

Page 1
APW-896N/IP-420
使用说明书
*「CompactFlash(TM)」是美国 SanDisk 公司的注册商标。
Page 2

目 录
I. 运转前的注意事项............................................................1
II. 各部的名称.................................................................2
III. 规格......................................................................3
1. 机器规格 ................................................................................3
2. 电气规格 ................................................................................3
IV. 安装.......................................................................4
1. 包装材料的拆卸 ..........................................................................4
2. 固定主机 ................................................................................4
3. 连接脚踏板 ..............................................................................5
4. 压缩空气连接器的连接 ....................................................................5
5. 电源插头的连接 ..........................................................................6
6. 线架的组装和往主机的安装 ................................................................7
7. SP-46N( 夹杆堆积器 ) 的安装(选项 货号 : 40149301) .......................................8
8. SP-47N( 辊式堆积器 ) 的安装(选项 货号 : 40149302) .......................................9
9. 机头固定板的拆卸 .......................................................................10
10. 辅助机台的安装 .........................................................................10
11. 操作盘 IP-420 的安装 ....................................................................10
12. 往油槽加油 .............................................................................11
13. SA-120N( 芯布供给装置 ) 的安装(选项 货号 : 40149798) ...................................12
14. SA-120N( 芯布供给装置 ) 的调整(选项 货号 : 40149798) ...................................13
V. 缝纫机的准备...............................................................14
1. 缝纫机机头的使用 .......................................................................14
(1) 机针的安装方法 ......................................................................14
(2) 使用机线 ............................................................................14
(3) 上线的穿线方法 ......................................................................15
2. 缝制机台的拆卸方法 .....................................................................16
(1) 更换底线时 ..........................................................................16
(2) 卸下了缝制机台后的注意事项 ..........................................................17
3. 底线的卷绕方法 .........................................................................18
4. 梭壳的穿线方法 .........................................................................19
5. 梭壳的安装 .............................................................................19
6. 线张力器的取下方法 .....................................................................20
7. 缝制布料的安放 .........................................................................21
8. 布料导向器的调整 .......................................................................21
VI. 操作盘的使用方法..........................................................22
1. 前言 ...................................................................................22
2. 操作盘(IP-420)的基本操作 .............................................................25
(1) IP-420 各部的名称 ...................................................................25
(2) 通用的按钮 ..........................................................................26
(3) 基本操作 ............................................................................26
3. 基本画面的说明 .........................................................................29
(1) 输入画面 ( 单独缝制模式 ) ............................................................29
(2) 缝制画面 ( 单独缝制模式 ) ............................................................30
(3) 输入画面 ( 交替缝制模式 ) ............................................................31
i
Page 3

(4) 缝制画面 ( 交替缝制模式 ) ............................................................32
(5) 输入画面 ( 循环缝制模式 ) ...........................................................33
(6) 缝制画面 ( 循环缝制模式 ) ............................................................34
4. 使用计数器时 ...........................................................................35
(1) 计数器的设定方法 ....................................................................35
(2) 计数的解除方法 ......................................................................38
(3) 变更缝制中的计数器值的方法 ..........................................................38
5. 使用底线残量调整计数器时 ...............................................................39
(1) 底线残量调整计数器的设定方法 ........................................................39
(2) 解除底线残量调整计数器的计数的方法 ..................................................41
6. 变更缝制模式时 .........................................................................42
7. 使用缝制图案时 .........................................................................43
(1) 选择图案时 ..........................................................................43
(2) 新编制图案时 ........................................................................44
(3) 复制图案时 ..........................................................................45
(4) 删除图案时 ..........................................................................47
(5) 给图案起名称 ........................................................................48
(6) 循环缝制数据的编辑方法 ..............................................................49
8. 变更缝制数据时 .........................................................................51
(1) 缝制数据的变更方法 ..................................................................51
(2) 缝制数据一览 ........................................................................52
(3) 交替缝制的缝制数据上下复制功能 ......................................................63
9. 变更存储器开关数据时 ...................................................................65
(1) 存储器开关数据的变更方法 ............................................................65
(2) 存储器开关数据一览 ..................................................................66
10. 设定选购项时 ...........................................................................74
(1) 选购项设定的变更方法 ................................................................74
(2) 设定选购品一览 ......................................................................75
11. 变更装置设定时 .........................................................................76
(1) 装置设定的变更方法 ..................................................................76
(2) 装置设定一览 ........................................................................77
12. 管理踏板操作时 .........................................................................78
(1) 选择管理数据使用的方法 ..............................................................78
(2) 管理踏板操作数据 ....................................................................79
13. 管理数据输入画面时 .....................................................................81
14. 设定缝制画面的管理 .....................................................................83
15. 使用信息时 .............................................................................85
(1) 看维修检查信息时 ....................................................................86
(2) 警告的解除方法 ......................................................................87
(3) 看生产管理信息时 ....................................................................88
(4) 设定生产管理信息时 ..................................................................90
(5) 看运转测定信息时 ....................................................................92
16. 使用通讯功能时 .........................................................................94
(1) 关于可以使用的数据 ..................................................................94
(2) 使用媒体进行通讯时 ..................................................................94
(3) 使用 USB 进行通信时 ..................................................................94
(4) 装入数据时 ..........................................................................95
(5) 将复数个数据一起写入时 ..............................................................96
17. 进行媒体的格式化时 .....................................................................98
ii
Page 4

VII. 维修.....................................................................99
1. 检查 ...................................................................................99
(1) 压缩空气装置的维修检查 ..............................................................99
(2) 有关缝纫机的维修检查 ................................................................99
(3) 关于旋梭废油 .......................................................................100
(4) 关于旋梭轴座的清扫 .................................................................100
2. 标记光 ................................................................................101
(1) 固定标记(标准) ....................................................................101
(2) 移动标记(选项) ....................................................................101
(3) 标记光照射位置的调整 ...............................................................102
3. 向规定部位补充润滑脂 ..................................................................103
4. 关于更换消磨零件 ......................................................................106
5. 缝纫机的放倒方法 ......................................................................107
6. 气簧的大致更换时期 ....................................................................108
7. 双开⇔单开更换方法 ....................................................................109
(1) 双开⇔单开更换方法 .................................................................109
(2) 衣片夹位置的微调整 .................................................................109
(3) 滚边器的更换 .......................................................................110
8. 关于角刀的调整 ........................................................................111
(1) 角刀单元 ...........................................................................111
(2) 角刀的调整 .........................................................................112
(3) 角刀调整功能画面 ...................................................................113
(4) 角刀动作位置的设定方法 .............................................................115
(5) 角刀动作位置设定的特点 .............................................................116
(6) 偏差量的设定 .......................................................................118
9. 关于中心刀 ............................................................................119
(1) 中心刀动作位置的设定方法 ...........................................................119
(2) 中心刀动作位置设定的特点 ...........................................................120
10. 袋盖检测用传感器位置的调整 ............................................................122
11. 底线残量检测故障的原因和对策 ..........................................................123
12. 脚踏板的调整方法 ......................................................................124
13. 错误代码一览 ..........................................................................126
14. 输入号码表 ............................................................................138
iii
Page 5

