

JUKI APW-896 Instruction Manual [it]
ITALIANO
APW-896
MANUALE D’ISTRUZIONI
* Il "CompactFlash(TM)" è il marchio registrato del San Disk Corporation, U.S.A..

INDICE
!
.
MISURE DI SICUREZZA DA ADOTTARE PRIMA DELLA MESSA IN FUNZIONE ....................................................1
@
. CONFIGURAZIONE DELLA MACCHINA ......................................................................2
#
. CARATTERISTICHE TECNICHE ...................................................................................3
1. CARATTERISTICHE MECCANICHE ..................................................................................................... 3
2. CARATTERISTICHE ELETTRICHE ....................................................................................................... 3
$
. INSTALLAZIONE ...........................................................................................................4
1. RIMOZIONE DEI MATERIALI PER IMBALLAGGIO ............................................................................. 4
2. FISSAGGIO DELLA MACCHINA ........................................................................................................... 4
3. COLLEGAMENTO DEL PEDALE DI COMANDO ................................................................................. 5
4. COLLEGAMENTO DELL'ACCOPPIATORE DELL'ARIA ...................................................................... 5
5. INSERIMENTO DELLA SPINA .............................................................................................................. 6
6.
MONTAGGIO DEL PORTAFILO E ATTACCO DEL PORTAFILO ALLA MACCHINA .............................................................. 7
7.
INSTALLAZIONE DEL SP-46 (IMPILATORE A BARRE) (OPTIONAL) ....................................................7
8. INSTALLAZIONE DEL SP-47 (IMPILATORE A RULLI) (OPTIONAL) ..................................................8
9. RIMOZIONE DELLA PIASTRA DI FISSAGGIO DELLA TESTA ........................................................... 9
10. INSTALLAZIONE DEL TAVOLO SECONDARIO ................................................................................. 9
11. INSTALLAZIONE DEL PANNELLO OPERATIVO IP-310 .................................................................... 9
12. LUBRIFICAZIONE DEL SERBATOIO DELL'OLIO ........................................................................... 10
13. INSTALLAZIONE DEL SA-120
(DISPOSITIVO DI ALIMENTAZIONE DELLE CONTROFODERE) (OPTIONAL) .............................. 11
14. REGOLAZIONE DEL SA-120
(DISPOSITIVO DI ALIMENTAZIONE DELLA CONTROFODERA) (OPTIONAL) .............................. 12
%
. PREPARAZIONE DELLA MACCHINA PER CUCIRE .................................................13
1.
FUNZIONAMENTO DELLA TESTA DELLA MACCHINA PER CUCIRE .................................................13
(1) Posizionamento degli aghi .............................................................................................................. 13
(2) Filo usato ........................................................................................................................................ 13
(3) Inlatura del lo dell'ago .................................................................................................................. 14
2. RIMOZIONE DEL PIANO DI CUCITURA ............................................................................................. 15
(1) Quando si sostituisce il lo della bobina ......................................................................................... 15
(2) Misure di sicurezza da adottare in fase di rimozione dei piani di cucitura ...................................... 16
3. AVVOLGIMENTO DELLE BOBINE ...................................................................................................... 17
4. INFILATURA DEL FILO NELLA CAPSULA DELLA BOBINA ............................................................. 18
5. INSTALLAZIONE DELLA CAPSULA DELLA BOBINA ....................................................................... 18
6. REGOLAZIONE DELLA TENSIONE DEL FILO .................................................................................. 19
7. POSIZIONAMENTO DEL MATERIALE DA CUCIRE ........................................................................... 20
(1) Posizionamento del quarto ............................................................................................................. 20
^
. USO DEL PANNELLO OPERATIVO ............................................................................21
1.
FUNZIONAMENTO FONDAMENTALE DEL PANNELLO OPERATIVO (IP-310) ............................................................21
(1) Congurazione del IP-310 .............................................................................................................. 21
(2) Bottoni usati in comune ................................................................................................................... 22
(3) Funzionamento fondamentale ........................................................................................................ 22
2. SPIEGAZIONE DELLO SCHERMO FONDAMENTALE ...................................................................... 24
(1) Schermo di immissione (Modo di cucitura indipendente) ............................................................... 24
(2) Schermo di cucitura (Modo di cucitura indipendente) ..................................................................... 25
(3) Schermo di immissione (Modo di cucitura alternata) ...................................................................... 26
i

(4) Schermo di cucitura (Modo di cucitura alternata) ........................................................................... 27
(5) Schermo di immissione (Modo di cucitura del ciclo) ....................................................................... 28
(6) Schermo di cucitura (Modo di cucitura del ciclo) ............................................................................ 29
3. USO DEL CONTATORE ....................................................................................................................... 30
(1) Procedura di impostazione del contatore ........................................................................................ 30
(2) Procedura di rilascio del conteggio completato .............................................................................. 33
(3) Procedura di modica del valore del contatore durante la cucitura ................................................ 33
4. USO DEL CONTATORE DI REGOLAZIONE DELLA QUANTITÀ DI FILO DELLA BOBINA ............. 34
(1)
Procedura di impostazione del contatore di regolazione della quantità rimanente di lo della bobina
(2) Procedura di rilascio del conteggio completato del
contatore di regolazione della quantità rimanente di lo della bobina ............................................ 36
5. CAMBIAMENTO DEL MODO DI CUCITURA ...................................................................................... 37
6. USO DEL MODELLO DI CUCITURA ................................................................................................... 38
(1) Effettuazione della selezione del modello di cucitura ..................................................................... 38
(2) Effettuazione della creazione nuova del modello di cucitura .......................................................... 39
(3) Copiatura del modello di cucitura .................................................................................................... 40
(4) Cancellazione del modello di cucitura ............................................................................................. 42
(5) Denominazione del modello di cucitura .......................................................................................... 43
(6) Procedura di revisione dei dati di cucitura del ciclo ........................................................................ 44
7. MODIFICA DEI DATI DI CUCITURA .................................................................................................... 46
(1) Procedura di modica dei dati di cucitura ....................................................................................... 46
(2) Elenco dei dati di cucitura ............................................................................................................... 47
(3) Funzione di copiatura dei dati di cucitura alternata superiore e inferiore ........................................ 58
8. MODIFICA DEI DATI DI INTERRUPTORE DI MEMORIA .................................................................... 60
(1) Procedura di modica dei dati di interruttore di memoria ................................................................ 60
(2) Lista dei dati di interruttore di memoria ........................................................................................... 61
9. EFFETTUAZIONE DELL'IMPOSTAZIONE DELL'OPTIONAL ............................................................ 69
(1) Procedura di modica dell'impostazione dell'optional ..................................................................... 69
(2) Elenco delle impostazioni dell'optional ............................................................................................ 70
10. MODIFICA DELL'IMPOSTAZIONE DEL DISPOSITIVO .................................................................... 71
(1) Procedura di modica dell'impostazione del dispositivo ................................................................. 71
(2) Elenco delle impostazioni del dispositivo ........................................................................................ 72
11. PERSONALIZZAZIONE DEL FUNZIONAMENTO DEL PEDALE ..................................................... 73
(1) Metodo per selezionare e usare il dato personalizzato ................................................................... 73
(2) Personalizzazione del dato di funzionamento del pedale ............................................................... 74
12.
PERSONALIZZAZIONE DELLO SCHERMO DI IMMISSIONE DEI DATI .................................................. 76
(1) Procedura di personalizzazione ...................................................................................................... 76
13.
EFFETTUAZIONE DELL'IMPOSTAZIONE DI PERSONALIZZAZIONE DELLO SCHERMO DI CUCITURA
(1) Procedura di personalizzazione ...................................................................................................... 78
14. USO DELL’INFORMAZIONE ............................................................................................................. 80
(1) Osservazione dell’informazione di manutenzione ed ispezione ..................................................... 81
(2) Procedura di rilascio dell’avvertimento ........................................................................................... 82
(3) Osservazione dell’informazione di controllo produttivo ................................................................... 83
(4) Esecuzione dell’impostazione dell’informazione di controllo produttivo .......................................... 85
(5) Osservazione dell'informazione di misurazione dell'esercizio ........................................................ 87
15. USO DELLA FUNZIONE DI COMUNICAZIONE ................................................................................ 89
(1) Dati che si possono trattare ........................................................................................................... 89
(2) Struttura del folder della carta di memoria ...................................................................................... 89
(3) Effettuazione della comunicazione tramite la carta di memoria ...................................................... 90
(4) Il portare dentro dei dati .................................................................................................................. 91
(5) Per portare dentro i dati plurali insieme .......................................................................................... 92
16.
EFFETTUAZIONE DELLA FORMATTAZIONE DELLA CARTA DI MEMORIA .......................................................94
... 34
... 78
ii

&
. MANUTENZIONE .........................................................................................................95
1. ISPEZIONE ........................................................................................................................................... 95
(1) Manutenzione e ispezione del dispositivo pneumatico ................................................................... 95
(2) Manutenzione e ispezione relativa alla macchina per cucire .......................................................... 95
(3) Quanto all’olio di scarico dell’olio del crochet ................................................................................. 96
(4) Quanto alla pulizia della base dell’albero del crochet ..................................................................... 96
2. LUCE DI MARCATURA ........................................................................................................................ 97
(1) Impostazione della luce di marcatura per riferimento di cucitura .................................................... 97
(2) Regolazione della posizione di irradiamento della luce di marcatura ............................................. 97
3. RIFORNIMENTO DEL GRASSO AI POSTI DESIGNATI ..................................................................... 98
(1) Posto per custodire il grasso ........................................................................................................... 98
(2) Procedura di ingrassaggio .............................................................................................................. 99
4. PEZZI DI RICAMBIO CONSUMABILI ................................................................................................ 101
5. INCLINAZIONE DELLA MACCHINA ................................................................................................. 102
6.
PROCEDURA DI SOSTITUZIONE TRA FILETTO DOPPIO E FILETTO SINGOLO ........................................................ 104
(1) Procedura di sostituzione tra letto doppio e letto singolo .......................................................... 104
(2) Regolazione ne della posizione del premiquarto ........................................................................ 104
(3) Sostituzione del bordatore ............................................................................................................ 105
7. COLTELLO DELL’ANGOLO .............................................................................................................. 106
(1) Unità coltello dell’angolo ............................................................................................................... 106
(2) Regolazione dell’angolo ................................................................................................................ 107
(3)
Procedura di impostazione della posizione di azionamento del coltello dell’angolo .........................108
(4)
Caratteristiche dell’impostazione della posizione di azionamento del coltello dell’angolo ......................... 109
(5) Impostazione della quantità di deviazione .....................................................................................111
8. COLTELLO CENTRALE .................................................................................................................... 112
(1) Procedura di impostazione della posizione di azionamento del coltello centrale ..........................112
(2)
Caratteristiche dell’impostazione della posizione di azionamento del coltello centrale .........................113
9. REGOLAZIONE DELLA POSIZIONE DEL SENSORE PER IL RILEVAMENTO DELLE
10.
CAUSE E RIMEDI CONTRO INCONVENIENTI CON IL DISPOSITIVO DI
RILEVAMENTO DELLA QUANTITÀ RIMANENTE DI FILO DELLA BOBINA ...................................................116
11. REGOLAZIONE DEL PEDALE DI COMANDO ................................................................................ 117
12. LISTA DEI CODICI DI ERRORE ....................................................................................................... 119
13. TABELLA NUMERI DI IMMISSIONE ............................................................................................... 130
PATTINE .....115
iii

!
.
MISURE DI SICUREZZA DA ADOTTARE PRIMA DELLA MESSA IN FUNZIONE
Gli articoli seguenti devono essere controllati ogni giorno lavorativo prima di mettere in funzione la macchina e prima dell'inizio delle ore lavorative.
1. Assicurarsi che la macchina per cucire sia riempita con la predeterminata quantità di olio.
2. Mai azionare la macchina a meno che la parte di lubricazione nel crochet non sia stata
riempita con l'olio.
3. Assicurarsi che il misuratore di pressione indichi la pressione dell'aria designata di 0,5 MPa.
* (Questo controllo è necessario in particolare quando il compressore è arrestato per un
intervallo per colazione o qualcosa di simile.)
Se la pressione dell'aria compressa è minore o uguale al valore designato, inconvenienti
quali interferenza tra le parti può vericarsi. Perciò, è necessario controllare attentamente la
pressione dell'aria compressa.
4. Controllare se c'è bisogno di rifornire il lo dell'ago/lo della bobina.
5. Quando si esegue la cucitura immediatamente dopo aver acceso l'interruttore dell'alimentazione, effettuare la cucitura di prova prima, poi procedere con la cucitura dei prodotti reali
dopo la cucitura di prova.
6. Allo scopo di prevenire mancato rilevamento da parte del sensore a bra ottica del dispositivo di rilevamento della quantità rimanente di lo della bobina, non mancare di eliminare
ritagli del tessuto accumulatisi intorno al crochet usando un fucile ad aria ccompressa una
volta al giorno o più.
7. Allo scopo di prevenire mancato rilevamento da parte del sensore della pattina, non mancare di eliminare la polvere sui nastri riettenti della piastra di piegatura e della base della pattina sinistra usando un fucile ad aria ccompressa una volta al giorno o più frequentemente.
− 1 −
@
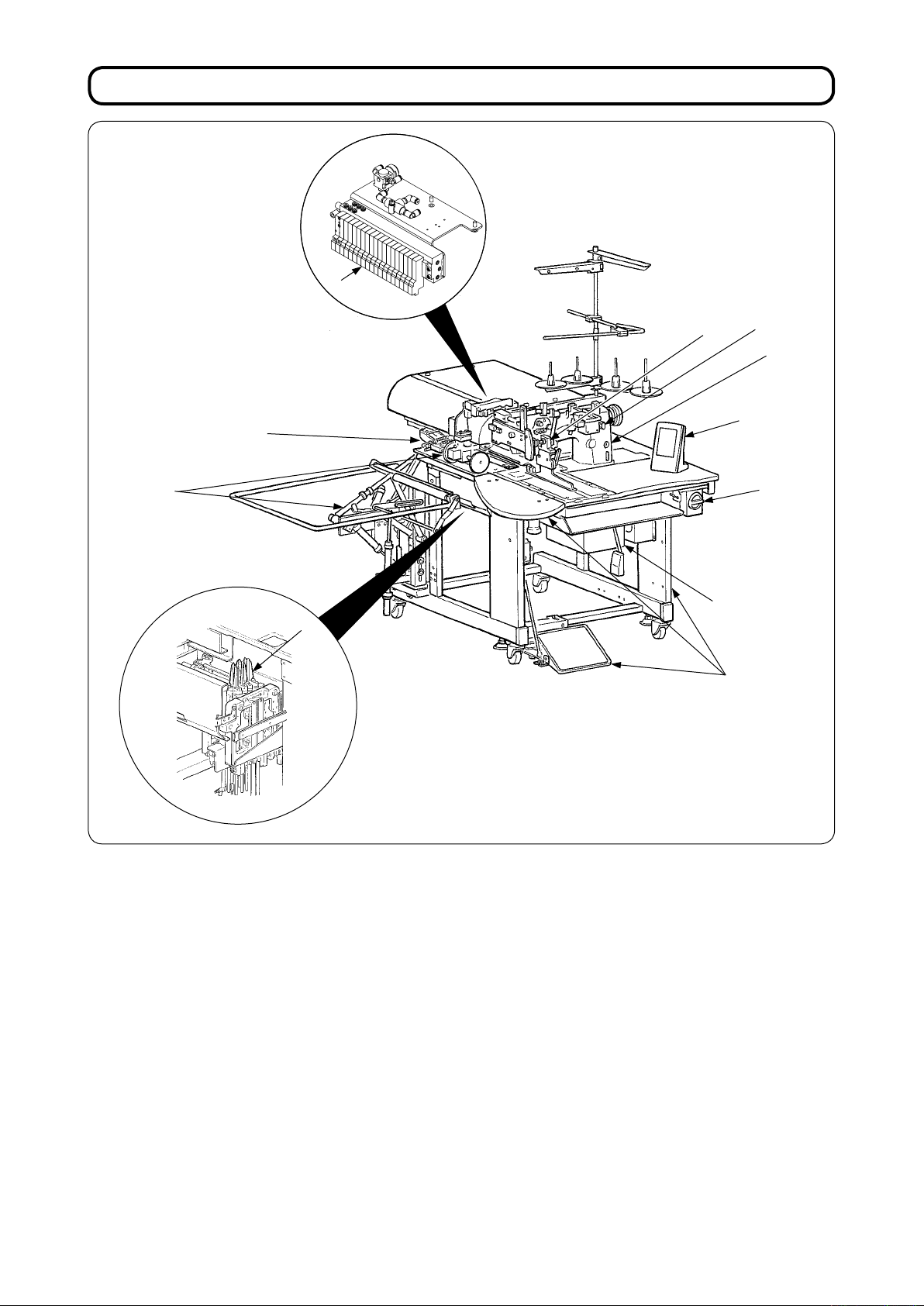
. CONFIGURAZIONE DELLA MACCHINA
E
F
B
C
D
K
G
I
J
H
A
La APW-896 consiste principalmente nelle seguenti unità.
