

Page 1

日本語
APW-896/IP-420
取扱説明書
*コンパクトフラッシュ(TM)は米国サンディスク社の登録商標です。
Page 2

目 次
!
. 運転前のご注意 ................................................................................................ 1
@
. 各部の名称 ...................................................................................................... 2
#
. 仕様 ................................................................................................................ 3
1. 機械仕様 ...........................................................................................................................................................3
2. 電気仕様 ...........................................................................................................................................................3
$
. 据え付け .......................................................................................................... 4
1. 梱包材の取り外し ............................................................................................................................................4
2. 本機の固定 ........................................................................................................................................................ 4
3. 足踏みペダルの接続 ........................................................................................................................................5
4. エアーカプラの接続 ........................................................................................................................................5
5. 電源プラグの接続 ............................................................................................................................................6
6. 糸立ての組み立ておよび本機への取り付け..................................................................................................7
7. SP-46(クランプバースタッカー)の取り付け(オプション 品番:40058952) ...........................7
8. SP-47(ローラースタッカー)の取り付け(オプション 品番:40058953) ...................................8
9. 頭部固定板の取り外し .................................................................................................................................... 9
10. サブテーブルの取り付け .............................................................................................................................9
11. 操作パネル IP-420 の取り付け ................................................................................................................. 9
12. オイルタンクへの給油 .............................................................................................................................. 10
13. SA-120(芯地供給装置)の取り付け(オプション 品番:40045772) ..................................... 11
14. SA-120(芯地供給装置)の調整(オプション 品番:40045772) ............................................. 12
日本語
%
. ミシンの準備 .................................................................................................13
1. ミシン頭部の取り扱い ................................................................................................................................. 13
(1) 針の取り付け方 ..................................................................................................................................... 13
(2) 使用糸 ..................................................................................................................................................... 13
(3) 上糸の通し方 .........................................................................................................................................14
2. 縫製テーブルの取り外し方..........................................................................................................................15
(1) 下糸を交換するとき .............................................................................................................................. 15
(2) 縫製テーブルを取り外した場合の注意 ............................................................................................... 16
3. 下糸の巻き方 .................................................................................................................................................17
4. ボビンケースの糸の通し方..........................................................................................................................18
5. ボビンケースの取り付け方..........................................................................................................................18
6. 糸調子の取り方 ............................................................................................................................................. 19
7. 縫製布のセット ............................................................................................................................................. 20
(1) 身生地のセット ..................................................................................................................................... 20
8. 生地ガイドの調整 ......................................................................................................................................... 20
^
. 操作パネルの使用方法 .....................................................................................21
1. はじめに ........................................................................................................................................................21
2. 操作パネル(IP-420)の基本操作 ...........................................................................................................24
(1) IP-420 の各部の名称 .......................................................................................................................... 24
(2) 共通で使用されるボタン ......................................................................................................................25
(3) 基本操作 .................................................................................................................................................25
3. 基本画面の説明 ............................................................................................................................................. 28
(1) 入力画面 ( 単独縫いモード ) ...............................................................................................................28
(2) 縫製画面 ( 単独縫いモード ) ................................................................................................................ 29
i
Page 3

ii
(3) 入力画面 ( 交互縫いモード ) ................................................................................................................ 30
(4) 縫製画面 ( 交互縫いモード ) ................................................................................................................ 31
(5) 入力画面 ( サイクル縫いモード ) ....................................................................................................... 32
(6) 縫製画面 ( サイクル縫いモード ) ....................................................................................................... 33
4. カウンタを使うには .....................................................................................................................................34
(1) カウンタの設定方法 .............................................................................................................................. 34
(2) カウントアップの解除方法 .................................................................................................................. 37
(3) 縫製中のカウンタ値変更方法 .............................................................................................................. 37
5. 下糸残量調整カウンタを使うには .............................................................................................................. 38
(1) 下糸残量調整カウンタの設定方法 ....................................................................................................... 38
(2) 下糸残量調整カウンタのカウントアップ解除方法 ............................................................................ 40
6. 縫いモードを変更するには .......................................................................................................................... 41
7. 縫製パターンを使うには .............................................................................................................................42
(1) パターンの選択を行うには .................................................................................................................. 42
(2) パターンの新規作成を行うには .......................................................................................................... 43
(3) パターンをコピーするには .................................................................................................................. 44
(4) パターンを消去するには ......................................................................................................................46
(5) パターンに名称を付けるには .............................................................................................................. 47
(6) サイクル縫いデータの編集方法 .......................................................................................................... 48
8. 縫製データを変更するには..........................................................................................................................50
(1) 縫製データの変更方法 .......................................................................................................................... 50
(2) 縫製データ一覧 ..................................................................................................................................... 51
(3) 交互縫い縫製データ上下コピー機能 ...................................................................................................62
9. メモリースイッチデータを変更するには ..................................................................................................64
(1) メモリースイッチデータの変更方法 ...................................................................................................64
(2) メモリスイッチデータ一覧 .................................................................................................................. 65
10. オプション設定を行うには ....................................................................................................................... 73
(1) オプション設定の変更方法 .................................................................................................................. 73
(2) オプション設定一覧 .............................................................................................................................. 74
11. 装置設定を変更するには .......................................................................................................................... 75
(1) 装置設定の変更方法 .............................................................................................................................. 75
(2) 装置設定一覧 .........................................................................................................................................76
12. ペダル操作をカスタマイズするには ....................................................................................................... 77
(1) カスタマイズデータを選択して使用する方法 ................................................................................... 77
(2) ペダル操作データをカスタマイズする ............................................................................................... 78
13. データ入力画面をカスタマイズするには ...............................................................................................80
(1) カスタマイズ方法 .................................................................................................................................. 80
14. 縫製画面のカスタマイズ設定を行うには ...............................................................................................82
(1) カスタマイズ方法 .................................................................................................................................. 82
15. インフォメーションを使用するには ....................................................................................................... 84
(1) 保守点検情報を見るには ......................................................................................................................85
(2) 警告の解除方法 ..................................................................................................................................... 86
(3) 生産管理情報を見るには ......................................................................................................................87
(4) 生産管理情報の設定を行うには .......................................................................................................... 89
(5) 稼動計測情報を見るには ......................................................................................................................91
16. 通信機能を使用するには .......................................................................................................................... 93
(1) 取り扱い可能なデータについて .......................................................................................................... 93
(2) メディアを使って通信を行うには ....................................................................................................... 93
(3) USB を使って通信を行うには ............................................................................................................93
(4) データを取り込むには .......................................................................................................................... 94
(5) 複数のデータをまとめて取り込むには ............................................................................................... 95
Page 4

17. メディアのフォーマットを行うには ....................................................................................................... 97
&
. 保守
..............................................................................................................98
1. 点検 ................................................................................................................................................................ 98
(1) 空圧装置の保守点検 ............................................................................................................................. 98
(2) ミシン関係の保守点検 ......................................................................................................................... 98
(3) 釜油廃油について ................................................................................................................................. 99
(4) 釜軸台の掃除について ......................................................................................................................... 99
2. マーキングライト ...................................................................................................................................... 100
(1) 縫い基準設定用マーキングライト ................................................................................................... 100
(2)マーキングライト照射位置の調整 .................................................................................................. 100
3. 指定箇所へのグリスの補充....................................................................................................................... 101
(1) グリスアップの仕方 .......................................................................................................................... 102
4. 消耗交換部品について .............................................................................................................................. 104
5. ミシンの倒し方 .......................................................................................................................................... 105
6. ガススプリングの交換時期の目安 ........................................................................................................... 106
7. 両玉⇔片玉交換方法 .................................................................................................................................. 107
(1) 両玉⇔片玉交換方法 .......................................................................................................................... 107
(2) 身頃クランプ位置の微調整 .............................................................................................................. 107
(3) バインダの交換 ................................................................................................................................. 108
8. コーナーメスについて .............................................................................................................................. 109
(1) コーナーメスユニット ....................................................................................................................... 109
(2) コーナーメスの調整 ........................................................................................................................... 110
(3) コーナーメス調整機能画面
(4) コーナーメス動作位置設定方法 ....................................................................................................... 113
(5) コーナーメス動作位置設定の特長 .................................................................................................... 114
(6) 偏差量設定 .......................................................................................................................................... 116
9. センターメスについて .............................................................................................................................. 117
(1) センターメス動作位置設定方法
(2) センターメス動作位置設定の特長 .................................................................................................... 118
10. フラップ検知用センサの位置調整 ........................................................................................................120
11. 下糸残量検知トラブルの原因と対策 .................................................................................................... 121
12. 足踏みペダルの調整方法 ....................................................................................................................... 122
13. エラーコード一覧 ...................................................................................................................................124
14. 入力番号表 ............................................................................................................................................... 136
............................................................................................................... 111
....................................................................................................... 117
iii
Page 5

