

CAPITOLO
Sezione meccanica
!

INDICE
!
. Sezione meccanica
1. CARATTERISTICHE TECNICHE ..................................................................!- 1
(1) Caratteristiche tecniche ...............................................................................................!- 1
(2) Forme dei bottoni .........................................................................................................!- 2
1) Specicazione per bottoni a 4 fori e 2 fori ....................................................................................!- 2
2) Specicazione per bottoni con gambo e bottoni di marmo ...........................................................!- 2
3) Specicazione per bottoni di sostegno .........................................................................................!- 3
4) Specicazione per controbottoni ..................................................................................................!- 3
(3) Congurazione .............................................................................................................!- 4
2. INSTALLAZIONE ...........................................................................................!- 5
(1) Montaggio del tavolo ....................................................................................................!- 5
(2) Collegamento del cavo di alimentazione ...................................................................!- 6
1) Specicazioni tensione .................................................................................................................!- 6
2) Collegamento monofase 200V, 220V, 230V e 240V ....................................................................!- 6
(3) Installazione dell’unità principale della macchina per cucire ..................................!- 7
(4) Inclinazione della testa della macchina per cucire ...................................................!- 7
(5) Rimozione della piastra ssa per il trasporto ............................................................!- 8
(6) Installazione del pannello operativo ...........................................................................!- 8
(7) Installazione del regolatore di aria ..............................................................................!- 9
(8) Collegamento dei li ..................................................................................................!- 10
(9) Maneggio dei cavi .......................................................................................................!- 11
(10) Installazione del coperchio protezione occhi e salvadita .....................................!- 11
(11) Installazione del portalo .........................................................................................!- 12
(12) Montaggio del vassoio portabottoni .......................................................................!- 12
3.
PREPARAZIONE DA EFFETTUARE PRIMA DELLA MESSA IN FUNZIONE
(1) Posizionamento ago ...................................................................................................!- 13
(2) Inlatura del lo dell’ago ...........................................................................................!- 13
(3) Regolazione del fermo del bottone di sostegno (controbottone) ..........................!- 14
(4) Sostituzione del mandrino dei bottoni .....................................................................!- 15
(5) Preparazione per l’avvolgimento del gambo ...........................................................!- 16
(6) Preparazione per la cucitura dei bottoni a testa piatta con punti interni ..............!- 16
...!- 13
4. REGOLAZIONE DELLA MACCHINA PER CUCIRE ...................................!- 17
(1) Regolazione dell’ago e crochet .................................................................................!- 17
1) Regolazione dell’altezza della barra ago ....................................................................................!- 17
2) Regolazione della distanza tra l’ago e il crochet ........................................................................!- 17
(2) Regolazione della posizione della slitta a giogo .....................................................!- 18
(3) Regolazione dell’ago e guida dell’ago ......................................................................!- 19
1) Regolazione della posizione dell’ago e placca ago ....................................................................!- 19
2) Regolazione della distanza tra l’ago e la guida dell’ago .............................................................!- 19

