

JUKI DP-2100/IP-310 Instruction Manual [it]
ITALIANO
MANUALE D’ISTRUZIONI
* Il "CompactFlash(TM)" è il marchio registrato del San Disk Corporation, U.S.A..
i

INDICE
1. CARATTERISTICHE TECNICHE ............................................................1
1-1 Caratteristiche tecniche della testa della macchina ...........................................1
1-2 Caratteristiche tecniche della centralina di controllo
2. CONFIGURAZIONE .................................................................................. 2
2-1 Unità principale della macchina per cucire ..........................................................2
2-2 Pannello operativo
..................................................................................................3
3. INSTALLAZIONE ...................................................................................... 4
3-1 Misure di sicurezza da adottare al momento della messa a punto ....................4
3-2 Montaggio della sezione di pedale del sostegno
3-3 Montaggio del tavolo
3-4 Collegamento del cavo di alimentazione
3-5 Installazione dell’unità principale della macchina per cucire
3-6 Installazione del coperchio
3-7 Installazione del fermo per la prevenzione dell’inclinazione
3-8 Installazione del pannello operativo
3-9 Collegamento dei cavi
3-10 Installazione della piastra ausiliaria della placca ago
3-11 Installazione dell’asta guidafilo
3-12 Installazione del portafilo
3-13 Montaggio del tavolo per materiale di cucitura
(Tavolo superiore per materiale di cucitura)
..............................................................................................6
..............................................................7
...................................................................................8
.....................................................................8
............................................................................................9
.......................................................................... 10
................................................................................... 11
...................................................... 11
..........................................1
................................................5
.............................7
..............................8
.....................................10
4. PREPARAZIONE DA EFFETTUARE PRIMA DELLA CUCITURA ........ 12
4-1 Posizionamento ago .............................................................................................12
4-2 Infilatura del filo dell’ago
4-3 Avvolgimento del filo della bobina
4-4 Inserimento della bobina nella capsula
4-5 Posizionamento e rimozione della capsula della bobina
4-6 Regolazione della tensione del filo
4-7 Regolazione della molla tirafilo
4-8 Regolazione della guida del punto
......................................................................................12
...................................................................... 13
..............................................................13
..................................14
.....................................................................14
...........................................................................14
...................................................................... 14
5. FUNZIONAMENTO DELLA MACCHINA PER CUCIRE
(VOLUME DI BASE PER IL MODO OPERATIVO
COMPLETAMENTE
5-1 Schermo di immissione dei dati ..........................................................................15
5-2 Schermo di cucitura
5-3 Schermo di immissione dei dati di dettagli
5-4 Quantità di trasporto
5-5 Funzionamento di base della macchina per cucire
5-6 Modifica di base del valore di impostazione
(1) Modifica della velocità di cucitura <Impostazione della velocità di cucitura max> ...........................25
(2) Modifica del passo del punto <Impostazione del passo del punto> ................................................25
(3) Modifica della tensione del filo dell’ago <Impostazione della tensione del filo dell’ago> .................26
(4) Modifica della quantità di arricciatura <Impostazione della quantità di arricciatura> .......................27
(5) Modifica della quantità di arricciatura del trasporto ausiliario <Impostazione della quantità di
arricciatura del trasporto ausiliario> .................................................................................................27
SEMIAUTOMATICO) ............................................15
.............................................................................................17
........................................................18
............................................................................................20
..........................................21
......................................................25
i

5-7 Creare il modello <Creazione del modello> .......................................................28
5-8 Cancellare il modello <Cancellazione del modello>
6.
FUNZIONAMENTO DELLA MACCHINA PER CUCIRE .................31
.........................................29
6-1 Correzione del modello ........................................................................................31
(1) Modifica della tensione del filo dell’ago del passo specificato
<Impostazione della tensione del filo compensativa> .....................................................................31
(2) Modifica del passo del punto relativo al passo operativo specificato
<Impostazione del passo del punto compensativo> .......................................................................32
(3) Aumento/diminuzione della quantità di arricciatura di tutti i passi
<Impostazione dell’aumento/diminuzione della quantità di arricciatura> ........................................33
(4) Aumento/diminuzione della quantità di arricciatura immediatamente dopo la
commutazione del passo <Impostazione della quantità di arricciatura compensativa> .................34
(5) Addizionare il passo <Addizione del passo> ....................................................................................35
(6) Cancellare il passo <Cancellazione del passo> .............................................................................37
(7) Modifica della posizione di partenza del programma <Modifica della posizione di partenza> .........39
(8) Rispecchiamento del programma di una manica e creazione del programma dell’altra manica
<Funzione di rispecchiamento> .......................................................................................................41
(9) Modifica della posizione della prima tacca del programma
<Cambiamento della posizione della prima tacca> ........................................................................42
(10) Dare un nome al modello <Impostazione del nome del dato> .......................................................44
6-2 Copiare il modello <Copia del modello> ............................................................45
(1) Copia del modello nel modo operativo semiautomatico
<Copia al modo operativo semiautomatico> ....................................................................................45
(2) Copia del modello dal modo operativo semiautomatico al modo operativo completamente
automatico <Copia al modo operativo completamente automatico> ..............................................46
6-3 Creare il modello nuovo <Creazione del modello nuovo> ...............................47
6-4 Uso delle altre funzioni ........................................................................................49
(1) Chiamare direttamente il modello dallo schermo di cucitura <Selezione del modello diretto> ........49
(2) Regolazione del bottone STEP SELECTION alla forma della manica
<Funzione di misurazione> ..............................................................................................................49
7. FUNZIONAMENTO DELLA MACCHINA PER CUCIRE
(VOLUME DI BASE PER IL MODO OPERATIVO
COMPLETAMENTE AUTOMATICO)
7-1 Schermo di immissione dei dati ..........................................................................50
7-2 Schermo di cucitura
7-3 Schermo di immissione dei dati dettagliati
7-4 Quantità di trasporto
7-5 Funzionamento di base della macchina per cucire
7-6 Modifica del valore di impostazione di base
(1) Modifica della velocità della macchina per cucire
<Impostazione della velocità di cucitura max.> ..............................................................................59
(2) Modifica del passo del punto <Impostazione del passo del punto> ................................................60
(3) Modifica della tensione del filo dell’ago <Impostazione della tensione del filo dell’ago> .................60
(4) Modifica della quantità di arricciatura <Impostazione della quantità di arricciatura> .......................61
(5) Modifica della quantità di arricciatura del trasporto ausiliario
<Impostazione della quantità di arricciatura del trasporto ausiliario> ..............................................61
7-7 Creare il modello <Creazione del modello> .......................................................62
7-8 Cancellare il modello <Cancellazione del modello>
..............................................................................................52
............................................................................................55
.................................................50
........................................................53
...........................................56
......................................................59
..........................................64
8. FUNZIONAMENTO DELLA MACCHINA PER CUCIRE
(VOLUME APPLICATO PER IL MODO OPERATIVO
COMPLETAMENTE AUTOMATICO)
ii
..............................................66

8-1 Correzione del modello ........................................................................................66
(1) Modifica della lunghezza del passo specificato <Impostazione della lunghezza tra i passi> ..........66
(2) Modifica della tensione del filo dell’ago del passo specificato
<Impostazione della tensione del filo compensativa> .....................................................................67
(3) Modifica del passo del punto relativo al passo operativo specificato
<Impostazione del passo del punto compensativo> .......................................................................68
(4) Aumento/diminuzione della quantità di arricciatura di tutti i passi
<Impostazione dell’aumento/diminuzione della quantità di arricciatura>
(5) Aumento/diminuzione della quantità di arricciatura immediatamente dopo la
commutazione del passo <Impostazione della quantità di arricciatura compensativa> .................71
(6) Addizionare il passo <Addizione del passo>
(7) Cancellare il passo <Cancellazione del passo>
(8) Modifica della classificazione abito maschile/femminile <Selezione abito maschile/femminile>
(9) Modificare la misura <Modifica della misura>
(10) Impostazione del valore di offset della graduazione <Impostazione del valore di graduazione> ..78
(11) Modifica della posizione di partenza del programma <Modifica della posizione di partenza>
(12) Rispecchiamento del programma di una manica e creazione del
programma dell’altra manica <Funzione di rispecchiamento>
(13) Modifica della posizione della prima tacca del programma
<Cambiamento della posizione della prima tacca>
(14) Dare un nome al modello <Impostazione del nome del dato>
....................................................................................72
.............................................................................74
..................................................................................77
........................................................80
........................................................................82
.......................................................83
........................................70
....76
.......79
8-2 Copiare il modello <Copia del modello> ............................................................84
(1) Copia del modello nel modo operativo completamente automatico
<Copia al modo operativo completamente automatico> ..................................................................84
(2) Copia del modello dal modo operativo completamente automatico al modo
operativo semiautomatico <Copia al modo operativo semiautomatico> .........................................86
8-3 Creare il modello nuovo <Creazione del modello nuovo> ................................87
8-4 Uso delle altre funzioni
(1) Chiamare direttamente il modello dallo schermo di cucitura <Selezione del modello diretto> ........89
(2) Riregistrazione della lunghezza tra i passi <Funzione di misurazione>
.........................................................................................89
..........................................90
9. FUNZIONAMENTO DELLA MACCHINA PER CUCIRE
(VOLUME DI BASE PER IL MODO OPERATIVO MANUALE)
9-1 Schermo di immissione dei dati ..........................................................................91
9-2 Schermo di cucitura
9-3 Schermo di immissione dei dati dettagliati
9-4 Funzionamento di base della macchina per cucire
9-5 Modifica del valore di impostazione di base
(1) Modifica della velocità di cucitura <Impostazione della velocità di cucitura max.> ..........................95
(2) Modifica del passo del punto <Impostazione del passo del punto>
(3) Modifica della tensione del filo dell’ago <Impostazione della tensione del filo dell’ago>
10.
FUNZIONAMENTO DELLA MACCHINA PER CUCIRE
............................................................................................92
.......................................................93
...........................................94
......................................................95
.................................................96
(VOLUME APPLICATO PER IL MODO OPERATIVO MANUALE)
10-1 Modifica del valore di impostazione dettagliato ..............................................98
(1) Modifica del modo di funzionamento del pedale ausiliario
<Selezione del funzionamento del pedale ausiliario>
(2) Modifica del modo di funzionamento del trasporto ausiliario
<Selezione del modo di trasporto ausiliario>
(3) Impostare il modo di asservimento del trasporto ausiliario
<Impostazione del modo di asservimento del trasporto ausiliario> ...............................................101
(4) Impostare la gamma delle quantità di arricciatura
<Impostazione della gamma delle quantità di arricciatura>
(5) Impostare la tensione del filo compensativa
<Impostazione della tensione del filo compensativa> ....................................................................104
..................................................................................99
......................................................................98
...........................................................103
............. 91
.................97
... 98
iii

iv
11. USO DEL CONTATOR ........................................................................ 105
11-1 Procedura di impostazione del contatore .......................................................105
11-2 Procedura di rilascio del conteggio completato
............................................108
12. REGISTRAZIONE DEL MODELLO AL BOTTONE DIRETTO E
RILASCIO DEL MODELLO DAL BOTTONE DIRETTO
12-1 Come registrare .................................................................................................108
12-2 Modalità di rilascio
12-3 Stato di registrazione al momento dell’acquisto
............................................................................................109
............................................ 110
...................... 108
13. MODIFICA DEL MODO DI CUCITURA .............................................. 110
14. MODIFICA DEI DATI DI INTERRUTTORE DI MEMORIA
14-1 Procedura di modifica dei dati di interruttore di memoria ............................ 111
14-2 Lista dei dati di interruttore di memoria
14-3 Descrizione della tensione del filo compensativa
(1) Descrizione della tensione compensativa manuale (valore numerico) .......................................... 118
(2) Descrizione della tensione compensativa manuale (livello) ...........................................................120
(3) Descrizione della tensione del filo compensativa automatica ........................................................123
14-4 Descrizione della funzione di lisciatura dell’arricciatura ...............................125
(1) Descrizione del movimento della funzione di lisciatura ..................................................................125
(2) Impostazione della funzione di lisciatura dell’arricciatura ..............................................................126
14-5 Descrizione del genere di misura ....................................................................127
(1) Descrizione del genere di misura ..................................................................................................127
(2) Tabella sviluppo della misura .........................................................................................................129
......................................................... 112
.........................................118
...................111
15. LISTA DEI CODICI DI ERRORE ......................................................... 130
16. USO DELLA FUNZIONE DI COMUNICAZIONE
16-1 Dati che si possono trattare ............................................................................. 134
16-2 Effettuazione della comunicazione usando il CompactFlash(TM)
16-3 Comunicazione effettuata usando RS-232C
16-4 Il portare dentro dei dati
...................................................................................137
..................................................137
................................ 134
...............135
17. FUNZIONE DI INFORMAZIONE ......................................................... 140
17-1 Osservazione dell’informazione di manutenzione ed ispezione ................... 140
17-2 Immissione del tempo di ispezione
17-3 Procedura di rilascio dell’avvertimento
17-4 Osservazione dell’informazione di controllo produttivo
(1) Quando si visualizza dallo schermo di informazione .....................................................................144
(2) Quando si visualizza dallo schermo di cucitura .............................................................................145
17-5
17-6 Osservazione dell’informazione di misurazione dell’esercizio .....................149
Esecuzione dell’impostazione dell’informazione di controllo produttivo ..................146
.................................................................142
..........................................................143
...............................144
18. FUNZIONE DI CUCITURA DI PROVA ................................................ 152
18-1 Esecuzione della cucitura di prova.................................................................. 152
19. ESECUZIONE DEL BLOCCAGGIO A CHIAVE.................................. 154
20.
VISUALIZZAZIONE DELL’INFORMAZIONE DELLA VERSIONE ...........156
21. USO DEL PROGRAMMA DI CONTROLLO ....................................... 157
21-1 Visualizzazione dello schermo di programma di controllo ........................... 157
21-2 Effettuazione dell’impostazione del pedale ausiliario
...................................158

21-3 Effettuazione del controllo del valore A/D del pedale ausiliario ..................159
21-4 Esecuzione del controllo del LCD
21-5 Esecuzione della compensazione del pannello tattile
21-6 Effettuazione del controllo del segnale di ingresso
21-7 Effettuazione del controllo del segnale di uscita
...................................................................159
..................................160
...................................... 162
...........................................164
22. SCHERMO DI COMUNICAZIONE DEL LIVELLO DIPERSONALE DI
MANUTENZIONE
.................................................................................166
22-1 Dati che possono essere trattati .....................................................................166
22-2 Visualizzazione del livello di personale di manutenzione
23.
PANTALLA DE INFORMACIÓN DEL NIVEL PARA EL PERSONAL DE MANTENIMIENTO .................
.............................167
168
23-1 Para visualizar registro de error ......................................................................168
23-2 Para visualizar la pantalla de información de trabajo acumulativo
..............169
24. MANUTENZIONE ................................................................................170
24-1 Procedura di sostituzione della cinghia del trasporto ..................................170
(1) Sostituzione della cinghia del trasporto superiore .........................................................................170
(2)
Sostituzione della cinghia del trasporto inferiore ................................................................................................................... 171
(3)
Sostituzione del rullo del trasporto inferiore ........................................................................................................ 171
24-2 Modifica della quantità di movimento verticale alternato del piedino mobile e
del piedino premistoffa
(1)
Quando si rendono uguali la quantità di movimento verticale alternato del piedino mobile e del
piedino premistoffa (Quando si rendono uguali le quantità a 1,5 mm) ........................................... 173
(2) Quando si rende 2,5 mm la quantità di movimento verticale alternato ..........................................173
24-3
Regolazione dell’altezza del piedino mobile e del piedino premistoffa ............... 174
(1) Regolazione dell’altezza del piedino mobile ..................................................................................174
(2) Regolazione dell’altezza del piedino premistoffa ...........................................................................174
24-4 Regolazione dell’ago e crochet ......................................................................175
(1)
Regolazione dell’altezza della barra ago ..............................................................................................................................175
(2) Regolazione del crochet ...............................................................................................................175
24-5 Regolazione del rasafilo ..................................................................................176
(1) Regolazione del tempismo della camma del rasafilo ....................................................................176
(2) Regolazione della posizione iniziale del coltello mobile .................................................................176
(3) Regolazione della posizione iniziale del solenoide del rasafilo .....................................................177
(4) Regolazione della posizione del coltello mobile e del controlama .................................................178
24-6 Parti da ingrassare ...........................................................................................178
......................................................................................172
25. ALTRI ..................................................................................................179
25-1 Inconvenienti in cucitura e rimedi .................................................................. 179
26. DISEGNO DEL TAVOLO ................................................................... 180
26-1 Tavolo inclinato ................................................................................................180
26-2 Tavolo superiore per materiale di cucitura
26-3 Fermo del bordo A
26-4 Fermo del bordo B
............................................................................................182
............................................................................................183
v
.....................................................181
1. CARATTERISTICHE TECNICHE
1-1 Caratteristiche tecniche della testa della macchina
Velocità di cucitura 3.500 pnt/min max. (*1)
Sistema di trasporto Trasporto a cinghia intermittente con presa diretta
del motore passo-passo
Lunghezza del punto
Sistema di regolazione della lunghezza del punto Immissione sul pannello
Risoluzione minima della regolazione della lunghezza del punto
Corsa della barra ago 30,7 mm
Ago DPX17 da #10 a #14
Crochet
Alzata del piedino premistoffa
Quantità di movimento verticale alternato del piedino
premistoffa/piedino mobile
Regolazione della quantità di movimento verticale
alternato del piedino premistoffa/piedino mobile
Lubricazione Non lubricazione
Numero di programmi che possono essere immessi
Numero di passi che possono essere immessi (per programma)
Rispecchiamento dei dati Provvista
Cucitura alternata destra/sinistra Possibile
Registrazione dei dati CompactFlash(TM)
Rumorosità
Sia superiore che inferiore da 1,5 a 6 mm
0,1 mm
Crochet orizzontale non lubricato completamente
rotativo
Tramite l’alzapiedino manuale : 5,5 mm, tramite l’
alzapiedino automatico : 10 mm
3,5 mm max.