I. 运转前的注意事项
运转前和每日开始工作前,请一定确认以下项目。
1. 请确认是否向缝纫机加入了规定量的缝纫机油。
2. 在没有向旋梭加油部加入机油的状态,请绝对不要运转缝纫机。
3. 请确认空气压力表的读数是否为 0.5MPa。
※ ( 特别是中午午休等停止了空气压缩机后,请一定进行确认。)
空气压力在规定值以下时,有发生零件碰撞等危险,请加以注意。
4. 请确认缝纫机的上线、底线是否需要补充。
5. 打开电源开关开始缝制时,请一定进行试缝之后再正式缝制产品。
6. 为了防止底线残量检测光纤传感器检测不良,请每日用气枪清扫 1 次以上旋梭周围的线屑。
7. 为了防止袋盖检测不良,请每日用气枪清扫 1 次以上折入板反射带上的垃圾。
− 1 −
Page 6
II. 各部的名称
E
F
C
B
D
K
G
I
J
H
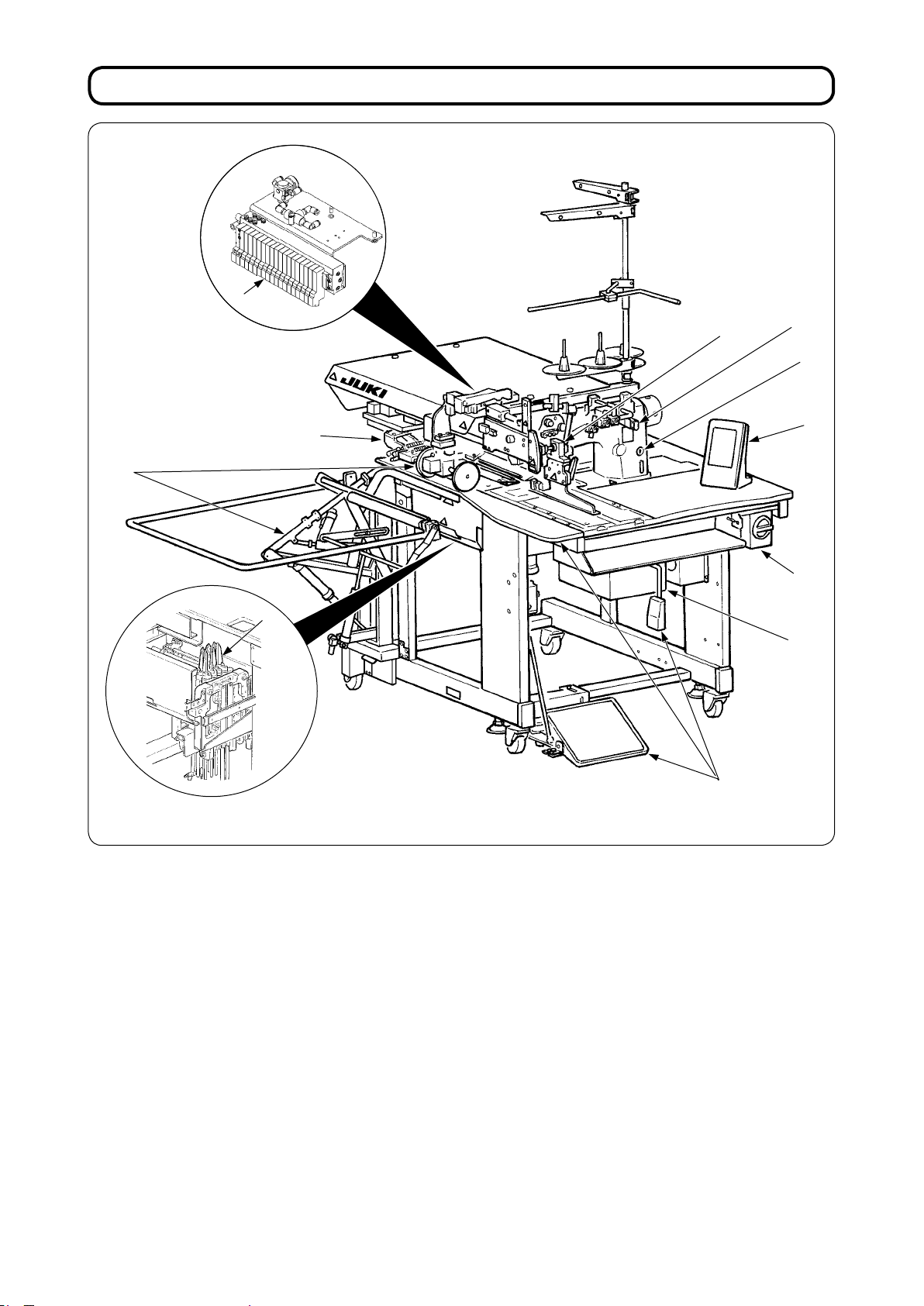
本缝纫机由以下 11 个部分构成,
主机构造机构部 ( 主机机架、缝制机台、各种护罩、脚踏开关等 )
A
大压脚装置、缝制送料部
B
角切刀装置部
C
滚边器装置部 ( 滚边器机构和滚边器驱动机构等 )
D
空气控制机器部 ( 空气压缩机和空气配管等 )
E
堆积器装置部 ( 选购品 )
F
缝纫机部
G
控制装置 ( 控制盘 )
H
操作盘部
I
电源开关(兼用紧急停止开关)
J
中途停止开关
K
只要把布料 ( 衣片、芯布、袋盖布等 ) 放到规定位置,脚踩踏板就可以自动地缝制袋盖。
另外,机器动作中,按了中途停止开关K之后,机器就停止。
A
− 2 −
Page 7
III. 规格
1. 机器规格
1 使用缝纫机 LH-896N 双针平缝带中切刀缝纫机
2 缝纫速度 最高 3,000sti/min
3 缝迹长度 平缝 : 2.0 - 3.4mm( 标准 2.5mm)
缩缝 : 0.5 - 1.5mm( 标准 1.0mm)
触键倒缝 : 0.5 - 3.0mm( 标准 2.0mm)
可以变换缩缝、触键倒缝。
4 开袋种类
5 袋口尺寸
( 袋盖长度 )
6 袋盖宽度 ( 针幅 ) 8、10、12、14、16、18、20mm
7 使用机针 风琴牌 DP × 17 # 14 - # 18( 标准# 16)
平型双袋、平行单袋
斜向双袋、斜向单袋
可以在最小 18mm ~最大 220mm 的范围内以 0.1mm 单位进行设定。
※ 平行袋盖 : 最小 47.5mm
※ 斜袋盖 : 随偏差量变化。
( 参考 ) 20mm 标尺,偏差 20mm,倒褶 7.5mm
→最小 67.5mm
*但是, 有 打褶装置时为 8、10、12mm
有 胸箱装置时为 8、10、12mm
有 带定长尺寸拉链缝钉装置时为 16、18、20mm
均有带袋盖和无袋盖
8 使用机线 缝纫机线 # 60( 推荐 )
9 使用选梭 全转动自动加油水平旋梭
10 挑线杆 滑动挑线杆
11 针杆行程 33.3mm
12 送布机构 脉冲马达驱动
13 控制 微电脑控制
14 安全功能 检测送布机构异常、断线检测等时自动停机
15 润滑油 JUKI New Defrix Oil No.1
16 使用空气压力 0.5MPa
17 空气消费量 约 40 Nℓ/min.
18 机器尺寸 宽 : 1,095mm (1,580mm…包括堆积器 )
长 : 1,500mm
高 : 1,165mm (1,800mm…包括线架 )
19 机器质量 238.5kg
2. 电气规格
1 记忆单独缝制图案数 99(1 ~ 99)
2 记忆交替缝制图案数 20(1 ~ 20)
3
记忆循环数 20(1 ~ 20)
4 输入电源 单相 220 - 240V 50/60Hz
三相 200 - 240V 50/60Hz( 选购品 380V)
电源电压变动 额定 ±10% 以内
5 消费电力 270VA
− 3 −
Page 8
IV. 安装
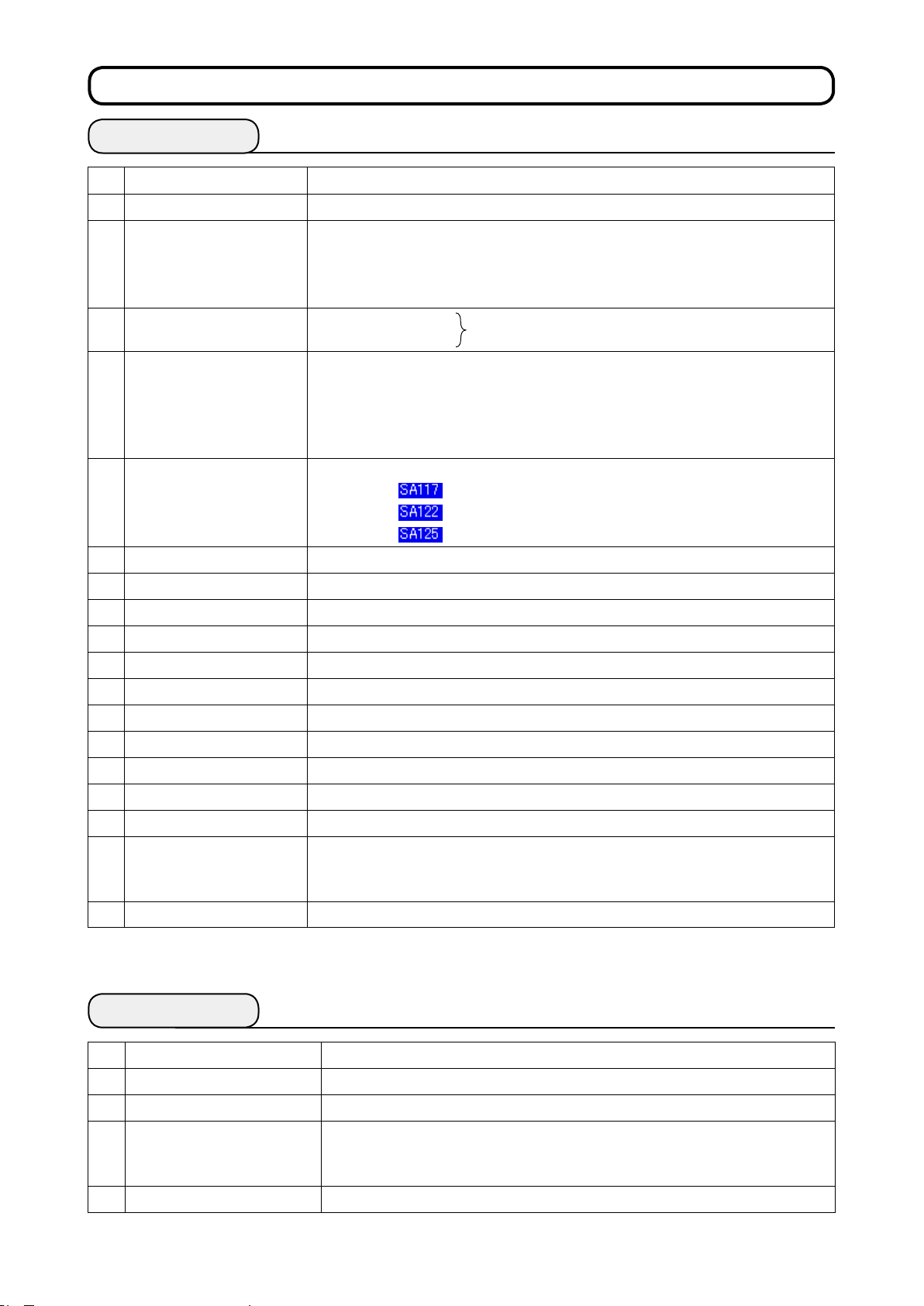
1. 包装材料的拆卸
请卸下上护罩,然后再取下固定大压脚
的绳子和包装材料。
请取下固定滚边器的绳子和包装材料。
请取下固定夹钳堆积器的绳子和包装。
木制机台
机架
请拉出角刀,取下固定装置的绳子。
抬机器时,请不要手持木制机台,而应手持机架。
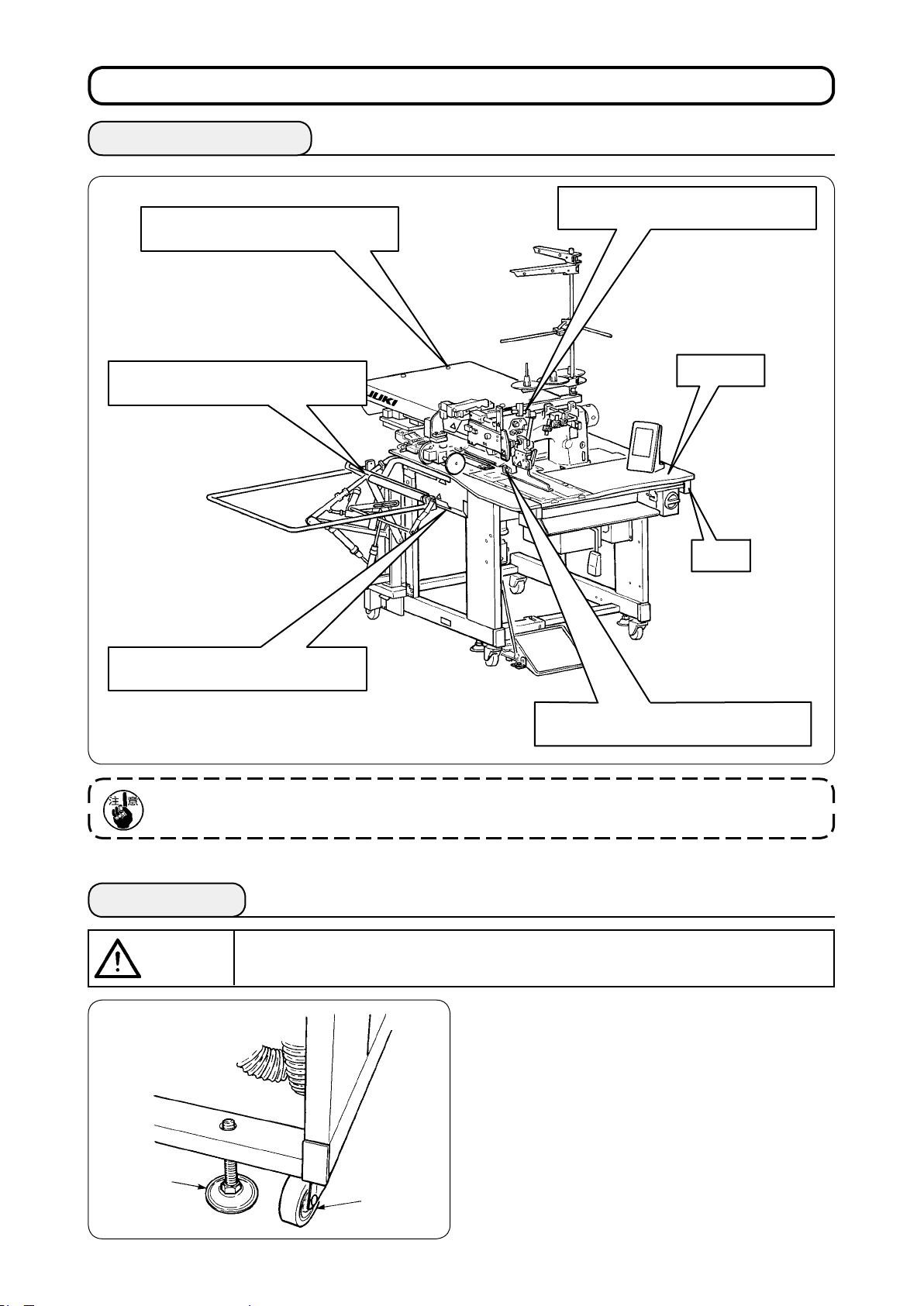
2. 固定主机
为了防止发生人身事故,将本机水平地移动到稳定的地点后,请放下脚轮❶横向的调
注意
节螺栓❷(4 处 ) 进行固定。
请切断固定针杆的扎线带,然后再取下来。
❷
❶
− 4 −
Page 9
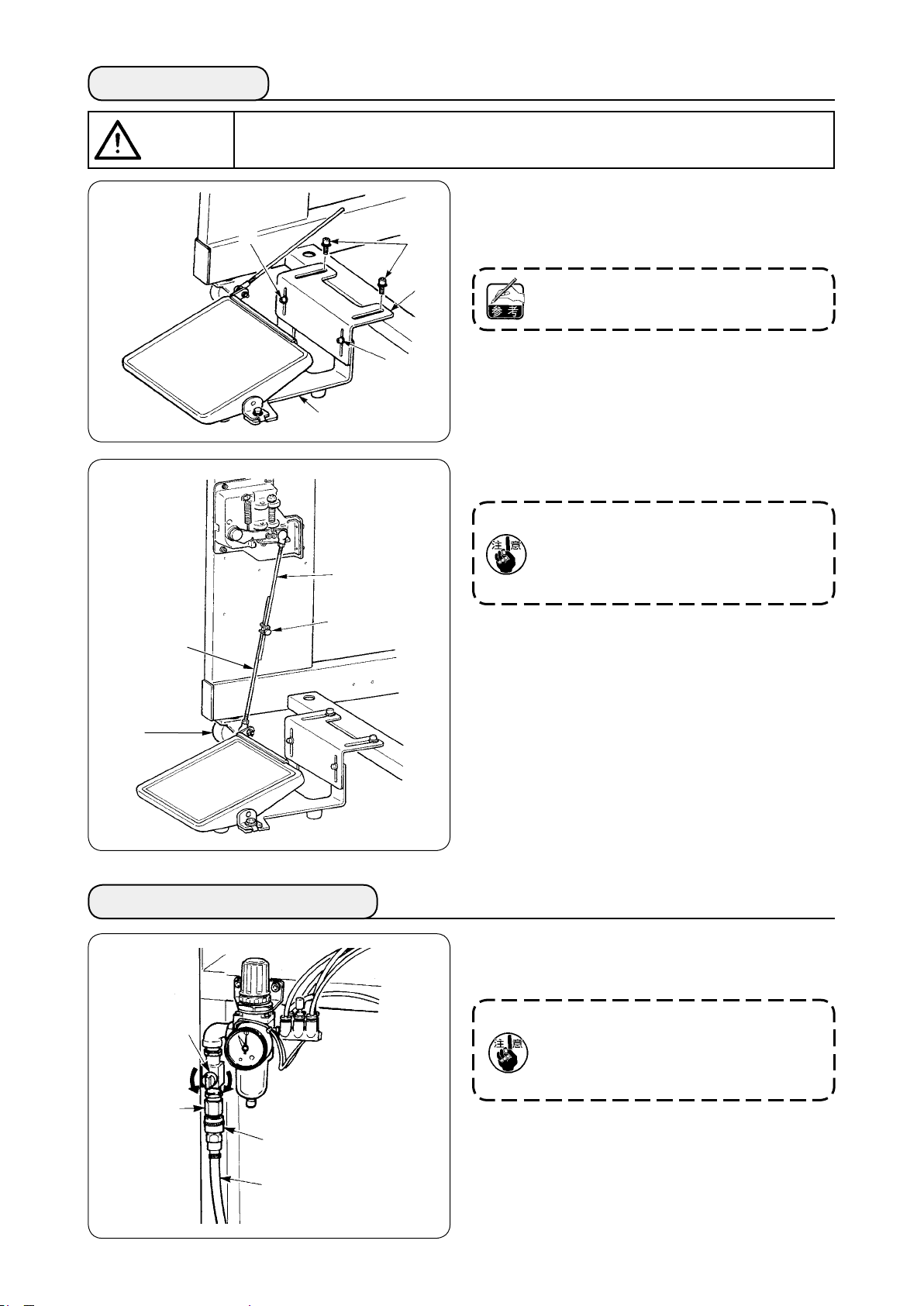
3. 连接脚踏板
注意
安装时,请注意不要让头碰到上面的机台。
用螺丝❷把踏板座安装到箱体。
①
❶
❷
B
❶
A
C
用 2 个螺丝❶连接踏板座A、B。
②
用固定螺丝❸连接连接杆。
③
1. 连接时,请不要在向下方拉传感器侧连
2. 安装时,请注意在踏板动作范围内踏板
踏板的位置可以在长孔范围进行任意的调
整。
接杆C的状态连接。
侧连接杆D和脚轮❹不要相碰。
❸
D
❹
4. 压缩空气连接器的连接
❶
❸
请把附属品里面的空气连接器A连接到空气软管
后,再连接到主机侧的连接器❸。
❷
· 请关闭空气栓❶进行了连接器A的连
接后,慢慢地打开空气栓❶,供给空气。
· 请确认调节器的压力表读数是否是
0.5MPa。
A
❷
− 5 −
Page 10
5. 电源插头的连接
为了防止漏电、超过绝缘耐压造成的事故,安装电源插头时,请让具有电气专门知识
注意
产品的规格不同电源的连接方法也不同。请根据电源规格进行连接。
单相 220 ~ 240V 规格的产品时
①
请把电源线的天蓝色和褐色的电线连接到电源端子 (AC220 ~ 240V),把黄 / 绿色电线连接到接地 ( 地
线 ) 端子。
三相 200 ~ 240V 规格的产品时
②
请把电源线的红色、白色和黑色电线连接到电源端子 (AC200 ~ 240V),把黄 / 绿色电线连接到接地 ( 地
线 ) 端子。
带选购品高压变压器的产品时 ( 带 SA-128)
③
请分别把电源线的黑色电线 (3 根 ) 连接到电源端子 (AC380 ~ 415V) 上,把黄色/绿色电线连接到
设置 ( 地线 ) 端子上。
设定变压器的输入抽头,可以连接 380/400/415V( 标准出货设定为 380V) 的电源。
的人安装适合的插头。另外,电源插头必须连接到接地的插座上。
对于三相 380/400/415V 电源,本产品采用单相连接的运转方式。
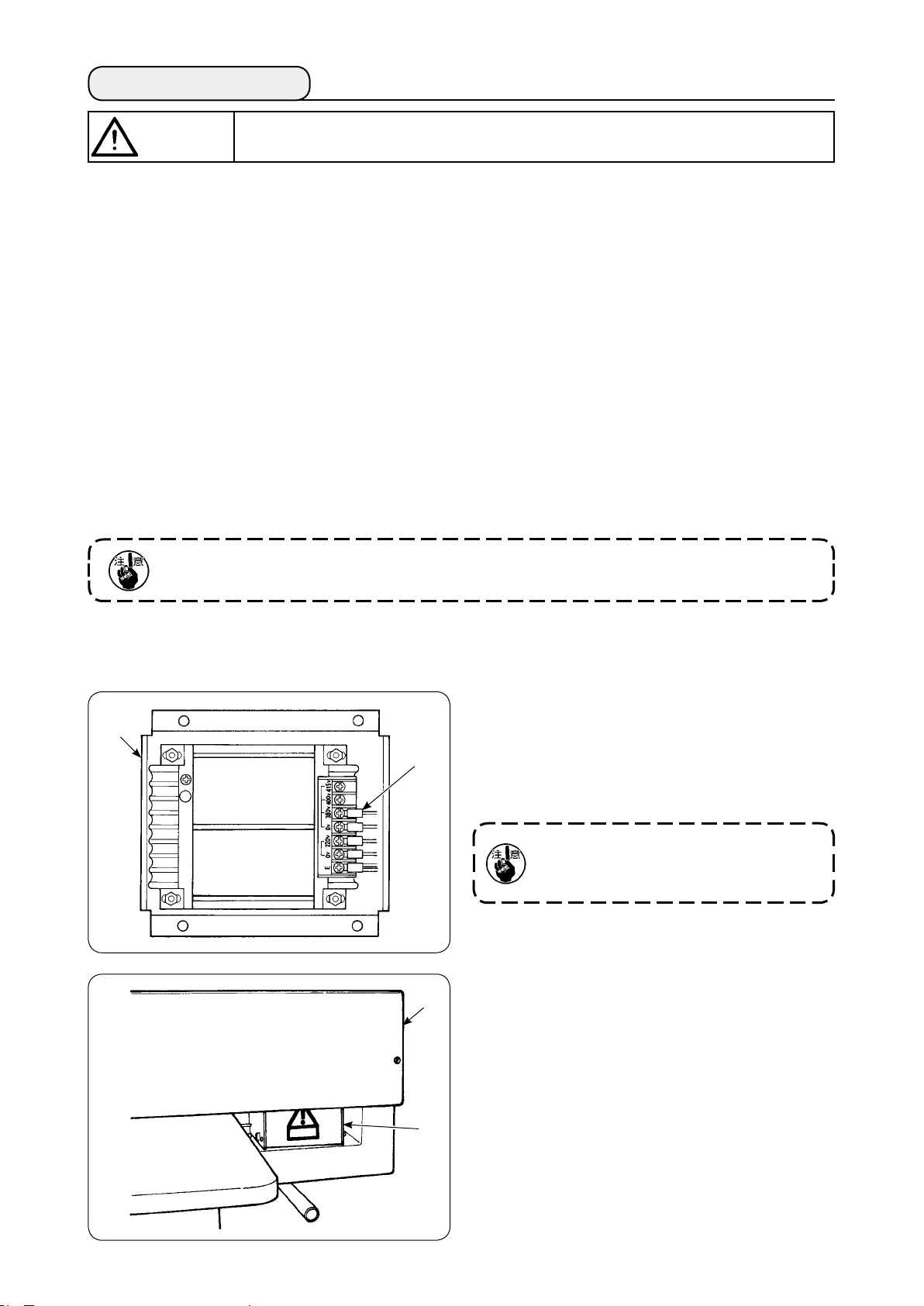
[ 变更高压电选项变压器的电源时注意事项 ]
❶
❷
❸
输入电压为 400V、415V 的情况下 , 使用高压电选
项变压器❶时,必须更换高压电选项变压器❶的输
入电源线❷。请把连接 380V 的输入电源线❷(天
蓝色 ) 更换为连接 400V 或 415V 的输入电源线。
为了防止事故的发生,操作时,请关掉
(OFF) 电源开关,然后拔掉电源线,待缝
纫机放置 4 分钟以上之后再进行操作。
高压电选项变压器❶设置在机台后侧。
进行电压变换时,请卸下上部护罩❸之后再拆卸变
压器箱❹。
❹
− 6 −
Page 11
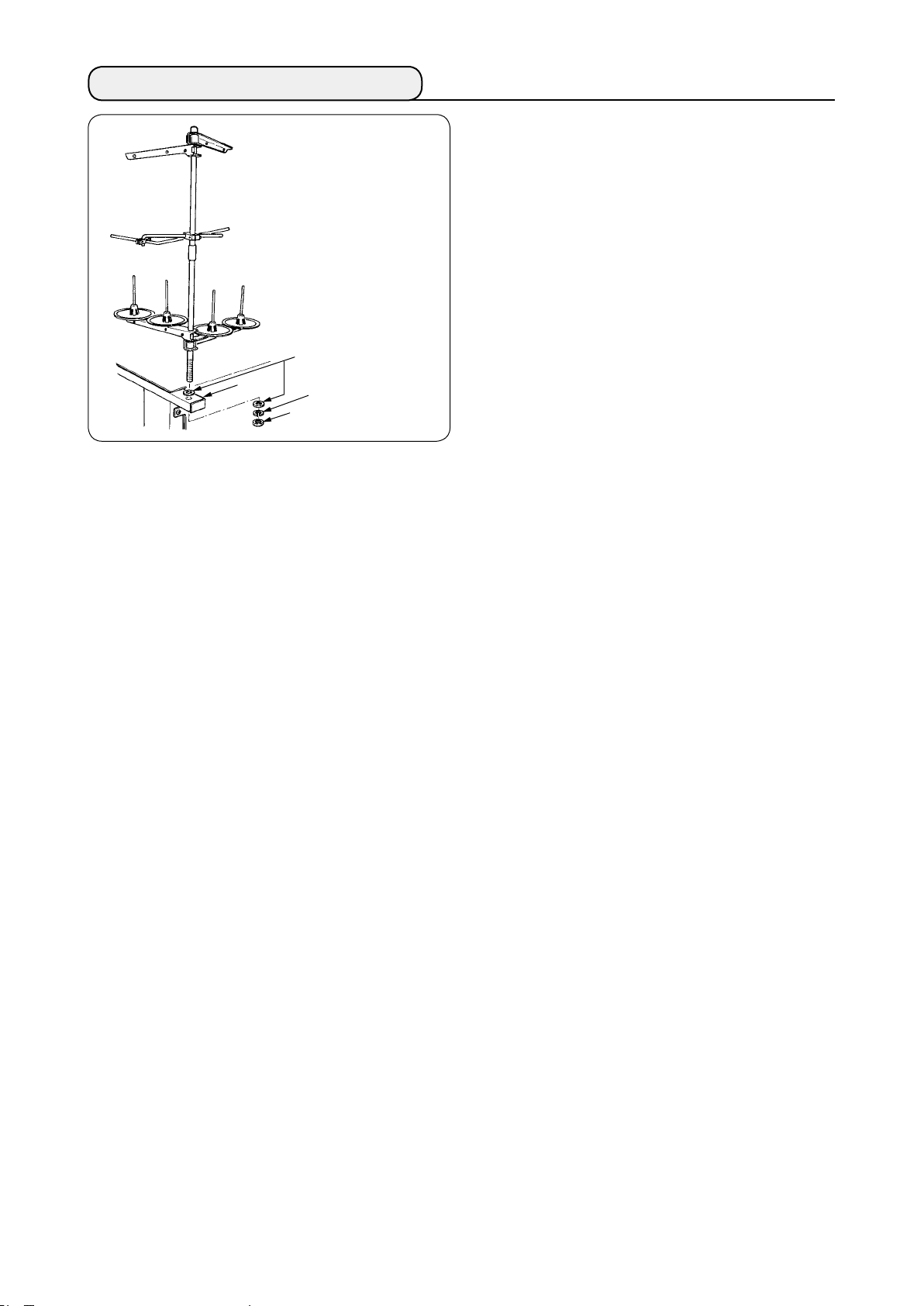
6. 线架的组装和往主机的安装
垫片
请按照左图所示那样,请用螺母和垫片把线架固定
到主机机架❶上。
❶
弹簧座
螺母
− 7 −
Page 12
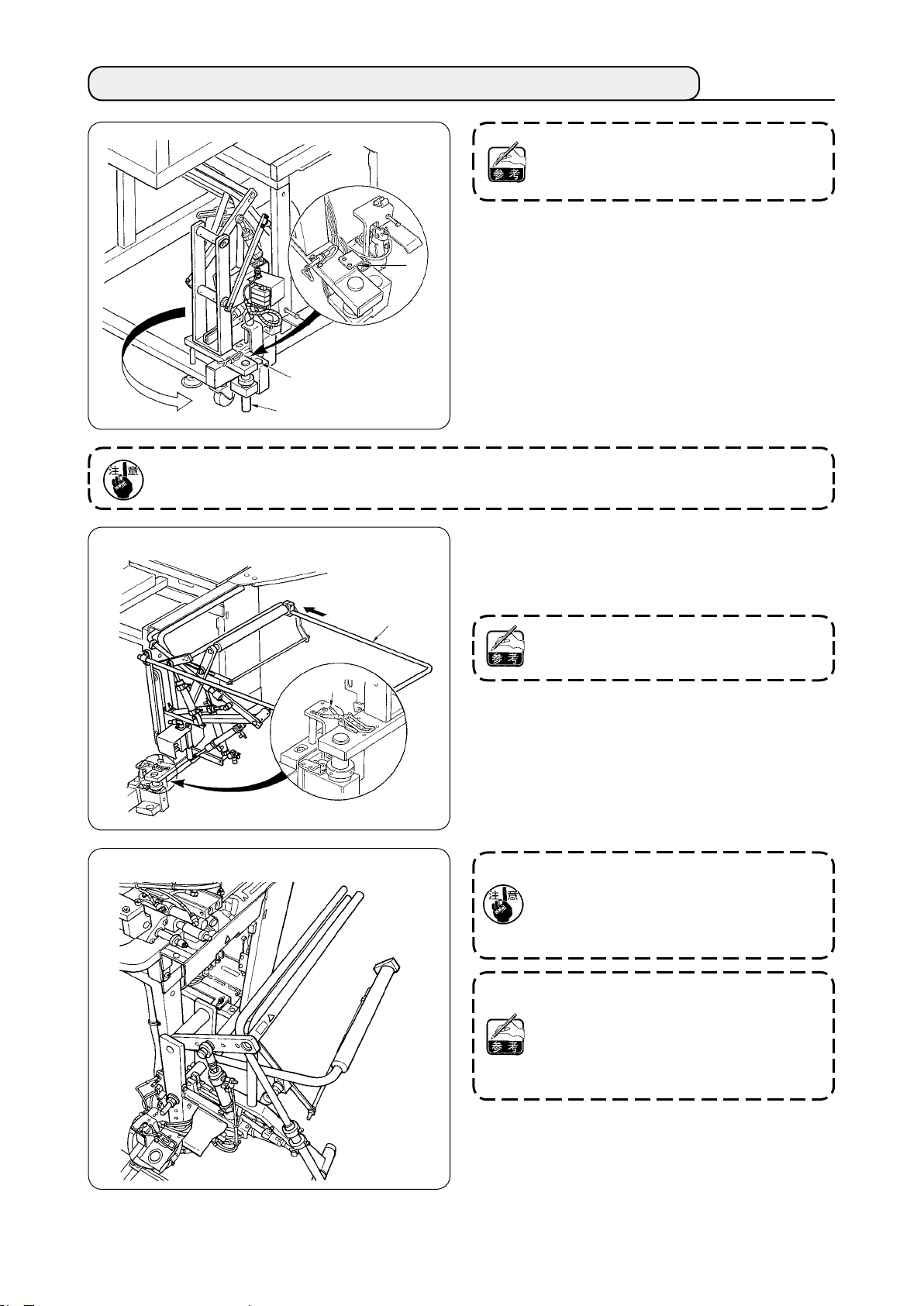
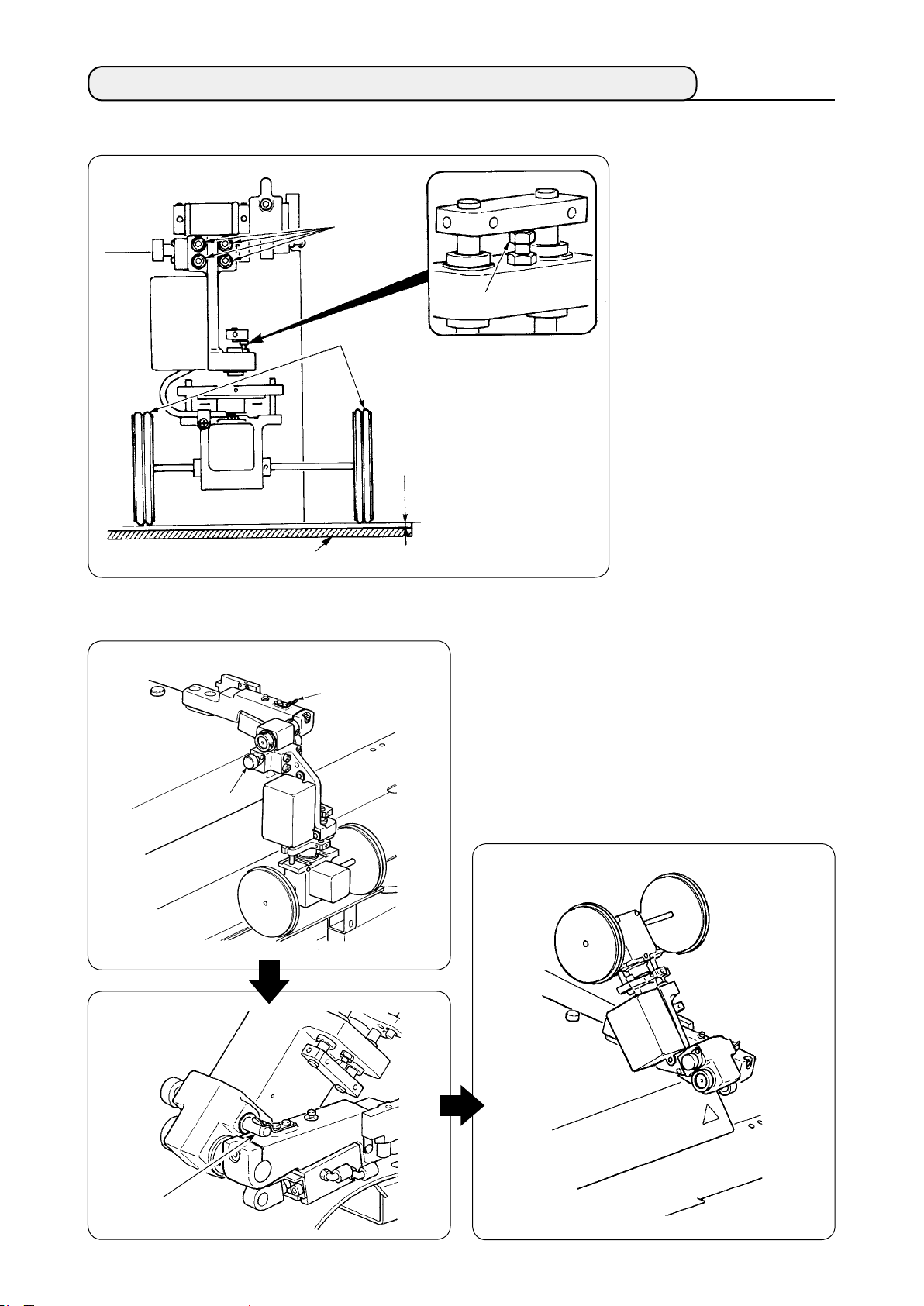
7. SP-46N( 夹杆堆积器 ) 的安装(选项 货号 : 40149301)
安装了夹杆堆积器出货时,是固定到机架
内的状态出货的,因此必须变更安装到通
常的使用位置。
卸下堆积器固定板❶。
①
向箭头方向转动整个堆积器,从机架里取出来。
❶
B
A
此时,请注意不要夹到堆积器电线和空气配管等。
另外,请把堆积器旋转轴插入到堆积器座孔的根部为止。
作业时的情况(供给空气)
C
❸
②
把堆积器旋转轴A更换到堆积器座孔B。
③
用铰链❷锁定整个堆积器。
④
请向C方向放入安全杆❸,在与地面基本平
⑤
行的位置进行固定。
此时,请确认空气是否进入到里面。
安装设定时的情况(没有供给空气)
❷
因停电等原因切断电源时,有可能堆积器
的折入顺序混乱以及有夹手的危险。请加
以注意。
请不要把手伸进安全杆围圈的范围之内。
如果出现了上述情况时,请切断空气的供
给,返回到左图「安装设置时的情况(没
有供给空气)」的状态。
请确认了已经返回到此状态后,再供给空
气。
− 8 −
Page 13
8. SP-47N( 辊式堆积器 ) 的安装(选项 货号 : 40149302)
(1) 位置调整
确认平行
①
请确认堆积器机台❹和橡
❷
❺
❸
0.5mm
如果安装得不平行时,请
确认间隙
②
请确认堆积器机台❹和橡
胶辊❸是否平行地安装。
拧松 4 个固定螺丝❷进行
调整。
胶辊❸的间隙是否大约
是 0.5mm。如果不是大约
0.5mm 时,请拧松螺母
❺
进行调整。
(2) 维修
( 工作状态 )
❶
❹
❷
不使用辊式堆积器时,或者调整角刀时,辊式堆积
器可以按照以下的要领退避到上方。
拉动解除操作杆❶,向上抬起滚子,然后把销子
❸
插入固定弹簧❷,进行锁定 ( 参照图 1),这样就可
以变成待机状态。
( 待机状态 )
图1
❸
− 9 −
Page 14
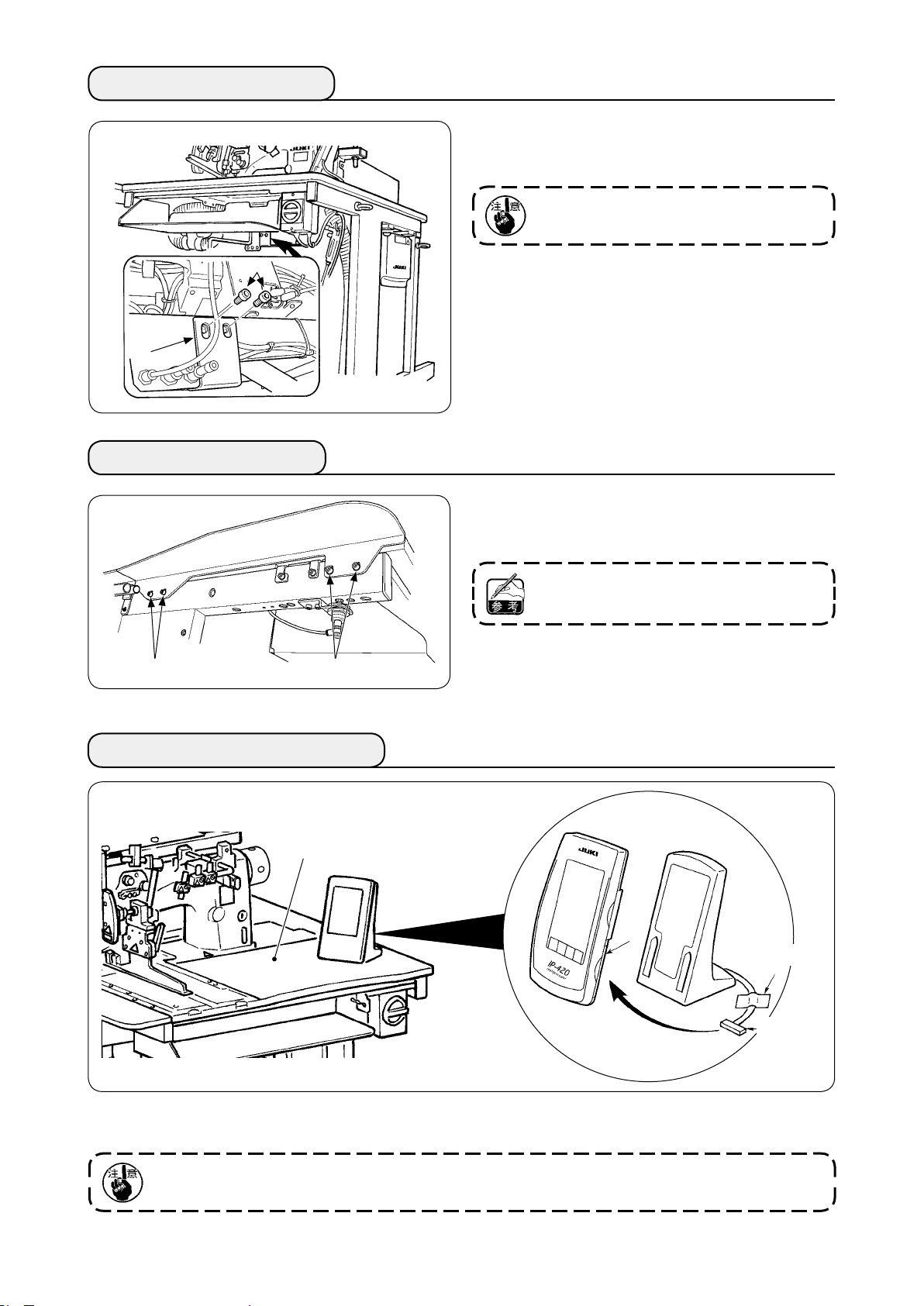
9. 机头固定板的拆卸
❷
❶
10. 辅助机台的安装
请卸下机头固定板❶的固定螺丝❷。
以后运输时请一定固定缝纫机和机架。
请如图所示那样用❶4 个螺丝安装辅助机台。
❶
❶
11. 操作盘 IP-420 的安装
A
此时,请与主机台固定到同一面上。
B
胶带
连接器
如图所示,打开 IP-420 右侧B部的盖子,连接用胶带固定在机台右上方A的连接器。
为了防止操作盘 IP-420 因静电而发生误动作,安装到操作盘座使用时,请不要变更操作盘座的位置。
− 10 −
Page 15
12. 往油槽加油
注意
❸
下刻线
1. 为了防止缝纫机的突然起动造成事故,加油完了之前,请不要连接电源插头。
2. 为了防止炎症、斑疹,油粘附到眼睛、身体上之后,请立即进行清洗。
3. 误饮油之后,有可能发生泻肚、呕吐。请放到小孩拿不到的地方。
运转缝纫机之前,请向油槽里加入旋梭加油用的油。
卸下加油口盖❶,使用复述的油壶,加入 JUKI
①
MACHINE OIL No. 1(货号 : MDFRX1600C0)。
❶
为了防止灰尘侵入,请一定安装上盖子之
上刻线
❷
请把油加到油量标尺❸的前端来到油量指示窗
②
加油过多的话,会从油槽的气孔处漏油,而不
使用缝纫机时,如果油量标尺❸的前端到达油
③
后再使用。
的上刻线和下刻线之间。
❷
能适当地加油,请注意。
量指示窗❷的下刻线之后,请立即加油。
A
A
· 初期加油时,请加入大约 200cc,确认
油量标尺是否动作。
· 使用新缝纫机或者较长时间没有使用缝
纫机时,请先进行 2000sti/min 以下的
磨合运转之后再使用。另外,请向旋梭
左右的滑槽面A加油之后再使用。
· 请购买 JUKI MACHINE OIL No. 1 (货号
: MDFRX1600C0)旋梭油。
· 请一定加清洁的油。
· 请绝对不要加入脏污的机油。
− 11 −
Page 16