(4) Regolazione del meccanismo di taglio del lo ........................................................!- 20
1) Regolazione della posizione del coltello mobile .........................................................................!- 20
2) Regolazione del dente separalo del coltello mobile .................................................................!- 20
(5) Regolazione del meccanismo dello scartalo .........................................................!- 21
(6) Regolazione del meccanismo di apertura del mandrino ........................................!- 21
5. MANUTENZIONE .........................................................................................!- 22
(1) Sostituzione degli accessori .....................................................................................!- 22
1) Sostituzione del perno di posizionamento dei bottoni (optional) ................................................!- 22
2) Sostituzione del perno portabottoni ............................................................................................!- 22
3) Sostituzione del fermo della linguetta .........................................................................................!- 23
(2) Sostituzione dei fusibili .............................................................................................!- 24
(3) Parti da ingrassare .....................................................................................................!- 25
6. DIAGRAMMA DI CIRCUITO DI ARIA ..........................................................!- 27
7. DISEGNO DEL TAVOLO .............................................................................!- 28
(1) Tavolo ..........................................................................................................................!- 28
(2) Tavolo ausiliario..........................................................................................................!- 29
!
. Sezione meccanica
1. CARATTERISTICHE TECNICHE
(1) Caratteristiche tecniche
Modello AMB-289
Nome del modello
Applicazione Cucitura dei bottoni vari (Bottoni che possono essere cuciti con la macchina per cucire)
Descrizione
Velocità di cucitura
Misura del bottone
Ago SM332EXTLG-NY (Standard) da #12 a #18
Leva tiralo Leva tiralo della barra ago : Corsa 60 mm
Metodo di sbattimento dell’ago
Metodo di trasporto Azionamento a motore passo-passo
Metodo di sollevamento del
pressore
Metodo premistoffa Azionamento ad aria
Macchina attaccabottoni avvolgigambo veloce a punto catenella, 1 filo, controllata da
computer
La macchina è dotata di modelli di cucitura plurali come lo standard tramite trasporto,
sbattimento dell’ago, tensione del filo e rasafilo controllati da computer. Essa può
effettuare efficientemente la cucitura dei bottoni di alta qualità ed è una macchina
attaccabottoni polivalente che può essere usata come la macchina generale.
Velocità di cucitura 1.800 pnt/min max. (bottoni con l’avvolgimento del gambo), 1.200 pnt/min (cucitura dei bottoni)
Velocità normale 1.500 pnt/min (bottoni con l’avvolgimento del gambo), 1.000 pnt/min (cucitura dei bottoni)
Cucitura dei bottoni senza gambo del bottone : Da 8 mm a 38 mm
Cucitura dei bottoni con l’avvolgimento del gambo : 32 mm max.
Controbottoni : Da 8 mm a 25 mm
Controbottoni con l’avvolgimento del gambo :
Azionamento a motore passo-passo
Azionamento a motore passo-passo
Il totale di materiale e bottone anteriore è no a 32 mm.
Metodo rasalo Azionamento ad aria
Regolazione della tensione del lo
Dimension Larghezza : 600 x Altezza : 400 x Lunghezza : 600 (mm)
Peso della testa 65kg
Numero di dati che può
essere memorizzato
Numero di volte della
cucitura del ciclo
Campo di impostazione
della forma basilare
Selezione del modello Metodo di designazione del No. di modello (scorrimento da 1 a 99 modelli)
Memoria di riserva Dati di modello, dati di cucitura, dati di cucitura del ciclo
Conteggio delle cuciture
Requisiti per alimentazione
elettrica
Rumorosità
Metodo di tensione attiva (VCM)
99 modelli max.
Numero di modelli registrati : 20 modelli (1 ciclo 30 modelli)
Distanza dei fori del bottone : Da 1,5 a 6,0 mm (con incrementi di 0,1 mm)
Altezza dell’avvolgimento del gambo : 0, da 1,5 a 10,0 mm (con incrementi di 0,1 mm)
Numero di li trasversali
Metodo di conteggio del numero di volte della cucitura (da 0 a 9999) addizione/alla
rovescia
Il contatore delle cuciture è possibile.
Monofase 200V, 220V, 230V e 240V 400VA
Rumore dell'ambiente lavorativo a velocità di cucitura
n= 1.800 min-1 : LPA ≦ 83 dB(A)
Misura della rumorosità in conformià alla norma DIN 45635 - 48 - A - 1.
: Da 2 a 64 li (con incrementi di 2 li)
!
– 1
!– 2
(2) Forme dei bottoni
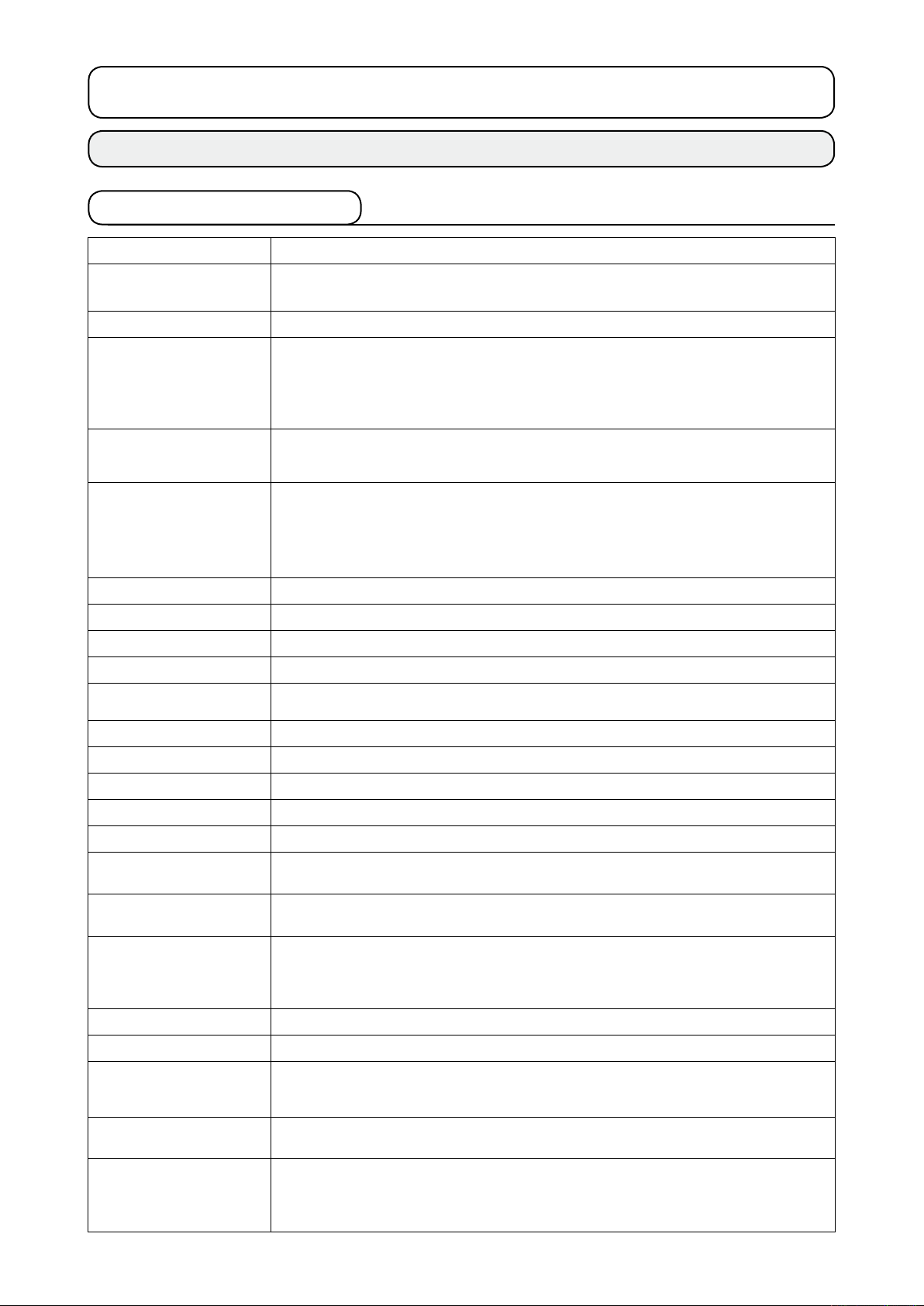
1) Specicazione per bottoni a 4 fori e 2 fori
B
A
B
2
E
1
E
G
G
G
3
E
G
3
E
C
D
A : Diametro del foro del bottone
D
F
H
F
H
Ago utilizzato : ø1,5 mm o più quando si usa da #12 a #16.
Ago utilizzato : ø2 mm o più quando si usa da #16 a #18.
F
H
B : Distanza dei fori del bottone Da 1,5 a 6,0 mm (con incrementi di 0,1 mm)
C : Posizione dei fori del bottone Tutti i fori devono essere posizionati equidistanti dal centro di ciascun bottone.
Diametro esterno min. : ø8 mm
D : Diametro esterno
Diametro esterno max. : ø32 mm
Altezza della linea : entro ± 0,25 mm
E1 : Bottoni con un bordo rotondo R (rotondità) del bordo del bottone deve avere un raggio di 3 mm o meno.
E2 : Bottoni con un bordo a forma di V Entro angolo di 120˚
E3 : Bottoni con un bordo angolare Lo spessore deve essere di 5 mm o meno.
F : Protuberanza 5 mm o meno
G : Area intorno ai fori del bottone Deve essere liscia.
H : Spessore del bottone
8 mm o meno
2) Specicazione per bottoni con gambo e bottoni di marmo
F
A : Diametro del foro del
bottone
ø 1,5 mm o più
B : Spessore del bottone 6,8 mm o meno
