

APW-896N/IP-420
KULLANIM KILAVUZU
* “CompactFlash(TM)”, bir A.B.D şirketi olan SanDisk Corporation’a ait ticari bir markadır.

İÇİNDEKİLER
I. ÇALIŞTIRMADAN ÖNCE ALINACAK ÖNLEMLER ........................................................1
II. MAKİNENİN KONFİGÜRASYONU ..................................................................................2
III. SPESİFİKASYONLAR .................................................................................................... 3
1. MEKANİK SPESİFİKASYONLAR ........................................................................................................ 3
2. ELEKTRİKSEL SPESİFİKASYONLAR ................................................................................................ 3
IV. KURULUM ......................................................................................................................4
1. PAKETLEME MALZEMELERİNİN ÇIKARILMASI ............................................................................... 4
2. MAKİNEYİ GÜVENLİ KULLANMAK İÇİN ............................................................................................ 4
3. AYAK PEDALININ TAKILMASI ............................................................................................................ 5
4. HAVALI KUPLÖRÜN TAKILMASI ........................................................................................................ 5
5. ELEKTRİK FİŞİNİN TAKILMASI .......................................................................................................... 6
6. İPLİK SEHPASININ MONTAJI VE MAKİNEYE TAKILMASI................................................................ 7
7. SP-46N’NIN KURULMASI (KELEPÇE ÇUBUK İSTİFLEYİCİ) (OPSİYONEL PARÇA NUMARASI :
40149301) ............................................................................................................................................... 8
8. SP-47N KURULUMU (SİLİNDİR İSTİFLEYİCİ) (OPSİYONEL PARÇA NUMARASI : 40149302) ....... 9
9. KAFA SABİTLEME PLAKASININ ÇIKARILMASI ............................................................................. 10
10. ALT TABLANIN KURULMASI ............................................................................................................ 10
11. ÇALIŞMA PANELİ IP-420’NUN KURULUMU .................................................................................... 10
12. YAĞ DEPOSUNA YAĞ KOYULMASI ................................................................................................. 11
13. SA-120N’NIN KURULMASI (ASTAR BESLEME CİHAZI)
(OPSİYONEL PARÇA NUMARASI : 40149798) .................................................................................. 12
14. SA-120N’NİN AYARLANMASI (ASTAR BESLEME CİHAZI)
(OPSİYONEL PARÇA NUMARASI : 40149798) .................................................................................. 13
V. DİKİŞ MAKİNESİNİN HAZIRLANMASI .........................................................................14
1. DİKİŞ MAKİNESİ KAFASININ ÇALIŞTIRILMASI .............................................................................. 14
(1) İğnelerin takılması ........................................................................................................................... 14
(2) Kullanılan iplik ................................................................................................................................. 14
(3) İğneye iplik takılması....................................................................................................................... 15
2. DİKİŞ MASASI NASIL ÇIKARTILIR ................................................................................................... 16
(1) Yeni bobin ipliği takarken ................................................................................................................ 16
(2) Dikiş masaları çıkarıldığı zaman tedbir alınması gerekir ................................................................ 17
3. BOBİNLERİN SARILMASI ................................................................................................................. 18
4. BOBİN YUVASINA İPLİK GEÇİRİLMESİ ........................................................................................... 19
5. BOBİN YUVASININ MONTAJI ............................................................................................................ 19
6. İPLİK GERİLİMİNİN AYARLANMASI ................................................................................................. 20
7. DİKİLECEK MATERYALİN YERLEŞTİRİLMESİ ................................................................................ 21
8. MALZEME KILAVUZUNUN AYARLANMASI ..................................................................................... 21
VI. ÇALIŞMA PANELİNİN KULLANIMI ............................................................................. 22
1. GİRİŞ ................................................................................................................................................... 22
2. ÇALIŞMA PANELİNİN TEMEL KULLANIMI (IP-420) ........................................................................ 25
(1) IP-420 Kongürasyonu ................................................................................................................... 25
(2) Genel düğmeler .............................................................................................................................. 26
(3) Temel çalışma ................................................................................................................................. 26
i
3. ANA EKRAN HAKKINDA AÇIKLAMALAR ........................................................................................ 29
(1) Girdi ekranı (Bağımsız dikiş modu) ................................................................................................. 29
(2) Dikiş ekranı (Bağımsız dikiş modu)................................................................................................. 30
(3) Girdi ekranı (Alternatif dikiş modu).................................................................................................. 31
(4) Dikiş ekranı (Alternatif dikiş modu) ................................................................................................. 32
(5) Girdi ekranı (Çevrim dikiş modu) .................................................................................................... 33
(6) Dikiş ekranı (Çevrim dikiş modu) .................................................................................................... 34
4. SAYAÇ KULLANIMI ............................................................................................................................ 35
(1) Sayaç ayar prosedürü ..................................................................................................................... 35
(2) Yukarı sayım prosedürünün sona ermesi ....................................................................................... 38
(3) Sayaç değerinin dikiş sırasında değiştirilmesi prosedürü ............................................................... 38
5. BOBİNDE KALAN İPLİK MİKTARI AYAR SAYACININ KULLANILMASI .......................................... 39
(1) Bobinde kalan iplik ayar sayacının düzenlenmesi .......................................................................... 39
(2) Bobinde kalan iplik miktarı saptama yukarı sayım prosedürünün sonlandırılması ......................... 41
6. DİKİŞ MODUNUN DEĞİŞTİRİLMESİ ................................................................................................. 42
7. DİKİŞ ÇEŞİTLERİNİN KULLANILMASI ............................................................................................. 43
(1) Dikiş tipinin seçilmesi ...................................................................................................................... 43
(2) Yeni dikiş tipinin seçilmesi ............................................................................................................... 44
(3) Dikiş tipinin kopyalanması............................................................................................................... 45
(4) Dikiş tipinin silinmesi ....................................................................................................................... 47
(5) Dikiş tipine isim verme .................................................................................................................... 48
(6) Çevrim dikişi prosedüründe düzenleme yapılması ......................................................................... 49
8. DİKİŞ VERİLERİNİN DEĞİŞTİRİLMESİ ............................................................................................. 51
(1) Dikiş verileri prosedürünün değiştirilmesi........................................................................................ 51
(2) Dikiş verileri listesi ........................................................................................................................... 52
(3) Birbirini izleyen alt ve üst dikiş verilerini kopyalama fonksiyonu ..................................................... 63
9. BELLEK GEÇİŞ VERİLERİNİN DEĞİŞTİRİLMESİ ............................................................................ 65
(1) Bellek geçiş verilerinin değiştirilmesi prosedürü ............................................................................. 65
(2) Bellek geçiş veri listesi .................................................................................................................... 66
10. OPSİYONEL AYARLARIN YAPILMASI .............................................................................................. 74
(1) Opsiyonel ayar prosedürünün değiştirilmesi ................................................................................... 74
(2) Opsiyonel ayar listesi ...................................................................................................................... 75
11. CİHAZ AYARLARININ DEĞİŞTİRİLMESİ ........................................................................................... 76
(1) Cihaz ayar prosedürünün değiştirilmesi .......................................................................................... 76
(2) Cihaz ayar listesi ............................................................................................................................. 77
12. PEDAL ÇALIŞMASINI İHTİYACA GÖRE AYARLAMAK ................................................................... 78
(1) Yöntem seçimi ve ihtiyaca özel hale getirilen verilerin kullanımı .................................................... 78
(2) Pedalın çalışma verilerini ihtiyaca özel hale getirme ...................................................................... 79
13. VERİ GİRDİ EKRANININ İHTİYACA ÖZEL HALE GETİRİLMESİ ..................................................... 81
14. DİKİŞ EKRANI AYARLARININ İHTİYACA GÖRE ÖZELLEŞTİRİLMESİ ........................................... 83
15. BİLGİ KULLANIMI .............................................................................................................................. 85
(1) Bakım denetim bilgilerini inceleme.................................................................................................. 86
(2) Uyarının iptal edilmesi prosedürü ................................................................................................... 87
(3) Üretim kontrol bilgilerini inceleme ................................................................................................... 88
(4) Üretim kontrol bilgilerini düzenleme ................................................................................................ 90
(5) İşlemle ilgili sayısal bilgileri inceleme .............................................................................................. 92
16. İLETİŞİM İŞLEVİNİN KULLANILMASI ............................................................................................... 94
(1) Olası verilerin işlenmesi ................................................................................................................. 94
(2) Hafıza kartı kullanılarak iletişimin gerçekleştirilmesi ....................................................................... 94
(3) USB kullanılarak iletişimin gerçekleştirilmesi .................................................................................. 94
ii

(4) Veri alınması ................................................................................................................................... 95
(5) Birden çok verinin birlikte alınması ................................................................................................. 96
17. SAKLAMA ORTAMININ BİÇİMLENDİRİLMESİ ................................................................................. 98
VII. BAKIM .........................................................................................................................99
1. MUAYENE ........................................................................................................................................... 99
(1) Hava basınçlı aygıtın bakım ve muayenesi .................................................................................... 99
(2) Dikiş makinesi ile ilgili bakım ve muayene ...................................................................................... 99
(3) Atık çengel yağı ile ilgili olarak ...................................................................................................... 100
(4) Çengel mili dibinin temizlenmesi ile ilgili olarak ............................................................................ 100
2. İŞARETLEME IŞIĞI .......................................................................................................................... 101
(1) Sabit işaretleme (standart) ............................................................................................................ 101
(2) Hareketli işaretleme (isteğe bağlı) ................................................................................................ 101
(3) İşaretleme lambası ışık verme konumunun ayarı ......................................................................... 102
3. BELİRLENEN YERİ YENİDEN GRESLEME .................................................................................... 103
4. DEĞİŞTİRİLECEK SARF KISIMLARI .............................................................................................. 106
5. MAKİNEYİ YANA YATIRMA .............................................................................................................. 107
6. GAZLI YAYIN DEĞIŞTIRILMESI STANDARDI................................................................................. 108
7. ÇİFT ŞERİT VE TEK ŞERİT PROSEDÜRLERİ ARASINDA DEĞİŞİM YAPMA .............................. 109
(1) Çift şerit ve tek şerit prosedürleri arasında değişim yapma .......................................................... 109
(2) Giysi gövde kelepçesi konumunun ince ayarlanması ................................................................... 109
(3) Bağlayıcıyı değiştirme ....................................................................................................................110
8. KÖŞE BIÇAĞINI AYARLAMA ...........................................................................................................111
(1) Köşe bıçağı ünitesi.........................................................................................................................111
(2) Köşenin ayarlanması .....................................................................................................................112
(3) Köşe bıçağı ayar fonksiyonu ekran görünümü...............................................................................113
(4) Köşe bıçağının hareket konumunu belirleme prosedürü ...............................................................115
(5) Köşe bıçağının hareket konumunu belirleme özelliği.....................................................................116
(6) Sapma miktarının belirlenmesi.......................................................................................................118
9. ORTA BIÇAK .................................................................................................................................... 119
(1) Orta bıçağın hareket konumunu belirleme prosedürü....................................................................119
(2) Orta bıçağın hareket konumunu belirleme özelliği ........................................................................ 120
10. KAPAK SAPTAMA SENSÖRÜNÜN KONUMUNU AYARLAMA ...................................................... 122
11. BOBİNDE KALAN İPLİK MİKTARINI SAPTAMA AYGITINDAKİ SORUNLARIN NEDENLERİ VE DÜ-
ZELTİCİ ÖNLEMLER .......................................................................................................................... 123
12. AYAK PEDALININ AYARLANMASI .................................................................................................. 124
13. HATA KODU LİSTESİ ....................................................................................................................... 126
14. GİRİŞ NUMARASI TABLOSU .......................................................................................................... 138
iii

I. ÇALIŞTIRMADAN ÖNCE ALINACAK ÖNLEMLER
Her gün işe başlamadan ve makineyi çalıştırmadan önce aşağıdaki maddelerin kontrol
edilmesi gerekir.
1. Dikiş makinesinde önceden belirlenmiş olan yeterli miktarda yağ olduğunu kontrol edin.
2. Kancadaki yağlama parçası yağ ile dolu değilse makineyi kesinlikle çalıştırmayın.
3. Basınç göstergesindeki değerin 0,5 MPa olduğunu kontrol edin.
* (Öğle yemeği gibi durumlarda kompresör kapatıldığı zaman bu kontrol özellikle yapılmalıdır.)
Basınçlı hava belirlenen bu değere eşit ya da daha düşükse, parçalar birbirini engelleyebilir.
Dolayısıyla hava basıncını kontrol etmek şarttır.
4. Biten İğne ipliği/bobin ipliği yerine yenisini ilave etmek gerekip gerekmediğini kontrol edin.
5. Güç şalterini AÇIK konuma getirir getirmez dikişe başlamak için önce bir deneme dikişi yapın,
gerçek ürünleri dikmeye bundan sonra başlayın.
6. Bobin üzerinde kalan iplik miktarını saptayan ber optik sensörün hatalı uyarı vermemesi için,
kancanın yakınındaki iplik atıklarını günde bir ya da birkaç kez hava tabancasıyla temizlemeyi
unutmayın.
7. Kapak sensörünün hatalı uyarı vermemesi için, katlama plakasının yansıtıcı bandı üzerindeki tozları günde bir ya da birkaç kez hava tabancasıyla temizlemeyi unutmayın.
− 1 −
II. MAKİNENİN KONFİGÜRASYONU
E
F
C
B
D
K
G
I
J
H
A
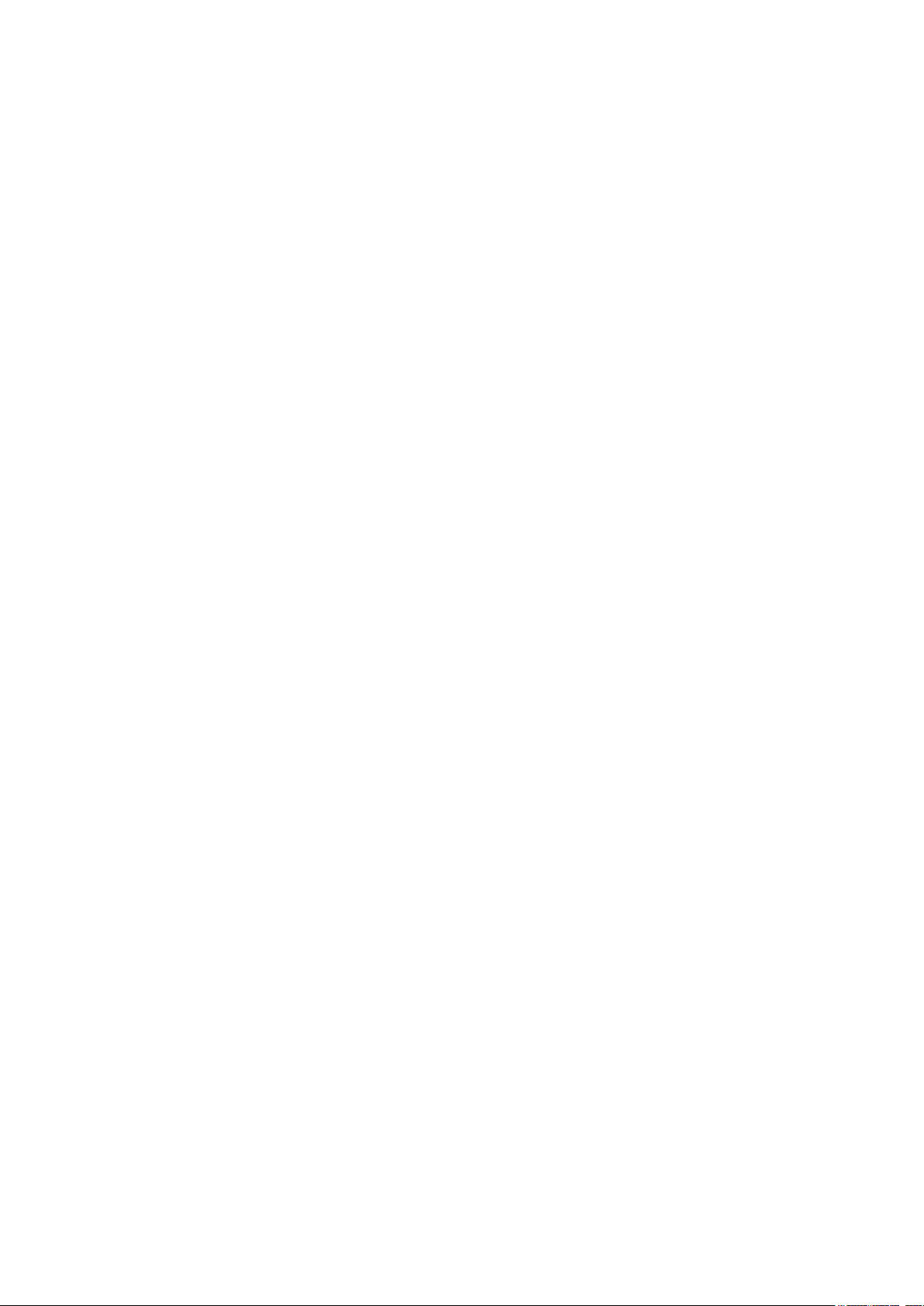
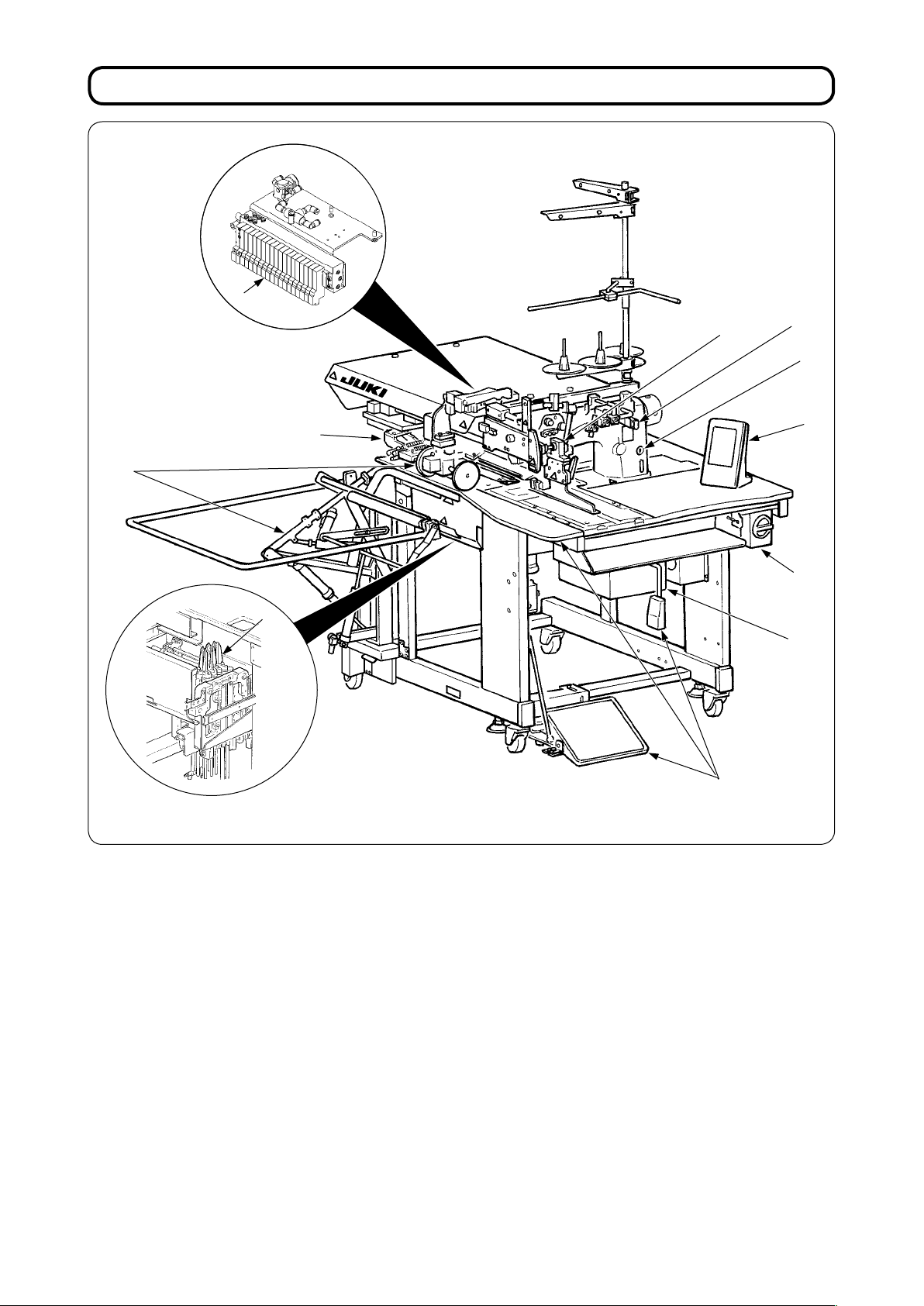
APW-896N, esas olarak aşağıdaki parçalardan oluşur.
Kasa ve yapısal parçalar (Kasa dikiş masası, kapaklar, ayak pedalı vb.)
A
Baskı ayağı ünitesi ve besleme mekanizması
B
Köşe bıçağı ünitesi
C
Bağlama ünitesi (Bağlayıcı parçaları ve bunun tahrik parçaları)
D
Pnömatik kumanda ünitesi (Pnömatik kumanda cihazları ve borular)
E
İstieme ünitesi (İsteğe bağlı)
F
Dikiş makinesi kafası
G
Elektrikli kumanda ünitesi (Kumanda paneli)
H
Çalışma paneli
I
Güç şalteri (Ayrıca acil durumda durdurma şalteri olarak)
J
Geçici durdurma düğmesi
K
Yukarıda belirtilen 11 üniteden ibaret olan bu makineyle, malzemeleri (giysi, astar parçası, kenar şeridi vb.)
yerleştirdikten sonra sadece çalışma paneli üzerindeki düğmeleri kullanarak istediğiniz kenar şeridi dikişini
yapabilirsiniz.
Ayrıca cihaz çalışırken geçici durdurma düğmesine K basıldığı zaman cihaz durur.
− 2 −