Regolazione della posizione d’arresto nella fenditura
99 programmi
30 passi
Rumore dell'ambiente lavorativo a velocità di cucitura n=
3.000 min-1 : LPA ≦ 84 dB (A) Misura della rumorosità in
conformià alla norma DIN 45635-48-A-1.
*1. La velocità di cucitura massima è limitata secondo la quantità di movimento verticale alternato del pie-
dino premistoffa e del piedino mobile, e della lunghezza del punto.
Limitazione tramite la quantità di movimento verticale alternato del piedino premistoffa e del piedino mobi-
Velocità di cucitura max.
(pnt/min)
3.500 Meno di 0,3 (2,7)
2.600
2.000
1.600
Quantità di movimento verticale
alternato del piedino mobile (mm)
Da non meno di 0,3 a 1,5 (1,5)
Da non meno di 1,5 a 2,5 (2,5) (2,5)
Da non meno di 2,5 a 3,5 (3,5) (3,5)
Quantità di movimento verticale
alternato del piedino premistoffa (mm)
Limitazione tramite la lunghezza del punto
Velocità di cucitura max (pnt/min)
3.500 Da 1,5 a 4,0
2.500 Da 4,1 a 5,0
Lunghezza del punto (mm)
1-2 Caratteristiche tecniche della centralina di controllo
Tensione di alimentazione 200V/220V/240V, trifase 220V/230V/240V, monofase
Frequenza 50Hz/60Hz
Corrente nominale 2,6A/2,4A/2,2A 2,8A/2,6A/2,5A
Temperatura/
funzionamento
umidità di
Da 0 a 40 ˚C, Meno del 90 %
–
–
1
–
2
–
2. CONFIGURAZIONE
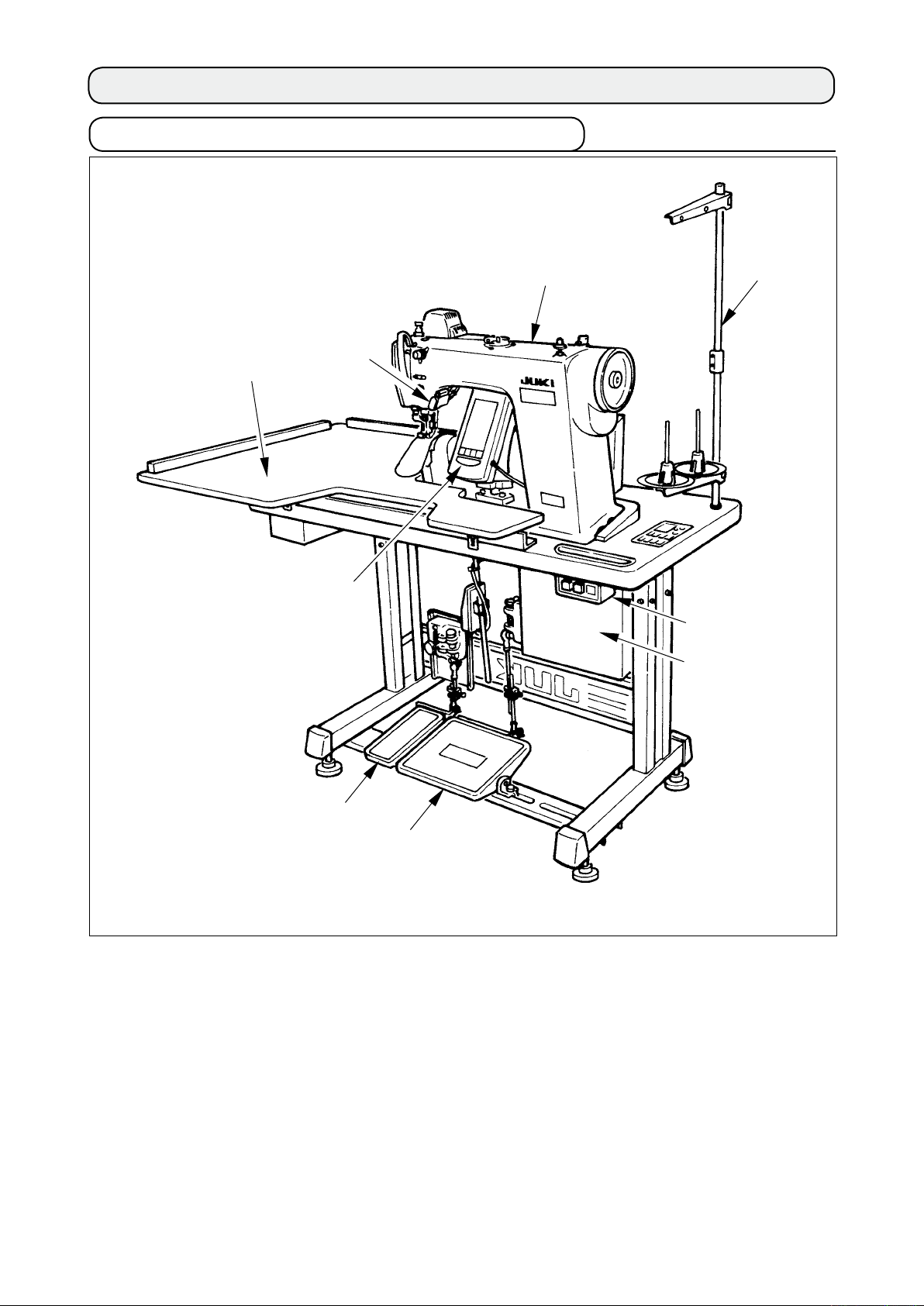
2-1 Unità principale della macchina per cucire
4
2
9
1
8
5
3
1
2
3
4
5
6
7
8
9
7
6
Testa della macchina per cucire
Pannello operativo
Centralina di controllo
Tavolo ausiliario (TAVOLO SUPERIORE PER MATERIALE DI CUCITURA)
Interruttore dell’alimentazione
Pedale principale
Pedale ausiliario
Portalo
Interruttore di rilascio dell’arricciatura
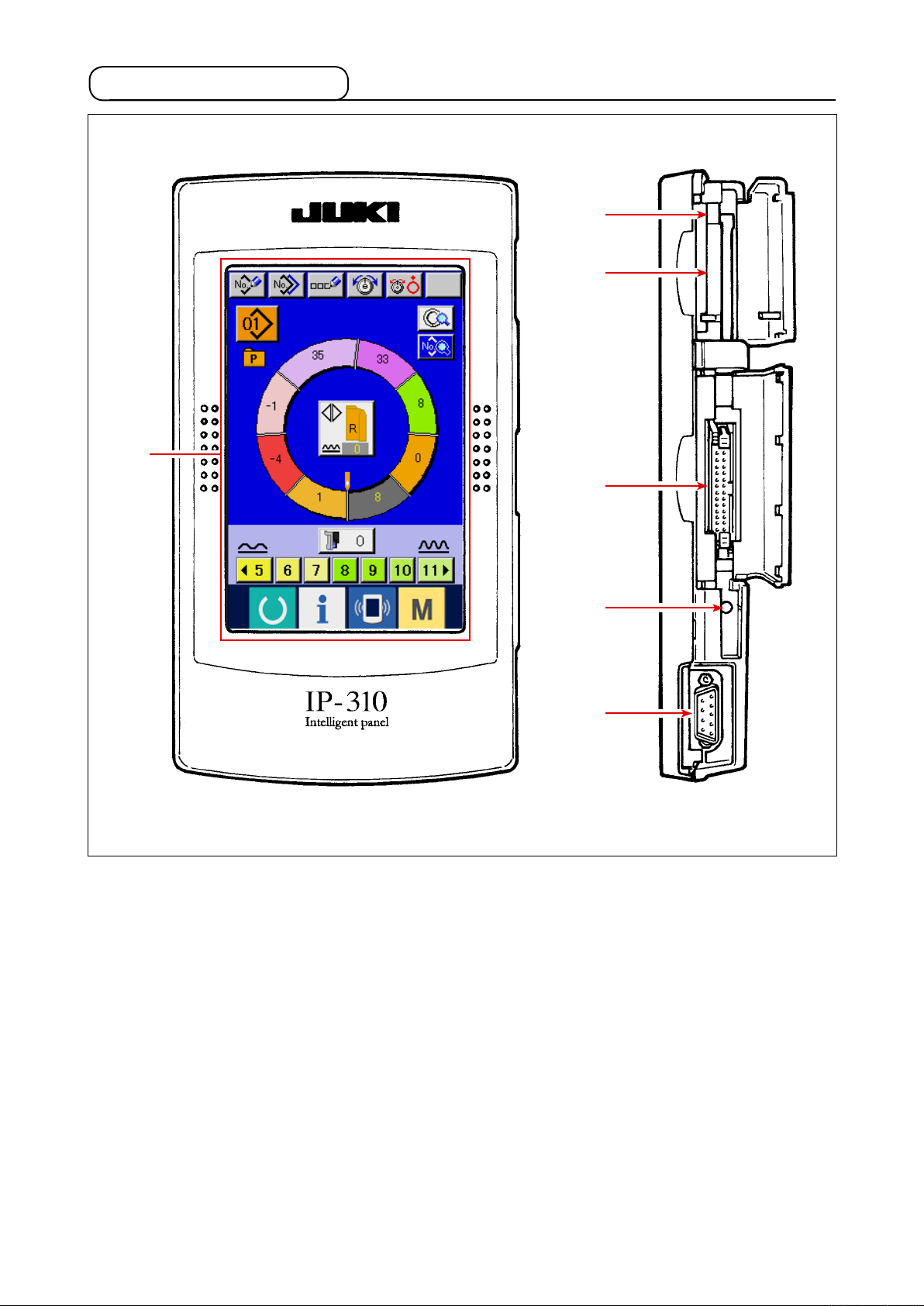
2-2 Pannello operativo
1
2
3
4
1
2
3
4
5
6
5
6
Pannelo tattile • sezione di display LCD
Leva di estrazione della carta di memoria
Slot della carta di memoria (Chiudere il coperchio per l’uso.)
Connettore per l’immissione esterna
Resistore variabile per la regolazione del contrasto dello schermo LCD a colori
Connettore per la comunicazione RS-232C
–
–
3
–
4
–
3. INSTALLAZIONE
3-1 Misure di sicurezza da adottare al momento della messa a punto
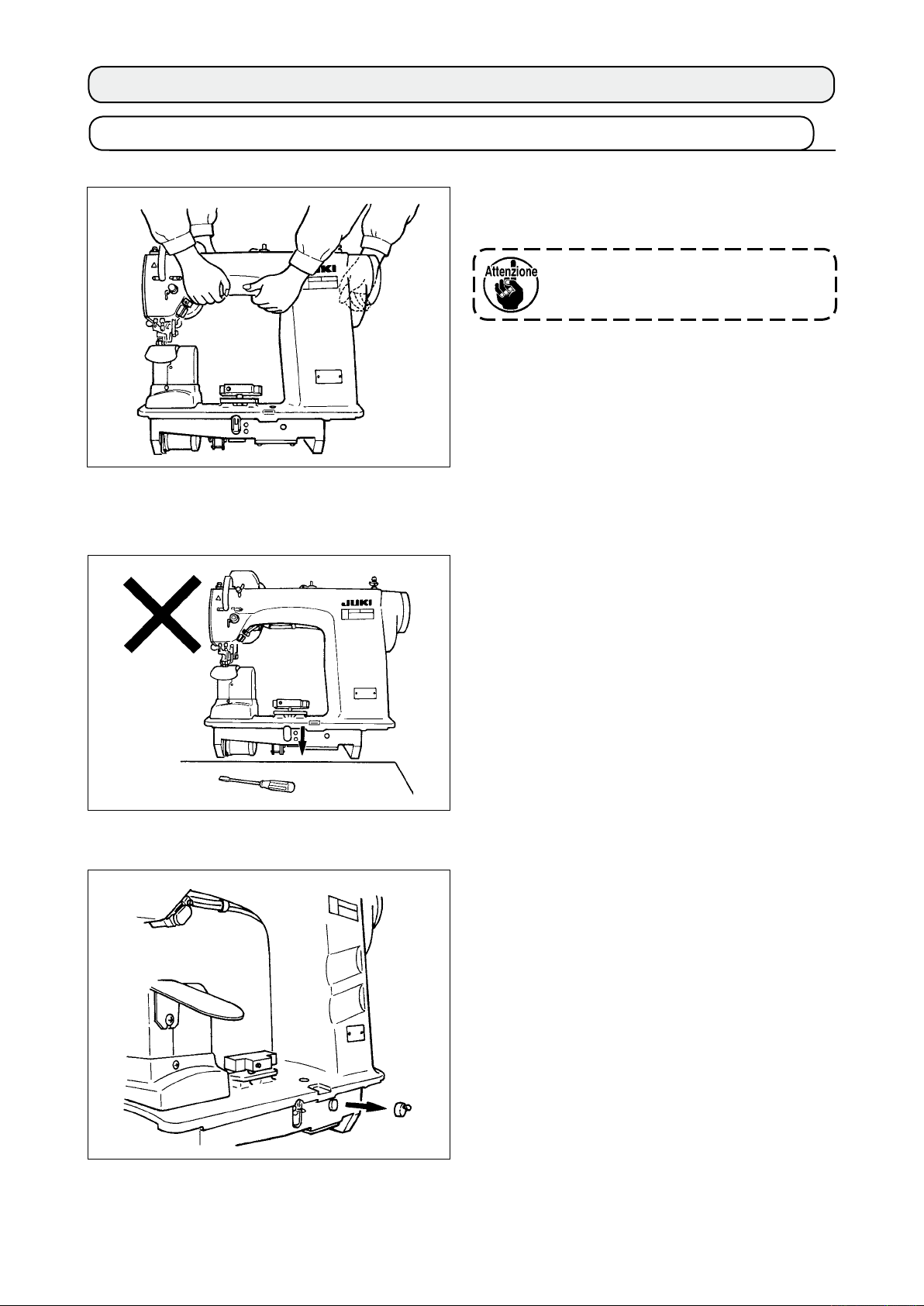
1) Procedura di trasporto della macchina per cucire
Tenere e trasportare la macchina per cucire con due
persone come mostrato nell’illustrazione.
Non tenere il volantino.
2) Misure di sicurezza da adottare quando si posiziona la macchina per cucire
3) Rimozione del tappo del cunicolo di ventilazione
Non mettere articoli sporgenti come il cacciavite
e cose simili al posto dove la macchina per cucire
viene posizionata.
Aver cura di rimuovere il tappo di gomma rosso
come mostrato nell’illustrazione prima di mettere in
funzione la macchina per cucire.
Quando si trasporta solo la testa della macchina,
attaccare questo tappo di gomma alla testa della
macchina.
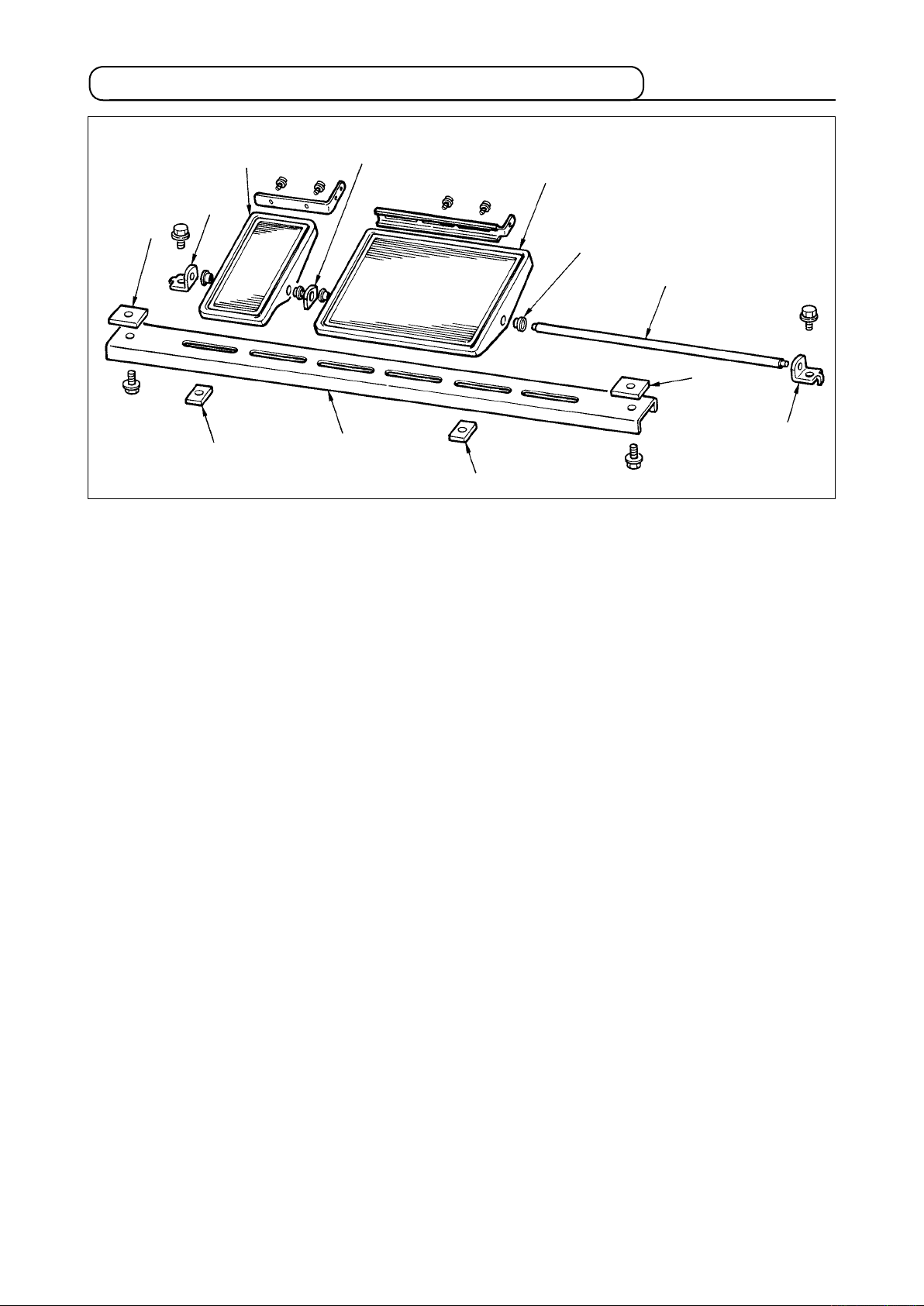
3-2 Montaggio della sezione di pedale del sostegno
6
3
1
8
4
5
(quello largo).
