

JUKI APW-896 Instruction Manual [ja]
日本語
APW-896
取扱説明書
*コンパクトフラッシュ(TM)は米国サンディスク社の登録商標です。

目 次
!
. 運転前のご注意 ................................................................................................ 1
@
. 各部の名称 ...................................................................................................... 2
#
. 仕様 ................................................................................................................ 3
1. 機械仕様 ...........................................................................................................................................................3
2. 電気仕様 ...........................................................................................................................................................3
$
. 据え付け .......................................................................................................... 4
1. 梱包材の取り外し ............................................................................................................................................4
2. 本機の固定 ........................................................................................................................................................ 4
3. 足踏みペダルの接続 ........................................................................................................................................5
4. エアーカプラの接続 ........................................................................................................................................5
5. 電源プラグの接続 ............................................................................................................................................6
6. 糸立ての組み立ておよび本機への取り付け..................................................................................................7
7. SP-46(クランプバースタッカー)の取り付け(オプション) ...............................................................7
8. SP-47(ローラースタッカー)の取り付け(オプション) .......................................................................8
9. 頭部固定板の取り外し .................................................................................................................................... 9
10. サブテーブルの取り付け .............................................................................................................................9
11. 操作パネル IP-310 の取り付け ................................................................................................................. 9
12. オイルタンクへの給油 .............................................................................................................................. 10
13. SA-120(芯地供給装置)の取り付け(オプション) .......................................................................... 11
14. SA-120(芯地供給装置)の調整(オプション) ................................................................................. 12
%
. ミシンの準備 .................................................................................................13
1. ミシン頭部の取り扱い ................................................................................................................................. 13
(1) 針の取り付け方 ..................................................................................................................................... 13
(2) 使用糸 .....................................................................................................................................................13
(3) 上糸の通し方 .........................................................................................................................................14
2. 縫製テーブルの取り外し方..........................................................................................................................15
(1) 下糸を交換するとき ..............................................................................................................................15
(2) 縫製テーブルを取り外した場合の注意 ............................................................................................... 16
3. 下糸の巻き方 .................................................................................................................................................17
4. ボビンケースの糸の通し方..........................................................................................................................18
5. ボビンケースの取り付け方..........................................................................................................................18
6. 糸調子の取り方 ............................................................................................................................................. 19
7. 縫製布のセット ............................................................................................................................................. 20
(1) 身生地のセット ..................................................................................................................................... 20
^
. 操作パネルの使用方法 .....................................................................................21
1. 操作パネル(IP-310)の基本操作 ...........................................................................................................21
(1) IP-310 の各部の名称 .......................................................................................................................... 21
(2) 共通で使用されるボタン ......................................................................................................................22
(3) 基本操作 .................................................................................................................................................22
2. 基本画面の説明 ............................................................................................................................................. 24
(1) 入力画面 ( 単独縫いモード ) ............................................................................................................... 24
(2) 縫製画面 ( 単独縫いモード ) ................................................................................................................ 25
(3) 入力画面 ( 交互縫いモード ) ................................................................................................................ 26
(4) 縫製画面 ( 交互縫いモード ) ................................................................................................................ 27
i

(5) 入力画面 ( サイクル縫いモード ) ....................................................................................................... 28
(6) 縫製画面 ( サイクル縫いモード ) ....................................................................................................... 29
3. カウンタを使うには .....................................................................................................................................30
(1) カウンタの設定方法 ..............................................................................................................................30
(2) カウントアップの解除方法 .................................................................................................................. 33
(3) 縫製中のカウンタ値変更方法 .............................................................................................................. 33
4. 下糸残量調整カウンタを使うには .............................................................................................................. 34
(1) 下糸残量調整カウンタの設定方法 ....................................................................................................... 34
(2) 下糸残量調整カウンタのカウントアップ解除方法 ............................................................................ 36
5. 縫いモードを変更するには..........................................................................................................................37
6. 縫製パターンを使うには .............................................................................................................................38
(1) パターンの選択を行うには .................................................................................................................. 38
(2) パターンの新規作成を行うには .......................................................................................................... 39
(3) パターンをコピーするには .................................................................................................................. 40
(4) パターンを消去するには ......................................................................................................................42
(5) パターンに名称を付けるには .............................................................................................................. 43
(6) サイクル縫いデータの編集方法 .......................................................................................................... 44
7. 縫製データを変更するには..........................................................................................................................46
(1) 縫製データの変更方法 .......................................................................................................................... 46
(2) 縫製データ一覧 ..................................................................................................................................... 47
(3) 交互縫い縫製データ上下コピー機能 ...................................................................................................58
8. メモリースイッチデータを変更するには ..................................................................................................60
(1) メモリースイッチデータの変更方法 ...................................................................................................60
(2) メモリスイッチデータ一覧 .................................................................................................................. 61
9. オプション設定を行うには..........................................................................................................................69
(1) オプション設定の変更方法 .................................................................................................................. 69
(2) オプション設定一覧 ..............................................................................................................................70
10. 装置設定を変更するには .......................................................................................................................... 71
(1) 装置設定の変更方法 ..............................................................................................................................71
(2) 装置設定一覧 .........................................................................................................................................72
11. ペダル操作をカスタマイズするには ....................................................................................................... 73
(1) カスタマイズデータを選択して使用する方法 ................................................................................... 73
(2) ペダル操作データをカスタマイズする ............................................................................................... 74
12. データ入力画面をカスタマイズするには ...............................................................................................76
(1) カスタマイズ方法 .................................................................................................................................. 76
13. 縫製画面のカスタマイズ設定を行うには ...............................................................................................78
(1) カスタマイズ方法 .................................................................................................................................. 78
14. インフォメーションを使用するには ....................................................................................................... 80
(1) 保守点検情報を見るには ......................................................................................................................81
(2) 警告の解除方法 ..................................................................................................................................... 82
(3) 生産管理情報を見るには ......................................................................................................................83
(4) 生産管理情報の設定を行うには .......................................................................................................... 85
(5) 稼動計測情報を見るには ......................................................................................................................87
15. 通信機能を使用するには .......................................................................................................................... 89
(1) 取り扱い可能なデータについて .......................................................................................................... 89
(2) メディアのフォルダ構成 ......................................................................................................................89
(3) メディアを使って通信を行うには ....................................................................................................... 90
(4) データを取り込むには .......................................................................................................................... 91
(5) 複数のデータをまとめて取り込むには ............................................................................................... 92
16. メディアのフォーマットを行うには ....................................................................................................... 94
ii

&
. 保守 ..............................................................................................................95
1. 点検 ................................................................................................................................................................ 95
(1) 空圧装置の保守点検 .............................................................................................................................95
(2) ミシン関係の保守点検 ......................................................................................................................... 95
(3) 釜油廃油について ................................................................................................................................. 96
(4) 釜軸台の掃除について ......................................................................................................................... 96
2. マーキングライト ......................................................................................................................................... 97
(1) 縫い基準設定用マーキングライト ...................................................................................................... 97
(2)マーキングライト照射位置の調整 ..................................................................................................... 97
3. 指定箇所へのグリスの補充..........................................................................................................................98
(1) グリス保管場所 .................................................................................................................................... 98
(2) グリスアップの仕方 .............................................................................................................................99
4. 消耗交換部品について .............................................................................................................................. 101
5. ミシンの倒し方 .......................................................................................................................................... 102
6. 両玉⇔片玉交換方法 .................................................................................................................................. 104
(1) 両玉⇔片玉交換方法 .......................................................................................................................... 104
(2) 身頃クランプ位置の微調整 .............................................................................................................. 104
(3) バインダの交換 ................................................................................................................................. 105
7. コーナーメスについて .............................................................................................................................. 106
(1) コーナーメスユニット ....................................................................................................................... 106
(2) コーナーメスの調整 ........................................................................................................................... 107
(3) コーナーメス動作位置設定方法 ....................................................................................................... 108
(4) コーナーメス動作位置設定の特長 .................................................................................................... 109
(5) 偏差量設定 .......................................................................................................................................... 111
8. センターメスについて .............................................................................................................................. 112
(1) センターメス動作位置設定方法 ....................................................................................................... 112
(2) センターメス動作位置設定の特長 .................................................................................................... 113
9. フラップ検知用センサの位置調整 ........................................................................................................... 115
10. 下糸残量検知トラブルの原因と対策 .................................................................................................... 116
11. 足踏みペダルの調整方法 ....................................................................................................................... 117
12. エラーコード一覧 ................................................................................................................................... 119
13. 入力番号表 ............................................................................................................................................... 130
iii

!
. 運転前のご注意
運転前および、毎日の作業開始前に必ず、次の項目を確認してください。
1. ミシンに規定量のオイルが給油されているか、確認してください。
2. 釜部給油部に油が入っていない状態では、絶対に運転しないでください。
3. エアー圧力計が規定の 0.5MPa あることを確認してください。
※ ( 特に昼休みなどにコンプレッサを停止される場合は、必ず確認を行ってください。)
エアー圧が規定以下の場合、部品の干渉などが発生する恐れがありますので注意してください。
4. ミシン上糸・下糸補給の必要があるか、確認してください。
5. 電源スイッチを入れた直後、縫い始める時は、必ず試縫いをしてから、製品にかかってください。
6. 下糸残量検知の光ファイバセンサが検出不良となるのを防止するために、1 日 1 回以上エアーガ
ンにて釜のまわりの糸くずを清掃してください。
7. フラップセンサが検出不良となるのを防止するために、1 日 1 回以上エアーガンにて折り込み板
および左フラップベースの反射テープ上のごみを清掃してください。
− −
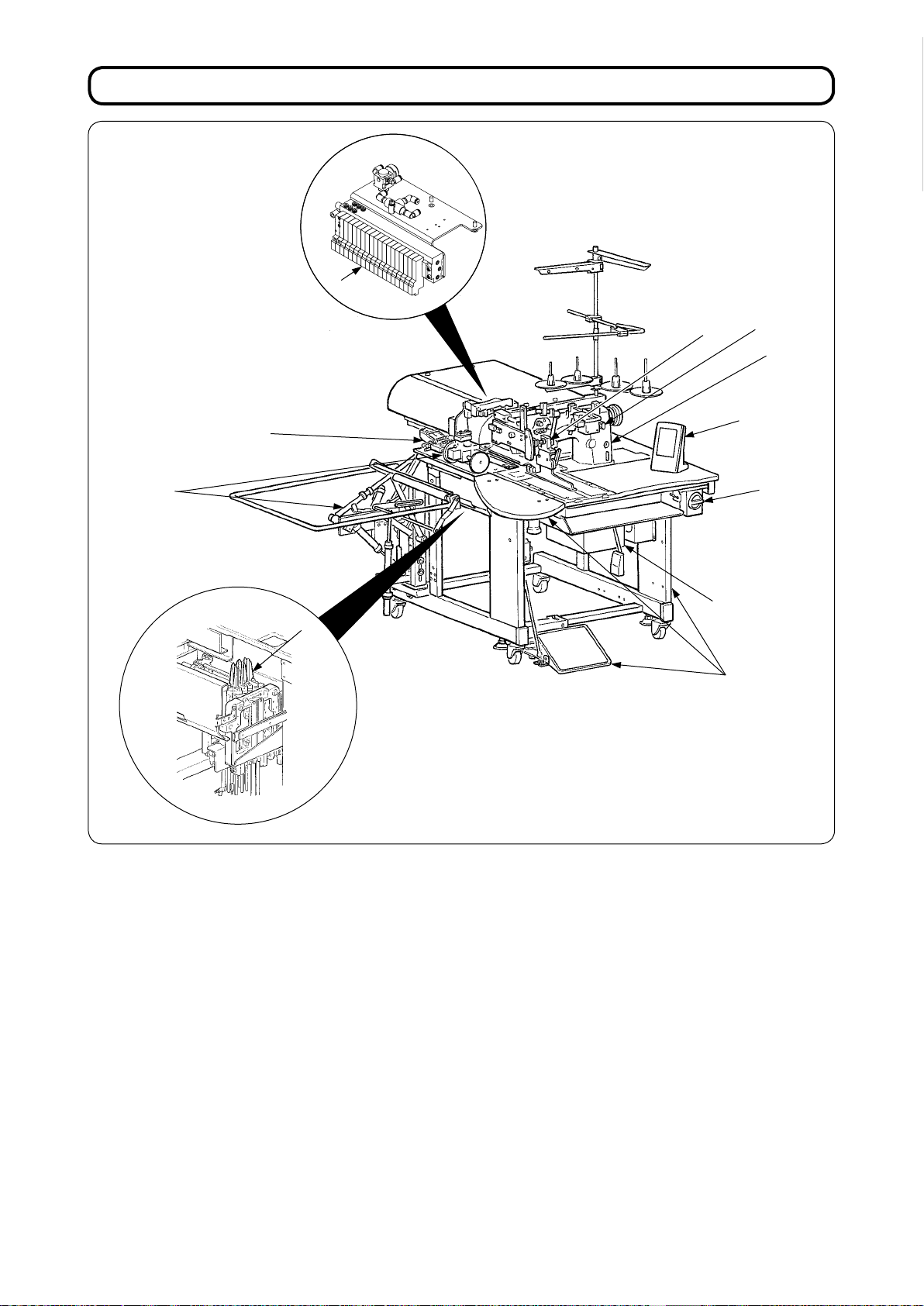
@
. 各部の名称
日本語
E
F
B
C
D
K
G
I
J
H
A
本機は、
本体構造機構部 (本体骨組み、縫製テーブル、各種カバー、フットスイッチなど)
A
大押えユニット、縫製送り部
B
コーナーメスユニット部
C
バインダユニット部(バインダ機構およびバインダ駆動機構など)
D
空気制御機器部(エアー機器およびエアー配管など)
E
スタッカユニット部(オプション)
F
ミシン部
G
制御装置(制御盤)
H
操作パネル部
I
電源スイッチ部
J
途中停止スイッチ
K
上記、11 部分により構成され、生地(身頃、芯地、玉布など)を所定位置へセットするだけで、ペダ
ル操作により希望の玉縁縫製を自動で行なうことができます。
また、装置動作中に途中停止スイッチKを押すと、装置は停止します。
− −
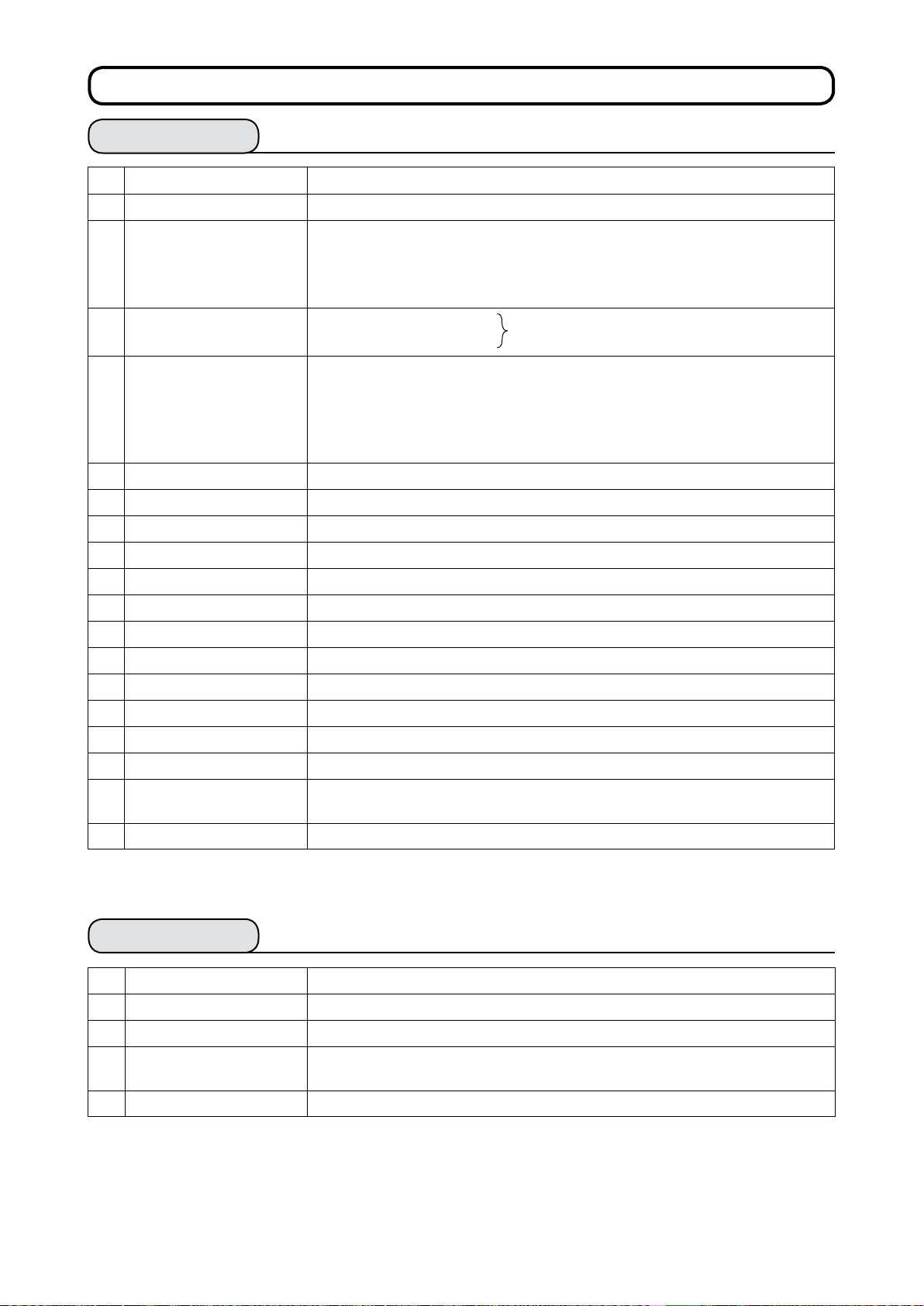
#
. 仕様
1. 機械仕様
1 使用ミシン LH-896 二本針本縫中メス付きミシン
2 縫い速度 最高 3,000rpm
3 縫い目長さ 本縫い:2.0 ~ 3.4mm(標準 2.5mm)
コンデンス縫い:0.5 ~ 1.5mm(標準 1.0mm)
バックタック縫い:0.5 ~ 3.0mm(標準 2.0mm)
コンデンス、バックタックの切りかえ可能。
4 玉縁の種類
5 ポケット口サイズ
(玉縁の長さ)
6 玉縁幅(針幅) 8、10、12、14、16、18、20mm
7 使用針 オルガン DP x 17 # 14 ~# 18(標準 # 16)
8 使用糸 スパン糸 # 60(推奨)
平行両玉縁、平行片玉縁
斜め両玉縁、斜め片玉縁
最小 18 ㎜~最大 220 ㎜で 0.1 ㎜単位に設定可能。
※平行フラップ: 最小 47.5 ㎜
※斜めフラップ: 偏差量に応じて変化します。
( 参考 ) 20 ㎜ゲージ、偏差 20 ㎜、バックタック 7.5 ㎜
→最小 67.5 ㎜
各々フラップ付き、フラップ無し
9 使用釜 全回転自動給油水平釜
10 天びん スライド天びん
11 針棒ストローク 33.3mm
12 布送り機構 パルスモータ駆動
13 制御 マイクロコンピュータ制御
14 安全機能 布送り機構異常検知、糸切れ検知などで自動的に停止
15 潤滑油 JUKI ニューデフレックスオイル No.1
16 使用エアー圧 0.5MPa
17 エアー消費量 約 40N ℓ /min.