13. SA-120N( 芯布供给装置 ) 的安装(选项 货号 : 40149798)
注意
❷
❶
为了防止突然的起动造成事故,请关掉电源之后再进行操作。
用 2 个螺丝❷把芯布安装板❶固定到机壳上。
①
缝制机台
缺口
胶辊
导向器 A
导向板
请如图所示那样安放芯布。
②
可以使用的芯卷是宽度 40 ~ 70mm、卷直径最大 200mm。
芯布的通道是穿过导向器 B 和导向器 A 之间,再穿过胶辊,然后拉到机台上面。
③
芯布利用导向板的缺口,一直连接到胶辊。
导向器 B
弹簧
安装环
侧板
芯布
导向器 B
请调整导向器 (2 个 )、导向销 (2 个 ) 以及侧板 ( 右侧 ) 的左右位置,让芯布直向来到缝制机台上。
④
左侧的安装环的位置,请固定到弹簧在侧板轻轻地压芯布的位置。
⑤
− 12 −
Page 17
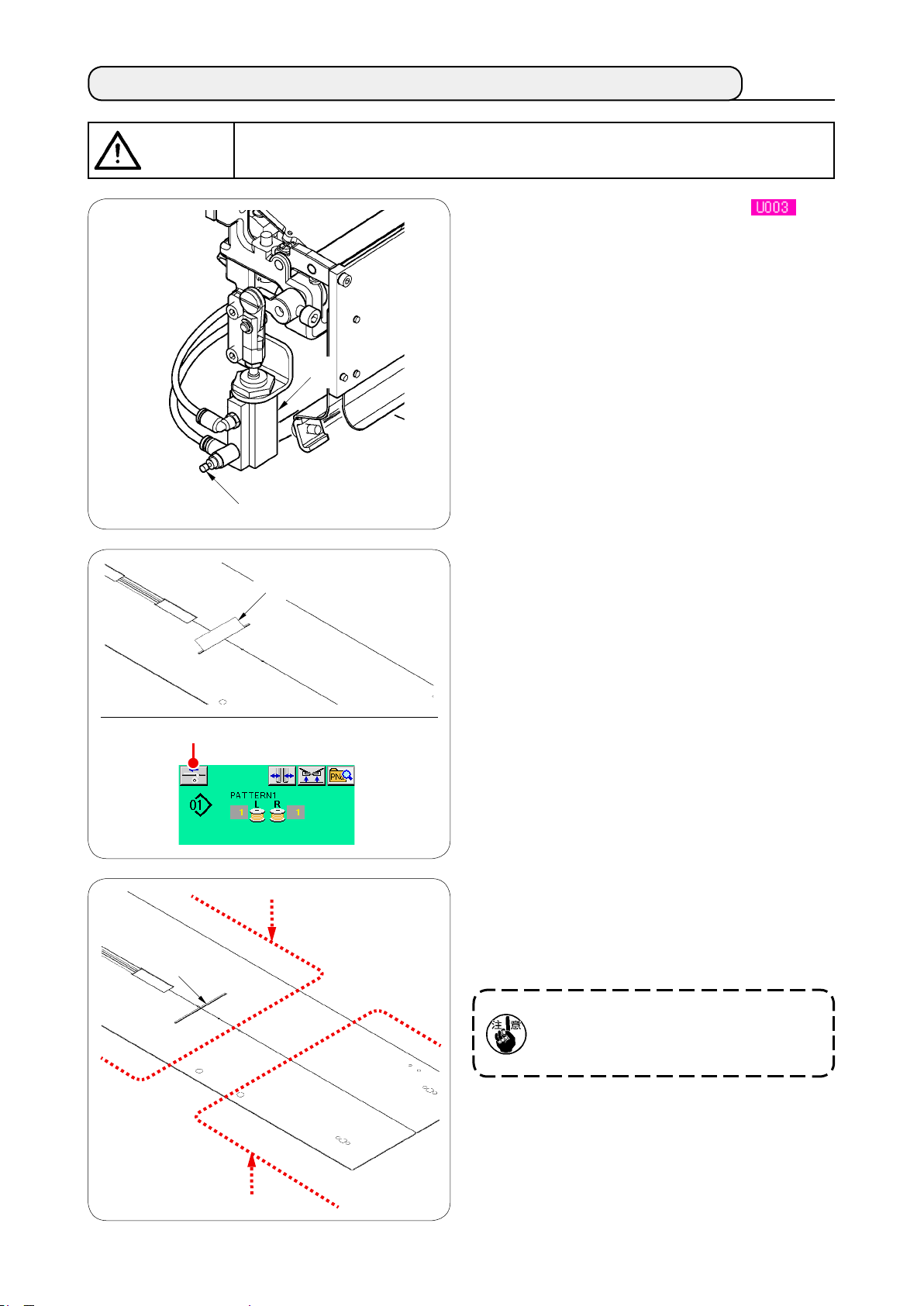
14. SA-120N( 芯布供给装置 ) 的调整(选项 货号 : 40149798)
注意
为了防止突然的起动造成事故,请关掉电源之后再进行操作。
芯布拉出量的调整用存储器开关 ( ) 来
①
进行调整,但是更加细微的调整请用芯布拉出
缸筒❶的速度控制器❷来进行微调。
( 拧紧的话变少,拧松的话变多。)
❶
❷
安放了新的芯布❸后,请按芯布供给按钮❹,
②
❸
进行几次空送,确认了拉出量和芯布是否可以
平行地拉出后再使用。
❻
❹
❺
( 使用时的注意事项 )
在后基准❺使用芯布供给装置的话,因为离开了芯
布出口❻,开始缝制的芯布留布过长,所以请在前
基准❼使用芯布供给装置。
有关缝制机台的使用方法, 请参照 "V-2.
(2) 卸下了缝制机台后的注意事项 "
p.17。
❼
− 13 −
Page 18
V. 缝纫机的准备
1. 缝纫机机头的使用
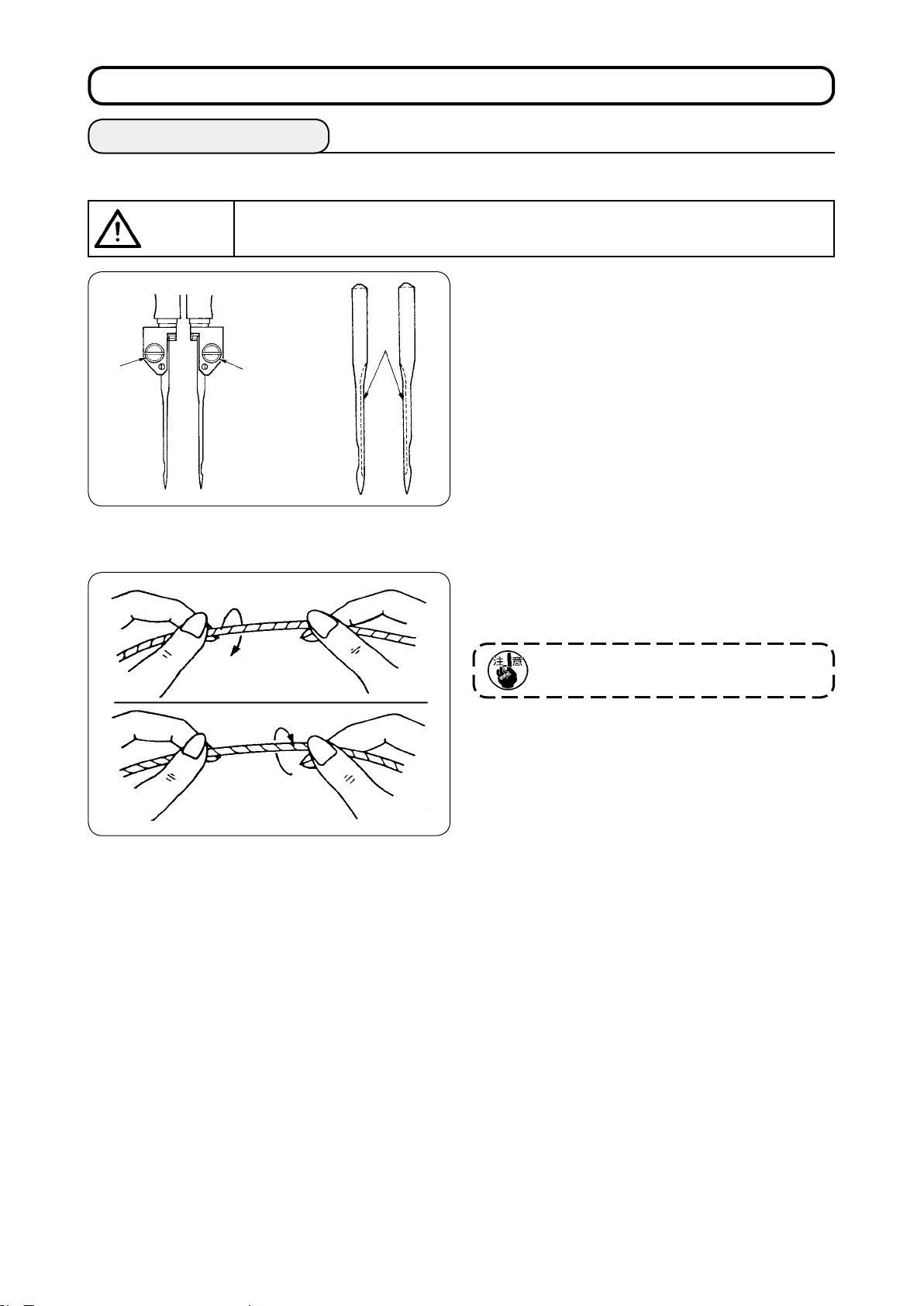
(1) 机针的安装方法
·为了防止突然的起动造成事故,请关掉电源之后再进行操作。
注意
❷
·更换机针时,请注意手指不要碰到中心刀的刀刃。
❷
❶
使用机针是 DP×17 #14 ~ 18(标准 #16)。请使用
指定的机针。
左右机针均让长槽❶朝向内侧,并插入到顶到机针
安装孔的最里面,然后请用机针固定螺丝❷拧紧固
定。
(2) 使用机线
右捻线
左捻线
· 上线请使用左捻线。
· 底线左捻线和右捻线均可以使用。
使用的机线,请使用拧得整齐的新线。
− 14 −
Page 19
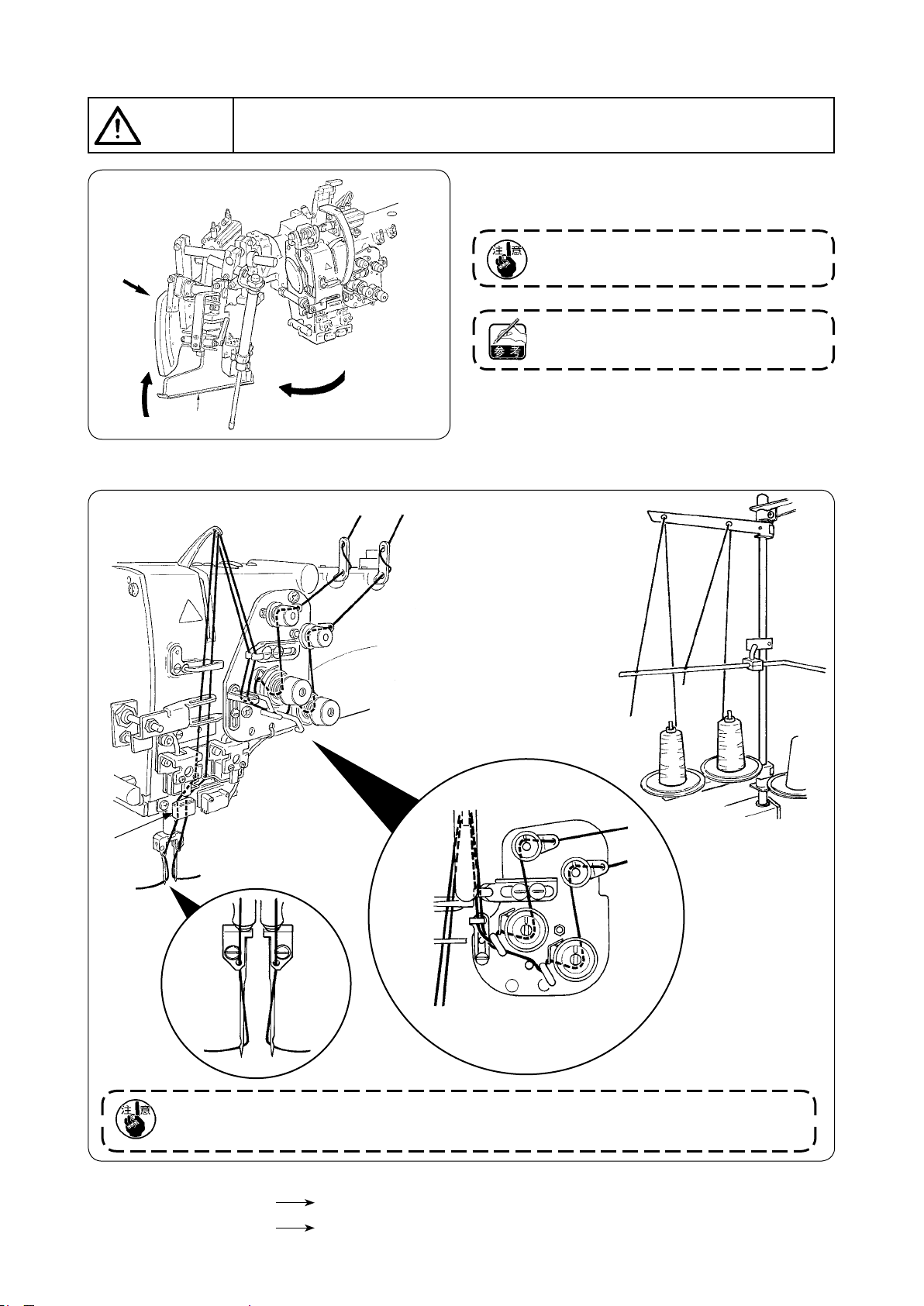
(3) 上线的穿线方法
注意
B
A
❶
然后,请按照下图所示的顺序穿上线。
②
为了防止突然的起动造成事故,请关掉电源之后再进行操作。
C
A
B
向A 方向拿起滚边器❶之后,再用手托着 B 部,
①
让整个滚边器向 C 方向旋转。
按滚边器,向 C 方向旋转之后,有可能袋
盖宽度发生变动,因此请一定按 B 部。
滚边器被球塞锁定着,用力向 C 方向转动
就可以解除锁定。
C
A
B
A
A
B
A B
A
请定期地更换线导线毛毡C。可以防止缝制中由于机线乱跳而发生的缝制不良。
B
B
请按照图中所示的顺序穿上线。
面向缝纫机时左侧的机线
面向缝纫机时右侧的机线
A
B
− 15 −
Page 20
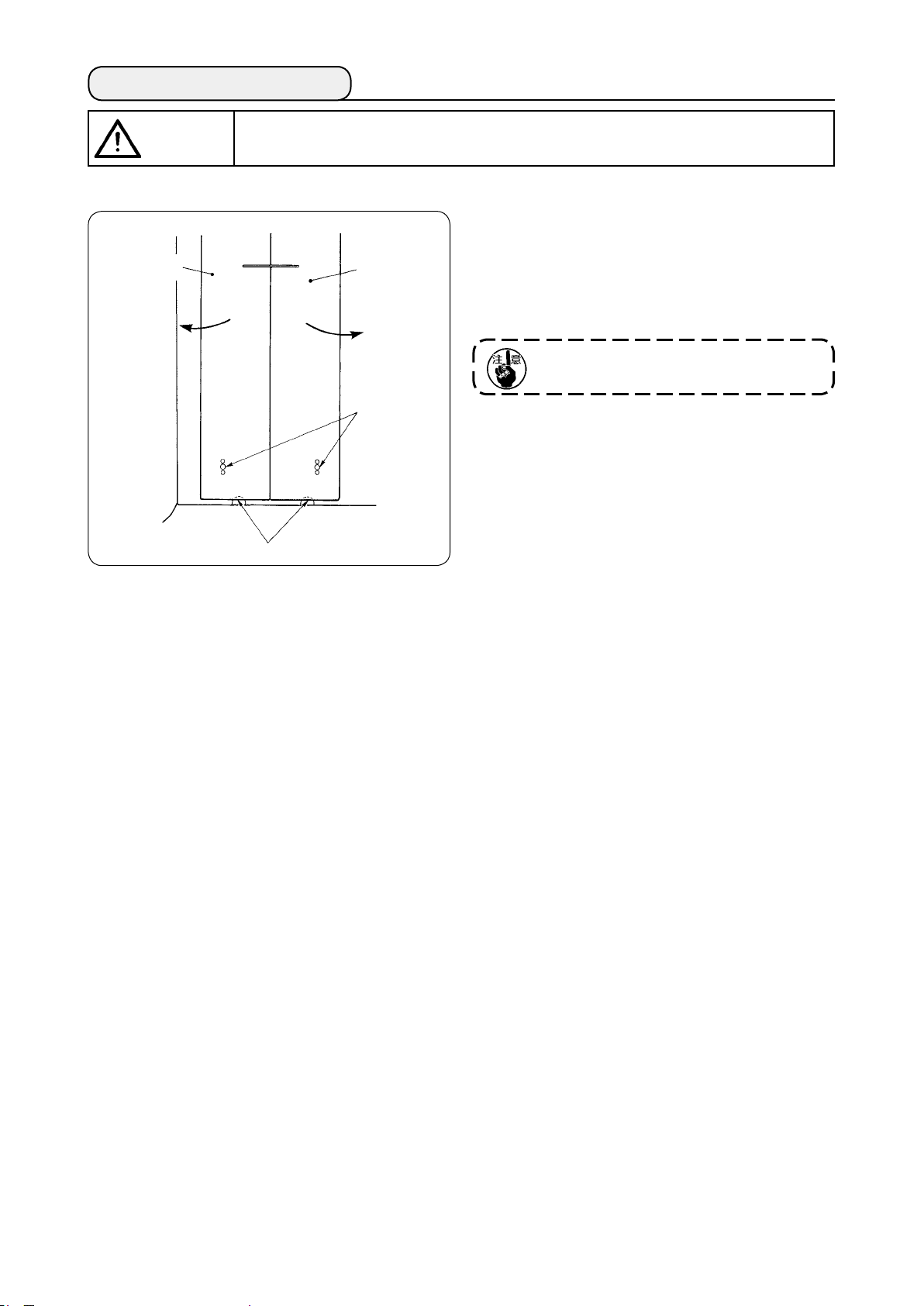
2. 缝制机台的拆卸方法
注意
(1) 更换底线时
❷
为了防止突然的起动造成事故,请关掉电源之后再进行操作。
请把大压脚移动到后退端。
①
用手指从机台侧面缺口A抬起左、右缝制机
②
❶
销子
A
台❶、❷。
在此状态下,向箭头方向移动之后就可以看到
③
梭壳。
此时,请注意移动时不要让缝制机台碰到
机针。
更换了底线之后,请按照相反的顺序把缝制机
④
台确实地安放到针板和销子上。
− 16 −
Page 21
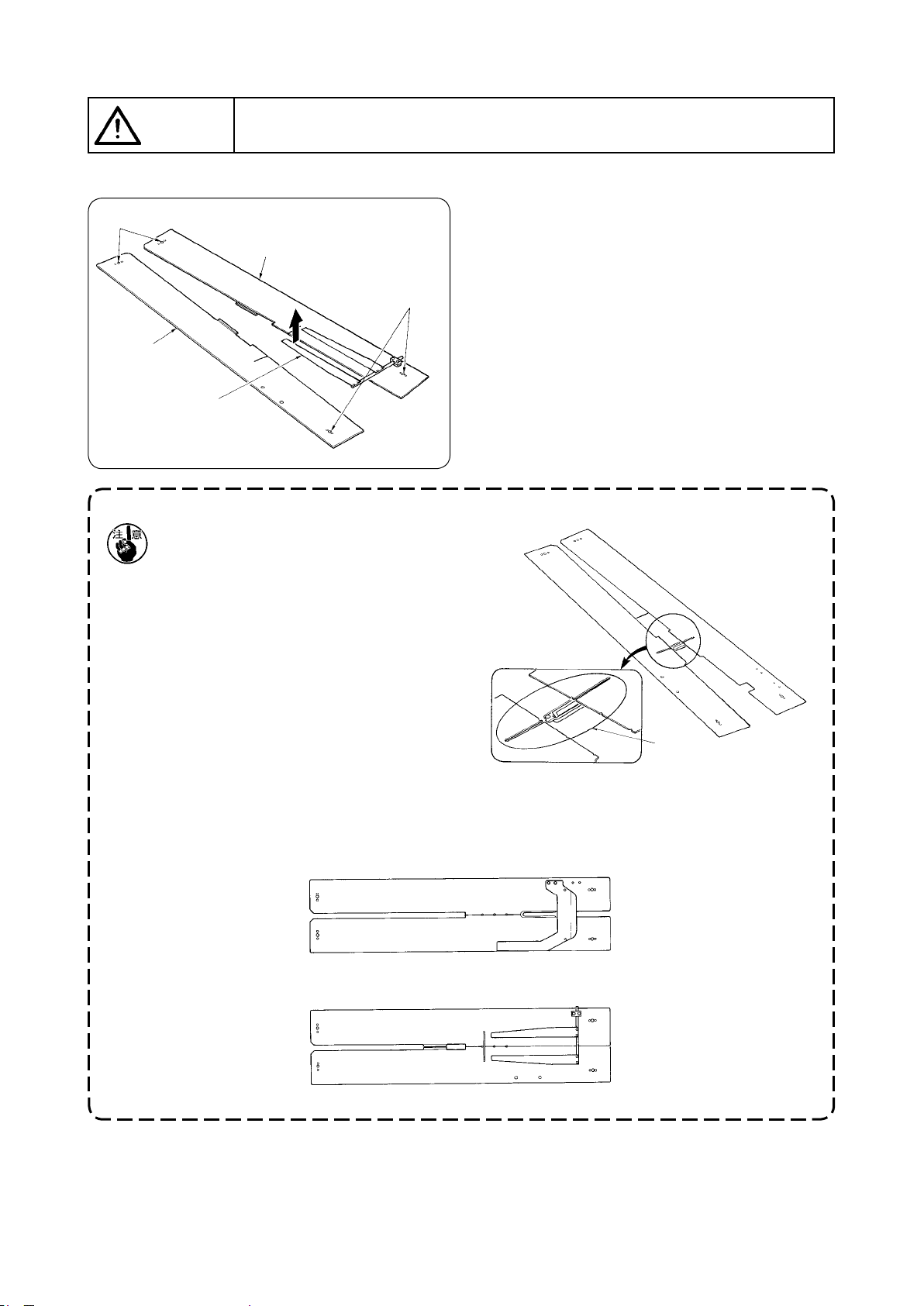
(2) 卸下了缝制机台后的注意事项
注意
为了防止突然的起动造成事故,请关掉电源之后再进行操作。
卸下了缝制机台❶、❷后,请按照以下的要领确实地安装。
把后销子 ( 左 )( 右 ) 确实地安装到销孔。
后销子
❶
前销孔
❷
板弹簧
1. 对于带有 SA-120N( 芯布自动供给装置 )
的缝纫机,请注意不要让板弹簧弯曲向
上抬起,把缝制机台
的位置。
❶、❷
返回到原来
①
把前销孔 ( 左 )( 右 ) 确实地安装到销子上。
②
2. 对于以下的规格拆卸缝制机台
袋布压脚 ( 标准 )
①
袋布压脚 ( 供给芯布用 )
②
❶、❷
供给芯布的出口
时,请注意不要弄弯袋布压脚和芯布压脚。
− 17 −
Page 22
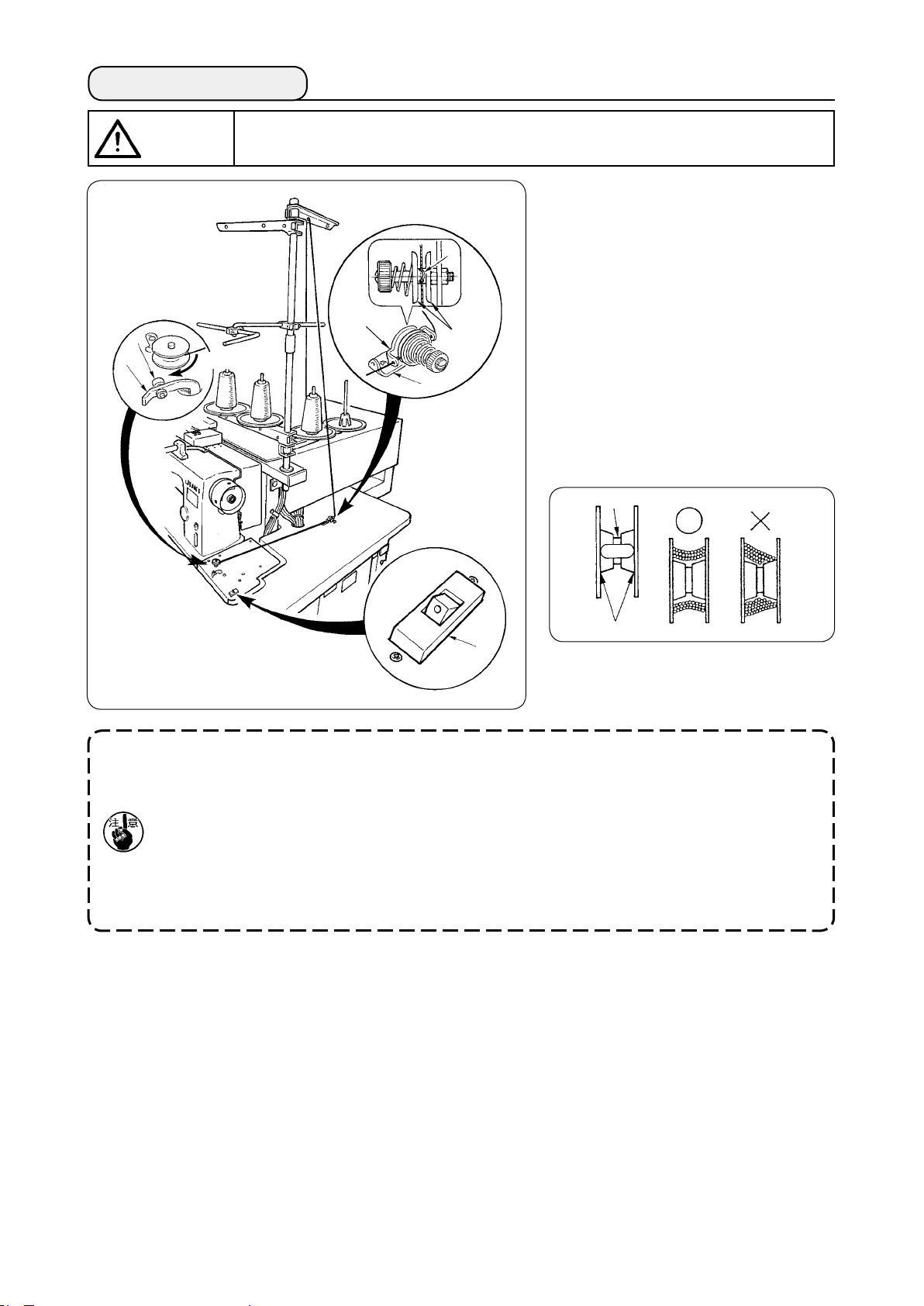
3. 底线的卷绕方法
注意
❷
❶
为了防止受伤,运转中请不要触摸。
❽
转动方向
❸
❹
❼
把旋梭插入到绕线轴的最里面。
①
把机线穿过导线板❽,打开线张力盘
②
,然后放入线张力杆❹的狭条里。
❼
按照图的顺序穿线,并在旋梭上卷
③
绕 4 ~ 5 圈。( 箭头方向是旋梭转
动方向。)
按了旋梭导线器❶之后,旋梭转动。
④
卷绕完规定量的线之后,自动停止
⑤
绕线。
❺
❻
❾
1. 开始向旋梭卷绕线时,请从上图所示的槽❺开始卷绕。从❻开始卷绕后,底线用完的检测有可
能发生误动作。
2. 为了稳定地确保底线的残量,旋梭上的线必须均匀地卷绕。特别是要注意开始卷绕的部分。
如果线卷绕得不均匀的话,请调整线张力座❸的左右位置。
3. 底线最适合的卷绕量是卷绕旋梭外径的 80%左右。可以用卷绕量调节螺丝❷调节卷绕量。
4. 不卷绕机线时请不要按拨杆❶。有可能会发生马达转动不止的故障。
5. 检测到卷线马达有超负荷等的异常之后,热敏开关❾被断开。热敏开关❾被断开后,请把热敏
开关❾设定为 OFF,然后再次设定为 ON 热敏开关就可以恢复正常。
− 18 −
Page 23
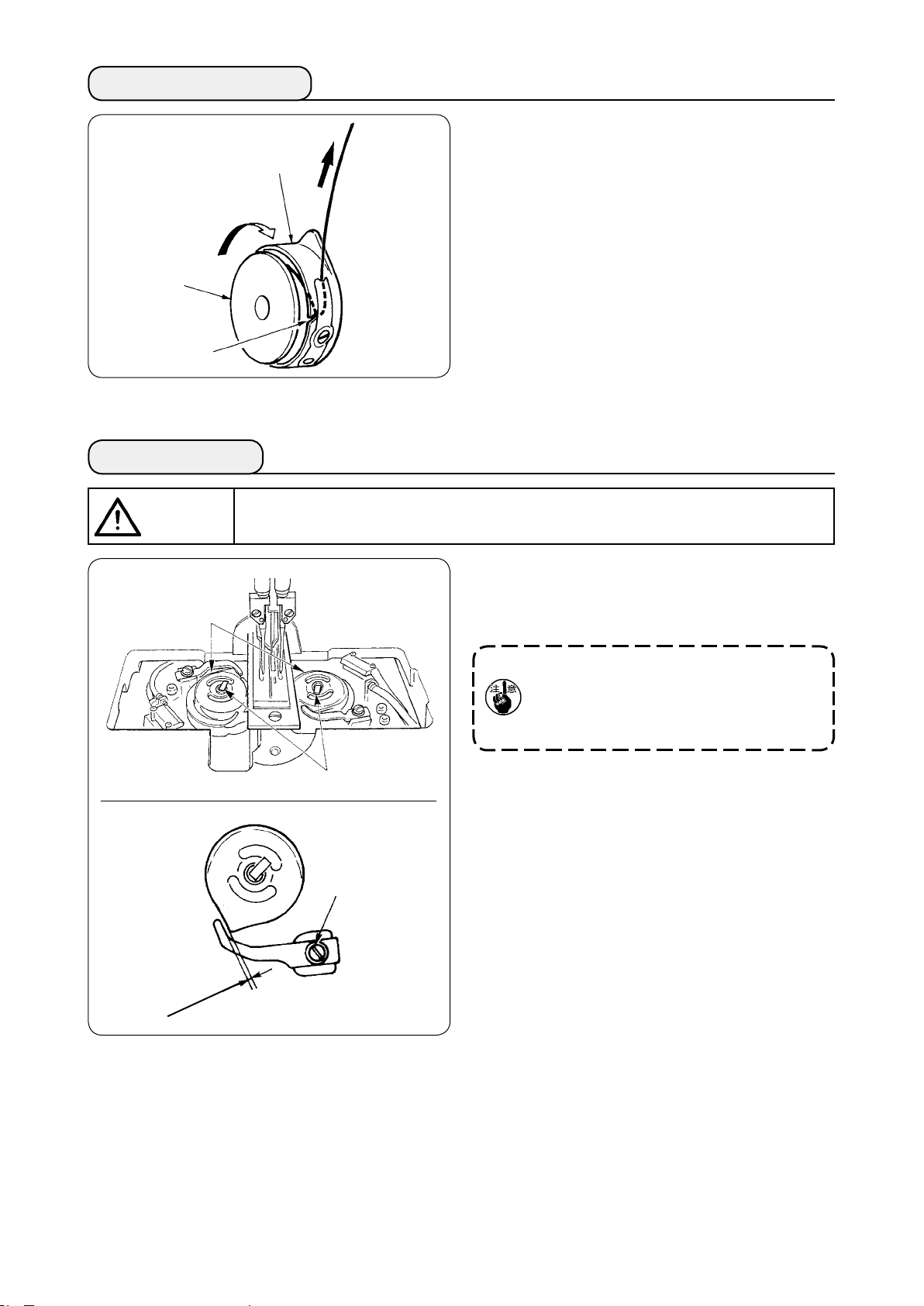
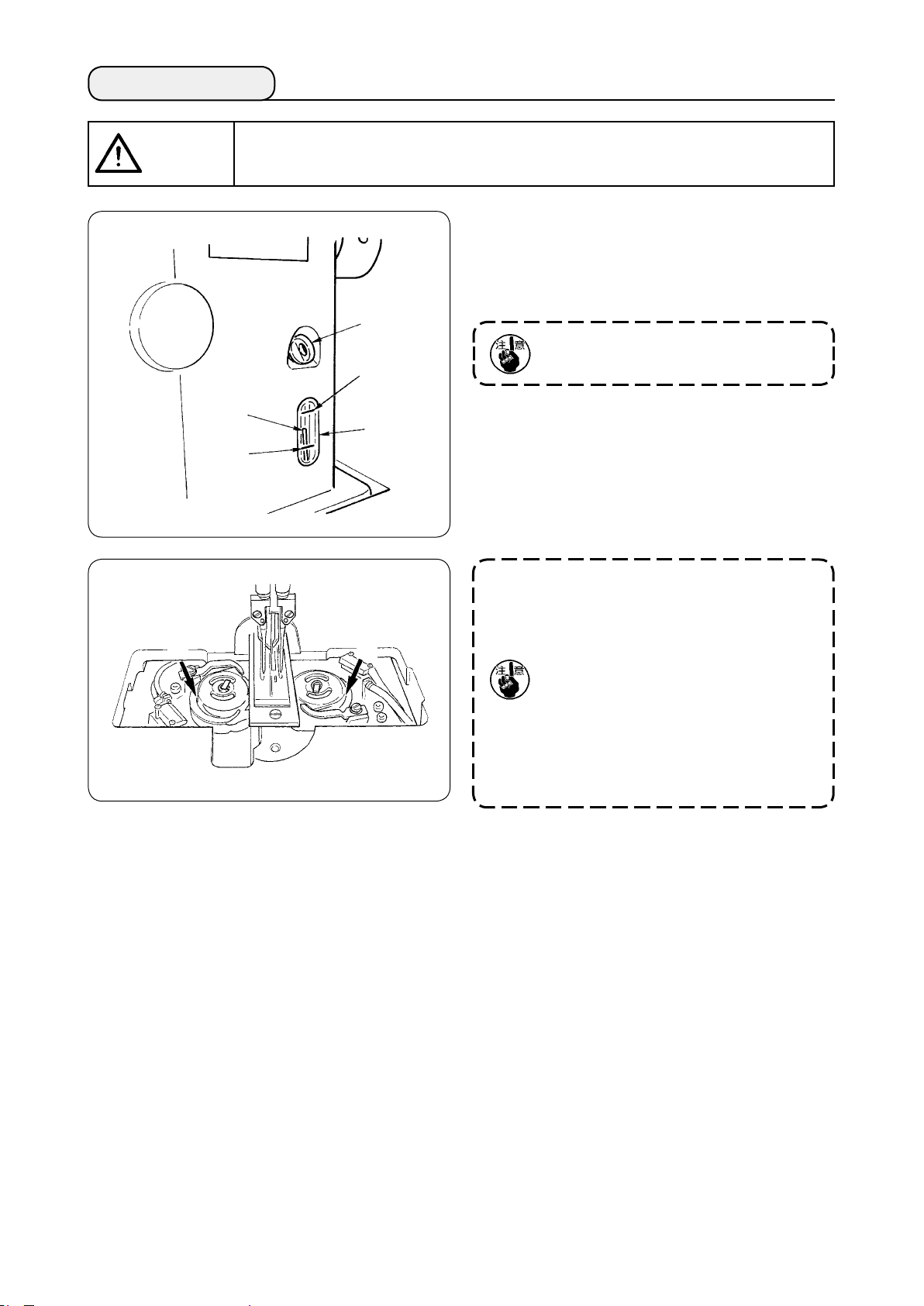
4. 梭壳的穿线方法
梭壳
旋梭
❶
5. 梭壳的安装
手拿旋梭,在线右卷的状态下放入梭壳里。
①
把线放入梭壳穿线槽❶。
②
然后把线从线张力弹簧下面穿过。
③
注意
❷
为了防止突然的起动造成事故,请关掉电源之后再进行操作。
请拔起旋梭拨杆❶,把梭壳和旋梭一起取出来。
①
放入时,请正确地插入旋梭轴,然后放倒拨杆
②
。
❶
左右更换梭壳❷时,请一定确认开放器在
最后退位置时和梭壳的间隙量是否为 0.2
~ 0.3mm。如果间隙量不是 0.2 ~ 0.3mm
的话,请拧松固定螺丝❸进行调整。
❶
❸
0.2
~
0.3mm
− 19 −
Page 24
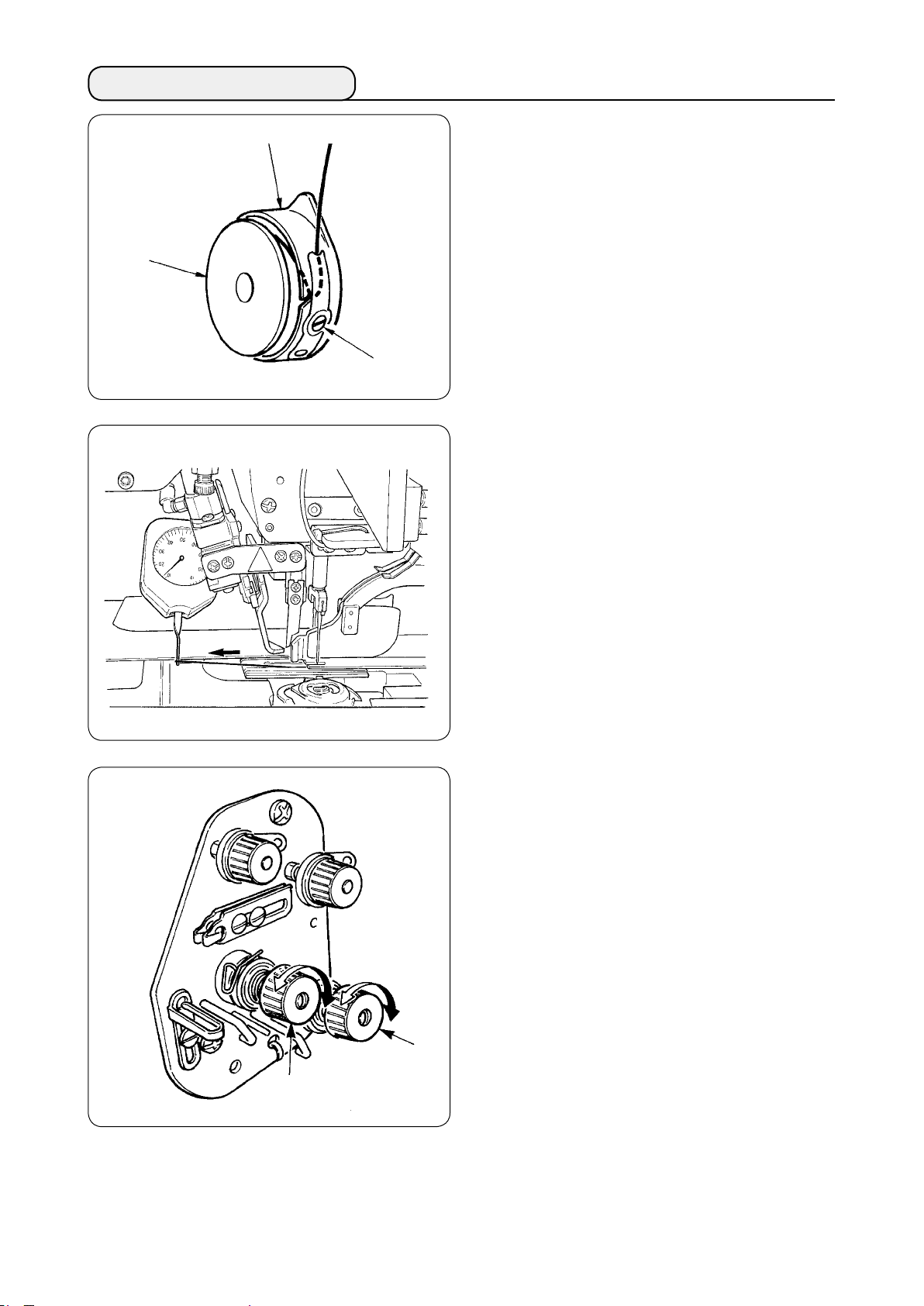
6. 线张力器的取下方法
梭壳
梭芯
底线张力器螺丝
底线张力的调整
①
向右转动底线张力器螺丝张力变强,向左转动
则张力变弱。
如左图所示那样,使用张力计进行测定时,底
线的标准张力应为 0.25 ~ 0.35N。
❷
❶
上线张力的调整
②
首先调整右、左的底线张力。
根据右、左的底线张力,需要调整时右线张力
器调整线张力器螺母❶,左线张力器调整线张
力器螺母❷。向右转动线张力变强,向左转动
则线张力变弱。
− 20 −
Page 25
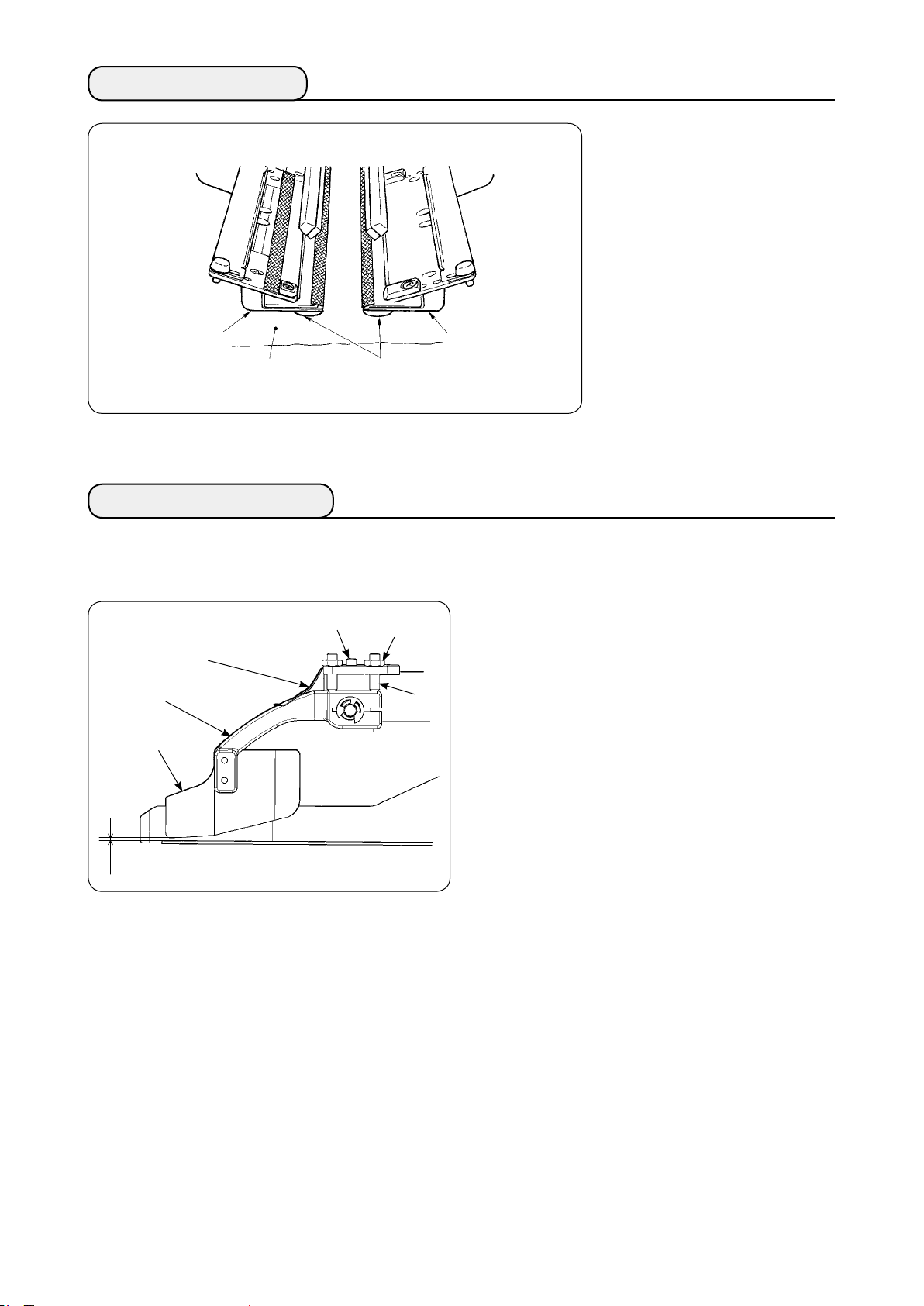
7. 缝制布料的安放
缝制的衣片布料请根据左右衣片
夹下的衣片夹橡胶的大小,使用
较大的布料。
用比衣片夹小的布料缝制的话,
会发生橡胶脱落的故障。
缝制小布料时,请安装衬板规格
( 选购品 )。
衣片夹(左)
衣片布料
衣片夹橡胶
衣片夹(右)
8. 布料导向器的调整
布料导向器具有缝制袋盖布时稳定缝纫机机针的作用。
请根据布料的厚度,调整布料导向器❶的高度和压脚压力。
拧松螺母❷,然后用螺丝❸调整布料导向器的
①
( 有关布料导向器和袋布直尺的间隙,出货时
②
( 请调整成布料通过时没有阻挡阻力 )
布料导向器弹簧
布料导向器机臂
❶
❹
❷
❸
高度。
调整为 0.5 ~ 1.0mm)
压脚压力可以用弹簧压力调整螺丝❹进行调整。
0.5 ~ 1.0 mm
− 21 −
Page 26
VI. 操作盘的使用方法
1. 前言
1) 在 APW-896N 上使用 APW-895N/896N 的数据 (EPD 数据 ) 时
在 APW-896N 上使用 EPD 数据时,可以读取 IP-420 上相同的数据。
把媒体插进 IP-420,就可以从 EPD 数据中选择花样图案 No.xxx。
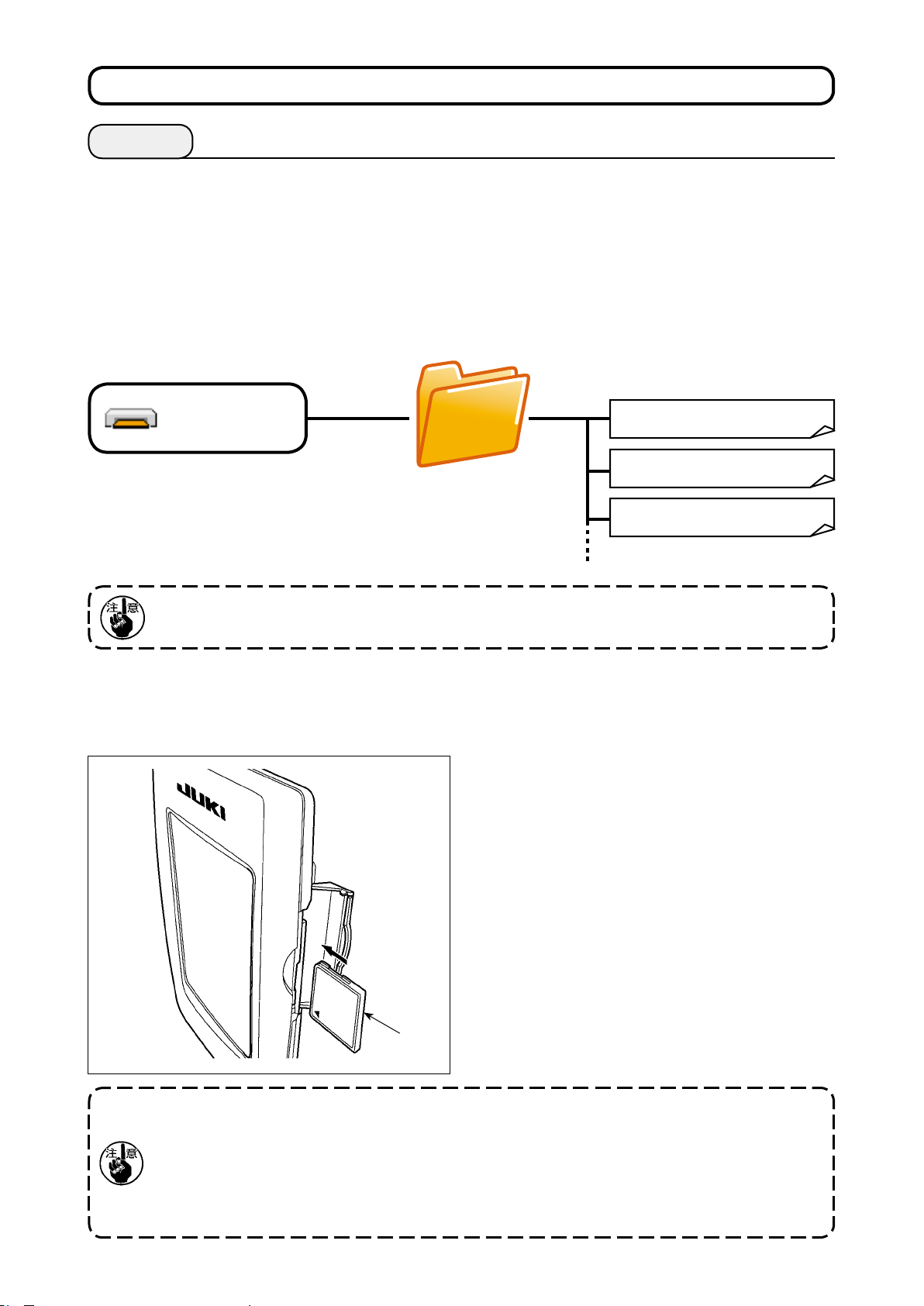
2) 媒体的文件夹构成
请把各文件保存到媒体内的以下目录里。
媒体驱动器
没有保存到上述的目录中的数据不能读取,请注意。
3) 关于 CompactFlash(TM)
■ CompactFlash(TM) 的插入方法
APW-896N
APW××× .EPD
APW××× .EPD
APW××× .EPD
1) 请把 CompactFlash (TM) 的标签正面朝向面前,
( 把边缘有缺口的部分朝向里侧 ) 把有小孔的
一头插入到操作盘里面。
2) 插完了媒体之后,请关闭护盖。关上了护盖之
后,就可以进行存取。如果媒体和护盖相碰不
能关闭护盖时,请确认以下事项。
· 是否把媒体完全插进去了吗 ?
· 媒体的插入方向是否正确 ?
媒体
1. 媒体的插入方向弄错的话,有可能损坏操作盘和媒体。
2. 请不要插入 CompactFlash (TM) 以外的媒体。
3. IP-420 的插口可以对应 2GB 以下的 CompactFlash(TM)。
4. IP-420 的插口可以对应 FAT16 格式化的 CompactFlash(TM)。不对应 FAT32。
5. 请一定使用用 IP-420 格式化的 CompactFlash (TM)。有关 CompactFlash (TM) 的格式化方法,
请参阅 "VI-17. 进行媒体的格式化时 " p.98。
− 22 −
Page 27
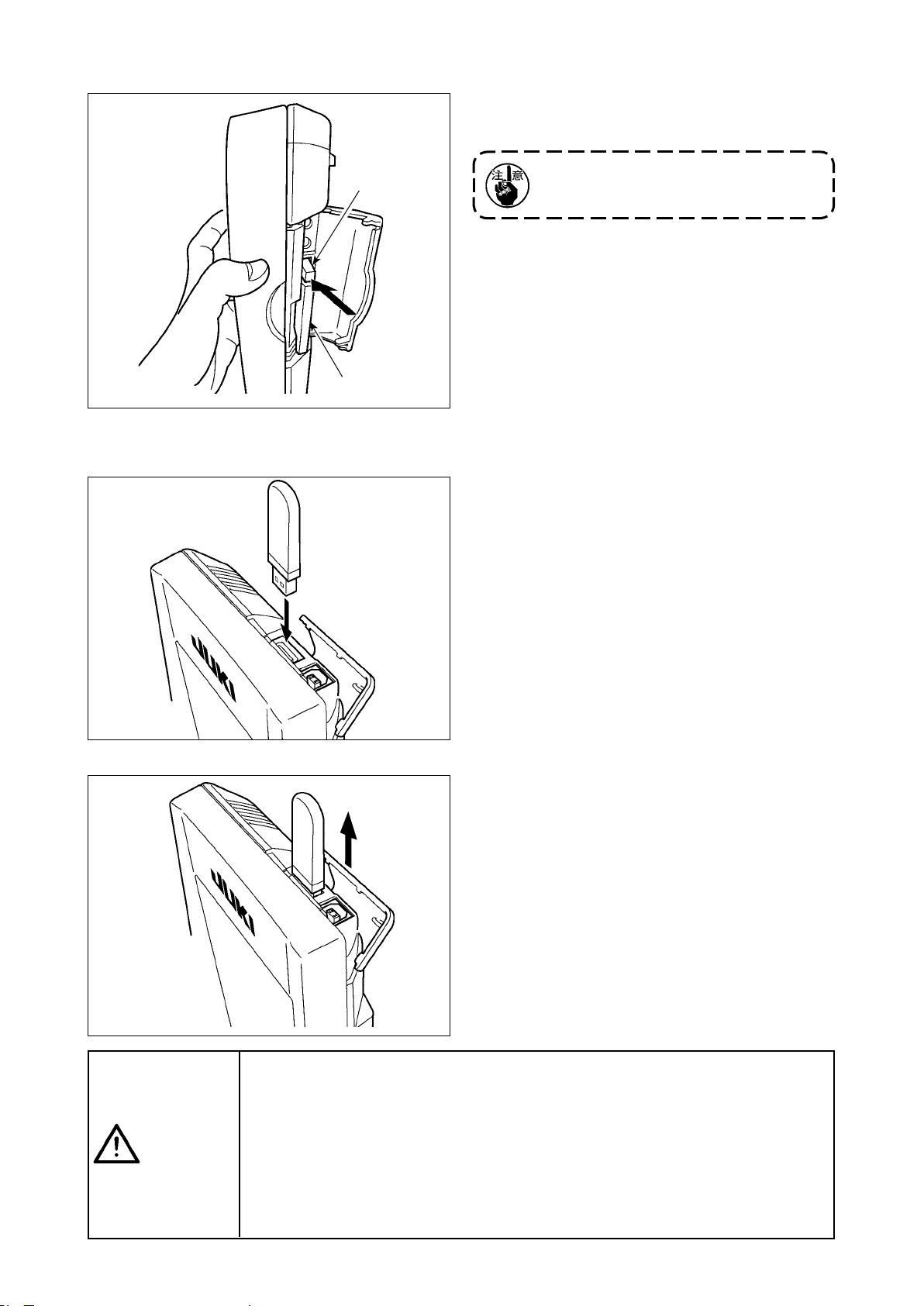
■ CompactFlash(TM) 的取出方法
1) 请手拿面板,打开护盖,按下拨杆❶取出媒体。
媒体❷即可以弹出来。
4) 关于 USB
■ USB 插入方法
❷
❶
用过大的力量按拨杆❶的话,媒体有可能
飞弹出来,掉落到地上,而损坏媒体。
2) 取出弹出的媒体❷,这样就取出了媒体。
请滑动上方的护罩,然后插入 USB 机器,把使用的
数据复制到机器主体。
复制后,请取下 USB 机器。
■ USB 取出方法
注意
请取下 USB 机器,然后安装上护罩。
使用记忆媒体时的注意事项 :
·请不要弄湿媒体,也不要用潮湿的手去触摸媒体。有发生火灾或触电的危险。
·请不要弯曲媒体,也不要给与媒体强力的冲击。
·请绝对不要拆卸媒体,也不要改造媒体。
·请不要用金属触击端子部。数据有可能消失。
·请不要在以下的地点保管和使用媒体。
高温潮湿的地方 结露的地方
灰尘多的地方 容易产生静电、电气噪声的地方
− 23 −
Page 28