III. SPESİFİKASYONLAR
1. MEKANİK SPESİFİKASYONLAR
1 Dikiş makinesi LH-896N modeli, 2 iğneli, orta bıçaklı mekik dikiş makinesi
2 Dikiş hızı 3000 sti/min (maksimum)
3 Dikiş uzunluğu Mekik dikiş : 2,0-3,4 mm (standart : 2,5 mm)
Yoğun dikiş : 0,5-1,5 mm (standart : 1,0 mm)
İğne ardı dikiş : 0,5-3,0 mm (standart : 2,0 mm)
Yoğun/İğne ardı dikiş arasında seçim yapılabilir
4 Kenar şeridi türleri Paralel çift kenar şeridi, paralel tek kenar şeridi
eğimli çift kenar şeridi, eğimli tek kenar şeridi
5 Cep kenarı uzunluğu
(Kenar şeridi uzunluğu)
6 Kenar bantlama genişli-
ği (İğne numarası)
7 İğneler ORGAN DP × 17 #14 - #18 arası (standart #16)
8 İplik Bükümlü iplik #60 (Önerilir)
9 Kanca Tam döner, düşey eksenli, kendinden yağlamalı kanca
10 İplik alma kolu Kayar iplik alma kolu
11 İğne mili vuruşu 33,3mm
12 Kumaş besleme meka-
nizması
13 Kumanda Mikro işlemci ile
14 Güvenlik mekanizması
15 Yağlama yağı JUKI New Defrix Oil No. 1
16 Kullanılan hava basıncı 0,5MPa
17 Hava tüketimi Yaklaşık 40 Nℓ/dak.
18 Makinenin boyutları Genişlik : 1.095 mm (1.580 mm - istieyici ile birlikte)
19 Ağırlık 238,5 kg
20 Gürültü seviyesi - İş istasyonunda sürekli ses basıncı seviyesinin (LpA) yayılmasına denk :
18 mm’den (minimum) 220 mm (maksimum) uzunluğa kadar 0,1 mm’nin katları olarak
belirlenebilir.
* Paralel kapak : Minimum 47,5 mm
* Eğimli kapak : Sapma miktarına bağlı
(Referans) 20 mm ebat, sapma miktarı 20 mm, iğne ardı 7,5 mm / Minimum 67,5 mm
8, 10, 12, 14, 16, ve 20 mm
Ancak pens gericili için 8, 10 ve 12 mm’dir
Göğüs cepli için 8, 10 ve 12 mm’dir
Fermuar aksesuarlı için 16, 18 ve 20 mm’dir
Adım motor tahrikli
Kumaş besleme mekanizması hata dedektörü, iğnedeki ipliğin kırıldığını algılayan dedektör ya
da çeşitli güvenlik cihazları aktif hale geçerse makine otomatik olarak durur.
Uzunluk : 1.500 mm
Yükseklik : 1.165 mm (1.800 mm - istieyici olmadan)
A-80,0 dBA’nın ağırlıklı değeri; (KpA = 2,5 dBA dahil) ; ISO 10821- C.6.3 -ISO 11204
GR2 uyarınca 3.000 sti/min dikiş çevrimi için 4,8 s AÇIK.
(Dikiş çeşidi: 1 numara, baskı ayağı atlama beslemesi hızı: Maksimum hız)
Her biri kapaklı ya da kapaksız
2. ELEKTRİKSEL SPESİFİKASYONLAR
1 Belleğe alınabilecek birbirinden bağımsız dikiş çeşidi
adedi
2 Belleğe alınabilecek alternatif dikiş çeşidi adedi 20 (1 - 20)
3 Belleğe alınabilecek çevrim sayısı 20 (1 - 20)
4 Güç girişi : Tek faz : 220 - 240V 50/60 Hz
5 Güç saryatı 270VA
99 (1 - 99)
3 faz : 200 - 240V 50/60 Hz (Opsiyonel 380V)
Voltaj dalgalanması : Gerilim anma değeri ±%10 aralığında
− 3 −
IV. KURULUM
1. PAKETLEME MALZEMELERİNİN ÇIKARILMASI
Üst kapağı çıkarın, baskı ayağını
tespit eden teli ve paketleme
malzemelerini çıkarın.
Kelepçe çubuk istieyiciyi tespit
eden teli ve paketleme malzemelerini
çıkarın.
Bağlayıcı ünitesini tespit eden teli
çıkarın.
Ahşap masa
Kasa
Köşe bıçağı ünitesini açın ve üniteyi
sabitleyen teli çıkarın.
Makineyi kaldırırken, ahşap masayı tutmadan kasayı tutun.
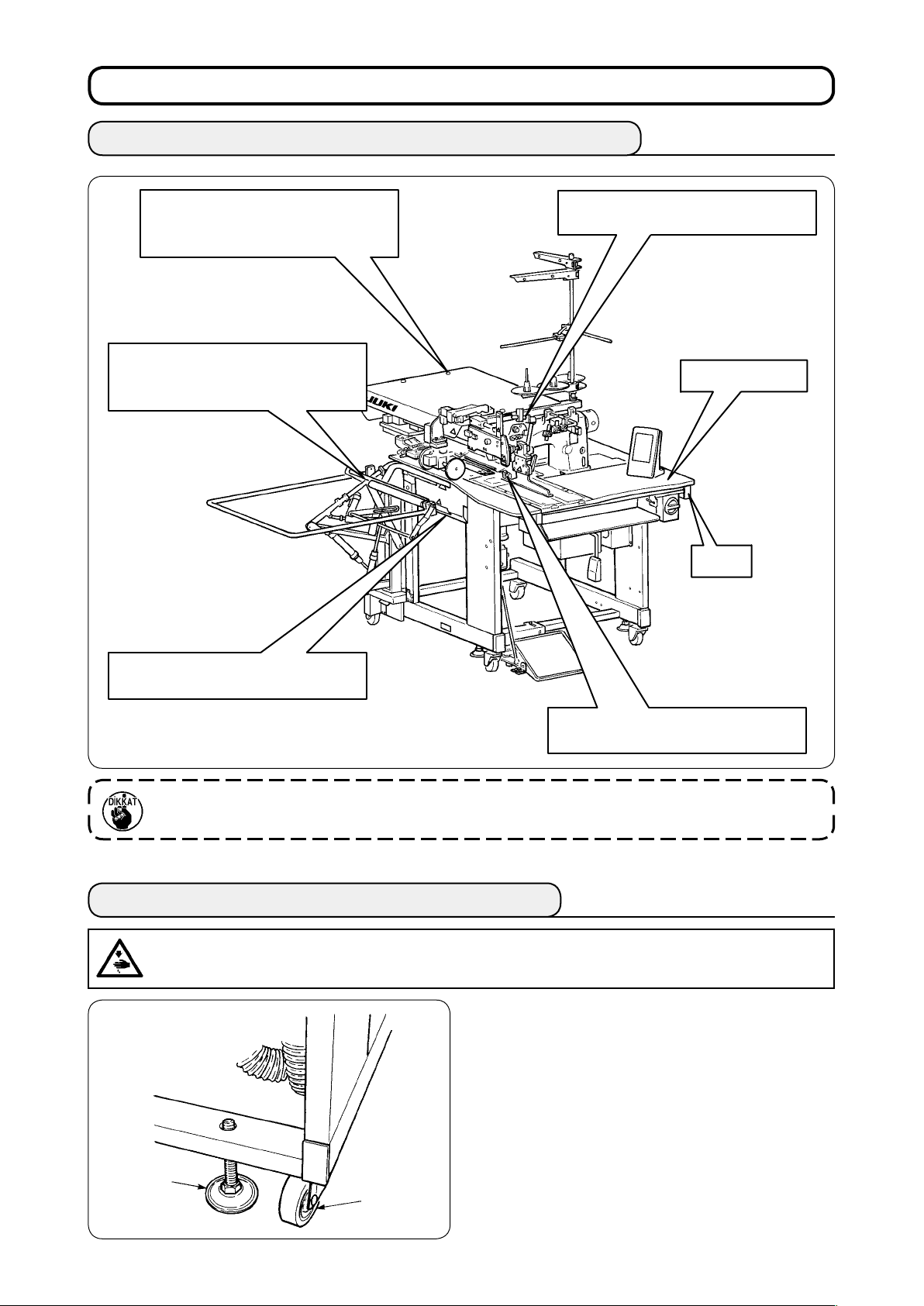
2. MAKİNEYİ GÜVENLİ KULLANMAK İÇİN
DİKKAT :
Ölümcül bir kazaya meydan vermemek için, makineyi düz ve dengeli bir yere koyup tekerleği ❶ indirin
ve yanındaki ayar cıvatalarını ❷ (4 yerde) sıkın.
İğne milini tespit eden kelepçeyi
kesip çıkarın.
❷
❶
− 4 −
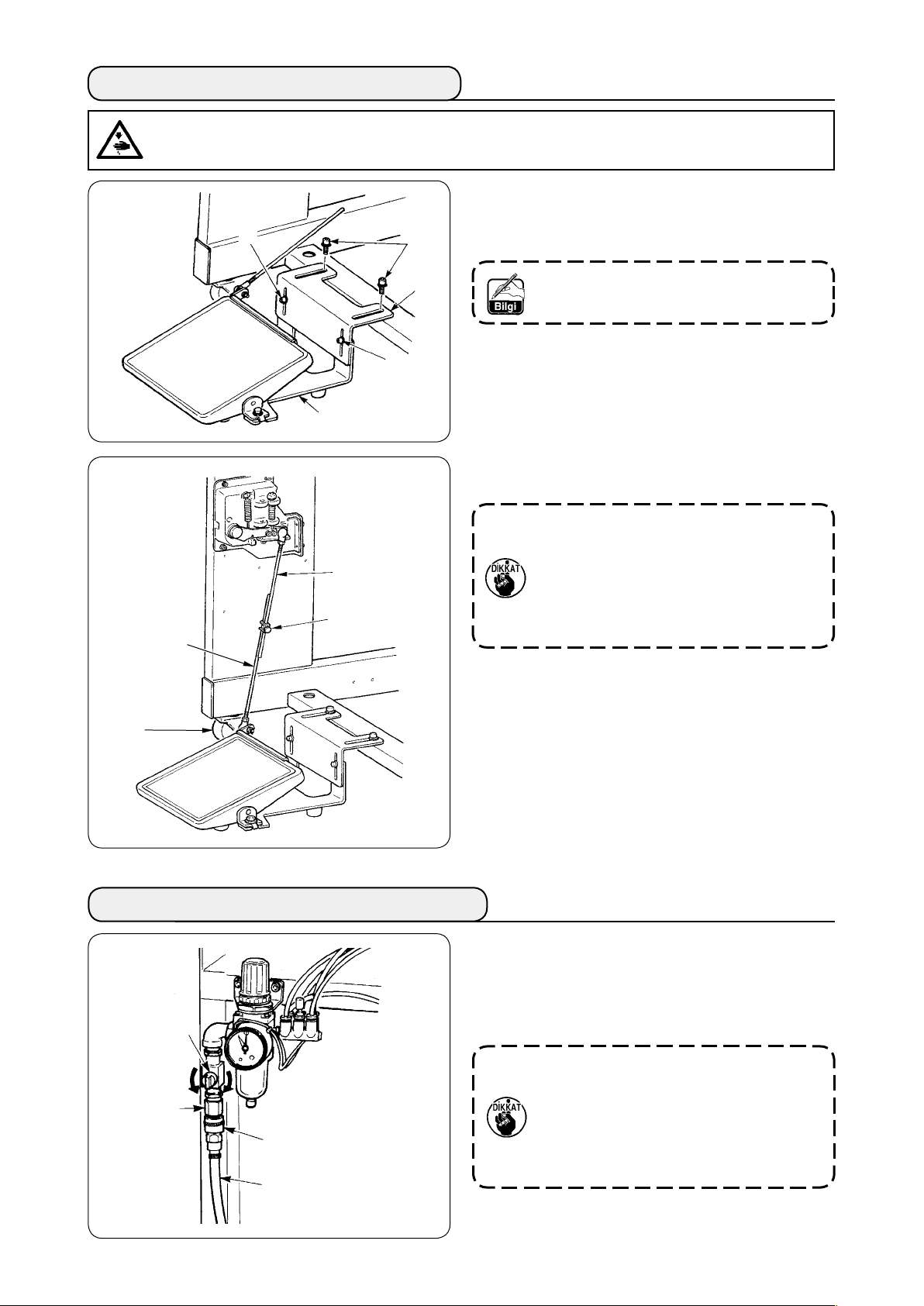
3. AYAK PEDALININ TAKILMASI
DİKKAT :
Pedalı takarken, kafa üstünden yukarıda kalan masaya dikkat ederek çalışın.
❶
❷
Vidaları ❷ kullanarak pedal tabanını makineye
①
takın.
ve B pedal tabanlarını iki vidayla ❶ takın.
② A
❹
D
A
❸
C
❶
B
Pedal konumu, yiv mesafesinde isteğe
bağlı olarak ayarlanabilir.
Bağlantı kolunu tespit vidasıyla ❸ sabitleyin.
③
1. Kolları takarken, sensör tarafında
aşağı doğru çekilmiş olan C bağlantı
koluna takmayın.
2. Pedal tarafındaki D bağlantı kolu ve
tekerleği ❹, pedal çalışırken birbiriyle
temas etmeyecek şekilde takın.
4. HAVALI KUPLÖRÜN TAKILMASI
❶
❸
A
❷
− 5 −
Makineyle birlikte aksesuar olarak temin edilen havalı kuplörün A bir ucunu hava hortumuna ❷ bağlayın.
Daha sonra diğer ucu, ana ünite tarafındaki kuplöre
bağlayın.
❸
• Kuplörü A, hava musluğu ❶ kapalıyken ana üniteye bağlayın, ardından
basınçlı hava temin etmek için hava
musluğunu ❶ dikkatle açın.
• Regulatör basınç göstergesindeki değerin 0,5 MPa olduğunu kontrol edin.
5. ELEKTRİK FİŞİNİN TAKILMASI
DİKKAT :
Kaçak ya da dielektrik dayanımının neden olacağı kazaları önlemek için, uygun bir elektrik şinin
elektrik konusunda uzman kişi tarafından takılması gerekir. Fişin takıldığı alıcının doğru bir şekilde
topraklandığından emin olun.
Fişin elektrik bağlantısı, ürün teknik özelliklerine bağlıdır. Fiş bağlantısı için elektriksel teknik özelliklerinin
uygun olmasını sağlayın.
Ürünün tek fazlı olması halinde 220 - 240 V değerleri için teknik özellikler :
①
Elektrik kablosunun gök mavisi ve kahverengi tellerini güç kaynağına (AC 220 - 240 V) ve sarı/yeşil telle-
rini topraklama terminaline bağlayın.
Ürünün 3 fazlı olması halinde 200 - 240 V değerleri için teknik özellikler :
②
Elektrik kablosunun kırmızı, beyaz ve siyah tellerini güç kaynağına (AC 200 - 240 V) ve sarı/yeşil tellerini
topraklama terminaline bağlayın.
Üründe isteğe bağlı yüksek gerilim dönüştürücüsü (SA-128 ile birlikte) olması halinde :
③
Elektrik kablosunun siyah tellerini (3 parça) elektrik terminaline (AC 380 - 415V), sarı/yeşil teli ise toprak
terminaline takın.
Dönüştürücünün elektrik girişini ayarlayarak 380/400/415 V bağlantısı yapmak mümkündür (dönüştürü-
cünün teslimat anındaki standart ayarı : 380 V).
Bu ürün, 3 faz 380/400/415 V için tek fazlı bağlantıyla çalışır.
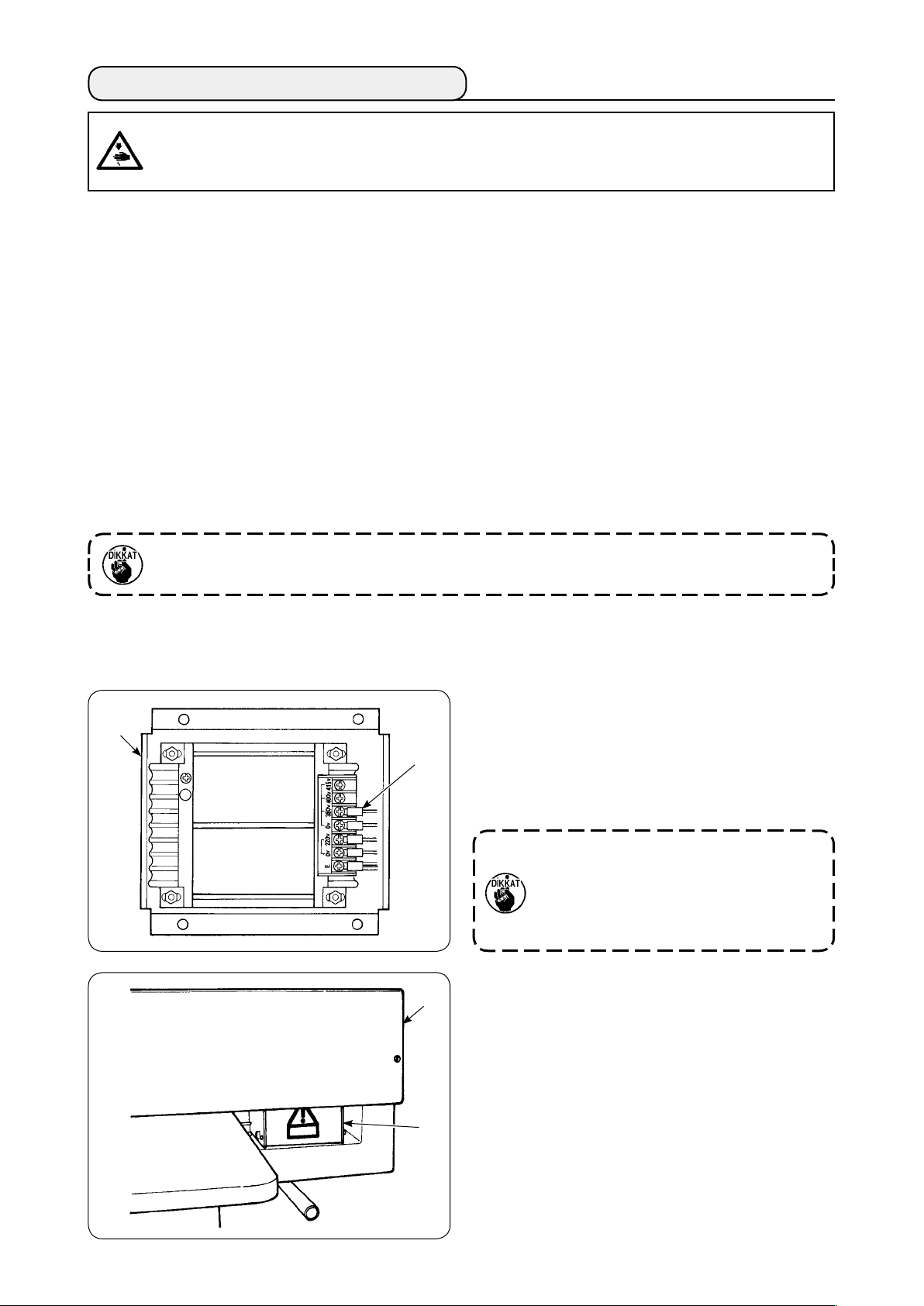
[ Opsiyonel yüksek gerilim transformatörünün güç kaynağını değiştirirken dikkat edilmesi gereken noktalar ]
Opsiyonel yüksek gerilim transformatöründe ❶ 400V
❶
❷
ya da 415V besleme gerilimi kullanırken, opsiyonel
yüksek gerilim transformatörünün ❶ güç kaynağı
giriş kablosunu ❷ değiştirmek gerekmektedir. 380V
gerilime bağlı olan güç kaynağı giriş kablosunu ❷
(gök mavisi) 400V ya da 415V gerilime bağlayın.
Kazaları önlemek için, dikiş makinesini
güç şalteri KAPALI konumda ve elektrik
kablosu prizden çekilmiş halde 4 dakikadan daha uzun süre bıraktıktan sonra
çalışın.
Opsiyonel yüksek gerilim transformatörü ❶, masa-
❸
nın arka tarafındadır.
Gerilimi değiştirirken, üst kapağı ❸ çıkardıktan sonra
transformatör kutusunu ❹ çıkarın.
❹
− 6 −
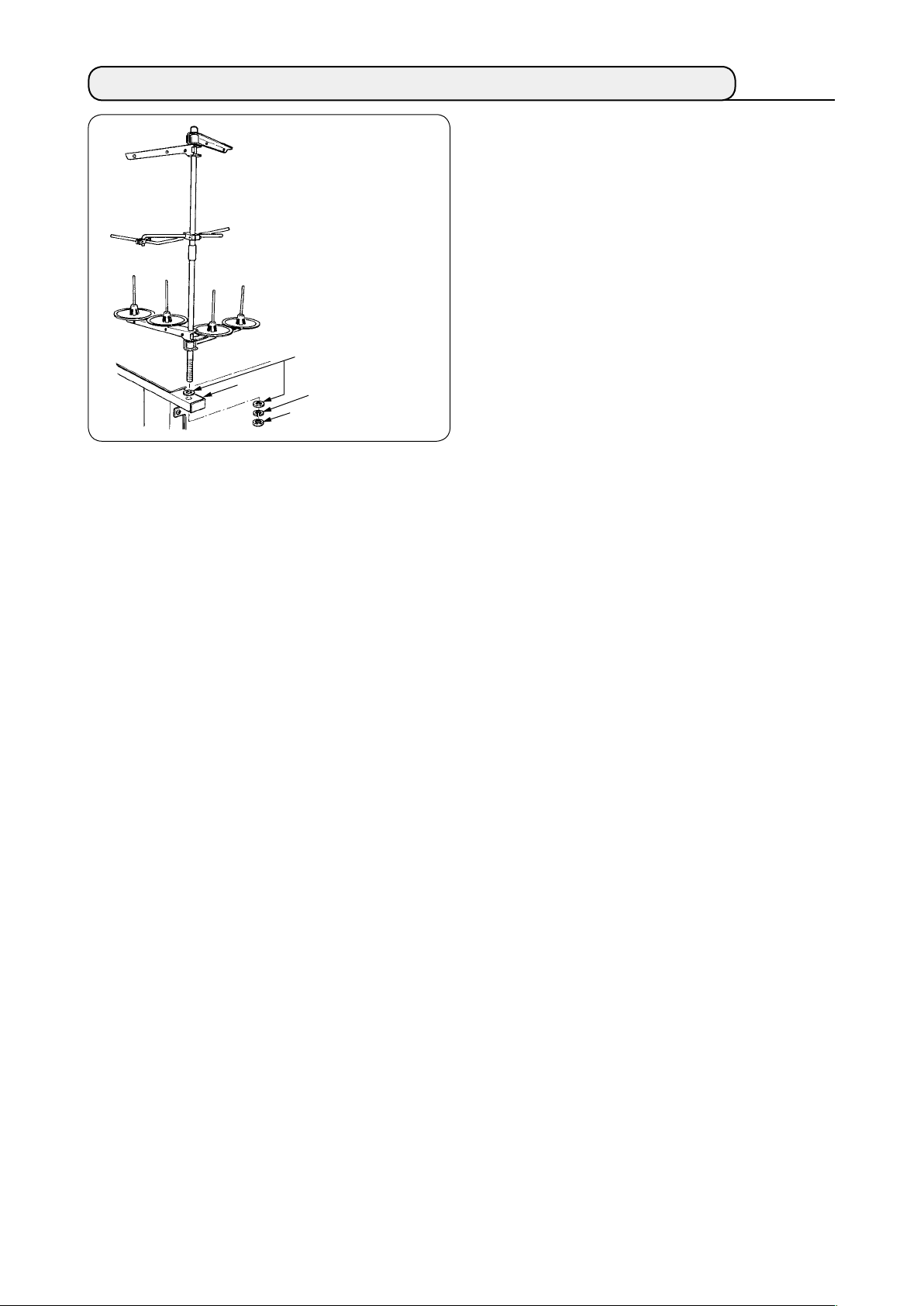
6. İPLİK SEHPASININ MONTAJI VE MAKİNEYE TAKILMASI
Somun ve pulu ana ünite kasası ❶ arasına koyun,
iplik sehpasını soldaki şekle uygun olarak sabitleyin.
Pul
❶
Yaylı rondela
Somun
− 7 −
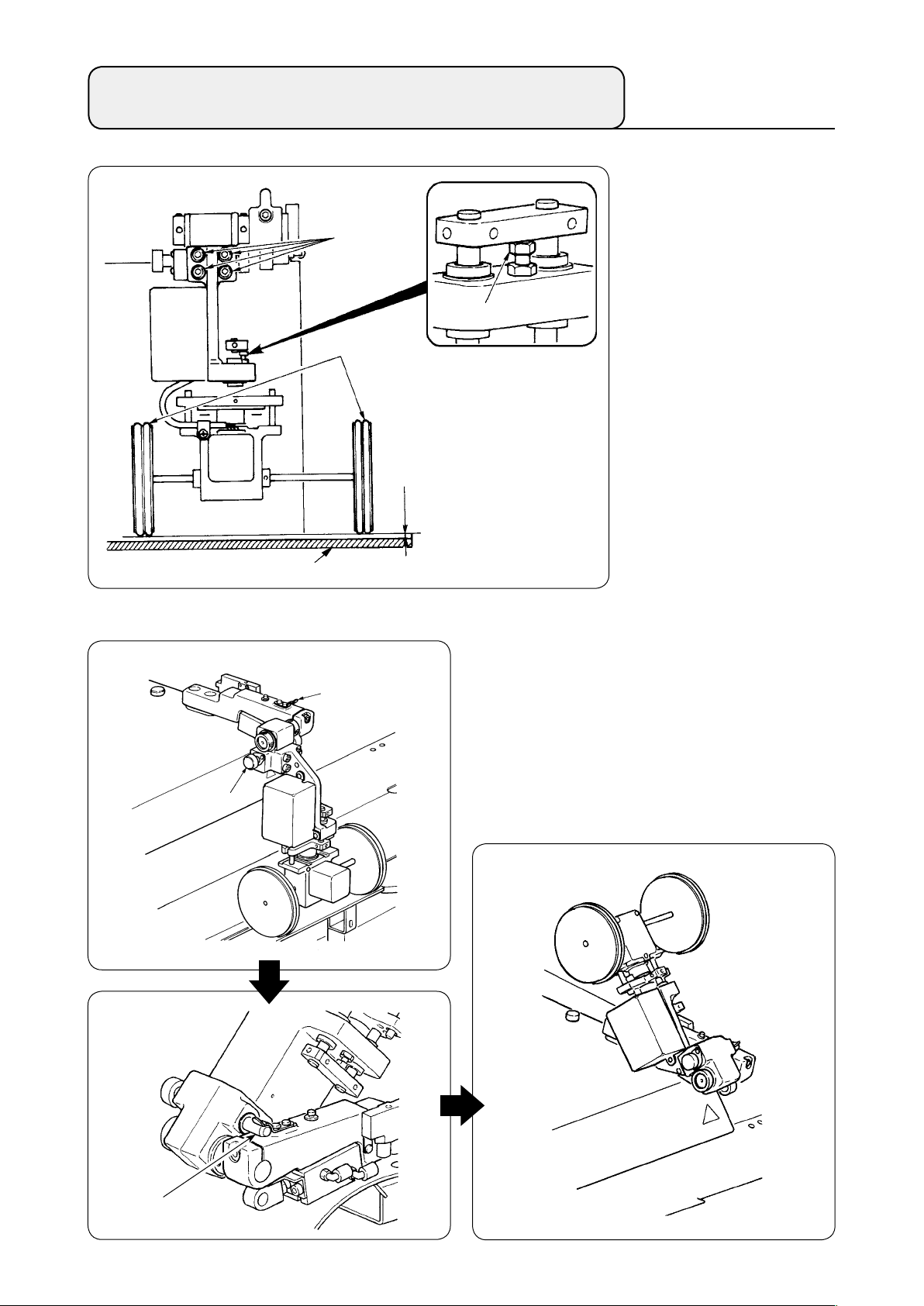
7. SP-46N’NIN KURULMASI (KELEPÇE ÇUBUK İSTİFLEYİCİ) (OPSİYONEL PARÇA NUMARASI : 40149301)
Kelepçe çubuk istieyici, kasaya monte
edilmiş halde teslim edilir. Montaj konumun normal kullanım konumuna göre
değiştirilmesi gerekir.
İstieyici tespit plakasını ❶ çıkarın.
①
İstieyicinin tamamını ok yönünde döndürün ve
❶
B
A
Bu sırada istieyici kablosu, hava boruları vb’nin sıkışmamasına dikkat edin.
Ayrıca, istieyicinin döner milini, tabanın altına temas edene kadar istieyici tabanındaki deliğe sokun.
②
kasadan çıkarın.
İstieyici döner mil A kısmını istieyici taban
③
deliğine B getirin.
İstieyici çalışma durumunda (hava tedarikli)
C
❸
❷
İstieyici kurulum durumunda (hava tedariksiz)
İstieyicinin tamamını menteşe ❷ ile kilitleyin.
④
Güvenlik çubuğunu ❸ şekilde gösterildiği gibi
⑤
yönünde takın. Güvenlik çubuğunu zemin
C
yüzeyiyle paralel olduğu konumda sabitleyin.
Şimdi havanın geldiğini kontrol edin.
Elektrik arızası ve benzeri bir nedenle
bir güç kesintisi yaşanması durumunda,
istieyicinin katlama çalışması bozulabilir. Bu durumun elinizi istieyiciye kaptırma riskine yola açabileceğini lütfen göz
önünde bulundurun.
Güvenlik çubuğunun etrafındaki alana
ellerinizi koymayın.
− 8 −
Yukarıda bahsedilen durum meydana gelirse, hava tedariğini durdurarak istieyiciyi sol tarafta yer alan "İstieyici kurulum durumunda (hava tedariksiz)" başlıklı
şekilde gösterilen duruma geri getirin.
Ardından, istieyicinin kurulum durumunda olduğundan emin olmak için gerekli
kontrolü yaptıktan sonra hava tedariğini
başlatın.
8. SP-47N KURULUMU (SİLİNDİR İSTİFLEYİCİ)
(OPSİYONEL PARÇA NUMARASI : 40149302)
(1) Konumun ayarlanması
❷
❺
❸
0,5mm
❹
Paralel olduğunun doğru-
①
lanması
İstieyici masası ❹ ve ka-
uçuk silindirin ❸ birbirine
paralel monte edildiğini
kontrol edin.
Paralel değilse, ayar yap-
mak için dört setuskuru ❷
gevşetin.
Aradaki boşluğun doğru-
②
lanması
İstieyici masası ❹ ile ka-
uçuk silindir ❸ arasında
yaklaşık 0,5 mm boşluk
olduğunu kontrol edin.
Bu boşluk yaklaşık 0,5
mm değilse, ayarlamak
için somunu ❺ gevşetin.
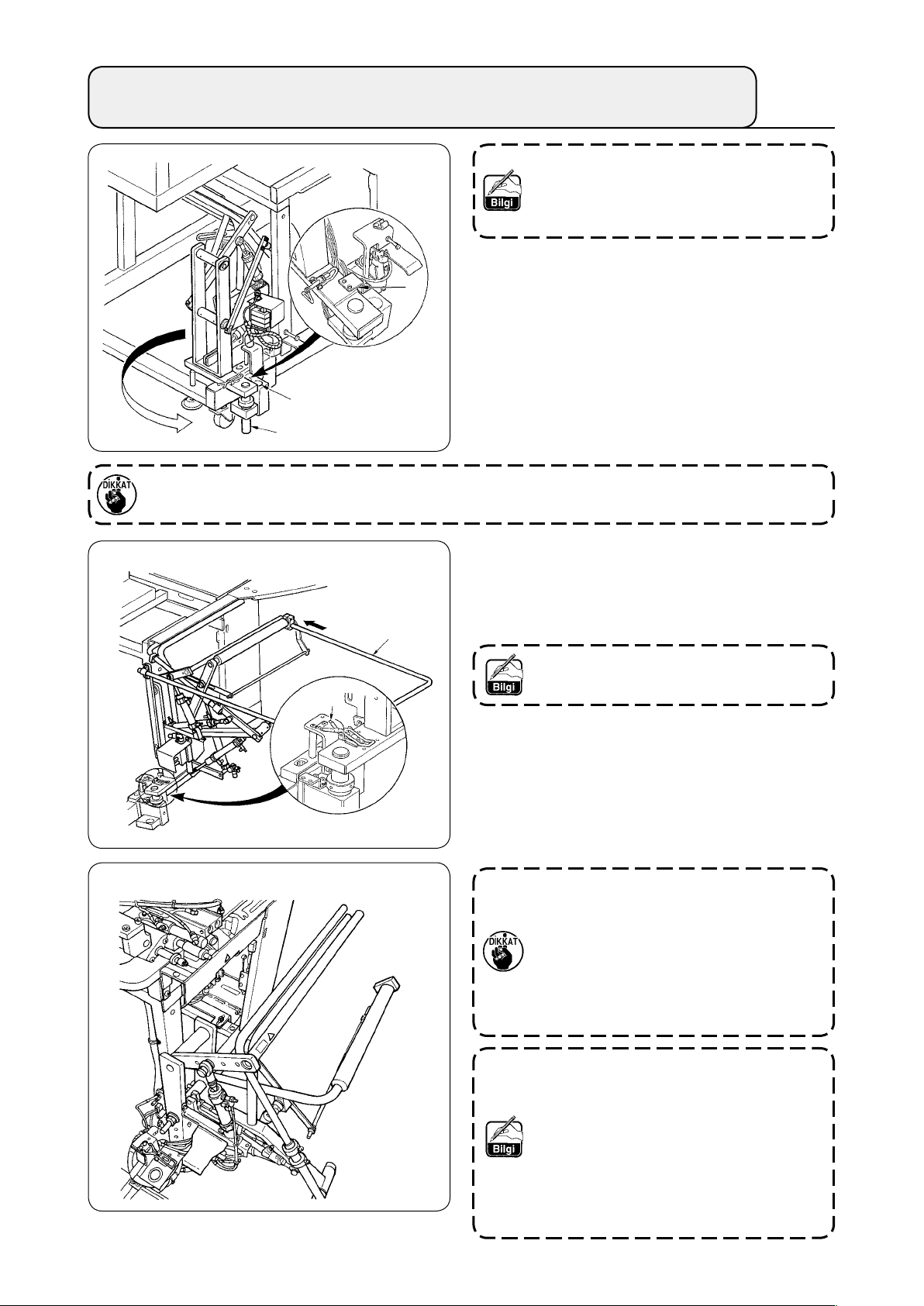
(2) Bakım
(Çalışır halde)
Şekil 1
❶
❷
Silindir istieyici kullanılmadığı zaman ya da köşe
bıçağı ayarlarken, silindir istieyiciyi aşağıdaki prosedüre uygun olarak yukarı çevirebilirsiniz.
Serbest bırakma kolu ❶’i çekin. Baskı pimini ❸
tespit yayına ❷ koymak için kayar kısmı yükseltin,
ardından parçaları kilitli hale getirin (Şekil 1). Bu
durumda dikiş makinesi bekleme konumundadır.
(Bekleme halinde)
❸
− 9 −
9. KAFA SABİTLEME PLAKASININ ÇIKARILMASI
Tespit vidalarını ❷ kafa sabitleme plakasından ❶
çıkarın.
Makineyi yeniden taşımanız gerekirse,
makine ve kasanın sabitlenmiş olduğunu
kontrol edin.
❷
❶
10. ALT TABLANIN KURULMASI
Alt tablayı şekilde görüldüğü gibi dört vidayla ❶
monte edin.
Bu işlemi yaparken, alt tablayı ana masa
ile aynı seviyede olacak şekilde sabitleyin.
❶
❶
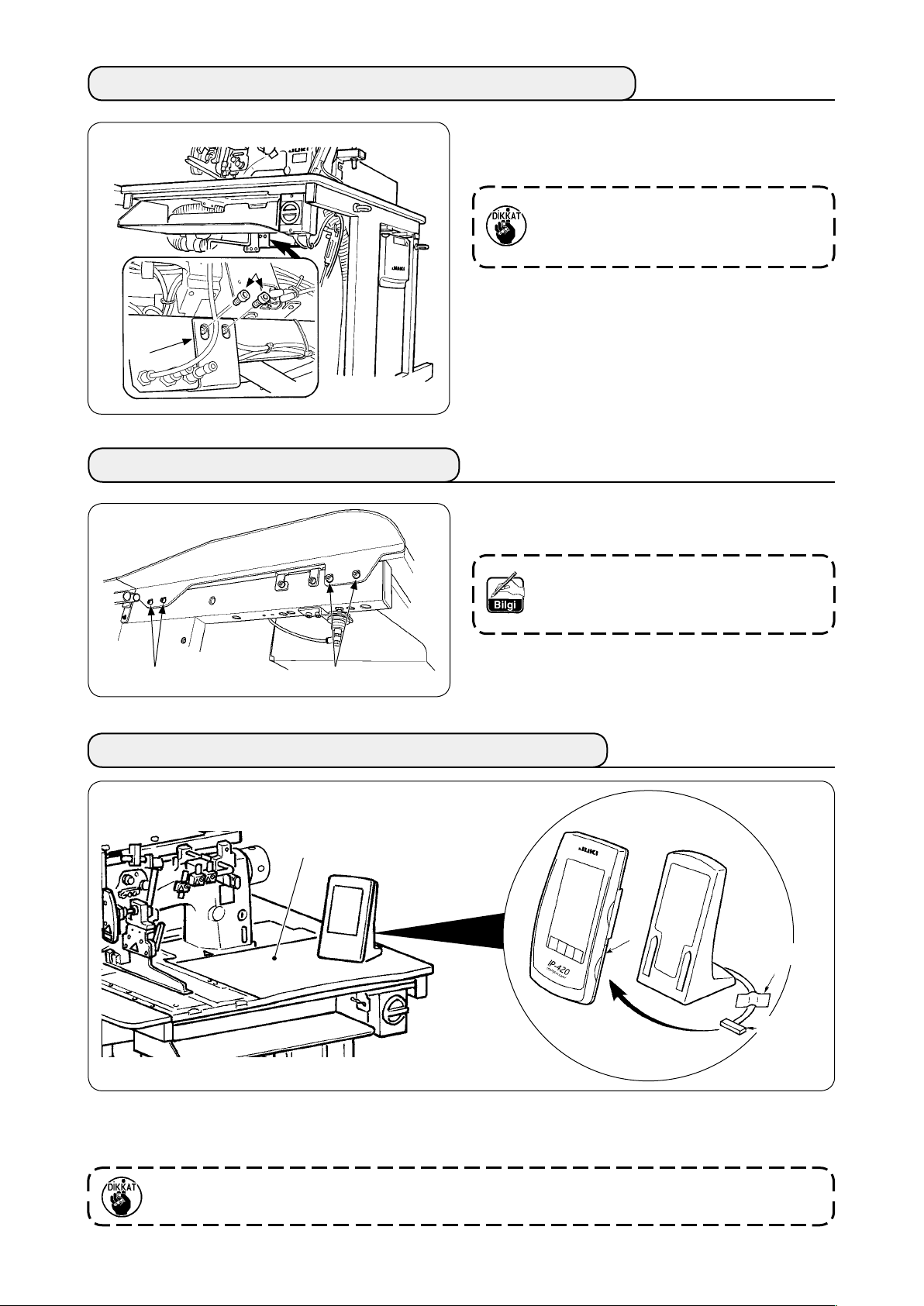
11. ÇALIŞMA PANELİ IP-420’NUN KURULUMU
A
B
Bant
Konektör
Yukarıdaki şekilde gösterildiği gibi IP-420’un sağ B tarafındaki kapakçığı açın, bantla tespit edilmiş konektörü masanın A sağ üst yüzeyine takın.
Statik elektrik nedeniyle hatalı çalışmayı önlemek için, IP-420 çalışma panelini kullanılacak panel
tabanına kurun ve panel tabanının konumunu değiştirmeyin.
− 10 −
12. YAĞ DEPOSUNA YAĞ KOYULMASI
DİKKAT :
1. Dikiş makinesinin aniden çalışarak kazaya neden olmaması için, yağlama işlemi tamamlanana kadar şini takmayın.
2. Gözünüz ya da vücudunuz yağla temas ederse, yanık ya da kızarıklığın önüne geçmek için o bölgeyi hemen yıkayın.
3. Yağ yutulmuş ise ishal ya da kusma olabilir. Yağı çocukların erişemeyeceği bir yere koyun.
Dikiş makinesini çalıştırmadan önce, yağ deposunu
kanca yağı ile doldurun.
Yağ kapakçığını ❶ çıkarın ve makine ile birlikte
①
❶
Kabartma
üst işaret
❸
Kabartma
alt işaret
çizgisi
A
çizgisi
❷
A
Yağ haznesine, yağ seviyesi gösterge çubuğu-
②
Yağ miktarı çok fazla ise hava deliğinden yağ
Dikiş makinesini çalıştırırken yağ gösterge çu-
③
aksesuar olarak temin edilen yağlayıcıyı kullanarak yağ deposunu JUKI MACHINE OIL No. 1
(Parça No. : MDFRX1600C0) ile doldurun.
Toz girmesini önlemek için kapakçığın
takılı olduğunu kontrol edin.
nun ❸ üst kenarı; yağ seviyesi kontrol penceresinin ❷ üst tarafındaki kanallı işaret çizgisi ile
alt tarafındaki kanallı işaret çizgisinin arasına
gelinceye kadar yağ koyun.
sızar ya da yeterli yağlama yapılamaz. Dikkatli
olun.
buğunun ❸ üst kısmı yağ kontrol penceresine
kadar ❷ düşmüşse yağlamaya başlayın.
• İlk kez yağ doldururken, yağ deposunu standart olarak 200 cc yağ ile doldurun ve yağ göstergesinin çalışıp çalışmadığını kontrol edin.
• Yeni kurulan ya da uzun bir süre kullanılmamış bir makineyi çalıştırırken, alıştırma amacıyla
makineyi 2000 sti/min ya da daha düşük devirlerde çalıştırın. Ayrıca makineyi, sağ/sol kancaların yataklarına A yağ koyduktan sonra kullanın.
• Kanca yağı olarak JUKI MACHINE OIL No. 1 (Parça No. : MDFRX1600C0) satın alın.
• Yağ deposunu mutlaka temiz yağ ile doldurun.
• Yağ deposunu asla kirli yağ ile doldurmayın.
− 11 −