18 機械寸法 幅 1,095mm × 長さ 1,500mm × 高さ 1,165mm
(1,580mm…スタッカ含む)(1,800mm…糸立て含む)
19 機械質量 238.5kg
2. 電気仕様
1 記憶単独縫いパターン数 99(1 ~ 99)
2 記憶交互縫いパターン数 20(1 ~ 20)
3
記憶サイクル数 20(1 ~ 20)
4 入力電源 単相/三相 200 ~ 240V 50/60Hz(オプション 380V)
電源電圧変動 定格± 10% 以内
5 消費電力 350VA
− −
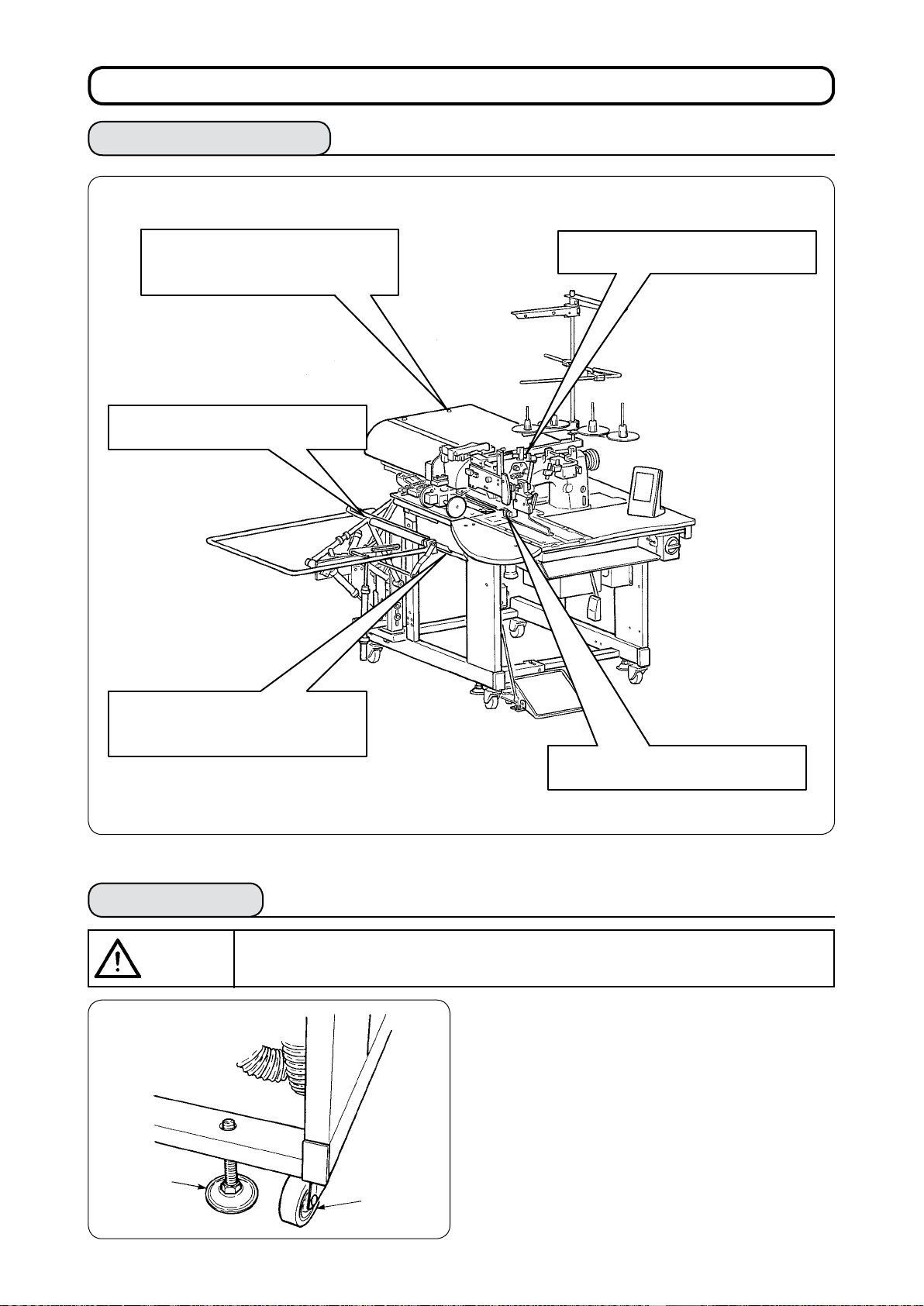
$
. 据え付け
1. 梱包材の取り外し
上部カバーを取り 外して大押えユニッ
トを固定している 紐と梱包材を取り除
いてください。
クランプバースタ ッカーを固定してい
る紐と梱包材を取り除いてください。
バインダユニット を固定している紐と
梱包材を取り除いてください。
コーナーメスを引き出してユニットを
固定している束線バンドを切断し、束線
バンドと梱包材を取り除いてください。
2. 本機の固定
人身事故防止のため水平で安定した場所に本機を移動後、キャスタ横1のアジャ
注意
ストボルト2(4 ヶ所)を下げて固定してください。
針棒を固定してい る束線バンドを切断
して取り除いてください。
2
1
− −
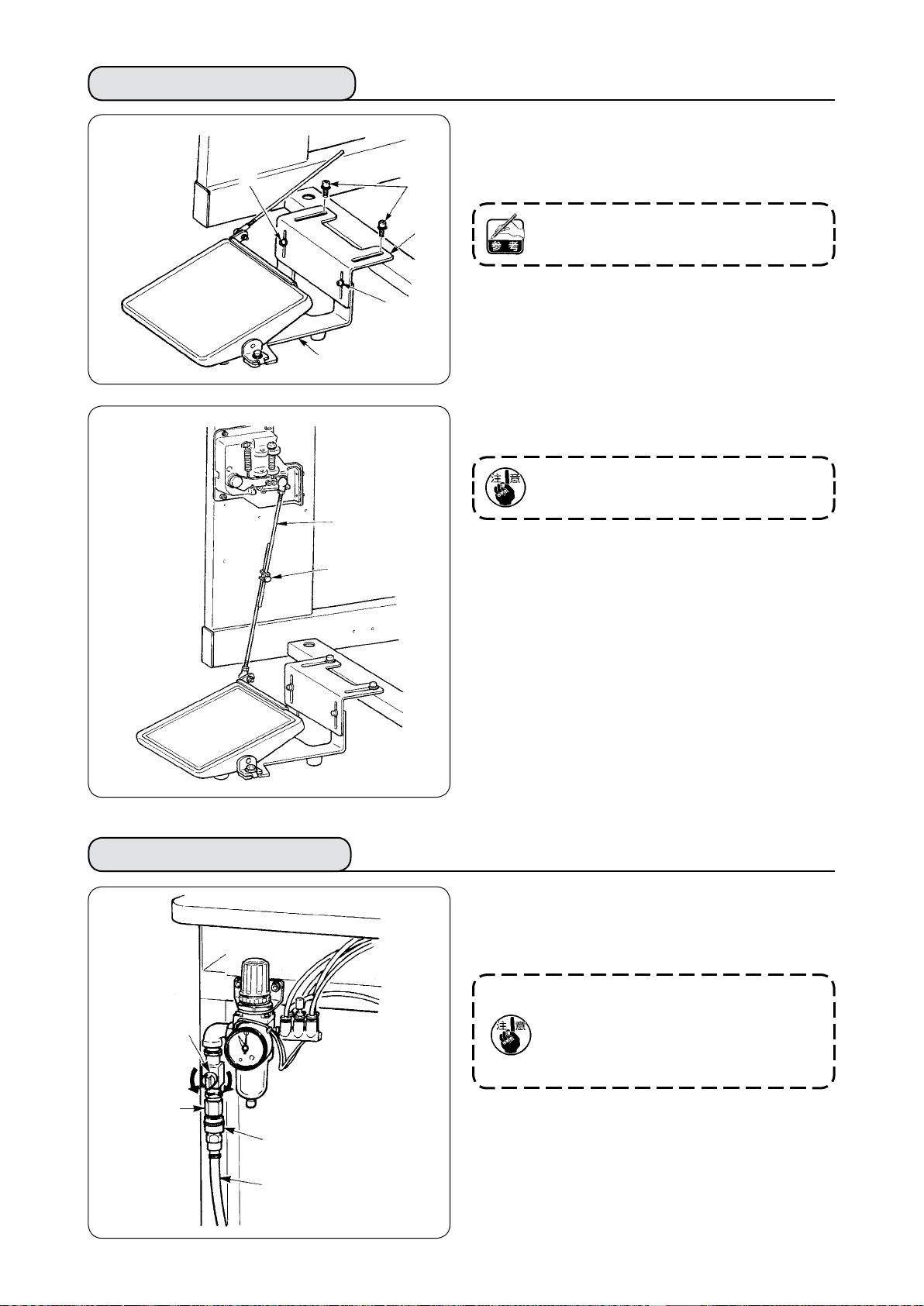
3. 足踏みペダルの接続
1
2
ねじ2でペダル土台を筐体に取り付けます。
1
ねじ12 本でペダル土台A、Bを結合します。
2
A
3
C
1
B
ペダルの位置は、長穴範囲で任意に調整でき
ます。
固定ねじ3で連結棒を結合します。
3
結合の際、センサー側連結棒Cを下方向に引
張った状態で結合しないでください。
4. エアーカプラの接続
1
3
A
2
付属に入っているエアーカプラAをエアーホー
ス2に接続後、本体側カプラ3に接続してくだ
さい。
• エアーコック1を閉じてカプラAの接
続を行った後に、エアーコック1を静
かにあけて、エアーを供給してください。
• レギュレータの圧力計は、0.5MPa で
あることを確認してください。
− −
5. 電源プラグの接続
漏電、絶縁耐圧による事故防止のため、電源プラグは電気の専門知識を有する人に、
注意
電源への接続は製品の仕様により異なります。電源仕様に合わせて接続してください。
単相 200 〜 240V 仕様の製品の場合
1
電源コードの空色・茶色電線を電源端子 (AC200 ~ 240V) に、黄/緑色電線を接地 ( アース )
端子にそれぞれ接続してください。
三相 200 〜 240V 仕様の製品の場合
2
電源コードの赤・白・黒色電線を電源端子 (AC200 ~ 240V) に、黄/緑色電線を接地 ( アース )
端子にそれぞれ接続してください。
高電圧オプショントランス付きの製品の場合 (SA-128 付き )
3
トラン スの入力タッ プの設定に より、380/400/415V への接続が可 能です ( 標準出荷設 定
380V)。電源コードの空色・茶色電線を電源端子 (AC380/400/415V) に、黄/緑色電線を接
地 ( アース ) 端子にそれぞれ接続してください。
適正なプラグを取り付けてもらってください。また電源プラグは必ず接地されたコ
ンセントに接続してください。
三相 380/400/415V に対し、本製品は単相接続して運転を行います。
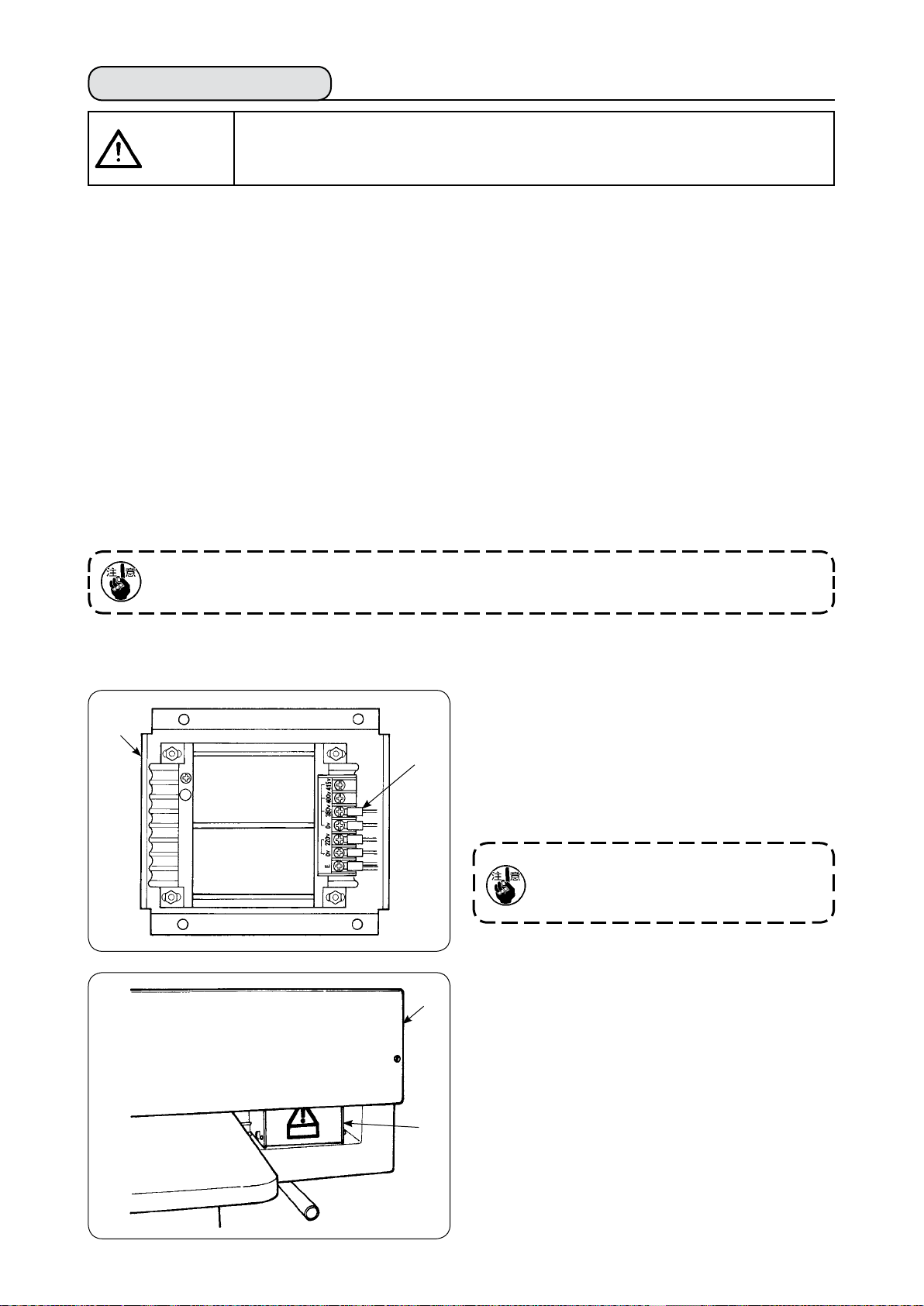
[ 高電圧オプショントランスの電源変更時の注意 ]
1
2
3
高電圧オプショントランス1を、入力電圧
400V、415V で使用する場合は、高電圧オプ
ショントランス1の入力電源コード2を取り替
える必要があります。380V に接続されている
電源入力コード2(空色)を、400V もしくは、
415V の接続に変更してください。
事故防止のため作業は、電源スイッチを OFF
し、電源コードを抜いた状態で、4 分以上ミ
シンを放置させた後に行ってください。
高電圧オプショントランス1は、テーブル後ろ
側に設置されています。
電圧切換を行う場合は、上部カバー3を取り外
してからトランス箱4を取り外してください。
