

Page 1

APW-895N/IP-420
MANUALE D’ISTRUZIONI
* Il "CompactFlash(TM)" è il marchio registrato del San Disk Corporation, U.S.A..
Page 2

INDICE
I.
MISURE DI SICUREZZA DA ADOTTARE PRIMA DELLA MESSA IN FUNZIONE .................................................1
II. CONFIGURAZIONE DELLA MACCHINA .......................................................................2
III. CARATTERISTICHE TECNICHE ...................................................................................3
1. CARATTERISTICHE MECCANICHE ..................................................................................................... 3
2. CARATTERISTICHE ELETTRICHE ....................................................................................................... 3
IV. INSTALLAZIONE ............................................................................................................4
1. RIMOZIONE DEI MATERIALI PER IMBALLAGGIO ............................................................................. 4
2. FISSAGGIO DELLA MACCHINA ........................................................................................................... 4
3. COLLEGAMENTO DEL PEDALE DI COMANDO ................................................................................. 5
4. COLLEGAMENTO DELL'ACCOPPIATORE DELL'ARIA ...................................................................... 5
5. INSERIMENTO DELLA SPINA .............................................................................................................. 6
6. MONTAGGIO DEL PORTAFILO E ATTACCO DEL PORTAFILO ALLA MACCHINA .......................... 7
7. INSTALLAZIONE DEL SP-46N (IMPILATORE A BARRE) (NUMERO DI PARTE OPTIONAL :
40149301) ............................................................................................................................................. 8
8. INSTALLAZIONE DEL SP-47N (IMPILATORE A RULLI) (NUMERO DI PARTE OPTIONAL :
40149302) ............................................................................................................................................. 9
9. RIMOZIONE DELLA PIASTRA DI FISSAGGIO DELLA TESTA ......................................................... 10
10. INSTALLAZIONE DEL TAVOLO SECONDARIO ...............................................................................10
11. INSTALLAZIONE DEL PANNELLO OPERATIVO IP-420 .................................................................. 10
12. LUBRIFICAZIONE DEL SERBATOIO DELL'OLIO ........................................................................... 11
13. INSTALLAZIONE DEL SA-120N (DISPOSITIVO DI ALIMENTAZIONE DELLE CONTROFODERE)
(NUMERO DI PARTE OPTIONAL : 40149798) .................................................................................. 12
14. REGOLAZIONE DEL SA-120N (DISPOSITIVO DI ALIMENTAZIONE DELLA CONTROFODERA)
(NUMERO DI PARTE OPTIONAL : 40149798) .................................................................................. 13
V. PREPARAZIONE DELLA MACCHINA PER CUCIRE ...................................................14
1.
FUNZIONAMENTO DELLA TESTA DELLA MACCHINA PER CUCIRE ................................................... 14
(1) Posizionamento degli aghi .............................................................................................................. 14
(2) Filo usato ........................................................................................................................................ 14
(3) Inlatura del lo dell'ago .................................................................................................................. 15
2. RIMOZIONE DEL PIANO DI CUCITURA ............................................................................................. 16
(1) Quando si sostituisce il lo della bobina ......................................................................................... 16
(2) Misure di sicurezza da adottare in fase di rimozione dei piani di cucitura ...................................... 17
3. AVVOLGIMENTO DELLE BOBINE ...................................................................................................... 18
4. INFILATURA DEL FILO NELLA CAPSULA DELLA BOBINA ............................................................. 19
5. INSTALLAZIONE DELLA CAPSULA DELLA BOBINA ....................................................................... 19
6. REGOLAZIONE DELLA TENSIONE DEL FILO .................................................................................. 20
7. POSIZIONAMENTO DEL MATERIALE DA CUCIRE ........................................................................... 21
8. REGOLAZIONE DELLA GUIDA DEL MATERIALE ............................................................................. 21
VI. USO DEL PANNELLO OPERATIVO ............................................................................22
1. PREFAZIONE ....................................................................................................................................... 22
2.
FUNZIONAMENTO FONDAMENTALE DEL PANNELLO OPERATIVO (IP-420) ............................................................25
(1) Congurazione del IP-420 .............................................................................................................. 25
(2) Bottoni usati in comune ................................................................................................................... 26
(3) Funzionamento fondamentale ........................................................................................................ 26
i
Page 3

3. SPIEGAZIONE DELLO SCHERMO FONDAMENTALE ...................................................................... 29
(1) Schermo di immissione (Modo di cucitura indipendente) ............................................................... 29
(2) Schermo di cucitura (Modo di cucitura indipendente) ..................................................................... 30
(3) Schermo di immissione (Modo di cucitura alternata) ...................................................................... 31
(4) Schermo di cucitura (Modo di cucitura alternata) ........................................................................... 32
(5) Schermo di immissione (Modo di cucitura del ciclo) ....................................................................... 33
(6) Schermo di cucitura (Modo di cucitura del ciclo) ............................................................................ 34
4. USO DEL CONTATORE ....................................................................................................................... 35
(1) Procedura di impostazione del contatore ........................................................................................ 35
(2) Procedura di rilascio del conteggio completato .............................................................................. 38
(3) Procedura di modica del valore del contatore durante la cucitura ................................................ 38
5. USO DEL CONTATORE DI REGOLAZIONE DELLA QUANTITÀ DI FILO DELLA BOBINA ............. 39
(1) Procedura di impostazione del contatore di regolazione della quantità rimanente di lo della bobina
39
(2) Procedura di rilascio del conteggio completato del contatore di regolazione della quantità rimanen-
te di lo della bobina ....................................................................................................................... 41
6. CAMBIAMENTO DEL MODO DI CUCITURA ...................................................................................... 42
7. USO DEL MODELLO DI CUCITURA ................................................................................................... 43
(1) Effettuazione della selezione del modello di cucitura ..................................................................... 43
(2) Effettuazione della creazione nuova del modello di cucitura .......................................................... 44
(3) Copiatura del modello di cucitura .................................................................................................... 45
(4) Cancellazione del modello di cucitura ............................................................................................. 47
(5) Denominazione del modello di cucitura .......................................................................................... 48
(6) Procedura di revisione dei dati di cucitura del ciclo ........................................................................ 49
8. MODIFICA DEI DATI DI CUCITURA .................................................................................................... 51
(1) Procedura di modica dei dati di cucitura ....................................................................................... 51
(2) Elenco dei dati di cucitura ............................................................................................................... 52
9. MODIFICA DEI DATI DI INTERRUPTORE DI MEMORIA .................................................................... 60
(1) Procedura di modica dei dati di interruttore di memoria ................................................................ 60
(2) Lista dei dati di interruttore di memoria ........................................................................................... 61
10. EFFETTUAZIONE DELL'IMPOSTAZIONE DELL'OPTIONAL .......................................................... 69
(1) Procedura di modica dell'impostazione dell'optional ..................................................................... 69
(2) Elenco delle impostazioni dell'optional ............................................................................................ 70
11. MODIFICA DELL'IMPOSTAZIONE DEL DISPOSITIVO .................................................................... 71
(1) Procedura di modica dell'impostazione del dispositivo ................................................................. 71
(2) Elenco delle impostazioni del dispositivo ........................................................................................ 72
12. PERSONALIZZAZIONE DEL FUNZIONAMENTO DEL PEDALE ..................................................... 73
(1) Metodo per selezionare e usare il dato personalizzato ................................................................... 73
(2) Personalizzazione del dato di funzionamento del pedale ............................................................... 74
13.
PERSONALIZZAZIONE DELLO SCHERMO DI IMMISSIONE DEI DATI ..................................................... 76
14. EFFETTUAZIONE DELL'IMPOSTAZIONE DI PERSONALIZZAZIONE DELLO SCHERMO DI CUCITU-
RA ....................................................................................................................................................... 78
15. USO DELL’INFORMAZIONE .............................................................................................................80
(1) Osservazione dell’informazione di manutenzione ed ispezione ..................................................... 81
(2) Procedura di rilascio dell’avvertimento ........................................................................................... 82
(3) Osservazione dell’informazione di controllo produttivo ................................................................... 83
(4) Esecuzione dell’impostazione dell’informazione di controllo produttivo .......................................... 85
(5) Osservazione dell'informazione di misurazione dell'esercizio ........................................................ 87
16. USO DELLA FUNZIONE DI COMUNICAZIONE ................................................................................ 89
(1) Dati che si possono trattare ........................................................................................................... 89
ii
Page 4

(2) Effettuazione della comunicazione tramite la carta di memoria ..................................................... 89
(3) Comunicazione effettuata usando USB .......................................................................................... 89
(4) Il portare dentro dei dati .................................................................................................................. 90
(5) Per portare dentro i dati plurali insieme .......................................................................................... 91
17.
EFFETTUAZIONE DELLA FORMATTAZIONE DELLA CARTA DI MEMORIA .......................................................93
VII. MANUTENZIONE ........................................................................................................94
1. ISPEZIONE ........................................................................................................................................... 94
(1) Manutenzione e ispezione del dispositivo pneumatico ................................................................... 94
(2) Manutenzione e ispezione relativa alla macchina per cucire .......................................................... 94
(3) Quanto all’olio di scarico dell’olio del crochet ................................................................................. 95
(4) Quanto alla pulizia della base dell’albero del crochet ..................................................................... 95
2. LUCE DI MARCATURA ........................................................................................................................ 96
(1) Marcatura ssa (standard) ............................................................................................................. 96
(2) Marcatura mobile (opzionale) ......................................................................................................... 96
(3) Regolazione della posizione di irradiamento della luce di marcatura ............................................. 97
3. RIFORNIMENTO DEL GRASSO AI POSTI DESIGNATI ..................................................................... 98
4. PEZZI DI RICAMBIO CONSUMABILI ................................................................................................ 100
5. INCLINAZIONE DELLA MACCHINA ................................................................................................. 102
6.
STANDARD DELL'INTERVALLO DI SOSTITUZIONE DELLA MOLLA A GAS ......................................................103
7.
PROCEDURA DI SOSTITUZIONE TRA FILETTO DOPPIO E FILETTO SINGOLO ........................................................ 104
(1) Procedura di sostituzione tra letto doppio e letto singolo .......................................................... 104
(2) Regolazione ne della posizione del premiquarto ........................................................................ 104
(3) Sostituzione del bordatore ............................................................................................................ 105
8. REGOLAZIONE DEL COLTELLO DELL'ANGOLO .......................................................................... 106
9. REGOLAZIONE DELLA POSIZIONE DEL SENSORE PER IL RILEVAMENTO DELLE PATTINE . 107
10.
CAUSE E RIMEDI CONTRO INCONVENIENTI CON IL DISPOSITIVO DI RILEVAMENTO DELLA QUANTITÀ
RIMANENTE DI FILO DELLA BOBINA .................................................................................................................. 108
11. REGOLAZIONE DEL PEDALE DI COMANDO ................................................................................ 109
12. LISTA DEI CODICI DI ERRORE ........................................................................................................111
13. TABELLA NUMERI DI IMMISSIONE ............................................................................................... 121
iii
Page 5

I.
MISURE DI SICUREZZA DA ADOTTARE PRIMA DELLA MESSA IN FUNZIONE
Gli articoli seguenti devono essere controllati ogni giorno lavorativo prima di mettere in funzione la macchina e prima dell'inizio delle ore lavorative.
1. Assicurarsi che la macchina per cucire sia riempita con la predeterminata quantità di olio.
2. Mai azionare la macchina a meno che la parte di lubricazione nel crochet non sia stata riempita
con l'olio.
3. Assicurarsi che il misuratore di pressione indichi la pressione dell'aria designata di 0,5 MPa.
* (Questo controllo è necessario in particolare quando il compressore è arrestato per un interval-
lo per colazione o qualcosa di simile.)
Se la pressione dell'aria compressa è minore o uguale al valore designato, inconvenienti quali
interferenza tra le parti può vericarsi. Perciò, è necessario controllare attentamente la pressione
dell'aria compressa.
4. Controllare se c'è bisogno di rifornire il lo dell'ago/lo della bobina.
5. Quando si esegue la cucitura immediatamente dopo aver acceso l'interruttore dell'alimentazione,
effettuare la cucitura di prova prima, poi procedere con la cucitura dei prodotti reali dopo la cucitura di prova.
6. Allo scopo di prevenire mancato rilevamento da parte del sensore a bra ottica del dispositivo
di rilevamento della quantità rimanente di lo della bobina, non mancare di eliminare ritagli del
tessuto accumulatisi intorno al crochet usando un fucile ad aria ccompressa una volta al giorno
o più.
7. Allo scopo di prevenire mancato rilevamento da parte del sensore della pattina, non mancare di
eliminare la polvere sul nastro riettente della piastra di piegatura usando un fucile ad aria ccompressa una volta al giorno o più.
− 1 −
Page 6

II. CONFIGURAZIONE DELLA MACCHINA
E
F
C
B
D
K
G
I
J
H
A
La APW-895N consiste principalmente nelle seguenti unità.
Telaio e componenti strutturali (Telaio, piano di cucitura, coperchi, interruttore a piede, ecc.)
A
Unità pinza e meccanismo di trasporto
B
Unità coltello dell'angolo
C
Unità bordatore (Componenti ed elementi di movimentazione del bordatore)
D
Unità di controllo pneumatico (Dispositivi di controllo pneumatico e tubazioni)
E
Unità impilatore (Optional)
F
Testa della macchina per cucire
G
Unità di controllo elettrico (Pannello di comando)
H
Pannello operativo
I
Interruttore dell'alimentazione (Utilizzato anche come l'interruttore di arresto di emergenza)
J
Interruttore di stop temporaneo
K
Questa macchina consistente nelle 11 unità sopraccitate permette di effettuare il lavoro di cucitura dei letti
desiderato semplicemente posizionando i materiali (quarto, pezzo di controfodera, letti, ecc.) nei posti giusti
e azionando gli interruttori sul pannello operativo.
Inoltre, quando l'interruttore di stop temporaneo K viene premuto durante il funzionamento del dispositivo, il
dispositivo si arresta.
− 2 −
Page 7

III. CARATTERISTICHE TECNICHE
1. CARATTERISTICHE MECCANICHE
1 Macchina per cucire Macchina punto annodato, 2 aghi, con coltello centrale LH-895N
2 Velocità di cucitura 3.000 sti/min (max)
3 Lunghezza del punto Punto annodato : da 2,0 a 3,4 mm (standard: 2,5 mm)
Punto di inttimento : da 0,5 a 1,5 mm (standard : 1,0 mm)
Punto di affrancatura : da 0,5 a 3,0 mm (standard : 2,0 mm)
Possibilità di selezionare i punti di Inttimento/Affrancatura
4 Tipi di letto Filetto doppio parallelo,
Filetto singolo parallelo
5 Lunghezza della boc-
ca della tasca
(Lunghezza del letto)
6 Larghezza del letto
(Distanza aghi)
7 Aghi ORGAN DP × 17 da #14 a #18 (standard : #16)
8 Filo Filo Spun #60 (Consigliato)
9 Crochet Crochet a rotazione totale, asse verticale, auto-lubricato
10 Leva tiralo Leva tiralo a scorrimento
11 Corsa della barra ago 33,3 mm
12 Meccanismo di tra-
sporto del tessuto
13 Comando Tramite micro-computer
14 Meccanismo di sicu-
rezza
15 Olio lubricante JUKI New Defrix Oil No.1
Pressione operativa
16
dell'aria
17 Consumo di aria 40 Nl/min circa
18 Dimensioni della
macchina
19 Peso 238,5 kg circa
20 Rumorosità - Livello di pressione acustica (LpA) dell'emissione continua equivalente dell'ambiente lavora-
Tipo standard : È possibile impostare con incrementi di 1 mm all'interno della gamma
da 18 mm (min.) a 220 mm (max.).
Notare che la lunghezza della tasca è di 35 mm (min.) quando si usa il coltello dell'angolo.
(50 mm (min.) nel caso di calibro da 14 mm o più e 21 mm (min.) aggiungendo un'elettrovalvola a solenoide)
Per il tipo lungo e largo : È possibile impostare con incrementi di 1 mm all'interno
Notare che la lunghezza della tasca è di 70 mm (min.) quando si usa il coltello dell'angolo.
(56 mm (min.) aggiungendo un'elettrovalvola a solenoide)
È possibile impostare no a 300 mm (max.) quando non si inserisce il coltello dell'angolo.
8, 10, 12, 14, 16, 18 e 20 mm ( Tipo lungo e largo : 22, 24, 26, 28, 30 e 32 mm)
* Tuttavia, per con il tira-pince, 8, 10 e 12 mm
Per con l’accessorio per la chiusura lampo, 16 mm, 18 mm, 20 mm
Azionato da motore passo-passo
Il funzionamento della macchina si ferma automaticamente se si azionano il rilevatore di
errore del meccanismo di trasporto del tessuto e il rilevatore di rottura del lo dell'ago o uno
qualsiasi dei vari dispositivi di sicurezza.
0,5 MPa
Larghezza : 1.095 mm (1.580 mm - quando è compreso l'impilatore)
Lunghezza : 1.500 mm
Altezza : 1.165 mm (1.800 mm - quando è compreso il portalo)
tivo :
Valore ponderato A di 78,5 dB ; (Include KpA = 2,5 dB); secondo la norma ISO 10821- C.6.3
-ISO 11204 GR2 a 3.000 sti/min per il ciclo di cucitura, 4.5s ON.
(Modello di cucitura : No. 1, Velocità di trasporto a salto del piedino premistoffa : Velocità
max)
Ciascuno con o senza pattina
della gamma da 18 mm (min.) a 250 mm (max.).
2. CARATTERISTICHE ELETTRICHE
1 Numero di modelli di cucitura indipendente che possono
essere memorizzati
2 Numero di modelli di cucitura alternata che possono
essere memorizzati
3 Numero di cicli che possono essere memorizzati 20 (da 1 a 20)
4 Alimentazione : Monofase : Da 220 a 240V 50/60 Hz
5 Assorbimento 270VA
99 (da 1 a 99)
20 (da 1 a 20)
Trifase : Da 200 a 240V 50/60 Hz (Optional : 380V)
Variazione di tensione : Entro il valore nominale + 10%
− 3 −
Page 8

IV. INSTALLAZIONE
1. RIMOZIONE DEI MATERIALI PER IMBALLAGGIO
Rimuovere il coperchio superiore
e rimuovere spago e materiali per
imballaggio che ssano la pinza.
Rimuovere spago e materiali per
imballaggio che ssano l’impilatore
a barre prenditessuto.
Rimuovere lo spago che ssa l’unità
bordatore.
Tavolo di legno
Telaio
Estrarre l’unità coltello dell’angolo e
rimuovere lo spago che ssa l’unità.
Nel sollevare la macchina, tenere il telaio senza tenere il tavolo di legno.
2. FISSAGGIO DELLA MACCHINA
ATTENZIONE :
Al ne di evitare possibili ferimenti, abbassare e ssare i bulloni di regolazione ❷ (4 punti) posti al
lato della rotella ❶ dopo aver spostato la macchina ad un luogo stabile e piano.
Tagliare e rimuovere la fascetta che
ssa la barra ago.
❷
❶
− 4 −
Page 9
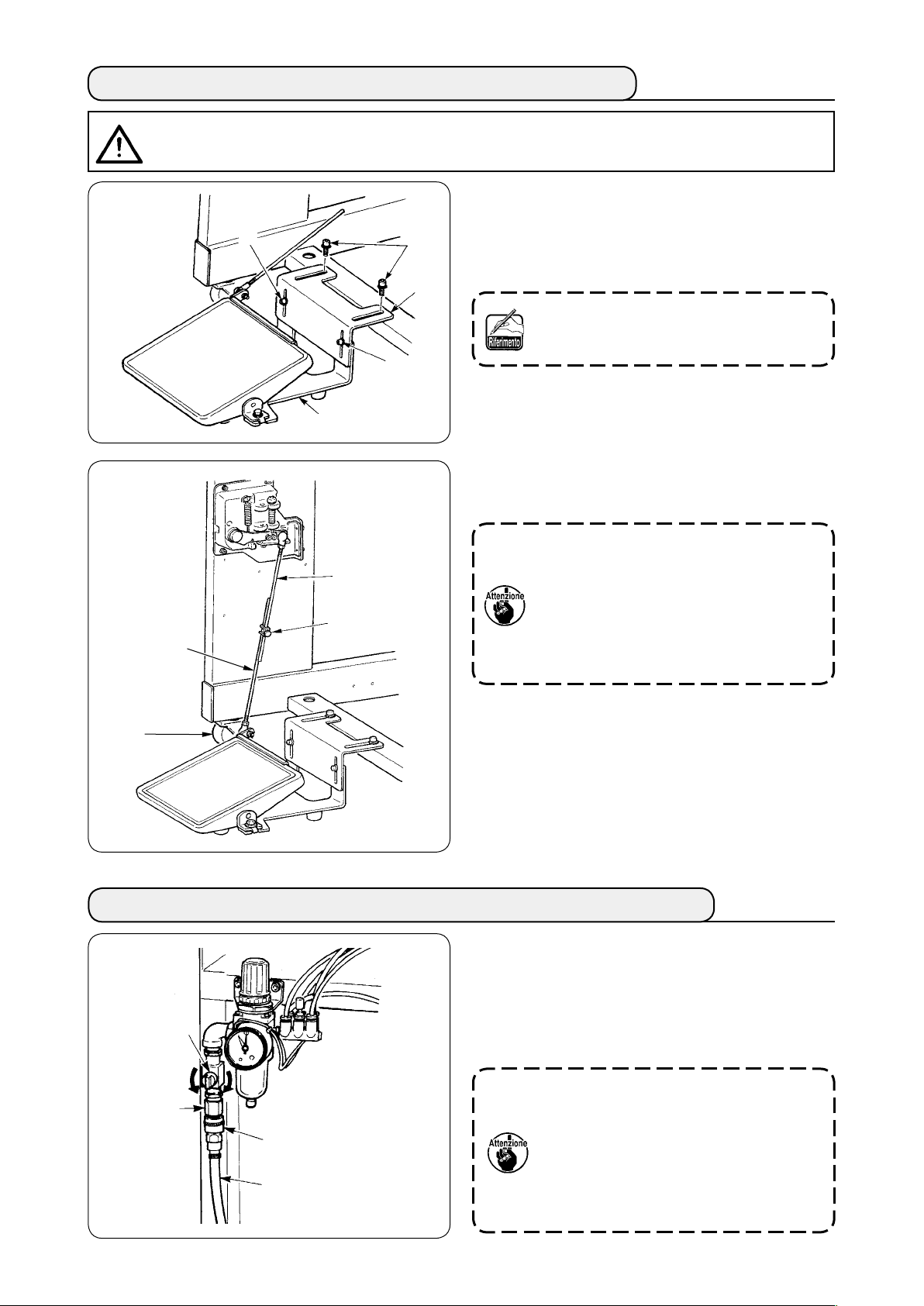
3. COLLEGAMENTO DEL PEDALE DI COMANDO
ATTENZIONE :
Nell'installare il pedale, effettuare il lavoro prestando attenzione al tavolo sopra la testa.
Installare la base del pedale al telaio della mac-
①
china con le viti ❷.
Collegare le basi del pedale A e B con le due
❶
❷
B
❶
A
②
viti ❶.
La posizione del pedale può essere regolata facoltativamente entro l'escursione
della scanalatura.
Collegare i tiranti a snodo con la vite di collega-
③
mento ❸.
1. Quando si collegano i tiranti, non col-
C
2.
❸
D
❹
legarli tirando il tirante a snodo C sul
lato sensore verso il basso.
Installare in modo che il tirante a snodo
sul lato del pedale e la rotella ❹ non
D
interferiscano l'uno con l'altro all'interno dell'area di lavoro del pedale.
4. COLLEGAMENTO DELL'ACCOPPIATORE DELL'ARIA
Collegare un'estremità dell'accoppiatore dell'aria A
in dotazione con la macchina come un accessorio
al tubo dell'aria ❷. Collegare quindi l'altra estremità
all'accoppiatore ❸ sul lato unità principale.
❶
❸
A
❷
• Collegare l'accoppiatore A all'unità
principale con il rubinetto dell'aria ❶
chiuso, e poi aprire attentamente il
rubinetto dell'aria ❶ per fornire l'aria
compressa.
•
Assicurarsi che il misuratore di pressione del regolatore indichi 0,5 MPa.
− 5 −
Page 10

