

JUKI LZ-2290A-SR/IT-100E/SC-916 Instruction Manual [tr]

TÜRKÇE
LZ-2290A-SR / IT-100E / SC-916
KULLANIM KILAVUZU

İÇİNDEKİLER
1. MAKİNE BİLEŞENLERİNİN ADLARI ..........1
2. ÖZELLİKLER ...............................................2
2-1. Makine kafasının özellikleri ...........................2
2-2. Elektrik kutusu özellikleri ..............................2
3. DİKİŞ DESENİ TABLOSU ...........................3
3-1. Dikiş modeli ve tablanın başlangıç değeri ....4
4. MONTAJ .......................................................6
4-1. Dikiş makinesi kafasının montajı .................6
4-2. İğne mili durdurucusunun çıkarılması .........7
4-3. Dizliğin takılması ............................................7
4-4. Dizliğin yüksekliğinin ayarlanması ...............7
4-5. Elektrik kutusunun montajı ...........................8
4-6.
Güç anahtarı kablosunun bağlanması
(Japonya ve genel ihracat alanı) ......................... 8
4-7. İşletim panelinin montajı (IT-100E) ...............8
4-8. Kabloların bağlanması ..................................9
(1) Kabloların hazırlanması ....................................9
(2) Konektörlerin bağlanması .............................. 10
4-9. Bağlantı çubuğunun takılması ....................14
4-10. Pedalın ayarlanması ...................................15
4-11. İplik çardağının montajı .............................15
4-12. Kuş yuvası önleme (CB) tipi dikiş
makinesinin montajı ....................................15
4-13. Yağlama .......................................................17
4-14. Test çalıştırması .........................................18
(1) Gücü açın ....................................................... 18
(2) Pedalın kullanımı .......................................... 18
5. DİKİŞ ÖNCESİ HAZIRLIKLAR ..................19
5-1. İğnenin takılması ..........................................19
5-2. Removing the bobbin case ..........................19
5-3. Winding the bobbin thread ..........................19
5-4. Mekiğin ve masuranın yerleştirilmesi .........20
5-5. Makine kafasına iplik geçirme .....................21
5-6. Dikiş uzunluğunun ayarlanması .................21
5-7. Yoğun ilmeğin ayarlanması ........................21
6. İŞLETİM PANELİNİN KULLANIMI ...........22
6-1. Kısımların adları ve işlevleri .......................22
6-2. Desen ayarlamadan önce ............................24
(1) Zikzak genişliğinin sınırlanması .................... 24
(2) Dikiş temel hattı referansının ayarlanması .... 26
(3) Besleme miktarının ayarlanması .................... 27
6-3. Ana ekran .....................................................28
6-4. Her ekranda görünen
piktogramların listesi ...................................29
6-5. Dikme deseninin ayarı ................................52
(1) Zikzak deseninin seçilmesi ........................... 52
6-6. Dikme biçiminin ayarlanması .....................54
(1) 2 kademeli zikzak,
3 kademeli zikzak ve
4 kademeli zikzak dikiş .................................. 54
(2) Fisto dikişi ...................................................... 56
(3) Gizli dikiş dikme ............................................ 59
(4) Özel desen dikme ......................................... 60
(5) T dikişi, sol ..................................................... 61
(6) T dikişi, sağ .................................................... 62
(7) Model 1 .......................................................... 64
(8) Model 2 (ajurlu) .............................................. 65
(9) Model 3 .......................................................... 67
(10) Model 4 ........................................................ 69
6-7. Dikiş hızı ayarı ..............................................71
6-8. Ters beslemeli dikiş ....................................71
(1) Standart yoğunlaştırma .................................. 72
(2) 2 noktalı yoğunlaştırma .................................. 74
(3) Özel yoğunlaştırma ........................................ 75
(4) Her bir biçimde ters beslemeli
dikiş karşılaştırma tablosu ............................. 76
6-9. Dikme türünün seçimi .................................77
(1) Bindirme dikişi ................................................ 77
(2) Programlı dikiş ............................................... 78
6-10. Özel desen ..................................................80
(1) Özel desen ayarlaması .................................. 80
(2) Yeni özel desen oluşturulması ...................... 81
(3) Özel desen düzenlemesi ................................ 82
(4) Özel modelde model dikiş kaydı,
model kopyalama ve model silme ................. 82
6-11. Özel yoğunlaştırma ....................................84
(1) Özel yoğunlaştırma ayarı ............................. 84
(2) Özel yoğunlaştırma düzenleme ..................... 85
6-12. Desen dikişi ...............................................87
(1) Desen dikme ayarları ..................................... 87
(2) Desen dikişinin kaydedilmesi ........................ 89
(3) Desen dikişinin kopyalanması ve silinmesi .... 89
6-13. Devamlı dikiş ..............................................91
(1) Yeni devamlı dikiş oluşturulması .................... 91
(2) Devamlı dikiş düzenlemesi ............................ 92
(3) Devamlı dikişin kopyalanması ve silinmesi .... 94
6-14. Çevrim dikişi ...............................................95
(1) Yeni çevrim dikişi oluşturulması .................... 95
(2) Çevrim dikişi düzenleme ................................ 95
(3) Çevrim dikişinin kopyalanması ve silinmesi..... 97
(4) Öğretme ......................................................... 98
(5) Çevrim dikişi kullanarak sabit
boyutlu dikiş yapma ....................................... 99
6-15. Sayaç ...........................................................99
(1) İplik kesme sayacı ......................................... 99
(2) Masura ipliği sayacı ....................................... 99
6-16. Bilgi ............................................................100
(1) Dikme ortak verileri ...................................... 101
(2) Dikme yönetimi bilgisi ................................. 103
(3) İletişim modu ................................................ 106
6-17. İşlevler için ayarlar ..................................110
(1) İşlev ayar modunun değiştirilmesi ................. 110
(2) İşlev ayarı listesi ...........................................113
(3) İşlevlerin seçiminin ayrıntılı açıklaması ......... 117
6-18. Harici arayüz ...........................................122
(1) Ortam giriş yeri ............................................ 122
(2) Ethernet bağlantı noktası ............................. 122
(3) RS-232C kapısı ........................................... 122
(4) Genel giriş kapısı
(Üretim kontrol anahtarı bağlama konektörü)
.... 122
6-19. Maksimum dikiş hızının ayarlanması .....123
6-20. Panel bellek anahtarı ayarı ......................123
7. DİKME ......................................................125
7-1. İplik gerilimini ayarlama ............................125
7-2. Bastırma ayağı basıncının ayarlanması.....126
7-3. Tek tuş tipi ters beslemeli dikiş
mekanizması ..............................................126
7-4. Model 2 (ajurlu) dikişi .................................127
7-5. El anahtarı ...................................................128
i

8. STANDART AYARLAMA .........................129
8-1. Kancadaki yağ miktarının ayarlanması ....129
8-2. Yüz plakası bölümünün yağlanma
miktarının ayarlanması ..............................129
8-3. Bastırma ayağı çubuğu yüksekliğinin
ayarlanması .................................................130
8-4. Bastırma ayağının mikro-kaldırma
mekanizmasının ayarlanması ....................130
8-5. Transport dişlisinin yüksekliği ve eğimi ....130
8-6. Kanca ayarlama modu ...............................131
8-7. Kancanın takılması/çıkarılması .................132
8-8. İğne mili yüksekliğinin ayarlanması .........133
8-9. İğneden kancaya zamanlamasının
ve iğne siperinin ayarlanması ...................133
8-10.
İğnenin durma konumunun ayarlanması
8-11. İplik kesicinin ayarlanması ......................134
8-12.
İğne ipliği besleme cihazının
ayarlanması (Sadece iplik kesicili tip) ....... 135
8-13. Kuş yuvası önleme (CB) tipi
tokatlayıcının ayarlanması .........................136
8-14. Kuş yuvası önleme (CB) tipi
bastırma ayağı bıçağının değiştirilme
prosedürü ...................................................137
....134
9. BAKIM ......................................................138
9-1. Elektrik sigortasının değiştirilmesi ...........138
9-2. İşletim paneli ekran gösterimi
kontrastının ayarlanması ...........................139
9-3. Suyu Boşaltma
(Sadece kuş yuvası önleme (CB) tipi) ......139
9-4. Toz torbasını temizleme
(Sadece kuş yuvası önleme (CB) tipi) ......139
9-5. Alt kapağa takılı soğutma fanının
temizlenmesi ...............................................140
9-6. Kanca bölümünün temizlenmesi ..............140
9-7. Kontrol kutusunun arka kapağının
temizlenmesi ...............................................140
9-8. İşletim paneli ekranının temizlenmesi ......140
9-9. Kanca mili yağ tilini değiştirme
prosedürü ....................................................141
9-10. özel yağ sürülmesi ...................................141
9-11. USB port ....................................................142
10. BUNUN GİBİ BİR DURUMDA ! ............143
11. HATA GÖSTERİMİ .................................144
11–1. Hata kodu listesi
(Panel üzerinde hata gösterimi) ...............145
12.
SORUNLAR VE DÜZELTİCİ ÖNLEMLER
....149
ii
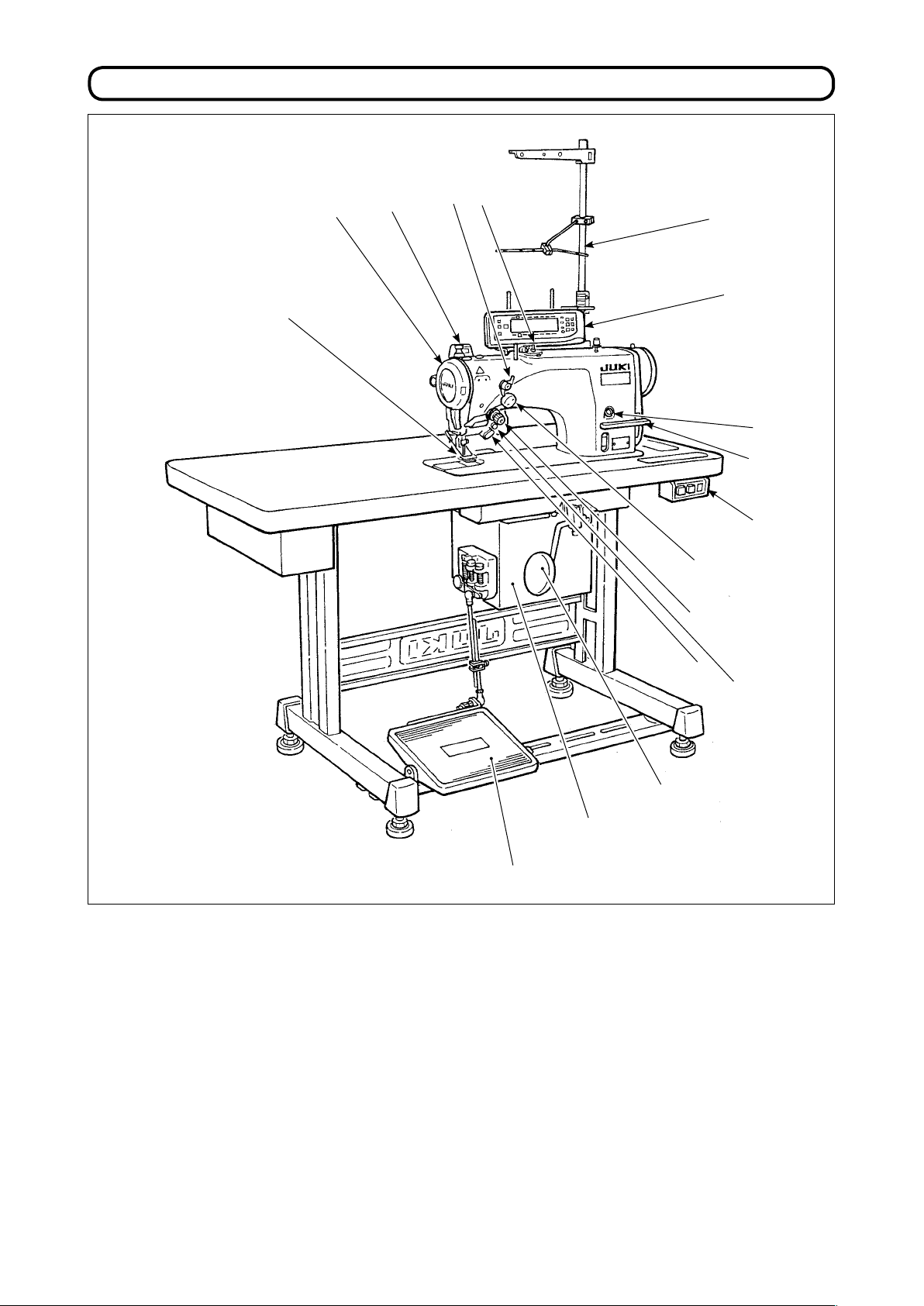
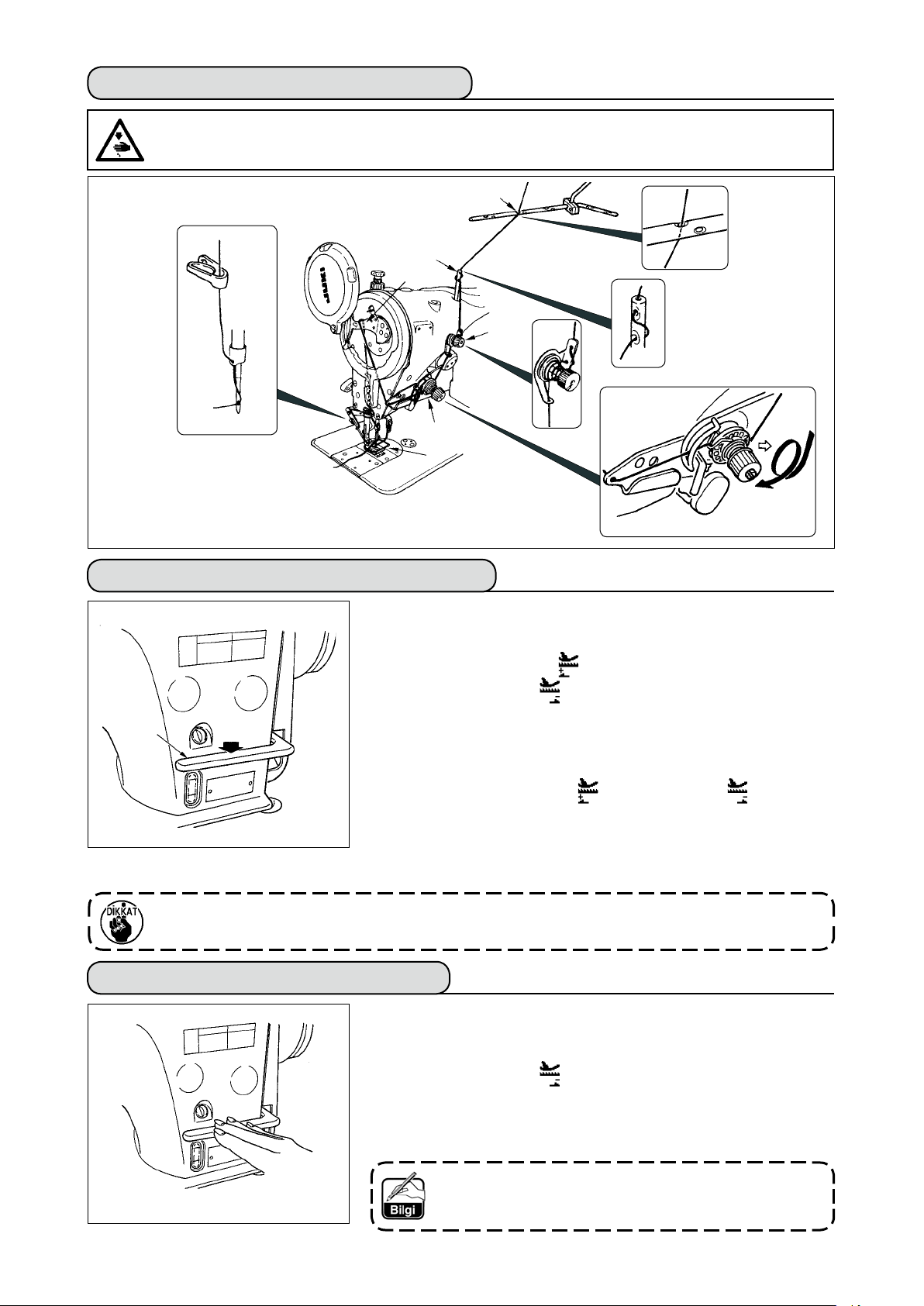
1. MAKİNE BİLEŞENLERİNİN ADLARI
!3
!2
4
3
2
!4
!1
!5
!7
o
İğne ipliği çekip çıkarma cihazı
1
Tokatlayıcı anahtarı
2
İplik verici kapağı
3
Parmak siperi
4
İplik gerilimi kontrolörü (Döner gerilim)
5
Elektrik kutusu
6
Pedal (Ön gerilim
7
Dizlik kolu
8
Güç anahtarı
9
El anahtarı
!0
İşletim paneli
!1
Bobin sarıcı
!2
Gerilim kontrolörü No. 1
!3
!4
İplik çardağı
u
q
t
!0
!6
i
y
Yağlama deliği
!5
Ayna ters çevirme anahtarı
!6
Geri beslemeli kontrol kolu
!7
)
– 1 –
– 2 –
2. ÖZELLİKLER
2-1. Makine kafasının özellikleri
Model
Uygulama Haf ağırlıklı malzemelerden orta ağırlıklı malzemelere kadar
Maksimum dikiş hızı 5,000 sti/min (*1)
Maks. zikzak genişliği 10 mm (*2)
Maks. besleme adımı 5 mm (normal/geri besleme)
Dikiş deseni 14 çeşit 20 model
İğne SCHMETZ 438 #75 (Teslim sırasında var olan iğne)
Kullanılan yağ JUKI New Defrix Oil No. 1
İplik kesici Var
Besleme metodu Standart besleme (Bilgisayar kontrollü sistem)
Tokatlama yöntemi Önden süpürme yöntemi Yandan süpürme yöntemi
Hava kelepçesi yöntemi
Gürültü ‘- İş istasyonunda sürekli ses basıncı seviyesinin (LpA) yayılmasına denk :
A-80 dBA’nın ağırlıklı değeri; (KpA = 2,5 dBA dahil) ;
ISO 10821- C.6.2 -ISO 11204 GR2 uyarınca 4.600 sti/min
Dakika-miktar
yağlama tipi
(
)
LZ-2290A-SR-7-WB
Hava kelepçesi yöntemi
———
LZ-2290A-SR-7-CB
* 1. Makinenin teslim edildiği andaki hız değeri 4.000 sti/min olarak ayarlanmıştır (bu değer teslim edilen
yere bağlıdır).
•
Her ilmek başına zikzak miktarı ve besleme miktarı ile hız kontrolü yapılmaktadır; bu nedenle hız,
dikiş modelinin zikzak genişliği ve besleme miktarı ile sınırlıdır.
•
Dönüş sayısını dikilecek ürüne ve işleme göre doğru ayarlayın.
* 2. Maks. zikzak genişliği standart besleme sırasında 8 mm ile sınırlıdır.