4
− −
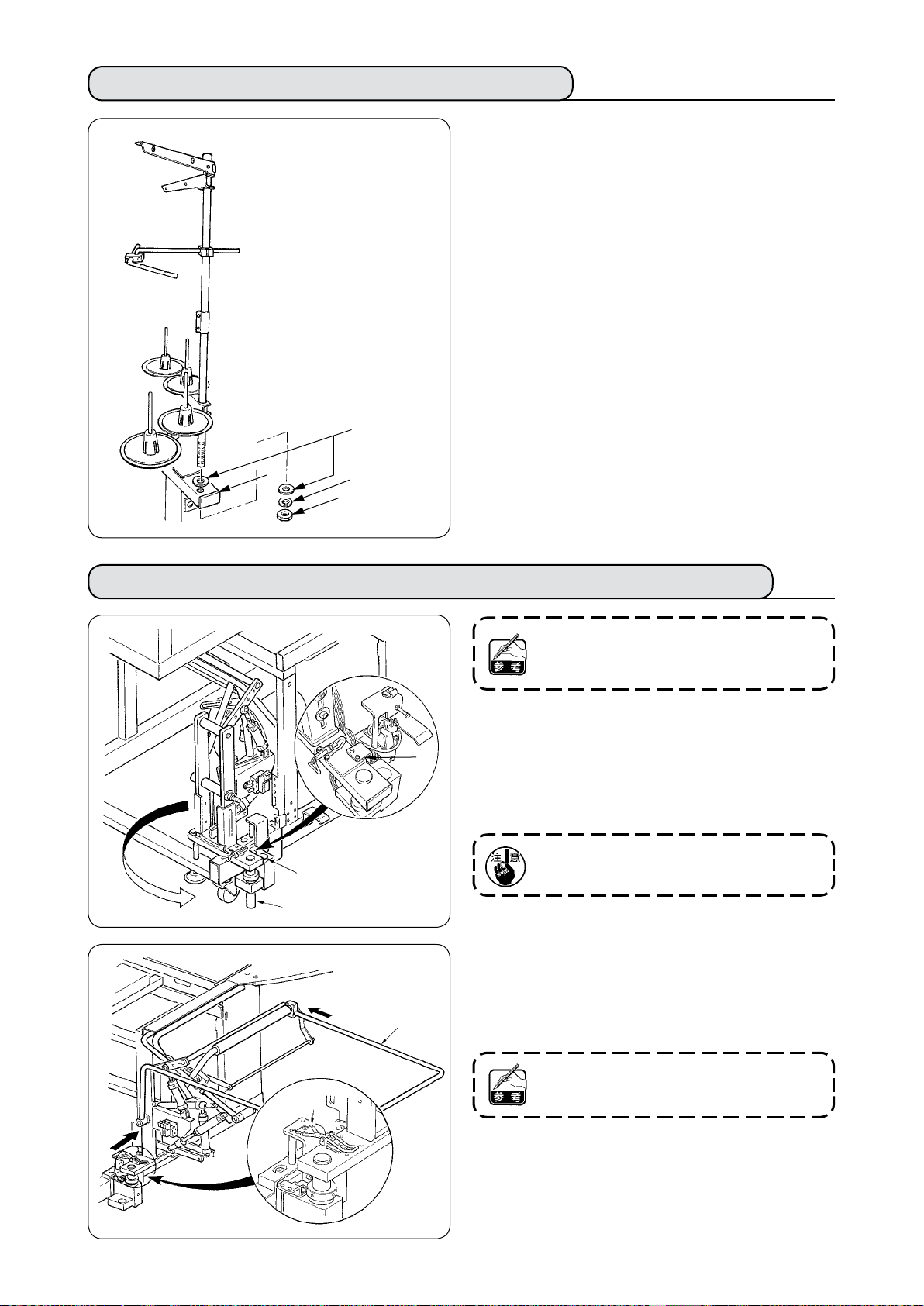
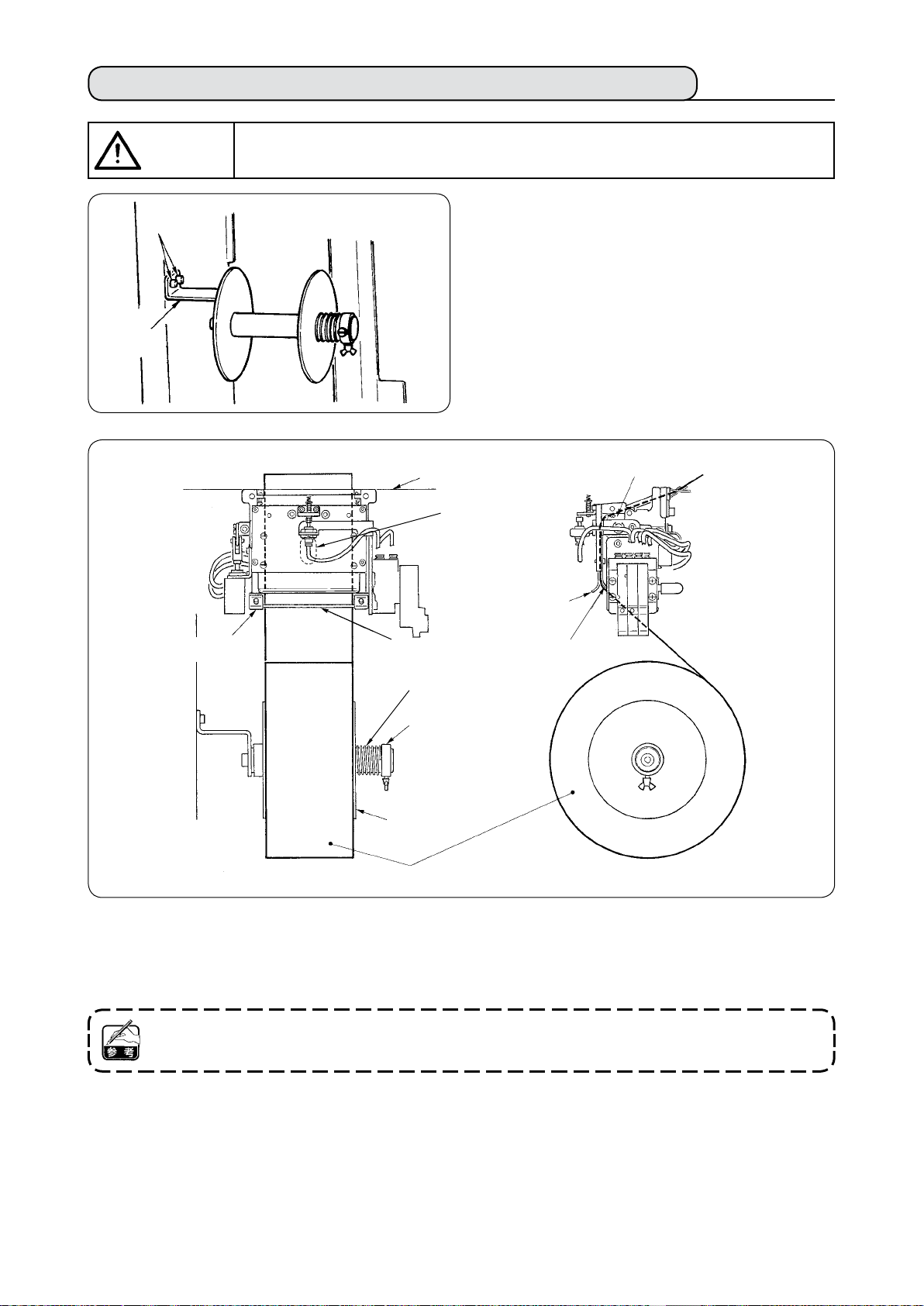
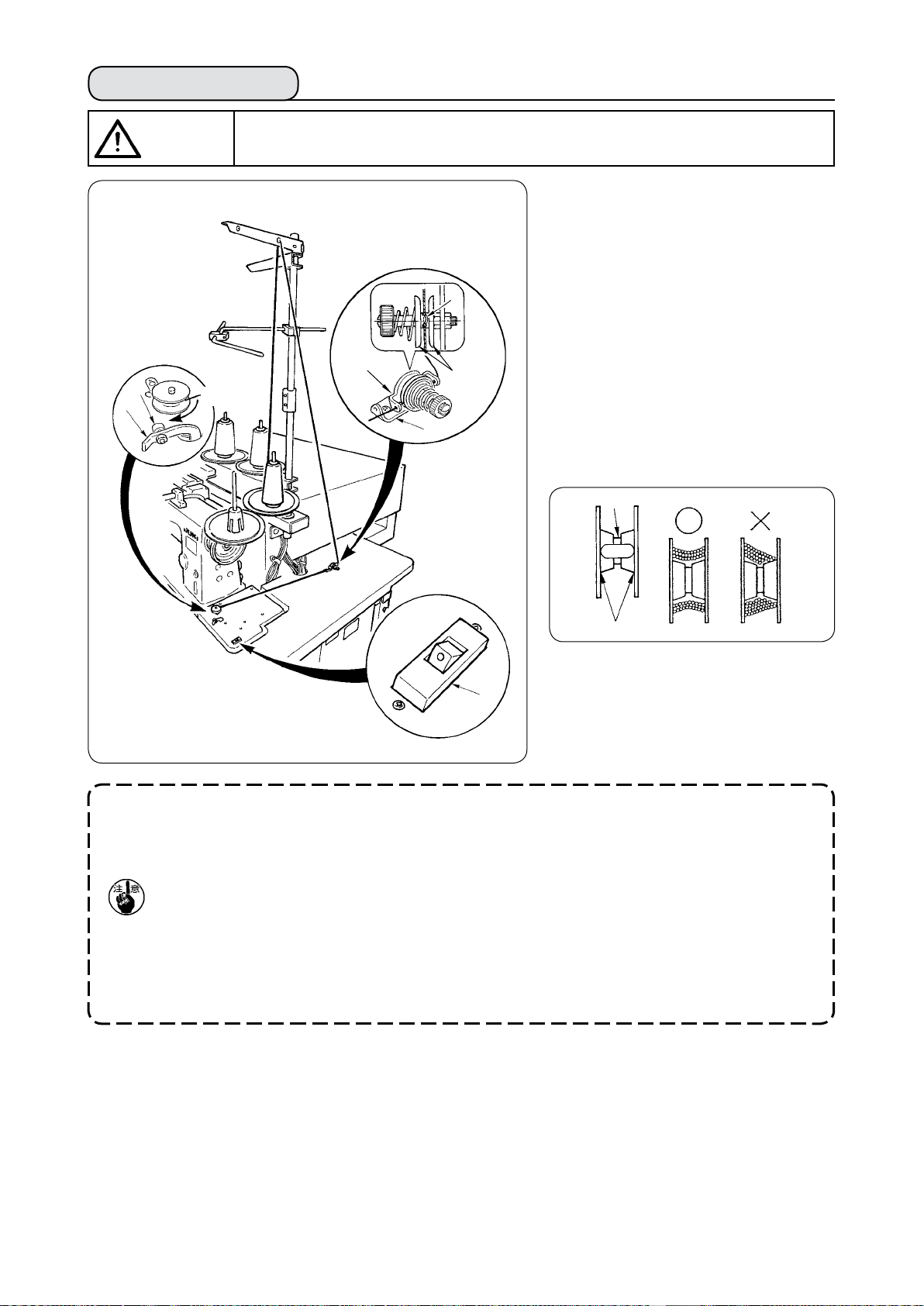
6. 糸立ての組み立ておよび本機への取り付け
糸立ては左図の通り、ナットと座金で本体フレー
をはさんで固定してください。
ム
1
座金
1
ばね座
ナット
7. SP-46(クランプバースタッカー)の取り付け(オプション)
クランプバースタッカー装着出荷時はフレー
ム内に固定された状態で出荷されますので、
通常使用位置への取り付け変更が必要です。
スタッカー固定板1を取り外します。
1
スタッカー全体を矢印方向へ回しフレーム内
2
1
B
A
より出します。
スタッカー旋回軸A部をスタッカー土台穴
3
に入れ替えます。
B
この時、スタッカーコード及びエアー配管等
を挟み込まないように注意してください。
C
2
D
3
スタッカー全体をヒンジ2でロックします。
4
安全バー3をC方向及びD方向から入れ、
5
床とほ ぼ平行になる位置で 固定してく ださ
い。
この時、エアーが入っていることを確認して
ください。
− −
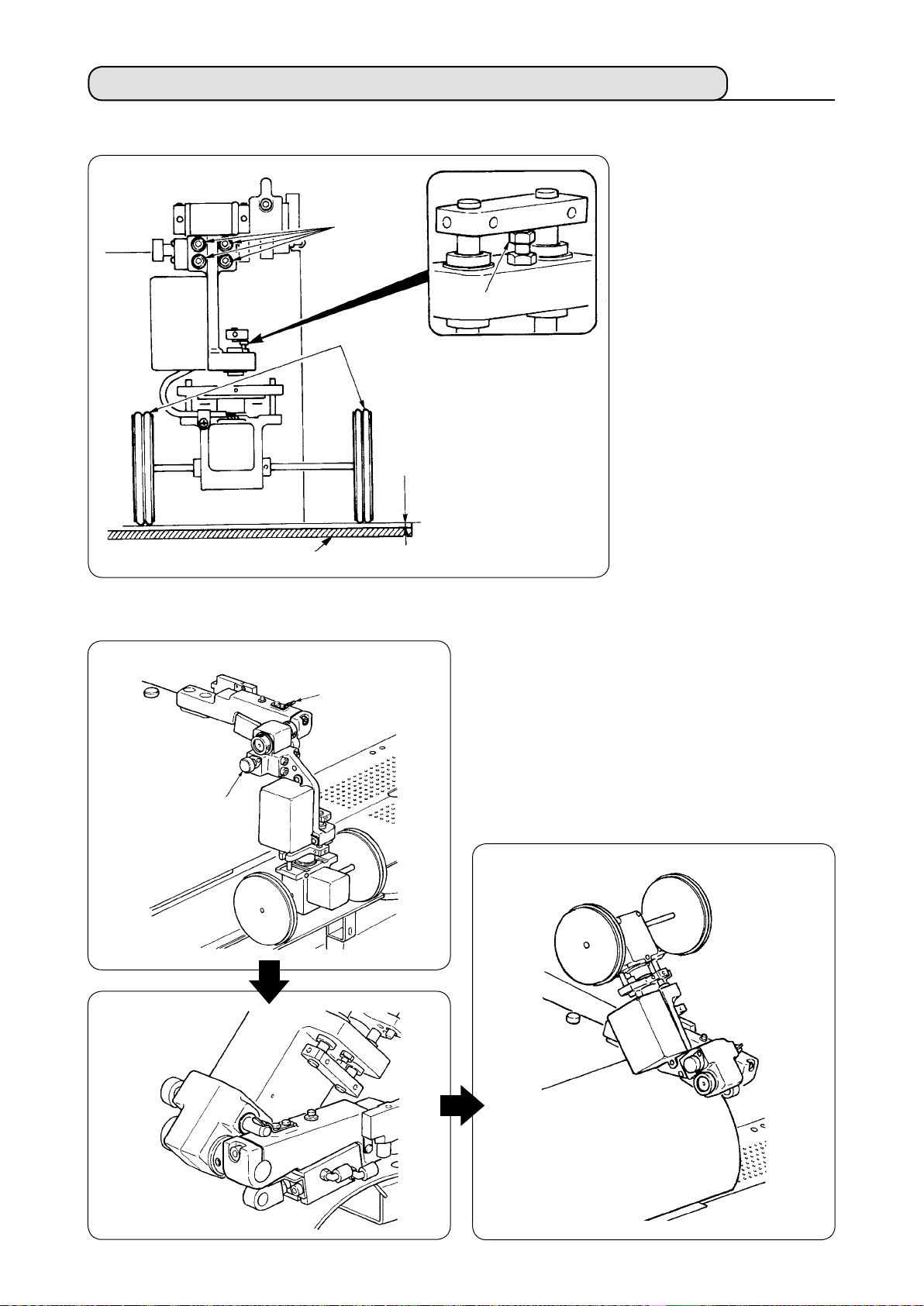
8. SP-47(ローラースタッカー)の取り付け(オプション)
(1) 位置調整
平行確認
1
スタッカーテーブル4とゴ
2
5
3
0.5mm
4
ムローラー3は平行に取り
付いている こ とを確認して
ください。
平行でない場合は、止めねじ
4 本を緩めて調整します。
2
隙間確認
2
スタッカーテーブル4とゴ
ムローラー3の隙間がおよ
そ 0.5mm になっている こ
とを確認してください。お
よそ 0.5mm でない場合は、
ナット5を緩めて調整しま
す。
(2) メンテナンス
(作業状態)
1
図 1
2
ローラースタッカーを使用しない時や、コーナー
メスの調整をする際、ローラースタッカーは以下
の要領で上方に退避することができます。
解除レバー1を引き、固定ばね2に係合するこ
とにより(図 1 参照)、待機状態となります。
(待機状態)
− −
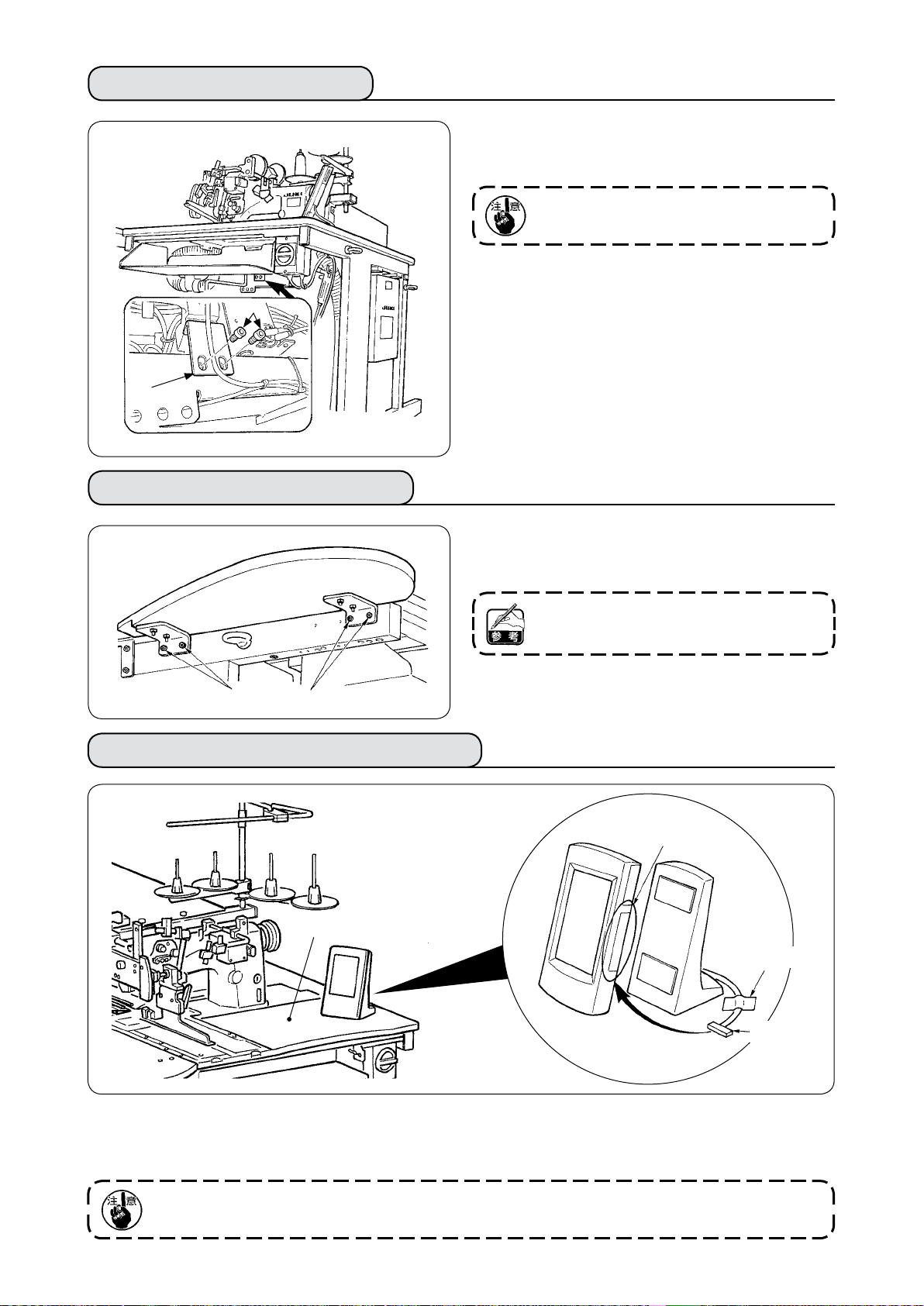
9. 頭部固定板の取り外し
2
1
10. サブテーブルの取り付け
頭部固定板
の固定ねじ2を取り外してくださ
1
い。
再輸送するときは必ずミシンとフレームを固
定してください。
図のようにサーブテーブルをねじ14 本で取り付
けます。
1
1
11. 操作パネル IP-310 の取り付け
B
この時、メインテーブルとは同面に固定して
ください。
C
テープ
コネクタ
図のようにテーブル右上面Bにテープで固定されたコネクタを、IP-310 の右側面C部のふたを開け
接続してください。
操作パネル IP-310 は静電気による誤動作防止のため、パネル土台に取付け使用し、パネル土台の位置は
変更しないでください。
− −
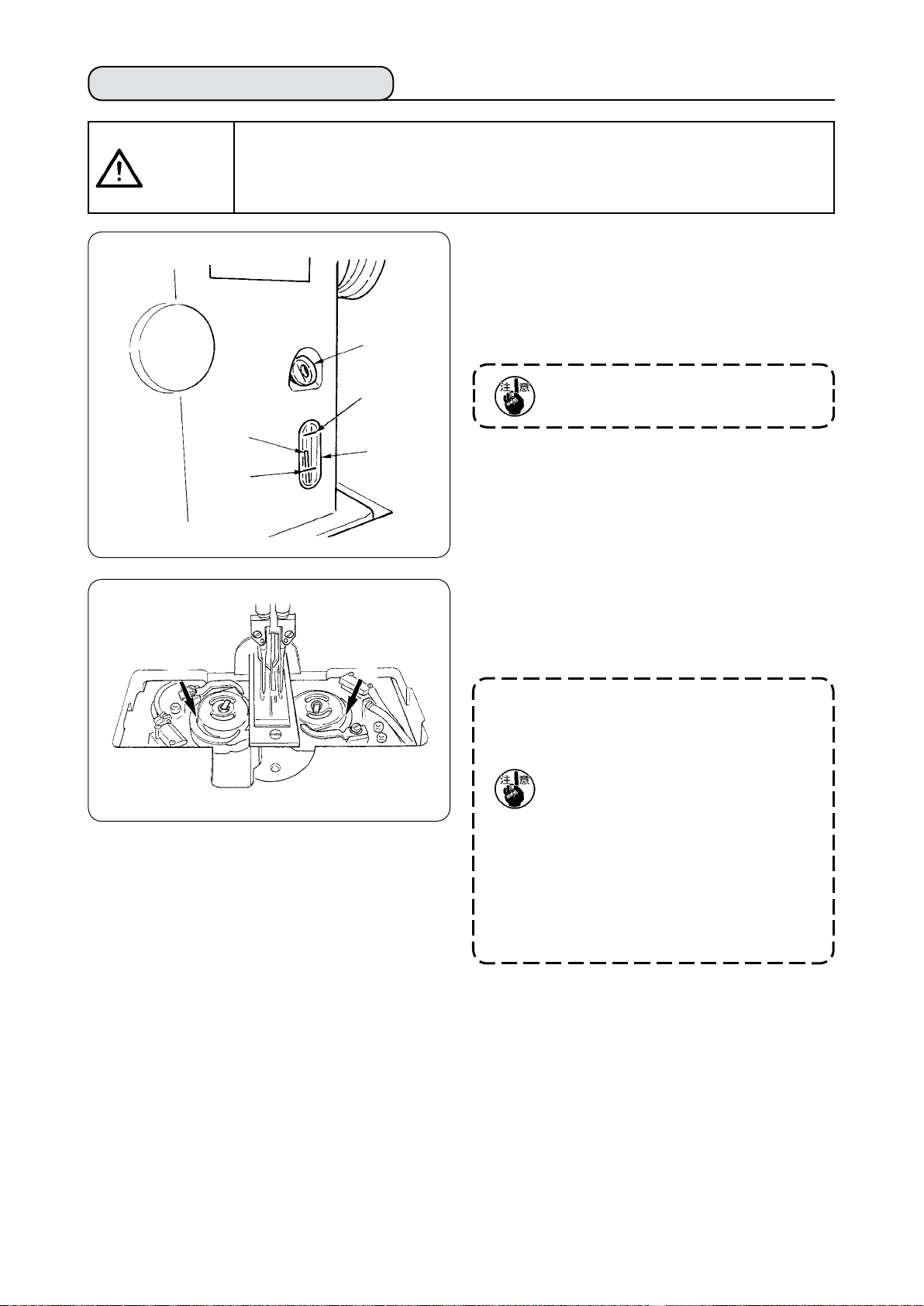
12. オイルタンクへの給油
1. ミシンの不意の起動による事故を防ぐため、給油が完了するまで、電源プラグを接続しな
いでください。
注意
2. 炎症、カブレを防ぐため、目や身体に油が付着した時は直ちに洗浄してください。
3. 油を飲み込むと下痢・おう吐することがあります。子供の手の届かないところに置いてく
ださい。
1
ミシンを運転する前に釜給油用の油をオイルタン
クに入れてください。
給油口キャップ1を外して付属の油差しを
1
使って JUKI MACHINE OIL No. 1(品番:
MDFRX1600C0)を入れてください。
A
3
下刻線
上刻線
2
A
ホコリの侵入を防止するため、必ずキャッ
プは取り付けて使用してください。
油量指示棒3の先端が油量指示窓2の上刻
2
線と下刻線の間にくるように油を入れてくだ
さい。
油を入れ過ぎるとオイルタンクの空気穴から
油が漏れたり、適正な給油ができなくなるの
で注意してください。
ミシンを使用中、油量指示棒3の先端が油
3
量指示窓2の下刻線まで下がったら給油し
てください。