13. SA-120N’NIN KURULMASI (ASTAR BESLEME CİHAZI) (OPSİYONEL PARÇA NUMARASI : 40149798)
DİKKAT :
Dikiş makinesinin beklenmedik şekilde çalışmaya başlamasının neden olduğu kazaları önlemek için,
makinenin gücünü kapattıktan sonra çalışmaya başlayın.
❷
Ara kurulum plakasını ❶ iki vidayla ❷ makine
①
kasasına tespit edin.
❶
Dikiş masası
Çentik
Silindir
A Kılavuzu
Kılavuz plaka
Astarı yukarıdaki şekilde görüldüğü gibi yerleştirin.
②
B Kılavuzu
Yay
Rakor
Yan plaka
Astar
B Kılavuzu
Kullanılabilir silindir çekirdeği 40 – 70 mm genişlik ve 200 milimetre (maksimum) çapındadır.
Astarı B ve A kılavuzu ile silindir arasından geçirin, masanın yukarısına yönlendirin.
③
Kılavuz plakadaki çentiği kullanarak, astarı silindir bölümüne doğru besleyin.
Astarı tam dikiş masasının yukarısına doğru beslemek için iki kılavuzun yatay konumunu, iki kılavuz pim
④
ve yan plakayı (sağda) ayarlayın.
Yan plakanın astarı yayla haf tutabilmesi için, rakoru sol tarafa yerleştirin. Ardından rakoru oraya tespit
⑤
edin.
− 12 −
14. SA-120N’NİN AYARLANMASI (ASTAR BESLEME CİHAZI) (OPSİYONEL PARÇA NUMARASI : 40149798)
DİKKAT :
Dikiş makinesinin beklenmedik şekilde çalışmaya başlamasının neden olduğu kazaları önlemek için,
makinenin gücünü kapattıktan sonra çalışmaya başlayın.
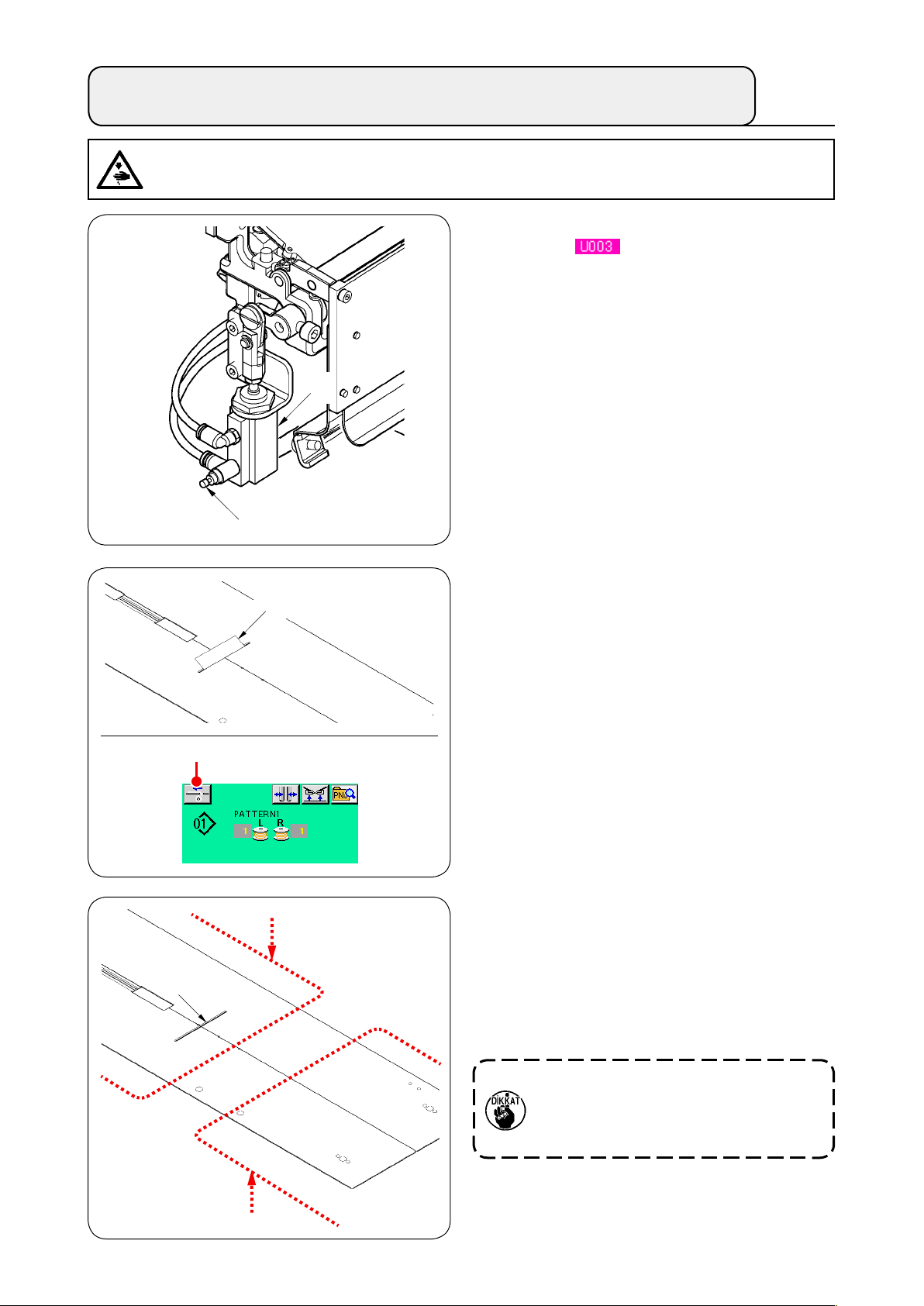
Astar besleme miktarının ayarı bellek düğmesiy-
①
le yapılır ( ). Ancak astar besleme silindirinin ❶ hız kontrolüyle ❷ ince ayar yapın.
(Hız kumandasını ❷ sıkınca miktar azalır, gev-
şetince artar.)
❶
❷
❻
❹
❸
❺
Yeni astar ❸ yerleştirirken astar besleme
②
düğmesine ❹ basın, birkaç deneme dikişi için
besleme yapın ve cihazı kullanmadan önce besleme miktarını ve astar beslemenin paralelliğini
kontrol edin.
(Çalışırken dikkat edilecek husus)
Astar besleme cihazını arka referansa ❺ göre
kullanırken, astar çıkışından ❻ çok uzakta
olduğu için dikiş başlangıcındaki astar uzun
kalır. Bu yüzden cihazı ön referansa ❼ göre
kullanın.
❼
Dikiş masalarıyla ilgili çalışma yaparken, Sayfa 17 "V-2-(2) Dikiş masaları
çıkarıldığı zaman tedbir alınması gerekir"
bölümüne bakınız.
− 13 −
V. DİKİŞ MAKİNESİNİN HAZIRLANMASI
1. DİKİŞ MAKİNESİ KAFASININ ÇALIŞTIRILMASI
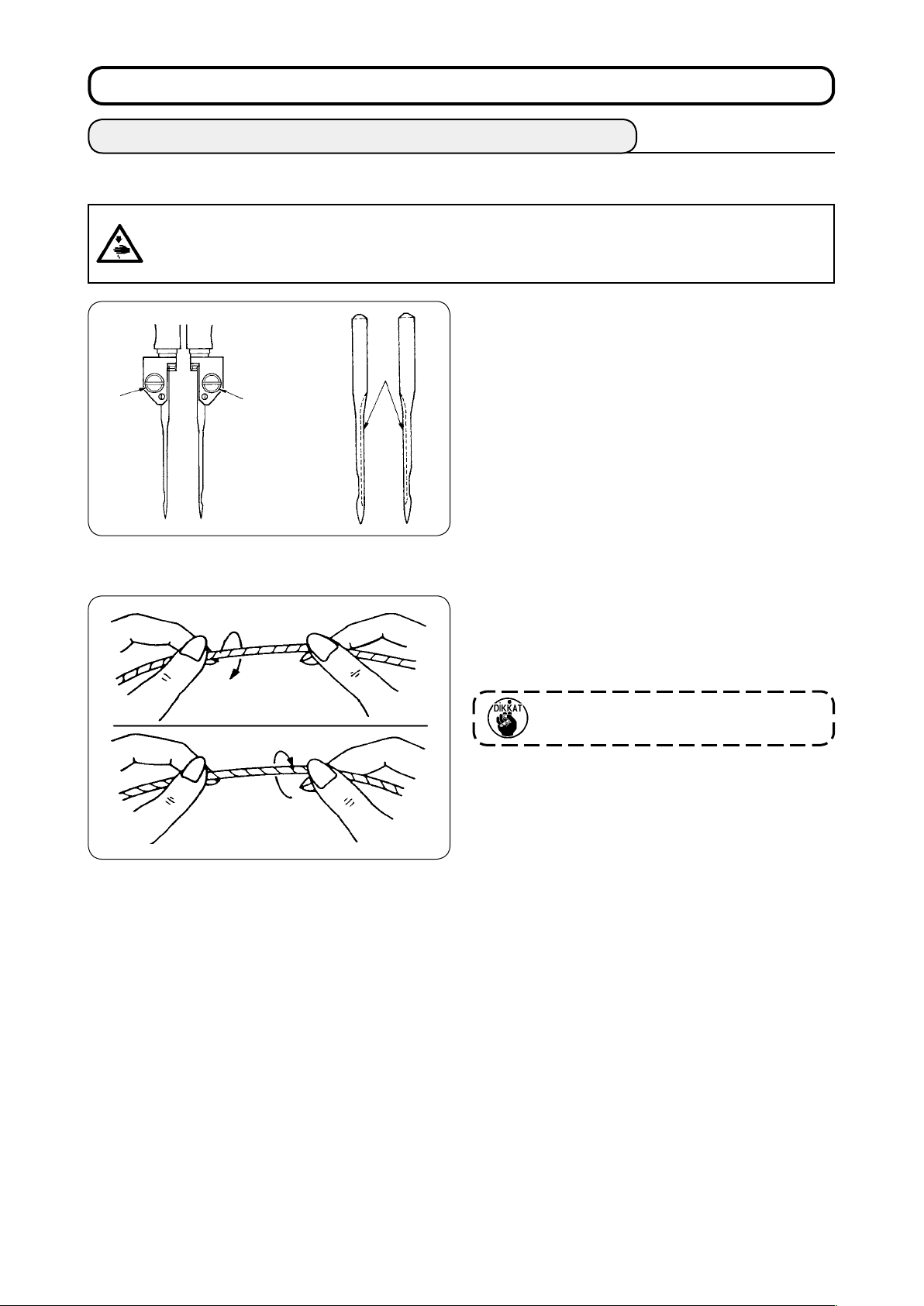
(1) İğnelerin takılması
DİKKAT :
• Dikiş makinesinin aniden çalışması nedeniyle olabilecek kazaları önlemek için, çalışmaya başlamadan önce makineyi KAPALI konuma getirin.
• İğneyi değiştirirken, parmağınızı orta bıçağın keskin tarafına değdirmemeye dikkat edin.
Kullanılan iğneler DP X 17 #14 - #18’dir (standart
#16). Tanımlanan iğneyi kullanın.
Sol ve sağ iğnelerini, uzun yivleri ❶ birbirini gösterdiği sürece itin ve iğne kelepçesi vidalarını ❷ sıkın.
❷
❶
❷
(2) Kullanılan iplik
Sağa bükümlü iplik
Sola bükümlü iplik
• İğnede sol bükümlü iplik kullanın.
• Bobin ipliğinde büküm yönü önemli değildir, ikisi de
kullanılabilir.
Bükümleri her yerde eşit olan yeni iplik
kullanın.
− 14 −
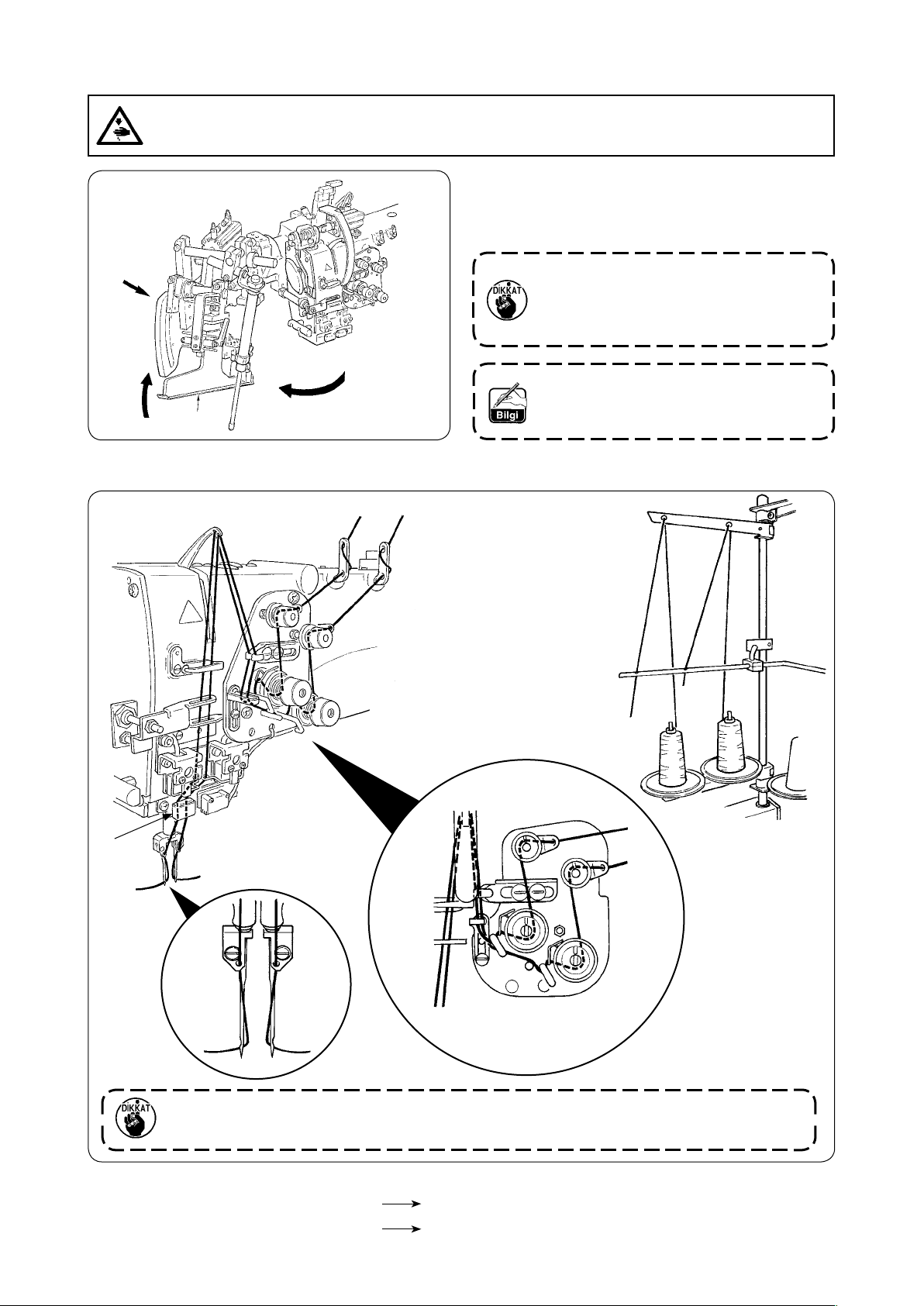
(3) İğneye iplik takılması
DİKKAT :
Dikiş makinesinin beklenmedik şekilde çalışmaya başlamasının neden olduğu kazaları önlemek için,
makinenin gücünü kapattıktan sonra çalışmaya başlayın.
Bağlayıcıyı ❶ A yönünde kaldırın. B kısmını
①
elle tutun ve bağlayıcının tamamını C yönünde
döndürün.
B
A
❶
Ardından aşağıdaki şekilde gösterildiği gibi ipliği iğneye geçirin.
②
C
B
A
B kısmına bastırdığınızdan emin olun,
çünkü bağlayıcıya bastırılıp C yönünde
döndürüldüğü zaman kenar şeridi düzgün olmayabilir.
Bağlayıcı, küresel dalgıç pistonla kilitlenir. Kilidi açmak için, bağlayıcıyı C
yönünde kuvvetlice çevirin.
C
A
B
A
A
B
A B
A
iplik kılavuz keçesini periyodik olarak değiştirin. Dikiş sırasında ipliğin sert hareketi ne-
C
deniyle ortaya çıkan dikiş sorunları önlenebilir.
B
B
İğneye ait ipliği şekilde gösterilen sırayla geçirin.
Sol iğne ipliğini dikiş makinesine doğru
Sağ iğne ipliğini dikiş makinesine doğru
A
B
− 15 −
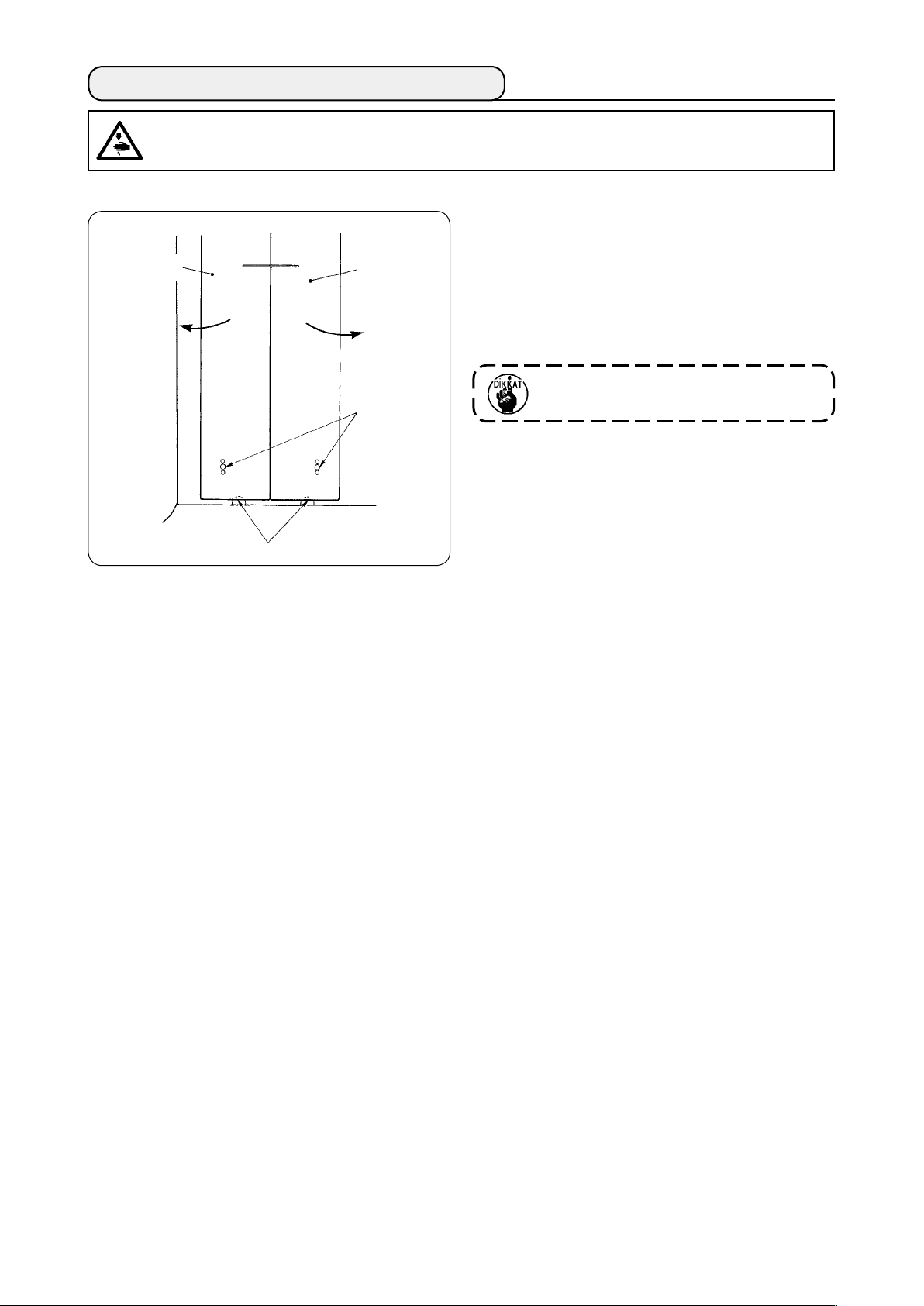
2. DİKİŞ MASASI NASIL ÇIKARTILIR
DİKKAT :
Dikiş makinesinin beklenmedik şekilde çalışmaya başlamasının neden olduğu kazaları önlemek için,
makinenin gücünü kapattıktan sonra çalışmaya başlayın.
(1) Yeni bobin ipliği takarken
❷
A
❶
Pim
Baskı ayağını, strokun sonuna kadar getirin.
①
Parmaklarınızı sağ ve sol dikiş tablaları ❶ ve
②
’nin en altındaki çentiklere A yerleştirin, dikiş
❷
masalarını yukarı itin.
Masaları yukarıda tutarken ok yönünde hareket
③
ettirin; bobin yuvasını görebilirsiniz.
Şimdi de dikiş masasını iğnelerle temas
etmeyecek şekilde hareket ettirin.
Bobin ipliğini taktıktan sonra, yukarıda açıklanan
④
prosedürün adımlarını tersine uygulayarak dikiş
masalarını eski haline getirin. Şimdi dikiş masalarını boğaz plakaları ve pimler üzerine sağlam
bir şekilde yerleştirin.
− 16 −
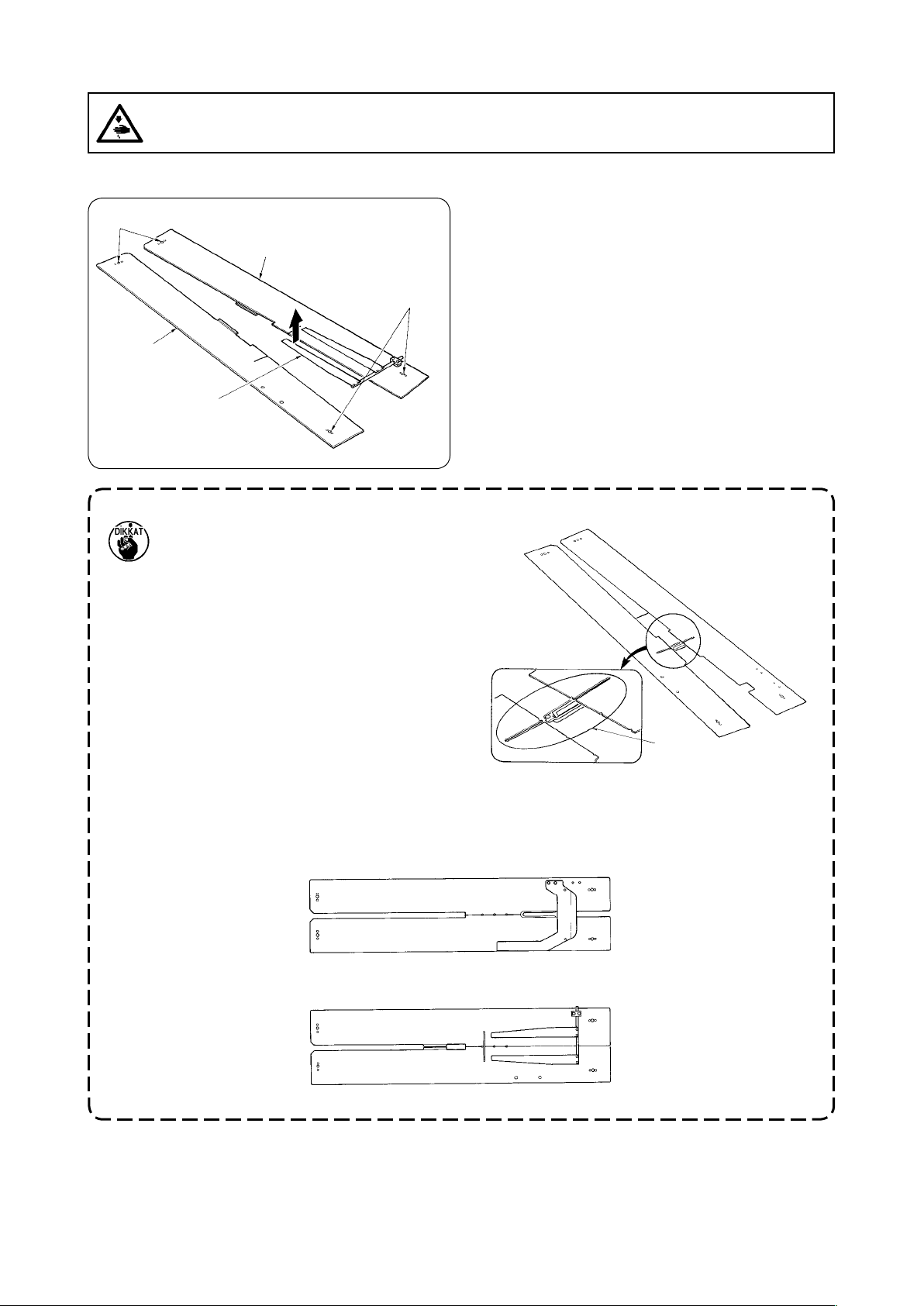
(2) Dikiş masaları çıkarıldığı zaman tedbir alınması gerekir
DİKKAT :
Dikiş makinesinin beklenmedik şekilde çalışmaya başlamasının neden olduğu kazaları önlemek için,
makinenin gücünü kapattıktan sonra çalışmaya başlayın.
Dikiş masalarını ❶ ve ❷ çıkardığınız zaman, aşağıdaki maddeleri uygulayarak doğru şekilde kurun.
Arka (sol) (sağ) pimleri pim deliklerine sağlam
Arka pimler
❶
①
bir şekilde takın.
Ön (sol) (sağ) pim deliklerini pimlere sağlam bir
②
şekilde takın.
Ön pim delikleri
❷
Plaka yayı
1. Makine eğer SA-120N (otomatik astar
besleme cihazı) ile birlikte temin edilmişse, dikiş masalarını
rırken başlangıçtaki konuma getirin.
Böylece plaka yayı kısmı bükülmez.
ve ❷ kaldı-
❶
2. Aşağıda belirtilen türdeki dikiş masalarını
zı ve astar kelepçeleme cihazını bükmemeye dikkat edin.
Torba cep kelepçeleme cihazı (standart)
①
Torba cep kelepçeleme cihazı (astar beslemesi için)
②
Astar besleme çıkışı
ve ❷ çıkarıyorsanız, torba cep kelepçeleme ciha-
❶
− 17 −