Telaio e componenti strutturali
A
(Telaio, piano di cucitura, coperchi, interruttore a piede, ecc.)
Unità pinza e meccanismo di trasporto
B
Unità coltello dell'angolo
C
Unità bordatore (Componenti ed elementi di movimentazione del bordatore)
D
Unità di controllo pneumatico (Dispositivi di controllo pneumatico e tubazioni)
E
Unità impilatore (Optional)
F
Testa della macchina per cucire
G
Unità di controllo elettrico (Pannello di comando)
H
Pannello operativo
I
Interruttore dell'alimentazione
J
Interruttore di stop temporaneo
K
Questa macchina consistente nelle 11 unità sopraccitate permette di effettuare il lavoro di cucitura dei
letti desiderato semplicemente posizionando i materiali (quarto, pezzo di controfodera, letti, ecc.) nei
posti giusti e azionando gli interruttori sul pannello operativo.
Inoltre, quando l'interruttore di stop temporaneo K viene premuto durante il funzionamento del
dispositivo, il dispositivo si arresta.
− 2 −
#
. CARATTERISTICHE TECNICHE
1. CARATTERISTICHE MECCANICHE
1 Macchina per cucire Macchina punto annodato, 2 aghi, con coltello centrale LH-896
2 Velocità di cucitura .000 pnt/min (max)
Lunghezza del punto Punto annodato: da 2,0 a ,4 mm (standard: 2,5 mm)
Punto di inttimento: da 0,5 a 1,5 mm (standard: 1,9 mm)
Punto di affrancatura: da 0,5 a ,0 mm (standard: 2,0 mm)
Possibilità di selezionare i punti di Inttimento/Affrancatura
4 Tipi di letto Filetto doppio parallelo, Filetto singolo parallelo
letto doppio obliquo, letto singolo obliquo
5 Misura del labbro della
tasca
(Lunghezza del letto)
6 Larghezza del letto
(Distanza aghi)
7 Aghi ORGAN DP × 17 da #14 a #18 (standard: #16)
8 Filo Filo Spun #60 (Consigliato)
È possibile impostare con incrementi di 0,1 mm all’interno della gamma da 18 mm (min.) a 220 mm (max.).
* Pattina parallela : 47,5 mm min.
* Pattina inclinata : Dipendente dalla quantità di deviazione
(Riferimento) calibro da 20 mm, quantità di deviazione di 20 mm, affrancatura di 7,5 mm
/67,5 mm min.
8, 10, 12, 14, 16, 18 e 20 mm
Ciascuno con o senza pattina
9 Crochet Crochet a rotazione totale, asse verticale, auto-lubricato
10 Leva tiralo Leva tiralo a scorrimento
11 Corsa della barra ago , mm
12 Meccanismo di trasporto
del tessuto
1 Comando Tramite micro-computer
14 Meccanismo di sicurezza Il funzionamento della macchina si ferma automaticamente se si azionano il rilevatore di
15 Olio lubricante Olio JUKI New Defrix No.1
16 Pressione operativa
dell'aria
17 Consumo di aria 40Nl/min circa
18 Dimensioni della mac-
china
19 Peso 28,5 kg circa
20 Rumorosità Rumorosità legata al luogo di lavoro a velocità di cucitura
Azionato da motore passo-passo
errore del meccanismo di trasporto del tessuto e il rilevatore di rottura del lo dell'ago o
uno qualsiasi dei vari dispositivi di sicurezza.
0,5 MPa
1.095 mm (larghezza) × 1.500 mm (lunghezza) × 1.165 mm (altezza)
(1.580 mm - quando è compreso l'impilatore) (1.800 mm - quando è compreso il portalo)
n = 2.800 min
Misurazione del rumore in conformità alla normativa DIN 4565-48-B-1.
–1
LPA ≦ 84 dB (A)
:
2. CARATTERISTICHE ELETTRICHE
1 Numero di modelli di cucitura indipendente che pos-
sono essere memorizzati
2 Numero di modelli di cucitura alternata che possono
essere memorizzati
Numero di cicli che possono essere memorizzati 20 (da 1 a 20)
4 Alimentazione: Monofase/trifase da 200 a 240V 50/60 Hz (Optional: 80V)
5 Assorbimento 50VA
99 (da 1 a 99)
20 (da 1 a 20)
Variazione di tensione: Entro il valore nominale + 10%
− −
− 4 −
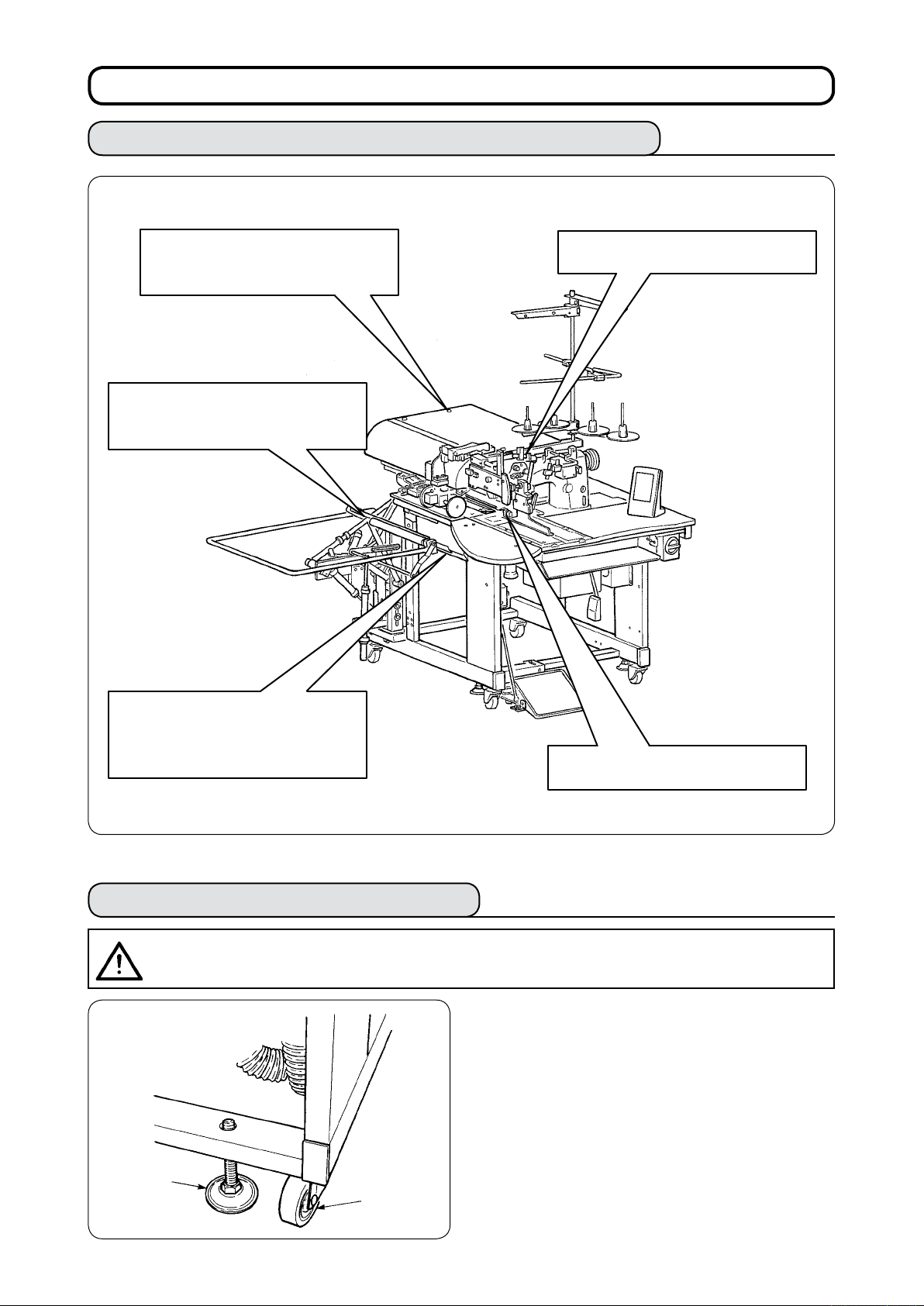
$
. INSTALLAZIONE
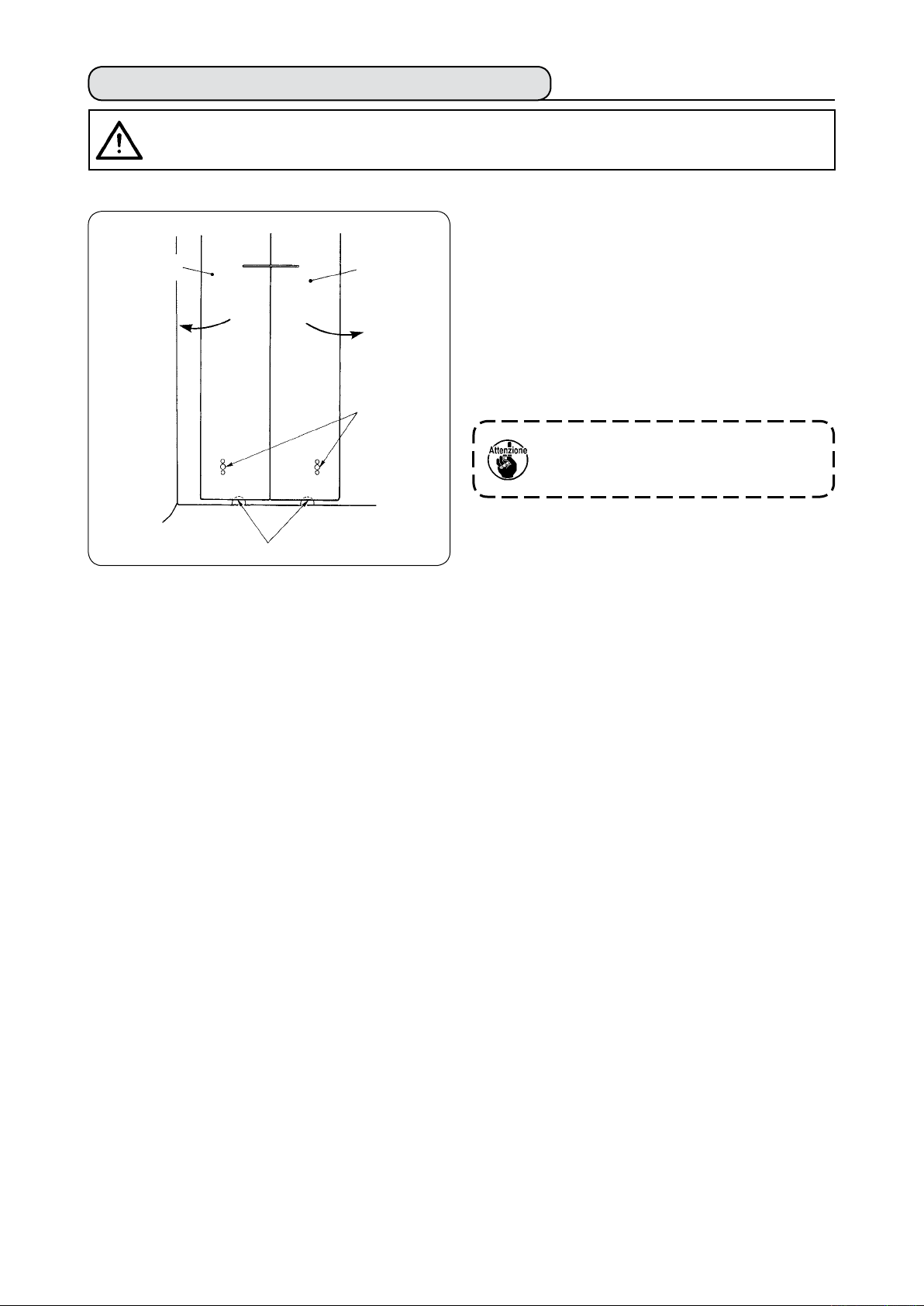
1. RIMOZIONE DEI MATERIALI PER IMBALLAGGIO
Rimuovere il coperchio superiore
e rimuovere spago e materiali per
imballaggio che ssano la pinza.
Rimuovere spago e materiali per
imballaggio che ssano l’impilatore
a barre prenditessuto.
Rimuovere lo spago che ssa l’unità
bordatore.
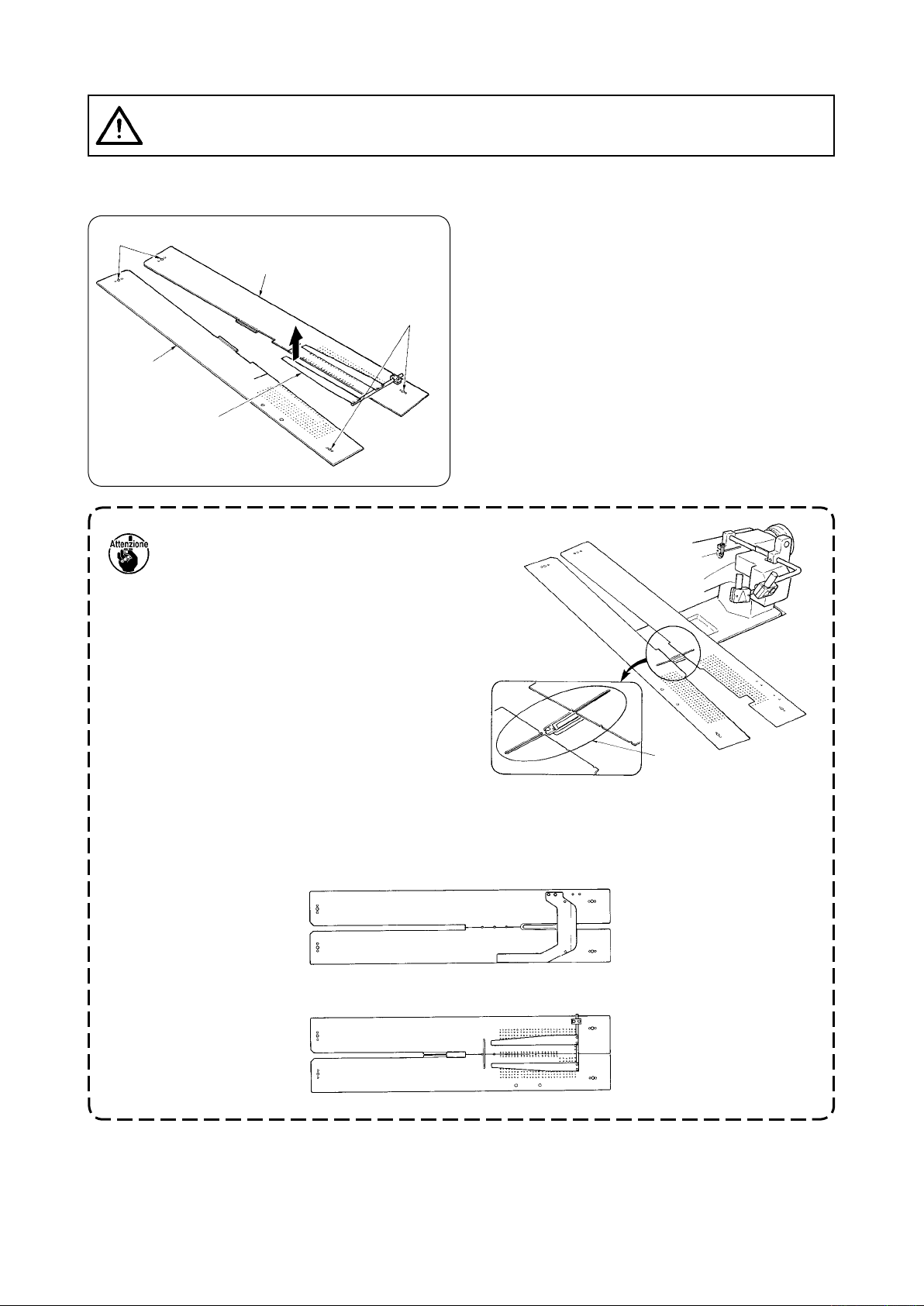
Estrarre il coltello dell’angolo,
tagliare la fascetta che ssa l’unità e
rimuovere la fascetta ed il materiale
da imballaggio.