5. INSERIMENTO DELLA SPINA
ATTENZIONE :
Al ne di prevenire possibili incidenti causati dalla dispersione elettrica o dall'intensità dielettrica, una
spina appropriata deve essere installata da una persona che abbia una conoscenza esperta sull'elettricità. Non mancare di inserire la spina nella presa di corrente messa bene a terra.
Il collegamento del prodotto all'alimentazione elettrica varia secondo la specica del prodotto. Effettuare il
collegamento secondo la specica di alimentazione del prodotto.
In caso del prodotto di specica da 220 a 240 V, monofase :
①
Collegare i li azzuro e marrone del cavo di alimentazione al morsetto dell'alimentazione (c.a. da 220 a
240V) e il lo giallo/verde al morsetto di massa (messa a terra) rispettivamente.
In caso del prodotto di specica da 200 a 240 V, trifase :
②
Collegare i li rosso, bianco e nero del cavo di alimentazione al morsetto dell'alimentazione (c.a. da 200
a 240V) e il lo giallo/verde al morsetto di massa (messa a terra) rispettivamente.
In caso del prodotto con il trasformatore optional ad alta tensione (con SA-128) :
③
Collegare i li neri (3 pezzi) del cavo di alimentazione al morsetto di alimentazione (c.a. da 380 a 415V)
e il lo giallo/verde al morsetto di massa (terra) rispettivamente.
È possibile collegare a 380/400/415V tramite l'impostazione della spina d'intercettazione d'ingresso del
trasformatore (impostazione standard al momento della consegna : 380V).
Questo prodotto viene azionato con il collegamento a monofase per 380/400/415V, trifase.
[ Precauzioni per il cambiamento dell’alimentazione del trasformatore optional ad alta tensione ]
Quando si usa il trasformatore optional ad alta ten-
❶
sione ❶ con la tensione d’ingresso di 400V o 415V,
è necessario cambiare il collegamento del lo di ali-
❷
mentazione d’ingresso ❷ del trasformatore optional
ad alta tensione ❶. Cambiare il lo di alimentazione
d’ingresso ❷ (azzuro) collegato a 380V al collegamento di 400V o 415V.
Al ne di prevenire incidenti, prima di
effettuare le operazioni, lasciare la macchina per cucire per più di 4 minuti nello
stato in cui l’interruttore dell’alimentazione sia spento e il cavo di alimentazione
sia staccato.
❸
❹
Il trasformatore optional ad alta tensione ❶ è posto
sul lato posteriore del tavolo.
Quando si effettua la commutazione della tensione,
rimuovere la cassetta del trasformatore ❹ dopo aver
rimosso il coperchio superiore ❸.
− 6 −
Page 11

6. MONTAGGIO DEL PORTAFILO E ATTACCO DEL PORTAFILO ALLA MACCHINA
Mettendo il dado e le rondelle sopra e sotto il telaio
dell'unità principale ❶, ssare il portalo come mostrato nella gura a sinistra.
Rondella
❶
Rondella elastica
Dado
− 7 −
Page 12

7. INSTALLAZIONE DEL SP-46N (IMPILATORE A BARRE) (NUMERO DI PARTE OPTIONAL : 40149301)
L'impilatore a barre viene consegnato
nello stato in cui l'impilatore è ssato nel
telaio al momento della consegna con
l'impilatore montato. Quindi è necessario
cambiare la posizione di montaggio alla
normale posizione di utilizzo.
B
A
In questo momento, fare attenzione che il cavo dell'impilatore e le tubazioni dell'aria, ecc. non
vengano intrappolati.
Inoltre, inserire completamente l'albero rotante dell'impilatore nel foro della base dell'impilatore.
Impilatore nello stato di funzionamento
(con l'alimentazione dell'aria)
C
❷
❸
❶
Rimuovere la piastra di ssaggio dell'impilatore
①
.
❶
Girare l'intero impilatore nel senso indicato dalla
②
freccia e tirarlo fuori dall'interno del telaio.
Inserire la sezione di albero di rotazione dell'im-
③
pilatore A nel foro della base dell'impilatore B.
Bloccare l'intero impilatore con le cerniere ❷.
④
Inserire la barra ❸ di sicurezza nella direzione
⑤
come illustrato in gura. Fissare la barra di
C
sicurezza nella posizione in cui essa è parallela
alla supercie del pavimento.
In questo momento, controllare che l'aria
sia fornita.
Impilatore nello stato di installazione
(senza l'alimentazione dell'aria)
In caso di interruzione dell'alimentazione a causa di una mancanza di corrente
elettrica, ecc., l'operazione di piegatura dell'impilatore può presentare delle
disfunzioni. Tenere presente che questo
può dar luogo ad un rischio che la mano
possa essere intrappolata nell'impilatore.
Non mettere le mani nella zona circondata
dalla barra di sicurezza.
Se si verica la situazione di cui sopra,
interrompere l'alimentazione dell'aria per
riportare l'impilatore allo stato mostrato
nella gura a sinistra "Impilatore nello stato di installazione (senza l'alimentazione
dell'aria)".
Avviare quindi l'alimentazione dell'aria
dopo aver controllato che l'impilatore sia
nello stato di installazione.
− 8 −
Page 13

8. INSTALLAZIONE DEL SP-47N (IMPILATORE A RULLI) (NUMERO DI PARTE OPTIONAL : 40149302)
(1) Regolazione della posizione
Controllo del parallelismo
①
Assicurarsi che il tavolo
❷
❺
❸
0,5mm
❹
In caso contrario, allenta-
Controllo dello spazio
②
Assicurarsi che lo spazio
Se lo spazio non è di 0,5
dell'impilatore ❹ ed i rulli
di gomma ❸ siano installati paralleli l'uno all'altro.
re le quattro viti di ssag-
gio ❷ per regolare.
tra il tavolo dell'impilatore
ed i rulli di gomma ❸
❹
sia di 0,5 mm circa.
mm circa, allentare il dado
per regolare.
❺
(2) Manutenzione
(Stato di lavoro)
❶
Fig. 1
❷
Quando l'impilatore a rulli non è utilizzato, o quando
si regola il coltello dell'angolo, l'impilatore a rulli può
essere girato verso l'alto con la procedura sottostan-
te.
Tirare la leva di rilascio ❶ . Sollevando la sezione di
rullo, spingere il perno ❸ nella molla di ssaggio ❷,
quindi portarli nello stato di bloccaggio (vedere Fig. 1).
Ciò pone la macchina per cucire nello stato di attesa.
(Stato di attesa)
❸
− 9 −
Page 14

9. RIMOZIONE DELLA PIASTRA DI FISSAGGIO DELLA TESTA
Rimuovere le viti di collegamento ❷ della piastra di
ssaggio della testa ❶.
Non mancare di ssare la macchina e il
telaio quando si esegue ri-trasporto.
❷
❶
10. INSTALLAZIONE DEL TAVOLO SECONDARIO
Installare il tavolo secondario con le quattro viti ❶
come mostrato nella gura.
In questo momento, ssare il tavolo secondario in modo che esso sia a livello
del tavolo principale.
❶
❶
11. INSTALLAZIONE DEL PANNELLO OPERATIVO IP-420
A
B
Nastro
adesivo
Connettore
Come mostrato nella gura indicata qui sopra, aprire il coperchio sulla sezione B del lato destro del IP-420 e
collegare il connettore ssato con nastro adesivo alla supercie superiore destra A del tavolo.
Al ne di prevenire malfunzione a causa dell'elettricità statica, installare il pannello operativo IP-
420 sul supporto del pannello per usarlo e non cambiare la posizione del supporto del pannello.
− 10 −
Page 15

12. LUBRIFICAZIONE DEL SERBATOIO DELL'OLIO
ATTENZIONE :
1. Al ne di evitare possibili ferimenti causati dall'avvio improvviso della macchina per cucire, non
inserire la spina nella presa di corrente nché la lubricazione venga completata.
2. Al ne di prevenire inammazione o esantema, lavarsi immediatamente quando olio si è attaccato
agli occhi o al corpo.
3. Olio potrebbe causare la diarrea o il vomito in caso di ingestione. Conservare olio fuori della portata dei bambini.
Riempire il serbatoio dell'olio con l'olio per la lubricazione del crochet prima di mettere in funzione la
macchina per cucire.
Rimuovere il tappo del foro dell'olio ❶ e ver-
①
sare JUKI MACHINE OIL No. 1 (No. di parte :
MDFRX1600C0) nel serbatoio dell'olio usando
l'oliatore in dotazione con la macchina come un
accessorio.
Al ne di prevenire inltrazione della polvere, non mancare di attaccare il tappo
per l'uso della macchina.
Versare l'olio nel serbatoio dell'olio nché l'e-
②
stremità superiore dell'asta di indicazione della
quantità di olio ❸ sia posizionata tra la linea di
riferimento incisa superiore e la linea di riferimento incisa inferiore dell'indicatore visivo della
quantità di olio ❷.
Quando la quantità di olio è eccessiva, olio
fuoriesce dal foro dell'aria o la lubricazione
adeguata non può essere effettuata. Perciò, fare
attenzione.
Quando l'estremità superiore dell'asta di indica-
③
zione della quantità di olio ❸ scende no alla
linea di riferimento incisa inferiore dell'indicatore
visivo della quantità di olio ❷ durante l'uso della
macchina per cucire, riempire con olio.
Linea di
riferimento
incisa
inferiore
A
❸
❶
Linea di
riferimento
incisa
superiore
❷
A
• Quando si versa olio nel serbatoio dell'olio inizialmente, versare 200cc di olio come standard
ed assicurarsi che l'asta di indicazione della quantità di olio funzioni.
• Quando la macchina per cucire viene attivata per la prima volta dopo l'installazione o dopo
un lungo periodo di inattività, effettuare il rodaggio a 2.000 sti/min o meno prima di utilizzare
la macchina per cucire. Inoltre, applicare olio alle guide di scorrimento A dei crochet destro/
sinistro prima di usare la macchina.
• Per quanto riguarda l'olio per crochet, acquistare JUKI MACHINE OIL No. 1 (No. di parte :
MDFRX1600C0).
• Non mancare di riempire il serbatoio dell'olio con olio pulito.
• Mai riempire il serbatoio dell’olio con olio sporco.
− 11 −
Page 16

13. INSTALLAZIONE DEL SA-120N (DISPOSITIVO DI ALIMENTAZIONE DELLE CONTROFODERE) (NUMERO DI PARTE OPTIONAL : 40149798)
ATTENZIONE :
Prima di effettuare le seguenti operazioni spegnere l'interruttore dell'alimentazione al ne di prevenire
incidenti causati dall'avvio improvviso della macchina per cucire.
* Il dispositivo non può essere usato per il tipo
❷
lungo e largo.
Fissare la piastra di montaggio della controfode-
①
ra ❶ al telaio della macchina con le due viti ❷.
❶
Piano di cucitura
Incavo
Rullo
Guida A
Piastra di guida
Posizionare la controfodera come mostrato nella gura qui sopra.
②
Guida B
Molla
Collare di ssaggio
Piastra
laterale
Controfodera
Guida B
La controfodera a rullo che può essere usata è da 40 a 70 mm in larghezza e 200 mm (max) in diametro
del rullo.
Fare passare la controfodera tra la guida B e la guida A, e poi sul rullo, e dirigerla sopra il tavolo.
③
Portare la controfodera no alla sezione di rullo utilizzando l'incavo della piastra di guida.
Regolare la posizione laterale delle due guide, dei due perni di guida e della piastra laterale (sulla de-
④
stra) in modo che la controfodera venga alimentata diritto sopra il piano di cucitura.
Posizionare il collare di ssaggio posto sul lato sinistro in modo che la piastra laterale prema leggermen-
⑤
te la controfodera tramite la molla. Quindi, ssare il collare di ssaggio a tale posizione.
− 12 −
Page 17

14. REGOLAZIONE DEL SA-120N (DISPOSITIVO DI ALIMENTAZIONE DELLA CONTROFODERA) (NUMERO DI PARTE OPTIONAL : 40149798)
❷
❸
La regolazione della quantità di alimentazione
①
della controfodera viene effettuata con l’interruttore di memoria ( ). Tuttavia effettuare
l’ulteriore regolazione ne con il regolatore di
velocità ❷ del cilindro di alimentazione della
controfodera ❶.
(Quando si stringe il regolatore di velocità ❷, la
❶
quantità viene diminuita e quando lo si allenta,
la quantità viene aumentata.)
Quando una controfodera nuova ❸ è montata,
②
premere il bottone di alimentazione della controfodera ❹, effettuare l’alimentazione della cucitura di prova diverse volte e usare il dispositivo
dopo aver controllato la quantità di alimentazione e l’alimentazione parallela della controfodera.
ATTENZIONE :
Prima di effettuare le seguenti operazioni spegnere l'interruttore dell'alimentazione al ne di prevenire
incidenti causati dall'avvio improvviso della macchina per cucire.
❻
❹
❺
(Avvertenza per l’uso)
Quando si usa il dispositivo di alimentazione della controfodera con il riferimento posteriore ❺,
la controfodera all’inizio della cucitura rimane
lunga poiché essa è lontana dall’uscita della
controfodera ❻. Perciò usare il dispositivo con
il riferimento anteriore ❼.
Per la manipolazione dei tavoli di cucitura, consultare "V-2.(2) Misure di sicu-
rezza da adottare in fase di rimozione dei
piani di cucitura" p. 17.
❼
− 13 −
Page 18

V. PREPARAZIONE DELLA MACCHINA PER CUCIRE
1.
FUNZIONAMENTO DELLA TESTA DELLA MACCHINA PER CUCIRE
(1) Posizionamento degli aghi
ATTENZIONE :
• Prima di effettuare le seguenti operazioni spegnere l'interruttore dell'alimentazione al ne di prevenire incidenti causati dall'avvio improvviso della macchina per cucire.
• Quando si sostituisce l'ago, fare attenzione che le dita non tocchino la sezione di lama del coltello
centrale.
Gli aghi usati sono DPX17 da #14 a #18 (standard :
#16). Usare gli aghi specicati.
Tenendo gli aghi destro e sinistro con la parte scana-
lata ❶ ivolta verso l'interno, inserire gli aghi facen-
doli penetrare il più possibile e stringere le viti ❷ sul
morsetto ago.
❷
❶
❷
(2) Filo usato
Filo a torcitura destrorsa
Filo a torcitura sinistrorsa
• Usare il lo a torcitura sinistrorsa per il lo dell'a-
go.
• Si può usare il lo a torcitura sia sinistrorsa che
destrorsa per il lo della bobina.
Usare un lo nuovo torto uniformemente.
− 14 −
Page 19

(3) Inlatura del lo dell'ago
ATTENZIONE :
Prima di effettuare le seguenti operazioni spegnere l'interruttore dell'alimentazione al ne di prevenire
incidenti causati dall'avvio improvviso della macchina per cucire.
Sollevare il bordatore ❶ nel senso A. Girare l'in-
①
tero bordatore nel senso C tenendo la sezione
B
con la mano.
B
A
❶
Inlare quindi il lo dell'ago nell'ordine illustrato nella gura qui sotto.
②
C
B
A
Non mancare di spingere la sezione B poiché la larghezza del letto potrebbe diventare scorretta se si gira il bordatore nel
senso C spingendo il bordatore stesso.
Il bordatore è bloccato con la sfera a pistone. Girare piuttosto forte il bordatore
nel senso C per sbloccarlo.
C
A
B
A
A
B
A B
A
Sostituire periodicamente il feltro C del guidalo. Si può prevenire inconveniente di cucitu-
ra a causa di movimento ruvido del lo durante la cucitura.
B
B
Inlare il lo dell'ago nell'ordine illustrato.
Filo dell'ago del lato sinistro verso la macchina per cucire
Filo dell'ago del lato destro verso la macchina per cucire
− 15 −
A
B
Page 20

2. RIMOZIONE DEL PIANO DI CUCITURA
ATTENZIONE :
Prima di effettuare le seguenti operazioni spegnere l'interruttore dell'alimentazione al ne di prevenire
incidenti causati dall'avvio improvviso della macchina per cucire.
(1) Quando si sostituisce il lo della bobina
❷
A
❶
Perno
Spostare la pinza all'estremità posteriore della
①
sua corsa.
Inserire le dita negli incavi A sul bordo dei piani
②
di cucitura di destra e di sinistra ❶ e ❷, e sollevare i piani di cucitura.
Spostare i piani di cucitura nel senso indicato
③
dalla freccia tenendoli nel suddetto modo nché
si veda la capsula della bobina.
In questo momento, spostare i piani di
cucitura in modo che questi non vengano a contatto con gli aghi.
Al termine della sostituzione del lo della bobi-
④
na, riportare i piani di cucitura nella posizione
iniziale seguendo la procedura sopraccitata
nell'ordine inverso. A questo punto, incastrare i
piani di cucitura sulla placca ago e sui perni in
modo sicuro.
− 16 −
Page 21
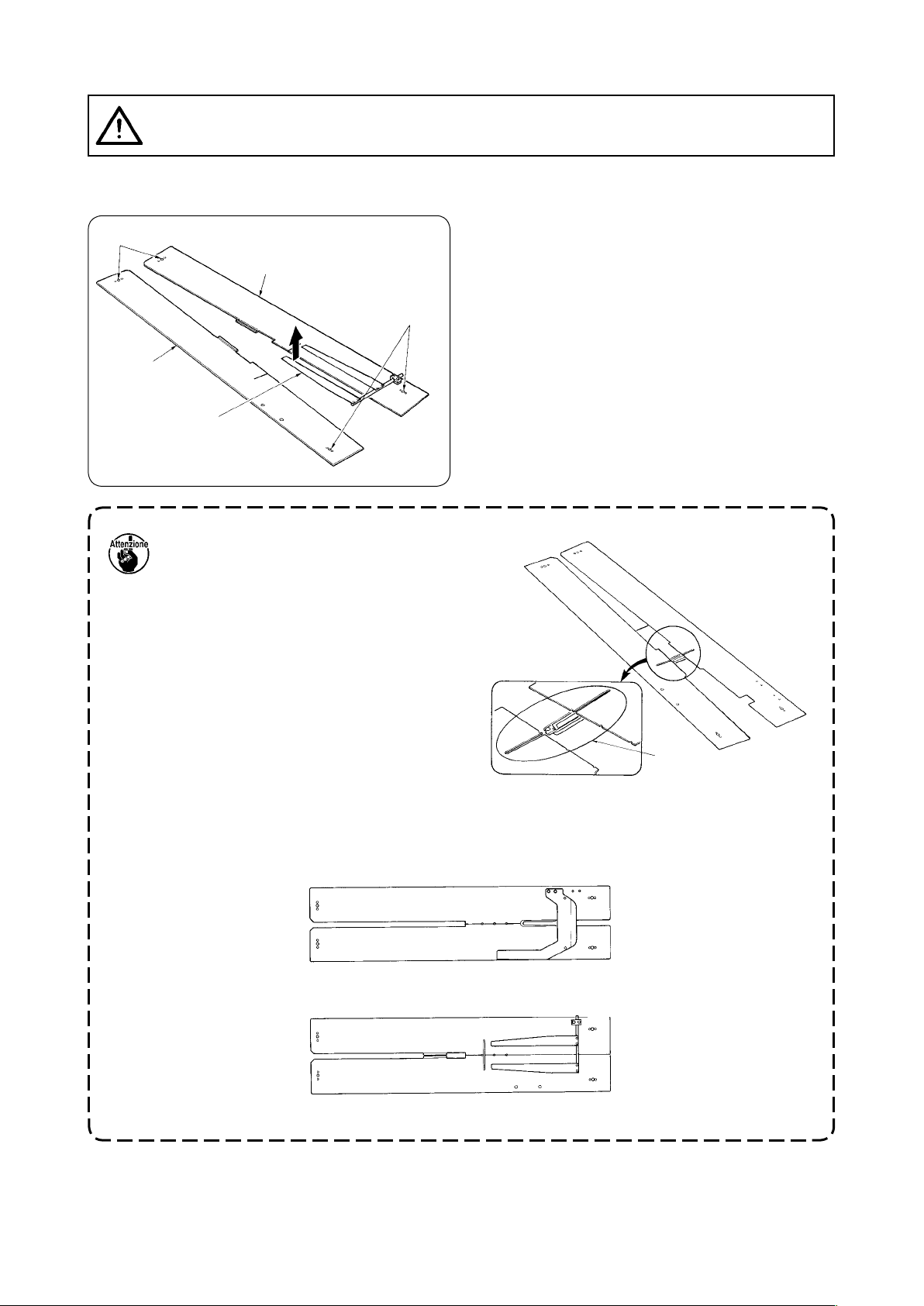
(2) Misure di sicurezza da adottare in fase di rimozione dei piani di cucitura
ATTENZIONE :
Prima di effettuare le seguenti operazioni spegnere l'interruttore dell'alimentazione al ne di prevenire
incidenti causati dall'avvio improvviso della macchina per cucire.
Quando i piani di cucitura ❶ e ❷ vengono rimossi, non mancare di incastrarli accuratamente seguendo i
punti indicati qui sotto.
Incastrare sicuramente i fori per perno, posterio-
Perni, posteriori
❶
Fori per
perno,
anteriori
❷
Molla a lamina
1. In caso della macchina dotata del
SA-120N (dispositivo automatico di
alimentazione delle controfodere), riportare i piani di cucitura
loro posizione iniziale sollevandoli in
modo che la sezione di molla a lamina
non venga piegata.
e ❷ nella
❶
①
ri (destro)(sinistro) sui perni.
Incastrare sicuramente i fori per perno, anteriori
②
(destro)(sinistro) sui perni.
2. In caso di rimuovere i piani di cucitura
non piegare il dispositivo di tenuta del taschino e il dispositivo di tenuta della controfodera.
Dispositivo di tenuta del taschino (standard)
①
Dispositivo di tenuta del taschino (per alimentazione delle controfodere)
②
Sbocco di
alimentazione delle
controfodere
e ❷ con i tipi indicati qui sotto, fare attenzione a
❶
− 17 −
Page 22

3. AVVOLGIMENTO DELLE BOBINE
ATTENZIONE :
Al ne di prevenire possibili danni, evitare contatto con le bobine a macchina in funzione.
❹
❶
❽
❷
Senso di
rotazione
❼
❸
Inserire la bobina sull'albero dell'avvol-
①
gilo facendola andare il più possibile.
Fare passare il lo attraverso la piastra
②
guidalo ❽, aprire il disco di tensione
del lo ❼ e mettere il lo nella fenditura dell'asta di tensione del lo ❹.
Fare passare il lo nell'ordine mostra-
③
to nella gura, e avvolgere il lo sulla
bobina per quattro o cinque giri. (La
direzione della freccia corrisponde al
senso di rotazione della bobina.)
Premere il guidalo della bobina ❶,
④
e la bobina gira.
L'avvolgilo si fermerà automaticamen-
⑤
te non appena esso ha avvolto la bobina per una quantità predeterminata.
❺
❾
❻
1. Quando si avvolge la bobina, iniziare ad avvolgerla dalla cavità ❺ come illustrato nella gura qui sopra. Se si inizia ad avvolgere la bobina dalla sezione ❻, è possibile che il rileva-
mento dell'esaurimento del lo della bobina non venga effettuato in modo regolare.
2. Per assicurarsi la quantità rimanente appropriata di lo, è importante avvolgere la bobina
uniformemente. Non mancare di controllare che la bobina sia avvolta uniformemente in
particolare all'inizio dell'avvolgimento della bobina. Se la bobina non viene avvolta con il
lo in modo uniforme, regolare correttamente la posizione laterale dell'incassatura del palo
di tensione ❸.
3. Si consiglia di avvolgere la bobina con il lo per l'80% circa del suo diametro esterno. La
quantità di avvolgimento può essere regolata con la vite di regolazione della quantità di
avvolgimento ❷.
4. Non premere la leva ❶ salvo quando si avvolge il lo della bobina. Il motore continua a
girare e inconveniente sarà causato.
5. Quando anomalie come sovraccarico del motore avvolgilo, ecc. vengono rilevate, l'interruttore termico ❾ viene bloccato. Quando l'interruttore termico viene bloccato, accendere
di nuovo l'interruttore termico ❾ dopo averlo spento per ripristinarlo.
− 18 −
Page 23

4. INFILATURA DEL FILO NELLA CAPSULA DELLA BOBINA
Tenere la bobina in modo che la bobina giri in
①
senso orario ed inserirla nella capsula della
Capsula della bobina
bobina.
Fare passare il lo attraverso la fenditura ❶
②
nella capsula della bobina.
Tirare il lo per farlo passare sotto la molla di
③
tensione.
Bobina
❶
5. INSTALLAZIONE DELLA CAPSULA DELLA BOBINA
ATTENZIONE :
Prima di effettuare le seguenti operazioni spegnere l'interruttore dell'alimentazione al ne di prevenire
incidenti causati dall'avvio improvviso della macchina per cucire.
❷
❶
❸
Sollevare le leve del crochet ❶ ed estrarre le
①
capsule della bobina insieme con le bobine.
Quando si inseriscono le capsule della bobina,
②
incastrarle sull'albero di movimentazione del
crochet, ed inclinare le leve ❶.
Quando le capsule della bobina, destra e
sinistra ❷ vengono sostituite, assicurarsi che lo spazio tra la leva di apertura il
più possibile arretrata e la capsula della
bobina sia da 0,2 a 0,3 mm. Se lo spazio
non è da 0,2 a 0,3 mm, allentare la vite di
ssaggio ❸ e regolarlo.
da 0,2 a 0,3 mm
− 19 −
Page 24

6. REGOLAZIONE DELLA TENSIONE DEL FILO
Regolazione della tensione del lo della bobina
Capsula della bobina
Bobina
Vite di regolazione
della tensione del
lo della bobina
①
Girare la vite di regolazione della tensione del
lo della bobina in senso orario per aumentare
la tensione del lo della bobina o girare la vite in
senso antiorario per diminuirla.
Come mostrato nella gura a sinistra, la ten-
sione standard del lo della bobina è da 0,25
a 0,35N quando si misura con il misuratore di
tensione.
❷
❶
Regolazione della tensione del lo dell'ago
②
Regolare prima la tensione del lo della bobina
di destra e di sinistra.
Quindi a seconda della tensione del lo della
bobina ottenuta, regolare la tensione del lo
dell'ago del lato destro e del lato sinistro appropriatamente girando i dadi di regolazione della
tensione del lo ❶ e ❷ rispettivamente. Girare i
dadi in senso orario, e la tensione del lo viene
aumentata o girarli in senso antiorario per diminuirla.
− 20 −
Page 25