有关使用 USB 的注意事项
①
· 缝制时,请不要在 USB 插口上连接着 USB 机器、USB 电缆进行运转。振动有时会造成连接器损坏,也
有可能丢失 USB 的数据或发生 USB 机器、缝纫机的故障。
· 读取写入程序或缝制数据时,请不要插拔 USB 插头。
有发生数据损坏或机器误动作的危险。
· 在 USB 机器的保存领域里划分分区后,可以仅与一个分区通讯。
· 有的 USB 机器可能本机不能正确地识别。
· 使用本机时,如果 USB 机器内的数据消失,本公司一律不予赔偿损失。
· 通讯画面、图案数据一览被显示上,插上媒体也不能识别驱动器。
· USB、CompactFlash(TM) 等的媒体原则上仅可以连接 1 台。如果连接了数台机器,只能识别 1 台。有
关详细内容,查阅 USB 的规格。
· 请把 USB 连接器确实地深深插进 IP 操作盘的 USB 端子的里面。
· 在与 USB 上的数据进行存取的中途,请不要关闭 (OFF) 电源。
USB 的规格
②
· 对应 USB 1.1 规格
· 对应机器※1 ����� USB 存储器、USB 集线器、FDD、读卡器的等记忆装置
· 不对应机器 ������ CD、DVD、MO、磁带驱动器等
· 对应格式 �������� FD( 软盘 )FAT12
其他 (USB 存储器等 )FAT12·FAT16·FAT32
· 对应媒体尺寸 ���� FD( 软盘 )1.44MB·720kB
其他 (USB 存储器等 )4.1MB ~ (2TB)
· 驱动器的识别 ���� 与 USB 机器等外部媒体通讯时,仅和最初识别的媒体通讯。但是向内装媒体插口
插入了媒体时,向该媒体的通讯为最优先。(例 :插入了 USB 存储器后,如果向
媒体插口插入媒体则仅向媒体插口通讯。)
· 连接的限制 ������ 最多 10 装置(连接了超过最大限数时,超过限数的记忆媒体取下,不重新连接
的话,就不能识别。)
· 消费电流 �������� 可以连接的 USB 机器的额定消费电流为最大 500mA。
※1
不能保证所有的对应机器的动作。由于不相匹配等问题,有的机器不能动作。
− 24 −
Page 29
2. 操作盘(IP-420)的基本操作
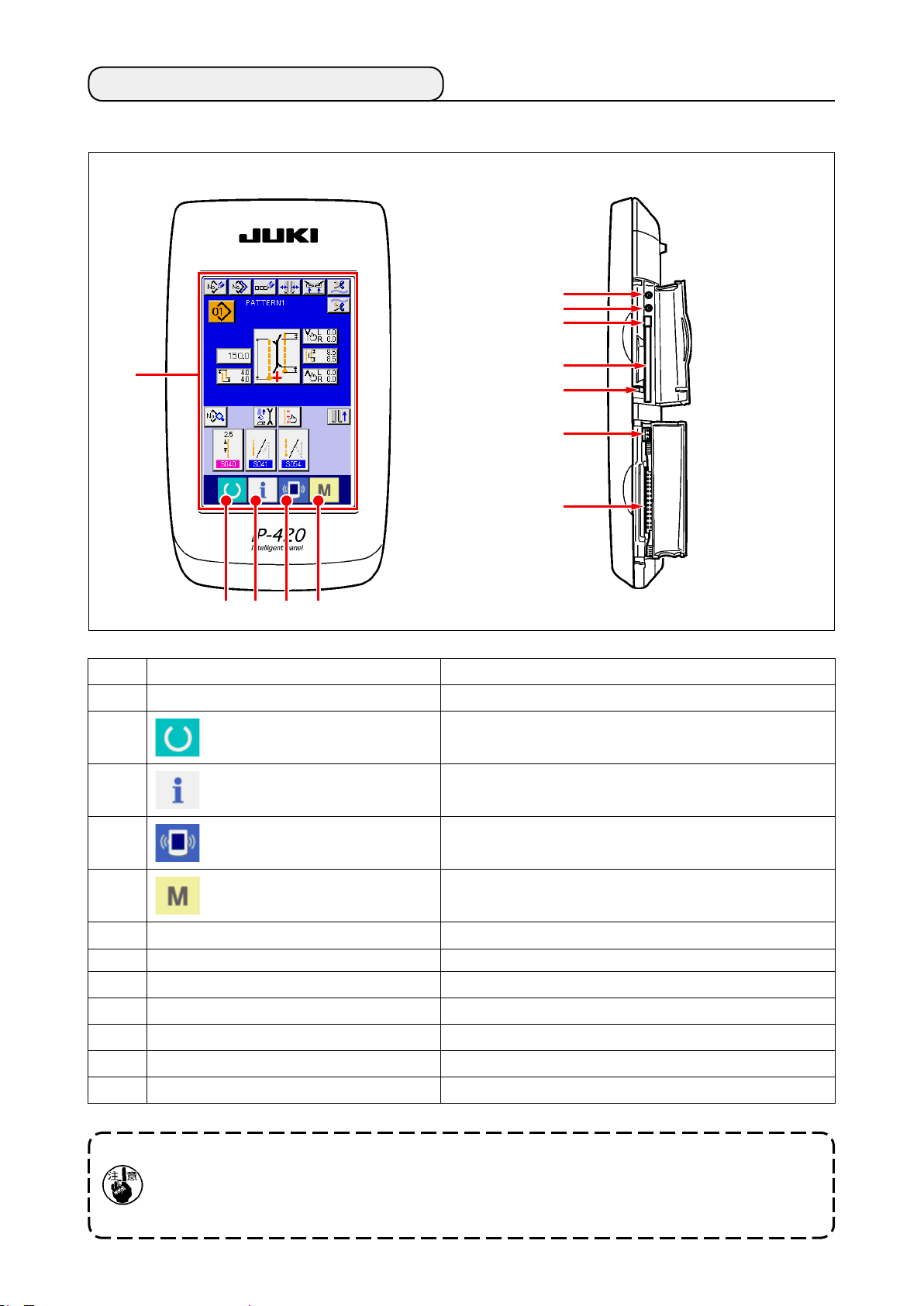
(1) IP-420 各部的名称
[ 前面 ] [ 右侧面 ]
❻
❼
❽
❶
❷ ❸ ❹ ❺
符号 名称 说明
❶
❷
❸
触摸操作盘液晶显示部
准备完了键 进行数据失入画面和缝制画面的变换。
信息键 进行数据输入画面和信息画面的变换。
❾
❹
❺
❻
❼
❽
❾
对比度调节旋钮
亮度调节旋钮
CompactFlash(TM) 取出按键
CompactFlash(TM) 插口
盖子检测开关
外部开关输入用连接器
电气机器连接用连接器
通讯键 进行数据输入画面和通讯画面的变换。
模式变换键
进行数据输入画面和进行各种详细设定画面的模式变换画面
的变换。
1. 操作触摸操作盘时,请用指尖按画面。用手指以外操作的话,有发生误动作或对画面表面的玻璃
造成损伤的危险。
2. 打开电源后,第一次按下准备完了键时,进行大压角马达的原点检索。
此时,大压脚可以移动,请注意。
− 25 −
Page 30
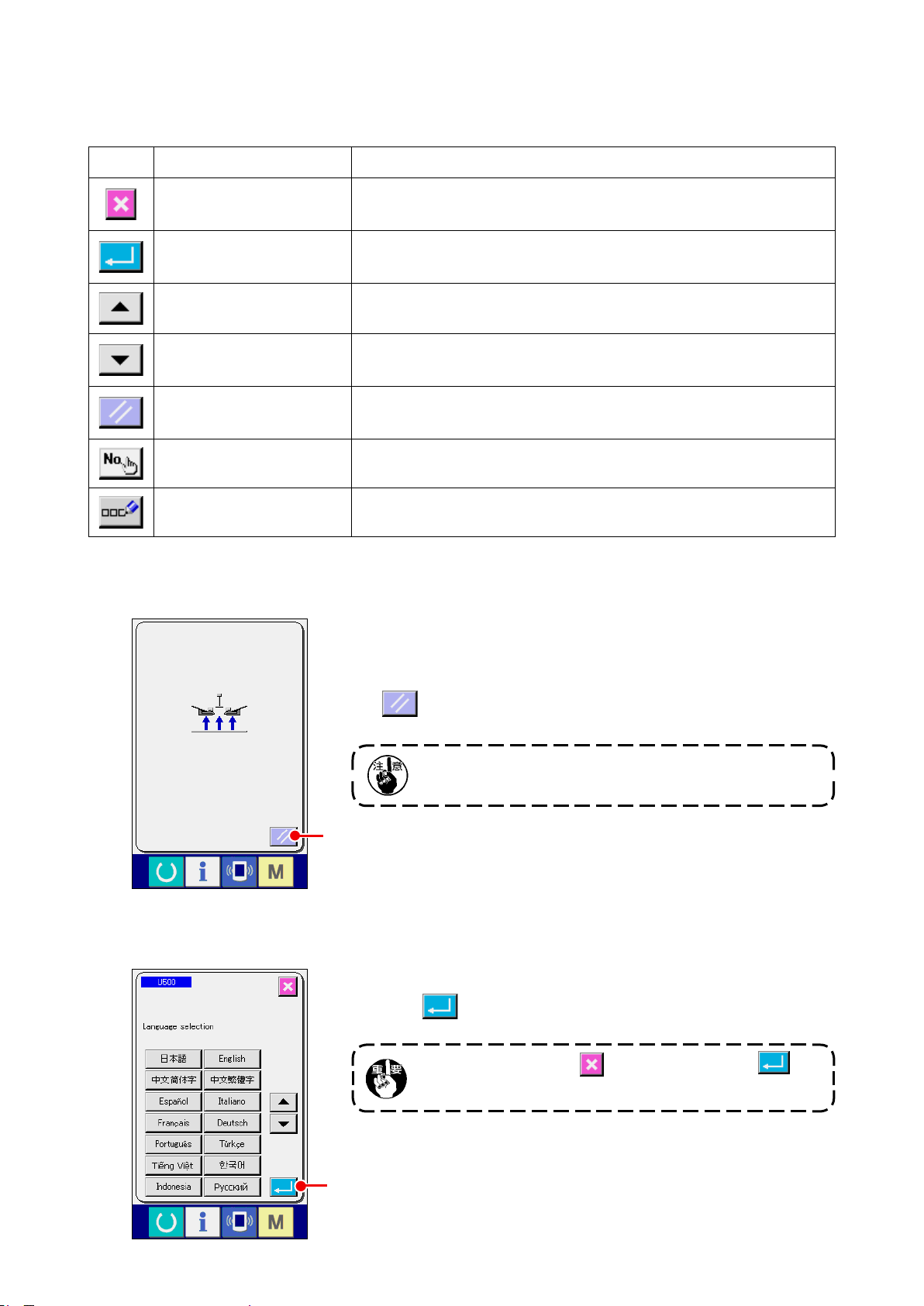
(2) 通用的按钮
在 IP-420 的各画面上通用操作的按钮如下所示。
图标 名称 说明
取消按钮
确定按钮 确定变更的数据。
上滚动按钮 向上方滚动按钮或显示。
下滚动按钮 向下方滚动按钮或显示。
复位按钮 解除异常错误等。
数字输入按钮 显示十数字键,可以进行数字的输入。
文字输入按钮 显示文字输入画面。
(3) 基本操作
关闭凸起画面。
变更数据画面时,取消变更中的数据。
打开电源开关
①
请首先打开电源开关。
欢迎画面显示后,复位凸起画面显示出来。请按复位按钮
A
A。
按了复位按钮之后,滚边器上升,因此请注意安全。
接着,语言选择凸起画面被显示。选择了想显示的语言,按确定
按钮 B之后,下图的单独缝制输入画面 ( 画面 A) 被显示。
不选择语言用取消按钮 或确定 ( 回车 ) 按钮 结
束选择画面的话,每次打开电源之后均会显示语言选择画面。
B
− 26 −
Page 31