2. FISSAGGIO DELLA MACCHINA
ATTENZIONE :
Al ne di evitare possibili ferimenti, abbassare e ssare i bulloni di regolazione 2 (4 punti) posti al
lato della rotella 1 dopo aver spostato la macchina ad un luogo stabile e piano.
Tagliare e rimuovere la fascetta che
ssa la barra ago.
2
1
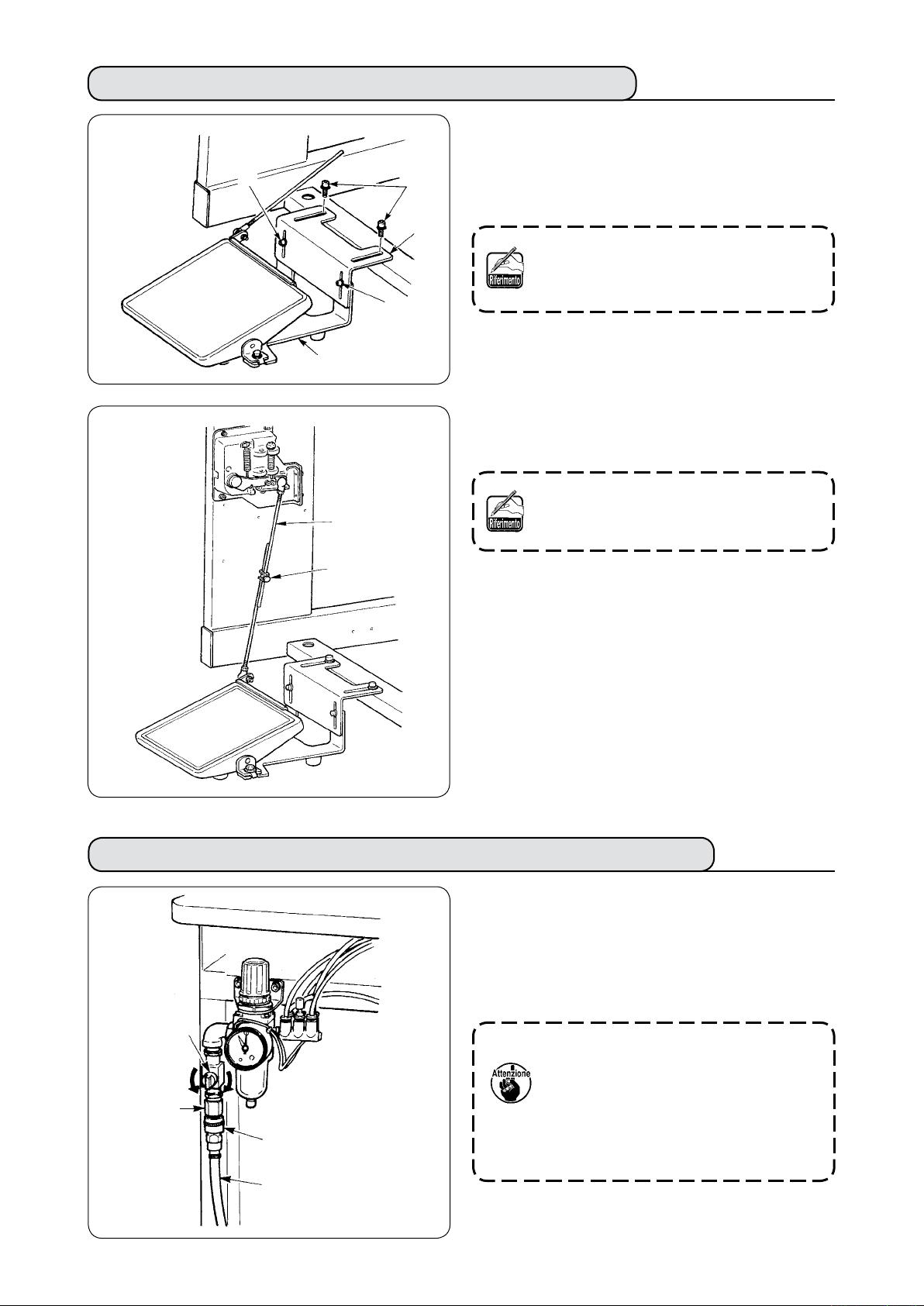
3. COLLEGAMENTO DEL PEDALE DI COMANDO
Installare la base del pedale al telaio della
1
macchina con le viti 2.
Collegare le basi del pedale A e B con le
1
2
2
due viti 1.
A
3
C
1
B
La posizione del pedale può essere regolata facoltativamente entro l'escursione della
scanalatura.
Collegare i tiranti a snodo con la vite di colle-
3
gamento 3.
Quando si collegano i tiranti, non collegarli
tirando il tirante a snodo C sul lato sensore verso il basso.
4. COLLEGAMENTO DELL'ACCOPPIATORE DELL'ARIA
Collegare un'estremità dell'accoppiatore dell'aria
in dotazione con la macchina come un acce-
A
ssorio al tubo dell'aria 2. Collegare quindi l'altra
estremità all'accoppiatore 3 sul lato unità principale.
1
3
A
2
• Collegare l'accoppiatore A all'unità
principale con il rubinetto dell'aria 1
chiuso, e poi aprire attentamente il
rubinetto dell'aria 1 per fornire l'aria
compressa.
• Assicurarsi che il misuratore di pressione del regolatore indichi 0,5 MPa.
− 5 −
− 6 −
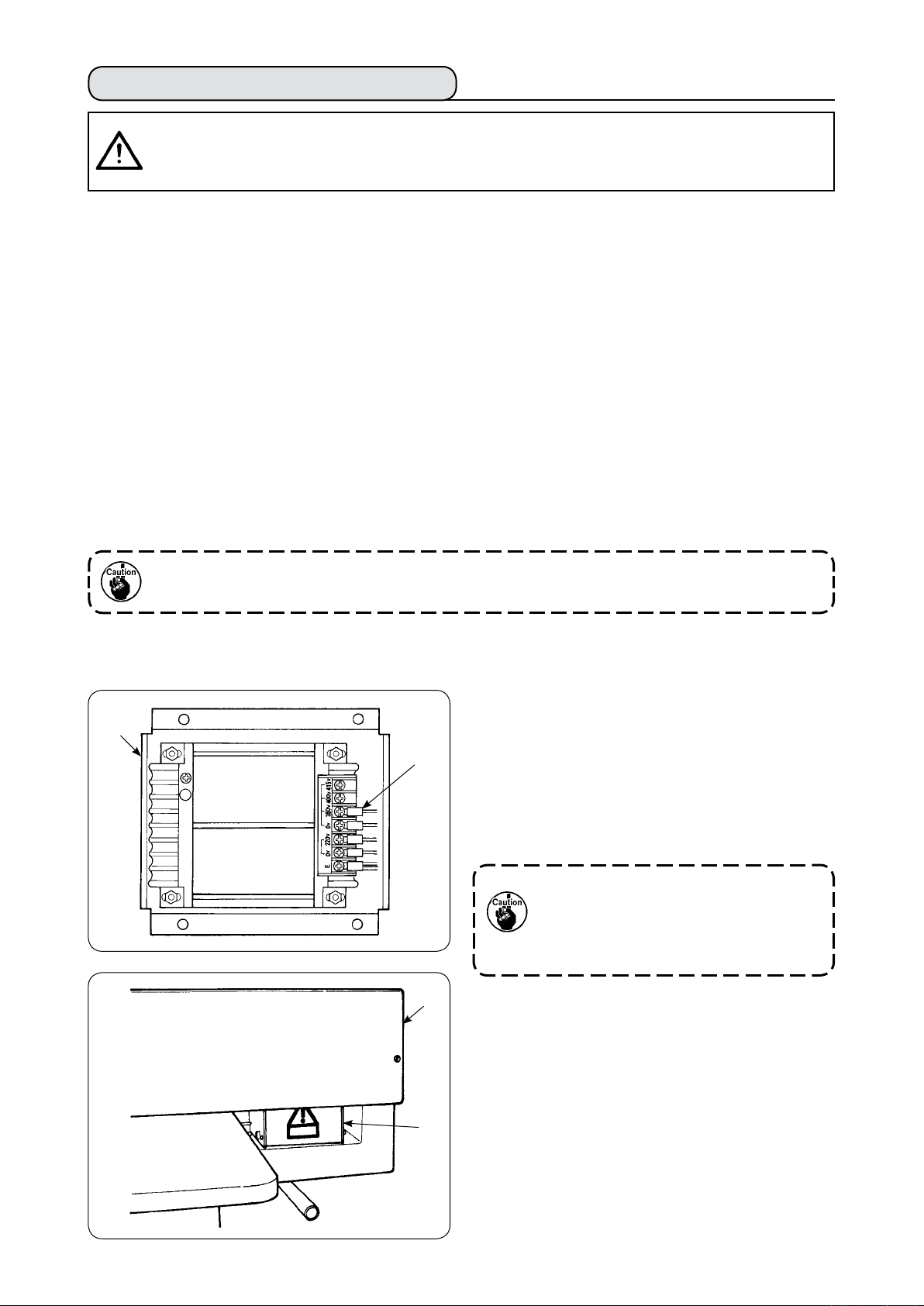
5. INSERIMENTO DELLA SPINA
ATTENZIONE :
Al ne di prevenire possibili incidenti causati dalla dispersione elettrica o dall'intensità dielettrica,
una spina appropriata deve essere installata da una persona che abbia una conoscenza esperta
sull'elettricità. Non mancare di inserire la spina nella presa di corrente messa bene a terra.
Il collegamento del prodotto all'alimentazione elettrica varia secondo la specica del prodotto. Effettuare
il collegamento secondo la specica di alimentazione del prodotto.
In caso del prodotto di specica da 200 a 240 V, monofase :
1
Collegare i li azzuro e marrone del cavo di alimentazione al morsetto dell'alimentazione (c.a. da
200 a 240V) e il lo giallo/verde al morsetto di massa (messa a terra) rispettivamente.
In caso del prodotto di specica da 200 a 240 V, trifase
2
Collegare i li rosso, bianco e nero del cavo di alimentazione al morsetto dell'alimentazione (c.a. da
200 a 240V) e il lo giallo/verde al morsetto di massa (messa a terra) rispettivamente.
In caso del prodotto con il trasformatore optional ad alta tensione (con SA-128) :
3
È possibile collegare a 380/400/415V tramite l'impostazione della spina d'intercettazione d'ingresso
del trasformatore (impostazione standard al momento della consegna : 380V). Collegare i li azzuro e marrone del cavo di alimentazione al morsetto dell'alimentazione (c.a. 380/400/415V) e il lo
giallo/verde al morsetto di massa (messa a terra) rispettivamente.
Questo prodotto viene azionato con il collegamento a monofase per 380/400/415V, trifase.
[ Precauzioni per il cambiamento dell’alimentazione del trasformatore optional ad alta tensione ]
Quando si usa il trasformatore optional ad alta
1
2
tensione 1 con la tensione d’ingresso di 400V o
415V, è necessario cambiare il collegamento del
lo di alimentazione d’ingresso 2 del trasformatore optional ad alta tensione 1. Cambiare il lo di
alimentazione d’ingresso 2 (azzuro) collegato a
380V al collegamento di 400V o 415V.
Al ne di prevenire incidenti, prima di effettuare le operazioni, lasciare la macchina
per cucire per più di 4 minuti nello stato
in cui l’interruttore dell’alimentazione sia
spento e il cavo di alimentazione sia staccato.
3
Il trasformatore optional ad alta tensione 1 è posto sul lato posteriore del tavolo.
Quando si effettua la commutazione della tensione, rimuovere la cassetta del trasformatore 4
dopo aver rimosso il coperchio superiore 3.
4
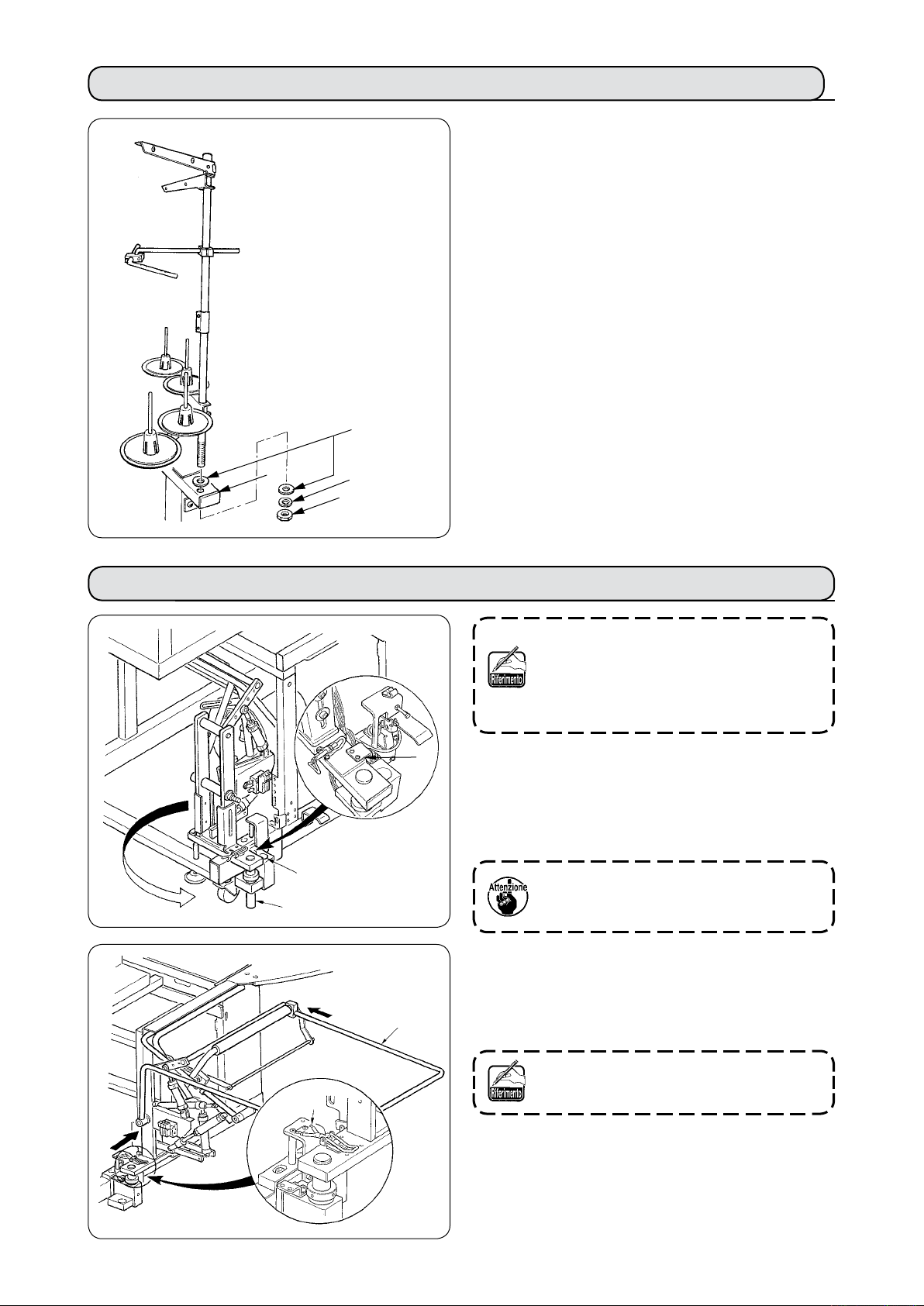
6.