・ 初期注入時は200cc を目安に油を入れ、
油量指示棒が作動していることを確認し
てください。
・ 新しいミシン、または長時間使用され
なかったミシンをご使用になる時は、
2000rpm 以下で慣らし運転をしてから
ご使用ください。また釜左右のレース面
にも注油してからご使用ください。
A
・ 釜油は、JUKI MACHINE OIL No. 1(品
番:MDFRX1600C0)を購入してく
ださい。
・ 必ずきれいな油を差してください。
・ 汚れた油は絶対に入れないでください。
− 0 −
13. SA-120(芯地供給装置)の取り付け(オプション)
注意
2
1
不意の起動による事故を防ぐため、電源を切ってから行ってください。
芯地取付板1を筐体にねじ22 本にて固定
1
します。
縫製テーブル
切り欠き
ローラー
ガイド A
ガイド板
芯地を図のようにセットしてください。
2
ガイド B
ばね
セットカラー
側板
芯地
ガイド B
使用可能なロール芯は、幅 40 ~ 70mm、ロール径最大 200mm です。
芯地の経路は、ガイド B とガイド A の間を通り、ローラーを通ってテーブル上に出します。
3
芯地はガイド板の切り欠きを利用して、ローラー部まで送ってください。
縫製テーブル上に芯地がまっすぐ出てくるように、ガイド(2 個)、ガイドピン(2 個)と側板(右
4
側)の左右位置を調整してください。
左側のセットカラーの位置は、ばねにより側板で芯地を軽く押える位置で固定してください。
5
− −
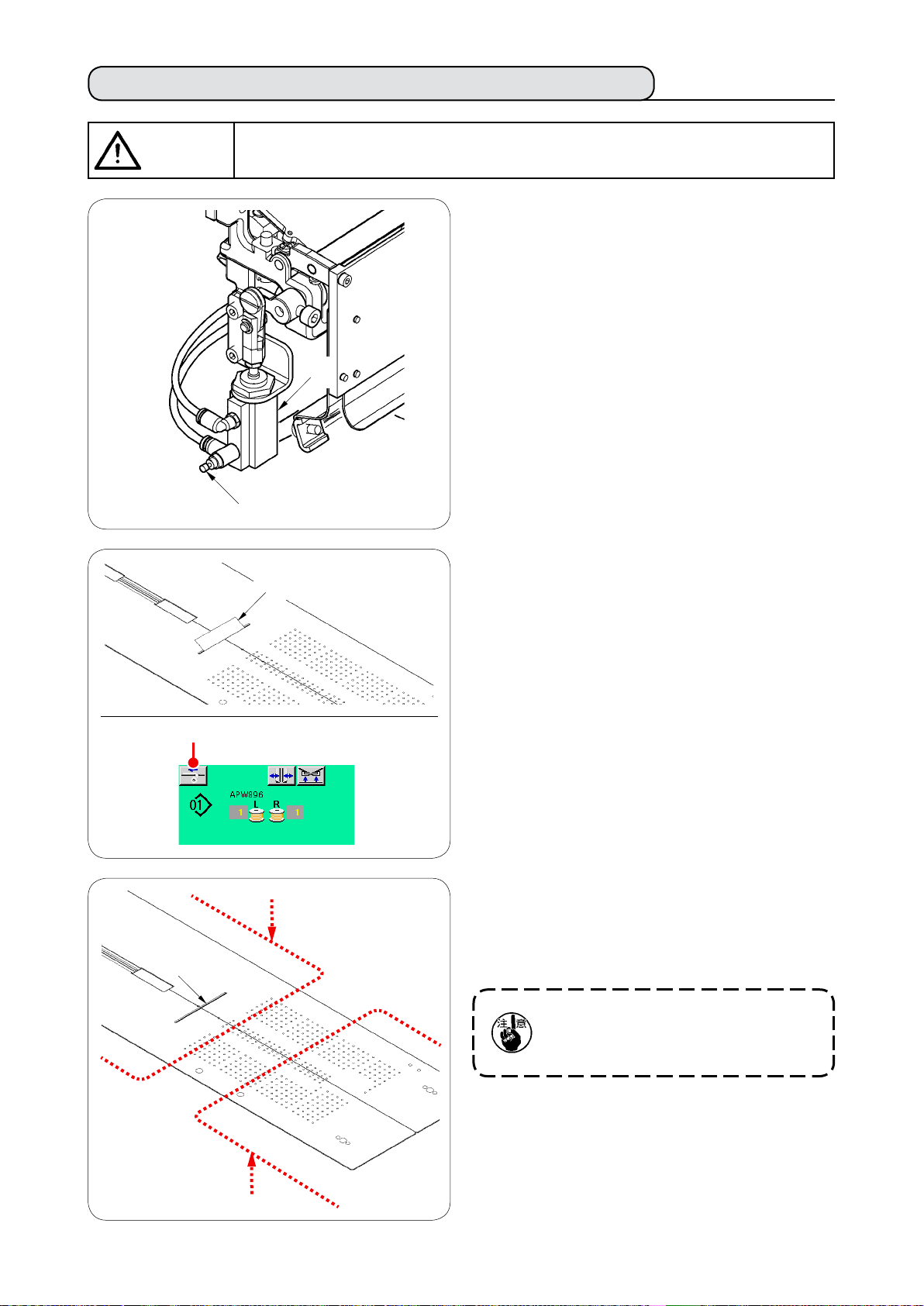
14. SA-120(芯地供給装置)の調整(オプション)
注意
不意の起動による事故を防ぐため、電源を切ってから行ってください。
芯地繰り出し量の調整はメモリスイッチ
1
(U03)にて行いますが、さらなる微調整は
芯地繰り出しシリンダー1のスピードコン
トローラー2にて行ってください。
(締めこむと少なくなり、緩めると多くなり
ます。)
1
2
新しい芯地3を装着された場合は、芯地供
2
3
給ボタン4を押し、数回の捨て縫い送りを
行い、繰り出し量の確認及び芯地が平行に繰
り出されているか確認後、ご使用ください。
6
4
5
(使用上の注意)
芯地供給装置を後基準5でご使用になると、芯
地出口6と離れる為、 縫い始めの芯地が長く残
りますので、前基準7でご使用ください。
縫製テーブルの取扱いについては、
"%-2-(2) 縫製テーブルを外した場合の
注意 " を参照してください。
7
− −
%
. ミシンの準備
1. ミシン頭部の取り扱い
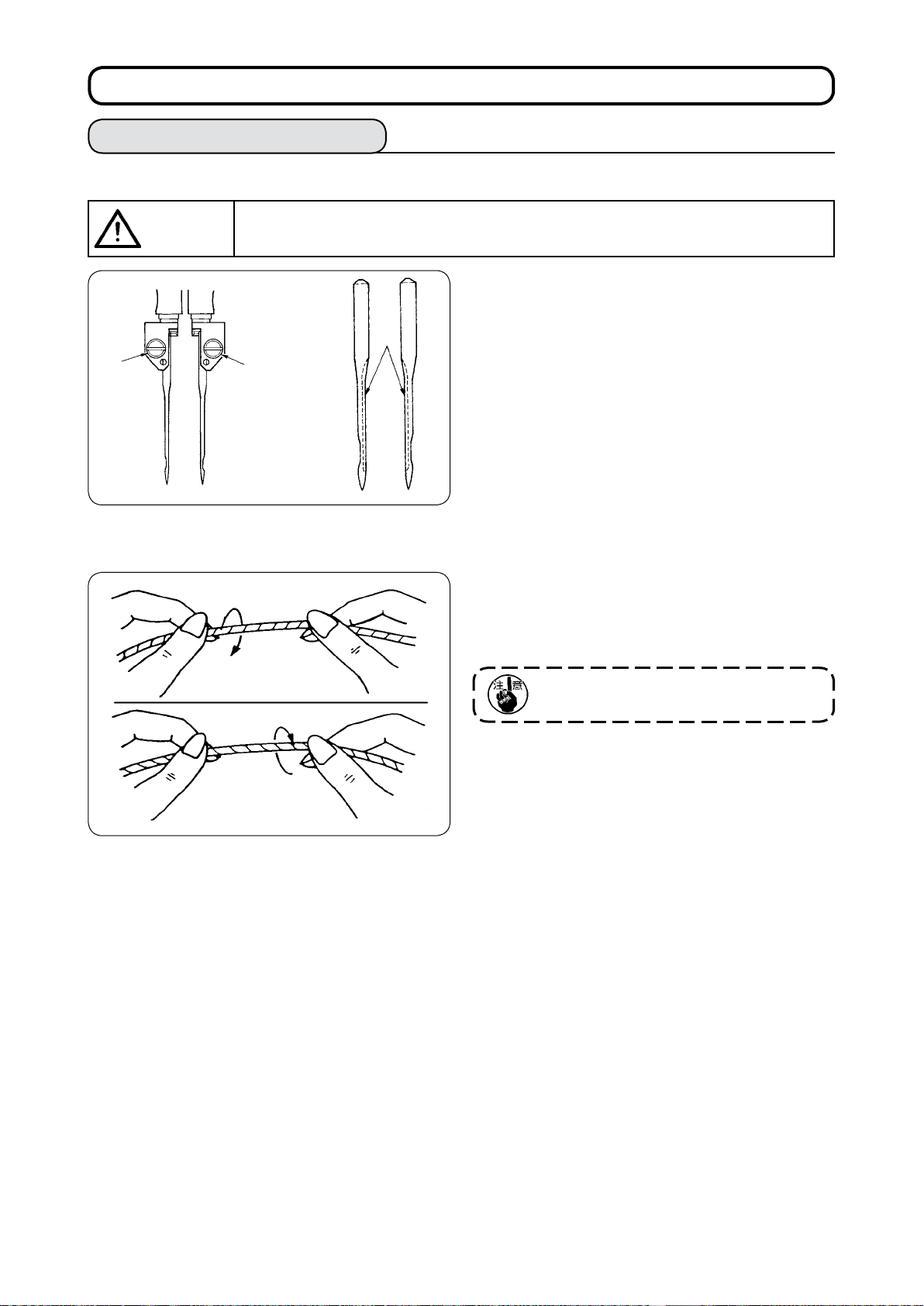
(1) 針の取り付け方
注意
2
(2) 使用糸
不意の起動による事故を防ぐため、電源を切ってから行ってください。
使用針は DP × 17 #14 ~ 18(標準 #16)
です。指定の針を使用してください。
1
2
左右針とも、長溝1が内側に向き合うように
して、針取り付け穴の奥につき当たるまで差し
込んで、針止めねじ2で止めてください。
• 上糸は、左よりの糸をご使用ください。
• 下糸は、左より、右よりのいずれでもご使用
になれます。
右よりの糸
左よりの糸
使用する糸は、よりむらのない新しい糸を使
用してください。
− −
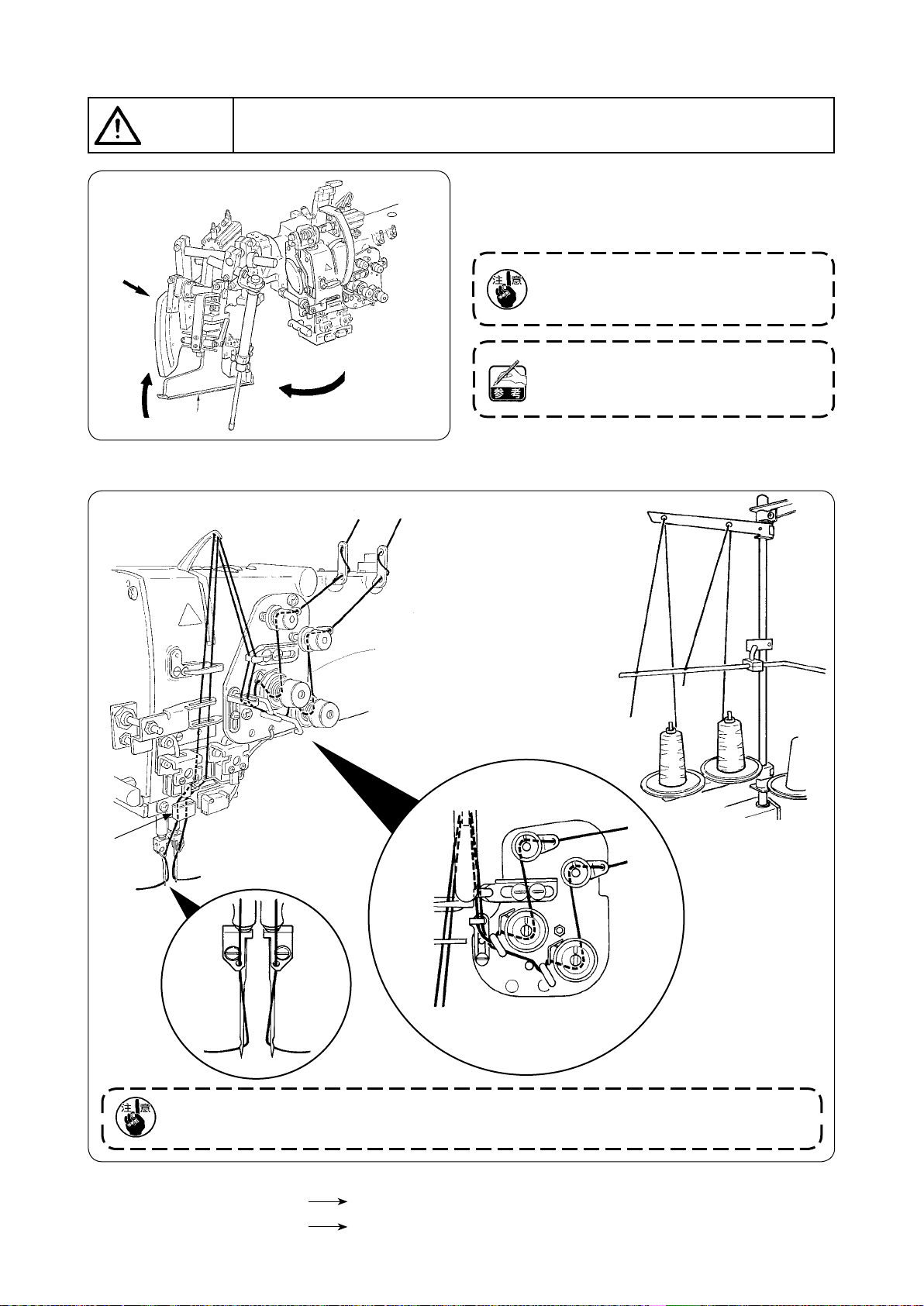
(3) 上糸の通し方
注意
B
A
1
その後は、下図の通り上糸を図の順序に通してください。
2
不意の起動による事故を防ぐため、電源を切ってから行ってください。
バインダ1を A 方向に持 ち上げ てから、B
1
C
B
A
部を手で支えてバインダー全体を C 方向に旋
回させてください。
バインダーを押して、C 方向に旋回すると、
玉幅が狂うことがありますので、必ず B 部を
押してください。
バインダーはボールプランジャーでロックさ
れているの で、強め に C 方向に 旋回さ せて
ロックを解除します。
C
A
B
A
A
B
B
A
A
糸案内フェルトCを定期的に交換してください。縫製中の糸あばれによる縫い不良を防止することが
できます。
B
B
上糸は図の順序に通してください。
ミシンに向かって左側の針糸
ミシンに向かって右側の針糸
A