选择想缝制的图案 No.
②
C
D
单独缝制输入画面 ( 画面 A)
按了图案 No. 按钮 C之后,可以选择图案 No.。有关图
案 No. 的选择方法,请参阅 "VI-7.(1) 选择图案时 " p.43。
购买时,图案 No.1 ~ 10 被登记着,因此请根据缝制规格的情
况变更缝制数据之后使用。( 没有登记的图案号码不显示。)
有关本画面的详细说明,请参阅 "VI-3. 基本画面的说明 "
p.29。
开始缝制
③
在单独缝制输入画面 ( 画面 A) 按了准备完了键 D之后,
缝制画面 ( 画面 B)
绿色的缝制画面 ( 画面 B) 被显示出来,一踩踏板就可以开始缝
制。
有关本画面的详细说明,请参阅 "VI-3. 基本画面的说明 "
p.29。
操作中途停止装置时
④
缝制中按了中途停止开关E之后,可以让装置停止。
E
− 27 −
Page 32

此时,错误画面被显示出来,通知停止开关被按。按了复位按
钮 F之后,错误被解除,然后返回到输入画面。
F
实装了胸箱装置时,回踩踏板
⑤
H
选择 胸箱装置实,在绿色的缝制画面 ( 画面 B) 上,回
踩踏板之后,左侧的确认画面被显示出来。
回踩踏板让大压脚后退时,为了关闭袋盖压脚进行后退,确认
在大压脚上是否防止了布料的画面。
「关闭袋盖压脚的状态下进行后退。请取下大压脚上的布料」的
确认信息被显示出来。
G
取消大压脚后退时,按了取消按键
面被解除,返回缝制画面。
大压脚上没有布料时,按了大压脚后退按键 H之后,关闭袋盖压脚,大压脚后退。同时,确
认画面被解除,返回到缝制画面。
在大压脚上有布料时,请一定按取消按键 G,然后取下
布料。之后,请再次回踩踏板,让大压脚后退。
之后,袋盖压脚打开,大压脚就不后退了。同时,确认画
H
− 28 −
Page 33