3. BOBİNLERİN SARILMASI
DİKKAT :
Hasar görmemesi için, makine çalışırken bobinlerle teması önleyin.
❽
❷
❶
Dönüş
yönü
❸
❹
❼
Bobini artık daha fazla ilerlemediği
①
noktaya kadar iplik sarım miline yerleştirin.
İpliği iplik kılavuz plakasından ❽
②
geçirin, iplik gerginlik diskini ❼ açın
ve ipliği iplik gerginlik kolu ❹ yivine
yerleştirin.
İpliği şekilde gösterildiği gibi geçirin,
③
dört ya da beş tur bobin üzerine sarın. (Ok yönü, bobinin dönüş yönünü
gösterir.)
Bobin ipi kılavuzu ❶’e basın, bobin
④
döner.
İplik sarıcısı, bobin önceden belir-
⑤
lenen miktarda sarıldıktan sonra
otomatik olarak durur.
❺
❾
❻
1. Bobin sarmak istiyorsanız, yukarıdaki şekilde gösterildiği gibi ❺ girintisinden sarmaya başlayın. ❻, kısmından bobin sarmaya başlarsanız, bobin ipinin bittiği saptanamayacaktır.
2. Bobinde kalan ipin miktarının kabul edilebilir olması için, bobinin dengeli sarılması önemlidir. Özellikle bobin sarımının başlangıcında bobinin dengeli sarılmasına dikkat edin.
Bobin ipi dengeli sarılmazsa, gerginlik noktası ❸ soketinin yatay konumunu uygun şekilde
ayarlayın.
3. Bobin dış çapının yaklaşık %80’i oranında iplikle sarılması en uygunudur. Sarım miktarı
ayar vidası ❷ yardımıyla sarım miktarı ayarlanabilir.
4. Bobin ipinin sarılması hariç, ❶ koluna basmayın. Motor çalışmaya devam ederek sorunlara
yol açar.
5. İplik sarma motorunda aşırı yük gibi anormal bir durum saptanırsa, termal röle ❾ kapanır.
Termal röle kapalıyken, KAPALI konuma getirdikten sonra eski haline getirmek için termal
röleyi ❾ yeniden AÇIK konuma getirin.
− 18 −
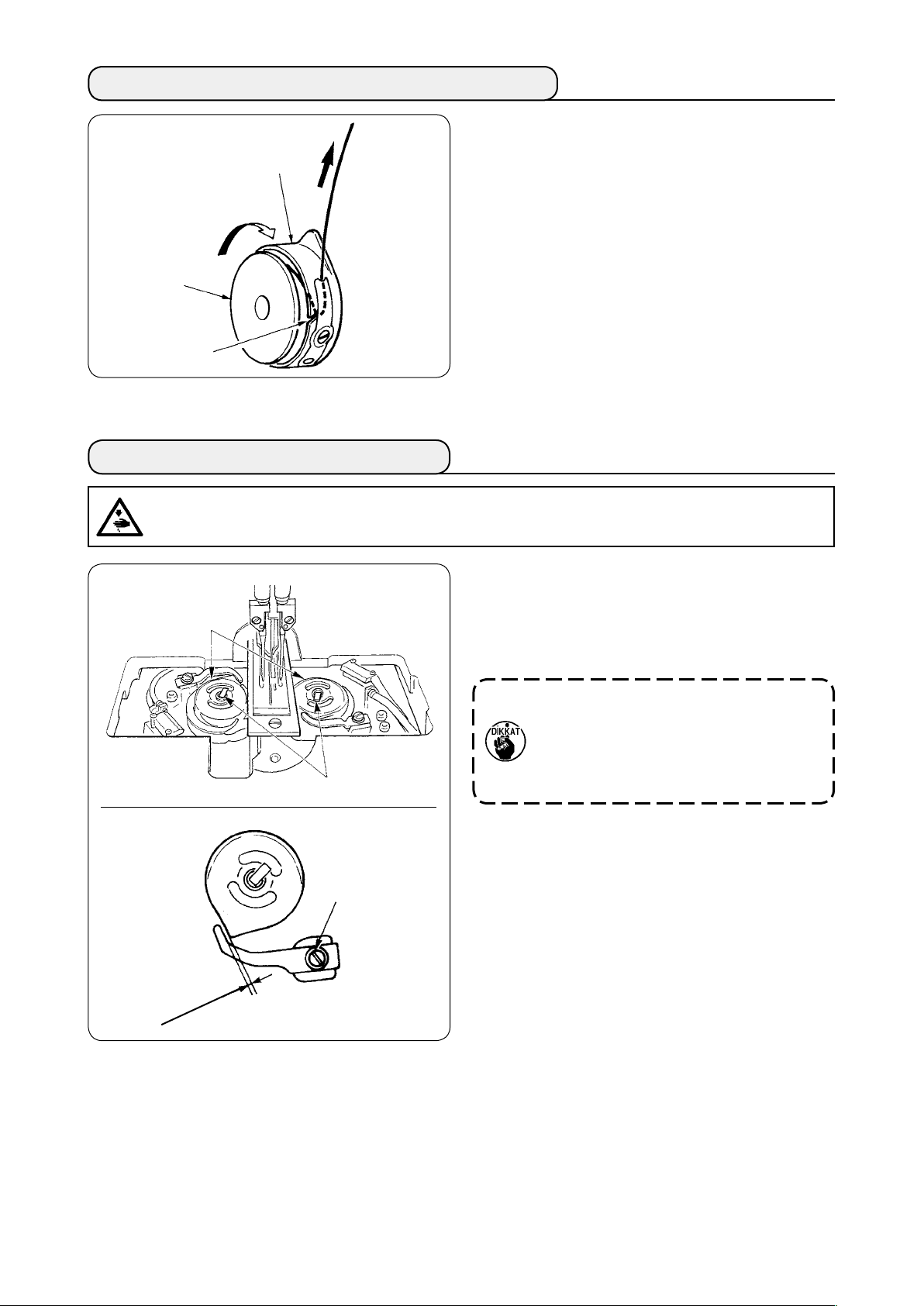
4. BOBİN YUVASINA İPLİK GEÇİRİLMESİ
Bir bobini saat yönünde dönecek şekilde tutun
①
ve bobin yuvasına yerleştirin.
Bobin yuvası
İpliği, bobin yuvasındaki yarıktan ❶ geçirin.
②
İpliği germe yayının altından geçirmek için ipliği
③
çekin.
Bobin
❶
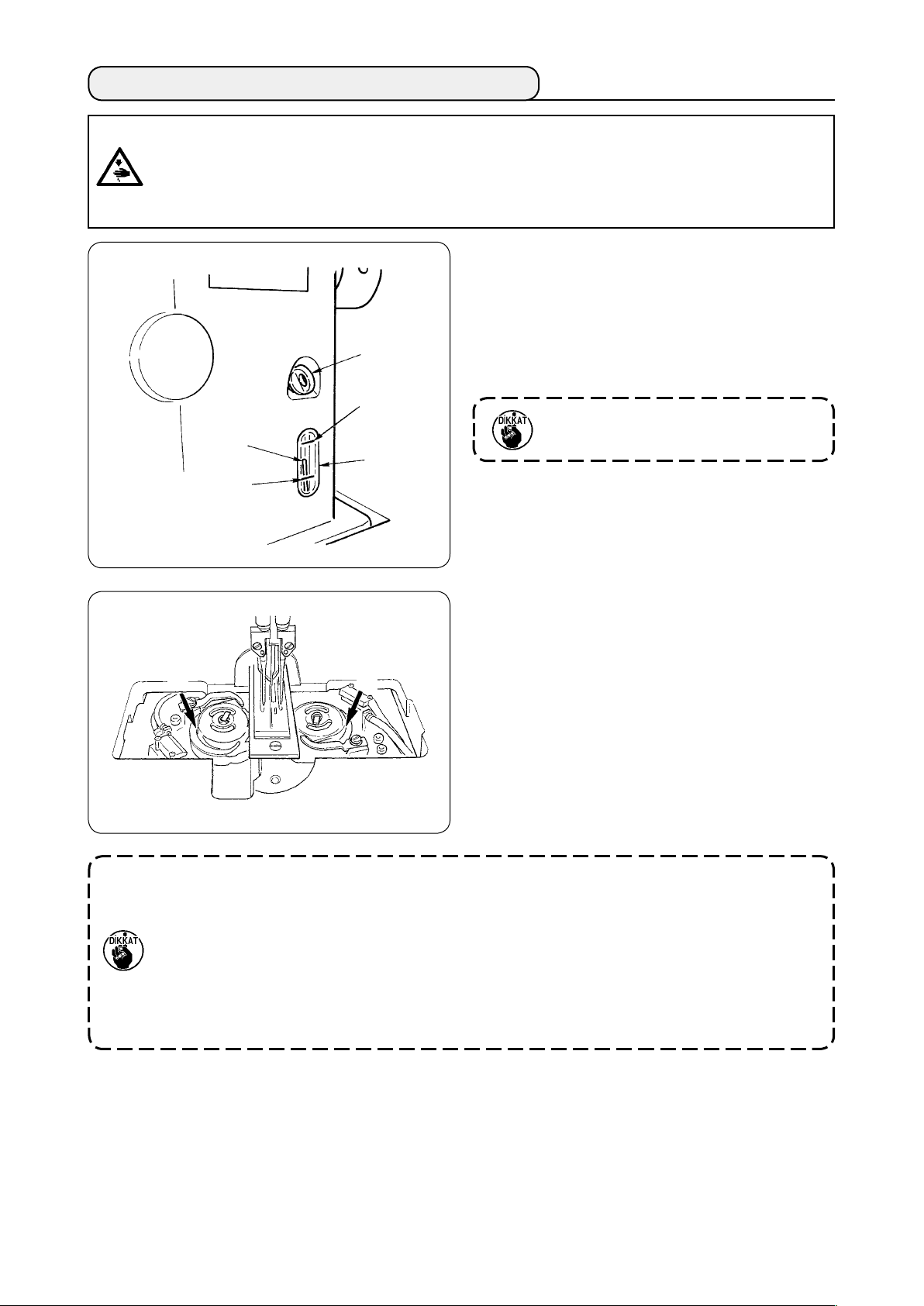
5. BOBİN YUVASININ MONTAJI
DİKKAT :
Dikiş makinesinin beklenmedik şekilde çalışmaya başlamasının neden olduğu kazaları önlemek için,
makinenin gücünü kapattıktan sonra çalışmaya başlayın.
Kanca kollarını ❶ yukarı kaldırın ve bobin yuva-
①
larını bobinlerle birlikte çıkarın.
Yerine takarken, bobin yuvalarını kanca tahrik
❷
②
miline oturtun ve kolları ❶ eğin.
Sol ve sağ ❷ bobin yuvasını yerine
takarken, çok fazla geriye giden açıcı ile
bobin yuvası arasındaki boşluk 0,2 - 0,3
mm’dir. Bu boşluk 0,2 - 0,3 mm değilse,
❶
❸
setuskuru ❸ gevşetin ve ayarlayın.
0,2 - 0,3 mm
− 19 −
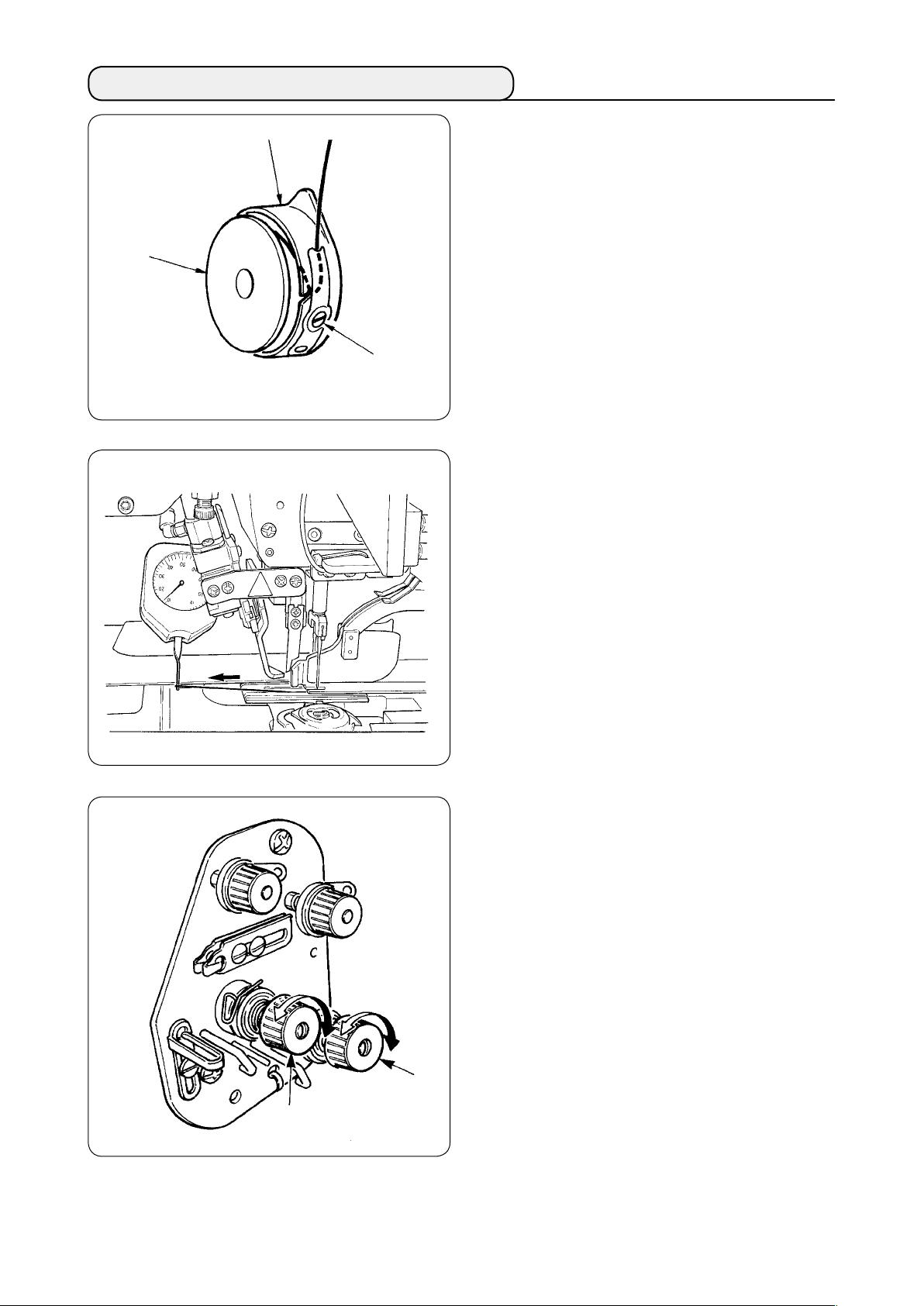
6. İPLİK GERİLİMİNİN AYARLANMASI
Bobin yuvası
Bobin
Bobin ipliği
gerginlik ayar
vidası
①
Bobin iplik gerilimini arttırmak için bobin iplik
Soldaki şekilde gösterildiği gibi gerginlik ölçerle
Bobin ipliği gerginliğinin ayarlanması
gerginliği ayar vidasını saat yönünde çevirin ya
da azaltmak için saat yönünün tersine çevirin.
ölçüm yapıldığında, standart bobin iplik gerilimi
0,25 - 0,35 N arasındadır.
❷
❶
İğne ipliği gerginliğinin ayarlanması
②
Önce sağ ve sol bobin iplik gerilimini ayarlayın.
Ardından elde edilen bobin ipliği gerginliğine
göre sağ ve sol iğne iplik gerilimini uygun şekilde ayarlayın; bunun için sırasıyla iplik gerilim
ayar somunları ❶ ve ❷ somunlarını çevirin. Somunları saat yönünde çevirirseniz iplik gerilimi
artar, saat yönü tersine çevirirseniz azalır.
− 20 −
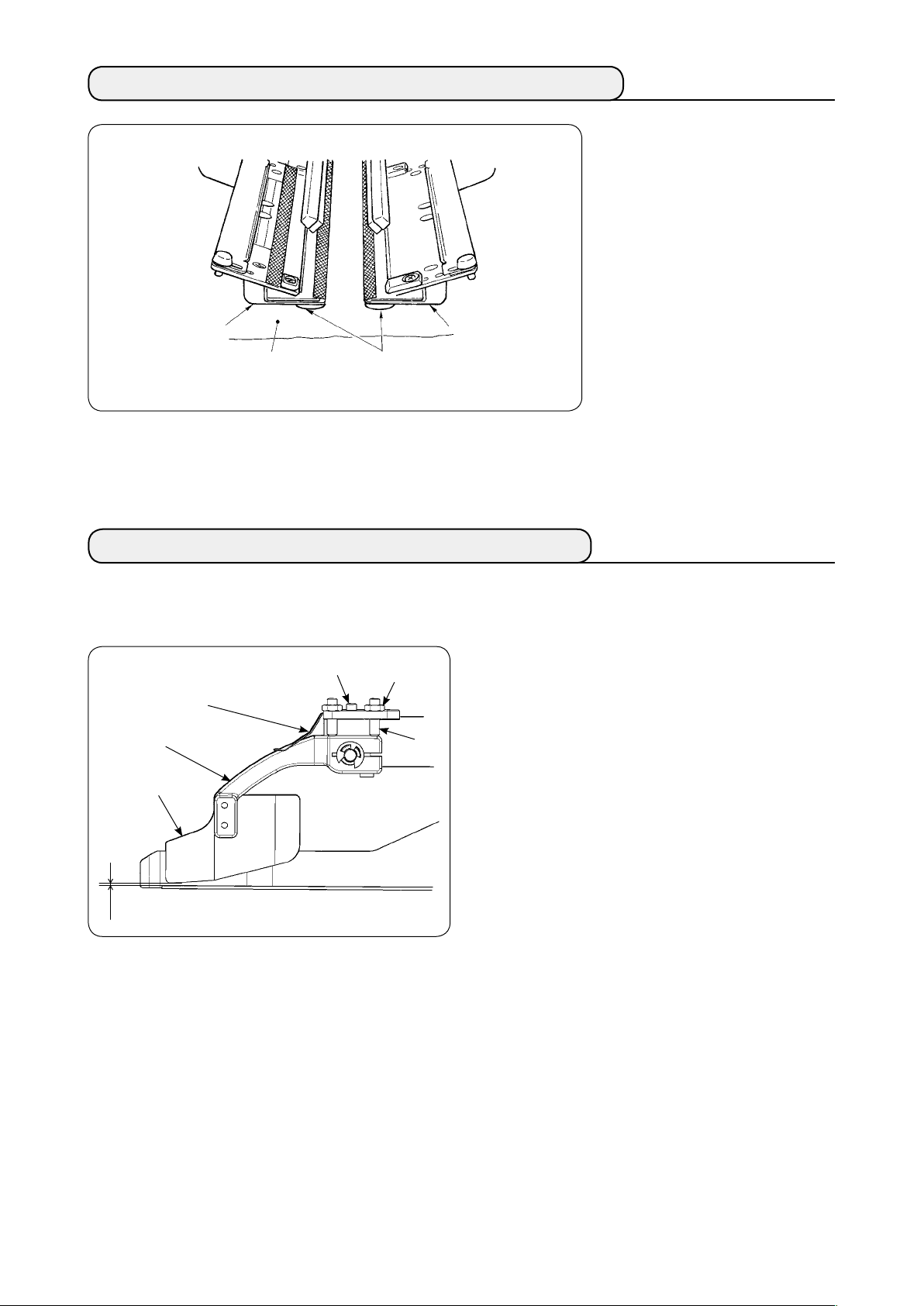
7. DİKİLECEK MATERYALİN YERLEŞTİRİLMESİ
Giysi kelepçesi
(sol)
Giysi
Giysi kelepçe
kauçuğu
Giysi kelepçesi
(sağ)
Sağ ve sol giysinin altına yapıştırılmış olan giysi kelepçesi kauçuğundan daha büyük bir giysi kullanın.
Eğer giysi büyüklüğü giysi kelepçe
kauçuk parçasından küçük ise,
kauçuk parça yerinden çıkabilir ya
da makine hatalı çalışır.
Küçük materyal kullanmak zorundaysanız, makine üzerine takoz
tipi aparatı (opsiyonel) takın.
8. MALZEME KILAVUZUNUN AYARLANMASI
Malzeme kılavuzu, kenar şeridini makine iğnesinin kenarında dengeler.
Malzeme kılavuzunun ❶ yüksekliğini ve baskı ayağının basıncını, malzeme kalınlığına göre ayarlayın.
Somun ❷ ve vidayı ❸ gevşeterek malzeme
①
kılavuzunun yüksekliği ayarlanabilir.
(Malzeme kılavuzu ile kenar şeridi skalası ara-
sındaki boşluk, teslimat sırasında 0,5 ile 1,0 mm
arasında ayarlanmıştır.)
Yay basıncı ayar vidası ❹ yardımıyla baskı aya-
②
ğı basıncı ayarlanabilir.
(Malzeme geçerken aşırı direnç olmayacak şe-
kilde basıncı ayarlayın.)
Malzeme kılavuzu yayı
Malzeme kılavuzu kolu
❶
0,5 - 1,0 mm
❹
❷
❸
− 21 −
VI. ÇALIŞMA PANELİNİN KULLANIMI
1. GİRİŞ
1) APW-895N/896N verilerini (EPD verileri) APW-896N’de kullanmak için
EPD verilerini APW-896N’de kullanmak için, verileri IP-420’ye okutun.
İlgili ortamı IP-420’ye takın. xxx dikiş çeşidi numarasını EPD verilerinden seçin.
2) Hafıza kartı klasör yapısı
Her bir dosyayı, hafıza kartının aşağıdaki dizinine kaydedin.
Hafıza kartı sürücüsü
Yukarıda belirtilen dizinlere kaydedilmeyen veriler, okunamazlar. Bu nedenle, dikkatli olun.
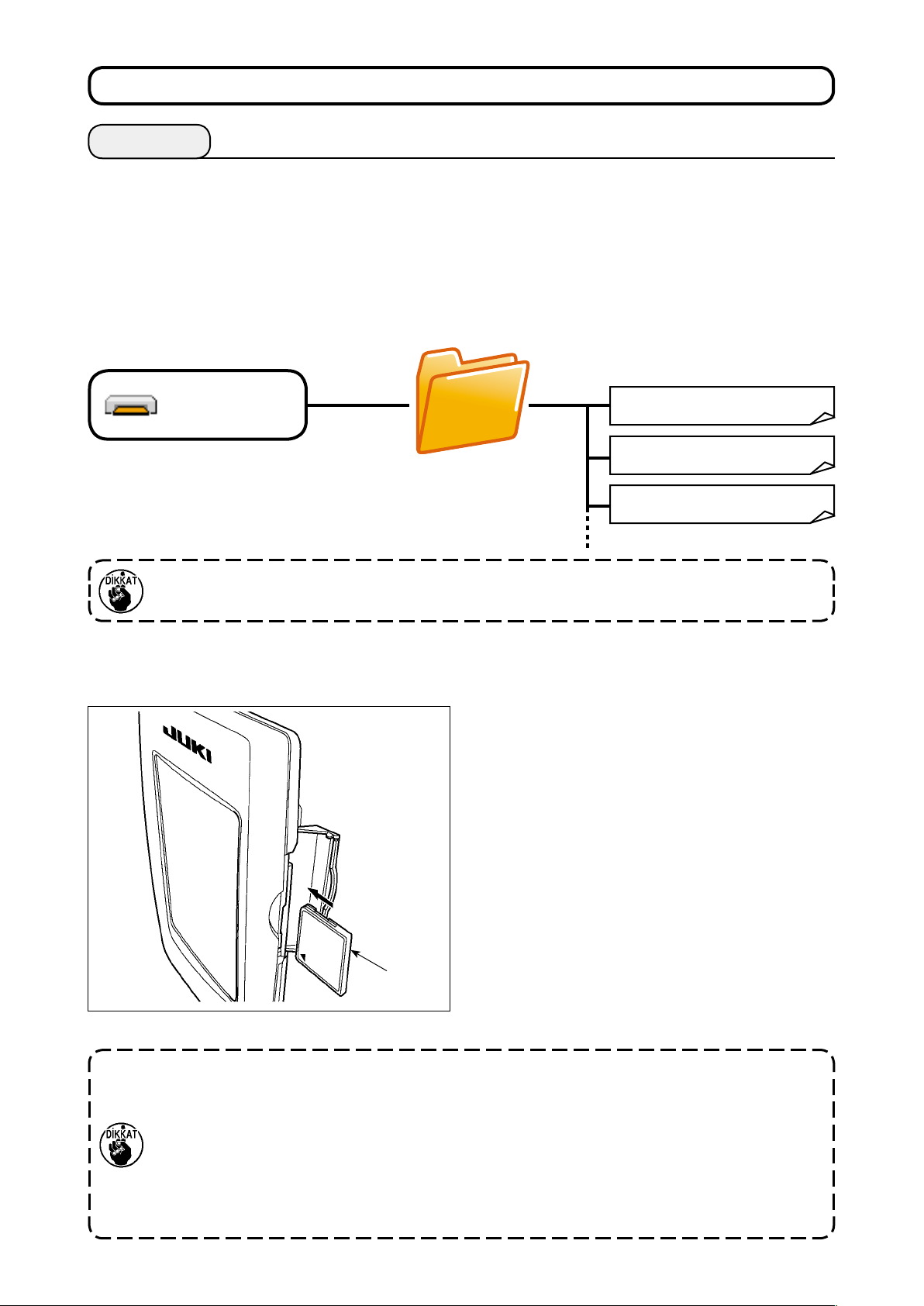
3) CompactFlash (TM)
CompactFlash’ın (TM) yerleştirilmesi
■
Hafıza kartı
APW-896N
1) “CompactFlash (TM)” ürününün etiketli yanını
bu tarafa doğru çevirin (kenardaki çentiği arkaya
getirin) ve üzerinde küçük delik olan parçayı
panele yerleştirin.
2) Bellek aracının yerleştirdikten sonra kapağı kapatın. Kapağı kapattıktan sonra belleğe erişilebilmektedir.
Bellek aracı ve kapak birbiri ile temas ediyorsa
ve kapak kapanmıyorsa, aşağıdaki hususların
doğruluğunu teyit edin :
• Bellek aracı güvenilir şekilde arka yönde itildi
mi?
• Bellek aracının yerleştirilme doğrultusu
doğru mu?
APW××× .EPD
APW××× .EPD
APW××× .EPD
1. Ortamın takma yönü yanlışsa, panel veya ortam zarar görebilir.
2. “CompactFlash (TM)” dışında başka bir şey takmayın.
3. IP-420’deki ortam yuvası, 2 GB ya da daha düşük CompactFlash (TM) içindir.
4. IP-420’deki ortam yuvası, CompactFlash (TM) formatı olan FAT16’yı destekler. FAT32 desteklenmez.
5. Mutlaka IP-420 ile formatlanmış “CompactFlash (TM)” kullanın. “CompactFlash (TM)” formatlama prosedürü için ; Sayfa 98 "VI-17. SAKLAMA ORTAMININ BİÇİMLENDİRİLMESİ" bölü-
müne bakınız.
− 22 −
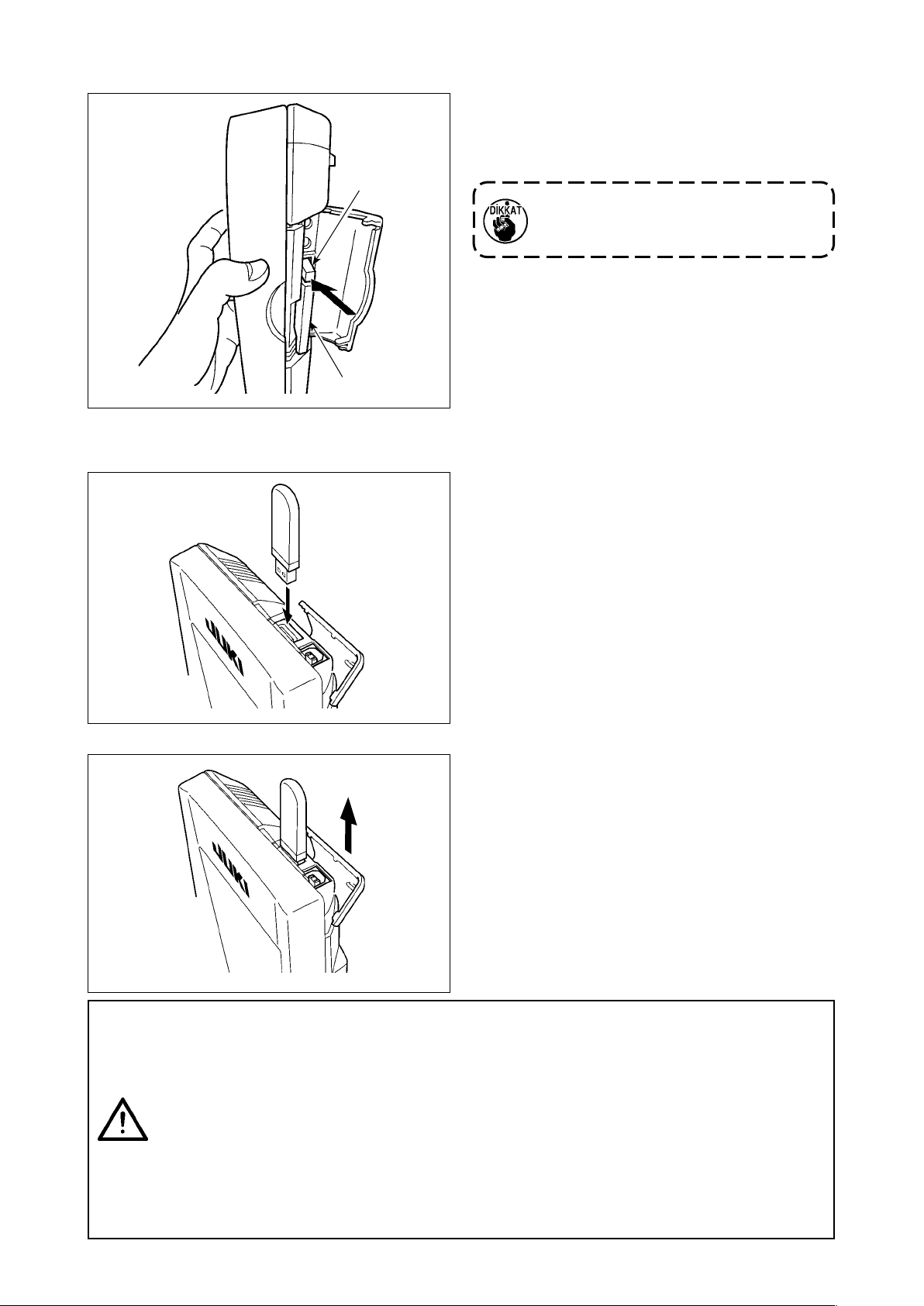
CompactFlash’ın (TM) çıkarılması
■
1) Paneli bir elinizle tutun, diğeri ile kapağı açın
ve hafıza kartı çıkartma koluna ❶ basın. Hafıza
kartı ❷ dışarıya itilir.
4) USB port
USB porta cihaz yerleştirilmesi
■
❷
❶
Kola ❶ çok sert veya hızlı basıldığı tak-
dirde hafıza kartı ❷ kırılabilir ya da dışarı
fırlayıp yere düşerek hasar görebilir.
2) Hafıza kartını ❷, bulunduğu konumu bozmadan
tutup çekerek, çıkartma işlemini tamamlayın.
Üst kapağı kaydırın ve USB cihazı USB girişine
takın. Ardından, USB cihazdan kullanılacak olan
verileri ana gövdeye kopyalayın.
Verileri kopyaladıktan sonra USB cihazı çıkarın.
Cihazın USB porttan çıkarılması
■
UYARI :
Hafıza kartı kullanılırken dikkat edilecekler
• Hafıza kartını asla ıslatmayın veya ıslak elle dokunmayın. Yangın veya elektrik çarpmasıyla sonuçlanır.
• Hafıza kartını bükmeyin, zorlamayın ve darbelere maruz bırakmayın.
• Hafıza kartını dağıtmaya veya biçimini değiştirmeye asla teşebbüs etmeyin.
• Kesinlikle kontaklarının kısa devre yapmasına yol açacak metal zeminlerin üzerine koymayın. Verilerin silinmesine yol açar.
• Aşağıda belirtilen yerlerde kullanmaktan veya muhafaza etmekten kaçının.
- Sıcaklık veya bağıl nemin çok yüksek olduğu ortamlar.
- Nemin yoğunlaştığı yerler.
- Çok aşırı tozlu yerler.
- Statik elektrik yükünün fazla veya elektrik parazitinin yüksek olduğu yerler.
USB cihazı çıkarın. Kapağı tekrar yerine koyun.
− 23 −

USB cihazlarla çalışırken alınması gereken önlemler
①
• Dikiş makinesi çalışır haldeyken USB cihazı ya da USB kabloyu USB porta bağlı olarak bırakmayın.
Makinedeki titreşim, port kısmına zarar vererek USB cihazda depolanmış verilerin kaybolmasına, USB
cihazın ya da dikiş makinesinin arızalanmasına sebep olabilir.
• Bir programı ya da dikiş verilerini okuturken/yazdırırken USB cihaz takmayın/çıkarmayın.
Verilerin bozulmasına ya da hatalı çalışmaya sebep olabilir.
• USB cihazın depolama alanı bölünmüşse sadece bir bölüme ulaşılabilir.
• Bazı USB cihaz tiplerini bu dikiş makinesi uygun şekilde tanımayabilir.
• JUKI, bu dikiş makinesinde kullanılan USB cihazda depolanmış verilerin kaybını tazmin etmemektedir.
• Panelde iletişim ekranı ya da dikiş çeşidi veri listesi görüldüğü zaman, ortamı yuvaya yerleştirmiş olsanız
bile USB sürücü tanınmaz.
• USB cihazlar ve CF(TM) kart gibi ortamlar için, dikiş makinesine esas olarak sadece bir cihaz/ortam bağlanır/takılır. İki ya da daha fazla cihaz/ortam bağlanırsa/takılırsa, makine bunlardan sadece birini tanır.
USB spesikasyonlarına bakınız.
• USB konektörünü, IP panel üzerindeki USB terminale sonuna kadar takın.
• USB aş sürücü üzerindeki verilere erişim sırasında gücü KAPALI konuma getirmeyin.
USB spesikasyonları
②
• USB 1.1 standardına uygundur
• Geçerli cihazlar *1 ��������� USB bellek, USB hub, FDD ve kart okuyucu gibi depolama cihazları
• Geçerli olmayan cihazlar ��� CD sürücü, DVD sürücü, MO sürücü, bant sürücü vb.
• Desteklenen format �������� FD (disket) FAT 12
Diğerleri (USB bellek, vb.), FAT 12, FAT 16, FAT 32
• Geçerli ortam boyutu ������ FD (disket) 1.44MB, 720kB
Diğerleri (USB bellek, vb.), 4.1MB ~ (2TB)
• Sürücülerin tanınması ������ USB cihaz gibi harici cihazlarda, ilk erişilen cihaz tanınır. Ancak ankastre
ortam yuvasına bir ortam bağlandığı zaman, o ortama erişim için en yüksek
öncelik verilir. (Örnek : USB porta USB bellek bağlanmış olsa bile, ortam
yuvasına bir ortam takıldığı zaman ortama erişim sağlanır.)
• Bağlantıyla ilgili kısıtlar ����� Maks. 10 cihaz (Dikiş makinesine bağlanan depolama cihazı sayısı maksi-
mum sayıyı aştığı zaman, bunlar çıkarılıp yeniden takılmadığı sürece 11.
depolama cihazı ve ötesi tanınmaz.)
• Tüketilen akım ����������� Geçerli USB cihazlarının tüketilen akım anma değeri maksimum 500 mA’dır.
*1 :
JUKI, geçerli tüm cihazların çalışmasını garanti etmez. Bazı cihazlar uyum sorunu yüzünden çalışmayabilir.
− 24 −
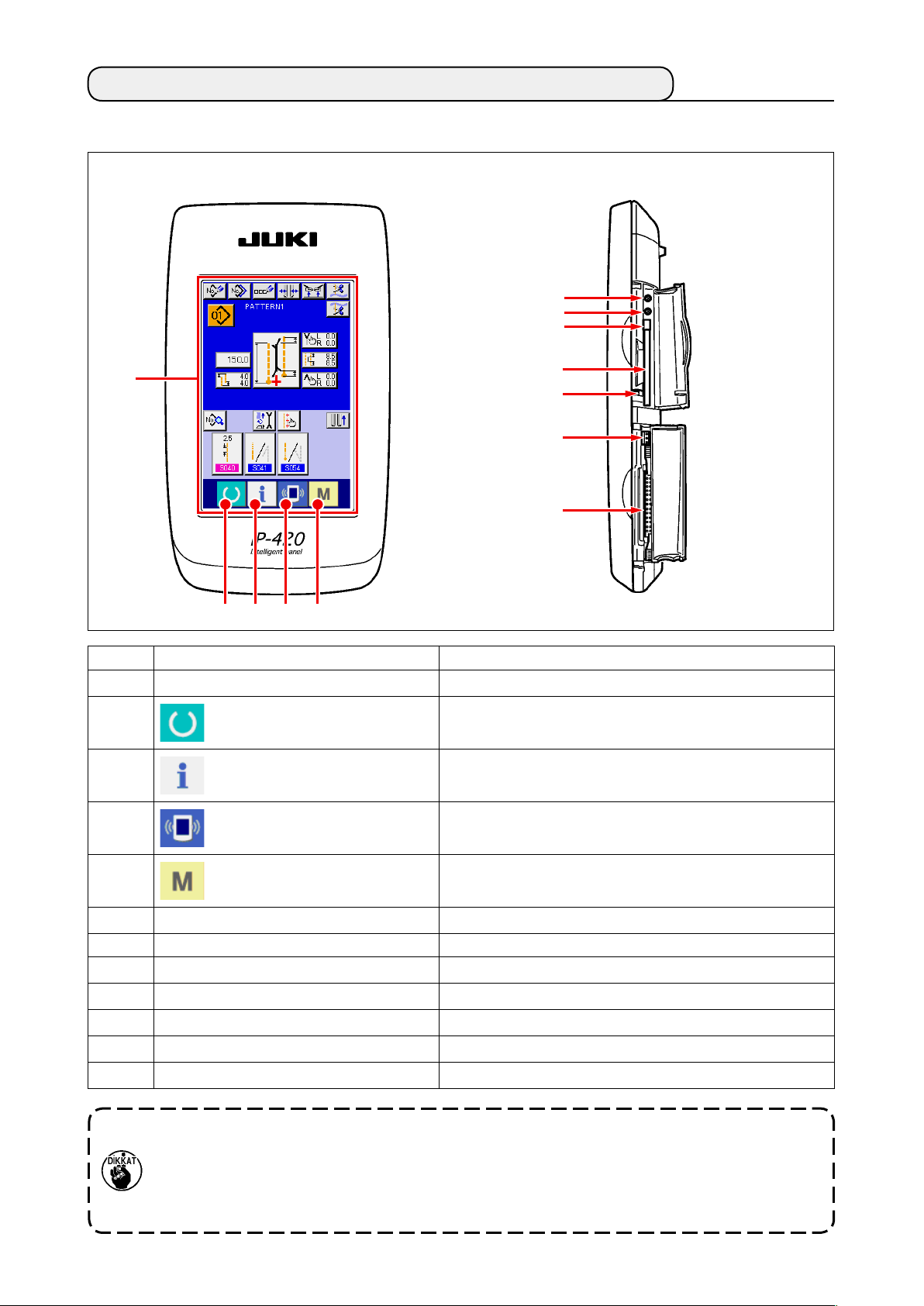
2. ÇALIŞMA PANELİNİN TEMEL KULLANIMI (IP-420)
(1) IP-420 Kongürasyonu
[ Ön ] [ Sağ taraf ]
❻
❼
❽
❶
❷ ❸ ❹ ❺
Sembol İsim Tanım
Dokunmatik panel - LCD ekran bölümü
❶
❷
❸
HAZIR tuşu Veri giriş ekranı ve dikiş ekranları arasında geçiş yapılır.
BİLGİ tuşu Veri giriş ekranı ve bilgi ekranları arasında geçiş yapılır.
❾
❹
❺
Kontrast kontrolü
❻
Parlaklık kontrolü
❼
CompactFlash (TM) çıkarma düğmesi
❽
CompactFlash (TM) yuvası
❾
Kapak algılama anahtarı
Harici anahtar konektörü
Kumanda kutusu bağlantı konektörü
İLETİŞİM tuşu Veri giriş ekranı ve iletişim ekranları arasında geçiş yapılır.
ORTAM KARTI giriş yeri
Veri giriş ekranı ile çeşitli ayrıntıların düzenlendiği mod değişim ekranları arasında geçiş yapılır.
1. IP-420’yi çalıştırmak için, dokunarak çalıştırılan panel üzerinde hedeenen tuşa parmağınızla
haf basın. Parmak ucu dışında başka bir alet kullanarak çalıştırırsanız, IP-420 hatalı çalışabilir ya da dokunarak çalıştırılan panelin cam yüzeyi çizilebilir ya da kırılabilir.
2. Güç anahtarını AÇIK konuma getirip HAZIR tuşuna basılınca, ayak pedalı başlangıçtaki konu-
muna döner. Bu durumda ayak pedalı hareket eder. Dikkatli olun.
− 25 −

(2) Genel düğmeler
IP-420 ekranlarında genel işlemleri gerçekleştiren düğmeler aşağıda tanımlanmıştır.
Sembol İsim Tanım
İPTAL düğmesi
ENTER düğmesi Veri değişikliğine onay verilir.
YUKARI KAYDIRMA düğmesi Bu düğme, düğmeyi ya da ekranı yukarı kaydırır.
AŞAĞI KAYDIRMA düğmesi Bu düğme, düğmeyi ya da ekranı aşağı kaydırır.
RESET (sıfırlama) düğmesi Bu düğme, hata ve benzeri durumları ortadan kaldırır.
RAKAM GİRİŞ düğmesi Görülen on tuş kullanılarak herhangi bir sayı girilebilir.
KARAKTER GİRİŞ düğmesi Karakter giriş ekranı görülür.
(3) Temel çalışma
İleti ekranı kapanır. Veri değişim ekranı söz konusu ise, değişim sırasında veri iptal edilebilir.
Güç şalterini AÇIK konuma getirin.
①
Önce güç şalterini AÇIK konuma getirin.
WELCOME (HOŞGELDİNİZ) ekranından sonra Reset (sıfırla) ileti
ekranı görülür. SIFIRLA düğmesine A basın.
SIFIRLA düğmesine basıldığı zaman, bağlayıcı yukarı hareket eder. Dikkatli olun.
A
Ardından dil seçimi için bir ileti ekranı görülür. Ekranda görmek
istediniz dili seçtikten sonra ENTER düğmesine B. basın.
Ardından, aşağıdaki şekle sahip bağımsız bir dikiş girdi ekranı (A
ekranı) görülür.
Seçme ekranı İPTÂL tuşuna basılarak ekran kapatılır-
sa veya lisan seçme işlemini gerçekleştirmeden GİRİŞ tuşuna basılırsa; şalterin her AÇIK konuma getirilişinde
B
lisan seçme ekranı açılır.
− 26 −