!
. 運転前のご注意
運転前および、毎日の作業開始前に必ず、次の項目を確認してください。
1. ミシンに規定量のオイルが給油されているか、確認してください。
2. 釜部給油部に油が入っていない状態では、絶対に運転しないでください。
3. エアー圧力計が規定の 0.5MPa あることを確認してください。
※ ( 特に昼休みなどにコンプレッサを停止される場合は、必ず確認を行ってください。)
エアー圧が規定以下の場合、部品の干渉などが発生する恐れがありますので注意してください。
4. ミシン上糸・下糸補給の必要があるか、確認してください。
5. 電源スイッチを入れた直後、縫い始める時は、必ず試縫いをしてから、製品にかかってください。
6. 下糸残量検知の光ファイバセンサが検出不良となるのを防止するために、1 日 1 回以上エアーガ
ンにて釜のまわりの糸くずを清掃してください。
7. フラップセンサが検出不良となるのを防止するために、1 日 1 回以上エアーガンにて折り込み板
および左フラップベースの反射テープ上のごみを清掃してください。
− −
Page 6
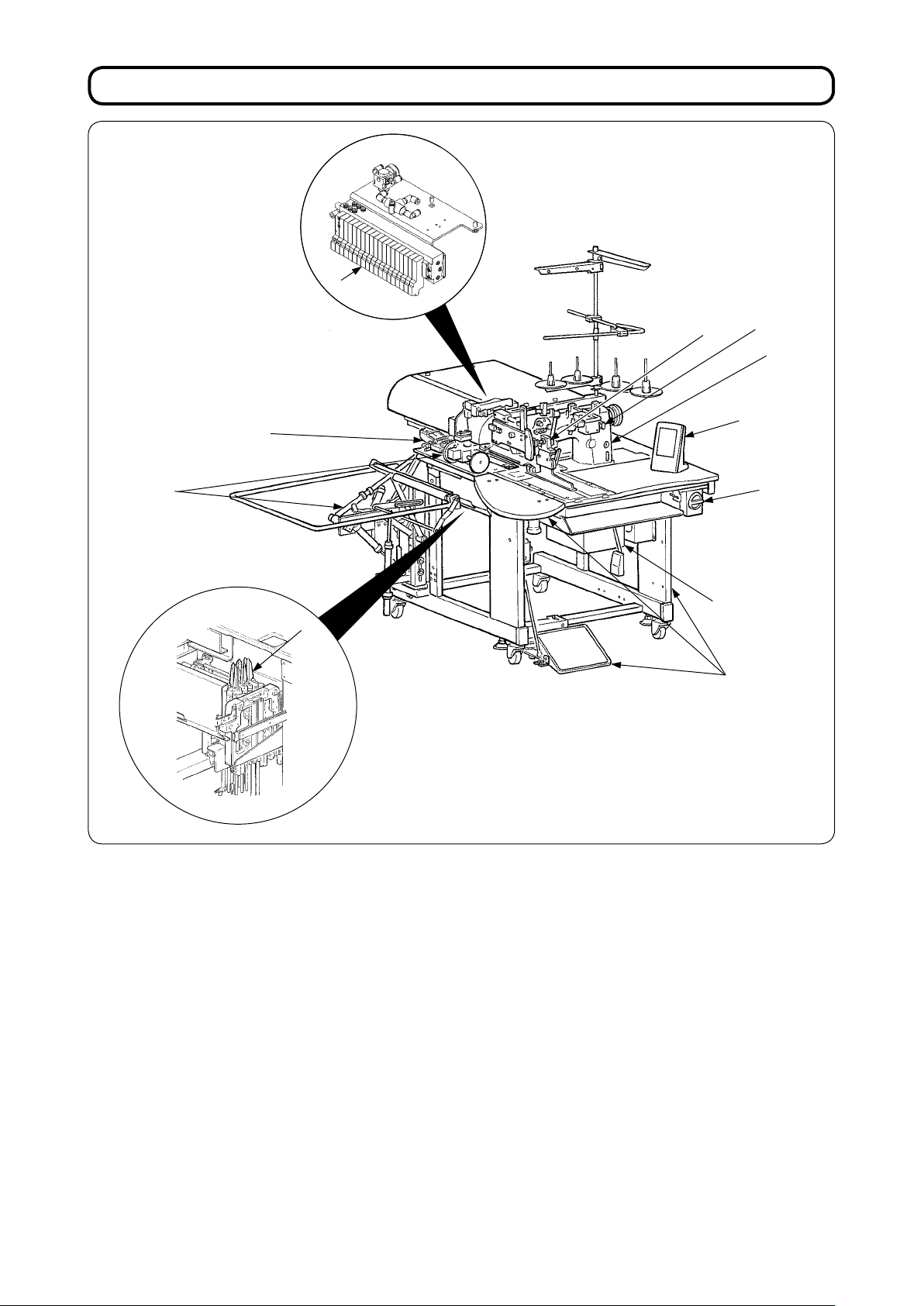
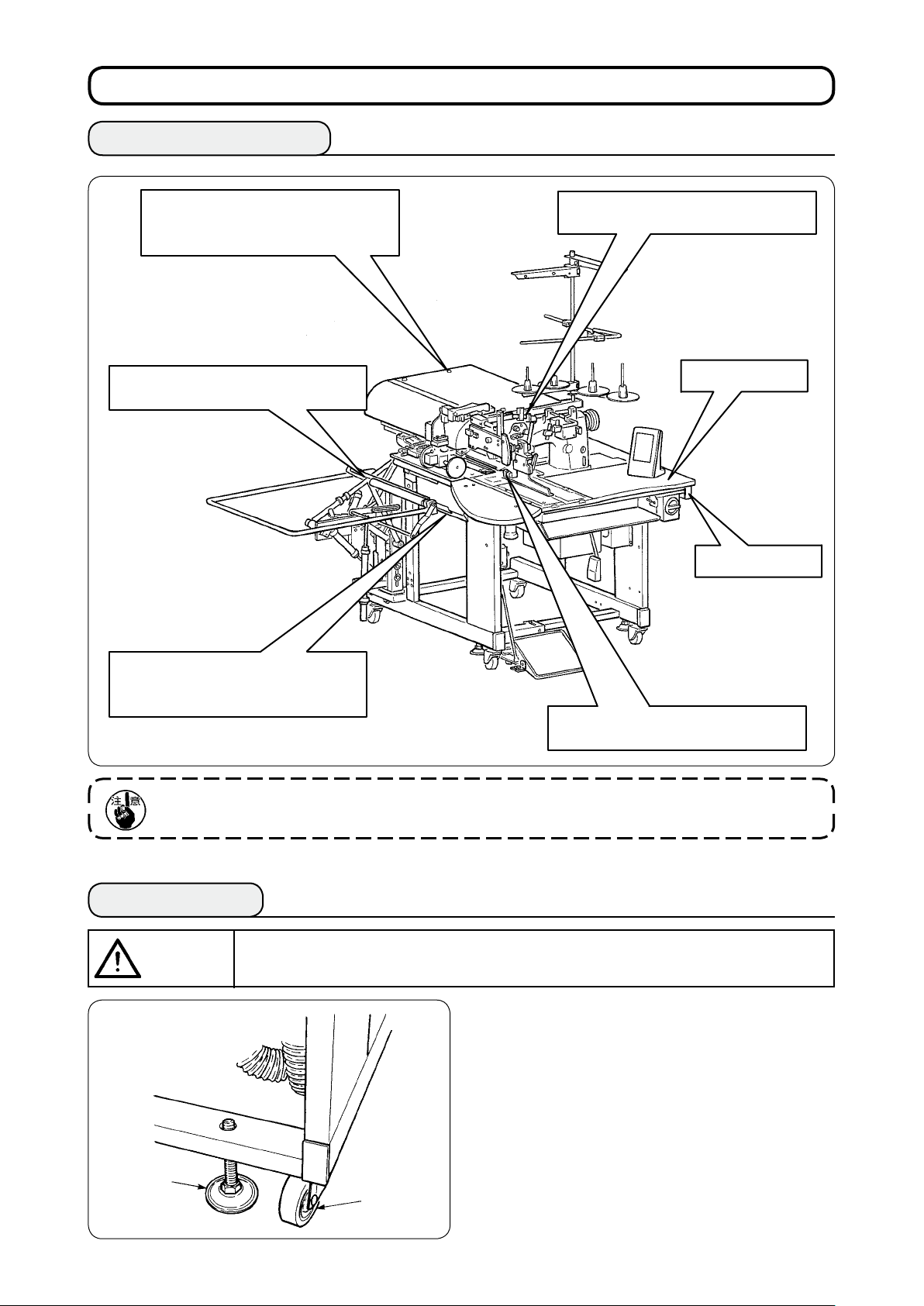
@
. 各部の名称
E
F
B
C
D
K
G
I
J
H
A
本機は、
本体構造機構部
A
大押えユニット、縫製送り部
B
コーナーメスユニット部
C
バインダユニット部(バインダ機構およびバインダ駆動機構など)
D
空気制御機器部(エアー機器およびエアー配管など)
E
スタッカユニット部(オプション)
F
ミシン部
G
制御装置(制御盤)
H
操作パネル部
I
電源スイッチ(非常停止スイッチ兼用)
J
途中停止スイッチ
K
(本体骨組み、縫製テーブル、各種カバー、フットスイッチなど)
上記、11 部分により構成され、生地(身頃、芯地、玉布など)を所定位置へセットするだけで、ペダ
ル操作により希望の玉縁縫製を自動で行なうことができます。
また、装置動作中に途中停止スイッチKを押すと、装置は停止します。
− −
Page 7
#
. 仕様
1. 機械仕様
1 使用ミシン LH-896 二本針本縫中メス付きミシン
2 縫い速度 最高 3,000sti/min
3 縫い目長さ 本縫い:2.0 ~ 3.4mm(標準 2.5mm)
コンデンス縫い:0.5 ~ 1.5mm(標準 1.0mm)
バックタック縫い:0.5 ~ 3.0mm(標準 2.0mm)
コンデンス、バックタックの切りかえ可能。
4 玉縁の種類
5 ポケット口サイズ
(玉縁の長さ)
6 玉縁幅(針幅) 8、10、12、14、16、18、20mm
7 使用針 オルガン DP x 17 # 14 ~# 18(標準 # 16)
平行両玉縁、平行片玉縁
斜め両玉縁、斜め片玉縁
最小 18 ㎜~最大 220 ㎜で 0.1 ㎜単位に設定可能。
※平行フラップ: 最小 47.5 ㎜
※斜めフラップ: 偏差量に応じて変化します。
( 参考 ) 20 ㎜ゲージ、偏差 20 ㎜、バックタック 7.5 ㎜
→最小 67.5 ㎜
*但し、
胸箱装置付きは、8、10、12mm
定寸ジッパーアタッチメント付きは、16、18、20mm
ダーツ延し装置付きは、8、10、12mm
各々フラップ付き、フラップ無し
8 使用糸 スパン糸 # 60(推奨)
9 使用釜 全回転自動給油水平釜
10 天びん スライド天びん
11 針棒ストローク 33.3mm
12 布送り機構 パルスモータ駆動
13 制御 マイクロコンピュータ制御
14 安全機能 布送り機構異常検知、糸切れ検知などで自動的に停止
15 潤滑油 JUKI ニューデフレックスオイル No.1
16 使用エアー圧 0.5MPa
17 エアー消費量 約 40dm3/min(ANR)
18 機械寸法 幅:1,095mm (1,580mm…スタッカ含む)
長さ:1,500mm
高さ:1,165mm(1,800mm…糸立て含む)
19 機械質量 238.5kg
20 騒音
JIS B 9064 に準拠した測定方法による「騒音レベル」
縫い速度 =3,000sti/min:騒音レベル≦ 80dBA
2. 電気仕様
1 記憶単独縫いパターン数 99(1 ~ 99)
2 記憶交互縫いパターン数 20(1 ~ 20)
3
記憶サイクル数 20(1 ~ 20)
4 入力電源 単相/三相 200 ~ 240V 50/60Hz(オプション 380V)
電源電圧変動 定格± 10% 以内
5 消費電力 350VA
− −
Page 8
$
. 据え付け
1. 梱包材の取り外し
上部カバーを取り 外して大押えユニッ
トを固定している 紐と梱包材を取り除
いてください。
クランプバースタ ッカーを固定してい
る紐と梱包材を取り除いてください。
バインダユニット を固定している紐と
梱包材を取り除いてください。
木製テーブル
フレーム
コーナーメスを引き出してユニットを
固定している束線バンドを切断し、束線
バンドと梱包材を取り除いてください。
機械を持ち上げる時は、木製テーブルを持たず、フレームを持ってください。
針棒を固定してい る束線バンドを切断
して取り除いてください。
2. 本機の固定
人身事故防止のため水平で安定した場所に本機を移動後、キャスタ横1のアジャ
注意
ストボルト2(4 ヶ所)を下げて固定してください。
2
1
− −
Page 9
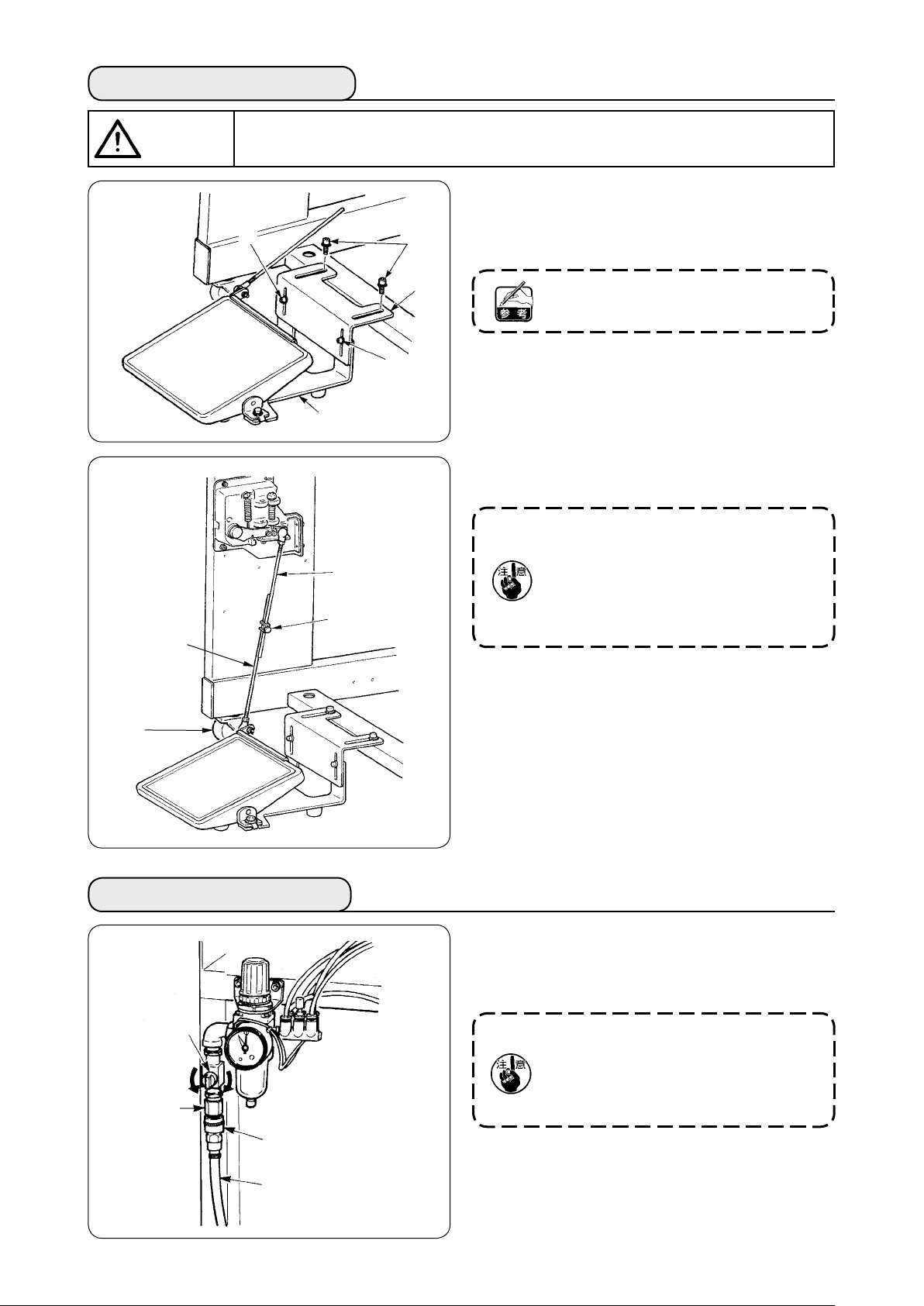
3. 足踏みペダルの接続
注意
D
取り付けの際は、頭上のテーブルに気をつけて作業してください。
ねじ2でペダル土台を筐体に取り付けます。
1
1
2
B
1
A
C
3
ねじ12 本でペダル土台A、Bを結合します。
2
ペダルの位置は、長穴範囲で任意に調整
できます。
固定ねじ3で連結棒を結合します。
3
1. 結合の際、センサー側連結棒Cを下方
向に引張った状態で結合しないでくださ
い。
2.
ペダル動作範囲でペダル側連結棒Dと
キャスター4が干渉しないように取り
付けてください。
4
4. エアーカプラの接続
1
3
A
付属に入っているエアーカプラAをエアーホー
ス2に接続後、本体側カプラ3に接続してくだ
さい。
• エアーコック1を閉じてカプラAの接
続を行った後に、エアーコック1を静
かにあけて、エアーを供給してください。
• レギュレータの圧力計は、0.5MPa で
あることを確認してください。
2
− −
Page 10
5. 電源プラグの接続
漏電、絶縁耐圧による事故防止のため、電源プラグは電気の専門知識を有する人に、
注意
電源への接続は製品の仕様により異なります。電源仕様に合わせて接続してください。
単相 200 〜 240V 仕様の製品の場合
1
電源コードの空色・茶色電線を電源端子 (AC200 ~ 240V) に、黄/緑色電線を接地 ( アース )
端子にそれぞれ接続してください。
三相 200 〜 240V 仕様の製品の場合
2
電源コードの赤・白・黒色電線を電源端子 (AC200 ~ 240V) に、黄/緑色電線を接地 ( アース )
端子にそれぞれ接続してください。
高電圧オプショントランス付きの製品の場合 (SA-128 付き )
3
電源コードの黒色 (3 本 ) 電線を電源端子 (AC380 ~ 415V) に、黄/緑色電線を設置 ( アース )
端子にそれぞれ接続してください。トランスの入力タップの設定により、380/400/415V への
接続が可能です ( 標準出荷設定 380V)。
適正なプラグを取り付けてもらってください。また電源プラグは必ず接地されたコ
ンセントに接続してください。
三相 380/400/415V に対し、本製品は単相接続して運転を行います。
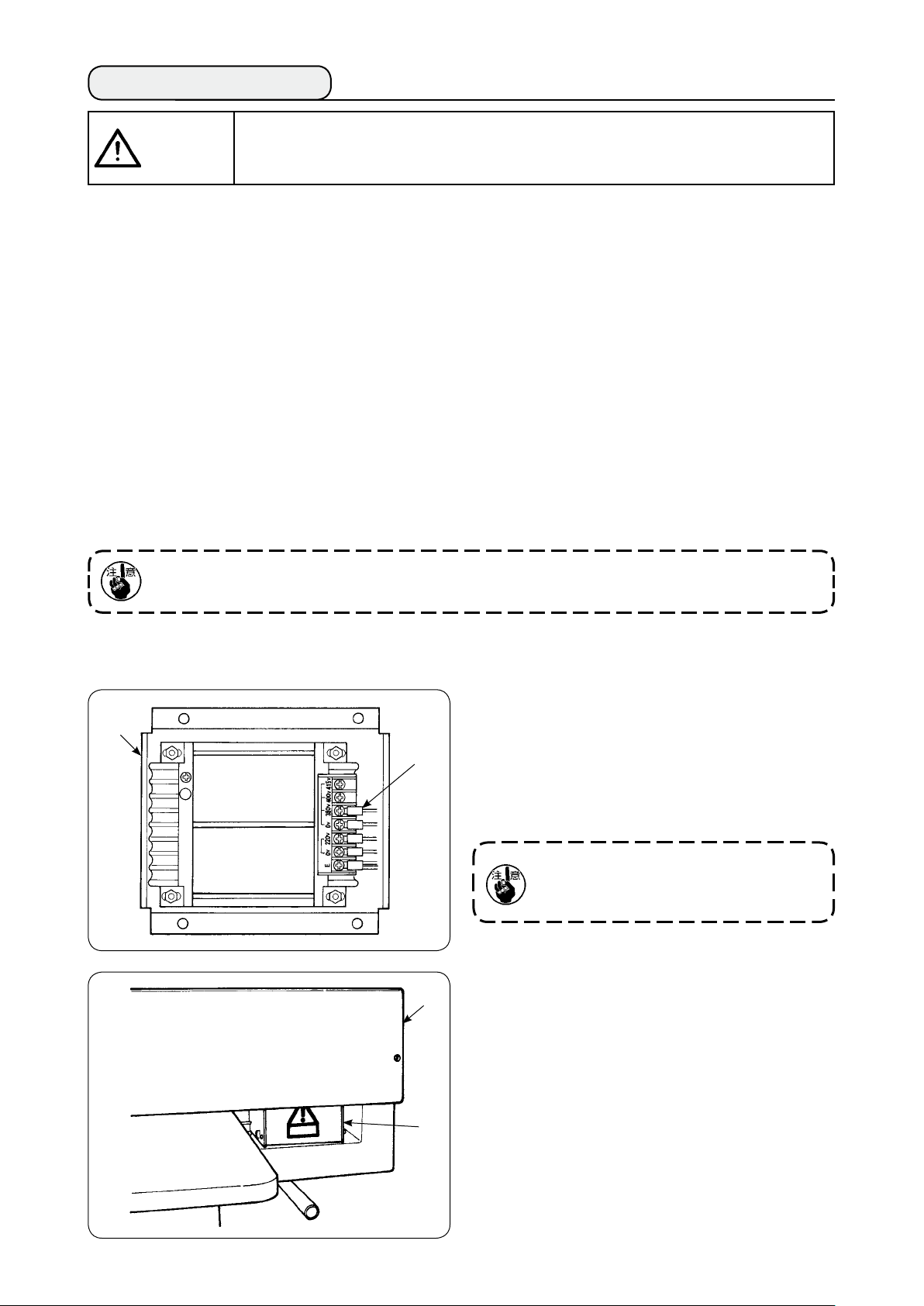
[ 高電圧オプショントランスの電源変更時の注意 ]
1
2
3
高電圧オプショントランス1を、入力電圧
400V、415V で使用する場合は、高電圧オプ
ショントランス1の入力電源コード2を取り替
える必要があります。380V に接続されている
電源入力コード2(空色)を、400V もしくは、
415V の接続に変更してください。
事故防止のため作業は、電源スイッチを OFF
し、電源コードを抜いた状態で、4 分以上ミ
シンを放置させた後に行ってください。
高電圧オプショントランス1は、テーブル後ろ
側に設置されています。
電圧切換を行う場合は、上部カバー3を取り外
してからトランス箱4を取り外してください。
4
− −
Page 11
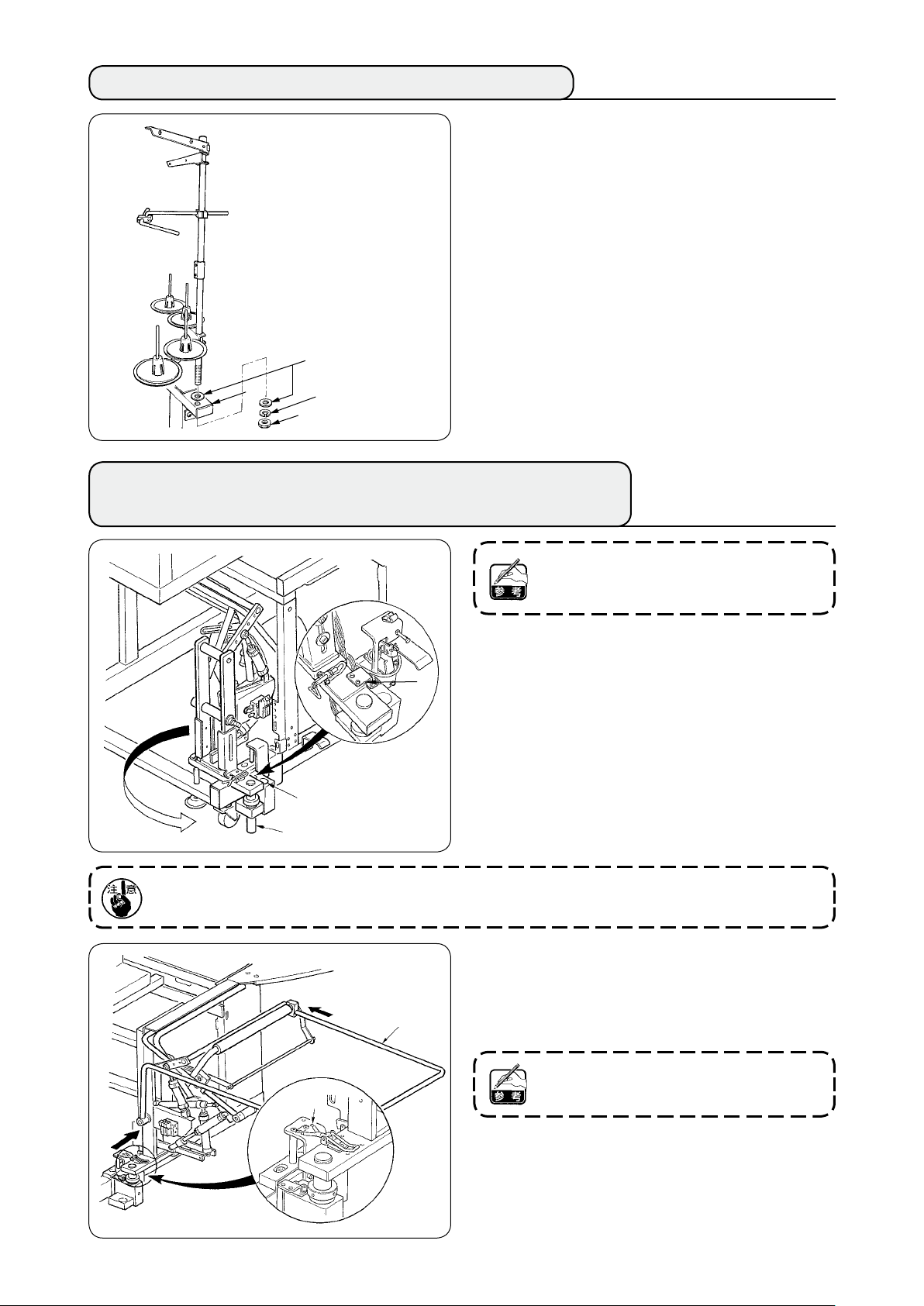
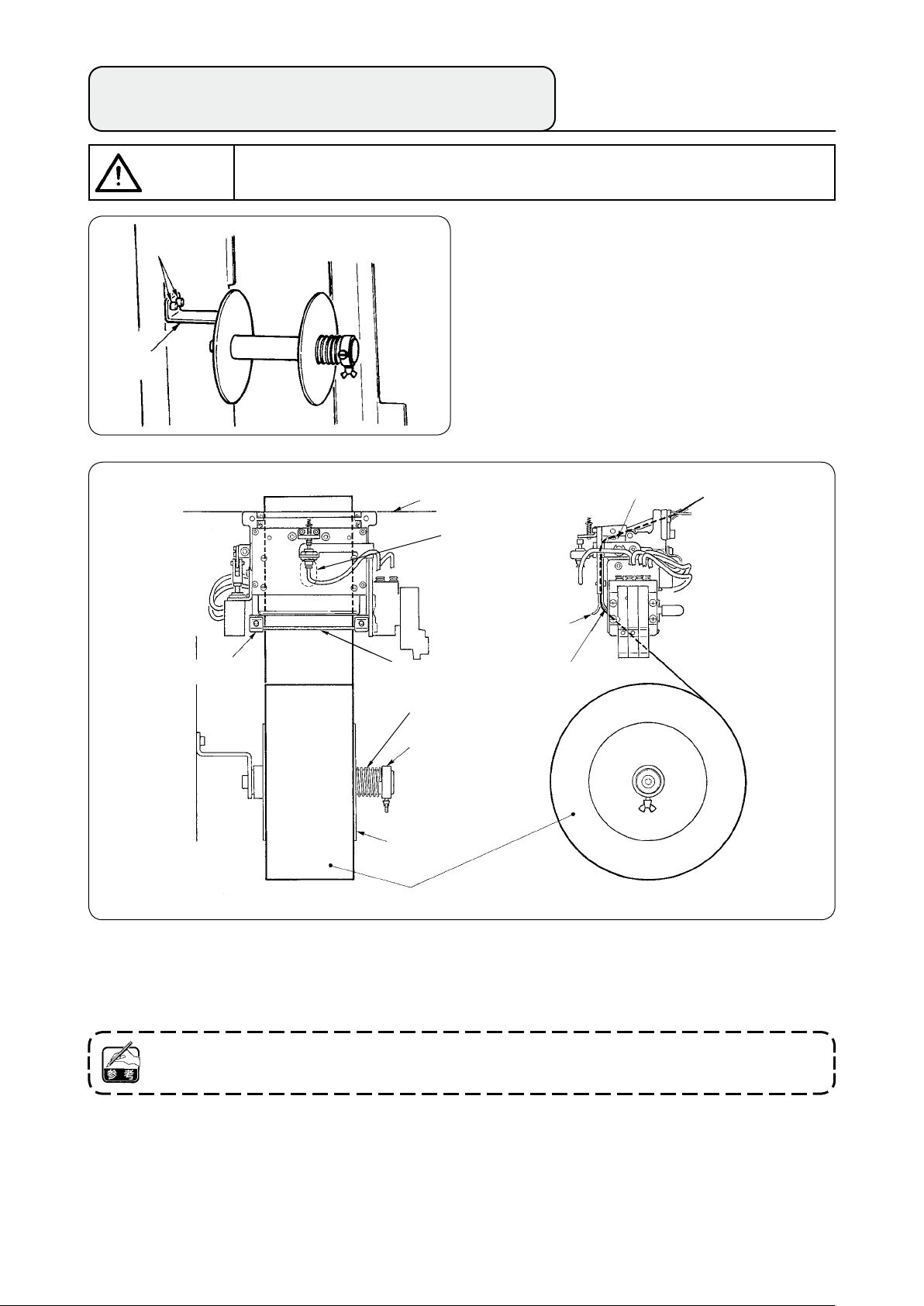
6. 糸立ての組み立ておよび本機への取り付け
糸立ては左図の通り、ナットと座金で本体フレー
ム1をはさんで固定してください。
座金
1
ばね座
ナット
7. SP-46(クランプバースタッカー)の取り付け (オプション 品番:40058952)
クランプバースタッカー装着出荷時はフレー
ム内に固定された状態で出荷されますので、
通常使用位置への取り付け変更が必要です。
スタッカー固定板
1
スタッカー全体を矢印方向へ回しフレーム内
2
1
B
A
より出します。
スタッカー旋回軸
3
に入れ替えます。
B
を取り外します。
1
部をスタッカー土台穴
A
C
この時、スタッカーコード及びエアー配管等を挟み込まないように注意してください。
スタッカー全体をヒンジ
4
安全バー
5
3をC
方向及びD方向から入れ、
床とほ ぼ平行になる位置で 固定して くださ
D
2
3
い。
この時、エアーが入っていることを確認して
ください。
− −
でロックします。
2
Page 12
8. SP-47(ローラースタッカー)の取り付け (オプション 品番:40058953)
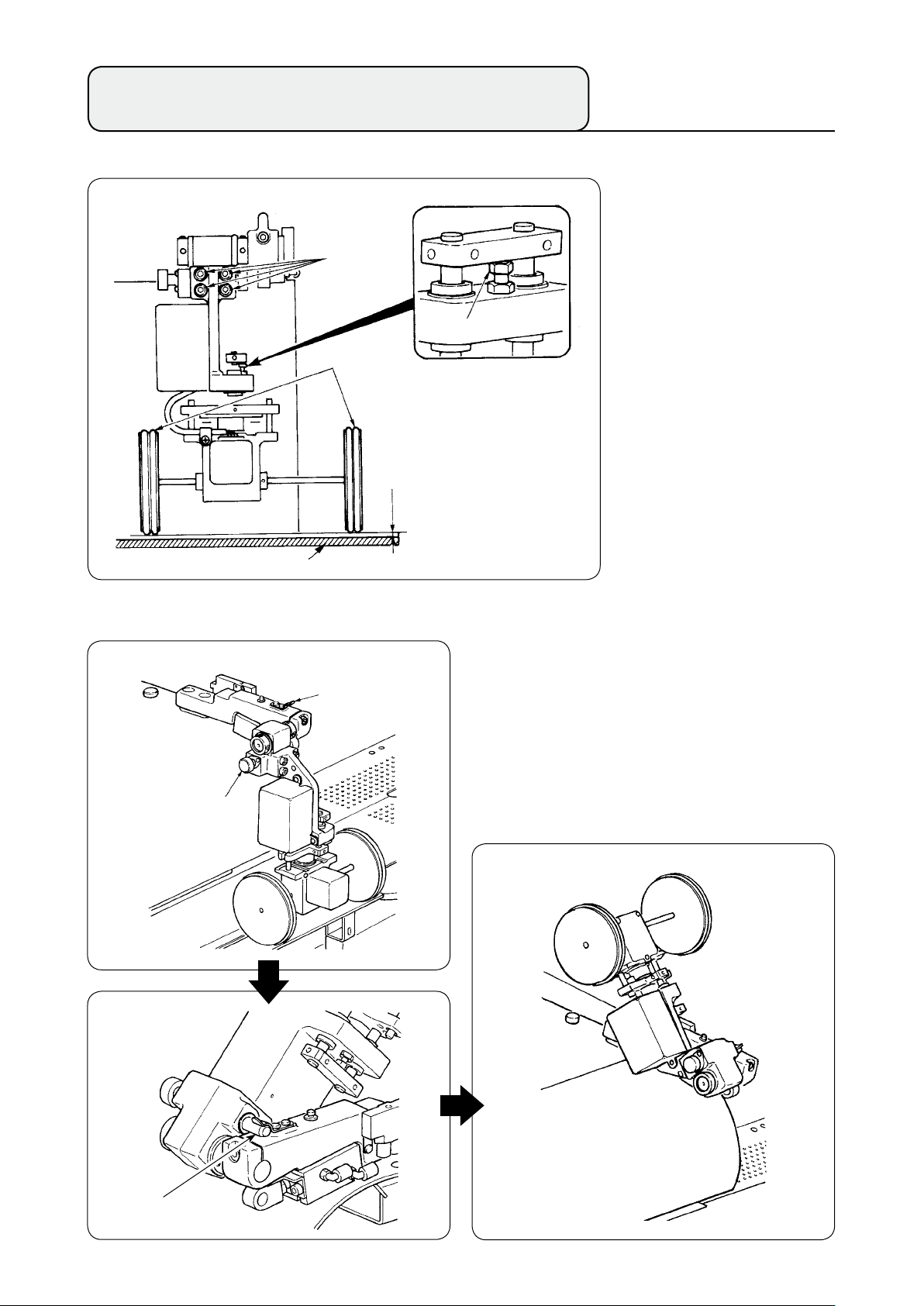
(1) 位置調整
2
5
3
0.5mm
4
(2) メンテナンス
平行確認
1
スタッカーテーブル
4
とゴム ローラー3は平
行に取り付いていること
を確認してください。
平行でない場合は、止め
ねじ24 本をゆる め て
調整します。
すき間確認
2
スタッカーテーブル
4
とゴム ローラー3のす
き 間 が お よ そ 0.5mm
になっていることを確認
し て く だ さい。 お よ そ
0.5mm で な い 場 合 は、
ナット5をゆる めて調
整します。
(作業状態)
図 1
1
2
ローラースタッカーを使用しない時や、コーナー
メスの調整をする際、ローラースタッカーは以下
の要領で上方に退避することができます。
解除レバー1を引き、ローラー部を持ち上げて、
固定ばね2にピン3を押し込み、ロックするこ
とにより(図 1 参照)、待機状態となります。
(待機状態)
3
− −
Page 13
9. 頭部固定板の取り外し
2
1
10. サブテーブルの取り付け
頭部固定板1の固定ねじ2を取り外してくださ
い。
再輸送するときは必ずミシンとフレームを固
定してください。
図のようにサブテーブルをねじ14 本で取り付け
ます。
1
1
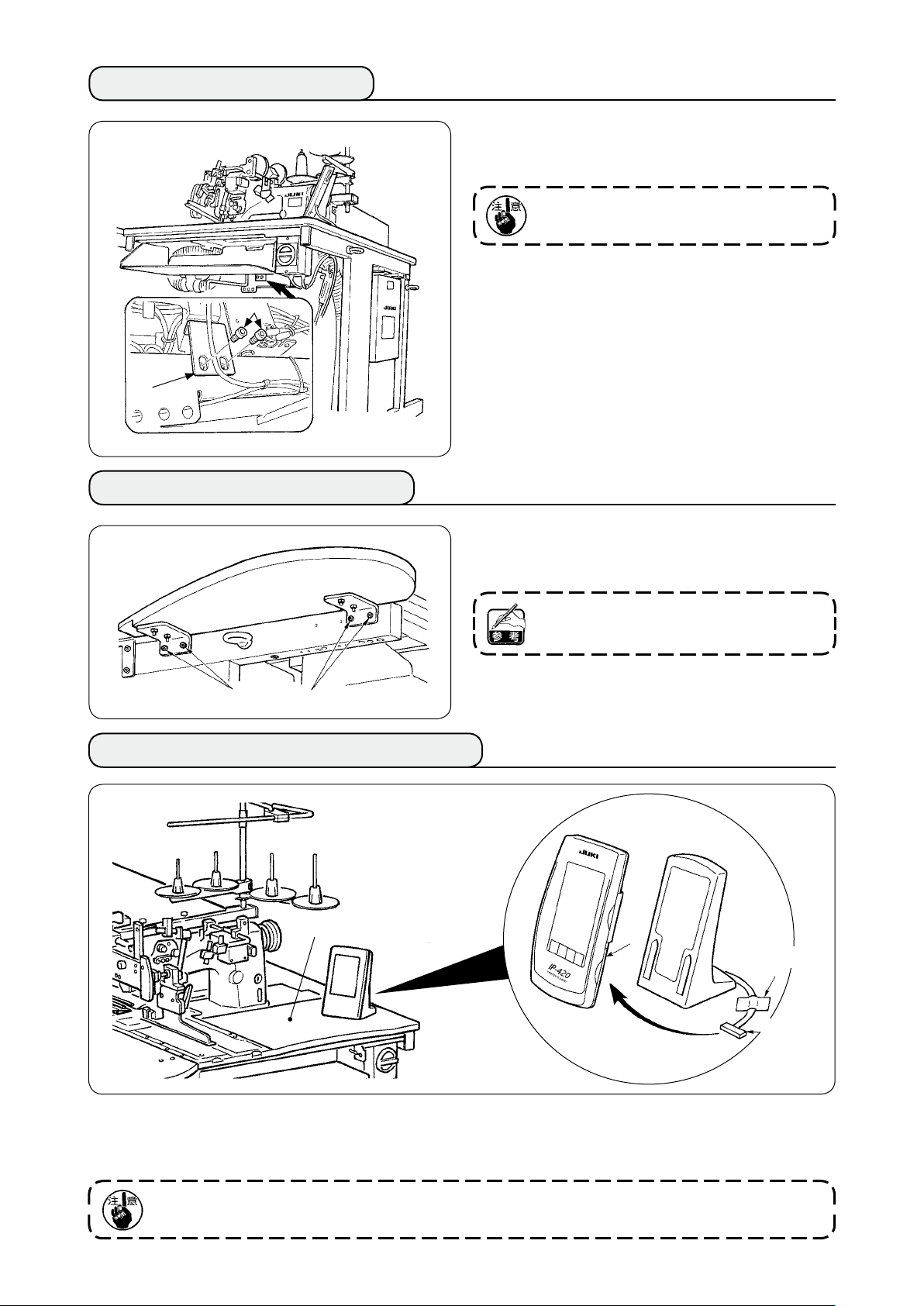
11. 操作パネル IP-420 の取り付け
B
この時、メインテーブルとは同面に固定して
ください。
C
テープ
コネクタ
図のようにテーブル右上面Bにテープで固定されたコネクタを、IP-420 の右側面C部のふたを開け
接続してください。
操作パネル IP-420 は静電気による誤動作防止のため、パネル土台に取付け使用し、パネル土台の位置は
変更しないでください。
− −
Page 14
12. オイルタンクへの給油
1. ミシンの不意の起動による事故を防ぐため、給油が完了するまで、電源プラグを接続しな
いでください。
注意
2. 炎症、カブレを防ぐため、目や身体に油が付着した時は直ちに洗浄してください。
3. 油を飲み込むと下痢・おう吐することがあります。子供の手の届かないところに置いてく
ださい。
1
ミシンを運転する前に釜給油用の油をオイルタン
クに入れてください。
給油口キャップ1を外して付属の油差しを
1
使って JUKI MACHINE OIL No. 1(品番:
MDFRX1600C0)を入れてください。
A
3
下刻線
上刻線
2
A
ホコリの侵入を防止するため、必ずキャッ
プは取り付けて使用してください。
油量指示棒3の先端が油量指示窓2の上刻
2
線と下刻線の間にくるように油を入れてくだ
さい。
油を入れ過ぎるとオイルタンクの空気穴から
油が漏れたり、適正な給油ができなくなるの
で注意してください。
ミシンを使用中、油量指示棒3の先端が油
3
量指示窓2の下刻線まで下がったら給油し
てください。
・ 初期注入時は200cc を目安に油を入れ、
油量指示棒が作動していることを確認し
てください。
・
・ 釜油は、JUKI MACHINE OIL No. 1(品
・ 必ずきれいな油を差してください。
・ 汚れた油は絶対に入れないでください。
新しいミシン、または長時間使用され
なかったミシンをご使用になる時は、
2000sti/min 以下で慣らし運転をして
からご使用ください。また釜左右のレー
ス面Aにも注油してからご使用ください。
番:MDFRX1600C0)を購入してく
ださい。
− 0 −
Page 15