7. POSIZIONAMENTO DEL MATERIALE DA CUCIRE
Usare un quarto più grande del
pezzo di gomma del premiquarto
aderito sotto i premiquarto destro
e sinistro.
Se viene usato un quarto la cui
misura è più piccola del pezzo di
gomma del premiquarto, il pezzo
di gomma può staccarsi o la macchina può funzionare male.
Premiquarto
(sinistro)
Quarto
Premiquarto
(destro)
Gomma del
premiquarto
Quando è necessario usare un
materiale piccolo, montare un
calibro tipo zeppa (optional) sulla
macchina.
8. REGOLAZIONE DELLA GUIDA DEL MATERIALE
La guida del materiale funziona per stabilizzare il letto al bordo dell'ago della macchina.
Regolare l'altezza e la pressione di pressatura della guida ❶ del materiale secondo lo spessore del materia-
le.
L'altezza della guida del materiale può essere
①
regolata allentando il dado ❷ e la vite ❸.
(Spazio fra la guida del materiale e il regolo del
letto è stato regolato ad un valore da 0,5 a 1,0
mm al momento della consegna.)
La pressione di pressatura può essere regola-
②
Molla della guida
del materiale
Braccio della guida
del materiale
❶
❹
❷
❸
ta con la vite ❹ di regolazione della pressione
della molla.
(Regolare la pressione in modo che non ci sia
l'eccessiva resistenza quando il materiale pas-
da 0,5 a 1,0 mm
sa.)
− 21 −
Page 26

VI. USO DEL PANNELLO OPERATIVO
1. PREFAZIONE
1) Per utilizzare i dati per la APW-895N/896N (dati EPD) sulla APW-895N
Per utilizzare i dati EPD sulla APW-895N, leggere i dati nel IP-420.
Inserire il media pertinente nel IP-420. Selezionare il numero di modello di cucitura xxx dai dati EPD.
2) Struttura del folder della carta di memoria
Memorizzare ciascun archivio negli elenchi sottostanti della carta di memoria.
Unità di lettura
carta di memoria
I dati che non sono memorizzati negli elenchi suddetti non possono essere letti. Perciò, fare
attenzione.
3) CompactFlash (TM)
Inserimento del CompactFlash (TM)
■
Carta di
memoria
APW-895N
APW××× .EPD
APW××× .EPD
APW××× .EPD
1) Volgere il lato con l’etichetta del
CompactFlash(TM) verso questo lato
(posizionare la tacca del bordo indietro) e
inserire la parte che ha un foro piccolo nel
pannello.
2) Dopo aver posizionato la carta di memoria,
chiudere il coperchio. Chiudendo il coperchio,
l'accesso è possibile.
Se la carta di memoria e il coperchio vengono
a contatto l'uno con l'altro e il coperchio non si
chiude, controllare le seguenti materie.
• La carta di memoria è sicuramente premuta
nché tocchi il fondo ?
• Il senso di inserimento della carta di memoria
è corretto ?
1. Quando il senso di inserimento della carta di memoria è sbagliato, il pannello e la carta di
memoria possono essere danneggiati.
2. Non inserire nessun articolo tranne il CompactFlash(TM).
3. Lo slot del media nel IP-420 è compatibile con il CompactFlash (TM) da 2GB o meno.
4. Lo slot del media nel IP-420 supporta il FAT16 che è il format del CompactFlash (TM). Il FAT32
non è supportato.
5. Avere cura di usare il CompactFlash(TM) formattato con il IP-420. Per la procedura di formattazione del CompactFlash(TM), vedere "VI-17. EFFETTUAZIONE DELLA FORMATTAZIONE
DELLA CARTA DI MEMORIA" p. 93.
− 22 −
Page 27

Rimozione del CompactFlash (TM)
■
❶
❷
4) Porta USB
Inserimento di un dispositivo nella porta USB
■
1) Tenere il pannelo manualmente, aprire il coperchio e premere la leva di rimozione della carta
di memoria ❶. La carta di memoria ❷ viene
espulsa.
Quando la leva ❶ viene premuta fortemente, la carta di memoria ❷ può essere
rotta sporgendo e cadendo.
2) Quindi estrarre la carta di memoria ❷ per com-
pletare la rimozione.
Fare scorrere il coperchio superiore ed inserire il dispositivo USB nella porta USB. Quindi, copiare i dati
da usare dal dispositivo USB sul corpo principale.
Dopo il completamento della copiatura dei dati,
rimuovere il dispositivo USB.
Scollegamento di un dispositivo dalla porta USB
■
ATTENZIONE :
Precauzioni da adottare quando si usa la carta di memoria
• Non bagnare o toccarlo con le mani bagnate. Incendio o scosse elettriche saranno causate.
• Non piegarlo, o applicare forza o colpo forte ad esso.
• Non effettuare mai smontaggio o modiche di esso.
• Non mettere il metallo alla parte di contatto di esso. I dati possono scomparire.
• Evitare di conservarlo o usarlo nei luoghi sottostanti.
Luogo di alta temperatura o umidità / Luogo dove si vericano fenomeni di condensa
Luogo polveroso / Luogo dove è probabile che si verichi elettricità statica o rumore elettrico
Rimuovere il dispositivo USB. Rimettere il coperchio
a posto.
− 23 −
Page 28
Precauzioni da prendere nella manipolazione di dispositivi USB
①
• Non lasciare il dispositivo USB o il cavo USB collegato alla porta USB quando la macchina per cucire è
in funzione. La vibrazione della macchina può danneggiare la sezione di porta con conseguente perdita
di dati memorizzati sul dispositivo USB o rottura del dispositivo USB o della macchina per cucire.
• Non inserire/rimuovere un dispositivo USB durante la lettura/scrittura del programma o dei dati di cucitura.
Ciò può causare la rottura dei dati o il malfunzionamento.
• Quando lo spazio di memoria di un dispositivo USB è diviso, solo una partizione è accessibile.
• Alcuni tipi di dispositivi USB potrebbero essere non riconosciuti correttamente da questa macchina per
cucire.
• La JUKI declina ogni responsabilità per perdita di dati memorizzati sul dispositivo USB causata dall'uso
del dispositivo con questa macchina per cucire.
• Quando il pannello visualizza lo schermo di comunicazione o di elenco dei dati di modello di cucitura,
l'azionamento del USB non è riconosciuto anche se si inserisce un media nello slot.
• Per i dispositivi USB ed i media come le carte dei CF(TM), fondamentalmente soltanto un dispositivo/
media dovrebbe essere collegato/inserito alla/nella macchina per cucire. Quando due o più dispositivi/
media sono collegati/inseriti, la macchina riconoscerà soltanto uno di loro. Consultare le caratteristiche
tecniche del USB.
• Inserire no in fondo il connettore USB nella porta USB sul pannello IP.
• Non disattivare l'alimentazione, mentre i dati sull'USB ash drive sono in uso.
Caratteristiche tecniche del USB
②
• Conforme allo standard USB 1.1
• Dispositivi applicabili *1 ������������ Dispositivi di memorizzazione quali la memoria del USB, il moz-
zo del USB, FDD ed il lettore di schede
• Dispositivi non applicabili ����������� azionamento CD, azionamento di DVD, unità disco MO, aziona-
mento di nastro, ecc.
• Format supportato ���������������� FD (disco essibile) FAT 12
Altri (memoria del USB, ecc.) FAT 12, FAT 16, FAT 32
• Misura applicabile del media �������� FD (disco essibile) 1,44MB, 720kB
Altri (memoria del USB, ecc.) 4,1MB ~ (2TB)
• Riconoscimento degli azionamenti ��� Per i dispositivi esterni quale un dispositivo USB, si accede al
dispositivo che è riconosciuto in primo luogo. Tuttavia, quando
un media è collegato allo slot incorporato del media, sarà data
la massima priorità all'accesso a quel media. (Esempio : Se un
media viene inserito nello slot del media, si accederà al media
anche quando la memoria del USB è stata già collegata alla
porta USB.)
• Limitazione sul collegamento �������� 10 dispositivi max (quando il numero di dispositivi di memoriz-
zazione collegati alla macchina per cucire ha superato il numero
massimo, 11o dispositivo di memorizzazione e successivi non
saranno riconosciuti a meno che non siano scollegati una volta
e ricollegati.)
• Consumo di corrente �������������� Il consumo di corrente nominale dei dispositivi applicabili del
USB è di 500 mA al massimo.
*1 : La JUKI non garantisce il funzionamento di tutti i dispositivi applicabili. Alcuni dispositivi potrebbero non
funzionare a causa di un problema di compatibilità.
− 24 −
Page 29

2.
FUNZIONAMENTO FONDAMENTALE DEL PANNELLO OPERATIVO (IP-420)
(1) Congurazione del IP-420
[ Davanti ] [ Lato destro ]
❻
❼
❽
❶
❷ ❸ ❹ ❺
Simbolo Nóme Descrizióne
Pannelo tattile • sezione di display LCD
❶
❷
❸
❹
Tasto READY
Tasto INFORMATION
Tasto COMMUNICATION
La commutazione tra lo schermo di immissione dei dati e lo
schermo di cucitura viene effettuata.
La commutazione tra lo schermo di immissione dei dati e lo
schermo di informazione viene effettuata.
La commutazione tra lo schermo di immissione dei dati e lo
schermo di comunicazione viene effettuata.
❾
La commutazione tra lo schermo di immissione dei dati e lo
❺
Controllo del contrasto
❻
Controllo della luminosità
❼
Pulsante per espulsione CompactFlash (TM)
❽
Slot del CompactFlash (TM)
❾
Interruttore di rilevazione del coperchio
Connettore per l'interruttore esterno
Connettore per il collegamento della centra-
lina di controllo
Tasto MODE CHANGEOVER
commutazione dello schermo che esegue le varie impostazioni dettagliate può essere effettuata.
1. Premere leggermente il tasto che si desidera utilizzare sul pannello a soramento con la pun-
ta del dito per azionare il IP-420. Se lo si aziona con altri mezzi all'infuori della punta del dito,
il IP-420 potrebbe malfunzionare o la supercie di vetro del pannello a soramento potrebbe
essere grafata o rotta.
2. Quando il tasto READY viene premuto in primo luogo dopo aver acceso la macchina, il ricu-
pero dell'origine della pinza viene effettuato. In questo momento, la pinza si muove. Perciò,
fare attenzione.
− 25 −
Page 30

(2) Bottoni usati in comune
I bottoni che eseguono le operazioni comuni nei rispettivi schermi del IP-420 sono come descritti qui sotto.
Pittogramma Nóme Descrizióne
Bottone CANCEL
Bottone ENTER Questo bottone determina il dato cambiato.
Bottone UP SCROLL Questo bottone fa scorrere il bottone o il display nel senso verso l’alto.
Bottone DOWN SCROLL Questo bottone fa scorrere il bottone o il display nel senso verso basso.
Bottone RESET Questo bottone esegue il rilascio dell’errore.
Bottone NUMBER INPUT
Bottone CHARACTER INPUT Questo bottone visualizza lo schermo di immissione del carattere.
(3) Funzionamento fondamentale
①
Lo schermo rapido di ripristino viene visualizzato dopo aver visua-
Questo bottone chiude lo schermo rapido. In caso di cambiare lo schermo di modica dei dati, il dato in corso di modica può essere annullato.
Questo bottone visualizza i dieci tasti e l’immissione del numerale può
essere effettuata.
Accendere l'interruttore dell'alimentazione.
lizzato lo schermo WELCOME. Premere il bottone RESET
.
A
Quando il bottone RESET viene premuto, il bordatore si
solleva. Perciò, fare attenzione.
A
Poi, lo schermo rapido di selezione della lingua viene visualizzato.
Dopo aver selezionato la lingua che si desidera visualizzare, pre-
mere il bottone ENTER B. Quindi lo schermo di immissio-
ne della cucitura indipendente (schermo A) della gura qui sotto
viene visualizzato.
Quando si nisce lo schermo di selezione con il bottone
CANCEL
o il bottone ENTER
senza effettuare
B
la selezione della lingua, lo schermo di selezione della
lingua viene visualizzato ogni volta che la macchina viene
accesa.
− 26 −
Page 31

Selezionare il No. di modello di cucitura che si desidera cucire.
②
C
D
Schermo di immissione
della cucitura
indipendente (schermo A)
Quando il bottone PATTERN NO. C viene premuto, il No.
di modello di cucitura può essere selezionato. Per la procedura di
selezione del No. di modello di cucitura, vedere
tuazione della selezione del modello di cucitura" p. 43
"VI-7.(1) Effet-
.
Al momento dell'acquisto, i modelli di cucitura dal No. 1 al No. 10
sono registrati. Cambiare i dati di cucitura a seconda dei tipi di
cucitura per usare la macchina. (Il numero al quale il modello di
cucitura non è stato registrato non viene visualizzato.)
Per la spiegazione dettagliata dello schermo di immissione, vedere "VI-3. SPIEGAZIONE DELLO SCHERMO FON-
DAMENTALE" p. 29.
Iniziare la cucitura
③
Schermo di cucitura
(schermo B)
Quando il tasto READY D viene premuto nello schermo di
immissione della cucitura indipendente (schermo A), lo schermo
verde di cucitura (schermo B) viene visualizzato e l'operazione di
cucitura viene iniziata tramite il funzionamento del pedale.
Per ulteriori dettagli dello schermo di cucitura, vedere "VI-3.
SPIEGAZIONE DELLO SCHERMO FONDAMENTALE" p. 29.
Per arrestare il dispositivo durante il funzionamento
④
Quando l'interruttore di stop temporaneo E viene premuto duran-
te il funzionamento, il dispositivo può essere arrestato.
E
− 27 −
Page 32

In questo momento, lo schermo di errore viene visualizzato per
informare che l'interruttore di stop è stato premuto. Quando il
bottone RESET F viene premuto, l'errore viene rilasciato e lo
schermo ritorna allo schermo di immissione.
F
Premere indietro il pedale al momento della selezione del tipo
⑤
H
lungo e largo.
Al momento della selezione di Tipo lungo e largo, quando
si preme indietro il pedale nello schermo verde di cucitura (schermo
B), lo schermo di conferma mostrato sul lato sinistro viene visua-
lizzato.
Quando il piedino premistoffa si muove all'indietro premendo in-
dietro il pedale, esso retrocede con il premipattina chiuso. Questo
schermo è per confermare se il materiale è messo sul piedino
G
premistoffa.
Il messaggio di conferma che dice che "Il piedino premistoffa si
muove all'indietro con il premipattina chiuso. Rimuovere il materiale sul piedino premistoffa." viene visualizzato.
Quando non c'è materiale sul piedino premistoffa, premere il bottone CLAMP FOOT BACK G e il
piedino premistoffa si muove all'indietro con il premipattina chiuso. Allo stesso tempo, lo schermo di conferma viene rilasciato e lo schermo ritorna allo schermo di cucitura.
Quando si annulla la marcia indietro del piedino premistoffa, premere il bottone CANCEL
H
, e il
premipattina viene aperto. Il piedino premistoffa quindi non si muove all'indietro. Allo stesso tempo, lo
schermo di conferma viene rilasciato e lo schermo ritorna allo schermo di cucitura.
Quando c'è materiale sul piedino premistoffa, assicurarsi di premere il bottone CANCEL
di rimuovere il materiale.
Quindi premere indietro il pedale di nuovo per spostare il piedino premistoffa all'indietro.
H
e
− 28 −
Page 33

3. SPIEGAZIONE DELLO SCHERMO FONDAMENTALE
(1) Schermo di immissione (Modo di cucitura indipendente)
A B C D E F
H
I
J
K
L
M
G
N
O
P
Q
R
S
U
V
T
Simbolo Nome del bottone Descrizióne
Bottone NEW CREATION Lo schermo di creazione nuova del modello di cucitura indipendente viene visua-
A
Bottone COPY Lo schermo di elenco dei modelli di cucitura come fonti di copia viene visualizza-
B
Bottone CHARACTER INPUT Lo schermo di immissione dei caratteri viene visualizzato e il nome può essere
C
Bottone TYPE OF WELT CHANGE-OVER Lo schermo di commutazione del tipo di letto viene visualizzato e la commuta-
D
Bottone CLAMP UP PROHIBITION AT
E
SEWING END
Bottone NEEDLE THREAD TRIMMING Quando questo bottone viene premuto, il coltello rasalo dell'ago si abbassa e lo
F
Bottone BOBBIN THREAD TRIMMING Il coltello rasalo della bobina si apre mentre questo bottone è premuto.
G
Bottone PATTERN NO. LIST
H
Bottone SEWING MODE CHANGE-OVER
I
Bottone L SIZE LENGTH SETTING
J
Bottone MOTION MODE SETTING
K
Bottone STACKER MOTION/STOP
L
CHANGE-OVER
Bottone SEWING DATA DISPLAY Lo schermo di revisione del modello di cucitura viene visualizzato. I dati di
M
Visualizzazione PATTERN NAME I nomi immessi ai No. di modello di cucitura vengono visualizzati.
N
Bottone CORNER KNIFE MOTION POSI-
O
TION AT SEWING START SETTING
Bottone CENTER KNIFE SETTING Lo schermo di revisione del dato di coltello centrale viene visualizzato e la posi-
P
Bottone CORNER KNIFE MOTION POSI-
Q
TION AT SEWING END SETTING
Bottone MARKING LIGHT SETTING Lo schermo di impostazione della luce di marcatura viene visualizzato. La
R
Bottone CLAMP FOOT MOVE La pinza viene spostata avanti o indietro.
S
Bottone SEWING DATA SHORTCUT I bottoni di scorciatoia (4 articoli max) dei dati di cucitura che vengono impostati
T
Bottone FLAP DROP DATA AT SEWING
U
START SETTING
Bottone FLAP DROP DATA AT SEWING
V
END SETTING
lizzato e la registrazione nuova dei dati di cucitura può essere effettuata.
to e il modello di cucitura può essere copiato.
immesso al dato di modello di cucitura.
zione del tipo di letto e la regolazione del parallelismo del bordatore possono
essere effettuate.
Quando questo bottone è tenuto premuto, la macchina riporta il piedino premistoffa mantenendolo abbassato alla ne della cucitura.
È conveniente usare questo bottone al momento della regolazione della luce di
marcatura o della cucitura di prova.
schermo di taglio del lo dell'ago in corso viene visualizzato.
Lo schermo di elenco dei No. di modello di cucitura viene visualizzato e il dato di
modello di cucitura può essere selezionato.
Il modo di cucitura viene selezionato.
In caso della cucitura della misura L, la lunghezza di cucitura viene
impostata.
Questo bottone seleziona "con/senza il movimento del motore della macchina
per cucire, del coltello centrale e del coltello dell'angolo" .
Questo bottone seleziona il movimento/stop dell'impilatore e .
cucitura dettagliati che non vengono visualizzati nello schermo di immissione
possono essere selezionati e revisionati.
La posizione di taglio del coltello dell'angolo all'inizio della cucitura viene
impostata.
zione di taglio del coltello centrale all'inizio della cucitura e alla ne della
cucitura viene impostata.
La posizione di taglio del coltello dell'angolo alla ne della cucitura viene
impostata.
selezione del riferimento di cucitura e l'impostazione della posizione di
irradiamento della marcatura , o vengono effettuate.
nella fase di personalizzazione nello schermo di cucitura vengono visualizzati.
Il dato di cucitura a pattina nascosta all'inizio della cucitura o
viene impostato.
Il dato di cucitura a pattina nascosta alla ne della cucitura o
viene impostato.
* È possibile personalizzare la visualizzazione/non visualizzazione dei rispettivi bottoni.
Per ulteriori dettagli, consultare
"VI-13. PERSONALIZZAZIONE DELLO SCHERMO DI IMMISSIONE DEI DATI" p. 76
.
− 29 −
Page 34

(2) Schermo di cucitura (Modo di cucitura indipendente)
A B D
C
G
H
E
F
Simbolo Nome del bottone Descrizióne
INTERLINING SUPPLY button Quando questo bottone viene premuto, la controfodera viene alimentata.
A
Bottone TYPE OF WELT CHANGE-O-
B
VER
Bottone CLAMP UP PROHIBITION AT
C
SEWING END
Bottone DIRECT PATTERN LIST Lo schermo di elenco dei modelli di cucitura diretti viene visualizzato e la selezio-
D
Bottone COUNTER CHANGE-OVER Quando questo bottone viene premuto, il display di contatore della cucitura e di
E
F
Bottone COUNTER VALUE CHANGE
VALORE DI QUANTITÀ RIMANENTE
G
DI FILO DELLA BOBINA (DESTRO)
VALORE DI QUANTITÀ` RIMANENTE
H
DI FILO DELLA BOBINA (SINISTRO)
Bottone MARKING LIGHT SETTING Lo schermo di impostazione della luce di marcatura viene visualizzato, e la
I
I
* Questo viene visualizzato quando è impostato su "dispositivo auto-
matico di alimentazione delle controfodere montato" nella fase di impostazione
degli optional.
Lo schermo di commutazione del tipo di letto viene visualizzato e la commutazione del tipo di letto e la regolazione del parallelismo del bordatore possono
essere effettuate.
Quando questo bottone è tenuto premuto, la macchina riporta il piedino premistoffa mantenendolo abbassato alla ne della cucitura.
È conveniente usare questo bottone al momento della regolazione della luce di
marcatura o della cucitura di prova.
ne del dato di cucitura può essere effettuata.
contatore del numero di pezzi viene commutato.
* Questo bottone viene visualizzato solo quando sia il contatore della cucitura
che il contatore del numero di pezzi sono ON (abilitati).
Questo bottone cambia il valore del contatore visualizzato al momento.
Questo bottone rileva la luce riettente dalla bobina e informa che la quantità
rimanente di lo della bobina si sta esaurendo. Quando una cucitura viene completata, dal valore del contatore viene sottratto uno, e lo schermo ad addizione
viene visualizzato quando "0" è raggiunto.
* Questo bottone viene visualizzato solo quando la luce riettente dalla bobina è
rilevata.
Questo bottone rileva la luce riettente dalla bobina e informa che la quantità
rimanente di lo della bobina si sta esaurendo. Quando una cucitura viene completata, dal valore del contatore viene sottratto uno, e lo schermo ad addizione
viene visualizzato quando "0" è raggiunto.
* Questo bottone viene visualizzato solo quando la luce riettente dalla bobina è
rilevata.
commutazione della posizione di irradiamento della luce di marcatura e
l’impostazione del cambiamento del valore di impostazione della luce di marcatura , e vengono effettuate.
* È possibile personalizzare la visualizzazione/non visualizzazione dei rispettivi bottoni.
Per ulteriori dettagli, consultare
"VI-13. PERSONALIZZAZIONE DELLO SCHERMO DI IMMISSIONE DEI DATI" p. 76
− 30 −
.
Page 35

(3) Schermo di immissione (Modo di cucitura alternata)
A B C D E F
H
I
J
G
O
P
Q
R
T
U
V
M
L
K
Simbolo Nome del bottone Descrizióne
Bottone NEW CREATION Lo schermo di creazione nuova dei dati di cucitura alternata viene visualizzato e
A
Bottone COPY Lo schermo di elenco dei No. di fonte di copia dei dati di cucitura alternata viene
B
Bottone CHARACTER INPUT Lo schermo di immissione dei caratteri viene visualizzato e il nome può essere
C
Bottone TYPE OF WELT CHANGE-OVER Lo schermo di commutazione del tipo di letto viene visualizzato e la commuta-
D
Bottone CLAMP UP PROHIBITION AT
E
SEWING END
Bottone NEEDLE THREAD TRIMMING Quando questo bottone viene premuto, il coltello rasalo dell'ago si abbassa e lo
F
Bottone BOBBIN THREAD TRIMMING Il coltello rasalo della bobina si apre mentre questo bottone è premuto.
G
Bottone ALTERNATE SEWING DATA NO.
H
LIST
Bottone SEWING MODE CHANGE-OVER Il modo di cucitura viene selezionato.
I
Bottone L SIZE LENGTH SETTING
J
Bottone SEWING DATA DISPLAY Lo schermo di revisione del modello di cucitura viene visualizzato. I dati di
K
Bottone STACKER MOTION/STOP
L
CHANGE-OVER
Bottone MOTION MODE SETTING Questo bottone seleziona "con/senza il movimento del motore della macchina
M
Bottone MARKING LIGHT SETTING
N
Bottone NEXT SEWING DATA CHAN-
O
GE-OVER
Bottone CORNER KNIFE MOTION POSI-
P
TION AT SEWING START SETTING
Bottone CENTER KNIFE SETTING Lo schermo di revisione del dato di coltello centrale viene visualizzato e la posi-
Q
Bottone CORNER KNIFE MOTION POSI-
R
TION AT SEWING END SETTING
Bottone CLAMP FOOT MOVE La pinza viene spostata avanti o indietro.
S
T, V
U, W
Bottone FLAP CONCEALED STITCHING
DATA AT SEWING START SETTING
Bottone FLAP CONCEALED STITCHING
DATA AT SEWING END SETTING
N
S
la registrazione nuova dei dati può` essere effettuata.
visualizzato e i dati di cucitura alternata possono essere copiati.
immesso al dato di cucitura alternata.
zione del tipo di letto e la regolazione del parallelismo del bordatore possono
essere effettuate.
Quando questo bottone è tenuto premuto, la macchina riporta il piedino premistoffa mantenendolo abbassato alla ne della cucitura.
È conveniente usare questo bottone al momento della regolazione della luce di
marcatura o della cucitura di prova.
schermo di taglio del lo dell'ago in corso viene visualizzato.
Lo schermo di elenco dei No. di dato di cucitura alternata viene visualizzato e il
dato di cucitura alternata può essere selezionato.
In caso della cucitura della misura L, la lunghezza di cucitura viene
impostata.
cucitura dettagliati che non vengono visualizzati nello schermo di immissione
possono essere selezionati e revisionati.
Questo bottone seleziona il movimento/stop dell'impilatore e .
per cucire, del coltello centrale e del coltello dell'angolo" .
Lo schermo di impostazione della luce di marcatura viene visualizzato, e la selezione del riferimento di cucitura e l'impostazione della posizione di irradia-
mento della marcatura , o possono essere effettuate.
Questo bottone commuta il modello di cucitura da cucire la prossima volta il
quale è recintato con la cornice gialla.
* Questo non viene visualizzato quando la selezione della cucitura che dà la
precedenza alla pattina è ON (abilitata).
La posizione di taglio del coltello dell'angolo all'inizio della cucitura viene
impostata.
zione di taglio del coltello centrale all'inizio della cucitura e alla ne della
cucitura viene impostata.
La posizione di taglio del coltello dell'angolo alla ne della cucitura viene
impostata.
Il dato di cucitura a pattina nascosta all'inizio della cucitura o
viene impostato.
Il dato di cucitura a pattina nascosta alla ne della cucitura o
viene impostato.
W
* È possibile personalizzare la visualizzazione/non visualizzazione dei rispettivi bottoni.
Per ulteriori dettagli, consultare
"VI-13. PERSONALIZZAZIONE DELLO SCHERMO DI IMMISSIONE DEI DATI" p. 76
.
− 31 −
Page 36