2-2. Elektrik kutusu özellikleri
Genel ihracat için
Besleme voltajı Tek fazlı 200V / 220V / 240V 3 fazlı 200V / 220V / 240V
Frekans 50 Hz / 60 Hz
Elektriksel güç 600VA
Çalışma ortamı
CE için
Besleme voltajı Tek fazlı 220V / 230V / 240V
Frekans 50 Hz/60 Hz
Elektriksel güç 600VA
Çalışma ortamı
JUS için
Besleme voltajı Tek fazlı 100V / 110V / 120V 3 fazlı 200V / 220V / 240V
Frekans 50 Hz / 60 Hz
Elektriksel güç 600VA
Çalışma ortamı
Sıcaklık: 0 ila 40˚C Nem: %90 veya daha az
Sıcaklık: 0 ila 40˚C Nem: %90 veya daha az
Sıcaklık: 0 ila 40˚C Nem: %90 veya daha az
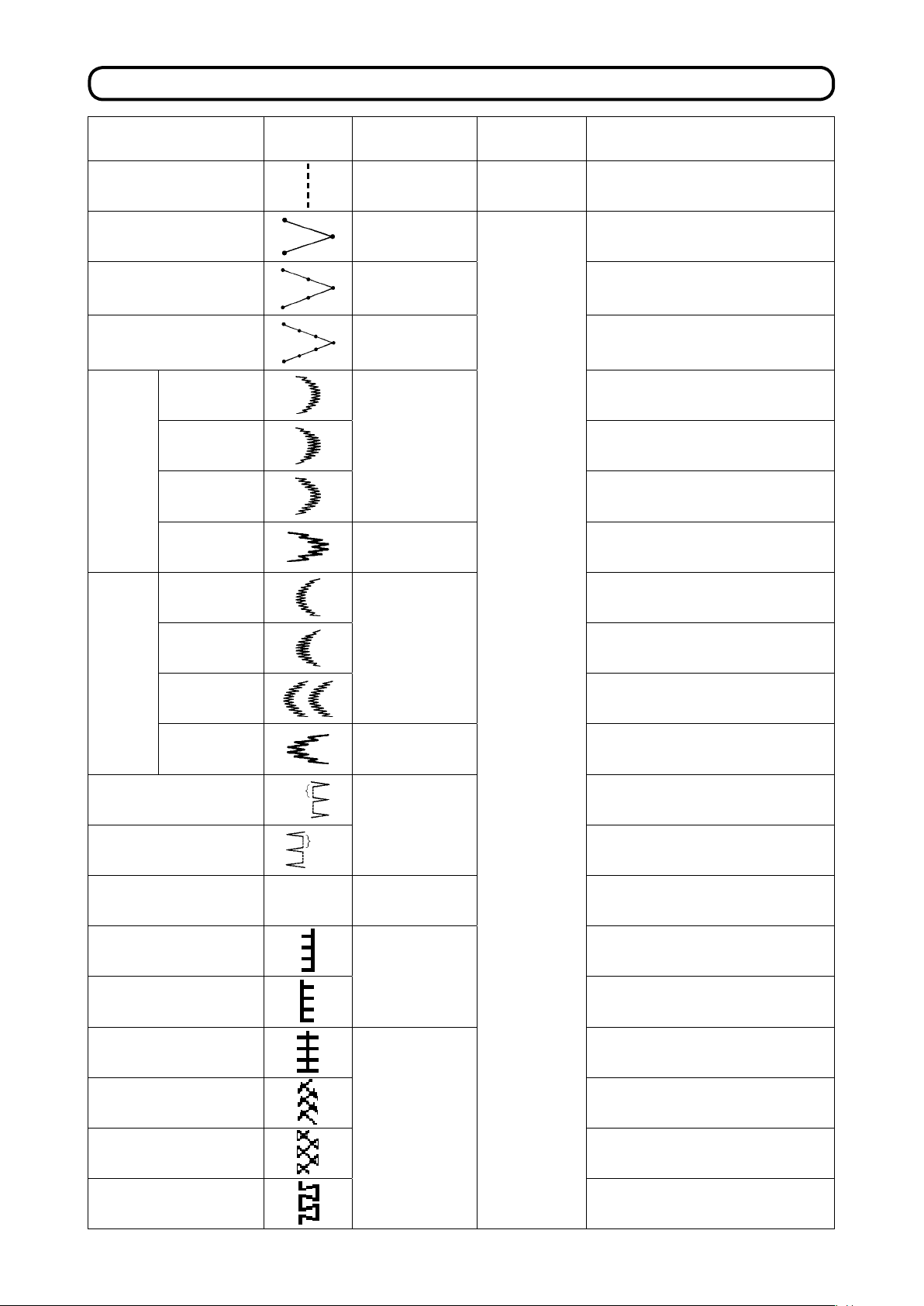
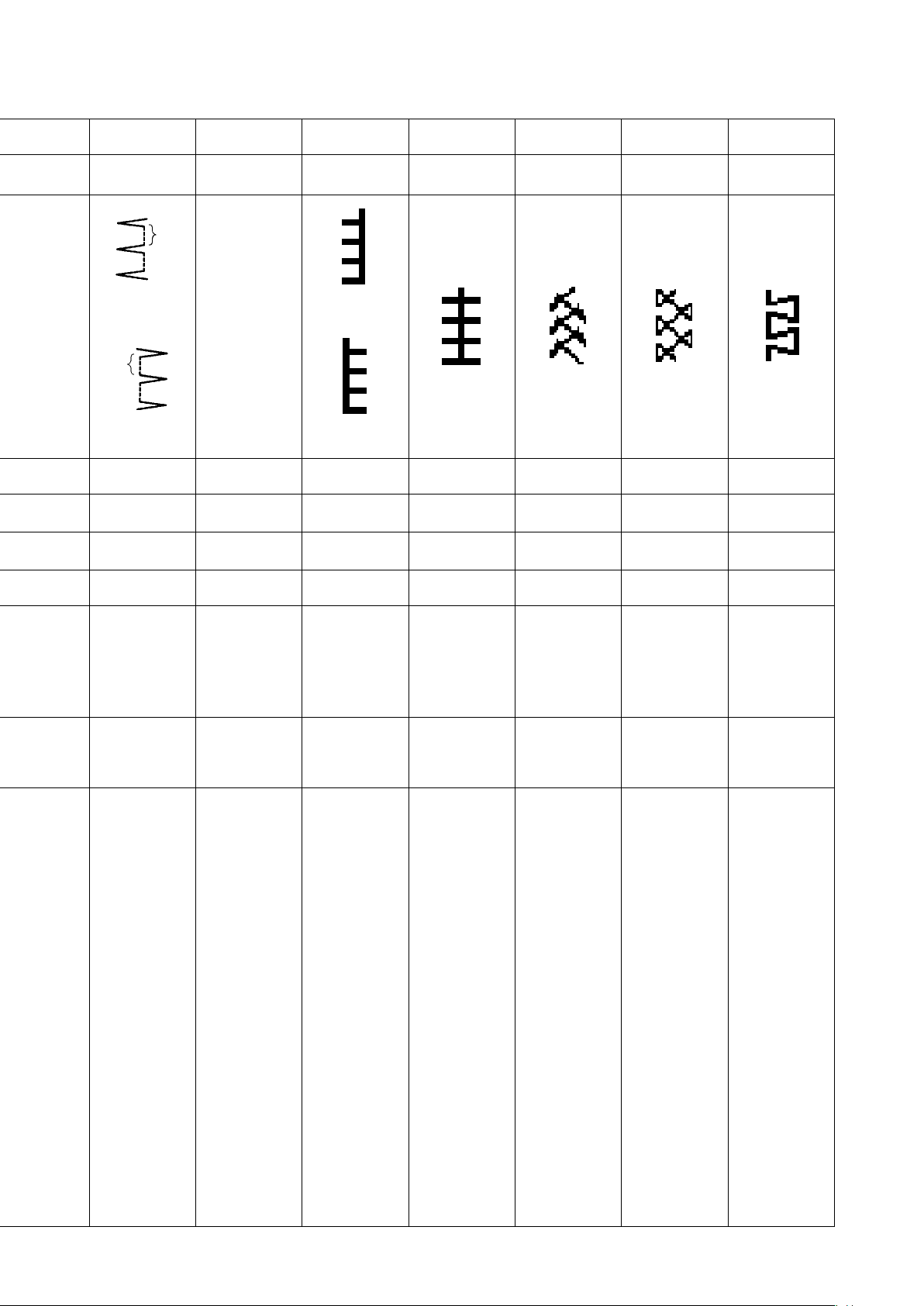
3. DİKİŞ DESENİ TABLOSU
Desenin adı Dikiş deseni
Düz dikiş
2 kademeli zikzak dikiş
3 kademeli zikzak dikiş
4 kademeli zikzak dikiş
Standart sto
Fisto
(sağ)
Hilal sto
Eşit genişlikte sto
Eşit genişlikte sto
Desen için dikiş
sayısı
1
2
4
6
24
12
Maks. zikzak
genişliği
____
Açıklamalar
Standart sto
Hilal sto
Fisto
(sol)
Gizli dikiş (sağ)
Gizli dikiş (sol)
Kişiye özel desen
T dikişi (sol)
T dikişi (sağ)
Eşit genişlik-
te sto
Eşit genişlik-
te sto
24
10
12
a
2 + a
a
—— 500
3
Model 1
Model 2 (ajurlu)
Model 3
Model 4
6
– 3 –
– 4 –
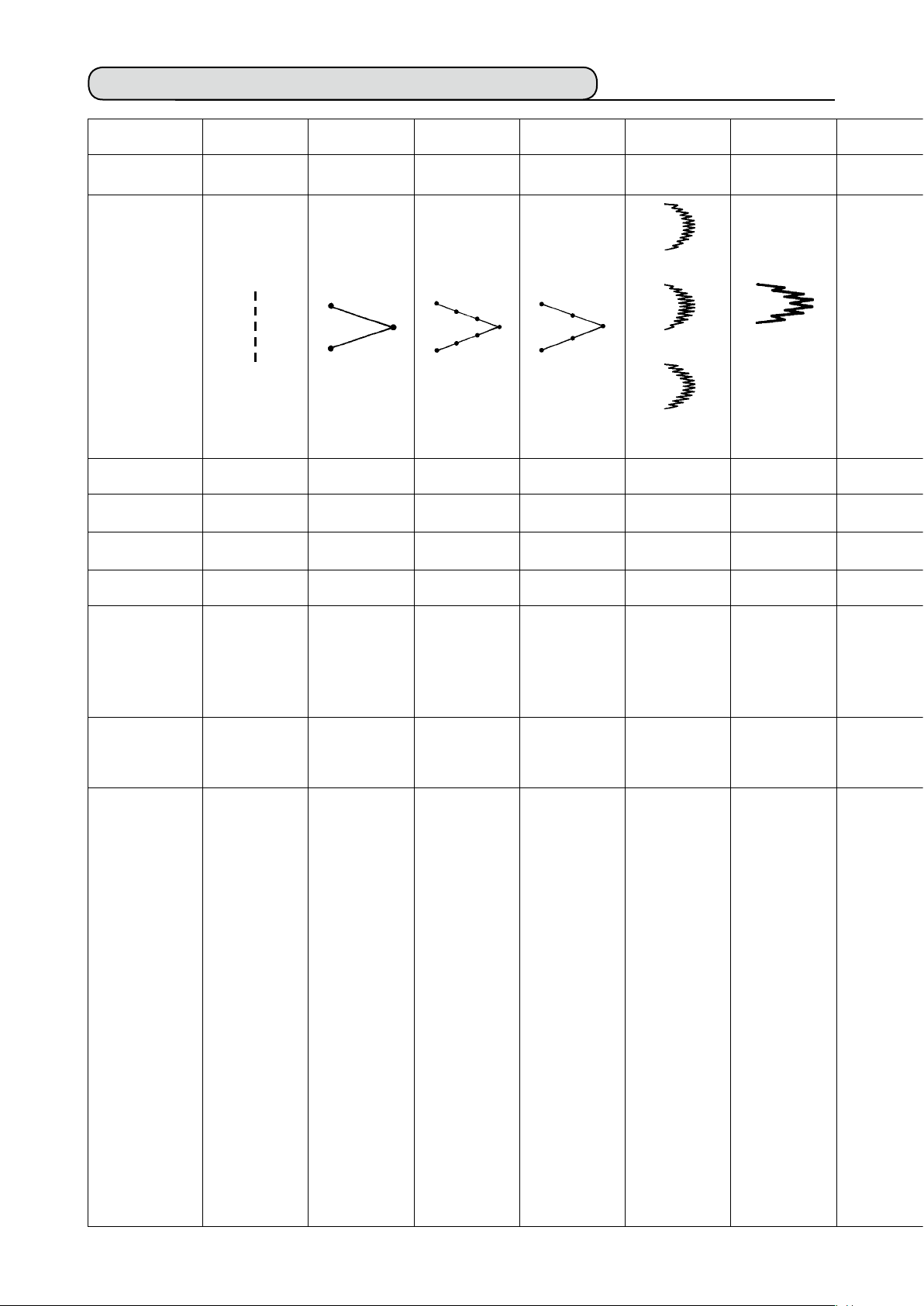
3-1. Dikiş modeli ve tablanın başlangıç değeri
1 2 3 4 5 6 7 8 9 10 11 12 13
Zikzak genişliği
Normal
besleme miktarı
Geri besleme
miktarı
İlmek sayısı
Düz dikiş
—— 4,0 8,0 6,0 8,0 8,0 3,0 —— 3,0 6,0 6,0 6,0 6,0
2,0 1,5 1,0 1,0 0,5 0,8 1,5 —— 2,5 2,5 1,6 2,1 2,0
0,0 0,0 0,0 0,0 0,0 0,0 0,0 —— 0,0 0,0 - 2,0 2,4 - 2,0
—— —— —— —— —— —— 4 —— —— —— —— —— ——
2 kademeli
zikzak dikiş
4 kademeli
zikzak dikiş
3 kademeli
zikzak dikiş
Fisto 24 dikiş Fisto 12 dikiş Gizli dikiş
Standart sto
Hilal sto
Eşit genişlikte
sto
Eşit genişlikte
sto
İlgili girdi
İlgili mekanik
ayarlar
Açıklamalar
P. 31, 54,
55
P. 32, 54,
55
P. 32, 54,
55
P. 32, 54,
55
P. 32, 33,
56, 57,
58, 101,
102
P.128 P.128 P.127
P. 32, 33,
56, 57,
58, 101,
102
Kişiye özel
desen
T dikişi Model 1 Model 2 (ajurlu) Model 3 Model 4
a
(sol)
———
a
(sağ)
P. 34, 59 P. 45, 60,
80, 81,
82, 83,
84, 101,
102
(sol)
(sağ)
P. 35, 36,
37, 38,
61, 62,
63
P. 37, 38,
64, 65
P. 39, 40,
65, 66,
67
P. 41, 42,
67, 68
P. 43, 44,
69, 70
Normal ve geri
besleme dikiş
tarzını sık sık
tekrarlayan
bazı
modellerde,
ilmek
şekillerinin
kararlı
olmadığı
durumlar
vardır.
Makineyi
yaklaşık
2.000 sti/min
dikiş hızında
çalıştırın.
– 5 –
– 6 –
4. MONTAJ
UYARISI:
• Dikiş makinesinin montajını eğitimli teknik personele yaptırın.
• Bedensel hasarı önlemek için, elektrik tesisatını satıcımıza veya elektrik teknisyenine yaptırın.
• Dikiş makinesini aktarma işini mutlaka iki veya daha fazla kişiye yaptırın ve onu yük arabasıyla taşıyın.
• Dikiş makinesinin beklenmedik şekilde çalışmaya başlamasının neden olacağı bedensel hasarları önlemek
için, makinenin kurulumu tamamlanmadan güç kablosunu prize takmayın.
• Elektrik kaçağından kaynaklanacak bedensel hasarları önlemek için, mutlaka topraklı hat kullanın.
• Güvenlik koruma kapağını, parmak siperini, vb mutlaka takın.
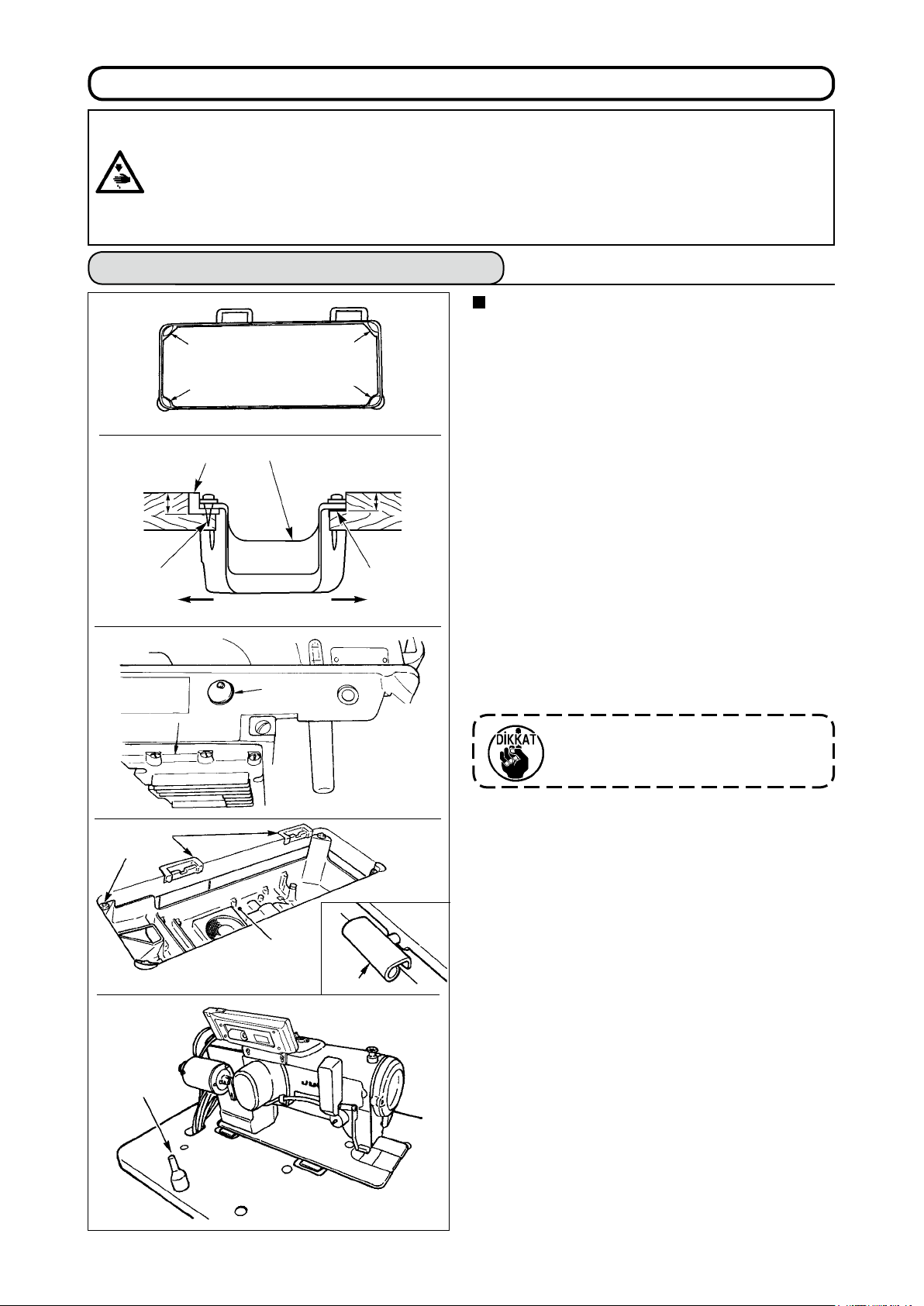
4-1. Dikiş makinesi kafasının montajı
3
3
Alt kapağın takılması
1) Alt kapak makine tablası oyuğunun dört köşesine
oturmalıdır.
23,5 mm
2
8
3
7
1
1
A
4
5
B
1
19,5 mm
3
2) Yukarıda gösterildiği gibi çivileri 2 kullanarak yan
taraftaki A (operatör tarafı) iki kauçuk oturağı 1
sabitleyin. Kauçuk bazlı bir yapışkan kullanarak
yan taraftaki B (menteşeli taraf) iki oturak yastığını 3 yapıştırın. Sonra alt kapağı 4 sabitlenen
oturakların üstüne yerleştirin.