MONTAGGIO DEL PORTAFILO E ATTACCO DEL PORTAFILO ALLA MACCHINA
Mettendo il dado e le rondelle sopra e sotto il
telaio dell'unità principale
, ssare il portalo
1
come mostrato nella gura a sinistra.
Rondella
1
7.
INSTALLAZIONE DEL SP-46 (IMPILATORE A BARRE) (OPTIONAL)
Rondella
elastica
Dado
1
L'impilatore a barre viene consegnato nello
stato in cui l'impilatore è ssato nel telaio
al momento della consegna con l'impilatore montato. Quindi è necessario cambiare
la posizione di montaggio alla normale
posizione di utilizzo.
Rimuovere la piastra di ssaggio dell'impilatore 1.
1
Girare l'intero impilatore nel senso indicato da-
2
lla freccia e tirarlo fuori dall'interno del telaio.
Inserire la sezione di albero di rotazione
3
dell'impilatore A nel foro della base dell'impilatore B.
B
A
In questo momento, fare attenzione che il
cavo dell'impilatore e le tubazioni dell'aria,
ecc. non vengano intrappolati.
C
2
D
3
Bloccare l'intero impilatore con le cerniere 2.
4
Inserire la barra di sicurezza 3 dalle direzioni
5
e D e ssare la barra alla posizione in cui
C
essa è quasi parallela al pavimento.
In questo momento, controllare che l'aria
sia fornita.
− 7 −
− 8 −
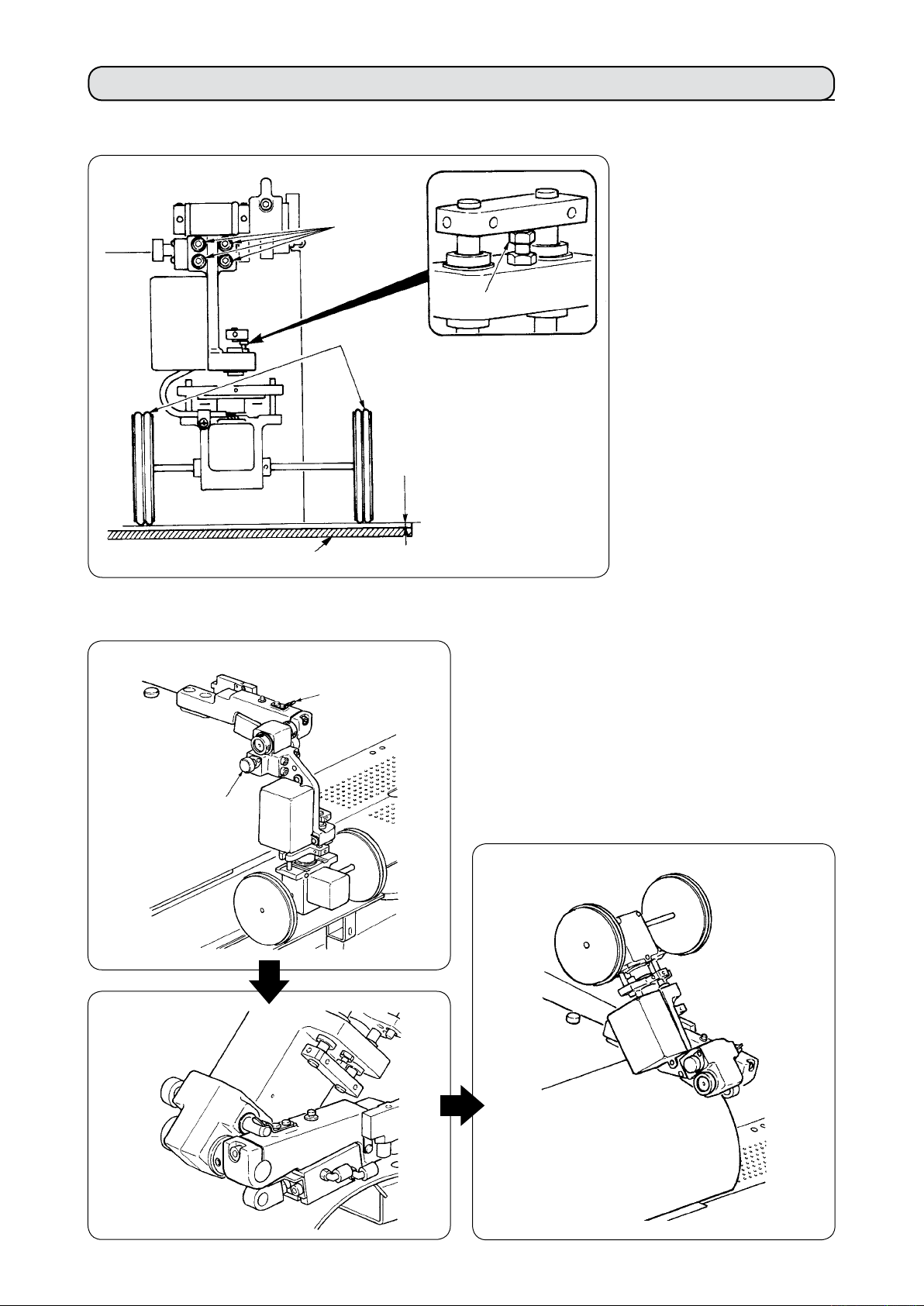
8. INSTALLAZIONE DEL SP-47 (IMPILATORE A RULLI) (OPTIONAL)
(1) Regolazione della posizione
Controllo del parallelismo
1
Assicurarsi che il tavolo
2
5
3
0.5mm
4
dell'impilatore 4 ed i rulli di
gomma 3 siano installati
paralleli l'uno all'altro.
In caso contrario, allentare le
quattro viti di ssaggio 2 per
regolare.
Controllo dello spazio
2
Assicurarsi che lo spazio tra
il tavolo dell'impilatore 4 ed
i rulli di gomma 3 sia di 0,5
mm circa.
Se lo spazio non è di 0,5 mm
circa, allentare il dado 5 per
regolare.
(2) Manutenzione
(Stato di lavoro)
1
Fig. 1
2
Quando l'impilatore a rulli non è utilizzato, o quando si regola il coltello dell'angolo, l'impilatore a rulli
può essere girato verso l'alto con la procedura
sottostante.
Tirare la leva di rilascio 1 e accoppiare l'impilatore a rulli con la molla di ssaggio 2 (vedere Fig. 1).
Quindi l'impilatore a rulli viene messo nello stato
di attesa.
(Stato di attesa)
9. RIMOZIONE DELLA PIASTRA DI FISSAGGIO DELLA TESTA
Rimuovere le viti di collegamento 2 della piastra
di ssaggio della testa 1.
Non mancare di ssare la macchina e il
telaio quando si esegue ri-trasporto.
2
1
10. INSTALLAZIONE DEL TAVOLO SECONDARIO
Installare il tavolo secondario con le quattro viti 1
come mostrato nella gura.
In questo momento, ssare il tavolo secondario in modo che esso sia a livello del
tavolo principale.
1
1
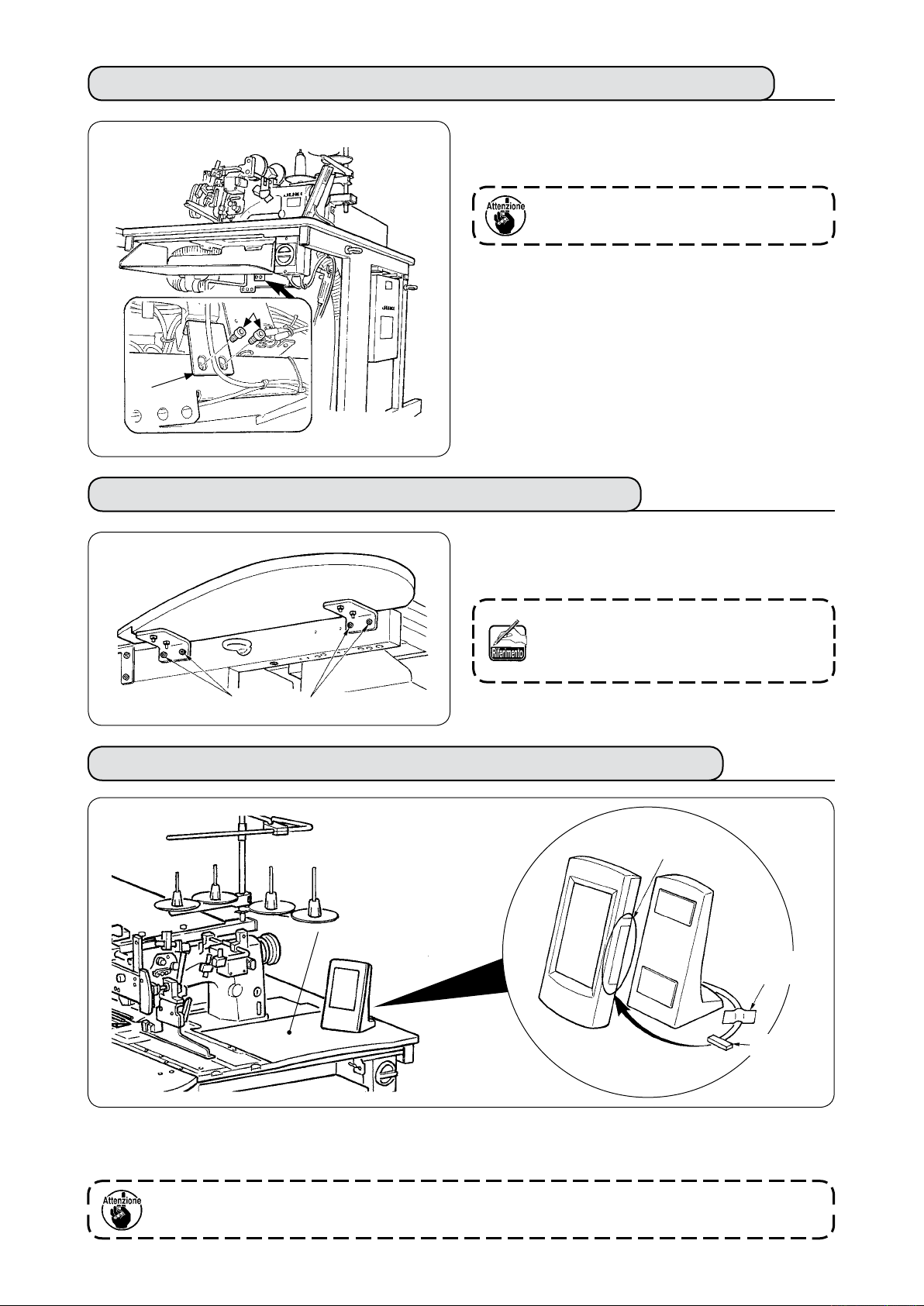
11. INSTALLAZIONE DEL PANNELLO OPERATIVO IP-310
C
B
Nastro
adesivo
Connettore
Come mostrato nella gura indicata qui sopra, aprire il coperchio sulla sezione C del lato destro del
IP-310 e collegare il connettore ssato con nastro adesivo alla supercie superiore destra B del tavolo.
Al ne di prevenire malfunzione a causa dell'elettricità statica, installare il pannello operativo IP-310
sul supporto del pannello per usarlo e non cambiare la posizione del supporto del pannello.
− 9 −
− 10 −
12. LUBRIFICAZIONE DEL SERBATOIO DELL'OLIO
ATTENZIONE :
1. Al ne di evitare possibili ferimenti causati dall'avvio improvviso della macchina per cucire, non
inserire la spina nella presa di corrente nché la lubricazione venga completata.
2. Al ne di prevenire inammazione o esantema, lavarsi immediatamente quando olio si è attaccato
agli occhi o al corpo.
3. Olio potrebbe causare la diarrea o il vomito in caso di ingestione. Conservare olio fuori della portata dei bambini.
Riempire il serbatoio dell'olio con l'olio per la
lubrificazione del crochet prima di mettere in
funzione la macchina per cucire.
Rimuovere il tappo del foro dell'olio 1 e
1
versare JUKI MACHINE OIL No. 1 (No.
di parte : MDFRX1600C0) nel serbatoio
dell'olio usando l'oliatore in dotazione con la
macchina come un accessorio.
Al ne di prevenire inltrazione della
polvere, non mancare di attaccare il
tappo per l'uso della macchina.
Versare l'olio nel serbatoio dell'olio nché
2
l'estremità superiore dell'asta di indicazione
della quantità di olio 3 sia posizionata tra la
linea di riferimento incisa superiore e la linea
di riferimento incisa inferiore dell'indicatore
visivo della quantità di olio 2.
Quando la quantità di olio è eccessiva, olio
fuoriesce dal foro dell'aria o la lubricazione
adeguata non può essere effettuata. Perciò,
fare attenzione.
Quando l'estremità superiore dell'asta di
3
indicazione della quantità di olio 3 scende
no alla linea di riferimento incisa inferiore
dell'indicatore visivo della quantità di olio
durante l'uso della macchina per cucire,
2
riempire con olio.
3
Linea di
riferimento
incisa
inferiore
A
1
Linea di
riferimento
incisa
superiore
2
A
• Quando si versa olio nel serbatoio dell'olio inizialmente, versare 200cc di olio come standard ed
assicurarsi che l'asta di indicazione della quantità di olio funzioni.
• Quando la macchina per cucire viene attivata per la prima volta dopo l'installazione o dopo un
lungo periodo di inattività, effettuare il rodaggio a 2.000 pnt/min o meno prima di utilizzare la
macchina per cucire. Inoltre, applicare olio alle guide di scorrimento A dei crochet destro/sinistro prima di usare la macchina.
• Per quanto riguarda l'olio per crochet, acquistare JUKI MACHINE OIL No. 1 (No. di parte : MDFRX1600C0).
• Non mancare di riempire il serbatoio dell'olio con olio pulito.
• Mai riempire il serbatoio dell’olio con olio sporco.
13. INSTALLAZIONE DEL SA-120 (DISPOSITIVO DI ALIMENTAZIONE DELLE CONTROFODERE) (OPTIONAL)
ATTENZIONE :
Prima di effettuare le seguenti operazioni spegnere l'interruttore dell'alimentazione al ne di prevenire
incidenti causati dall'avvio improvviso della macchina per cucire.
2
1
Fissare la piastra di montaggio della controfo-
1
dera 1 al telaio della macchina con le due viti
.
2
Piano di cucitura
Incavo
Rullo
Guida A
Piastra di guida
Posizionare la controfodera come mostrato nella gura qui sopra.