7
insieme con la piastra d’
5
.
2
(quello stretto).
1
7
2
8
2
7
1
1) Montare il contropalo inferiore al sostegno usando il dado quadrato
2) Mettere la boccola
appoggio dell’albero 3. Fissare quindi con il cuscinetto dell’albero del pedale
3) Fissare il cuscinetto dell’albero del pedale 2 usando il dado quadrato
4) Montare l’intero pedale dopo averlo tirato su completamente nella direzione sinistra nell’illustrazione.
al pedale 8 e farlo passare attraverso l’albero
4
[Quando si usa con 1 pedale]
C’è l’albero corto per 1 pedale negli accessori. Rimuovere il pedale piccolo e la piastra d’appoggio
dell’albero 3 e sostituire l’albero con l’albero per 1 pedale. Quindi la macchina può essere usata
anche con 1 pedale.
–
–
5
–
6
–
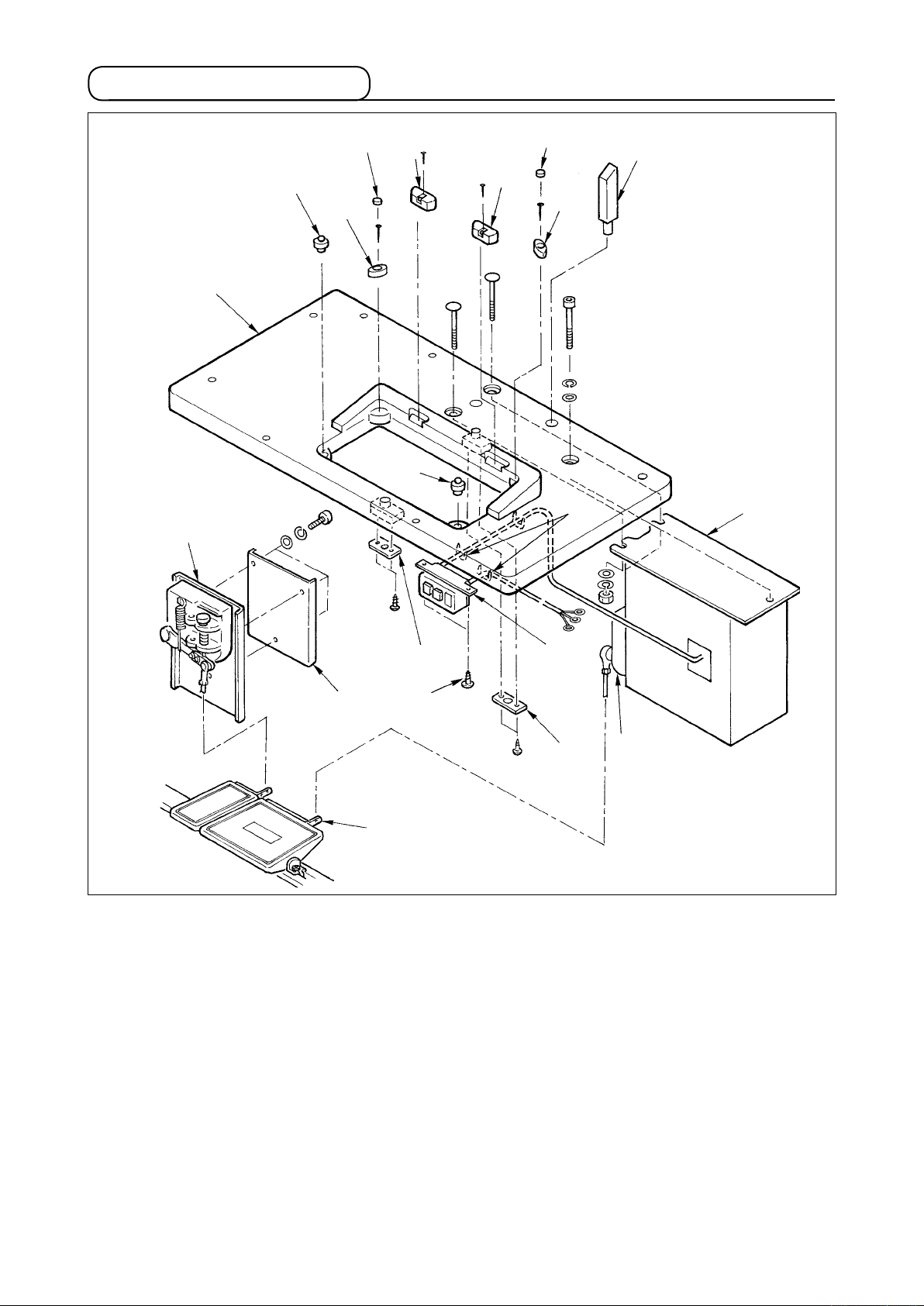
3-3 Montaggio del tavolo
!0
1
8
6
7
5
8
5
7
6
!5
4
2
9
!1
!3
1) Fissare i basamenti del cardine 5 e le gomme di supporto della testa della macchina 6 sul tavolo 1 con i
chiodi. (Usare 2 pezzi di chiodo per ciascuno per ssare i basamenti del cardine
ciascuna per ssare le gomme di supporto della testa della macchina.)
2) Attaccare i feltri 7 alle gomme di supporto della testa della macchina 6.
3) Attaccare le gomme di supporto della testa della macchina 8 al tavolo 1.
4) Fissare la piastra di arresto 9 al lato posteriore del tavolo 1.
Attenzione) Aver cura di installare la piastra di arresto 9 prima di installare la centralina di controllo
5) Fissare la centralina di controllo 2 e l’interruttore dell’alimentazione 3, e ssare il cavo di alimentazione con i
chiodi a U.
6) Fissare l’interruttore dell’alimentazione e sotto il tavolo della macchina con le viti per legno
con i chiodi á !5 in dotazione con la macchina come accessori a seconda delle forme di uso.
7) Fissare temporaneamente il contropalo laterale in modo che il contropalo sia messo tra il sensore del pedale
ausiliario !0 e la piastra del sensore
8) Collegare il pedale (grande) e il sensore del pedale !2 usando il tirante (lungo). Regolare l’inclinazione del tirante
alla posizione della piastra di regolazione
9) Collegare il pedale (piccolo) e il sensore del pedale ausiliario !0 usando il tirante (corto). Regolare l’inclinazione
del tirante alla posizione del sensore del pedale ausiliario e stringere saldamente la vite.
10) Installare l’asta di supporto della testa
!1
!4
.
.
!3
sul tavolo 1.
4
3
9
!2
e 1 pezzo di chiodo per
5
Fissare il cavo
.
!4
2
.
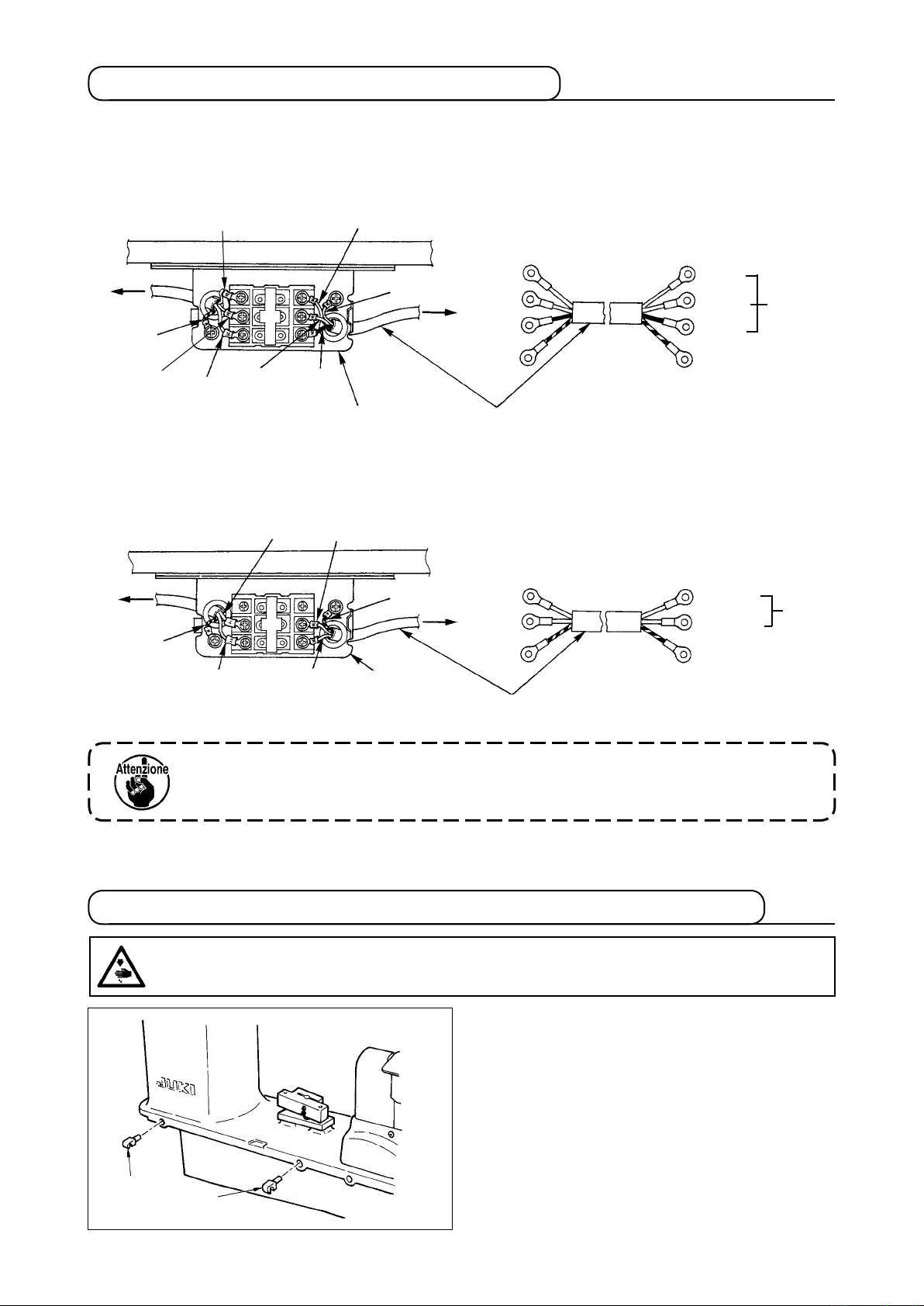
3-4 Collegamento del cavo di alimentazione
Collegare il cavo secondo la specica.
• Collegamento di 200V/220V/240V, triface
Rosso
Tavolo
Centralina di
controllo
Verde/giallo
Bianco
• Collegamento di 220V/230V/240V, monofase
Centralina
di controllo
Verde/giallo
Nero
Tavolo
Bianco
Blu chiaro
Marrone
Marrone
Rosso
Verde/giallo
Nero
Interruttore dell’
alimentazione
Blu chiaro
Interruttore dell’
alimentazione
Spina
Cavo di alimentazione
Verde/giallo
Spina
Cavo di alimentazione
Rosso
Bianco
Nero
Verde/giallo – GND
Marrone
Blu chiaro
Verde/giallo – GND
AC200 V
AC220 V
AC240 V
AC220 V
AC230 V
AC240 V
Non usare mai la macchina con il tipo di alimentazione sbagliato.
3-5 Installazione dell’unità principale della macchina per cucire
AVVERTIMENTO :
Per evitare possibili incidenti causati dalla caduta della macchina per cucire, eseguire il lavoro in due
persone o più quando la macchina viene spostata.
Inserire i cardini 1 nei fori nel telaio e posizionare la
testa della macchina sul tavolo.
1
1
–
–
7
–
8
–
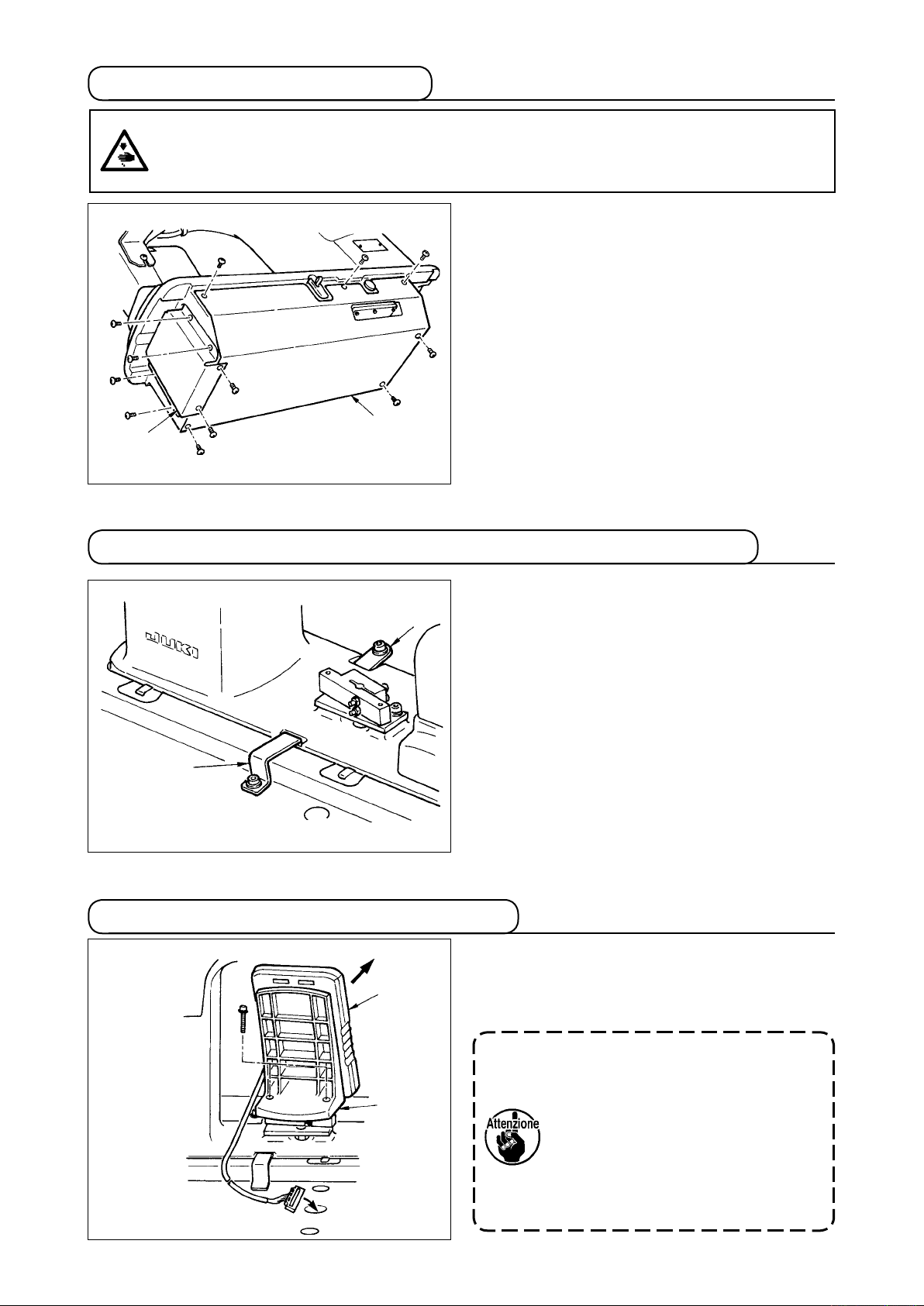
3-6 Installazione del coperchio
AVVERTIMENTO :
Quando si inclina o solleva la testa della macchina per cucire, effettuare le operazioni facendo attenzione che le dita non vengano intrappolate nella macchina. Inoltre, al ne di evitare possibili ferimenti
causati dall’avvio improvviso della macchina, spegnere la macchina prima di iniziare le operazioni.
1
2
Inclinare lentamente la testa della macchina e
installare il coperchio inferiore 1 e il coperchio del
trasporto inferiore
2
.