3) Makine yatağına takılı havalandırma kapağını 5
çıkarın. (Makine kafasının makine tablasından söküldüğü durumda makine kafasını taşırken kapağı
mutlaka takın.)
5
Dikiş makinesi havalandırma kapağı
çıkarılmadan çalıştırılırsa, karter
5
kısmından 7 yağ kaçağı olabilir.
4) Menteşeyi 1 makine yatağındaki açıklığa takın ve
makine kafasını, dört köşedeki yastıklar 3 üstüne
yerleştirmeden önce tabla kauçuğu menteşesine
takın.
8
6
4
1
5) Kafa destek milini 6 makine tablasına takın.
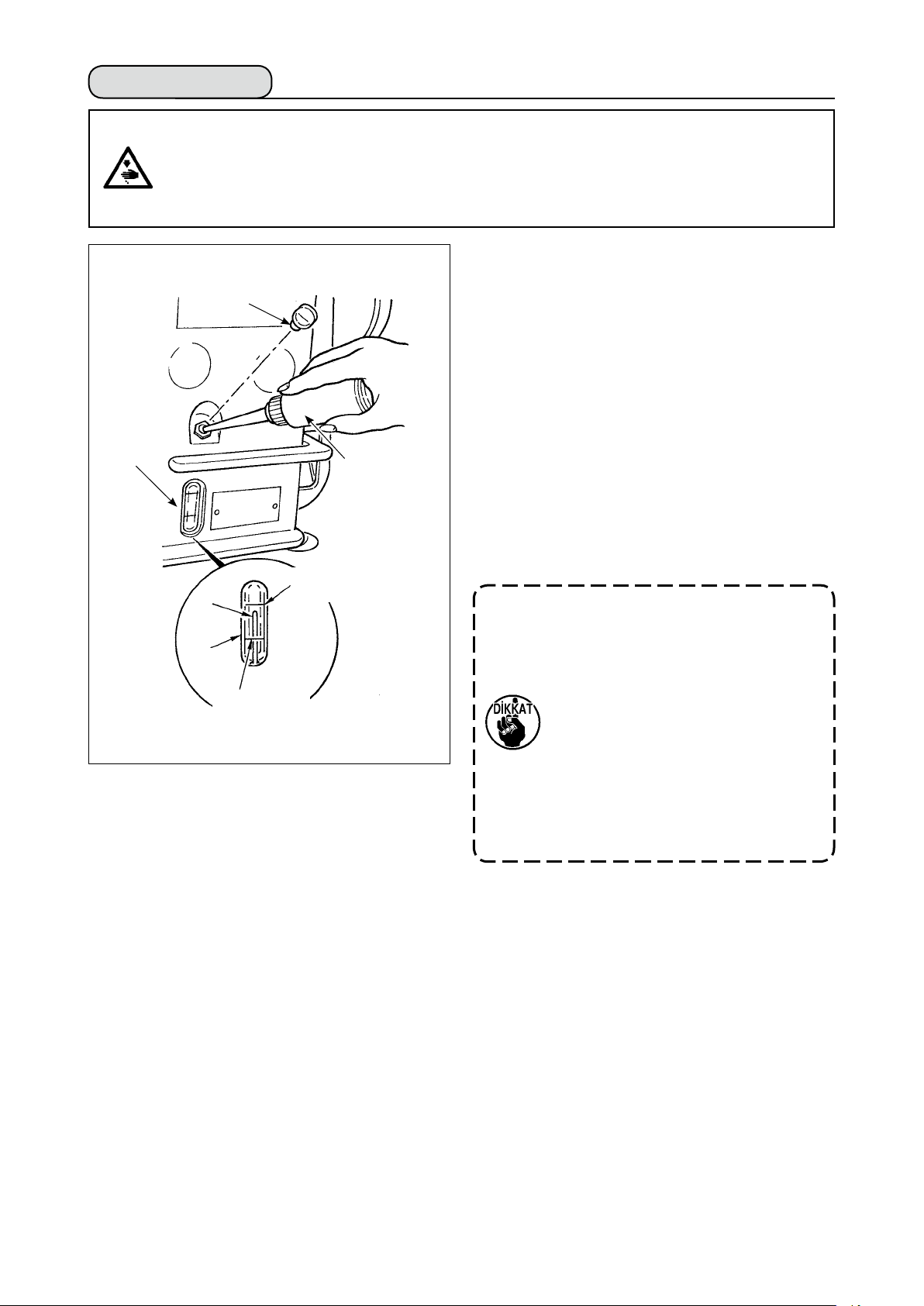
4-2. İğne mili durdurucusunun çıkarılması
Taşıma için iğne mili durdurucusunu ❶ çıkarın.
❶
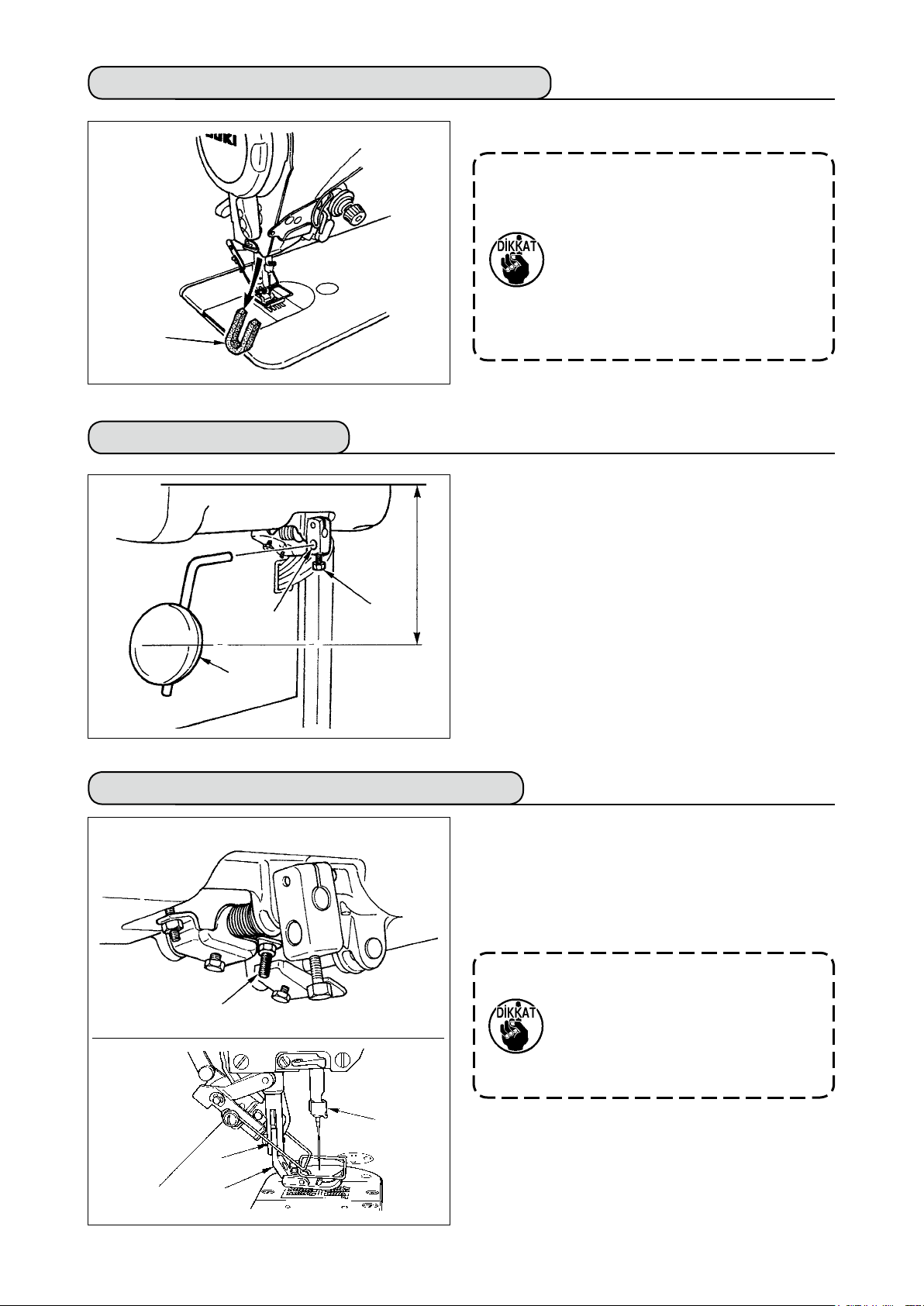
4-3. Dizliğin takılması
Çıkarılan iğne mili durdurucusunu
saklayın ve dikiş makinesini taşıdığınız zaman bu iğne mili durdurucusunu takın. İğne mili durdurucusu kuvvetle çekilip, çıkarılırsa
kırılabilir. İğne milini hafçe sağa
veya sola hareket ettirin ve iğne
mili durdurucusunu yavaşça dışarı
çekin.
Dizliği takma deliğine
bitleyin.
* Dizlik yastığının
mm
220
* Makinede AK cihazı olması halinde, dizlik ayak
❶
❷
❸
4-4. Dizliğin yüksekliğinin ayarlanması
1) Dizlik kullanılarak kaldırılmış bastırma ayağının
2) Ayak kaldırma dizlik ayar vidasından ❶ yararlana-
geçirin ve cıvatayla ❸ sa-
❷
konumunu uygun bir yere ayar-
❶
layın. Referans boyut için, bu konum tablanın alt
yüzünden 220 mm mesafededir.
kaldırması ❶ isteğe bağlı olarak temin edilmektedir. (Parça No. 22934251)
standart yüksekliği 10 mm’dir.
rak; dizlik ayak kaldırma yüksekliğini 15 mm. ye
kadar ayarlayabilirsiniz.
❹
❶
❸
İğne mili ❷ ve bastırma ayağı ❸
veya tokatlayıcı ❹ ve bastırma
ayağı ❸ birbirine temas ettiği için,
dikiş makinesini bastırma ayağı ❸
10 mm veya daha fazla kaldırılmış
olarak çalıştırmayın.
❷
– 7 –
– 8 –
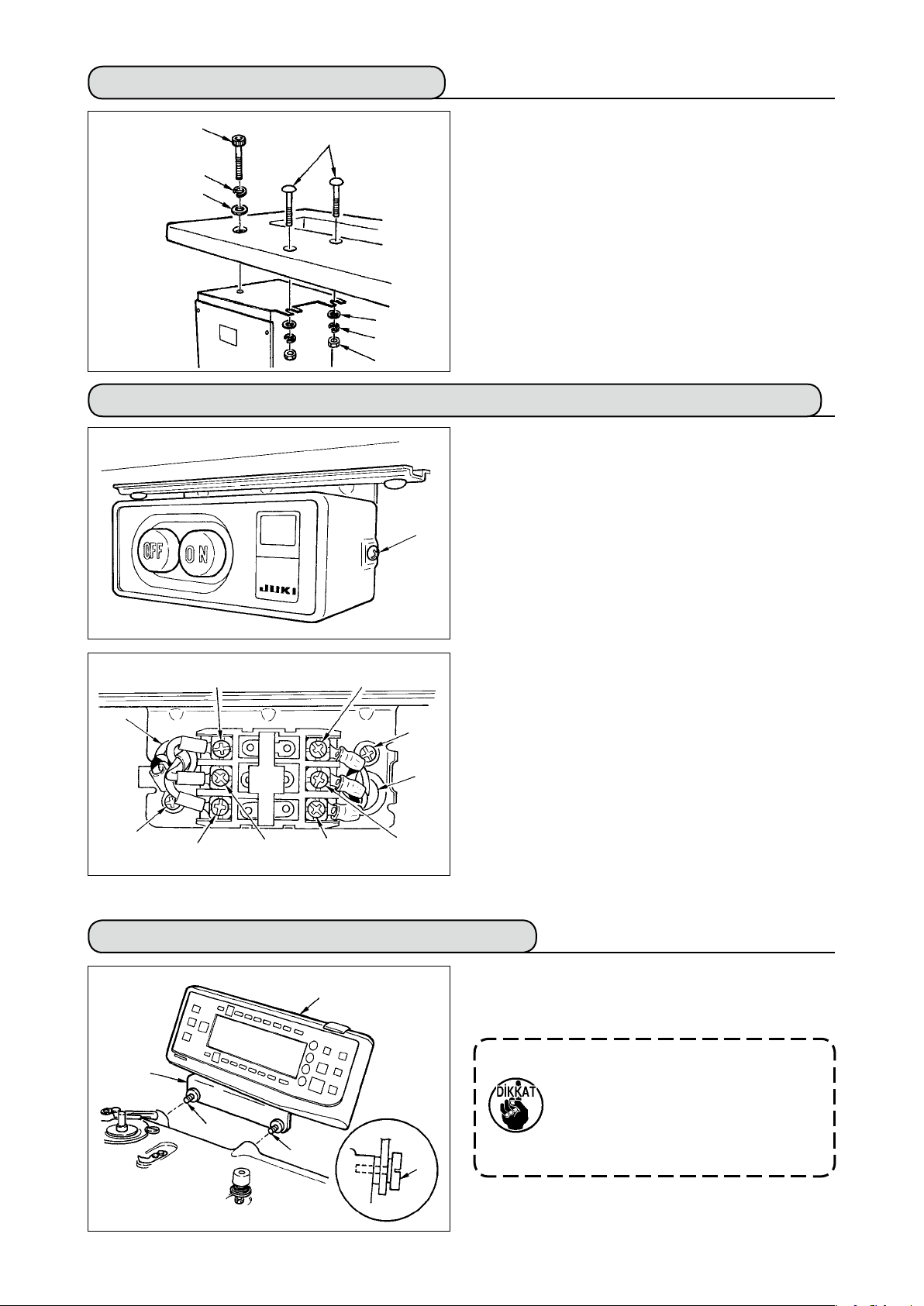
4-5. Elektrik kutusunun montajı
5
1
6
7
Elektrik kutusunu resimde gösterilen yerde tablanın
alt tarafına makineyle birlikte verilen yuvarlak başlı
cıvatayı 1, düz rondelayı 2, yaylı rondelayı 3 ve
somunu 4 ve ayrıca başında altıgen girintiler olan
cıvatayı 5, düz rondelayı 6 ve yaylı rondelayı 7
kullanarak monte edin.
2
3
4
4-6.
Güç anahtarı kablosunun bağlanması (Japonya ve genel ihracat alanı)
1) Aksesuar olarak sağlanan güç anahtarının yan
tarafında bulunan vidayı 3 gevşetin ve güç anahtarının kapağını çıkarın.
2)
Elektrik kutusunun giriş güç kablosunun bağlanması.
Elektrik kutusunun giriş güç kablosu 4P ise
¡
1
4P kablosunu güç anahtarının A deliğinden
geçirin ve yeşil/sarı teli 5 noktasına, beyaz teli 2
noktasına, siyah teli 3 noktasına ve kırmızı teli 4
noktasına vidalarla iyice sabitleyin.
Elektrik kutusunun giriş güç kablosu 3P ise
¡
3P kablosunu güç anahtarının A deliğinden geçirin ve
yeşil/sarı teli 5 noktasına, kahverengi teli 2
ve gök mavisi teli 3 noktasına vidalarla iyice sabitleyin.
3)
2
A
6
9
Aksesuar olarak sağlanan güç kablosunun bağlanması.
3 fazlı güç kablosu durumunda
¡
Güç kablosunu güç anahtarının B deliğinden
geçirin ve yeşil/sarı teli 9 noktasına, beyaz teli 6
noktasına, siyah teli 7 noktasına ve kırmızı teli 8
B
noktasına vidalarla iyice sabitleyin.
Tek fazlı güç kablosu durumunda
¡
Güç kablosunu güç anahtarının B deliğinden geçi-
5
4
3
8
7
rin ve yeşil/sarı teli 9 noktasına ve diğer telleri
ve 7 noktalarına vidalarla iyice sabitleyin. 8
6
noktası kullanılmaz.
4) Güç anahtarı kapağının takılması
Güç anahtarının yan tarafındaki vidayı 1 iyice sıkın.
noktasına
4-7. İşletim panelinin montajı (IT-100E)
1) İşletim panelini 1 panel montaj konsoluna 2 ta-
1
2
3
3
3
kılmış bulunan vidaları 3 kullanarak makine kafasına monte edin.
1. Kırılmasını önlemek için işletim
panelini sökmeyin.
2. Panelden gelen kabloyla makine
kafasından gelen kabloyu aksesuar olarak temin edilen tutucu bant
ile tutturun.
4-8. Kabloların bağlanması
UYARI:
• Dikiş makinesinin beklenmedik şekilde çalışmaya başlamasının neden olacağı bedensel hasarları önlemek
için, bu işi güç anahtarını kapattıktan ve en az 5 dakika bekledikten sonra yapın.
• Yanlış kullanımın ve yanlış özelliklerin neden olduğu bedensel hasarların önlenmesi için, karşılık gelen
tüm konektörleri mutlaka belirtilen yerlere bağlayın.
• Yanlış kullanımın neden olduğu bedensel hasarları önlemek için, konektörü mutlaka kilitleyin.
• İlgili cihazların kullanımıyla ilgili ayrıntılar için, bu cihazları kullanmadan önce bunlarla birlikte verilen
Kullanma Kılavuzlarını dikkatle okuyun.