B
− −
2. 縫製テーブルの取り外し方
注意
不意の起動による事故を防ぐため、電源を切ってから行ってください。
(1) 下糸を交換するとき
2
A
1
ピン
大押えを後進端に移動させてください。
1
左、右縫製テーブル1、2をテーブル側面
2
切欠きAより指で縫製テーブルを上げます。
その状態で、矢印方向に移動させるとボビン
3
ケースが見えます。
この時、縫製テーブルが針に当たらないよう
に移動させてください。
下糸を交換したら、逆の要領で縫製テーブル
4
を針板およびピンに確実にセットしてくださ
い。
− −
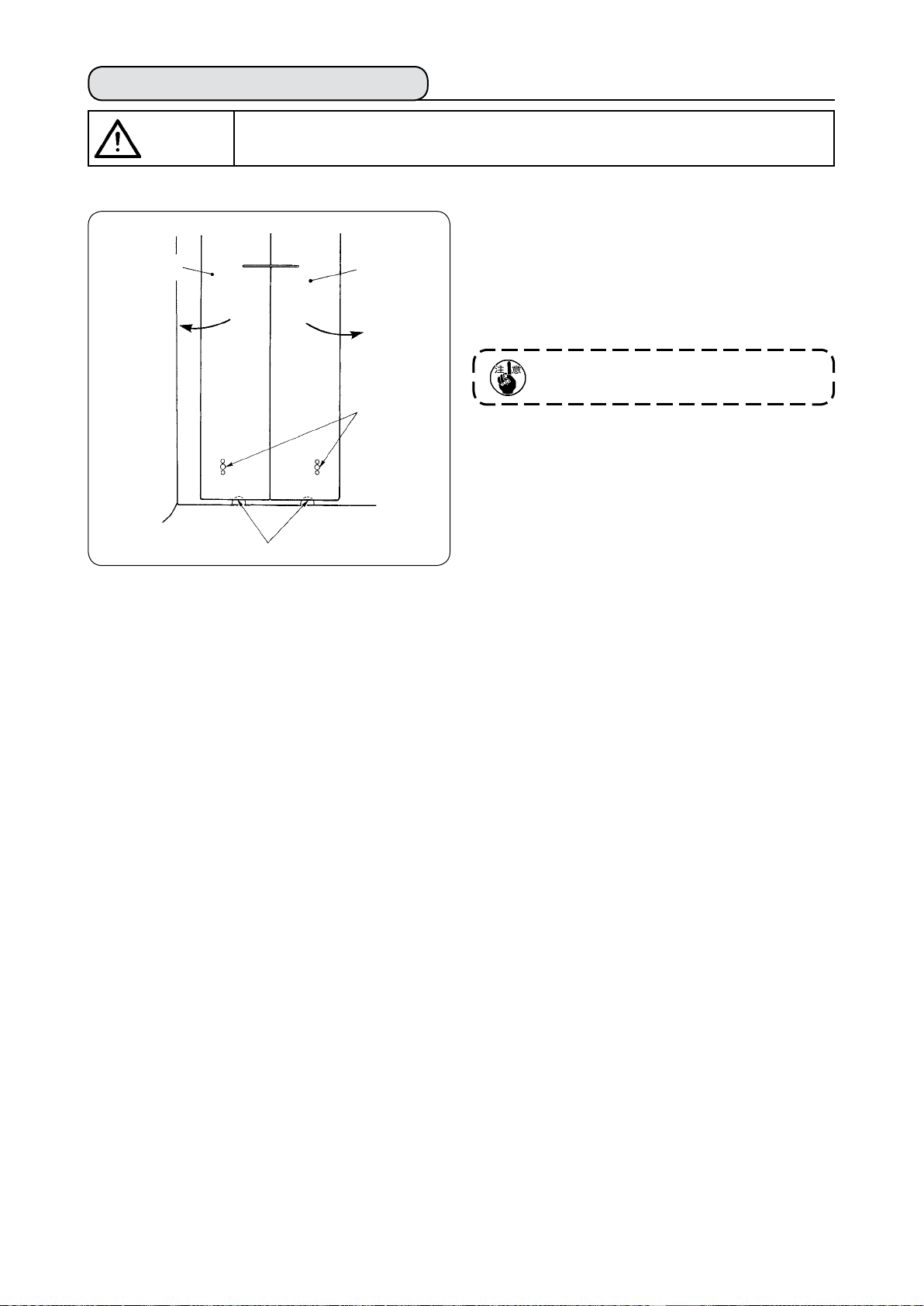
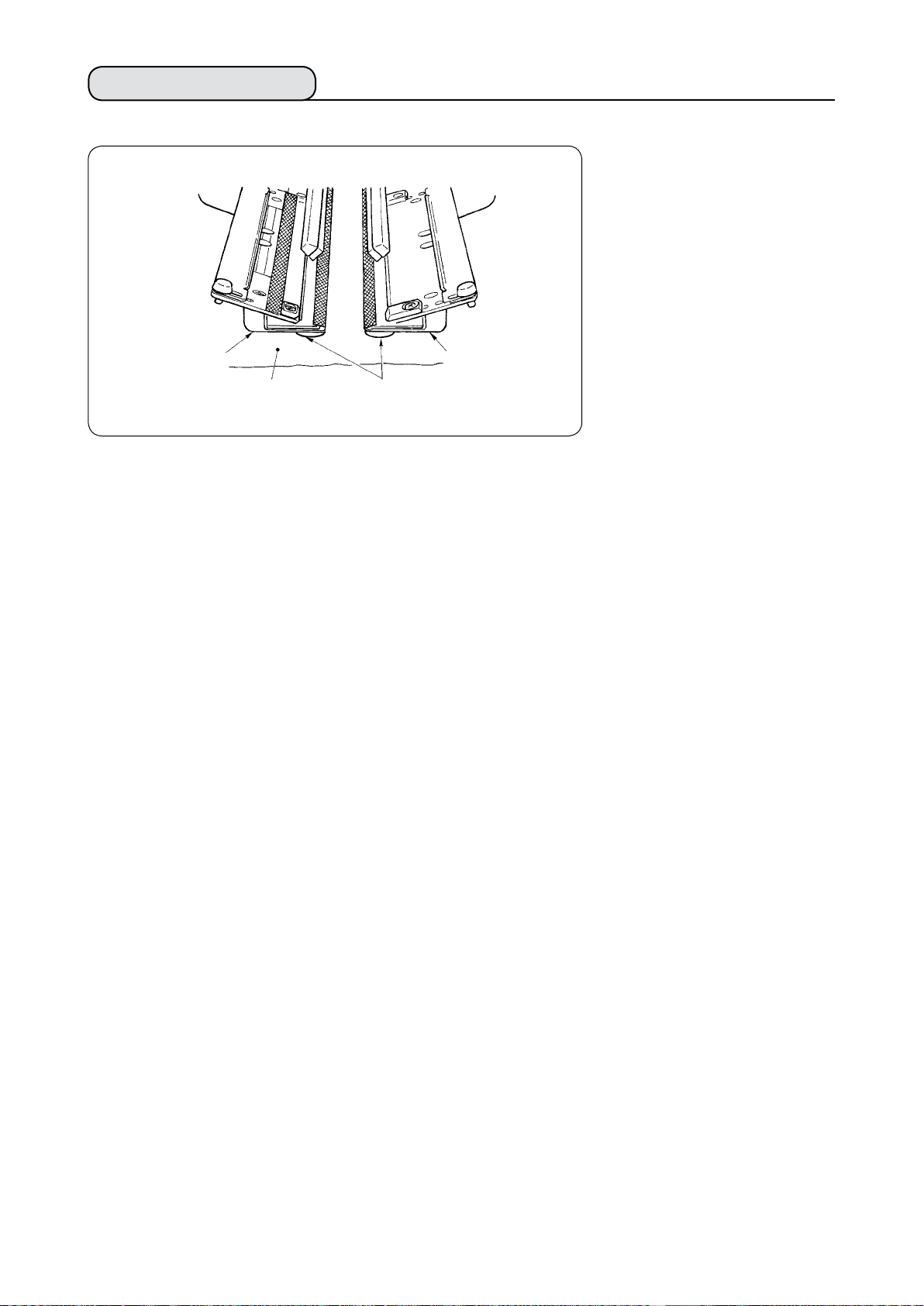
(2) 縫製テーブルを取り外した場合の注意
注意
不意の起動による事故を防ぐため、電源を切ってから行ってください。
縫製テーブルを外した場合、次の要領で確実にセットしてください。
ピン後ろ(左)(右)をピン穴に確実にセッ
ピン後ろ
1
1
トします。
ピン穴前(左)(右)をピンに確実にセット
2
します。
ピン穴前
2
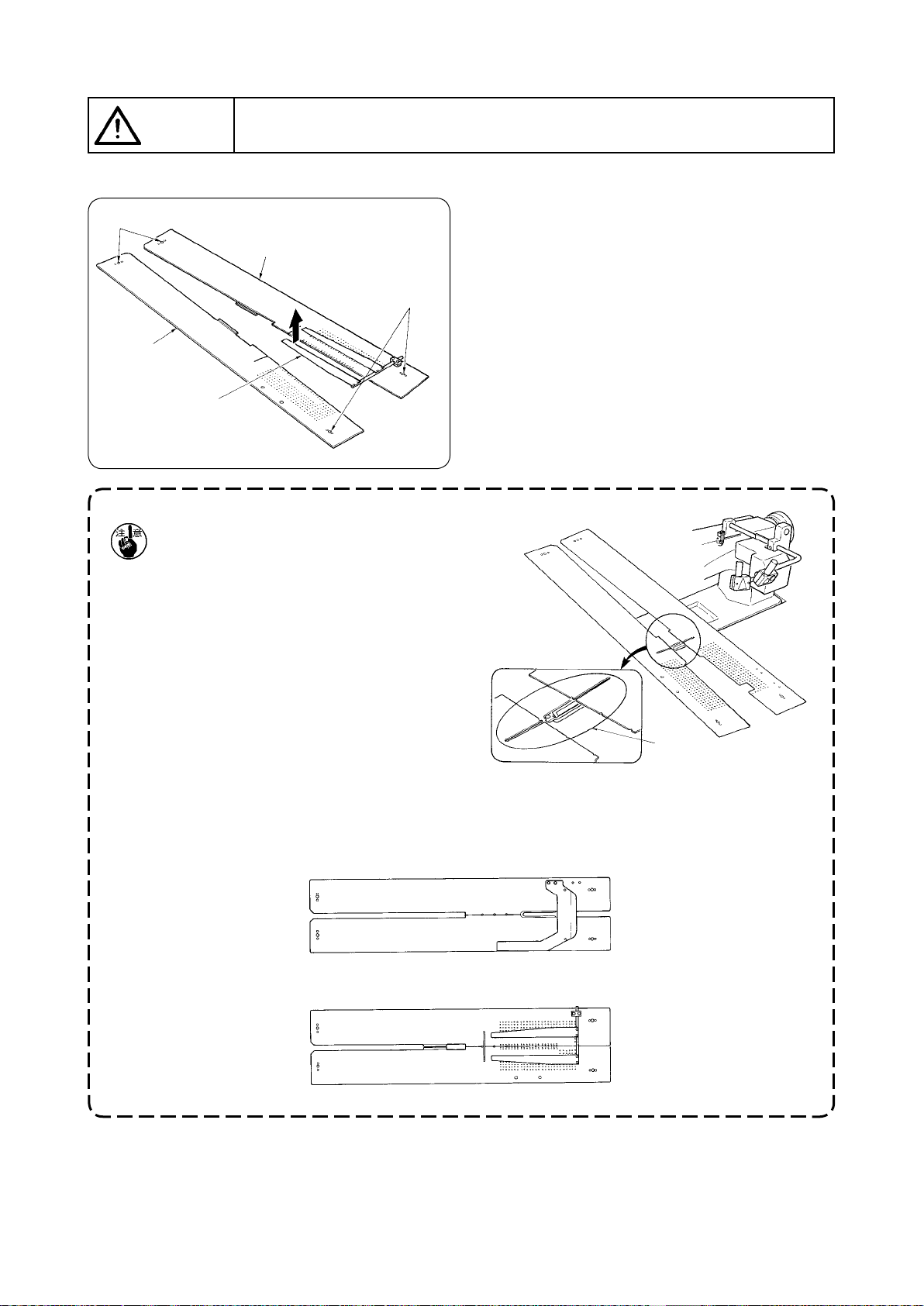
板ばね
1. SA-120(芯地自動供給装置)付きの機
械の場合は板ばね部を曲げてしまわない
ように上に持ち上げながら縫製テーブル
を元に戻してください。
芯地供給の出口
2. 下記の仕様で、縫製テーブルの取り外しを行う場合、袋布押え及び、芯地押えを曲げないように注意
してください。
袋布押え(標準)
1
袋布押え(芯地供給用)
2
− −
3. 下糸の巻き方
注意
2
1
損傷を防ぐため、運転中は触れないでください。
4
8
回転方向
7
3
ボビンを糸巻軸の奥まで差し込み
1
ます。
糸案内板8に糸を通し、糸調子皿
2
を開いて、糸調子棒4のスリッ
7
トに入れます。
糸を図の順に通しボビンに 4 ~ 5
3
回巻き付けます。(矢印方向がボビ
ンの回転方向になります。)
ボビン糸案内1を押しますと、ボ
4
ビンが回転します。
所定量巻き終わった後、自動的に
5
停止します。
5
6
9
1. ボビンに糸を巻き始める時は、上図のように溝部5から巻き始めてください。6から巻き始めた場合
は、下糸無し検知が誤動作する場合があります。
2. 下糸の残り量を安定して確保するために、ボビンに糸が均一に巻かれていることが大切です。特に巻
き始めの部分にご注意ください。
糸が均一に巻けない場合は、糸調子台3の左右位置を調整してください。
3. 下糸巻き量は、ボビン外径の 80%位巻くのが最適です。糸巻量調節ねじ2により巻き量を調節でき
ます。
4. レバー1は糸を巻く時以外は押さないでください。モーターが回転し続け、故障の原因となります。
5. 糸巻きモータの過負荷等の異常を検知すると、サーマルスイッチ9が遮断されます。サーマルスイッ
チ9が遮断された場合は、サーマルスイッチ9を OFF にしてから、再び ON にすることで復帰でき
ます。
− −
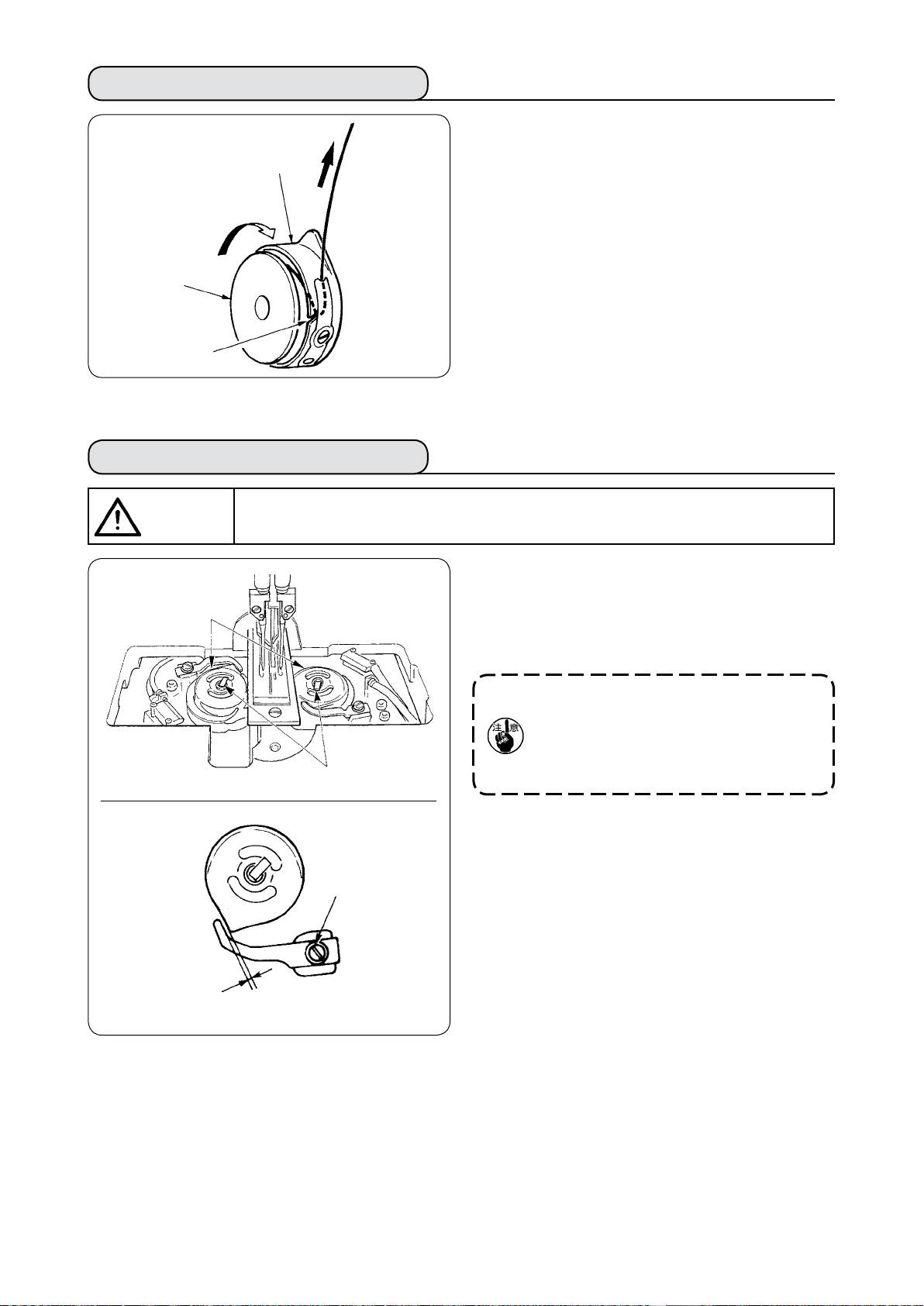
4. ボビンケースの糸の通し方
ボビンケース
ボビン
1
5. ボビンケースの取り付け方
糸が右巻きになるようにボビンを持ち、ボビ
1
ンケースに入れます。
糸をボビンケースの糸通し溝1に入れます。
2
そのまま、糸調子ばねの下を通します。
3
注意
2
不意の起動による事故を防ぐため、電源を切ってから行ってください。
ボビンケ ー スは釜のレバー1を起こし て、
1
ボビンといっしよに取り出してください。
入れるときは、釜の軸に正しく差し込み、レ
2
バー1を倒してください。
ボビンケース2を左右入れ替えたときは必ず
オープナーの最後退時とボビンケースの隙間
量が 0.2 〜 0.3mm であることをを確認して
ください。隙間量が 0.2 〜 0.3mm ではない
1
3
ときは止めねじ3を緩め調整してください。
0.2 〜 0.3mm
− −
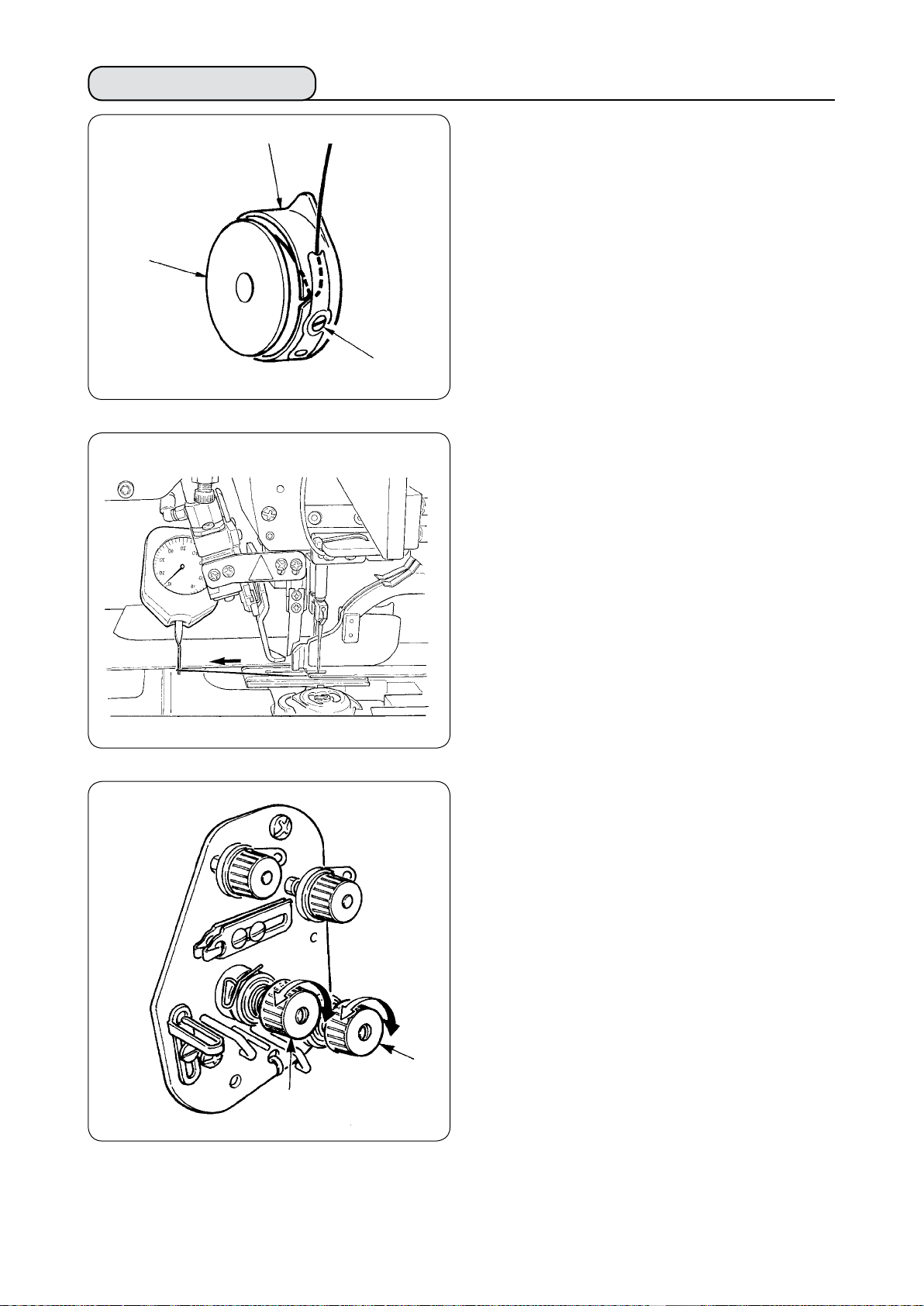
6. 糸調子の取り方
ボビンケース
ボビン
下糸調子ねじ
下糸張力の調整
1
下糸調子ねじを右に回すと強く、左に回すと
弱くなります。