3-7 Installazione del fermo per la prevenzione dell’inclinazione
Installare la piastra d’arresto A 1 e la piastra d’
1
2
arresto B 2 per la prevenzione dell’inclinazione.
3-8 Installazione del pannello operativo
A
1
Fissare la piastra di montaggio del pannello 2 alla
base sul telaio.
Installare il pannello operativo 1 con un magnete e
fare passare il cavo attraverso il foro nel tavolo.
2
Quando il pannello è installato nello
stato in cui il pedale è eccessivamente
inclinato nella direzione A, il tavolo
per materiale di cucitura viene a
contatto con il pannello ed è possibile
che il pannello venga danneggiato.
Installare il pannello in modo che il
pannello non sia eccessivamente
inclinato.
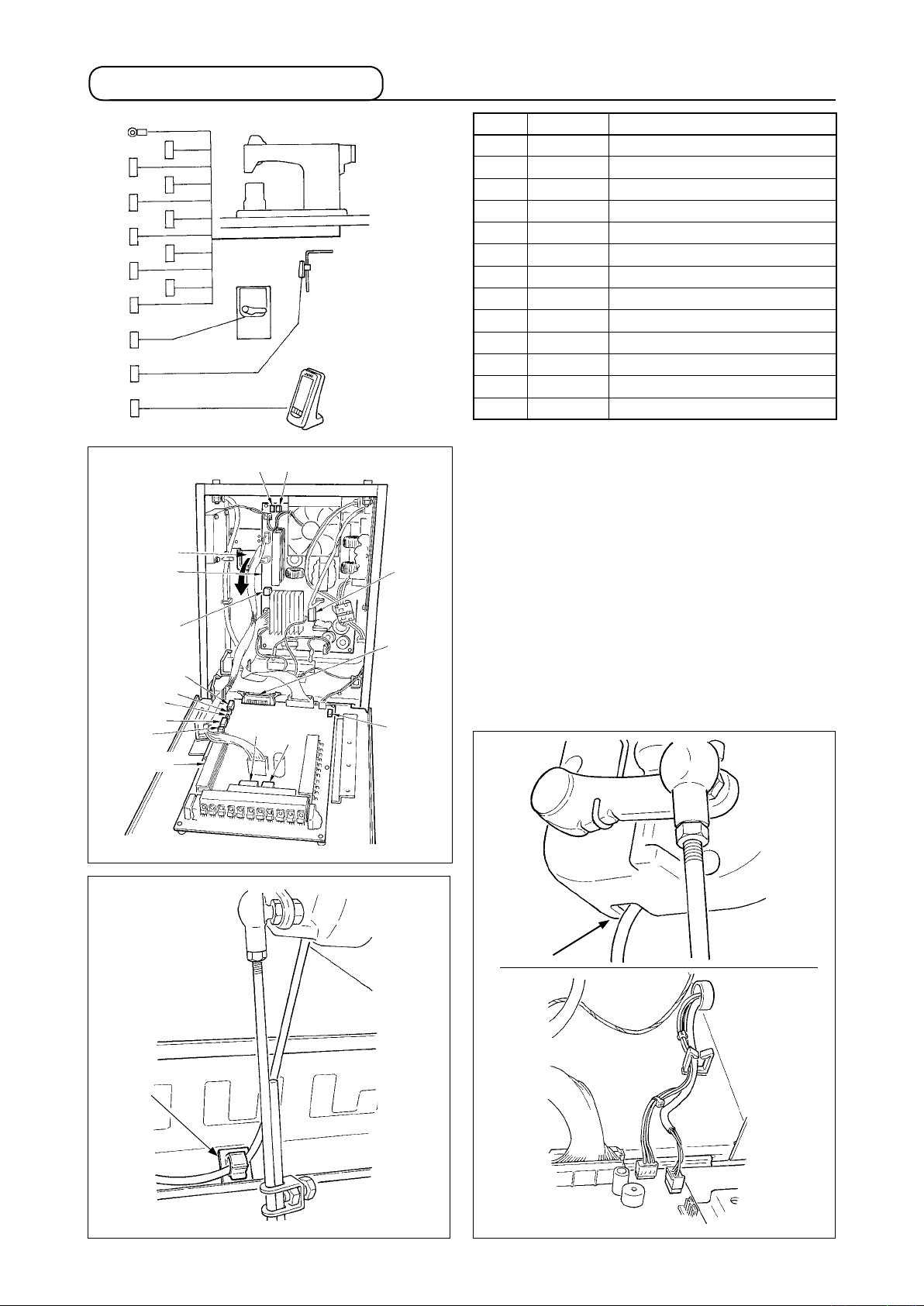
3-9 Collegamento dei cavi
Filo di massa
CN38
CN21
CN25
CN26
CN56
CN57
CN53
CN52
CN51
CN55
CN62
CN54
CN34
Apertura di
inserimento
del cavo
PWR circuit
board
CN38
CN54
CN53
CN52
CN51
Pannello
elettronico
MAIN
CN55
Pedale
ausiliario
CN26
CN56
CN57
Testa della macchina
per cucire
Interruttore a ginoc-
chio
Pannello operativo
CN25
CN21
CN34
CN62
Morsetto
CN38
CN21
CN25
CN26
CN56
CN57
CN53
CN52
CN51
CN55
CN62
CN54
CN34
Numero de poli
Bianco a 4 poli
Bianco a 9 poli
Rosso a 2 poli
Rosso a 2 poli
Bianco a 10 poli
Bianco a 6 poli
Bianco a 6 poli
Bianco a 4 poli
Bianco a 2 poli
10 poli
Giallo a 4 poli
Rosso a 4 poli
26 poli
Nome de cavo
Cavo di alimentazione del motore principale
Cavo del codicatore del motore principale
Cavo del ventilatore del trasporto superiore
Cavo del ventilatore del trasporto inferiore
Cavo del motore del trasporto
Cavo del motore del trasporto ausiliario
Cavo de trasmissione della testa 1
Cavo de trasmissione della testa 2
Cavo dell’alzapiedino
Cavo della scheda di circuito stampato DATA
1) Rimuovere il cavo del pedale ausiliario e inserire
il cavo nella centralina di controllo dall’apertura
di inserimento del cavo. Fare passare il cavo
del pedale ausiliario attraverso il lato posteriore
del pedale ausiliario e inserirlo nella centralina
di controllo dal foro A posto sul lato inferiore del
sensore del pedale.
2) Fissare il cavo del pedale ausiliario con l’
etichetta gommata (piccola) in modo che il cavo
non si muova.
3)
Collegare CN38, 21, 25 e 26 alla scheda di circuito
stampato PWR. CN25 e 26 possono essere collegati
all’una o all’altra.
Collegare gli altri alla scheda di circuito stampato MAIN.
Etichetta gommata
(piccola)
A
–
–
9
–
10
–
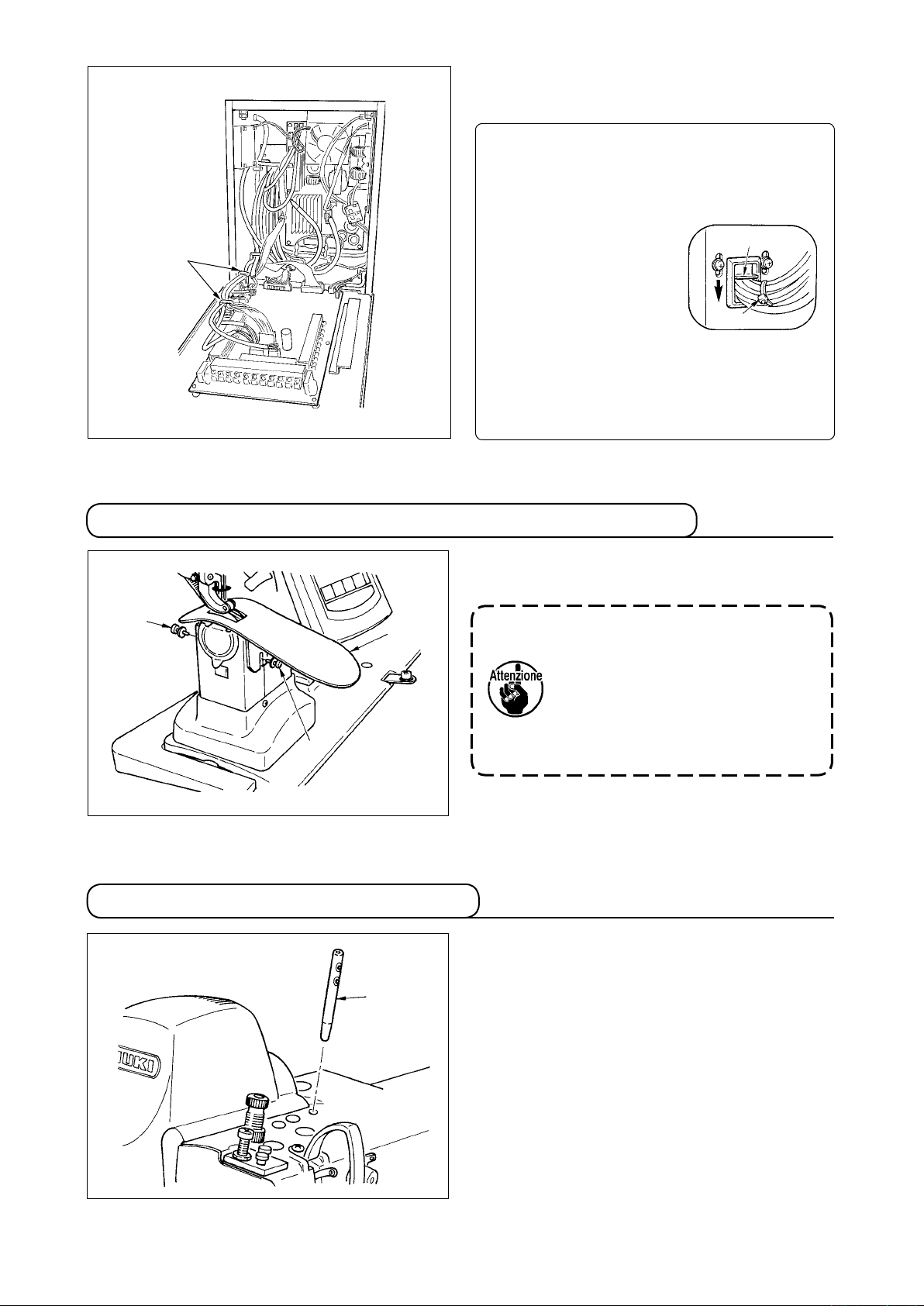
4) Fissare i cavi collegati alla scheda di circuito
stampato MAIN con il fermacavi
Maneggio dei cavi
1) Quando si ssano i cavi, collegarli inclinando la
macchina per cucire, e legare in un fascio con
1
.
Fermali A
la fascetta fermacavi
2)
Quando la testa della
macchina è ritornata
alla sua posizione d’
origine, ssare i cavi con
la piastra di ssaggio dei
cavi 2 nello stato in cui
ci sia la lentezza nei cavi.
Attenzione : Quando si inclina la macchina per
cucire, assicurarsi che la barra di
supporto della testa sia attaccata
al tavolo.
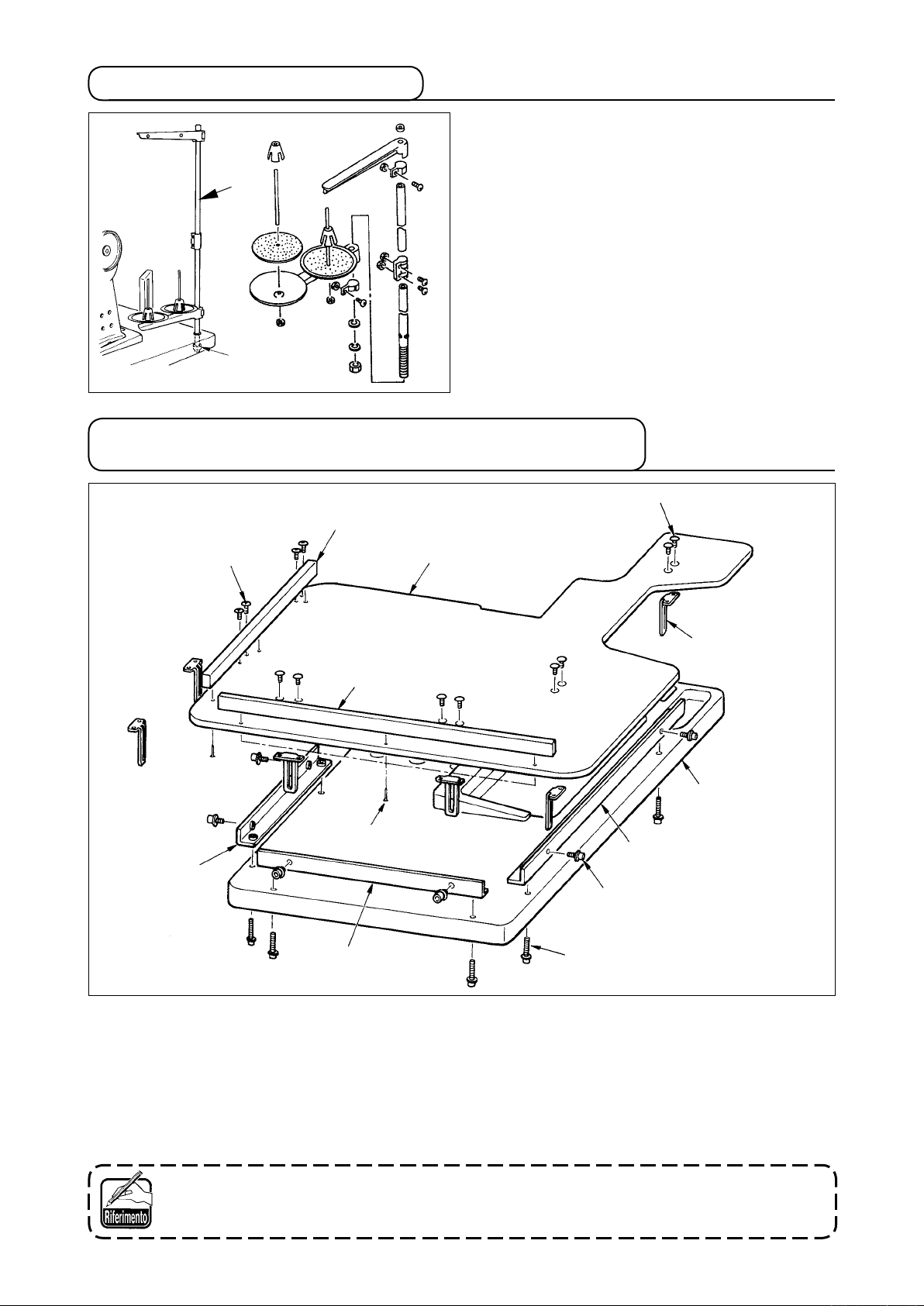
3-10 Installazione della piastra ausiliaria della placca ago
.
A
2
1
2
2
1
3-11 Installazione dell’asta guidalo
1
Allentare le due viti 2, inserire la piastra ausiliaria
della placca ago 1 e ssarla.
Regolare l’altezza in modo che la
supercie superiore della piastra
ausiliaria della placca ago sia
allineata a quella della placca
ago. Se l’altezza non è corretta, il
materiale sbatte e la quantità di
trasporto non è stabile.
Inserire saldamente l’asta guidalo 1 in modo che
i due fori laterali siano volti verso il davanti nella
direzione dell’operatore.
3-12 Installazione del portalo
1) Montare l’insieme del portalo e inserirlo nel foro
posto sul lato destro superiore del tavolo.
2) Stringere il controdado 1 in modo che l’insieme
2
1
del portalo non si muova.
3) Quando il cablaggio ad una presa di
alimentazione aerea è possibile, fare passare il
cavo di alimentazione attraverso l’interno dell’
asta del portalo 2.
3-13 Montaggio del tavolo per materiale di cucitura
(Tavolo superiore per materiale di cucitura)
3
8
6
9
6
1
4
2
Tavolo
7
5
!1
!0
1) Installare la guida del bordo A 2 e B 3 sul tavolo per materiale di cucitura 1 con 3 pezzi di vite per
legno 7 per ciascuna.
2) Stringere temporaneamente la base A 5 e la base B 6 sul tavolo con le viti
3) Stringere temporaneamente la piastra di regolazione 4 con le 8 viti 8 e le 4 viti
4)
Posizionare il tavolo per materiale di cucitura 1 sulla base e stringerlo temporaneamente con la vite
5) Stringere le viti 8, 9 e !0 controllando l’intera posizione.
6) Allentare la vite !1 e stringerla secondo l’altezza che si desidera.
Ci sono la misura standard e quella lunga per la regolazione della piastra. Quando si
desidera fare più alto il tavolo per materiale di cucitura, sostituire la piastra di misura
standard con quella di misura lunga.
–
–
11
!0
.
.
9
!1
.
–
12
–
4.