13. SA-120(芯地供給装置)の取り付け (オプション 品番:40045772)
注意
2
1
不意の起動による事故を防ぐため、電源を切ってから行ってください。
芯地取付板1を筐体にねじ22 本にて固定
1
します。
縫製テーブル
切り欠き
ローラー
ガイド A
ガイド板
芯地を図のようにセットしてください。
2
使用可能なロール芯は、幅 40 ~ 70mm、ロール径最大 200mm です。
芯地の経路は、ガイド
3
芯地はガイド板の切り欠きを利用して、ローラー部まで送ってください。
B とガイド A の間を通り、ローラーを通ってテーブル上に出します。
ガイド B
ばね
セットカラー
側板
芯地
ガイド B
縫製テーブル上に芯地がまっすぐ出てくるように、ガイド(2 個)、ガイドピン(2 個)と側板(右
4
側)の左右位置を調整してください。
左側のセットカラーの位置は、ばねにより側板で芯地を軽く押える位置で固定してください。
5
− −
Page 16
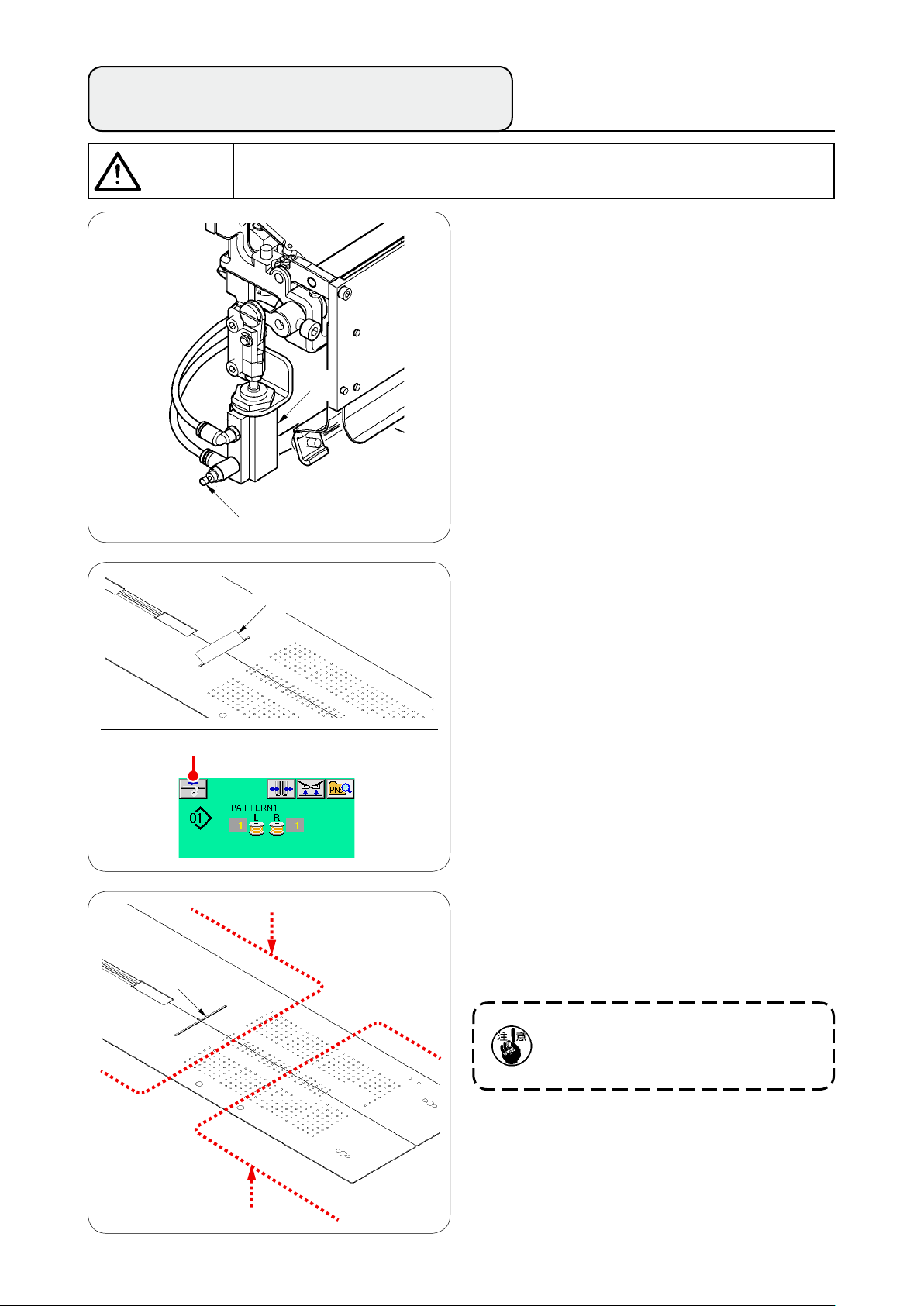
14. SA-120(芯地供給装置)の調整 (オプション 品番:40045772)
注意
不意の起動による事故を防ぐため、電源を切ってから行ってください。
芯地繰り出し量の調整はメモリスイッチ
1
(U003)にて行いますが、さらなる微調整
は芯地繰り出しシリンダー1のスピードコ
ントローラー2にて行ってください。
(締めこむと少なくなり、ゆるめると多くな
ります。)
1
2
3
新しい芯地
2
給ボタン4を押し、数回の捨て縫い送りを
行い、繰り出し量の確認及び芯地が平行に繰
り出されているか確認後、ご使用ください。
を装着された場合は、芯地供
3
6
4
5
(使用上の注意)
芯地供給装置を後基準5でご使用になると、芯
地出口6と離れる為、 縫い始めの芯地が長く残
りますので、前基準7でご使用ください。
縫製テーブルの取扱いについては、
"%-2-(2) 縫製テーブルを外した場合の
注意 " p.16 を参照してください。
7
− −
Page 17
%
. ミシンの準備
1. ミシン頭部の取り扱い
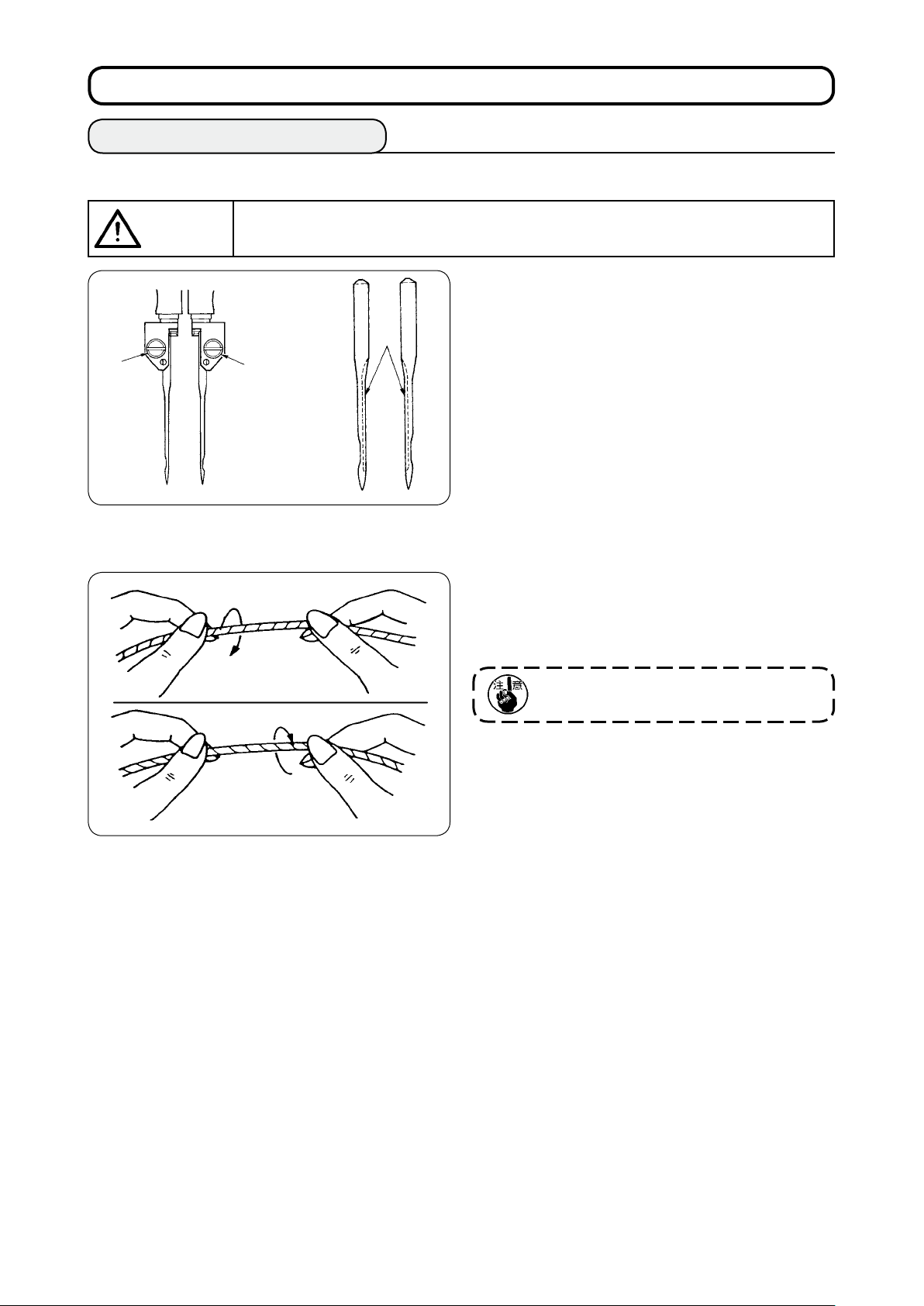
(1) 針の取り付け方
・不意の起動による事故を防ぐため、電源を切ってから行ってください。
注意
2
・針交換時、センターメス刃部に指を触れないように注意してください。
2
1
使用針は DP × 17 #14 ~ 18(標準 #16)
です。指定の針を使用してください。
左右針とも、長溝
して、針取り付け穴の奥につき当たるまで差し
込んで、針止めねじ2で止めてください。
が内側に向き合うように
1
(2) 使用糸
右よりの糸
左よりの糸
• 上糸は、左よりの糸をご使用ください。
• 下糸は、左より、右よりのいずれでもご使用
になれます。
使用する糸は、よりむらのない新しい糸を使
用してください。
− −
Page 18
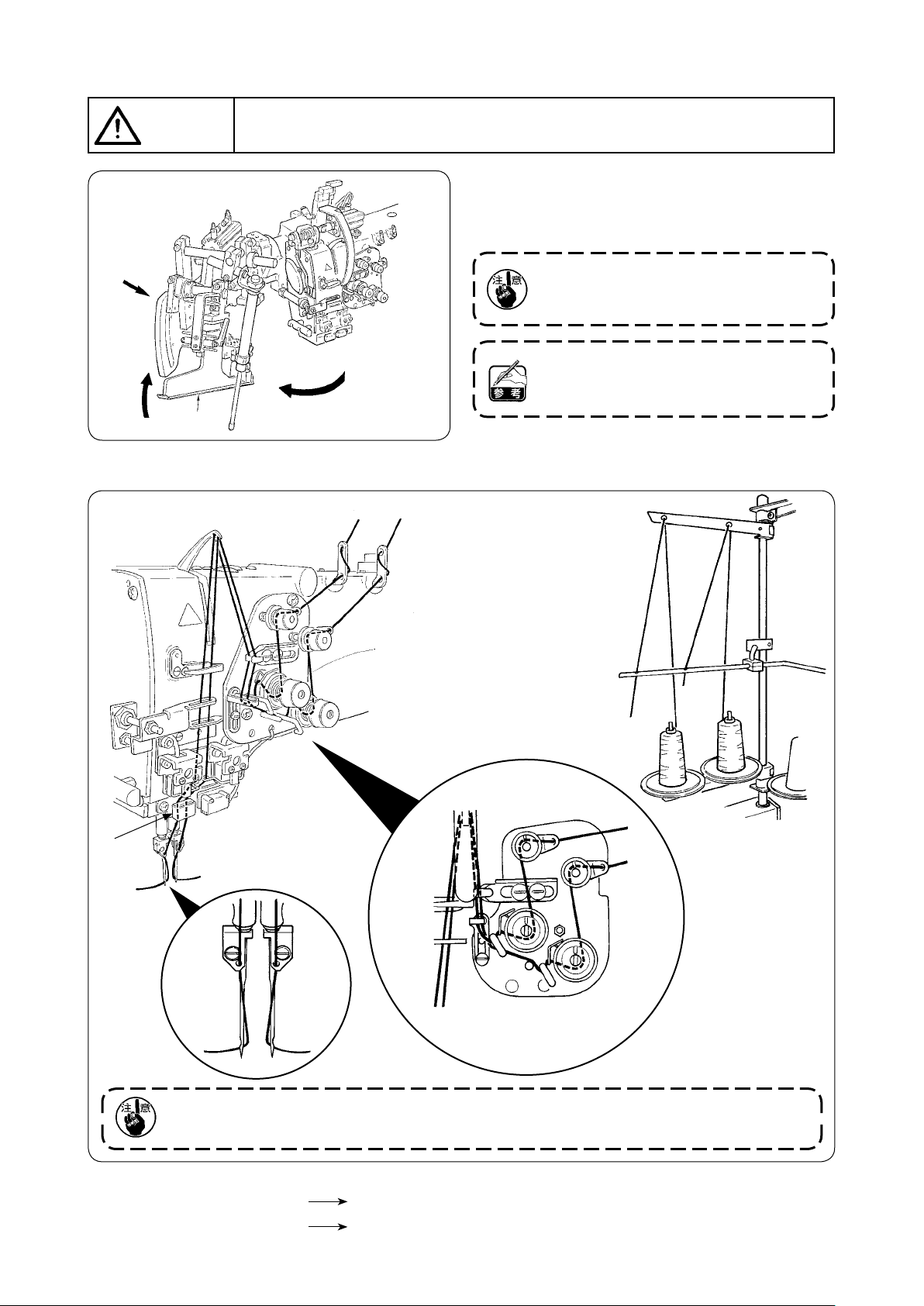
(3) 上糸の通し方
注意
B
A
1
その後は、下図の通り上糸を図の順序に通してください。
2
不意の起動による事故を防ぐため、電源を切ってから行ってください。
バインダ
1
C
B
A
を A 方向に持 ち上げ てから、B
1
部を手で支えてバインダー全体を C 方向に旋
回させてください。
バインダーを押して、C 方向に旋回すると、
玉幅が狂うことがありますので、必ず B 部を
押してください。
バインダーはボールプランジャーでロックさ
れているの で、強め に C 方向に 旋回さ せて
ロックを解除します。
C
A
B
A
A
B
A B
A
糸案内フェルトCを定期的に交換してください。縫製中の糸あばれによる縫い不良を防止することが
できます。
B
B
上糸は図の順序に通してください。
ミシンに向かって左側の針糸
ミシンに向かって右側の針糸
A
B
− −
Page 19
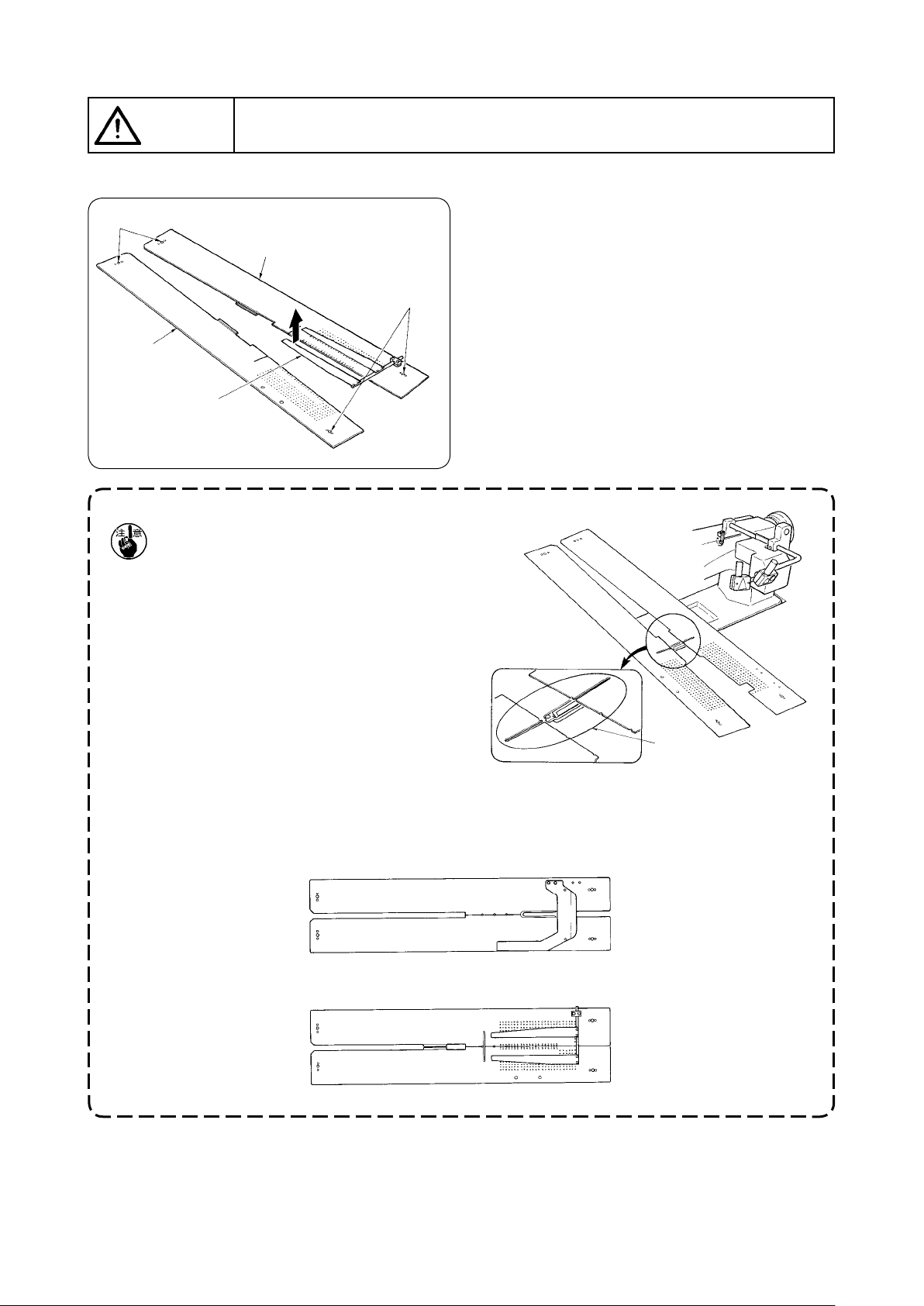
2. 縫製テーブルの取り外し方
注意
不意の起動による事故を防ぐため、電源を切ってから行ってください。
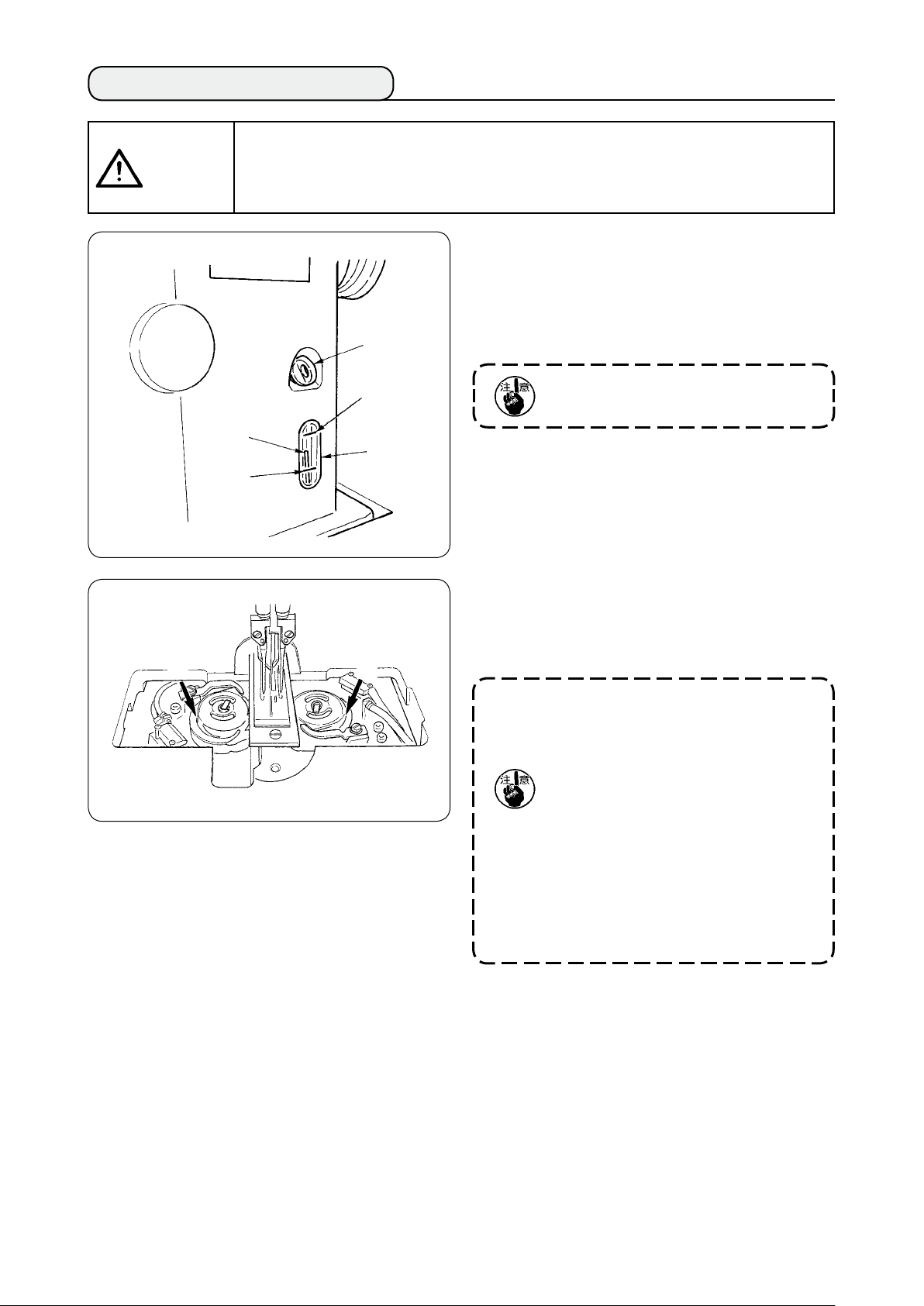
(1) 下糸を交換するとき
2
A
1
ピン
大押えを後進端に移動させてください。
1
左、右縫製テーブル
2
切欠きAより指で縫製テーブルを上げます。
その状態で、矢印方向に移動させるとボビン
3
ケースが見えます。
この時、縫製テーブルが針に当たらないよう
に移動させてください。
下糸を交換したら、逆の要領で縫製テーブル
4
を針板およびピンに確実にセットしてくださ
い。
1、2
をテーブル側面
− −
Page 20
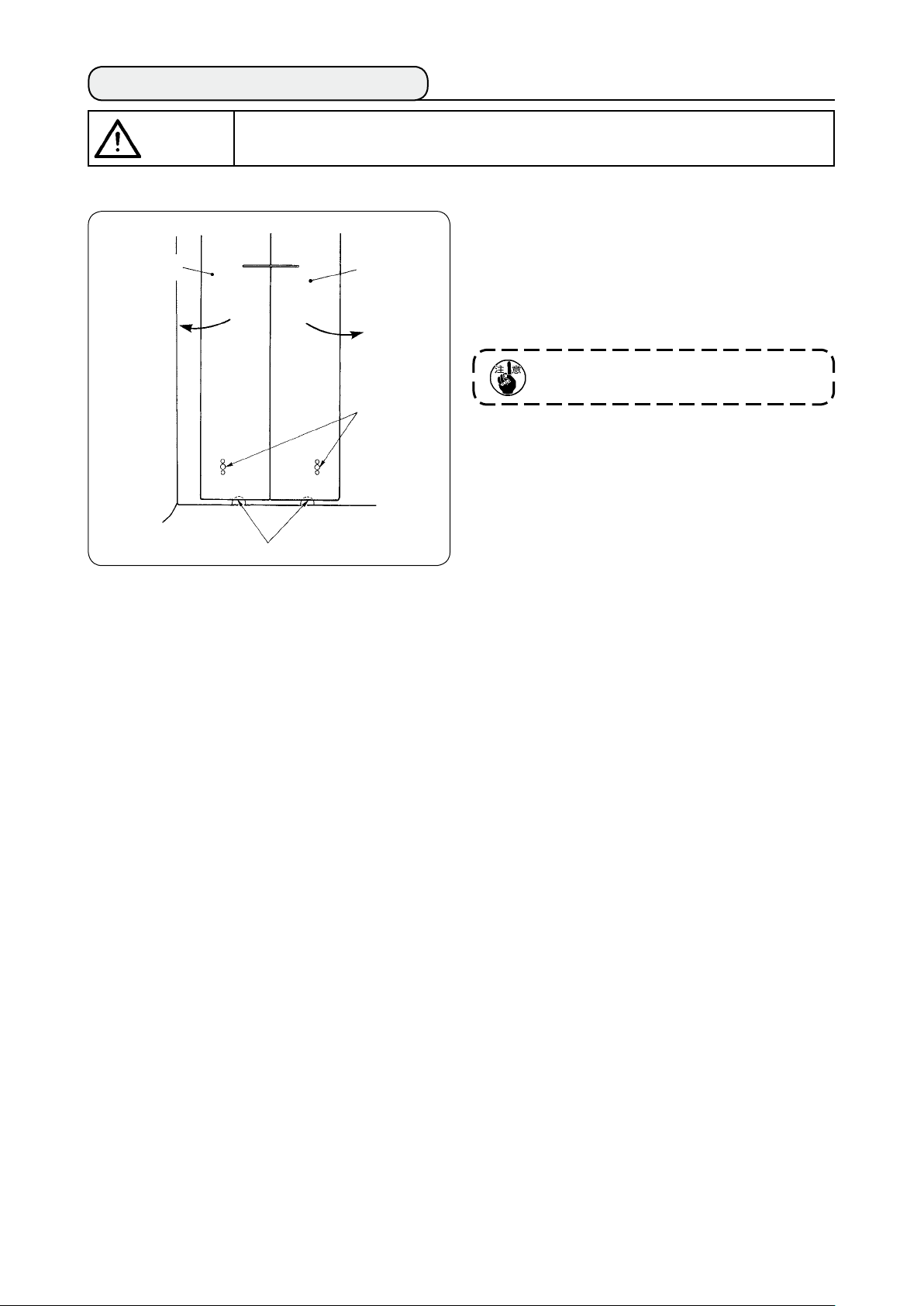
(2) 縫製テーブルを取り外した場合の注意
注意
不意の起動による事故を防ぐため、電源を切ってから行ってください。
縫製テーブルを外した場合、次の要領で確実にセットしてください。
ピン後ろ(左)(右)をピン穴に確実にセッ
ピン後ろ
1
1
トします。
ピン穴前(左)(右)をピンに確実にセット
2
します。
ピン穴前
2
板ばね
1. SA-120(芯地自動供給装置)付きの機
械の場合は板ばね部を曲げてしまわない
ように上に持ち上げながら縫製テーブル
を元に戻してください。
芯地供給の出口
2. 下記の仕様で、縫製テーブルの取り外しを行う場合、袋布押え及び、芯地押えを曲げないように注意
してください。
袋布押え(標準)
1
袋布押え(芯地供給用)
2
− −
Page 21
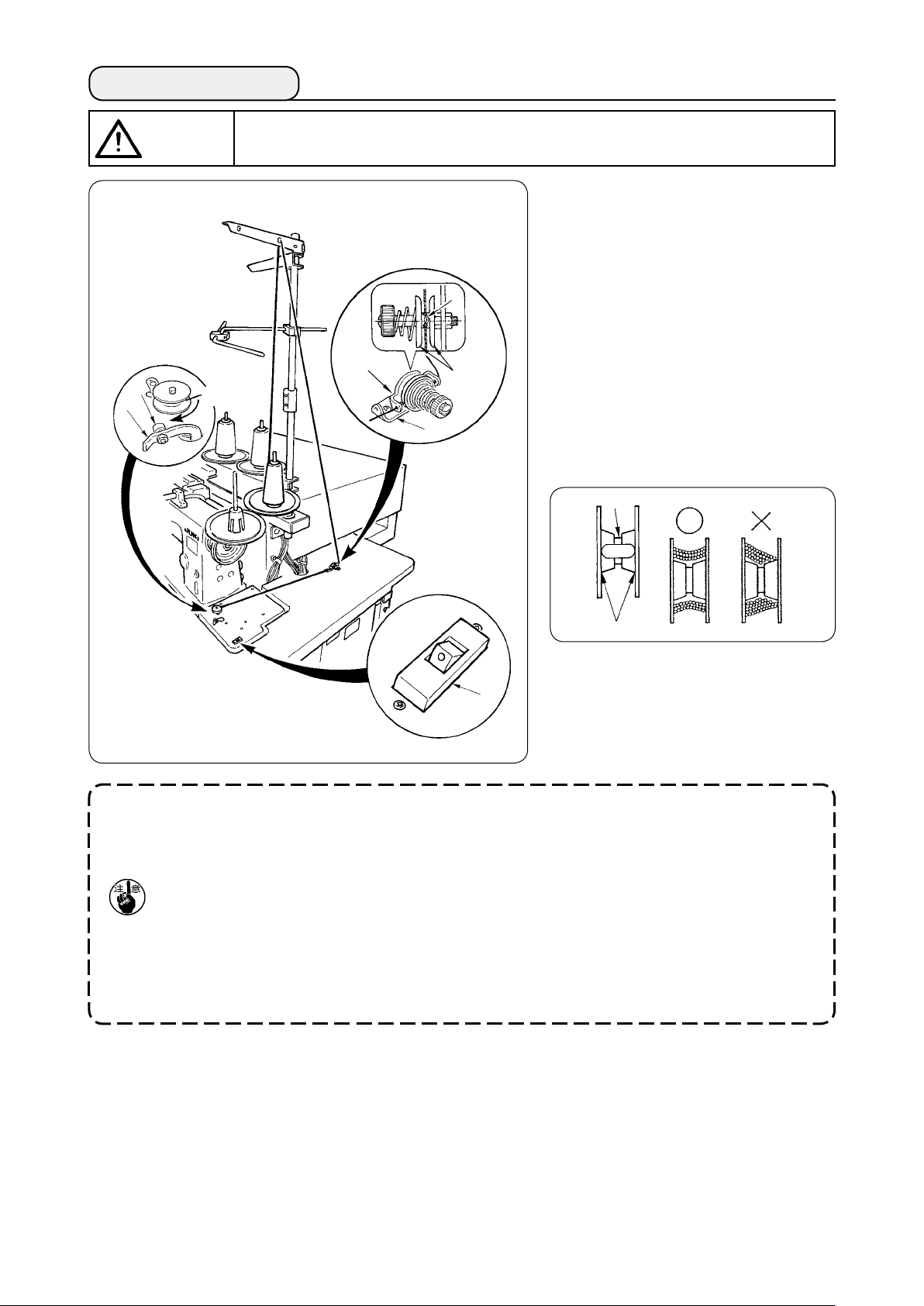
3. 下糸の巻き方
注意
2
1
損傷を防ぐため、運転中は触れないでください。
4
8
回転方向
7
3
ボビンを糸巻軸の奥まで差し込み
1
ます。
糸案内板
2
を開いて、糸調子棒4のスリッ
7
に糸を通し、糸調子皿
8
トに入れます。
糸を図の順に通しボビンに 4 ~ 5
3
回巻き付けます。(矢印方向がボビ
ンの回転方向になります。)
ボビン糸案内
4
を押しますと、ボ
1
ビンが回転します。
所定量巻き終わった後、自動的に
5
停止します。
5
6
9
1. ボビンに糸を巻き始める時は、上図のように溝部5から巻き始めてください。6から巻き始めた場合
は、下糸無し検知が誤動作する場合があります。
2. 下糸の残り量を安定して確保するために、ボビンに糸が均一に巻かれていることが大切です。特に巻
き始めの部分にご注意ください。
糸が均一に巻けない場合は、糸調子台3の左右位置を調整してください。
3. 下糸巻き量は、ボビン外径の 80%位巻くのが最適です。糸巻量調節ねじ2により巻き量を調節でき
ます。
4. レバー1は糸を巻く時以外は押さないでください。モーターが回転し続け、故障の原因となります。
5. 糸巻きモータの過負荷等の異常を検知すると、サーマルスイッチ9が遮断されます。サーマルスイッ
チ9が遮断された場合は、サーマルスイッチ9を OFF にしてから、再び ON にすることで復帰でき
ます。
− −
Page 22
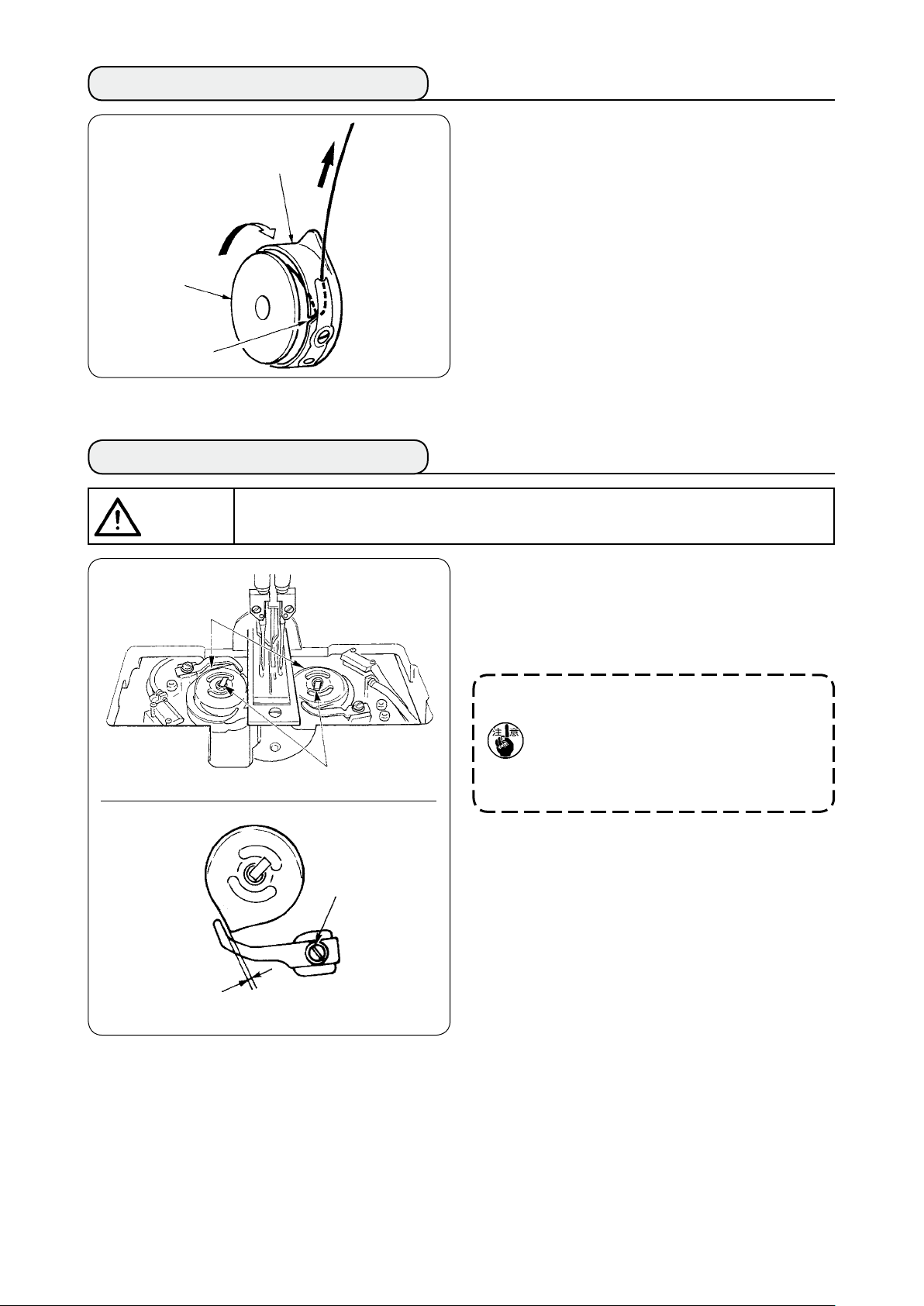
4. ボビンケースの糸の通し方
ボビンケース
ボビン
1
5. ボビンケースの取り付け方
糸が右巻きになるようにボビンを持ち、ボビ
1
ンケースに入れます。
糸をボビンケースの糸通し溝
2
そのまま、糸調子ばねの下を通します。
3
に入れます。
1
注意
2
不意の起動による事故を防ぐため、電源を切ってから行ってください。
ボビンケ ースは釜のレバ ー
1
ボビンといっしよに取り出してください。
入れるときは、釜の軸に正しく差し込み、レ
2
バー1を倒してください。
ボビンケース2を左右入れ替えたときは必ず
オープナーの最後退時とボビンケースのすき
間量が 0.2 〜 0.3mm であることをを確認し
てください。すき間量が 0.2 〜 0.3mm では
1
3
ないときは止めねじ3をゆるめ調整してくだ
さい。
を起こし て、
1
0.2 〜 0.3mm
− −
Page 23
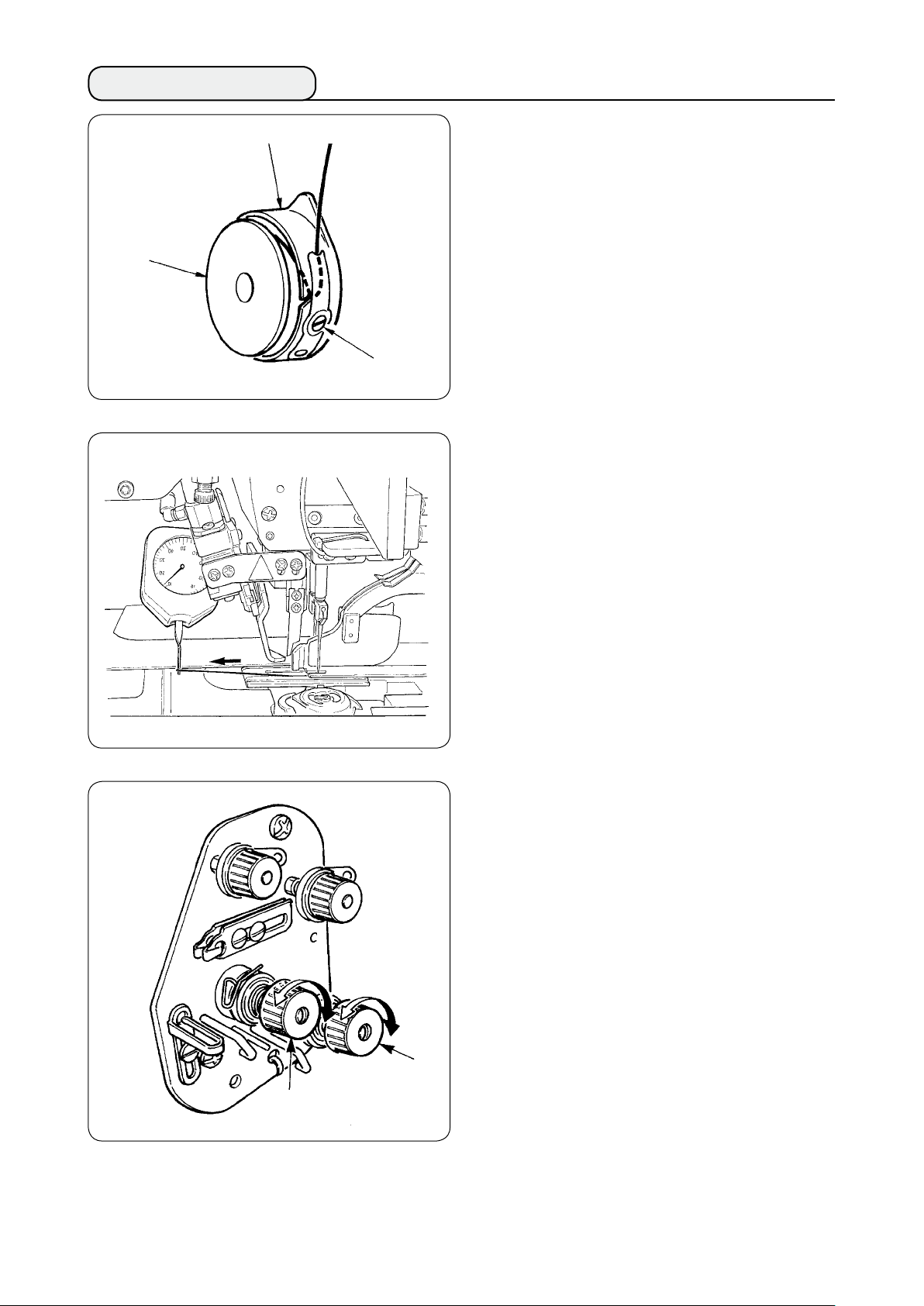
6. 糸調子の取り方
ボビンケース
ボビン
下糸調子ねじ
下糸張力の調整
1
下糸調子ねじを右に回すと強く、左に回すと
弱くなります。
左図のようにテンションゲージを使用した測
定方法で、下糸の標準張力は 0.25 ~ 0.35N
になります。
2
1
上糸張力の調整
2
まず右、左の下糸張力を、調整します。
右、左の下糸張力に合わせて、右針糸調子は、
糸調子ナット1を、左針糸調子は、糸調子ナッ
ト2を調整します。右へ回せば糸張力は強
くなり、左へ回せば糸張力は弱くなります。
− −
Page 24
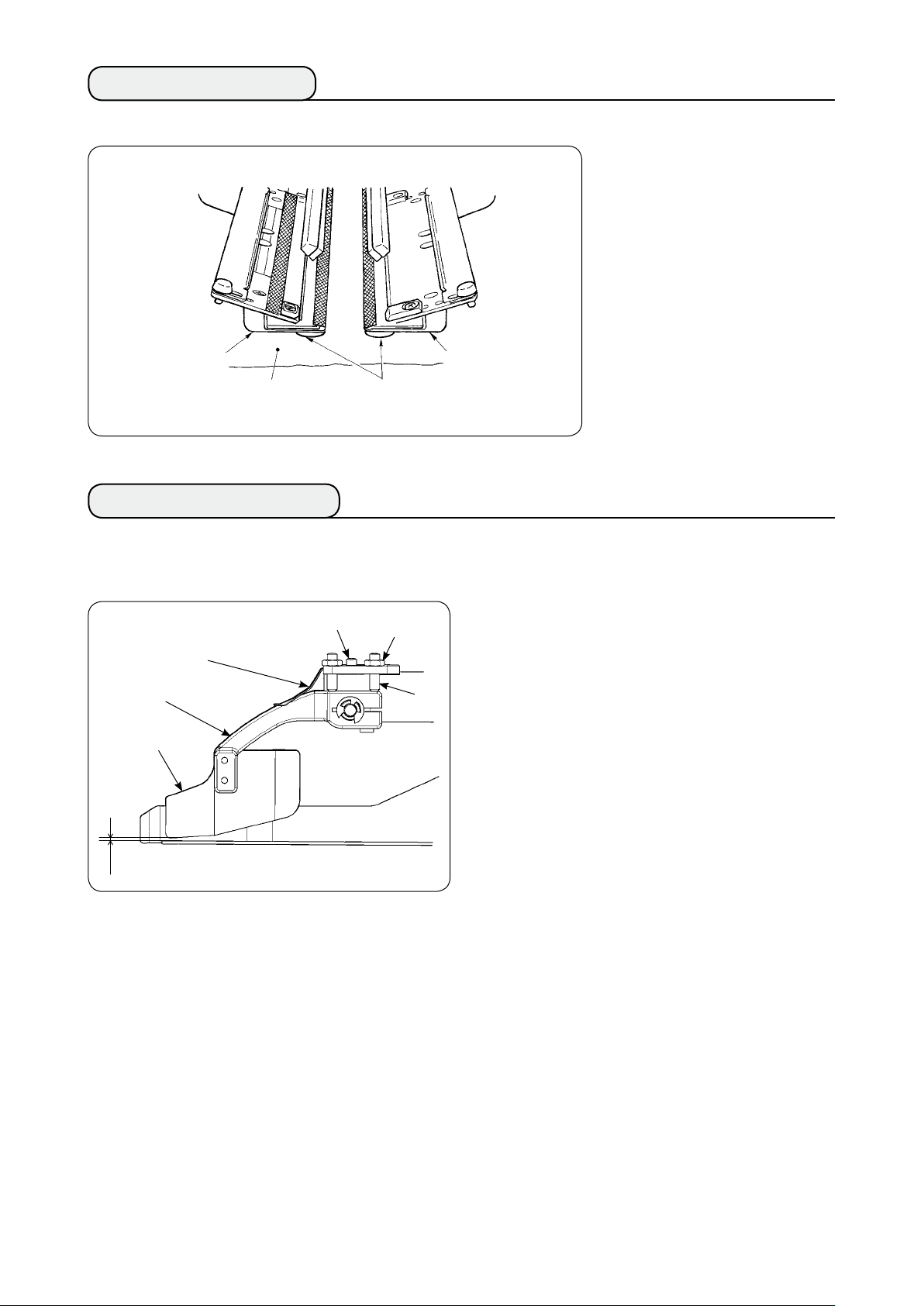
7. 縫製布のセット
(1) 身生地のセット
身頃クランプ(左)
身生地
8. 生地ガイドの調整
身頃クランプ(右)
身頃クランプゴム
縫製する身生地は、左右の身頃
クランプの下に張ってある身頃
クランプゴムの大きさより、大
きな生地をご使用ください。
身頃クランプより小さな生地で
縫うと、ゴムのはがれや故障の
原因となります。
小さな生地を縫う場合は、敷板
仕様(オプション)を装着して
ください。
生地ガイドは、縫製時に玉布をミシン針際で安定させる働きをします。
生地の厚さにより生地ガイド1の高さ、押さえ圧を調整してください。
生地ガイド高さの調整はナットを
1
ねじ3により調整できます。
( 生地ガイドと玉布定規とのすき間は出荷時
0.5 ~ 1.0mm に調整しております )
押さえ圧はバネ圧調整ねじ
2
す。
生地ガイドバネ
生地ガイドアーム
1
4
2
3
( 生地通過時に無理な抵抗がない程度に調整
してください )
0.5 〜 1.0 mm
ゆるめ、
2
で調整できま
4
− 0 −
Page 25
^
. 操作パネルの使用方法
1. はじめに
APW-895/896 のデータ(EPD データ)を
1)
EPD データを APW-896 で使用するには、IP-420 で同データの読み込みを行います。
IP-420 にメディアを挿入し、EPD データからパターン No. xxx を選択します。
2) メディアのフォルダ構成
各ファイルはメディア内の以下のディレクトリに保存してください。
メディアドライブ
上記のディレクトリに保存していないデータは読み込みませんので、ご注意ください。
APW-896 で使用するには
APW-896
APW ××× .EPD
APW ××× .EPD
APW ××× .EPD
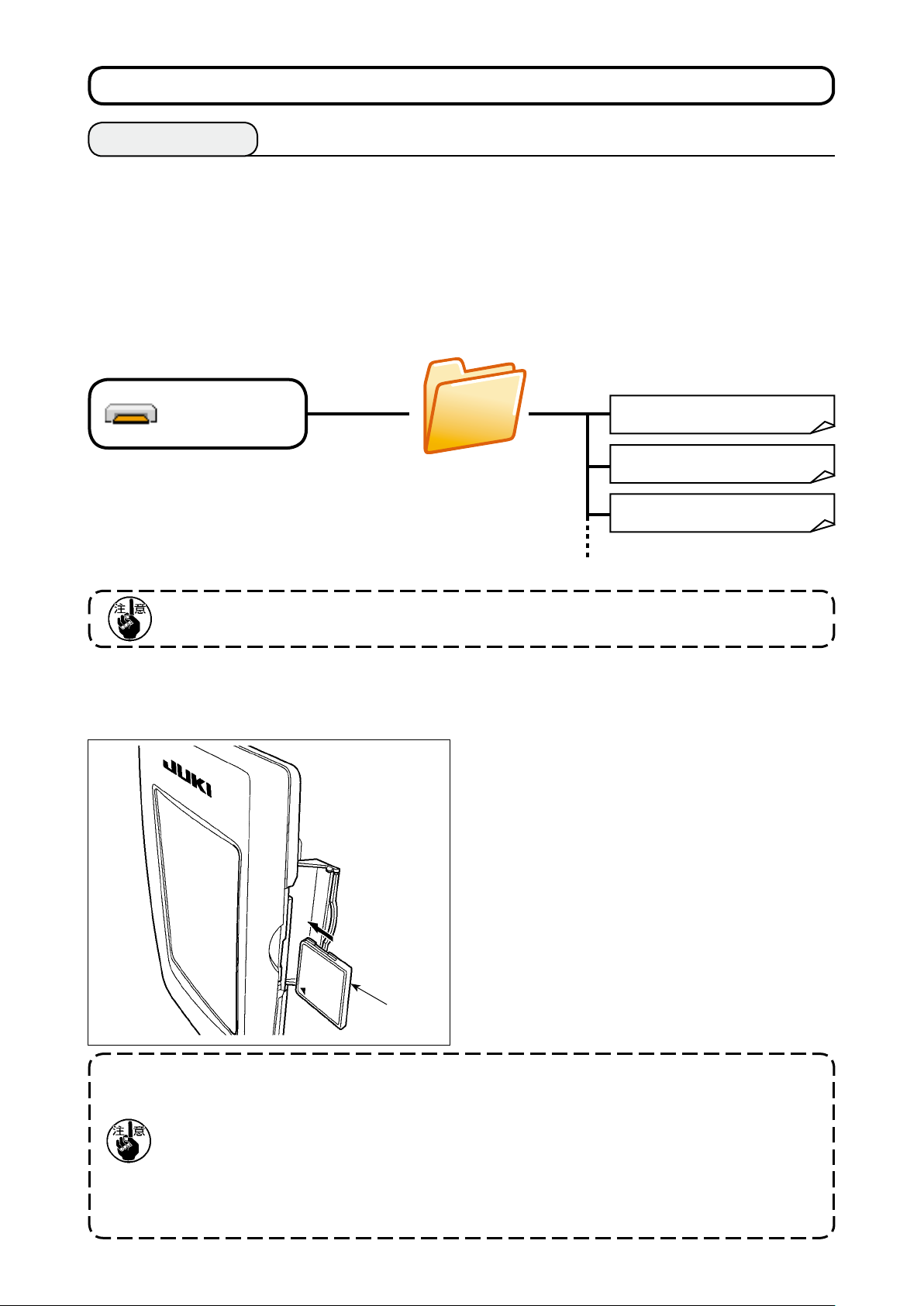
3) コンパクトフラッシュ
■ コンパクトフラッシュ (TM) 挿入方法
1. メディアの挿入向きを間違えると、パネル、及びメディアを破損する恐れがあります。
2. コンパクトフラッシュ (TM) 以外は挿入しないでください。
3. IP-420 のスロットは 2GB 以下のコンパクトフラッシュ (TM) に対応しています。
4. IP-420 のスロットはコンパクトフラッシュ (TM) のフォーマット FAT16 に対応しています。
FAT32 には対応していません。
5. 必ず IP-420 でフォーマットしたコンパクトフラッシュ (TM) を使用してください。コンパクトフラッ
シュ (TM) のフォーマット方法は、
ください。
(TM) について
1) コンパクトフラッシュ (T M) のラベル面を手前
に向け、( 縁の切り欠きを奥にして ) 小さな穴
のある方を奥にして挿入してください。
2) メディアのセット終了後、カバーを閉めてくだ
さい。カバーを閉めることにより、アクセスが
可能になります。もし、メディアとカバーが当
たって閉まらない場合、次の内容を確認してく
ださい。
・ メ デ ィ ア を 奥 ま でしっかりと押し込んだ
か ?
・
メディアの挿入向きは合っているか ?
メディア
“^-17 メディアのフォーマットを行うには”p.97
をご覧
− −
Page 26
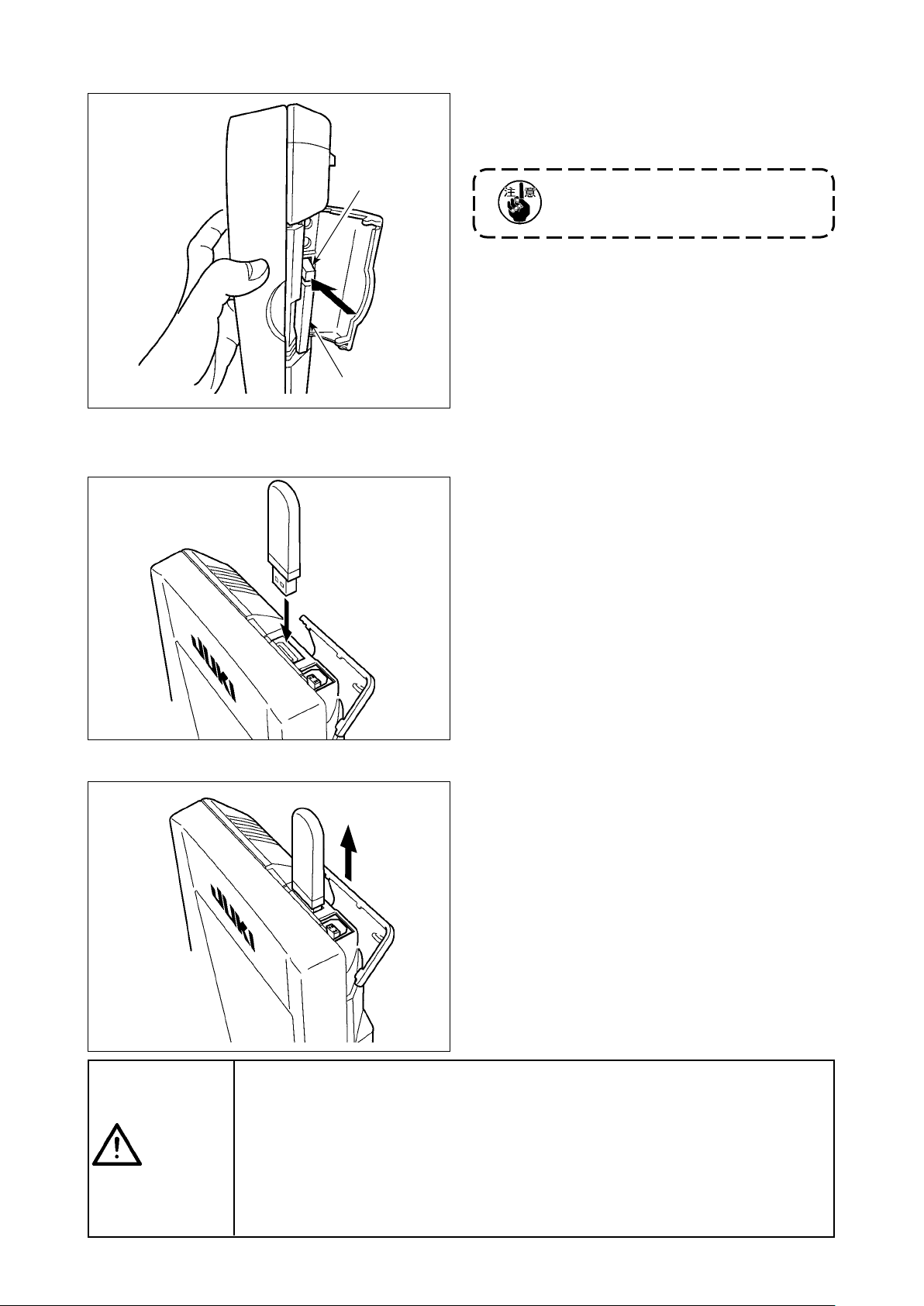
■ コンパクトフラッシュ (TM) 取り外し方法
1) パネルを手で持って、カバーを開け、メディア
取り外しレバー1を押し込んでください。メ
ディア2が押し出されます。
4) USB について
■ USB 挿入方法
2
1
レバー1を強く押す と、メデ ィア2が
飛び出し落下することによって破損する
恐れがあります。
2) メディア2をそのまま抜けば、取り外し完了
です。
上側のカバーをスライドさせて USB 機器を差込
み、使用するデータを本体にコピーしてください。
コピー後は、USB 機器を取り外してください。
■ USB 取り外し方法
・濡らしたり、濡れた手で触らないでください。火災や感電の原因となります。
・曲げたり、強い力や衝撃を与えないでください。
・分解、改造は絶対に行わないでください。
注意
・端子部に金属を当てたりしないでください。データが消失する恐れがあります。
・以下のような場所での保管・使用は避けて下さい。
USB 機器を取り外し、カバーを取り付けてくだ
さい。
メディア使用上の注意 :
高温多湿な場所 結露する場所
塵、埃が多い場所 静電気、電気的ノイズが発生しやすい場所
− −
Page 27