左図のようにテンションゲージを使用した測
定方法で、下糸の標準張力は 0.25 ~ 0.35N
になります。
2
1
上糸張力の調整
2
まず右、左の下糸張力を、調整します。
右、左の下糸張力に合わせて、右針糸調子は、
糸調子ナット1を、左針糸調子は、糸調子ナッ
ト2を調整します。右へ回せば糸張力は強
くなり、左へ回せば糸張力は弱くなります。
− −
7. 縫製布のセット
(1) 身生地のセット
身頃クランプ(左)
身生地
身頃クランプ(右)
身頃クランプゴム
縫製する身生地は、左右の身頃
クランプの下に張ってある身頃
クランプゴムの大きさより、大
きな生地をご使用ください。
身頃クランプより小さな生地で
縫うと、ゴムのはがれや故障の
原因となります。
小さな生地を縫う場合は、敷板
仕様(オプション)を装着して
ください。
− 0 −
^
. 操作パネルの使用方法
1. 操作パネル(IP-310)の基本操作
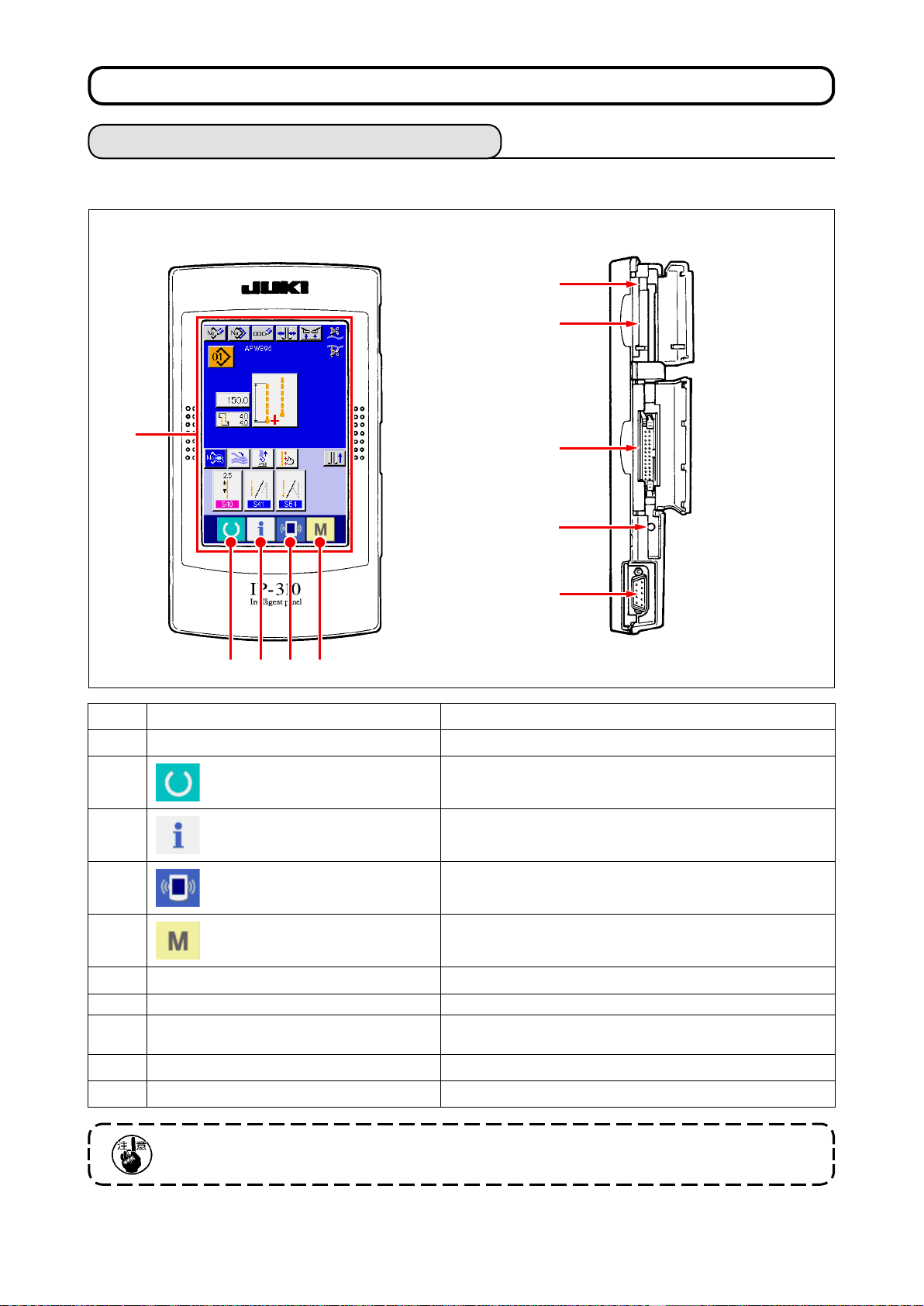
(1) IP-310 の各部の名称
[ 前面 ] [ 右側面 ]
!0
6
1
9
8
7
2 3 4 5
記号 名称 説明
1
2
3
タッチパネル・液晶表示部
準備完了キー データ入力画面と縫製画面の切り替えを行ないます。
インフォメーションキー データ入力画面とインフォメーション画面の切り替えを行います。
4
5
6
7
8
9
!0 メディア取り出しレバー
メディアスロット 蓋は閉じて使用願います。
RS-232C 通信用コネクタ
カラー液晶画面コントラスト調節用ボリューム
外部入力用コネクタ
通信キー データ入力画面と通信画面の切り替えを行ないます。
モード切替キー
データ入力画面と各種詳細設定をおこなうモード切り替え画面の切
り替えを行います。
画面のコントラストを調整できます。お好みによって調整してくだ
さい。
電源投入後、初めに準備完了キーを押した場合、大押えモータの原点検索を行います。
その際、大押えが動きますので注意してください。
− −
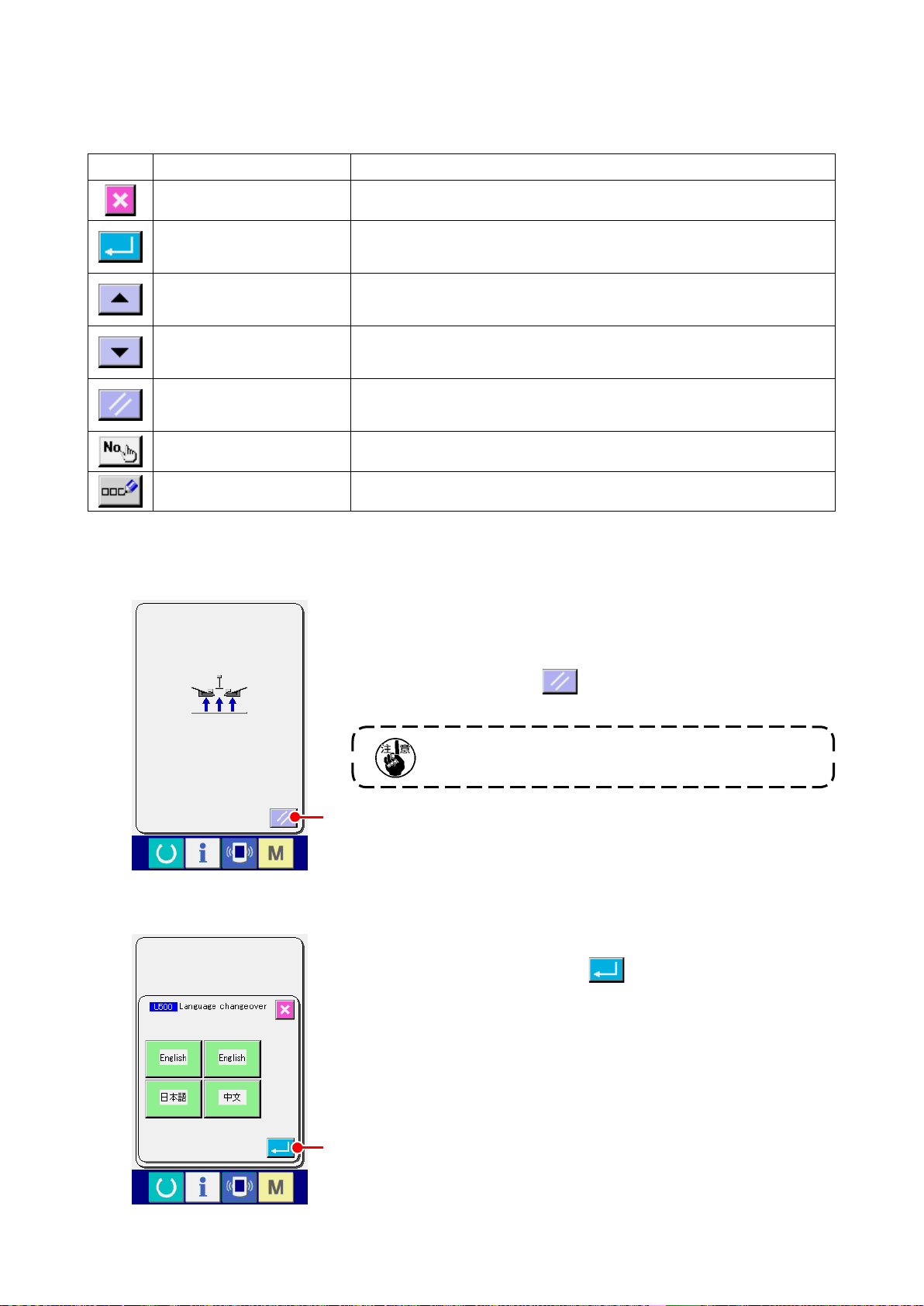
(2) 共通で使用されるボタン
IP-310 の各画面で共通の操作を行うボタンは下記の通りです。
ピクト 名称 説明
キャンセルボタン
エンターボタン 変更したデータを確定します。
上スクロールボタン ボタンもしくは表示を上方向にスクロールします。
下スクロールボタン ボタンもしくは表示を下方向にスクロールします。
リセットボタン エラーの解除等を行います。
数字入力ボタン テンキーが表示され、数字の入力を行うことができます。
文字入力ボタン 文字入力画面を表示します。
ポップアップ画面を閉じます。
データ変更画面の場合は、変更中のデータをキャンセルします。
(3) 基本操作
電源スイッチを入れる
1
最初に、電源スイッチを入れてください。
ウェルカム画面表示後に、リセットポップアップ画面が表示され
ます。リセットボタン Aを押します。
リセットボタンを押すと、バインダが上がりますので注意し
てください。
A
次に言語選択ポップアップ画面が表示されます。表示させたい言
語を選択後、エンターボタン Bを押すと、下図の単独縫い
入力画面(画面 A)が表示されます。
(ご購入時の初回のみ表示されます。)
B
− −
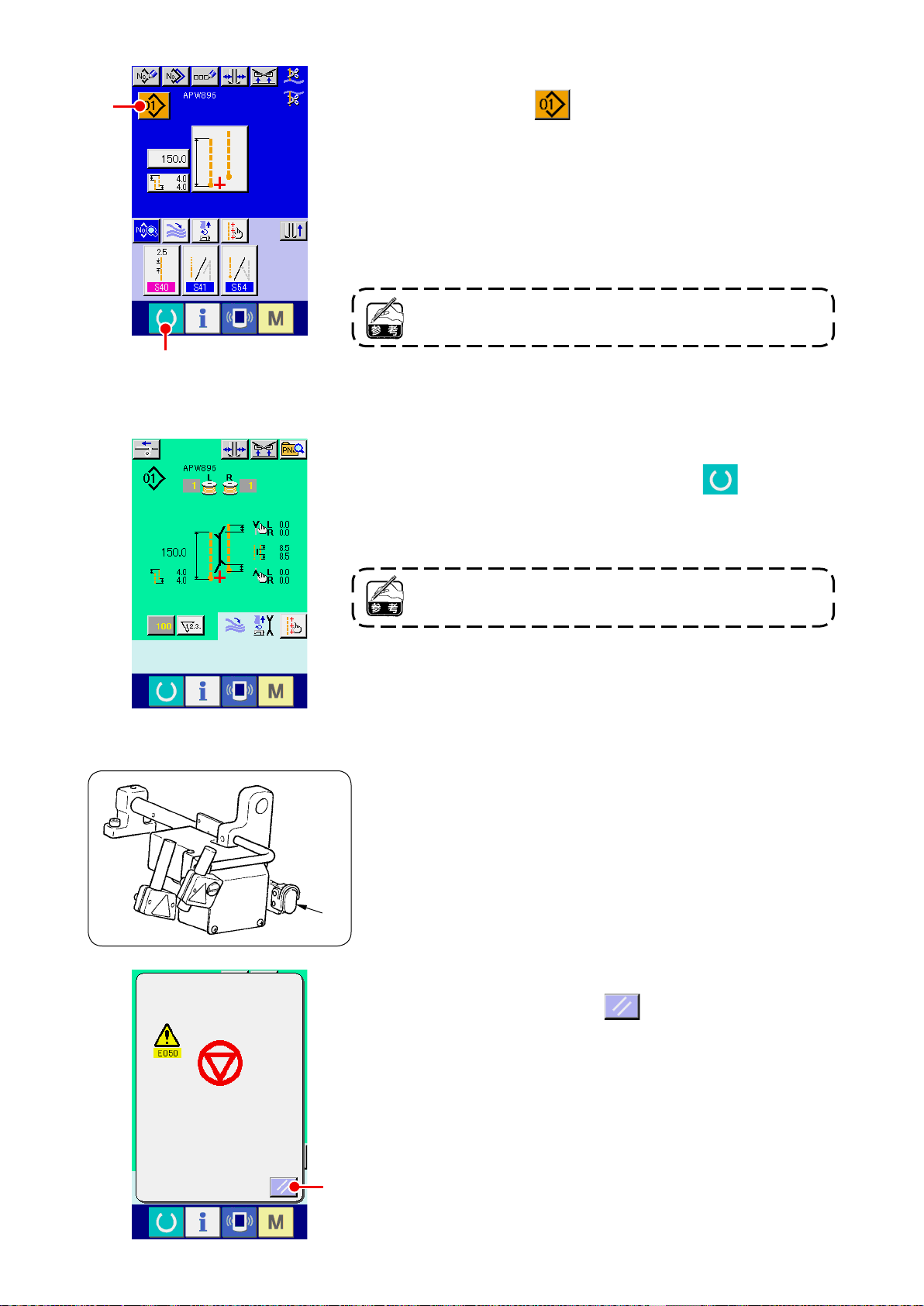
縫製したいパターン No. を選択する
2
C
D
単独縫い入力画面(画面 A)
パターン No. ボタン Cを押すとパターン No. の選択がで
^
きます。パターン No. の選択方法は、"
-6. (1) パターンの選択
を行うには " をご覧ください。
ご購入時は、パターン No.1 ~ 10 が登録されていますので、縫
製仕様に合わせて、縫製データを変更してご使用ください。( パ
ターンが登録されていない番号は表示されません。)
入力画面の詳細説明については、"^-2. 基本画面の説明 " を
ご覧ください。
縫製を開始する
3
単独縫い入力画面(画面 A)で準備完了キー Dを押すと、
緑色の縫製画面(画面 B)が表示され、ペダル操作により縫製動
作が開始されます。
縫製画面(画面 B)
縫製画面の詳細説明については、"^-2. 基本画面の説明 " を