PREPARAZIONE DA EFFETTUARE PRIMA DELLA CUCITURA
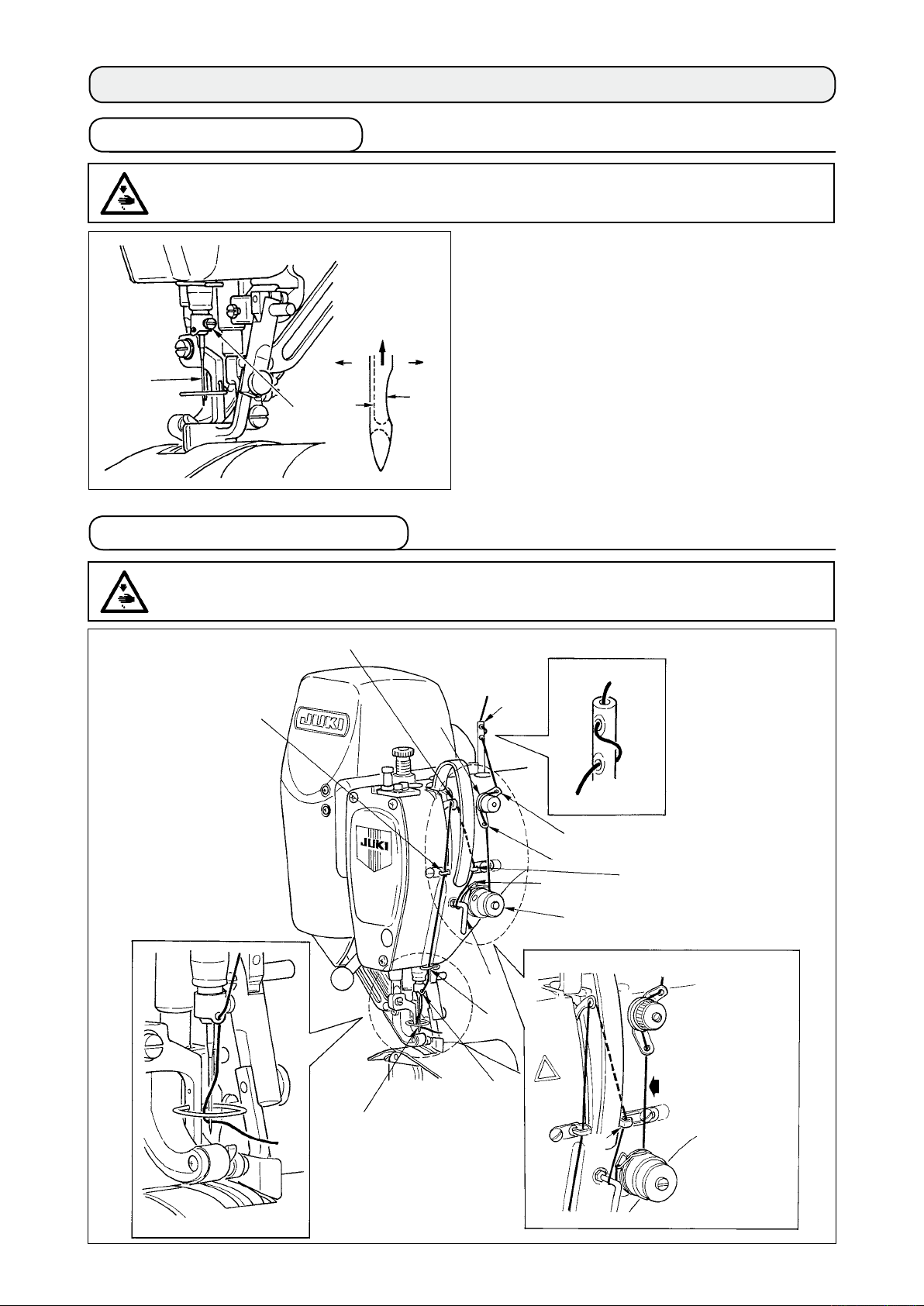
4-1 Posizionamento ago
AVVERTIMENTO :
Al ne di evitare ferimenti causati dall’avvio improvviso della macchina, spegnere la macchina ed
assicurarsi in anticipo che il motore abbia completamente cessato di ruotare.
1) Girare il volantino per sollevare la barra ago no
al punto più alto della sua corsa.
, e tenere l’ago 1 con la sua
2
volta esattamente verso destra,
A
saldamente.
2
1
2
C
D
B
A
2) Allentare la vite
parte incava
nel senso B.
3) Inserire l’ago a fondo nel foro nella barra ago,
nel senso della freccia, nché il fondo del foro
sia raggiunto.
4) Stringere la vite
5) Assicurarsi che la scanalatura lunga
sia volta esattamente verso sinistra, nel senso
4-2 Inlatura del lo dell’ago
dell’ago
C
D
.
AVVERTIMENTO :
Al ne di evitare ferimenti causati dall’avvio improvviso della macchina, spegnere la macchina ed
assicurarsi in anticipo che il motore abbia completamente cessato di ruotare.
* Fare passare il lo
nell’ordine da 1 a
come mostrato
!3
nell’illustrazione.
!0
9
3
7
!1
1
6
2
4
8
5
!3
Nota) Non fare
!2
A
passare
questa
parte alla
sezione A.
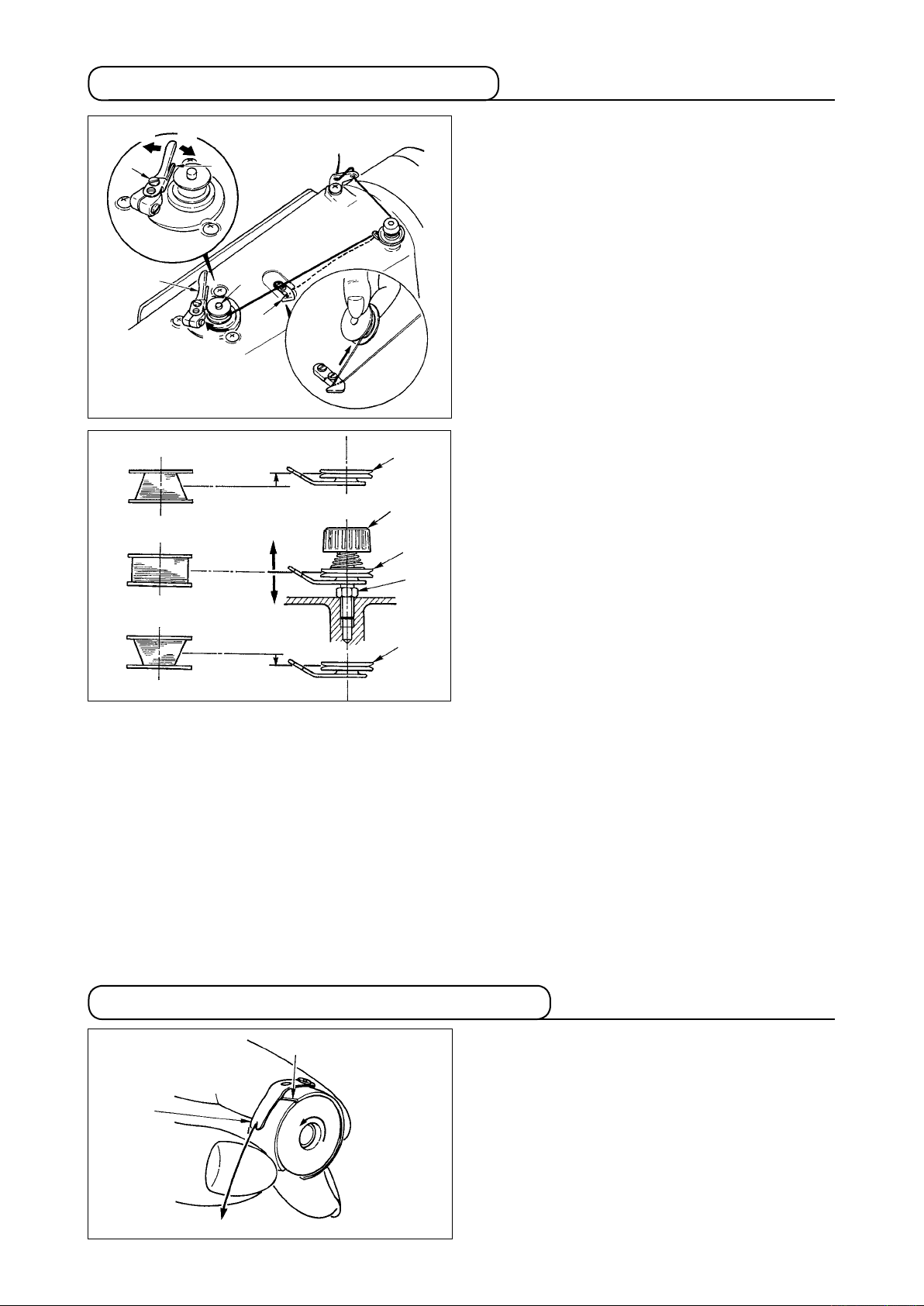
4-3 Avvolgimento del lo della bobina
B
A
4
2
• Solitamente il disco di tensione del lo viene posizionato in maniera tale che il centro della bobina sia
alto come il centro del disco.
• Spostare la posizione del disco di tensione del lo 7 nel senso A come mostrato nella gura sulla
sinistra quando la quantità di avvolgimento del lo della bobina sulla parte inferiore della bobina è
eccessiva e nel senso B come mostrato nella gura sulla sinistra quando la quantità di avvolgimento
del lo della bobina sulla parte superiore della bobina è eccessiva.
Al termine della regolazione, stringere il dado 6.
7) Per regolare la tensione dell’avvolgibobina, girare il dado di tensione del lo 8.
(Attenzione)
2.
3. C’è la possibilità che il filo tirato fuori dal portafilo venga allentato a causa dell’
5
1
3
C
7
8
A
7
6
B
7
1. Quando si avvolge il lo della bobina, iniziare l’avvolgimento nello stato in cui il lo
tra la bobina e il disco di tensione del lo 7 sia teso.
Quando si avvolge il filo della bobina nello stato in cui la cucitura non viene effettuata,
rimuovere il lo dell’ago dal percorso di lo del tiralo e rimuovere la bobina dal crochet.
inuenza (direzione) del vento ed è possibile che il lo venga impigliato nel volantino.
Fare attenzione alla direzione del vento.
1) Inserire la bobina nell’albero dell’avvolgibobina
il più possibile.
1
2)
Fare passare il lo della bobina estratto dal rocchetto
posto sul lato destro del portalo seguendo l’ordine
come mostrato nella gura sulla sinistra. Avvolgere
quindi in senso orario l’estremità del lo della bobina
intorno alla bobina diverse volte.
(In caso della bobina di alluminio, dopo aver avvolto in
senso orario l’estremità del lo della bobina, avvolgere
in senso antiorario il lo che viene dal regolatore di
tensione del lo diverse volte per avvolgere il lo della
bobina con facilità.)
3)
Premere il chiavistello a scatto dell’avvolgibobina 2
nel senso A ed avviare la macchina per cucire.
La bobina gira nel senso
viene avvolto. L’albero dell’avvolgibobina 1 si ferma
automaticamente non appena l’avvolgimento è nito.
4) Rimuovere la bobina e tagliare il lo della bobina
con la piastra di sostegno taglialo 3.
5)
Per regolare la quantità di avvolgimento del lo della
bobina, allentare la vite di ssaggio
piastra di regolazione dell’avvolgibobina 5 nel senso
o B. Stringere quindi la vite di ssaggio
A
Nel senso A : Diminuzione
Nel senso B : Aumento
6)
In caso che il lo della bobina non sia avvolto
uniformemente sulla bobina, allentare il dado 6 e
girare il regolatore di tensione del lo della bobina
per regolare l’altezza del disco di tensione del lo
.
7
e il lo della bobina
C
e spostare la
4
4
.
4-4 Inserimento della bobina nella capsula
A
B
C
1) Installare la bobina nella capsula in modo che
la direzione di avvolgimento del lo sia in senso
orario.
2) Far passare il lo attraverso la fenditura di lo A,
e tirare il lo nel senso B.
Con questa operazione, il lo passerà sotto la
molla di tensione e verrà fuori dalla tacca
3) Controllare che la bobina giri nel senso della
freccia quando il lo C viene tirato.
–
–
13
B
.
–
14
–
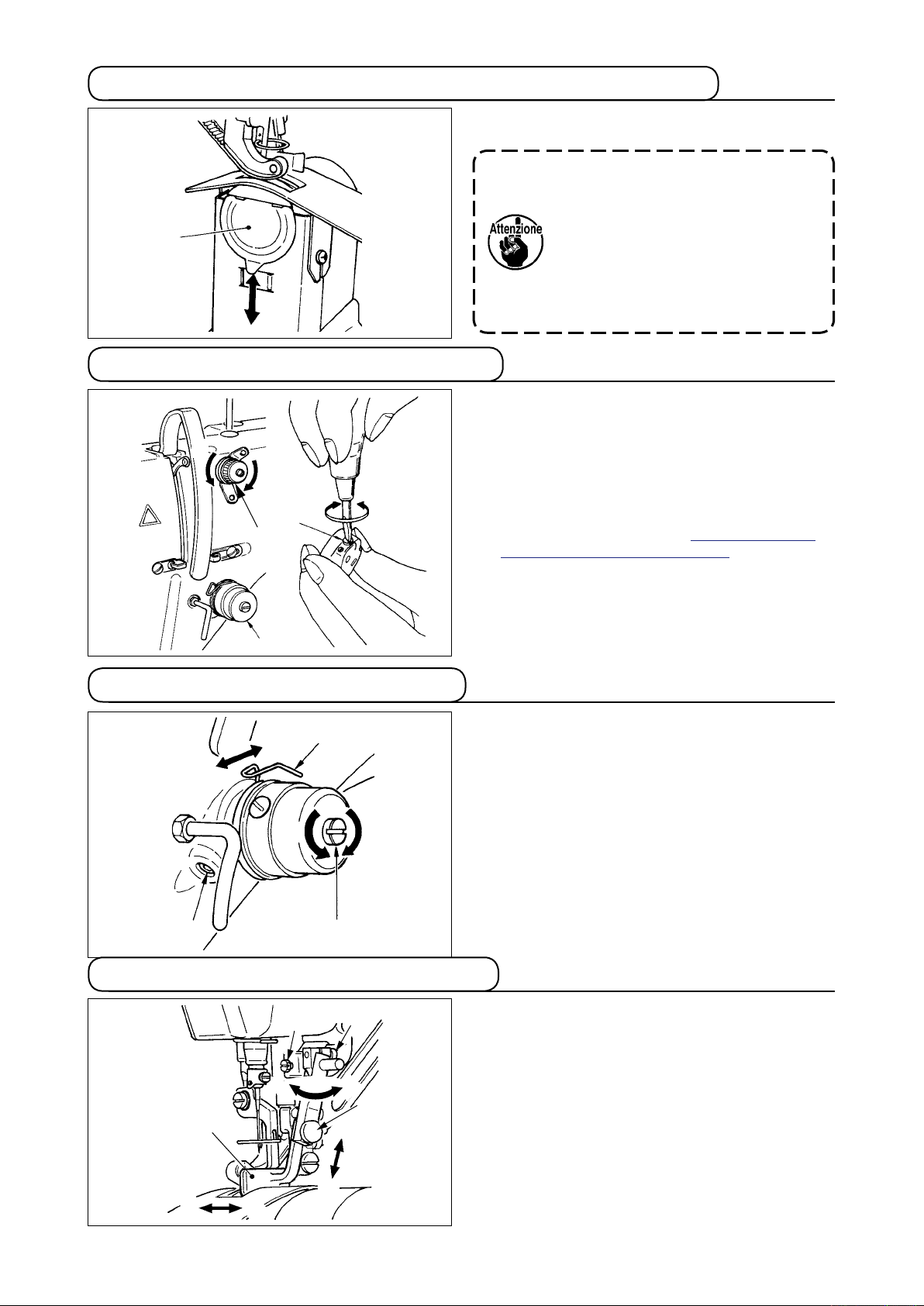
4-5 Posizionamento e rimozione della capsula della bobina
Per posizionare e rimuovere la capsula della bobina,
fare scorrere il coperchio 1 su o giù.
1. Quando si posiziona la capsula della
bobina, inserirla il più possibile.
Se l’inserimento è insufciente,
è possibile che la capsula della
1
bobina cada durante la cucitura.
2. Aver cura di chiudere il coperchio
quando si avvia la macchina per
cucire.
venga arrotolato nella capsula della
bobina o qualcosa di simile.
C’è pericolo che il tessuto
4-6 Regolazione della tensione del lo
[Regolazione della tensione del lo dell’ago]
1)
Girare in senso orario (senso A) il dado di tensione
del lo No.1 1 e la lunghezza del lo rimanente alla
B
1
2
A
C
3
D
punta dell’ago dopo il taglio del lo sarà accorciata.
2) Girarlo in senso antiorario (senso
lunghezza del lo sarà allungata.
3) La tensione del lo della tensione del lo No.2
viene impostata con il pannello operativo. Per
ulteriori dettagli, consultare
della tensione del lo dell’ago”
[Regolazione della tensione del lo della bobina]
1) Girare in senso orario (senso C) la vite di
tensione del lo 3 e la tensione del lo della
bobina viene aumentata.
2) Girarla in senso antiorario (senso D) e la
tensione viene diminuita.
“5-6 (3) Modica
B
.
) e la
2
4-7 Regolazione della molla tiralo
A
B
2
1
D
C
3
4-8 Regolazione della guida del punto
2
C
1
A
B
3
D
4
E
F
[Modica della quantità di corsa della molla tiralo 1]
1) Allentare la vite di ssaggio 2 nella base di
tensione del lo.
2) Girare in senso orario (senso A) l’intera tensione
del lo e la quantità di corsa viene aumentata.
3) Girarla in senso antiorario (senso B) e la
quantità di corsa viene diminuita.
[Quando si modica la pressione della molla tiralo 1]
1)
Mettere un cacciavite sottile nella fenditura dell’asta di
tensione del lo 3 e girarla con la vite 2 serrata.