Dikmek istediğiniz dikiş tipinin numarasını seçin.
②
C
D
Bağımsız dikiş girdi ekranı
(A ekranı)
DİKİŞ TİPİ NUMARASI düğmesine C bastıktan sonra dikiş
tipi numarasını seçebilirsiniz. Dikiş tipi numarasını seçme prosedürü için bkz
Sayfa 43 "VI-7.(1) Dikiş tipinin seçilmesi"
.
Ürünü satın aldığınızda, 1-10 arasında dikiş tipi numaraları ka-
yıtlıdır. Kullanacağınız dikiş çeşitleri için dikiş verilerini değiştirin.
(Kaydedilmeyen dikiş çeşitlerinin numarası ekranda görülmez.)
Girdi ekranı hakkında ayrıntılı bilgi için bkz, Sayfa 29
"VI-3. ANA EKRAN HAKKINDA AÇIKLAMALAR".
Dikişe başlayın
③
Dikiş ekranı (B ekranı)
Bağımsız dikiş girdi ekranında (A ekranında) HAZIR tuşuna
basıldıktan sonra, yeşil dikiş ekranı (B ekranı) görünür ve pe-
D
dalı kullanarak dikiş işlemi başlatılır.
Dikiş ekranı hakkında ayrıntılı bilgi için bkz, Sayfa 29
"VI-3. ANA EKRAN HAKKINDA AÇIKLAMALAR".
Cihazı çalışma sırasında durdurmak için
④
Dikiş sırasında geçici durdurma düğmesine E basarak cihaz dur-
durulabilir.
E
− 27 −

Bu durumda, durdurma düğmesine basıldığını bildiren bir hata ek-
ranı görülür. SIFIRLAMA düğmesine F basarak hata mesajı
silinir ve yine girdi ekranına dönülür.
F
Göğüs kutusu cihazını takarken pedalı arkaya doğru bastırın.
⑤
H
göğüs kutusu takılırken, yeşil dikiş ekranında (B ekranı)
pedal arkaya doğru bastırıldığı sırada soldaki onay ekranı görülür.
Pedala arkaya doğru basılarak baskı ayağı arkaya doğru hare-
ket ettirildiğinde, kapak baskı parçası kapalı halde geri gider. Bu
ekranda, baskı ayağında malzeme olup olmadığı onaylanır.
Onay mesajı “Baskı ayağı, kapalı haldeki kapak baskı parçasıy-
la birlikte ayağı geri gider. Baskı ayağındaki malzemeyi çıkarın”
şeklinde görülür.
G
Baskı ayağında hiç malzeme yokken BASKI AYAĞI GERİ düğme-
sine G basın, bu durumda kapak baskı parçası kapalı ola-
rak baskı ayağı geri hareket eder. Onay ekranı aynı anda serbest
kalır ve dikiş ekranına geçilir.
Baskı ayağı geri hareketini iptal etmek için İPTAL düğmesine
basınca kapak baskı parçası açılır.
H
Bu durumda baskı ayağı geriye doğru hareket etmez. Onay ekranı aynı anda serbest kalır ve dikiş ekranına geçilir.
Baskı ayağında malzeme varken, mutlaka İPTAL düğmesine H basıp malzemeyi çıkarın.
Ardından, baskı ayağını geriye hareket ettirmek için tekrar pedala basın.
− 28 −

3. ANA EKRAN HAKKINDA AÇIKLAMALAR
(1) Girdi ekranı (Bağımsız dikiş modu)
A B C D E F
H
I
J
K
L
M
N
G
O
P
Q
R
S
T
V
W
U
Sembol Düğmenin adı Tanım
YENİ OLUŞTUR düğmesi
A
KOPYALA düğmesi Bağımsız dikiş kopyalama kaynak listesi ekranı görülür ve bu dikiş tipi kop-
B
KARAKTER GİRİŞ düğmesi Karakter giriş ekranı görünür ve dikiş tipi verileri için isim girilebilir.
C
KENAR ŞERİDİ TİPİ DEĞİŞİM düğmesi Kenar şeridi tipi değişim ekranı görünür, kenar şeridi tipi değişimi ve bağla-
D
DİKİŞ BİTİMİNDE KELEPÇELEMENİN
E
ENGELLENMESİ düğmesi
İĞNEDEKİ İPLİĞİ KESME düğmesi Bu düğmeye basılınca, iğnedeki ipliği kesme bıçağı aşağı iner ve iğnedeki
F
BOBİNDEKİ İPLİĞİ KESME düğmesi Bu düğmeye basılınca, bobin ipini kesme bıçağı açılır.
G
DİKİŞ TİPİ NUMARASI LİSTESİ düğmesi
H
DİKİŞ MODU DEĞİŞİM düğmesi
I
L BEDEN UZUNLUK AYARI düğmesi
J
SAPMA MİKTARI AYARI düğmesi
K
HAREKET MODU AYARI düğmesi
L
İSTİFLEYİCİ HAREKET/ DURDURMA
M
DEĞİŞİM düğmesi
DİKİŞ VERİLERİ EKRANI düğmesi Dikiş tipi düzenleme ekranı görünür. Girdi ekranında görünmeyen ayrıntılı
N
DİKİŞ TİPİ ADI ekranı Dikiş tipi numarasında girilen isimler görülür.
O
DİKİŞ BAŞLANGICINDA KÖŞE BIÇAĞI
P
HAREKET KONUMU AYAR düğmesi
ORTA BIÇAK AYARI düğmesi Orta bıçak verilerini düzenleme ekranı görünür, dikiş başlangıcında
Q
DİKİŞ SONUNDA KÖŞE BIÇAĞI HARE-
R
KET KONUMU AYAR düğmesi
İŞARETLEME IŞIĞI AYARI düğmesi
S
AYAK PEDALI HAREKETİ düğmesi Ayak pedalı öne ya da arkaya hareket eder.
T
DİKİŞ VERİLERİ KISA YOLU düğmesi Dikiş ekranında özelleştirilen dikiş verileri için kısa yol düğmeleri (en çok 4
U
DİKİŞ BAŞLANGICINDA KAPAK DÜ-
V
ŞÜRME AYARI düğmesi
DİKİŞ SONUNDA KAPAK DÜŞÜRME
W
AYARI düğmesi
Bağımsız yeni bir dikiş tipi oluşturma ekranı görülür ve bu dikiş tipi kaydedilebilir.
yalanabilir.
yıcının paralellik ayarı yapılabilir.
Kelepçe, bu düğmeye basılınca dikiş bitiminin altta kalan ucuna döner.
İşaretleme ışığını ayarlarken ya da deneme dikişi sırasında bu düğmeyi
kullanmak yararlı olur.
ipliği keser.
Dikiş tipi No. Listesi ekranı görülür ve dikiş tipi verileri seçilebilir.
Dikiş modu seçilir.
L beden dikişi, dikiş uzunluğu ayarlanır.
Eğimli dikiş dikiliyorsa, dikiş başlangıcındaki sapma miktarı ya da
dikiş sonundaki sapma miktarı belirlenir.
dikiş makinesi motoru, orta bıçak ve merkez bıçak varken ve yokken.
Bu düğme hareket/durdurma ve istieyici seçer.
dikiş verileri burada seçilip düzenlenebilir.
Dikiş başlangıcında, köşe bıçağının kesme konumu ayarlanır.
ve dikiş sonunda orta bıçak kesme konumu ayarlanır.
Köşe bıçağının dikiş sonundaki kesme konumu ayarlanır.
İşaretleme ışığı ayar ekranı görülür. Dikiş referansı ve işaretleme
aydınlatma konumu, , ya da gerçekleştirilir.
öğe) görülür.
Dikiş başında gizli kapak dikişi verileri ya da ayarlanır.
Dikiş sonunda gizli kapak dikişi verileri ya da ayarlanır.
* İlgili düğmeler, isteğe göre görünür/görünmez şeklinde ayarlanabilir.
Ayrıntılar için bkz.,
Sayfa 81 "VI-13. VERİ GİRDİ EKRANININ İHTİYACA ÖZEL HALE GETİRİLMESİ"
.
− 29 −

(2) Dikiş ekranı (Bağımsız dikiş modu)
A B D
E
F
Sembol Düğmenin adı Tanım
ASTAR BESLEME CİHAZI düğmesi Düğmeye basıldığı zaman astar beslemesi yapılır.
A
C
G
H
I
* Otomatik astarlama besleme cihazında opsiyonel ayarlar yapıldığın-
da ‘İle” görünür.
KENAR ŞERİDİ TİPİ DEĞİŞİM düğ-
B
mesi
DİKİŞ BİTİMİNDE KELEPÇELEME-
C
NİN ENGELLENMESİ düğmesi
DOĞRUDAN ERİŞİMLİ DİKİŞ ÇE-
D
ŞİDİ LİSTESİ düğmesi
SAYAÇ DEĞİŞİM düğmesi Bu düğmeye basılınca, dikiş sayacı ve adet sayacı ekranı değişir.
E
SAYAÇ DEĞERİ DEĞİŞİM düğmesi Bu düğme, o an ekranda görülen sayaç değerini değiştirir.
F
KALAN BOBİN İPİ (SAĞ) MİKTARI Bu düğme, bobinin yansıttığı ışığı saptayarak, bobinde kalan iplik
G
KALAN BOBİN İPİ (SOL) MİKTARI Bu düğme, bobinin yansıttığı ışığı saptayarak, bobinde kalan iplik
H
Kenar şeridi tipi değişim ekranı görünür, kenar şeridi tipi değişimi ve
bağlayıcının paralellik ayarı yapılabilir.
Kelepçe, bu düğmeye basılınca dikiş bitiminin altta kalan ucuna döner.
İşaretleme ışığını ayarlarken ya da deneme dikişi sırasında bu düğmeyi kullanmak yararlı olur.
Doğrudan erişimli dikiş çeşidi listesi ekran görünümüne geçilir ve dikiş
verileri seçilebilir.
* Bu düğme, sadece dikiş sayacı ve adet sayaç sayısı AÇIK konum-
dayken ekranda görülür.
miktarının azaldığını bildirir. Bir dikiş tamamlandığında sayaç değeri
eksilir, değer “0” olduğu zaman sayım ekranı görülür.
* Bu düğme sadece bobinden yansıyan ışık saptandığı zaman ekran-
da görülür.
miktarının azaldığını bildirir. Bir dikiş tamamlandığında sayaç değeri
eksilir, değer “0” olduğu zaman sayım ekranı görülür.
* Bu düğme sadece bobinden yansıyan ışık saptandığı zaman ekran-
da görülür.
İŞARETLEME IŞIĞI AYARI düğmesi İşaretleme ışığı ayar ekranı görünümüne geçilir ve işaretleme ışığı
I
aydınlatma konumu ve işaretleme ışığının , ve
ayar değeri değiştirilir.
* İlgili düğmeler, isteğe göre görünür/görünmez şeklinde ayarlanabilir.
Ayrıntılar için bkz.,
Sayfa 81 "VI-13. VERİ GİRDİ EKRANININ İHTİYACA ÖZEL HALE GETİRİLMESİ"
− 30 −
.

(3) Girdi ekranı (Alternatif dikiş modu)
A B C D E F
H
I
J
K
N
G
P
Q
R
S
U
V
W
X
M
L
O
T
Sembol Düğmenin adı Tanım
YENİ OLUŞTUR düğmesi Alternatif yeni bir dikiş tipi oluşturma ekranı görülür ve veriler için yeni bir
A
B
C
D
E
F
G
H
I
J
K
L
M
N
O
P
Q
R
S
T
U, V
W, X
KOPYALA düğmesi Alternatif dikiş verisi kopyalama kaynak No listesi ekranı görülür ve alterna-
KARAKTER GİRİŞ düğmesi
KENAR ŞERİDİ TİPİ DEĞİŞİM düğmesi Kenar şeridi tipi değişim ekranı görünür, kenar şeridi tipi değişimi ve bağla-
DİKİŞ BİTİMİNDE KELEPÇELEMENİN
ENGELLENMESİ düğmesi
İĞNEDEKİ İPLİĞİ KESME düğmesi İğnedeki ipliği kesme bıçağı aşağı iner ve iğnedeki ipliği kesme devam
BOBİNDEKİ İPLİĞİ KESME düğmesi Bu düğmeye basılınca, bobin ipini kesme bıçağı açılır.
ALTERNATİF DİKİŞ TİPİ VERİ NO.
LİSTESİ düğmesi
DİKİŞ MODU DEĞİŞİM düğmesi
L BEDEN UZUNLUK AYARI düğmesi
SAPMA MİKTARI AYARI düğmesi
DİKİŞ VERİLERİ EKRANI düğmesi Dikiş tipi düzenleme ekranı görülür. Bu düğme, girdi ekranında görülmeyen
İSTİFLEYİCİ HAREKET/ DURDURMA
DEĞİŞİM düğmesi
HAREKET MODU AYARI düğmesi
İŞARETLEME IŞIĞI AYARI düğmesi
BİR SONRAKİ DİKİŞ VERİSİNE GEÇİŞ
düğmesi
DİKİŞ BAŞLANGICINDA KÖŞE BIÇAĞI
HAREKET KONUMU AYAR düğmesi
ORTA BIÇAK AYARI düğmesi
DİKİŞ SONUNDA KÖŞE BIÇAĞI HAREKET KONUMU AYAR düğmesi
AYAK PEDALI HAREKETİ düğmesi Baskı ayağı öne ya da arkaya hareket eder.
DİKİŞ BAŞLANGICINDA KAPAK GİZLİ
DİKİŞ VERİLERİ AYAR düğmesi
DİKİŞ BİTİMİNDE KAPAK GİZLİ DİKİŞ
VERİLERİ AYAR düğmesi
kayıt oluşturulabilir.
tif dikiş verileri kopyalanabilir.
Karakter giriş ekranı görünür ve alternatif dikiş verileri için isim girilebilir.
yıcının paralellik ayarı yapılabilir.
Bu düğmeye basılınca, dikiş bittiği anda kelepçe aşağı konumuna döner.
İşaretleme ışığını ayarlarken ya da deneme dikişi sırasında bu düğmeyi
kullanmak yararlı olur.
ediyor ekranı görülür.
Alternatif dikiş verisi No liste ekranı görülür ve alternatif dikiş verileri seçilebilir.
Dikiş modu seçilir.
L beden dikişi, dikiş uzunluğu ayarlanır.
Eğimli dikiş dikiliyorsa, dikiş başlangıcındaki sapma miktarı ya da
dikiş sonundaki sapma miktarı belirlenir.
ayrıntılı dikiş verilerini seçer ve verilerde düzenleme yapabilir.
Bu düğme istieyicide hareket/durdurma ve seçer.
Dikiş makinesi motoru, orta bıçak ve köşe bıçağı hareketli/durağan.
İşaretleme ışığı ayar ekranı görülür, dikiş referansı ve işaretleme
aydınlatma konumu , ya da gerçekleştirilir.
Kullanılacak olan sarı çerçeveli bir sonraki dikiş tipine geçer.
* Öncelikli kapak dikişi seçimi AÇIK konumdayken görünmez.
Köşe bıçağının dikiş başlangıcındaki kesme konumu ayarlanır.et.
Orta bıçak veri düzenleme ekranı görünür ve dikiş başlangıcındaki ve
dikiş sonundaki merkez bıçak kesme konumu ayarlanır.
Köşe bıçağının dikiş sonundaki kesme konumu ayarlanır.
Dikiş başlangıcındaki ya da bitimindeki kapak gizli dikiş
verileri ayarlanır.
Dikiş bitimindeki ya da kapak gizli dikiş verileri ayarlanır.
* İlgili düğmeler, isteğe göre görünür/görünmez şeklinde ayarlanabilir.
Ayrıntılar için bkz.,
Sayfa 81 "VI-13. VERİ GİRDİ EKRANININ İHTİYACA ÖZEL HALE GETİRİLMESİ"
− 31 −
.

(4) Dikiş ekranı (Alternatif dikiş modu)
A B C
E
F
Sembol Düğmenin adı Tanım
ASTAR BESLEME düğmesi Düğmeye basıldığı zaman astar beslemesi yapılır.
A
KENAR ŞERİDİ TİPİ DEĞİŞİM düğ-
B
mesi
D
G
H
I
J
* Otomatik astar besleme cihazında opsiyonel ayarlar yapıldığında
“İle” görünür.
Kenar şeridi tipi değişim ekranı görünür, kenar şeridi tipi değişimi ve
bağlayıcının paralellik ayarı yapılabilir.
DİKİŞ BİTİMİNDE KELEPÇELEME-
C
NİN ENGELLENMESİ düğmesi
DOĞRUDAN ERİŞİMLİ DİKİŞ ÇE-
D
ŞİDİ LİSTESİ düğmesi
SAYAÇ DEĞİŞİM düğmesi Bu düğmeye basılınca, dikiş sayacı ve adet sayacı ekranı değişir. Bu
E
SAYAÇ DEĞERİ DEĞİŞİM düğmesi O an görülen sayaç değeri değişir.
F
BİR SONRAKİ DİKİŞ VERİSİNE
G
GEÇİŞ düğmesi
KALAN BOBİN İPİ (SAĞ) MİKTARI Bu düğme, bobinin yansıttığı ışığı saptayarak, bobinde kalan iplik mik-
H
KALAN BOBİN İPİ (SOL) MİKTARI Bu düğme, bobinin yansıttığı ışığı saptayarak, bobinde kalan iplik mik-
I
Bu düğmeye basılınca, dikiş bittiği anda kelepçe aşağı konumuna döner.
İşaretleme ışığını ayarlarken ve deneme dikişi sırasında bu düğmeyi
kullanmak yararlı olur.
Doğrudan erişimli dikiş çeşidi listesi ekran görünümüne geçilir ve dikiş
verileri seçilebilir.
düğme, sadece dikiş sayacı ve adet sayaç sayısı AÇIK konumdayken
ekranda görülür.
Kullanılacak olan sarı çerçeveli bir sonraki dikiş tipine geçer.
* Öncelikli kapak dikiş seçimi AÇIK konumdayken görünmez.
tarının azaldığını bildirir. Bir dikiş tamamlandığında sayaç değeri eksilir,
değer “0” olduğu zaman sayım ekranı görülür.
* Bu düğme sadece bobinden yansıyan ışık saptandığı zaman ekranda
görülür.
tarının azaldığını bildirir. Bir dikiş tamamlandığında sayaç değeri eksilir,
değer “0” olduğu zaman sayım ekranı görülür.
* Bu düğme sadece bobinden yansıyan ışık saptandığı zaman ekranda
görülür.
İŞARETLEME IŞIĞI AYARI düğmesi İşaretleme ışığı ayar ekranı görünümüne geçilir ve işaretleme ışığı
J
aydınlatma konumu ve işaretleme ışığının , ve
ayar değeri değiştirilir.
* İlgili düğmeler, isteğe göre görünür/görünmez şeklinde ayarlanabilir.
Ayrıntılar için bkz.,
Sayfa 81 "VI-13. VERİ GİRDİ EKRANININ İHTİYACA ÖZEL HALE GETİRİLMESİ"
− 32 −
.

(5) Girdi ekranı (Çevrim dikiş modu)
A B C D E F
H
G
I
K
J
L
M
N
Sembol Düğmenin adı Tanım
YENİ OLUŞTUR düğmesi Yeni bir çevrim dikiş veri No oluşturma ekranı görülür ve çevrim dikiş
A
verileri için yeni bir kayıt oluşturulabilir.
B
KOPYALA düğmesi Çevrim dikiş verisi kopyalama kaynak No listesi ekranı görülür ve
çevrim dikiş verileri kopyalanabilir.
C
KARAKTER GİRİŞ düğmesi
D
KENAR ŞERİDİ TİPİ DEĞİŞİM düğmesi Kenar şeridi tipi değişim ekranı görünür, kenar şeridi tipi değişimi ve
Karakter giriş ekranı görünür ve çevrim dikiş verileri için isim girilebilir.
bağlayıcının paralellik ayarı yapılabilir.
E
DİKİŞ BİTİMİNDE KELEPÇELEMENİN
ENGELLENMESİ düğmesi
Bu düğmeye basılınca, dikiş bittiği anda kelepçe aşağı konumuna
döner.
İşaretleme ışığını ayarlarken ve deneme dikişi sırasında bu düğmeyi
kullanmak yararlı olur.
F
İĞNEDEKİ İPLİĞİ KESME düğmesi İğnedeki ipliği kesme bıçağı aşağı iner ve iğnedeki ipliği kesme
devam ediyor ekranı görülür.
G
BOBİNDEKİ İPLİĞİ KESME düğmesi Bu düğmeye basılınca, bobin ipini kesme bıçağı açılır.
H
ÇEVRİM DİKİŞİ VERİ NO. LİSTESİ
düğmesi
I
DİKİŞ TİPİ VERİ DÜZENLEME düğmesi
Çevrim dikişi veri No liste ekranı görülür ve çevrim dikiş verileri seçilebilir.
Çevrim dikişi verilerine kaydedilen dikiş tipinde düzenleme yapılabilir.
* Düzenleme prosedürü için bkz.
Sayfa 29 "3-(1) Girdi ekranı
(Bağımsız dikiş modu)".
J
DİKİŞ TİPİ VERİ DÜZENLEME düğmesi
(boş)
Bu boş düğmeye basıldığı zaman, dikiş tipi verisini çevrim dikişi
verisine kaydetmek için dikiş tipi listesi ekranı görülür ve dikiş tipi
verilerini seçip kaydetmek mümkündür.
K
ÇEVRİM DÖNÜŞÜ düğmesi
Dikilecek olan bir sonraki dikiş tipi verileri beyaz renkle vurgulanır ve
bir adım öne kayar. İlk dikiş tipi söz konusuysa son dikiş tipine kayar.
L
ÇEVRİM BESLEME düğmesi Dikilecek olan bir sonraki dikiş tipi verileri beyaz renkle vurgulanır ve
bir adım arkaya geçer. Son dikiş tipi söz konusuysa ilk dikiş tipine
kayar.
M
DİKİŞ TİPİ VERİLERİNİ SİLME düğmesi Beyaz renkle vurgulu görünen dikiş tipi kayıttan silinir.
N
AYAK PEDALI HAREKETİ düğmesi Ayak pedalı öne ya da arkaya hareket eder.
* İlgili düğmeler, isteğe göre görünür/görünmez şeklinde ayarlanabilir.
Ayrıntılar için bkz.,
Sayfa 81 "VI-13. VERİ GİRDİ EKRANININ İHTİYACA ÖZEL HALE GETİRİLMESİ"
− 33 −
.

(6) Dikiş ekranı (Çevrim dikiş modu)
A
E
F
G
Sembol Düğmenin adı Tanım
ASTAR BESLEME düğmesi Düğmeye basıldığı zaman astar beslemesi yapılır.
A
KENAR ŞERİDİ TİPİ DEĞİŞİM düğmesi Kenar şeridi tipi değişim ekranı görünür, kenar şeridi tipi değişimi ve
B
DİKİŞ BİTİMİNDE KELEPÇELEMENİN
C
ENGELLENMESİ düğmesi
DOĞRUDAN ERİŞİMLİ DİKİŞ ÇEŞİDİ
D
LİSTESİ düğmesi
E
ÇEVRİM VERİSİ ekranı
SAYAÇ DEĞİŞİM düğmesi Bu düğmeye basılınca, dikiş sayacı ve adet sayacı ekranı değişir.
F
SAYAÇ DEĞERİ DEĞİŞİM düğmesi O an görülen sayaç değeri değişir.
G
KALAN BOBİN İPİ (SAĞ) MİKTARI
H
DEĞERİ
KALAN BOBİN İPİ (SOL) MİKTARI
I
DEĞERİ
SOLA KAYDIRMA düğmesi Dikilecek olan bir sonraki dikiş tipi verileri bir adım öne geçer. İlk
J
SAĞA KAYDIRMA düğmesi Dikilecek olan bir sonraki dikiş tipi verileri bir adım arkaya geçer.
K
İŞARETLEME IŞIĞI AYARI düğmesi İşaretleme ışığı ayar ekranı görünümüne geçilir ve işaretleme ışığı
L
B C
D
I
H
J
K
L
* Otomatik astar besleme cihazında opsiyonel ayarlar yapıldığında
"İle” görünür.
bağlayıcının paralellik ayarı yapılabilir.
Bu düğmeye basılınca, dikiş bittiği anda kelepçe aşağı konumuna
döner.
İşaretleme ışığını ayarlarken ve deneme dikişi sırasında bu düğmeyi kullanmak yararlı olur.
Doğrudan erişimli dikiş çeşidi listesi ekran görünümüne geçilir ve
dikiş verileri seçilebilir.
Çevrim dikişi verilerine kaydedilen tüm dikiş tipi verileri ekranda
izlenebilir.
Bu düğme, sadece dikiş sayacı ve adet sayaç sayısı AÇIK konumdayken ekranda görülür.
Bu düğme, bobinin yansıttığı ışığı saptayarak, bobinde kalan iplik
miktarının azaldığını bildirir. Bir dikiş tamamlandığında sayaç değeri
eksilir, değer “0” olduğu zaman sayım ekranı görülür.
* Bu düğme sadece bobinden yansıyan ışık saptandığı zaman ek-
randa görülür.
Bu düğme, bobinin yansıttığı ışığı saptayarak, bobinde kalan iplik
miktarının azaldığını bildirir. Bir dikiş tamamlandığında sayaç değeri
eksilir, değer “0” olduğu zaman sayım ekranı görülür.
* Bu düğme sadece bobinden yansıyan ışık saptandığı zaman ek-
randa görülür.
dikiş tipi söz konusuysa son dikiş tipine kayar.
Son dikiş tipi söz konusuysa ilk dikiş tipine kayar.
aydınlatma konumu ve işaretleme ışığının ,
ve ayar değeri değiştirilir.
* İlgili düğmeler, isteğe göre görünür/görünmez şeklinde ayarlanabilir.
Ayrıntılar için bkz.,
Sayfa 81 "VI-13. VERİ GİRDİ EKRANININ İHTİYACA ÖZEL HALE GETİRİLMESİ"
− 34 −
.

4. SAYAÇ KULLANIMI
(1) Sayaç ayar prosedürü
Sayaç ayar ekranına gelin.
①
Girdi ekranında MOD DEĞİŞİM tuşuna basınca, SAYAÇ
AYAR düğmesi A ekranda görünür. Bu düğmeye basın,
A
B
“SAYAÇ AYAR ekranı (A ekranı)” görünür.
Sayaç tipini seçin.
②
Bu dikiş makinesinde üç tip sayaç vardır; dikiş sayacı, adet sayacı
ve bobinde kalan iplik miktarı ayar sayacı.
“Sayaç ayar ekranı (A ekranı)” üzerinde dikiş sayacı düğmesine
B basın, ardından “dikiş sayacı ayar ekranı (B ekranı)” gö-
rünür. Ardından sayaç tipi ayarlanabilir.
Sayaç ayar ekranı
(A ekranı)
Dikiş sayacı ayar ekranı
(B ekranı)
[ Dikiş sayacı ]
ARTAN sayaç :
Mevcut değer her dikişte artar. Mevcut değer girilen değere
eşitlendiğinde sayaç ekranı görülür.
AZALAN sayaç :
Mevcut değer her dikişte azalır. Mevcut değer “0” olduğunda sayaç ekranı görülür.
Kullanılmayan sayaç :
Dikiş sayacı engellenmiştir.
− 35 −

C
“Sayaç ayar ekranı (A ekranı)” üzerinde ADET SAYACI düğmesine
C basınca “adet ayar ekranı (C ekranı)” görülür. Ardından
sayaç tipi ayarlanabilir.
Sayaç ayar ekranı
(A ekranı)
[ Adet sayacı ]
ARTAN sayaç :
Mevcut değer her dikişte artar.
* Bağımsız dikiş halinde : 1 dikişin yapıldığı saat
Alternatif dikiş halinde : 2 dikişin yapıldığı saat
Çevrim dikişi halinde : 1 çevrimin yapıldığı saat
Okunan rakam, yukarıdaki durumlarda bir bitmiş ürün olarak
kabul edilir.
Mevcut değer girilen değere eşitlendiğinde sayaç ekranı
görülür.
Adet sayacı (C ekranı)
AZALAN sayaç :
Mevcut değer her dikişte artar. Mevcut değer “0” olduğunda
sayaç ekranı görülür.
Kullanılmayan sayaç :
Adet sayacı engellenmiştir.
− 36 −

Sayaçta belirtilen hedef değerin değiştirilmesi
③
Dikiş sayacı için D düğmesine, adet sayacı için düğ-
D
mesine E basınca “Sayısal ayar ileti ekranı (D ekranı)” görülür.
Bu ekranda sayaç ayarlanabilir.
E
Bu ekranda hedef değeri girin. Hedef değer olarak “0” girildiği
zaman dikiş sırasında sadece mevcut değer görülür, artan ekran
görülmez.
Sayısal ayar ileti ekranı
(D ekranı)
Sayaçtaki mevcut değeri değiştirin
④
F
Dikiş sayacı için F düğmesine, adet sayacı için G
G
düğmesine basınca “Sayısal ayar ileti ekranı (E ekranı)” görülür.
Bu ekranda sayacın mevcut değeri ayarlanabilir.
Sayacın mevcut değerini buradan girin.
Sayısal ayar İleti ekranı
(E ekranı)
− 37 −

(2) Yukarı sayım prosedürünün sona ermesi
Dikiş sırasında yukarı sayım tamamlanınca bir uyarı sesi duyulur. Sa-
yacı başlangıç haline getirmek için TEMİZLE (clear) düğmesine
basın. Bu durumda dikiş ekranı görülür ve yeniden saymaya başlar.
A
A
(3) Sayaç değerinin dikiş sırasında değiştirilmesi prosedürü
A
Sayaç değerini değiştirme ekranına gelin
①
Dikiş sırasında sayaç değerini değiştirmek isterseniz, dikiş ekra-
nında SAYAÇ DEĞERİNİ DEĞİŞTİR düğmesine A basın.
Sayaç değer ekranı görülür.
Sayaç değerini değiştirin
②
Sayaç değerini - B arasında ON tuşla ya da ▲▼
C ( D ) ile değiştirin.
F
B
Sayaç değerini belirleyin
③
ENTER düğmesine E basınca veri belirlenmiş olur. Sayaç
değerini temizlemek isterseniz TEMİZLE (Clear) F düğme-
E
DC
sine basın.
− 38 −

5.
BOBİNDE KALAN İPLİK MİKTARI AYAR SAYACININ KULLANILMASI
(1) Bobinde kalan iplik ayar sayacının düzenlenmesi
Sayaç ayar ekranına gelin
①
Giriş ekranında MOD DEĞİŞİM tuşuna basın, ardından ek-
randa SAYAÇ AYAR düğmesi A görülür. Bu düğmeye basın
A
B
ve “Sayaç ayar ekranı (A ekranı)” görünür.
Bobinde kalan iplik ayar sayacını AÇIK konuma getirin.
②
BOBİNDE KALAN İPLİK MİKTARI AYAR SAYACI HAREKET AYA-
RI düğmesine B basın. “Bobinde kalan iplik miktarı ayar
sayacı düzenleme ileti ekranı (B ekranı)” görülür. Bobinde kalan
iplik miktarı ayar sayacı hareketini (AÇIK/KAPALI) şimdi belirleyebilirsiniz.
Sayaç ayar ekranı
(A ekranı)
Bobinde kalan iplik miktarı
değer ayarlama ekranı
(B ekranı)
[ Bobinde kalan iplik miktarının saptanması ]
Bobinde kalan iplik miktarı ayar sayacı AÇIK :
Sayaç, bobinin yansıttığı ışığı saptayarak, bobinde kalan
iplik miktarının azaldığını bildirir. Bir dikiş tamamlandığında
sayaç değeri eksilir, değer “0” olduğu zaman artan sayım
ekranı görülür.
Bobinde kalan iplik miktarı ayar sayacı KAPALI :
Bobinde kalan iplik miktarının saptanması engellenmiştir.
− 39 −

Sayaç ayar ekranı
(A ekranı)
Bobinde kalan iplik ayar değerini belirleyin
③
BOBİNDE KALAN İPLİK MİKTARI AYAR DEĞERİ BELİRLEME
düğmesine C basınca, bobinde kalan iplik miktarı ayar de-
ğeri belirleme ekranı (B ekranı) görünür.
C
Bobinde kalan iplik ayar değerini burada girin (0-9 arasında bir
değer).
Yukarı sayım ekranında, bobinde iplik azaldığını saptayan sensör
için kalan dikiş sayısını belirleyin.
Bobinde kalan iplik miktarı
ayar değeri ekranı
(B Ekranı)
Kalan iplik miktarını arttırmak için :
→ Sayıyı azaltın (“0” değerine doğru).
Kalan iplik miktarını azaltmak için :
→ Sayıyı arttırın (“9” değerine doğru).
− 40 −