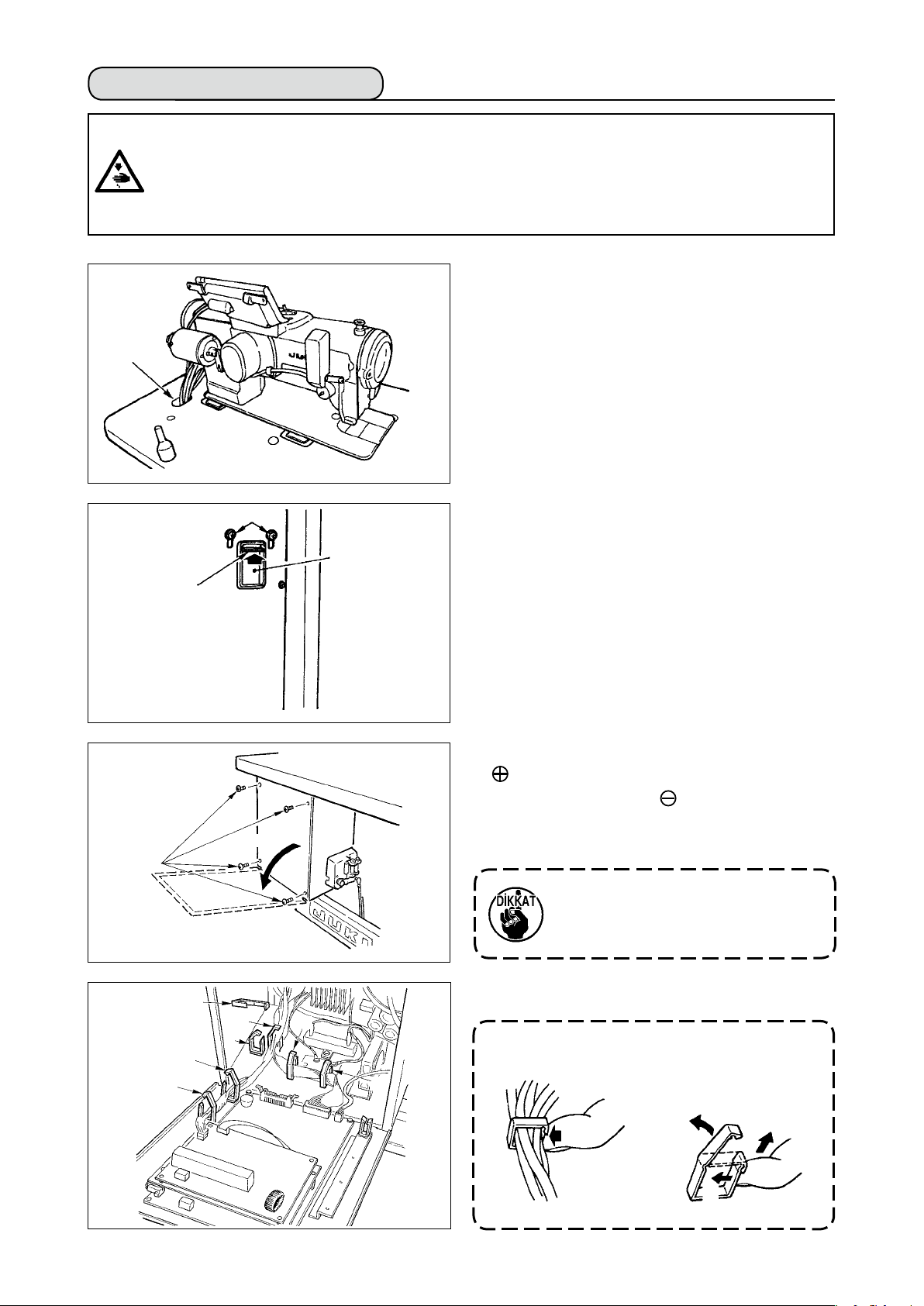
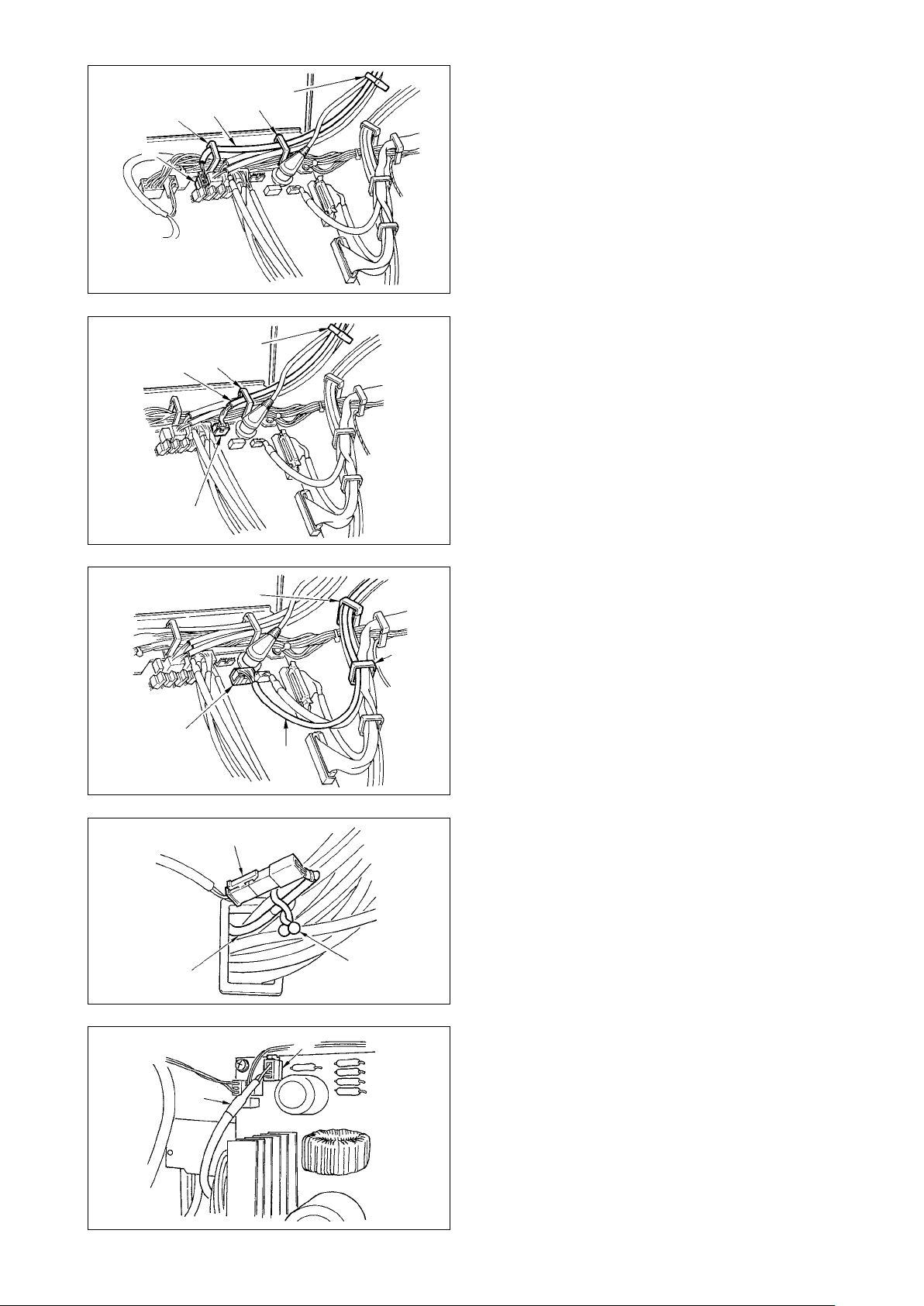
(1) Kabloların hazırlanması
A
1) Makine kafasından tablanın alt tarafına gelen kabloları tabladaki A deliğinden geçirin.
D
2) Vidaları D gevşetin ve ön kapakta bulunan B
deliğinden geçen kablonun bastırıcı plakasını C
B
C
kaldırın ve plakayı geçici olarak sıkın.
3) Elektrik panelinin arka kapağını tespit eden dört
vidayı çıkarın.
(Dikkat) Diğer vidalara dokunmayın.
Arka kapağı açarken, ellerinizle bastırın ve şekilde gö-
Yavaşça
E
rüldüğü gibi durana kadar yavaşça yaklaşık 70° açın.
Arka kapağın düşmesini engellemek için mutlaka elinizle arka kapağı destekleyin. Ayrıca, açılmış arka
kapağa kuvvet uygulamayın.
j
b
a
e
f
c
d
kilitlerini çıkarın.
Kablo kıskaçlarının çıkarılması
1
Hafçe bastırarak
1
Kıskacı aşağı çekin.
2
Kıskaç açılır.
3
3
2
1
* Kablo kıskacının kilitlenmesi için S. 14’e bakın.
– 9 –
4) “a”, “b”, “c”, “d”, “e”, “f” ve “j” kablo kıskaçlarının
– 10 –
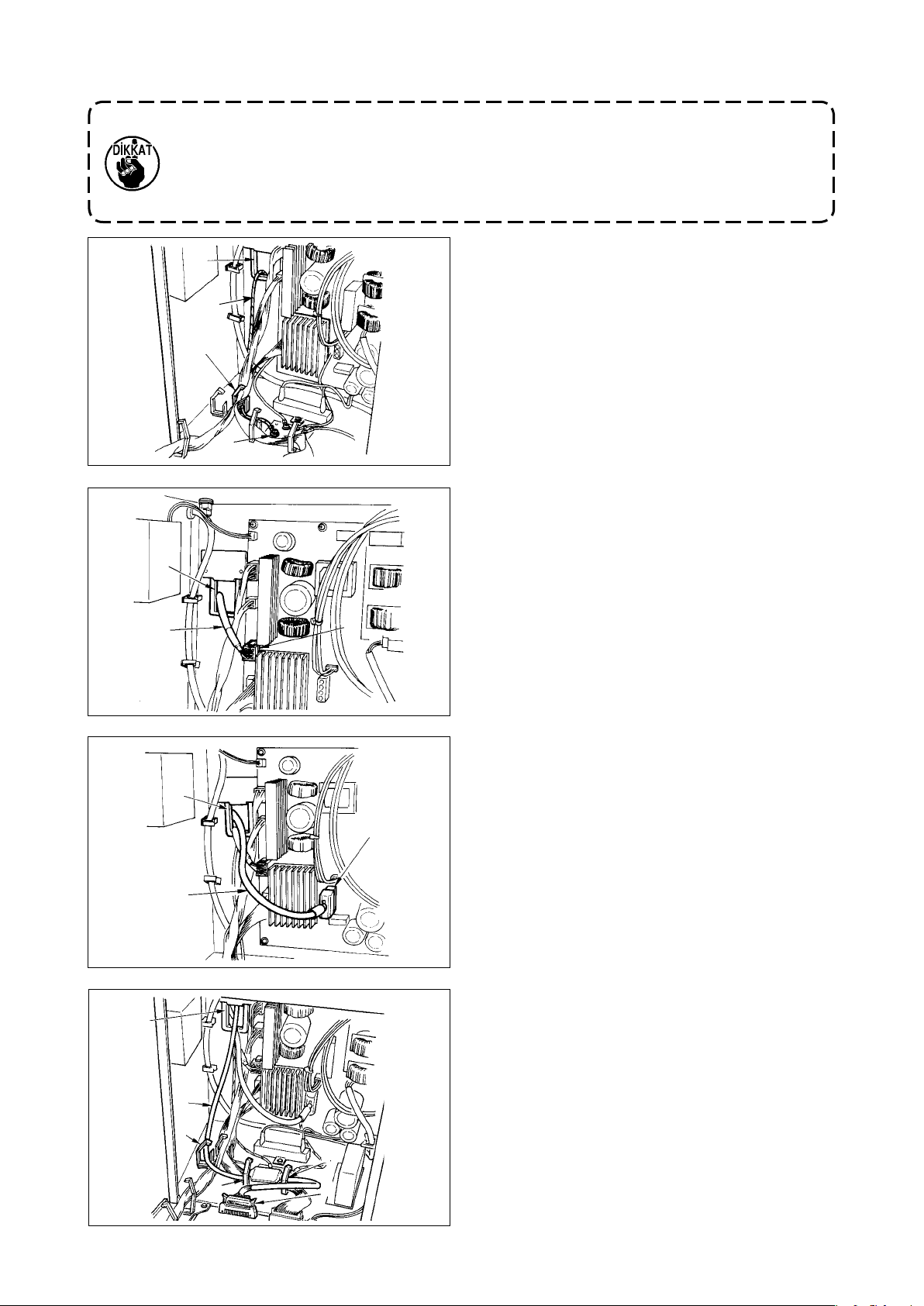
(2) Konektörlerin bağlanması
• Her konektörün takılma yönü vardır. Bu yönü kontrol edip, sağlam şekilde takın. (Kilitli
tiplerde, kilitleninceye kadar içeri itin.)
• Konektörün zorlayarak takılması soruna veya kazaya neden olur.
• Teslimat sırasında takılı olan konektörleri asla çıkarmayın.
• Konektörler doğru takılmazsa dikiş makinesi çalışmaz. Sadece hata uyarısı veya benzeri bir sorun değil dikiş makinesinde veya elektrik kutusunda bozulma meydana gelir.
B
1
b
5) Elektrik kutusu içine ön kapaktan geçerek makine
kafasından gelen sarı/yeşil topraklama kablosunu
B deliğinden ve resimde gösterildiği gibi “b”
1
kablo kıskacı içinden geçirin ve resimdeki konumda 2 vidayla sıkıştırın.
Kabloları aşağıdaki sırayla bağlayın.
2
6) Elektrik kutusu içine ön kapaktan geçerek makine
kafasından gelen beyaz kare konektörün 9P siyah
kablosunu 3 B deliğinden geçirin ve bu konektörü
B
3
4
ön kapağa takılı devre kartının CN38 konektörüne
takın.
4
7) Elektrik kutusu içine ön kapaktan geçerek makine
kafasından gelen beyaz konektörün 4P siyah kab-
B
losunu 5 B deliğinden geçirin ve ön kapağa takılı
devre kartının CN21 konektörüne 6 takın.
6
5
8) Elektrik kutusu içine ön kapaktan geçerek İşletim
B
panelinden gelen beyaz konektörün 26P kablosunu 7 B deliğinden geçirin, “a”, “c” ve “d” kablo
kıskaçlarından geçirin ve bu konektörü CN34 ko-
7
a
d
c
8
nektörüne 8 takıp, kilitleyin.
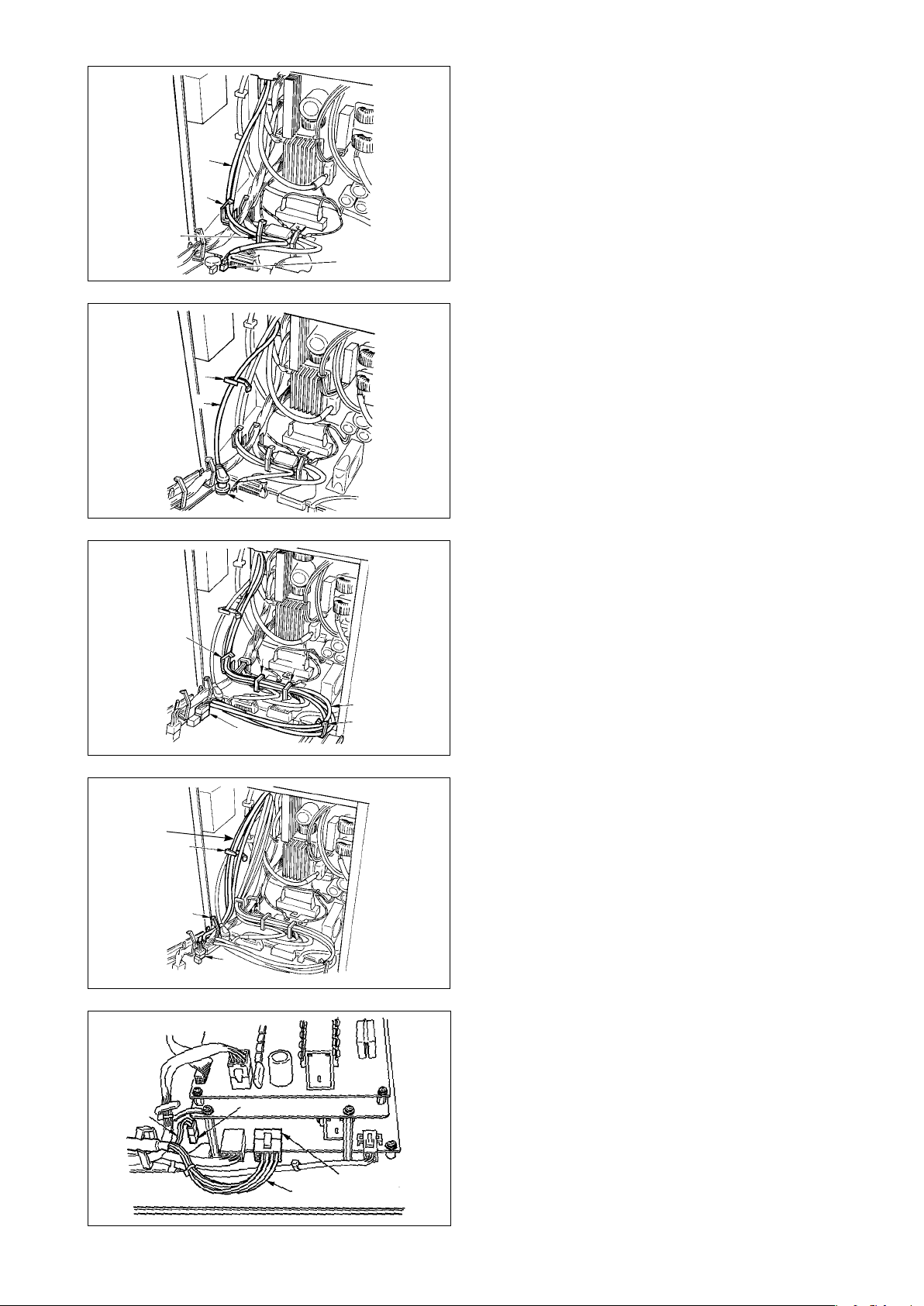
9) Makine kafasından gelip ön kapaktaki B deliğinden geçen beyaz kabloyu 9, siyah 4P konektörüne yerleştirin ve a ve c kablo tutucuları ile CN31
konektörüne !0 yerleştirin.
9
a
c
!0
10) Elektrik kutusu içine ön kapaktan geçerek makine kafasından gelen gri yuvarlak konektörün 7P
kablosunu !1 B deliğinden ve “j” kablo kıskacın-
j
!1
!2
dan geçirin ve bu konektörü CN30 konektörüne
takın.
!2
!5
11) Elektrik kutusu içine ön kapaktan geçerek kontrol panelinden gelen beyaz konektörün 12P
kablosunu !3 B deliğinden geçirin, “a”, “c”, “d” ve
a
c
d
“g” kablo kıskaçlarından geçirin ve bu konektörü
CN53 konektörüne !4 takın. “a”, “b”, “c” ve “d”
kablo kıskaçlarını kapatın.
!3
!4
g
12) Elektrik kutusu içine ön kapaktan geçerek makine kafasından gelen beyaz konektörün 3 6P
j
kablosunu !5 B deliğinden ve “e” ve “j” kablo
kıskaçlarından geçirin ve bu konektörü CN54 konektörüne !6 takın.
e
!6
!7
!8
13)-1 Elektrik kutusu içine ön kapaktan geçerek ma-
kine kafasından gelen beyaz konektörün 10P
Kablosunu !9 ve mavi konektörün 2P
kablosunu !7 B deliğinden ve “e”, “f” ve “j”
kablo kıskaçlarından geçirin ve beyaz 10 P
konektörünü CN51 @0, mavi 2P konektörünü
CN46 !8 konektörüne takın.
@0
!9
– 11 –
– 12 –
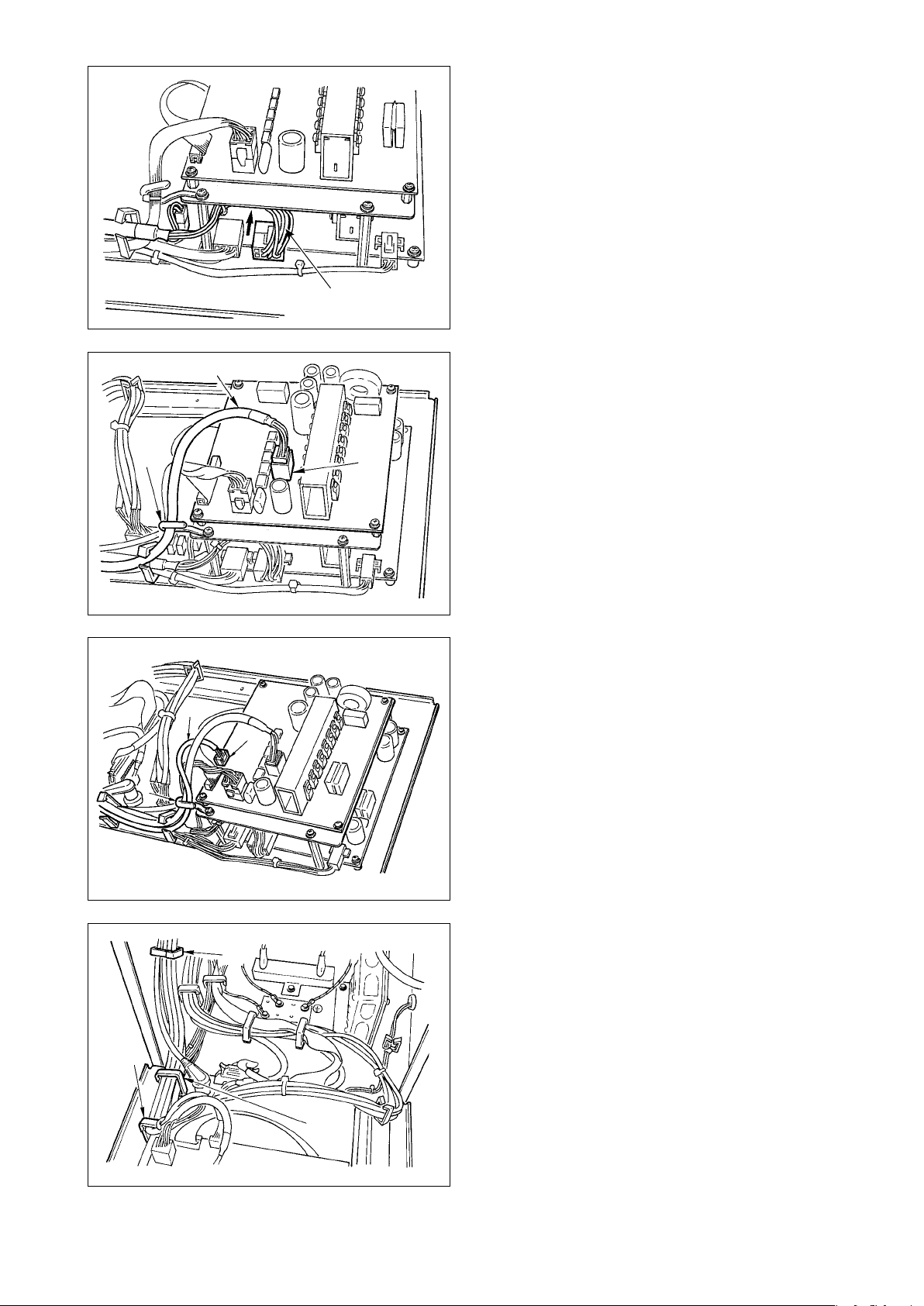
!9
13)-2 Makine kafasından gelen beyaz 10P konektör
kablosunu !9, şekilde görüldüğü gibi konektö-
rün arkasına bağlayın.