E
B
A
C
D
C : Distanza dal fondo della
testa del bottone al centro
del foro del bottone
Bottoni con gambo :
Da 1 mm a 6 mm
Bottoni di marmo :
1,5 mm o più
D : Lunghezza del gambo 8 mm o meno
E : Altezza della parte diritta
F
sulla faccia laterale del
3,5 mm o meno
bottone
C
A
E
B
G
F : Diametro esterno
G : Distanza dal centro del
foro al bordo del bottone
Diametro esterno min:
ø 8 mm
Diametro esterno max:
ø 32 mm
2 mm o meno
Quando il caricatore dei bottoni è utilizzato, ci sono i casi in cui i bottoni non
possono essere usati a causa della forma. Perciò, fare attenzione.
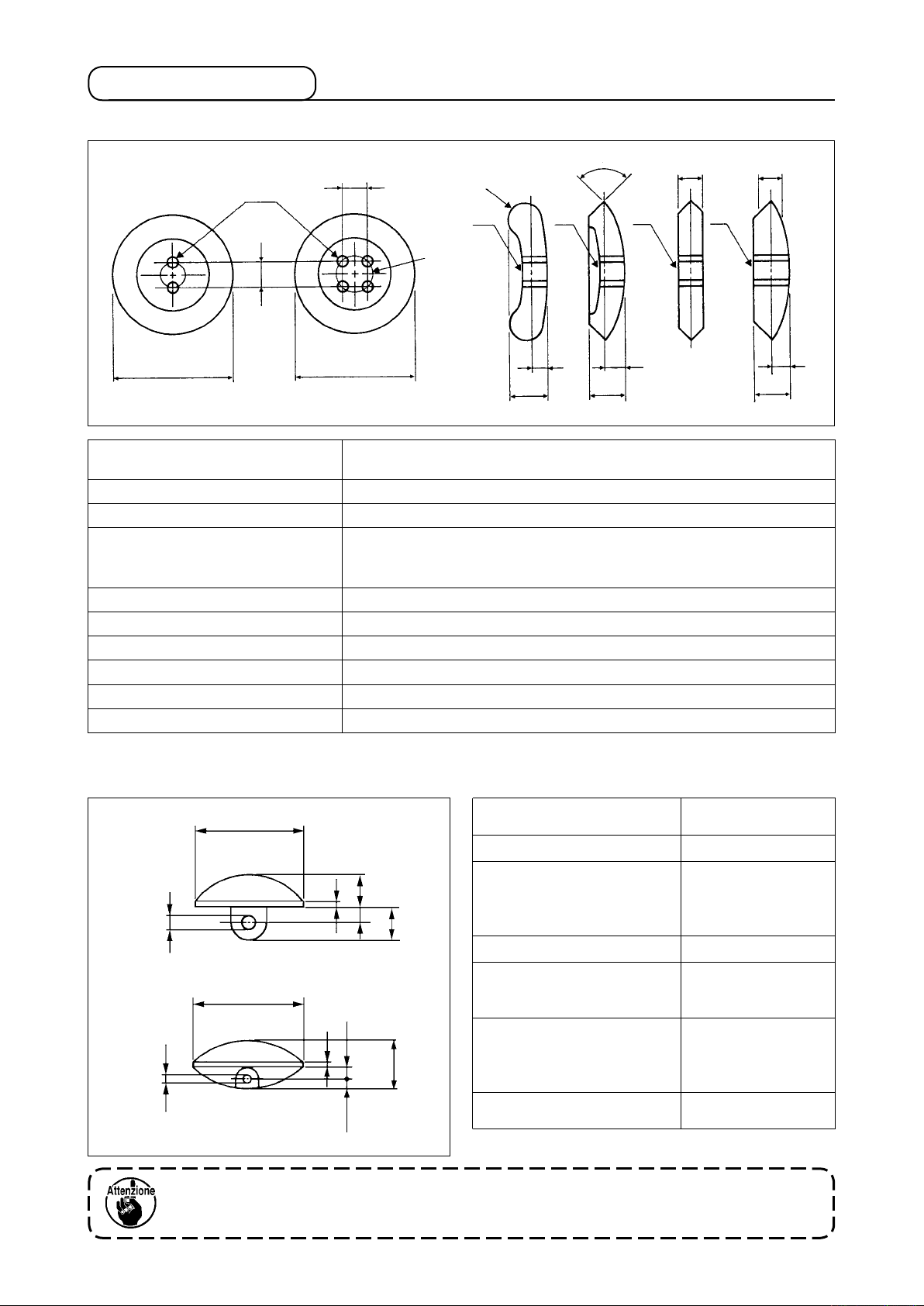
3) Specicazione per bottoni di sostegno
1 mm o *
meno
Diametro
del foro del
bottone
Passo dei fori del bottone
Lato
destro
Diametro
esterno
Spessore del bottone
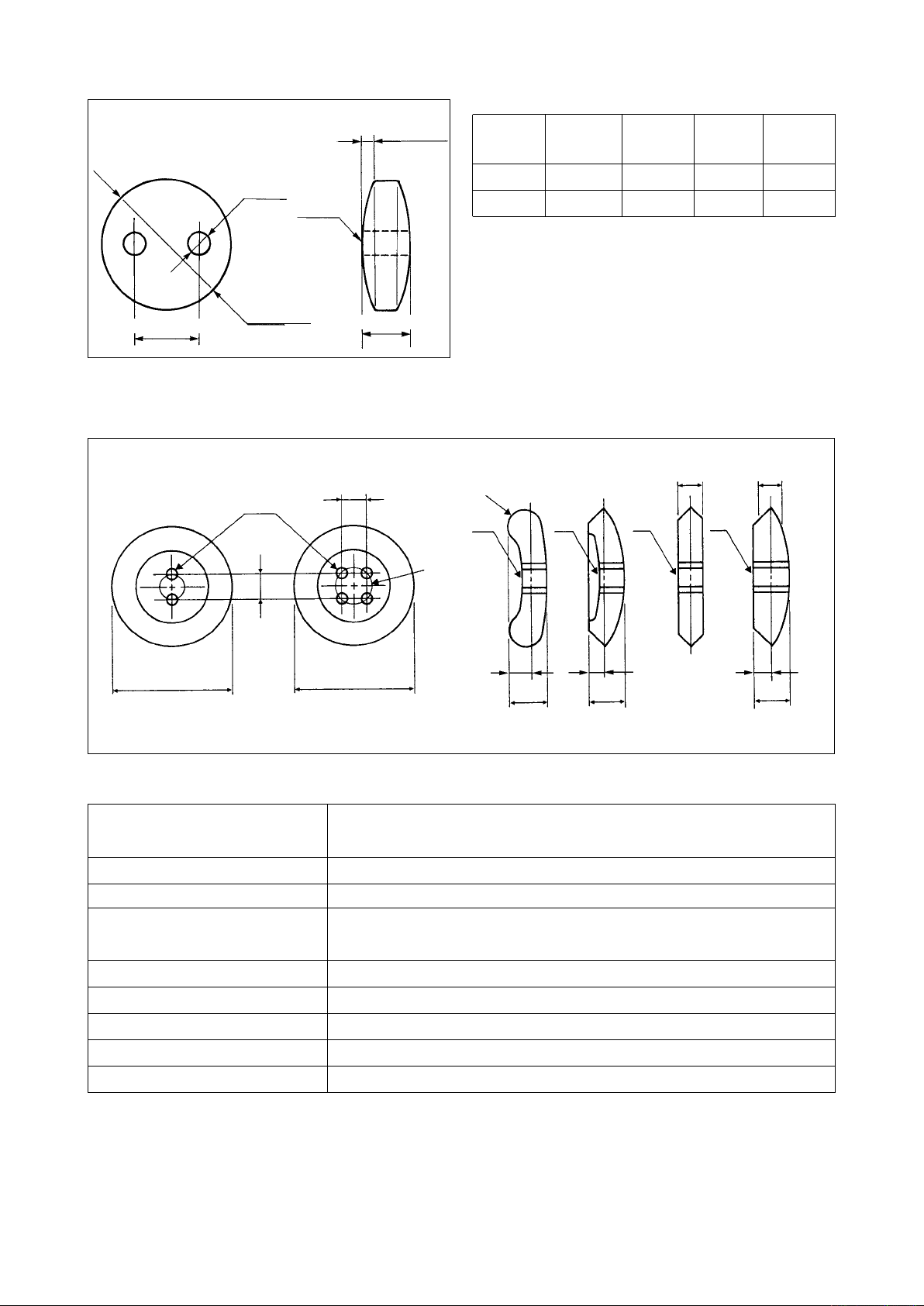
4) Specicazione per controbottoni
Dimensione raccomandabile
1
Diametro
esterno
Diametro
del foro del
bottone
Passo dei
fori del
bottone
Tipo A 8,5mm 2,5mm 3,1mm 2,0mm
Tipo B 10,2mm 3,2mm 4,0mm 2,0mm
*1 Per quanto riguarda i bottoni di sostegno,
usare quelli, la quantità di convessità sul cui
lato destro è 1 mm o meno.
Spessore
del
bottone
2
B
1
E
E
2
E
A
G
G
G
G
C
B
D
D
F
H
F
H
F
H
Dimensione raccomandabile
A : Diametro del foro del bottone
B : Distanza dei fori del bottone Da 1,5 a 6,0 mm
C : Posizione dei fori del bottone Tutti i fori devono essere posizionati equidistanti dal centro di ciascun bottone.
Ago utilizzato : ø 1,5 mm o più quando si usa da #12 a #16.
Ago utilizzato : ø 2 mm o più quando si usa da #16 a #18.
D : Diametro esterno
Diametro esterno min. : ø 8 mm
Diametro esterno max. : ø 25 mm
E1 : Bottoni con un bordo rotondo R (rotondità) del bordo del bottone deve avere un raggio di 2 mm o meno.
E2 : Bottoni con un bordo angolare Lo spessore deve essere di 5 mm o meno.
F : Altezza del bordo del bottone 2 mm o meno
G : Area intorno ai fori del bottone Deve essere liscia.
H : Spessore del bottone 5 mm o meno
!
– 3
!– 4
(3) Congurazione
7
2
6
5
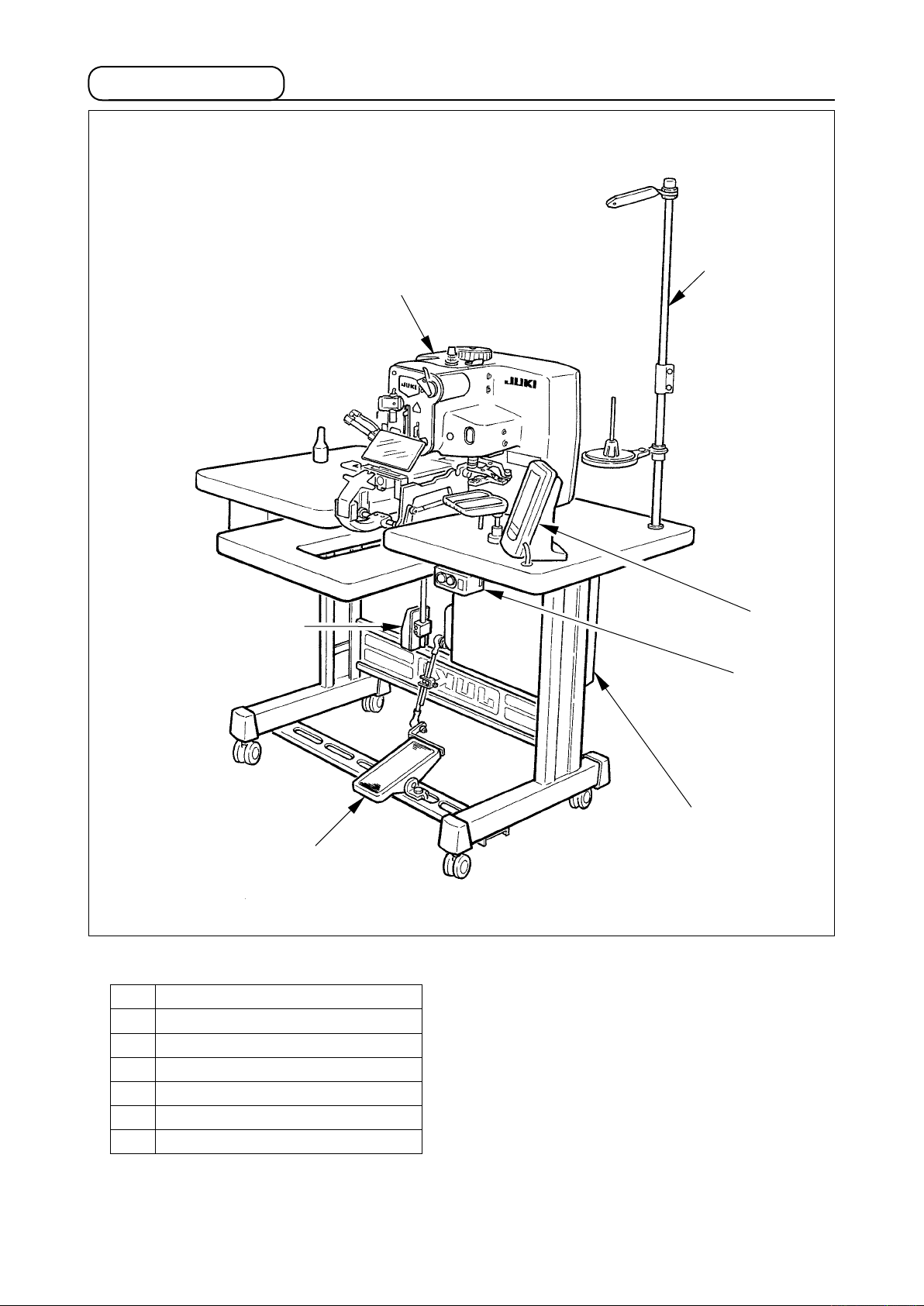
L’AMB-289 consiste nei seguenti componenti.
Interruttore dell’alimentazione ON/OFF
1
Testa della macchina (AMB-289)
2
Pannello operativo (IP-310D)
3
Centralina di controllo (MC-640)
4
Pedale di comando
5
Interruttore di avvio
6
Dispositivo portalo
7
3
1
4
2. INSTALLAZIONE
AVVERTIMENTO :
Per evitare possibili incidenti causati dalla caduta della macchina per cucire, eseguire il lavoro in due
persone o più quando la macchina viene spostata.
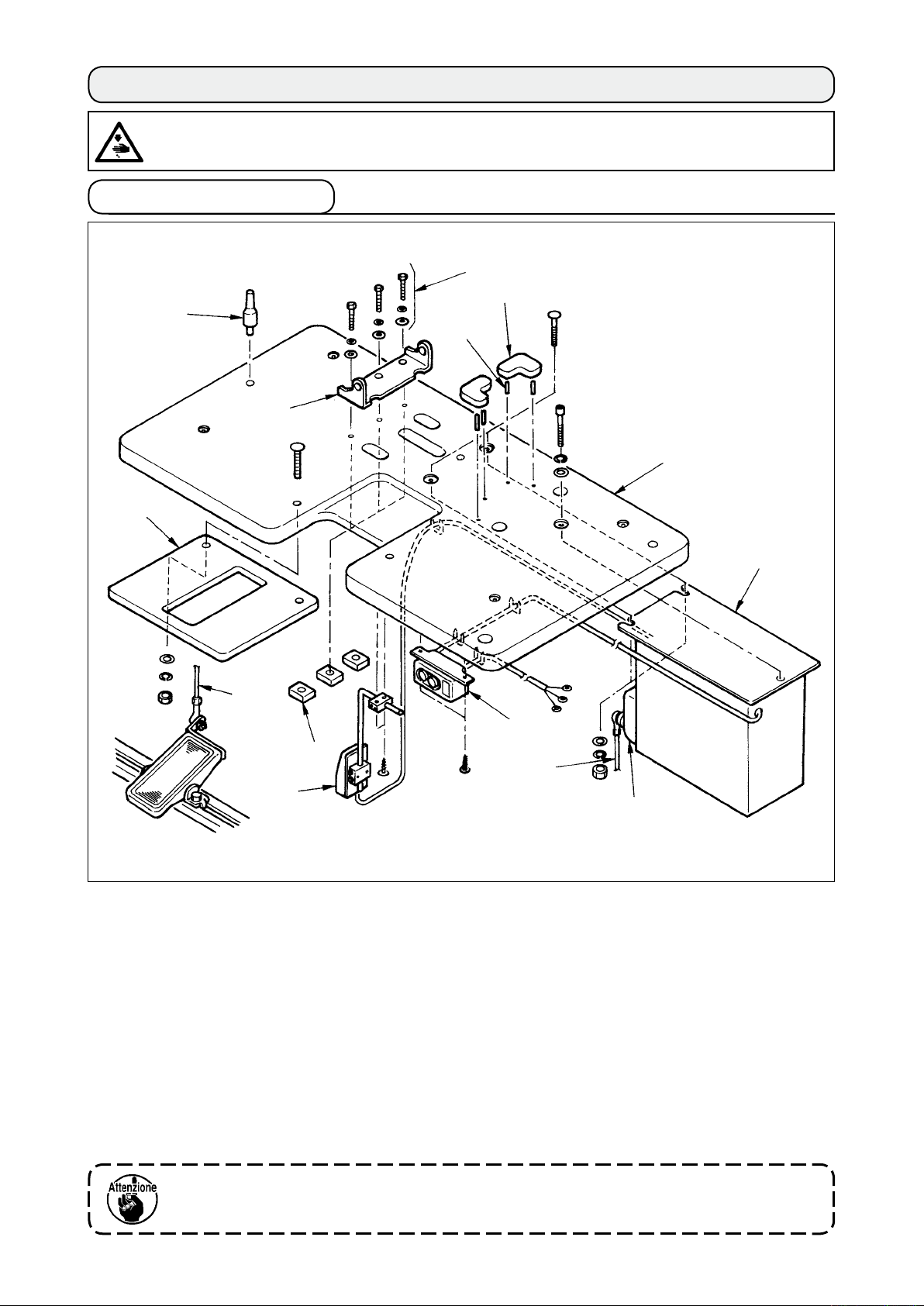
(1) Montaggio del tavolo
8
5
!3
!1
7
6
1
2
9
3
!2
9
4
!0
1) Fissare la centralina di controllo 2, l’interruttore dell’alimentazione 3, il tavolo ausiliario !3 e l’
interruttore di avvio 4 al tavolo 1.
Nota) Installare il tavolo ausiliario
prima di installare l’interruttore di avvio 4.
!3
2) Fissare i cavi dell’interruttore dell’alimentazione 3 e interruttore di avvio 4 con chiodi a U.
3) Fare passare le viti di collegamento del sostegno del braccio !1 (3 pezzi) attraverso il sostegno
del braccio 5, installarli sul tavolo, e ssarli con i dadi !2.
4) Conccare i perni 6 nel tavolo, e inserire i cuscini di gomma 7.
5) Fissare la barra di supporto della testa 8 sul tavolo 1.
6) Collegare il pedale (lato sinistro) e il sensore del pedale della centralina di controllo !0 con il
tirante 9 fornito come accessori.
Regolare le posizioni dei pedali in modo che i tiranti 9 e la centralina di controllo
non vengano a contatto l’uno con l’altro.
2
!
– 5
!– 6
(2) Collegamento del cavo di alimentazione
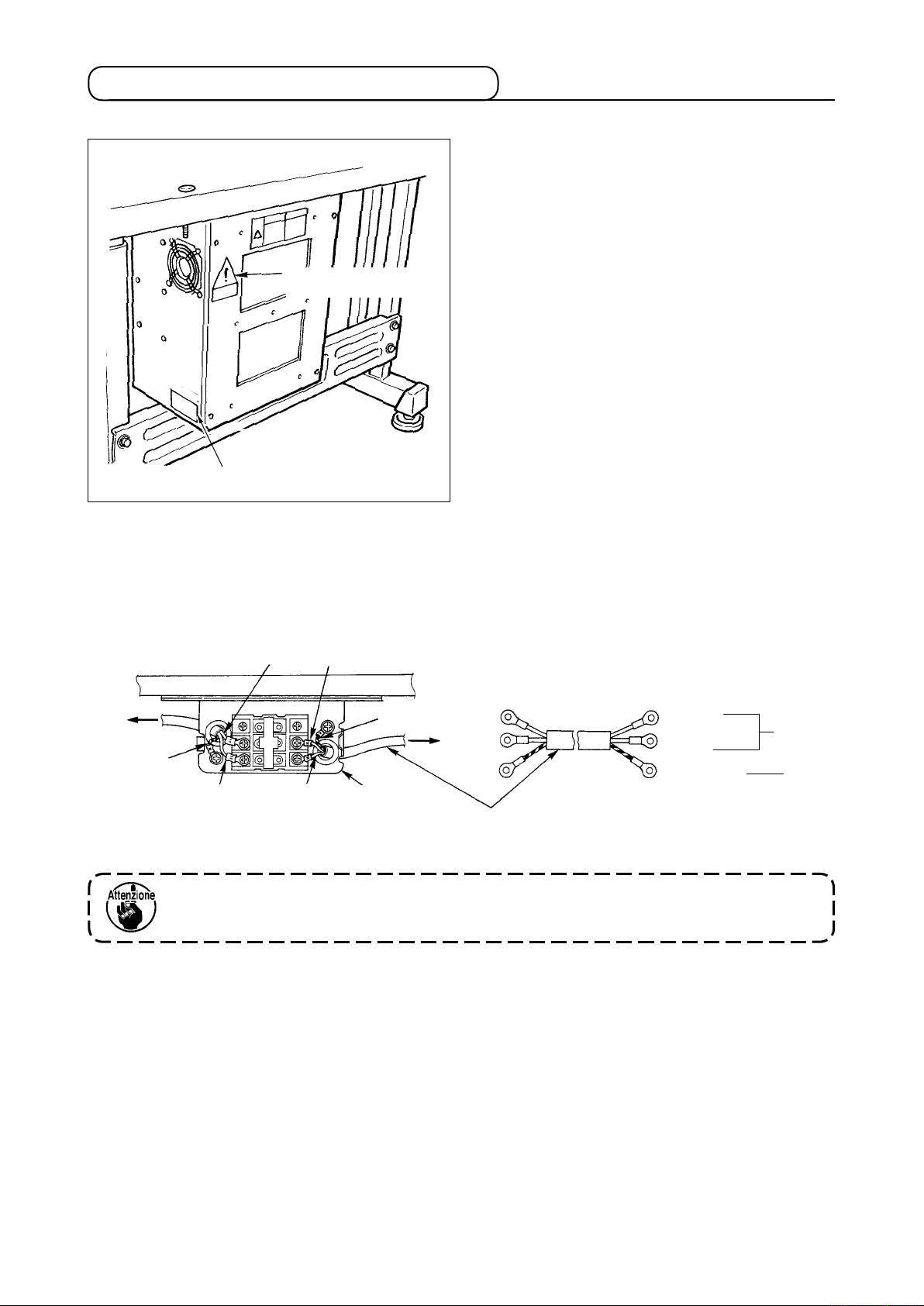
1) Specicazioni tensione
Etichetta “Attenzione
alla tensione”
Targhetta della potenza
Specificazioni della tensione sono indicate sull’
etich etta “Attenz ione al la tensione” e sulla
targhetta della potenza.
Collegare il cavo a seconda delle specicazioni.
2) Collegamento monofase 200V, 220V, 230V e 240V
Collegare in modo da fornire l’alimentazione al cavo bianco e cavo nero come mostrato nell’
illustrazione.
Blu chiaro
Tavolo
Centralina di
controllo
Verde/Amarillo
Marrone
Blu chiaro
Marrone
Verde/giallo
Spina
Interruttore dell’
alimentazione
Cavo di alimentazione
Marrone
Blu
chiaro
Verde/giallo
AC200 V
AC220 V
AC230 V
AC240 V
Mai usare la macchina sotto la tensione e fase scorretta.
TERRA
(3) Installazione dell’unità principale della macchina per cucire
AVVERTIMENTO :
Per evitare possibili incidenti causati dalla caduta della macchina per cucire, eseguire il lavoro in due
persone o più quando la macchina viene spostata.
Regolare la testa della macchina per cucire al
foro del sostegno del braccio, e inserire l’albero 1.
Fissare l’albero 1 con le viti 2 nello stato in cui
le estremità dell’albero 1 siano sporgenti su tutti
e due i lati.
Fare attenzione che il cablaggio e il
tubo dell’aria che escono fuori dal
2
1
fondo della macchina per cucire
non vengano schiacciati.
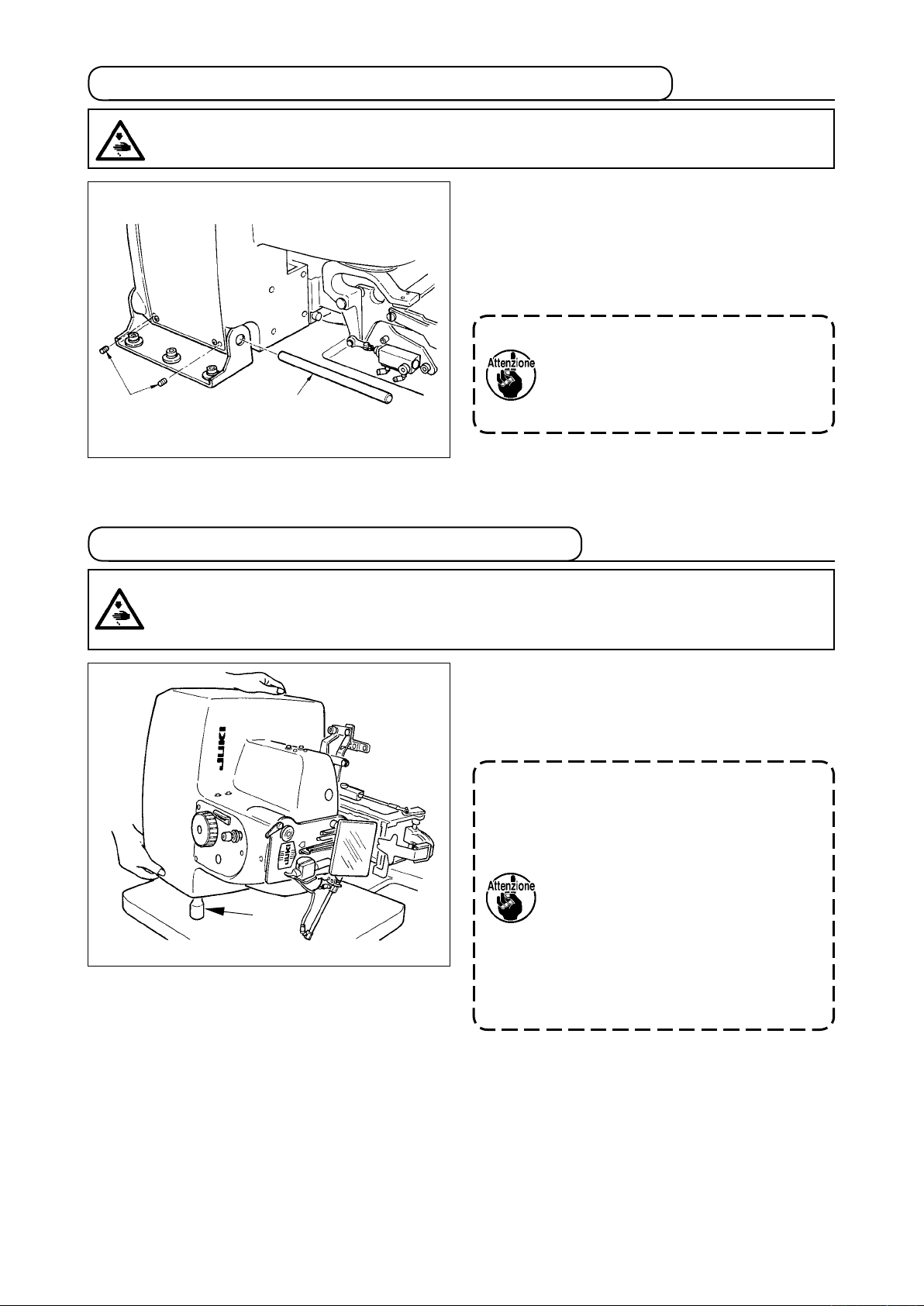
(4) Inclinazione della testa della macchina per cucire
AVVERTIMENTO :
Quando si inclina o solleva la testa della macchina per cucire, effettuare le operazioni facendo attenzione che le dita non vengano intrappolate nella macchina. Inoltre, al ne di evitare possibili ferimenti causati dall’avvio improvviso della macchina, spegnere la macchina prima di iniziare le operazioni.
Quando si inclina la testa della macchina per
cucire, inclinare piano la macchina per cucire
nché la barra di supporto della testa 1 tocchi la
macchina.
1. Assicurarsi che la barra di supporto
2. Al fine di evitare la caduta, non
1
3. Tenere il tavolo nello stato in cui
della testa della macchina per
cucire 1 sia posta sul tavolo prima
di inclinare la macchina per cucire.
mancare di inclinare la macchina
per cucire in un luogo piano.
non sia messo alcun oggetto sulla
supercie superiore del tavolo.
!
– 7