(4) Schermo di cucitura (Modo di cucitura alternata)
A B C
E
F
Simbolo Nome del bottone Descrizióne
Bottone INTERLINING SUPPLYING Quando questo bottone viene premuto, la controfodera viene alimentata.
A
Bottone TYPE OF WELT CHAN-
B
GE-OVER
Bottone CLAMP UP PROHIBITION
C
AT SEWING END
Bottone DIRECT PATTERN LIST Lo schermo di elenco dei modelli di cucitura diretti viene visualizzato e la selezione
D
Bottone COUNTER CHANGE-OVER Quando questo bottone viene premuto, il display di contatore della cucitura e di
E
F
Bottone COUNTER VALUE CHANGE Questo bottone cambia il valore del contatore visualizzato al momento.
Bottone NEXT SEWING DATA
G
CHANGE-OVER
VALORE DI QUANTITÀ RIMANENTE
H
DI FILO DELLA BOBINA (DESTRO)
VALORE DI QUANTITÀ` RIMANEN-
I
TE DI FILO DELLA BOBINA (SINI-
STRO)
Bottone MARKING LIGHT SETTING Lo schermo di impostazione della luce di marcatura viene visualizzato, e la commu-
J
D
G
H
I
J
* Questo viene visualizzato quando è impostato su "dispositivo automatico
di alimentazione delle controfodere montato" nella fase di impostazione dei optio-
nal.
Lo schermo di commutazione del tipo di letto viene visualizzato e la commutazione del tipo di letto e la regolazione del parallelismo del bordatore possono essere
effettuate.
Quando questo bottone è tenuto premuto, la macchina riporta il piedino premistoffa
mantenendolo abbassato alla ne della cucitura.
È conveniente usare questo bottone al momento della regolazione della luce di marcatura o della cucitura di prova.
del dato di cucitura può essere effettuata.
contatore del numero di pezzi viene commutato.
Questo bottone viene visualizzato solo quando sia il contatore della cucitura che il
contatore del numero di pezzi sono ON (abilitati).
Questo bottone commuta il modello di cucitura da cucire la prossima volta il quale è
recintato con la cornice gialla.
* Questo non viene visualizzato quando la selezione della cucitura che dà la prece-
denza alla pattina è ON (abilitata).
Questo bottone rileva la luce riettente dalla bobina e informa che la quantità
rimanente di lo della bobina si sta esaurendo. Quando una cucitura viene completata, dal valore del contatore viene sottratto uno, e lo schermo ad addizione viene
visualizzato quando "0" è raggiunto.
* Questo bottone viene visualizzato solo quando la luce riettente dalla bobina è
rilevata.
Questo bottone rileva la luce riettente dalla bobina e informa che la quantità
rimanente di lo della bobina si sta esaurendo. Quando una cucitura viene completata, dal valore del contatore viene sottratto uno, e lo schermo ad addizione viene
visualizzato quando "0" è raggiunto.
* Questo bottone viene visualizzato solo quando la luce riettente dalla bobina è
rilevata.
tazione della posizione di irradiamento della luce di marcatura e l’impostazione del cambiamento del valore di impostazione della luce di marcatura ,
e vengono effettuate.
* È possibile personalizzare la visualizzazione/non visualizzazione dei rispettivi bottoni.
Per ulteriori dettagli, consultare
"VI-13. PERSONALIZZAZIONE DELLO SCHERMO DI IMMISSIONE DEI DATI" p. 76
− 32 −
.
Page 37

(5) Schermo di immissione (Modo di cucitura del ciclo)
A B C D E F
H
G
I
K
J
L
M
N
Simbolo Nome del bottone Descrizióne
Bottone NEW CREATION Lo schermo di creazione nuova del No. di dato di cucitura del ciclo viene visualiz-
A
zato e la registrazione nuova dei dati di cucitura del ciclo può essere effettuata.
Bottone COPY Lo schermo di elenco dei No. di fonte di copia dei dati di cucitura del ciclo viene
B
visualizzato e i dati di cucitura del ciclo possono essere copiati.
Bottone CHARACTER INPUT Lo schermo di immissione dei caratteri viene visualizzato e il nome può essere
C
immesso al dato di cucitura alternata.
Bottone TYPE OF WELT CHANGE-O-
D
VER
Bottone CLAMP UP PROHIBITION AT
E
SEWING END
Bottone NEEDLE THREAD TRIMMING Quando questo bottone viene premuto, il coltello rasalo dell'ago si abbassa e lo
F
Bottone BOBBIN THREAD TRIMMING Il coltello rasalo della bobina si apre mentre questo bottone è premuto.
G
Bottone CYCLE SEWING DATA NO.
H
LIST
Bottone PATTERN DATA EDIT La revisione dei dati di modello di cucitura i quali sono stati registrati ai dati di cuci-
I
PATTERN DATA EDIT button (blank) Quando questo bottone vuoto viene premuto, lo schermo di elenco dei modelli di
J
Bottone CYCLE RETURN Il dato di modello di cucitura da cucire la prossima volta il quale è visualizzato in
K
Bottone CYCLE FEED Il dato di modello di cucitura da cucire la prossima volta il quale è visualizzato in
L
Bottone PATTERN DATA DELETION
M
Bottone CLAMP FOOT MOVE La pinza viene spostata avanti o indietro.
N
Lo schermo di commutazione del tipo di letto viene visualizzato e la commutazione del tipo di letto e la regolazione del parallelismo del bordatore possono essere
effettuate.
Quando questo bottone è tenuto premuto, la macchina riporta il piedino premistoffa mantenendolo abbassato alla ne della cucitura.
È conveniente usare questo bottone al momento della regolazione della luce di
marcatura o della cucitura di prova.
schermo di taglio del lo dell'ago in corso viene visualizzato.
Lo schermo di elenco dei No. di dato di cucitura del ciclo viene visualizzato e il
dato di cucitura del ciclo puo` essere selezionato.
tura del ciclo può essere effettuata.
* Per la procedura di revisione, consultare
di cucitura indipendente)" p. 29
cucitura per registrare i dati di modello di cucitura ai dati di cucitura del ciclo viene
visualizzato, e si può selezionare e registrare i dati di modello di cucitura.
bianco con enfasi viene spostato avanti di uno. In caso del primo modello di cucitura, esso si sposta all'ultimo modello di cucitura.
bianco con enfasi viene spostato indietro di uno. In caso dell'ultimo modello di
cucitura, esso si sposta al primo modello di cucitura.
Il dato di modello di cucitura visualizzato in bianco con enfasi viene cancellato
dalla registrazione.
"3-(1) Schermo di immissione (Modo
.
* È possibile personalizzare la visualizzazione/non visualizzazione dei rispettivi bottoni.
Per ulteriori dettagli, consultare
"VI-13. PERSONALIZZAZIONE DELLO SCHERMO DI IMMISSIONE DEI DATI" p. 76
.
− 33 −
Page 38

(6) Schermo di cucitura (Modo di cucitura del ciclo)
A B C
E
F
G
Simbolo Nome del bottone Descrizióne
Bottone INTERLINING SUPPLYING Quando questo bottone viene premuto, la controfodera viene alimentata.
A
Bottone TYPE OF WELT CHAN-
B
GE-OVER
Bottone CLAMP UP PROHIBITION
C
AT SEWING END
Bottone DIRECT PATTERN LIST Lo schermo di elenco dei modelli di cucitura diretti viene visualizzato e la selezione
D
Display CYCLE DATA Tutti i dati di modello di cucitura che sono stati registrati ai dati di cucitura del ciclo
E
Bottone COUNTER CHANGE-OVER Quando questo bottone viene premuto, il display di contatore della cucitura e di con-
F
G
Bottone COUNTER VALUE CHANGE Questo bottone cambia il valore del contatore visualizzato al momento.
VALORE DI QUANTITÀ RIMANENTE
H
DI FILO DELLA BOBINA (DESTRO)
VALORE DI QUANTITÀ` RIMANEN-
I
TE DI FILO DELLA BOBINA (SINI-
STRO)
Bottone LEFT SCROLL Il dato di modello di cucitura da cucire la prossima volta viene spostato avanti di uno.
J
Bottone RIGHT SCROLL
K
Bottone MARKING LIGHT SETTING Lo schermo di impostazione della luce di marcatura viene visualizzato, e la commu-
L
D
I
H
J
K
L
* Questo viene visualizzato quando è impostato su "dispositivo automatico di
alimentazione delle controfodere montato" nella fase di impostazione dei optional.
Lo schermo di commutazione del tipo di letto viene visualizzato e la commutazione
del tipo di letto e la regolazione del parallelismo del bordatore possono essere effet-
tuate.
Quando questo bottone è tenuto premuto, la macchina riporta il piedino premistoffa
mantenendolo abbassato alla ne della cucitura.
È conveniente usare questo bottone al momento della regolazione della luce di marcatura o della cucitura di prova.
del dato di cucitura può essere effettuata.
vengono visualizzati.
tatore del numero di pezzi viene commutato.
Questo bottone viene visualizzato solo quando sia il contatore della cucitura che il
contatore del numero di pezzi sono ON (abilitati).
Questo bottone rileva la luce riettente dalla bobina e informa che la quantità rimanente di lo della bobina si sta esaurendo. Quando una cucitura viene completata, dal
valore del contatore viene sottratto uno, e lo schermo ad addizione viene visualizzato
quando "0" è raggiunto.
* Questo bottone viene visualizzato solo quando la luce riettente dalla bobina è
rilevata.
Questo bottone rileva la luce riettente dalla bobina e informa che la quantità rimanente di lo della bobina si sta esaurendo. Quando una cucitura viene completata, dal
valore del contatore viene sottratto uno, e lo schermo ad addizione viene visualizzato
quando "0" è raggiunto.
* Questo bottone viene visualizzato solo quando la luce riettente dalla bobina è
rilevata.
In caso del primo modello di cucitura, esso si sposta all'ultimo modello di cucitura.
Il dato di modello di cucitura da cucire la prossima volta viene spostato indietro di uno.
In caso dell'ultimo modello di cucitura, esso si sposta al primo modello di cucitura.
tazione della posizione di irradiamento della luce di marcatura e l’impostazione del cambiamento del valore di impostazione della luce di marcatura ,
e vengono effettuate.
* È possibile personalizzare la visualizzazione/non visualizzazione dei rispettivi bottoni.
Per ulteriori dettagli, consultare
"VI-13. PERSONALIZZAZIONE DELLO SCHERMO DI IMMISSIONE DEI DATI" p. 76
− 34 −
.
Page 39

4. USO DEL CONTATORE
(1) Procedura di impostazione del contatore
Visualizzare lo schermo di impostazione del contatore.
①
Premere il tasto MODE CHANGEOVER nello schermo di
immissione, e il bottone COUNTER SETTING A viene vi-
A
B
sualizzato sullo schermo. Premere questo bottone, e lo "Schermo
“COUNTER SETTING (schermo A)” viene visualizzato.
Selezionare il genere di contatore
②
Ci sono tre tipi di contatori con questa macchina per cucire, il con-
tatore di cuciture, il contatore del numero di pezzi e il contatore di
regolazione della quantità rimanente del lo della bobina.
Premere il bottone di contatore della cucitura B nel-
lo "Schermo di impostazione del contatore (schermo A)", e lo
"Schermo di impostazione del contatore della cucitura (schermo
B)" viene visualizzato. Quindi il genere di contatore può essere
impostato.
Schermo di impostazione
del contatore (schermo A)
Schermo di impostazione
del contatore della
cucitura (schermo B)
[ Contatore della cucitura ]
Contatore ad addizione :
Ogni volta che la cucitura di una forma viene effettuata,
al valore attuale viene addizionato uno. Quando il valore
attuale è uguale al valore di impostazione, lo schermo di
conteggio completato viene visualizzato.
Contatore alla rovescia :
Ogni volta che la cucitura viene effettuata, dal valore attuale
viene sottratto uno. Quando il valore attuale raggiunge "0",
lo schermo di contatore ad addizione viene visualizzato.
Contatore non utilizzato :
Il contatore della cucitura viene impostato su "proibito".
− 35 −
Page 40

C
Schermo di impostazione
del contatore (schermo A)
Premere il bottone NUMBER OF PCS. COUNTER C
nello "Schermo di impostazione del contatore (schermo A)", e lo
"Schermo di impostazione del numero di pezzi (schermo C)" viene
visualizzato. Quindi il genere di contatore può essere impostato.
[ Contatore del numero di pezzi ]
Contatore ad addizione :
Ogni volta che un prodotto nito viene cucito, al valore
attuale viene addizionato uno.
* In caso della cucitura indipendente : n.1 cucitura
In caso della cucitura alternata : n.2 cuciture
In caso della cucitura del ciclo : n.1 ciclo
Il numero fornito in ciascun caso sopraccitato è considerato
come un prodotto nito.
Quando il valore attuale è uguale al valore di impostazione,
lo schermo di conteggio completato viene visualizzato.
Contatore del numero di
pezzi (schermo C)
Contatore alla rovescia :
Ogni volta che un prodotto nito viene cucito, dal valore attuale viene sottratto uno. Quando il valore attuale raggiunge
"0", lo schermo di contatore ad addizione viene visualizzato.
Contatore non utilizzato :
Il contatore del numero di pezzi viene impostato su "proibito".
− 36 −
Page 41

Modica del valore d'obiettivo del contatore
③
In caso del contatore della cucitura, premere il bottone D,
D
e in caso del contatore del numero di pezzi, premere il bottone
Schermo rapido di impostazione
numerica (schermo D)
E
E, e lo "Schermo rapido di impostazione numerica (schermo
D)" viene visualizzato. Quindi il valore d'obiettivo del contatore
può essere impostato.
A questo punto, immettere il valore d'obiettivo del contatore.
Quando "0" viene immesso al valore d'obiettivo del contatore,
soltanto il valore attuale viene visualizzato durante la cucitura e lo
schermo di conteggio completato non viene visualizzato.
Modica del valore attuale del contatore
④
F
In caso del contatore della cucitura, premere il bottone F,
G
e in caso del contatore del numero di pezzi, premere il bottone
G, e lo "Schermo rapido di impostazione numerica (schermo
E)" viene visualizzato. Quindi il valore attuale del contatore può
essere impostato.
A questo punto, immettere il valore attuale del contatore.
Schermo rapido di impostazione
numerica (schermo E)
− 37 −
Page 42

(2) Procedura di rilascio del conteggio completato
Quando lo stato di conteggio completato viene raggiunto durante il
lavoro di cucitura, lo schermo di conteggio completato viene visua-
lizzato e il cicalino squittisce. Premere il bottone CLEAR A per
ripristinare il contatore, e lo schermo ritorna allo schermo di cucitura. Il
A
contatore quindi comincia a contare nuovamente.
(3) Procedura di modica del valore del contatore durante la cucitura
A
Visualizzare lo schermo di modica del valore del contatore
①
Quando si desidera cambiare il valore del contatore durante il
lavoro di cucitura, premere il bottone COUNTER VALUE CHAN-
GE A nello schermo di cucitura. Lo schermo di modica del
valore del contatore viene visualizzato.
Cambiare il valore del contatore
②
Cambiare il valore del contatore con i tasti TEN da a
o con il bottone ▼▲ C ( D ).
B
F
B
Determinare il valore del contatore
③
Premere il bottone ENTER E e il dato viene determinato.
Quando si desidera sgombrare il valore del contatore, premere il
bottone CLEAR F.
E
DC
− 38 −
Page 43

5. USO DEL CONTATORE DI REGOLAZIONE DELLA QUANTITÀ DI FILO DELLA BOBINA
(1) Procedura di impostazione del contatore di regolazione della quantità rimanente
di lo della bobina
Visualizzare lo schermo di impostazione del contatore
①
Premere il tasto MODE CHANGEOVER nello schermo di
immissione, e il bottone COUNTER SETTING A viene vi-
A
B
sualizzato sullo schermo. Premere questo bottone, e lo "Schermo
“COUNTER SETTING (schermo A)” viene visualizzato.
Impostare il contatore di regolazione della quantità rimanente
②
di lo della bobina su ON (abilitato).
Premere il bottone BOBBIN THREAD REMAINING AMOUNT
ADJUSTMENTCOUNTER MOTION SETTING B, e lo
"Schermo rapido di impostazione del contatore di regolazione
della quantità rimanente di lo della bobina (schermo B)" viene
visualizzato. Quindi il movimento del contatore di regolazione
della quantità rimanente di lo della bobina (ON/OFF) (abilitato/
escluso) può essere impostato.
Schermo di impostazione
del contatore (schermo A)
Schermo di impostazione
del valore di regolazione
della quantità rimanente di
lo della bobina (schermo B)
[ Rilevamento della quantità rimanente di lo della bobina ]
Contatore di regolazione della quantità rimanente di lo
della bobina ON :
Il contatore rileva la luce riettente dalla bobina e informa
che la quantità rimanente di lo della bobina si sta esaurendo. Ogni volta che una cucitura viene effettuata, dal valore
del contatore viene sottratto uno e lo schermo di conteggio
completato viene visualizzato, quando il valore attuale raggiunge "0".
Contatore di regolazione della quantità rimanente di lo
della bobina OFF :
Il rilevamento della quantita` rimanente di lo della bobina
viene impostato su "proibito".
− 39 −
Page 44

Impostare il valore di regolazione della quantità rimanente di
③
lo della bobina
Premere il bottone BOBBIN THREAD REMAINING AMOUNT
ADJUSTMENT VALUE SETTING C, e lo schermo di impo-
Schermo di impostazione
del contatore (schermo A)
Schermo di impostazione
del valore di regolazione
della quantità rimanente di
lo della bobina (schermo B)
C
della bobina (schermo B) viene visualizzato.
A questo punto, immettere il valore di regolazione della quantità
rimanente di lo della bobina (da 0 a 9).
Impostare il numero di volte della cucitura dal rilevamento dell'e-
saurimento del lo della bobina tramite il sensore all'effettuazione
della visualizzazione del conteggio completato.
Quando si desidera allungare la lunghezza rimanente del
lo della bobina :
→ Diminuire il numero (verso "0").
Quando si desidera accorciare la lunghezza rimanente del
lo della bobina :
→ Aumentare il numero (verso "9").
stazione del valore di regolazione della quantità rimanente di lo
− 40 −
Page 45
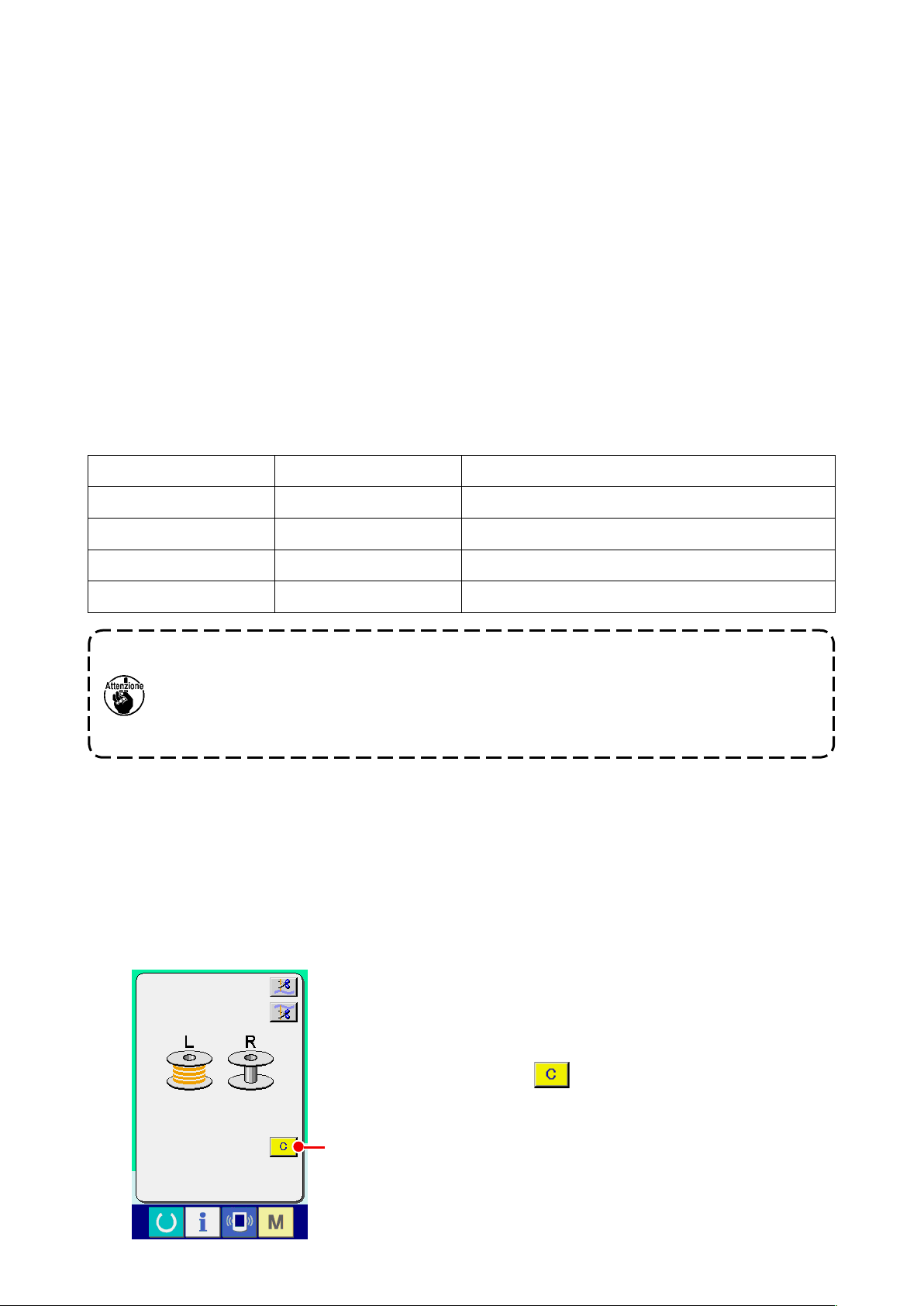
Impostazione del contatore di regolazione della quantità rimanente di lo della bobina
*
*
1) Impostare il contatore di regolazione della quantità rimanente di lo della bobina sul valore mostrato
nella tabella qui sotto.
2) Iniziare la cucitura per effettuare la cucitura ordinaria. In caso della cucitura di prova, regolare la lunghezza di cucitura a quella da cucire nel processo reale.
3) Come si continua a cucire, il lo della bobina si riduce gradualmente e l'esaurimento del lo della bobina
viene visualizzato nello schermo quando il sensore della bobina rileva la luce riettente.
4) A questo punto, controllare la lunghezza del lo della bobina rimanente sulla bobina e modicare correttamente il valore sul contatore.
5) Aumentando il valore del contatore di 1, la lunghezza rimanente del lo della bobina viene accorciata
della quantità corrispondente a quella consumata per n.1 cucitura.
6) La lunghezza rimanente del lo della bobina al momento in cui viene data l'indicazione di esaurimento
del lo della bobina varia entro certi limiti. Questa variazione dipende dal tipo di lo, dalla lunghezza di
cucitura e dal modo di avvolgimento del lo.
La lunghezza rimanente del lo della bobina è riportata, come riferimento, nella tabella qui sotto. Correg-
gere il valore del contatore in base alle condizioni di cucitura e cose simili in modo che il lo della bobina
non si esaurisca completamente durante la cucitura.
[ La tabella mostra il valore del contatore quando la lunghezza di cucitura è impostata su 150 mm ]
Titolo del lo Valore del contatore Lunghezza rimanente del lo della bobina (m)
#40 1 da 0,4 a 2,6
#50 2 da 0,2 a 2,6
#60 2 da 0,4 a 2,8
#80 3 da 0,1 a 3,0
• La lunghezza rimanente del lo della bobina deve essere regolata di nuovo nei seguenti casi.
1. Quando la lunghezza di cucitura per il prodotto di cucitura è stata cambiata.
2. Quando il titolo del lo, del lo della bobina è stato cambiato.
• Il valore del contatore della quantità rimanente di lo della bobina viene sgombrato immetten-
do il valore del contatore di regolazione della quantità rimanente di lo della bobina.
7) Se la bobina ha esaurito il lo, il dispositivo di rilevamento della quantità rimanente di lo della bobina
è incapace di effettuare il "rilevamento della quantità rimanente di lo della bobina". Perciò, è molto
importante impostare un valore del contatore di regolazione della quantità rimanente di lo della bobina
in modo che il dispositivo dia l'indicazione di "esaurimento del lo della bobina" quando la sufciente
quantità di lo della bobina rimane ancora.
(2) Procedura di rilascio del conteggio completato del contatore di regolazione della
quantità rimanente di lo della bobina
Quando il valore del contatore di quantità rimanente di lo della bobina
diventa "0", la cucitura nisce, lo schermo di conteggio completato
viene visualizzato e il cicalino squittisce. Sostituire il lo della bobina,
della bobina nella quale il lo della bobina rimane poco.
Quando il bottone CLEAR A viene premuto, il valore del con-
tatore di quantità rimanente di lo della bobina viene ripristinato e lo
schermo ritorna allo schermo di cucitura.
A
− 41 −
Page 46