3. 基本画面的说明
(1) 输入画面 ( 单独缝制模式 )
A B C D E F
H
I
J
K
L
M
N
符号 按钮名称 内容
新编制按钮 显示单独缝制图案新编制画面,可以新登记图案数据。
A
复制按钮 显示单独缝制复制原图案一览画面,可以复制图案数据。
B
文字输入按钮 显示文字输入画面,可以向图案数据输入名称。
C
袋盖种类变换按钮 显示袋盖种类变换画面,可以变换袋盖种类和平行调整滚边器。
D
禁止缝制结束时压脚上升按钮 按下按钮的状态,缝制结束时下降压脚然后返回。
E
切上线按钮 按了按钮之后,上线切刀下降,显示切上线动作画面。
F
切底线按钮 按下按钮期间,底线切刀张开。
G
图案 No. 一览按钮 显示图案 No. 一览画面,可以选择图案数据。
H
缝制模式变换按钮
I
L 尺寸长度设定按钮
J
偏差量设定按键
K
动作模式设定按钮
L
动作 / 停止堆积器的变换按钮
M
显示缝制数据按钮 显示缝制图案编辑画面。选择在输入画面上没有显示的详细缝制数据,
N
显示图案名称 显示图案 No. 上输入的名称。
O
开始缝制时角刀动作位置设定按钮
P
中心切刀设定按钮
Q
结束缝制时角刀动作位置设定按钮
R
标记光设定按钮
S
大压脚移动按钮 让大压脚前进或者后退。
T
缝制数据快捷按钮 显示缝制画面随机设定的缝制数据的快捷按钮 ( 最大 4 个项目 )。
U
开始缝制落袋盖数据设定按钮
V
结束缝制落袋盖数据设定按钮
W
G
O
P
Q
R
S
T
U
V
W
调整标记光、试缝时使用的话,非常方便。
选择缝制模式 。
缝制 L 尺寸时,设定缝制长度 。
斜向缝制时,设定缝制开始偏差量 、缝制结束偏差量 。
选择有无缝纫机马达、中心切刀、角切刀的动作 。
选择堆积器的动作 / 停止 , 。
可以进行编辑。
设定开始缝制时角刀的切断位置 。
显示中心切刀数据编辑画面,设定开始缝制 、结束缝制
的中心切刀切断位置。
设定结束缝制时角刀的切断位置 。
显示标记光设定画面,选择了缝制标准 之后,设定标记光照射
位置 , , 。
设定开始缝制时落袋盖数据 或 。
设定结束缝制时落袋盖数据 或 。
* 可以随机设定各按钮的显示 / 不显示。
详细内容请参照 "VI-13. 管理数据输入画面时 " p.81。
− 29 −
Page 34

(2) 缝制画面 ( 单独缝制模式 )
A B D
E
F
符号 按钮名称 内容
供给芯布按钮 按了按钮之后,供给芯布。
A
袋盖种类变换按钮 显示袋盖种类变换画面,可以变换袋盖种类和平行调整滚边器。
B
C
G
H
I
* 选项设定时,设定为 " 有 " 芯布自动供给装置时显示。
缝制结束时禁止压脚上升按钮 按下压脚后,结束缝制时下降压脚然后返回。
C
调整标记光、试缝时使用的话,非常方便。
直接图案一览按键 显示出直接图案一览画面,可以选择缝制数据。
D
计数器变换按钮 按了按钮之后,变换缝制计数器和件数计数器的显示。
E
* 仅缝制计数器、件数计数器两方都ON时显示按钮。
计数器值变更按钮 变更现在显示着的计数器值。
F
底线(右)残量值 检测从梭芯照射的反射光,通知底线残量变少。计数器值每 1 缝制减 1,
G
达到 0 之后,显示计数器画面。
* 仅检测出梭芯的反射光时显示。
底线(左)残量值 检测从梭芯照射的反射光,通知底线残量变少。计数器值每 1 缝制减 1,
H
达到 0 之后,显示计数器画面。
* 仅检测出梭芯的反射光时显示。
标记光设定按钮
I
* 可以随机设定各按钮的显示 / 不显示。
详细内容请参照 "VI-13. 管理数据输入画面时 " p.81。
显示出标记灯设定画面,进行标记灯照射位置的变换 和标记灯
设定值的变更 , , 的设定。
− 30 −
Page 35

(3) 输入画面 ( 交替缝制模式 )
A B C D E F
H
I
J
K
N
M
L
符号 按钮名称 内容
新编制按钮 显示交替缝制数据新编制画面,可以进行数据的新登记。
A
复制按钮 显示交替缝制数据复制原 No. 一览画面,可以复制交替缝制数据。
B
文字输入按钮 显示文字输入画面,可以向交替缝制数据输入名称。
C
袋盖种类变换按钮 显示袋盖种类变换画面,可以变换袋盖种类和平行调整滚边器。
D
结束缝制时禁止压脚上升按钮 按下按钮后,结束缝制时下降压脚然后返回。
E
G
P
Q
R
S
O
T
U
V
W
X
调整标记光、试缝时使用的话,非常方便。
切上线按钮 上线切刀下降,显示切上线动作中画面。
F
切底线按钮 按下按钮期间,底线切刀张开。
G
交替缝制数据 No. 一览按钮 显示交替缝制数据 No. 一览画面,可以选择交替缝制数据。
H
缝制模式变换按钮
I
设定 L 尺寸长度按钮
J
偏差量设定按键
K
显示缝制数据按钮 显示缝制图案编辑画面。选择在输入画面上没有显示的详细缝制数据,
L
堆积器动作 / 停止的变换按钮
M
设定动作模式按钮
N
设定标记光按钮
O
下一缝制数据变换按钮 变换黄色框包围的下一缝制图案。
P
设定开始缝制角刀动作位置按钮
Q
设定中心切刀按钮
R
选择缝制模式 。
缝制 L 尺寸时,设定缝制长度 。
斜向缝制时,设定缝制开始偏差量 、缝制结束偏差量 。
可以进行编辑。
选择堆积器的动作 / 停止 , 。
选择有无缝纫机马达、中心切刀、角刀的动作 。
显示标记光设定画面,进行选择缝制标准 和设定标记光照射位
置 , , 。
* 选择袋盖优先缝制 ON 时不显示。
设定开始缝制角刀的切断位置 。
显示中心切刀数据编辑画面,设定开始缝制 、结束缝制
的中心刀切断位置。
设定结束缝制角刀动作位置按钮
S
移动大压脚按钮 让大压脚前进或后退。
T
U、V
W、X
* 可以随机设定各按钮的显示 / 不显示。
详细内容请参照 "VI-13. 管理数据输入画面时 " p.81。
设定开始缝制袋盖下落数据按钮
设定开始缝制袋盖下落数据按钮
设定结束缝制角刀的切断位置 。
设定开始缝制袋盖下落数据 或 。
设定开始缝制袋盖下落数据 或 。
− 31 −
Page 36

(4) 缝制画面 ( 交替缝制模式 )
A B C
E
F
符号 按钮名称 内容
供给芯布按钮 按下按钮之后供给芯布。
A
变换袋盖种类按钮 显示袋盖种类变换画面,可以变换袋盖种类和平行调整滚边器。
B
结束缝制时禁止压脚上升按钮 按下压脚后,结束缝制时下降压脚然后返回。
C
D
G
H
I
J
* 选项设定时,设定为 " 有 " 芯布自动供给装置时显示。
调整标记光、试缝时使用的话,非常方便。
直接图案一览按键 显示出直接图案一览画面,可以选择缝制数据。
D
变换计数器按钮 按了按钮之后,变换缝制计数器和件数计数器的显示。仅缝制计数器、
E
件数计数器两方都 ON 时显示按钮。
变更计数器值按钮 变更现在显示着的计数器值。
F
变换下一缝制数据按钮 变换黄色框包围的下一缝制图案。
G
* 选择袋盖优先缝制 ON 时不显示。
底线(右)残量值 检测从梭芯照射的反射光,通知底线残量变少。计数器值每 1 缝制减 1,
H
达到 0 之后,显示计数器画面。
* 仅检测出梭芯的反射光时显示。
底线(左)残量值 检测从梭芯照射的反射光,通知底线残量变少。计数器值每 1 缝制减 1,
I
达到 0 之后,显示计数器画面。
* 仅检测出梭芯的反射光时显示。
设定标记光按钮
J
* 可以随机设定各按钮的显示 / 不显示。
详细内容请参照 "VI-13. 管理数据输入画面时 " p.81。
显示出标记灯设定画面,进行标记灯照射位置的变换 和标记灯
设定值的变更 , , 的设定。
− 32 −
Page 37

(5) 输入画面 ( 循环缝制模式 )
A B C D E F
H
I
J
符号 按钮名称 内容
新编制按钮 显示循环缝制数据新编制画面,可以进行循环缝制数据的新登记。
A
复制按钮 显示循环缝制数据复制原 No. 一览画面,可以复制循环缝制数据。
B
文字输入按钮 显示文字输入画面,可以向循环缝制数据输入名称。
C
袋盖种类变换按钮 显示袋盖种类变换画面,可以变换袋盖种类和平行调整滚边器。
D
G
K
L
M
N
结束缝制时禁止压脚上升按钮 按下按钮后,结束缝制时下降压脚然后返回。
E
调整标记光、试缝时使用的话,非常方便。
切上线按钮 上线切刀下降,显示切上线动作中画面。
F
切底线按钮 按下按钮期间,底线切刀张开。
G
循环缝制数据 No. 一览按钮 显示循环缝制数据 No. 一览画面,可以选择循环缝制数据。
H
编辑图案数据按钮 可以编辑循环缝制数据里登记的图案数据。
I
* 编辑方法请参照 "3-(1) 输入画面 ( 单独缝制模式 )" p.29。
编辑图案数据按钮 ( 空白 ) 按了空白按钮之后,显示出向循环缝制数据登记用的图案一览画面,可
J
以选择然后进行登记。
循环后移按钮 向前 1 个移动白色强调显示的下一缝制图案数据。第 1 个图案时向最后
K
的图案移动。
循环前移按钮 向后 1 个移动白色强调显示的下一缝制图案数据。最后的图案时向第 1
L
个图案移动。
删除图案数据按钮 从登记数据中删除白色强调显示的图案数据。
M
移动大压脚按钮 让大压脚前进或后退。
N
* 可以随机设定各按钮的显示 / 不显示。
详细内容请参照 "VI-13. 管理数据输入画面时 " p.81。
− 33 −
Page 38

(6) 缝制画面 ( 循环缝制模式 )
A
E
F
G
符号 按钮名称 内容
供给芯布按钮 按下按钮之后供给芯布。
A
变换袋盖种类按钮 显示袋盖种类变换画面,可以变换袋盖种类和平行调整滚边器。
B
B C
D
I
H
J
K
L
* 选项设定时,设定为 " 有 " 芯布自动供给装置时显示。
结束缝制时禁止压脚上升按钮 按下压脚后,结束缝制时下降压脚然后返回。
C
调整标记光、试缝时使用的话,非常方便。
直接图案一览按键 显示出直接图案一览画面,可以选择缝制数据。
D
显示循环数据 显示循环缝制数据里登记的全部图案数据。
E
变换计数器按钮 按了按钮之后,变换缝制计数器和件数计数器的显示。仅缝制计数器、
F
件数计数器两方都 ON 时显示按钮。
变更计数器值按钮 变更现在显示着的计数器值。
G
底线(右)残量值 检测从梭芯照射的反射光,通知底线残量变少。计数器值每 1 缝制减 1,
H
达到 0 之后,显示计数器画面。
* 仅检测出梭芯的反射光时显示。
底线(左)残量值 检测从梭芯照射的反射光,通知底线残量变少。计数器值每 1 缝制减 1,
I
达到 0 之后,显示计数器画面。
* 仅检测出梭芯的反射光时显示。
左滚动按钮 向前 1 个移动下一缝制图案数据。第 1 个图案时向最后的图案移动。
J
右滚动按钮 向后 1 个移动下一缝制图案数据。最后的图案时向第 1 个图案移动。
K
设定标记光按钮
L
显示出标记灯设定画面,进行标记灯照射位置的变换 和标记灯
设定值的变更 , , 的设定。
* 可以随机设定各按钮的显示 / 不显示。
详细内容请参照 "VI-13. 管理数据输入画面时 " p.81。
− 34 −
Page 39

4. 使用计数器时
(1) 计数器的设定方法
显示设定计数器画面
①
在输入画面按了模式变换键 之后,画面上计数器设定按钮
A显示出来。按了此按钮之后," 设定计数器画面 ( 画面 A)
A
B
显示出来。
选择计数器种类
②
本缝纫机上安装有缝制计数器、件数计数器、底线残量调整计数器
3 种计数器。在 " 设定计数器画面 ( 画面 A)" 上按了缝制计数器按
钮 B之后," 设定缝制计数器画面 ( 画面 B) 显示出来,可
以设定计数器的种类。
设定计数器设定画面
( 画面 A)
设定缝制计数器画面
( 画面 B)
【 缝制计数器 】
加数计数器 :
每进行 1 缝制,对现在值进行加算计数。现在值和设定值
相等之后,显示计数器画面。
减数计数器 :
每进行 1 缝制,对现在值进行减算计数。现在等于 0 之后,
显示计数器画面。
未使用计数器 :
设定为禁止使用的缝制计数器。
− 35 −
Page 40

C
设定计数器画面 ( 画面 A)
在 " 设定计数器画面 ( 画面 A)",按了件数计数器按钮 C之
后," 设定件数计数器画面 ( 画面 C)" 被显示出来,可以设定计数
器种类。
【 件数计数器 】
加数计数器 :
每进行 1 缝制,对现在值进行加算计数。
* 单独缝制时为 1 缝制
交替缝制时为 2 缝制
循环缝制时为 1 循环缝制
作为 1 件计算。
现在值和设定值相等之后,显示计数器画面。
减数计数器 :
每进行 1 缝制,对现在值进行减算计数。现在等于 0 之后,
显示计数器画面。
设定件数计数器 ( 画面 C)
未使用计数器 :
设定为禁止使用的件数计数器。
− 36 −
Page 41

变更计数器目标值
数值设定凸起画面 ( 画面 D)
数值设定凸起画面 ( 画面 E)
③
缝制计数器时按了按钮 D,件数计算器时按了按钮
D
之后,设置设定凸起画面 ( 画面 D) 被显示,可以设定计数器
E
目标值。
E
在这里,请输入计数器目标值。向计数器目标值输入 0 之后,
缝制中仅显示现在值,不显示计数器加数画面。
变更计数器现在值
④
F
缝制计数器时按按钮 F,件数计数器时按按钮
G
之后,数值设定凸起画面 ( 画面 E) 被显示出来,可以设定计数
器现在值。
在这里,请输入计数器现在值。
G
− 37 −
Page 42

(2) 计数的解除方法
在缝制中,达到了计数条件之后,显示计数画面,蜂鸣器鸣响。按
了清除按钮 A之后,复位计数器,返回缝制画面。然后重新
开始计数。
A
(3) 变更缝制中的计数器值的方法
A
显示变更计数器值画面
①
在缝制中想修正计数器值时,请按缝制画面上的变更计数器值
按钮 A。变更计数器值画面被显示出来。
变更计数器值
②
请用十数字键 ~ B或者用▼▲按钮 C (
D) 变更计数器值。
F
B
③ 确认计数器值
按了确定按钮 E之后,确定数据。想清除计数器值时,
请按清除按钮 F。
E
DC
− 38 −
Page 43

5. 使用底线残量调整计数器时
(1) 底线残量调整计数器的设定方法
显示设定计数器画面
①
在输入画面按了模式变换键 之后,在画面上显示出设定
计数器按钮 A。按了此按钮之后,设定计数器画面 ( 画
A
B
面 A) 被显示出来。
把底线残量调整计数器设定为 ON
②
按了底线残量调整计数器动作设定按钮 B之后,底线残
量调整计数器设定凸起画面 ( 画面 B) 被显示出来,可以设定底
线残量调整计数器的动作(ON/OFF)。
设定计数器画面 ( 画面 A)
设定底线残量调整值计数器
的凸起画面 ( 画面 B)
【 检测底线残量 】
底线残量调整计数器 ON :
检测从梭芯照射的反射光,通知底线残量变少。计数器值
每 1 缝制减 1,达到 0 之后,显示计数器画面。
底线残量调整计数器 OFF :
设定禁止底线残量检测。
− 39 −
Page 44

设定计数器画面 ( 画面 A)
设定底线残量调整值
③
按了调整底线残量调整值按钮 C之后,设定底线残量调
整值画面 ( 画面 B) 被显示出来。
C
这时,请输入底线残量调整值 (0 ~ 9)。
在中心检测了无底线之后,直至显示计数为止设定缝制次数。
设定底线残量调整值画面
( 画面 B)
想调长底线残量时
→ 缩小数字 ( 靠近 0 的方向 )。
想调短底线残量时
→ 扩大数字 ( 靠近 9 的方向 )
− 40 −
Page 45

* 底线残量调整计数器的设定 *
1) 把底线残量调整计数器设定为下表显示的值。
2) 开始通常的缝制。试缝时,请根据实际工序的缝制长度进行缝制。
3) 继续缝制,底线变少,梭芯传感器检测了反射光之后,在画面上显示出无底线。
4) 此时,请查看底线残线长度,修正计数器值。
5) 计数器值增加 1 之后,底线残线长度缩短 1 次缝制需要消费的长度。
6) 显示了无底线时的底线残线长度有可能有多有少。
残线多少与线的种类、缝制长度、卷线方法有关。
作为大致标准如下表所示,请根据缝制条件等,修正计数器值而不要发生底线用完的情况。
[ 计数器值是缝制长度为 150mm 的情况 ]
线号 计数器值 残线长度参考值(m)
# 40 1 0.4 ~ 2.6
# 50 2 0.2 ~ 2.6
# 60 2 0.4 ~ 2.8
# 80 3 0.1 ~ 3.0
残线量发生下列情况时,需要重新调整。
·
1.缝制物的缝制长度变更后
2.底线线号变更后
输入了底线残量调整计数器值之后原来的底线残量计数器值被清除。
·
7) 梭芯上的线没有之后,底线残量检测装置便不能进行「底线残量检测」。
因此,请把底线的残线长度留有余地,设定底线残量调整计数器的值,以便显示「无底线」。
(2) 解除底线残量调整计数器的计数的方法
缝制结束时,底线残量计数器值达到 0 的话,显示计数画面,蜂
鸣器鸣响。请更换残线变少侧的梭芯。
按了清除按钮 A之后,复位底线残量计数器值,然后返
回缝制画面。
A
− 41 −
Page 46

6. 变更缝制模式时
显示选择缝制模式画面
①
按了模式变换键 A之后,模式变换画面被显示出来。
B
A
选择缝制模式
②
按了选择模式按钮B之后,按钮的显示变换。
选择交替缝制时
确定缝制模式
③
选择单独缝制时
按了模式变换键 A之后,显示出选择的缝制模式的输入数据画面。
选择循环缝制时
交替缝制输入画面 单独缝制输入画面 循环缝制输入画面
− 42 −
Page 47

7. 使用缝制图案时
(1) 选择图案时
显示输入画面
①
显示出单独缝制模式、交替缝制模式、循环缝制模式的输入画面之后,便可以选择图案。
随机地显示缝制画面,也可以从缝制画面选择图案。
叫出图案一览画面
②
按了图案一览按钮 A之后,图案一览画面被显示出来。
A AA
选择图案
③
请按想选择的图案数据B。
C
B
确定图案
④
B
按了确定按钮 C之后,图案被选择,返回到输入画面。
C
C
B
− 43 −
Page 48

(2) 新编制图案时
显示输入输入画面
①
显示出单独缝制模式、交替缝制模式、循环缝制模式的输入画面之后,便可以新编制图案。
叫出新编制缝制图案画面
②
按了新编制按钮 A之后,新编制图案画面被显示出来。
A
输入图案 No.
③
A A
请用十数字键 ~ B输入想新编制的图案 No.。也可以用▼▲按钮 C ·
检索未登记的缝制图案 No.。
D
B
确定图案 No.
④
C D
E
B
C D
E
B
按了确定按钮 E之后,确定新编制的图案 No.,然后返回输入画面。
− 44 −
E
C D
Page 49

(3) 复制图案时
可以把已经登记的图案复制到为登记的缝制图案里。因为禁止图案改写复制,所以想改写时,请事先删
除该图案。
→ 有关图案的删除方法请参阅 "VI-7.(4) 删除图案时 " p.47。
想要向已经登记完了的图案 No. 复制时,不能复制错误 (E401) 会显示出来。
显示输入画面
①
显示出单独缝制模式、交替缝制模式、循环缝制模式的输入画面之后,便可以复制图案。
A
叫出复制原图案 No. 一览画面
②
AA
按了复制图案按钮 A之后,复制原图案一览画面被显示出来。
− 45 −
Page 50

选择复制原图案
③
请从图案一览按钮B中选择复制原图案。
接着,按了复制原图案 No. 输入按钮 C之后,复制原图案 No. 输入画面 ( 画面 B) 被显示出来。
B
输入复制处的图案 No.
④
C
B
复制原图案一览画面 ( 画面 A)
C
C
B
请用十数字键 ~ B输入复制原图案 No.。也可以用▼▲按钮 ( C · D)
检索未使用的图案。
E
B
E
C D
B
开始复制
⑤
C D
B
E
C D
复制原图案 No. 输入画面 ( 画面 B)
按了确定按钮 E之后开始复制。被复制的图案 No. 在选择状态将返回复制原图案一览画面 ( 画
面 A)。
− 46 −
Page 51

(4) 删除图案时
显示输入画面
①
显示出单独缝制模式、交替缝制模式、循环缝制模式的输入画面之后,便可以删除图案。
叫出图案一览画面
②
按了图案一览按钮 A之后,图案 No. 一览画面 ( 画面 A) 被显示出来。
A
选择删除的图案
③
A
A
请从图案一览按钮B中选择删除的图案。
接着,选择了删除按钮 C之后,确认图案删除画面被显示出来。
B
确定删除的图案
④
C
B
C
图案 No. 一览画面 ( 画面 A)
在确认图案删除画面上,按了确定按钮 之后,图案被删除。
如果按取消按钮 的话,则不删除返回到原来的画面 A。
− 47 −
B
C
Page 52

(5) 给图案起名称
显示输入画面
①
显示出单独缝制模式、交替缝制模式、循环缝制模式的输入画面之后,便可以向图案数据输入名称。
叫出输入文字画面
②
按了输入文字按钮 A之后,输入文字画面 ( 画面 B) 被显示出来。
AAA
输入数据画面 ( 画面 A)
F
E
B
输入文字
③
C D
F
E
B
输入文字画面 ( 画面 B)
C D
F
B
E
C D
按想输入的文字按钮B,就可以输入文字。最多可以输入 14 个字( ~ 、 ~ )、
符号( 、 、 、 、 、 )。用游标左移动按钮 C、游标右移动按钮
D可以移动游标。想删除输入的文字时,请把游标对准想删除的文字位置,然后按删除按钮
E。
结束输入文字
④
按确定按钮 F之后,结束输入文字。结束后,在输入画面上部输入的文字被显示出来。
− 48 −
Page 53

(6) 循环缝制数据的编辑方法
循环缝制输入画面 ( 画面 C)
显示循环缝制输入画面
①
显示了循环缝制模式的输入画面之后,可以编辑循环缝制数据。
A
B
图案一览画面 ( 画面 B)
登记图案数据
②
按空白按钮 A之后,图案一览画面 ( 画面 B) 被显示
出来。
C
从图案一览按钮B选择想登记的图案数据,按确定按钮
之后,在空白部选择的图案数据被登记。
C
第 1 个图案数据被登记之后,第 2 个空白按钮 D被显
示出来。如果需要,请反复进行②的操作。
循环缝制数据,最多可以登记 6 个图案数据。
− 49 −
Page 54

删除登记的图案数据
③
按了删除按钮 E之后,白色强调显示的图案数据被删除。
请用上下滚动按钮 F选择想删除的图案数据,然后
删除。
D
输入循环缝制画面 ( 画面 C)
G
F
E
编辑被登记的图案数据
④
白色想掉显示的图案数据,有可能是下一缝制的图案数据,
请根据缝制作业进行移动。
按了想编辑的图案数据按钮 G之后,编辑图案数据画
面 ( 画面 D) 用凸起画面显示。
→ 请参照 "VI-3.(1) 输入画面 ( 单独缝制模式 )" p.29。
编辑图案数据画面 ( 画面 D)
− 50 −
Page 55

8. 变更缝制数据时
(1) 缝制数据的变更方法
显示输入画面
①
显示出单独缝制模式、交替缝制模式、循环缝制模式的输入画面之后,便可以变更缝制数据。
经常使用的缝制数据可以登记到输入画面的缝制数据快捷按钮B,并可以直接设定。而且,详细的
缝制数据,按了 A之后,也可以设定。
C
A
B
A
A
B
1. 变更循环缝制模式的缝制数据时,按了编辑图案数据按钮C之后,可以变更。
2. 缝制数据快捷按钮B在交替缝制模式时不显示。
3. 关于缝制数据快捷按钮B,请参照 "VI-13. 管理数据输入画面时 " p.81。
4. 缝制数据的详细内容,请参照 "VI-8.(2) 缝制数据一览 ① 在数据输入画面显示的项目 " p.52。
选择变更的缝制数据
②
按了 A之后,缝制数据一览画面 ( 画面 A) 被显示出来,
请选择想变更的数据。
有的形状,不能使用的数据项目不能显示,请注意。
缝制数据一览画面 ( 画面 A)
− 51 −
Page 56