USB の取扱に関する注意
1
・ 縫製中は、USB コネクタに USB 機器、USB ケーブルを接続したままにしないでください。振動によりコネクタ
部が破損し、USB のデータ喪失や USB 機器、ミシン故障の恐れがあります。
・ プログラムや縫製データ読み込み書込み時には、抜き差しを行わないでください。
データの破損や誤動作につながる恐れがあります。
・ USB 機器の保存領域にパーテーションを区切った場合、1 個のパーテーションのみアクセスできます。
・ 使用する USB 機器の種類によっては本機が正しく認識できない場合があります。
・ 本機での使用により USB 機器内のデータが消失した場合のデータの補償はご容赦ください。
・ 通信画面やパターンデータ一覧が表示されているような画面ではメディアを差してもドライブを認識しません。
・ USB や CF などのメディアは、基本的に 1 台のみ接続してください。複数台の接続の場合にも 1 台しか認識され
ません。詳しくは USB の仕様をお読みください。
・ USB コネクタは、IP パネルの USB 端子の奥まで確実に挿入してください。
・ USB 上のデータにアクセスしている最中に電源を OFF しないでください。
USB の仕様
2
・ USB1.1 規格に準拠
・ 対応機器
・ 未対応機器 __________
・ 対応フォーマット ____
____
・ 対応メディアサイズ __
__
・ ドライブの認識 _____
※ 1
________ USB メモリ、USB ハブ、FDD、カードリーダー等のストレージ機器
CD、DVD、MO、テープドライブなど
FD( フロッピーディスク ) FAT12
その他 (USB メモリなど ) FAT12・FAT16・FAT32
FD( フロッピーディスク ) 1.44MB・720kB
その他 (USB メモリなど ) 4.1MB ~ (2TB)
USB機器等の外部メディアへのアクセスは、最初に認識したメディアにアクセスします。
但し、内臓メディアスロットにメディアがある場合はメディアへのアクセスが最優先され
ます。(例:USBメモリを差したあとにメディアスロットへ挿入してもメディアスロット
にアクセスします。)
・ 接続の制限 __________
最大 10 デバイス(最大数を超えて接続した場合、超えて接続したストレージデバイスは、
一度取り外して、再度接続しないと認識されません。)
・ 消費電流 ____________
接続できる USB 機器の定格消費電流は最大 500mA です。
※ 1
すべての対応機器の動作を保証するものではありません。 相性問題等で動作しない機器もございます。
− −
Page 28
2. 操作パネル(IP-420)の基本操作
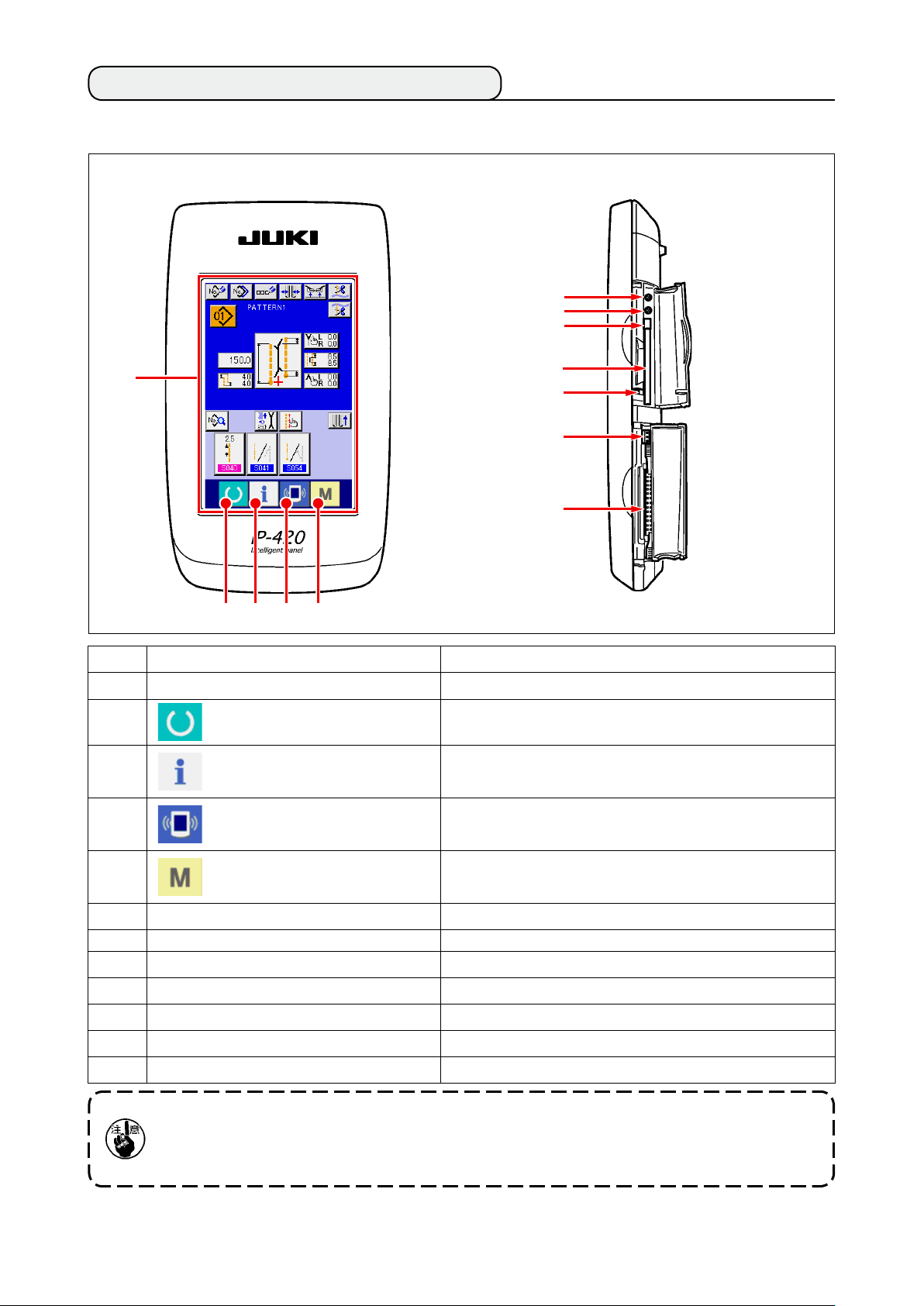
(1) IP-420 の各部の名称
[ 前面 ] [ 右側面 ]
6
7
8
1
9
!0
!1
!2
2 3 4 5
記号 名称 説明
1
2
3
タッチパネル・液晶表示部
準備完了キー データ入力画面と縫製画面の切り替えを行ないます。
インフォメーションキー データ入力画面とインフォメーション画面の切り替えを行います。
4
5
6
7
8
9
!0 蓋検出スイッチ
!1 外部スイッチ入力用コネクタ
!2 電装接続用コネクタ
コントラストボリューム
明るさボリューム
コンパクトフラッシュ (TM) 取り出しボタン
コンパクトフラッシュ (TM) スロット
通信キー データ入力画面と通信画面の切り替えを行ないます。
モード切替キー
データ入力画面と各種詳細設定をおこなうモード切り替え画面の切
り替えを行います。
1. タッチパネルの操作は画面上を指先で押してください。指以外で操作した場合、誤動作や画面表面の
ガラスにキズや破損が発生する恐れがあります 。
2. 電源投入後、初めに準備完了キーを押した場合、大押えモータの原点検索を行います。
その際、大押えが動きますので注意してください。
− −
Page 29
(2) 共通で使用されるボタン
IP-420 の各画面で共通の操作を行うボタンは下記の通りです。
ピクト 名称 説明
キャンセルボタン
エンターボタン 変更したデータを確定します。
上スクロールボタン ボタンもしくは表示を上方向にスクロールします。
下スクロールボタン ボタンもしくは表示を下方向にスクロールします。
リセットボタン エラーの解除等を行います。
数字入力ボタン テンキーが表示され、数字の入力を行うことができます。
文字入力ボタン 文字入力画面を表示します。
ポップアップ画面を閉じます。
データ変更画面の場合は、変更中のデータをキャンセルします。
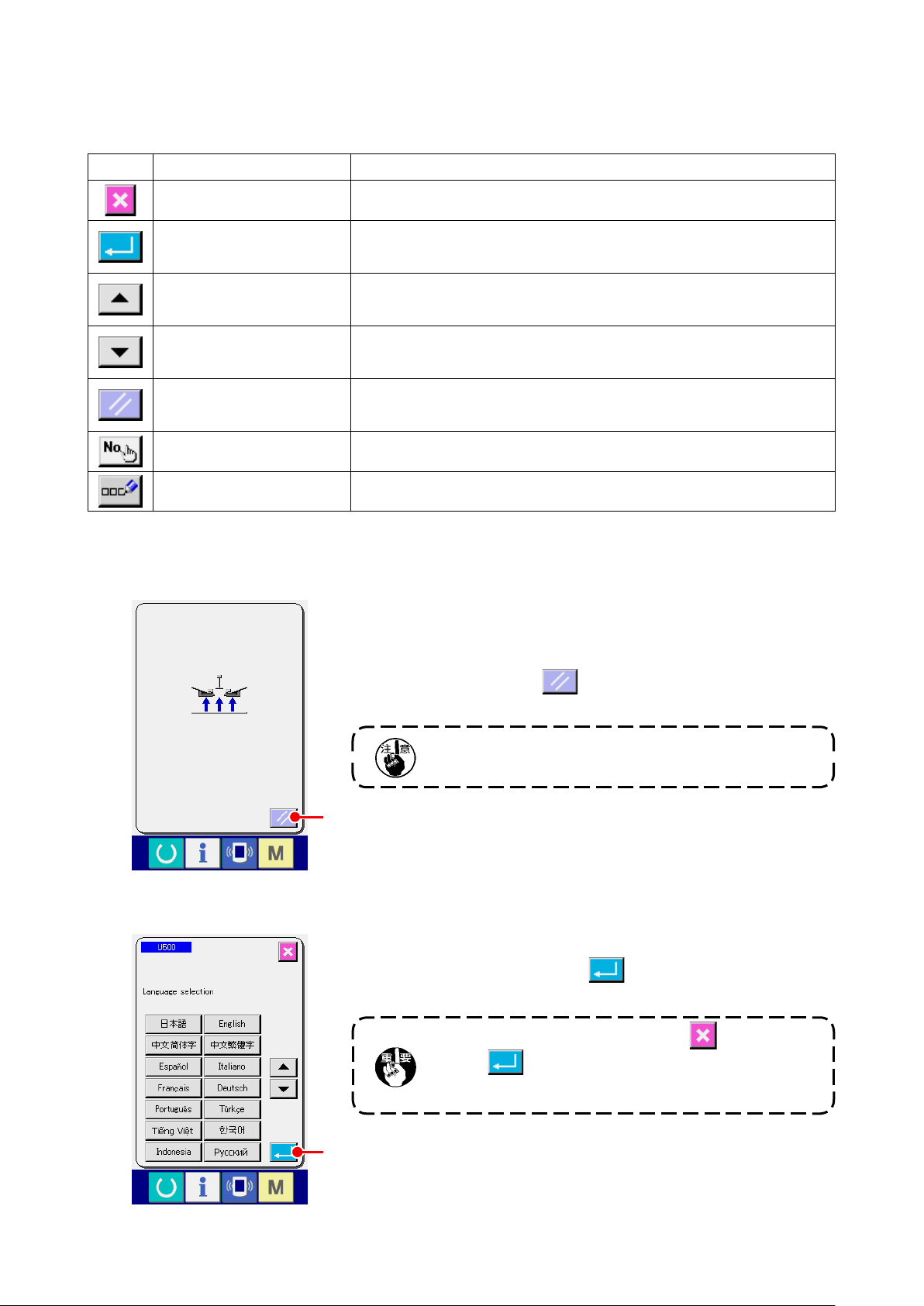
(3) 基本操作
電源スイッチを入れる
1
最初に、電源スイッチを入れてください。
ウェルカム画面表示後に、リセットポップアップ画面が表示され
ます。リセットボタン
A
次に言語選択ポップアップ画面が表示されます。表示させたい言
語を選択後、エンターボタン
入力画面(画面 A)が表示されます。
Aを押します。
リセットボタンを押すと、バインダが上がりますので注意し
てください。
Bを押すと、下図の単独縫い
B
言語選択を行わずにキャンセルボタン またはエンター
ボタン
面が電源を入れた際に毎回表示されます。
にて選択画面を終了してしまうと、言語選択画
− −
Page 30
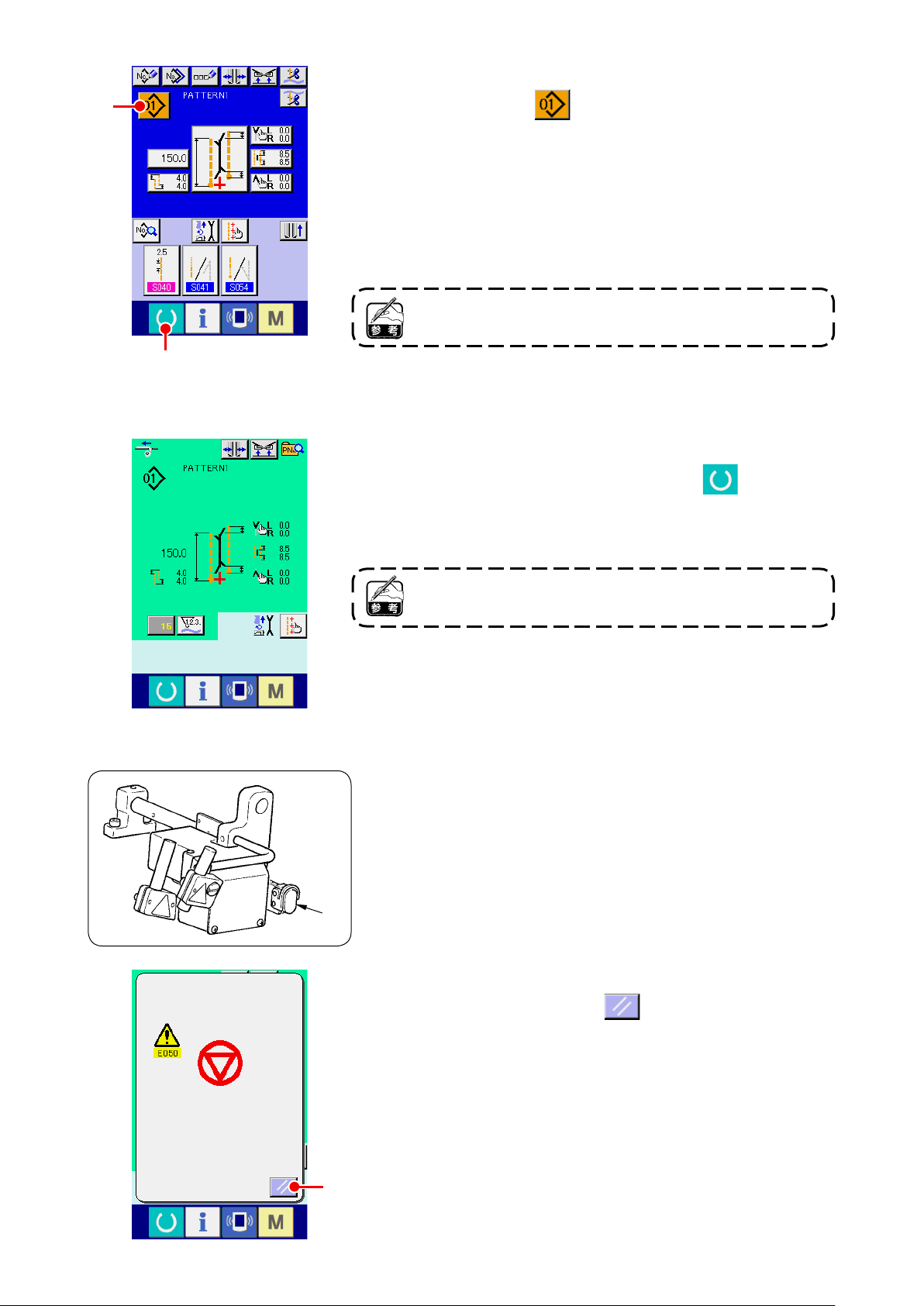
縫製したいパターン No. を選択する
2
C
D
単独縫い入力画面(画面 A)
パターン No. ボタン
Cを押すとパターン No. の選択がで
きます。パターン No. の選択方法は、"^-7. (1) パターンの選択
を行うには " p.42 をご覧ください。
ご購入時は、パターン No.1 ~ 10 が登録されていますので、縫
製仕様に合わせて、縫製データを変更してご使用ください。( パ
ターンが登録されていない番号は表示されません。)
入力画面の詳細説明については、"^-3. 基本画面の説明 "
p.28 をご覧ください。
縫製を開始する
3
単独縫い入力画面(画面 A)で準備完了キー
Dを押すと、
緑色の縫製画面(画面 B)が表示され、ペダル操作により縫製動
作が開始されます。
縫製画面(画面 B)
縫製画面の詳細説明については、"^-3. 基本画面の説明 "
p.28 をご覧ください。
動作途中に装置を停止させるには
4
縫製中に途中停止スイッチ
を押すと、装置を停止させるこ
E
とができます。
E
このとき、エラー画面が表示され、停止スイッチが押されたこと
を知らせます。リセットボタン Fを押すと、エラーが解除
され、入力画面に戻ります。
F
− −
Page 31