Bobinde kalan iplik miktarı ayar sayacının düzenlenmesi
*
*
1) Bobinde kalan iplik miktarı ayar sayacını aşağıdaki tabloda verilen değere göre ayarlayın.
2) Normal dikiş işlemi için dikişi başlatın. Test dikişi için, gerçek çalışma sırasında dikilecek dikiş boyunu
ayarlayın.
3) Dikmeye devam ederken, bobindeki iplik giderek azalır. Yansıyan ışık sensör tarafından algılandığı zaman, bobindeki iplik azalıyor uyarısı ekranda görülür.
4) Bu durumda, bobinde kalan iplik miktarını kontrol edin ve sayaç değerini buna göre değiştirin.
5) Sayaç değerini 1 arttırırsanız, bobinde kalan iplik miktarı, bir dikiş sırasında tüketilen iplik miktarı kadar
azalır.
6) Bobindeki iplik miktarı azalıyor uyarısı verildiği sırada, bobinde kalan iplik miktarı biraz değişiklik gösterir.
Bu değişiklik iplik tipine, dikiş uzunluğuna ve ipliğin sarım yönüne bağlıdır.
Bobinde kalan iplik miktarı, referans olarak aşağıdaki tabloda verilmiştir. Bobindeki ipliğin dikiş sırasında
bitmemesi için, dikiş şartlarına bağlı olarak sayaç değerini değiştirin.
[ Tabloda, 150 mm dikiş uzunluğu için sayaç değerleri verilmiştir ]
İplik numarası Sayaç değeri Bobinde kalan iplik miktarı için referans değerler
#40 1 0,4 - 2,6
#50 2 0,2 - 2,6
#60 2 0,4 - 2,8
#80 3 0,1 - 3,0
• Bobinde kalan iplik uzunluğu, aşağıdaki koşullarda yeniden ayarlanmalıdır.
1. Dikilen ürün için dikiş uzunluğu değiştirilirse.
2. Bobinin iplik numarası değiştirilirse.
• Bobinde kalan iplik miktarı sayacındaki değer, bobinde kalan iplik miktarı ayar sayacı değeri
girilerek silinir.
7) Bobinde iplik kalmamışsa, bobinde kalan iplik miktarı saptama cihazı “bobinde kalan iplik miktarı saptama” işlemini gerçekleştiremez. Dolayısıyla bobinde yeterli miktarda iplik varken “bobindeki iplik azalıyor”
uyarısını vermesi için bobinde kalan iplik miktarı ayar sayacına uygun bir değer girmek çok önemlidir.
(2) Bobinde kalan iplik miktarı saptama yukarı sayım prosedürünün sonlandırılması
Dikiş sonunda bobinde kalan iplik miktarı sayaç değeri “0” olduğu zaman yukarı sayım ekranı görünür ve bir uyarı sesi duyulur. Bobindeki
azalan ipliği değiştirin.
TEMİZLE (clear) düğmesine A basılınca, bobinde kalan iplik
miktarı sayaç değeri başlangıç değerine döner ve dikiş ekranı görülür.
A
− 41 −

6. DİKİŞ MODUNUN DEĞİŞTİRİLMESİ
Dikiş modu seçim ekranına gelin
①
DİKİŞ MODU DEĞİŞİM TUŞUNA A basınca mod değişim
ekranı görülür.
B
A
Dikiş modunu seçin
②
SEÇİM düğmesine B basınca düğme işareti değişir.
Bağımsız dikiş seçilirse
Dikiş modunu belirleyin
③
Alternatif dikiş seçilirse
Çevrim dikiş seçilirse
MOD DEĞİŞİM tuşuna A basınca, seçilen dikiş modu için veri ekranı görülür.
Bağımsız dikiş girdi ekranı
Alternatif dikiş girdi ekranı
− 42 −
Çevrim dikişi girdi ekranı

7. DİKİŞ ÇEŞİTLERİNİN KULLANILMASI
(1) Dikiş tipinin seçilmesi
Girdi ekranına gelin
①
Bağımsız dikiş modu, alternatif dikiş modu ve çevrim dikişi modlarının girdi ekranına geçerek dikiş tipi
seçilebilir.
Dikiş ekranını özelleştirerek, dikiş ekranından da dikiş tipini seçebilirsiniz.
Dikiş tipi liste ekranını çağırmak
②
DİKİŞ TİPİ LİSTESİ düğmesine , ya da A düğmesine basınca dikiş tipi liste ekranı
listesi görünür.
A AA
Dikiş tipini seçin
③
Seçmek istediğiniz dikiş tipine basın B.
B
Dikiş tipini belirleyin
④
C
B
C
B
ENTER düğmesine C basınca dikiş tipi seçilir ve girdi ekranı görülür.
C
− 43 −

(2) Yeni dikiş tipinin seçilmesi
Girdi ekranına gelin
①
Bağımsız dikiş modu, alternatif dikiş modu ve çevrim dikişi modlarının girdi ekranına geçerek yeni dikiş
tipi oluşturulabilir.
Yeni dikiş tipi oluşturma ekranını çağırmak
②
YENİ OLUŞTURMA düğmesi , ya da A düğmesine basınca yeni oluşturma ekranı gö-
rülür.
A
Dikiş tipi numarasını girin
③
A A
Yeni oluşturmak istediğiniz dikiş tipi numarasını – B arasındaki on tuşla girin. ▲▼ Düğmesi
ile C ve D ile henüz kaydedilmeyen dikiş tipi numarasını düzeltmek mümkündür.
B
C D
Dikiş tipi numarasını belirleyin
④
E
B
C D
E
B
C D
ENTER düğmesine E basınca, yeni oluşturulacak dikiş tipi numarası belirlenir ve giriş ekranına
dönülür.
− 44 −
E

(3) Dikiş tipinin kopyalanması
Önceden kaydedilen dikiş tipi, henüz kaydedilmeyen bir dikiş tipine kopyalanabilir. Dikiş tipinin üzerine
kopyalama yapmaya izin verilmemektedir. Üzerine yazmak istiyorsanız, bu işlemi dikiş tipini sildikten sonra
uygulayın.
→ Silme prosedürü için bkz
Henüz kaydedilmemiş olan dikiş tipi numarasını kopyalarsanız, kopyalamaya izin verilmediğini
bildiren bir hata mesajı (E401) görülür.
Girdi ekranına gelin
①
Bağımsız dikiş modu, alternatif dikiş modu ve çevrim dikişi modlarının girdi ekranına geçerek kopyalama
yapılabilir.
Sayfa 47 "VI-7.(4) Dikiş tipinin silinmesi"
.
AA
Kopyalanan kaynaktan, dikiş tipi numarası liste ekranını çağırmak
②
A
DİKİŞ TİPİ KOPYALAMA düğmesi , ya da A düğmesine basın. Bu durumda kopyalama
kaynağı dikiş tipi liste ekranı (A ekranı) görünür.
− 45 −

Kopyalama kaynağındaki dikiş tipini seçin
③
DİKİŞ TİPİ LİSTESİ düğmesini B kullanarak kopyalama kaynağını seçin.
Ardından, KOPYALANACAK YER NO. GİRDİ düğmesine C basın. Kopyalanacak yer girdi ekranı (B
ekranı) görülür.
C
B
K
opyalama kaynağı dikiş tipi liste ekranı
Kopyalanacak yerin dikiş tipi numarasını girin
④
B
C
B
(A ekranı)
ile B arasındaki on tuşu kullanarak, kopyalanacak yerin dikiş tipi Numarasını girin. Henüz
kullanılmamış olan dikiş tiplerini ▲▼ düğmeleriyle ( C ve D ) çağırmak mümkündür.
C
E
B
E
C D
B
C D
Kopyalamaya başlayın
⑤
B
E
C D
Kopyalanacak yer No. girdi ekranı (B ekranı)
ENTER düğmesine E basılınca kopyalama başlar. Kopyalanan dikiş tipi numarası henüz seçme
aşamasındadır ve kopyalama kaynağı dikiş tipi liste ekranına döner (A ekranı).
− 46 −

(4) Dikiş tipinin silinmesi
Girdi ekranına gelin
①
Bağımsız dikiş modu, alternatif dikiş modu ve çevrim dikişi modlarının girdi ekranına geçerek dikiş tipini
silmek mümkündür.
Dikiş tipi liste ekranını çağırmak
②
DİKİŞ TİPİ LİSTESİ , ya da A düğmesine basınca dikiş tipi numarası liste ekranı (A
ekranı) görülür.
A
Silinecek dikiş tipini seçin
③
A
A
Dikiş tipi liste düğmesini B kullanarak silinecek dikiş tipini seçin.
Ardından SİL (ERASE) düğmesine C basınca dikiş tipini silmek için onay isteyen bir mesaj ekran-
da görünür.
B
Silinecek dikiş tipini seçin
④
B
C
Dikiş tipi numarası liste ekranı (A ekranı)
C
B
Dikiş tipini silmek için onay isteyen ekranda ENTER düğmesine basınca dikiş tipi silinir.
İPTAL (CANCEL) düğmesine basılınca, dikiş tipi silinmez ve ana ekrana döner.
− 47 −
C

(5) Dikiş tipine isim verme
Girdi ekranına gelin
①
Bağımsız dikiş modu, alternatif dikiş modu ve çevrim dikişi modlarının girdi ekranına geçerek, dikiş tipi
verilerini isimlendirmek mümkündür.
Karakter giriş ekranını çağırın
②
KARAKTER GİRİŞ düğmesine A basınca, karakter girdi ekranı (B ekranı) görülür.
A A A
Veri giriş ekranı (A ekranı)
F
E
B
Karakteri girin
③
C D
F
B
E
C D
Karakter giriş ekranı (B ekranı)
F
B
E
C D
KARAKTER düğmesine B basarak karakter girişi mümkündür. 14 karaktere kadar rakam, harf ( -
ve - ) ve sembol ( , , , , ve ) girmek mümkündür. İMLECİ SOLA
TAŞI C ve İMLECİ SAĞA TAŞI D düğmesiyle imleç taşınabilir. Girilen bir karakteri silmek
isterseniz, imleci silmek istediğiniz karakterin yanına getirin ve SİL (ERASE) E düğmesine basın.
Karakter girişini sonlandırın
④
Karakter girişini sonlandırmak için ENTER F düğmesine basınca, girilen karakter ekranın üst kıs-
mında görülür.
− 48 −

(6) Çevrim dikişi prosedüründe düzenleme yapılması
Çevrim dikişi girdi ekranına gelin
①
Çevrim dikişi modu girdi ekranına geçerek, çevrim dikişi verilerini
düzenlemek mümkündür.
A
Çevrim dikişi girdi ekranı
(C ekranı)
B
Dikiş tipi listesi ekranı
(B ekranı)
Dikiş tipi verisini kaydedin
②
BOŞ düğmesine A basınca, dikiş tipi ekranı (B ekranı)
görülür.
C
Kaydetmek istediğiniz dikiş tipi verisini DİKİŞ TİPİ LİSTESİ
düğmesiyle B seçin ve ENTER düğmesine C. basın. Bu
durumda, seçilen dikiş tipi verileri boş bölüme kaydedilir.
İlk dikiş tipi kaydedildiği zaman, BOŞ düğmesi D ikinci
olarak görülür. Gerekiyorsa ②’de belirtilen işlemi tekrarlayın.
Çevrim dikişi verilerine en çok 6 dikiş tipi verisi kaydedile-
bilir.
− 49 −

D
Kaydedilen dikiş tipi verisini silmek
③
SİL (ERASE) düğmesine E basınca, üzeri beyaz vurgulu
görünen dikiş tipi verisi silinir. Silmek istediğiniz dikiş tipi verisini
YUKARI/AŞAĞI KAYMA ve F düğmeleriyle seçin ve
ardından silin.
F
Çevrim dikişi girdi ekranı
(C ekranı)
G
E
Kaydedilen dikiş tipi verisini düzenlemek
④
Beyaz renkle vurgulanmış olan dikiş tipi, dikilecek olan bir
sonraki dikiş tipidir. Dolayısıyla yapılacak dikiş işine göre
kaydırın.
Düzenlemek istediğiniz DİKİŞ TİPİ VERİSİ düğmesine G
basınca, dikiş tipi verisi düzenleme ekranı (D ekranı) ileti ekranı
olarak görünür.
Bkz.
Sayfa 29 "VI-3.(1) Girdi ekranı (Bağımsız dikiş modu)"
.
Dikiş tipi düzenleme
ekranı (D ekranı)
− 50 −

8. DİKİŞ VERİLERİNİN DEĞİŞTİRİLMESİ
(1) Dikiş verileri prosedürünün değiştirilmesi
Girdi ekranına gelin
①
Bağımsız dikiş modu, alternatif dikiş modu ve çevrim dikişi modlarının girdi ekranına geçerek dikiş verile-
rini değiştirmek mümkündür.
Sık kullanılan dikiş verileri, girdi ekranındaki DİKİŞ VERİLERİ KISAYOL DÜĞMESİ B ile kaydedilebilir
ve doğrudan düzenlenebilir. Ayrıca A düğmelerine basarak ayrıntılı dikiş verileri düzenlenebilir.
C
A
B
A
A
B
1. DİKİŞ TİPİ VERİLERİNİ DÜZENLE düğmesine C basarak, çevrim dikişi modunu değiştirmek
mümkündür.
2. Alternatif dikiş modu söz konusu ise, DİKİŞ VERİLERİ KISA YOLU B düğmesi görülmez.
3. DİKİŞ VERİLERİ KISA YOLU düğmesi B için bkz., Sayfa 81 "VI-13. VERİ GİRDİ EKRANININ
İHTİYACA ÖZEL HALE GETİRİLMESİ" .
4. Dikiş verilerinin ayrıntıları için, bkz., Sayfa 52 "① Veri giriş ekranında görülen öğeler VI-8-
(2) Dikiş verileri listesi".
Değiştirilecek dikiş tipini seçin
②
A düğmesine basınca dikiş verileri listesi ekranı (A ekranı)
görülür. Şimdi değiştirmek istediğiniz verileri seçin.
Dikiş verileri listesi ekranı
(A ekranı)
Şekilden dolayı kullanılmayan veri öğeleri görülmez. Dikkatli olun.
− 51 −

(2) Dikiş verileri listesi
Veri giriş ekranında görülen öğeler
①
No. Öğe
Hareket modu değişimi
Dikiş makinesi motoru çalışır/çalışmaz haldeyken orta bıçak ve köşe bıçağı seçilir.
Kumaş besleme modu
Kumaş besleme, dikiş makinesi iplik kesme
Dikiş modu değişimi
Dikiş modu seçilir.
* Alternatif dikiş halinde, kapak dikişi önceliği .
L beden dikiş Sol kapak dikişi
Sağ kapak dikişi Kapak öncelikli dikişi
L beden ayarı
L beden dikiş halinde, L beden dikiş için ayarlanmışsa mümkündür.
* Düzenleme yapmak, .
Kumaş besleme, dikiş makinesi
iplik kesme ve orta bıçak modu
Kumaş besleme, dikiş makinesi iplik kesme, orta bıçak
ve köşe bıçağı modu
Ayar aralığı
/
Düzenleme
birimi
- - -
- - -
18,0 - 220,0
/
0,1 mm
Başlangıç
değeri
150,0 mm
※
İşaretleme ışığı aydınlatma konumu değişikliği
Dikiş başlangıcı aydınlatma/dikiş sonu aydınlatma/orta aydınlatma seçilir.
Dikiş başlangıcı aydınlatma Dikiş sonu aydınlatma
Orta aydınlatma
Kapak gizli dikiş verileri (Sol dikiş başlangıcı)
Sol kapak dikiş başlangıç konumu ayarlanır.
* Düzenleme yapmak, kapak dikişi için ayarlanmışsa mümkündür.
Kapak gizli dikiş verileri (Sol dikiş sonu)
Sol kapak dikiş sonu konumu ayarlanır.
* Düzenleme yapmak, kapak dikişi için ayarlanmışsa mümkündür.
Kapak gizli dikiş verileri (Sağ dikiş başlangıcı)
Sağ kapak dikiş başlangıç konumu ayarlanır.
* Düzenleme yapmak, kapak dikişi için ayarlanmışsa mümkündür.
- - -
–9,9 - 9,9
/
0,1 mm
–9,9 - 9,9
/
0,1 mm
–9,9 - 9,9
/
0,1 mm
0,0 mm
0,0 mm
0,0 mm
※
※
※
. . . Diğer ayar koşularından ötürü görülmeyen öğe.
※
− 52 −

No. Öğe
Kapak gizli dikiş verileri (Sağ dikiş sonu)
Sağ kapak dikiş sonu konumu ayarlanır.
* Düzenleme yapmak, kapak dikişi için ayarlanmışsa mümkündür.
Ayar aralığı
/
Düzenleme
birimi
–9,9 - 9,9
/
0.1 mm
Başlangıç
değeri
0,0 mm
※
Dikiş başlangıcında sapma yönünün değiştirilmesi
Dikiş başlangıcında sapma yönü değişikliği yapılır.
Dikiş başlangıcında sapma miktarı
Dikiş başlangıcı eğer eğimli dikiş olarak ayarlanmışsa, sapma miktarı tela
edilir. Dikiş başlangıcı eğer paralel dikiş olarak ayarlanmışsa, sapma miktarı
tela edilemez.
Dikiş sonunda sapma yönünün değiştirilmesi
Dikiş sonunda sapma yönü değişikliği yapılır.
Dikiş sonunda sapma miktarı
Dikiş sonu eğer eğimli dikiş olarak ayarlanmışsa, sapma miktarı tela edilir.
Dikiş sonu eğer paralel dikiş olarak ayarlanmışsa, sapma miktarı tela edilemez.
- - -
0.5 - 10.0
/
0.1mm
- - -
0.5 - 10.0
/
0.1mm
0.0mm
0.0mm
Orta bıçağın harekete geçeceği konumun ayarı
Orta bıçağın dikiş başlangıcındaki/dikiş sonundaki kesme konumu belirlenir.
* Her aparat için ayar yaparken, köşe bıçağının üstündeki V harne ulaşacak
şekilde ayarlayın.
Dikiş başlangıcında orta
bıçak konumu
Orta bıçağın dikiş başlangıcında harekete geçeceği konum
Köşe bıçağın dikiş başlangıcındaki kesme konumu belirlenir.
Orta bıçağın dikiş bitiminde harekete geçeceği konum
Köşe bıçağın dikiş bitimindeki kesme konumu belirlenir.
. . . Diğer ayar koşularından ötürü görülmeyen öğe.
※
Dikiş sonunda orta bıçak
konumu
0,0 - 25,0
/
0.1 mm
–9,9 - 9,9
/
0,1 mm
–9,9 - 9,9
/
0,1 mm
7,0 mm
0,0 mm
0,0 mm
− 53 −

No. Öğe
Dikiş başlangıcında köşe bıçağı sağ genişliğinin belirlenmesi
Köşe bıçağının dikiş başlangıcındaki sağ genişliği belirlenir.
Ayar aralığı
/
Düzenleme
birimi
–1.0 -
1.5mm
/
0.1mm
Başlangıç
değeri
0.5mm
Dikiş başlangıcında köşe bıçağı sol genişliğinin belirlenmesi
Köşe bıçağının dikiş başlangıcındaki sol genişliği belirlenir.
Dikiş sonunda köşe bıçağı sağ genişliğinin belirlenmesi
Köşe bıçağının dikiş sonundaki sağ genişliği belirlenir.
–1.0 -
1.5mm
/
0.1mm
–1.0 -
1.5mm
/
0.1mm
0.5mm
0.5mm
Dikiş sonunda köşe bıçağı sol genişliğinin belirlenmesi
Köşe bıçağının dikiş sonundaki sol genişliği belirlenir.
. . . Diğer ayar koşularından ötürü görülmeyen öğe.
※
− 54 −
–1.0 -
1.5mm
/
0.1mm
0.5mm

No. Öğe
Dikiş başlangıcında (sol) köşe bıçağı hareket konumunun belirlenmesi
Sol köşe bıçağının dikiş başlangıcındaki hareket (boyuna) konumu belirlenir.
Ayar aralığı
/
Düzenleme
birimi
–9.9 -
9.9mm
/
0.1mm
Başlangıç
değeri
0.0mm
Dikiş başlangıcında (sağ) köşe bıçağı hareket konumunun belirlenmesi
Sağ köşe bıçağının dikiş başlangıcındaki hareket (boyuna) konumu belirlenir.
Dikiş sonunda (sol) köşe bıçağı hareket konumunun belirlenmesi
Sol köşe bıçağının dikiş sonundaki hareket (boyuna) konumu belirlenir.
Dikiş sonunda (sağ) köşe bıçağı hareket konumunun belirlenmesi
Sağ köşe bıçağının dikiş sonundaki hareket (boyuna) konumu belirlenir.
İşaretleme ışığı ayarı
Dikiş başlangıcındaki aydınlatma/dikiş sonundaki aydınlatma/orta aydınlatma
koşullarında, işaretleme ışığı aydınlatma konumu belirlenir. Belirlenen değer 0,0
mm ise, dikiş konumu ile işaretleme ışığı aydınlatma konumu aynıdır. İşaretleme
ışığı dikiş konumundan farklı bir konumu aydınlatırken bu fonksiyonu kullanın.
Dikiş başlangıcı aydınlatma Dikiş sonu aydınlatma
Orta aydınlatma
–9.9 -
9.9mm
/
0.1mm
–9.9 -
9.9mm
/
0.1mm
–9.9 -
9.9mm
/
0.1mm
–100,0 -
100,0
* Dikiş
başlangıcı
aydınlatma
–80,0 -
100,0
/
0,1 mm
0.0mm
0.0mm
0.0mm
0,0 mm
. . . Diğer ayar koşularından ötürü görülmeyen öğe.
※
− 55 −

No. Öğe
Dikiş başlangıcında sapmanın otomatik saptanması fonksiyonu
İki kapak sensörü kullanılarak, dikiş başlangıcında kapak okunur ve sapma
otomatik olarak belirlenir.
* Sağ kapak açısı saptama cihazı takılı değilken, sadece sol kapak (çift
kenar şeridi ve bir yanı kapaklı tek kenar şeridi) kullanılabilir.
Ayar aralığı
/
Düzenleme
birimi
- - -
Başlangıç
değeri
Dikiş sonunda sapmanın otomatik saptanması fonksiyonu
İki kapak sensörü kullanılarak, dikiş sonunda kapak okunur ve sapma otomatik olarak belirlenir.
* Sağ kapak açısı saptama cihazı takılı değilken, sadece sol kapak (çift
kenar şeridi ve bir yanı kapaklı tek kenar şeridi) kullanılabilir.
Silindir istieyici durdurma/hareket değişimi
Silindir istieyicinin durdurma/hareket seçilir.
* silindir istieyici montajına ayarlanmışsa görülebilir.
Durdurma Hareket
Kelepçe çubuk istieyici durdurma/hareket değişimi
Kelepçe çubuk istieyiciyi durdurma/hareket alternatieri seçilir.
* kelepçe çubuk istieyici montajına ayarlanmışsa görülebilir.
Durdurma Hareket
- - -
- - -
- - -
※
※
. . . Diğer ayar koşularından ötürü görülmeyen öğe.
※
− 56 −

Dikiş verileri liste ekranında görülen öğeler
②
No. Öğe
Kapak öncelikli dikiş seçimi
Kapak öncelikli dikiş modu seçilir.
* Sadece alternatif dikiş modu için ayarlamak mümkündür.
Kapak öncelikli dikişe izin
verilmez
İşaretleme ışığı aydınlatma konumunun otomatik değişim seçimi
dikiş başı aydınlatma ya da dikiş sonu aydınlatma iken, işaretleme
aydınlatması konumu otomatik olarak dikiş sonundan sonra değişir.
*
Bu fonksiyon, alternatif dikiş modu ve çevrim dikişi modu sırasında çalışmaz.
Durdurma Hareket
Kapakta mecburi duruş verisi
Kapak dikişinin sonu saptanmadığı zaman, arka referans konumundan itibaren belirlenen dikiş mesafesi kadar dikiş yapıldıktan sonra makine durur.
*
kapak dikişine ayarlı ise düzenleme yapılabilir.
Kapak öncelikli dikiş modu
Ayar aralığı
/
Düzenleme
birimi
- - -
- - -
0,0 - 10,0
/
0,1 mm
Başlangıç
değeri
5,0mm
※
※
※
Dikiş başlangıcında sapma saptamanın tela değeri
Dikiş başlangıcında otomatik olarak saptanan sapma için daha fazla tela
yapılır.
Dikiş sonunda sapma saptamanın tela değeri
Dikiş sonunda otomatik olarak saptanan sapma için daha fazla tela yapılır.
Mekik dikiş adımı
Mekik dikiş bölümünde dikiş adımı belirlenir.
Dikiş başlangıcında yoğun/iğne ardı dikiş seçimi
Dikiş başlangıcında yoğun/iğne ardı dikiş seçilir.
Yoğun İğne ardı
Dikiş başlangıcında yoğun dikiş sayısı
Dikiş başlangıcında yoğun dikiş sayısı belirlenir.
* yoğun olarak seçilmişse ayarlamak mümkündür.
–9.9 -
9.9mm
/
0.1mm
–9.9 -
9.9mm
/
0.1mm
2,0 - 3,4
/
0,1 mm
- - -
3 - 19
/
1 dikiş
0.0mm
0.0mm
2,5mm
5 dikiş
※
. . . Diğer ayar koşularından ötürü görülmeyen öğe.
※
− 57 −

No. Öğe
Dikiş başlangıcında yoğun dikiş
Dikiş başlangıcında yoğun dikiş adımı belirlenir.
* yoğun olarak seçilmişse ayarlamak mümkündür
Ayar aralığı
/
Düzenleme
birimi
0,5 - 1,5
/
0,1 mm
Başlangıç
değeri
1,0mm
※
Dikiş başlangıcında, yoğun dikişin ilk dikiş adımı
Dikiş başlangıcında, yoğun dikişin ilk dikiş adımı belirlenir.
* yoğun olarak seçilmişse ayarlamak mümkündür.
*
* Sadece
Dikiş başlangıcında, yoğun dikişin ikinci dikiş adımı
Dikiş başlangıcında, yoğun dikişin ikinci dikiş adımı belirlenir.
* yoğun olarak seçilmişse ayarlamak mümkündür.
*
* Sadece
Dikiş başlangıcında, yoğun dikişin üçüncü dikiş adımı
Dikiş başlangıcında, yoğun dikişin üçüncü dikiş adımı belirlenir.
* yoğun olarak seçilmişse ayarlamak mümkündür.
*
* Sadece
yoğun/iğne ardı ayrıntılı ayar olarak seçilmişse ayarlamak mümkündür.
dikiş başlangıcı paralel olduğu zaman ayar yapılabilir.
Yoğun/iğne ardı ayrıntılı dikiş olarak seçilmişse ayarlamak mümkündür.
dikiş başlangıcı paralel olduğu zaman ayar yapılabilir.
Yoğun/iğne ardı ayrıntılı dikiş olarak seçilmişse ayarlamak mümkündür.
dikiş başlangıcı paralel olduğu zaman ayar yapılabilir.
0,1 - 1,5
/
0,1 mm
0,1 - 1,5
/
0,1 mm
0,1 - 1,5
/
0,1 mm
1,0mm
1,0mm
1,0mm
※
※
※
Dikiş başlangıcında iğne ardı dikiş sayısı
Dikiş başlangıcında iğne ardı dikiş sayısı belirlenir.
* İğne ardı dikiş olarak seçilmişse ayarlamak mümkündür.
Dikiş başlangıcında iğne ardı dikiş
Dikiş başlangıcında iğne ardı dikiş adımı belirlenir.
* iğne ardı dikiş olarak seçilmişse ayarlamak mümkündür.
Dikiş başlangıcında iğne ardı düğüm dikiş adımı
Dikiş başlangıcında iğne ardı düğüm dikiş adımı belirlenir.
* iğne ardı dikiş olarak seçilmişse ayarlamak mümkündür.
1 - 12
/
1 dikiş
0,5 - 3,0
/
0,1 mm
–2,0 - 2,0
/
0,1 mm
3 dikiş
2,0mm
–1,5mm
※
※
※
. . . Diğer ayar koşularından ötürü görülmeyen öğe.
※
− 58 −
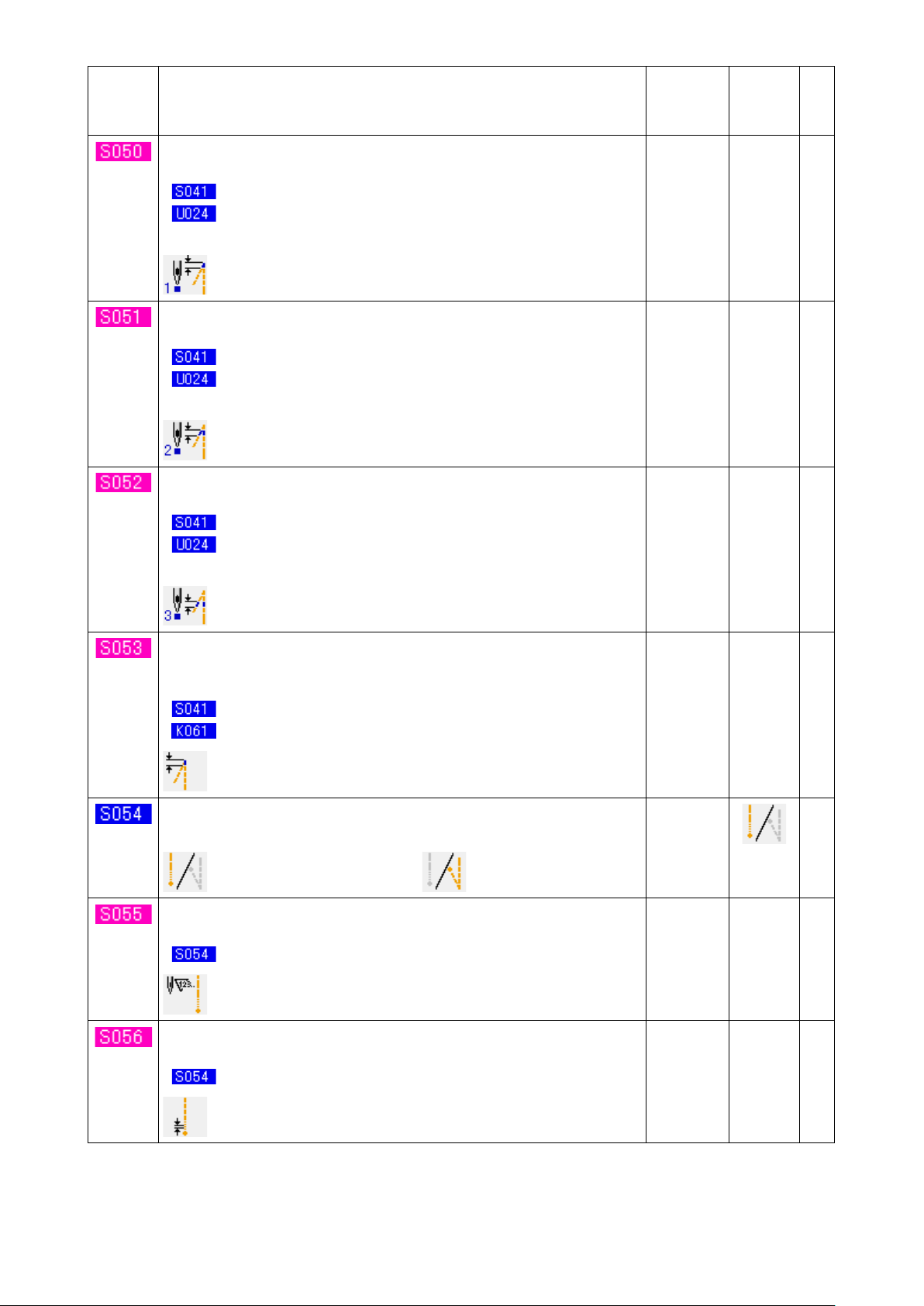
No. Öğe
Dikiş başlangıcında, iğne ardı dönüşün ilk dikiş adımı
Dikiş başlangıcında, iğne ardı dönüşün ilk dikiş adımı belirlenir.
* iğne ardı dikiş olarak seçilmişse ayarlamak mümkündür.
*
* Sadece
yoğun/iğne ardı ayrıntılı dikiş olarak seçilmişse ayarlamak mümkündür.
dikiş başlangıcı paralel olduğu zaman ayar yapılabilir.
Ayar aralığı
/
Düzenleme
birimi
0,1 - 3,0
/
0,1 mm
Başlangıç
değeri
2,0mm
※
Dikiş başlangıcında, iğne ardı dönüşün ikinci dikiş adımı
Dikiş başlangıcında, iğne ardı dönüşün ikinci dikiş adımı belirlenir.
* iğne ardı dikiş olarak seçilmişse ayarlamak mümkündür.
*
* Sadece
Dikiş başlangıcında, iğne ardı dönüşün üçüncü dikiş adımı
Dikiş başlangıcında, iğne ardı dönüşün üçüncü dikiş adımı belirlenir.
* iğne ardı dikiş olarak seçilmişse ayarlamak mümkündür.
*
* Sadece
Dikiş başlangıcında iğne ardı dikişlerinin dönüş telasi
Bu anahtar dikiş başlangıcında iğne ardı dikişlerinin dönüşü için tela değerini
ayarlamak için kullanılır.
* iğne ardı dikiş olarak seçilmişse ayarlamak mümkündür.
* dikiş tipi verilerini tela ediyorsa ayarlanabilir.
yoğun/iğne ardı ayrıntılı dikiş olarak seçilmişse ayarlamak mümkündür.
dikiş başlangıcı paralel olduğu zaman ayar yapılabilir.
yoğun/iğne ardı ayrıntılı dikiş olarak seçilmişse ayarlamak mümkündür.
dikiş başlangıcı paralel olduğu zaman ayar yapılabilir.
0,1 - 3,0
/
0,1 mm
0,1 - 3.0
/
0,1 mm
0,1 - 3.0
/
0,1 mm
2,0mm
2,0mm
2,0mm
※
※
※
Dikiş sonunda yoğun/iğne ardı dikiş seçimi
Dikiş sonunda yoğun/iğne ardı dikiş seçimi yapılır.
yoğun iğne ardı
Dikiş bitiminde yoğun dikiş sayısı
Dikiş bitiminde yoğun dikiş sayısı belirlenir.
* yoğun dikiş olarak seçilmişse ayarlamak mümkündür.
Dikiş bitiminde yoğun dikiş adımı
Dikiş bitiminde yoğun dikiş adımı belirlenir.
* yoğun dikiş olarak seçilmişse ayarlamak mümkündür.
. . . Diğer ayar koşularından ötürü görülmeyen öğe.
※
- - -
3 - 19
/
1 dikiş
0,5 - 1,5
/
0,1 mm
5 dikiş
1,0mm
※
※
− 59 −