2)
Girare in senso orario (senso C) l’asta di tensione
del lo e la pressione viene aumentata, e girarla
in senso antiorario (senso D) e la pressione viene
diminuita.
1) Quando la vite di ssaggio
regolazione ne nella direzione
posizione della guida del punto
effettuata. Al termine della regolazione, stringere
saldamente la vite di ssaggio 2.
2) Quando la vite di ssaggio 3 è allentata, la
regolazione ne nella direzione
della posizione della guida del punto 1 può
essere effettuata. Al termine della regolazione,
stringere saldamente la vite di ssaggio 3.
3) Quando la vite di ssaggio 4 è allentata, la
regolazione ne nella direzione
posizione della guida del punto 1 può essere
effettuata. Al termine della regolazione, stringere
saldamente la vite di ssaggio 4.
è allentata, la
2
della
(A-B)
può essere
1
e
(A-B
della
(E-F)
C-D)
5.
FUNZIONAMENTO DELLA MACCHINA PER CUCIRE
(VOLUME DI BASE PER IL MODO OPERATIVO COMPLETAMENTE SEMIAUTOMATICO)
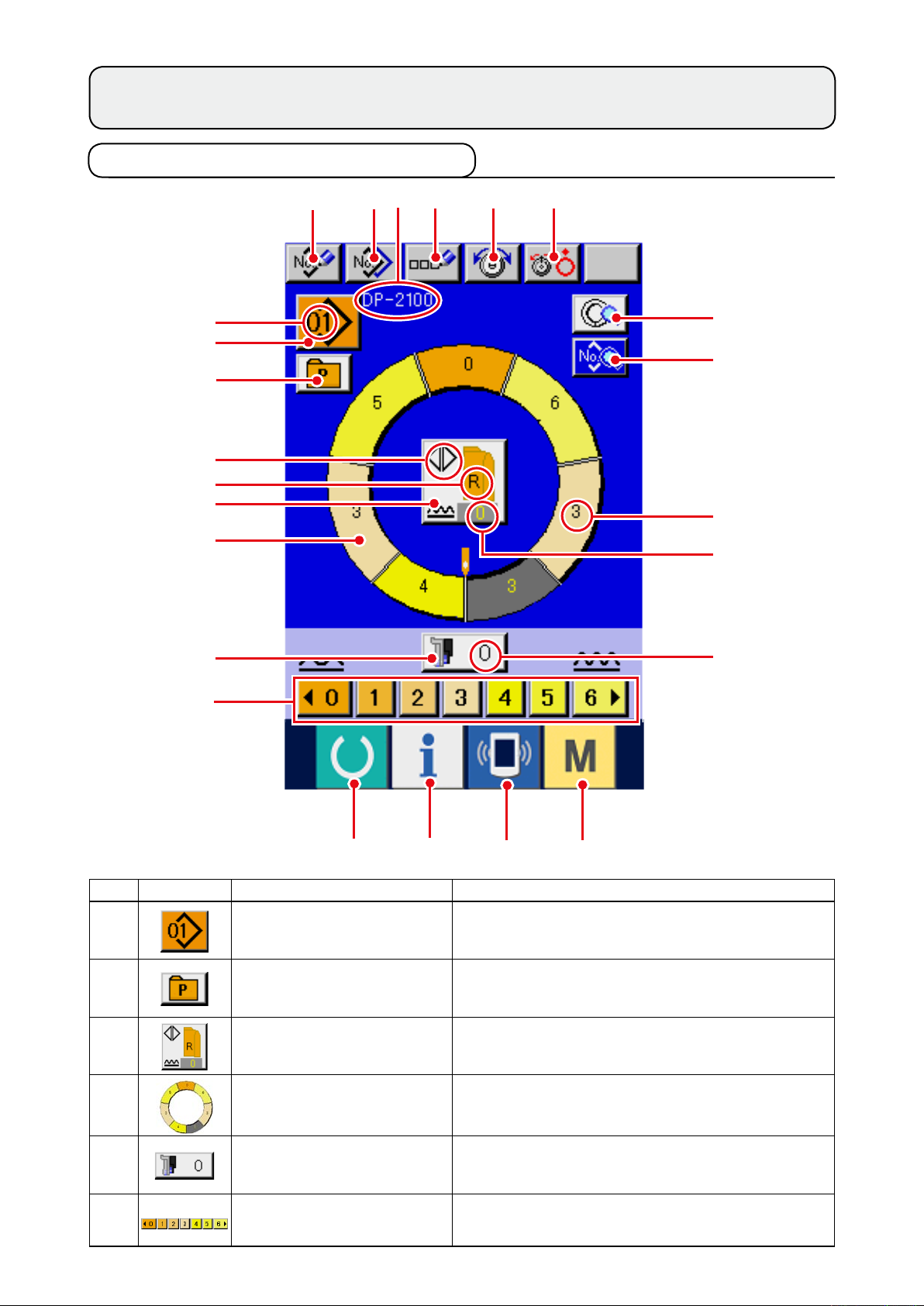
5-1 Schermo di immissione dei dati
A
1
2
B
C
3
4
8 97
G
!0 !1
!2
!3
D
F
5
6
!5 !6!4 !7
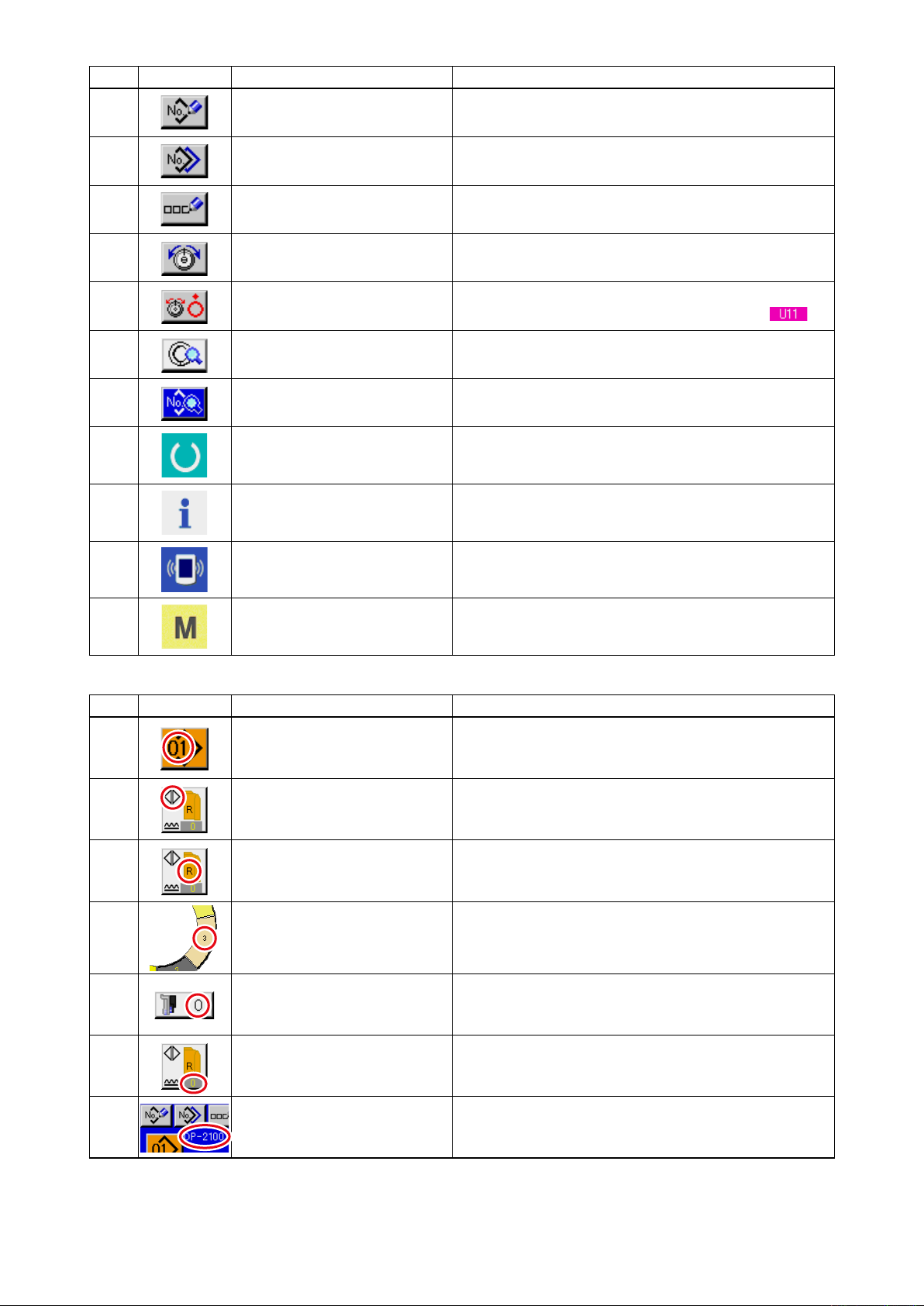
No. Bottone Nome del bottone Descrizione
1
2
3
4
Bottone PATTERN SELECTION
Bottone DIRECT SELECTION Quando il bottone viene premuto, lo schermo di lista dei
Bottone LEFT/RIGHT/
ALTERNATE SEWING
SELECTION
Bottone STEP SELECTION
Il No. di modello in corso di selezione al momento viene
visualizzato sul bottone e quando il bottone viene premuto, lo
schermo PATTERN NO. CHANGE viene visualizzato.
No. di modello che sono registrati nel bottone DIRECT
SELECTION viene visualizzato.
Il metodo di commutazione del programma (per manica
destra e manica sinistra) in corso di cucitura viene
selezionato.
Quando il bottone viene premuto, il passo diventa nello
stato di selezione.
E
5
6
Bottone SHIRRING AMOUNT
FOR AUXILIARY FEED
Bottone SHIRRING AMOUNT
Quando il bottone viene premuto, lo schermo di modica
della quantità di arricciatura per il trasporto ausiliario
viene visualizzato.
Quando il bottone viene premuto, la quantità di arricciatura del
passo in corso di selezione viene modicata.
–
–
15
–
16
–
No. Bottone Nome del bottone Descrizione
7
Bottone PATTERN NEW
REGISTER
Quando il bottone viene premuto, lo schermo di
registrazione nuova del No. di modello viene visualizzato.
8
9
!0
!1
!2
!3
!4
!5
!6
Bottone PATTERN COPY Quando il bottone viene premuto, lo schermo di copia dei
dati di cucitura viene visualizzato.
Bottone LETTER INPUT Quando il bottone viene premuto, lo schermo di
immissione della lettera viene visualizzato.
Bottone NEEDLE THREAD
TENSION SETTING
Bottone DISK RISE
Bottone STEP DETAILS
Bottone SEWING DATA
DISPLAY
Tasto READY La commutazione tra lo schermo di immissione dei dati e
Tasto INFORMATION La commutazione tra lo schermo di immissione dei dati e
Tasto COMMUNICATION La commutazione tra lo schermo di immissione dei dati e
Quando il bottone viene premuto, lo schermo di modica
della tensione del lo dell’ago viene visualizzato.
Quando il bottone viene premuto, il disco di tensione del lo No. 1 si solleva.
(Spegnere la tensione di base durante l’attesa di .)
Quando il bottone viene premuto, la lista dei dati di cucitura
corrispondenti al passo in corso di selezione viene visualizzata.
La lista dei dati di cucitura corrispondenti al No. di
modello in corso di selezione viene visualizzata.
lo schermo di cucitura viene effettuata.
lo schermo di informazione viene effettuata.
lo schermo di comunicazione viene effettuata.
!7
Simbolo
A
B
C
D
E
F
Tasto MODE La commutazione tra lo schermo di immissione dei dati
e lo schermo di commutazione del modo per eseguire l’
impostazione dei vari dettagli viene effettuata.
Display Nome del display Descrizione
Display PATTERN NO. Il No. di modello viene visualizzato.
Display ALTERNATE SEWING
Display LEFT/RIGHT SLEEVE
Display SHIRRING AMOUNT La quantità di arricciatura viene visualizzata.
Display SHIRRING AMOUNT
FOR AUXILIARY FEED
Display SHIRRING AMOUNT
INCREASE/DECREASE SET
VALUE
Questo viene visualizzato quando la cucitura alternata è
selezionata.
Display R : Il programma per manica destra viene chiamato.
Display L : Il programma per manica sinistra viene chiamato.
La quantità di arricciatura del trasporto ausiliario viene
visualizzata.
Il valore di impostazione dell’aumento/diminuzione della
quantità di arricciatura viene visualizzato.
G
Display PATTERN NAME Il nome del modello viene visualizzato.
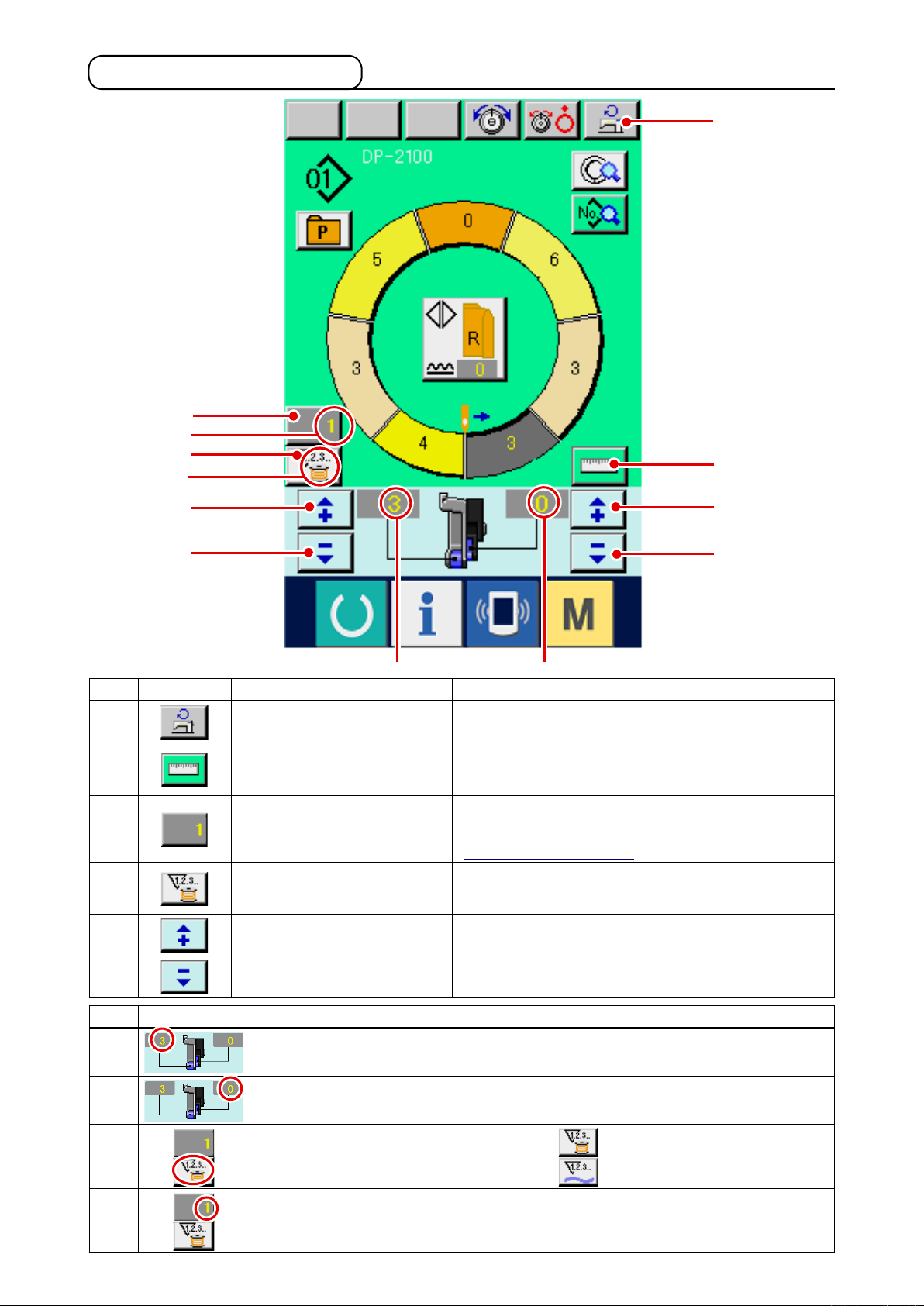
5-2 Schermo di cucitura
@0
K
@1
J
!8
!9
@2
@3
H
No. Bottone Nome del bottone Descrizione
!8
!9
@0
@1
@2
@3
Bottone MAX. SEWING SPEED
SETTING
Bottone MEASURE
Bottone COUNTER SETTING
Bottone COUNTER SELECTION
Bottone “+” Quando il bottone viene premuto, il numerale viene au-
Bottone “–” Quando il bottone viene premuto, il numerale viene dimi-
Quando il bottone viene premuto, lo schermo di impostazione
della velocità di cucitura max. viene visualizzato.
Quando il bottone viene premuto, la lunghezza di ciascun passo
viene misurata durante la cucitura e viene riessa alla forma di
visualizzazione dell’icona del bottone di selezione del passo.
Quando il bottone viene premuto, lo schermo di impostazione
del contatore della bobina/No. di pezzi viene visualizzato.
Questo schermo viene visualizzato quando si imposta a
“
11. USO DEL CONTATORE”
Quando il bottone viene premuto, il contatore della bobina/No. di pezzi viene commutato.
visualizzato quando si imposta a
mentato.
nuito.
I
.