胸箱装置実装時に、ペダルを踏み返す
5
H
胸箱装置実装時、緑色の縫製画面 ( 画面 B ) において、ペ
ダルを踏み返すと左記の確認画面が表示されます。
ペダル踏み返しによる大押え後退時は、フラップ押えを閉じて後
退するため、大押え上に生地が置かれている状態でないかを確認
する画面です。
「フラップ押えを閉じたまま後退します。大押え上の生地を取り
除いてください」という確認メッセージが表示されます。
G
大押え上に生地が無い場合、大押え後退ボタン
Gを押すと、
フラップ押えを閉じたまま、大押えが後退します。同時に確認画
面が解除され、縫製画面に戻ります。
大押え後退を取り消す場合、キャンセルボタン Hを押すと、
フラップ押えが開き、大押えは後退しません。同時に確認画面が
解除され、縫製画面に戻ります。
大押え上に生地がある場合は、必ずキャンセルボタン
を押して生地を取り除いてください。その後、もう一度ペ
H
ダルを踏み返して、大押えを後退させてください。
− −
Page 32

3. 基本画面の説明
(1) 入力画面 ( 単独縫いモード )
A B C D E F
H
I
J
K
L
M
N
G
O
P
Q
R
S
T
V
W
U
記号 ボタン名称 内容
新規作成ボタン 単独縫いパターン新規作成画面を表示して、パターンデータの新規登録ができます。
A
コピーボタン 単独縫いコピー元パターン一覧画面を表示して、パターンデータをコピーすることができ
B
文字入力ボタン 文字入力画面を表示して、パターンデータに名称入力することができます。
C
玉種類切替ボタン 玉種類切替画面を表示して、玉種類の切替とバインダ平行調整ができます。
D
縫い終り時の押え上昇禁止ボタン 押した状態のときには、縫い終り時に押えを下降したまま戻します。
E
上糸切りボタン ボタンを押すと上糸切りメスが下がり、上糸切り動作中画面を表示します。
F
下糸切りボタン ボタンを押している間、下糸切りメスが開きます。
G
パターン No. 一覧ボタン パターン No. 一覧画面を表示して、パターンデータを選択することができます。
H
縫いモード設定ボタン
I
L 寸長さ設定ボタン
J
偏差量設定ボタン
K
動作モード設定ボタン
L
スタッカー動作 / 停止の切替ボタン
M
縫製データ表示ボタン 縫製パターン編集画面が表示されます。入力画面に表示されない詳細縫製データを選択し
N
パターン名称表示 パターン No. に入力されている名称を表示します。
O
縫い始めコーナーメス動作位置設定ボタン
P
センターメス設定ボタン
Q
縫い終りコーナーメス動作位置設定ボタン
R
マーキングライト設定ボタン
S
大押え移動ボタン 大押えを前進または後進させます。
T
縫製データショートカットボタン 縫製画面のカスタマイズで設定した縫製データのショートカットボタン ( 最大 4 項目 ) が
U
縫い始めフラップ落しデータ設定ボタン
V
縫い終りフラップ落しデータ設定ボタン
W
ます。
マーキングライトの調整、試縫いの時に使用すると便利です。
縫いモード を選択します。
L 寸縫いの場合に縫い長さ を設定します。
斜め縫いの場合、縫い始め偏差量 、縫い終り偏差量 を設定します。
ミシンモータ、センターメス、コーナーメスの動作の有無 を選択します。
スタッカーの動作 / 停止 , を選択します。
て、編集ができます。
縫い始めコーナーメスの切断位置 を設定します。
センターメスデータ編集画面を表示して、縫い始め 、縫い終り のセ
ンターメス切断位置を設定します。
縫い終りコーナーメスの切断位置 を設定します。
マーキングライト設定画面を表示して、縫い基準の選択 と、マーキング照射位
置 , , の設定を行います。
表示されます。
縫い始めフラップ落しデータ または を設定します。
縫い終りフラップ落しデータ または を設定します。
* 各ボタンの表示 / 非表示をカスタマイズ設定することができます。
詳細は
"^-13. データ入力画面をカスタマイズするには " p.80 を参照してください。
− −
Page 33

(2) 縫製画面 ( 単独縫いモード )
A B
C
D
G
H
E
F
記号 ボタン名称 内容
芯地供給ボタン ボタンを押すと芯地が供給されます。
A
I
* オプション設定で、 芯地自動供給装置 " あり " に設定されているときに表示
されます。
玉種類切替ボタン 玉種類切替画面を表示して、玉種類の切替とバインダ平行調整ができます。
B
縫い終り時の押え上昇禁止ボタン 押した状態のときには、縫い終り時に押えを下降したまま戻します。
C
ダイレクトパターン一覧ボタン ダイレクトパターン一覧画面を表示して、縫製データの選択ができます。
D
カウンタ切替ボタン ボタンを押すと、縫製カウンタと枚数カウンタの表示が切り替わります。
E
F
カウンタ値変更ボタン 現在表示しているカウンタの値を変更します。
下糸 ( 右 ) 残量値 ボビンからの反射光を検出し、下糸の残量が少なくなったことを知らせます。カウンタ値
G
下糸 ( 左 ) 残量値 ボビンからの反射光を検出し、下糸の残量が少なくなったことを知らせます。カウンタ値
H
マーキングライト設定ボタン
I
マーキングライトの調整、試縫いの時に使用すると便利です。
* 縫製カウンタ、枚数カウンタ両方ともONの場合にのみボタンが表示されます。
は1縫製ごとに減算され、0 になるとカウントアップ画面が表示されます。
* ボビンからの反射光を検出した場合にのみ表示されます。
は1縫製ごとに減算され、0 になるとカウントアップ画面が表示されます。
* ボビンからの反射光を検出した場合にのみ表示されます。
マーキングライト設定画面を表示して、マーキングライト照射位置の切替 と、
マーキングライト設定値の変更 , , の設定を行います。
* 各ボタンの表示 / 非表示をカスタマイズ設定することができます。
詳細は
"^-13. データ入力画面をカスタマイズするには " p.80 を参照してください。
− −
Page 34