ご覧ください。
動作途中に装置を停止させるには
4
縫製中に途中停止スイッチEを押すと、装置を停止させるこ
とができます。
E
このとき、エラー画面が表示され、停止スイッチが押されたこと
を知らせます。リセットボタン Fを押すと、エラーが解除
され、入力画面に戻ります。
F
− −
2. 基本画面の説明
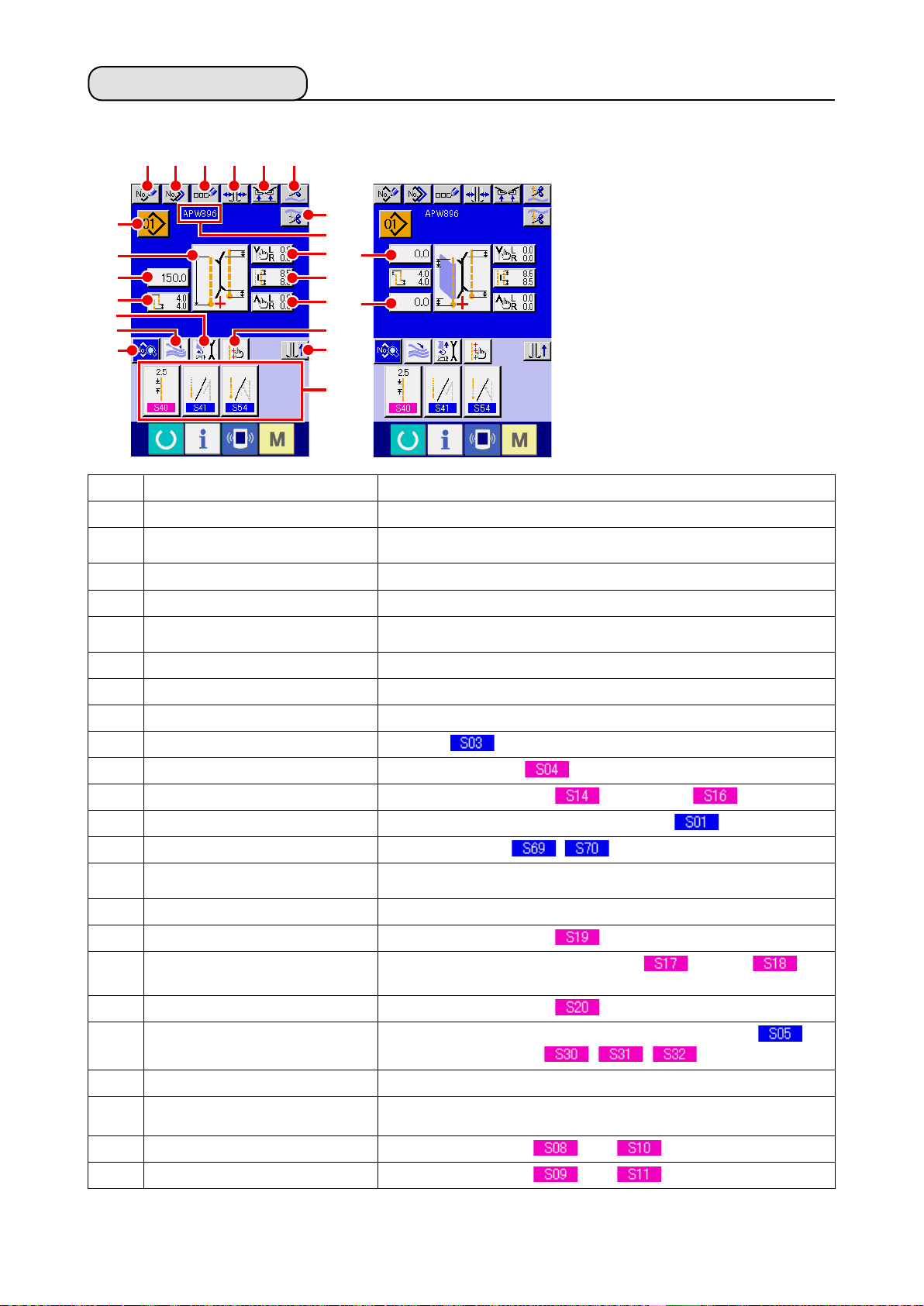
(1) 入力画面 ( 単独縫いモード )
A B C D E F
H
I
J
K
L
M
N
G
O
P
Q
R
S
T
V
W
U
記号 ボタン名称 内容
新規作成ボタン 単独縫いパターン新規作成画面を表示して、パターンデータの新規登録ができます。
A
コピーボタン 単独縫いコピー元パターン一覧画面を表示して、パターンデータをコピーすることができ
B
文字入力ボタン 文字入力画面を表示して、パターンデータに名称入力することができます。
C
玉種類切替ボタン 玉種類切替画面を表示して、玉種類の切替とバインダ平行調整ができます。
D
縫い終り時の押え上昇禁止ボタン 押した状態のときには、縫い終り時に押えを下降したまま戻します。
E
上糸切りボタン ボタンを押すと上糸切りメスが下がり、上糸切り動作中画面を表示します。
F
下糸切りボタン ボタンを押している間、下糸切りメスが開きます。
G
パターン No. 一覧ボタン パターン No. 一覧画面を表示して、パターンデータを選択することができます。
H
縫いモード設定ボタン
I
L 寸長さ設定ボタン
J
偏差量設定ボタン
K
動作モード設定ボタン
L
スタッカー動作 / 停止の切替ボタン
M
縫製データ表示ボタン 縫製パターン編集画面が表示されます。入力画面に表示されない詳細縫製データを選択し
N
パターン名称表示 パターン No. に入力されている名称を表示します。
O
縫い始めコーナーメス動作位置設定ボタン
P
センターメス設定ボタン
Q
縫い終りコーナーメス動作位置設定ボタン
R
マーキングライト設定ボタン
S
大押え移動ボタン 大押えを前進または後進させます。
T
縫製データショートカットボタン 縫製画面のカスタマイズで設定した縫製データのショートカットボタン ( 最大 4 項目 ) が
U
縫い始めフラップ落しデータ設定ボタン
V
縫い終りフラップ落しデータ設定ボタン
W
ます。
マーキングライトの調整、試縫いの時に使用すると便利です。
縫いモード を選択します。
L 寸縫いの場合に縫い長さ を設定します。
斜め縫いの場合、縫い始め偏差量 、縫い終り偏差量 を設定します。
ミシンモータ、センターメス、コーナーメスの動作の有無 を選択します。
スタッカーの動作 / 停止 , を選択します。
て、編集ができます。
縫い始めコーナーメスの切断位置 を設定します。
センターメスデータ編集画面を表示して、縫い始め 、縫い終り のセ
ンターメス切断位置を設定します。
縫い終りコーナーメスの切断位置 を設定します。
マーキングライト設定画面を表示して、マーキングライト照射位置の切替 と、
マーキングライト設定値の変更 , , の設定を行います。
表示されます。
縫い始めフラップ落しデータ または を設定します。
縫い終りフラップ落しデータ または を設定します。
* 各ボタンの表示 / 非表示をカスタマイズ設定することができます。
詳細は "^-12. データ入力画面をカスタマイズするには " を参照してください。
− −
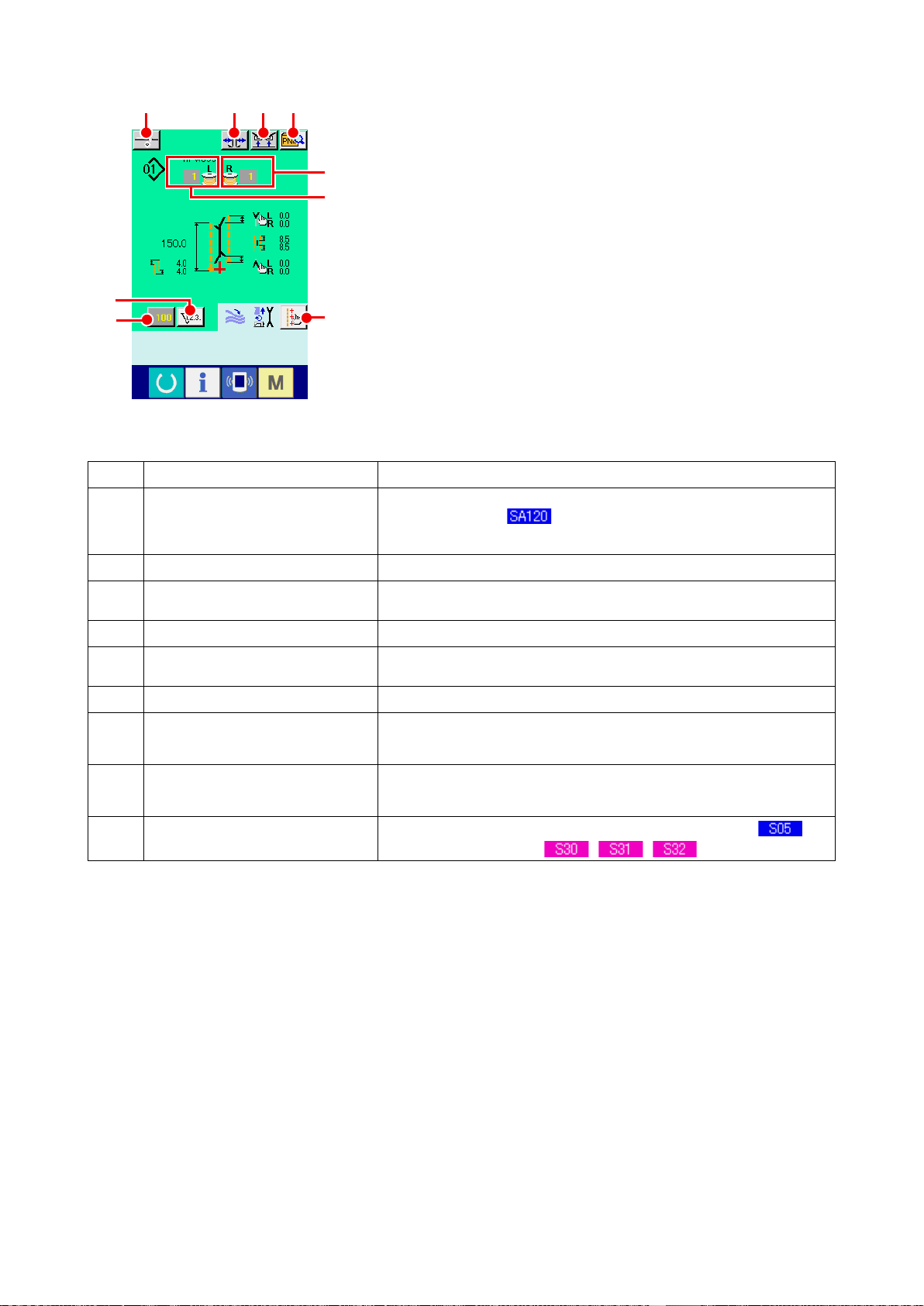
(2) 縫製画面 ( 単独縫いモード )
A B
C
D
G
H
E
F
記号 ボタン名称 内容
芯地供給ボタン ボタンを押すと芯地が供給されます。
A
I
* オプション設定で、 芯地自動供給装置 " あり " に設定されているときに表示
されます。
玉種類切替ボタン 玉種類切替画面を表示して、玉種類の切替とバインダ平行調整ができます。
B
縫い終り時の押え上昇禁止ボタン 押した状態のときには、縫い終り時に押えを下降したまま戻します。
C
ダイレクトパターン一覧ボタン ダイレクトパターン一覧画面を表示して、縫製データの選択ができます。
D
カウンタ切替ボタン ボタンを押すと、縫製カウンタと枚数カウンタの表示が切り替わります。
