Hz dev/dk Motor kasnağı parça No.
50
60
Hz ve 1.300 dev/dak değerlerinde kullanılan kasnak ile 60 Hz ve 1.500 dev/dak değerlerinde kullanılan
★
1500 40038291 ø 76
1300 40038298 ø 64.5
1500 40038298 ø 64.5
1300 40042229 ø 57
kasnak aynıdır.
Motorun dönüş yönü motor kasnağı tarafından bakıldığında saat yönünün tersinedir.
★
Ters yönde döndürmemeye dikkat edin.
Motor kasnağını değiştirirken ve dikiş hızını 1.300 dev/dak değerinden 1.500 dev/dak değerine çıkarırken
★
ya da bu işlemin tersini yaparken, durma hareketi konumunu mutlaka yeniden ayarlayın. (
Durma hareketi konumunun ayarlanması” bölümüne bakınız
mm
Sayfa 8’de “3-14.
).
– 15 –
Page 18

5. SORUNLAR VE DÜZELTİCİ ÖNLEMLER
SORUNLAR NEDENLER DÜZELTICI ÖNLEMLER
1. İplik kopması
Çatal sürgü doğru yönde hareket etmiyor.
1
Germe kolu yanlış ayarlanmış.
2
İplik germe kolonu No. 2 ipliği doğru zaman-
3
lamada serbest bırakmıyor.
Düğme kıskacı çene ünitesinin kalkma miktarı
4
aşırı fazla.
İplik kıskacı ipliği kıstırıyor.
5
Kıskaç yanlış ayarlanmış.
(Açıklık çok küçük.)
İğne düğmedeki deliklerin ortasına girmiyor.
6
Çatal sürgünün ileri, geri ve yanal zamanlamasını
™
ayarlayın.
Germe kolunu doğru ayarlayın.
™
İplik serbest bırakma zamanlamasını biraz erkene
™
alın.
Düğme kıskacı çene kolu yükselmesini 8 mm’ye
™
ayarlayın.
Kıskaç çubuğu bloğunun konumunu ayarlayın.
™
Düğme kıskacı çene kolu tutucusunu ayarlayın.
™
2.
Makine dikmeye başlamasından itibaren dikiş oluşturmak
yerine çalışmayı sürdürdükten sonra dikiş atıyor.
3. Düğmeler sıkıca dikilmiyor
4. Son geri teyelleme dikişinin gerilimi kötü.
5.
İlk dikiş düğmenin sağ
tarafından nispeten uzun
iplik çekiyor.
6. Durdurma tertibatı
durumunda iplik kesme
hatası
İğne düğmedeki deliğin çapı için çok kalın.
7
İplik çekip çıkarma kolu yanlış ayarlanmış.
1
Yüzey plakasındaki iplik germe kılavuzunun
2
gerilimi çok fazla.
Çatal sürgü doğru yönde hareket etmiyor.
1
İplik germe kolonu No. 2 ipliği doğru zaman-
2
lamada serbest bırakmıyor.
İplik germe kolonu No. 2 yeterli gerilim vermi-
3
yor.
İğne düğmedeki deliklerin ortasına girmiyor.
4
İşi bastırma kuvveti çok yüksek veya çok düşük.™İşi bastırma kuvvetini doğru ayarlayın.
5
Germe kolu yanlış ayarlanmış.
1
Düğüm atma plakasının zamanlaması yanlış.™Düğüm atma plakasının zamanlamasını erkene
2
Kıskaç yanlış ayarlanmış.
3
(Açıklık çok büyük.)
İplik çekip çıkarma kolu doğru çalışmıyor.
İplik germe kolonu No. 2 ipliği doğru zaman-
1
lamada serbest bırakmıyor.
İğne düğmedeki deliklerin kenarına çarpıyor.
2
İğneyi daha ince biriyle değiştirin.
™
Yüzey plakasındaki iplik germe kılavuzunu daha
™
düşük bir gerilim verecek şekilde ayarlayın.
Germe kolunu doğru ayarlayın.
™
Her bir uçta çatal sürgü hareketinin zamanlaması-
™
nı ayarlayın.
İplik serbest bırakma zamanlamasını biraz erkene
™
alın.
Germe kolonu No. 2’nin germe somununu sıkın.
™
Düğme kıskacı çene kolu tutucusunu ayarlayın.
™
Germe kolunu doğru ayarlayın.
™
alın.(Düğüm atma kertiğinin ayarlanması)
Kıskaç çubuğu bloğunun konumunu ayarlayın.
™
İplik çekip çıkarma kolunu kıskaç çubuğu bloğuyla
™
(arka) ayarlayın.
İplik serbest bırakma zamanlamasını dikişlere
™
daha fazla gerilim vermek için biraz daha geciktirin.
Düğme kıskacı çene kolu tutucusunu ayarlayın.
™
7. İplik kesme hatası
8. İğnenin ipliği kumaşın
yanlış tarafında iki yerde
kesiliyor.
9. Düğme iplik kesilmesinden sonra çok uzun iplik
çekiyor.
10.Malzemenin yanlış
tarafında, iplik kesmeden sonra, kalan ipliğin
uzunluğu değişiyor.
İplik kıskacı ipliği kıstırmıyor.
3
İşi bastırma kuvveti çok yüksek.
4
Hareketli bıçak ayırma tırnağıyla kumaş
1
üstündeki ipliği ayırmıyor.
İğne düğmedeki deliklerin ortasına girmiyor.
2
Son dikiş atlıyor.
3
Hareketli bıçak iplik ayırma tırnağı çok yüksek
4
veya çok alçak.
Hareketli bıçak yanlış yere ayarlanmış.
1
Hareketli bıçak iplik ayırma tırnağı çok yüksek
2
veya çok alçak.
Hareketli bıçak hareketinin zamanlaması yan-
1
lış yerde.
Düğme kıskacı çene ünitesinin kalkma miktarı
2
aşırı fazla.
Hareketli bıçağın konumu doğru değil.
1
Düğme kıskacı çene ünitesinin kalkma miktarı
2
aşırı fazla.
Kıskaç çubuğu bloğunu ayarlayın.
™
Basınç ayarlama somunuyla işi bastırma kuvvetini
™
ayarlayın.
Hareketli bıçağın konumunu ayarlayın.
™
Düğme kıskacı çene kolu tutucularını ayarlayın.
™
Lüperi ayarlayın.
™
Hareketli bıçağın yüksekliğini ayarlayın.
™
Makine durdurma tertibatı durumundayken hare-
™
ketli bıçağın konumunu ayarlayın.
İplik ayırma tırnağının yüksekliğini ayarlayın.
™
Makine durdurma tertibatı durumundayken hare-
™
ketli bıçağın konumunu ayarlayın.
Düğme kıskacı çene kolu yükselmesini 8 mm’ye
™
ayarlayın.
Makine durdurma tertibatı hareketini tamamladığı zaman
™
hareketli bıçağın konumunu ayarlayın. (10 ila 11 mm)
Düğme kıskacı çene kolu yükselmesini 8 mm’ye
™
ayarlayın.
– 16 –
 Loading...
Loading...