@1
14) Makine kafasından gelen siyah kare konektör
8P kablosunu @1, B deliğini kullanarak ön kapaktan elektrik paneline yerleştirin, “e”, “f”, “h” ve “j”
kablo tutucularından geçirin ve siyah kare 10P’yi
h
@2
CN72 konektörüne @2 yerleştirin.
15) Makine kafasından gelen siyah konektör 4P
kablosunu @3, B deliğini kullanarak ön kapaktan
elektrik paneline yerleştirin, “e”, “f”, “h” ve “j” kablo
@3
@4
h
tutucularından geçirin ve siyah 4P’yi CN73 konektörüne @4 yerleştirin.
j
e
f
16) Kablo tutucuları “e”, “f” ve “j” yi kapatın.
@6
f
@7
@8
@5
Otomatik kaldırıcı (AK121) kullanıldığı zaman:
j
e
j
e
17) Elektrik kutusu içine ön kapaktan geçerek kontrol panelinden gelen beyaz konektörün 2P kablosunu @5 B deliğinden geçirin, “e”, “f” ve “j” kablo kıskaçlarından geçirin ve bu konektörü CN40
konektörüne @6 takın.
Tüm kurulum prosedürünü tamamladıktan sonra
No. 23 işlev ayar değerini “0”dan “1”e değiştirin.
Ayrıntılar için, bakınız s. 110 ve s. 113.
Kuş yuvası önleme cihazı (CB tipi) kullanıldığı
zaman
18) Elektrik kutusu içine ön kapaktan geçerek makine kafasından gelen beyaz küçük konektörün
6P kablosunu @7 B deliğinden ve “e” ve “j” kablo
kıskaçlarından geçirin ve bu konektörü CN52 konektörüne @8 takın.
#0
#1
#2
Sürekli çalışma için ayak pedalı (PK70 veya 71)
a
c
@9
#3
kullanıldığı zaman:
19) Elektrik kutusu içine ön kapaktan geçerek kontrol
panelinden gelen siyah konektörün 12P kablosunu
B deliğinden geçirin, “b” ve “c” kablo kıskaçla-
@9
rından geçirin ve bu konektörü CN32 konektörüne
takın.
#0
20) 2P kırmızı konektörün ve 2P beyaz konektörün
takıldığı, aksesuar olarak verilen kablonun #1 2P
beyaz konektörünü makine kafası kapağı altındaki
2P beyaz konektöre #2 bağlayın.
Aksesuar olarak verilen omega kilidi #3 komşu
kablolara ve şekilde gösterilen kabloya #1 takın.
#1
#4
21) Elektrik kutusu içine ön kapaktan geçerek 2P kırmızı konektörün ve 2P beyaz konektörün takıldığı
aksesuar olarak verilen kablonun #1 2P kırmızı konektör tarafını delikten geçirin ve kırmızı konektöre
CN25 #4 takın.
– 13 –
– 14 –
Kablo kıskacının kilitlenmesi
Konektörün takılması tamamlanınca, kablo kıskaçlarını kilitleyin.
4
Kıskacın köşesine hafçe bastırın.
4
(Kablo kıskacı bir klik sesi ile kilitlenir.)
2
C
1
B
A
[CE bölgesi için]
4
3
Kıskaç
Kablonun arka kapak ve elektrik kutusu ana
q
gövdesi arasına kısılmamasına dikkat edin, arka
kapağın alt tarafında A kısmına bastırırken, arka
kapağı kapatın ve dört vidayı 1 sıkın.
Kablonun bastırıcı C plakasını ön kapağın B deli-
w
ğinden aşağı bastırın, kabloyu bastırın ve vidaları
sıkın.
2
22) Aksesuar olarak temin edilen çekirdek kelepçeyi
şekilde gösterilen konuma monte edin.
#5
#5
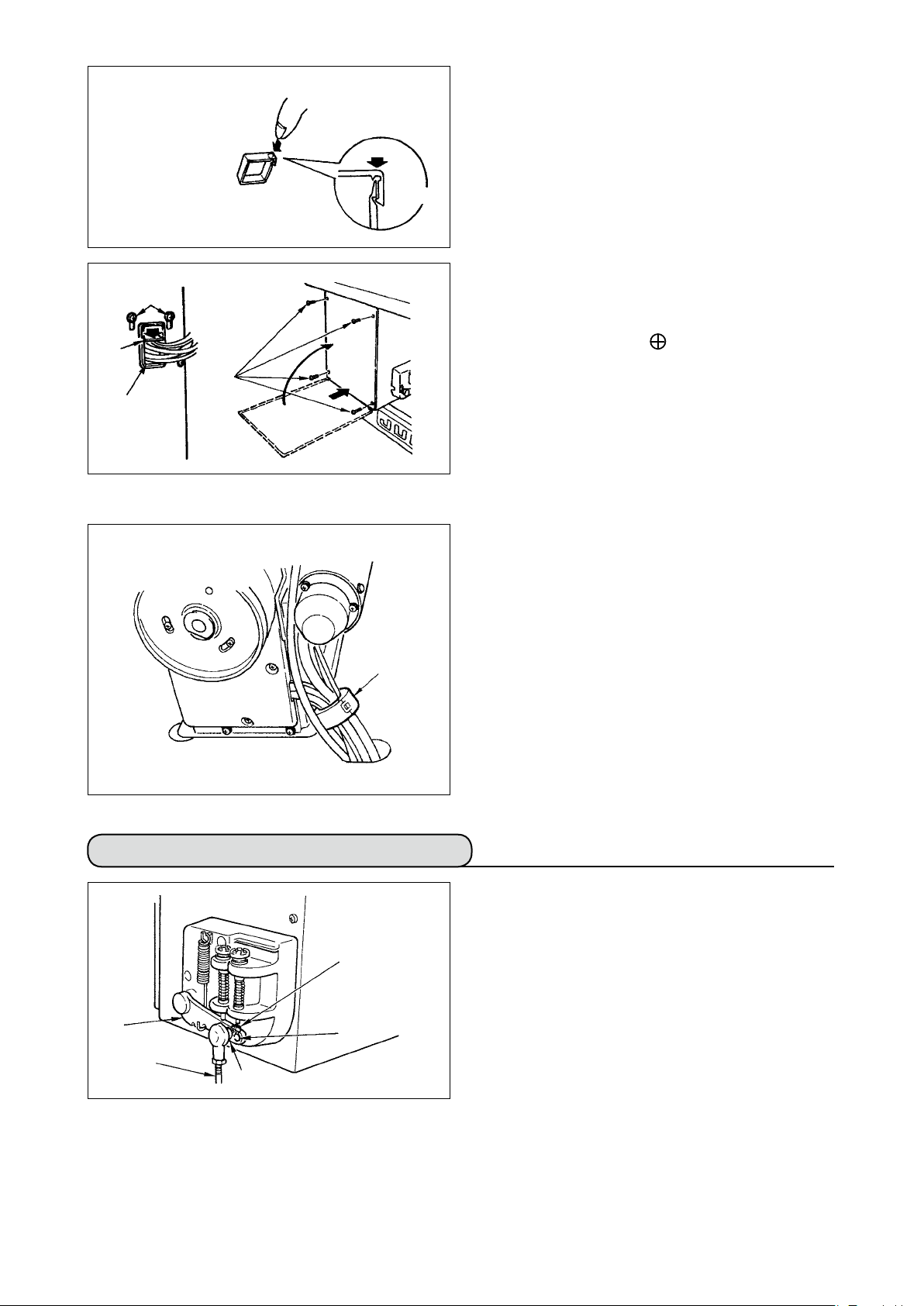
4-9. Bağlantı çubuğunun takılması
3
2
1
B
A
1) Bağlantı çubuğunu 1 pedal manivelasının 2
montaj deliğine B somunla 3 tespit edin.
2) Bağlantı çubuğunu 1 montaj deliğine A takmak
pedalın bastırılma hatvesini uzatır ve orta bir hızda pedal işletimi kolaylaşır.
4-10. Pedalın ayarlanması
2
1
3
4
Bağlantı çubuğunun takılması
■
1) Pedalı
motor kontrol manivelası 1 ve bağlantı
3
çubuğu 2 düzleşecek şekilde resimde oklarla
gösterildiği gibi sağa veya sola hareket ettirin.
Pedal açısının ayarlanması
■
1) Pedalın eğikliği bağlantı çubuğunun uzunluğu de-
ğiştirilerek serbestçe ayarlanabilir.
2) Ayarlama vidasını
gevşetin ve bağlantı çubu-
4
ğunun 2 uzunluğunu ayarlayın.
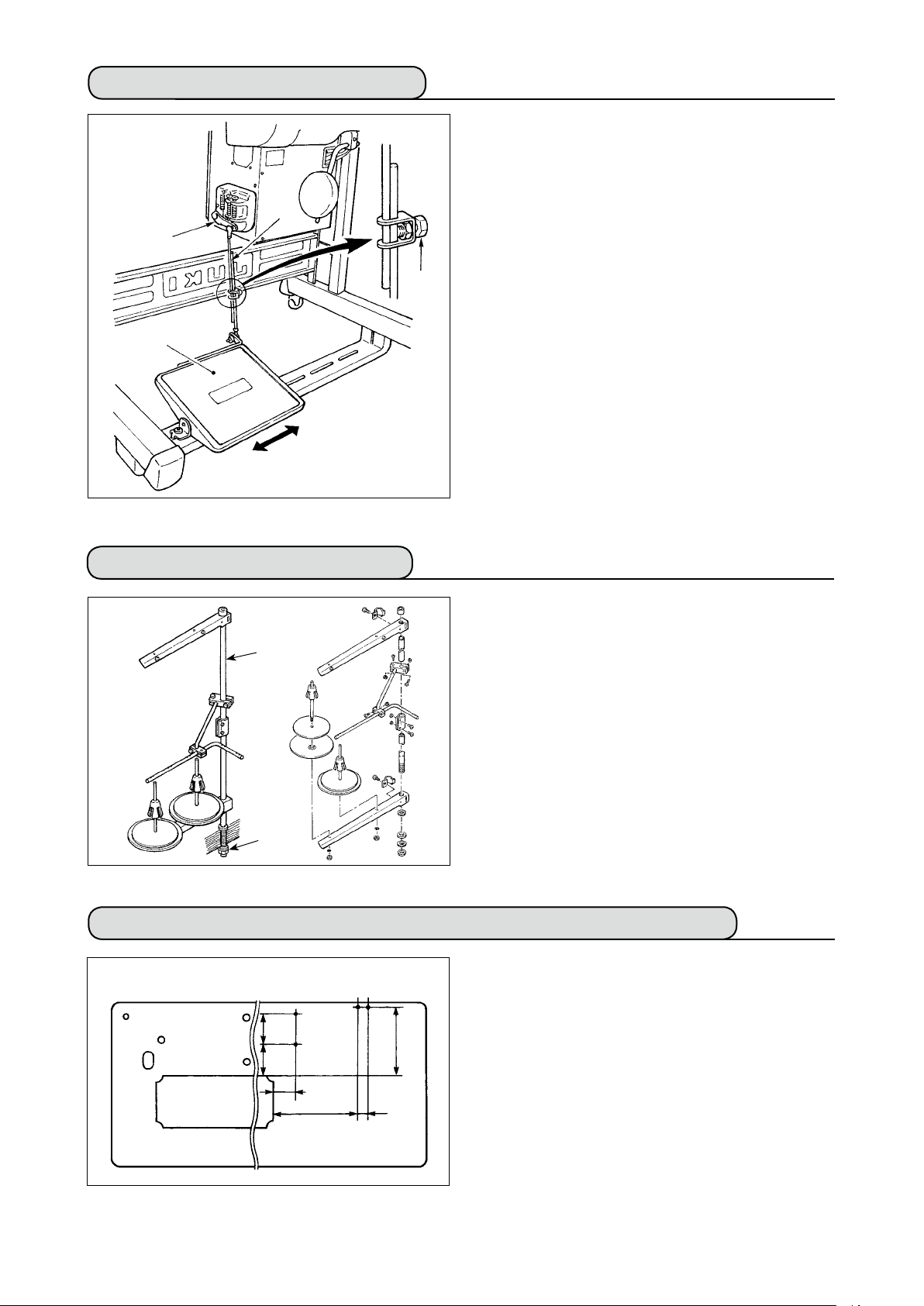
4-11. İplik çardağının montajı
1) İplik çardağı ünitesi grubunu monte edin ve onu
makine tablasındaki deliğe geçirin.
2
2) İplik çardağını sabitlemek için kilit somununu
sıkın.
3) Tavan kabloları için, güç kablosunu masura des-
tek çubuğunun 2 içinden geçirin.
1
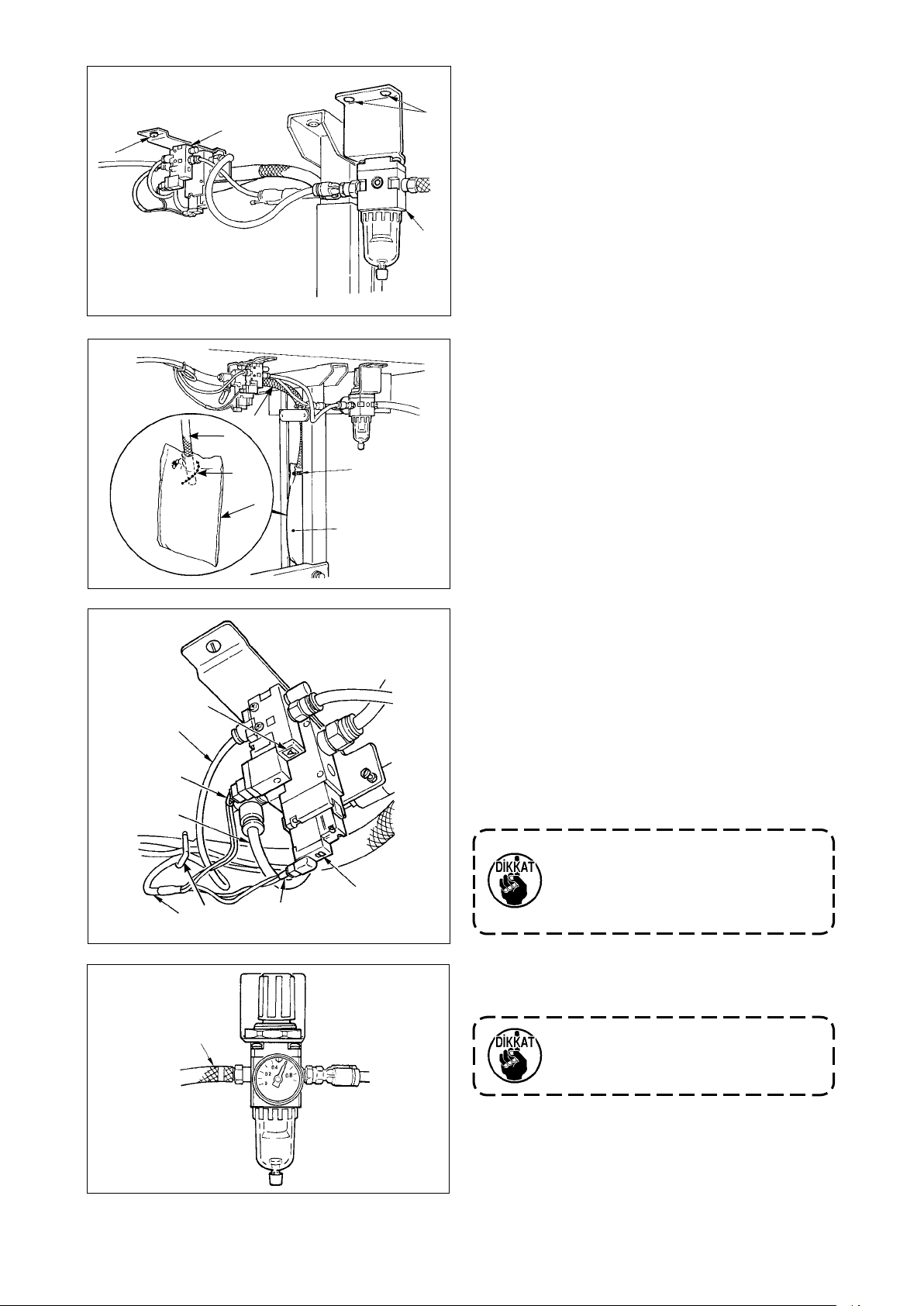
4-12. Kuş yuvası önleme (CB) tipi dikiş makinesinin montajı
(makine tablasının alt yüzeyi)
(mm)
106 107
233
1) Makine tablasının alt yüzeyinde solenoid valfın
(grup) ve regülatörün (grup) tespit vidalarının konumlarındaki noktaları delin.
Ayrıca, orijinal JUKI tablasında tığla delikler açılır.
1
75
291
34
– 15 –
– 16 –
2
1
9
9
3
4
2) Solenoid valfı (grup) 1 dikiş makinesiyle aksesu-
ar olarak verilen ağaç vidasıyla 2 takın.
3) Regülatörü (toplam grup) 3 dikiş makinesiyle ak-
sesuar olarak verilen ağaç vidasıyla 4 takın.
4) Regülatöre (toplam grup) 3 takılı ø6 ve ø8 hor-
tumlarını ilgili solenoid valara bağlayın.
5) Toz torbasını 5 toz torbası hortumunun 9 üst
ucuna geçirin ve dikiş makinesiyle aksesuar olarak verilen bant 6 ile sabitleyin.
φ
φ
6
5
6
5
6) Solenoid valf kordonunu (grup) 7 solenoid valfa
ve kordonun sıcak damgasına ayarlayın ve bağlayın. 6P konektörü !0 !1 elektrik kutusu içinde
CM52 konektörüne bağlayın. (Bakınız “Kuş yuvası
!0
4
önleme cihazı kullanıldığı zaman, s. 13”.)
7) Sırasıyla makine kafasından gelen ø4 hava hortu-
munu solenoid valf kısmına ve ø8 hava hortumu-
!1
8
nu toz torbası emme ağzına bağlayın.