!– 8
(5) Rimozione della piastra ssa per il trasporto
Rimuovere la vite ssa 1 e rimuovere la piastra
ssa per il trasporto 2.
2
1
[Riferimento]
In caso del trasporto completo
¡
In ca so del tras porto comp le to, fis sare la
3
2
macchina per cucire al tavolo con la vite 1, le
due rondelle piatte 2 e il dado 3 forniti come
accessori al fine di trasportare sicuramente la
macchina per cucire.
La vite fissa 1 e la piastra fissa
per il trasporto 2 sono necessarie
quando si trasporta l’unità singola
di testa della macchina. Perciò,
conservarle con attenzione.
1
(6) Installazione del pannello operativo
1
2
3
Fissare la piastra di fissaggio del pannello
operativo 1 sul tavolo con la vite per legno 2
e fare passare il cavo attraverso il foro 3 nel
tavolo.

(7) Installazione del regolatore di aria
2
!1
3
1
4
!0
5
6
7
8
9
1) Installare la piastra di montaggio del ltro 1 sul lato destro del supporto laterale del sostegno con
la vite 3.
2) Fissare il regolatore di aria 2 sulla piastra di montaggio del ltro 1 con la vite 4.
3) Fissare il raccordo a gomito 5 sulla sezione destra del regolatore di aria 2.
4) Inserire il tubo dell’aria 6 nel raccordo a gomito 5.
5) Inserire il raccordo riduttore T 7 nell’estremità del tubo dell’aria, e inserire il tappo di arresto 8
nel foro ø6.
Usare la sezione ramo (ø6) del raccordo riduttore T 7 quando si usa il fucile ad
aria compressa.
Il gruppo fucile ad aria compressa (G57602540A0) è disponibile come optional.
6) Inserire il tubo dell’aria 9 che viene dall’unità principale della testa della macchina nel raccordo
riduttore T 7.
7) Inserire il cavo di trasmissione del sensore della pressione !0 nel connettore !1 del regolatore di
aria 2.
8) Avvolgendo il cavo di trasmissione del sensore della pressione !0 intorno al tubo dell’aria 9,
inserirlo nella centralina di controllo (CN41).
9) Fornire d’aria, e regolare la pressione d’aria a 0,5 Mpa.
!
– 9