(3) 入力画面 ( 交互縫いモード )
A B C D E F
H
I
J
K
N
G
P
Q
R
S
U
V
W
X
M
L
記号 ボタン名称 内容
新規作成ボタン 交互縫いデータ新規作成画面を表示して、データの新規登録ができます。
A
コピーボタン 交互縫いデータコピー元 No . 一覧画面を表示して、交互縫いデータをコピーすることが
B
文字入力ボタン 文字入力画面を表示して、交互縫いデータに名称入力することができます。
C
玉種類切替ボタン 玉種類切替画面を表示して、玉種類の切替とバインダ平行調整ができます。
D
縫い終り時の押え上昇禁止ボタン 押した状態のときには、縫い終り時に押えを下降したまま戻します。
E
上糸切りボタン ボタンを押すと上糸切りメスが下がり、上糸切り動作中画面を表示します。
F
下糸切りボタン ボタンを押している間、下糸切りメスが開きます。
G
パターン No. 一覧ボタン パターン No. 一覧画面を表示して、交互縫いデータを選択することができます。
H
縫いモード設定ボタン
I
L 寸長さ設定ボタン
J
偏差量設定ボタン
K
縫製データ表示ボタン 縫製パターン編集画面が表示されます。入力画面に表示されない詳細縫製データを選択し
L
スタッカー動作 / 停止の切替ボタン
M
動作モード設定ボタン
N
マーキングライト設定ボタン
O
次縫製データ切替ボタン 黄色の枠で囲まれた次に縫う縫製パターンを切り替えます。
P
縫い始めコーナーメス動作位置設定ボタン
Q
センターメス設定ボタン
R
縫い終りコーナーメス動作位置設定ボタン
S
大押え移動ボタン 大押えを前進または後進させます。
T
U、V
W、X
縫い始めフラップ落しデータ設定ボタン
縫い終りフラップ落しデータ設定ボタン
O
T
できます。
マーキングライトの調整、試縫いの時に使用すると便利です。
縫いモード を選択します。
L 寸縫いの場合に縫い長さ を設定します。
斜め縫いの場合、縫い始め偏差量 、縫い終り偏差量 を設定します。
て、編集ができます。
スタッカーの動作 / 停止 , を選択します。
ミシンモータ、センターメス、コーナーメスの動作の有無 を選択します。
マーキングライト設定画面を表示して、マーキングライト照射位置の切替 と、
マーキングライト設定値の変更 , , の設定を行います。
* フラップ優先縫い選択 が ON の場合には表示されません。
縫い始めコーナーメスの切断位置 を設定します。
センターメスデータ編集画面を表示して、縫い始め 、縫い終り のセ
ンターメス切断位置を設定します。
縫い終りコーナーメスの切断位置 を設定します。
縫い始めフラップ落しデータ または を設定します。
縫い始めフラップ落しデータ または を設定します。
* 各ボタンの表示 / 非表示をカスタマイズ設定することができます。
詳細は
-13. データ入力画面をカスタマイズするには " p.80 を参照してください。
^
− 0 −
Page 35

(4) 縫製画面 ( 交互縫いモード )
A B C
D
G
H
I
E
F
記号 ボタン名称 内容
芯地供給ボタン ボタンを押すと芯地が供給されます。
A
J
* オプション設定で、
されます。
芯地自動供給装置 " あり " に設定されているときに表示
玉種類切替ボタン 玉種類切替画面を表示して、玉種類の切替とバインダ平行調整ができます。
B
縫い終り時の押え上昇禁止ボタン 押した状態のときには、縫い終り時に押えを下降したまま戻します。
C
ダイレクトパターン一覧ボタン ダイレクトパターン一覧画面を表示して、縫製データの選択ができます。
D
カウンタ切替ボタン ボタンを押すと、縫製カウンタと枚数カウンタの表示が切り替わります。縫製カウンタ、
E
カウンタ値変更ボタン 現在表示しているカウンタの値を変更します。
F
次縫製データ切替ボタン 黄色の枠で囲まれた次に縫う縫製パターンを切り替えます。
G
下糸 ( 右 ) 残量値 ボビンからの反射光を検出し、下糸の残量が少なくなったことを知らせます。カウンタ値
H
下糸 ( 左 ) 残量値 ボビンからの反射光を検出し、下糸の残量が少なくなったことを知らせます。カウンタ値
I
マーキングライト設定ボタン
J
マーキングライトの調整、試縫いの時に使用すると便利です。
枚数カウンタ両方ともONの場合にのみボタンが表示されます。
* フラップ優先縫い選択 が ON の場合には表示されません。
は1縫製ごとに減算され、0 になるとカウントアップ画面が表示されます。
* ボビンからの反射光を検出した場合にのみ表示されます。
は1縫製ごとに減算され、0 になるとカウントアップ画面が表示されます。
* ボビンからの反射光を検出した場合にのみ表示されます。
マーキングライト設定画面を表示して、マーキングライト照射位置の切替 と、
マーキングライト設定値の変更 , , の設定を行います。
* 各ボタンの表示 / 非表示をカスタマイズ設定することができます。
詳細は
-13. データ入力画面をカスタマイズするには " p.80 を参照してください。
^
− −
Page 36

(5) 入力画面 ( サイクル縫いモード )
A B C D E F
H
G
I
K
J
L
M
N
記号 ボタン名称 内容
新規作成ボタン サイクル縫いデータ N o. 新規作成画面を表示して、サイクル縫いデータの新規登録がで
A
コピーボタン サイクル縫いデータコピー元 N o. 一覧画面を表示して、サイクル縫いデータをコピーす
B
文字入力ボタン 文字入力画面を表示して、サイクル縫いデータに名称入力することができます。
C
玉種類切替ボタン 玉種類切替画面を表示して、玉種類の切替とバインダ平行調整ができます。
D
縫い終り時の押え上昇禁止ボタン 押した状態のときには、縫い終り時に押えを下降したまま戻します。
E
きます。
ることができます。
マーキングライトの調整、試縫いの時に使用すると便利です。
上糸切りボタン 上糸切りメスが下がり、上糸切り動作中画面を表示します。
F
下糸切りボタン ボタンを押している間、下糸切りメスが開きます。
G
サイクル縫いデータ No. 一覧ボタン サイクル縫いデータ No. 一覧画面を表示して、サイクル縫いデータを選択することがで
H
パターンデータ編集ボタン サイクル縫いデータに登録されているパターンデータの編集が行えます。
I
パターンデータ編集ボタン ( 空白 ) 空白ボタンを押すと、サイクル縫いデータにパターンデータを登録するためのパターン一
J
サイクル戻しボタン 白く強調表示された次に縫製するパターンデータを 1 つ前へ移動します。1番目のパター
K
サイクル送りボタン 白く強調表示された次に縫製するパターンデータを 1 つ後へ移動します。最後のパター
L
パターンデータ削除ボタン 白く強調表示されたパターンデータを登録から削除します。
M
大押え移動ボタン 大押えを前進または後進させます。
N
きます。
* 編集方法は、"3-(1) 入力画面(単独縫いモード)" p.28 を参照してください。
覧画面が表示され、選択して登録することができます。
ンの場合は最後のパターンへ移動します。
ンの場合は 1 番目のパターンへ移動します。
* 各ボタンの表示 / 非表示をカスタマイズ設定することができます。
詳細は
-13. データ入力画面をカスタマイズするには " p.80 を参照してください。
^
− −
Page 37

(6) 縫製画面 ( サイクル縫いモード )
A B C
D
I
H
E
J
K
F
G
記号 ボタン名称 内容
芯地供給ボタン ボタンを押すと芯地が供給されます。
A
L
* オプション設定で、
されます。
芯地自動供給装置 " あり " に設定されているときに表示
玉種類切替ボタン 玉種類切替画面を表示して、玉種類の切替とバインダ平行調整ができます。
B
縫い終り時の押え上昇禁止ボタン 押した状態のときには、縫い終り時に押えを下降したまま戻します。
C
ダイレクトパターン一覧ボタン ダイレクトパターン一覧画面を表示して、縫製データの選択ができます。
D
サイクルデータ表示 サイクル縫いデータに登録されている全パターンデータを表示します。
E
カウンタ切替ボタン ボタンを押すと、縫製カウンタと枚数カウンタの表示が切り替わります。縫製カウンタ、
F
カウンタ値変更ボタン 現在表示しているカウンタの値を変更します。
G
下糸 ( 右 ) 残量値 ボビンからの反射光を検出し、下糸の残量が少なくなったことを知らせます。カウンタ値
H
下糸 ( 左 ) 残量値 ボビンからの反射光を検出し、下糸の残量が少なくなったことを知らせます。カウンタ値
I
左スクロールボタン 次に縫製するパターンデータを 1 つ前に移動します。1番目のパターンの場合は最後の
J
右スクロールボタン 次に縫製するパターンデータを1つ後へ移動します。最後のパターンの場合は1番目のパ
K
マーキングライト設定ボタン
L
マーキングライトの調整、試縫いの時に使用すると便利です。
枚数カウンタ両方ともONの場合にのみボタンが表示されます。
は1縫製ごとに減算され、0 になるとカウントアップ画面が表示されます。
* ボビンからの反射光を検出した場合にのみ表示されます。
は1縫製ごとに減算され、0 になるとカウントアップ画面が表示されます。
* ボビンからの反射光を検出した場合にのみ表示されます。
パターンへ移動します。
ターンへ移動します。
マーキングライト設定画面を表示して、マーキングライト照射位置の切替 と、
マーキングライト設定値の変更 , , の設定を行います。
* 各ボタンの表示 / 非表示をカスタマイズ設定することができます。
詳細は
-13. データ入力画面をカスタマイズするには " p.80 を参照してください。
^
− −
Page 38

4. カウンタを使うには
(1) カウンタの設定方法
カウンタ設定画面を表示する
1
A
B
入力画面からモード切替キー
を押すと画面上にカウンタ設
定ボタン Aが表示されます。このボタンを押すと、「カウ
ンタ設定画面(画面 A)」が表示されます。
カウンタ種別を選択する
2
本ミシンには、縫製カウンタ、枚数カウンタ、下糸残量調整カウ
ンタの 3 種類のカウンタがあります。
「カウンタ設定画面(画面 A)」で、縫製カウンタボタン
B
を押すと、「縫製カウンタ設定画面(画面 B)」が表示され、カウ
ンタ種別を設定することができます。
カウンタ設定画面
(画面 A)
縫製カウンタ設定画面
(画面 B)
【縫製カウンタ】
アップカウンタ:
1縫製するごとに現在値をカウントアップします。現在値と設定
値が等しくなるとカウントアップ画面を表示します。
ダウンカウンタ:
1縫製するごとに現在値をカウントダウンします。現在値が0に
なるとカウントアップ画面を表示します。
カウンタ未使用:
縫製カウンタを禁止に設定します。
− −
Page 39

C
カウンタ設定画面
(画面 A)
「カウンタ設定画面(画面 A)」で、枚数カウンタボタン
を押すと「枚数カウンタ設定画面(画面 C)」が表示され、カウ
ンタ種別を設定することができます。
【枚数カウンタ】
アップカウンタ:
1 着を縫製するごとに現在値をカウントアップします。
* 単独縫いの場合は、1 縫製
交互縫いの場合は、2 縫製
サイクル縫いの場合は、1 サイクル縫製
で、1 着と判断します。
現在値と設定値が等しくなるとカウントアップ画面を表示しま
す。
C
枚数カウンタ設定画面
(画面 C)
ダウンカウンタ:
1 着を縫製するごとに現在値をカウントダウンします。現在値が
0 になるとカウントアップ画面を表示します。
カウンタ未使用:
枚数カウンタを禁止に設定します。
− −
Page 40

カウンタ目標値を変更する
数値設定ポップアップ画面(画面 D)
数値設定ポップアップ画面(画面 E)
3
縫製カウンタの場合はボタン
D
D、枚数カウンタの場合には
ボタン Eを押すと、数値設定ポップアップ画面(画面 D)
E
が表示され、カウンタ目標値を設定することができます。
ここでカウンタ目標値を入力して下さい。カウンタ目標値に 0
を入力すると縫製中には、現在値のみ表示され、カウントアップ
画面は表示されません。
カウンタ現在値を変更する
4
F
縫製カウンタの場合はボタン
G
タン Gを押すと、数値設定ポップアップ画面(画面 E)が
表示され、カウンタ現在値を設定することができます。
ここでカウンタ現在値を入力してください。
F、枚数カウンタの場合はボ
− −
Page 41

(2) カウントアップの解除方法
縫製作業中にカウントアップ条件に達すると、カウントアップ画
面を表示し、ブザーを鳴らします。クリアボタン Aを押す
とカウンタをリセットし、縫製画面に戻ります。そして、再びカ
ウントを開始します。
A
(3) 縫製中のカウンタ値変更方法
A
カウンタ値変更画面を表示する
1
縫製作業中にカウンタ値を修正したい場合は、縫製画面上のカウ
ンタ値変更ボタン Aを押してください。カウンタ値変更画
面が表示されます。
カウンタ値を変更する
2
テンキー
D ) でカウンタ値を変更してください。
~ Bあるい は、▼▲ボタン C(
B
F
③ カウンタ値を確定する
エンターボタン
タ値をクリアしたい場合は、クリアボタン Fを押してくだ
さい。
E
DC
− −
Eを押すと、データを確定します。カウン
Page 42

5. 下糸残量調整カウンタを使うには
(1) 下糸残量調整カウンタの設定方法
カウンタ設定画面を表示する
1
A
入力画面からモード切替キー
を押すと、画面上にカウンタ
設定ボタン Aが表示されます。このボタンを押すと、カウ
ンタ設定画面(画面 A)が表示されます。
下糸残量調整カウンタを ON にする
2
下糸残量調整カウンタ動作設定ボタン
Bを押すと、下糸残
量調整カウンタ設定ポップアップ画面(画面 B)が表示され、下
糸残量調整カウンタの動作( ON / OFF )の設定ができます。
B
カウンタ設定画面
(画面 A)
【下糸残量検知】
下糸残量調整カウンタ ON:
ボビンからの反射光を検出し、下糸の残量が少なくなったことを
知らせます。カウンタ値は1縫製ごとに減算され、0 になるとカ
ウントアップ画面が表示されます。
下糸残量調整カウンタ OFF:
下糸残量検知を禁止に設定します。
下糸残量調整カウンタ設定
ポップアップ画面
(画面 B)
− −
Page 43

下糸残量調整値を設定する
3
カウンタ設定画面
(画面 A)
下糸残量調整値設定ボタン
Cを押すと、下糸残量調整値設
定画面(画面 B)が表示されます。
C
ここで下糸残量調整値 (0 ~ 9) を入力して下さい。
センサーで下糸無しを検出してからカウントアップ表示を行うま
での縫製回数を設定します。
下糸残りを長くしたいとき
→ 数字を小さく(0 の方へ)します。
下糸残量調整値設定画面
(画面 B)
下糸残りを短くしたいとき
→ 数字を大きく(9 の方へ)します。
− −
Page 44

*下糸残量調整カウンタの設定*
1) 下糸残量調整カウンタを、次の表に示す値に設定します。
2) 通常の縫製を始めます。テスト縫いの場合は、実際の工程の縫い長さと合わせてください。
3) 縫製を続けることにより、下糸が少なくなり、ボビンセンサが反射光を検知すると画面に下糸無しが表
示されます。
4) このとき下糸の残り長さを見て、カウンタ値を修正します。
5) カウンタ値を 1 大きくすると、1 回の縫いに消費される長さ分だけ下糸残り長さが短くなります。
6) 下糸無し表示時の下糸残り長さは、ある程度のばらつきがあります。
このばらつきは糸の種類や縫い長さ、糸の巻き方によります。
目安として、次に示す表のようになりますので、それぞれの縫製条件等に合わせ、下糸がなくなってし
まうことのないように、カウンタの値を修正してください。
{ カウンタ値は、縫い長さが 150mm のとき }
糸番手 カウンタ値 糸残り長さ参考値(m)
# 40 1 0.4 ~ 2.6
# 50 2 0.2 ~ 2.6
# 60 2 0.4 ~ 2.8
# 80 3 0.1 ~ 3.0
・糸残り量は、次のような場合、再調整が必要となります。
1.縫製物の縫い長さが変わったとき
2.下糸の番手が変わったとき
・下糸残量カウンタの値は、下糸残量調整カウンタの値を入力するとクリアされます。
7) ボビンから糸が無くなった場合、下糸残量検知装置は「下糸残量検知」ができなくなります。
したがって、下糸の残り長さは十分な余裕をもって「下糸無し」を表示するように下糸残量調整カウン
タの値を設定してください。
(2) 下糸残量調整カウンタのカウントアップ解除方法
縫製終了時に下糸残量カウンタ値が 0 になると、カウントアップ
画面を表示し、ブザーを鳴らします。残り少なくなった側のボビ
ンの下糸を交換してください。
A
クリアボタン Aを押すと下糸残量カウンタ値をリセットし、
縫製画面に戻ります。
− 0 −
Page 45

6. 縫いモードを変更するには
縫いモード選択画面を表示する
1
縫いモードを選択する
2
モード選択ボタン
単独縫い選択時
モード切替キー
す。
B
A
を押すと、ボタンの表示が切り替わります。
B
交互縫い選択時
Aを押すとモード切替画面が表示されま
サイクル縫い選択時
縫いモードを確定する
3
モード切替キー
単独縫い入力画面
Aを押すと選択した縫いモードのデータ入力画面を表示します。
交互縫い入力画面
サイクル縫い入力画面
− −
Page 46

7. 縫製パターンを使うには
(1) パターンの選択を行うには
入力画面を表示する
1
単独縫いモード、交互縫いモード、サイクル縫いモードの入力画面を表示すると、パターンの選択が可
能になります。
縫製画面をカスタマイズすることにより、縫製画面からもパターンの選択が可能となります。
パターン一覧画面を呼び出す
2
パターン一覧ボタン
A AA
パターンを選択する
3
選択したいパターンデータ
Aを押すと、パターン一覧画面が表示されます。
B
を押してください。
B
パターンを確定する
4
エンターボタン
C
B
C
B
Cを押すと、パターンが選択され、入力画面に戻ります。
− −
C
Page 47

(2) パターンの新規作成を行うには
データ入力画面を表示する
1
単独縫いモード、交互縫いモード、サイクル縫いモードの入力画面を表示すると、パターンの新規作成
が可能になります。
縫製パターン新規作成画面を呼び出す
2
新規作成ボタン
A A A
パターンの No. を入力する
3
Aを押すとパターン新規作成画面が表示されます。
新規に作成したいパターンの No. をテンキー
・ Dで未登録縫製パターンの No. を検索することもできます。
C
~ Bで入力してください。▼▲ボタン
B
DC
パターンの No. を確定する
4
エンターボタン
E
B
DC
E
B
DC
Eを押すと、新規作成するパターンの No. を確定し、入力画面に戻ります。
− −
E
Page 48

(3) パターンをコピーするには
すでに登録されているパターンを、未登録の縫製パターンにコピーすることができます。パターンの上書き
コピーは禁止していますので、上書きしたい場合は、一度パターンを消去してから行ってください。
→ パターンの消去方法については、"^-7. (4) パターンを消去するには " p.46 をご覧ください。
既に登録済みのパターン No. にコピーを行おうとした場合には、コピー不可エラー(E401)が表示さ
れます。
入力画面を表示する
1
単独縫いモード、交互縫いモード、サイクル縫いモードの入力画面を表示すると、コピーが可能になり
ます。
A
コピー元のパターン No. 一覧画面を呼び出す
2
パターンコピーボタン
Aを押すと、コピー元パターン一覧画面が表示されます。
A A
− −
Page 49

コピー元のパターンを選択する
3
コピー元のパターンをパターン一覧ボタンBから選択してください。
次にコピー先 No. 入力ボタン
C
B
コピー先のパターン No. を入力する
4
Cを押すと、コピー先 No. 入力画面(画面 B)が表示されます。
C
B
コピー元パターン一覧画面(画面 A)
B
C
コピー先のパターン No. をテンキー
D)で未使用のパターン No. を検索することもできます。
B BB
DC DCDC
~ Bで入力してください。▼▲ボタン(
E E E
コピー先 No. 入力画面(画面 B)
C・
コピーを開始する
5
エンターボタン
Eを押すとコピーを開始します。コピーされたパターン No. が選択状態で、コピー
元パターン一覧画面(画面 A)に戻ります。
− 45 −
Page 50

(4) パターンを消去するには
入力画面を表示する
1
単独縫いモード、交互縫いモード、サイクル縫いモードの入力画面を表示すると、パターン消去が可能
になります。
パターン一覧画面を呼び出す
2
パターン一覧ボタン
A
消去するパターンを選択する
3
Aを押すと、パターン No. 一覧画面(画面 A)が表示されます。
A
消去するパターンをパターン一覧ボタン
次に消去ボタン
Cを押すと、パターン消去確認画面が表示されます。
から選択してください。
B
A
B
消去するパターンを確定する
4
B
C
パターン No. 一覧画面(画面 A)
パターン消去確認画面で、エンターボタン
キャンセルボタン
を押せば、消去せずに元の画面 A に戻ります。
B
C
を押すとパターンが消去されます。
− −
C
Page 51

(5) パターンに名称を付けるには
入力画面を表示する
1
単独縫いモード、交互縫いモード、サイクル縫いモードの入力画面を表示すると、パターンデータに名
称入力が可能になります。
文字入力画面を呼び出す
2
文字入力ボタン
A
B
Aを押すと、文字入力画面(画面 B)が表示されます。
A
データ入力画面(画面 A)
F
B
F
B
A
F
C D
文字を入力する
3
入力したい文字ボタン
E
C D
文字入力画面(画面 B)
を押すことで、文字の入力ができます。文字( ~ 、 ~ )、
B
E
C D
記号( 、 、 、 、 、 )を最大 14 文字まで入力できます。カーソルは、カーソ
ル左移動ボタン C、カーソル右移動ボタン Dで移動することができます。入力した文字を
消去したい場合には、消去したい文字位置にカーソルを合わせ、消去ボタン Eを押してください。
文字入力を終了する
4
エンターボタン
Fを押すと、文字入力を終了します。終了後、入力画面上部に入力した文字が表
示されます。
E
− −
Page 52

(6) サイクル縫いデータの編集方法
サイクル縫い入力画面を表示する。
1
サイクル縫いモードの入力画面を表示すると、サイクル縫いデー
A
サイクル縫い入力画面
( 画面 C)
タの編集が可能となります。
B
パターン一覧画面
( 画面 B)
パターンデータを登録する。
2
空白ボタン
Aを押すと、パターン一覧画面 ( 画面 B) が
表示されます。
C
パターン一覧ボタンBから登録したいパターンデータを選択し、
エンターボタン Cを押すと、空白部に選択したパターン
データが登録されます。
一番目のパターンデータが登録されると、2 番目に空白ボタン
Dが表示されます。必要に応じて、2の操作を繰り返し
てください。
サイクル縫いデータには最大 6 個のパターンデータを登録す
ることができます。
− −
Page 53

登録したパターンデータを消去する。
3
D
サイクル縫い入力画面
( 画面 C)
消去ボタン
Eを押すと、白く強調表示されたパターンデー
タが消去されます。上下スクロールボタン Fで消去
したいパターンデータを選択して消去してください。
F
白く強調表示されたパターンデータは、次に縫製するパター
ンデータでもありますので、縫製作業に合わせて移動させて
E
登録されているパターンデータを編集する。
4
編集したいパターンデータボタン
ください。
Gを押すと、パター
ンデータ編集画面(画面 D)がポップアップ表示されます。
→ "^-3-(1) 入力画面(単独縫いモード)" p.28 を参照してく
ださい。
G
パターンデータ編集画面
(画面 D)
− −
Page 54

8. 縫製データを変更するには
(1) 縫製データの変更方法
入力画面を表示する
1
単独縫いモード、交互縫いモード、サイクル縫いモードの入力画面を表示すると、縫製データの変更が
可能になります。
よく使用する縫製データは入力画面の縫製データショートカットボタンBに登録でき、直接設定でき
ます。さらに、詳細な縫製データは Aを押すと、設定できます。
C
A
B
A
A
B
1. サイクル縫いモードの縫製データを変更する場合は、パターンデータ編集ボタン
可能になります。
2. 縫製データショートカットボタンBは、交互縫いモードの場合は表示されません。
3. 縫製データショートカットボタンBについては、"^-13. データ入力画面をカスタマイズするには "
p.80 を参照してください。
4. 縫製データの詳細は、"^-8-(2) 縫製データ一覧 1 データ入力画面で表示されている項目 " p.51 を
参照してください。
変更する縫製データを選択する。
2
を押すと、変更が
C
Aを押すと、縫製データ一覧画面(画面 A)が表示されま
すので、変更したいデータを選択してください。
形状により使用されないデータ項目は表示されませんのでご注
意ください。
縫製データ一覧画面
(画面 A)
− 0 −
Page 55

(2) 縫製データ一覧
データ入力画面で表示されている項目
1
No. 項目
動作モード切替
ミシンモータ、センターメス、コーナーメス動作の有無を選択します。
布送りモード 布送り・ミシン糸切り
設定範囲
/
編集単位
- - -
初期値
布送り・ミシン糸切り・
センターメスモード
布送り・ミシン糸切り・
センターメス・
コーナーメスモード
縫いモード切替
縫いモードを選択します。
* 交互縫いモードの場合のフラップ優先縫いは、 で設定します。
L 寸縫い 左フラップ縫い
右フラップ縫い フラップ優先縫い
L寸設定
L寸縫いの場合に、縫い長さを設定します。
* L寸縫い設定のときのみ設定可能となります。
マーキングライト照射位置の切替
縫い始め照射/縫い終り照射/センター照射を選択します。
縫い始め照射 縫い終り照射
- - -
18.0 ~
220.0
/
0.1mm
- - -
150.0mm
センター照射
フラップ落しデータ(左縫い始め)
左側フラップの縫い始め位置を調整します。
* フラップ縫い設定のときのみ設定可能となります。
フラップ落しデータ(左縫い終り)
左側フラップの縫い終り位置を調整します。
* フラップ縫い設定のときのみ設定可能となります。
フラップ落しデータ(右縫い始め)
右側フラップの縫い始め位置を調整します。
* フラップ縫い設定のときのみ設定可能となります。
・・・他の設定状態によって、表示されない項目です。
–9.9 ~
9.9
/
0.1mm
–9.9 ~
9.9
/
0.1mm
–9.9 ~
9.9
/
0.1mm
0.0mm
0.0mm
0.0mm
− −
Page 56

No. 項目
フラップ落しデータ(右縫い終り)
右側フラップの縫い終り位置を調整します。
* フラップ縫い設定のときのみ設定可能となります。
設定範囲
/
編集単位
–9.9 ~
9.9
/
0.1mm
初期値
0.0mm
縫い始め偏差方向切り替え
縫い始めの偏差方向の切り替えを行います。
縫い始め偏差量
縫い始めが斜め縫い設定の場合、偏差量を補正します。縫い始めが平行
縫い設定の場合は、偏差量は補正できません。
縫い終り偏差方向切り替え
縫い終りの偏差方向の切り替えを行います。
縫い終り偏差量
縫い終りが斜め縫い設定の場合、偏差量を補正します。縫い終りが平行
縫い設定の場合は、偏差量は補正できません。
- - -
0.5 ~
10.0
/
0.1mm
- - -
0.5 ~
10.0
/
0.1mm
0.0mm
0.0mm
センターメス動作位置設定
縫い始め / 縫い終りセンターメスの切断位置を設定します。
* コーナーメスの V 字の頂点に一致するようにゲージごとに必ず調整し
てください。
縫い始め
センターメス位置
縫い始めコーナーメス動作位置
縫い始めコーナーメスの切断位置を設定します。
縫い終りコーナーメス動作位置
縫い終りコーナーメスの切断位置を設定します。
縫い終り
センターメス位置
0.0 ~
25.0
/
0.1mm
–9.9 ~
9.9
/
0.1mm
–9.9 ~
9.9
/
0.1mm
7.0mm
0.0mm
0.0mm
・・・他の設定状態によって、表示されない項目です。
− −
Page 57