(2) 缝制数据一览
在数据输入画面显示的项目
①
No. 项目
设定范围
/
编辑单位
初期值
变换动作模式
选择有无缝纫机马达、中心切刀、角刀动作。
送布模式 送布、缝纫机切线
送布、缝纫机切线、中
心切刀模式
变换缝制模式
选择缝制模式。
* 交替缝制模式时的带盖优先缝制用 设定。
L 尺寸缝制 左袋盖缝制
右袋盖缝制 袋盖优先缝制
设定L尺寸
L尺寸缝制时,设定缝制长度。
*
仅设定L尺寸缝制时可以设定。
送布、缝纫机切线、中
心切刀、角刀模式
- - -
- - -
18.0 ~
220.0
/
0.1mm
150.0mm ※
标记光照射位置的变换
选择开始缝制照射 / 结束缝制照射 / 中心照射。
开始缝制照射 结束缝制照射
中心照射
落袋盖数据 ( 开始左缝制 )
调整左侧袋盖的开始缝制位置。
*
落袋盖数据 ( 结束左缝制 )
调整左侧袋盖的结束缝制位置。
*
落袋盖数据 ( 开始右缝制 )
调整右侧袋盖的开始缝制位置。
*
仅设定袋盖缝制时可以设定。
仅设定袋盖缝制时可以设定。
仅设定袋盖缝制时可以设定。
- - -
-9.9 ~
9.9
/
0.1mm
-9.9 ~
9.9
/
0.1mm
-9.9 ~
9.9
/
0.1mm
0.0mm ※
0.0mm ※
0.0mm ※
※
由于设定状态不同,其他项目不显示。
···
− 52 −
Page 57

No. 项目
设定范围
/
编辑单位
初期值
落袋盖数据 ( 结束右缝制 )
调整右侧袋盖的结束缝制位置。
*
变换缝制开始的偏差方向
进行缝制开始时的偏差方向的变换。
缝制开始的偏差量
进行缝制开始为斜向缝制的设定时,可以补正偏差量。进行缝制开始为平
行缝制的设定时,不能补正偏差量。
变换缝制结束偏差方向
进行缝制结束的偏差方向的变换。
仅设定袋盖缝制时可以设定。
-9.9 ~
9.9
/
0.1mm
- - -
0.5 ~
10.0
/
0.1mm
- - -
0.0mm ※
0.0mm
缝制结束偏差量
进行缝制结束为斜向缝制的设定时,可以补正偏差量。进行缝制结束为平
行缝制的设定时,不能补正偏差量。
设定中心切刀动作位置
设定开始缝制 / 结束缝制中心切刀的切断位置。
* 请一定调整各个标准部件,让角刀的 V 字顶点对齐。
开始缝制
中心切刀位置
开始缝制角刀动作位置
设定开始缝制角刀的切断位置。
结束缝制角刀动作位置
设定开始缝制角刀的切断位置。
结束缝制
中心切刀位置
0.5 ~
10.0
/
0.1mm
0.0 ~
25.0
/
0.1mm
-9.9 ~
9.9
/
0.1mm
-9.9 ~
9.9
/
0.1mm
0.0mm
7.0mm
0.0mm
0.0mm
※
由于设定状态不同,其他项目不显示。
···
− 53 −
Page 58

No. 项目
设定范围
/
编辑单位
初期值
设定缝制开始的角刀右幅宽度
设定缝制开始时的角刀的右幅宽度。
设定缝制开始的角刀左幅宽度
设定缝制开始时的角刀的左幅宽度。
-1.0 ~
1.5mm
/
0.1mm
-1.0 ~
1.5mm
/
0.1mm
0.5mm
0.5mm
设定缝制结束的角刀右幅宽度
设定缝制结束时的角刀的右幅宽度。
设定缝制结束的角刀左幅宽度
设定缝制结束时的角刀的左幅宽度。
-1.0 ~
1.5mm
/
0.1mm
-1.0 ~
1.5mm
/
0.1mm
0.5mm
0.5mm
※
由于设定状态不同,其他项目不显示。
···
− 54 −
Page 59

No. 项目
设定范围
/
编辑单位
初期值
设定缝制开始 ( 左 ) 角刀的动作位置
设定缝制开始时的左角刀的动作 ( 前后 ) 位置。
设定缝制开始 ( 右 ) 角刀的动作位置
设定缝制开始时的右角刀的动作 ( 前后 ) 位置。
设定缝制结束 ( 左 ) 角刀的动作位置
设定缝制结束左角刀的动作 ( 前后 ) 位置。
-9.9 ~
9.9mm
/
0.1mm
-9.9 ~
9.9mm
/
0.1mm
-9.9 ~
9.9mm
/
0.1mm
0.0mm
0.0mm
0.0mm
设定缝制结束 ( 右 ) 角刀的动作位置
设定缝制结束右角刀的动作 ( 前后 ) 位置。
设定标记光
设定开始缝制照射 / 结束缝制照射 / 中心照射的各种标记光照射位置。设
定值为 0.0mm 时,缝制位置和标记光照射位置相同。请在把标记光照射到
与缝制位置不同的位置时使用。
开始缝制照射 结束缝制照射
中心照射
-9.9 ~
9.9mm
/
0.1mm
-100.0 ~
100.0
*前标准
为
-80.0 ~
100.0
/
0.1mm
0.0mm
0.0mm
※
由于设定状态不同,其他项目不显示。
···
− 55 −
Page 60

No. 项目
设定范围
/
编辑单位
初期值
缝制开始偏差自动检测功能
缝制开始时,使用 2 个袋盖传感器读取袋盖,自动地设定偏差。
* 没有安装 袋盖角度检测装置时,仅可以使用左袋盖
( 双片和单片 )。
缝制结束偏差自动检测功能
缝制结束时,使用 2 个袋盖传感器读取袋盖,自动地设定偏差。
* 没有安装 袋盖角度检测装置时,仅可以使用左袋盖
( 双片和单片 )。
变换胶辊堆积器停止 / 动作
选择胶辊堆积器的停止 / 动作。
* 仅设定胶辊堆积器安装时显示。
停止 动作
变换夹杆堆积器停止 / 动作
选择夹杆堆积器的停止 / 动作
* 仅设定夹杆堆积器安装时显示。
- - -
- - -
- - - ※
- - - ※
停止 动作
− 56 −
Page 61

在缝制数据一览画面显示的项目
②
No. 项目
设定范围
/
编辑单位
初期值
选择袋盖优先缝制
选择袋盖优先缝制模式。
* 仅设定交替缝制模式时可以设定。
袋盖优先
禁止缝制
选择标记光照射位置的自动变换
在开始缝制照射时或结束缝制照射时,缝制结束后自动地变换标记
光照射位置。
* 交替缝制模式、循环缝制模式时不动作。
停止 动作
袋盖强制停止数据
不能检测袋盖缝制结束端时,从后标准位置缝制了设定长度后停止。
* 仅设定袋盖缝制时可以设定。
缝制开始的偏差检测补正值
对于缝制开始时自动检测的偏差,再次进行补正。
袋盖优先
缝制模式
- - - ※
- - - ※
0.0 ~
10.0
/
0.1mm
-9.9 ~
9.9mm
/
0.1mm
5.0mm ※
0.0mm
缝制结束的偏差检测补正值
对于缝制结束时自动检测的偏差,再次进行补正。
平缝间距
设定平缝部分的缝制间距。
选择开始缝制缩缝 / 倒缝
选择开始缝制缩缝 / 倒缝。
缩缝 倒缝
开始缝制缩能针数
设定开始缝制缩缝针数。
* 仅选择缩缝时可以设定。
-9.9 ~
9.9mm
/
0.1mm
2.0 ~ 3.4
/
0.1mm
- - -
3~19
/
1针
0.0mm
2.5mm
5针 ※
※
由于设定状态不同,其他项目不显示。
···
− 57 −
Page 62

No. 项目
设定范围
/
编辑单位
初期值
开始缝制缩缝间距
设定开始缝制缩缝间距。
* 仅选择缩缝时可以设定。
开始缩缝第 1 针间距
设定开始缝制缩缝的第 1 针间距。
*
*
* 仅缝制开始为平行时可以进行设定。
开始缩缝第 2 针间距
设定开始缝制缩缝的第 2 针间距。
*
*
* 仅缝制开始为平行时可以进行设定。
仅选择缩缝时可以设定。
仅选择缩缝 / 倒缝详细设定时可以设定。
仅选择缩缝时可以设定。
仅选择缩缝 / 倒缝详细设定时可以设定。
0.5 ~ 1.5
/
0.1mm
0.1 ~ 1.5
/
0.1mm
0.1 ~ 1.5
/
0.1mm
1.0mm ※
1.0mm ※
1.0mm ※
开始缩缝第 3 针间距
设定开始缝制缩缝的第 3 针间距。
*
*
* 仅缝制开始为平行时可以进行设定。
开始缝制倒缝针数
设定开始缝制倒缝针数。
*
开始缝制倒缝间距
设定开始缝制倒缝间距。
*
开始缝制倒缝加固间距
设定开始缝制倒缝加固间距。
*
仅选择缩缝时可以设定。
仅选择缩缝 / 倒缝详细设定时可以设定。
仅选择倒缝时可以设定。
仅选择倒缝时可以设定。
仅选择倒缝时可以设定。
0.1 ~ 1.5
/
0.1mm
1~12
/
1针
0.5 ~ 3.0
/
0.1mm
-2.0 ~
2.0
/
0.1mm
1.0mm ※
3针 ※
2.0mm ※
-1.5mm ※
※
由于设定状态不同,其他项目不显示。
···
− 58 −
Page 63

No. 项目
设定范围
/
编辑单位
初期值
开始缝制倒缝折回第 1 针间距
设定开始缝制倒缝的折回部第 1 针间距。
*
*
* 仅缝制开始为平行时可以进行设定。
开始缝制倒缝折回第 2 针间距
设定开始缝制倒缝的折回部第 2 针间距
*
*
* 仅缝制开始为平行时可以进行设定。
开始缝制倒缝折回第 3 针间距
设定开始缝制倒缝的折回部第 3 针间距。
*
*
* 仅缝制开始为平行时可以进行设定。
仅选择倒缝时可以设定。
仅选择缩缝 / 倒缝详细设定时可以设定。
仅选择倒缝时可以设定。
仅选择缩缝 / 倒缝详细设定时可以设定。
仅选择倒缝时可以设定。
仅选择缩缝 / 倒缝详细设定时可以设定。
0.1 ~ 3.0
/
0.1mm
0.1 ~ 3.0
/
0.1mm
0.1 ~ 3.0
/
0.1mm
2.0mm ※
2.0mm ※
2.0mm ※
缝制开始倒褶折回修正
设定缝制开始倒褶折回修正值。
*
*
选择结束缝制缩缝 / 倒缝
选择结束缝制缩缝 / 倒缝。
结束缝制缩缝针数
设定结束缝制缩缝针数。
*
结束缝制缩缝间距
设定结束缝制缩缝间距。
*
仅选择倒缝时可以设定。
仅用图案数据补正时可以设定。
缩缝 倒缝
仅选择缩缝 s 时可以设定。
仅选择缩缝时可以设定。
-2.0 ~
2.0
/
0.1mm
- - -
3~19
/
1针
0.5 ~ 1.5
/
0.1mm
1.0mm ※
5针 ※
1.0mm ※
※
由于设定状态不同,其他项目不显示。
···
− 59 −
Page 64

No. 项目
设定范围
/
编辑单位
初期值
缩缝最终针间距
设定结束缝制缩缝的最终针间距。
*
*
* 仅缝制开始为平行时可以进行设定。
缩缝最终针的前 1 针间距
设定结束缝制缩缝的最终针的前 1 针间距。
*
*
* 仅缝制开始为平行时可以进行设定。
缩缝最终针的前 2 针间距
设定结束缝制缩缝的最终针的前 2 针间距。
*
*
* 仅缝制开始为平行时可以进行设定。
仅选择缩缝时可以设定。
仅选择缩缝 / 倒缝详细设定时可以设定。
仅选择缩缝时可以设定。
仅选择缩缝 / 倒缝详细设定时可以设定。
仅选择缩缝时可以设定。
仅选择缩缝 / 大缝详细设定时可以设定。
0.1 ~ 1.5
/
0.1mm
0.1 ~ 1.5
/
0.1mm
0.1 ~ 1.5
/
0.1mm
1.0mm ※
1.0mm ※
1.0mm ※
结束缝制倒缝针数
设定结束缝制倒缝针数。
*
结束缝制倒缝间距
设定结束缝制倒缝间距。
* 仅选择倒缝时可以设定。
结束缝制倒缝折回第 1 针间距
设定结束缝制倒缝折回部第 1 针间距。
* 仅选择倒缝时可以设定。
* 仅选择缩缝 / 倒缝详细设定时可以设定。
* 仅缝制开始为平行时可以进行设定。
结束缝制倒缝折回第 2 针间距
设定结束缝制倒缝折回部第 2 针间距。
* 仅选择倒缝时可以设定。
* 仅选择缩缝 / 倒缝详细设定时可以设定。
* 仅缝制开始为平行时可以进行设定。
仅选择倒缝时可以设定。
1~12
/
1针
0.5 ~ 3.0
/
0.1mm
0.1 ~ 3.0
/
0.1mm
0.1 ~ 3.0
/
0.1mm
3针 ※
2.0mm ※
2.0mm ※
2.0mm ※
※
由于设定状态不同,其他项目不显示。
···
− 60 −
Page 65

No. 项目
设定范围
/
编辑单位
初期值
结束缝制倒缝折回第 3 针间距
设定结束缝制倒缝折回部第 3 针间距。
* 仅选择倒缝时可以设定。
* 仅选择缩缝 / 倒缝详细设定时可以设定。
* 仅缝制开始为平行时可以进行设定。
结束缝制倒缝最终针间距
设定结束缝制倒缝最终针间距。
* 仅选择倒缝时可以设定。
结束缝制倒缝折回补正
设定结束缝制倒缝折回补正值。
*
*
堆积位置
从角刀位置只让大压脚移动设定距离后,让堆积器动作。( + : 里侧 - : 前侧)
* 动作量的范围受结束缝制时的大压脚的位置的限制。
* 仅使用 夹杆堆积器,或使用 胶辊堆积器,而且设定
仅选择倒缝时可以设定。
仅用图案数据补正时可以设定。
胶辊堆积器动作,或设定 夹杆堆积器动作时可以设定。
0.1 ~ 3.0
/
0.1mm
-2.0 ~
2.0
/
0.1mm
-2.0 ~
2.0
/
0.1mm
0 ~ 500mm
/
1mm
2.0mm ※
-1.5mm ※
1.0mm ※
0mm ※
堆积器定时器 1
设定胶辊转动时间。设定时间之前,布料传感器检测到无布料后,停止转动。
* 仅使用 胶辊堆积器选购品,而且设定 胶辊堆积器动
作时可以设定。
至开始缝制位置的空送速度
设定至开始缝制位置的空送速度。
至角刀位置的空送速度
设定至角刀位置的空送速度。
0.0 ~ 9.9
/
0.1 秒
3~10
/
1
3~10
/
1
0.5 秒 ※
5
5
※
由于设定状态不同,其他项目不显示。
···
− 61 −
Page 66

No. 项目
设定范围
/
编辑单位
初期值
变换折边装置停止 / 动作
选择折边装置的停止 / 动作。
*
变换芯布自动供给装置停止 / 动作
选择芯布自动供给装置的停止 / 动作。
* 仅使用芯布自动供给选购品时可以设定。
* 由于供给芯布而不使用图案时,请注意不要让芯布露出到机台上面。下
袋盖长度
设定袋盖的长度。
盖缝制时可以设定。
* 本设定是为了决定芯布自动供给装置的拉芯布长度而进行设定。缝制长
仅使用折边选购品时可以设定。
停止 动作
一次使用时,请按一次操作盘上的重复拉出按键,然后再进行切断的重
复拉出动作。
停止 动作
选择芯布自动供给装置动作,而且 缝制模式变换选择袋
度通过袋盖传感器的检测来决定。
- - - ※
- - - ※
37.0 ~
220.0
/
0.1mm
150.0mm ※
缝纫机高速转速
设定缝制部的转速。
* 仅转速设定选择为选择图案数据时可以设定。
缝纫机低速转速
设定缩缝、倒缝部的转速。
* 受缝纫机高速转速的限制。
* 仅缝纫机转速设定选择为选择图案数据时可以设定。
* 倒缝时,实际的低速转速上限限制为 1500sti/min。
1000 ~
3000
/
100sti/min
1000 ~
2500
/
100sti/min
2500sti/
min
1500sti/
min
※
※
※
由于设定状态不同,其他项目不显示。
···
− 62 −
Page 67

(3) 交替缝制的缝制数据上下复制功能
显示交替缝制输入画面。
①
显示出交替缝制模式的输入画面之后,便可以进行上下数据的
复制。
A
B
呼出缝制模式变换画面。
②
按缝制模式设定按键,显示出缝制模式变换画面。如果想把上
面的缝制数据复制倒下面的数据里时,请按下侧的按键B,如
果想把下面的缝制数据复制倒上面的缝制数据里时,请按上侧
的按键A。
复制交替缝制的缝制数据。
③
请在缝制模式变换画面,按上下缝制数据复制按键 C。
C
− 63 −
Page 68

开始复制。
④
在复制确认画面,按了回车键 确定之后,左右翻转缝制
数据,进行复制。如果按取消按键 的话,则不进行复制,
返回倒原来的缝制模式变换画面。
※ 下一个缝制数据在复制时被左右翻转 ( 其他的缝制数据照原样复制 )。
No. 项目
S003 变换缝制模式
S008 钉袋盖数据 ( 左缝制开始 )
S009 钉袋盖数据 ( 左缝制结束 )
S010 钉袋盖数据 ( 右缝制开始 )
S011 钉袋盖数据 ( 右缝制结束 )
S013 变换缝制开始偏差方向
S015 变换缝制结束偏差方向
S021 设定缝制开始角刀右宽度
S022 设定缝制开始角刀左宽度
S023 设定缝制结束角刀右宽度
S024 设定缝制结束角刀左宽度
S025 设定缝制开始 ( 左 ) 角刀的动作位置
S026 设定缝制开始 ( 右 ) 角刀的动作位置
S027 设定缝制结束 ( 左 ) 角刀的动作位置
S028 设定缝制结束 ( 右 ) 角刀的动作位置
− 64 −
Page 69

9. 变更存储器开关数据时
(1) 存储器开关数据的变更方法
显示存储器开关数据一览画面
①
A
C
按了模式变换键 之后,画面上存储器开关按钮
被显示。按此按钮之后,存储器开关数据一览画面 ( 画面 A) 被
显示出来。
选择想变更的存储器开关按钮
②
按了上下滚动按钮 B,请选择想变更的数据项目按
钮C。
B
A
存储器开关数据一览画面
( 画面 A)
− 65 −
Page 70

(2) 存储器开关数据一览
等级 1
①
存储器开关数据 ( 等级 1) 是缝纫机通用的动作数据,即是所有的缝制图案通用的数据。
设定范围
No. 项目
/
编辑单位
初期值
变换结束缝制后的大压脚位置
从前进端 / 中间返回 / 压脚返回 / 后退端停止种选择缝制终了后的大压
脚位置。
大压脚前进端停
止
大压脚压脚返回
开始前进端动作待机时间
设定大压脚开始前进端动作的待机时间。
* 仅设定为前进端停止时可以设定。
开始缝制芯布自动供给反复拉布次数
设定开始缝制芯布自动供给装置反复拉布次数。
* 仅使用芯布自动供给选购品时可以设定。
大压脚中间返回
大压脚后退端停
止
- - -
0.50 ~
9.99
/
0.01 秒
2~9
/
1
3.00 秒 ※
3 ※
结束缝制芯布自动供给反复拉出长度
设定结束缝制芯布自动供给装置的反复拉出长度。
* 仅使用芯布自动供给选购品时可以设定。
切线同步时间
从标准 / 中间 / 最长种选择结束缝制后的切线同步时间,调整结束缝制
缝线的长度。
标准 0 中间 1
最长 2
* 实装了 定尺寸钉拉链装置,设定为标准值 0 之后,上线有
可能切不断。
堆积器定时器 2
设定从向堆积台放置布料的夹杆动作开始至放开布料为止的待机时间。
* 仅使用夹杆堆积器选购品时可以设定。
0 ~ 99.9
/
0.1mm
- - -
0.00 ~
9.99
/
0.01 秒
0mm ※
0.70 秒 ※
※
由于设定状态不同,其他项目不显示。
···
− 66 −
Page 71

No. 项目
设定范围
/
编辑单位
初期值
堆积器定时器 3
设定取布料杆的动作时间。
*
堆积器定时器 4
设定加快大压脚上升松开缝制物的同步时间。夹小缝制物时,用自重调
整下落量。
*
缝纫机高速转速
设定缝制布的转速。
*
缝纫机低速转速
设定缩缝、倒缝部的转速。
*
* 仅选择了用存储器开关设定缝纫机转速时,可以设定。
*倒缝时,实际的低速转速上限限制为 1500sti/min。
软起动第 1 针
限制开始缝制第 1 针的转速。
仅使用夹杆堆积器选购品时可以设定。
仅使用夹杆堆积器选购品时可以设定。
仅选择了用存储器开关设定缝纫机转速时,可以设定。
受缝纫机高速转速限制。
0.00 ~
9.99
/
0.01 秒
0.00 ~
9.99
/
0.01 秒
1000 ~
3000
/
100sti/min
1000 ~
2500
/
100sti/min
500 ~ 2500
/
100sti/min
0.70 秒 ※
0.00 秒 ※
2500sti/min ※
1500sti/min ※
1500sti/min
软起动第 2 针
限制开始缝制第 2 针的转速。
软起动第 3 针
限制开始缝制第 3 针的转速。
大压脚返回速度
设定大压脚返回速度。
选择断线检测
选择有 / 无断线检测。
有断线检测 无断线检测
袋盖压脚动作模式
选择袋盖压脚的动作顺序。
从右面 从左面
左右同时 放置袋盖侧
500 ~ 2500
/
100sti/min
500 ~ 2500
/
100sti/min
3~9
/
1
---
---
2500sti/min
2500sti/min
7
※
*踏板管理设定时设定为左右同时动作后,便无视此参数,左右同时
动作。
由于设定状态不同,其他项目不显示。
・・・
− 67 −
Page 72

No. 项目
设定范围
/
编辑单位
初期值
变换大压脚下降顺序
选择大压脚的下降顺序。
从右面 从左面
左右同时
* 踏板管理设定时设定为左右同时动作后,便无视此参数,左右同时
动作。
折边板动作模式
在角刀顶起时,选择折边板「返回 / 不返回」。
返回 不返回
禁止滚边器减压上升
禁止空送时的滚边器减压上升。
禁止减压上升 减压上升
- - -
- - -
- - -
变换连续踩踏板定时器有效 / 无效
选择连续踩踏板定时器的有效 / 无效。
* 仅设定为一次踩踏板时可以设定。
无效 有效
连续踩踏板定时器
设定踩住踏板放置缝制物时,各装置顺序动作的时间间隔。
* 仅设定为一次踩踏板时可以设定。
详细设定缩缝 / 倒缝
详细设定缩缝 / 倒缝部的间隙「设定 / 不设定」。
设定 不设定
袋盖止动器的位置
缝制袋盖时,设定标记光的开始缝制照射位置 ( 距离机针 )。
* 仅进行标记光的照射位置设定,实际的缝制位置是用袋盖传感器检
测的袋盖断位置。
- - - ※
0.1 ~
2.0
/
0.1 秒
- - -
80.0 ~
280.0
/
0.1mm
0.5 秒 ※
80.0mm
※
由于设定状态不同,其他项目不显示。
···
− 68 −
Page 73

No. 项目
设定范围
/
编辑单位
初期值
变换使用偏差检测进行袋盖落盖位置的补正
不设定左袋盖的偏差自动检测时,使用第 2 袋盖传感器自动地进行袋盖
的落盖补正。
* 设定偏差自动检测时,不管有无此设定,均自动地进行袋盖的落盖
补正。
进行补正 不进行补正
角刀设定画面的布料表面背面变换
选择显示在角刀设定画面显示的布料表面 / 背面。
显示表面 显示背面
堆积器定时器 5
设定从抓布料的动作开始至放开布料为止的待机时间。
* 仅限使用 抓取堆积器选购项目时可以进行设定。
堆积器定时器 6
设定摆头机臂的动作时间。
* 仅限使用 抓取堆积器选购项目时可以进行设定。
- - -
- - -
0.00 ~
9.99
/
0.01 秒
0.00 ~
9.99
/
0.01 秒
1.00 秒
1.50 秒
加润滑脂针数
表示补充润滑脂后的缝纫机动作针数。
* 按了清除按钮之后,针数被清除到 0。请一定补充了润滑脂之后再
进行清除。
选择语言
选择在操作盘上显示的文字语言。
日文 英文
中文 ( 简体字 ) 中文 ( 繁体字 )
西班牙文 意大利文
法文 德文
葡萄牙文 土耳其文
越南文 韩文
印尼文 俄文
- - - - - -
- - - 未选择
※
由于设定状态不同,其他项目不显示。
···
− 69 −
Page 74