8) Solenoid valfı ve hava hortumunu aksesuar olarak
verilen çatal çiviyle 8 tabla üzerine sabitleyin.
1. Çatal çiviyi hava hortumu
ezilmeyecek şekilde takın.
2. Çatal çivinin konumunu kordon
ve hava hortumu tabladan
sarkmayacak şekilde belirleyin.
7
8
!0
!1
!2
9) Hava borusunu !2 bağlayın ve hava basıncını 0,6
Mpa değerine ayarlayın.
• Kullanılan hava basıncı belirlenen
değerin altında ise, kelepçeyle
ilgili sorun yaşanır.
4-13. Yağlama
UYARI:
1. Makinenin beklenmedik şekilde çalışmaya başlamasının neden olacağı kazaları önlemek için
yağlama tamamlanmadan güç kablosunu prize takmayın.
2. Bir yangı veya tahriş olasılığını önlemek için, gözünüze veya vücudunuzun başka kısımlarına
yağ bulaşırsa, bu kısımları derhal yıkayın.
3. Eğer yağ yanlışlıkla yutulursa, ishal veya kusma görülebilir. Yağı çocukların ulaşamayacağı bir
yere koyun.
2
3
2
Alt oyuk işaret
çizgisi
1
4
Üst oyuk işaret
çizgisi
Dikiş makinesini kullanmadan önce kanca yağlaması
için yağ tankına yağ doldurun.
1) Yağ deliği kapağını 1 çıkarın ve makineyle birlikte verilen yağlayıcıyı kullanarak yağ tankını JUKI
New Defrix Oil No. 1 ile doldurun.
2) Yağ tankını, yağ miktarı gösterge çubuğunun
tepesinin 3 yağ miktarı gösterme penceresine 2
oyulmuş üst çizgi ile hizalandığı yere kadar yağla
doldurun. Eğer aşırı miktarda yağ doldurulursa,
yağ tankındaki havalandırma deliğinden akar
veya doğru yağlama gerçekleşmez. Bu nedenle,
dikkatli olun.
3) Dikiş makinesini kullandığınız zaman, yağ miktarı
gösterge çubuğunun 3 üst ucu yağ miktarı gösterge penceresi 2 alt oyuk işaret çizgisine kadar
inerse tekrar yağ doldurun.
• Yeni veya uzun bir süre kullanılmamış bir dikiş makinesi kullandığınız
zaman, alıştırma amacıyla makinenizi 3.000 ila 3.500 sti/min hızında
çalıştırın.
• Kanca yağlama yağı olarak, JUKI
New Defrix Oil No. 1 (Parça No.:
MDFRX1600C0) satın alın.
• Yağlama için, aksesuar olarak temin
edilen yağlayıcıyı (B19210120A0) 4
kullanın. İplik kalıntıları gibi tozların
yağlama sırasında yağlanmaması
için dikkat edin.
– 17 –
4-14. Test çalıştırması
(1) Gücü açın
WARNING :
• Check again the power voltage before connecting the power cord.
• Check that the power switch is turned OFF and connect the power cord to the power receptacle.
• Be sure to connect the earth wire.
• In case where the buzzer keeps beeping immediately after turning ON the power, there is a possibility of the wrong connection of cord or wrong power voltage. Turn OFF the power.
1) İğne mili yukarı konumundayken, zikzak başlangıç noktası saptaması yapılır.
2) İğne mili yukarı konumunun dışındaki bir konumdayken:
Ekran görüntüsü aşağıdaki şekilde gösterildiği gibi olur. El çarkını döndürerek, iğne milini iğne yukarıda
konumuna getirin ve ekran görüntüsü bir sonraki şekildeki gibi değişir. Sonra iğne sola ve sağa hareket
eder ve zikzak başlangıç noktası saptaması yapılır.
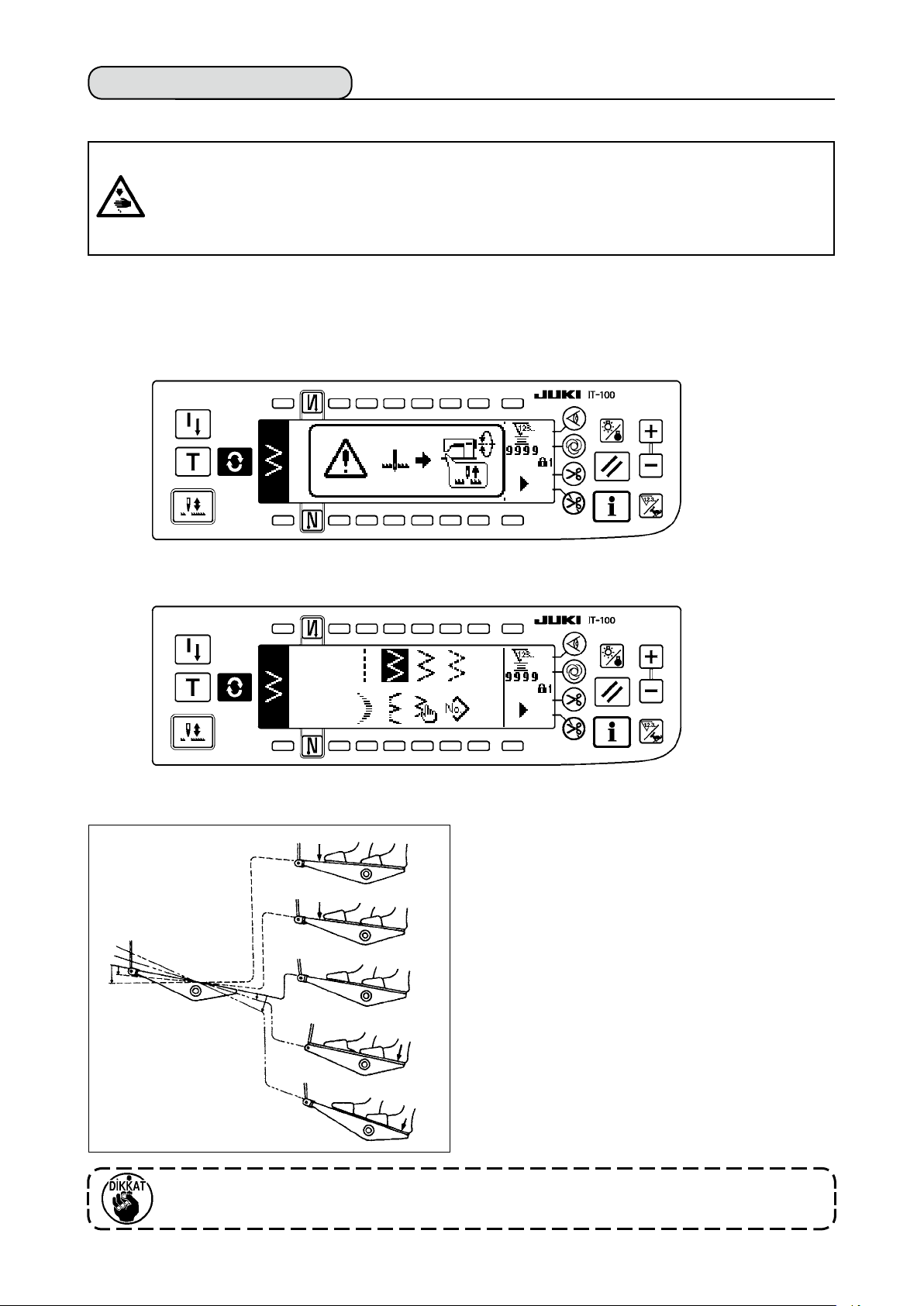
(2) Pedalın kullanımı
h
A
B
C
D
E
Pedal dört aşamalı olarak işler.
1) Düşük hızlı çalışma B için pedalın ön tarafına
hafçe bastırın.
2) Yüksek hızlı çalışma A için pedalın ön tarafına
daha fazla bastırın. (İlgili anahtarla otomatik ters
beslemeli dikiş işlevi belirlenmişse, ters beslemeli
dikiş tamamlandıktan sonra dikiş makinesinin yüksek hızlı çalışma moduna gireceğine dikkat edin.)
3) Pedalı tekrar nötr konumuna döndürün ve dikiş
makinesinin işlemesi durur C. (İğne en yüksek /
en alçak konumda durur.)
4) Pedalın arka kısmına kuvvetle bastırın ve iplik
kesici çalışır E.
Pedalın arka kısmına hafçe bastırın ve bastırma
ayağı yukarı kalkar D. Pedalın arka kısmına daha
fazla bastırın ve iplik kesici çalışır.
Enerjiyi AÇIK konuma getirdikten sonra, pedal operasyonuyla tek ilmek ile derhal
yumuşak başlangıç yapar (yaklaşık 200 sti/min hızda).
– 18 –
5. DİKİŞ ÖNCESİ HAZIRLIKLAR
5-1. İğnenin takılması
UYARI:
Dikiş makinesinin beklenmedik şekilde çalışmaya başlamasının neden olabileceği bedensel hasarlardan
korunmak için, aşağıdaki işlere mutlaka gücü kapattıktan ve motorun durduğundan emin olduktan sonra başlayın.
A
B
1
2
5-2. Removing the bobbin case
UYARI:
Dikiş makinesinin beklenmedik şekilde çalışmaya başlamasının neden olabileceği bedensel hasarlardan
korunmak için, aşağıdaki işlere mutlaka gücü kapattıktan ve motorun durduğundan emin olduktan sonra başlayın.
1) İğneyi en yüksek konuma yükseltmek için el çarkını elle döndürün.
2) İğne kıskacı vidasını 2 gevşetin. İğneyi 1, üstündeki uzun oyuk B tam size bakacak şekilde tutun.
3) İğneyi iğne mili deliğinin içine ok yönünde gidebildiği kadar derine sokun.
4) Vidayı 2 iyice sıkın.
5) İğne üstündeki uzun oyuğun B size doğru baktığını kontrol edin.
q
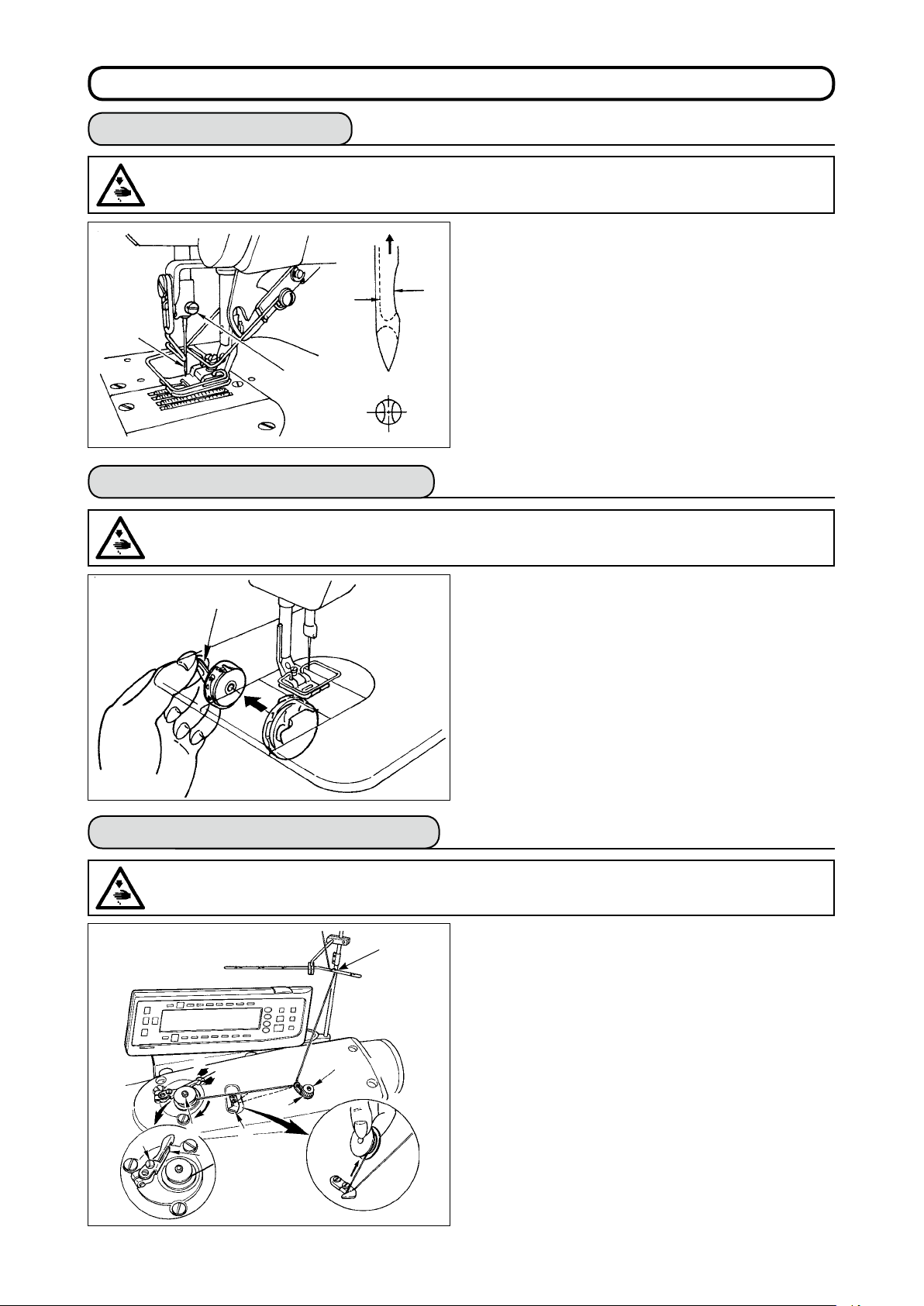
5-3. Winding the bobbin thread
UYARI:
Dikiş makinesinin beklenmedik şekilde çalışmaya başlamasının neden olabileceği bedensel hasarlardan
korunmak için, aşağıdaki işlere mutlaka gücü kapattıktan ve motorun durduğundan emin olduktan sonra başlayın.
1
7
5
B
A
C
6
2
8
3
1) İğneyi en yüksek konuma yükseltmek için el çarkını elle döndürün.
2) Mekik mandalını 1 kaldırın ve mekiği çıkarın.
1) Masurayı girebildiği kadar bobin sarma miline 5
geçirin.
2) İplik çardağının sağ tarafına oturtulmuş makaradan
çekilen masura ipliğini 1 den itibaren soldaki şekilde
gösterilen sırayı izleyerek geçirin. Sonra, masura
ipliğinin ucunu masuraya birkaç kez sarın.
3) Masura sarıcı ayarlama plakasına 6 A yönünde
bastırın ve dikiş makinesini çalıştırın. Masura C yönünde döner ve iplik masuraya sarılır. Masura sarma
mili 5 sarılma biter bitmez otomatik olarak durur.
4) Masurayı çıkarın ve masura ipliğini iplik kesme mandalıyla 8 kesin.
5) Masura ipliğinin sarılma miktarını ayarlamak için,
tespit vidasını 7 gevşetin ve masura sarıcı ayarlama plakasını 6 A veya B yönünde kaydırın. Sonra
tespit vidasını 7 sıkın.
A yönünde: Miktar azalır.
B yönünde: Miktar artar.
– 19 –
– 20 –
w
6) Masura ipliğinin masura üstüne düzgün sarılmaması halinde, somunu 4 gevşetin ve iplik germe
diskinin 2 yüksekliğini ayarlamak için masura
ipliği gerilimini döndürün.
A
w
r
• Masura merkezinin iplik germe diskinin merkezi
kadar yüksekte olması standarttır.
• İplik germe diskinin 2 konumunu, masuranın alt
kısmında iplik sarılma miktarı çok fazla olduğu
B
w
zaman şekilde gösterilen A yönünde, masuranın
üst kısmında iplik sarılma miktarı çok fazla olduğu
zaman ise şekilde gösterilen B yönünde kaydırın.
Ayarlamadan sonra, somunu 4 sıkın.
(İplik geçirme)
7) Masura iplik sarıcısının gerilimini ayarlamak için
iplik germe somununu 3 döndürün.
1
3
2
Not 1. Masuraya iplik sararken, masura ile iplik
2. Dikme işlemi yapılmadığı durumda
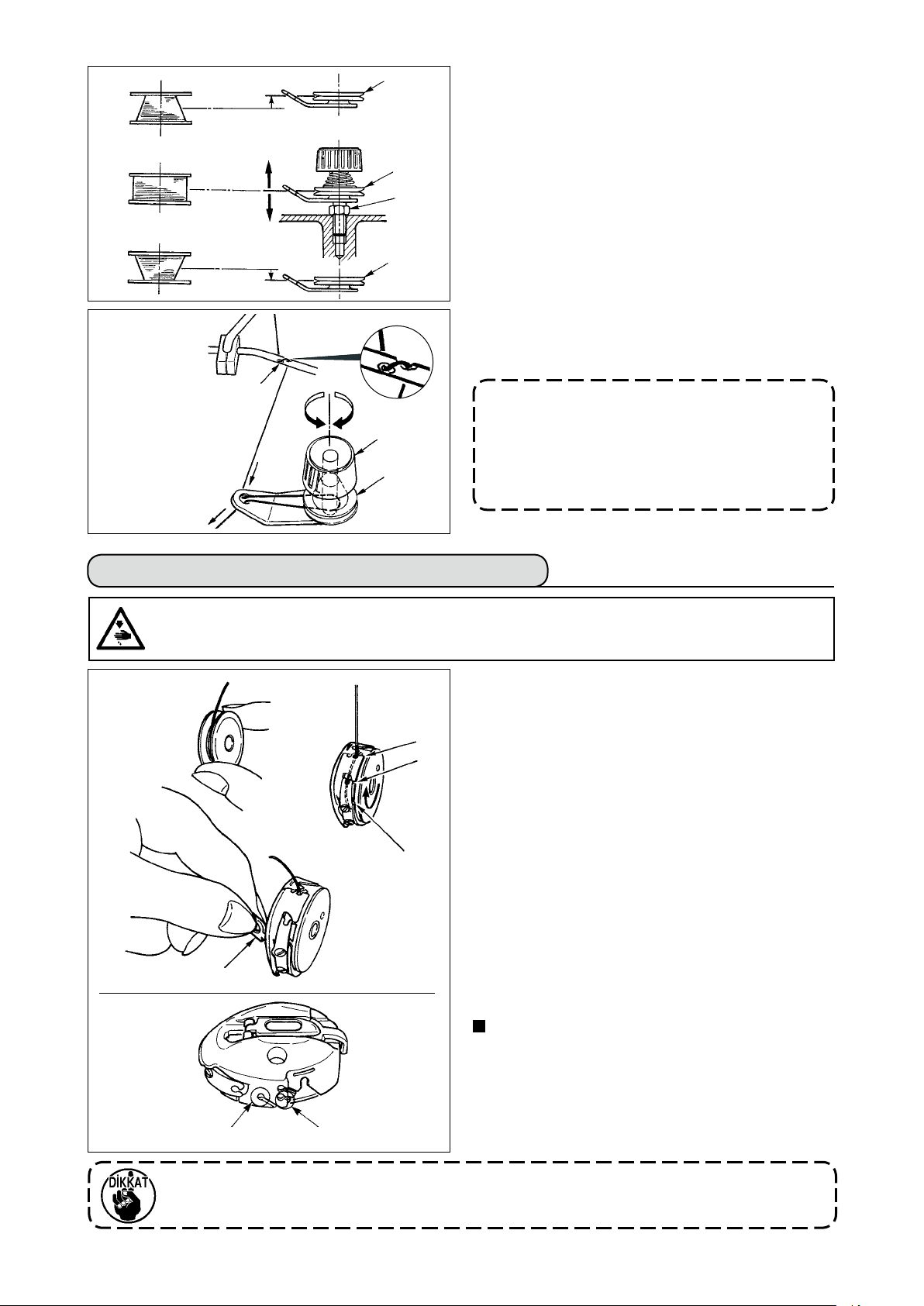
5-4. Mekiğin ve masuranın yerleştirilmesi
UYARI:
Dikiş makinesinin beklenmedik şekilde çalışmaya başlamasının neden olabileceği bedensel hasarlardan
korunmak için, aşağıdaki işlere mutlaka gücü kapattıktan ve motorun durduğundan emin olduktan sonra başlayın.