!– 10
(8) Collegamento dei li
Effettuare il collegamento dei li come mostrato nella gura sottostante.
CN14
CN16
Testa della macchina per cucire
CN16
Pannello
elettronico
MAIN
CN33
CN34
Pannello elettronico SDC
CN14
CN16
Pannello elettronico SDC
CN14
CN38
1
CN39
CN40
CN41
CN43
Fermali A
CN44
CN33
CN38
Interruttore
di avvio
CN39
CN40
CN43
CN44
Pannello operativo
Regolatore con ltro
CN34
CN41
1) Fare passare i 5 fili (CN39, 40, 41, 43 e 44)
che si collegano al lato destro tra i fili che
si collegano al pannello elettronico MAIN
attraverso il fermafili A come mostrato nella
figura, e collegarli ai rispettivi connettori.
Collegare CN38 al connettore senza farlo
passare attraverso il fermali A.
2) Collegare direttamente i due cavi che sono
collegati al lato sinistro del pannello elettronico
MAIN a CN33 e CN34.
3) Collegare i fili che si collegano al pannello
elettronico SDC direttamente a CN14 e CN16.
4) Fissare il lo di massa con la vite di ssaggio 1.

(9) Maneggio dei cavi
1) Inclinando lentamente la macchina per cucire, controllare che i li non siano tirati con forza.
2) Fissare i cavi con la piastra ssacavi 1 come mostrato nella gura.
Quando si inclina la macchina per cucire, assicurarsi che la barra 2 di supporto
della testa della macchina per cucire sia posizionata sul tavolo.
2
1
(10) Installazione del coperchio protezione occhi e salvadita
AVVERTIMENTO :
Non mancare di installare questo coperchio per proteggere gli occhi dalla dispersione della rottura
dell’ago.
Non mancare di installare il coperchio protezione
occhi 1 e il salvadita 2, e usare la macchina per
1
2
cucire.
!
– 11

!– 12
(11) Installazione del portalo
2
1
(12)
Montaggio del vassoio portabottoni
1) Montare il portafilo e inserirlo nel foro nell’
ango lo in alt o a destr a del tavolo della
macchina.
2) Strin gere il co ntrodado 1 pe r fis sare il
portalo.
3) Per il cablaggio ad una presa di alimentazione
aerea, far passare il cavo di alimentazione
attraverso l'asta porta rocchetto 2.
1) Fissare la base 1 sul tavolo con la vite per
legno 2.
2) Inserire il vassoio per bottoni 4 nel foro della
base 1 e ssarlo con la vite di ssaggio 3
dopo aver regolato la posizione a quella in
cui i bottoni possano essere presi con facilità.
4
3
1
2
È po ssibile cambia re anc he la
po si zione di c olloc az io ne de l
caricatore. Si consiglia di effettuare
il loro posizionamento insieme.
(Interruttore di memoria U04)

3.
PREPARAZIONE DA EFFETTUARE PRIMA DELLA MESSA IN FUNZIONE
(1) Posizionamento ago
AVVERTIMENTO :
Per evitare possibili ferimenti causati dall’avvio improvviso della macchina per cucire, prima di
effettuare le seguenti operazioni spegnere l’interruttore dell’alimentazione ed assicurarsi che il
motore abbia completamente cessato di ruotare.
Tenere l’ago con la sua parte incava volta verso
il lato
1
1
cucire, inserire l’ago nel foro dell’ago della barra ago
facendolo penetrare il più possibile, e stringere la vite
di fissaggio 1 con un cacciavite con punta piatta.
Usare un ago SM332EXTLG-NY (da #11J a #18J).
A
, visto dal davanti della macchina per
"A"
Quando si posiziona l’ago,
spegnere la macchina.
At tacca re il tapp o di arre st o
fornito come accessori (inserire il
3
2
2
3
magnete 3 fornito come accessori
nell’estremità) all’ago. Si raccomanda
di confermare che l’ago sia verticale.
(2) Inlatura del lo dell’ago
AVVERTIMENTO :
Per evitare possibili ferimenti causati dall’avvio improvviso della macchina per cucire, prima di
effettuare le seguenti operazioni spegnere l’interruttore dell’alimentazione ed assicurarsi che il
motore abbia completamente cessato di ruotare.
Fare passare il lo dell’ago nell’ordine da 1 a !3 come mostrato nella gura.
2
3
4
1
2
!1
!0
9
8
!3
!2
!
5
7
6
– 13

!– 14
(3) Regolazione del fermo del bottone di sostegno (controbottone)
AVVERTIMENTO :
Per evitare possibili ferimenti causati dall’avvio improvviso della macchina per cucire, prima di
effettuare le seguenti operazioni spegnere l’interruttore dell’alimentazione ed assicurarsi che il
motore abbia completamente cessato di ruotare.
6
4
[Riferimento]
Da 0,5 a 1mm
5
Serie B per controbottoni
(40021447)
6
1
2
3
Allentare le viti
e regolare in modo che la
3
distanza tra il fermo 1 e il perno 2 sia da 0,5
a 1 mm con il bottone utilizzato posizionato.
Fissare quindi il fermo.
1.
La misura applicabile ai bottoni di sostegno
è da ø8 a ø25, e lo spessore è 2 mm o meno.
2.
La piastra di trasporto è fatta in modo da
rendere facile posizionare il bottone di
sostegno da ø8 a ø10. La piastra di trasporto
è fatta in modo da rendere facile posizionare
il bottone di sostegno da ø8 a ø10.
Sostituire la piastra di trasporto con la piastra
di trasporto per controbottoni quando si usa
il bottone che non è assicurato con le pinze
dei bottoni di sostegno
e 6, o si usa il
5
bottone la cui posizione di entrata dell’ago
non è adatta alla nestra del calibro
4
.
Per cambiare la piastra di trasporto alla piastra
di trasporto per controbottoni, ci sono due tipi di
metodi ; cambiare come una serie e sostituire i
componenti.
6
5
8
7
4
8
3
1
5
7
In caso di sostituire come una serie
¡
1) Acquistare la serie piastra di trasporto per
controbottoni (40020807). Allentare le due
viti 8 e sostituire la piastra di trasporto.
In caso di sostituire i componenti.
¡
1) Acquistare la serie B per controbottoni
(40021447), allentare le due viti 8, e
rimuovere la piastra di trasporto dalla
testa della macchina.
2) Sostituire i componenti 4, 5, 6 e 7 con
la serie B per controbottoni (40021447).
1. La misura massima da
applicare è ø25.
2. Quando si installa la piastra
di trasporto, inserirla il più
possibile e ssarla.

(4) Sostituzione del mandrino dei bottoni
AVVERTIMENTO :
Per evitare possibili ferimenti causati dall’avvio improvviso della macchina per cucire, prima di
effettuare le seguenti operazioni spegnere l’interruttore dell’alimentazione ed assicurarsi che il
motore abbia completamente cessato di ruotare.
Quando si sostituisce il mandrino 1, allentare le viti 2
e sostituirlo con il cacciavite esclusivo 3 fornito come
1
3
2
<Tabella di corrispondenza dei mandrini dei bottoni>
accessori.
No. di parte Descrizione
40020932 Mandrino dei bottoni (piccolo) Da ø 8 a 16mm Accessorio
40020931 Mandrino dei bottoni (medio) (standard) Da ø 14 a 25mm
40020930 Mandrino dei bottoni (grande) Da ø 25 a 38mm Accessorio
Diametro esterno del bottone
che può essere usato
Osservazioni
Installato sulla testa della
macchina
!
– 15

!– 16
(5) Preparazione per l’avvolgimento del gambo
1
Scanalature A
Scanalature B
Scanalature A
2
Scanalature B
3
Altezza
dell’
avvolgimento
del gambo del
bottone
5
Quando si effettua il processo di avvolgimento
del gambo del bottone dei bottoni di sostegno
(c on tro bo tt oni ), u sar e l’a cc ess or io pe r l’
avvolgimento del gambo del bottone (in dotazione
con la macchina) 1.
Allentare le viti 2 e spostare la piastra di supporto
avanti e indietro per effettuare la regolazione
3
dell’altezza dell’accessorio per l’avvolgimento del
gambo del bottone.
Confermare che le scanalature di
posizionamento dell’avvolgimento
del gambo del bottone A e B siano
diritte davanti e dietro.
Selezionare e utilizzare il distanziale
della piastra inferiore dai sottostanti
distanziali della piastra inferiore
secondo lo spessore del tessuto.
[Procedura di posizionamento dell’accessorio per l’
avvolgimento del gambo del bottone]
Inserire la convessità 4 dell’accessorio alla
concavità 5 della piastra di trasporto al momento
del modello di processo di avvolgimento del
gambo del bottone.
4
(6) Preparazione per la cucitura dei bottoni a testa piatta con punti interni
Quando si esegue la cucitura dei bottoni a testa
2
1
piatta con punto interno, inserire il distanziale
della piastra inferiore A 1 fornito come accessori
(No. Di parte: 40020764) alla posizione del perno.
Inoltre, fissarlo con le viti 2 quando lo si usa
sempre.
Selezionare e utilizzare un opportuno distanziale
della piastra inferiore dai sottostanti distanziali
della piastra inferiore secondo lo spessore del
tessuto.
Descrizione Spessore
DISTANZIALE
DELLA PIASTRA
INFERIORE A
DISTANZIALE
DELLA PIASTRA
INFERIORE B
DISTANZIALE
DELLA PIASTRA
INFERIORE C
t=1,6 40020764 Accessorio
t=2,0 40020769 Optional
t=2,6 40020770 Optional
No. di parte
Osservazioni