等级 2
②
存储器开关数据 ( 等级 2) 是缝纫机具有的通用动作数据,也是通用于所有的缝制图案功能的数据。
它是维修人员为对象的数据,持续 6 秒钟按模式开关就可以编辑数据。
设定范围
No. 项目
/
编辑单位
初期值
安装标记光
选择安装 / 不安装标记光。选择了不安装后,标记光不动作。
不安装 安装
缝制位置的选择
请一定根据在后标准位置结束缝制的模式和从前标准位置开始缝制的模
式以及 的设定改变缝制位置的过去用过的模式中选择。
* 前标准位置 : 距离机针 80mm
后标准位置 : 距离机针 300mm
过去的动作模式
固定缝制位置
( 前标准 )
踏板动作模式的变换
设定踩踏板的使用模式。
7 级踏板模式 一次踩踏板模式
固定缝制位置模式
( 后标准 )
- - -
- - -
- - -
中心切刀切断富余率
可以设定对于中心切刀的转速的富余率。
禁止间歇传送的设定
选择进行 / 禁止间歇传送缝制。
* 进行间歇传送时,缝纫机的最高转速限制在 1,500sti/min。
进行间歇传送缝
制
变换落袋盖数据的编辑标准
选择用操作盘设定的落袋盖数据为袋盖检测端的补正值或选择传感器检
测之后至开始缝制的距离为补正值。
袋盖检测端补正 传感器补正
禁止间歇传送缝
制
300 ~ 500
/
1%
- - -
- - -
350%
− 70 −
Page 75

No. 项目
设定范围
/
编辑单位
初期值
扩大 L 尺寸数据范围
设定是否把 L 尺寸长度的数据范围扩大至 L 尺寸最大 220mm + 15mm。
长尺寸宽幅规格时,可以被扩大至 250mm + 50mm。
不扩大 扩大
选择设定缝纫机转速
选择用存储器开关还是用图案数据选择缝纫机转速的设定。
存储器开关 图案数据
选择反射袋检查模式
设定 ON/OFF 反射袋检查模式。
设定为 ON 之后,打开电源,首先通过大压脚前进动作自动地下降压脚,
然后用反射袋进行劣化检查。
* 因为大压脚自动地下降,所以请一定使用隔板。
OFF ON
选择倒缝折回补正设定
选择用存储器开关还是用图案数据设定倒缝折回的补正。
- - -
- - -
- - -
- - -
存储器开关 图案数据
补正结束缝制倒缝折回
设定结束缝制倒缝折回补正。
* 仅选择存储器开关时可以设定。
选择图案一览画面的模式变换按钮的显示
在图案一览画面,显示模式变换按钮,可以选择不同模式的数据。
不显示 显示
-2.0 ~
2.0
/
0.1mm
- - -
1.0mm
− 71 −
Page 76

No. 项目
设定范围
/
编辑单位
初期值
选择倒缝控制方式
可以选择倒缝的缝制图案。
第1模式(标准)
长方形的缝迹缝制 ( 重视缝制质量 )
第2模式
短方向的缝迹缝制 ( 重视生产性 )
第3模式
根据偏差量变换第 1 模式和第 2 模式
第4模式
与 APW-196 同样的规格 ( 重视速度 )
* 第 2、第 4 模式不对应标准的袋盖布尺。
循环缝联结功能
联结奇数图案和偶数图案,最多可以缝制 12 步骤。
仅可以进行 1 和 2、3 和 4、…、19 和 20 的组合联结。
联结功能 OFF 联结功能 ON
时常角刀动作指示
如果不在规定值以上的话,就不能使用长的角刀,但是把本功能设定为
ON 之后,偏差时随时可以使用长的角刀。
- - -
- - -
- - -
时常
指示 OFF
选择缩缝控制方式
可以选择缩缝的缝制图案。
第1模式(标准)
长方形的缝迹缝制
第2模式
短方形的缝迹缝制
* 第 2 模式不对应标准的袋盖布尺。
中心刀下降时间
设定中心刀的下降时间。
设定禁止中心刀单触键动作
选择为了正确地切断缝制结束侧中心刀的切断位置的单触键动作的有无。
进行单触键动作 禁止单触键动作
时常
指示 ON
- - -
10 ~ 100
/
1
- - -
40
− 72 −
Page 77

No. 项目
设定范围
/
编辑单位
初期值
补正大压角马达原点
补正大压角马达的原点。
补正角刀马达原点
补正角刀马达的原点。
补正标记光原点 ( 正下方 )
补正标记光马达的原点。原点位置在光照射的正下方,距离机针 230mm。
补正标记光原点 ( 机针侧 )
补正机针侧距离标记光马达的原点的位置。光照射位置距离机针 80mm。
补正标记光原点 ( 操作者侧 )
补正操作者侧距离标记光马达的原点的位置。光照射位置距离机针 380mm。
-10.0 ~
10.0
/
0.1mm
-5.0 ~
5.0
/
0.1mm
-500 ~
500
/
1pulse
-500 ~
500
/
1pulse
-500 ~
500
/
1 pulse
0.0mm
0.0mm
0 pulse
0 pulse
0 pulse
补正到缝马达原点
补正到缝马达的原点。
-30 ~ 30
/
1 pulse
0 pulse
− 73 −
Page 78

10. 设定选购项时
(1) 选购项设定的变更方法
显示模式变换画面的第 2 个画面
①
A
持续 6 秒钟按模式变换键 之后,在画面上右滚动按键
A被显示出来。
按了此按键之后,模式变换画面的第 2 个画面 ( 画面 A) 被显示
出来。
显示选购项目设定一览画面
②
模式变换画面第 2 画面
D
( 画面 A)
在画面上选购项目设定按键 B被显示出来。
按了此按键之后,选购项目设定一览画面 ( 画面 B) 被显示出来。
B
选择想变更的选购项目的设定
③
请按上下滚动按键 C,选择想变更的数据项目按键
。
D
C
设定选购项一览画面
( 画面 B)
− 74 −
Page 79

(2) 设定选购品一览
设定选购品的安装状态之后,各选购品就可以动作。
No. 项目
设定安装 / 未安装夹杆堆积器。 - - -
设定范围
/
编辑单位
初期值
未安装 安装
设定安装 / 未安装胶辊堆积器。 - - -
未安装 安装
设定抓取堆积器装置的安装/未安装。 - - -
未安装 安装
设定安装 / 未安装打褶装置。
* 但是,实装时, 标准部件尺寸设定被限制在 8 ~ 12mm 的范围。
未安装 安装
设定安装 / 未安装真空装置。 - - -
未安装 安装
设定安装 / 未安装芯布自动供给装置。 - - -
- - -
未安装
未安装
未安装
未安装
未安装
未安装 安装
设定安装 / 未安装胸箱装置。
*但是,安装时, 标尺尺寸的设定限制在 8 ~ 12mm 的范围。
未安装 安装
设定安装 / 未安装拉链装置。
*
但是,实装时, 标准部件尺寸设定被限制在 16 ~ 20mm 的范围。
未安装 安装
设定右袋盖角度检测装置的安装 / 未安装。 - - -
未安装 安装
- - -
- - -
未安装
未安装
未安装
未安装
− 75 −
Page 80

11. 变更装置设定时
(1) 装置设定的变更方法
显示模式变换画面的第 2 个画面
①
A
持续 6 秒钟按模式变换键 之后,在画面上右滚动按键
A被显示出来。
按了此按键之后,模式变换画面的第 2 个画面 ( 画面 A) 被显示
出来。
显示装置设定一览画面
②
模式变换画面第 2 画面
C
( 画面 A)
在画面上装置设定按键 B被显示出来。
按了此按键之后,装置设定一览画面 ( 画面 B) 被显示出来。
B
选择想变更的装置设定
③
请选择变更的数据项目按键C。
装置一览画面
( 画面 B)
− 76 −
Page 81

(2) 装置设定一览
设定安装的规格之后,符合规格的装置可以动作。
No. 项目
设定范围
/
编辑单位
初期值
标尺尺寸
设定缝纫机的标尺尺寸。
* 通过标尺尺寸的设定值,角刀被变更动作。
* 安装了 打褶装置时限制在 8 ~ 12mm 的范围,安装了
胸箱装置时限制在 8 ~ 12mm 的范围,安装了
安装了定长尺寸拉链缝钉装置时,范围限制在 16 ~ 20mm。
固定侧指示余分的切割长度
设定固定侧指示余分的切割长度。
移动侧指示余分的切割长度
设定移动侧指示余分的切割长度。
8~20
(22 ~ 32)
/
2mm
0.0 ~
16.0mm
/
0.1mm
0.0 ~
16.0mm
/
0.1mm
10mm
4.0mm
4.0mm
− 77 −
Page 82

12. 管理踏板操作时
对于踏板的各级踩踏,可以根据使用情况任意地登记“滚边器下降” “袋盖压脚下降”等动作功能。
另外,管理的踏板操作数据最多可以从 5 种中选择使用。
(1) 选择管理数据使用的方法
显示踏板管理画面
①
按了模式变换键 之后,画面上踏板管理按钮 A被
显示出来。
按此按钮之后,踏板管理画面 ( 画面 A) 被显示出来。
A
B
C
踏板管理画面 ( 画面 A)
从按钮B中选择管理登记的 5 种踏板操作数据。此时,选择的
②
D
踏板操作数据内容显示在C。
按了结束画面按钮 D之后,确定选择的踏板操作数据,
③
然后返回到原来的画面。
− 78 −
Page 83

(2) 管理踏板操作数据
A
B
C
按了按钮 A之后,设定反踩踏板让大压脚后退或不后退。
①
显示 内容
后退
不后退
D
按了按钮 B之后,设定反踩踏板让芯布压脚动作或不动作。
②
显示 内容
动作
不动作
按了按钮 C之后,设定锁定或不锁定 1 ~7级的各踏板
③
动作。
锁定后,脚离开踏板也保持踏板反踩或者只要操作盘不复位保
持踏板操作的动作状态。
显示 内容
锁定
不锁定
按了按钮 D之后,设定踏板动作功能画面 ( 画面 A) 被
④
显示,可以向各踏板级设定登记的动作功能。
设定踏板动作功能画面
( 画面 A)
− 79 −
Page 84

可以从第 1 级开始顺序登记下列功能。可以登记的功能变为
⑤
这样的按钮状态,顺序地被显示出来。按了按钮之后显
示反转,被登记。用▲▼按钮 E可以升级踏板的级。用
F
E
F返回踏板级之后,即变成前一级的状态。
最后,登记之后,确定按钮 G被显示,请按此按钮确定
登记数据。
G
* 可以空级进行登记。
* 没有登记缝纫机开始 就进行了确定时,即变成膝动开关开始。
* 左右哪个大压脚下降,通过 大压脚下降顺序变换来决定。左右同时被设定时,在此画面即使
设定了个别动作,左右也同时动作。
* 左右哪个袋盖压脚下降,通过 袋盖压脚下降顺序变换来决定。左右同时设定时,在此画面即
使设定了个别动作,左右也同时动作。
显示 内容 显示 内容
打褶 ON( 选购品 ) 关闭按器下降
真空吸引 ( 选购品 ) 袋盖压脚单侧下降
大压脚单侧下降 袋盖压脚另一侧下降
大压脚另一侧下降 缝纫机开始
− 80 −
Page 85

13. 管理数据输入画面时
在数据输入画面上显示的按钮,可以根据用户的使用情况进行管理。
显示输入画面的管理画面
①
持续 3 秒钟按模式变换键 之后,在画面上输入画面的管
理按钮 A被显示出来。
A
B
F
C
D
E
K M
L
G
H
I
J
按此按钮之后,输入画面的管理画面被显示出来。
选择按钮状态
②
B~M
按钮,每按之后可以变换钮扣显示 / 不显示。请根据用
户的使用情况进行管理使用。
符号 显示 不显示 内容 初期状态
B
C
D
E
图案一览按钮
落袋盖数据 ( 开始左缝制 )
设定中心刀动作位置
落袋盖数据 ( 结束左缝制 )
F
G
H
I
J
K
L
M
变换缝制模式
设定L尺寸
开始缝制角刀动作位置
设定偏差量
结束缝制角刀动作位置
变换堆积器停止 / 动作
变换动作模式
设定标记光
− 81 −
Page 86

N
向缝制数据管理按钮登记
③
对于缝制数据管理按钮N,可以登记最多 4 个缝制数据。请登
记频繁使用的缝制数据然后使用。
按了想登记的管理按钮N之后,缝制数据一览画面 ( 画面 A)
被显示出来。
选择登记的缝制数据
④
请通过缝制数据按钮O,选择想登记的缝制数据。
再次按了选择的按钮之后,选择被解除。
向管理按钮登记
⑤
按了确定按钮 P之后,结束向管理按钮登记,返回输入
画面的管理画面。登记的缝制数据在管理按钮N上被显示出来。
O
缝制数据一览画面 ( 画面 A)
购买时,从左顺序开始,
a.
b.
P
平缝缝距
选择开始缝制缩缝 / 倒缝
c.
d.
被登记着。
选择结束缝制缩缝 / 倒缝
变换打褶装置停止 / 动作
− 82 −
Page 87

14. 设定缝制画面的管理
输入数据画面上显示的按钮,可以根据用户的使用情况进行管理。
显示缝制画面的管理画面
①
持续 3 秒钟按模式变换键 之后,在画面上缝制画面管理
按钮 A被显示出来。
按了此按钮之后,缝制画面的管理画面被显示出来。
A
B
F
C
D
E
L
K M
G
H
I
J
设定按钮的状态
②
B~M
的按钮,每按按钮后可以变换按钮显示 / 不显示。请根
据用户的使用情况管理使用。
符号 显示 不显示 内容 初期状态
B
C
D
E
F
G
H
I
图案一览按钮
落袋盖数据 ( 开始左缝制 )
设定中心刀动作位置
落袋盖数据 ( 结束左缝制 )
变换缝制模式
设定L尺寸
开始缝制角刀动作位置
设定偏差量
J
K
L
M
结束缝制角刀动作位置
变换堆积器停止 / 动作
变换动作模式
设定标记光
− 83 −
Page 88

N
O
登记直接图案。
③
按了直接图案登记按键N之后,显示出直接图案登记一览画面
(画面 A)。
在直接图案一览画面上,可以自由地可以最多登记 30 个单独缝
制 / 交替缝制 / 循环缝制的图案数据。
请经常使用的图案数据进行登记后使用。
按了图案一览按键O之后,会显示出直接图案选择画面(画面 B)。
R
P
直接图案一览画面
(画面 A)
请用图案选择按键P选择想登记的图案。
另外,按了 No. 输入按键S之后,就会显示出十数字键,然后
可以用十数字键的输入功能选择想登记的图案。
Q
S
按了确定按键Q之后,则结束向直接按键的登记,然后返回直
接图案一览画面(画面 A)。
直接图案选择画面
(画面 B)
按了模式变换按键R之后,可以向单独 → 交替 → 循环缝制
进行变换。
购买时,直接按钮上没有登记图案。
再次按了选择的按键之后,选择可以被解除。
− 84 −
Page 89

15. 使用信息时
在信息功能中有以下 3 种功能。
A
Ⓑ
Ⓐ
显示信息画面
①
在输入画面,按了开关表的信息键 A之后,信息画面 ( 画
面 A) 被显示出来。
维修检查信息
Ⓐ
指定机油更换 ( 加润滑脂 ) 时期、机针更换事前、清扫时
期等,经过指定时间之后,可以发出通知警报。
→请参阅 "VI-15.(1) 看维修检查信息时 " p.86。
Ⓒ
信息画面 ( 画面 A)
生产管理信息
Ⓑ
指定机油更换 ( 加润滑脂 ) 时期、机针更换事前、清扫时
期等,经过指定时间之后,可以发出通知警报。
→请参阅 "VI-15.(3) 看生产管理信息时 " p.88、"VI-
15.(4) 设定生产管理信息时 " p.90。
运转测定信息
Ⓒ
通过缝纫机的运转情况,可以显示机器运转率、间隔时间、
机器时间、机器速度等信息。
→请参阅 "VI-15.(5) 看运转测定信息时 " p.92。
− 85 −
Page 90

(1) 看维修检查信息时
A
显示维修信息画面
①
请按显示信息画面的维修检查信息画面按钮 A。
在维修检查信息画面上显示以下 3 种信息。
B
·机针更换 (1,000 针 ) :
D
C
·清扫时间 ( 小时 ) :
·机油更换时间 ( 小时 ) :
在各种项目按钮B上显示着通知检查的间隔C和至更换为止
的剩余时间D。
另外,可以清除至更换为止的剩余时间。
清除至更换为止的剩余时间
②
按了想清除的项目按钮B之后,清除更换时间画面被显示出来。
按了清除按钮 E之后,至更换的剩余时间被清除。
E
− 86 −
Page 91

显示穿线图
③
按了在维修检查信息画面上显示的穿线按钮 E之后,上
线穿线图被显示出来。
穿线时,请参考使用。
E
(2) 警告的解除方法
到了指定的检查时间之后,警告画面被显示出来。
B
清除检查时间时,请按清除按钮 A。清除检查时间,关闭凸
起画面。不清除检查时间时,请按取消按钮 B,然后关闭凸
A
起画面。
直至清除检查时间之前,每 1 缝制结束后显示警告画面。
各项目的警告号码如下所示。
·机针更换 : A201
·清扫时间 : A202
·机油更换时间 : A203
− 87 −
Page 92

(3) 看生产管理信息时
在生产管理画面上,指定开始,可以显示从开始直至现在的生产件数、生产目标件数等。生产管理画面
有以下 2 种显示方法。
[ 在信息画面显示时 ]
显示生产管理画面
①
请按信息画面的显示生产管理画面按钮 A。生产管理画
A
面被显示出来。
在生产管理画面上显示着以下 5 种信息。
Ⓐ
Ⓑ
请参照
: 现在的目标值
Ⓐ
自动地显示现在的目标缝制件数。
: 实际值
Ⓒ
Ⓑ
自动地显示缝制的件数。
Ⓓ
: 最终目标值
Ⓒ
显示最终目标缝制件数。
Ⓔ
: 间隔时间
Ⓓ
显示 1 工序花费的时间 ( 秒 )。
: 切线次数
Ⓔ
显示平均 1 工序的切线次数。
"VI-15.(4) 设定生产管理信息时 " p.90
,输入Ⓒ件数、Ⓓ时间 ( 单位 : 秒 )、Ⓔ次数。
− 88 −
Page 93

[ 在缝制画面显示时 ]
A
显示缝制画面
①
在输入画面按了模式变换键 A之后,缝制画面被显示出来。
显示生产管理画面
②
在缝制画面按了信息键 B之后,生产管理画面 ( 画面 A)
B
被显示出来。
显示内容和功能与「在信息画面显示时」相同。
− 89 −
Page 94

(4) 设定生产管理信息时
显示生产管理画面
①
请参照 "VI-15.(3) 看生产管理信息时 " p.88,显示生产管理
画面。
A
B
C
输入最终目标值
②
首先,请输入以后缝制工序的生产目标件数。
按了项目①的最终目标值按钮 A之后,最终目标值输
入画面被显示出来。
请用十数字键或上下箭头按钮输入想要输入的值。
输入后,请按确定按钮 D。
D
输入间隔时间
③
接着,请输入 1 工序花费的间隔时间。
按了项目①的间隔时间按钮 B之后,间隔时间输入画
面被显示出来。
请用十数字键或上下箭头按钮输入想要输入的值。
输入后,请按确定按钮 E。
E
输入切线次数
④
接着,请输入平均 1 工序的切线次数。
按了项目①的切线次数按钮 C之后,切线次数输入画
面被显示出来。
请用十数字键或上下箭头按钮输入想要输入的值。输入后,请
按确定按钮 F。
F
※ 输入值是 0 时,切线次数不计数。请连接外部开关后使用。
− 90 −
Page 95

开始生产件数的计数
⑤
按了开始按钮 I之后,开始计数生产件数。
K
I
停止计数
⑥
请参照 "VI-15.(3) 看生产管理信息时 " p.88,显示生产管理
画面。
M
N
在计数时,停止按钮 J被显示。按了停止按钮
之后,计数停止。
停止后,在停止按钮位置的开始按钮 I被显示。如果继
续进行计数时,请再次按开始按钮 I。直至按了清除按
J
钮 K之前,计数的值不被清除。
清除计数值
⑦
清除计数值时,首先停止计数,然后请按清除按钮 L。
被清除的值仅为现在的目标值M和实际值N。
※ 仅在停止状态时显示清除按钮。
L
J
按了清除按钮 L之后,显示清除确认画面。
在清除确认画面,按了清除按钮 O之后,计数值被清除。
O
− 91 −
Page 96

(5) 看运转测定信息时
显示运转测定画面
①
请按信息画面的显示运转测定画面按钮 A。显示运转测
Ⓐ
Ⓒ
A
定画面 ( 画面 A)。
在运转测定画面上显示着以下 5 种信息。
: 自动地显示从开始测定时起的运转率。
Ⓐ
: 自动地显示从开始测定时起的平均机器速度。
Ⓑ
Ⓓ
Ⓑ
: 自动地显示从开始测定时起的平均间隔时间。
Ⓒ
: 自动地显示从开始测定时起的平均机器工作时间。
Ⓓ
: 显示平均 1 工序的切线次数。
Ⓔ
请参照下一项目②,输入次数。
Ⓔ
运转测定画面 ( 画面 A)
输入切线次数
②
接着,请输入平均 1 工序的切线次数。
按了切线次数按钮 Ⓔ之后,切线次数输入画面被显示
出来。
请用十数字键或上下箭头按钮输入想输入的值。
输入后,请按确定按钮 B。
B
※ 输入值是 0 时,切线次数不计数。
请连接外部开关后使用。
− 92 −
Page 97

开始测定
③
按了开始按钮 C之后,开始各数据的测定。
E
C
停止计数
④
请参照 "VI-15.(5) 看运转测定信息时 " p.92 的项目①、②,
显示运转测定画面。
在测定时,停止按钮 D被显示。按了停止按钮
之后,测定停止。
停止后,在停止按钮位置的开始按钮 C被显示。如果继
续进行测定时,请再次按开始按钮 C。直至按了清除按
D
钮 E之前,测定的值不被清除。
清除计数值
⑤
清除计数值时,首先停止计数,然后请按清除按钮 F。
※ 仅在停止状态时显示清除按钮。
F
D
按了清除按钮 F之后,显示清除确认画面。
在清除确认画面,按了清除按钮 G之后,计数值被清除。
G
− 93 −
Page 98

16. 使用通讯功能时
使用通讯功能,可以把其他缝纫机编制的缝制数据下载到此缝纫机。另外,还可以把上述数据加载到记
忆媒体或电脑里。
作为通讯的媒体,本机备有记忆媒体和 USB 通讯接口。
(1) 关于可以使用的数据
数据名称 后缀 数据内容
缝制数据 APW ××× .EPD 用缝纫机编制的 APW 专用缝制数据
××× :文件 No.
(2) 使用媒体进行通讯时
有关媒体的使用方法,请参阅 "VI-1. 前言 " p.22。
(3) 使用 USB 进行通信时
把 USB 电缆连接到电脑等上,进行数据的存取。
触点部如果脏污会造成接触不良,因此请
不要用手触摸,也不要沾上脏污,灰尘,
油等异物,妥善保管。另外,静电会造成
内部元件的损坏,请充分注意。
− 94 −
Page 99

(4) 装入数据时
显示通讯画面
①
G
在输入画面,按了开关部的通讯键 之后,通讯画面 ( 画
E
A
C
通讯画面 ( 画面 A)
面 A) 被显示出来。
选择通讯方法
②
通讯方法有以下 4 种。
B
D
媒体 → 操作盘写入数据
A
电脑 ( 服务器 ) → 操作盘写入数据
B
操作盘 → 媒体写入数据
C
操作盘 → 电脑 ( 服务器 ) 写入数据
D
请选择希望的通讯方法按钮。
选择数据号码
③
按了 E之后,选择写入文件画面被显示出来。
请输入想写入的数据文件号码。请输入文件号码种的文件名
APW×××.EPD 的 ××× 部分的数字。
可以同样地指定写入摸底图案 No.。写入目的对象为操作盘时,
未登记的图案 No. 被显示出来。
确定数据号码
④
F
按了确定按钮 F之后,选择数据号码画面关闭,返回到
通讯画面 ( 画面 A)。
开始通讯
⑤
按了开始通讯按钮 G之后,开始数据通讯。
通讯中,显示画面,通讯结束后,返回通讯画面。
读取数据中请不要打开盖子。否则有可能数据不能读取。
− 95 −
Page 100

(5) 将复数个数据一起写入时
可以选择复数个写入缝制数据,一起写入。写入目的对象的图案 No 与选择的数据号码相同。
媒体 No.99 以后不能选择复数数据。
显示选择写入文件画面
①
按了选择复数文件按钮 A之后,选择复数个数据号码画
面被显示出来。
A
B
选择数据号码时
②
保存的数据文件号码一览被显示出来,因此请按想写入的文件
号码按钮B。也可以用反转按钮 C,反转按钮的选择
C
状态。
确定数据号码
③
按了确定按钮 D之后,选择复数个数据号码画面关闭,
选择数据的工作结束。
D
开始通讯
④
E
按了开始通讯按钮 E之后,开始数据通讯。
− 96 −
 Loading...
Loading...