No. Öğe
Yoğun dikişin son dikiş adımı
Dikiş bitiminde, yoğun dikişin son dikiş adımı belirlenir.
* yoğun dikiş olarak seçilmişse ayarlamak mümkündür.
*
* Sadece
yoğun/iğne ardı ayrıntılı dikiş olarak seçilmişse ayarlamak mümkündür.
dikiş başlangıcı paralel olduğu zaman ayar yapılabilir.
Ayar aralığı
/
Düzenleme
birimi
0,1 - 1,5
/
0,1 mm
Başlangıç
değeri
1,0mm
※
Son yoğun dikişten bir önceki dikişin adımı
Dikiş bitiminde, son yoğun dikişten bir önceki dikiş adımı belirlenir.
* yoğun dikiş olarak seçilmişse ayarlamak mümkündür.
*
* Sadece
Son yoğun dikişten önceki iki dikişin adımı
Dikiş bitiminde, son yoğun dikişten önceki iki dikiş adımı belirlenir.
* yoğun dikiş olarak seçilmişse ayarlamak mümkündür.
*
* Sadece
Dikiş sonunda iğne ardı dikiş sayısı
Dikiş sonunda iğne ardı dikiş sayısı belirlenir.
* iğne ardı dikiş olarak seçilmişse ayarlamak mümkündür.
Dikiş bitiminde iğne ardı dikiş
Dikiş bitiminde iğne ardı dikiş adımı belirlenir.
* iğne ardı dikiş olarak seçilmişse ayarlamak mümkündür.
yoğun/iğne ardı ayrıntılı dikiş olarak seçilmişse ayarlamak mümkündür.
dikiş başlangıcı paralel olduğu zaman ayar yapılabilir.
yoğun/iğne ardı ayrıntılı dikiş olarak seçilmişse ayarlamak mümkündür.
dikiş başlangıcı paralel olduğu zaman ayar yapılabilir.
0,1 - 1,5
/
0,1 mm
0,1 - 1,5
/
0,1 mm
1 - 12
/
1 dikiş
0,5 – 3,0
/
0,1 mm
1,0mm
1,0mm
3 dikiş
2,0mm
※
※
※
※
Dikiş bitiminde, iğne ardı dönüşün ilk dikiş adımı
Dikiş bitiminde, iğne ardı dönüşün ilk dikiş adımı belirlenir.
* iğne ardı dikiş olarak seçilmişse ayarlamak mümkündür.
*
* Sadece
Dikiş sonunda, iğne ardı dönüşün ikinci dikiş adımı
Dikiş bitiminde, iğne ardı dönüşün ikinci dikiş adımı belirlenir.
* iğne ardı dikiş olarak seçilmişse ayarlamak mümkündür.
*
* Sadece
. . . Diğer ayar koşularından ötürü görülmeyen öğe.
※
yoğun/iğne ardı ayrıntılı dikiş olarak seçilmişse ayarlamak mümkündür.
dikiş başlangıcı paralel olduğu zaman ayar yapılabilir.
yoğun/iğne ardı ayrıntılı dikiş olarak seçilmişse ayarlamak mümkündür.
dikiş başlangıcı paralel olduğu zaman ayar yapılabilir.
− 60 −
0,1 - 3,0
/
0,1 mm
0,1 - 3,0
/
0,1 mm
2,0mm
2,0mm
※
※

No. Öğe
Dikiş sonunda, iğne ardı dönüşün üçüncü dikiş adımı
Dikiş bitiminde, iğne ardı dönüşün üçüncü dikiş adımı belirlenir.
* iğne ardı dikiş olarak seçilmişse ayarlamak mümkündür.
*
* Sadece
yoğun/iğne ardı ayrıntılı dikiş olarak seçilmişse ayarlamak mümkündür.
dikiş başlangıcı paralel olduğu zaman ayar yapılabilir.
Ayar aralığı
/
Düzenleme
birimi
0,1 - 3,0
/
0,1 mm
Başlangıç
değeri
2,0mm
※
Dikiş bitiminde, iğne ardı son dikiş adımı
Dikiş bitiminde, iğne ardı son dikiş adımı belirlenir.
* iğne ardı dikiş olarak seçilmişse ayarlamak mümkündür.
Dikiş sonunda iğne ardı dönüşün telasi
Dikiş sonunda iğne ardı dönüşün telasi belirlenir.
* iğne ardı dikiş olarak seçilmişse ayarlamak mümkündür.
* dikiş tipi verilerini tela ediyorsa ayarlanabilir.
İstieme konumu
Baskı ayağını, köşe bıçağından belirlenen uzaklıktaki noktaya getirdikten
sonra istieyici çalışır. (+ : arka taraf, - : ön taraf)
*
Çalışma aralığı, baskı ayağının dikiş sonuna gelindiği andaki konumuyla sınırlıdır.
* baskı ayağı istieyicisi ya da silindir istieyici kullanın. Ayrı-
ca, sadece silindir istieyici hareket ayarı ya da baskı ayağı
istieyici hareket ayarı yapıldığında ayarlanabilir.
–2,0 - 2,0
/
0,1 mm
–2,0 - 2,0
/
0,1 mm
0 - 500 mm
/
1 mm
–1,5mm
1,0mm
0mm
※
※
※
İstieme zamanlayıcısı 1
Silindir dönüş zamanı belirlenir. Malzeme sensörü eğer belirlenen zamandan
önce malzemenin bittiğini saptarsa dönme hareketi durur.
* silindir istieyici opsiyonu kullanılır ve sadece silindir istieyi-
ci hareketi ayarlandığı zaman belirlenebilir.
Dikiş başlangıcındaki konuma atlama besleme hızı
Dikiş başlangıcındaki konuma atlama besleme hızı belirlenir.
Köşe bıçağı konumuna atlama besleme hızı
Köşe bıçağı konumuna atlama besleme hızı belirlenir.
. . . Diğer ayar koşularından ötürü görülmeyen öğe.
※
0,0 - 9,9
/
0,1 saniye
3 - 10
/
1
3 - 10
/
1
0,5
saniye
5
5
※
− 61 −

No. Öğe
Pens germe cihazı durdurma/hareket değişimi
Pens germe cihazının durdurma/hareket hali seçilir.
* pens germe opsiyonu kullanılırsa mümkündür.
Durdurma Hareket
Ayar aralığı
/
Düzenleme
birimi
- - -
Başlangıç
değeri
※
Otomatik astar besleme cihazı durdurma/hareket değişimi
Otomatik astarlama besleme cihazının durdurma/hareket hali seçilir.
* otomatik astar besleme opsiyonu kullanılırken ayarlanabilir.
* Astar besleme ile ilgili olarak, dikiş çeşidi kullanılmıyorsa, astarın masanın
üst yüzeyinden dışarı çıkmamasına dikkat edin.
Daha sonra kullanırken, panel üzerindeki besleme düğmesine bir kez basın
ve kesim için besleme hareketini uygulayın.
Durdurma Hareket
Kapak uzunluğu
Kapak uzunluğu belirlenir.
otomatik astar besleme cihazı hareket halinde olarak seçilir ve
dikiş modu değişimi kapak dikiş olarak seçilirse mümkündür.
*
Otomatik astarlama besleme cihazının astar besleme uzunluğunu belirlemek
için bu ayar yapılır. Dikiş uzunluğu, kapak sensörünün algılamasıyla belirlenir.
Yüksek hız modunda dikiş hızı
Mekik dikiş bölümündeki devir sayısı belirlenir.
* dikiş hızı ayar seçimi eğer dikiş tipi veri tipi seçimi olarak belirlenmiş-
se ayar yapılabilir.
- - -
37,0 - 220,0
/
0,1 mm
1000 - 3000
/
100 sti/min
150,0 mm
2500
sti/min
※
※
※
Düşük hız modunda dikiş hızı
Yoğun/iğne ardı dikiş bölümlerinde devir sayısı belirlenir.
* Yüksek hız modunda dikiş hızı ile sınırlıdır.
* dikiş hızı ayar seçimi eğer dikiş tipi veri tipi seçimi olarak belirlenmiş-
se ayar yapılabilir.
* ğne ardı dikişinde, düşük hız uygulanması halinde devir sayısı üst sınırı
1500 sti/min olarak sınırlandırılmıştır.
. . . Diğer ayar koşularından ötürü görülmeyen öğe.
※
1000 - 2500
/
100 sti/min
1500
sti/min
※
− 62 −

(3) Birbirini izleyen alt ve üst dikiş verilerini kopyalama fonksiyonu
Birbirini izleyen dikiş verileri girişi ekran görünümüne geçin.
①
Birbirini izleyen dikiş moduna ait veri girişi ekran görünümündey-
ken, alt ve üst dikiş verilerini kopyalamak mümkündür.
A
B
Dikiş modları arasında geçiş ekran görünümüne geçin.
②
Dikiş modları arasında geçiş ekran görünümüne geçmek için
DİKİŞ MODU AYARI düğmesine basın. Üst dikişe ait verileri alt dikişe ait verilere kopyalamak isterseniz alttaki B düğmesine basın,
alt dikişe ait verileri üst dikişe ait verilere kopyalamak isterseniz
üstteki A düğmesine basın.
Birbirini izleyen dikiş verilerini kopyalayın.
③
Dikiş modları arasında geçiş ekran görünümündeyken ALT/ÜST
DİKİŞ VERİLERİNİ KOPYALAMA düğmesine C basın.
C
− 63 −

Kopyalamaya başlayın.
④
Kopyalama işlemine onay verme ekran görünümündeyken EN-
TER düğmesine basılınca, sol ve sağ dikiş verileri tersine
kopyalanır. İPTAL düğmesine basılınca, kopyalama yapma-
dan başlangıçtaki dikiş modları arasında geçiş ekran görünümüne
döner.
* Aşağıdaki dikiş verileri, kopyalama sırasında soldan sağa ters çevrilmiştir. (Diğer dikiş verileri tersi-
ne çevrilmeden kopyalanır.)
Numara Öğe
S003 Dikiş modu değişimi
S008 Kapak gizli dikiş verileri (Sol dikiş başlangıcı)
S009 Kapak gizli dikiş verileri (Sol dikiş sonu)
S010 Kapak gizli dikiş verileri (Sağ dikiş başlangıcı)
S011 Kapak gizli dikiş verileri (Sağ dikiş sonu)
S013 Dikiş başlangıcında sapma yönünün değiştirilmesi
S015 Dikiş sonunda sapma yönünün değiştirilmesi
S021 Dikiş başlangıcında köşe bıçağı sağ genişliğinin belirlenmesi
S022 Dikiş başlangıcında köşe bıçağı sol genişliğinin belirlenmesi
S023 Dikiş sonunda köşe bıçağı sağ genişliğinin belirlenmesi
S024 Dikiş sonunda köşe bıçağı sol genişliğinin belirlenmesi
S025 Dikiş başlangıcında (sol) köşe bıçağı hareket konumunun belirlenmesi
S026 Dikiş başlangıcında (sağ) köşe bıçağı hareket konumunun belirlenmesi
S027 Dikiş sonunda (sol) köşe bıçağı hareket konumunun belirlenmesi
S028 Dikiş sonunda (sağ) köşe bıçağı hareket konumunun belirlenmesi
− 64 −

9. BELLEK GEÇİŞ VERİLERİNİN DEĞİŞTİRİLMESİ
(1) Bellek geçiş verilerinin değiştirilmesi prosedürü
Bellek geçiş veri listesi ekranını açın
①
MOD DEĞİŞİKLİĞİ tuşuna basın, bellek geçiş düğmesi
A
C
A görünür. Bu düğmeye basınca, bellek geçiş veri listesi (A
ekranı) görülür.
Değiştirmek istediğiniz bellek geçiş düğmesini seçin
②
YUKARI/AŞAĞI KAYDIR düğmesi ya da B düğme-
sine basın ve değiştirmek istediğiniz VERİ ÖĞESİ düğmesine C
basın.
B
Bellek geçiş veri listesi
ekranı (A ekranı)
− 65 −

(2) Bellek geçiş veri listesi
Seviye 1
①
Bellek geçiş verileri (seviye 1), dikiş makinesinin ortak hareket verileri ve genel olarak tüm dikiş çeşitle-
rinde kullanılan verilerdir.
No. Öğe
Dikiş bitiminde, baskı ayağının konumunu değiştirin
Dikiş bitimindeki baskı ayağı konumu, ön uçta Dur/Ortama dön/Baskıya
dön/Bitiş ucunda dur arasından seçilir.
Ön uçta dur Ortama dön
Baskı dönüşü Arka uçta dur
Ön üç hareketi başlamadan önce bekleme süresi
Baskı ayağı ön uç hareketi başlamadan önce bekleme süresi.
* ön uçta durmaya ayarlandığı zaman düzenlenebilir.
Dikiş başlangıcında otomatik astar besleme sayısı
Dikiş başlangıcında otomatik astar besleme sayısı belirlenir.
* otomatik astar besleme opsiyonu kullanıldığı zaman ayar yap-
mak mümkündür.
Ayar aralığı
/
Düzenleme
birimi
- - -
0,50 – 9,99
/
0,01 sani-
ye
2 - 9
/
1
Başlangıç
değeri
3,00 saniye
3
※
※
Dikiş sonunda otomatik astar beslemenin besleme uzunluğu
Dikiş sonunda otomatik astar beslemenin besleme uzunluğu belirlenir.
* otomatik astar besleme cihazı kullanıldığı zaman ayar yapmak
mümkündür.
İplik kesme zamanlaması
Standart/Orta/En uzun iplik kesme zamanlaması arasından, dikiş sonunda
iplik kesme zamanlaması seçilir ve dikiş sonundaki iplik uzunluğu ayarlanır.
Standart 0 Orta 1
En uzun 2
* fermuar aksesuarı takılıp standart “0” değerine ayarlandığı za-
man üst iplik kesilmeyebilir.
İstieyici zamanlayıcısı 2
İstieyici taban üzerindeki malzemeyi tutmak için baskı hareketinin başladığı
andan malzemeyi serbest bıraktığı ana kadar geçen bekleme süresi belirlenir.
* baskı ayağı istieyici opsiyonu kullanıldığı zaman ayar yapmak
mümkündür.
0 - 99,9
/
0,1 mm
- - -
0,00 - 9,99
/
0,01 saniye
0mm
0,70 saniye
※
※
. . . Diğer ayar koşularından ötürü görülmeyen öğe.
※
− 66 −

No. Öğe
İstieyici zamanlayıcısı 3
Malzemeyi toplama çubuğunun hareket zamanı belirlenir.
* baskı ayağı istieyici opsiyonu kullanıldığı zaman ayar yapmak
mümkündür.
Ayar aralığı
/
Düzenleme
birimi
0,00 - 9,99
/
0,01 saniye
Başlangıç
değeri
0,70 saniye
※
İstieyici zamanlayıcısı 4
Baskı ayağını kaldırarak dikilen ürünü serbest bırakmak için, zaman
avansı ayarlanır.
Kısa bir dikiş üzerinde baskı uygularken, düşülecek eksik miktar ayarlanır.
* baskı ayağı istieyici opsiyonu kullanıldığı zaman ayar yapmak
mümkündür.
Yüksek hız modunda dikiş hızı
Mekik dikiş kısmındaki devir sayısı belirlenir.
* dikiş hızı ayar seçimi eğer bellek geçişi olarak belirlenmişse
ayarlanabilir.
Düşük hız modunda dikiş hızı
Yoğun ve iğne ardı dikiş kısmındaki devir sayısı belirlenir.
*
* dikiş hızı ayar seçimi eğer bellek geçişi olarak belirlenmişse
* İğne ardı dikişinde, düşük hız uygulanması halinde devir sayısı üst sınırı
Yumuşak başlangıç, ilk dikiş
Dikiş başlangıcındaki ilk dikişin devir sayısı sınırlanır.
Yumuşak başlangıç, ikinci dikiş
Dikiş başlangıcındaki ikinci dikişin devir sayısı sınırlanır.
yüksek hız modunda dikiş hızı ile sınırlanır.
ayarlanabilir.
1500 sti/min olarak sınırlandırılmıştır.
0,00 - 9,99
/
0,01 saniye
1000 -
3000
/
100sti/min
1000 -
2500
/
100sti/min
500 - 2500
/
100sti/min
500 - 2500
/
100sti/min
0,00 saniye
2500sti/min
1500sti/min
1500sti/min
2500sti/min
※
※
※
Yumuşak başlangıç, üçüncü dikiş
Dikiş başlangıcındaki üçüncü dikişin devir sayısı sınırlanır.
Baskı ayağının dönüş hızı
Baskı ayağının dönüş hızı belirlenir.
Kopan ipliğin saptanması
İplik kopma saptamalı/saptamasız seçilir.
Kopan iplik saptamalı
Kapak baskısı hareket modu
Kapak baskısının hareket sırası seçilir.
Sağdan Soldan
Sağ/sol aynı anda
* Sağ ve sol, özel pedal ayarı ile aynı anda harekete geçirilirken, bu para-
metre ihmal edilir ve sol ve sağ aynı anda harekete geçirilir.
Kopan iplik saptamasız
Kapağın konduğu taraf
500 - 2500
/
100sti/min
3 - 9
/
1
- - -
- - -
2500sti/min
7
. . . Diğer ayar koşularından ötürü görülmeyen öğe.
※
− 67 −

No. Öğe
Ayar aralığı
/
Düzenleme
birimi
Başlangıç
değeri
Baskı ayağının iniş sırasının değiştirilmesi
Baskı ayağının iniş sırası belirlenir.
Sağdan Soldan
Sağ/sol aynı anda
* Sağ ve sol, özel pedal ayarı ile aynı anda harekete geçirilirken, bu para-
metre ihmal edilir ve sol ve sağ aynı anda harekete geçirilir.
Katlama plakası hareket modu
Köşe bıçağı çıkıntısı seçildiği zaman, katlama plakası için “Dönüş/Dönüş yok”
Dönüş Dönüş yok
Bağlayıcı basıncı azalmasında artışın engellenmesi
Atlama beslemesi sırasında, bağlayıcı basıncının azalmasında artış engellenmektedir.
Basınç azalmasında
artış engellenmektedir
Basınç azalmasında
artış
- - -
- - -
- - -
Ayak pedalı sürekli baskı zamanlayıcısı etkin/etkin değil değişikliği
ayak pedalı sürekli baskı zamanlayıcısı etkin/etkin değil özelliği seçilir.
* tek vuruşlu pedal ayarlandığı zaman ayar yapmak mümkündür.
Etkin değil Etkin
Ayak pedalı sürekli baskı zamanlayıcısı
Dikilen ürünün ayarlanması işi eğer ayak pedalı basılı iken yapılıyorsa,
sıradaki ilgili cihazın çalışma zaman aralığı belirlenir.
* tek vuruşlu pedal ayarlandığı zaman ayar yapmak mümkündür.
Yoğun/İğne ardı detaylı dikiş ayarı
Yoğun/iğne ardı dikiş kısmı dikiş adımının “Uygula/Uygulama” ayrıntılı
ayarı yapılır.
Uygula Uygulama
Kapak durdurucu konumu
Kapak dikişi söz konusu ise, işaretleme ışığının dikiş başlangıcı aydınlatma konumu (iğneden olan uzaklık) ayarlanır.
* Sadece işaretleme ışığı aydınlatma konumu ayarı mümkündür. Gerçek
dikiş konumu, kapak sensörünün algıladığı kapak bitiş konumudur.
- - -
0,1 - 2,0
/
0,1 saniye
- - -
80,0 280,0
/
0,1 mm
0,5 saniye
80,0 mm
※
※
. . . Diğer ayar koşularından ötürü görülmeyen öğe.
※
− 68 −

No. Öğe
Sapma saptama kullanılarak, kapak gizli dikiş konumu tela değişimi
Sol kapakta otomatik sapma saptaması belirlenmediği zaman, ikinci kapak
sensörü kullanılarak kapak gizli dikiş telasi otomatik olarak yapılır.
* Otomatik sapma saptaması belirlendiği zaman, bu ayar yapılmış ya da
yapılm
amış olsa da kapak gizli dikiş telasi otomatik olarak yapılır.
Kullanılıyor Kullanılmıyor.
Ayar aralığı
/
Düzenleme
birimi
- - -
Başlangıç
değeri
Köşe bıçağı ayarı ekran görünümünde, malzemenin doğru/yanlış
tarafı arasında geçiş
Köşe bıçağı ayarı ekran görünümünde izlenen malzeme, doğru taraftan
ya da yanlış taraftan görülecek şekilde seçilir.
Doğru taraftan görünüm
İstieme zamanlayıcısı 5
Malzemenin yakalandığı andan serbest bırakıldığı ana kadar olan istieyici bekleme süresini belirler.
* Bu ayar, “Yakalayıcı istieyici (isteğe bağlı temin edilen ürün)”
kullanıldığı zaman mevcuttur.
İstieyici zamanlayıcısı 6
Sarkaç kolun çalışma süresini belirler.
* Bu ayar, “Yakalayıcı istieyici (isteğe bağlı temin edilen ürün)”
kullanıldığı zaman mevcuttur.
Yağlama için dikiş sayısı
Yağ ekledikten sonra, çalışan dikiş makinesinin dikiş sayısı belirtilir.
* TEMİZLE (CLEAR) düğmesine basınca, dikiş sayısı “0” olarak temizle-
nir. Yağ ekledikten sonra rakamı temizlediğinizden emin olun.
Yanlış taraftan görünüm
- - -
0,00 - 9,99
/
0,01 saniye
0,00 - 9,99
/
0,01 saniye
- - - - - -
1,00 saniye
1,50 saniye
Dil Seçimi
Panelde görülen dil seçilir.
Japonca İngilizce
Çince (basitleştirilmiş) Çince (geleneksel)
İspanyolca İtalyanca
Fransızca Almanca
Portekizce Türkçe
Vietnamca Korece
Endonezya dili Rusça
. . . Diğer ayar koşularından ötürü görülmeyen öğe.
※
- - - Seçim yok
− 69 −

Seviye 2
②
Bellek geçiş verileri (seviye 2), dikiş makinesinin ortak hareket verileri ve genel olarak tüm dikiş çeşitle-
rinde kullanılan verilerdir. Bu veriler bakım personeli içindir ve mod düğmesine 6 saniye bastıktan sonra
düzenleme yapmak mümkündür.
No. Öğe
İşaretleme ışığı montajı
İşaretleme ışığı Monte/Montesiz seçilir. “Montesiz” seçilirse, işaretleme ışığı
çalışmaz.
Montesiz Monteli
Dikiş konumu seçimi
Dikişi mutlaka arka referans konumunda bitiren mod, dikişi mutlaka ön referans
konumunda bitiren mod ya da seçilen ayarınagöre dikiş konumunu
değiştiren geleneksel mod seçilir.
* Ön referans konumu : İğneden itibaren 80 mm
Arka referans konumu : İğneden itibaren 300 mm
Geleneksel hareket
modu
Sabit dikiş konumu
modu (Ön referans)
Pedal çalışma modu değişimi
Bu mod, ayak pedalı ayarı için kullanılır.
Sabit dikiş konumu
modu (Arka referans)
Ayar aralığı
/
Düzenleme
birimi
- - -
- - -
- - -
Başlangıç
değeri
7 adımlı pedal modu 1 vuruşlu pedal modu
Orta bıçak kesmede aşırı hız
Orta bıçağın, dönüş hızı olarak aşırı hızı belirlenebilir.
Aralıklı beslemeyi yasaklama için ayarlar
Aralıklı dikiş beslemeyi Uygula/uygulama alternatieri seçilir.
* Aralıklı dikiş yapılırken, dikiş makinesinin maksimum dikiş hızı 1500 sti/min
olarak sınırlıdır.
Aralıklı dikiş beslemeyi
uygula
Kapak gizli dikiş verileri düzenleme referansı değişimi
Kapak gizli dikiş verilerini panelde hazırlarken, kapak saptama bitiş noktasından tela değeri ya da dikiş başlangıcından saptama sensörüne olan mesafe
seçilir.
Kapak saptama sonu
telasi
Aralıklı dikiş beslemeyi
uygulama
Sensör telasi
300 - 500
/
1%
- - -
- - -
350%
− 70 −

No. Öğe
Ayar aralığı
/
Düzenleme
birimi
Başlangıç
değeri
L beden veri aralığını büyütmek
L beden veri aralığını maksimum 220 mm +15 mm olarak büyütmek/büyütmemek. Uzun ve geniş tipte, boyut 250 mm +50 mm olarak büyütülmüştür.
Büyütme yapmıyor Büyütme yapıyor
Dikiş makinesi ayarlarında dikiş hızının seçilmesi
Dikiş makinesinin dikiş hızını belirlemesi için, ya bellek geçiş ya da dikiş tipi
verileri seçilir.
Bellek geçişi Dikiş tipi verileri
Yansıtıcı bant kontrol modunun seçimi
Yansıtıcı bant kontrol modu için AÇIK/KAPALI seçimi yapılır.
AÇIK olarak ayarlandığı zaman, enerji düğmesini AÇIK konuma getirdikten
sonra ilk baskı ayağı avans hareketiyle birlikte baskı ayağıotomatik olarak iner
ve yansıyan bantta deformasyon olup olmadığı kontrol edilir.
* Baskı ayağı otomatik olarak aşağı iner. Bu fonksiyonu sadece kama tipinde
kullanın.
KAPALI AÇIK
- - -
- - -
- - -
Tela ayarı için, arka iğne ardı dönüşü seçimi
Telasinde arka iğne ardı ayarını yapması için ya bellek geçişi ya da dikiş tipi
verileri seçilir.
Bellek geçişi Dikiş tipi verileri
Dikiş sonu tela ayarında, arka iğne ardı dönüşü
Dikiş sonu tela ayarında, arka iğne ardı dönüşü belirlenir.
* bellek geçiş seçimi olarak belirlenmişse ayarlanabilir.
Dikiş çeşidi liste ekranında, mod değişim düğmesi ekranının seçilmesi
Dikiş çeşidi liste ekranında, mod değişim düğmesi görülür ve farklı mod verileri
seçilebilir.
Ekranda gösterme Ekranda göster
- - -
−2,0 - 2,0
/
0,1 mm
- - -
1,0 mm
− 71 −

No. Öğe
Ayar aralığı
/
Düzenleme
birimi
Başlangıç
değeri
İğne ardı dikiş kontrol yöntemi seçimi
İğne ardı dikişte dikiş çeşidi seçilebilir.
1. mod (standart):
Önce uzun dikişin dikilmesi
(Dikiş kalitesine önem verilir).
2. mod
Önce daha kısa dikişin dikilmesi
(Üretkenliğe önem verilir).
3. mod
Sapma miktarına göre 1. mod ve 2. mod arasında geçiş yapılır.
4. mod
APW-196 ile aynı spesikasyonlar
(Hıza önem verilir).
* 2. mod ve 4. mod, standart kenar şeridi ölçeğine uymaz.
Çevrim dikişini birleştirme fonksiyonu
Tek numaralı dikiş çeşitleri ile çift numaralı dikiş çeşitleri birleştirilerek 12 adıma
kadar dikiş dikilebilir.
Sadece 1 ve 2, 3 ve 4, 5 ve 6, 7 ve 8, 9 ve 10, 11 ve 12, 13 ve 14, 15 ve 16, 17
ve 18 ile 19 ve 20 kombinasyonları birleştirilebilir.
Birleştirme fonksiyonu
KAPALI
Birleştirme fonksiyonu
AÇIK
- - -
- - -
Köşe bıçağı sabit indeks hareketi
Normal olarak, değerin belirlenen değerden büyük olmaması halinde uzun
köşe bıçağı kullanılır. Ancak bu fonksiyonu AÇIK konuma getirerek, sapma
anında her zaman uzun köşe bıçağı kullanılır.
Sabit indeks KAPALI Sabit indeks AÇIK
Yoğun dikiş kontrol yöntemi seçimi
Yoğun dikiş çeşidi seçilebilir.
1. mod (standart):
Önce uzun dikişin dikilmesi .
2. mod
Önce daha kısa dikişin dikilmesi .
* 2. mod, standart kenar şeridi ölçeğine uymaz.
Orta bıçağın iniş süresi
Orta bıçağın iniş süresi belirlenir.
- - -
- - -
10 - 100
/
1
40
Orta bıçak tek adımda hareketi önleme ayarı
Dikiş sonunda orta bıçak kesme konumunda uygun kesmek için, tek adımda
hareketin olup olmayacağı seçilir.
Tek adımda hareket var
Tek adımda hareket
engellenmiş
− 72 −
- - -

No. Öğe
Ayar aralığı
/
Düzenleme
birimi
Başlangıç
değeri
Baskı ayağı motor orijin telasi
Baskı ayağı motorunun orijini tela edilir.
Köşe bıçağı motor orijin telasi
Köşe bıçağı motorunun orijini tela edilir.
İşaretleme ışığı orijini telasi (hemen altında)
İşaretleme ışığı motorunun orijini tela edilir. Orijin, hemen altına ışık verecek
konumdadır ve iğneden 230 mm ötede yer alır.
İşaretleme ışığı orijini telasi (iğne tarafı)
İşaretleme ışığı motoruna orijinine göre iğne tarafı konumu tela edilir. Işık
aydınlatma konumu, iğneden itibaren 80 mm’dir.
−10,0 - 10,0
/
0,1 mm
−5,0 - 5,0
/
0.1 mm
−500 - 500
/
1 darbe
-500 - 500
/
1 darbe
0,0 mm
0,0 mm
0 darbe
0 darbe
İşaretleme ışığı orijini telasi (operatör tarafı)
İşaretleme ışığı motoruna orijinine göre operatör tarafı konumu tela edilir. Işık
aydınlatma konumu, iğneden itibaren 380 mm’dir.
İğne ardı motor orijin telasi
İğne ardı motor orijin telasi.
-500 - 500
/
1 darbe
−30 - 30
/
1 darbe
0 darbe
0 darbe
− 73 −

10. OPSİYONEL AYARLARIN YAPILMASI
(1) Opsiyonel ayar prosedürünün değiştirilmesi
Çalışma modunu değiştirme ekranının 2. ekranını göstermek
①
A
Çalışma modunu değiştirme tuşu ’ye üç saniye basınca, sağ
kaydırma düğmesi A ekranda görülür.
Bu düğmeye basıldığı zaman, çalışma modunu değiştirme ekranı-
nın 2. ekranı (A ekranı) görülür.
İsteğe bağlı olarak temin edilen ayar listesi ekranına gelin
②
Mod değiştirme ekranında
ikinci ekran (A Ekranı)
D
İsteğe bağlı ayar düğmesi B ekranda görülür.
Bu düğmeye basıldığında, isteğe bağlı ayar listesi ekranı (B ekra-
nı) görülür.
B
Değiştirmek istediğiniz isteğe bağlı ayarı seçmek
③
Yukarı/aşağı kaydırma düğmelerine C basarak, değiş-
tirmek istediğiniz veri öğesini D seçin.
C
Opsiyonel ayar liste ekranı
(B ekranı)
− 74 −

(2) Opsiyonel ayar listesi
Opsiyon takılı şeklinde ayar yaparak, ilgili opsiyonel işlemleri yapmak mümkündür.
No. Öğe
Baskı ayağı istieyici takılı/takılı değil ayarı yapılır
Takılı değil Takılı
Silindir istieyici takılı/takılı değil ayarı yapılır
Takılı değil Takılı
Yakalayıcı istieme cihazının montajını/sökülmesini belirler
Takılı değil Takılı
Pens gerici takılı/takılı değil ayarı yapılır
* Ancak pens gerici takılı ise, Aparat boyutu ayarı 8 ile 12 mm arasın-
da sınırlandırılmıştır.
Takılı değil Takılı
Ayar aralığı
/
Düzenleme
birimi
- - -
- - -
- - -
- - -
Başlangıç
değeri
Takılı değil
Takılı değil
Takılı değil
Takılı değil
Vakum cihazı takılı/takılı değil ayarı yapılır
Takılı değil Takılı
Otomatik astar besleme cihazı takılı/takılı değil ayarı yapılır
Takılı değil Takılı
Göğüs cebi cihazı takılı/takılı değil ayarı yapılır.
* Ancak pens gerici takılı ise, Aparat boyutu ayarı 8 ile 12 mm arasın-
da sınırlandırılmıştır.
Takılı değil Takılı
Hazır fermuar cihazı takılı/takılı değil ayarı yapılır
* Ancak fermuar takma aparatı varsa, Aparat boyutu ayarı 16 ile 20
mm arasında sınırlıdır.
Takılı değil Takılı
- - -
Takılı değil
- - -
Takılı değil
- - -
Takılı değil
- - -
Takılı değil
Sağ kapak açısı saptama cihazı takılı/takılı değil ayarı yapılır.
Takılı değil Takılı
− 75 −
- - -
Takılı değil