“
11. USO DEL CONTATORE”
@2
@3
Questo schermo viene
.
Simbolo
H
I
J
K
Display Nome del display Descrizione
Display SHIRRING AMOUNT La quantità di arricciatura viene visualizzata.
Display SHIRRING AMOUNT
FOR AUXILIARY FEED
Display COUNTER
Display COUNTER SET VALUE Il valore di impostazione del contatore viene visualiz-
La quantità di arricciatura del trasporto ausiliario viene
visualizzata.
: Questo viene visualizzato quando
il contatore della bobina è usato.
: Questo viene visualizzato quando il
contatore del No. di pezzi è usato.
–
17
Display
Display
zato.
–
–
18
–
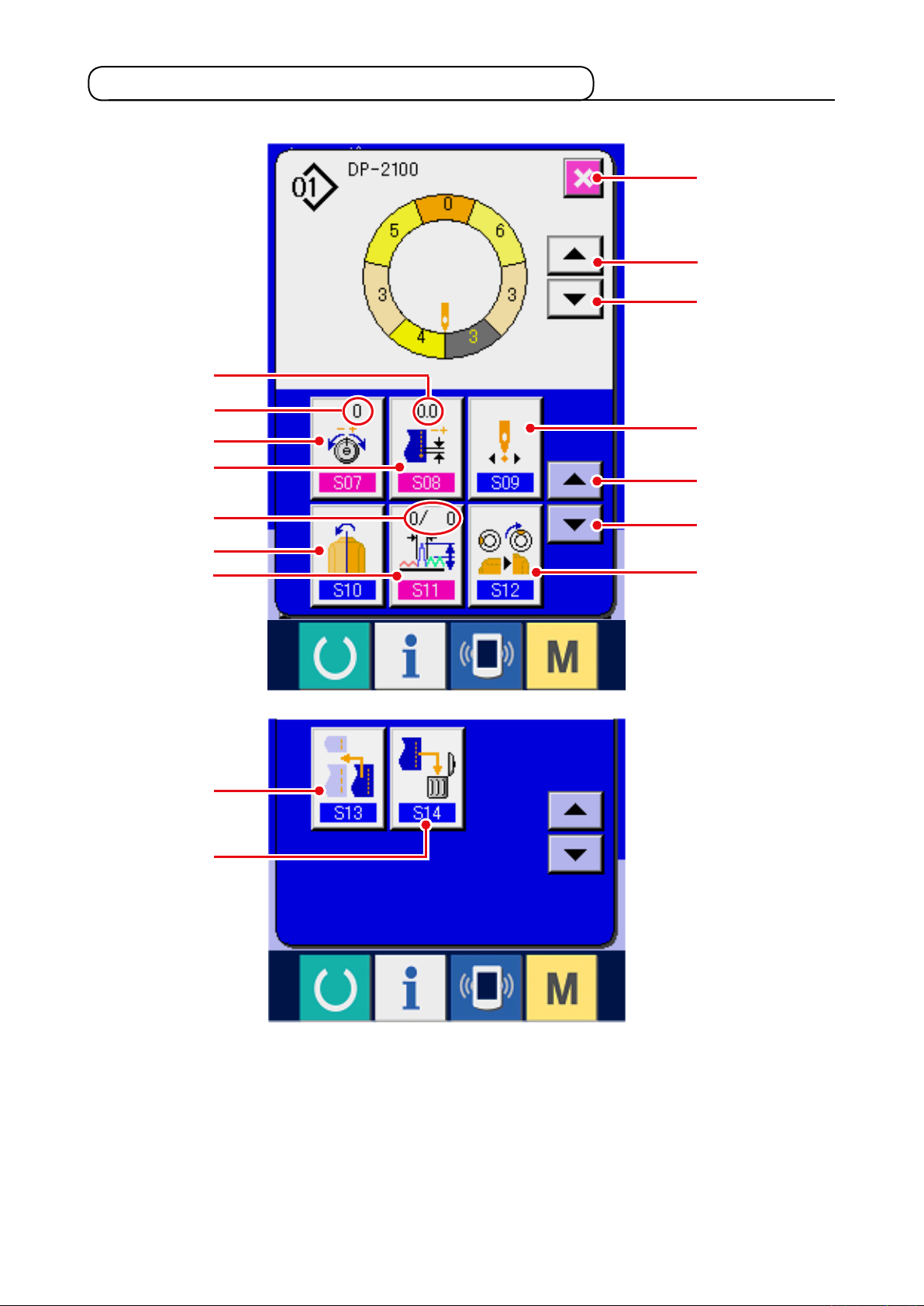
5-3 Schermo di immissione dei dati di dettagli
M
L
@7
@2
@3
@4
@9
@8
N
#0
#1
#3
#4
@5
@6
#2
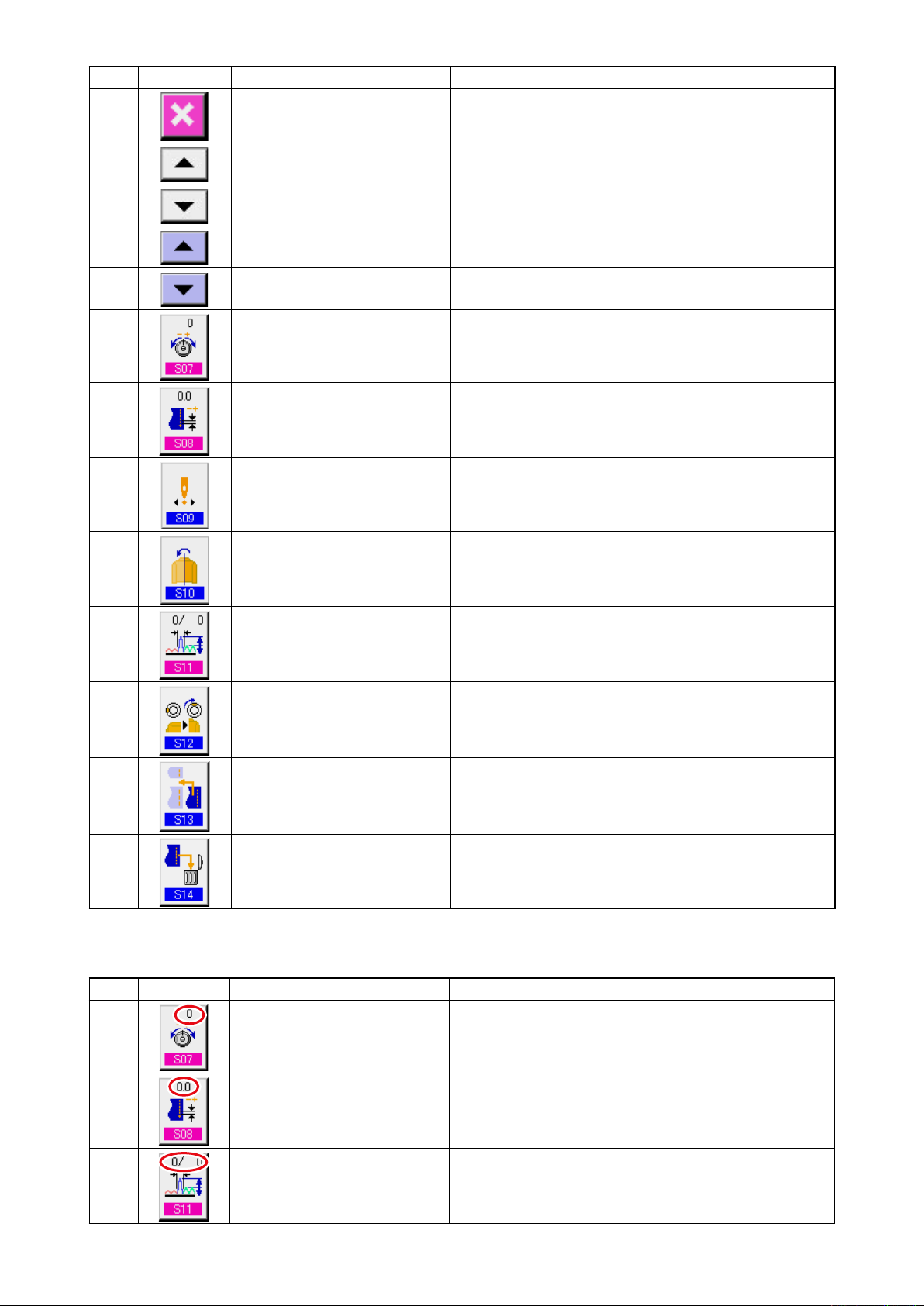
No. Bottone Nome del bottone Descrizione
@2
Bottone CANCEL Quando il bottone viene premuto, il bottone di dettagli del
passo viene visualizzato.
@3
@4
@5
@6
@7
@8
@9
#0
Bottone STEP FEED
Bottone STEP FEED Quando il bottone viene premuto, il passo selezionato
Bottone DETAILS SELECTION
SCREEN FEED
Bottone DETAILS SELECTION
SCREEN RETURN
Bottone COMPENSATION
THREAD TENSION SETTING
Bottone COMPENSATION
PITCH SETTING
Bottone START POSITION
CHANGE
Bottone MIRRORING
Quando il bottone viene premuto, il passo selezionato
avanza di uno.
ritorna di uno.
Quando il bottone viene premuto, lo schermo di selezione
dei dettagli scorre in avanti.
Quando il bottone viene premuto, lo schermo di selezione
dei dettagli scorre indietro.
Quando il bottone viene premuto, lo schermo di
impostazione della tensione del lo compensativa viene
visualizzato.
Quando il bottone viene premuto, lo schermo di
impostazione del passo del punto compensativo viene
visualizzato.
Quando il bottone viene premuto, lo schermo di modica
della posizione di partenza viene visualizzato.
Quando il bottone viene premuto, lo schermo di
rispecchiamento viene visualizzato.
#1
#2
#3
#4
Simbolo
L
Bottone COMPENSATION
SHIRRING AMOUNT SETTING
Bottone TOP NOTCH
POSITION CHANGE
Bottone STEP ADDITION Quando il bottone viene premuto, lo schermo di
Bottone STEP DELETION Quando il bottone viene premuto, lo schermo di
Display Nome del display Descrizione
Display COMPENSATION
THREAD TENSION
Quando il bottone viene premuto, lo schermo di
impostazione della quantità di arricciatura compensativa
viene visualizzato.
Quando il bottone viene premuto, lo schermo di
cambiamento della posizione della prima tacca viene
visualizzato.
impostazione dell’addizione del passo viene visualizzato.
cancellazione del passo viene visualizzato.
Il valore di impostazione della tensione del lo
compensativa viene visualizzato.
M
N
Display COMPENSATION
PITCH
Display COMPENSATION
SHIRRING AMOUNT
Il valore di impostazione del passo del punto
compensativo viene visualizzato.
Il valore di impostazione della quantità di arricciatura
compensativa viene visualizzato.
–
–
19
–
20
–
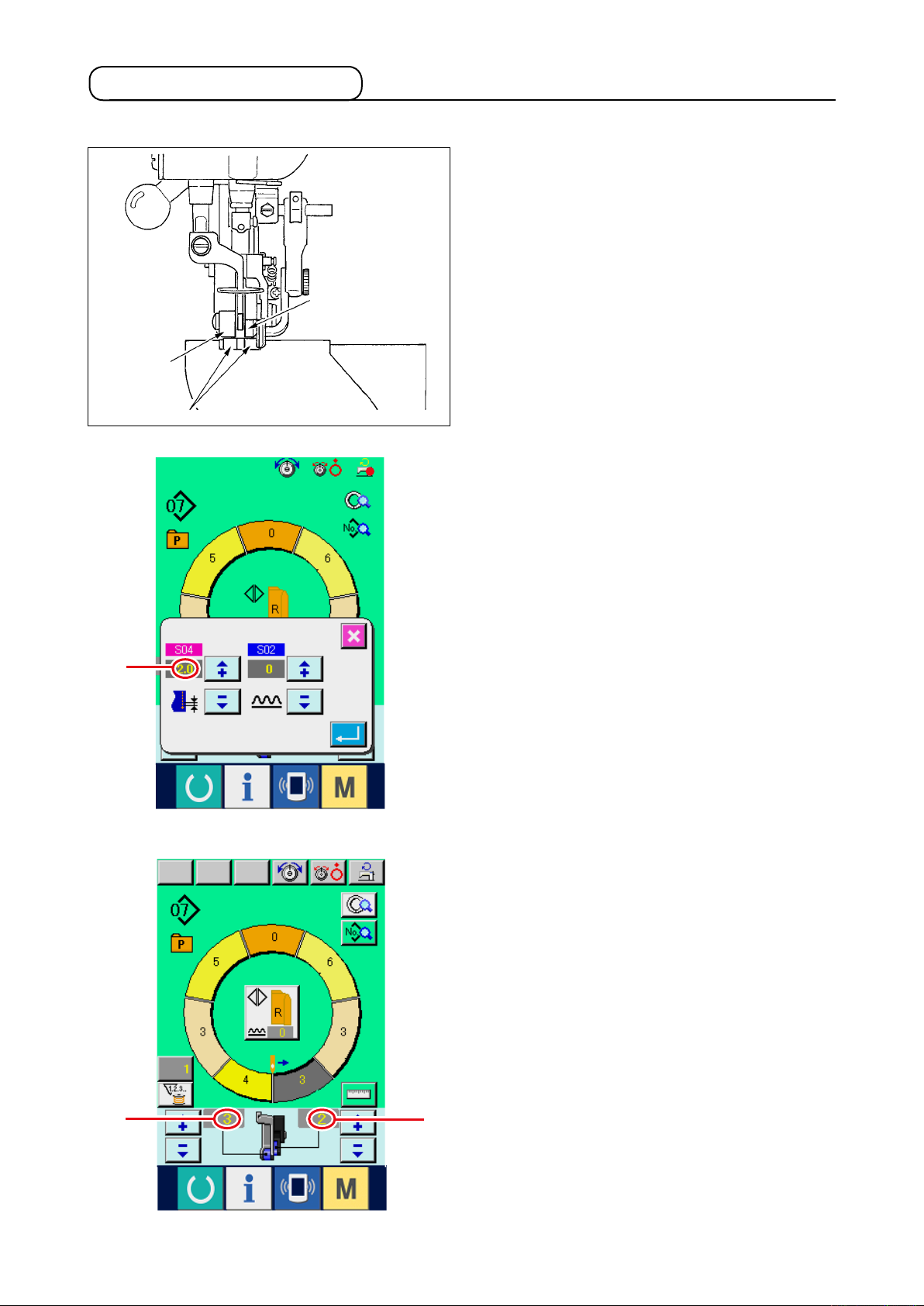
5-4 Quantità di trasporto
La spiegazione è data per la quantità di trasporto della macchina per cucire.
La quantità di trasporto sul funzionamento consiste
nei tre generi di quantità di trasporto, quantità di
trasporto inferiore (passo), quantità di trasporto principale (passo + quantità di arricciatura) e quantità di
trasporto ausiliario (passo + quantità di arricciatura+
quantità di arricciatura per il trasporto ausiliario).
3
In caso di A, quando il passo (S04) è impostato su
2
1
A
2,0, la cinghia di trasporto inferiore 1 si sposta di
2,0 mm per rotazione della macchina per cucire (1
punto).
In caso di B, quando la quantità di arricciatura è impostata su 3, la cinghia di trasporto principale 2 si
sposta di 2,3 mm per rotazione della macchina per
cucire (1 punto).
Questo significa che il valore di impostazione “1”
della quantità di arricciatura (trasporto principale) è
in passi di 0,1 mm e quando il valore di impostazione è convertito a mm, 3 x 0,1 = 0,3 mm è calcolato.
Questo valore è aggiunto al passo (trasporto inferiore) e il valore totale diventa la quantità di spostamento della cinghia di trasporto principlale.
Schermo di impostazione del passo
B C
Schermo di cucitura
Quantità di trasporto principale = passo + quantità di
arricciatura
2,3 mm = 2,0 mm + 0,3 mm
In caso di C, quando la quantità di arricciatura per
il trasporto ausiliario è impostata su 2, la cinghia di
trasporto ausiliario 3 si sposta di 2,5 mm per rotazione della macchina per cucire (1 punto).
Questo significa che il valore di impostazione “1”
della quantità di arricciatura per il trasporto ausiliario
(trasporto ausiliario) è in passi di 0,1 mm e quando
il valore di impostazione è convertito a mm, 2 x 0,1
= 0,2 mm è calcolato. Questo valore è aggiunto alla
quantità di trasporto principale e il valore totale diventa la quantità di spostamento della cinghia ausiliaria.
Quantità di trasporto ausiliario = quantità di trasporto principale + quantità di arricciatura per il trasporto ausiliario
2,5 mm = 2,3 mm + 0,2 mm
5-5 Funzionamento di base della macchina per cucire
(1) Preparare i materiali.
Preparare maniche destra e sinistra, e capo di vestiario.
(2) Accendere la macchina.
1) Accendere l’interruttore dell’alimentazione.
2) Lo schermo di immissione dei dati viene visualizzato dopo la visualizzazione dello schermo iniziale.
L’alzapiedino automatico non lavora nché lo schermo si sposti allo schermo di
cucitura o allo schermo di creazione nuova. Dopo che esso ha lavorato, esso lavora
in tutti gli schermi. Perciò, fare attenzione.