6. CAMBIAMENTO DEL MODO DI CUCITURA
Visualizzare lo schermo di selezione del modo di cucitura
①
Premere il tasto SEWING MODE CHANGEOVER A, e lo
schermo di commutazione del modo viene visualizzato.
B
A
Selezionare il modo di cucitura
②
Premere il bottone MODE SELECTION B, e l'indicazione del bottone viene cambiato.
Quando la cucitura
indipendente è selezionata
Determinare il modo di cucitura
③
Quando la cucitura
alternata è selezionata
Quando la cucitura del
ciclo è selezionata
Premere il tasto MODE CHANGEOVER A, e lo schermo di immissione dei dati del modo di cucitu-
ra selezionato viene visualizzato.
Schermo di immissione
della cucitura
indipendente
Schermo di immissione
della cucitura alternata
− 42 −
Schermo di immissione
della cucitura del ciclo
Page 47

7. USO DEL MODELLO DI CUCITURA
(1) Effettuazione della selezione del modello di cucitura
Visualizzare lo schermo di immissione
①
Quando lo schermo di immissione del modo di cucitura indipendente, del modo di cucitura alternata o
del modo di cucitura del ciclo viene visualizzato, la selezione del modello di cucitura può essere effettua-
ta.
Personalizzando lo schermo di cucitura, la selezione del modello di cucitura può essere effettuata anche
nello schermo di cucitura.
Chiamare lo schermo di elenco dei modelli di cucitura
②
Premere il bottone PATTERN LIST , o A, e lo schermo di elenco dei modelli di cucitura
viene visualizzato.
A AA
Selezionare il modello di cucitura
③
Premere il dato di modello di cucitura che si desidera selezionare B.
C
B
Determinare il modello di cucitura
④
B
C
B
C
Quando il bottone ENTER C viene premuto, il modello di cucitura viene selezionato e lo schermo
ritorna allo schermo di immissione.
− 43 −
Page 48

(2) Effettuazione della creazione nuova del modello di cucitura
Visualizzare lo schermo di immissione
①
Quando lo schermo di immissione del modo di cucitura indipendente, del modo di cucitura alternata o
del modo di cucitura del ciclo viene visualizzato, la creazione nuova del modello di cucitura può essere
effettuata.
Chiamare lo schermo di creazione nuova del modello di cucitura
②
Premere il bottone NEW CREATION , o A, e lo schermo di creazione nuova del mo-
dello di cucitura viene visualizzato.
A A A
Immettere il No. di modello di cucitura
③
Immettere il No. di modello di cucitura che si desidera creare nuovamente con i dieci tasti da a
B. È possibile richiamare il No. di modello di cucitura che non è stato registrato ancora con i botto-
ni ▼▲ C e D.
B
C
D
E
B
DC
E
B
DC
E
Determinare il No. di modello di cucitura
④
Quando il bottone ENTER E viene premuto, il No. di modello di cucitura da creare nuovamente
viene determinato e lo schermo ritorna allo schermo di immissione.
− 44 −
Page 49

(3) Copiatura del modello di cucitura
Il modello di cucitura che è stato già registrato può essere copiato al modello di cucitura che non è stato
ancora registrato. La copiatura a sovrascrittura del modello di cucitura è proibita. Perciò, quando si desidera
sovrascrivere, effettuarlo dopo aver cancellato il modello di cucitura una volta.
→ Per la procedura di cancellazione, vedere
Quando si cerca di copiare il modello di cucitura al No. di modello di cucitura che è stato già
registrato, l'errore di copia non approvata (E401) viene visualizzato.
Visualizzare lo schermo di immissione
①
Quando lo schermo di immissione del modo di cucitura indipendente, del modo di cucitura alternata o
del modo di cucitura del ciclo viene visualizzato, è possibile copiare.
"VI-7.(4) Cancellazione del modello di cucitura" p. 47.
A
Chiamare lo schermo di elenco dei No. di modello di cucitura come fonti di copia
②
A A
Premere il bottone PATTERN COPY , o A, e lo schermo di elenco dei modelli di cucitu-
ra come fonti di copia (schermo A) viene visualizzato.
− 45 −
Page 50

Selezionare il modello di cucitura come fonte di copia
③
Selezionare il modello di cucitura come fonte di copia dai bottoni PATTERN LIST B.
Poi, premere il bottone COPY DESTINATION NO. INPUT C, e lo schermo di destinazione di copia
(schermo B) viene visualizzato.
C
B
Schermo di elenco dei modelli di cucitura come fonti di copia (schermo A)
Immettere il No. di modello di cucitura come destinazione di copia
④
B
C
B
C
Immettere il No. di modello di cucitura come destinazione di copia con i dieci tasti da a B.
È possibile richiamare il No. di modello di cucitura che non è stato utilizzato ancora con i bottoni ▼▲
buttons ( C e D ).
E
B
E
C D
B
C D
Iniziare la copiatura
⑤
B
E
C D
Schermo di immissione del No. di destinazione di copia (schermo B)
Quando il bottone ENTER E viene premuto, la copiatura comincia. Poi, mantenendo selezionato
il No. di modello di cucitura che è stato copiato, lo schermo ritorna allo schermo di elenco dei modelli di
cucitura come fonti di copia (schermo A).
− 46 −
Page 51

(4) Cancellazione del modello di cucitura
Visualizzare lo schermo di immissione
①
Quando lo schermo di immissione del modo di cucitura indipendente, del modo di cucitura alternata o
del modo di cucitura del ciclo viene visualizzato, è possibile cancellare il modello di cucitura.
Chiamare lo schermo di elenco dei modelli di cucitura
②
Premere il bottone PATTERN LIST , o A, e lo schermo di elenco dei No. di modello di
cucitura (schermo A) viene visualizzato.
A
Selezionare il modello di cucitura da cancellare
③
A
A
Selezionare il modello di cucitura da cancellare dai bottoni di elenco dei modelli di cucitura B.
Poi, premere il bottone ERASE C, e lo schermo di conferma della cancellazione del modello di
cucitura viene visualizzato.
B
Schermo di elenco dei No. di modello di cucitura (schermo A)
Determinare il modello di cucitura da cancellare
④
C
B
C
B
C
Premere il bottone ENTER nello schermo di conferma della cancellazione del modello di cucitura,
e il modello di cucitura viene cancellato.
Quando il bottone CANCEL viene premuto, lo schermo ritorna allo schermo originale A senza can-
cellare il modello di cucitura.
− 47 −
Page 52
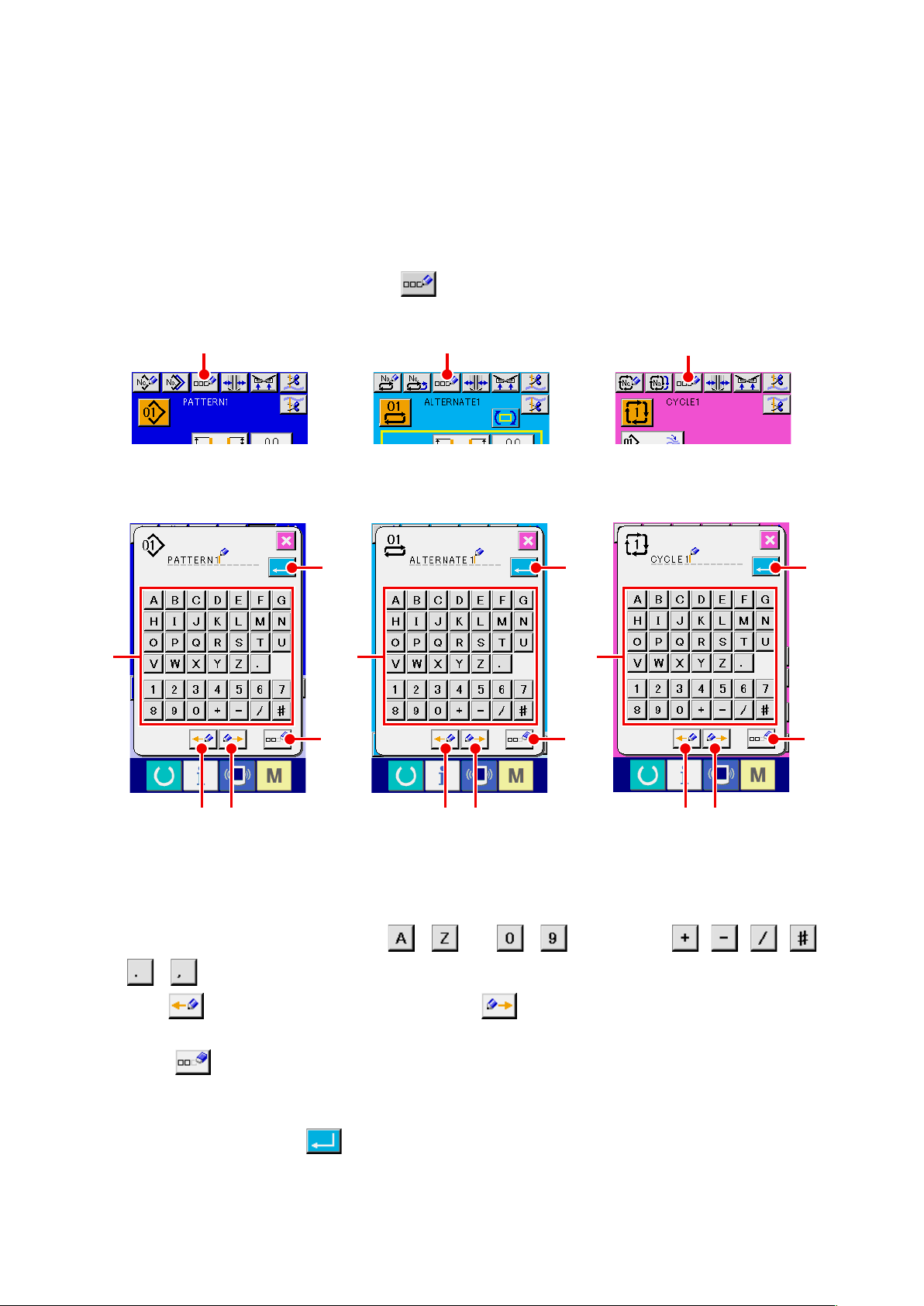
(5) Denominazione del modello di cucitura
Visualizzare lo schermo di immissione
①
Quando lo schermo di immissione del modo di cucitura indipendente, del modo di cucitura alternata o
del modo di cucitura del ciclo viene visualizzato, è possibile immettere il nome al dato di modello di cucitura.
Chiamare lo schermo di immissione dei caratteri
②
Premere il bottone CHARACTER INPUT A, e lo schermo di immissione dei caratteri (schermo B)
viene visualizzato.
B
A
A
Schermo di immissione dei dati (schermo A)
F
B
E
F
B
E
A
F
E
C D
Immettere i caratteri
③
C D
Schermo di immissione dei caratteri (schermo B)
C D
È possibile immettere i caratteri premendo i bottoni CHARACTER B che si desiderano immettere. Al
massimo, 14 caratteri tra i caratteri (da a e da a ) ed i simboli ( , , ,
, e ) possono essere immessi. Il cursore può essere spostato con il bottone CURSOR LEFT
MOVE C e il bottone CURSOR RIGHT MOVE D. Quando si desidera cancellare il carattere
immesso, regolare il cursore alla posizione del carattere che si desidera cancellare e premere il bottone
ERASE E.
Finire l'immissione dei caratteri
④
Premere il bottone ENTER F per terminare l'immissione dei caratteri. Al termine dell'immissione, i
caratteri immessi vengono visualizzati alla parte superiore dello schermo di immissione.
− 48 −
Page 53

(6) Procedura di revisione dei dati di cucitura del ciclo
Visualizzare lo schermo di immissione della cucitura del ciclo
①
Quando lo schermo di immissione del modo di cucitura del ciclo
viene visualizzato, è possibile revisionare i dati di cucitura del
ciclo.
A
Schermo di immissione
della cucitura del ciclo
(schermo C)
B
Schermo di elenco
dei modelli di cucitura
(schermo B)
Registrare il dato di modello di cucitura
②
Premere il bottone BLANK A, e lo schermo di elenco dei
modelli di cucitura (schermo B) viene visualizzato.
C
Selezionare il dato di modello di cucitura che si desidera regi-
strare dai bottoni PATTERN LIST B e premere il bottone ENTER
C. Il dato di modello di cucitura selezionato viene registrato
alla sezione vuota.
Dopo che il primo dato di modello di cucitura è stato registrato, il
bottone BLANK D viene visualizzato nel secondo posto.
Ripetere l'operazione di 2 se necessario.
6 dati di modello di cucitura, al massimo, possono essere
registrati al dato di cucitura del ciclo.
− 49 −
Page 54

Cancellare il dato di modello di cucitura registrato
③
Premere il bottone ERASE E, e il dato di modello di cuci-
tura visualizzato in bianco con enfasi viene cancellato. Selezionare il dato di modello di cucitura che si desidera cancellare con i
bottoni UP/DOWN SCROLL e F e cancellarlo.
D
Schermo di immissione
della cucitura del ciclo
(schermo C)
G
F
E
Revisionare il dato di modello di cucitura registrato
④
Il dato di modello di cucitura visualizzato in bianco con
enfasi è il dato di modello di cucitura da cucire la prossima volta. Perciò, spostarlo in base al lavoro di cucitura.
Premere il bottone PATTERN DATA G che si desidera re-
visionare, e lo schermo di revisione del dato di modello di cucitura
(schermo D) viene visualizzato in modo rapido.
Consultare
indipendente)" p. 29
"VI-3.(1) Schermo di immissione (Modo di cucitura
.
Schermo di revisione del
dato di modello di cucitura
(schermo D)
− 50 −
Page 55

8. MODIFICA DEI DATI DI CUCITURA
(1) Procedura di modica dei dati di cucitura
Visualizzare lo schermo di immissione
①
Quando lo schermo di immissione del modo di cucitura indipendente, del modo di cucitura alternata o
del modo di cucitura del ciclo viene visualizzato, è possibile modicare i dati di cucitura.
I dati di cucitura che vengono usati frequentemente possono essere registrati ai bottoni SEWING DATA
SHORTCUT B nello schermo di immissione e possono essere impostati direttamente. Inoltre, i dati di
cucitura dettagliati possono essere impostati premendo A.
C
A
B
A
A
B
1. Quando si modicano i dati di cucitura del modo di cucitura del ciclo, premere il bottone PAT-
TERN DATA EDIT C, ed è possibile modicarli.
2.
3. Per il bottone SEWING DATA SHORTCUT B, consultare "VI-13. PERSONALIZZAZIONE DELLO
4. Per ulteriori dettagli dei dati di cucitura, consultare "① Articoli che vengono visualizzati nello
In caso del modo di cucitura alternata, il bottone SEWING DATA SHORTCUT B non viene visualizzato.
SCHERMO DI IMMISSIONE DEI DATI" p. 76.
schermo di immissione dei dati" di "VI-8-(2) Elenco dei dati di cucitura" p. 52 .
Selezionare il dato di cucitura da modicare
②
Premere A, e lo schermo di elenco dei dati di cucitura
(schermo A) viene visualizzato. Selezionare quindi il dato che si
desidera modicare.
Gli articoli di dato che non sono usati a causa della forma
non vengono visualizzati. Perciò, fare attenzione.
Schermo di elenco dei dati
di cucitura (schermo A)
− 51 −
Page 56

(2) Elenco dei dati di cucitura
Articoli che vengono visualizzati nello schermo di immissione dei dati
①
No. Articoli
Commutazione del modo di movimento
Con/senza il movimento del motore della macchina per cucire, del coltello
centrale e del coltello dell'angolo viene selezionato.
Modo di trasporto del tessuto
Trasporto del tessuto, taglio del
lo della macchina per cucire
Commutazione del modo di cucitura
Il modo di cucitura viene selezionato.
* In caso della cucitura alternata, la cucitura che dà la precedenza alla patti-
na viene impostata con .
Cucitura della misura L
Cucitura della pattina destra
Impostazione della misura L
In caso della cucitura della misura L, la lunghezza di cucitura viene impostata.
* È possibile impostare solo quando .
* Per il tipo lungo e largo, è possibile impostare no a 250 mm. (Tuttavia,
è possibile impostare no a 300 mm senza il coltello dell’angolo.)
Commutazione della posizione di irradiamento della luce di marcatura
L'irradiamento all'inizio della cucitura/irradiamento alla ne della cucitura/
irradiamento al centro viene selezionato.
Irradiamento all'inizio della
cucitura
Modo di trasporto del tessuto,
taglio del lo della macchina
per cucire e coltello centrale
Modo di trasporto del
tessuto, taglio del lo della
macchina per cucire, coltello
centrale e coltello dell'angolo
Cucitura della pattina sinistra
Cucitura che dà la precedenza alla pattina
Irradiamento alla ne della
cucitura
Gamma di impo-
stazione dati
Unità di revisione
/
- - -
- - -
da 18,0 a
220,0
/
0,1mm
- - -
iniziale
Valore
150,0
mm
※
Irradiamento al centro
Dato di cucitura a pattina nascosta (inizio della cucitura sinistro)
La posizione dell'inizio della cucitura della pattina sinistra viene regolata.
* È possibile impostare solo quando è impostato su "cucitura della pattina".
Dato di cucitura a pattina nascosta (ne della cucitura sinistra)
La posizione della ne della cucitura della pattina sinistra viene regolata.
* È possibile impostare solo quando è impostato su "cucitura della pattina".
Dato di cucitura a pattina nascosta (inizio della cucitura destro)
La posizione dell'inizio della cucitura della pattina destra viene regolata.
* È possibile impostare solo quando è impostato su "cucitura della pattina".
. . . Articoli che non vengono visualizzati secondo le condizioni di impostazione degli altri articoli.
※
da –9,9 a 9,9
da –9,9 a 9,9
da –9,9 a 9,9
− 52 −
/
0,1mm
/
0,1mm
/
0,1mm
0,0mm
0,0mm
0,0mm
※
※
※
Page 57

No. Articoli
Dato di cucitura a pattina nascosta (ne della cucitura destro)
La posizione della ne della cucitura della pattina destra viene regolata.
* È possibile impostare solo quando è impostato su "cucitura della pattina".
Gamma di impo-
stazione dati
/
Unità di revisione
da –9,9 a 9,9
/
0,1mm
Valore
iniziale
0,0mm
※
Impostazione della posizione di azionamento del coltello centrale
La posizione di taglio del coltello centrale all'inizio della cucitura/ne della
cucitura viene impostata.
* Assicurarsi di regolare con ogni calibro in modo che la posizione incontri
la cima della lettera V del coltello dell'angolo.
Posizione del coltello centrale all'inizio della cucitura
Posizione di azionamento del coltello dell'angolo all'inizio della cucitura
La posizione di taglio del coltello dell'angolo all'inizio della cucitura viene
impostata.
Posizione di azionamento del coltello dell'angolo alla ne della cucitura
La posizione di taglio del coltello dell'angolo alla ne della cucitura viene
impostata.
Impostazione della luce di marcatura
La posizione di irradiamento della luce di marcatura in ciascun caso dell'irradiamento all'inizio della cucitura/irradiamento alla ne della cucitura/
irradiamento al centro viene impostata. Quando il valore di impostazione è
0,0 mm, la posizione di cucitura è la stessa della posizione di irradiamento
della luce di marcatura. Usare questa funzione quando si irradia la luce di
marcatura alla posizione differente dalla posizione di cucitura.
Irradiamento all'inizio della
cucitura
Posizione del coltello centrale alla ne della cucitura
Irradiamento alla ne della
cucitura
da 0,0 a 25,0
/
0,1mm
* Soltanto
APW-895L
30,0 max.
da –9,9 a 9,9
/
0,1mm
da –9,9 a 9,9
/
0,1mm
da –100,0 a
100,0
* Irradiamento
all'inizio della
cucitura : da
-80,0 a 100,0
/
0,1mm
7,0mm
0,0mm
0,0mm
0,0mm
Irradiamento al centro
Commutazione dello stop/movimento dell'impilatore a rulli
La selezione dello stop/movimento dell'impilatore a rulli viene effettuata.
* Questo viene visualizzato solo quando è impostato su "impilatore
a rulli montato".
Stop Movimento
Commutazione dello stop/movimento dell'impilatore a barre prenditessuto
La selezione dello stop/movimento dell'impilatore a barre prenditessuto
viene effettuata.
* Questo viene visualizzato solo quando è impostato su "impilatore
a barre prenditessuto montato".
Stop Movimento
. . . Articoli che non vengono visualizzati secondo le condizioni di impostazione degli altri articoli.
※
− 53 −
- - -
- - -
※
※
Page 58

Articoli che vengono visualizzati nello schermo di elenco dei dati di cucitura
②
No. Articoli
Selezione della cucitura che dà la precedenza alla pattina
Il modo di cucitura che dà la precedenza alla pattina viene selezionato.
* È possibile impostare solo quando il modo di cucitura alternata è impostato.
Cucitura che dà la precedenza alla pattina proibita
Selezione della commutazione automatica della posizione di irradiamento della luce di marcatura
Quando è impostato su "irradiamento all'inizio della cucitura" o su "irradiamento alla ne della cucitura", la posizione di irradiamento della marcatura viene commutata automaticamente dopo il completamento della cucitura.
* Questa funzione non lavora al momento del modo di cucitura alternata e
del modo di cucitura del ciclo.
Stop Movimento
Modo di cucitura che dà la
precedenza alla pattina
Gamma di impo-
stazione dati
/
Unità di revisione
- - -
- - -
Valore
iniziale
※
※
Dato di stop forzato della pattina
Quando la ne della cucitura della pattina non viene rilevata, la macchina
si arresta dopo aver cucito tanta lunghezza quanta quella impostata dalla
posizione di riferimento posteriore.
* È possibile impostare solo quando è impostato su "cucitura della pattina".
Passo del punto annodato
Il passo di cucitura della sezione di punto annodato viene impostato.
Selezione dell'inttimento/affrancatura all'inizio della cucitura
La selezione dell'inttimento/affrancatura all'inizio della cucitura viene effettuata.
Inttimento Affrancatura
Numero di punti di inttimento all'inizio della cucitura
Il numero di punti di inttimento all'inizio della cucitura viene impostato.
* È possibile impostare solo quando è impostato su "inttimento".
da 0,0 a 10,0
/
0,1mm
da 2,0 a 3,4
/
0,1mm
- - -
da 3 a 19
/
1 punto
5,0mm
2,5mm
5 punti
※
※
Passo dell'inttimento all'inizio della cucitura
Il passo dell'inttimento all'inizio della cucitura viene impostato.
* È possibile impostare solo quando è impostato su "inttimento".
Passo del primo punto della cucitura di inttimento all'inizio della cucitura
Il passo del primo punto della cucitura di inttimento all'inizio della cucitura
viene impostato.
* È possibile impostare solo quando è impostato su "inttimento".
* È possibile impostare solo quando è impostato su "impostazione
dettagliata dell'inttimento/affrancatura.
. . . Articoli che non vengono visualizzati secondo le condizioni di impostazione degli altri articoli.
※
− 54 −
da 0,5 a 1,5
/
0,1mm
da 0,1 a 1,5
/
0,1mm
1,0mm
1,0mm
※
※
Page 59

No. Articoli
Passo del secondo punto della cucitura di inttimento all'inizio della cucitura
Il passo del secondo punto della cucitura di inttimento all'inizio della cucitura viene impostato.
* È possibile impostare solo quando è impostato su "inttimento".
* È possibile impostare solo quando è impostato su "impostazione
dettagliata dell'inttimento/affrancatura.
Gamma di impo-
stazione dati
/
Unità di revisione
da 0,1 a 1,5
/
0,1mm
Valore
iniziale
1,0mm
※
Passo del terzo punto della cucitura di inttimento all'inizio della cucitura
Il passo del terzo punto della cucitura di inttimento all'inizio della cucitura
viene impostato.
* È possibile impostare solo quando è impostato su "inttimento".
* È possibile impostare solo quando è impostato su "impostazione
dettagliata dell'inttimento/affrancatura.
Numero di punti di affrancatura all'inizio della cucitura
Il numero di punti di affrancatura all'inizio della cucitura viene impostato.
* È possibile impostare solo quando è impostato su "affrancatura".
Passo dell'affrancatura all'inizio della cucitura
Il passo dell'affrancatura all'inizio della cucitura viene impostato.
* È possibile impostare solo quando è impostato su "affrancatura".
Passo del punto di fermature dell'affrancatura all'inizio della cucitura
Il passo del punto di fermature dell'affrancatura all'inizio della cucitura viene
impostato.
* È possibile impostare solo quando è impostato su "affrancatura".
da 0,1 a 1,5
/
0,1mm
da 1 a 12
/
1 punto
da 0,5 a 3,0
/
0,1mm
da –2,0 a 2,0
/
0,1mm
1,0mm
3 punti
2,0mm
–1,5
mm
※
※
※
※
Passo del primo punto del ritorno dell'affrancatura all'inizio della cucitura
Il passo del primo punto della sezione di ritorno della cucitura di affrancatura
all'inizio della cucitura viene impostato.
* È possibile impostare solo quando è impostato su "affrancatura".
* È possibile impostare solo quando è impostato su "impostazione
dettagliata dell'inttimento/affrancatura.
Passo del secondo punto del ritorno dell'affrancatura all'inizio della cucitura
Il passo del secondo punto della sezione di ritorno della cucitura di affrancatura all'inizio della cucitura viene impostato.
* È possibile impostare solo quando è impostato su "affrancatura".
* È possibile impostare solo quando è impostato su "impostazione
dettagliata dell'inttimento/affrancatura.
. . . Articoli che non vengono visualizzati secondo le condizioni di impostazione degli altri articoli.
※
− 55 −
da 0,1 a 3,0
/
0,1mm
da 0,1 a 3,0
/
0,1mm
2,0mm
2,0mm
※
※
Page 60