2
Guida B
Molla
Collare di ssaggio
Piastra
laterale
Controfodera
Guida B
La controfodera a rullo che può essere usata è da 40 a 70 mm in larghezza e 200 mm (max) in
diametro del rullo.
Fare passare la controfodera tra la guida B e la guida A, e poi sul rullo, e dirigerla sopra il tavolo.
3
Portare la controfodera no alla sezione di rullo utilizzando l'incavo della piastra di guida.
Regolare la posizione laterale delle due guide, dei due perni di guida e della piastra laterale (sulla
4
destra) in modo che la controfodera venga alimentata diritto sopra il piano di cucitura.
Posizionare il collare di ssaggio posto sul lato sinistro in modo che la piastra laterale prema leg-
5
germente la controfodera tramite la molla. Quindi, ssare il collare di ssaggio a tale posizione.
− 11 −

14. REGOLAZIONE DEL SA-120 (DISPOSITIVO DI ALIMENTAZIONE DELLA CONTROFODERA) (OPTIONAL)
ATTENZIONE :
Prima di effettuare le seguenti operazioni spegnere l'interruttore dell'alimentazione al ne di prevenire
incidenti causati dall'avvio improvviso della macchina per cucire.
La regolazione della quantità di alimentazione
1
della controfodera viene effettuata con l’interruttore di memoria (U03). Tuttavia effettuare
l’ulteriore regolazione ne con il regolatore di
velocità 2 del cilindro di alimentazione della
controfodera 1.
(Quando si stringe il regolatore di velocità
1
, la quantità viene diminuita e quando lo si
2
allenta, la quantità viene aumentata.)
2
Quando una controfodera nuova 3 è monta-
2
3
ta, premere il bottone di alimentazione della
controfodera 4, effettuare l’alimentazione
della cucitura di prova diverse volte e usare
il dispositivo dopo aver controllato la quantità
di alimentazione e l’alimentazione parallela
della controfodera.
6
4
5
(Avvertenza per l’uso)
Quando si usa il dispositivo di alimentazione
della controfodera con il riferimento posteriore
, la controfodera all’inizio della cucitura
5
rimane lunga poiché essa è lontana dall’
uscita della controfodera 6. Perciò usare il
dispositivo con il riferimento anteriore 7.
Per la manipolazione dei tavoli di cucitura, consultare "%-2-(2)" Avvertenze
da seguire quando i tavoli di cucitura
sono rimossi".
7
− 12 −
%
. PREPARAZIONE DELLA MACCHINA PER CUCIRE
1.
FUNZIONAMENTO DELLA TESTA DELLA MACCHINA PER CUCIRE
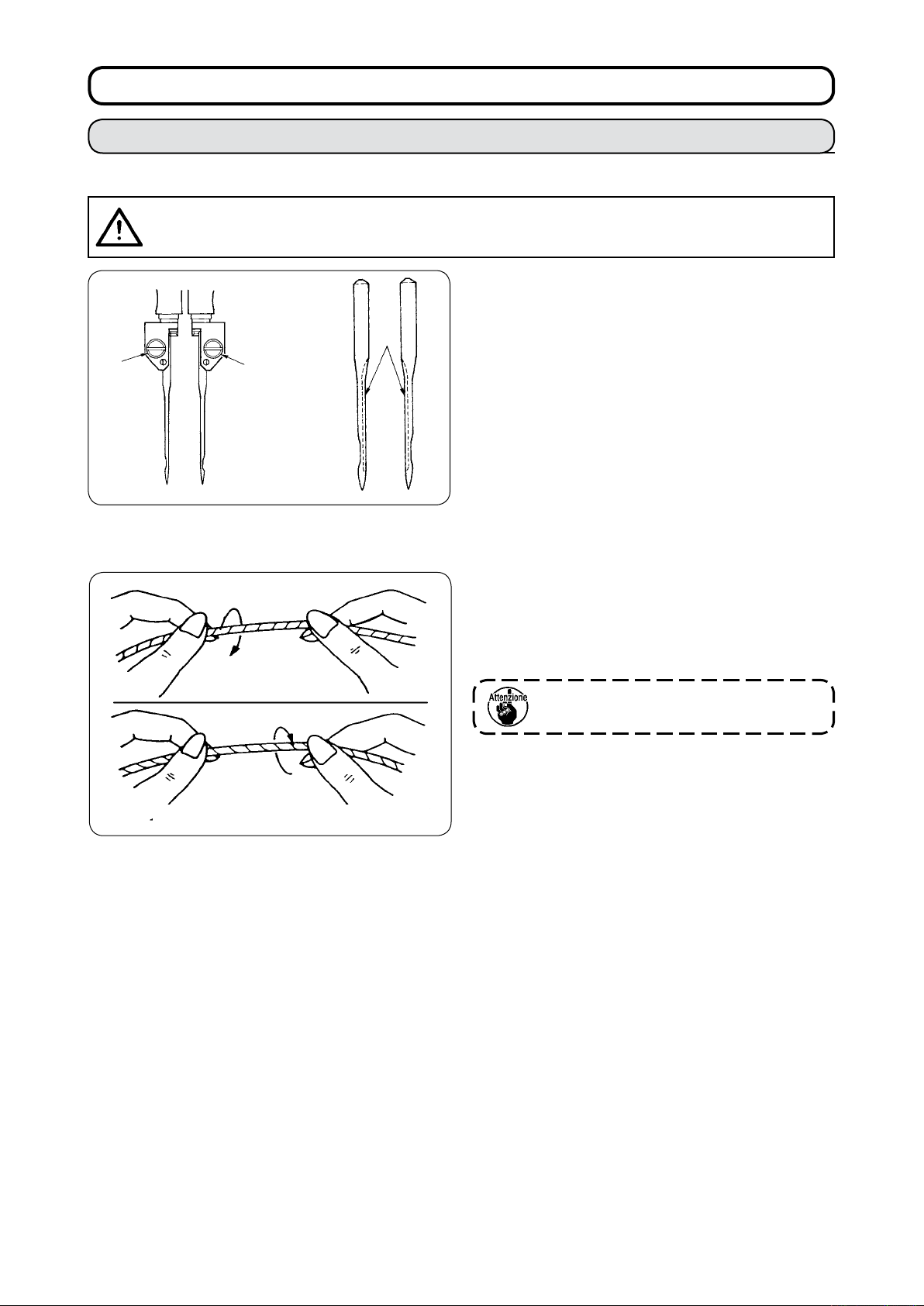
(1) Posizionamento degli aghi
ATTENZIONE :
Prima di effettuare le seguenti operazioni spegnere l'interruttore dell'alimentazione al ne di prevenire
incidenti causati dall'avvio improvviso della macchina per cucire.
Gli aghi usati sono DPX17 da #14 a #18 (standard:
#16). Usare gli aghi specicati.
Tenendo gli aghi destro e sinistro con la parte
scanalata 1 ivolta verso l'interno, inserire gli aghi
facendoli penetrare il più possibile e stringere le
viti 2 sul morsetto ago.
2
1
2
(2) Filo usato
Filo a torcitura destrorsa
Filo a torcitura sinistrorsa
• Usare il lo a torcitura sinistrorsa per il lo dell'ago.
• Si può usare il lo a torcitura sia sinistrorsa che
destrorsa per il lo della bobina.
Usare un lo nuovo torto uniformemente.
− 13 −

− 14 −
(3) Inlatura del lo dell'ago
ATTENZIONE :
Prima di effettuare le seguenti operazioni spegnere l'interruttore dell'alimentazione al ne di prevenire
incidenti causati dall'avvio improvviso della macchina per cucire.
Sollevare il bordatore 1 nel senso A. Gira-
1
re l'intero bordatore nel senso C tenendo la
sezione B con la mano.
B
A
1
Inlare quindi il lo dell'ago nell'ordine illustrato nella gura qui sotto.
2
C
B
A
Non mancare di spingere la sezione B
poiché la larghezza del letto potrebbe
diventare scorretta se si gira il bordatore
nel senso C spingendo il bordatore stesso.
Il bordatore è bloccato con la sfera a pistone. Girare piuttosto forte il bordatore nel
senso C per sbloccarlo.
C
A
B
A
A
B
A B
A
Sostituire periodicamente il feltro C del guidalo. Si può prevenire inconveniente di cucitura a
causa di movimento ruvido del lo durante la cucitura.
B
B
Inlare il lo dell'ago nell'ordine illustrato.
Filo dell'ago del lato sinistro verso la macchina per cucire
Filo dell'ago del lato destro verso la macchina per cucire
A
B
2. RIMOZIONE DEL PIANO DI CUCITURA
ATTENZIONE :
Prima di effettuare le seguenti operazioni spegnere l'interruttore dell'alimentazione al ne di prevenire
incidenti causati dall'avvio improvviso della macchina per cucire.
(1) Quando si sostituisce il lo della bobina
2
A
1
Perno
Spostare la pinza all'estremità posteriore della
1
sua corsa.
Inserire le dita negli incavi A sul bordo dei
2
piani di cucitura di destra e di sinistra 1 e 2,
e sollevare i piani di cucitura.
Spostare i piani di cucitura nel senso indica-
3
to dalla freccia tenendoli nel suddetto modo
nché si veda la capsula della bobina.
In questo momento, spostare i piani di
cucitura in modo che questi non vengano
a contatto con gli aghi.
Al termine della sostituzione del lo della bobi-
4
na, riportare i piani di cucitura nella posizione
iniziale seguendo la procedura sopraccitata
nell'ordine inverso. A questo punto, incastrare
i piani di cucitura sulla placca ago e sui perni
in modo sicuro.
− 15 −
− 16 −
(2) Misure di sicurezza da adottare in fase di rimozione dei piani di cucitura
ATTENZIONE :
Prima di effettuare le seguenti operazioni spegnere l'interruttore dell'alimentazione al ne di prevenire
incidenti causati dall'avvio improvviso della macchina per cucire.
Quando i piani di cucitura vengono rimossi, non mancare di incastrarli accuratamente seguendo i punti
indicati qui sotto.
Incastrare sicuramente i fori per perno, poste-
Perni, posteriori
1
Molla a lamina
2
Fori per perno, anteriori
1. In caso della macchina dotata del
SA-120 (dispositivo automatico di
alimentazione delle controfodere),
riportare i piani di cucitura nella loro
posizione iniziale sollevandoli in
modo che la sezione di molla a lamina
non venga piegata.
1
riori (destro)(sinistro) sui perni.
Incastrare sicuramente i fori per perno, ante-
2
riori (destro)(sinistro) sui perni.
Sbocco di
alimentazione delle
controfodere
2. In caso di rimuovere i piani di cucitura con i tipi indicati qui sotto, fare attenzione a non piegare
il dispositivo di tenuta del taschino e il dispositivo di tenuta della controfodera.
Dispositivo di tenuta del taschino (standard)
1
Dispositivo di tenuta del taschino (per alimentazione delle controfodere)
2
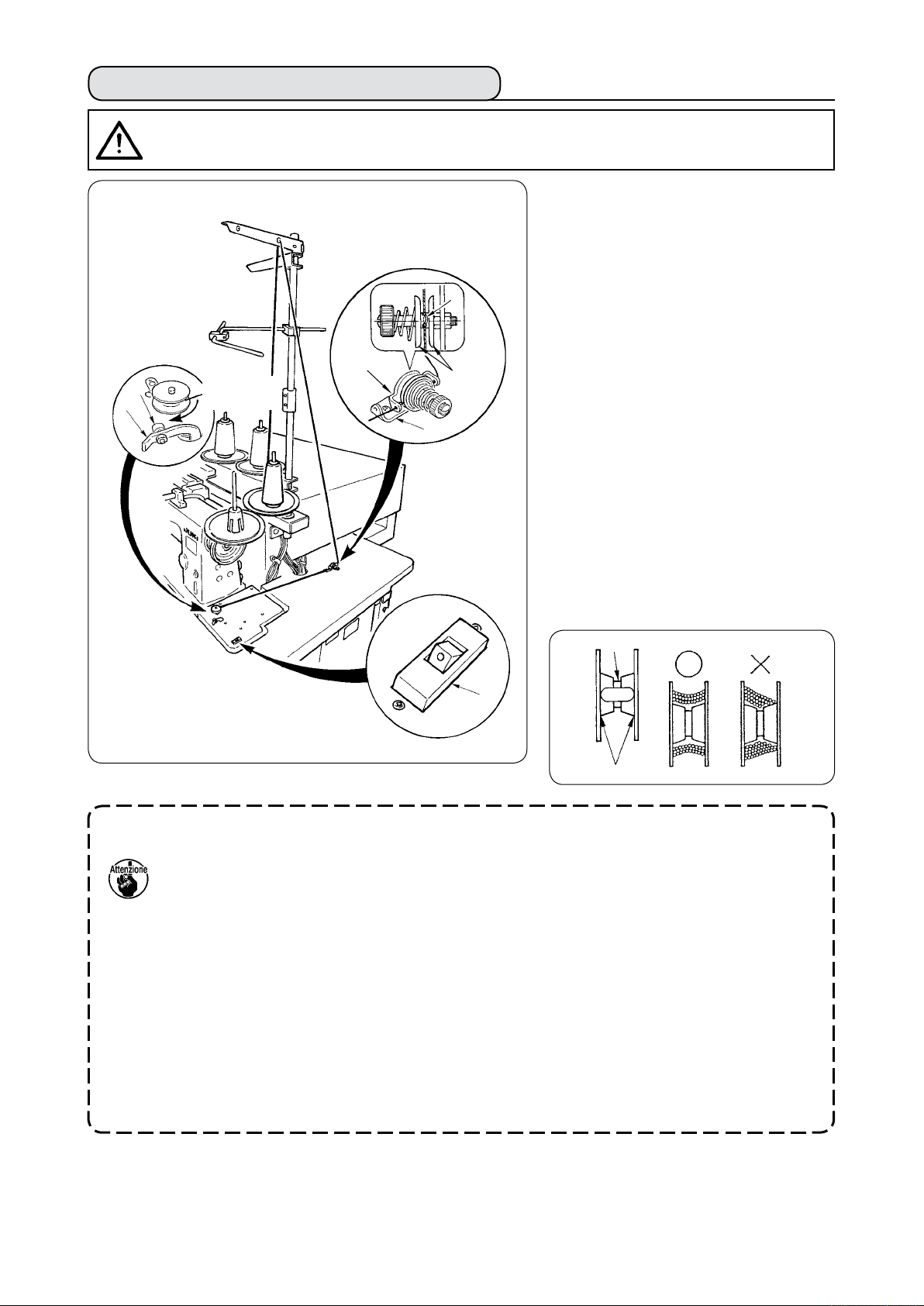
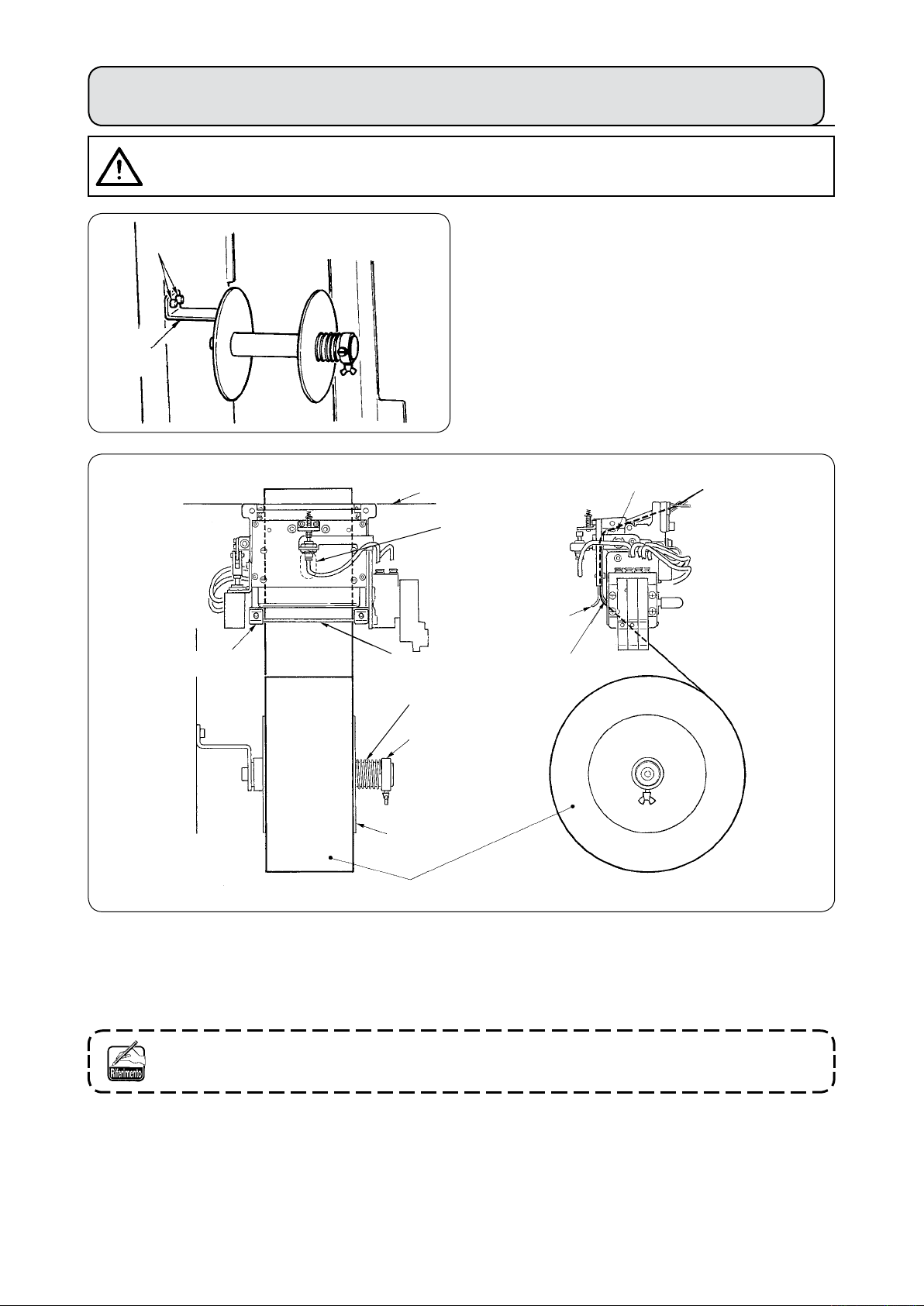
3. AVVOLGIMENTO DELLE BOBINE
ATTENZIONE :
Al ne di prevenire possibili danni, evitare contatto con le bobine a macchina in funzione.