No. 項目
縫い始めコーナーメス右幅設定
縫い始めコーナーメスの右幅を設定します。
設定範囲
/
編集単位
–1.0 ~
1.5mm
/
0.1mm
初期値
0.5mm
縫い始めコーナーメス左幅設定
縫い始めコーナーメスの左幅を設定します。
縫い終りコーナーメス右幅設定
縫い終りコーナーメスの右幅を設定します。
–1.0 ~
1.5mm
/
0.1mm
–1.0 ~
1.5mm
/
0.1mm
0.5mm
0.5mm
縫い終りコーナーメス左幅設定
縫い終りコーナーメスの左幅を設定します。
− −
–1.0 ~
1.5mm
/
0.1mm
0.5mm
Page 58

No. 項目
縫い始め ( 左 ) コーナーメス動作位置設定
縫い始め左コーナーメスの動作 ( 前後 ) 位置を設定します。
設定範囲
/
編集単位
–9.9 ~
9.9mm
/
0.1mm
初期値
0.0mm
縫い始め ( 右 ) コーナーメス動作位置設定
縫い始め右コーナーメスの動作 ( 前後 ) 位置を設定します。
縫い終り ( 左 ) コーナーメス動作位置設定
縫い終り左コーナーメスの動作 ( 前後 ) 位置を設定します。
縫い終り ( 右 ) コーナーメス動作位置設定
縫い終り右コーナーメスの動作 ( 前後 ) 位置を設定します。
–9.9 ~
9.9mm
/
0.1mm
–9.9 ~
9.9mm
/
0.1mm
–9.9 ~
9.9mm
/
0.1mm
0.0mm
0.0mm
0.0mm
マーキングライト設定
縫い始め照射/縫い終り照射/センター照射の各場合のマーキングライ
ト照射位置を設定します。設定値 0.0mm のとき、縫い位置とマーキン
グライト照射位置は同じになります。縫い位置と異なる位置にマーキン
グライトを照射する場合にご使用ください。
縫い始め照射 縫い終り照射
センター照射
–100.0 ~
100.0
*縫い始め照
射は –80.0
~ 100.0
/
0.1mm
0.0mm
− −
Page 59

No. 項目
縫い始め偏差自動検知機能
縫い始めに、2 つのフラップセンサを使用してフラップを読み取り、自
動的に偏差を設定します。
* 右フラップ角度検知装置未実装の時は、左フラップ(両玉・片
玉片流し)のみ使用可能です。
設定範囲
/
編集単位
- - -
初期値
縫い終り偏差自動検知機能
縫い終りに、2 つのフラップセンサを使用してフラップを読み取り、自
動的に偏差を設定します。
* 右フラップ角度検知装置未実装の時は、左フラップ(両玉・片
玉片流し)のみ使用可能です。
ローラースタッカー停止/動作切替
ローラースタッカーの停止/動作を選択します。
* ローラースタッカー実装設定のときのみ表示されます。
停止 動作
クランプバースタッカー停止/動作切替
クランプバースタッカーの停止/動作を選択します。
※ クランプバースタッカー実装設定のときのみ表示されます。
停止 動作
- - -
- - -
- - -
・・・他の設定状態によって、表示されない項目です。
− −
Page 60

縫製データ一覧画面で表示されている項目
2
No. 項目
フラップ優先縫い選択
フラップ優先縫いモードを選択します。
* 交互縫いモード設定のときのみ設定可能となります。
設定範囲
/
編集単位
- - -
初期値
フラップ優先
縫い禁止
フラップ優先
縫いモード
マーキングライト照射位置の自動切替選択
が縫い始め照射か縫い終り照射のときに、縫製終了後自動的に
マーキングライト照射位置を切替えます。
* 交互縫いモード、サイクル縫いモードのときは動作しません。
停止 動作
フラップ強制停止データ
フラップ縫い終り端を検出できなかった場合、後基準位置から設定長さ
だけ縫製したあと停止します。
* フラップ縫い設定のときのみ設定可能となります。
縫い始め偏差検知補正値
縫い始めに自動検知した偏差に対して、さらに補正を行います。
- - -
0.0 ~
10.0
/
0.1mm
–9.9 ~
9.9mm
/
0.1mm
5.0mm
0.0mm
縫い終り偏差検知補正値
縫い終りに自動検知した偏差に対して、さらに補正を行います。
本縫いピッチ
本縫い部分の縫いピッチを設定します。
縫い始めコンデンス / バックタック選択
縫い始めコンデンス / バックタックの選択をします。
コンデンス バックタック
–9.9 ~
9.9mm
/
0.1mm
2.0 ~ 3.4
/
0.1mm
- - -
0.0mm
2.5mm
・・・他の設定状態によって、表示されない項目です。
− −
Page 61

No. 項目
縫い始めコンデンス針数
縫い始めコンデンス針数を設定します。
* コンデンス選択のときのみ設定できます。
設定範囲
/
編集単位
3 ~ 19
/
1 針
初期値
5 針
縫い始めコンデンスピッチ
縫い始めコンデンス縫いピッチを設定します。
* コンデンス選択のときのみ設定できます。
コンデンス縫い始め 1 針目ピッチ
縫い始めコンデンス縫いの 1 針目ピッチを設定します。
* コンデンス選択のときのみ設定できます。
*
*縫い始めが平行の場合のみ設定可能です。
コンデンス縫い始め 2 針目ピッチ
縫い始めコンデンス縫いの 2 針目ピッチを設定します。
* コンデンス選択のときのみ設定できます。
*
*縫い始めが平行の場合のみ設定可能です。
コンデンス縫い始め 3 針目ピッチ
縫い始めコンデンス縫いの 3 針目ピッチを設定します。
* コンデンス選択のときのみ設定できます。
*
*縫い始めが平行の場合のみ設定可能です。
コンデンス / バックタック詳細設定選択のときのみ設定できます。
コンデンス / バックタック詳細設定選択のときのみ設定できます。
コンデンス / バックタック詳細設定選択のときのみ設定できます。
0.5 ~ 1.5
/
0.1mm
0.1 ~ 1.5
/
0.1mm
0.1 ~ 1.5
/
0.1mm
0.1 ~ 1.5
/
0.1mm
1.0mm
1.0mm
1.0mm
1.0mm
縫い始めバックタック針数
縫い始めバックタック針数を設定します。
* バックタック選択のときのみ設定できます。
縫い始めバックタックピッチ
縫い始めバックタック縫いピッチを設定します。
* バックタック選択のときのみ設定できます。
・・・他の設定状態によって、表示されない項目です。
− −
1 ~ 12
/
1 針
0.5 ~ 3.0
/
0.1mm
3 針
2.0mm
Page 62

No. 項目
縫い始めバックタック止め縫いピッチ
縫い始めバックタック止め縫いピッチを設定します。
* バックタック選択のときのみ設定できます。
設定範囲
/
編集単位
–2.0 ~
2.0
/
0.1mm
初期値
–1.5mm
バックタック縫い始め折り返し 1 針目ピッチ
縫い始めバックタック縫いの折り返し部 1 針目ピッチを設定します。
* バックタック選択のときのみ設定できます。
*
*縫い始めが平行の場合のみ設定可能です。
バックタック縫い始め折り返し 2 針目ピッチ
縫い始めバックタック縫いの折り返し部 2 針目ピッチを設定します。
* バックタック選択のときのみ設定できます。
*
*縫い始めが平行の場合のみ設定可能です。
バックタック縫い始め折り返し 3 針目ピッチ
縫い始めバックタック縫いの折り返し部 3 針目ピッチを設定します。
* バックタック選択のときのみ設定できます。
*
*縫い始めが平行の場合のみ設定可能です。
コンデンス / バックタック詳細設定選択のときのみ設定できます。
コンデンス / バックタック詳細設定選択のときのみ設定できます。
コンデンス / バックタック詳細設定選択のときのみ設定できます。
0.1 ~ 3.0
/
0.1mm
0.1 ~ 3.0
/
0.1mm
0.1 ~ 3.0
/
0.1mm
2.0mm
2.0mm
2.0mm
縫い終りコンデンス / バックタック選択
縫い終りコンデンス / バックタックの選択をします。
コンデンス バックタック
縫い終りコンデンス針数
縫い終りコンデンス針数を設定します。
* コンデンス選択のときのみ設定できます。
縫い終りコンデンスピッチ
縫い終りコンデンス縫いピッチを設定します。
* コンデンス選択のときのみ設定できます。
- - -
3 ~ 19
/
1 針
0.5 ~ 1.5
/
0.1mm
5 針
1.0mm
・・・他の設定状態によって、表示されない項目です。
− −
Page 63

No. 項目
コンデンス最終針ピッチ
縫い終りコンデンス縫いの最終針ピッチを設定します。
* コンデンス選択のときのみ設定できます。
*
*縫い始めが平行の場合のみ設定可能です。
コンデンス / バックタック詳細設定選択のときのみ設定できます。
設定範囲
/
編集単位
0.1 ~ 1.5
/
0.1mm
初期値
1.0mm
コンデンス最終針の 1 針前ピッチ
縫い終りコンデンス縫いの最終針の 1 針前ピッチを設定します。
* コンデンス選択のときのみ設定できます。
*
*縫い始めが平行の場合のみ設定可能です。
コンデンス最終針の 2 針前ピッチ
縫い終りコンデンス縫いの最終針の 2 針前ピッチを設定します。
* コンデンス選択のときのみ設定できます。
*
*縫い始めが平行の場合のみ設定可能です。
縫い終りバックタック針数
縫い終りバックタック針数を設定します。
* バックタック選択のときのみ設定できます。
縫い終りバックタックピッチ
縫い終りバックタック縫いピッチを設定します。
* バックタック選択のときのみ設定できます。
コンデンス / バックタック詳細設定選択のときのみ設定できます。
コンデンス / バックタック詳細設定選択のときのみ設定できます。
0.1 ~ 1.5
/
0.1mm
0.1 ~ 1.5
/
0.1mm
1 ~ 12
/
1 針
0.5 ~ 3.0
/
0.1mm
1.0mm
1.0mm
3 針
2.0mm
縫い終りバックタック折り返し 1 針目ピッチ
縫い終りバックタック折り返し部 1 針目ピッチを設定します。
*
*
*縫い始めが平行の場合のみ設定可能です。
縫い終りバックタック折り返し 2 針目ピッチ
縫い終りバックタック折り返し部 2 針目ピッチを設定します。
*
*
*縫い始めが平行の場合のみ設定可能です。
・・・他の設定状態によって、表示されない項目です。
バックタック選択のときのみ設定できます。
コンデンス / バックタック詳細設定選択のときのみ設定できます。
バックタック選択のときのみ設定できます。
コンデンス / バックタック詳細設定選択のときのみ設定できます。
− −
0.1 ~ 3.0
/
0.1mm
0.1 ~ 3.0
/
0.1mm
2.0mm
2.0mm
Page 64

No. 項目
縫い終りバックタック折り返し 3 針目ピッチ
縫い終りバックタック折り返し部 3 針目ピッチを設定します。
*
*
*縫い始めが平行の場合のみ設定可能です。
バックタック選択のときのみ設定できます。
コンデンス / バックタック詳細設定選択のときのみ設定できます。
設定範囲
/
編集単位
0.1 ~ 3.0
/
0.1mm
初期値
2.0mm
縫い終りバックタック最終針ピッチ
縫い終りバックタック最終針ピッチを設定します。
* バックタック選択のときのみ設定できます。
縫い終りバックタック折り返し補正
縫い終りバックタック折り返し補正値を設定します。
* バックタック選択のときのみ設定できます。
* がパターンデータで補正するときのみ設定できます。
スタック位置
コーナーメス位置から設定距離だけ大押えを移動した後にスタッカーを
動作させます。( + : 奥側 − : 手前側 )
* 動作量の範囲は、縫い終わったときの大押えの位置により制限されま
す。
*
ク ランプバ ー スタッカ ー使用か、 ローラース タ ッ
カー使用であり、なおかつ ローラースタッカー動作設定か、
クランプバースタッカー動作設定のときのみ設定できます。
–2.0 ~
2.0
/
0.1mm
–2.0 ~
2.0
/
0.1mm
–500 ~
500mm
/
1mm
–1.5mm
1.0mm
0mm
スタッカータイマー 1
ローラー回転時間を設定します。設定時間前に生地センサーが生地なし
を検出した場合には回転を停止します。
*
縫い始め位置までの空送りスピード
縫い始め位置までの空送りスピードを設定します。
コーナーメス位置までの空送りスピード
コーナーメス位置までの空送りスピードを設定します。
・・・他の設定状態によって、表示されない項目です。
ローラースタッカーオプション使用であり、なおかつ
ローラースタッカー動作設定のときのみ設定できます。
0.0 ~ 9.9
/
0.1 秒
3 ~ 10
/
1
3 ~ 10
/
1
0.5 秒
5
5
− 0 −
Page 65

No. 項目
ダーツ延し装置停止/動作切替
ダーツ延し装置の停止/動作を選択します。
*
ダーツ延しオプション使用のときのみ設定できます。
停止 動作
設定範囲
/
編集単位
- - -
初期値
芯地自動供給装置停止 / 動作切替
芯地自動供給装置の停止 / 動作を選択します。
*
* 芯地供給関連でパターン使用しない場合は、テーブル上面に芯地が出
フラップ長さ
フラップの長さを設定します。
ラップ縫い選択のときのみ設定できます。
* 本設定は、芯地自動供給装置の芯地繰り出し長さを決めるために設定
ミシン高速回転数
本縫い部の回転数を設定します。
*
芯地自動供給オプション使用のときのみ設定できます。
ないようにご注意ください。次に使用する際は、一度パネル上の繰り
出しボタンを押してカットする繰り出し動作をしてください。
停止 動作
芯地自動供給装置が動作選択、かつ 縫いモード切替がフ
します。縫い長さは、フラップセンサーの検出により決まります。
回転速度設定選択がパターンデータ選択のときのみ設定でき
ます。
- - -
37.0 ~
220.0
/
0.1mm
1000 ~
3000
/
100
sti/min
150.0mm
2500
sti/min
ミシン低速回転数
コンデンス縫い・バックタック縫い部の回転数を設定します。
*
*
・・・他の設定状態によって、表示されない項目です。
ミシン高速回転数により制限されます。
ミシン回転速度設定選択がパターンデータ選択のときのみ設
定できます。
1000 ~
2500
/
100
sti/min
1500
sti/min
− −
Page 66

(3) 交互縫い縫製データ上下コピー機能
交互縫い入力画面を表示する。
1
交互縫いモードの入力画面を表示すると、上下データコピーが可
能になります。
A
B
縫いモード切替画面を呼び出す。
2
縫いモード設定ボタンを押して縫いモード切替画面を表示しま
す。上の縫製データを下の縫製データにコピーしたい場合は下側
のボタンBを、下の縫製データを上の縫製データにコピーした
い場合は上側のボタンAを押してください。
交互縫い縫製データをコピーする。
3
縫いモード切替画面で、上下縫製データコピーボタン Cを
押してください。
C
− −
Page 67

コピーを開始する。
4
コピー確認画面で、エンターボタン
を押すと縫製データ
を左右反転してコピーします。キャンセルボタン を押せば、
コピーせずに元の縫いモード切替画面に戻ります。
※ 次の縫製データはコピー時に左右反転されます(その他の縫製データはそのままコピーされます)。
No. 項目
S003 縫いモード切替
S008 フラップ落としデータ ( 左縫い始め)
S009 フラップ落としデータ ( 左縫い終り)
S010 フラップ落としデータ ( 右縫い始め)
S011 フラップ落としデータ ( 右縫い終り)
S013 縫い始め偏差方向切り替え
S015 縫い終り偏差方向切り替え
S021 縫い始めコーナーメス右幅設定
S022 縫い始めコーナーメス左幅設定
S023 縫い終りコーナーメス右幅設定
S024 縫い終りコーナーメス左幅設定
S025 縫い始め ( 左 ) コーナーメス動作位置設定
S026 縫い始め ( 右 ) コーナーメス動作位置設定
S027 縫い終り ( 左 ) コーナーメス動作位置設定
S028 縫い終り ( 右 ) コーナーメス動作位置設定
− −
Page 68

9. メモリースイッチデータを変更するには
(1) メモリースイッチデータの変更方法
メモリースイッチデータ一覧画面を表示する
1
A
C
モード切替キー
Aが表示されます。このボタンを押すと、メモリースイッ
チデータ一覧画面(画面 A)が表示されます。
変更したいメモリスイッチボタンを選択する
2
上下スクロールボタン
タ項目ボタンCを選択してください。
B
を押すと画面上にメモリスイッチボタン
Bを押して、変更したいデー
メモリースイッチデータ
一覧画面(画面 A)
− −
Page 69

(2) メモリスイッチデータ一覧
① レベル1
メモリスイッチデータ ( レベル1) は、ミシンが共通に持つ動作データであり、すべての縫製パターン
に共通で作用するデータです。
設定範囲
No. 項目
縫製終了後の大押え位置切替
縫製終了後の大押え位置を前進端/中間戻し/押え戻し/後進端停止
から選択します。
大押え前進端停止 大押え中間戻し
大押え押え戻し 大押え後進端停止
/
編集単位
- - -
初期値
前進端動作開始待ち時間
大押え前進端動作開始までの待ち時間を設定します。
* が前進端停止設定のときのみ設定できます。
縫い始め芯地自動供給繰り出し回数
縫い始めの芯地自動供給装置の繰り出し回数を設定します。
* 芯地自動供給オプション使用のときのみ設定できます。
縫い終り芯地自動供給繰り出し長さ
縫い終りの芯地自動供給装置の繰り出し長さを設定します。
* 芯地自動供給オプション使用のときのみ設定できます。
糸切りタイミング
縫製終了後の糸切りタイミングを標準/中間/最長から選択し、縫い
終り糸の長さを調整します。
標準 0 中間 1
0.50 ~
9.99
/
0.01 秒
2 ~ 9
/
1
0 ~
99.9
/
0.1mm
- - -
3.00 秒
3
0mm
最長 2
* 定寸ジッパーアタッチメントを実装した場合、設定を標準
値 0 にすると上糸が切れない恐れがあります。
スタッカータイマー 2
スタック台へ生地を保持するクランプ動作開始から生地押え開放まで
の待ち時間を設定します。
*
・・・他の設定状態によって、表示されない項目です。
クランプバースタッカーオプション使用のときのみ設定で
きます。
− −
0.00 ~
9.99
/
0.01 秒
0.70 秒
Page 70

No. 項目
スタッカータイマー 3
生地払いバーの動作時間を設定します。
*
スタッカータイマー 4
大押え上昇により縫製物を開放するタイミングを早くする時間を設定
します。短い縫製物をクランプする場合に自重で落下させる量を調整
します。
*
ミシン高速回転数
本縫い部の回転数を設定します。
*
ミシン低速回転数
コンデンス縫い・バックタック縫い部の回転数を設定します。
*
*
ソフトスタート 1 針目
縫い始め1針目の回転数を制限します。
ソフトスタート 2 針目
縫い始め 2 針目の回転数を制限します。
ソフトスタート 3 針目
縫い始め 3 針目の回転数を制限します。
大押え戻りスピード
大押え戻りスピードを設定します。
クランプバースタッカーオプション使用のときのみ設定で
きます。
クランプバースタッカーオプション使用のときのみ設定で
きます。
ミシン回転速度設定選択がメモリスイッチのときのみ設定
できます。
ミシン高速回転数により制限されます。
ミシン回転速度設定選択がメモリスイッチのときのみ設定
できます。
設定範囲
/
編集単位
0.00 ~
9.99
/
0.01 秒
0.00 ~
9.99
/
0.01 秒
1000 ~
3000
/
100
sti/min
1000 ~
2500
/
100
sti/min
500 ~
2500
/
100
sti/min
500 ~
2500
/
100
sti/min
500 ~
2500
/
100
sti/min
3 ~ 9 /1 7
初期値
0.70 秒
0.00 秒
2500sti/min
1500sti/min
500sti/min
700sti/min
1000sti/min
糸切れ検知選択
糸切れ検知 あり/なしを選択します。
糸切れ検知あり 糸切れ検知なし
・・・他の設定状態によって、表示されない項目です。
− −
- - -
Page 71

No. 項目
フラップ押え動作モード
フラップ押えの動作順番を選択します。
右から 左から
左右同時 フラップを置く側
* ペダルのカスタマイズ設定で左右同時動作にした場合は、このパ
ラメータは無視され、左右同時に動作します。
大押え下降順切替
大押えの下降順番を選択します。
右から 左から
左右同時
* ペダルのカスタマイズ設定で左右同時動作にした場合は、このパ
ラメータは無視され、左右同時に動作します。
折込み板動作モード
コーナーメス突き上げ時に折込み板を「戻す/戻さない」を選択します。
設定範囲
/
編集単位
- - -
- - -
- - -
初期値
戻す 戻さない
バインダ減圧上昇禁止
空送り時のバインダの減圧上昇を禁止します。
減圧上昇禁止 減圧上昇
立ちペダル連続踏みタイマー 有効/無効 切替
立ちペダル連続踏みタイマーの有効/無効を選択します。
*
ワンショットペダルに設定されているときのみ設定できます。
無効 有効
立ちペダル連続踏みタイマー
立ちペダルを踏んだままで縫製物セット作業を行う場合に、各装置が
順番に動作するときの時間間隔を設定します。
*
ワンショットペダルに設定されているときのみ設定できます。
コンデンス / バックタック詳細設定
コンデンス / バックタック部のピッチを詳細に設定「する / しない」
を選択します。
- - -
- - -
0.1 ~
2.0
/
0.1 秒
- - -
0.5 秒
する しない
・・・他の設定状態によって、表示されない項目です。
− −
Page 72

No. 項目
フラップストッパー位置
フラップ縫いの場合に、マーキングライトの縫い始め照射位置(針か
らの距離)を設定します。
* マーキングライトの照射位置のみの設定であり、実際の縫い位置
はフラップセンサーで検出したフラップ端位置となります。
設定範囲
/
編集単位
80.0 ~
280.0
/
0.1mm
初期値
80.0mm
偏差検知を使用してフラップ落とし位置の補正切り替え
左フラップの偏差自動検知を設定しないとき、第 2 フラップセンサ
を使用して自動でフラップ落としの補正を行います。
* 偏差自動検知の設定時は、この設定の有無に関わらず、自動でフ
ラップ落としの補正を行います。
する しない
コーナーメス設定画面の生地表裏切替
コーナーメス設定画面に表示される生地を表表示 / 裏表示に選択します。
表表示 裏表示
スタッカータイマー 5
生地をつかむ動作開始から生地解放までの待ち時間を設定します。
* つかみスタッカーオプション使用のときのみ設定できます。
スタッカータイマー 6
首振りアームの動作時間を設定します。
* つかみスタッカーオプション使用のときのみ設定できます。
- - -
- - -
0.00 ~
9.99
/
0.01 秒
0.00 ~
9.99
/
0.01 秒
1.00 秒
1.50 秒
グリスアップ針数
グリス補充後のミシン動作針数を表示します。
* クリアボタンを押すと針数が 0 にクリアされます。必ずグリスの
補充を行った後にクリアしてください。
言語選択
パネルに表示する文字の言語を選択します。
日本語 英語
中国語 ( 簡体 ) 中国語 ( 繁体 )
スペイン語 イタリア語
フランス語 ドイツ語
ポルトガル語 トルコ語
ベトナム語 韓国語
インドネシア語
ロシア語
- - - - - -
- - - 未選択
− −
Page 73

② レベル 2
メモリスイッチデータ ( レベル 2) は、ミシンが共通に持つ動作データであり、すべての縫製パターン
に共通で作用するデータです。保全者を対象としたデータであり、モードスイッチを6秒間長押しで編
集可能となります。
設定範囲
No. 項目
マーキングライト実装
マーキングライトを実装する / しないを選択します。実装しないを選
択した場合、マーキングライトは動作しません。
実装しない 実装する
/
編集単位
- - -
初期値
縫い位置の選択
必ず後基準位置で縫い終わるモードと、必ず前基準位置から縫い始め
るモードと、 の設定に合わせて縫い位置を変える従来動作モー
ドのいずれかを選択します。
* 前基準位置:針から 80mm
後基準位置:針から 300mm
従来動作モード
縫い位置固定モード
( 前基準 )
縫い位置固定モード
( 後基準 )
ペダル動作モードの切替
足踏みペダルの使用モードを設定します。
7 段ペダルモード
1 ショットペダル
モード
センターメス切断余裕率
センターメスの回転速度に対する余裕率を設定することができます。
間欠送り禁止設定
間欠送り縫製をする/しないを選択します。
* 間欠送りを行う場合は、ミシンの最高回転数が 1,500sti/min に
制限されます。
- - -
- - -
300 ~
500
/
1%
- - -
350%
間欠送り縫製をする
間欠送り縫製をしない
− −
Page 74

No. 項目
フラップ落しデータの編集基準切替
パネルから設定するフラップ落しデータをフラップ検出端からの補正
値とするか、センサーを検出してから縫い始めまでの距離とするかを
選択します。
フラップ
検出端補正
センサー補正
設定範囲
/
編集単位
- - -
初期値
L 寸データ範囲拡大
L 寸長さのデータ範囲をL寸最大 220m m + 15mm 拡大する / し
ないを設定します。
拡大しない 拡大する
ミシン回転速度設定選択
ミシン回転速度の設定をメモリスイッチとパターンデータのどちらで
行うかを選択します。
メモリスイッチ パターンデータ
反射テープチェックモード選択
反射テープチェックモード ON/OFF を設定します。
ONに設定すると、電源投入後の最初の大押え前進動作で自動的に押
えを下降して、反射テープの劣化チェックを行います。
* 自動的に大押えを下降させますので、必ず敷板仕様の場合にのみ
ご使用ください。
OFF ON
縫い終りバックタック折り返し補正設定選択
縫い終りバックタック折り返し補正の設定をメモリスイッチとパター
ンデータのどちらで行うかを選択します。
- - -
- - -
- - -
- - -
メモリスイッチ パターンデータ
縫い終りバックタック折り返し補正
縫い終りバックタック折り返し補正を設定します。
* がメモリスイッチ選択のときのみ設定できます。
パターン一覧画面でのモード切替ボタン表示選択
パターン一覧画面にモード切替ボタンを表示して、異なるモードの
データを選択可能にします。
非表示 表示
− 2.0 ~
2.0
/
0.1mm
- - -
1.0mm
− 0 −
Page 75