No. Articoli
Passo del terzo punto del ritorno dell'affrancatura all'inizio della cucitura
Il passo del terzo punto della sezione di ritorno della cucitura di affrancatura
all'inizio della cucitura viene impostato.
* È possibile impostare solo quando è impostato su "affrancatura".
* È possibile impostare solo quando è impostato su "impostazione
dettagliata dell'inttimento/affrancatura.
Gamma di impo-
stazione dati
/
Unità di revisione
da 0,1 a 3,0
/
0,1mm
Valore
iniziale
2,0mm
※
Compensazione della svolta dei punti di retromarcia all'inizio della cucitura
Questo tasto serve per impostare un valore di compensazione della svolta
dei punti di retromarcia all'inizio della cucitura.
* È possibile impostare solo quando è impostato su "affrancatura".
* È possibile impostare solo quando compensa con "dato di modello
di cucitura".
Selezione dell'inttimento/affrancatura alla ne della cucitura
La selezione dell'inttimento/affrancatura alla ne della cucitura viene effettuata.
Inttimento Affrancatura
Numero di punti di inttimento alla ne della cucitura
Il numero di punti di inttimento alla ne della cucitura viene impostato.
* È possibile impostare solo quando è impostato su "inttimento".
Passo dell'inttimento alla ne della cucitura
Il passo della cucitura di inttimento alla ne della cucitura viene impostato.
* È possibile impostare solo quando è impostato su "inttimento".
da –2,0 a 2,0
da 0,5 a 1,5
/
0,1mm
- - -
da 3 a 19
/
1 punto
/
0,1mm
1,0mm
5 punti
1,0mm
※
※
※
Passo dell'ultimo punto dell'inttimento
Il passo dell'ultimo punto della cucitura di inttimento alla ne della cucitura
viene impostato.
* È possibile impostare solo quando è impostato su "inttimento".
* È possibile impostare solo quando è impostato su "impostazione
dettagliata dell'inttimento/affrancatura.
Passo di un punto prima dell'ultimo punto dell'inttimento
Il passo di un punto prima dell'ultimo punto della cucitura di inttimento alla
ne della cucitura viene impostato.
* È possibile impostare solo quando è impostato su "inttimento".
* È possibile impostare solo quando è impostato su "impostazione
dettagliata dell'inttimento/affrancatura.
. . . Articoli che non vengono visualizzati secondo le condizioni di impostazione degli altri articoli.
※
da 0,1 a 1,5
/
0,1mm
da 0,1 a 1,5
/
0,1mm
1,0mm
1,0mm
※
※
− 56 −
Page 61

No. Articoli
Passo di due punti prima dell'ultimo punto dell'inttimento
Il passo di due punti prima dell'ultimo punto della cucitura di inttimento alla
ne della cucitura viene impostato.
* È possibile impostare solo quando è impostato su "inttimento".
* È possibile impostare solo quando è impostato su "impostazione
dettagliata dell'inttimento/affrancatura.
Gamma di impo-
stazione dati
/
Unità di revisione
da 0,1 a 1,5
/
0,1mm
Valore
iniziale
1,0mm
※
Numero di punti di affrancatura alla ne della cucitura
Il numero di punti di affrancatura alla ne della cucitura viene impostato.
* È possibile impostare solo quando è impostato su "affrancatura".
Passo dell'affrancatura alla ne della cucitura
Il passo della cucitura di affrancatura alla ne della cucitura viene impostato.
* È possibile impostare solo quando è impostato su "affrancatura".
Passo del primo punto del ritorno dell'affrancatura alla ne della cucitura
Il passo del primo punto della sezione di ritorno della cucitura di affrancatura
alla ne della cucitura viene impostato.
* È possibile impostare solo quando è impostato su "affrancatura".
* È possibile impostare solo quando è impostato su "impostazione
dettagliata dell'inttimento/affrancatura.
Passo del secondo punto del ritorno dell'affrancatura alla ne della cucitura
Il passo del secondo punto della sezione di ritorno della cucitura di affrancatura alla ne della cucitura viene impostato.
* È possibile impostare solo quando è impostato su "affrancatura".
* È possibile impostare solo quando è impostato su "impostazione
dettagliata dell'inttimento/affrancatura.
da 1 a 12
/
1 punto
da 0,5 a 3,0
/
0,1mm
da 0,1 a 3,0
/
0,1mm
da 0,1 a 3,0
/
0,1mm
3 punti
2,0mm
2,0mm
2,0mm
※
※
※
※
Passo del terzo punto del ritorno dell'affrancatura alla ne della cucitura
Il passo del terzo punto della sezione di ritorno della cucitura di affrancatura
alla ne della cucitura viene impostato.
* È possibile impostare solo quando è impostato su "affrancatura".
* È possibile impostare solo quando è impostato su "impostazione
dettagliata dell'inttimento/affrancatura.
. . . Articoli che non vengono visualizzati secondo le condizioni di impostazione degli altri articoli.
※
− 57 −
da 0,1 a 3,0
/
0,1mm
2,0mm
※
Page 62

No. Articoli
Passo dell'ultimo punto dell'affrancatura alla ne della cucitura
Il passo dell'ultimo punto della cucitura di affrancatura alla ne della cucitura
viene impostato.
* È possibile impostare solo quando è impostato su "affrancatura".
Gamma di impo-
stazione dati
/
Unità di revisione
da –2,0 a 2,0
/
0,1mm
Valore
iniziale
–1,5
mm
※
Compensazione del ritorno dell'affrancatura alla ne della cucitura
Il valore di compensazione della sezione di ritorno della cucitura di affrancatura alla ne della cucitura viene impostato.
* È possibile impostare solo quando è impostato su "affrancatura".
* È possibile impostare solo quando compensa con "dato di modello
di cucitura".
Posizione di impilaggio
Dopo aver spostato la pinza, di tanta distanza quanta quella impostata,
dalla posizione del coltello dell'angolo, l'impilatore viene azionato. (+ : lato
posteriore, - : lato anteriore)
* Il campo della quantità di azionamento è limitato dalla posizione della
pinza al momento del completamento della cucitura.
* È possibile impostare solo quando è impostato su "impilatore a
barre prenditessuto montato" o è impostato su "impilatore a rulli
montato" e inoltre, è impostato su "movimento dell'impilatore a rulli"
o è impostato su "movimento dell'impilatore a barre prenditessuto.
Temporizzatore dell'impilatore 1
Il tempo di rotazione dei rulli viene impostato. Quando il sensore del materiale
ha rilevato "senza materiale" prima del tempo impostato, la rotazione si arresta.
* È possibile impostare solo quando è impostato su "impilatore a rulli
optional montato" e è impostato su "movimento dell'impilatore a rulli".
da –2,0 a 2,0
/
0,1mm
da 0 a 500mm
/
1mm
da 0,0 a 9,9
/
0,1 sec.
1,0mm
0mm
0,5 sec.
※
※
※
Velocità di trasporto a salto no alla posizione dell'inizio della cucitura
La velocità di trasporto a salto no alla posizione dell'inizio della cucitura
viene impostata.
Velocità di trasporto a salto no alla posizione del coltello dell'angolo
La velocità di trasporto a salto no alla posizione del coltello dell'angolo
viene impostata.
. . . Articoli che non vengono visualizzati secondo le condizioni di impostazione degli altri articoli.
※
− 58 −
da 3 a 8
/
1
da 3 a 6
/
1
5
5
Page 63

No. Articoli
Commutazione dello stop/movimento del dispositivo tira-pince
La selezione dello stop/movimento del dispositivo tira-pince viene effettuata.
* È possibile impostare solo quando è impostato su "dispositivo
tira-pince optional montato".
Stop Movimento
Gamma di impo-
stazione dati
/
Unità di revisione
- - -
Valore
iniziale
※
Commutazione dello stop/movimento del dispositivo automatico di
alimentazione delle controfodere
La selezione dello stop/movimento del dispositivo automatico di alimentazione delle controfodere viene effettuata.
* È possibile impostare solo quando è impostato su "dispositivo
automatico di alimentazione delle controfodere optional montato".
* Quanto all’alimentazione della controfodera, quando il modello di cucitura
non viene usato, fare attenzione a non fare uscire la controfodera dalla
supercie superiore del tavolo.
* Quando si usa la prossima volta, premere una volta il bottone di alimenta-
zione sul pannello ed effettuare il movimento di alimentazione per tagliare.
Stop Movimento
Lunghezza della pattina
La lunghezza della pattina viene impostata.
È possibile impostare solo quando è impostato su "movimento del
dispositivo automatico di alimentazione delle controfodere" e commutazione del modo di cucitura è impostata su "cucitura della pattina".
* Questa impostazione viene effettuata per determinare la lunghezza di ali-
mentazione delle controfodere del dispositivo automatico di alimentazione
delle controfodere. La lunghezza di cucitura viene determinata tramite il
rilevamento da parte del sensore della pattina.
- - -
da 37,0 a
220,0
/
0,1mm
150,0
mm
※
※
Velocità di cucitura sotto il modo di alta velocità
Il numero di giri alla sezione di punto annodato viene impostato.
* È possibile impostare solo quando selezione dell'impostazione
della velocità di cucitura è impostata su "dato di modello di cucitura".
Velocità di cucitura sotto il modo di bassa velocità
Il numero di giri alle sezioni di cucitura di inttimento e di affrancatura viene
impostato.
* Viene limitata da velocità di cucitura sotto il modo di alta velocità.
* È possibile impostare solo quando selezione dell'impostazione
della velocità di cucitura è impostata su "dato di modello di cucitura".
* Nel caso dell’affrancatura, il limite superiore del numero di giri della bassa
velocità reale è limitato a 1.500 sti/min.
. . . Articoli che non vengono visualizzati secondo le condizioni di impostazione degli altri articoli.
※
− 59 −
da 1000 a
3000
/
100sti/min
da 1000 a
2500
/
100sti/min
2500
sti/min
1500
sti/min
※
※
Page 64

9. MODIFICA DEI DATI DI INTERRUPTORE DI MEMORIA
(1) Procedura di modica dei dati di interruttore di memoria
Visualizzare lo schermo di lista dei dati di interruttore di me-
①
moria.
Premere il tasto MODE CHANGE-OVER , ae il bottone di
A
interruttore di memoria A viene visualizzato.
Quando questo bottone viene premuto, lo schermo di lista dei dati
di interruttore di memoria (schermo A) viene visualizzato.
Selezionare il bottone di interruttore di memoria che si desi-
②
dera modicare.
Premere il bottone UP/DOWN SCROLL o B e sele-
C
Schermo di lista dei dati
di intterruttore di memoria
(Schermo A)
zionare il bottone DATA ITEM C che si desidera cambiare.
B
− 60 −
Page 65

(2) Lista dei dati di interruttore di memoria
Livello 1
①
I dati di interruttore di memoria (livello 1) sono i dati di movimento che le macchine per cucire hanno in
comune e sono i dati che operano su tutti i modelli di cucitura in comune.
No. Articoli
Commutazione della posizione della pinza dopo il completamento della cucitura
La posizione della pinza dopo il completamento della cucitura viene
selezionata da "Stop all'estremità anteriore/Ritorno alla posizione
intermedia/Ritorno effettuato premendo/Stop all'estremità posteriore".
Stop all'estremità
anteriore
Ritorno effettuato
premendo
Tempo di attesa dell'avvio dello spostamento all'estremità anteriore
Il tempo di attesa no all'avvio dello spostamento della pinza all'estremità anteriore viene impostato.
* È possibile impostare solo quando è impostato su "stop all'e-
stremità anteriore".
Numero di volte della carica relativo all'alimentazione automatica
delle controfodere all'inizio della cucitura
Il numero di volte della carica relativo al dispositivo automatico di alimentazione delle controfodere all'inizio della cucitura viene impostato.
* È possibile impostare solo quando è impostato su "dispositi-
vo automatico di alimentazione delle controfodere optional montato".
Ritorno alla posizione intermedia
Stop all'estremità
posteriore
Gamma di impo-
stazione dati
/
Unità di revisione
- - -
da 0,50 a 9,99
/
0,01 sec.
da 2 a 9
/
1
Valore
iniziale
3,00 sec.
3
※
※
Lunghezza di carica relativa all'alimentazione automatica delle
controfodere alla ne della cucitura
La lunghezza di carica relativa al dispositivo automatico di alimentazione delle controfodere alla ne della cucitura viene impostata.
* È possibile impostare solo quando è impostato su "dispositi-
vo automatico di alimentazione delle controfodere optional montato".
Tempismo di taglio del lo
Il tempismo di taglio del lo dopo la cucitura viene selezionato da "Standard/
Medio/Il più lungo" e la lunghezza del lo alla ne della cucitura viene regolata.
Standard 0 Medio 1
Il più lungo 2
* Quando Accessorio per la chiusura lampo è montato e
l'impostazione è regolata al valore standard "0", è possibile che il lo
dell'ago non venga tagliato.
. . . Articoli che non vengono visualizzati secondo le condizioni di impostazione degli altri articoli.
※
da 0 a 99,9
0,1mm
- - -
0mm
/
※
− 61 −
Page 66

No. Articoli
Temporizzatore dell'impilatore 2
Il tempo di attesa dall'avvio del movimento di tenuta per tenere il tessuto
sulla base di impilaggio al rilascio del pressore del tessuto viene impostato.
* È possibile impostare solo quando è impostato su "impilatore
a barre prenditessuto optional montato".
Gamma di impo-
stazione dati
/
Unità di revisione
da 0,00 a 9,99
/
0,01 sec.
Valore
iniziale
0,70 sec.
※
Temporizzatore dell'impilatore 3
Il tempo di movimento della barra spazzatessuto viene impostato.
* È possibile impostare solo quando è impostato su "impilatore
a barre prenditessuto optional montato".
Temporizzatore dell'impilatore 4
Il tempo per anticipare il tempismo per rilasciare il prodotto di cucitura
sollevando la pinza viene impostato.
Quando si preme un prodotto di cucitura corto, la quantità per farlo
cadere con il proprio peso viene regolata.
* È possibile impostare solo quando è impostato su "impilatore
a barre prenditessuto optional montato".
Velocità di cucitura sotto il modo di alta velocità
Il numero di giri alla sezione di punto annodato viene impostato.
* È possibile impostare solo quando selezione dell'impostazio-
ne della velocità di cucitura è impostata su "interruttore di memoria".
Velocità di cucitura sotto il modo di bassa velocità
Il numero di giri alle sezioni di cucitura di inttimento e di affrancatura
viene impostato.
* Viene limitata da velocità di cucitura sotto il modo di alta velocità.
* È possibile impostare solo quando selezione dell'impostazio-
ne della velocità di cucitura è impostata su "interruttore di memoria".
* Nel caso dell’affrancatura, il limite superiore del numero di giri della
bassa velocità reale è limitato a 1.500 sti/min.
Partenza dolce, primo punto
Il numero di giri del primo punto all'inizio della cucitura viene limitato.
Partenza dolce, secondo punto
Il numero di giri del secondo punto all'inizio della cucitura viene limitato.
Partenza dolce, terzo punto
Il numero di giri del terzo punto all'inizio della cucitura viene limitato.
Velocità di ritorno della pinza
La velocità di ritorno della pinza viene impostata.
Rilevamento della rottura del lo
Con/senza il rilevamento della rottura del lo viene selezionato.
da 0,00 a 9,99
/
0,01 sec.
da 0,00 a 9,99
/
0,01 sec.
da 1000 a
3000
/
100sti/min
da 1000 a
2500
/
100sti/min
da 500 a 2500
/
100sti/min
da 500 a 2500
/
da 100sti/min
da 500 a 2500
/
100sti/min
da 3 a 9
/
1
- - -
0,70 sec.
0,00 sec.
2500sti/min
1500sti/min
1500sti/min
2500sti/min
2500sti/min
7
※
※
※
※
Con il rileva-
mento della
rottura del lo
. . . Articoli che non vengono visualizzati secondo le condizioni di impostazione degli altri articoli.
※
Senza il rilevamento della
rottura del lo
− 62 −
Page 67

No. Articoli
Modo di movimento del pressore della pattina
L'ordine di movimento del pressore della pattina viene selezionato.
Da destra Da sinistra
Gamma di impo-
stazione dati
/
Unità di revisione
- - -
Valore
iniziale
Destra/Sinistra
nello stesso tempo
* Quando la destra e la sinistra vengono impostate su azionamento
simultaneo con la personalizzazione dell'impostazione del pedale,
questo parametro viene trascurato e la destra e la sinistra vengono
azionate simultaneamente.
Commutazione dell'ordine di abbassamento della pinza
L'ordine di abbassamento della pinza viene selezionato.
Da destra Da sinistra
Destra/Sinistra
nello stesso tempo
* Quando la destra e la sinistra vengono impostate su azionamento
simultaneo con la personalizzazione dell'impostazione del pedale,
questo parametro viene trascurato e la destra e la sinistra vengono
azionate simultaneamente.
Modo di movimento della piastra di piegatura
"Ritorno/non ritorno" della piastra di piegatura quando il coltello
dell'angolo sporge viene selezionato.
Lato dove la pattina è messa
- - -
- - -
Ritorno Non ritorno
Proibizione del sollevamento con la riduzione della pressione del bordatore
Il sollevamento con la riduzione della pressione del bordatore al momento del trasporto di salto è proibito.
Il sollevamento con
la riduzione della
pressione è proibito.
Commutazione di "valido/non valido" del temporizzatore di
pressione continua del pedale per lavoro in piedi
"Valido/non valido" di temporizzatore di pressione continua
del pedale per lavoro in piedi viene selezionato.
* È possibile impostare solo quando è impostato su "pedale
a posizione unica".
Non valido Valido
Temporizzatore di pressione continua del pedale per lavoro in piedi
Quando si esegue il lavoro di posizionamento del prodotto di cucitura
con il pedale per lavoro in piedi premuto, l'intervallo di tempo quando
i rispettivi dispositivi funzionano in ordine viene impostato.
* È possibile impostare solo quando è impostato su "pedale
a posizione unica".
Sollevamento con
la riduzione della
pressione
- - -
- - -
da 0,1 a 2,0
/
0,1 sec.
0,5 sec.
※
※
. . . Articoli che non vengono visualizzati secondo le condizioni di impostazione degli altri articoli.
※
− 63 −
Page 68

No. Articoli
Impostazione dettagliata dell'inttimento/affrancatura
"Effettuazione/non effettuazione" dell'impostazione dettagliata del
passo della sezione di inttimento/affrancatura viene selezionato.
Effettuazione Non effettuazione
Gamma di impo-
stazione dati
/
Unità di revisione
- - -
Valore
iniziale
Posizione del fermo della pattina
In caso della cucitura della pattina, la posizione di irradiamento della luce
di marcatura all'inizio della cucitura (distanza dall'ago) viene impostata.
* L'impostazione riguarda soltanto la posizione di irradiamento della
luce di marcatura. La posizione reale di cucitura è la posizione
dell'estremità della pattina rilevata dal sensore della pattina.
Temporizzatore 5 dell'impilatore
Imposta il tempo di attesa dell'impilatore dall'inizio dell'operazione di
presa del materiale al rilascio del materiale.
* Questa impostazione è disponibile quando il "Impilatore a
pinza (opzionale)" è usato.
Temporizzatore 6 dell'impilatore
Imposta la durata del funzionamento del braccio oscillante.
* Questa impostazione è disponibile quando il "Impilatore a
pinza (opzionale)" è usato.
da 80,0 a
280,0
/
0,1mm
da 0,00 a 9,99
/
0,01 sec.
da 0,00 a 9,99
/
0,01 sec.
80,0 mm
1,00 sec.
1,50 sec.
Numero di punti dell'ingrassaggio
Il numero di punti del movimento della macchina per cucire dopo il
rifornimento del grasso viene indicato.
* Quando si preme il bottone CLEAR, il numero di punti viene portato
a "0". Non mancare di effettuare il rifornimento del grasso prima di
azzerare.
Selezione della lingua
La lingua da visualizzare nel pannello viene selezionata.
Giapponese Inglese
Cinese (semplicato)
Spagnolo Italiano
Francese Tedesco
Portoghese Turco
Vietnamita Coreano
Indonesiano Russo
Cinese (tradizionale)
- - - - - -
- - - - - -
. . . Articoli che non vengono visualizzati secondo le condizioni di impostazione degli altri articoli.
※
− 64 −
Page 69

Livello 2
②
I dati di interruttore di memoria (livello 2) sono i dati di movimento che le macchine per cucire hanno in
comune e sono i dati che operano su tutti i modelli di cucitura in comune. I dati sono per il personale di
manutenzione ed è possibile revisionarli premendo l'interruttore di modo operativo continuamente per 6
secondi.
No. Articoli
Montaggio della luce di marcatura
"Montata/non montata" della luce di marcatura viene selezionato. Quando "non montata" è selezionato, la luce di marcatura non funziona.
Non montata Montata
Selezione della posizione di cucitura
Il modo operativo che termina sicuramente la cucitura alla posizione di
riferimento posteriore, il modo operativo che inizia sicuramente la cucitura dalla posizione di riferimento anteriore o il modo convenzionale di
movimento che cambia la posizione di cucitura secondo l'impostazione
di viene selezionato.
* Posizione di riferimento anteriore : 80 mm dall'ago
Posizione di riferimento posteriore : 300 mm dall'ago
Per il tipo lungo e largo, è 330 mm.
Tuttavia, quando è impostato, è 380 mm.
Modo convenzionale di movimento
Modo di ssaggio
della posizione di
cucitura (Riferimento posteriore)
Gamma di impo-
stazione dati
/
Unità di revisione
- - -
- - -
Valore
iniziale
Modo di ssaggio
della posizione di
cucitura (Riferimento anteriore)
Impostazione della valvola solenoide per l'azionamento separato
del coltello dell'angolo
"Montata/non montata" della valvola solenoide per l'azionamento separato del coltello dell'angolo viene impostato.
Non montata Montata
Commutazione del modo di funzionamento del pedale
Il modo operativo da usare per il pedale di comando viene impostato.
Modo di pedale a
n.7 posizioni
Rapporto di eccesso del taglio del coltello centrale
Il rapporto di eccesso relativo alla velocità di rotazione del coltello centrale può essere impostato.
Modo di pedale a
n.1 posizione
- - -
- - -
da 300 a 500
/
1%
350%
− 65 −
Page 70

No. Articoli
Gamma di impo-
stazione dati
/
Unità di revisione
Valore
iniziale
Impostazione della proibizione del trasporto intermittente
"Effettuazione/non effettuazione" della cucitura a trasporto intermittente
viene selezionato.
* Quando si esegue la cucitura a trasporto intermittente, la velocità di
cucitura max della macchina per cucire viene limitata a 1.500 sti/min.
Effettuazione della
cucitura a trasporto
intermittente
Commutazione del riferimento di revisione del dato di cucitura a
pattina nascosta
O trattare il dato di cucitura a pattina nascosta il quale viene impostato
dal pannello, come il valore di compensazione dall'estremità rilevata
della pattina o trattarlo come la distanza dal rilevamento da parte del
sensore all'inizio della cucitura viene selezionato.
Compensazione
dall'estremità rilevata della pattina
Ingrandimento della gamma di dati di misura L
Ingrandimento/non ingrandimento della gamma di dati di misura L a
220 mm + 15 mm max viene impostato. Nel caso del tipo lungo e largo,
la misura è ingrandita a 250 mm + 50 mm.
* Quando si effettua la cucitura più lunga di 250 mm con Tipo
lungo e largo, il coltello dell'angolo non funziona.
* Nel caso di Tipo lungo e largo, il coltello dell'angolo non fun-
ziona quando un tessuto della pattina è messo nell'area di + 50 mm
anche se esso è meno di 250 mm.
Non effettuazione
della cucitura a trasporto intermittente
Compensazione
tramite il sensore
- - -
- - -
- - -
Non ingrandimento Ingrandimento
Selezione dell'impostazione della velocità di cucitura della macchina per cucire
O impostare la velocità di cucitura della macchina per cucire con l'interruttore di memoria o impostarla con il dato di modello di cucitura viene
selezionato.
Interruttore di memoria
Selezione del modo di controllo del nastro riettente
ON/OFF (abilitato/escluso) del modo di controllo del nastro riettente
viene impostato.
Quando questo è impostato su ON, la pinza viene abbassata automaticamente con il primo movimento di avanzamento della pinza dopo
l'accensione della macchina e il controllo del deterioramento del nastro
riettente viene effettuato.
* La pinza viene abbassata automaticamente. Avere cura di usare
questa funzione solo in caso del tipo zeppa.
OFF ON
Dato di modello di
cucitura
- - -
- - -
− 66 −
Page 71