1) İğneyi en yüksek konuma yükseltmek için el çarkını elle döndürün.
2) İplik masuranın iplik ucundan yaklaşık 5 cm dışarı
çekilmiş olarak masurayı sağ elinizle tutun ve onu
şekilde gösterildiği gibi mekiğin içine yerleştirin.
3)
Mekiğe şekilde numaralandırılan sırayla ipliği geçirin ve gösterilen yoldan dışarı çekin. Masura ipliği
çekildiği zaman masura mekik içinde okla gösterilen yönde döner.
4) Mekik mandalını 1 kaldırın ve soldaki şekilde
gösterildiği gibi iki parmağınızın arasında tutun.
5) Elinizi iç kanca kapağının altından sokarak, mekiği dikiş kancası şaftına girebildiği kadar geçirin.
(Klik sesi duyulur.)
6) Mekik kancasını serbest bırakıp, kapanma konumunda sabit kalmasını sağlayın.
Mekiğin iplik deliğinin kullanımı
1) A deliğini esas olarak 2 kademeli zikzak dikiş ve
sto zikzak dikiş dışındaki zikzak dikişler için kullanın.
2) B deliğini esas olarak 2 kademeli zikzak dikiş ve
sto zikzak dikiş için kullanın.
q
e
w
q
B
A
germe diski 2 arasındaki iplik gergin
durumdayken sarmaya başlayın.
masuraya iplik sararken, iplik vericinin
(horozun) iplik yolundan gelen iğne ipliğini
çıkarın ve masurayı kancadan çıkarın.
B deliği kullanılarak, (#50, #60 veya #80) gibi ince elyaflı iplik ile iplik kesici kullanıldığı zaman,
dikme işleminin başlangıcında birkaç ilmeğin atılmasının zor olduğu bir durum olabilir. Bu durumda,
diğer deliği kullanın veya sağdan başlayarak dikin.
5-5. Makine kafasına iplik geçirme
UYARI:
Dikiş makinesinin beklenmedik şekilde çalışmaya başlamasının neden olabileceği bedensel hasarlardan
korunmak için, aşağıdaki işlere mutlaka gücü kapattıktan ve motorun durduğundan emin olduktan sonra başlayın.
2
5
4
6
1
3
1) İğneyi en yüksek konuma yükseltmek için el çarkını elle döndürün.
2) İpliği şekilde numaralandırılmış sırayla geçirin.
3) İpliği iğneden geçirdikten sonra yaklaşık 10 cm dışarıya çekin.
5-6. Dikiş uzunluğunun ayarlanması
1) İlmek uzunluğu, çalışma panelinden ayarlanır.
İlgili dikiş modellerinin ayar prosedürü için bkz. “6-5. Dikiş Modelinin
Ayarlanması”.
Normal besleme: Girdi için ’ün +/– tuşlarına basın.
Geri besleme: Girdi için ’ün +/– tuşlarına basın.
2) Çalışma panelindeki sayısal değeri mm cinsindendir.
1
Gönderilen standart parça ya da malzemelerin kullanılması halinde, çalışma panelindeki besleme miktarı ve
gerçek dikiş adımının birbirinden farklı olduğu durumlar vardır.
Dikilen ürüne göre dikiş adımında ayarlama yapın.
3) Geri beslemeli dikiş yaparken, geri besleme kontrol koluna 1 basın.
Dikiş makinesi, kolu basılı tuttuğunuz sürece geri beslemeli dikiş yapar.
Geri besleme kontrol kolunu serbest bıraktığınız zaman, bu kol başlangıçtaki konumuna döner ve dikiş makinesi normal dikiş yönünde çalışır.
Örnek) Normal besleme halinde: +4 ve geri besleme: -3, dikiş aralı-
ğı, +4 ile -3 arasında normal besleme aralığı olur. Geri besleme kontrol kolu 1 basılı iken, maksimum geri besleme miktarı -3 olur. Ayrıca
giriş yaparak normal/geri besleme için ilmek uzunluğunu maksimum 5
mm.ye kadar ayarlamak mümkündür.
İpliği bir kez
döndürün.
5-7. Yoğun ilmeğin ayarlanması
Yoğun ilmek, besleme adımı miktarının azaltılması ve dikişin başında ve
sonunda geri besleme kontrol kolunu kullanarak iğneardı dikişi yapılması
demektir.
1) İlmek uzunluğu, çalışma panelinden ayarlanır.
Geri besleme: Girdi için ’ün +/– tuşlarına basın. Geri besleme mikta-
rı için “0” değeri girilerek dikiş yapılabilir.
2) İğneardı dikiş değerinin sadece referans olarak verildiğini unutmayın.
Dikiş bitimindeki düğümü incelerken yoğun dikişi ayarlayın.
3) Çalışma panelindeki sayısal değeri mm cinsindendir.
Temin edilen aparatta (transport dişlisi parça No.: 40018430) maksimum 5 mm normal/geri besleme ayar yapmak mümkündür. Besleme
miktarının küçük olması halinde malzeme yuvaya düşebilir. Transport dişlisi gibi aparatları prosese uygun olarak kullanın.
– 21 –
– 22 –
6. İŞLETİM PANELİNİN KULLANIMI
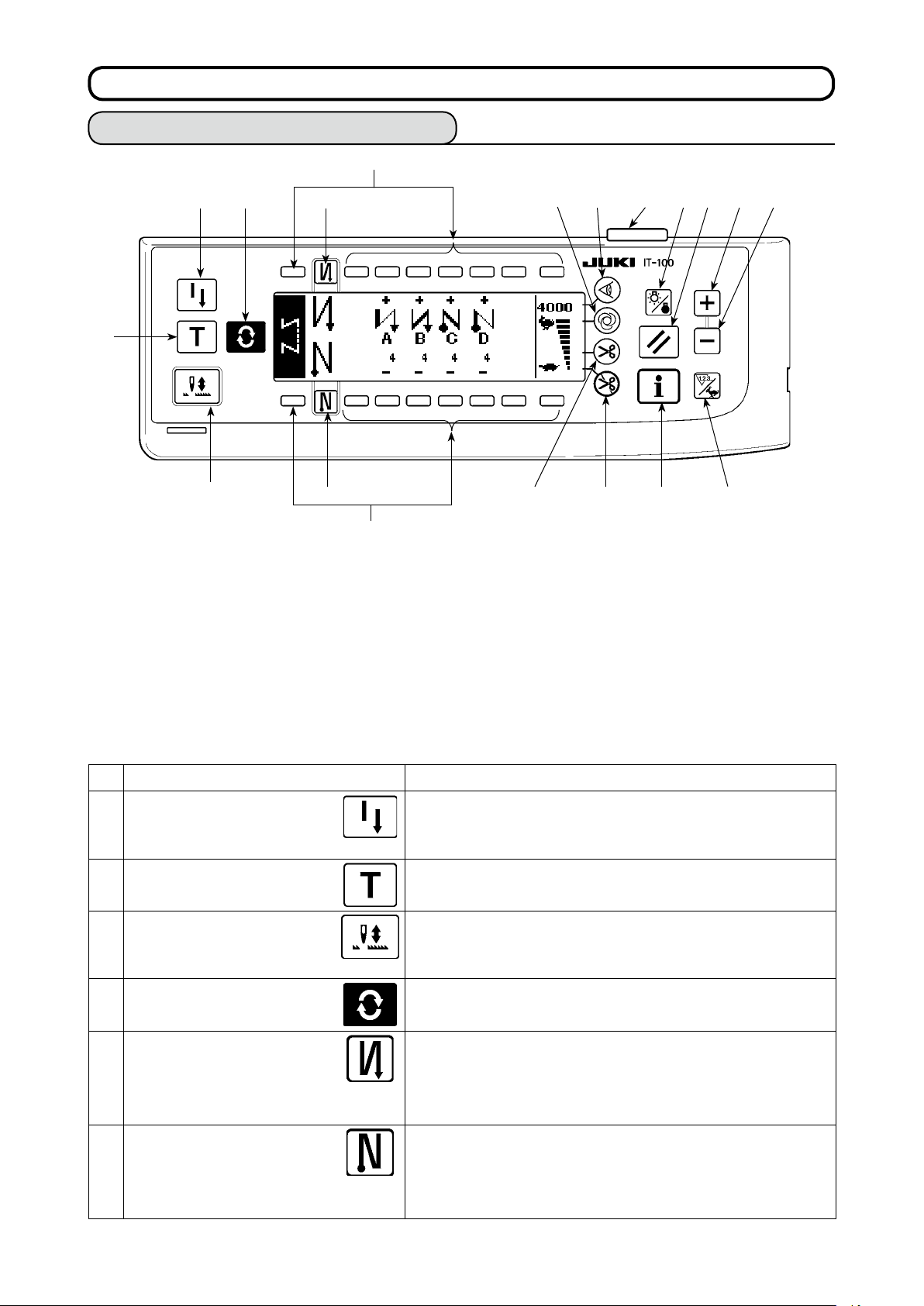
6-1. Kısımların adları ve işlevleri
!7
1 4 5
2
3
!7
Yeniden dikiş anahtarı
q
Öğretme anahtarı
2
İğne yukarı/aşağı karşılama anahtarı
3
Ekran değiştirme anahtarı
4
Dikme başlangıcında ters beslemeli dikiş var/yok
5
anahtarı
Dikme sonunda ters beslemeli dikiş var/yok anah-
6
tarı
Malzeme kenarı sensörü anahtarı
7
Tek adımda otomatik dikiş anahtarı
8
7
8
96
Otomatik iplik kesme var/yok anahtarı
9
İplik kesmeyi yasaklama anahtarı
!0
Arka aydınlatma anahtarı
!1
Sıfırlama anahtarı
!2
Bilgi anahtarı
!3
+ anahtarı
!4
– anahtarı
!5
Sayaç/hız değiştirme anahtarı
!6
Genel amaçlı anahtar
!7
Güç gösterge lambası
!8
!1 !2 !4 !5
!8
!6!3!0
Anahtar Tanımlama
Yeniden dikiş anahtarı Bu anahtar program dikişi adımı sırasında masura ipliği bit-
1
tiği zaman masura ipliği yenilendikten sonra dikişe kaldığı
adımdan devam etmek için kullanılır.
Öğretme anahtarı Bu anahtar ilmek (dikiş) sayısı ayarını ilen dikilmiş olan
2
ilmek sayısı değeriyle ayarlamak içindir.
İğne yukarı/aşağı karşıla-
3
ma anahtarı
Ekran değiştirme anahtarı Bu anahtarla ekran görünümü değiştirilir.
4
Dikme başlangıcında ters
5
beslemeli dikiş var/yok
anahtarı
Dikme sonunda ters besle-
6
meli dikiş var/yok anahtarı
Bu anahtar iğne yukarı/aşağı karşılama dikişi yapmak içindir.
(İğne yukarı/aşağı karşılama dikişi ve tek dikiş karşılama dikişi
işlev ayarı No. 22 ile karşılıklı olarak değiştirilebilir.)
Bu anahtar dikme başlangıcında otomatik ters besleme
dikişini açmak/kapamak içindir.
* Bu anahtar otomatik ters besleme dikişi cihazı bulunma-
yan dikiş makinelerinde kullanılamaz.
Bu anahtar dikme sonunda otomatik ters besleme dikişini
açmak/kapamak içindir.
* Bu anahtar otomatik ters besleme dikişi cihazı bulunma-
yan dikiş makinelerinde kullanılamaz.
Kenar sensörü anahtarı
❼
Tek adımda otomatik dikiş
❽
anahtarı
Otomatik iplik kesme var/
❾
yok anahtarı
İplik kesmeyi yasaklama
anahtarı
Arka aydınlatma anahtarı
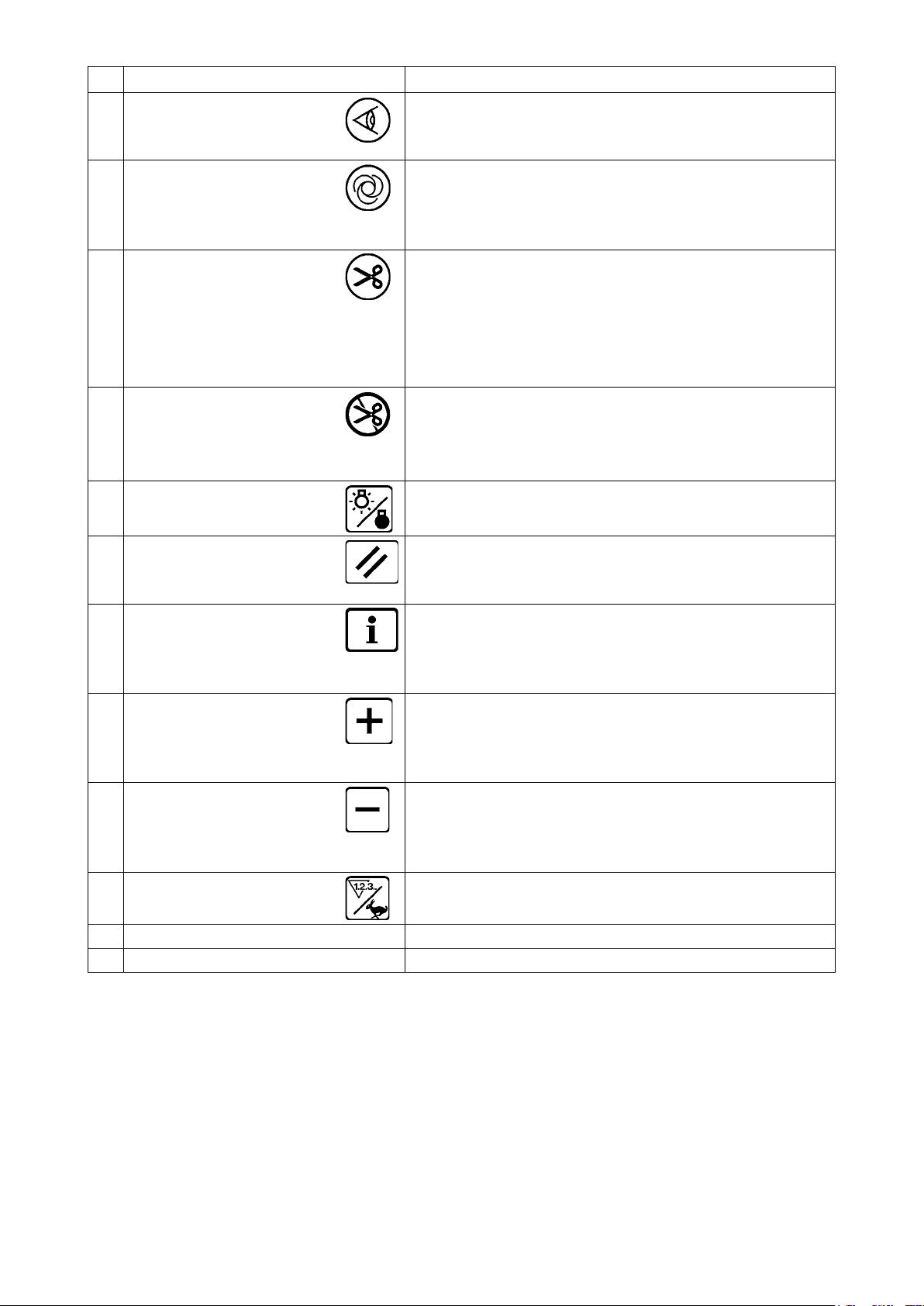
Anahtar Tanımlama
Dikiş makinesi malzeme kenar sensörü (malzeme sonu
sensörü) ile donatılmışsa, malzeme kenar sensörünün kullanılıp kullanılmayacağını seçer.
Bu anahtara basıldığında, malzeme kenar sensörü malzemenin kenarını algılayana kadar ya da ayarlanan ilmek
sayısına ulaşılana kadar dikiş makinesi otomatik olarak
çalışır.
Bu anahtar, malzeme kenar sensörü malzemenin kenarını
algıladığında ya da ayarlanan ilmek sayısına ulaşıldığında
ipliği otomatik olarak kesmek için kullanılır.
* Questo interruttore non può essere usato con la macchina
per cucire che non è dotata del dispositivo automatico di
taglio del lo.
Questo interruttore proibisce tutti i tagli del lo.
* Questo interruttore non può essere usato con la macchina
per cucire che non è dotata del dispositivo automatico di
taglio del lo.
Bu anahtar, LCD’nin arka aydınlatmasının işleyişini AÇIK ve
KAPALI konumları arasında değiştirmek için kullanılır.
Sıfırlama anahtarı
Bilgi anahtarı
+ anahtarı
– anahtarı
Sayaç/hız değiştirme anah-
tarı
Genel amaçlı anahtar Bu anahtar ekrana bağlı olarak farklı işlevlere sahiptir.
Güç gösterge lambası Bu lamba güç anahtarı açılınca yanar.
Bu anahtar, masura ipliği sayacının veya dikiş sayacının
değerini ayar değerine sıfırlamak için kullanılır. Bu anahtar,
iplik kesmeden sonra etkinleştirilir.
Bu anahtar, bilgi işlev ekranı (dikiş genel veri modu, işlev
ayar modu, iletişim modu, sürüm ekranı vb.) ve normal dikiş
ekranı arasında geçiş yapmayı sağlar. Bu anahtar, iplik kesmeden sonra etkinleştirilir.
Bu anahtar, masura ipliği sayacının veya parça sayacının
ayar değerini ayarlama sırasında artırmak için kullanılır. Bu
anahtarın iplik kesmeden sonra etkinleştiği unutulmamalıdır.
Bu anahtar, masura iplik sayacının veya parça sayacının
ayar değerini ayarlama sırasında azaltmak için kullanılır. Bu
anahtarın iplik kesmeden sonra etkinleştiği unutulmamalıdır.
Bu anahtar sayaç ekranı ve maksimum dikiş hızı sınırlandırma ekranı arasında geçiş yapmak için kullanılır.