No. 項目
バックタック制御方式選択
バックタックの縫いパターンを選択できます。
第 1 モード ( 標準 )
長い方の縫い目先縫い ( 縫い品質重視 )
第 2 モード
短い方の縫い目先縫い ( 生産性重視 )
第 3 モード
偏差量に応じて第 1 モードと第 2 モードを切り替え
第 4 モード
APW-196 と同様の仕様 ( 速度重視 )
第 2、第 4 モードは、標準の玉布定規では対応していません。
*
サイクル縫い連結機能
奇数パターンと偶数パターンをつなげて最大 12 ステップを縫うこと
ができます。
1 と 2、3 と 4、…、19 と 20 の組み合わせのみ連結できます。
設定範囲
/
編集単位
- - -
- - -
初期値
連結機能 OFF 連結機能 ON
コーナーメスインデックス常時動作
通常は規定値以上でないと、長いコーナーメスを使用しませんが、本
機能を ON にすることで、偏差時は常に長いコーナーメスを使用しま
す。
常時
インデックス OFF
常時
インデックス ON
コンデンス制御方式選択
コンデンスの縫いパターンを選択できます。
第 1 モード ( 標準 )
長い方の縫い目先縫い
第 2 モード
短い方の縫い目先縫い
第 2 モードは、標準の玉布定規では対応していません。
*
センターメス下降時間
センターメス下降時間を設定します。
センターメスワンショット動作禁止設定
縫い終り側のセンターメスの切断位置を正確に切断するためのワン
ショット動作の有無を選択します。
ワンショット動作
する
ワンショット動作
禁止
- - -
- - -
10 ~
100
/
1
- - -
40
大押えモータ原点補正
大押えモータの原点を補正します。
− −
− 10.0
~ 10.0
/
0.1mm
0.0mm
Page 76

No. 項目
コーナーメスモータ原点補正
コーナーメスモータの原点を補正します。
設定範囲
/
編集単位
− 5.0 ~
5.0
/
0.1mm
初期値
0.0mm
マーキングライト原点補正(真下)
マーキングライトモータの原点を補正します。原点はライトを真下に
照射した状態であり、針から 230mm の位置となります。
マーキングライト原点補正(針側)
マーキングライトモータの原点から針側の位置を補正します。ライト
照射位置は針から 80mm の位置となります。
マーキングライト原点補正(作業者側)
マーキングライトモータの原点から作業者側の位置を補正します。ラ
イト照射位置は針から 380mm の位置となります。
バックタックモータ原点補正
バックタックモータの原点を補正します。
− 500
~ 500
/
1pulse
− 500
~ 500
/
1pulse
− 500
~ 500
/
1pulse
− 30 ~
30
/
1pulse
0pulse
0pulse
0pulse
0pulse
− −
Page 77

10. オプション設定を行うには
(1) オプション設定の変更方法
モード切替画面の 2 画面目を表示する
1
A
モード切替キー
このボタンを押すと、モード切替画面の 2 画面目(画面 A)が表
オプション設定一覧画面を表示する
2
を 6 秒間押し続けると画面上に右スクロー
ルボタン Aが表示されます。
示されます。
モード切替画面 2 画面目
(画面 A)
D
画面上にオプション設定ボタン
Bが表示されます。
このボタンを押すと、オプション設定一覧画面(画面 B)が表示
されます。
B
変更したいオプション設定を選択する
3
上下スクロールボタン Cを押して、変更したいデー
タ項目ボタンDを選択してください。
C
オプション設定一覧画面
(画面 B)
− −
Page 78

− −
(2) オプション設定一覧
オプションの装着状態を設定することにより、各オプション動作が可能となります。
設定範囲
No. 項目
編集単位
クランプバースタッカー実装/未実装を設定します。 - - -
/
初期値
未実装 実装
ローラスタッカー実装/未実装を設定します。 - - -
未実装 実装
掴みスタッカー装置実装/未実装を設定します。 - - -
未実装 実装
ダーツ延し装置実装/未実装を設定します。
- - -
*但し、実装の場合、 ゲージサイズ設定が 8 ~ 12mm に制
限されます。
未実装 実装
バキューム装置実装/未実装を設定します。 - - -
未実装 実装
未実装
未実装
未実装
未実装
未実装
芯地自動供給装置実装/未実装を設定します。 - - -
未実装 実装
胸箱装置実装/未実装を設定します。
- - -
*但し、実装の場合、 ゲージサイズ設定が 8 ~ 12mm に制
限されます。
未実装 実装
定寸ジッパーアタッチメント実装/未実装を設定します。
- - -
*但し、実装の場合、 ゲージサイズ設定が 16 ~ 20mm に制
限されます。
未実装 実装
右フラップ角度検知装置実装 / 未実装を設定します。 - - -
未実装 実装
未実装
未実装
未実装
未実装
Page 79

11. 装置設定を変更するには
(1) 装置設定の変更方法
1
A
モード切替キー
このボタンを押すと、モード切替画面の 2 画面目(画面 A)が表
2
モード切替画面の 2 画面目を表示する
を 6 秒間押し続けると画面上に右スクロー
ルボタン Aが表示されます。
示されます。
装置設定一覧画面を表示する
モード切替画面 2 画面目
(画面 A)
C
画面上に装置設定ボタン
このボタンを押すと、装置設定一覧画面 ( 画面 B) が表示されます。
B
変更したい装置設定を選択する
3
変更したいデータ項目ボタン
Bが表示されます。
を選択してください。
C
装置設定一覧画面
(画面 B)
− −
Page 80

− −
(2) 装置設定一覧
装置の仕様を設定することにより、仕様に合わせた動作が可能となります。
No. 項目
ゲージサイズ
ミシンのゲージサイズを設定します。
* ゲージサイズの設定値により、コーナーメス動作が変更されます。
*
ダーツ延し装置が装着されている場合は 8 ~ 12 mmに、
胸 箱 装 置 が 装 着 さ れ て い る 場 合 は、8 ~ 12mm に、
定寸ジ ッパーアタ ッチメント が装着され ている場合 は、
16 ~ 20mm に範囲が制限されます。
設定範囲
/
編集単位
8 ~ 20
/
2mm
初期値
10mm
固定側インデックス余分切り長さ
固定側インデックスの余分きり長さを設定します。
移動側インデックス余分切り長さ
移動側インデックスの余分切り長さを設定します。
0.0 ~
16.0mm
/
0.1mm
0.0 ~
16.0mm
/
0.1mm
4.0mm
4.0mm
Page 81

12. ペダル操作をカスタマイズするには
ペダルの各踏み込み段数に対して“バインダ下降”“フラップ押え下降”等の動作機能をご使用状況に合わ
せて任意に登録することができます。
また、カスタマイズしたペダル操作データは最大 5 種類持つことができますので選択してご使用ください。
(1) カスタマイズデータを選択して使用する方法
ペダルカスタマイズ画面を表示する
1
B
モード切替キー
ン Aが表示されます。
このボタンを押すと、ペダルカスタマイズ画面(画面 A)が表示
A
されます。
カスタマイズ登録している 5 種類のペダル操作データをボタン
2
D
3
から選択します。このとき選択しているペダル操作データの
B
内容がCに表示されます。
画面終了ボタン
を押すと画面上にペダルカスタマイズボタ
Dを押すと選択したペダル操作データを確
C
ペダルカスタマイズ画面
(画面 A)
定して元の画面に戻ります。
− −
Page 82

− −
(2) ペダル操作データをカスタマイズする
A
B
C
D
ボタン
1
後退させないかを設定します。
表示 内容
ボタン
2
動作しないかを設定します。
表示 内容
Aを押して、ペダル逆踏みで大押えを後退させるか
後退させる
後退させない
Bを押して、ペダル逆踏みで芯地押えが動作するか
動作する
動作しない
ボタン
3
Cを押して1~7段の各ペダル動作をロックするか
ロックしないかを設定します。
ロックした場合、ペダルを放してもペダル逆踏みまたはパネルリ
セットしない限りペダル操作による動作状態を保持します。
表示 内容
ロックする
ロックしない
ボタン
4
Dを押すと、ペダル動作機能設定画面(画面 A)が
表示され、 各ペダル段数に登録する動作機能を設定できます。
ペダル動作機能設定画面
(画面 A)
Page 83

1段目から順次下記機能を登録することができます。登録可能な
5
機能が、 のようにボタン状態になり順次表示されます。押
すと反転表示され、登録されます。▲▼ボタン Eでペダル
F
E
段数を進めます。 Fでペダル段数を戻すと、一つ前の状態
になります。
最後まで登録するとエンターボタン Gが表示されますので
押して登録データを確定してください。
G
* 段数を空けて登録することも可能です。
* ミシンスタート
* 大押えの左右どちらから下降するかは、
を登録せずに確定した場合は、ひざスイッチスタートとなります。
大押え下降順切替により決まります。左右同時に設定さ
れている場合は、この画面で個別動作に設定しても左右同時に動作します。
* フラップ押えの左右どちらから下降するかは、 フラップ押え下降順切替により決まります。左右
同時に設定されている場合は、この画面で個別動作に設定しても左右同時に動作します。
表示 内容 表示 内容
ダーツ延しON(オプション) バインダ下降
バキューム吸引(オプション) フラップ押え片側下降
大押え片側下降 フラップ押え残り片側下降
大押え残り片側下降 ミシンスタート
− −
Page 84

− 0 −
13. データ入力画面をカスタマイズするには
データ入力画面に表示されているボタンは、お客様の使用状況に合わせてカスタマイズすることが可能です。
(1) カスタマイズ方法
入力画面のカスタマイズ画面を表示する
1
A
B
F
C
D
E
G
H
I
J
K M
L
モード切替キー
を 3 秒間押し続けると画面上に入力画面の
カスタマイズボタン Aが表示されます。
このボタンを押すと、入力画面のカスタマイズ画面が表示されま
す。
ボタンの状態を選択する
2
B~M
のボタンは、押すごとにボタン表示 / 非表示を切り替え
ることができます。お客様の使用状況に合わせてカスタマイズし
てご使用ください。
記号 表示 非表示 内容 初期状態
B
C
パターン一覧ボタン 表示
フラップ落しデータ(左縫い始め) 表示
D
E
F
G
H
I
J
K
L
M
センターメス動作位置設定 表示
フラップ落しデータ(左縫い終わり) 表示
縫いモード切替 表示
L寸設定 表示
縫い始めコーナーメス動作位置 表示
偏差量設定 表示
縫い終りコーナーメス動作位置 表示
スタッカー停止/動作切替 表示
動作モード切替 表示
マーキングライト設定 表示
Page 85

N
縫製データカスタマイズボタンに登録する
3
縫製データカスタマイズボタン
には、縫製データを4つまで
N
登録することができます。頻繁に使用する縫製データを登録して
ご使用ください。
登録したいカスタマイズボタンNを押すと縫製データ一覧画面
( 画面 A) が表示されます。
登録する縫製データを選択する
4
縫製データボタン
により、登録したい縫製データを選択して
O
ください。
選択したボタンを再度押すと選択は解除されます。
カスタマイズボタンに登録する
5
O
縫製データ一覧画面
( 画面 A)
ご購入時は、左から順番に、
a. 本縫いピッチ
エンターボタン
を終了し、入力画面のカスタマイズ画面に戻ります。登録した縫
製データがカスタマイズボタンN上に表示されます。
P
Pを押すと、カスタマイズボタンへの登録
b. 縫い始めコンデンス / バックタック選択
c. 縫い終りコンデンス / バックタック選択
d. ダーツ延し装置停止 / 動作切替
が登録されています。
− −
Page 86

− −
14. 縫製画面のカスタマイズ設定を行うには
データ入力画面に表示されているボタンは、お客様の使用状況に合わせてカスタマイズすることが可能です。
(1) カスタマイズ方法
縫製画面のカスタマイズ画面を表示する
1
A
F
C
D
E
B
モード切替キー
を 3 秒間押し続けると画面上に縫製画面カ
スタマイズボタン Aが表示されます。
このボタンを押すと、縫製画面のカスタマイズ画面が表示されま
す。
ボタンの状態を設定する
2
B~M
のボタンは、押すごとにボタン表示 / 非表示を切り替え
ることができます。お客様の使用状況に合わせてカスタマイズし
G
H
I
J
てご使用ください。
記号 表示 非表示 内容 初期状態
B
パターン一覧ボタン 非表示
L
K M
C
D
E
F
G
H
I
J
K
L
M
フラップ落しデータ(左縫い始め) 非表示
センターメス動作位置設定 非表示
フラップ落しデータ(左縫い終わり) 非表示
縫いモード切替 非表示
L寸設定 非表示
縫い始めコーナーメス動作位置 非表示
偏差量設定 非表示
縫い終りコーナーメス動作位置 非表示
スタッカー停止/動作切替 非表示
動作モード切替 非表示
マーキングライト設定 表示
Page 87

N
O
ダイレクトパターンを登録する。
3
ダイレクトパターン登録ボタン
を押すと、ダイレクトパター
N
ン登録一覧画面(画面 A)が表示されます。
ダイレクトパターン一覧画面では、単独 / 交互 / サイクル縫いの
パターンデータを自由に 30 個まで登録することができます。
頻繁に使用するパターンデータを登録してご使用ください。
パターン一覧ボタンOを押すと、ダイレクトパターン選択画面
(画面 B)が表示されます。
ダイレクトパターン一覧画面
( 画面 A)
R
P
ダイレクトパターン選択画面
( 画面 B)
パターン選択ボタンPにより、登録したいパターンを選択して
ください。
また、No. 入力ボタンSを押すことで、テンキーが表示され、
登録したいパターンをテンキー入力で選択できます。
Q
S
選択したボタンを再度押すと選択は解除されます。
エンターボタン
を押すと、ダイレクトボタンへの登録を終了
Q
し、ダイレクトパターン一覧画面(画面 A)に戻ります。
モード切替ボタンRを押すと、単独 → 交互 → サイクル縫いへ
と切り替わります。
ご購入時は、ダイレクトボタンにパターンは登録されていません。
− −
Page 88

15. インフォメーションを使用するには
インフォメーション機能には、下記の 3 つの機能があります。
インフォメーション画面を表示する。
1
A
B
A
インフォメーション画面
(画面 A)
入力画面でスイッチシート部のインフォメーションキー
を押すと、インフォメーション画面(画面 A)が表示されます。
保守点検情報
A
オイル交換 ( グリスアップ ) 時期・針交換時期・清掃時期
等を指定し、指定時間経過したら警告通知を行うことがで
きます。
C
→ "^-15-(1) 保守点検情報を見るには "p.85 をご覧く
ださい。
生産管理情報
B
目標出来高と実績出来高を表示する機能により、ラインお
よびグループでの目標達成意識を高めると共に、進度が一
目で確認できます。
→ "^-15-(3) 生 産 管 理 情 報 を 見 る に は " p.87、
"^-15-(4) 生産管理情報の設定を行うには " p.89 をご覧
ください。
A
稼動計測情報
C
ミシンの稼動状況から、マシン稼働率、ピッチタイム、マ
シンタイム、マシンスピードの情報を表示することができ
ます。
→ "^-15-(5) 稼動計測情報を見るには " p.91 をご覧く
ださい。
− −
Page 89

(1) 保守点検情報を見るには
保守情報画面を表示する
1
A
B
インフォメーション画面の、保守点検情報画面表示ボタン
を押してください。
A
保守点検情報画面には、次の 3 項目の情報が表示されます。
・針交換(1,000 針) :
D
C
・清掃時間(時間) :
・オイル交換時間(時間):
それぞれの項目ボタン
には、点検を知らせる間隔C、交換ま
B
での残り時間Dを表示しています。
また、交換までの残り時間をクリアすることができます。
交換までの残り時間のクリアを行う
2
クリアしたい項目ボタン
を押すと、交換時間クリア画面が表
B
示されます。
クリアボタン
E
れます。
Eを押すと、交換までの残り時間がクリアさ
− −
Page 90

糸通し図を表示する
3
保守点検情報画面に表示している糸通しボタン
上糸通し図が表示されます。
糸通し時に、ご覧ください。
E
Eを押すと
(2) 警告の解除方法
指定した点検時間になると、警告画面が表示されます。
B
点検時間をクリアする場合には、クリアボタン Aを押してくだ
さい。点検時間をクリアし、ポップアップを閉じます。点検時間をク
リアしない場合は、キャンセルボタン Bを押し、ポップアップ
A
を閉じてください。
点検時間のクリアを行うまで、1 縫製終了毎に警告画面を表示します。
各項目の警告番号は次の通りです。
・針交換 : A201
・清掃時間 : A202
・オイル交換時間: A203
− −
Page 91

(3) 生産管理情報を見るには
生産管理画面では、開始を指定し、開始から現在までの生産枚数や、生産目標枚数の表示等を行うことが可
能です。生産管理画面は表示方法が下記の 2 種類あります。
[ インフォメーション画面から表示する場合 ]
生産管理画面を表示する
1
A
B
A
インフォメーション画面の、生産管理画面表示ボタン
押してください。生産管理画面が表示されます。
生産管理画面では次の 5 項目の情報が表示されます。
: 現在の目標値
A
現時点での、目標縫製枚数を自動的に表示します。
: 実績値
C
D
B
縫製した枚数が自動的に表示されます。
: 最終目標値
C
最終目標縫製枚数を表示します。
E
: ピッチタイム
D
1 工程にかかる時間 ( 秒 ) を表示します。
Aを
: 糸切り回数
E
1 工程あたりの糸切り回数を表示します。
"^-15-(4) 生産管理情報の設定を行うには " p.89 を参照し、C枚数、D時間 ( 単位:秒 )、E回数を入
力してください。
− −
Page 92

[ 縫製画面から表示する場合 ]
縫製画面を表示する
1
A
入力画面で準備完了キー
A
れます。
生産管理画面を表示する
2
縫製画面でインフォメーションキー
画面(画面 A)が表示されます。
を押すと、縫製画面が表示さ
Bを押すと、生産管理
B
表示内容および機能は、「インフォメーション画面から表示する
場合」と共通になります。
− −
Page 93

(4) 生産管理情報の設定を行うには
生産管理画面を表示する
1
"^-15-(3) 生産管理情報を見るには " p.87 を参照し、生産管理
A
B
C
最終目標値を入力する
2
まず、これから縫製を行う工程の生産目標枚数を入力してくださ
画面を表示してください。
い。
項目
の最終目標値ボタン Aを押すと、最終目標値入
1
力画面が表示されます。
テンキーもしくはアップ・ダウンボタンで、希望の値を入力して
ください。
入力後、エンターボタン
D
ピッチタイムを入力する
3
Dを押してください。
次に、1 工程にかかるピッチタイムを入力してください。
項目
のピッチタイムボタン Bを押すと、ピッチタイ
1
ム入力画面が表示されます。
テンキーもしくはアップ・ダウンボタンで、希望の値を入力して
ください。
入力後、エンターボタン
E
Eを押してください。
糸切り回数を入力する
4
次に、1 工程当りの糸切り回数を入力してください。
項目
の糸切り回数ボタン Cを押すと、糸切り回数入
1
力画面が表示されます。
テンキーもしくはアップ・ダウンボタンで、希望の値を入力して
ください。入力後、エンターボタン Fを押してください。
※ 入力値が 0 の場合は、糸切り回数のカウントは行いません。
外部スイッチを接続してご使用ください。
F
− −
Page 94

生産枚数のカウントを開始する
5
スタートボタン
Iを押すと、生産枚数のカウントを開始し
ます。
K
I
カウントを停止する
6
^
"
-15-(3) 生産管理情報を見るには " p.87 を参照し、生産管理
画面を表示してください。
カウント中であれば、停止ボタン
ボタン Jを押すと、カウントが停止します。
停止後、停止ボタンの位置にスタートボタン
れます。続けて、カウントを行う場合は、再度スタートボタン
Jが表示されます。停止
Iが表示さ
M
N
J
で、カウントした値はクリアされません。
Iを押してください。クリアボタン Kが押されるま
カウント値をクリアする
7
カウントした値をクリアする場合は、カウントを停止状態にし、
クリアボタン Lを押してください。
クリアされる値は、現在の目標値
L
、実績値Nのみです。
M
※ クリアボタンは停止状態の場合のみ表示されます。
クリアボタン Lを押すと、クリア確認画面を表示します。
クリア確認画面にて、クリアボタン
Oを押すと、カウント
O
値がクリアされます。
− 0 −
Page 95

(5) 稼動計測情報を見るには
稼動計測画面を表示する
1
A
C
インフォメーション画面の、稼動計測画面表示ボタン
押してください。稼動計測画面(画面 A)を表示します。
A
稼動計測画面では次の 5 項目の情報が表示されます。
: 計測を開始した時点からの稼働率を自動的に表示します。
A
: 計測を開始した時点からの平均マシンスピードを自動的に表
B
D
E
B
示します。
: 計測を開始した時点からの平均ピッチタイムを自動的に表示
C
します。
: 計測を開始した時点からの平均マシンタイムを自動的に表示
D
します。
: 1 工程当りの糸切り回数を表示します。
E
次の項目
を参照し、回数を入力してください。
2
Aを
稼動計測画面
(画面 A)
糸切り回数を入力する
2
次に、1 工程当りの糸切り回数を入力してください。
糸切り回数ボタン
Eを押すと、糸切り回数入力画面が
表示されます。
テンキーもしくはアップ・ダウンボタンで、希望の値を入力して
ください。
入力後、エンターボタン
B
Bを押してください。
※ 入力値が 0 の場合は、糸切り回数のカウントは行いません。
外部スイッチを接続してご使用ください。
− −
Page 96

計測を開始する
3
スタートボタン
E
C
カウントを停止する
4
Cを押すと、各データの計測を開始します。
"^-15-(5) 稼動計測情報を見るには " p.91 の項目1、2 を参
照し、稼動計測画面を表示してください。
計測中ならば、停止ボタン
Dが表示されます。停止ボタン
Dを押すと、計測が停止します。
停止後、停止ボタンの位置にスタートボタン
Cが表示され
ます。続けて、計測を行う場合は、再度スタートボタン
C
D
を押してください。クリアボタン Eが押されるまで、計測
した値はクリアされません。
カウント値をクリアする
5
カウントした値をクリアする場合は、カウントを停止状態にし、
クリアボタン Fを押してください。
※ クリアボタンは停止状態の場合のみ表示されます。
F
クリアボタン Fを押すと、クリア確認画面を表示します。
クリア確認画面にて、クリアボタン
Gを押すと、カウント
G
値がクリアされます。
− −
Page 97

16. 通信機能を使用するには
通信機能は、他のミシンで作成した縫製データをミシンへダウンロードすることができます。また、メディ
アやパソコンへ上記データをアップロードすることができます。
通信する媒体として、メディアと USB をご用意しています。
(1) 取り扱い可能なデータについて
×××:ファイル No.
データ名 拡張子 データ内容
縫製データ APW ××× .EPD
ミシンで作成された AP W 専用の縫製
データ
(2) メディアを使って通信を行うには
メディアの取り扱い方法に関しては“^-1. はじめに” p.21 をお読みください。
(3) USB を使って通信を行うには
パソコン等により USB ケーブルを使用してデータ
のやり取りを行うことができます。
接点部は、汚れると接触不良の原因となるた
め、手で触ったり、ごみ・ほこり・油・その
他異物がつかないように管理してください。
また、静電気等により、内部素子が破壊され
ますので十分取扱いにはご注意ください。
− −
Page 98

(4) データを取り込むには
E
A
C
通信画面を表示する
1
G
入力画面で、スイッチシート部の通信キー
画面(画面 A)が表示されます。
通信方法を選択する
2
通信方法は下記の 4 通りあります。
B
メディア → パネルへデータを書き込み
A
D
パソコン(サーバー) → パネルへデータを書き込み
B
パネル → メディアへデータを書き込み
C
パネル → パソコン(サーバー)へデータを書き込み
D
を押すと、通信
通信画面(画面 A)
希望の通信方法のボタンを選択してください。
データ番号を選択する
3
Eを押すと書き込みファイル選択画面が表示されます。
書込みしたいデータのファイル番号を入力してください。ファイ
ル番号はファイル名の APW ××× .EPD の×××部の数字を入
力してください。
書き込み先のパターン No. の指定も同様に行うことができます。
書き込み先がパネルの場合には、未登録のパターン No. が表示さ
れます。
F
データ番号を確定する
4
エンターボタン
Fを押すと、データ番号選択画面が閉じ、
通信画面(画面 A)に戻ります。
通信を開始する
5
通信開始ボタン
Gを押すとデータ通信を開始します。
通信中は通信中画面を表示し、通信終了後、通信画面に戻ります。
データ読み込み中は蓋は開けないでください。データが読み込
めなくなる恐れがあります。
− −
Page 99

(5) 複数のデータをまとめて取り込むには
縫製データは、書き込むデータを複数選択して、まとめて書き込むことが可能です。書き込み先のパターン
No は、選択したデータ番号と同じ No. になります。
メディアの No.99 以降は複数選択できません。
書き込みファイル選択画面を表示する
1
B
複数選択ボタン
A を押すと、データ番号複数選択画面が
表示されます。
A
データ番号の選択を行う
2
存在するデータのファイル番号の一覧が表示されるので、書き込
みしたいファイル番号ボタンBを押してください。反転ボタン
C
データ番号を確定する
3
Cにて、ボタンの選択状態を反転することが可能です。
エンターボタン
じ、データの選択が終了します。
D
通信を開始する
4
E
通信開始ボタン
Dを押すと、データ番号複数選択画面が閉
Eを押すと、データ通信を開始します。
− −
Page 100

通信中画面には、通信中のデータ番号と書き込みデータ総数と、デー
タ通信終了したデータ数が表示されます。
* 既に存在するパターン No . に書き込みを行う場合は、書き込み
前に上書き確認画面が表示されます。上書きする場合はエンター
ボタン Fを押してください。
G F
上書き確認画面を表示せず、すべて上書きを行う場合はすべて上
書きボタン Gを押してください。
− −
 Loading...
Loading...