11. CİHAZ AYARLARININ DEĞİŞTİRİLMESİ
(1) Cihaz ayar prosedürünün değiştirilmesi
Çalışma modunu değiştirme ekranının 2. ekranını göstermek
①
A
Çalışma modunu değiştirme tuşu ’ye üç saniye basınca, sağ
kaydırma düğmesi A ekranda görülür.
Bu düğmeye basıldığı zaman, çalışma modunu değiştirme ekranı-
nın 2. ekranı (A ekranı) görülür.
Cihaz ayar listesinin görülmesi
②
Mod değiştirme ekranında
ikinci ekran (A ekranı)
Cihaz ayar düğmesi B ekranda görülür.
Bu düğmeye basınca, cihaz ayar listesi ekranı görülür.
B
Değiştirmek istediğiniz cihaz ayarını seçmek
③
Değiştirmek istediğiniz veri öğesi düğmesini C seçin.
C
Cihaz ayar listesi ekranı
(B ekranı)
− 76 −

(2) Cihaz ayar listesi
Cihazı tipini seçerek, ilgili tipe göre çalışmak mümkündür.
No. Öğe
Aparat boyutu
Dikiş makinesinin aparat boyutu ayarlanır.
* Köşe bıçağı hareketine göre, aparat boyutunun ayarlanmış değerine göre
değiştirilebilir.
* Pens gerici takılı ise, aralık 8 ile 12 mm arasında sınırlandırılmıştır.
Göğüs cebi cihazı takılı ise, aralık 8 ile 12 mm arasında sınırlandırıl-
mıştır.
Fermuar aksesuarı takılı ise, aparat boyutu 16 ile 20 mm arasında
sınırlandırılmıştır.
Sabit tarafta indeks fazla kesme uzunluğu
Sabit tarafta indeks fazla kesme uzunluğu belirlenir.
Hareketli tarafta indeks fazla kesme uzunluğu
Hareketli tarafta indeks fazla kesme uzunluğu belirlenir.
Ayar aralığı
/
Düzenleme
birimi
8 - 20
( 22 - 32 )
/
2 mm
0.0 -
16.0mm
/
0.1mm
0.0 -
16.0mm
/
0.1mm
Başlangıç
değeri
10mm
4.0mm
4.0mm
− 77 −

12. PEDAL ÇALIŞMASINI İHTİYACA GÖRE AYARLAMAK
“Bağlayıcı aşağı”, “Kapak baskısı aşağı” vb., fonksiyonları opsiyonel olarak, pedala basma sayısıyla kullanım
koşullarına bağlı olarak kaydedilebilir.
Ayrıca ihtiyaca özel ayarlanan pedal çalışma verileri 5 türde olabilir. Bunların arasından seçin ve kullanın.
(1) Yöntem seçimi ve ihtiyaca özel hale getirilen verilerin kullanımı
Pedalı ihtiyaca özel olarak ayarlama ekranına gelin
①
MOD DEĞİŞİKLİĞİ tuşuna basın, PEDALI İHTİYACA ÖZEL
AYARLAMA düğmesi A ekranda görünür.
Pedalı ihtiyaca özel ayarlama ekranını (A ekranı) görmek için bu
A
düğmeye basın.
B
C
Pedalı ihtiyaca özel hale
getirme ekranı (A ekranı)
İhtiyaca özel olarak kaydedilen 5 tip pedal çalışma özelliklerini
②
D
düğmeyle B seçin. Seçilen pedal çalışma verilerinin içeriği C’de
görülür.
EKRAN SONU düğmesi D basılıyken, seçilen pedal operas-
③
yonu verileri belirlenir ve orijinal ekrana geçiş yapılır.
− 78 −

(2) Pedalın çalışma verilerini ihtiyaca özel hale getirme
A
B
A düğmesine basın ve pedala geri adım sırasında basınca
①
baskı ayağının kalkıp kalkmayacağını belirleyin.
Ekra Tanım
Baskı ayağının geri çekilmesi için
C
Baskı ayağının geri çekilmemesi için
D
B düğmesine basın ve pedala geri adım sırasında basınca
②
astar baskısının çalışıp çalışmayacağını belirleyin.
Ekra Tanım
Harekete geçirmek için
Harekete geçirmemek için
C düğmesine basın ve birinci ile yedinci adımlar arasında
③
ilgili pedal operasyonlarının kilitlenip kilitlenmeyeceğini belirleyin.
“Kilit” halinde pedala basılı olmasa bile, pedala geri adım olarak
basılmadığı sürece ya da pedal başlangıç konumuna getirilmedikçe pedala basarak hareket etmesi sağlanamaz.
Pedal hareketi fonksiyon
ayarı ekranı (A ekranı)
Ekra Tanım
Kilitlenmesi için
Kilitlenmemesi için
D düğmesine basın, pedal hareket fonksiyonu ayar ekranı (A
④
ekranı) görülür. Ardından, ilgili pedal adımına kaydedilecek olan
hareket fonksiyonu belirlenebilir.
− 79 −

Aşağıdaki fonksiyonlar, ilk adımdan başlayarak sırasıyla kayde-
⑤
dilebilir. Kaydedilebilecek adımlar düğmesi şeklindedir ve
sırayla görülürler. Düğmeye basılınca rengi değişir ve fonksiyon
kayıt edilir. Pedal adımlarının sayısı ▲▼ düğmesi E ile
F
E
artar. Pedal adımlarının sayısına F ile dönüldüğünde, bir
önceki konuma geçer.
Fonksiyonlar en sonuna kadar kaydedildikten sonra ENTER
düğmesi G görülür. Kayıtlı verileri belirlemek için düğmeye
basın.
G
* Pedal adımlarının sayısını silmek ve kaydetmek mümkündür.
* Fonksiyon eğer MAKİNEYİ BAŞLAT kaydedilmeden belirlenirse, diz pedalıyla başlatılır.
* Baskı ayağının sol ya da sağ taraftan aşağı ineceği, baskı ayağını indirme sırası değişikliğiyle
belirlenir. Sol ve sağ aynı anda ayarlanırsa, bu ekranda bağımsız hareket ayarı yapılmış olsa bile sol ve
sağ aynı anda hareket eder.
* Kapak baskısının sol ya da sağ taraftan aşağı ineceği, kapak baskısını indirme sırası değişikliğiy-
le belirlenir.
Sol ve sağ aynı anda ayarlanırsa, bu ekranda bağımsız hareket ayarı yapılmış olsa bile sol ve sağ aynı
anda hareket eder.
Ekran Tanım Ekran Tanım
Pens gerici (opsiyonel) Bağlayıcı aşağı
Vakum emme Kapak baskısı bir tarafta aşağı
Baskı ayağı bir tarafta aşağı Kapak baskısı aşağıda kalıyor
Baskı ayağı aşağıda kalıyor Makineyi çalıştır
− 80 −

13. VERİ GİRDİ EKRANININ İHTİYACA ÖZEL HALE GETİRİLMESİ
Veri girdi ekranında görülen düğmeler, müşterinin kullanım koşullarına göre düzenlenebilir.
Girdi ekranını özel hale getirme ekranına gelin
①
MOD DEĞİŞİKLİĞİ tuşunu üç saniye basılı tutun, İHTİYACA
ÖZEL AYAR düğmesi A ekranda görünür.
Bu düğmeye basınca, girdi ekranını özel hale getirme ekranı gelir.
A
B
F
C
D
E
K M
L
G
H
I
J
Düğmelerle ilgili koşulları seçin
②
ile M arasındaki düğmelere her basışınızda, düğmeleri göster/
B
gösterme seçimi değiştirilebilir. Düğmeleri, müşterinin kullanım
koşullarına göre düzenleyerek kullanın.
Sembo Göster Gösterme Tanım
B
C
D
E
F
G
H
Dikiş çeşidi liste düğmesi
Kapak gizli dikiş verisi
(Sol dikiş başlangıcı)
Orta bıçağın hareket konum
ayarı
Kapak gizli dikiş verisi
(Sol dikiş bitimi)
Dikiş modu değişimi
L beden ayarı
Orta bıçağın dikiş başlangıcında harekete geçeceği konum
Başlangıç-
taki durum
I
J
K
L
M
Sapma miktarı ayarı
Orta bıçağın dikiş bitiminde
harekete geçeceği konum
İstieyici durdurma/hareket
değişimi
Hareket modu değişimi
İşaretleme ışığı ayarı
− 81 −

N
Dikiş verilerini DİKİŞ VERİLERİNİ İHTİYACA ÖZEL HALE GE-
③
TİRME düğmesine kaydedin
DİKİŞ VERİLERİNİ İHTİYACA ÖZEL HALE GETİRME düğmesi N
kullanılarak en çok 4 dikiş verisi kaydedilebilir.
Sık kullanılan dikiş verilerini kaydederek kullanın.
Kaydetmek istediğiniz ÖZELLEŞTİRME düğmesine N basınca,
dikiş veri listesi ekranı (A ekranı) gelir.
Kaydedilecek dikiş verilerini seçin
④
Kaydetmek istediğiniz dikiş verilerini, DİKİŞ VERİLERİ düğmesiy-
le O seçin.
Seçilen düğmeye iki kez basıldığı zaman seçim iptal olur.
Verileri özelleştirme düğmesine kaydedin
⑤
ENTER P düğmesine basınca, ihtiyaca özel hale getirme
düğmesine kayıt sona erer, girdi ekranının ihtiyaca özel hale ge-
tirme ekranı görülür. Kayıtlı dikiş verileri, ÖZEL HALE GETİRME
düğmesinin N üzerinde görünür.
O
P
Dikiş verileri listesi ekranı
(A ekranı)
Aşağıdaki veriler, ürünü satın aldıktan sonra bu sırayla kaydedilir.
a.
b.
Mekik dikiş adımı
Dikiş başlangıcında yoğun/iğne ardı dikiş seçimi
c.
d.
Dikiş sonunda yoğun/iğne ardı dikiş seçimi
Pens germe cihazı durdurma/hareket değişimi
− 82 −

14.
DİKİŞ EKRANI AYARLARININ İHTİYACA GÖRE ÖZELLEŞTİRİLMESİ
Veri girdi ekranında görülen düğmeler, müşterinin kullanım koşullarına göre düzenlenebilir.
Dikiş ekranını özel hale getirme ekranına gelin
①
MOD DEĞİŞİKLİĞİ tuşunu üç saniye basılı tutun, DİKİŞ EK-
RANI İHTİYACA ÖZEL AYAR düğmesi A ekranda görünür.
Bu düğmeye basınca, dikiş ekranını özel hale getirme ekranı gelir.
A
B
F
C
D
E
L
K M
G
H
I
J
Düğmelerle ilgili koşulları belirleyin
②
ile M arasındaki düğmelere her basışınızda, düğmeleri göster/
B
gösterme seçimi değiştirilebilir. Düğmeleri, müşterinin kullanım ko-
şullarına göre düzenleyerek kullanın.
Sembo Göster Gösterme Tanım
B
C
D
E
F
G
H
Dikiş çeşidi liste düğmesi
Kapak gizli dikiş verisi
(Sol dikiş başlangıcı)
Orta bıçağın hareket konum
ayarı
Kapak gizli dikiş verisi
(Sol dikiş bitimi)
Dikiş modu değişimi
L beden ayarı
Orta bıçağın dikiş başlangıcında harekete geçeceği konum
Başlangıçtaki durum
I
J
K
L
M
Sapma miktarı ayarı
Orta bıçağın dikiş bitiminde
harekete geçeceği konum
İstieyici durdurma/hareket
değişimi
Hareket modu değişimi
İşaretleme ışığı ayarı
− 83 −

N
O
Doğrudan erişimli dikiş çeşidini kaydedin.
③
DOĞRUDAN ERİŞİMLİ DİKİŞ ÇEŞİDİ KAYIT düğmesine N ba-
sınca, doğrudan erişimli dikiş çeşidi kayıt listesi ekran görünümü-
ne (A ekranı) geçilir.
Doğrudan erişimli dikiş listesinde, 30 adede kadar bağımsız dikiş/
alternatif dikiş/çevrim dikişi çeşitlerinin verileri serbestçe kaydedi-
lebilir.
Sık kullanılan dikiş çeşidi verilerini kaydederek kullanın. DİKİŞ
ÇEŞİDİ LİSTESİ düğmesine O basınca, doğrudan erişimli dikiş
çeşidi seçme ekran görünümüne (B ekranı) geçilir.
Doğrudan erişimli dikiş
tipi listesi ekran görünümü
(A ekranı)
R
P
Doğrudan erişimli dikiş
çeşidi seçme ekran
görünümü (B Ekranı)
Kaydetmek istediğiniz dikiş çeşidini, DİKİŞ ÇEŞİDİ SEÇME düğ-
mesiyle P seçin.
Ayrıca NUMARA GİRİŞ düğmesine S basınca, ekranda on tuş
görülür ve bu on tuşu kullanarak kaydetmek istediğiniz dikiş çeşidi
Q
S
seçilebilir.
Seçilen düğmeye iki kez basıldığı zaman seçim iptal olur.
ENTER düğmesine Q basıldığı zaman, doğrudan erişim düğmesi-
ne kayıt işlemi tamamlanmış olur ve doğrudan erişimli dikiş çeşidi
listesi ekran görünümüne (A ekranı) geçilir.
MOD DEĞİŞİMİ düğmesine R basıldığı zaman, dikiş modu ba-
ğımsız dikiş → alternatif dikiş → çevrim dikişi arasında değişir.
Doğrudan düğmeler, ürünü satın aldığınız anda kayıtlı değildir.
− 84 −

15. BİLGİ KULLANIMI
Bilgi fonksiyonu üç fonksiyon içermektedir.
①
Girdi ekranında düğme yuvası bölümündeki BİLGİ tuşuna A
A
Ⓑ
Ⓐ
Ⓒ
Bilgi ekranına gelin
basın, bilgi ekranı (A ekranı) görünür.
Bakım denetim bilgileri
Ⓐ
Yağ değiştirme (yağ ilave) zamanı, iğne değiştirme zamanı,
temizlik zamanı vb., burada belirlenir ve belirlenen zaman
geldiğinde uyarı mesajı verir.
Bkz.
Sayfa 86 "VI-15.(1) Bakım denetim bilgilerini
inceleme"
.
Bilgi ekranı (A ekranı)
Ürün kontrol bilgileri
Ⓑ
Hedeenen üretimi ve gerçek üretimi gösteren fonksiyonlar
aracılığıyla, bir hat ya da bir grupta hedefe ulaşma bilinci
oluşur ve ayrıca mevcut durum bir bakışta görülebilir.
Bkz.
Çalışmayla ilgili sayısal bilgiler
Ⓒ
Sayfa 88 "VI-15.(3) Üretim kontrol bilgilerini inceleme"
düzenleme"
Sayfa 90 "VI-15.(4) Üretim kontrol bilgilerini
ve
.
Makinenin çalışma koşulları, makine çalışma hızı, çalışma
süresi, dikiş süresi ve makine hızı gibi bilgiler görülebilir.
Bkz.
Sayfa 92 "VI-15.(5) İşlemle ilgili sayısal bilgileri
inceleme"
.
− 85 −

(1) Bakım denetim bilgilerini inceleme
Bakım bilgi ekranına gelin
①
Bilgi ekranında BAKIM DENETİM BİLGİ EKRANI GÖRÜNÜM
düğmesine A basın.
A
Aşağıdaki üç tip bilgi, bakım denetim bilgileri ekranında görülür.
B
• İğne değişimi
(1000 dikişte) :
D
C
• Temizlik zamanı (saat) :
• Yağ değiştirme zamanı
(saat) :
Kontrol ve değişim için kalan zamanı D bildirme aralığı C, ilgili
öğe düğmelerinde B görülür.
Ayrıca değişime kadar kalan zamanı silmek mümkündür.
Değişim zamanına kadar kalan süreyi silmek için TEMİZLE
②
(CLEAR) fonksiyonunu kullanın
Silmek istediğiniz ÖĞE düğmesine B basınca, değişime kadar
kalan zamanı silme ekranı görülür.
TEMİZLE düğmesine E basın, değişime kadar kalan zaman
E
silinir.
− 86 −

İplik geçirme diyagramını görme
③
Bakım denetim bilgi ekranında İPLİK GEÇİRME düğmesine
basın, iğneye iplik takma ekranı görülür.
E
İplik geçirirken izleyin.
E
(2) Uyarının iptal edilmesi prosedürü
Belirlenen denetim zamanı gelince bir uyarı ekranı görülür. Denetim
B
zamanını silmek için TEMİZLE düğmesine A basın. Denetim za-
manı silinir ve ileti ekranı kapanır. İptal etmek için ise İPTAL (CANCEL)
A
düğmesine B basarak ileti ekranını kapatın. Denetim zamanı
silinene kadar, her dikiş tamamlandığında uyarı ileti ekranı görülür.
İlgili öğelerin uyarı numaraları aşağıdaki gibidir.
• İğne değişimi : A201
• Temizlik zamanı : A202
• Yağ değiştirme zamanı : A203
− 87 −
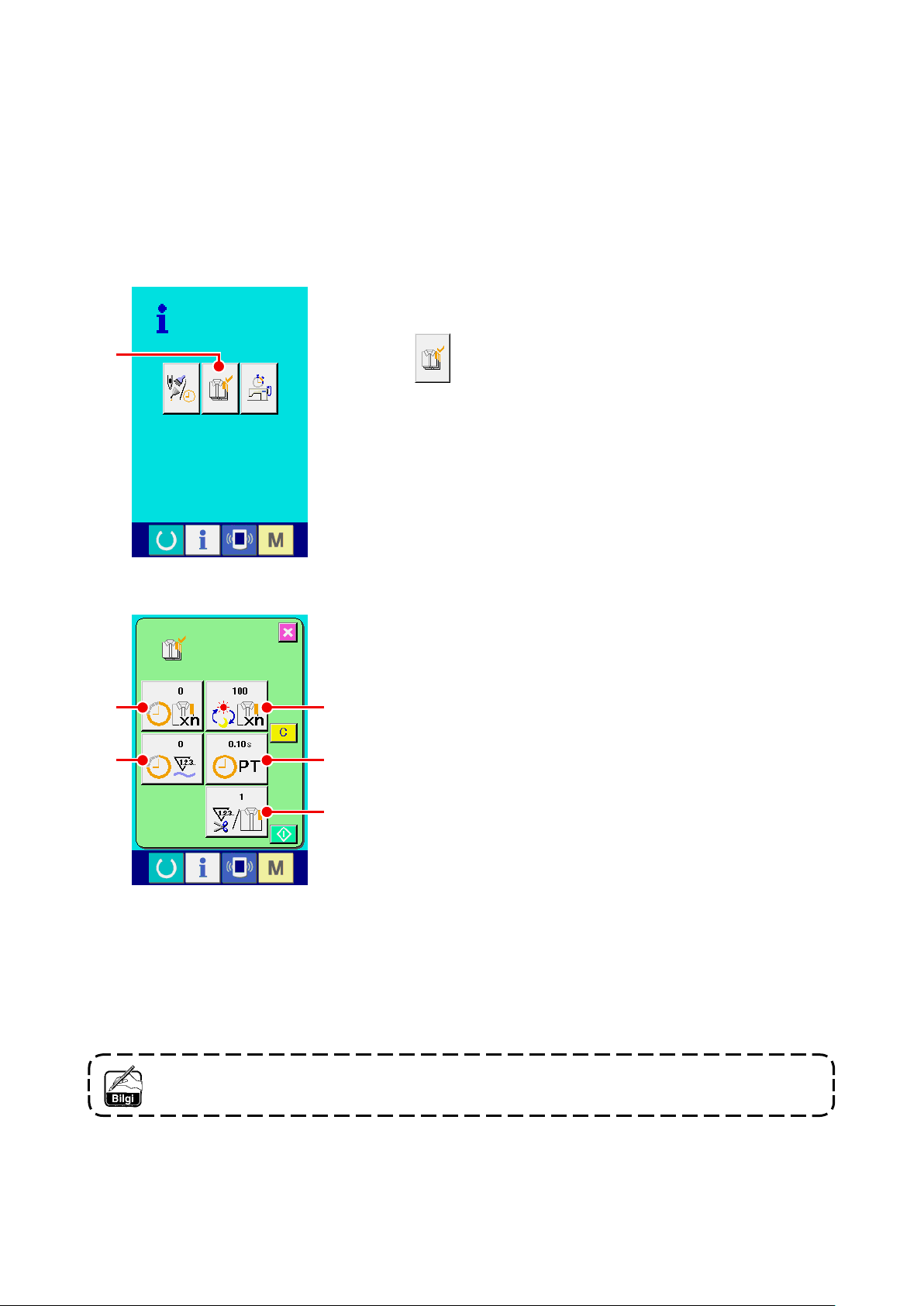
(3) Üretim kontrol bilgilerini inceleme
Üretim kontrol ekranından başlatmak, başlangıç anından o ana kadar olan üretim adedini görmek, hedeenen üretim sayısını vb., görmek mümkündür. Üretim kontrol ekranı iki şekilde izlenebilir.
[ Bilgi ekranından izleme halinde ]
Üretim kontrol ekranına gelin
①
Bilgi ekranında ÜRETİM KONTROL EKRANI GÖRÜNÜM düğme-
A
Ⓐ
Ⓑ
sine A basın.
Üretim kontrol ekranı gelir.
: Hedeenen mevcut değer
Ⓐ
O an hedeenen rakam içinde dikilmiş olan ürün sayısı oto-
Ⓒ
Ⓓ
matik olarak görülür.
: Gerçek sonuç değeri
Ⓑ
O an dikilmiş olan ürün sayısı otomatik olarak görülür.
Ⓔ
: Nihai hedef değeri
Ⓒ
Nihai olarak dikilmiş olan ürün sayısı otomatik olarak görülür.
: Dikiş süresi
Ⓓ
Bir proses için gerekli süre (saniye) görülür.
: İplik kesim sayısı
Ⓔ
Her prosesteki iplik kesim sayısı görülür.
Bkz.
Sayfa 90 "VI-15.(4) Üretim kontrol bilgilerini düzenleme"
zaman (birim : saniye) ve Ⓔ tekrar sayısı.
− 88 −
ve parça sayısı Ⓒ girişi, Ⓓ

[ Dikiş ekranından izleme halinde ]
A
Dikiş ekranına gelin
①
Bilgi ekranında HAZIR tuşuna A basın, dikiş ekranı görünür.
Üretim kontrol ekranına gelin
②
Dikiş ekranında BİLGİ tuşuna B basın, üretim kontrol ekranı
B
görünür.
Ekran içeriği ve fonksiyonları, “Bilgi ekranından izleme” ile aynıdır.
− 89 −

(4) Üretim kontrol bilgilerini düzenleme
Üretim kontrol ekranına gelin
①
Bkz.
A
B
C
Nihai hedef değerinin girilmesi
②
Önce dikiş yapılmakta olan proseste hedeenen üretim sayısını
Sayfa 88 "VI-15.(3) Üretim kontrol bilgilerini inceleme"
ve üretim kontrol ekranına gelin.
girin.
öğesinin NİHAİ HEDEF DEĞERİ düğmesine A bası-
①
lınca, nihai hedef değeri girdi ekranı görülür.
İstediğiniz rakamı on rakam tuşunu kullanarak ya da YUKARI/
AŞAĞI düğmeleriyle girin.
Giriş yapıldıktan sonra ENTER düğmesine D basın.
D
Dikiş zamanını girin
③
Ardından, bir proses için gerekli dikiş zamanını girin.
öğesinin DİKİŞ ZAMANI düğmesine B basılınca, dikiş
①
zamanı girdi ekranı görülür.
İstediğiniz rakamı on rakam tuşunu kullanarak ya da YUKARI/
AŞAĞI düğmeleriyle girin. Giriş yapıldıktan sonra ENTER düğme-
sine E basın.
E
İplik kesim sayısını girin
④
Ardından her proses için iplik kesim sayısını girin.
öğesinin İPLİK KESME SAYISI düğmesine C basılın-
①
ca, dikiş kesme zamanı girdi ekranı görülür.
İstediğiniz rakamı on rakam tuşunu kullanarak ya da YUKARI/
AŞAĞI düğmeleriyle girin. Giriş yapıldıktan sonra ENTER düğme-
sine F basın.
F
* Girilen değer “0” ise, iplik kesme sayısını sayma işlemi yapılmaz.
Dış düğmeye bağlayarak bu fonksiyonu kullanın.
− 90 −

Üretim adedi sayma işlemini başlatın
⑤
BAŞLAT düğmesine I basınca, üretim adedi sayma işlemi
başlar.
K
I
Sayma işlemini durdurma
⑥
Sayfa 88 "VI-15.(3) Üretim kontrol bilgilerini inceleme"
mü uyarınca üretim kontrol ekranına gelin.
Sayım yapılırken DUR düğmesi J görülür. DUR düğmesine
basılınca J sayım durur.
Durduktan sonra, DUR düğmesinin olduğu yerde BAŞLAT
bölü-
M
N
düğmesi görülür. Sayıma devam etmek için tekrar BAŞLAT
I
düğmesine I basın. Sayılan değer, TEMİZLE düğmesine
J
K basılana kadar silinmez.
Sayım değerini silme
⑦
Sayım değerini silerken, sayımı durdurun ve TEMİZLE düğmesine
L basın.
Silinecek değer, mevcut hedef değerdir M ve gerçek sonuç değe-
L
ridir N.
* Durma halinde, TEMİZLE düğmesi görülür.
TEMİZLE düğmesine L basılınca, silme işlemine onay iste-
yen bir ekran görünür.
Silme işlemine onay isteyen ekranda TEMİZLE düğmesine
basılınca, sayım değeri silinir.
O
O
− 91 −

(5) İşlemle ilgili sayısal bilgileri inceleme
İşlemle ilgili sayısal bilgiler ekranına gelin
①
Bilgi ekranında İŞLEMLE İLGİLİ SAYISAL VERİLER EKRANI
GÖRÜNÜM düğmesine A basın. İşlem sayısal veri ekranı (A
Ⓐ
Ⓒ
İşlem sayısal veri ekranı
(A ekranı)
A
ekranı) görülür.
Aşağıdaki 5 tip bilgi, işlemle ilgili sayısal bilgiler ekranında görülür.
: Bu öğe, sayısal verilerin toplanmaya başladığı andan itibaren
Ⓐ
Ⓑ
otomatik olarak çalışma hızını gösterir.
: Bu öğe, sayısal verilerin toplanmaya başladığı andan itibaren
Ⓑ
makinenin ortalama hızını gösterir.
Ⓓ
: Bu öğe, sayısal verilerin toplanmaya başladığı andan itibaren
Ⓒ
ortalama dikiş süresini gösterir.
Ⓔ
: Bu öğe, sayısal verilerin toplanmaya başladığı andan itibaren
Ⓓ
makinenin açık olduğu ortalama süreyi gösterir.
: Bu öğe, her proses için iplik kesim sayısını gösterir.
Ⓔ
Sonraki sayfanın ② numaralı maddesine göre; iplik kesme
işlemi tekrar adedini girin.
İplik kesim sayısını girin.
②
Ardından her proses için iplik kesim sayısını girin.
İPLİK KESME SAYISI düğmesine Ⓔ basılınca, dikiş kes-
me sayısı girdi ekranı görülür.
İstediğiniz rakamı on rakam tuşunu kullanarak ya da YUKARI/
AŞAĞI düğmeleriyle girin.
Giriş yapıldıktan sonra ENTER düğmesine B basın.
B
* Girilen değer “0” ise, iplik kesme sayısını sayma işlemi yapıl-
maz. Dış düğmeye bağlayarak bu fonksiyonu kullanın.
− 92 −

Ölçümü başlatmak
③
BAŞLAT düğmesine C basın, her bir veri için ölçüm başlatı-
lır.
E
C
Sayma işlemini durdurma
④
Sayfa 92 "VI-15.(5) İşlemle ilgili sayısal bilgileri inceleme"
bölümünün ① ve ② maddeleri uyarınca işlemle ilgili sayısal veriler ekranına gelin.
Ölçüm yapılırken DUR düğmesi D görülür. DUR düğmesi-
ne basılınca D ölçüm durur. DUR düğmesinin yerine
görülür. Ölçüme devam etmek için tekrar BAŞLAT düğmesine
C
C tekrar basın. Ölçüm değeri, TEMİZLE düğmesine
D
⑤
basılana kadar silinmez.
E
Sayım değerini silme
Sayım değerini silerken, sayımı durdurun ve TEMİZLE düğmesine
F basın.
* Durma halinde, TEMİZLE düğmesi görülür.
F
TEMİZLE düğmesine F basılınca, silme işlemine onay iste-
yen bir ekran görünür.
Silme işlemine onay isteyen ekranda TEMİZLE düğmesine
basılınca, sayım değeri silinir.
G
G
− 93 −

16. İLETİŞİM İŞLEVİNİN KULLANILMASI
İletişim işlevi başka dikiş makinelerinin oluşturduğu dikiş verilerini karşıdan yükleyebilir. Ayrıca, bu işlev söz
konusu verileri saklama ortamına veya kişisel bilgisayara yükleyebilir. İletişim aracı olarak ortam ve USB
hazırdır.
(1) Olası verilerin işlenmesi
Veri adı Uzantı Verinin açıklaması
Dikiş verisi APW ××× .EPD
(2) Hafıza kartı kullanılarak iletişimin gerçekleştirilmesi
Hafıza kartının kullanma yolları için;
Sayfa 22 "VI-1. GİRİŞ"
bölümüne bakın.
(3) USB kullanılarak iletişimin gerçekleştirilmesi
USB kablo yardımıyla kişisel bilgisayara/bilgisayardan vb. veri gönderilebilir/alınabilir.
Temas eden parçalar kirli oldukları
takdirde temas direncine ve iletişimin engellenmesine yol açarlar. Pimlere elinizle
dokunmayın ve üzerlerine yapışmış olan
toz, yağ veya başka yabancı madde olup
olmadığını kontrol edin. Ayrıca elemanların iç taraarında statik elektrik vs. nedeniyle hasar olup olmadığını kontrol edin.
Bu nedenle, işlem yaparken çok dikkatli
olun.
Özellikle APW için dikiş makinesi tarafından üretilmiş dikiş verileri
××× : Dosya No.
− 94 −

(4) Veri alınması
E
A
C
İletişim ekranını görüntüleyin
①
G
Giriş ekranının anahtar panosu bölümünde İLETİŞİM tuşuna
basılınca, iletişim ekranı (ekran A) görüntülenir.
İletişim prosedürünü seçin
②
Aşağıda açıklandığı gibi dört iletişim prosedürü vardır.
B
D
Saklama ortamından panele veri yazma
A
Kişisel bilgisayardan (sunucu) panele veri yazma
B
Panelden saklama ortamına veri yazma
C
Panelden kişisel bilgisayara (sunucu) veri yazma
D
İletişim ekranı (ekran A)
İstediğiniz iletişim prosedürünün düğmesini seçin.
Veri Numarasını seçin
③
E düğmesine basılınca, dosya yazma seçim ekranı görün-
tülenir. Yazmak istediğiniz verinin dosya numarasını girin. Dosya No. için, dosya adındaki APW×××. ve EPD’nin ××× kısmının
rakamlarını girin. Yazma yerinin örnek numarasının belirlenmesi
de aynı şekilde yapılabilir. Yazma yeri panel olduğu zaman, kayıtlı
olmayan örnek numaraları görüntülenir.
F
Veri Numarasını belirleyin
④
GİRİŞ F düğmesine basılınca, veri No. seçim ekranı kapa-
nır ve iletişim ekranı (ekran A) açılır.
İletişimi başlatın
⑤
İLETİŞİMİ BAŞLAT düğmesine G basılınca, veri iletişimi
başlar.
İletişim sırasında iletişim sürüyor görüntülenir ve iletişim bitince
ekran tekrar iletişim ekranına döner.
Veri okunurken kapağı açmayın. Veriler okunamayabilir.
− 95 −

(5) Birden çok verinin birlikte alınması
Dikiş verisi için yazılacak birden çok verinin seçilmesi ve hep birlikte yazılması mümkündür. Yazma yerinin
örnek numarası seçilen veri numarasıyla aynıdır.
Saklama ortamı No.99 ve sonrası çoklu seçim yapamaz.
Yazma dosyası seçim ekranını görüntüleyin
①
ÇOKLU SEÇİM düğmesine A basın ve veri No. çoklu seçim
ekranı görüntülenir.
A
B
Veri numarası seçimini yapın
②
Mevcut verilerin dosya No. listesi görüntülenir. Yazmak istediğiniz
DOSYA No. düğmelerine B basın. TERSİNE ÇEVİR düğmesi
C
C ile düğmenin seçilme durumunu tersine çevirmek müm-
kündür.
Veri Numarasını belirleyin
③
GİRİŞ düğmesine D basılınca, veri No. çoklu seçim ekranı
D
E
kapanır ve veri seçimi sona erer.
İletişimi başlat
④
İLETİŞİMİ BAŞLAT düğmesine E basın ve veri iletişimi baş-
lar.
− 96 −
 Loading...
Loading...