– 23 –
– 24 –
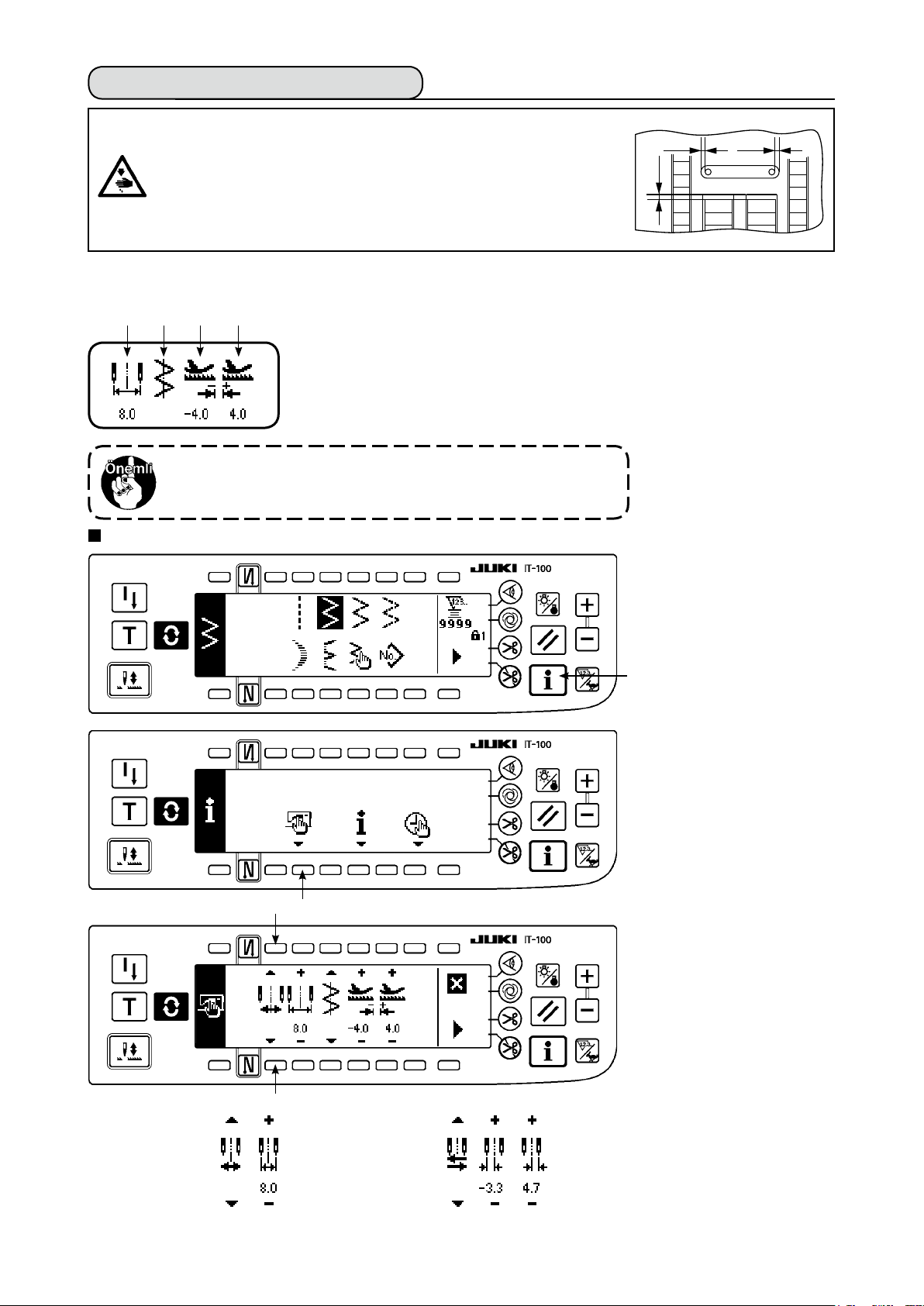
6-2. Desen ayarlamadan önce
UYARI:
• Standart olarak temin edilenlerden farklı baskı ayağı, boğaz plakası ve
transport dişlisi kullanırken, iğne boğaz plakasına değerek kırılabilir ya da bazı
ayar değerleri için transport dişlisi boğaz plakasına değebilir. 1, 3 ve 4 sınır
değerlerini, teslimat anında kullanılan aparata uygun olarak düzenlediğinizden
emin olun; değerler aşağıdaki gibidir:
Maksimum zikzak genişliği: 8 mm
Maksimum besleme miktarı: 5 mm
• Aparatı değiştirirken iğne, baskı ayağı ve boğaz plakası ile boğaz plakası ve
transport dişlisi asında 0,6 mm ya da daha fazla boşluk bırakın.
(1) Zikzak genişliğinin sınırlanması
Enerji AÇIK konuma getirildiği zaman maksimum zikzak genişliği sınır değeri, ilmek temel hat
1 2 3 4
• Maksimum zikzak genişliği ölçeğe göre sınırlandırılabilir.
• İki türlü maksimum zikzak genişliği sınırlaması vardır.
(1) Merkezde simetrik olan zikzak genişliği
(2) Sol/sağ konumların belirlenmesi
referansı, normal besleme miktarı sınır değeri ve geri besleme miktarı sınır değerleri izlenir.
1: Maksimum zikzak genişliği sınır değeri (Sol/sağ konumların belirlenmesi halinde
ekran görünümü değişir.)
2: İlmek temel hattı referansı
3: Maksimum geri besleme miktarı sınır değeri
4: Maksimum normal besleme miktarı sınır değeri
Enerji AÇIK/KAPALI konumdayken maksimum zikzak genişliği sınır değeri, ilmek temel hat
referansı, normal besleme miktarı sınır değeri ve geri besleme miktarı sınır değerleri izlenebilir.
0.6
0.6
0.6
Maksimum zikzak genişliği sınırlama değeri belirleme prosedürünün değiştirilmesi
1) Anahtara 1 basın.
q
2) Anahtara 2 basın.
w
e
3) Soldaki resimde merkezde simetrik olan zikzak
genişliği modu gösterilmektedir.
Anahtara 3 her basıl-
dığında, sırayla sol/sağ
konumları belirleme ve
e
merkezde simetrik olan
zikzak genişliği modları
arasında geçiş yapılabilir.
⇔
(2) Sol/sağ konumların belirlenmesi(1) Merkezde simetrik olan zikzak genişliği
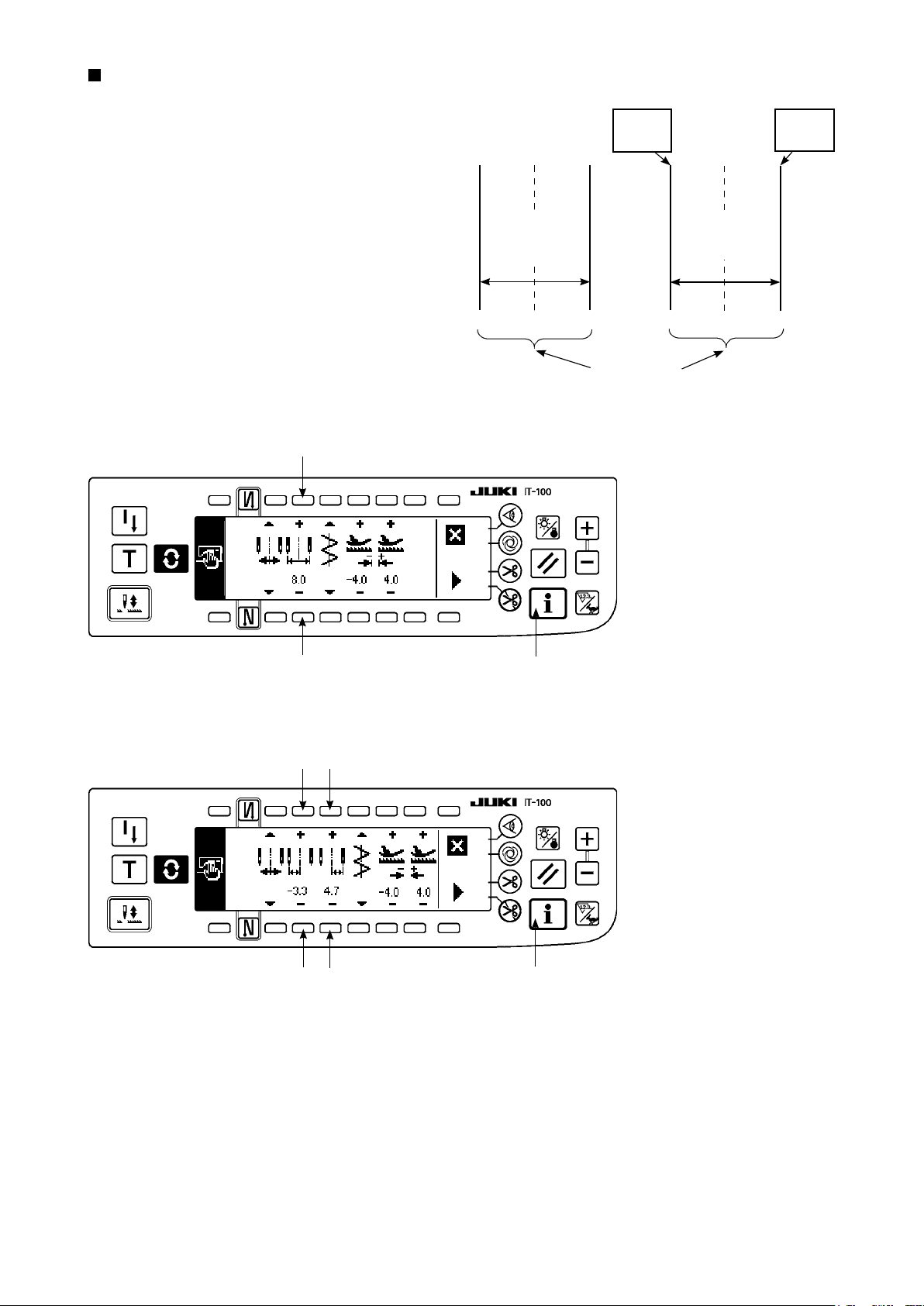
Maksimum zikzak genişliği sınırlama
değerinin ayarlanması
Kullanılan ölçeğe göre önceki sayfadaki 1) ila 3)
sırasıyla zikzak genişliği sınırlamasının merkezde
simetrik mi, yoksa sol/sağ konumların sınırlanması
mı olacağını belirleyin.
Me rkezde simet r ik
olan zikzak genişliği
sınırlaması
0.0 0.0
Maksimum
zikzak genişliği
sınırlama değeri
8.0
L = -3.3
Ayar yeri
Sol/sağ
konumların
sınırlanması
Maksimum
zikzak genişliği
sınırlama değeri
8.0
R = +4.7
Ayar yeri
–4.0 +4.0
(A) Merkezde simetrik olan zikzak genişliği durumu
4
4
(B) Sol/sağ konumları belirleme durumu
6
5
–3.3 +4.7
Zikzak
sınırlama alanı
1) Anahtarda 4 +/–’ ye basın ve sınırlama değerini
ayarlayın.
Örnekteki durum için, değeri
8,0’a ayarlayın.
2) Anahtara 1 basın ve
ekran önceki görünüme
döner.
1
5
6
1
Sol taraf konumu
sınırlamasının değiştirilmesi
1) Anahtarda 5 +/–’ ye basın ve sol taraf sınırlama
değerini ayarlayın.
Örnekteki durum için, değeri
-3,3’e ayarlayın.
Sağ taraf konumu
sınırlamasının değiştirilmesi
2) Anahtarda 6 +/–’ ye basın ve sağ taraf sınırlama
değerini ayarlayın.
Örnekteki durum için, değeri
+4,7’ye ayarlayın.
3) Anahtara 1 basın ve
ekran önceki görünüme
döner.
– 25 –
– 26 –
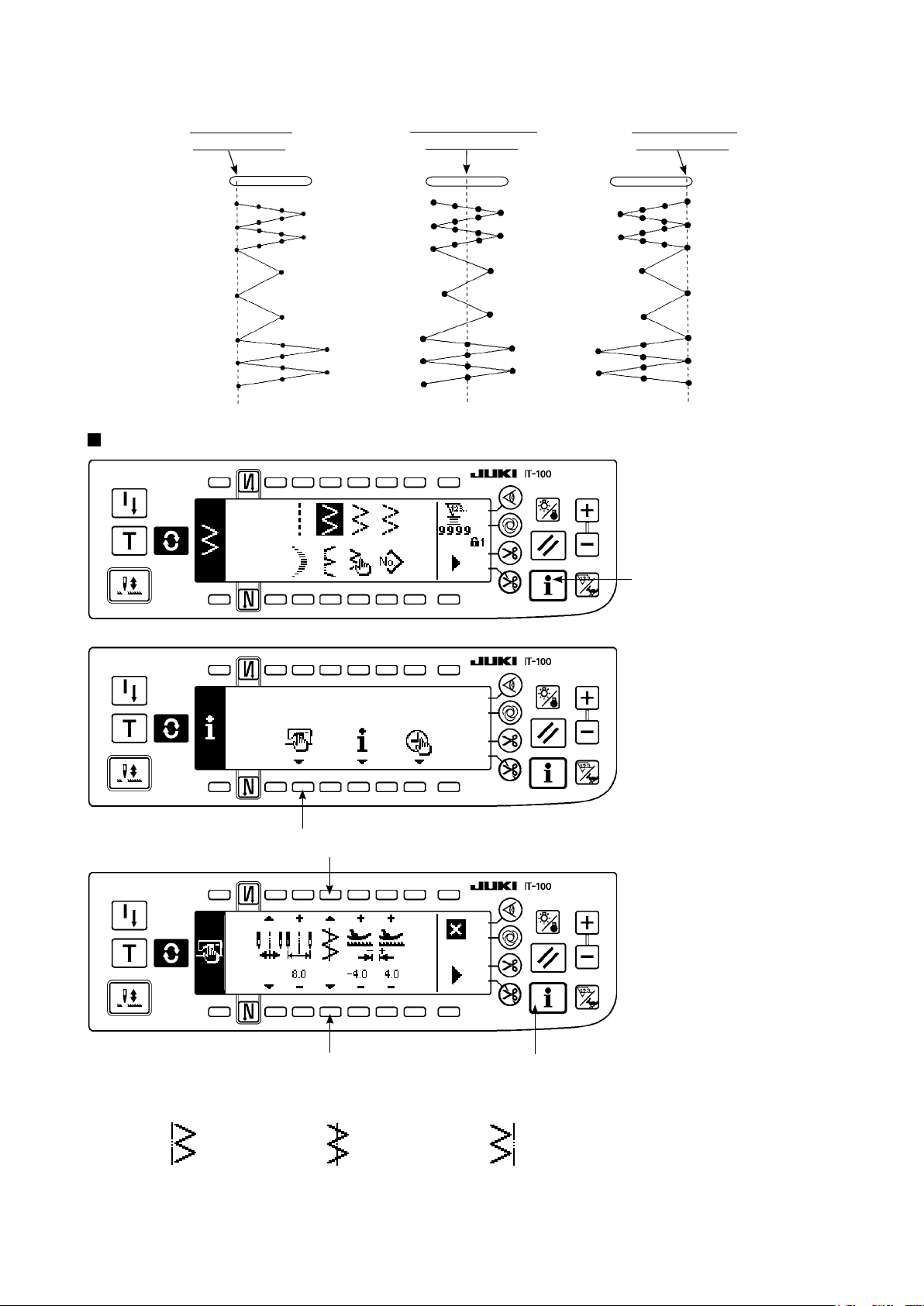
(2) Dikiş temel hattı referansının ayarlanması
• Dikiş temel hattı referans konumu sola, merkeze ve sağa ayarlanabilir.
Sol dikiş temel
hattı referansı
Merkez dikiş temel
hattı referansı
Sağ dikiş temel
hattı referansı
Ayarlama şekli
0.0 0.0
2
3
0.0
1) Anahtara 1 basın.
1
2) Anahtara 2 basın.
Sol dikiş temel
hattı referansı
3
Merkez dikiş temel
hattı referansı
Sağ dikiş temel
hattı referansı
1
3) Soldaki şekil merkez dikiş
temel hattı referansını
göstermektedir.
Anahtara 3 her basıldığında, sırasıyla sol dikiş temel
hattı, sağ dikiş temel hattı
ve merkez dikiş temel hattı
referansına geçilip, ayarlanır.
4) Anahtara 1 basın ve
ekran önceki görünüme
döner.
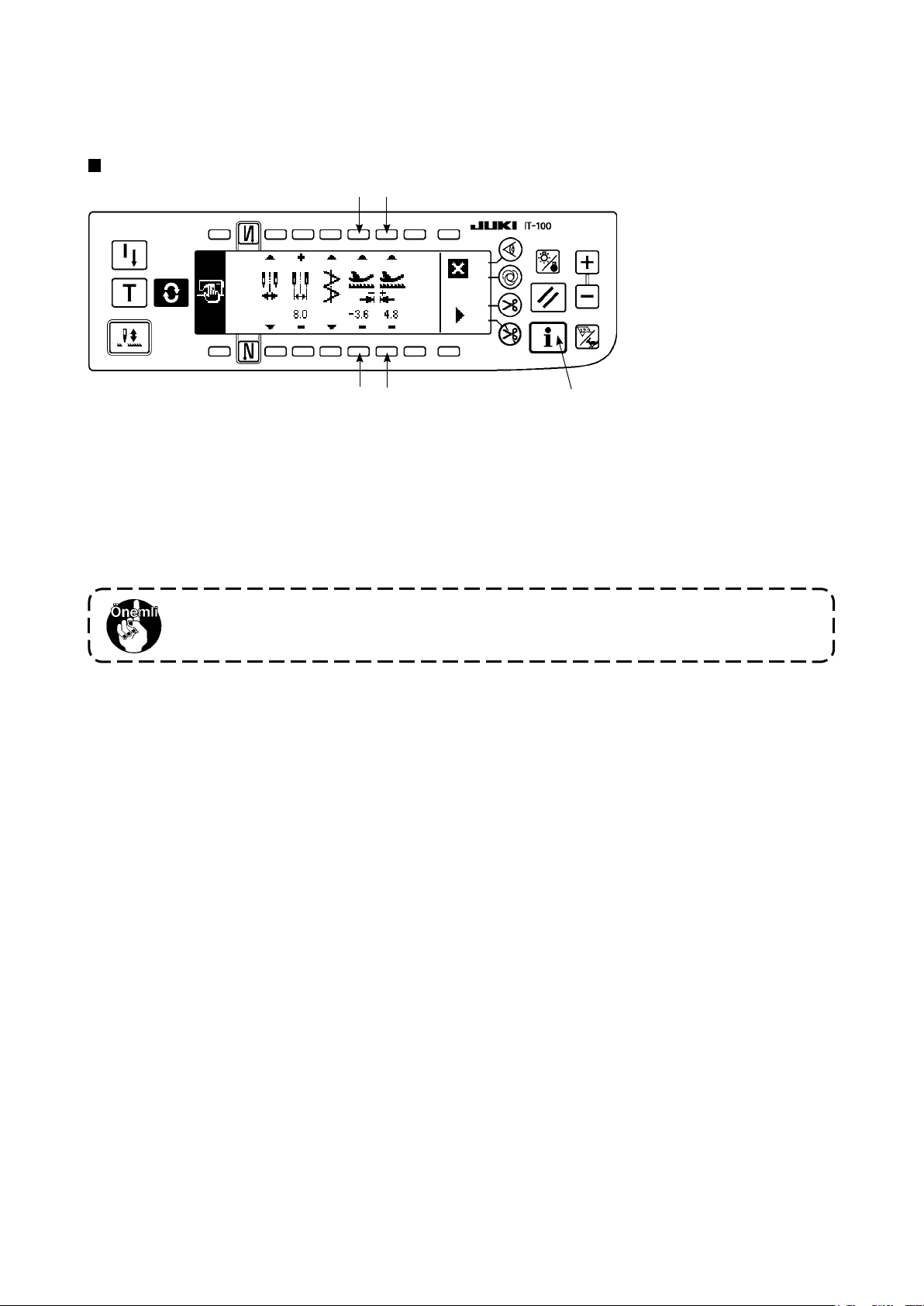
(3) Besleme miktarının ayarlanması
• Normal yönde olası maksimum ayar aralığı ve ters yönde olası maksimum ayar aralığı, kullanılan aparata göre yapılabilir.
Ayar prosedürü
2
1
Ters yönde değişiklik
1) Sınır değeri geri yönde
ayarlamak için düğmede
+/– üzerine basın.
1
Örnekte verilen besleme
miktarı -3,6’dır.
Normal yönde değişiklik
1
2
3
2) Sınır değeri normal yönde
ayarlamak için düğmede
+/– üzerine basın.
2
Örnekte verilen besleme
miktarı +4,8’dir.
3) Düğmeye 3 basıldığı zaman, ekran görünümü bir
önceki görünüme döner.
Tuş kilidinin standart teslimattaki seviyesi “1”dir. Bütün ayarları yapmak için, tuş
kilidini “0” seviyesine getirmek şarttır. Ayrıntılar için bakınız sayfa 102.
– 27 –
 Loading...
Loading...