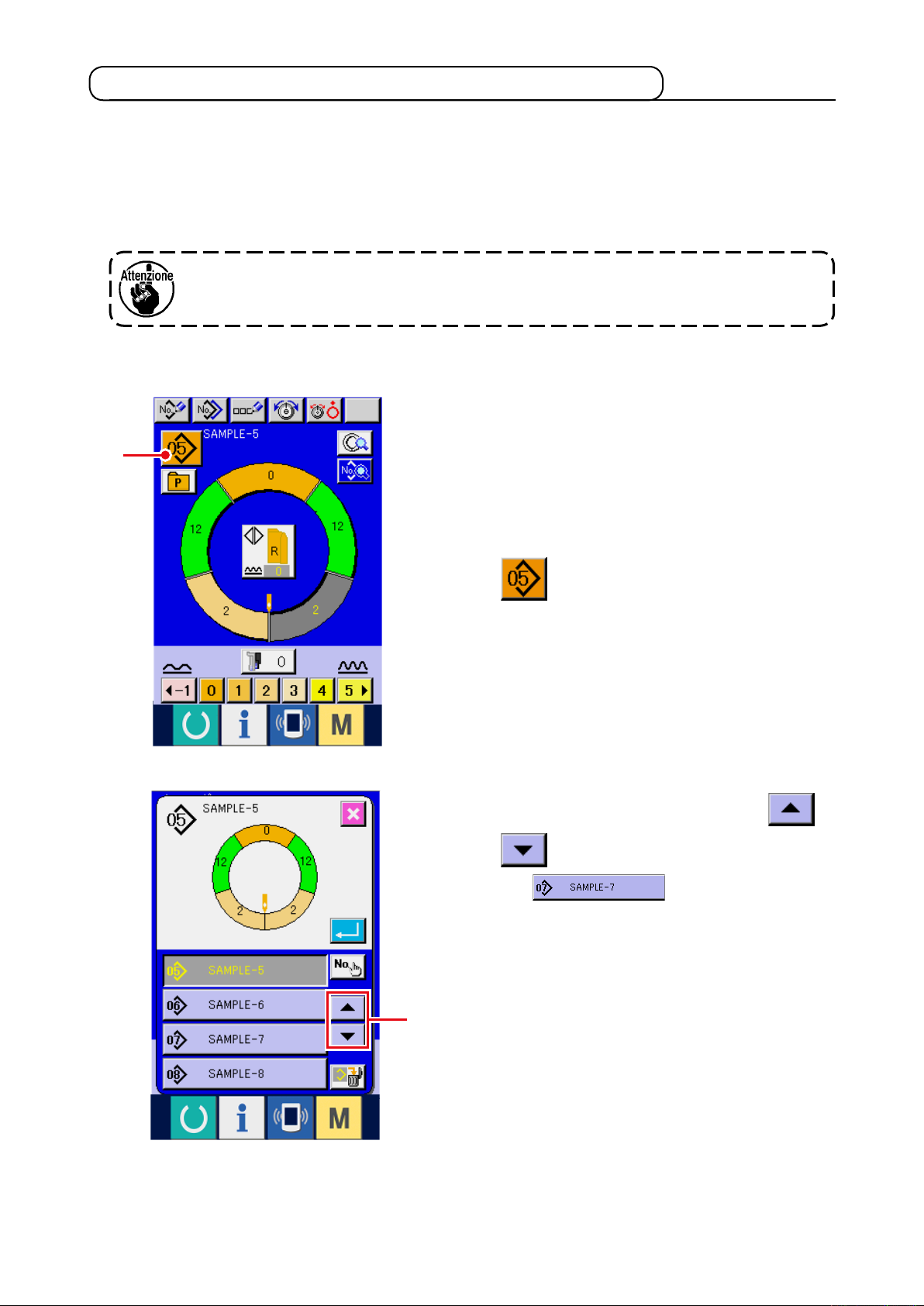
(3) Chiamare il modello <Selezione del No. di modello>
Due programmi (per manica destra e manica
sinistra) sono contenuti in un modello. Inoltre, i
1
rispettivi programmi consistono di passo singolo o
passi plurali (i dati di cucitura tra le rispettive tacche
sono memorizzati).
1) Premere il bottone PATTERN SELECTION
.
1
2) Premere i bottoni UP/DOWN SCROLL
2 per visualizzare il bottone PATTERN
NO. del modello che si
desidera chiamare.
2
–
21
–
–
22
–
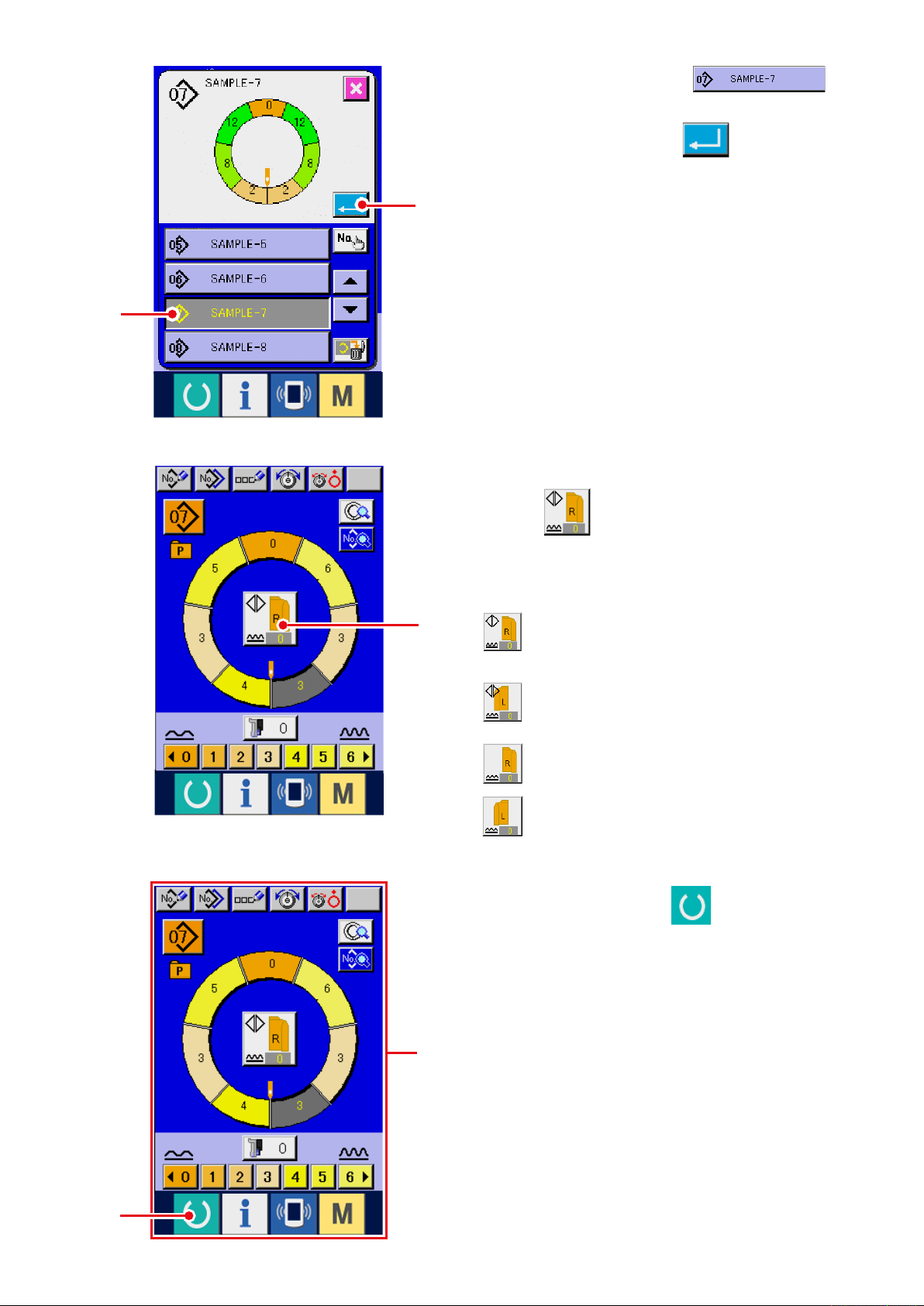
3) Premere il bottone SAMPLE
.
3
4) Premere il bottone ENTER
4
3
4
.
(4) Selezionare la cucitura alternata sinistra/destra. <Selezione della cucitura alternata sinistra/destra>
Premere il bottone LEFT/RIGHT ALTERNATE
SEWING 5 per selezionare il metodo di
commutazione del programma (per manica destra e
manica sinistra).
(5) Eseguire la cucitura.
5
Cucitura alternata, destra : Cucitura
1) Premere il tasto READY
2) Il display viene commutato dallo Schermo di
A
alternata sinistra/destra che comincia dalla
manica destra
Cucitura alternata, sinistra : Cucitura
alternata sinistra/destra che comincia dalla
manica sinistra
Soltanto la manica destra : Soltanto la
cucitura della manica destra
Soltanto la manica sinistra : Soltanto la
cucitura della manica sinistra
.
6
immissione dei dati A allo schermo di cucitura B.
6
B
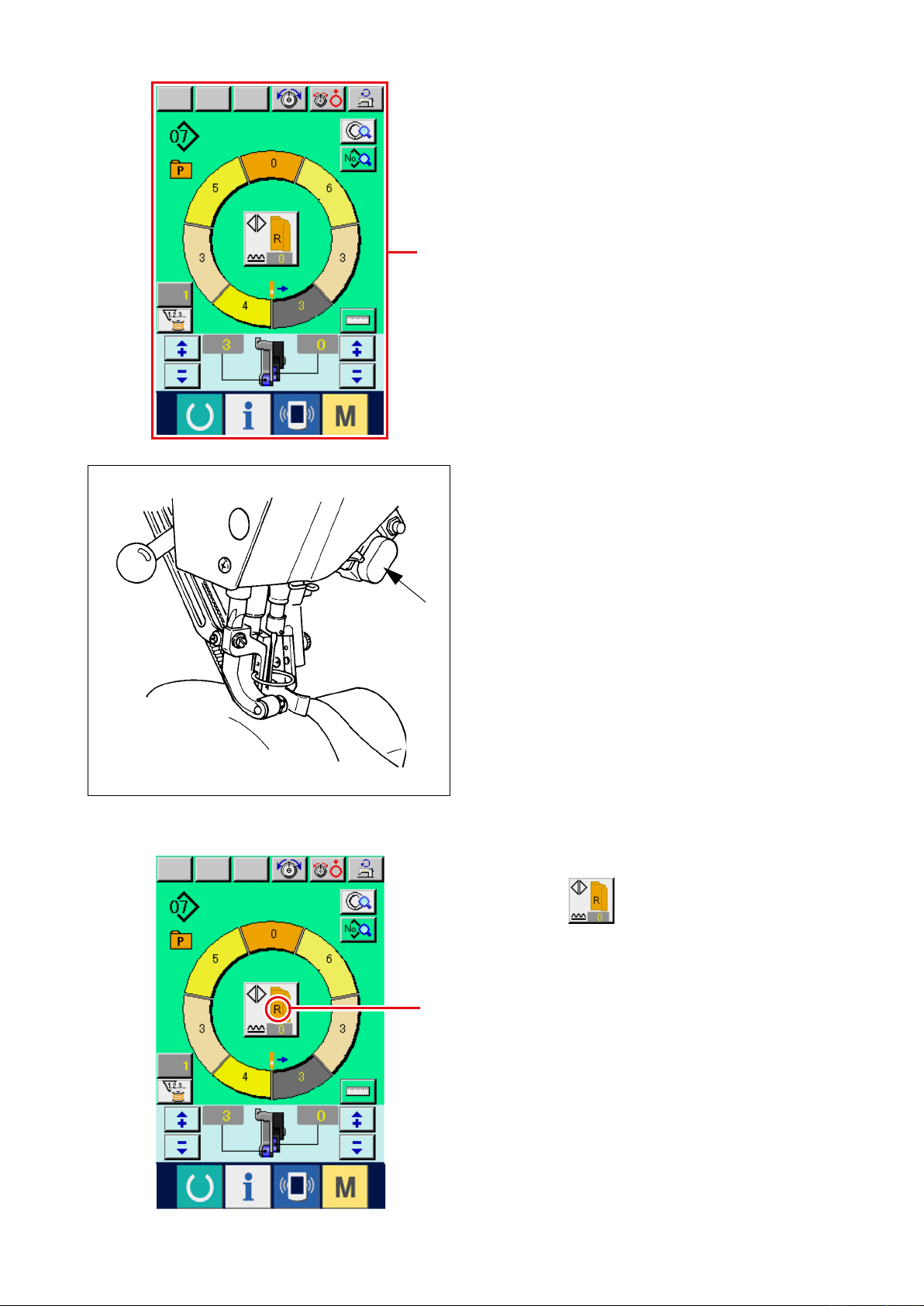
3) Posizionare maniche e capo di vestiario alla
macchina per cucire.
* Quando si imposta temporaneamente la quantità
di arricciatura a “0” durante la cucitura, premere l’
interruttore SHIRRING RELEASE C.
C
Quando l’intterruttore viene premuto, il LED
si illumina e la quantità di arricciatura viene
impostata a “0”. Quando l’interruttore viene
premuto due volte, il LED si spegne e la quantità
di arricciatura ritorna alla quantità di arricciatura
del passo selezionato.
1
4) Controllare il bottone LEFT/RIGHT ALTERNATE
SEWING 1 se i materiali posizionati
corrispondono al programma chiamato (per
manica destra/manica sinistra) o meno.
5) Cominciare la cucitura.
6) Quando la cucitura è eseguita no alla prossima
tacca, arrestare la macchina per cucire una
volta.
–
–
23
–
24
–
7
A
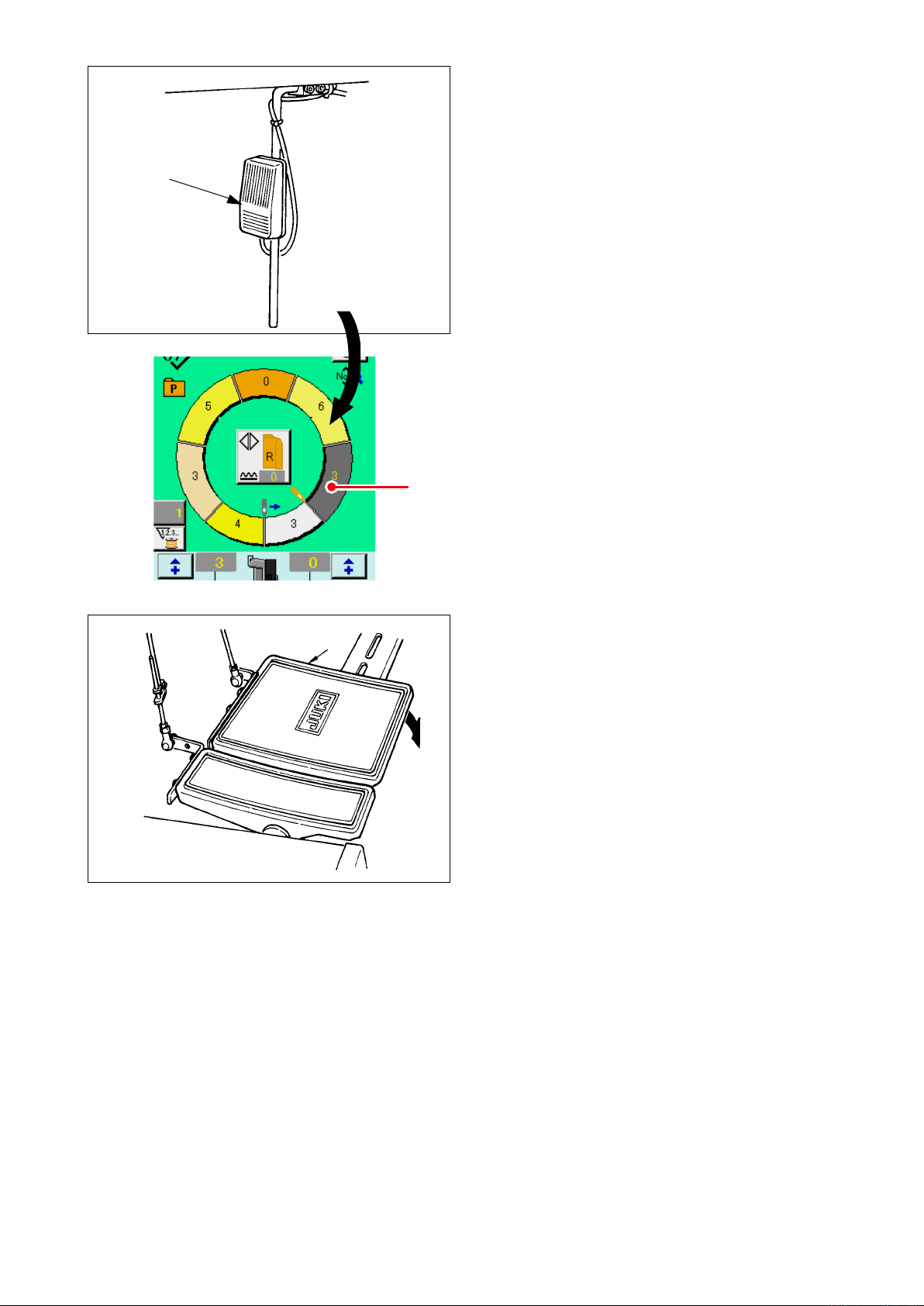
7) Premere una volta l’interruttore a ginocchio
passo del programma avanza di uno (
).
A
8) Ripetere le procedure da 5) a 7) no alla ne
della cucitura.
7
. Il
8
9) Effettuare il taglio del lo con il pedale 8.
 Loading...
Loading...