4. REGOLAZIONE DELLA MACCHINA PER CUCIRE
(1) Regolazione dell’ago e crochet
1) Regolazione dell’altezza della barra ago
Usar e il ca lib ro di tem pis mo fo rnito co me
accessori. Allentare la vite 1 e regolare in modo
1
che il piano A in caso di SM332EXTLG-NY (ago
standard) o il piano B in caso di SM332SUPLGNY sia allineato all’altezza della placca ago
quando la barra ago si abbassa alla posizione più
bassa.
A
34,6mm
29,6mm
B
Linea di
riferimento
Per
allinearsi
2) Regolazione della distanza tra l’ago e il crochet
D
C
37,6mm
32,6mm
Effettuare la regolazione all’origine
di oscillazione dell’ago
(linea di riferimento).
[Lista degli aghi]
No. di parte JUKI No. di parte dell’ago
MSM3AAN1100 NEEDLE SM332EXTLG-NY #11
MSM3AAN1200 NEEDLE SM332EXTLG-NY #12
MSM3AAN1400 NEEDLE SM332EXTLG-NY #14
MSM3AAN1600 NEEDLE SM332EXTLG-NY #16
MSM3AAN1800 NEEDLE SM332EXTLG-NY #18
MSM3ABN1100 NEEDLE SM332SUPLG-NY #11
MSM3ABN1200 NEEDLE SM332SUPLG-NY #12
MSM3ABN1400 NEEDLE SM332SUPLG-NY #14
MSM3ABN1600 NEEDLE SM332SUPLG-NY #16
MSM3ABN1800 NEEDLE SM332SUPLG-NY #18
Usare il ca li bro di tempi smo fo rn ito co me
accessori.
Allentare le due viti 1, spostare il crochet 2
e regolare allentando la vite 4 in modo che
la distanza tra l’ago e la punta della lama del
crochet sia da 0,05 a 0,1 mm quando il piano C
in caso di SM332EXTLG-NY (ago standard) o il
piano D in caso di SM332SUPLG-NY è allineato
all’altezza della barra ago.
Inoltre, regolare in modo che la posizione sinistra
dell’ago 3 sia allineata all’estremità del crochet
, vista dal davanti.
2
1
4
Da 0,05 a 0,1mm
2
!
3
2
Per allinearsi
– 17

!– 18
(2) Regolazione della posizione della slitta a giogo
1) La posizione della slitta a giogo 1 è stata
montata in fabbrica in modo che la distanza
1
Da 0 a 0,2mm
Da 0,2 a 0,4mm
Fig. 1
2
1
Circa 6mm
tra la slitta a giogo 1 e l’ago sia da 0,2
a 0,4 longitudinalmente e da 0 a 0,2 mm
lateralmente quando la barra ago viene alla
posizione più bassa. (Consultare la Fig. 1.)
2) Regolare la posizione laterale della slitta a
giogo
spostando la slitta a giogo 1 lateralmente.
3) Regolare la posizione longitudinale della slitta
a giogo 1 allentando la vite di fissaggio 3
e spostando la camma della slitta a giogo 4
longitudinalmente. Il tempismo di movimento
della camma della slitta a giogo 4 in questo
momento viene regolato posizionando la
linea di riferimento incisa sulla camma della
slitta a giogo 4 esattamente sotto e ssando
la camma con la vite di ssaggio 3 quando
la barra ago è alla posizione più bassa.
4) Il tempismo del movimento della slitta a
giogo viene effettuato nell’ordine che la
slitta a giogo si sposta da sinistra a destra e
comincia a ritrarsi immediatamente dopo che
la punta della lama del crochet ha passato
il triangolo del lo. (Posizione in cui la barra
ago si solleva di circa 6 mm dalla posizione
più bassa.)
5) Allentare le viti di fissaggio 6 nella camma
di triangolo della slitta a giogo 5 e girare la
camma nel senso di rotazione per effettuare
questa regolazione.
allentando le viti di fissaggio 2 e
1
5
Punta della lama
del crochet
Luogo della slitta a giogo
6
3
4
I segni fatti con la penna elettronica
sono stati messi sulla camma della
slitta a giogo 4 e su lla camma
di triangolo della slitta a giogo
al mo mento de lla conseg na
5
dalla fabbrica. Considerarli come
lo standard della regolazione del
tempismo.
6) Per il luogo del movimento della slitta a giogo,
allentare la vite di ssaggio 3 nella camma
della slitta a giogo 4 e girare la camma nel
senso di rotazione per regolare in modo che
il luogo diventi un triangolo mantenendo la
distanza (da 0 a 0,2 mm) tra l’ago e la slitta a
giogo quando l’ago si solleva.

(3) Regolazione dell’ago e guida dell’ago
1) Regolazione della posizione dell’ago e placca ago
Allentare le viti 1 e regolare la placca ago in
1
Centro
modo che l’ago entri nel centro del foro dell’ago.
2) Regolazione della distanza tra l’ago e la guida dell’ago
Allentare la vite 1 e regolare in modo che la
distanza tra la guida dell’ago 2 e l’ago sia da 0 a
0,1 mm alla posizione più bassa della barra ago.
1
2
Da 0 a 0,1mm
!
– 19

!– 20
(4) Regolazione del meccanismo di taglio del lo
1) Regolazione della posizione del coltello mobile
Prima regolazione
0
1
2
1
3
Da 13 a 14mm
2
3
Seconda regolazione
5
4
7
Da 3 a 5mm
[Posizione di attesa]
1. A ll e nt a re le vi t i 1 e co l ma r e la
distanza con il fermo 2 in modo che la
dimensione tra il bordo dell’articolazione
del coltello fisso 3 e l’estremità della
scanalatura della placca ago sia da 13 a
14 mm. Fissare quindi le viti 1.
[Posizione di taglio del lo]
1. Regolare in modo che la distanza tra la punta
della lama del coltello mobile 7 e l’estremitá
destra della fenditura della placca ago sia da
3 a 5 mm nello stato in cui soltanto l’aria sia
inserita (valvola solenoide No. 14), allentare
le viti 5, azionare il cilindro, e ssare le viti 5
nello stato in cui da distanza sia colmata.
2. Al termine della regolazione, controllare che l’
articolazione del coltello mobile 4 si muova in
modo liscio.
2) Regolazione del dente separalo del coltello mobile
Estremità superiore del dente separalo
Piegare il dente separafilo 1 usando un
cacciavite o qualcosa di simile e regolare in
Da 0,5 a 0,7mm
1
modo che un gioco da 0,5 a 0,7 mm venga
lasciato fra il dente separalo 1 e il crochet 2.
6
Q u a n d o i l l a v o r o
è co m p l eta t o , no n
d i m e n t i c a r e d i
effettuare il rilascio del
bl oc ca gg io 6 de ll a
valvola solenoide.
2

(5) Regolazione del meccanismo dello scartalo
1) Disinserire l’aria, e tirare lo scartafilo 1 il
2) Regolare le basi di montaggio del cilindro
8
9
!0
4
2
7
5
3
6
Da 3 a 5mm
3) Fissare la molla A 7 in modo che lo
1
4) Regolare la forza di mantenimento del lo
5) Per regolare la forza di mantenimento,
più possibile.
dello scartalo A 3 e B 4 con le rispettive
viti di fissaggio 5 e 6 in modo che la
distanza verticale tra la punta dell’ago 2
e la supercie superiore dello scartalo 1
sia da 3 a 5 mm e la dimensione laterale
tra la punta dell’ago 2 e la sezione di
mantenimento del lo dello scartalo 1 sia
da 6 a 8 mm alla posizione di arresto della
macchina per cucire (punto morto superiore
della barra ago).
scartafilo 1 e la molla A 7 vengano a
contatto ugualmente l’uno con l’altro sul
piano alla portata della corsa del cilindro 8.
con la molla B 9.
allentare la vite !0 e regolare in modo che il
lo scivoli via con la forza da 20 a 25g circa
quando lo spun di poliestere # 50 è tenuto.
1
Da 6 a 8mm
(6) Regolazione del meccanismo di apertura del mandrino
Quando il modo operativo è commutato al modo
di controllo del bottone manuale, alzare il gancio A
per diminuire la quantità di apertura. Regolare
1
la quantità di apertura allentando le viti 2 e
facendo scorrere il gancio B 3 a destra e sinistra.
Qua ndo il mo d o op e rat ivo è
commutato al modo di movimento
del caricatore dei bottoni, non
dimenticare di rilasciare il gancio A
.
1
2
3
1
!
– 21