4
1
2
8
Senso di
rotazione
7
3
Inserire la bobina sull'albero del-
1
l'avvolgilo facendola andare il più
possibile.
Fare passare il lo attraverso la
2
piastra guidalo 8, aprire il disco
di tensione del lo 7 e mettere il
lo nella fenditura dell'asta di tensione del lo 4.
Fare passare il lo nell'ordine mo-
3
strato nella gura, e avvolgere il lo
sulla bobina per quattro o cinque
giri. (La direzione della freccia corrisponde al senso di rotazione della
bobina.)
Premere il guidalo della bobina 1,
4
e la bobina gira.
L'avvolgilo si fermerà automatica-
5
mente non appena esso ha avvolto
la bobina per una quantità predeterminata.
5
9
6
1. Quando si avvolge la bobina, iniziare ad avvolgerla dalla cavità 5 come illustrato nella gura
qui sopra. Se si inizia ad avvolgere la bobina dalla sezione 6, è possibile che il rilevamento
dell'esaurimento del lo della bobina non venga effettuato in modo regolare.
2. Per assicurarsi la quantità rimanente appropriata di lo, è importante avvolgere la bobina uni-
formemente. Non mancare di controllare che la bobina sia avvolta uniformemente in particolare
all'inizio dell'avvolgimento della bobina. Se la bobina non viene avvolta con il lo in modo uniforme, regolare correttamente la posizione laterale dell'incassatura del palo di tensione 3.
3. Si consiglia di avvolgere la bobina con il lo per l'80% circa del suo diametro esterno. La quantità di avvolgimento può essere regolata con la vite di regolazione della quantità di avvolgimento
.
2
4. Non premere la leva 1 salvo quando si avvolge il lo della bobina. Il motore continua a girare e
inconveniente sarà causato.
5. Quando anomalie come sovraccarico del motore avvolgilo, ecc. vengono rilevate, l'interruttore
termico 9 viene bloccato. Quando l'interruttore termico viene bloccato, accendere di nuovo l'interruttore termico 9 dopo averlo spento per ripristinarlo.
− 17 −
− 18 −
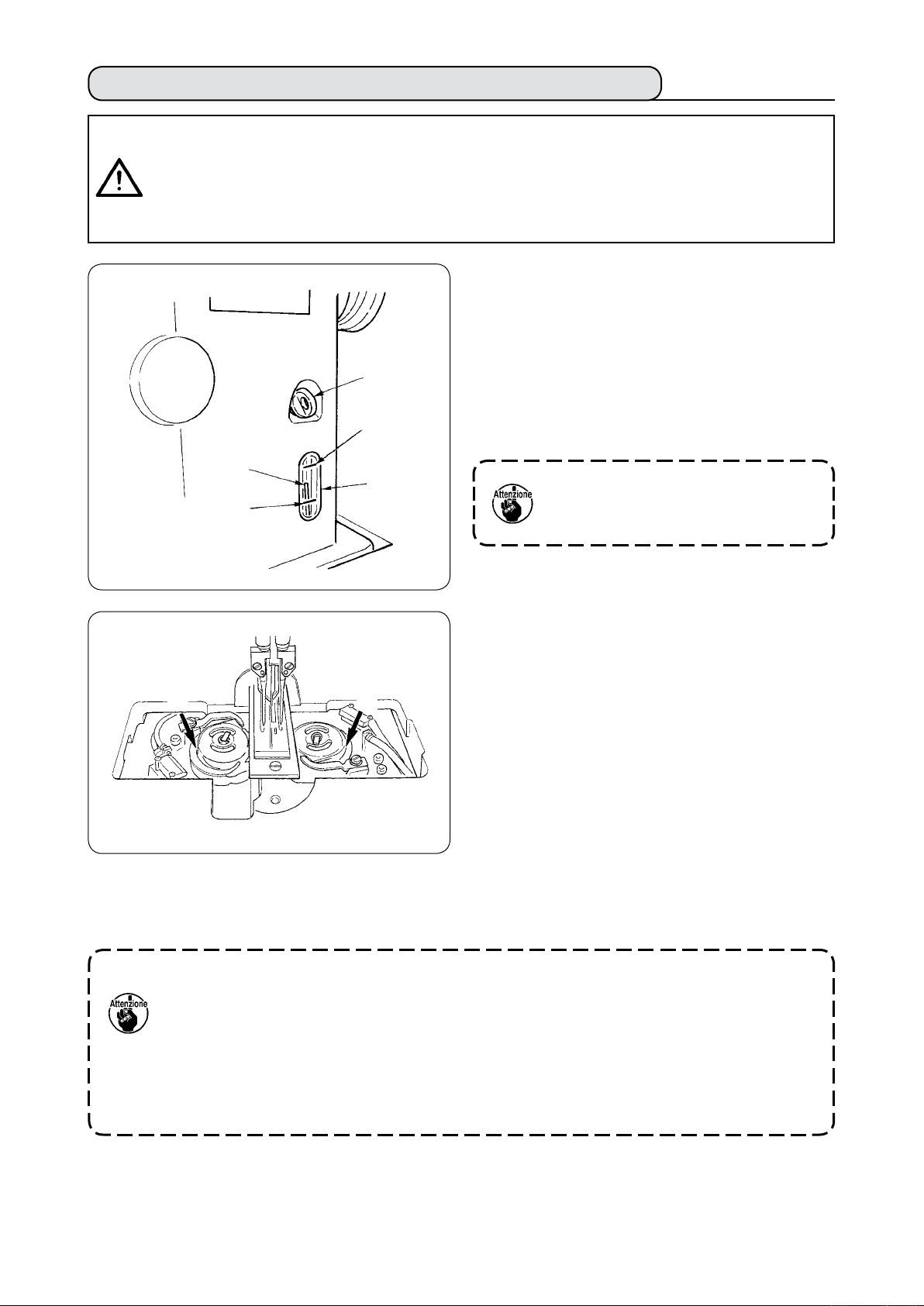
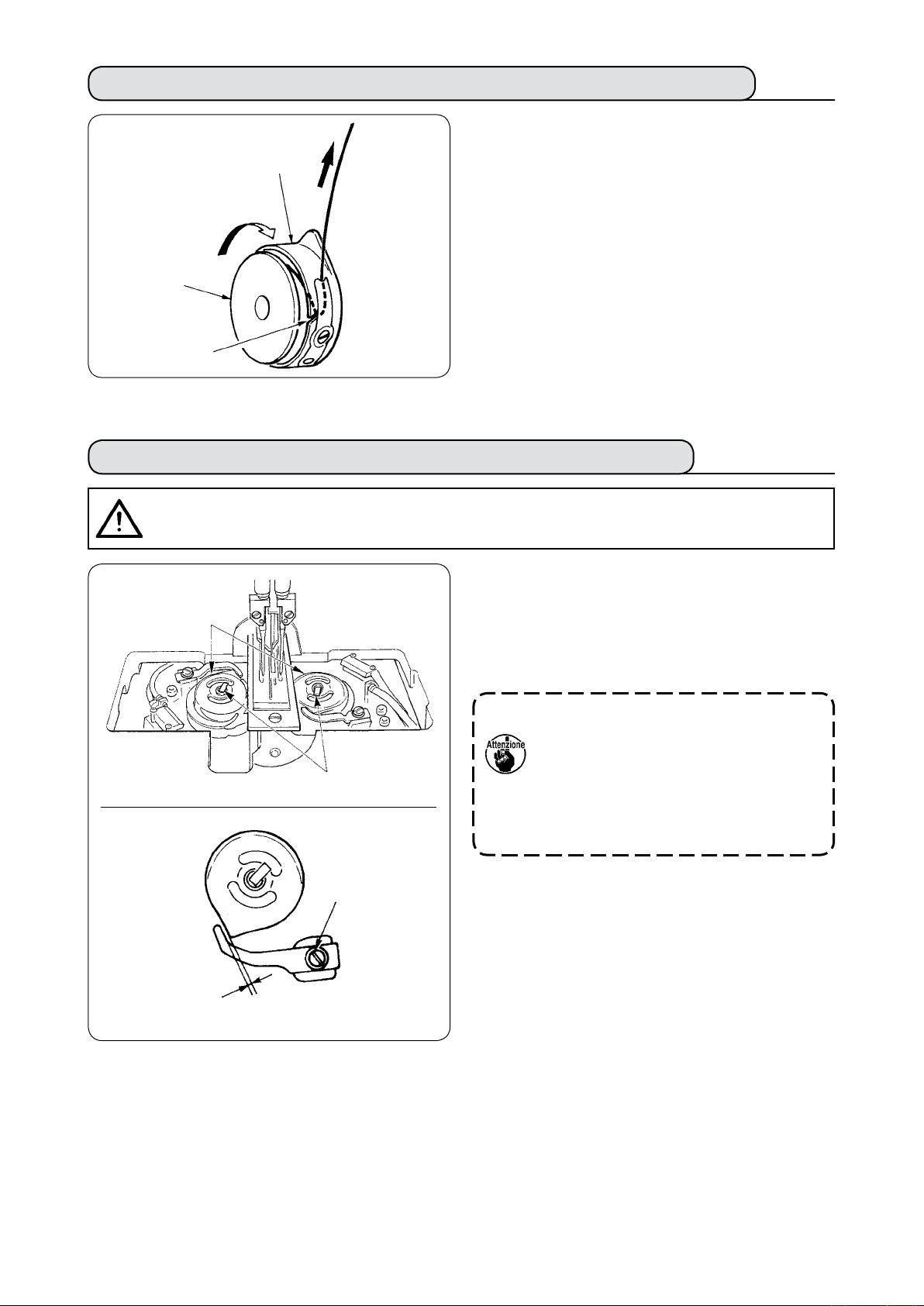
4. INFILATURA DEL FILO NELLA CAPSULA DELLA BOBINA
Tenere la bobina in modo che la bobina giri in
1
senso orario ed inserirla nella capsula della
Capsula della bobina
bobina.
Fare passare il lo attraverso la fenditura 1
2
nella capsula della bobina.
Tirare il lo per farlo passare sotto la molla di
3
Bobina
1
tensione.
5. INSTALLAZIONE DELLA CAPSULA DELLA BOBINA
ATTENZIONE :
Prima di effettuare le seguenti operazioni spegnere l'interruttore dell'alimentazione al ne di prevenire
incidenti causati dall'avvio improvviso della macchina per cucire.
2
da 0,2 a 0,3 mm
1
3
Sollevare le leve del crochet 1 ed estrarre le
1
capsule della bobina insieme con le bobine.
Quando si inseriscono le capsule della bobi-
2
na, incastrarle sull'albero di movimentazione
del crochet, ed inclinare le leve 1.
Quando le capsule della bobina, destra e
sinistra 2 vengono sostituite, assicurarsi
che lo spazio tra la leva di apertura il più
possibile arretrata e la capsula della bobina sia da 0,2 a 0,3 mm. Se lo spazio non è
da 0,2 a 0,3 mm, allentare la vite di ssaggio 3 e regolarlo.

6. REGOLAZIONE DELLA TENSIONE DEL FILO
Regolazione della tensione del lo della bobina
Capsula della bobina
Bobina
Vite di regolazione
della tensione del
lo della bobina
1
Girare la vite di regolazione della tensione del
lo della bobina in senso orario per aumentare la tensione del lo della bobina o girare la
vite in senso antiorario per diminuirla.
Come mostrato nella gura a sinistra, la ten-
sione standard del lo della bobina è da 0,25
a 0,35N quando si misura con il misuratore
di tensione.
2
1
Regolazione della tensione del lo dell'ago
2
Regolare prima la tensione del lo della bobi-
na di destra e di sinistra.
Quindi a seconda della tensione del lo della
bobina ottenuta, regolare la tensione del lo
dell'ago del lato destro e del lato sinistro appropriatamente girando i dadi di regolazione
della tensione del lo 1 e 2 rispettivamente.
Girare i dadi in senso orario, e la tensione del
lo viene aumentata o girarli in senso antiorario per diminuirla.
− 19 −

7. POSIZIONAMENTO DEL MATERIALE DA CUCIRE
(1) Posizionamento del quarto
Usare un quarto più grande del
pezzo di gomma del premiquarto
aderito sotto i premiquarto destro
e sinistro.
Se viene usato un quarto la cui
misura è più piccola del pezzo di
gomma del premiquarto, il pezzo
di gomma può staccarsi o la
macchina può funzionare male.
Premiquarto
(sinistro)
Quarto
Premiquarto
(destro)
Gomma del
premiquarto
Quando è necessario usare un
materiale piccolo, montare un
calibro tipo zeppa (optional) sulla
macchina.
− 20 −

^
. USO DEL PANNELLO OPERATIVO
1.
FUNZIONAMENTO FONDAMENTALE DEL PANNELLO OPERATIVO (IP-310)
(1) Congurazione del IP-310
[ Davanti ] [ Lato destro ]
!0
6
1
Simbolo
1
2
3
4
2 3 4 5
Nóme
Pannelo tattile • sezione di display LCD
Tasto READY
Tasto INFORMATION
Tasto COMMUNICATION
9
8
7
Descrizióne
La commutazione tra lo schermo di immissione dei dati e lo schermo di cucitura viene effettuata.
La commutazione tra lo schermo di immissione dei dati e lo schermo di informazione viene effettuata.