No. Articoli
Gamma di impo-
stazione dati
/
Unità di revisione
Valore
iniziale
Selezione dell'impostazione della compensazione del ritorno
dell'affrancatura
O impostare la compensazione del ritorno dell'affrancatura con l'interruttore di memoria o impostarla con il dato di modello di cucitura viene
selezionato.
Interruttore di memoria
Compensazione del ritorno dell'affrancatura alla ne della cucitura
La compensazione del ritorno dell'affrancatura alla ne della cucitura
viene impostata.
* È possibile impostare solo quando è impostato su "interrutto-
re di memoria".
Selezione della visualizzazione del bottone di commutazione del
modo operativo nello schermo di elenco dei modelli di cucitura
Il bottone di commutazione del modo operativo viene visualizzato nello
schermo di elenco dei modelli di cucitura ed i dati del modo operativo
differente possono essere selezionati.
Dato di modello di
cucitura
- - -
da −2,0 a 2,0
/
0,1 mm
- - -
1,0 mm
Non visualizzazione Visualizzazione
Funzione di accoppiamento della cucitura del ciclo
Il modello di cucitura segnato con un numero dispari può essere accoppiato al modello di cucitura segnato con un numero pari e 12 passi
possono essere cuciti.
Soltanto la combinazione di 1 e 2, 3 e 4, 5 e 6, 7 e 8, 9 e 10, 11 e 12,
13 e 14, 15 e 16, 17 e 18, e 19 e 20 possono essere accoppiate.
Funzione di accoppiamento OFF
Tempo di abbassamento del coltello centrale
Il tempo di abbassamento del coltello centrale viene impostato.
Impostazione della proibizione del movimento a un solo colpo del
coltello centrale
Con/senza il movimento a un solo colpo per tagliare correttamente la
posizione di taglio del coltello centrale sul lato della ne della cucitura
viene selezionato.
Funzione di accoppiamento ON
- - -
da 10 a 100
/
1
- - -
40
Con il movimento a
un solo colpo
Movimento a un
solo colpo proibito
− 67 −
Page 72

No. Articoli
Gamma di impo-
stazione dati
/
Unità di revisione
Valore
iniziale
Compensazione della svolta dei punti di retromarcia all'inizio della
cucitura
Questo tasto serve per impostare un valore di compensazione della
svolta dei punti di retromarcia all'inizio della cucitura.
* È possibile impostare solo quando compensa con "dato di
modello di cucitura".
Compensazione dell'origine del motore della pinza
L'origine del motore della pinza viene compensato.
Compensazione dell'origine del motore del coltello dell'angolo
L'origine del motore del coltello dell'angolo viene compensato.
Compensazione dell'origine della luce di marcatura (esattamente sotto)
L'origine del motore della luce di marcatura viene compensato. L'origine è nello stato in cui la luce irradia esattamente sotto ed è ad una
distanza di 230 mm dall'ago.
* Nel caso di Tipo lungo e largo, la posizione di irradiazione
della lampada è a 246 mm dall'ago.
da –2,0 a 2,0
/
0,1mm
da −10,0 a 10,0
/
0,1 mm
da −5,0 a 5,0
/
0,1 mm
da −500 a 500
/
1 impulso
1,0mm
0,0 mm
0,0 mm
0 impulso
Compensazione dell'origine della luce di marcatura (lato ago)
La posizione sul lato ago rispetto all'origine del motore della luce di
marcatura viene compensata. La posizione di irradiamento della luce è
ad una distanza di 80mm dall'ago.
* Nel caso di Tipo lungo e largo, la posizione di irradiazione
della lampada è a 96 mm dall'ago.
Compensazione dell'origine della luce di marcatura (lato operatore)
La posizione sul lato operatore rispetto all'origine del motore della luce
di marcatura viene compensata. La posizione di irradiamento della luce
è ad una distanza di 380mm dall'ago.
* Nel caso di Tipo lungo e largo, la posizione di irradiazione
della lampada è a 396 mm dall'ago.
Compensazione dell'origine del motore dell'affrancatura
L'origine del motore dell'affrancatura viene compensato.
da −500 a 500
/
1 impulso
da −500 a 500
/
1 impulso
da −30 a 30
/
1 impulso
0 impulso
0 impulso
0 impulso
− 68 −
Page 73

10. EFFETTUAZIONE DELL'IMPOSTAZIONE DELL'OPTIONAL
(1) Procedura di modica dell'impostazione dell'optional
Visualizzazione del 2o schermo dello schermo di commuta-
①
A
zione del modo operativo
Quando si tiene premuto il tasto di commutazione del modo
operativo per sei secondi, il bottone di scorrimento a destra A
viene visualizzato sullo schermo.
Quando si preme questo bottone, il 2o schermo (schermo A) dello
schermo di commutazione del modo operativo viene visualizzato.
Visualizzazione dello schermo di elenco delle impostazioni
②
dell'opzione
Secondo schermo dello
schermo di commutazione
della modalità operativa
(schermo A)
Il bottone di impostazione B dell'opzione viene visualizzato
sullo schermo.
Quando si preme questo bottone, lo schermo di elenco (schermo
B
B) delle impostazioni dell'opzione viene visualizzato.
Selezione dell'impostazione dell'opzione che si desidera mo-
③
dicare
Premere i bottoni di scorrimento su/giù C per selezio-
nare il bottone di articolo di dati D che si desidera modicare.
D
Schermo di elenco delle
impostazioni dell'optional
(schermo B)
C
− 69 −
Page 74

(2) Elenco delle impostazioni dell'optional
Impostando lo stato di montaggio dell'optional, è possibile azionare ciascun optional.
Gamma di impo-
No. Articoli
stazione dati
Unità di revisione
/
Valore iniziale
"Montato/non montato" dell'impilatore a barre prenditessuto viene impostato.
Non montato Montato
"Montato/non montato" dell'impilatore a rulli viene impostato.
Non montato Montato
Imposta montato/non montato del dispositivo impilatore a pinza.
Non montato Montato
"Montato/non montato" del tira-pince viene impostato.
* Tuttavia, nel caso del montaggio del tira-pince, Impostazione
della misura del calibro è limitata ad un valore da 8 a 12 mm.
* Nel caso di Tipo lungo e largo, il tira-pince non funziona.
Non montato Montato
"Montato/non montato" del dispositivo di aspirazione viene impostato.
* Nel caso di Tipo lungo e largo, il dispositivo di aspirazione
non funziona.
- - -
Non montato
- - -
Non montato
Non montato
- - -
Non montato
- - -
Non montato
Non montato Montato
"Montato/non montato" del dispositivo automatico di alimentazione delle controfodere viene impostato.
* Nel caso di Tipo lungo e largo, il dispositivo automatico di
alimentazione delle controfodere non funziona.
Non montato Montato
"Montato/non montato" del dispositivo chiusura lampo
confezionata viene impostato.
* Tuttavia, nel caso del montaggio dell'accessorio per la chiusura
lampo, Impostazione della misura del calibro è limitata ad un
valore da 16 a 20 mm.
* Nel caso di Tipo lungo e largo, l'accessorio per la chiusura
lampo non funziona.
Non montato Montato
- - -
Non montato
- - -
Non montato
− 70 −
Page 75

11. MODIFICA DELL'IMPOSTAZIONE DEL DISPOSITIVO
(1) Procedura di modica dell'impostazione del dispositivo
Visualizzazione del 2o schermo dello schermo di commuta-
①
A
zione del modo operativo
Quando si tiene premuto il tasto di commutazione del modo
operativo per sei secondi, il bottone di scorrimento a destra A
viene visualizzato sullo schermo.
Quando si preme questo bottone, il 2o schermo (schermo A) dello
schermo di commutazione del modo operativo viene visualizzato.
Visualizzazione dello schermo di elenco delle impostazioni
②
del dispositivo
Secondo schermo dello
schermo di commutazione
della modalità operativa
(schermo A)
Il bottone di impostazione B del dispositivo viene visualiz-
B
zato sullo schermo.
Quando si preme questo bottone, lo schermo di elenco (schermo
B) delle impostazioni del dispositivo viene visualizzato.
Selezione dell'impostazione del dispositivo che si desidera
③
modicare
Selezionare il bottone di articolo di dati C che si desidera modi-
care.
C
Schermo di elenco dei
dispositivi (schermo B)
− 71 −
Page 76

(2) Elenco delle impostazioni del dispositivo
Impostando il tipo di dispositivo, è possibile azionare secondo il tipo.
No. Articoli
Gamma di impo-
stazione dati
/
Unità di revisione
Valore iniziale
Misura del calibro
La misura del calibro della macchina per cucire viene impostata.
* Per Tipo lungo e largo, la gamma è ingrandita ad un valore da
22 a 32 mm.
* Il movimento del coltello dell'angolo viene cambiato secondo il valore
di impostazione della misura del calibro.
* Quando Dispositivo tira-pince è montato, la gamma è limitata
ad un valore da 8 a 12 mm e quando Accessorio per la chiusura lampo è montato, da 16 a 20 mm.
Selezione del tipo lungo e largo
Si imposta questa quando si usa il tipo lungo e largo.
Standard :
Pinza standard montata, Misura di cucitura 220 mm
Tipo lungo e largo :
Montaggio della pinza per il tipo lungo e largo, Misura
della cucitura di 250 mm
da 8 a 20
( 22 a 32 )
/
2mm
- - -
10 mm
Il tipo è stato impostato secondo il tipo della pinza
montata al momento della consegna. Non selezionare alcuno tranne il tipo della pinza montata
poiché l’interferenza si presenta.
− 72 −
Page 77

12. PERSONALIZZAZIONE DEL FUNZIONAMENTO DEL PEDALE
La funzione di movimento quale "Abbassamento del bordatore", "Abbassamento del pressore della pattina",
ecc. può essere registrata facoltativamente a ciascun numero di posizione del pedale a seconda delle condi-
zioni di utilizzo.
Inoltre, è possibile avere al massimo 5 generi di dato di funzionamento del pedale personalizzato. Quindi
utilizzare selezionandoli.
(1) Metodo per selezionare e usare il dato personalizzato
Visualizzare lo schermo di personalizzazione del pedale.
①
Premere il tasto MODE CHANGEOVER , e il bottone PE-
DAL CUSTOMIZING A viene visualizzato sullo schermo.
Premere questo bottone, e lo schermo di personalizzazione del
A
pedale (schermo A) viene visualizzato.
B
C
Schermo di
personalizzazione del
pedale (schermo A)
Selezionare dai bottoni B 5 generi di funzionamento del pedale i
②
D
quali sono registrati come i dati personalizzati.
A questo punto, il contenuto del dato di funzionamento del pedale
selezionato viene visualizzato a C.
Quando il bottone SCREEN END D viene premuto, il dato
③
di funzionamento del pedale selezionato viene determinato e lo
schermo ritorna allo schermo originale.
− 73 −
Page 78

(2) Personalizzazione del dato di funzionamento del pedale
A
B
Premere il bottone A, e impostare se fare retrocedere la
①
pinza o meno quando si preme il pedale nella parte posteriore.
Display Descrizione
Fare retrocedere la pinza
C
Non fare retrocedere la pinza
Premere il bottone B e impostare se azionare il pressore
②
D
della controfodera o meno quando si preme il pedale nella parte
posteriore.
Display Descrizione
Azionare
Non azionare
Premere il bottone C e impostare se chiudere a chiave o
③
meno i rispettivi funzionamenti del pedale relativi alle posizioni
dalla prima alla settima.
In caso di "chiusura a chiave", anche se il pedale viene rilasciato,
lo stato di movimento tramite il funzionamento del pedale viene
mantenuto a meno che il pedale non venga premuto nella parte
posteriore o il ripristino del pedale non venga effettuato.
Schermo di impostazione
della funzione di
movimento del pedale
(schermo A)
Display Descrizione
Chiudere a chiave
Non chiudere a chiave
Premere il bottone D, e lo schermo di impostazione della
④
funzione di movimento del pedale (schermo A) viene visualizzato.
Quindi la funzione di movimento da registrare a ciascun numero
di posizione del pedale può essere impostata.
− 74 −
Page 79

Le funzioni sottostanti possono essere registrate in ordine a co-
⑤
minciare dalla prima posizione. Le funzioni che possono essere
registrate vengono visualizzate in ordine sotto forma di bottone
come . Quando il bottone viene premuto, il colore cambia
F
E
e la funzione viene registrata. Il numero di posizione del pedale
viene avanzato con il bottone ▲▼ E. Quando il numero
di posizione del pedale viene riposto con F, esso diventa
quello precedente.
Quando le funzioni sono registrate no all'ultima, il bottone EN-
TER G viene visualizzato. Premerlo per determinare i dati
registrati.
G
* È possibile sgombrare e registrare il numero di posizione del pedale.
* Quando le funzioni vengono determinate senza registrare MACHINE START , l'avvio tramite l'inter-
ruttore a ginocchio viene applicato.
* O la pinza si abbassa da destra o da sinistra viene determinato da commutazione dell'ordine di
abbassamento della pinza. Quando la destra e la sinistra sono impostate nello stesso tempo, anche se
il movimento indipendente viene impostato in questo schermo, la destra e la sinistra vengono azionate
simultaneamente.
* O il pressore della pattina si abbassa da destra o da sinistra viene determinato da commutazione
dell'ordine di abbassamento del pressore della pattina.
Quando la destra e la sinistra sono impostate nello stesso tempo, anche se il movimento indipendente
viene impostato in questo schermo, la destra e la sinistra vengono azionate simultaneamente.
Display Descrizione Display Descrizione
Tira-pince (optional) Abbassamento bordatore
Aspirazione
Abbassamento un lato pinza Abbassamento lato rimanente pressore della pattina
Abbassamento un lato pressore della pattina
Abbassamento lato rimanente pinza Avvio macchina
− 75 −
Page 80

13.
PERSONALIZZAZIONE DELLO SCHERMO DI IMMISSIONE DEI DATI
I bottoni visualizzati nello schermo di immissione dei dati possono essere personalizzati secondo le condizio-
ni di utilizzo del cliente.
Visualizzare lo schermo di personalizzazione dello schermo
①
di immissione dei dati.
Tenere premuto il tasto MODE CHANGEOVER per tre se-
condi, e il bottone CUSTOMIZE A viene visualizzato sullo
A
B
F
C
D
E
G
H
I
J L
K
schermo.
Quando questo bottone viene premuto, lo schermo di personaliz-
zazione dello schermo di immissione viene visualizzato.
Selezionare le condizioni dei bottoni.
②
Ogni volta che i bottoni da B a L vengono premuti, la visualiz-
zazione/non visualizzazione dei bottoni può essere commutata.
Personalizzare e usare i bottoni secondo le condizioni di utilizzo
del cliente.
Simbolo
B
C
D
E
F
Visualiz-
zazione
Non visua-
lizzazione
Descrizione Stato iniziale
Bottone di elenco dei modelli di
cucitura
Dato di cucitura a pattina nascosta (Inizio della cucitura sinistro)
Impostazione della posizione di
movimento del coltello centrale
Dato di cucitura a pattina nascosta (Fine della cucitura sinistra)
Commutazione del modo di cucitura
G
H
I
J
K
L
Posizione di movimento del
coltello dell'angolo all'inizio della
cucitura
Impostazione della misura L
Posizione di movimento del
coltello dell'angolo alla ne della
cucitura
Commutazione dello stop/movimento dell'impilatore
Commutazione del modo di
movimento
Impostazione della luce di marcatura
− 76 −
Page 81
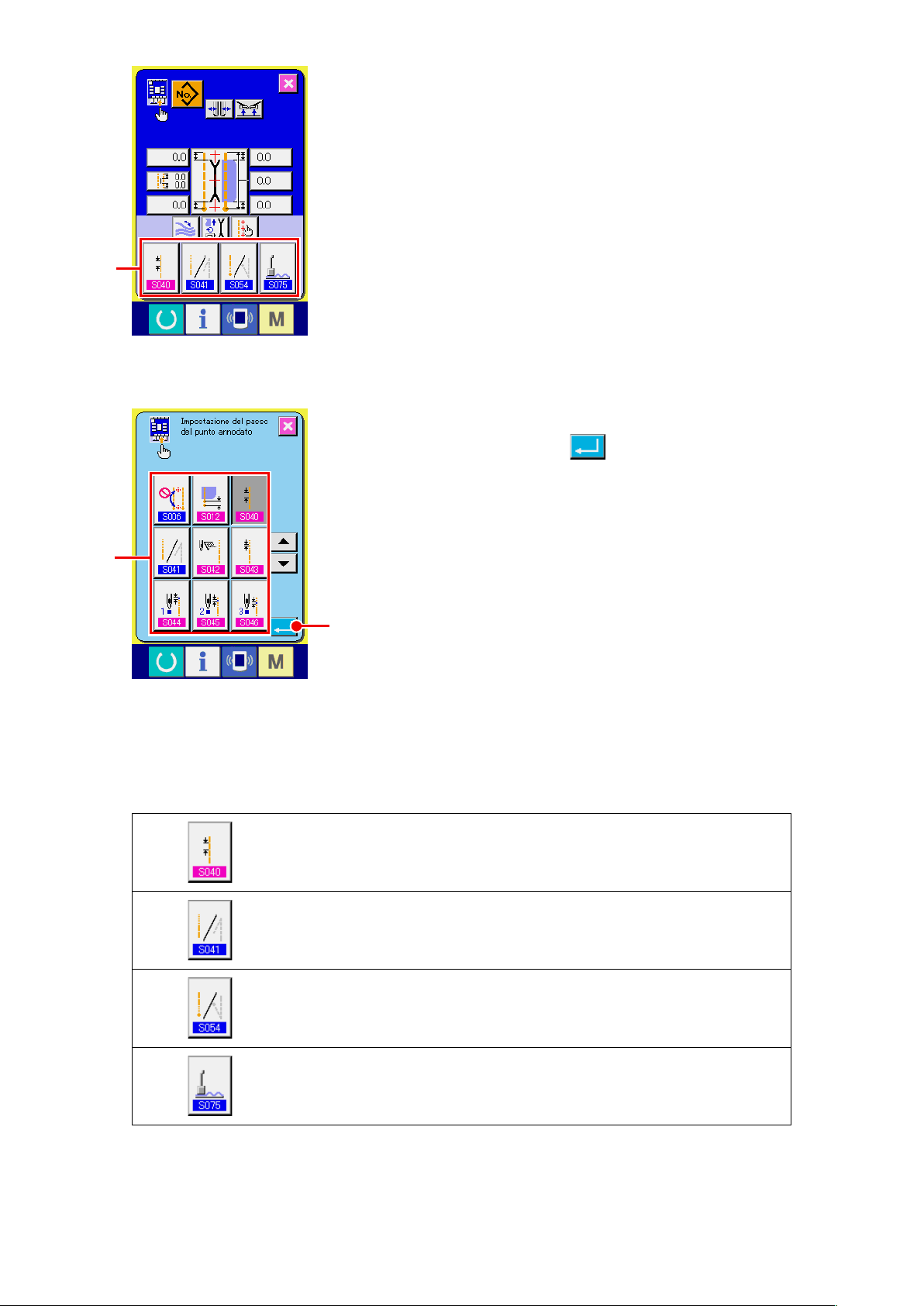
Registrare i dati di cucitura ai bottoni SEWING DATA CUSTO-
③
MIZING.
Fino a 4 dati di cucitura possono essere registrati ai bottoni
SEWING DATA CUSTOMIZING M.
Registrare e utilizzare i dati di cucitura che si usano frequentemente.
Quando si preme il bottone CUSTOMIZING M che si desidera
registrare, lo schermo di elenco dei dati di cucitura (schermo A)
viene visualizzato.
M
N
Schermo di elenco dei dati
di cucitura (schermo A)
Selezionare il dato di cucitura da registrare.
④
Selezionare il dato di cucitura che si desidera registrare con il
bottone SEWING DATA N.
Quando il bottone selezionato viene premuto due volte, la selezio-
ne viene rilasciata.
Registrare il dato al bottone di personalizzazione.
⑤
Quando il bottone ENTER O viene premuto, la registra-
zione al bottone di personalizzazione nisce e lo schermo ritorna
allo schermo di personalizzazione dello schermo di immissione. Il
dato di cucitura registrato viene visualizzato sul bottone CUSTO-
MIZING M.
O
I dati sottostanti sono registrati in ordine da sinistra al momento dell'acquisto.
a.
b.
c.
d.
Passo del punto annodato
Selezione dell'inttimento/affrancatura all'inizio della cucitura
Selezione dell'inttimento/affrancatura alla ne della cucitura
Commutazione dello stop/movimento del tira-pince
− 77 −
Page 82

14. EFFETTUAZIONE DELL'IMPOSTAZIONE DI PERSONALIZZAZIONE DELLO SCHERMO DI CUCITURA
I bottoni visualizzati nello schermo di immissione dei dati possono essere personalizzati secondo le condizio-
ni di utilizzo del cliente.
Visualizzare lo schermo di personalizzazione dello schermo
①
di immissione dei dati.
Tenere premuto il tasto MODE CHANGEOVER per tre
secondi, e il bottone SEWING SCREEN CUSTOMIZING A
A
B
F
C
D
E
G
H
I
K
J L
viene visualizzato sullo schermo.
Premere questo bottone, e lo schermo di personalizzazione dello
schermo di cucitura viene visualizzato.
Selezionare le condizioni dei bottoni.
②
Ogni volta che i bottoni da B a L vengono premuti, la visualiz-
zazione/non visualizzazione dei bottoni può essere commutata.
Personalizzare e usare i bottoni secondo le condizioni di utilizzo
del cliente.
Simbolo
B
C
D
E
F
Visualiz-
zazione
Non visua-
lizzazione
Descrizione
Bottone di elenco dei modelli di cucitura
Dato di cucitura a pattina nascosta (Inizio
della cucitura sinistro)
Impostazione della posizione di movimento del coltello centrale
Dato di cucitura a pattina nascosta (Fine
della cucitura sinistra)
Commutazione del modo di cucitura
Stato
iniziale
G
H
I
J
K
L
Posizione di movimento del coltello
dell'angolo all'inizio della cucitura
Impostazione della misura L
Posizione di movimento del coltello
dell'angolo alla ne della cucitura
Commutazione dello stop/movimento
dell'impilatore
Commutazione del modo di movimento
Impostazione della luce di marcatura
− 78 −
Page 83

M
N
Registrare il modello di cucitura diretto.
③
Quando il bottone DIRECT PATTERN REGISTER M viene
premuto, lo schermo di elenco delle registrazioni del modello di
cucitura diretto (schermo A) viene visualizzato.
Nello schermo di elenco dei modelli di cucitura diretti, i dati di
modello di cucitura della cucitura indipendente/cucitura alternata/
cucitura del ciclo possono essere registrati liberamente no a 30.
Registrare e utilizzare i dati di modello di cucitura che si usano
frequentemente. Premere il bottone PATTERN LIST N e lo schermo di selezione del modello di cucitura diretto (schermo B) viene
visualizzato.
Schermo di elenco dei
modelli di cucitura diretti
(schermo A)
Q
O
Schermo di selezione del
modello di cucitura diretto
(schermo B)
Selezionare il modello di cucitura che si desidera registrare con il
bottone PATTERN SELECTION O.
Inoltre, i dieci tasti vengono visualizzati premendo il bottone NO.
INPUT R e il modello di cucitura che si desidera registrare può
P
R
essere selezionato immettendo con i dieci tasti.
Quando il bottone selezionato viene premuto due volte, la
selezione viene rilasciata.
Quando il bottone ENTER P viene premuto, la registrazione al
bottone diretto viene completata e lo schermo ritorna allo schermo di elenco dei modelli di cucitura diretti (schermo A).
Quando il bottone MODE CHANGEOVER Q viene premuto, il
modo di cucitura viene commutato alla cucitura indipendente →
cucitura alternata → cucitura del ciclo.
I bottoni diretti non sono registrati al momento dell'acquisto.
− 79 −
Page 84

15. USO DELL’INFORMAZIONE
Ci sono le tre funzioni sottostanti nella funzione di informazione.
Visualizzare lo schermo di informazione.
①
Premere il tasto INFORMATION A della sezione di sede
degli interruttori nello schermo di immissione, e lo schermo di
informazione (schermo A) viene visualizzato.
A
Informazione di manutenzione e ispezione
Ⓐ
Il tempo di sostituzione dell'olio (ingrassaggio), il tempo di
Ⓑ
Ⓐ
Ⓒ
sostituzione dell'ago, il tempo di pulizia, ecc. vengono designati, e l'avviso di avvertimento può essere dato quando il
tempo designato è passato.
Consultare
"VI-15.(1) Osservazione dell’informazione di
manutenzione ed ispezione" p. 81.
Schermo di informazione
(schermo A)
Informazione di controllo produttivo
Ⓑ
Per mezzo della funzione per visualizzare la produzione
d'obiettivo e la produzione reale, la coscienza di raggiungimento dell'obiettivo di una linea o un gruppo produttivo
si accresce e inoltre, l'andamento del lavoro può essere
controllato al primo sguardo.
Consultare
controllo produttivo" p. 83
"VI-15.(3) Osservazione dell’informazione di
"VI-15.(4) Esecuzione
e
dell’impostazione dell’informazione di controllo produttivo" p. 85.
Informazione di misurazione dell'esercizio
Ⓒ
L'informazione sulla situazione operativa della macchina,
sull'indice d'esercizio della macchina, sul tempo d'esercizio,
sul tempo di macchina e sulla velocità della macchina può
essere visualizzata.
Consultare
"VI-15.(5) Osservazione dell'informazione di
misurazione dell'esercizio" p. 87.
− 80 −
Page 85