E
F
カウンタ値変更ボタン 現在表示しているカウンタの値を変更します。
下糸 ( 右 ) 残量値 ボビンからの反射光を検出し、下糸の残量が少なくなったことを知らせます。カウンタ値
G
下糸 ( 左 ) 残量値 ボビンからの反射光を検出し、下糸の残量が少なくなったことを知らせます。カウンタ値
H
マーキングライト設定ボタン
I
マーキングライトの調整、試縫いの時に使用すると便利です。
* 縫製カウンタ、枚数カウンタ両方ともONの場合にのみボタンが表示されます。
は1縫製ごとに減算され、0 になるとカウントアップ画面が表示されます。
* ボビンからの反射光を検出した場合にのみ表示されます。
は1縫製ごとに減算され、0 になるとカウントアップ画面が表示されます。
* ボビンからの反射光を検出した場合にのみ表示されます。
マーキングライト設定画面を表示して、マーキングライト照射位置の切替 と、
マーキングライト設定値の変更 , , の設定を行います。
* 各ボタンの表示 / 非表示をカスタマイズ設定することができます。
詳細は "^-12. データ入力画面をカスタマイズするには " を参照してください。
− −
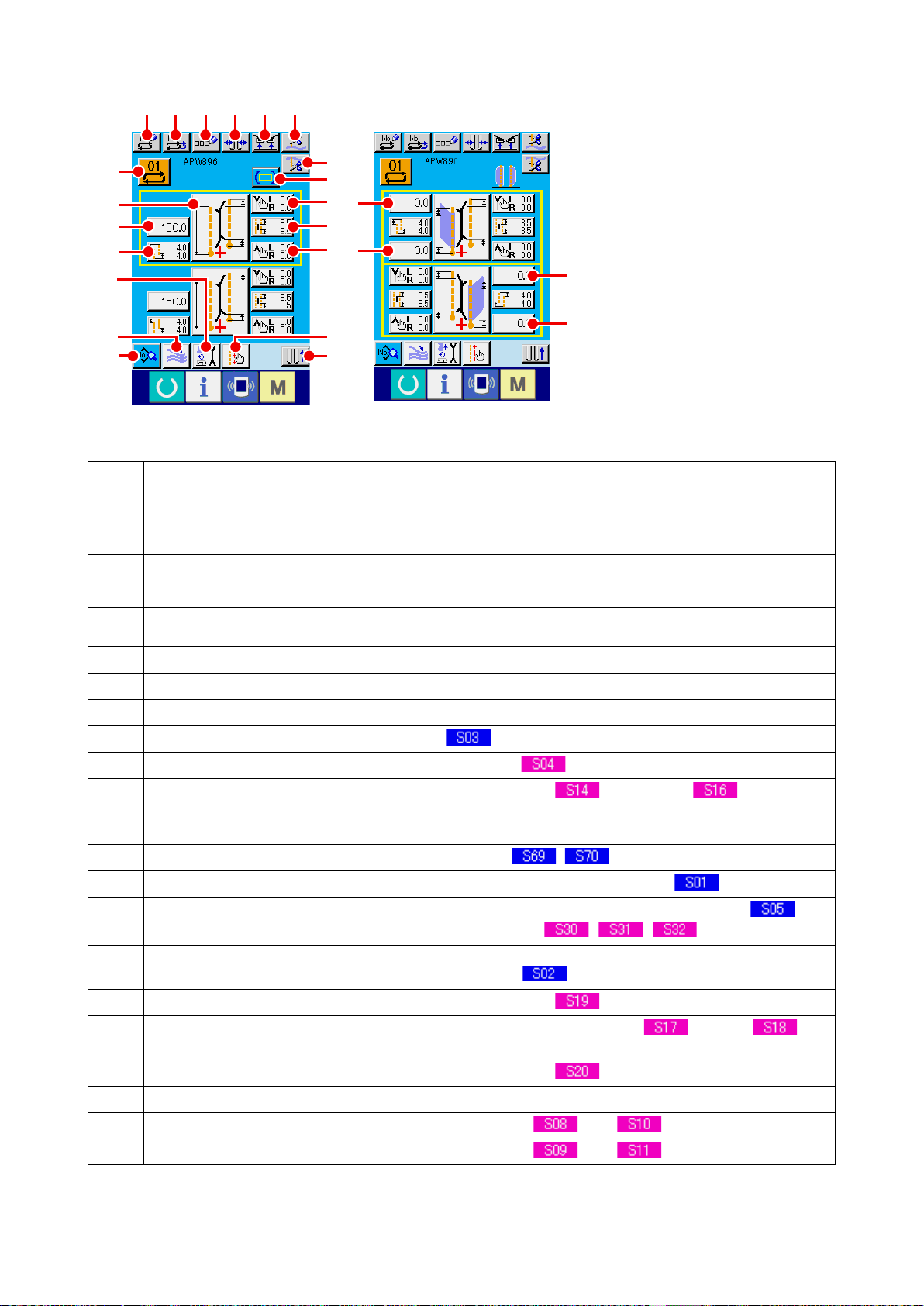
(3) 入力画面 ( 交互縫いモード )
A B C D E F
H
I
J
K
N
G
P
Q
R
S
U
V
W
X
M
L
記号 ボタン名称 内容
新規作成ボタン 交互縫いデータ新規作成画面を表示して、データの新規登録ができます。
A
コピーボタン 交互縫いデータコピー元 No . 一覧画面を表示して、交互縫いデータをコピーすることが
B
文字入力ボタン 文字入力画面を表示して、交互縫いデータに名称入力することができます。
C
玉種類切替ボタン 玉種類切替画面を表示して、玉種類の切替とバインダ平行調整ができます。
D
縫い終り時の押え上昇禁止ボタン 押した状態のときには、縫い終り時に押えを下降したまま戻します。
E
上糸切りボタン ボタンを押すと上糸切りメスが下がり、上糸切り動作中画面を表示します。
F
下糸切りボタン ボタンを押している間、下糸切りメスが開きます。
G
パターン No. 一覧ボタン パターン No. 一覧画面を表示して、交互縫いデータを選択することができます。
H
縫いモード設定ボタン
I
L 寸長さ設定ボタン
J
偏差量設定ボタン
K
縫製データ表示ボタン 縫製パターン編集画面が表示されます。入力画面に表示されない詳細縫製データを選択し
L
スタッカー動作 / 停止の切替ボタン
M
動作モード設定ボタン
N
マーキングライト設定ボタン
O
次縫製データ切替ボタン 黄色の枠で囲まれた次に縫う縫製パターンを切り替えます。
P
縫い始めコーナーメス動作位置設定ボタン
Q
センターメス設定ボタン
R
縫い終りコーナーメス動作位置設定ボタン
S
大押え移動ボタン 大押えを前進または後進させます。
T
U、V
W、X
縫い始めフラップ落しデータ設定ボタン
縫い終りフラップ落しデータ設定ボタン
O
T
できます。
マーキングライトの調整、試縫いの時に使用すると便利です。
縫いモード を選択します。
L 寸縫いの場合に縫い長さ を設定します。
斜め縫いの場合、縫い始め偏差量 、縫い終り偏差量 を設定します。
て、編集ができます。
スタッカーの動作 / 停止 , を選択します。
ミシンモータ、センターメス、コーナーメスの動作の有無 を選択します。
マーキングライト設定画面を表示して、マーキングライト照射位置の切替 と、
マーキングライト設定値の変更 , , の設定を行います。
* フラップ優先縫い選択 が ON の場合には表示されません。
縫い始めコーナーメスの切断位置 を設定します。
センターメスデータ編集画面を表示して、縫い始め 、縫い終り のセ
ンターメス切断位置を設定します。
縫い終りコーナーメスの切断位置 を設定します。
縫い始めフラップ落しデータ または を設定します。
縫い終りフラップ落しデータ または を設定します。
* 各ボタンの表示 / 非表示をカスタマイズ設定することができます。
詳細は "^-12. データ入力画面をカスタマイズするには " を参照してください。
− −
 Loading...
Loading...