La commutazione tra lo schermo di immissione dei dati e lo schermo di comunicazione viene effettuata.
La commutazione tra lo schermo di immissione dei dati e lo commu-
5
6
7
8
9
!0
Slot del media Chiudere il coperchio prima dell’uso.
Connettore per la comunicazione RS-232C
VARIABLE RESISTOR per la regolazione del
contrasto dello schermo LCD a colori
Connettore per l’immissione esterna
Leva di estrazione della carta di memoria
Tasto MODE CHANGEOVER
tazione dello schermo che esegue le varie impostazioni dettagliate
può essere effettuata.
Il contrasto dello schermo può essere regolato. Regolarlo come si
desidera.
Quando il tasto READY viene premuto in primo luogo dopo aver acceso la macchina, il ricupero del-
l'origine della pinza viene effettuato. In questo momento, la pinza si muove. Perciò, fare attenzione.
− 21 −
− 22 −
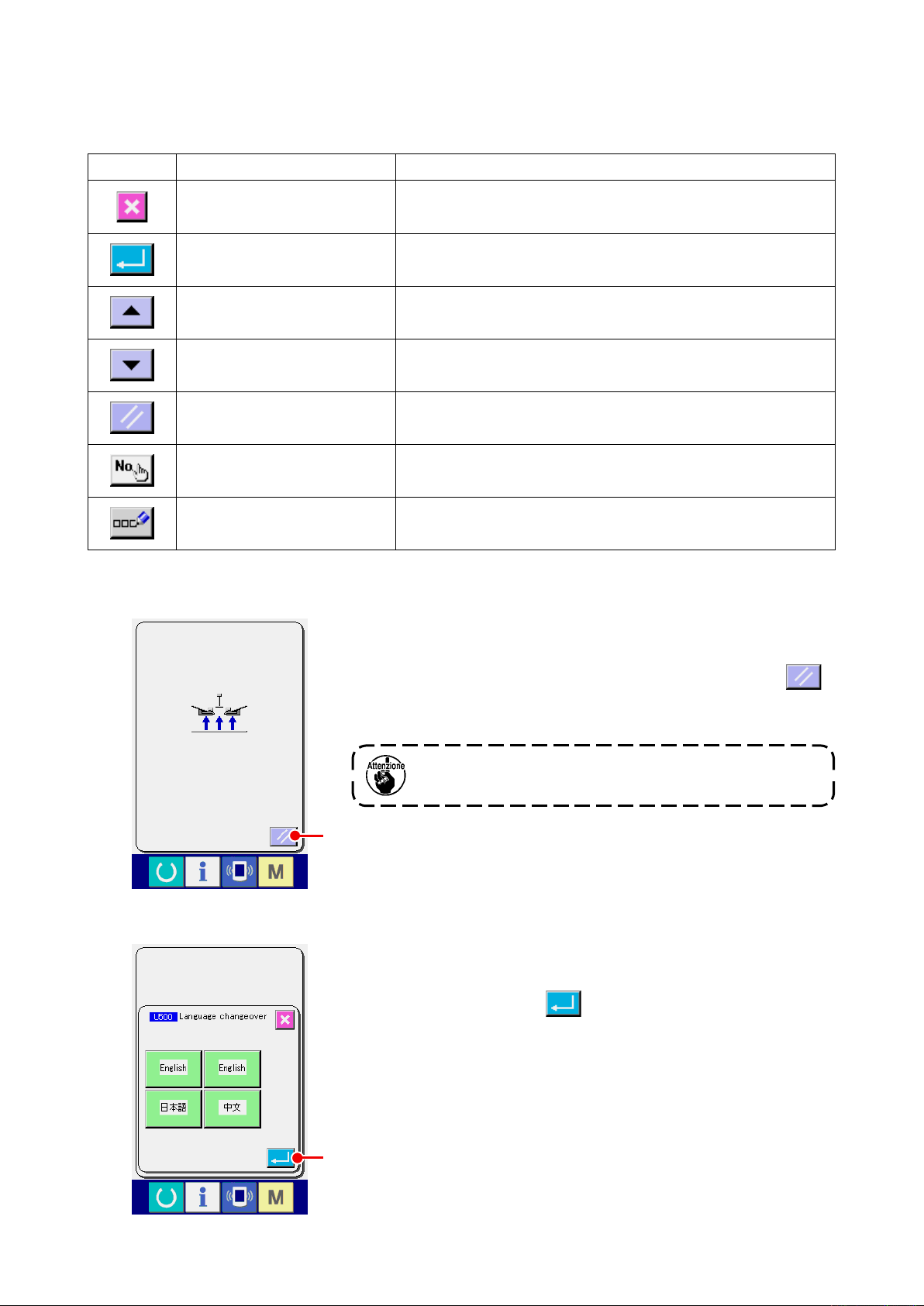
(2) Bottoni usati in comune
I bottoni che eseguono le operazioni comuni nei rispettivi schermi del IP-310 sono come descritti qui
sotto.
Pittogramma
Bottone CANCEL
Bottone ENTER Questo bottone determina il dato cambiato.
Bottone UP SCROLL Questo bottone fa scorrere il bottone o il display nel senso verso l’alto.
Bottone DOWN SCROLL Questo bottone fa scorrere il bottone o il display nel senso verso basso.
Bottone RESET Questo bottone esegue il rilascio dell’errore.
Bottone NUMBER INPUT
Bottone CHARACTER INPUT Questo bottone visualizza lo schermo di immissione del carattere.
Nóme
(3) Funzionamento fondamentale
Descrizióne
Questo bottone chiude lo schermo rapido. In caso di cambiare lo schermo
di modica dei dati, il dato in corso di modica può essere annullato.
Questo bottone visualizza i dieci tasti e l’immissione del numerale può essere effettuata.
Accendere l'interruttore dell'alimentazione.
1
Lo schermo rapido di ripristino viene visualizzato dopo aver visua-
lizzato lo schermo WELCOME. Premere il bottone RESET
.
A
Quando il bottone RESET viene premuto, il bordatore si sol-
leva. Perciò, fare attenzione.
A
Poi, lo schermo rapido di selezione della lingua viene visualizzato.
Dopo aver selezionato la lingua che si desidera visualizzare, premere il bottone ENTER B. Quindi lo schermo di immissione della cucitura indipendente (schermo A) della gura qui sotto
viene visualizzato.
(Questo schermo viene visualizzato solo una volta al momento
dell'acquisto.)
B
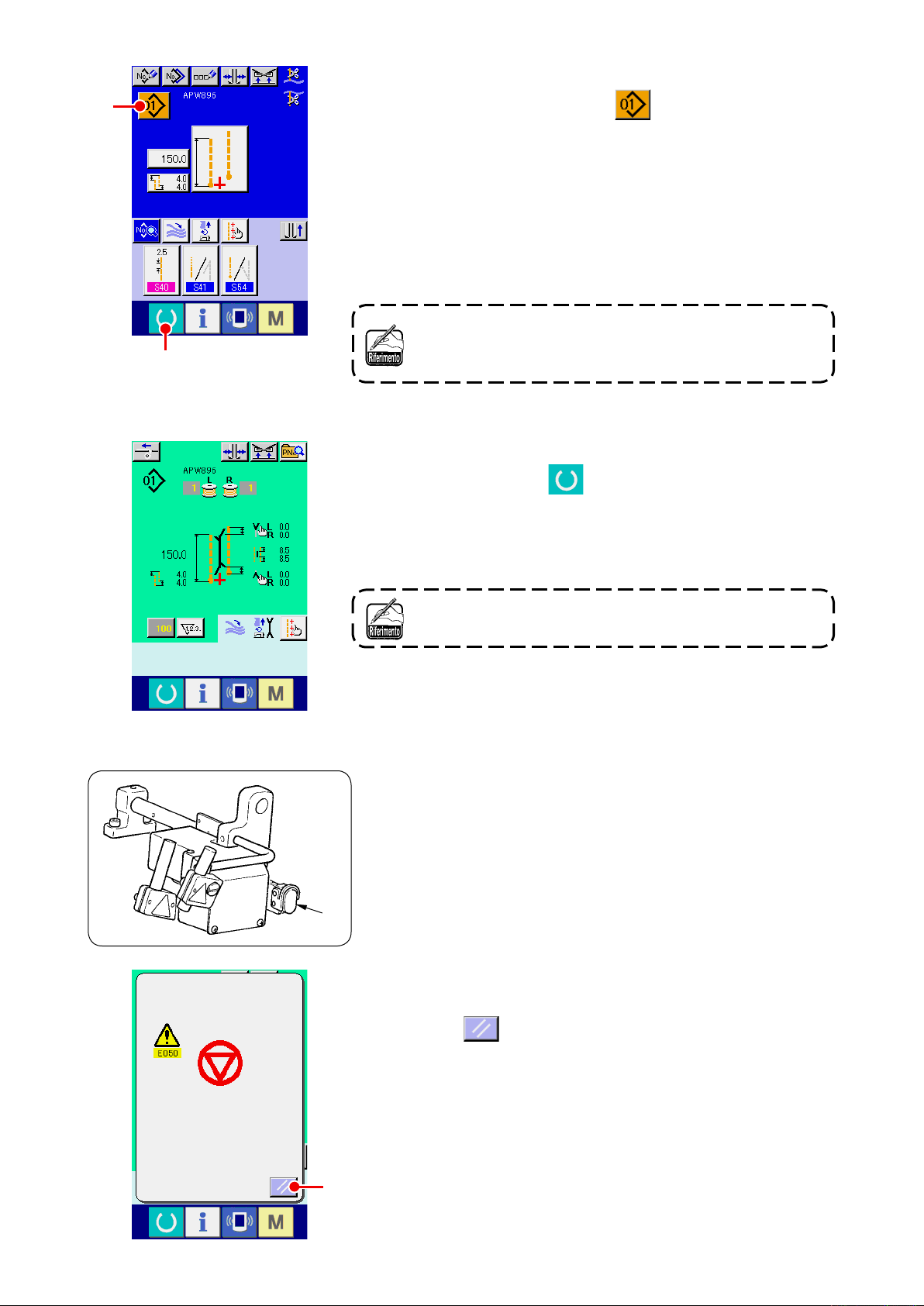
Selezionare il No. di modello di cucitura che si desidera cucire.
2
C
D
Schermo di immissione della
cucitura indipendente (schermo A)
Quando il bottone PATTERN NO. C viene premuto, il No.
di modello di cucitura può essere selezionato. Per la procedura di
selezione del No. di modello di cucitura, vedere
tuazione della selezione del modello di cucitura”
“^-6. (1) Effet-
.
Al momento dell'acquisto, i modelli di cucitura dal No. 1 al No. 10
sono registrati. Cambiare i dati di cucitura a seconda dei tipi di
cucitura per usare la macchina. (Il numero al quale il modello di
cucitura non è stato registrato non viene visualizzato.)
Iniziare la cucitura
3
Per la spiegazione dettagliata dello schermo di immissione,
vedere “^-2. SPIEGAZIONE DELLO SCHERMO FONDAMEN-
TALE”.
Quando il tasto READY D viene premuto nello schermo di
immissione della cucitura indipendente (schermo A), lo schermo
verde di cucitura (schermo B) viene visualizzato e l'operazione di
cucitura viene iniziata tramite il funzionamento del pedale.
Schermo di cucitura
(schermo B)
Per ulteriori dettagli dello schermo di cucitura, vedere “^-2.
SPIEGAZIONE DELLO SCHERMO FONDAMENTALE”.
Per arrestare il dispositivo durante il funzionamento
4
Quando l'interruttore di stop temporaneo E viene premuto
durante il funzionamento, il dispositivo può essere arrestato.
E
In questo momento, lo schermo di errore viene visualizzato per
informare che l'interruttore di stop è stato premuto. Quando il bot-
tone RESET
viene premuto, l'errore viene rilasciato e lo
F
F
schermo ritorna allo schermo di immissione.
− 23 −
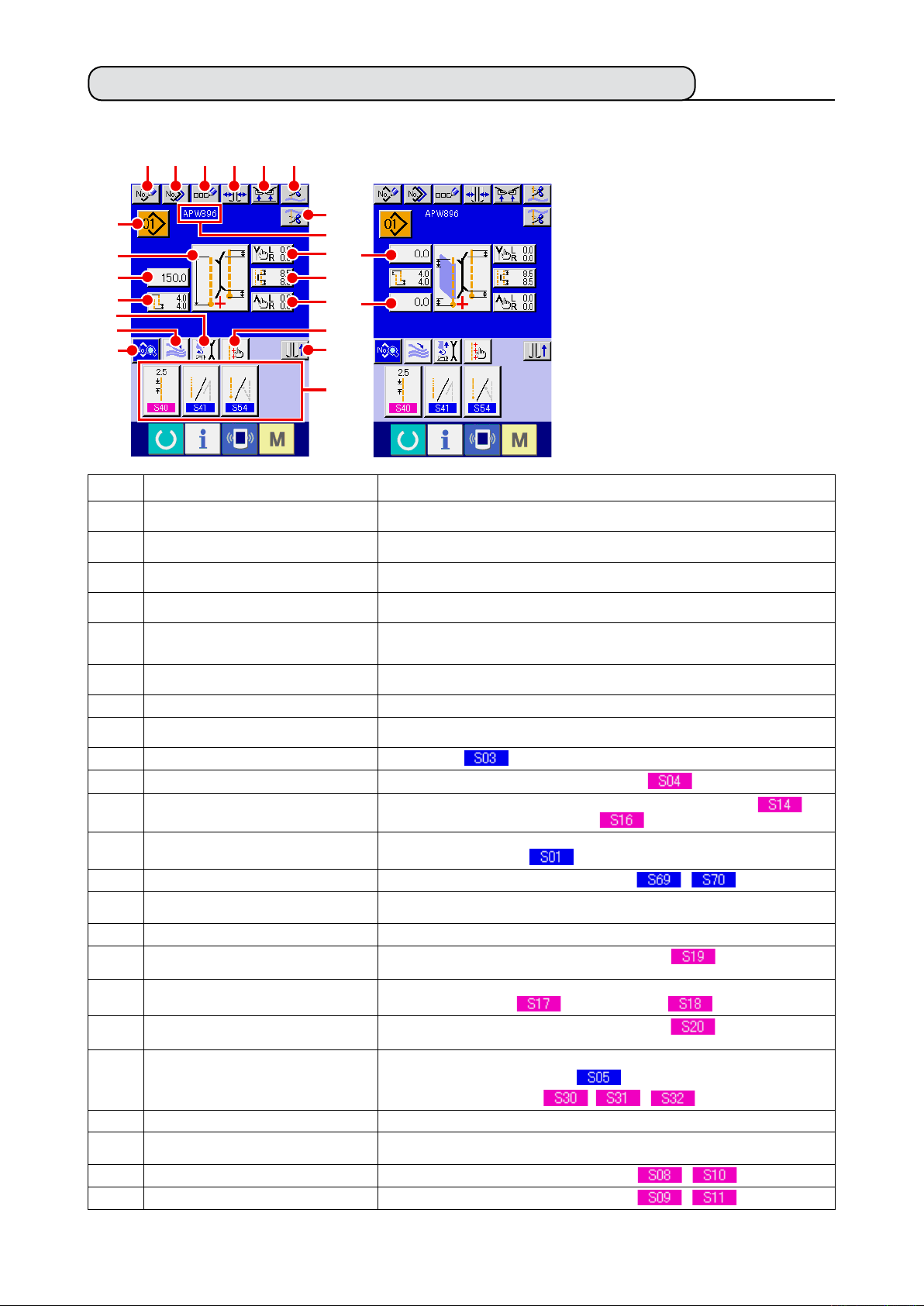
2. SPIEGAZIONE DELLO SCHERMO FONDAMENTALE
(1) Schermo di immissione (Modo di cucitura indipendente)
A B C D E F
H
I
J
K
L
M
N
G
O
P
Q
R
S
T
V
W
U
Simbolo Nome del bottone Descrizióne
Bottone NEW CREATION Lo schermo di creazione nuova del modello di cucitura indipendente viene visualizzato e la registrazio-
A
Bottone COPY Lo schermo di elenco dei modelli di cucitura come fonti di copia viene visualizzato e il modello di cucitu-
B
Bottone CHARACTER INPUT Lo schermo di immissione dei caratteri viene visualizzato e il nome può essere immesso al dato di
C
Bottone TYPE OF WELT CHANGE-OVER Lo schermo di commutazione del tipo di letto viene visualizzato e la commutazione del tipo di letto e
D
Bottone CLAMP UP PROHIBITION AT SEWING
E
END
Bottone NEEDLE THREAD TRIMMING Quando questo bottone viene premuto, il coltello rasalo dell'ago si abbassa e lo schermo di taglio del
F
Bottone BOBBIN THREAD TRIMMING Il coltello rasalo della bobina si apre mentre questo bottone è premuto.