!– 22
5. MANUTENZIONE
(1) Sostituzione degli accessori
1) Sostituzione del perno di posizionamento dei bottoni (optional)
1
2
B
Quando si sostituisce il perno di posizionamento
de l bo tt on e 2, al le nt ar e la ma no po la 1 e
sostituirlo. Tuttavia, quando si sostituisce il perno di
posizionamento con quelli sottostanti, rimuovere la
manopola 1 e installarla nel foro della vite sul lato B.
1
2
3
4
4
Da 0,3 a
0,7 mm
3
No. No. di parte Descrizione
1
2
3
4
17974056
17974254
17974452
40023428
Perno di posizionamento per bottoni di marmo
Perno di posizionamento per bottoni con
gambo (Da ø 1,5 a ø 2,0)
Perno di posizionamento per bottoni con
gambo (ø 2,0 o piú)
Perno di posizionamento per bottoni metallici
2) Sostituzione del perno portabottoni
Quando si sostituisce il perno portabottoni 4, allentare le viti 3 e sostituirlo.
Allora, regolare l’altezza del perno portabottoni ad un valore da 0,3 a 0,7 mm dalla superficie
superiore del perno di posizionamento.
<Lista dei perni portabottoni>
Portabottoni (bottoni a 4 fori) Portabottoni (bottoni a 2 fori)
1 2 3 4 5
ø b
Timbro
A
B
C
a
No. di parte
17856600
17856709
17856808
a
a
a
ø b
Dimensioni Timbro
a 2.0
b 1.0 b 1.2 b 1.4 b 1.0 b 1.4
a 2.4
b 1.2 b 1.4 b 1.8 b 1.2 b 1.4
a 2.6
b 1.2 b 1.2 b 1.8 b 1.2 b 1.4
No. di parte
D
17856907
17857004
E
17857103
F
17857202
F1
17857301
G
Spec i f i ca
H
standard
17857400
17857509
J
Dimensioni Timbro
a 2.8
a 2.8
a 3.0
a 3.0
b 1.4 b 1.2 b 1.4
a 3.2
b 1.4 b 1.2 b 1.4
a 3.4
b 1.4 b 1.4 b 1.4
a 3.6
b 1.4 b 1.4
ø b
No. di parte
K
17857608
17857707
K1
17857806
L
a
a
Dimensioni Timbro
a 4.0
a 4.0
a 5.0
M
Q
ø b
No. di parte
17858002
17858101
N
17858200
P
17858309
17858408
R
S
17858507
Spec i f i ca
T
standard
17858606
a
Dimensioni Timbro
a 2.0
a 2.4
a 2.6
a 2.8
a 3.0
a 3.2
a 3.4
U
V
W
X
Y
Z
ø b
No. di parte
17858705
17858804
17858903
17859000
17859109
17859208
a
Dimensioni
a 4.0
a 4.2
a 4.4
a 4.6
a 4.8
a 5.0

3) Sostituzione del fermo della linguetta
2
1
5
4
Quando si usa la linguetta a 4 fori standard
(No. di parte 25006602) della precedente AMB189N, sostituire la guida del fermo della linguetta
insieme.
1) Sostituzione della linguetta
Rimuovere le viti 1 e sostituire la linguetta 2.
2) Rimuovere le viti 3 e sostituire la guida del
fermo della linguetta 4 con la guida del fermo
della linguetta B (No. di parte 40020763) 5
fornita come accessori.
3
3) Inne, effettuare la modica del livello K12 dell’
interruttore di memoria.
!
– 23

!– 24
(2) Sostituzione dei fusibili
AVVERTIMENTO :
1. Per evitare pericoli di scosse elettriche, spegnere la macchina, e aprire il coperchio della
centralina di controllo dopo che cinque minuti circa sono passati.
2. Aprire il coperchio della centralina di controllo dopo aver spento la macchina senza fallo.
Sostituire quindi con un fusibile nuovo con la capacità specicata.
1
2
3
La macchina usa i seguenti 3 fusibili :
Per la protezione dell’alimentazione del
1
motore passo-passo
5A (fusibile a ritardo)
Per la protezione dell’alimentazione del
2
solenoide e del motore passo-passo
3,15A (fusibile a ritardo)
Per la protezione dell’alimentazione di
3
controllo
2A (fusibile ad azione rapida)

(3) Parti da ingrassare
AVVERTIMENTO :
Al ne di evitare ferimenti causati dall’avvio improvviso della macchina, spegnere la macchina ed
assicurarsi in anticipo che il motore abbia completamente cessato di ruotare.
Effettuare l’ingrassaggio periodicamente ogni 6 mesi come uno standard, o effettuare l’ingrassaggio
quando (tempo di ingrassaggio) è visualizzato sul pannello operativo.
Ci sono tre tipi di grassi esclusivi forniti come accessori.
Grasso in tubetto del grasso (verde, No. di parte 13525506)
○
ingrassaggio della
Applicare il grasso alla cremagliera, ingranaggio e sezione camma.
→
1) Rim uovere il cop erch io pos teriore , e
applicare il grasso alla sezione cremagliera
Punto di
cremagliera e
ingranaggio
e ingranaggio del trasporto superiore Y.
Punto di ingrassaggio
della cremagliera sul
lato anteriore
Punto di ingrassaggio
della cremagliera sul
lato posteriore
2) Rimuovere il coperchio posteriore e il
coperchio laterale, e applicare il grasso
alla sezione cremagliera e ingranaggio del
trasporto inferiore Y.
• Spos tare l’u nità inf erio re al l’es trem o
davanti, e applicare il grasso alla parte
anteriore della sezione cremagliera.
• Spostare l’unità inferiore all’estremo dietro,
e applicare il grasso alla parte posteriore
della sezione cremagliera.
!
– 25

!– 26
3) Applicare il grasso alle sezioni camma della
slitta a giogo e camma di triangolo della
slitta a giogo.
• Inclinare la testa della macchina.
• Rimuovere il coperchio del crochet.
• Girando la puleggia a mano, applicare il
grasso alla sezione camma laterale.
Per il punto di ingrassaggio della
camma della slitta a giogo, usare il
grasso in tubetto del grasso A JUKI
(bianco, No. di parte 40006323).
Punto di ingrassaggio
della camma di triangolo
della slitta a giogo
Grasso in tubetto del grasso B JUKI (bianco, No. di parte 40013640)
○
Rimuovere il coperchio superiore e applicare il grasso alla sezione vite senza ne.
→
Punto di ingrassaggio
della camma della
slitta a giogo
• Girando la vite senza ne con il cacciavite
con punta piatta, utilizzando la scanalatura
Sezione vite
senza ne e ruota
elicoidale
della superficie superiore della vite senza
ne, applicare il grasso agli elementi mobili
della vite senza ne e ruota elicoidale.
Grasso in tubetto del grasso A JUKI (bianco, No. di parte 40006323)
○
Applicare il grasso ad altre parti come sezione punto d’appoggio della rotazione, sezione
→
mobile dell’articolazione, ecc.
(Attenzione) 1. Quando si applica il grasso, applicare il grasso nuovo dopo aver stronato
accuratamente il grasso vecchio con un pezzo di panno o qualcosa di simile.
2. Quando viene data una sofata ai punti di ingrassaggio con fucile ad aria
compressa o qualcosa di simile e il grasso è sparso, effettuare di nuovo l’
ingrassaggio.