(1) Osservazione dell’informazione di manutenzione ed ispezione
Visualizzare lo schermo di informazione di manutenzione.
①
Premere il bottone MAINTENANCE INSPECTION INFORMA-
TION SCREEN DISPLAY A dello schermo di informazione.
A
L'informazione sui seguenti tre articoli viene visualizzata nello
schermo di informazione di manutenzione e ispezione.
B
• Sostituzione dell’ago
(1.000 punti) :
D
C
• Tempo di pulizia (ore) :
• Tempo di sostituzione
dell’olio (ore) :
L'intervallo C per informare dell'ispezione e il tempo rimanente D
no alla sostituzione vengono visualizzati nei rispettivi bottoni di
articolo B.
Inoltre, il tempo rimanente no alla sostituzione può essere sgom-
brato.
Effettuare sgombro del tempo rimanente no alla sostituzio-
②
ne.
Premere il bottone ITEM B che si desidera sgombrare, e lo
schermo di sgombro del tempo di sostituzione viene visualizzato.
Premere il bottone CLEAR E, e il tempo rimanente no alla
E
sostituzione viene sgombrato.
− 81 −
Page 86

Visuallizzare il diagramma di inlatura del lo.
③
Premere il bottone THREADING E visualizzato nello scher-
mo di informazione di manutenzione e ispezione, e lo schermo di
inlatura del lo dell'ago viene visualizzato.
Vedere questo schermo quando si esegue l'inlatura.
E
(2) Procedura di rilascio dell’avvertimento
Quando il tempo di ispezione specicato viene raggiunto, lo schermo
B
di avvertimento viene visualizzato.
In caso di sgombrare il tempo di spezione, premere il bottone CLEAR
A
A. Il tempo di ispezione viene sgombrato e lo schermo rapido
viene shiuso. In caso contrario, premere il bottone CANCEL B e
chiudere lo schermo rapido. Ogni volta che una cucitura viene completata, lo schermo di avvertimento viene visualizzato nchè il tempo
di ispezione venga sgombrato.
I No. di avvertimento dei rispettivi articoli sno come segue.
• Sostituzione dell’ago : A201
• Tempo di pulizia : A202
• Tempo di sostituzione dell’olio : A203
− 82 −
Page 87

(3) Osservazione dell’informazione di controllo produttivo
È possible designare l’inizio, visualizzare il numero di pezzi della produzione dall’inizio no al momento attuale, visualizzare il numero di pezzi dell’obiettivo della produzione, ecc. nello schermo di controllo produttivo. Ci
sono due generi di maniere di visualizzazione per lo schermo di controllo produttivo.
[ In caso di visualizzare dallo schermo di informazione ]
Visuallizzare lo schermo di controllo produttivo.
①
Premere il bottone PRODUCTION CONTROL SCREEN DISPLAY
A
Ⓐ
Ⓑ
A nello schermo di informazione. Lo schermo di controllo
produttivo viene visualizzato.
Lo schermo di controllo produttivo viene visualizzato.
: Valore d’obiettivo attuale
Ⓐ
Il numero di pezzi d'obiettivo dei prodotti di cucitura al mo-
Ⓒ
Ⓓ
mento attuale viene visualizzato automaticamente.
: Valore consuntivo reale
Ⓑ
Il numero di pezzi dei prodotti cuciti viene visualizzato auto-
Ⓔ
maticamente.
Consultare
vo" p. 85
e immettere Ⓒ numero di pezzi, Ⓓ tempo (unità : secondi) e Ⓔ numero di volte.
: Valore d’obiettivo nale
Ⓒ
Il numero di pezzi d'obiettivo nale dei prodotti di cucitura
viene visualizzato.
: Tempo di esercizio
Ⓓ
Il tempo (secondo) richiesto per un processo viene visualiz-
zato.
: Numero di volte del taglio del lo
Ⓔ
Il numero di volte del taglio del lo per processo viene visua-
lizzato.
"VI-15.(4) Esecuzione dell’impostazione dell’informazione di controllo produtti-
− 83 −
Page 88

[ In caso di visualizzare dallo schermo di cucitura ]
Visualizzare lo schermo di cucitura.
①
Premere il tasto READY A nello schermo di immissione, e
lo schermo di cucitura viene visualizzato.
A
Visualizzare lo schermo di controllo produttivo.
②
Premere il tasto INFORMATION B nello schermo di cucitu-
B
ra, e lo schermo di controllo produttivo viene visualizzato.
Il contenuto del display e le funzioni sono comuni a "In caso di
visualizzare dallo schermo di informazione".
− 84 −
Page 89
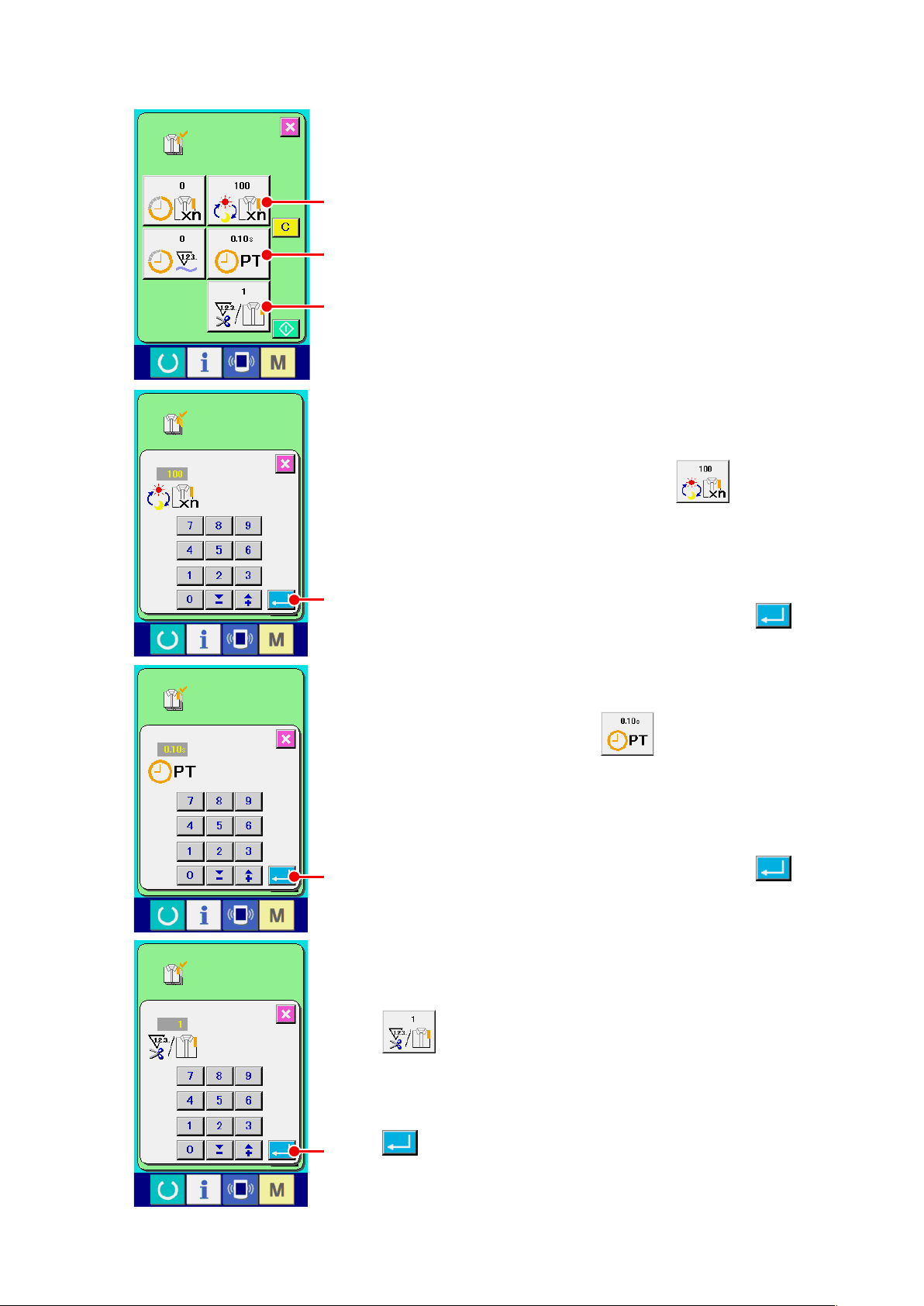
(4) Esecuzione dell’impostazione dell’informazione di controllo produttivo
Visualizzare lo schermo di controllo produttivo.
①
Consultare
trollo produttivo" p. 83
produttivo.
A
B
C
Immettere il valore d’obiettivo nale.
②
Prima, immettere il numero di pezzi dell’obiettivo della produzione
nel processo no al quale la cucitura viene eseguita d’ora in poi.
Quando il bottone FINAL TARGET VALUE A dell'articolo
viene premuto, lo schermo di immissione del valore d'obiettivo
①
nale viene visualizzato.
Immettere il valore che si desidera con i dieci tasti o con i bottoni
D
UP/DOWN.
Al termine dell’immissione, premere il bottone ENTER D.
"VI-15.(3) Osservazione dell’informazione di con-
e visualizzare lo schermo di controllo
Immettere il tempo di eservizio.
③
Poi, immettere il tempo di esercizio richiesto per un processo.
Quando il bottone PITCH TIME B dell'articolo ① viene
premuto, lo schermo di immissione del tempo d'esercizio viene
visualizzato.
Immettere il valore che si desidera con i dieci tasti o con i bottoni
UP/DOWN.
Al termine dell’immissione, premere il bottone ENTER E.
E
Immettere il numero di volte del taglio del lo.
④
Poi, immettere il numero di volte del taglio del lo per processo.
Quando il bottone NUMBER OF TIMES OF THREAD TRIMMING
C dell'articolo ① viene premuto, lo schermo di immissio-
ne del numero di volte del taglio del lo viene visualizzato.
Immettere il valore che si desidera con i dieci tasti o con i bottoni
UP/DOWN. Al termine dell’immisione, premere il bottone ENTER
F
F.
* Quando il valore di immissione è “0”, il conteggio del numero di
volte del taglio del lo non viene effettuato. Usare questa funzione
collegando l’interruttore esterno.
− 85 −
Page 90

Iniziare il conteggio del numero di pezzi della produzione.
⑤
Premere il bottone START I, e il conteggio del numero di
pezzi della produzione viene iniziato.
K
I
Arrestare il conteggio.
⑥
Visualizzare lo schermo di controllo produttivo consultando
15.(3) Osservazione dell’informazione di controllo produttivo" p. 83
.
Quando il conteggio è in corso di esecuzione, l’interruttore STOP
J viene visualizzato. Quando il bottone STOP J vie-
"VI-
M
N
ne premuto, il conteggio viene arrestato.
Dopo l’arresto, il bottone START I viene visualizzato alla
J
posizione del bottone STOP. Quando si continua il conteggio,
premere di nuovo il bottone START I. Il valore contato non
viene sgombrato nchè il bottone CLEAR K venga premuto.
Sgombrare il valore contato.
⑦
Quando si sgombra il valore contato, mettere il conteggio in con-
dizioni d’arresto e premereil bottone CLEAR L.
Il valore da sgombrare è soltanto il valore d’biettivo attuale M e il
L
valore consuntivo reale N.
* Il bottone CLEAR viene visualizzato solo in caso di condizioni
d’arresto.
Quando il botone CLEAR L viene premuto, lo schermo di
conferma dello sgombro viene visualizzato.
Quando il botone CLEAR O viene premuto nello schermo di
conferma dello sgombro, il valore contato viene sgombrato.
O
− 86 −
Page 91

(5) Osservazione dell'informazione di misurazione dell'esercizio
Visualizzare lo schermo di misurazione dell'esercizio.
①
Premere il bottone OPERATION MEASUREMENT SCREEN
DISPLAY A nello schermo di informazione. Lo schermo di
Ⓐ
Ⓒ
Schermo di misurazione
dell'esercizio (schermo A)
A
misurazione dell'esercizio (schermo A) viene visualizzato.
L'informazione sui seguenti 5 articoli viene visualizzata nello
schermo di misurazione dell'esercizio.
: Questo articolo visualizza automaticamente l'indice d'eserci-
Ⓑ
Ⓓ
Ⓐ
zio dal momento in cui la misurazione è stata iniziata.
: Questo articolo visualizza automaticamente la velocità media
Ⓑ
della macchina dal momento in cui la misurazione è stata
iniziata.
Ⓔ
: Questo articolo visualizza automaticamente il tempo d'eserci-
Ⓒ
zio medio dal momento in cui la misurazione è stata iniziata.
: Questo articolo visualizza automaticamente il tempo di
Ⓓ
macchina medio dal momento in cui la misurazione è stata
iniziata.
: Questo articolo visualizza il numero di volte del taglio del lo
Ⓔ
per processo.
Immetta il numero di volte che si riferiscono all'articolo ② qui
sotto.
Immettere il numero di volte del taglio del lo.
②
Poi, immettere il numero di volte del taglio del lo per processo.
Quando il bottone NUMBER OF TIMES OF THREAD TRIMMING
Ⓔ viene premuto, lo schermo di immissione del numero
di volte del taglio del lo viene visualizzato.
Immettere il valore che si desidera con i dieci tasti o con i bottoni
UP/DOWN.
Al termine dell’immissione, premere il bottone ENTER B.
B
* Quando il valore di immissione è “0”, il conteggio del numero di
volte del taglio del lo non viene effettuato. Usare questa funzione
collegando l’interruttore esterno.
− 87 −
Page 92

Iniziare la misurazione.
③
Premere il bottone START C, e la misurazione di ciascun
dato viene iniziata.
E
C
Arrestare il conteggio.
④
Visualizzare lo schermo di misurazione dell'esercizio consultando
gli articoli ① e ② di
"VI-15.(5) Osservazione dell'informazione
di misurazione dell'esercizio" p. 87.
Quando la misurazione è in corso di esecuzione, il bottone STOP
D viene visualizzato. Quando il bottone STOP D
viene premuto, la misurazione viene arrestata. C viene
visualizzato alla posizione del bottone STOP. In caso di continua-
D
re la misurazione, premere di nuovo il bottone START C.
Il valore misurato non viene sgombrato nché il bottone CLEAR
E venga premuto.
Sgombrare il valore contato.
⑤
Quando si sgombra il valore contato, mettere il conteggio in con-
dizioni d’arresto e premere il bottone CLEAR F.
F
* Il bottone CLEAR viene visualizzato solo in caso dello stato di
arresto.
Quando il bottone CLEAR F viene premuto, lo schermo di
confermazione dello sgombro viene visualizzato.
Quando il bottone CLEAR G viene premuto nello schermo
di conferma dello sgombro, il valore contato viene sgombrato.
G
− 88 −
Page 93

16. USO DELLA FUNZIONE DI COMUNICAZIONE
La funzione di comunicazione può portare (download) i dati di cucitura creati con altre macchine per cucire.
Inoltre, la funzione può trasmettere (upload) i dati soprastanti alla carta di memoria o al personal. La carta di
memoria e il USB sono preparati come il mezzo per comunicare.
(1) Dati che si possono trattare
Nome del dato Estensione Descrizione del dato
Dati di cucitura APW ××× .EPD
Dati di cucitura creati dalla macchina per
cucire esclusivi per la APW
(2) Effettuazione della comunicazione tramite la carta di memoria
Per la modalità di manipolazione della carta di memoria, leggere
"VI-1. PREFAZIONE" p. 22.
(3) Comunicazione effettuata usando USB
I dati possono essere inviati/ricevuti a/da un personal computer e simili, per mezzo di un cavo del USB.
Se la parte di contatto diventa sporca,
mancato contatto sarà causato. Non
toccarla con la mano, e controllarla in
modo che polvere, olio, o altro materiale
estraneo non ci aderisca. Inoltre, gli
elementi interni vengono danneggiati
dall’elettricità statica o qualcosa di
simile. Perciò, fare molta attenzione nel
trattamento.
××× : No. di archivio
− 89 −
Page 94

(4) Il portare dentro dei dati
E
A
C
Schermo di comunicazione
(schermo A)
Visualizzare lo schermo di comunicazione.
①
G
Quando il tasto COMMUNICATION della sezione di sede
degli interruttori viene premuto nello schermo di immissione, lo
schermo di comunicazione (schermo A) viene visualizzato.
Selezionare la comunicazione.
②
B
Ci sono quattro procedure di comunicazione ome descritto qui
D
sotto.
Scrittura del dato dalla carta di memoria al pannello
A
Scrittura del dati dal personal (server) al pannello
B
Scrittura del dato dal pannello alla carta di memoria
C
Scrittura dei dati dal pannello al personal (server)
D
Selezionare il bottone della procedura di comunicazione che si
desidera con i bottoni di comunicazione.
Selezionare il No. di dato.
③
Quando E viene premuto, lo schermo di selezione degli
archivi di scrittura viene visualizzato.
Immettere il No. di archivio dei dati che si desidera scrivere. Per
il No. di archivio, immettere APW xxx. del nome dell'archivio ed
i numerali della parte xxx di EPD. Quando la destinazione di
scrittura è il pannello, i No. di modello che non sono statiregistrati
vengono visualizzati.
F
Determinare il No. di dato.
④
Quando il bottone ENTER F viene premuto, lo schermo di
selezione dei No. di dato viene chiuso e lo schermo ritorna allo
schermo di comunicazione (schermo A).
Cominciare la comunicazione
⑤
Quando il bottone COMMUNICATION START G viene pre-
muto, la comunicazione dei dati comincia.
Lo schermo di comunicazione in corso viene visualizzato durante
la comunicazione e lo schermo ritorna allo schermo di comunicazione dopo il termine della comunicazione.
Non aprire il coperchio durante la lettura dei dati. È possible che i dati non vengano letti.
− 90 −
Page 95

(5) Per portare dentro i dati plurali insieme
Per quanto riguarda i dati di cucitura, è possibile selezionare i dati plurali e scrivere tutti insieme. Il No. di modello di cucitura della destinazione di scrittura è lo stesso No. del No. di dato selezionato.
Per quanto riguarda dal No. 99 in poi della carta di memoria, la selezione plurale non può essere
effettuata.
Visualizzare lo schermo di selezione degli archivi di scrittura.
①
Premere il bottone PLURAL SELECTION A, e lo schermo
di selezione plurale dei No. di dato viene visualizzato.
A
B
Effettuare la selezione dei No. di dato.
②
L'elenco dei No. di archivio dei dati esistenti viene visualizza-
to. Premere i bottoni FILE No. B che si desiderano scrivere. È
C
possibile invertire lo stato di selezione dei bottoni con il bottone
REVERSE C.
Determinare il No. di dato.
③
Quando il bottone ENTER D viene premuto, lo schermo di
D
selezione plurale dei No. di dato viene chiuso e la selezione dei
dati nisce.
Iniziare la comunicazione.
④
E
Premere il bottone COMMUNICATION START E, e la co-
municazione dei dati comincia.
− 91 −
Page 96

Il No. di dato in corso di comunicazione, il numero totale di dati di
scrittura e il numero di dati che hanno nito la comunicazione dei
dati vengono visualizzati nello schermo di comunicazione in corso.
*
Quando si effettua la scrittura al No. di modello di cucitura che
già esiste, lo schermo di conferma della sovrascrittura viene
visualizzato prima della scrittura. Quando si esegue la sovra-
G F
scrittura, premere il bottone ENTER
Quando si esegue la sovrascrittura tutte le volte senza visualizza-
re lo schermo di conferma della sovrascrittura, premere il bottone
OVERWRITING G in tutti i casi.
F.
− 92 −
Page 97

17.
EFFETTUAZIONE DELLA FORMATTAZIONE DELLA CARTA DI MEMORIA
Quando si esegue la ri-formattazione della carta di memoria, avere cura di effettuarla con il IP-420. La carta
di memoria formattata con il personal non può essere letta con il IP-420.
Visualizzare lo schermo di formattazione della carta di memo-
①
ria.
Tenere premuto il tasto MODE CHANGEOVER per tre se-
condi e il bottone MEDIA FORMAT A sarà visualizzato sullo
schermo. Quando questo bottone viene premuto, lo schermo di
formattazione del media viene visualizzato.
A
Cominciare la formattazione della carta di memoria.
②
Posizionare la carta di memoria che si desidera formattare allo
slot della carta di memoria, premere il bottone ENTER B
dopo aver chiuso il coperchio, e la formattazione comincia.
Memorizzare i dati necessari nella carta di memoria a un altro
mezzo prima di formattare. Quando la formattazione viene effettuata, i dati interni vengono cancellati.
B
− 93 −
Page 98

VII. MANUTENZIONE
1. ISPEZIONE
Avere cura di eseguire periodicamente la manutenzione e ispezione per mantenere la prestazione di questa
macchina.
Avere cura di eseguire periodicamente la manutenzione e ispezione poiché guasti della macchina possono
essere causati a meno che il lavoro non venga effettuato.
(1) Manutenzione e ispezione del dispositivo pneumatico
ATTENZIONE :
Al ne di evitare possibili incidenti causati dall'avvio improvviso della macchina, non mettere mano(i),
piede, faccia o attrezzi sugli elementi mobili della macchina.
• Scaricare lo scolo del ltro ogni giorno.
Premere il bottone di scarico dello scolo posto al
fondo del ltro per scaricare lo scolo.
Bottone di scarico dello
scolo
(2) Manutenzione e ispezione relativa alla macchina per cucire
ATTENZIONE :
Prima di effettuare le seguenti operazioni spegnere l'interruttore dell'alimentazione al ne di prevenire
incidenti causati dall'avvio improvviso della macchina per cucire.
• Quando la polvere aderisce ai posti piccoli della macchina per cucire quali la pinza o qualcosa di simile, il
funzionamento regolare viene disturbato. Avere cura di eseguire la pulizia prima del lavoro. Inoltre, avere
cura di pulire ritagli del tessuto nel coperchio del crochet una volta la settimana.
• Controllare l'aflatezza del coltello centrale e del coltello dell'angolo prima del lavoro, e cercare di sostituire con tempestività.
• Per quanto riguarda la lubricazione della macchina per cucire, avere cura di usare l'olio designato JUKI
MACHINE OIL No. 1 (MDFRX1600C0).
• Sostituire periodicamente il feltro del guidalo. (Consultare
"V-1.(3) Inlatura del lo dell'ago" p. 15
.)
− 94 −
Page 99

(3) Quanto all’olio di scarico dell’olio del crochet
ATTENZIONE :
Prima di effettuare le seguenti operazioni spegnere l'interruttore dell'alimentazione al ne di prevenire
incidenti causati dall'avvio improvviso della macchina per cucire.
Girare e rimuovere il contenitore dell’olio, e scaricare
l’olio di scarico quando l’olio di scarico si è accumulato no alla metà circa del contenitore dell’olio ❶
posto sul coperchio del basamento della macchina.
❶
(4) Quanto alla pulizia della base dell’albero del crochet
ATTENZIONE :
Prima di effettuare le seguenti operazioni spegnere l'interruttore dell'alimentazione al ne di prevenire
incidenti causati dall'avvio improvviso della macchina per cucire.
Pulire periodicamente ritagli del tessuto o qualcosa di simile accumulatasi nel coperchio para olio del cro-
chet.
• Sollevare la testa della macchina e rimuovere il
❷
coperchio para olio ❷ dopo aver allentato le viti di
ssaggio ❸ (5 posti).
❸
• Pulire l’interno del coperchio para olio del crochet
.
❹
❹
− 95 −
Page 100

2. LUCE DI MARCATURA
AVVERTIMENTO :
1. Se la luce laser entra direttamente nell'occhio, disturbi di vista possono essere causati.
Non guardare dentro l'entrata/uscita del laser.
2. Mai effettuare l'installazione/rimozione della lampada di marcatura a macchina accesa.
Inoltre, usare la luce esclusivamente per la marcatura.
PERICOLO :
L'utilizzo di comandi o regolazioni o l'esecuzione di procedure diverse da quelle specicate nel presente manuale possono provocare l'esposizione a radiazioni pericolose.
(1) Marcatura ssa (standard)
❶
1)La luce della lampada di marcatura sul lato anteriore, vista
dalla parte dell'operatore, è usata per l'impostazione del
riferimento per la linea longitudinale A e quella sul lato
posteriore è usata per l'impostazione del riferimento per la
linea laterale B e C.
2) La posizione di irradiazione della linea orizzontale della
luce di marcatura viene determinata a seconda delle
speciche di cucitura. Allentare le viti ❶ e regolare gli
angoli delle luci B e C di marcatura.
A
B
Ago
80
mm
Campo mobile
220
mm
C
C
(2) Marcatura mobile (opzionale)
B
• Usare il foro di montaggio E sul
D
lato inferiore no alla misura del
calibro da 8 a 16 mm. In caso
E
di 18 mm o più, usare il foro di
montaggio D sul lato superiore.
La luce della lampada di marcatura sul lato anteriore, vista
dalla parte dell'operatore, è usata per l'impostazione del riferimento per la linea longitudinale (ssa) A e quella sul lato posteriore è usata per l'impostazione del riferimento per la linea
laterale (mobile secondo il tipo di cucitura) B.
Ago
80
mm
Campo mobile
220
mm
B
A
− 96 −
• Usare il foro di montaggio D sul
lato inferiore no alla misura del
calibro da 8 a 16 mm. In caso
C
di 18 mm o più, usare il foro di
montaggio C sul lato superiore.
• Dopo il cambiamento della posi-
D
zione di montaggio superiore o
di quella inferiore, avere cura di
effettuare la regolazione dell'origine del motore della luce di
marcatura.
 Loading...
Loading...