G
Bottone PATTERN NO. LIST Lo schermo di elenco dei No. di modello di cucitura viene visualizzato e il dato di modello di cucitura
H
Bottone SEWING MODE SETTING
I
Bottone L SIZE LENGTH SETTING
J
Bottone DEFLECTION AMOUNT SETTING
K
Bottone MOTION MODE SETTING Questo bottone seleziona "con/senza il movimento del motore della macchina per cucire, del coltello
L
Bottone STACKER MOTION/STOP CHANGE-OVER
M
Bottone SEWING DATA DISPLAY Lo schermo di revisione del modello di cucitura viene visualizzato. I dati di cucitura dettagliati che non
N
Visualizzazione PATTERN NAME I nomi immessi ai No. di modello di cucitura vengono visualizzati.
O
Bottone CORNER KNIFE MOTION POSITION AT
P
SEWING START SETTING
Bottone CENTER KNIFE SETTING Lo schermo di revisione del dato di coltello centrale viene visualizzato e la posizione di taglio del coltello
Q
Bottone CORNER KNIFE MOTION POSITION AT
R
SEWING END SETTING
Bottone MARKING LIGHT SETTING Lo schermo di impostazione della luce di marcatura viene visualizzato, e la commutazione della posi-
S
Bottone CLAMP FOOT MOVE La pinza viene spostata avanti o indietro.
T
Bottone SEWING DATA SHORTCUT I bottoni di scorciatoia (4 articoli max) dei dati di cucitura che vengono impostati nella fase di personaliz-
U
Bottone FLAP DROP DATA AT SEWING START SETTING
V
Bottone FLAP DROP DATA AT SEWING END SETTING
W
È possibile personalizzare la visualizzazione/non visualizzazione dei rispettivi bottoni.
*
Per ulteriori dettagli, consultare
“^-12. PERSONALIZZAZIONE DELLO SCHERMO DI IMMISSIONE DEI DATI”
ne nuova dei dati di cucitura può essere effettuata.
ra può essere copiato.
modello di cucitura.
la regolazione del parallelismo del bordatore possono essere effettuate.
Quando questo bottone è tenuto premuto, la macchina riporta il piedino premistoffa mantenendolo
abbassato alla ne della cucitura.
È conveniente usare questo bottone al momento della regolazione della luce di marcatura o della cucitura di prova.
lo dell'ago in corso viene visualizzato.
può essere selezionato.
Il modo di cucitura viene selezionato.
In caso della cucitura della misura L, la lunghezza di cucitura viene impostata.
In caso della cucitura obliqua, la quantità di deviazione all’inizio della cucitura o la
quantità di deviazione alla ne della cucitura viene impostata.
centrale e del coltello dell'angolo" .
Questo bottone seleziona il movimento/stop dell'impilatore e .
vengono visualizzati nello schermo di immissione possono essere selezionati e revisionati.
La posizione di taglio del coltello dell'angolo all'inizio della cucitura viene impostata.
centrale all'inizio della cucitura e alla ne della cucitura viene impostata.
La posizione di taglio del coltello dell'angolo alla ne della cucitura viene impostata.
zione di irradiamento della luce di marcatura e l’impostazione del cambiamento del valore di
impostazione della luce di marcatura , e vengono effettuate.
zazione nello schermo di cucitura vengono visualizzati.
Il dato di cucitura a pattina nascosta all'inizio della cucitura o viene impostato.
Il dato di cucitura a pattina nascosta alla ne della cucitura o viene impostato.
.
− 24 −
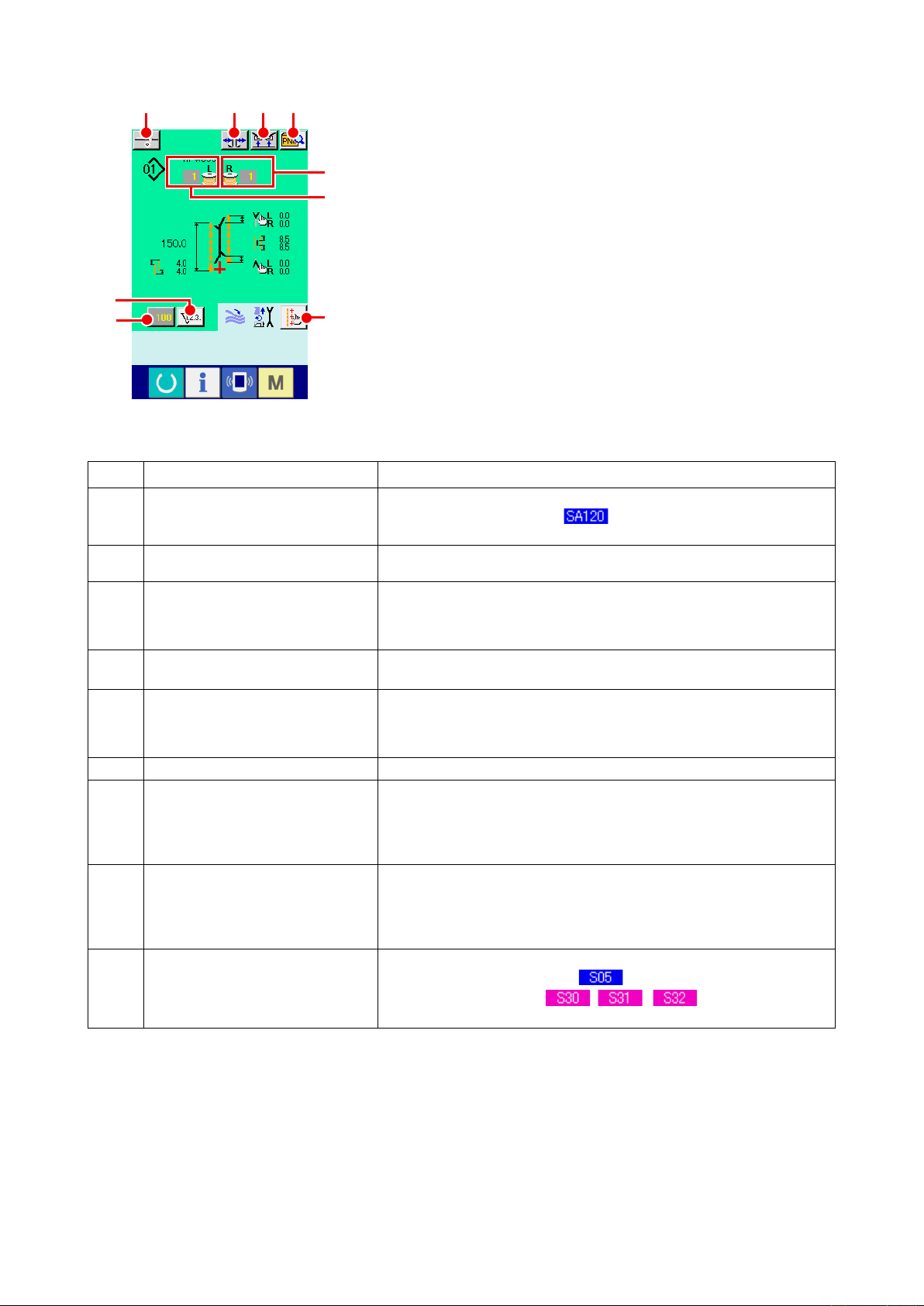
(2) Schermo di cucitura (Modo di cucitura indipendente)
A B D
C
G
H
E
F
Simbolo Nome del bottone Descrizióne
INTERLINING SUPPLY button Quando questo bottone viene premuto, la controfodera viene alimentata.
A
Bottone TYPE OF WELT CHANGE-OVER Lo schermo di commutazione del tipo di letto viene visualizzato e la commutazione del tipo
B
Bottone CLAMP UP PROHIBITION AT
C
SEWING END
Bottone DIRECT PATTERN LIST Lo schermo di elenco dei modelli di cucitura diretti viene visualizzato e la selezione del dato
D
Bottone COUNTER CHANGE-OVER
E
Bottone COUNTER VALUE CHANGE Questo bottone cambia il valore del contatore visualizzato al momento.
F
VALORE DI QUANTITÀ RIMANENTE DI
G
FILO DELLA BOBINA (DESTRO)
VALORE DI QUANTITÀ` RIMANENTE DI
H
FILO DELLA BOBINA (SINISTRO)
Bottone MARKING LIGHT SETTING
I
I
Questo viene visualizzato quando è impostato su "dispositivo automatico di
*
alimentazione delle controfodere montato" nella fase di impostazione degli optional.
di letto e la regolazione del parallelismo del bordatore possono essere effettuate.
Quando questo bottone è tenuto premuto, la macchina riporta il piedino premistoffa mante-
nendolo abbassato alla ne della cucitura.
È conveniente usare questo bottone al momento della regolazione della luce di marcatura o
della cucitura di prova.
di cucitura può essere effettuata.
Quando questo bottone viene premuto, il display di contatore della cucitura e di contatore
del numero di pezzi viene commutato.
Questo bottone viene visualizzato solo quando sia il contatore della cucitura che il conta-
*
tore del numero di pezzi sono ON (abilitati).
Questo bottone rileva la luce riettente dalla bobina e informa che la quantità rimanente di
lo della bobina si sta esaurendo. Quando una cucitura viene completata, dal valore del
contatore viene sottratto uno, e lo schermo ad addizione viene visualizzato quando "0" è
raggiunto.
Questo bottone viene visualizzato solo quando la luce riettente dalla bobina è rilevata.
*
Questo bottone rileva la luce riettente dalla bobina e informa che la quantità rimanente di
lo della bobina si sta esaurendo. Quando una cucitura viene completata, dal valore del
contatore viene sottratto uno, e lo schermo ad addizione viene visualizzato quando "0" è
raggiunto.
Questo bottone viene visualizzato solo quando la luce riettente dalla bobina è rilevata.
*
Lo schermo di impostazione della luce di marcatura viene visualizzato, e la commutazione della posizione di irradiamento della luce di marcatura e l’impostazione del cambiamento del valore di
impostazione della luce di marcatura , e vengono effettuate.
È possibile personalizzare la visualizzazione/non visualizzazione dei rispettivi bottoni.
*
Per ulteriori dettagli, consultare
“^-12. PERSONALIZZAZIONE DELLO SCHERMO DI IMMISSIONE DEI DATI”
− 25 −
.

(3) Schermo di immissione (Modo di cucitura alternata)
A B C D E F
H
I
J
K
N
G
P
Q
R
S
U
V
W
X
M
L
Simbolo Nome del bottone Descrizióne
Bottone NEW CREATION Lo schermo di creazione nuova dei dati di cucitura alternata viene visualizzato e la registrazione nuova
A
Bottone COPY Lo schermo di elenco dei No. di fonte di copia dei dati di cucitura alternata viene visualizzato e i dati di
B
Bottone CHARACTER INPUT Lo schermo di immissione dei caratteri viene visualizzato e il nome può essere immesso al dato di
C
Bottone TYPE OF WELT CHANGE-OVER Lo schermo di commutazione del tipo di letto viene visualizzato e la commutazione del tipo di letto e
D
Bottone CLAMP UP PROHIBITION AT SEWING
E
END
Bottone NEEDLE THREAD TRIMMING Quando questo bottone viene premuto, il coltello rasalo dell’ago si abbassa e lo schermo di taglio del
F
Bottone BOBBIN THREAD TRIMMING Il coltello rasalo della bobina si apre mentre questo bottone è premuto.
G
Bottone PATTERN NO. LIST Lo schermo di elenco dei No. di modelli di cucitura viene visualizzato e il dato di cucitura alternata può
H
Bottone SEWING MODE CHANGE-OVER
I
Bottone L SIZE LENGTH SETTING
J
Bottone DEFLECTION AMOUNT SETTING
K
Bottone SEWING DATA DISPLAY Lo schermo di revisione del modello di cucitura viene visualizzato. I dati di cucitura dettagliati che non
L
Bottone STACKER MOTION/STOP CHANGE-OVER
M
Bottone MOTION MODE SETTING Questo bottone seleziona "con/senza il movimento del motore della macchina per cucire, del coltello
N
Bottone MARKING LIGHT SETTING Lo schermo di impostazione della luce di marcatura viene visualizzato, e la commutazione della posi-
O
Bottone NEXT SEWING DATA CHANGE-OVER
P
Bottone CORNER KNIFE MOTION POSITION AT
Q
SEWING START SETTING
Bottone CENTER KNIFE SETTING Lo schermo di revisione del dato di coltello centrale viene visualizzato e la posizione di taglio del coltel-
R
Bottone CORNER KNIFE MOTION POSITION AT
S
SEWING END SETTING
Bottone CLAMP FOOT MOVE La pinza viene spostata avanti o indietro.
T
U、V
W、X
Bottone FLAP CONCEALED STITCHING DATA AT
SEWING START SETTING
Bottone FLAP CONCEALED STITCHING
DATA AT SEWING END SETTING
O
T
dei dati può` essere effettuata.
cucitura alternata possono essere copiati.
cucitura alternata.
la regolazione del parallelismo del bordatore possono essere effettuate.
Quando questo bottone è tenuto premuto, la macchina riporta il piedino premistoffa mantenendolo
abbassato alla ne della cucitura.
È conveniente usare questo bottone al momento della regolazione della luce di marcatura o della cucitura di prova.
lo dell’ago in corso viene visualizzato.
essere selezionato.
Il modo di cucitura is selected.
In caso della cucitura della misura L, la lunghezza di cucitura viene impostata.
In caso della cucitura obliqua, la quantità di deviazione all’inizio della cucitura o la
quantità di deviazione alla ne della cucitura viene impostata.
vengono visualizzati nello schermo di immissione possono essere selezionati e revisionati.
Questo bottone seleziona il movimento/stop e dell'impilatore.
centrale e del coltello dell'angolo" .
zione di irradiamento della luce di marcatura e l’impostazione del cambiamento del valore di
impostazione della luce di marcatura , e vengono effettuate.
Questo bottone commuta il modello di cucitura da cucire la prossima volta il quale è recintato con la cornice gialla.
Questo non viene visualizzato quando la selezione della cucitura che dà la precedenza alla pattina
*
è ON (abilitata).
La posizione di taglio del coltello dell'angolo all'inizio della cucitura viene impostata.
lo centrale all'inizio della cucitura e alla ne della cucitura
La posizione di taglio del coltello dell'angolo alla ne della cucitura viene impostata.
Il dato di cucitura a pattina nascosta all'inizio della cucitura o viene impostato.
Il dato di cucitura a pattina nascosta alla ne della cucitura o viene impo-
stato.
viene impostata.
È possibile personalizzare la visualizzazione/non visualizzazione dei rispettivi bottoni.
*
Per ulteriori dettagli, consultare
“^-12. PERSONALIZZAZIONE DELLO SCHERMO DI IMMISSIONE DEI DATI”
− 26 −
.
 Loading...
Loading...