6. DIAGRAMMA DI CIRCUITO DI ARIA
4
1
2
O
L
I
F
L
U
S
O
N
G
E
S
2
0
0
7
3
0
8
1
5
5
4
2
2
O
L
I
F
L
U
S
O
N
G
E
S
1
0
1
7
3
0
8
1
6
5
4
3
2
O
L
I
F
L
U
S
O
N
G
E
S
0
0
2
7
3
0
8
1
7
5
4
4
2
O
L
I
F
L
U
S
O
N
G
E
S
9
0
3
7
3
0
8
1
8
5
4
5
2
O
L
I
F
L
U
S
O
N
G
E
S
8
0
4
7
3
0
8
1
9
5
4
6
2
O
L
I
F
L
U
S
O
N
G
E
S
7
0
5
7
3
0
8
1
0
6
4
7
2
O
L
I
F
L
U
S
O
N
G
E
S
6
0
6
7
3
0
8
1
1
6
4
8
2
O
L
I
F
L
U
S
O
N
G
E
S
5
0
7
7
3
0
8
1
2
6
4
9
2
O
L
I
F
L
U
S
O
N
G
E
S
4
0
8
7
3
0
8
1
3
6
4
1
3
O
L
I
F
L
U
S
O
N
G
E
S
0
0
0
8
3
0
8
1
4
6
4
3
3
O
L
I
F
L
U
S
O
N
G
E
S
8
0
2
8
3
0
8
1
5
6
4
4
3
O
L
I
F
L
U
S
O
N
G
E
S
7
0
3
8
3
0
8
1
6
6
4
5
3
O
L
I
F
L
U
S
O
N
G
E
S
6
0
4
8
3
0
8
1
7
6
4
6
3
O
L
I
F
L
U
S
O
N
G
E
S
5
0
5
8
3
0
8
1
8
6
4
7
3
O
L
I
F
L
U
S
O
N
G
E
S
4
0
6
8
3
0
8
1
9
6
4
8
3
O
L
I
F
L
U
S
O
N
G
E
S
3
0
7
8
3
0
8
1
0
7
4
9
3
O
L
I
F
L
U
S
O
N
G
E
S
2
0
8
8
3
0
8
1
1
7
O
L
I
F
A
S
A
R
O
T
N
E
M
A
N
O
I
Z
A
O
T
N
E
M
A
N
O
I
Z
A
O
L
I
F
L
E
D
O
I
C
S
A
L
I
R
O
T
N
E
M
A
N
O
I
Z
A
O
L
I
F
L
E
D
E
N
O
I
S
N
E
T
1
.
o
N
O
L
I
F
L
E
D
E
N
O
I
S
N
E
T
O
T
N
E
M
A
N
O
I
Z
A
A
I
R
A
D
A
E
L
I
C
U
F
.
M
S
A
A
S
S
E
R
P
M
O
C
)
P
O
(
A
I
R
A
’
D
A
T
A
I
F
F
O
S
O
L
I
F
A
T
R
A
C
S
O
T
N
E
M
A
N
O
I
Z
A
AZIONAMENTO INVERSIONE DEL
MANDRINO ORIZZONTALE
O
N
I
R
D
N
A
M
L
E
D
A
R
U
T
R
E
P
A
/
A
R
U
S
U
I
H
C
O
T
N
E
M
A
N
O
I
Z
A
L
E
D
E
R
O
S
S
E
R
P
O
T
N
E
M
A
N
O
I
Z
A
I
N
R
E
T
N
I
I
T
N
U
P
O
T
U
S
S
E
T
L
E
D
E
R
O
S
S
E
R
P
O
T
N
E
M
A
N
O
I
Z
A
A
T
T
A
I
P
A
T
S
E
T
A
I
N
O
T
T
O
B
O
T
U
S
S
E
T
O
T
N
E
M
A
N
O
I
Z
A
A
R
U
T
R
E
P
A
/
A
R
U
S
U
I
H
C
A
T
T
E
U
G
N
I
L
A
L
L
E
D
A
T
T
E
U
G
N
I
L
A
L
L
E
D
E
L
A
C
I
T
R
E
V
O
T
N
E
M
A
N
O
I
Z
A
À
T
.
Q
E
N
O
I
Z
I
R
C
S
E
D
E
T
R
A
P
I
D
.
o
N
.
o
N
4
1
1
O
R
T
L
I
F
N
O
C
E
R
O
T
A
L
O
G
E
R
7
8
1
9
1
0
0
4
2 E
L
A
C
I
T
R
E
V
E
R
O
T
T
U
R
R
E
T
N
I
E
M
E
I
S
N
I
5
9
1
9
1
0
0
1
O
N
I
R
D
N
A
M
3
E
L
A
T
N
O
Z
Z
I
R
O
E
R
O
T
T
U
R
R
E
T
N
I
E
M
E
I
S
N
I
6
9
2
9
2
0
0
4 1
O
N
I
R
D
N
A
M
4 O
T
R
O
P
S
A
R
T
E
R
O
T
T
U
R
R
E
T
N
I
E
M
E
I
S
N
I
7
9
1
9
1
0
0
4 1
O
T
L
A
’
L
O
S
R
E
V
4
5 O
T
R
O
P
S
A
R
T
E
R
O
T
T
U
R
R
E
T
N
I
E
M
E
I
S
N
I
8
9
1
9
1
0
0 1
O
S
S
A
B
L
I
O
S
R
E
V
4
6 A
R
U
T
R
E
P
A
E
R
O
T
T
U
R
R
E
T
N
I
E
M
E
I
S
N
I
9
9
1
9
1
0
0 1
A
T
T
E
U
G
N
I
L
4
7 E
D
I
O
N
E
L
O
S
A
L
O
V
L
A
V
E
M
E
I
S
N
I
2
0
0
1
2
0
0 1
B
8
m
1
E
L
I
B
I
S
S
E
L
F
O
B
U
T
B
E
1
0
1
0
8
1
0
T
B
9
m
2
1
E
L
I
B
I
S
S
E
L
F
O
B
U
T
B
E
1
5
2
0
0
4
0
T
m
2
E
L
I
B
I
S
S
E
L
F
O
B
U
T
B
E
1
0
5
0
0
8
0
T
B
0
1
1
A
I
R
A
’
L
L
E
D
O
R
D
N
I
L
I
C
0
A
0
9
0
3
1
0
3
2
G
1
1
1
A
I
R
A
’
L
L
E
D
O
R
D
N
I
L
I
C
0
A
4
0
5
0
0
6
0
A
P
2
1
2
A
I
R
A
’
L
L
E
D
O
R
D
N
I
L
I
C
0
A
1
0
5
1
0
8
0
A
P
3
1
2
A
I
R
A
’
L
L
E
D
O
R
D
N
I
L
I
C
0
A
0
1
0
2
0
0
1
A
P
4
1
1
A
I
R
A
’
L
L
E
D
O
R
D
N
I
L
I
C
0
A
1
1
0
2
0
0
1
A
P
5
1
1
A
I
R
A
’
L
L
E
D
O
R
D
N
I
L
I
C
0
A
2
0
5
7
0
0
1
A
P
6
1
1
A
I
R
A
’
L
L
E
D
O
R
D
N
I
L
I
C
0
A
2
0
5
2
0
5
1
A
P
7
1
1
A
I
R
A
’
L
L
E
D
O
R
D
N
I
L
I
C
0
B
6
0
0
2
0
6
1
A
P
8
1
1
A
I
R
A
’
L
L
E
D
O
R
D
N
I
L
I
C
0
A
8
0
0
2
0
6
1
A
P
9
1
1
A
I
R
A
’
L
L
E
D
O
R
D
N
I
L
I
C
0
A
6
0
5
1
0
0
2
A
P
0
2
4
À
T
I
C
O
L
E
V
I
D
E
R
O
T
A
L
O
G
E
R
0
0
0
6
0
4
2
1
0
C
P
1
2
3
O
T
N
E
M
I
R
E
S
N
I
I
D
O
L
L
E
N
A
0
0
E
3
0
4
2
2
0
C
P
2
2
3
O
B
U
T
L
E
D
O
T
I
M
O
G
3
0
5
2
5
0
6
4
0
J
P
3
2
2
O
D
R
O
C
C
A
R
O
Z
Z
E
M
0
1
0
4
0
3
0
1
2
J
P
4
2
5
O
D
R
O
C
C
A
R
5
0
0
0
4
0
3
0
3
J
P
5
2
6
O
T
I
M
O
G
1
0
3
0
2
0
4
0
3
J
P
6
2
7
O
T
I
M
O
G
A
O
D
R
O
C
C
A
R
4
0
5
0
4
0
4
0
3
L
P
7
2
1
O
T
I
M
O
G
A
O
D
R
O
C
C
A
R
1
0
2
5
8
0
4
0
3
J
P
8
2
2
T
A
O
T
N
U
I
G
1
0
0
0
2
0
5
0
3
J
P
9
2
1
O
B
U
T
L
E
D
T
A
O
D
R
O
C
C
A
R
1
0
0
0
8
0
5
0
3
J
P
0
3
O
D
I
P
A
R
O
T
N
E
M
A
I
P
P
O
C
C
A
’
D
O
T
N
U
I
G
2
0
0
0
4
0
8
0
3
J
P
1
3
1
4
O
B
U
T
L
E
D
O
T
I
M
O
G
2
0
5
0
4
0
1
0
3
J
P
2
3
6
A
N
I
P
S
0
0
0
4
1
0
0
5
X
P
3
3
1
A
N
I
P
S
0
0
0
1
0
0
0
5
9
X
P
4
3
4
1
O
L
I
F
L
U
S
O
N
G
E
S
6
0
0
5
3
0
8
1
5
3
4
2
O
L
I
F
L
U
S
O
N
G
E
S
5
0
1
5
3
0
8
1
6
3
4
3
O
L
I
F
L
U
S
O
N
G
E
S
4
0
2
5
3
0
8
1
7
3
4
4
O
L
I
F
L
U
S
O
N
G
E
S
3
0
3
5
3
0
8
1
8
3
4
5
O
L
I
F
L
U
S
O
N
G
E
S
2
0
4
5
3
0
8
1
9
3
4
6
O
L
I
F
L
U
S
O
N
G
E
S
1
0
5
5
3
0
8
1
0
4
4
7
O
L
I
F
L
U
S
O
N
G
E
S
0
0
6
5
3
0
8
1
1
4
4
8
O
L
I
F
L
U
S
O
N
G
E
S
9
0
7
5
3
0
8
1
2
4
4
9
O
L
I
F
L
U
S
O
N
G
E
S
8
0
8
5
3
0
8
1
3
4
4
0
1
O
L
I
F
L
U
S
O
N
G
E
S
7
0
9
5
3
0
8
1
4
4
4
1
1
O
L
I
F
L
U
S
O
N
G
E
S
4
0
0
6
3
0
8
1
5
4
4
2
1
O
L
I
F
L
U
S
O
N
G
E
S
3
0
1
6
3
0
8
1
6
4
4
3
1
O
L
I
F
L
U
S
O
N
G
E
S
2
0
2
6
3
0
8
1
7
4
4
4
1
O
L
I
F
L
U
S
O
N
G
E
S
1
0
3
6
3
0
8
1
8
4
4
5
1
O
L
I
F
L
U
S
O
N
G
E
S
0
0
4
6
3
0
8
1
9
4
4
6
1
O
L
I
F
L
U
S
O
N
G
E
S
9
0
5
6
3
0
8
1
0
5
4
7
1
O
L
I
F
L
U
S
O
N
G
E
S
8
0
6
6
3
0
8
1
1
5
4
8
1
O
L
I
F
L
U
S
O
N
G
E
S
7
0
7
6
3
0
8
1
2
5
4
9
1
O
L
I
F
L
U
S
O
N
G
E
S
6
0
8
6
3
0
8
1
3
5
4
0
2
O
L
I
F
L
U
S
O
N
G
E
S
5
0
9
6
3
0
8
1
4
5
2
2
2
2
2
2
4 2
2
3
1450
10
0
0
7
4
0
9
4
0
5
4
0
6
4
0
0
6
0
8
5
0
9
6
0
9
6
180
180
0
7
0
5
0
8
1
0
8
1
0
2
1
0
7
0
5
0
0
1
0
5
1
0
5
1
0
2
8
0
0
9
0
5
1
0
3
7
0
0
1
0
5
6
0
2
4
0
2
8
0
9
7
0
6
5
0
6
5
8
2
3
6
2
7
2
5
2
0
1
8
3
9
8
8
8
8
2
7
2
2
3
4
3
1
3
3
2
7
2
1
1
2
1
5
2
5
2
9
3
8
3
5
1
6
1
3
1
4
1
4
1
4
2
5
4
1
2
9
2
8
2
7
2
8
2
1
2
3
4
1
2
1
1
1
9
8
7
6
5
4
6
3
P
6
2
8
1
7
1
2
2
1
2
1
2
6
1
4
1
6
2
4
1
9
2
1
1
2
1
3
3
7
1
5
1
3
2
6
1
9
2
3
3
1
6
2
3
1
6
2
2
8
1
7
2
9
1
0
2
7
2
6
0
7
0
7
1
2
7
1
5
2
315
1
2
1
1
1
0
1
957
8
7
7
2
5
2
3
1
0
7
0
7
6
5
4
3
2
1
9
0
1
0
2
9
1
8
1
4
2
3
2
2
2
4
3
0
1
0
3
0
1
7
1
9
1
3
3
1
3
5
3
8
6
4
2
0
2
3
2
3
3
1
3
5
3
4
3
7
3
6
3
7
3
6
6
7
6
4
6
5
6
2
6
1
6
3
6
1
7
0
7
9
5
0
6
7
5
3
5
6
5
5
5
8
5
5
4
6
4
4
5
2
5
1
5
8
4
7
4
0
5
9
4
0
4
3
4
4
4
8
3
6
3
7
3
5
3
2
4
1
4
9
3
9
6
8
6
AZIONAMENTO INVERSIONE DEL
MANDRINO VERTICALE
!
– 27

!– 28
7. DISEGNO DEL TAVOLO
(1) Tavolo
C1 (Intera periferia)
No. di Parte : 40020990
C1 (Intera periferia)
Foro trapanato 17
appoggio 30
Supercie d’
4 x foro trapa nato 4,
profondità 15
superiore
Supercie
Supercie d’appoggio 30
4 x foro trapa nato 2,
profondità 10
Verniciatura
Foro trapanato 30
inferiore, profondità 10
4 x foro trapanato 2 sulla supercie
Verniciatura
Foro
trapanato 16
3 x foro trapanato 10
Foro
trapanato 16
6 x foro trapanato 2 sulla supercie inferiore, profondità 10
Verniciatura
2 x foro trapanato 10
Logotipo JUKI (caratteri a stampa forniti dalla JUKI)

(2) Tavolo ausiliario
No. di Parte : 17971805
40
15
20
Intera periferia R2
Intera periferia R2
Foro trapanato 2-11
20
415
360
10
20
335
10
315
10
10
165
265
20
430
60
!– 29
Indice
 Loading...
Loading...